Как выбрать электрод для сварки. Инструкция для чайников
Это статья из серии экспресс-уроков Свар-EXPRESS.Темы урока: какой диаметр электрода нужен под конкретную толщину металла; какой сварочный ток выставлять для каждого случая; что такое полярность сварки.
| Инженер-сварщик Евгений Евсин |
Выбор сварочного электрода, для начинающего сварщика может стать проблемой. Например, какой диаметр электрода нужен под конкретную толщину металла, или какой сварочный ток выставить для получения прочного шва?
Постараемся ответить на эти вопросы.
Для начала разберёмся, что такое электрод и для чего нужна обмазка.
Электрод представляет собой металлический сердечник с особым покрытием, которое называется обмазкой. В процессе сварки сердечник плавится, а обмазка при сгорании создаёт газовую защиту шва от вредного воздействия кислорода.
 Так же в процессе сварки формируется защитный шлаковый слой сварочной ванны.
Так же в процессе сварки формируется защитный шлаковый слой сварочной ванны. Выбирая электрод следует обратить внимание на состав сердечника, который должен быть схож со свариваемым металлом. Так существуют специальные электроды для углеродистых, легированных, высоколегированных сталей, электроды для работы с нержавейкой, жаростойкими сталями, для работы с алюминием или чугуном.
Существует огромное множество металлов и их сплавов, рассказывать о каждом мы не будем, а сосредоточимся на тех электродах, которые могут понадобиться в быту. В основном для домашних нужд используется конструкционная сталь небольшой толщины. Вот для неё мы и попробуем подобрать электроды. Но прежде несколько слов об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Каждый из них применяется для решения своих задач.
Основное и целлюлозное покрытия используются для сварки исключительно на постоянном токе. Данные электроды можно использовать при монтаже ответственных конструкций, где требуется максимальная прочность наплавленного металла.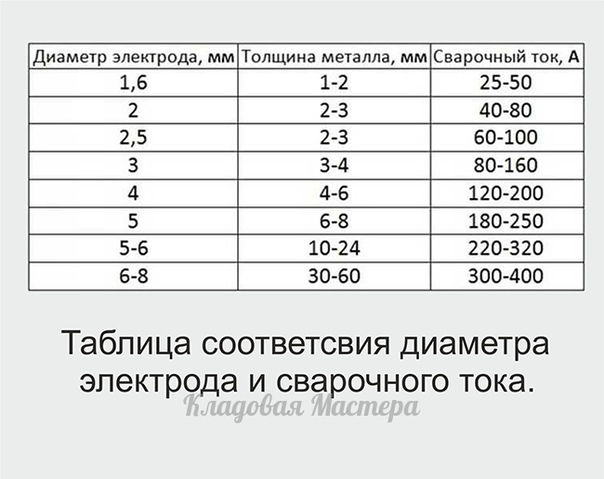
Рутиловые электроды подойдут для работы на постоянном или переменном токе. Они отличаются лёгким поджигом и малым разбрызгиванием металла. Электроды могут работать с аппаратами обладающими низким значением напряжения холостого хода.
При использовании электродов с кислым покрытием – можно добиться лёгкого отделения шлака, однако пользоваться подобными электродами в замкнутом пространстве не рекомендуется — они достаточно вредны для здоровья сварщика.
Ещё один момент — электроды с рутиловым и кислым покрытием рекомендуется использовать при сварке аппаратами с напряжением холостого хода 50 (+/- 5) вольт.
Наиболее широко распространены электроды с основным и рутиловым покрытием. Для новичка знакомства с ними будет вполне достаточно.
Самыми распространёнными электродами с основным покрытием являются УОНИ 13/55. Данные электроды предназначены для углеродистых и низколегированных сталей. Как сказано в описании данных электродов, они рекомендуются для сварки ответственных конструкций, швы, сваренные с помощью УОНИ 13/55 отличаются пластичностью и стойкостью к ударным нагрузкам. Изделия, сваренные УОНИ 13/55 могут эксплуатироваться в условиях низких температур.
Изделия, сваренные УОНИ 13/55 могут эксплуатироваться в условиях низких температур.
К недостаткам данных электродов стоит отнести требовательность к чистоте кромок заготовок. Если кромки заготовок перед сваркой не обработать и на них попадёт масло, вода, или ржавчина, велика вероятность появления сварочных пор.
УОНИ 13/55 – предназначены для сварки только постоянным током на обратной полярности – о которой мы расскажем чуть позже.
Самым распространённым представителем рутиловых электродов можно назвать электроды марки МР-3. Они предназначены для работы с углеродистыми и низколегированными сталями.
К сильным сторонам данных электродов стоит отнести возможность сварки как на постоянном, так и переменном токах, малое разбрызгивание металла, стабильность дуги во всех пространственных положениях.
Кроме двух самых распространённых марок электродов для работ с конструкционной сталью, новичкам можно рекомендовать электроды российского производства ОЗС-12 и АНО-4. А для сварки нержавейки электроды зарубежных производителей ОК 63.34, ОК 61.30 или отечественные электроды ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
А для сварки нержавейки электроды зарубежных производителей ОК 63.34, ОК 61.30 или отечественные электроды ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
Большая часть инверторов для ручной дуговой сварки работает с постоянным током. На постоянном токе существует 2 варианта подключения полярности: прямая и обратная.
Прямая полярность – вариант подключения при котором к быстросъёму «+» инвертора подключается масса, держак подключается к «-». Обратная полярность — масса подключается к «-»; «+» к держателю электрода.
При сварке на плюсовом контакте выделяется больше тепла, а значит на обратной полярности лучше сваривать массивные детали, а на прямой тонкий металл (до 2 мм) или высоколегированную сталь, чтобы избежать их перегрева.
Диаметр электрода подбирают, ориентируясь на толщину металла заготовок. Для сварки металлов толщиной до 1.5 мм сварка электродами применяется крайне редко, для таких толщин лучше использовать полуавтоматы или аргонодуговую сварку.
Примерное соотношение толщины заготовок и диаметров электродов вы можете узнать из таблицы:
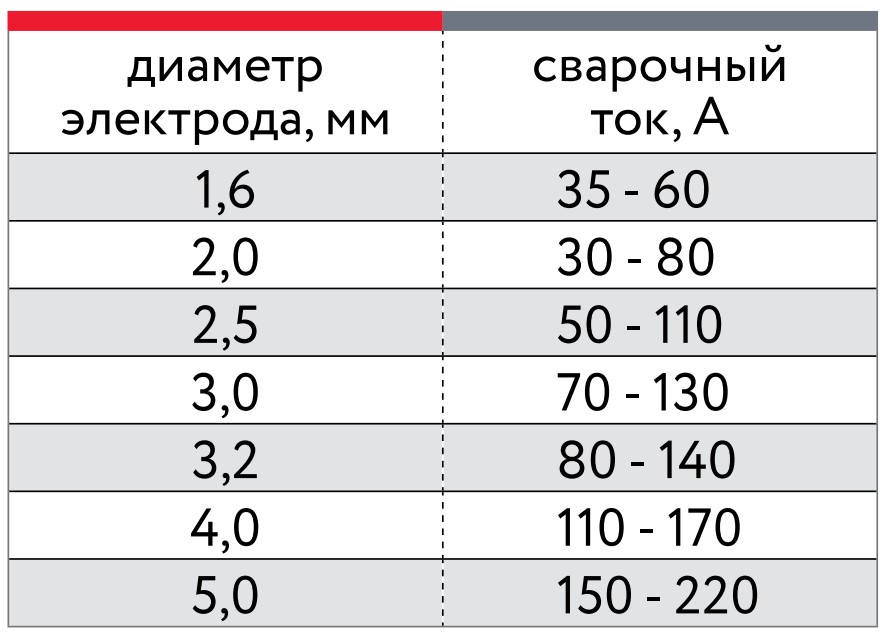
Следующий важный момент – какой ток необходимо выставить для электрода конкретного диаметра. Данную информацию можно узнать на упаковке электродов, или посмотрев следующую таблицу:
Так же начинающему сварщику, будет полезно знать, что сварочный ток можно подобрать из расчёта 20-30А на один миллиметр диаметра электрода. Т.е. для электрода диаметром 3мм, ток должен быть в приделах 80-110А, в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и однозначных настроек тока не существует – каждый сварщик видит процесс по-своему, и в зависимости от собственных ощущений выставляет необходимые параметры тока.
Чем выше сварщик выставляет параметры тока, тем более жидкой и менее «управляемой» получается ванна. Задача сварщика – настроить аппарат таким образом, чтобы работа была комфортной, а сварочная ванна достаточной для провара и управления краями ванны.
Перейти в каталог:
Смотрите данную статью в видео-ролике:
процесс сварки, виды электродов, производители
На фоне популярности инверторных сварочных аппаратов многие владельцы вынуждены самостоятельно решать вопрос о приобретении необходимых аксессуаров для выполнения сварки. И к довольно важным вопросам следует отнести выбор подходящих электродов. Этому вопросу необходимо уделить особое внимание, поскольку от качества этих изделий зависит прочность создаваемого соединения.Что представляет собой инверторная сварка
Вот уже на протяжении многих лет сварочные инверторы пользуются большим спросом среди рядовых потребителей, которые являются более совершенным вариантом в отличие от стандартных трансформаторных аппаратов, которые были широко распространены до появления этого оборудования. Востребованность эти аппаратов обеспечила невысокая цена и отсутствие проблем в использовании. С их помощью можно с минимальными затратами времени и довольно качественно соединять различные геометрические изделия и детали.
Востребованность эти аппаратов обеспечила невысокая цена и отсутствие проблем в использовании. С их помощью можно с минимальными затратами времени и довольно качественно соединять различные геометрические изделия и детали.
Чаще всего подобное оборудование используется в ситуации, когда приходится проводить дуговую сварку путем плавления обрабатываемых участков, что обусловлено высокой надежностью оборудования. Среди достоинств, которыми обладают инверторы, следует выделить постоянство показателей и стабильность сварочного тока, за счет чего можно создавать соединение, обладающие высокой прочностью, что достигается благодаря высококачественному шву.
Инверторная сварка представляет собой процесс, для которого применяется специальное оборудование, позволяющие поддерживать при включенном источнике тока переменное напряжение. При проведении подобных работ с использованием инверторного агрегата также приходится применять и иные устройства, которые предусмотрены схемой сварки:
- система управления,
- сетевой выпрямитель и фильтр,
- трансформатор,
- преобразователь частоты.


Основная же роль в инверторной сварке отводится используемым электродам. Эти изделия имеют вид стальных электропроводящих стержней, которые используют для подвода к сварочной зоне тока. Важным моментом является то, что для каждого оборудования должен применяться свой электрод для сварки инвертором. По этой причине необходимо с учетом всех особенностей выбирать стержни, обеспечивающие подачу тока.
Лучшие электроды для инверторной сварки
В качестве материала, на основе которого создаются электроды плавящегося типа, к которым прибегают для инверторной и дуговой ручной сварки, выступает сварочная проволока, обладающая необходимыми характеристиками, которые определены ГОСТом от 1970 года за номером 2246. Указанный стандарт предусматривает классификацию электродов на основании сферы использования инверторного аппарата:- легированные. Для их производства могут применяться различные виды проволоки Св-08Х3Г2СМ, Св-08ГСМТ, Св-10Х5М и др.
- углеродистые. В качестве материала для них используют проволоки Св-10Г2, Св-10ГА, Св-08ГА и др.;
- высоколегированные. Для их изготовления применяются проволоки Св-10Х11НВМФ, Св-12Х11НМФ, Св-04Х19Н11М3 и др.
 В качестве материала для них используют проволоки Св-10Г2, Св-10ГА, Св-08ГА и др.;
В качестве материала для них используют проволоки Св-10Г2, Св-10ГА, Св-08ГА и др.;Электродные стержни в обязательном порядке предусматривают особое покрытие, которое создают методом опрессовки. Назначение этого покрытия состоит в следующем:
- защита сварочной ванны от атмосферных воздействий;
- создание благоприятных условий для более устойчивого горения дуги.
Если владелец впервые планирует проводить инверторную сварку, то он должен иметь в виду, что используемые электроды для сварки инвертором могут быть классифицированы на две категории. Первая представлена изделиями, при помощи которых сваривают наиболее важные металлоконструкции.
Вторая же группа включает электроды, которые применяются для соединения конструкций из стали обычного назначения. Как считают эксперты, лучше всего проводить инверторную сварку с применением электродов УОНИ, если речь идет о соединении ответственных конструкций. Если приходится сваривать конструкция обычного назначения, то выбор можно остановить на АНО либо МР-3.
Если приходится сваривать конструкция обычного назначения, то выбор можно остановить на АНО либо МР-3.
Нужно сказать, что электроды для сварки инвертором марки УОНИ отличаются достаточной сложностью в работе. Осуществлять сварку с применением подобных стержней может только опытный специалист, а для новичка подобная работа может быть сопряжена с определенными трудностями, что не гарантирует получения прочного соединения.
Популярные электроды
На текущий момент наибольший интерес проявляется к электродам для сварки следующих производителей:УОНИ 13/55. В первую очередь их используют опытные сварщики. Особенностью этих стержней является то, что с их помощью можно создать очень надежный шов, отличающийся наилучшим показателем плотности.
МР-3С. На них выбор останавливается в тех ситуациях, когда необходимо создать шов, обладающий наивысшими характеристиками прочности и надежности. С использованием таких стержней сваривают элементы посредством использования переменного и постоянного тока обратной полярности.
МР-3. Отличительной особенностью электродов этой марки является ее универсальность применения. Они подходят для соединения металла с загрязнённой поверхностью. К тому же их можно применять и для сварки влажных и ржавых конструкций.
АНО. Именно стержни этой марки и пользуются наибольшим спросом в нашей стране. Среди их достоинств следует выделить отсутствие необходимости в предварительной прокалке. Процедура их зажигания отличается достаточной простотой, их применение обеспечивает создание высокопрочного и сверхнадежного соединения. Причем уровень подготовки того, кто выполняет сварочные работы, не оказывает влияние на конечный результат.
Сварка материалов — какие электроды выбрать?
Если у вас запланирована сварка определенных конструкций, то необходимо учесть, что выбор электрода для сварки инвертором будет зависеть от материала, из которого изготовлено соединяемое изделие. По мнению экспертов, наилучшими для сварки считаются следующие изделия:
- для конструкций из нержавейки и высоколегированной стали рекомендуется применять электроды ЦЛ11, изготовленные в соответствии со стандартами 10052-75 и 9466-75;
- для конструкций из углеродистых сталей лучше всего применять стержни, изготовленные в соответствии с ГОСТом 9466–75 и 9467–75 – ОЗС–4, УОНИ–13/45, АНО–21, МР–3С Н11М3ТБ и др.
- для соединения поверхностей из малоуглеродистых сталей наилучшим выбором будут стержни, имеющие альменитовое и рутиловое покрытие.
- наиболее качественную сварку конструкций из разных марок чугуна могут обеспечить стержни, изготовленные в соответствии с ГОСТом 859–78 – ОЗЧ–2.

Приобретая любой из выше рассмотренных стержней для сварки в любой торговой сети, которая располагает эпидемиологическими сертификатами, можно быть уверенным, что создаваемое с их помощью соединение будет отличаться наивысшей прочностью и надежностью. Вместе с тем человеку, который будет осуществлять инверторную сварку, будут обеспечены наиболее безопасные условия работы.
Говоря об инверторе, следует заметить, что возможности этого оборудования позволяют соединять любые поверхности с применением большинства доступных на сегодняшний день электродов. Именно с этим и связан высокий интерес к этому аппарату. При этом в продаже можно встретить такие стержни, с применением которых нельзя добиться требуемого результата сварки и обеспечить шву привлекательный вид. К тому же не все электроды в состоянии гарантировать необходимый уровень безопасности при использовании подобного оборудования. Поэтому при осуществлении инверторной сварки необходимо использовать только рекомендованные для подобных работ электроды.
К тому же не все электроды в состоянии гарантировать необходимый уровень безопасности при использовании подобного оборудования. Поэтому при осуществлении инверторной сварки необходимо использовать только рекомендованные для подобных работ электроды.
Ресанта — известный бренд инверторных аппаратов
Подавляющее большинство профессиональных сварщиков и домашних мастеров чаще всего останавливает выбор на инверторных аппаратах, выпускаемых под маркой Ресанта. Что касается выбора наиболее подходящих для такого оборудования электродов, то здесь необходимо придерживаться схемы, которая была изложена выше. Поэтому, приобретая любой из рекомендованных стержней для сварки, вы можете не беспокоиться о качестве соединения. Использование их в сочетании со сварочными аппаратами Ресанта обеспечит вам безопасность при работе.
Разновидности инверторов Ресанта
Среди доступных на сегодняшний день инверторных установок этой марки следует выделить ряд аппаратов, отличающихся наибольшим уровнем функциональности:
- устройства, представляющие серию Проф. Среди опций, которые предлагают эти аппараты, следует выделить «Форсаж дуги», «Горячий старт», «Антизалипание». Также у них предусмотрена защита от перегрева аппарата, имеется широкий диапазон настройки тока для качественного выполнения сварки;
- серия Компакт: модели аппаратов являются наилучшим выбором для применения в домашних условиях;
- инверторные аппараты плазменной резки ИПР-40 и ИПР-25.
 Среди опций, которые предлагают эти аппараты, следует выделить «Форсаж дуги», «Горячий старт», «Антизалипание». Также у них предусмотрена защита от перегрева аппарата, имеется широкий диапазон настройки тока для качественного выполнения сварки;
Среди опций, которые предлагают эти аппараты, следует выделить «Форсаж дуги», «Горячий старт», «Антизалипание». Также у них предусмотрена защита от перегрева аппарата, имеется широкий диапазон настройки тока для качественного выполнения сварки;Заключение
Хотя инверторные сварочные аппараты обладают множеством преимуществ, обеспечивая высокое качество соединения, все же конечный результат во многом зависит от типа используемых для сварки электродов. По этой причине подходить к выбору этих изделий следует так же тщательно, как и к покупке и самого сварочного оборудования. Особенностью предлагаемых электродов является то, что не все они обеспечивают одинаковое качество соединения. Немаловажная роль здесь отводится материалу, из которого выполнены соединяемые поверхности.
Вместе с тем отдельные электроды требуют наличие определенных навыков работы с ними, поскольку они рассчитаны на специалистов и используются для решения узких задач. Поэтому, чтобы избежать ошибок при выборе электродов для инверторного сварочного оборудования, рекомендуется отдавать предпочтение электродам универсального назначения, которые отлично подойдут для качественной сварки большинства конструкций.
Поэтому, чтобы избежать ошибок при выборе электродов для инверторного сварочного оборудования, рекомендуется отдавать предпочтение электродам универсального назначения, которые отлично подойдут для качественной сварки большинства конструкций.
Как выбрать электроды для сварки
Все больше людей предпочитают загородную жизнь городским квартирам. Своей хозяйство требует много работы и обслуживания. Очень часто возникают моменты, когда надо сварить металл, например, починить забор. И здесь, чтобы сэкономить на вызове сварщиков, многие стараются самостоятельно освоить дуговую сварку. В статье речь пойдет о выборе сварочных электродов для различных металлов и сплавов.
Содержание:
- Виды сварочных аппаратов
- Как выбрать электроды для сварки
- Как выбрать сварочные электроды с учетом режима работы и особенности металла
- Марки импортных сварочных электродов
- Общие советы, как правильно выбрать электроды
Виды сварочных аппаратов
Чтобы понять, какие именно электроды понадобятся для сварочного аппарата при тех или иных работах, вначале надо разобраться с основными видами сварки.
Все сварочные аппараты разделяют на две группы:
- бытовые сварочники могут работать без перерыва непродолжительное время. Они предназначены для использования от обычной сети в 220 В с частотой 50 Гц, а показатель силы тока находится в пределах 200 Ампер. Таких характеристик сполна хватит, чтобы сварить забор, ворота, армированные каркасы или трубы. А это значит, что они оптимальны для домашнего хозяйства;
- профессиональные сварочники более универсальны и могут работать не только от 220 В, но и от 380 В. Они уже могут при работе выдавать силу тока свыше 200 Ампер. Внешне их нетрудно отличить от бытовых аналогов более крупными габаритами. В связи с чем, для удобства работы и передвижения, их оборудуют колесиками. Их применяют на стройках, на монтаже нефтяных и газопроводов и в других профессиональных отраслях, где требуется надежная сварка.
Принцип работы всех сварочных аппаратов, независимо от стоимости, основывается на применение постоянного или переменного тока. Этот параметр зависит от того, какого качества нужен получаемый шов, разновидность металла и пр.
Этот параметр зависит от того, какого качества нужен получаемый шов, разновидность металла и пр.
На сегодняшний день первенство по популярности удерживают сварочники, работа с которыми осуществляется обычным электродом. Это надежные проверенные годами приборы, благодаря простой конструкции обладают высокой ремонтопригодностью.
Трансформатор
- Один из первых примитивных по конструкции моделей сварочного аппарата. Смысл его работы состоит в преобразовании переменного тока большого напряжения в меньшее, в итоге получается сваривание.
- По способу регулировки их делят на несколько основных видов: со стандартным магнитным рассеиванием, с увеличенным и тиристорные, оборудованные фазой регулировки. Основным их недостатком считается невозможность поддерживать постоянность дуги при сварке. К тому же, на качество шва в худшую сторону сказывается присутствие шлаковых образований и газовых выделений.
- Еще их недостатки – большие габариты и вес. Чувствительны к скачкам напряжения при большом ее расходе. Для работы с ним требуется опыт и сноровка, тогда получится сварить качественный шов. Их используют и по сей день, но только для черновой работы с дешевыми металлами.
 Чувствительны к скачкам напряжения при большом ее расходе. Для работы с ним требуется опыт и сноровка, тогда получится сварить качественный шов. Их используют и по сей день, но только для черновой работы с дешевыми металлами.
Чувствительны к скачкам напряжения при большом ее расходе. Для работы с ним требуется опыт и сноровка, тогда получится сварить качественный шов. Их используют и по сей день, но только для черновой работы с дешевыми металлами.Выпрямители
- Они уже совершеннее трансформаторов, с их появлением получилось исключить недостатки использования переменного тока. Их конструкция оборудована блоком полупроводников-диодов, который и позволяет преобразовывать переменный скачущий ток от сети в постоянный линейный. Данный аппарат удобен и понятен в использовании даже новичку, что делают его популярным.
- Все это позволило получать швы высокого качества и равномерной глубины на всем их продолжении. При сварке образовывается стабильная дуга высокой защищенности, которая защищает металл от разбрызгивания расплава.
Важно: для данного сварочного аппарата подойдут все виды электродов.
- Еще одно отличие от трансформатора – возможность варить алюминий, низколегированную и нержавеющую сталь.

Получается, что выпрямители удобны для использования в домашних условиях и подходят для работы с широким спектром материалов.
Инвертор
- На рынке они появились сравнительно недавно и сразу завоевали широкую популярность. На сегодня – это самый часто используемый сварочный аппарат. Имея небольшой вес и компактные размеры, инверторы обладают высокой мощностью и функциональностью. Новички выбирают их в первую очередь потому, что система настройки режимов работы полностью автоматизирована. Профессионалам такой инструмент позволяет существенно увеличить производительность труда.
- Первые модели инверторов способны работать только при стабильном напряжении, который может гарантировать электрогенератор. Современные аналоги уже имеют более модернизированную систему. Так, в нем присутствует специальный выпрямитель, который сглаживает синусоидный ток из сети в постоянный. Далее, он направляется в инверторный блок, где образовываясь обратно в переменный, получает большую частоту. После чего в трансформаторном блоке происходит понижение напряжения и, пройдя через силовой выпрямитель, получается мощный постоянный ток, создающий стабильную сварочную дугу.
 После чего в трансформаторном блоке происходит понижение напряжения и, пройдя через силовой выпрямитель, получается мощный постоянный ток, создающий стабильную сварочную дугу.
После чего в трансформаторном блоке происходит понижение напряжения и, пройдя через силовой выпрямитель, получается мощный постоянный ток, создающий стабильную сварочную дугу. К основным преимуществам инвертора относят:
- точные настройки для разных видов работ;
- независят от скачков напряжения в сети;
- создают высококачественные сварные швы;
- допускается работать даже с тонкостенными металлами;
- целый ряд дополнительных функций, которые удобны в работе: горячий старт, импульсная сварка, стабилизатор мощности, который предотвращает перегрев аппарата и опция предотвращение залипания электрода.
Важно: работать с инвертором можно электродами всех видов.
Полуавтоматы
- Для работы с ним электроды не потребуются, он работает газом. Это позволяет существенно ускорить работу, сделать шов сплошным и с глубоким проваром.
- Вместо электродов в полуавтомате используется проволока и разные виды газа, которые подбираются в соответствии с металлом.

Как выбрать электроды для сварки
На качество шва влияет не только сварочный аппарат, но и правильно выбранные электроды. На сегодняшний день рынок представляет широкий ассортимент электродов для сварки инвертором. Друг от друга их отличает не только материал покрытия, но и диаметр и ряд других характеристик, которые будут рассмотрены в данной статье.
Классификация сварочных электродов
Электроды, как правило, делят на две основные группы: плавящиеся и неплавящиеся. Первые изготавливаются из проволоки со специальным наружным покрытием, обеспечивающим стабильную сварочную дугу. Также способствуют защите обрабатываемого металла от газовых выделений и шлаковых брызг. Для работы с нержавейкой или медью их производят из специальных сплавов. А вот для аргоновой сварки рекомендуется использовать неплавящиеся электроды.
Более подробная классификация электродов выглядит следующим образом:
- проведение ремонта или наплавки;
- сварка углеродистой или низколегированной стали;
- сварка меди или любых медных сплавов;
- сварка чугуна и чугунных сплавов;
- сварка алюминия и алюминиевых сплавов;
- работа с металлами трудноподдающихся сварке;
- сварка высоколегированной стали;
- сварка сплавов с теплоустойчивыми свойствами.

Как выбрать электроды по типу покрытия стержневой проволоки электрода:
- основные электроды. Этот вид представлен наиболее популярной моделью УОНИ 13/155. С его помощью добиваются высококачественных сварных швов, отличающихся механической прочностью и устойчивостью к образованию кристаллизационных трещин. Основные электроды подходят для создания ответственных швов на конструкциях, которым предназначена эксплуатация в суровых условиях. Но они имеют и свои недостатки: неправильно выставленная дуга при работе, либо влажное покрытие могут привести к образованию пористой структуры. К тому же, работать с ними можно только на постоянном обратном токе;
- электроды с рутиловым покрытием. Наиболее популярный вид электрода этой группы МР-3. Они предназначены для сварки малоуглеродистого метала. Их достоинство заключается в устойчивой сварочной дуге не только на постоянном, но и на переменном токе. Независимо от пространственного месторасположения работы шов получается качественный с практически полным отсутствием брызг. Допускается варить ржавый или испачканный металл.
 Допускается варить ржавый или испачканный металл.
Допускается варить ржавый или испачканный металл.Диаметры сварочных электродов
Как уже писалось выше, электроды имеют различные диаметры. Этот параметр важен и оказывает наибольшее влияние на процесс сварки.
- Смысл заключается в том, при большем диаметре электрода, удастся сварить большую толщину металла, но при этом и потребуется добавить больше тока.
- Самый часто используемый размер – это 2,5 мм, этого вполне хватит для домашних работ, так как позволяет варить металл толщиной до 4 мм.
- На самом деле существует огромный выбор диаметров, но в широкой продаже, как правило, представлены только самые востребованные — от 1,5 мм до 6,0 мм. Шаг между размерами 0,5 или 1 мм. При необходимости приобретения электрода большего диаметра, не составит труда заказать его в магазине.
Совет: не всегда толщина металла служит единственным критерием при выборе электрода. Опытные сварщики знают, что важны еще и его свойства.
 К сожалению, узнать это можно только опытным путем, так как четких инструкций на это счет нет. Или попытаться узнать эту информацию на специализированных форумах или блогах.
К сожалению, узнать это можно только опытным путем, так как четких инструкций на это счет нет. Или попытаться узнать эту информацию на специализированных форумах или блогах.Определившись с выбором толщины электрода надо понять, как к нему правильно подобрать ток, ведь эти два параметра напрямую взаимосвязаны. Так, при слишком сильном сварочном токе метал просто прожжется насквозь, а при слишком низком – не получится образовать дугу. Эти рекомендации даются производителем на коробке с электродами.
Как выбрать сварочные электроды с учетом режима работы и особенности металла
- В первую очередь выбор зависит от вида тока, которым будет производиться работа. В большинстве случаев инверторы создают постоянный ток, а при варке им электрод получится подключить двумя способами: при прямой полярности электрод присоединяют к «минусу», а свариваемый металл к «плюсу», при обратной полярности подключение меняют на противоположное.
- В первом случае выработка тепла будет выше, что особенно хорошо для толстостенной стали или крупных деталей, но это не всегда целесообразно. Например, обратная полярность выбирается при варке тонколистового металла, что позволяет снизить риск прожога. А при работе с высоколегированной сталью уменьшает перегрев.
 Например, обратная полярность выбирается при варке тонколистового металла, что позволяет снизить риск прожога. А при работе с высоколегированной сталью уменьшает перегрев.
Например, обратная полярность выбирается при варке тонколистового металла, что позволяет снизить риск прожога. А при работе с высоколегированной сталью уменьшает перегрев.Три кита, на которых держится принцип варки электродами – это диаметр изделия, толщина свариваемого металла и сила тока. Как уже писалось выше, чем толще металл, тем больший диаметр электрода потребуется. Но здесь существует один нюанс. При работе инвертором, толщина электрода будет влиять на рабочую плотность тока, снижая ее. Это приводит к нестабильности и колебанию дуги, что в свою очередь скажется на качестве шва – он станет более широким, а провар менее глубоким. Хорошо, если производитель сварочного аппарата указал все необходимые параметры сварочного тока, если таковых данных нет, то можно опираться на усредненные показатели:
- электрод диаметром 2 мм потребует силу тока 50-60 А;
- для электрода размером 2,5 мм этот показатель составит 60-90 А;
- изделие размером 3 мм варят током 80 -140 А;
- если диаметр электрода 4 мм , то ток должен находиться в пределах 130-160 А;
- при диаметре 5 мм потребуется уже профессиональный сварочник, который выдает ток 200 А;
- электрод 6 мм варят током не менее 220-240 А.

Марки импортных сварочных электродов
Зарубежные электроды довольно широко представлены на российском рынке. Они имеют свою маркировку, разобраться с которой несложно. Самый популярный бренд, который у нас представлен, называется ESAB. Он маркирует свои электроды буквенно-численными значениями. Вначале всегда идет OK, после которых прописываются 4 цифры.
Ниже расшифруем, какие электроды выбрать:
- ОК 46.00. Это электрод с рутиловым покрытием, аналог российского МР-3. Создаст шов с высокими характеристиками на переменном или постоянном токе. Подходит сварки углеродистых и низколегированных металлов.
- ОК 48.00. Способен работать исключительно на постоянном токе, при этом создает надежные швы. Что делает его популярным при работе с ответственными конструкциями.
- ОК 53.70. Идеален для варки труб, данные электроды относят к разновидностям специализированных.
- ОК 61.30 и ОК 63.20. Ими варят нержавейку.
- ОК 68.81. Рекомендуются для варки трудносвариваемых металлов;
- ОК 92.60. Предназначены для чугунных сплавов или при соединении чугуна с другим металлом;
- ОК 96.20. Потребуются для работы с алюминием.

Общие советы, как правильно выбрать электроды
Подведя итоги вышесказанного, для себя можно четко сформулировать основные критерии выбора электродов для работы инвертором.
- Выбор зависит от вида металла, его толщины и свойств. Если требуется сделать ответственный шов, лучше остановиться на продукции известных производителей, которые годами подтверждают качество своих электродов.
- При работе с углеродистой сталью ее поверхность должна быть абсолютно чистой. Если присутствуют следы ржавчины или загрязнений, которые нет возможности очистить, то выбрать нужно изделия с рутиловой обмазкой.
- При сварочных работах на ответственных объектах лучшим выбором станут основные электроды.

Какие электроды лучше использовать для инверторной сварки?
Все сварщики знают, что такое электрод и как производить сварочные работы, но какие электроды лучше использовать для инверторной сварки в быту знают немногие. Бытовое использование предполагает выбор подходящего электрода под марку стали и этот подбор должен быть точным!
Что такое сварочный инвертор?На смену старым трансформаторным сварочным аппаратам пришли небольшие и мобильные сварочные инверторы. Сейчас совсем необязательно, что для сварки ответственных конструкций используются сварочные аппараты больших размеров. Тем более иногда применение громоздких аппаратов невозможно из-за сварки в недоступных или плохо доступных местах. Теперь качественно и оперативно можно сваривать и совсем маленьким сварочным аппаратом, например, IR 200 от бренда Fubag и этим в наши дни уже никого не удивишь.
Сварочные аппараты нужны как основной источник питания при ручной дуговой сварке методом плавления электрода. Стабильные показатели сварочного тока для прочного соединения металла в месте сварки – это основное условие, предъявляемое к инвертору для получения отличного шва. Еще одним требованием можно считать правильно подобранный допустимый для этого металла сварочный электрод. И от того насколько правильно выбран вид электродов зависит положительный результат сварочных работ.
Стабильные показатели сварочного тока для прочного соединения металла в месте сварки – это основное условие, предъявляемое к инвертору для получения отличного шва. Еще одним требованием можно считать правильно подобранный допустимый для этого металла сварочный электрод. И от того насколько правильно выбран вид электродов зависит положительный результат сварочных работ.
Инверторная сварка подразумевает под собой применение для сварки плавящегося электрода по ГОСТ 9467-75. Все электроды можно поделить на:
-
• Электроды для сварки углеродистых и низколегированных сталей.
-
• Электроды для сварки серого, высокопрочного и ковкого чугуна.
-
• Электроды для наплавки.
-
• Электроды для сварки высоколегированных сталей.
-
• Электроды для сварки и наплавки цветных металлов и сплавов.

Каждый электрод из этих в своем составе имеет отдельный тип проволоки и покрытия по ГОСТ 9466-75. На поверхность проволоки наносится опрессовкой тонкий слой обмазки и после сложного производственного процесса на выходе получается готовый сварочный электрод.
Чтобы определить какие электроды лучше использовать для инверторной сварки именно в вашем случае нужно учесть ряд рекомендаций:
-
• Разделяют сварку ответственных конструкций и обычных. Опытные сварщики предлагают при сварке ответственных конструкций выбрать УОНИ, а при сварке обычных – АНО или МР-3.
-
• УОНИ – используют в работе опытные работники, так как совершать работы такими сварочными электродами сложнее, чем обычными. Необходим опыт в сварочных работах при выборе этой марки.
-
Остановимся на основных видах и разновидностях сварочных электродах, рассмотренных выше подробно:
-
• УОНИ-13/55 – применятся опытными специалистами, гарантируют более качественный шов даже при пониженных температурах зимой.
-
• МР-3С синие электроды применяют для получения качественного шва при постоянном и переменном токе обратной полярности.
-
• МР-3 – электроды с рутиловым покрытием используются для сварки даже при ржавой и загрязненной поверхности. Имеют ряд выгод от использования – стабильное горение дуги, лучшая производительность, отличное отделение шлака после сварки.
-
• АНО-36 – самые популярные сварочные электроды рутил-целлюлозным покрытием. Эти электроды можно не прокаливать перед сваркой*, их легко зажигать и производить сварку.
Рекомендуем выбрать такие электроды если Вы новичок и не имеете достаточного опыта в проведении сварочных работ.
-
• ОЗС-12 — самая широко используемые сварочные электроды. Часто берут при домашнем использовании. Позволяет выполнить сварку на низких токах.

 Рекомендуем выбрать такие электроды если Вы новичок и не имеете достаточного опыта в проведении сварочных работ.
Рекомендуем выбрать такие электроды если Вы новичок и не имеете достаточного опыта в проведении сварочных работ.
Для каких материалов какие электроды выбрать?
Каждый сварщик должен знать, что для каждого материала нужно подобрать свой электрод. Наши специалисты рекомендуют при сварке инвертором использовать:
-
• Высоколегированная и нержавеющая сталь (нержавейка) – ОЗЛ-8, ЦЛ-11, НЖ-13, ОЗЛ-6 по ГОСТ 9466-75 и ТУ. Эти марки самые востребованные и популярные.
-
• Используйте электроды для углеродистых и низкоуглеродистых сталей – ОЗС 12, АНО — 21, МР-3, МР-3С по ГОСТ 9466-75 и ТУ.
-
• Для низколегированных — УОНИ 13/45, УОНИ 13/55, УОНИ 13/65.
-
• Сварка чугуна электродом в домашних условиях инвертором можно выполнить электродом ЦЧ 4В (на основе сварочной проволоке СВ-08А), МНЧ-2 (на основе никелевой проволоки).

При выборе любого сварочного электрода производства ООО Ватра вы застрахованы от неудач. Наши сварочные электроды изготовлены на самом передовом оборудовании и отвечают всем требованиям предъявляемом к сварочному процессу и шву.
Проводить все сварочные работы мы рекомендуем только качественными сварочными аппаратами — это застрахует вас от ошибок и значительно упростит работу. Качественное сварочное оборудование прослужит дольше недорогих китайских аналогов.
Мы предлагаем на рынке сварочное оборудование FUBAG – немецкий бренд – зарекомендовавший себя как качественный продукт за разумные деньги. Оборудование Fubag будет радовать Вас долгие годы. Выбирайте профессиональные электроды и качественное сварочное оборудование Fubag у нас в компании!
ᐅ Как выбрать электроды для сварки — Виды электродов
share. in Facebook
share.in Telegram
share.in Viber
share.in Twitter
in Facebook
share.in Telegram
share.in Viber
share.in Twitter
Содержание:
Сварочные электроды – небольшой металлический (в некоторых случаях неметаллический) стержень, сделанный из электропроводных материалов. Используется для подачи тока на материал, который сваривают. Качество сварочного шва зависит от электрода и от способа движения во время выполнения сварки. Электроды защищают сварочную ванну от газов и формируют шов с требуемыми свойствами. Одними из самых надёжных считаются электроды с рутилово-целлюлозным покрытием. Ознакомится и купить электроды для сварки вы сможете на сайте Dnipro-M, все они соответствуют стандартам качества Европы и проверены уже не одним специалистом.
Характеристики сварочных электродов
Выбор сварочного электрода – дело нехитрое. Есть несколько рекомендаций, по которым нужно выбирать этот расходник.
- Толщина металла, который вы будете сваривать. Чем толще металл, тем большего диаметра электрод нужно взять.
- Большое значение имеет марка металла. Поэтому определить марку – первостепенная задача.
- Определитесь с пространственным положением сварки.

Также по электроду определяют, какой ток нужно подавать. Рассчитывается он так:
На каждый 1 мм электрода подают 30 – 40 Ампер тока. К примеру, на электрод диаметром 3 мм подают 90 – 120 Ампер. При сваривании в вертикальном положение, нужно уменьшить силу тока на 15%.
Читайте также: Как выбрать сварочный аппарат
Совместимость со сварочными аппаратами
При выборе сварочных электродов нужно учитывать не только для какого металла они нужны. Конечно важно, что вы будете сваривать – алюминий, чугун или нержавейку. Нельзя забывать про тип Вашего аппарата. Для различных аппаратов потребуются разные электроды. Перечислим основные аппараты и расходник для них:
- Полуавтомат. Привлекает покупателей своей доступной ценой, на рынке есть большой выбор данных аппаратов. Вам понадобится плавящийся электрод в виде проволоки. Во время работы электрод подают к месту сварочной ванны. Также сварочный полуавтомат может варить электродом.
- Аппараты для TIG-сварки. Пользуется популярностью за счёт своей универсальности и за тонкую настройку. Тут используют тугоплавкие электроды с вольфрамовым покрытием.
- Инверторы. Самые популярные аппараты, используемые для домашних работ. Кроме того, он обладает рядом достоинств. Для сварочных процедур на таком инструменте используют любые плавящиеся электроды.
 Вам понадобится плавящийся электрод в виде проволоки. Во время работы электрод подают к месту сварочной ванны. Также сварочный полуавтомат может варить электродом.
Вам понадобится плавящийся электрод в виде проволоки. Во время работы электрод подают к месту сварочной ванны. Также сварочный полуавтомат может варить электродом.Виды электродов по свариваемым металлам
Есть множество марок электродов. Важно при работе использовать средства защиты, основные из них – это спилковые краги и очки, или маска сварщика. Каждый из видок электродов используется для различных металлов и положений. Главная цель – упростить сварочный процесс. Кроме этого, они уменьшают количество расходуемого материала и увеличивают качество соединения. Рассмотрим самые популярные материалы и виды электродов, подходящих для них:
Рассмотрим самые популярные материалы и виды электродов, подходящих для них:
- Для сварки среднеуглеродистой стали используют следующие электроды – УОНИ-13/45, УП-1/45, УП-2/45, ОЗС-2, УОНИ-13/55, К-5А, УОНИ-13/65, поскольку они снижают шанс образования закалочных структур.
- Количество марок для сварки легированных сталей немного меньше. Сюда входят: Э70, Э85, Э100, Э125, Э150. Эти электроды используются при сварке стали повышенной и высокой прочности. Есть специальные электроды для легированных теплоустойчивых сталей: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ.
- Нержавейка имеет низкую электропроводимость и сильное электрическое сопротивление. Для сварки этого металла используют: ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
- При выборе электрода для чугуна нужно учитывать его вид. Для ковкого подойдут такие марки: МНЧ-2, ОЗЧ-6 и 2, ЦЧ-4. Для серого чугуна понадобятся ЗЧ-2 и 6, 4, ОЗЖН-1 и ОЗЖН-2, МНЧ-2.
- Для сварки меди подойдут такие типы: Комсомолец-100, ОЗБ-2М, ОЗБ-3, АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, ESAB ОК 94.25, ESAB OK 94.35, ESAB OK 94.55, ESAB OK NiCu-7 (OK 92.86), ESAB OK Ni-1 (OK 92.05), ZELLER 390.

Классификация электродов
Маркировка электродов для сварки
Чтобы не было проблем с выбором нужного электрода была создана специальная маркировка. У новичка она может вызвать затруднение, но принцип ее прост. Используются буквы и цифры в специальной последовательности. Все названия состоят из блоков:
- тип;
- марка;
- диаметр;
- сфера применения;
- толщина покрывающего слоя;
- индекс;
- тип покрытия;
- возможные положения для работы;
- тип рекомендуемого тока;
Стоит отдельно упомянуть о положении электродов. Различают 4 вида:
- горизонтальное расположение;
- нижнее расположение;
- потолочное расположение;
- вертикальное расположение;
На маркировке делают следующие обозначения:
- 1 – электрод подходит для сварки во всех положениях;
- 2 – сварка во всех положениях, кроме вертикального сверху вниз;
- 3 – во всех положениях, кроме вертикального сверху вниз и потолочного;
- 4 – для швов нижнего и нижнего в “лодочку”.

Покрытие электродов
Покрытие электродов – это порошковая смесь, которая наносятся на металлический стержень и необходима для:
- обеспечения стабильного горения дуги;
- придания металлическому шву нужных свойств.
Есть 4 основных вида покрытия, остальные – смеси из них. При этом удобно использовать магнитный угольник при работе со стальными сплавами.
- Кислое покрытие – состоит из окисей железа, свинца и других металлов. Швы, сделанные с электродами имеющими такое покрытие, подвержены образованию горячих трещин.
- Основное покрытие – в качестве основы в них используется фтористый кальций и карбонат кальция. Такие электроды имеют малую окисленность, что обеспечивает хорошее раскисление металла.
- Целлюлозное покрытие содержит большое количество целлюлозы. Такое покрытие позволяет сваривать сверху вниз. Не рекомендуется использовать при сваривании закаливающихся сталей.
- Рутиловое покрытие (основной компонент электродов – рутил). Не рекомендуют использовать в конструкциях, подверженных воздействию высоких температур.
 Не рекомендуют использовать в конструкциях, подверженных воздействию высоких температур.
Не рекомендуют использовать в конструкциях, подверженных воздействию высоких температур.
Диаметр электрода
Диаметр электрода зависит от размера стального стержня. Бывают следующих диаметров: 1,6 мм, 2,0 мм, 2,5 мм, 3,0 мм, 4,0 мм, 5,0 мм, их длина варьируется от 350 до 400 мм. Длина зависит от легирования стального стержня. Существует три характеристики, тесно связанных между собой: диаметр электрода, толщина свариваемого материала и сила тока. Диаметр электрода полностью зависит от свариваемого материала. При сварке материала от 0.5 до 1.5 практически не используется ручная дуговая сварка, применяют TIG-сварку или сварку полуавтоматом.
Подбираем силу тока
Сила тока взаимосвязана с диаметром электрода. Также большое влияние имеет положение сварочного шва в пространстве. При сварке в потолочном и вертикальных положениях следует брать электрод диаметром от 4 мм. При этом нужно снижать силу тока на 15 – 20% относительно силы в других положениях.
К выбору электрода для сварки следует подходить ответственно. От правильного или неправильного выбора зависит качество и долговечность Вашего шва. Обязательно обратите внимание на толщину материала, который Вы будет сваривать и на положение, в котором планируете работать. Детально изучите маркировку – большую часть информации можно узнать по ней.
Cварочные электроды для инвертора. Как выбрать?
Электрод для сварки инвертором представляет собой сердечник, покрытый специальным смазочным материалом. Во время сварки сердечник расплавляется, а обмазка обеспечивает защиту сварного шва от кислородного окисления. Качественные электроды должны соответствовать ГОСТ 2246-72. В соответствии с классификацией ГОСТ электроды бывают легированные, углеродистые и высоколегированные. Для изготовления каждого вида используется разная металлическая проволока.
Правильный выбор электродов для инвертора — главное условие для получения прочного и ровного сварного шва. Современный рынок предлагает большой ассортимент электродов. Как выбрать электроды для сварки инвертором, и на какие параметры обращать внимание расскажем в этой статье.
Современный рынок предлагает большой ассортимент электродов. Как выбрать электроды для сварки инвертором, и на какие параметры обращать внимание расскажем в этой статье.
Выбор электродов для сварки инвертором
Разновидностей электродов — огромное количество и выбрать подходящий из них получается не всегда.
Отвечая на вопрос, какими электродами лучше варить инвертором, прежде всего, необходимо знать, что электроды для инверторного сварочного аппарата различаются по типу, размеру (диаметру) и материалу покрытия. По типу электроды подразделяются на плавящиеся и неплавящиеся. Первый тип представляет собой стержень, выполненный из металла, с обмазкой, способствующей образованию и поддержанию сварочной дуги. Неплавящиеся электроды применяются для аргоновой сварки. Обмазка электродов также имеет большое значение, от неё зависит процесс горения дуги и газошлаковая защита. Существует четыре вида обмазки:
- целлюлозная;
- кислая;
- рутиловая;
- основная (УОНИ).

Топ-5 лучших: какие электроды лучше для инвертора?
Выбирая электроды для инвертора необходимо знать его модель и технические характеристики, а также толщину свариваемых элементов. Также стоит отметить, что покупать дешёвые китайские электроды не только невыгодно, но и небезопасно.
Рейтинг электродов для сварки инвертором выглядит следующим образом:
- МР-3 для работы с углеродными, низколегированными сталями. Электрод имеет рутиловую обмазку и предназначен для применения на переменном и постоянном токах. Достоинства: стабильная сварная дуга, отсутствие разбрызгивания металла в процессе сварки.
- УОНИ 13/55 разработанные для сварки с применением постоянного тока. Данные электроды отлично соединяют углеродистые и низколегированные стальные элементы. Покрытие — основное. Достоинства: стабильная сварная дуга, швы получаются ровные, устойчивые к различным нагрузкам, в том числе к высоким температурам.
- ОЗАНА для сварки различных металлических поверхностей из разных сплавов. Достоинства: стабильная дуга, универсальность, сварные швы без дефектов.
- ОК 63.34 для сварки инвертором деталей из нержавеющей стали. Рутиловое покрытие обеспечивает ровный гладкий сварной шов.
- Комсомолец-100 с покрытием-наплавкой из чистой меди. Подходит для сварки медных деталей.
Какие электроды лучше | Практические рекомендации
Какие электроды лучше для инвертора? Многие новички в электросварке задаются этим вопросом и полагают, что для инверторов есть какие-то специальные электроды, которые отличаются от электродов для трансформаторных сварочных аппаратов. Или же, инверторы какими-то электродами варят лучше, чем другими. Хорошо, давайте разбираться.
Или же, инверторы какими-то электродами варят лучше, чем другими. Хорошо, давайте разбираться.
Сварочные аппараты
Для сравнения возьмём 2 сварочных аппарата: инверторный и трансформаторный. Какие у них настройки, режимы и функциональные возможности?
Сварочный ток регулируется у обоих. У них могут быть разные диапазоны регулировок, но обычно эти дапазоны довольно большие. Т.е., по этому параметру разницы нет.
По роду тока – переменный или постоянный – есть варианты. Трансформаторные сварочники в простейшем своём варианте дают переменный ток, но есть модели с выпрямителем – такие аппараты могут давать и постоянный. Инверторы же наоборот – каждый инвертор даёт постоянный ток, но есть модели, которые дают переменный тоже.
Значит ли это, что какие-то электроды лучше подходят к какому-то определенному типу сварочников? На самом деле, на пачке с электродами указывается род тока, для которого они предназначены. Если у вашего сварочного аппарата есть режим с нужным для данных электродов родом тока, то совершенно не важно, инверторный он у вас или трансформаторный.
Далее рассмотрим полярность. При переменном токе такого параметра вообще нет, а при постоянном – обычно нужная полярность устанавливается простым подключение сварочных проводов к нужным разъёмам. Полярность также пишется на упаковке с электродами, и нужно просто правильно её установить.
Ещё инверторы отличаются набором различных функций, которых нет у трансформаторных устройств. Например, это функции «hot start», «anti-sticking», импульсный режим и прочие дополнительные возможности. Но эти функции лишь помогаюn сварщикам, особенно начинающим, но с выбором электродов это никак не связано.
Так, какие электроды лучше для инвертора?
Получается, что все электроды одинаково подходят для сварочных трансформаторов и инверторов? В общем, да!
И предвижу, что кто-то обязательно начнёт вспоминать, как у него одними и теми же электродами лучше варилось на устройстве одного типа и хуже на аппарате другого типа. В чём же дело?
А дело в том, что всё зависит от конкретного сварочника! Не от типа и его конструкции, а от конкретной модели. Бывали случаи, когда модели, рядом стоявшие на конвейере, варят по-разному. Не сильно, но всё же по-разному. Это происходит потому, что у всех комплектующих характеристики не абсолютно те, которые заявлены, а с некоторым разбросом. Например, резистор, на котором указано сопротивление 100 Ом, по факту может быть сопротивлением 96 Ом или, например, 103 Ома. Совокупность таких деталей и узлов (а небольшой разброс параметров есть у всех деталей и микросхем) и приводит к разнице в работе устройств.
Бывали случаи, когда модели, рядом стоявшие на конвейере, варят по-разному. Не сильно, но всё же по-разному. Это происходит потому, что у всех комплектующих характеристики не абсолютно те, которые заявлены, а с некоторым разбросом. Например, резистор, на котором указано сопротивление 100 Ом, по факту может быть сопротивлением 96 Ом или, например, 103 Ома. Совокупность таких деталей и узлов (а небольшой разброс параметров есть у всех деталей и микросхем) и приводит к разнице в работе устройств.
На самом же деле, большое значение имеет не тип сварочного аппарата, а то, насколько электроды соответствую металлу, который ими варят — это один из ключевых условий выполнения качественного сварного шва. Также важны и другие условия сварки, поэтому, вопрос «какие электроды лучше для инвертора» правильней будет заменить на вопрос «какие электроды лучше в данной ситуации». И всегда помните, что на качество сварки влияет множество факторов, и улучшая каждый из них, можно добиться очень хороших результатов!
Тем не менее, если вы задаётесь таким вопросом, то скорее всего, вы начинающий сварщик и хотите узнать, какие электроды лучше для начала практики в электросварке. В таком случае, могу порекомендовать электроды типа Э46 — к ним относятся многие марки, в частности, МР-3С, ОЗС-6, ОЗС-12, АНО-21 и многие другие. Начните учиться варить электросваркой с этих марок или их аналогов.
В таком случае, могу порекомендовать электроды типа Э46 — к ним относятся многие марки, в частности, МР-3С, ОЗС-6, ОЗС-12, АНО-21 и многие другие. Начните учиться варить электросваркой с этих марок или их аналогов.
Пример сварки инвертором электродами МР-3С
Понравилась статья? Тогда обязательно нажмите кнопки
Ещё по теме:
Что скрывают производители сварочных инверторов
Отзывы о сварочных инверторах
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Выбор правильного вольфрама
Но это уже не так, поскольку сварочная промышленность перешла на использование инверторных аппаратов для GTAW переменного тока, в которых используется технология прямоугольной волны.
Выбор правильного вольфрама становится все более важной проблемой для инверторной технологии, чтобы максимизировать ее преимущества. В прошлом чистый вольфрам был лучшим выбором для GTAW переменного тока, но сегодня отраслевые эксперты рекомендуют редкоземельные вольфрамы вместо чистого вольфрама при использовании источника питания инверторного типа.
Технология прямоугольной волны: основы
Технология прямоугольной волны обеспечивает улучшенное зажигание дуги, более стабильную дугу и контроль баланса. При управлении балансом оператор может изменять продолжительность полупериода переменного тока, регулируя отрицательный электрод (EN) от 45 до 68 процентов. На ранних сварочных аппаратах частота была зафиксирована на уровне 60 Гц, как и первичная мощность.
Современные инверторные машины переменного тока GTAW улучшили свою скорость, расширили контроль баланса переменного тока с 30 до 99 процентов EN и их способность позволять вам регулировать выходную частоту сварки переменным током от 20 до 250 Гц.
Инверторный аппарат для GTAW переменного тока подходит для сварки алюминия, поскольку он позволяет точно настраивать профиль сварного шва за счет управления формой конуса дуги и силой дуги за счет улучшенного баланса и управления частотой, обеспечивая улучшенное управление направлением.
Это помогает думать о регулировке частоты переменного тока как о регулируемом сопле на пожарном шланге: оно изменяет форму и силу воды — или, в данном случае, сварочный ток — с широкого вентилятора на более сфокусированный поток. Если требуется более мягкая и широкая дуга, вы понижаете частоту переменного тока.Если вы хотите получить более мощную и жесткую дугу, вы можете увеличить частоту.
Точка обслуживания из редкоземельных элементов
| Рисунок 1 В режиме DCEN 30 процентов тепла уходит на электрод, а 70 процентов — на работу. В режиме переменного тока ток чередуется между рабочим и вольфрамовым.  |
До тех пор, пока не была разработана передовая технология прямоугольной волны, сварщики использовали чистый вольфрам для приложений переменного тока, поскольку он образовывал гладкий шар.Вольфрамовые электроды из редкоземельных металлов, хотя и подходят для применения в качестве отрицательных электродов постоянного тока (DCEN), при использовании в обычных приложениях имеют тенденцию образовывать небольшие узелки, а не гладкий шар.
Сварка переменным током отличается от сварки постоянным током (см. Рисунок 1 ). При сварке на переменном токе, поскольку ток чередуется между работой и вольфрамом, на электрод направляется больше тепла, чем при DCEN. Это проблема, потому что электроды из редкоземельного вольфрама начинают трескаться и раскалываться под воздействием тепла обычной сварки на переменном токе, а электричество — или дуга — излучается под разными углами.Поскольку электричество идет по пути наименьшего сопротивления, дуга будет блуждать. Также существует больший риск включения вольфрама в основной материал.
Также существует больший риск включения вольфрама в основной материал.
В то время как чистый вольфрам обладает необходимыми свойствами образования комков для обычной GTAW на переменном токе, он плохо выдерживает нагрев. Редкоземельные элементы — торий, церий и лантан — добавляются в вольфрам, чтобы увеличить его пропускную способность по току, что позволяет ему выдерживать больше тепла и сохранять остроту.
| Рис. 2 Обратите внимание на различия между этими вольфрамовыми наконечниками (слева направо): заостренные, усеченные и скрученные.Усеченная точка предпочтительна, потому что она обеспечивает узкую сфокусированную дугу. |
Использование редкоземельного вольфрама имеет смысл в инверторной технологии, потому что инверторы забирают больше тепла от вольфрама. Инвертор делает это за счет улучшенного контроля баланса и регулируемой выходной частоты переменного тока. Благодаря меньшему количеству тепла, направляемому на вольфрам, образование шариков сводится к минимуму, и на электроде может оставаться острие. Поскольку заостренный электрод обеспечивает узкую сфокусированную дугу, вы можете улучшить управление дугой и более точно направить тепло на стык.Это помогает контролировать ширину валика, которая напрямую влияет на искажение.
Благодаря меньшему количеству тепла, направляемому на вольфрам, образование шариков сводится к минимуму, и на электроде может оставаться острие. Поскольку заостренный электрод обеспечивает узкую сфокусированную дугу, вы можете улучшить управление дугой и более точно направить тепло на стык.Это помогает контролировать ширину валика, которая напрямую влияет на искажение.
Для сварки на переменном токе с инвертором GTAW вольфрам следует подготавливать таким же образом, как и для сварки DCEN. Как только дуга установится, форма электрода будет определяться балансом переменного тока и частотой переменного тока. Чем выше процент EN и частота, тем острее останется точка. Однако это нормально, если кончик электрода слегка закругляется, сохраняя при этом большую часть конуса (см. , рис. 2, ).
Конечно, если ваша процедура сварки предусматривает использование чистого вольфрама, инверторы с расширенным контролем баланса и регулировкой частоты переменного тока могут направлять тепло в сварной шов и от электрода. Однако чистый вольфрам по-прежнему будет иметь тенденцию к образованию комков.
| Рисунок 3 |
Эксперты Взвешивают
Рекомендуя электроды из редкоземельного вольфрама, отраслевые эксперты предлагают коммерчески доступные варианты (см. Рисунок 3 ).Большинство экспертов рекомендуют церированные и лантановые электроды для сварки как на переменном, так и на постоянном токе из-за их рабочих характеристик и отсутствия излучения. Испытания показали, что церированные и лантановые электроды по своим сварочным свойствам равны торированным электродам и могут использоваться практически для любых сварочных работ.
Следует помнить, что не все марки электродов созданы одинаково. Качественный электрод имеет равномерное распределение оксида в вольфрамовой матрице.Мелко и равномерно распределенные оксиды положительно влияют на такие сварочные свойства, как стабильность дуги, характеристики зажигания, скорость потребления и срок службы.
| Рисунок 4 |
Различия существуют даже среди редкоземельных вольфрамов (см. Рисунок 4 ). В результате процесса деформации при изготовлении электродов оксиды удлиняются и проявляются в структуре в виде линейных фаз.Производители электродов ввели проверки качества, которые проверяют ряд факторов: химический состав, размер зерна, плотность, диаметр, твердость, длину, прямолинейность и шероховатость.
Если металл, который вы свариваете, требует инвертора, один вольфрам может работать практически во всех областях. Если вы свариваете алюминий или магний с помощью инвертора переменного тока и используете неподходящий вольфрам, вы не получите максимальных преимуществ от передовой технологии прямоугольной волны. Использование подходящего вольфрамового электрода — это первый шаг к реализации всех преимуществ инверторной технологии.
Брент Уильямс — менеджер по продукции TIG Solutions в Miller Electric Mfg. Co., 1635 W. Spencer St., P.O. Box 1079, Appleton, WI 54912-1079, 920-734-9821, www.millerwelds.com.
Сварка TIG с инверторами и трансформаторами
Часто задают вопрос: «У меня есть инвертор (или трансформатор), какой вольфрам мне использовать?»
Обновленная таблица выбора электродов, приведенная ниже, должна сразу ответить на этот вопрос. Выбор источника питания в первую очередь определяется типом металла и его толщиной.Другими соображениями должны быть размер и портативность машины (инверторы меньше / легче) и энергоэффективность (инверторы потребляют меньше энергии). Отправьте нам электронное письмо, если у вас есть вопросы.
| Таблица выбора вольфрамовых электродов для сварки TIG | |||
| Тип | переменного / постоянного тока | Инвертор и / или трансформатор | Рекомендуемое использование |
| 2% торированный (красный) | DC | Инвертор И трансформатор | Медь сплавы, никелевые сплавы, титановые сплавы и некоррозионные стали КУПИТЬ |
| 2% лантанат (синий) | переменного и постоянного тока | Инвертор И трансформатор | Алюминий сплавы, магниевые сплавы, никелевые сплавы, медные сплавы, титановые сплавы, низколегированные и неагрессивные стали КУПИТЬ |
| Чистый вольфрам (зеленый) | переменного тока | Трансформатор | Магний
сплавы и алюминиевые сплавы КУПИТЬ |
| 2% Ceriated (серый) | переменного тока и DC | Инвертор и трансформатор | Титан сплавы, медные сплавы, магниевые сплавы, алюминиевые сплавы, никелевые сплавы, нержавеющие стали и низколегированные стали КУПИТЬ |
1. 5% лантанат (золото) 5% лантанат (золото) | переменного и постоянного тока | Инвертор И трансформатор | Титан сплавы, медные сплавы, никелевые сплавы и нержавеющие стали КУПИТЬ |
| Смесь редкоземельных элементов (фиолетовый) | переменного и постоянного тока | Инвертор И трансформатор | Алюминий сплавы, магниевые сплавы, титановые сплавы, никелевые сплавы, медные сплавы, низколегированные и неагрессивные стали КУПИТЬ |
| 0.8% цирконий (белый) | AC | Инвертор и трансформатор | Обрабатывает более высокие уровни усилителя для магниевых сплавов и алюминиевые сплавы КУПИТЬ |
лучших сварочных стержней для инверторного сварочного аппарата в 2021 году — полное руководство по покупке и обзоры
Сварочный стержень — это общий термин, используемый для описания присадочных металлов или электродов, используемых для соединения двух металлических частей в процессе сварки. На рынке существует множество различных типов сварочных стержней, и поэтому выбор подходящего сварочного стержня для большинства сварщиков стал непростой задачей.
На рынке существует множество различных типов сварочных стержней, и поэтому выбор подходящего сварочного стержня для большинства сварщиков стал непростой задачей.
Прежде чем совершать какие-либо покупки, вам необходимо понять, какой тип электрода вы покупаете.
Вам необходимо определить его плюсы и минусы, а также тип приложения, для которого он лучше всего подходит. Правильный выбор сварочного стержня положительно скажется на прочности и качестве сварных швов.
Ниже представлен обзор лучших сварочных стержней для инверторного сварочного аппарата, из которых вы можете выбрать.
Последнее обновление 15 февраля 2021 г. / Изображения из Amazon Product Advertising API
1 # Blue Demon Электрод из высокоскоростной углеродистой стали
Последнее обновление 15 февраля 2021 г. / Изображения из API рекламы продуктов Amazon
Впервые Список — электрод Blue Demon из быстрорежущей углеродистой стали.Это высокоскоростной, железный порошок, углеродный электрод с толстым покрытием и высокой производительностью наплавки при горизонтальной сварке и сварке вниз. Он невероятно разработан для предотвращения выделения карбидов во время использования, что делает процесс сварки намного проще, чем раньше.
Он невероятно разработан для предотвращения выделения карбидов во время использования, что делает процесс сварки намного проще, чем раньше.
Этот набор сварочных стержней может использоваться для широкого спектра применений, включая, помимо прочего, судостроение, производство грузовиков, конструкционную сталь, резервуары для хранения и основания машин. С помощью этих сварочных электродов вы можете разрезать металл на две разные части и при этом наслаждаться гладкой текстурой концов.
Эти сварочные стержни сделают работу за вас профессионально и придадут проекту тот потрясающий вид, о котором вы всегда мечтали. Самое удивительное в этом устройстве — его эффективность.
Провода хорошо упакованы в прочную пластиковую трубку, которая упакована в прочную картонную коробку. Следовательно, сварочные стержни безопасны и хорошо организованы. В целом, идеальный.
Еще одна вещь, о которой следует помнить, — это то, что этот продукт дешевле по сравнению с другими устройствами с такими же характеристиками.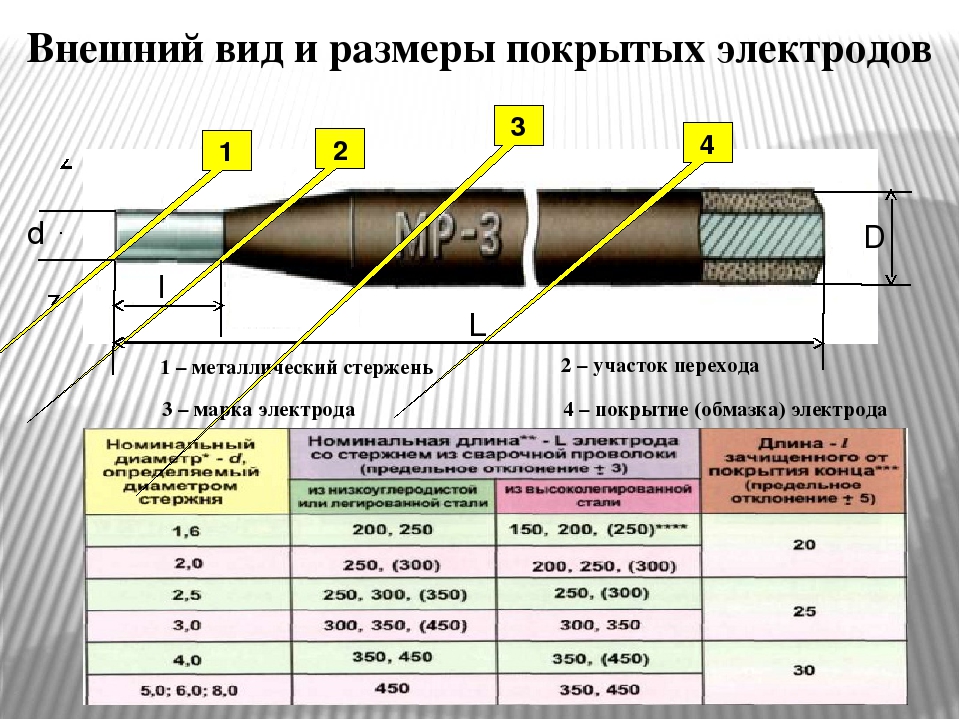 Это очень важно, потому что вы можете получить этот отличный продукт по разумной цене.
Это очень важно, потому что вы можете получить этот отличный продукт по разумной цене.
Вещи, которые нам нравятся:
- Превосходный внешний вид борта
- Профессиональный вид
- Подходит для различных применений при криогенных температурах
- Пакет колодцев
- Дешево
- В нем достаточно стержней
Вещи, которые могут улучшить:
>> Проверить цену и отзывы на Amazon <<
2 # E6011 Сварочный стержень для электродов Stick
Последнее обновление 15 февраля 2021 г. / Изображения из Amazon Product Advertising API
Следующим в списке идет палка E6011 электрод сварочный пруток.Это универсальный сварочный стержень, который можно использовать как для углеродистой, так и для гальванизированной стали. Электроды, упакованные в это устройство, имеют размер 1/8 дюйма и хорошо упакованы в черную прямоугольную коробку.
Сварочные стержни имеют предел прочности на разрыв 60 000 фунтов на квадратный дюйм, что делает их пригодными для использования на грязных, ржавых или окрашенных материалах.
Кроме того, это устройство представляет собой набор электродов с высоким содержанием калия, которые подходят для использования как на переменном, так и на постоянном токе.Следовательно, вы можете использовать их на сварочных аппаратах с обратной полярностью переменного или постоянного тока.
Как и другие сварочные электроды 6011, электроды для стержневой сварки E6011 обладают достаточной мощностью, чтобы глубоко прорезать ржавые / маслянистые нечистые материалы, что делает их очень популярными среди профессиональных сварщиков, работающих там, где постоянный ток недоступен.
Вещи, которые нам нравятся:
- Низкое разбрызгивание
- Высокая прочность на разрыв
- Продукт хорошего качества
- Очень популярный продукт
- Совместим как с переменным, так и с постоянным током
Вещи, которые могут улучшить:
- Шлак очень трудно удалить
>> Проверить цену и отзывы на Amazon <<
3 # Forney Welding Rod
Forney 30681 E7018 Сварочный стержень переменного тока, 3/32 дюйма, 5 фунтов- Продукт представляет собой сварочный стержень 5LB 3 / 327018AC
- Прост в использовании
- Сварка во всех положениях, стержень с низким содержанием водорода для общих применений переменного тока, требующих низкого проплавления, также может использоваться на DC +
- Превосходный контур валика, небольшое разбрызгивание и шлак часто самоочищается
- Хорошие характеристики при низком напряжении холостого хода источники питания OCV
- Отлично подходят для прихваточных швов и сварных швов с пропуском сварного шва, легко заменяются, идеально подходят Сварка вне положения
- Идеально подходит для магазинов, ферм, любителей и сварщиков своими руками
- Нажмите на синее имя (BY FORNEY) выше под заголовком, чтобы просмотреть наш полный каталог сварщиков, абразивов, цепей / тросов, инструментов и более!
Последнее обновление от 2021-02-15 / Изображения из Amazon Product Advertising API
Сварочный стержень Forney 30681 E7018-AC — один из лучших наборов сварочных стержней для инверторного сварочного аппарата, который вы можете получить на рынке. Эти сварочные стержни имеют высокое содержание порошка, а также имеют толстый флюс.
Эти сварочные стержни имеют высокое содержание порошка, а также имеют толстый флюс.
Они обладают умеренным проваром, производят тихую и гладкую дугу с меньшим количеством брызг. Этот набор сварочных стержней Forney представляет собой электроды для всех положений, и их предел прочности на разрыв составляет около 70 000 фунтов на квадратный дюйм.
Они имеют покрытие из железного порошка с низким содержанием водорода, что делает их идеальными для широкого спектра применений. Низкое содержание водорода в них также обеспечивает гладкие и прочные сварные швы. Поэтому они идеально подходят для сварки конструкций, напорных труб, атомных электростанций и больших мостов.
С другой стороны, сварочные стержни Forney 30681 E7018 имеют свои недостатки. Например, они не переносят воду и влагу. Таким образом, им нужна специальная система хранения, чтобы они служили вам в течение более длительного периода времени.
Вещи, которые нам нравятся:
- Сварка во всех положениях
- Простота использования
- Превосходный контур валика
- Широкий спектр применения
- Хорошие характеристики с источниками питания с низким напряжением холостого хода
Вещи, которые могут улучшить :
- Нулевая толерантность к воде и влаге
>> Проверить цену и отзывы на Amazon <<
4 # LINCOLN ELECTRIC CO Сварочный стержень
Последнее обновление 15. 02.2021 / Изображения из рекламы продукта Amazon API
02.2021 / Изображения из рекламы продукта Amazon API
Четвертым в нашем списке является сварочный стержень Lincoln electric E6016.Эти электроды предназначены для сварки на любой тип стали. Они представляют собой набор стальных сварочных стержней 1/16 дюйма, обеспечивающих стабильную дугу в любое время. Они отлично работают с малым током, а также обеспечивают исключительный внешний вид шариков.
Тот факт, что сварочные стержни представляют собой сварочные электроды E6016, означает, что они имеют высокую деформацию растяжения. Они могут выдерживать нагрузку до 60 000 фунтов на квадратный дюйм и совместимы как с переменным, так и с постоянным током.
Способность этих электродов выдерживать различные токи делает их очень универсальными и пригодными для использования со сварочными аппаратами любого типа, включая инверторные сварочные аппараты. Кроме того, эти сварочные стержни умеренно проникают в более тонкий листовой металл. Однако они — сильные враги воды и влаги.
Вещи, которые нам нравятся:
- Работает с малой силой тока
- Превосходный внешний вид борта
- Обеспечивает стабильную дугу
- Высокая деформация растяжения
Вещи, которые можно улучшить:
- Они могут легко повредиться влага и вода
>> Проверить цену и отзывы на Amazon <<
5 # Elecxlink Алюминиевые сварочные стержни
Продажа Алюминиевые сварочные стержни Elecxlink, 20 шт. В упаковке 15.Универсальная низкотемпературная порошковая сварочная проволока для алюминия 8 дюймов (40 см) для электроэнергетики и химии
В упаковке 15.Универсальная низкотемпературная порошковая сварочная проволока для алюминия 8 дюймов (40 см) для электроэнергетики и химии- НЕ ТРЕБУЕТСЯ ПОРОШОК ДЛЯ ПАЙКИ: нет необходимости использовать другой порошок флюса с алюминиевым сплавом в качестве сварочного сердечника и покрытия в качестве солевой основы.
- ВЫСОКОКАЧЕСТВЕННЫЙ МАТЕРИАЛ: изготовлен из алюминиевого материала, нетоксичного, прочного материала без запаха.
- ИДЕАЛЬНЫЙ ЭФФЕКТ СВАРКИ: разработан с полным и гладким сварочным эффектом, потому что изделие имеет внутренний порошок, отличную свариваемость и коррозионную стойкость, высокую теплопроводность, высокую электрическую проводимость и отличные рабочие характеристики.
- ПРИМЕНЕНИЕ: включает сварочную присадочную проволоку, а также проволоку для металлизации распылением и пламенем. Он также используется для аргонодуговой сварки и наполнения чистого алюминия, соединения с алюминиевой шиной и направляющего стержня электролитического алюминиевого завода, а также для электроэнергетики, химии, продуктов питания и т. Д.
- ДЛЯ ШИРОКОГО ПРИМЕНЕНИЯ: подходит для сварки или наплавки. Сварочный сплав с высокой прочностью, хорошей ковкостью и хорошей коррозионной стойкостью.
 Д.
Д.Последнее обновление 15.02.2021 / Изображения из Amazon Product Advertising API
Следующий продукт, который займет место в нашем списке, — это алюминиевые сварочные стержни Elecxlink.Этот набор алюминиевых сварочных стержней от Elecxlink обладает множеством полезных функций, таких как минимизация деформации основного материала, полный и плавный сварочный эффект.
При использовании этих электродов вам не нужно использовать другой порошок флюса, поскольку они не выделяют паров флюса, которые могут вызвать какие-либо проблемы во время сварки. Эти стержни обладают высокой устойчивостью к коррозии и могут работать при низких рабочих температурах до 740 ° F.
Эти сварочные стержни спроектированы с полным и плавным сварочным эффектом; поскольку они имеют внутренний порошок, вы получаете отличную свариваемость и коррозионную стойкость, высокую электропроводность, высокую теплопроводность и отличные рабочие характеристики.
Вещи, которые нам нравятся:
- Коррозионная стойкость
- В целом отличный продукт
- Отличная свариваемость
- Широкое применение
- Отсутствие дыма или флюса
Вещи, которые могут улучшить:
- для обычных пропановых горелок
>> Проверить цену и отзывы на Amazon <<
6 # Forney Supercote Hardfacing Welding Rod
Сварочный стержень для твердосплавной наплавки Forney 42405 Supercote, 5/32 дюйма, 5 фунтов- Превосходный недорогой стержень для умеренного абразивного износа и низкого воздействия во всех положениях
- Устойчивый к трещинам сварной шов
- Твердость по RC 52-58
- Обладает плавным действием дуги и легкое удаление шлака
- Типичные области применения включают образование поверхностных отложений на новых или изношенных деталях машин из литой и марганцевой стали
Последнее обновление 15. 02.2021 / Изображения из Amazon Product Advertising API
Список лучших сварочных стержней для инверторного сварочного аппарата не будет полным без наплавленных сварочных электродов Forney 42405 supercote.Они представляют собой набор отличных и недорогих сварочных стержней для умеренного абразивного износа и малой ударной нагрузки во всех положениях.
Эти стержни обеспечивают плавное действие дуги и легкое удаление шлака, обеспечивая при этом стойкие к образованию трещин сварные швы. Электроды Forney Supercote Hard Facing Electrodes отличаются низкой плотностью, высокой частотой и хрупкостью при низких температурах.
Помимо того, что эти стержни просты в использовании, они также обладают хорошими тепловыми и электрическими свойствами. Области применения включают наросты на поверхности новых или изношенных деталей машин из алюминия, стального литья или марганцевой стали.
В целом, эти высококачественные сварочные стержни от Forney — это то, что вы не хотели бы упустить в своей коробке.
Вещи, которые нам нравятся:
- Превосходный недорогой стержень
- Плавное действие дуги
- Твердость по RC 52-58
- Трещиностойкий сварной шов
- Широкий спектр применения
Вещи, которые могут улучшить:
>> Проверить цену и отзывы на Amazon <<
7 # Blue Demon Plastic Iron Powder Электрод из углеродистой стали
Последнее обновление 15.02.2021 / Изображения из Amazon Product Advertising API
Далее в списке идет еще один невероятные сварочные электроды Blue Demon для инверторных сварщиков.Сварочные стержни Blue Demon E7014 представляют собой набор сварочных электродов, изготовленных из высокоскоростного порошкового железа, которые можно использовать как при сварке постоянным, так и переменным током. Эти сварочные стержни отличаются плавными характеристиками дуги, низким разбрызгиванием и хорошей стабильностью дуги со средним и низким проникновением.
Сварочные стержни обеспечивают превосходное удаление шлака и превосходный внешний вид валика; они отлично подходят для работы с проектами, требующими глубокого проникновения, высокой наплавки и скорости перемещения.
Кроме того, электроды для сварки углеродистой стали Blue Demon E7014 обладают очень высокой прочностью на разрыв и могут использоваться как на машинах переменного, так и на постоянном токе.Они очень удобны, так как прекрасно проникают через ржавые / грязные или масляные поверхности.
Вещи, которые нам нравятся:
- Превосходная стабильность дуги
- Превосходное удаление шлака
- Низкое разбрызгивание
- Чистый внешний вид валика
Что может улучшить:
- Минимальная гарантия на весь срок службы >> Цена и отзывы на Amazon <<
- Сварочный стержень для всех положений с дугой копания, глубокое проникновение в грязные, ржавые и окрашенные материалы
- Идеально подходит для соединений, требующих глубокого проплавления, таких как стыковые швы с квадратной кромкой, хорошее для вертикальной и потолочной сварки легким шлаком
- Требуется минимальная подготовка поверхности
- Отлично подходит для оцинкованной стали и ржавой / маслянистой стали при обслуживании или ремонте, плюс сварка труб
- Нажмите на (BY FORNEY) выше синим цветом под заголовком чтобы просмотреть наш полный каталог сварочных аппаратов, абразивов, цепей / тросов, инструментов и многого другого!
- Это универсальный сварочный стержень
- Отличный стержень для оцинкованной стали и масляной / ржавой стали
- Глубокое проплавление
- Подходит для потолочной и вертикальной сварки с легким шлаком
- Не подходит для начинающих сварщиков
В процессе сварки дуга не должна быть слишком длинной; в противном случае это вызовет нестабильное горение дуги, большое количество брызг, проникновение света, поднутрение, образование пузырей и т. д. Если дуга слишком короткая, это приведет к прилипанию электрода к заготовке.
- Типы сварочных аппаратов
- Трансформатор
- Выпрямители
- Инвертор
- Полуавтоматы
- Как выбрать сварочные электроды
- Классификация сварочных электродов
- Диаметр сварочных электродов
- Как выбрать сварочные электроды с учетом условий эксплуатации и особенностей металла
- Марки импортных сварочных электродов
- Общие советы по выбору правильных электродов
- Бытовые сварочные аппараты могут работать без перебоев в течение короткого времени. Они рассчитаны на использование от обычной сети 220 В с частотой 50 Гц, а ток в пределах 200 ампер. Таких характеристик вполне достаточно, чтобы сварить забор, ворота, армированный каркас или трубы. А это значит, что они оптимальны для домашнего хозяйства;
- профессиональный сварщик более универсален и может работать не только от 220 В, но и от 380 В.Они уже могут работать при мощности более 200 ампер. Внешне их несложно отличить от бытовых аналогов с более крупными габаритами. В связи с этим для удобства работы и передвижения они оснащены колесами. Они используются на строительных площадках, на нефте- и газопроводах и в других профессиональных отраслях, где требуется надежная сварка.
- Одна из первых примитивов в конструкции моделей сварочного аппарата. Смысл его работы заключается в преобразовании переменного тока большого напряжения в меньшее, в результате чего происходит сварка.
- По способу настройки они делятся на несколько основных типов: со стандартной магнитной дисперсией, с увеличенной и тиристорной, снабженной фазой регулировки. Их главный недостаток — невозможность сохранить стабильность дуги при сварке. Кроме того, на качество шва в худшую сторону влияет наличие шлаковых образований и газовыделения.
- Еще их недостатками являются большие габариты и вес. Чувствителен к скачкам напряжения при высоких расходах.Для работы с ним потребуется опыт и сноровка, тогда можно будет сварить качественный шов. Их применяют по сей день, но только для черновой работы с дешевыми металлами.
- Они более совершенные, чем трансформаторы, с их внешним видом удалось устранить недостатки использования переменного тока. Их конструкция снабжена блоком полупроводниковых диодов, позволяющим преобразовывать переменный скачкообразный ток из сети в постоянный линейный.Данным устройством удобно и легко пользоваться даже новичкам, что и делает его популярным.
- Все это позволило получить швы высокого качества и равномерной глубины на всем их продолжении. При сварке образуется устойчивая дуга повышенной безопасности, предохраняющая металл от разбрызгивания расплава.
- Еще одно отличие от трансформатора — это способность варить алюминий, низколегированные и нержавеющие стали.
- На рынке они появились сравнительно недавно и сразу завоевали широкую популярность. Сегодня это наиболее часто используемый сварочный аппарат. Благодаря небольшому весу и компактным размерам инверторы обладают высокой мощностью и функциональностью. Новички выбирают их в первую очередь потому, что система настройки режимов работы полностью автоматизирована.Для профессионалов такой инструмент позволяет значительно повысить производительность труда.
- Первые модели инверторов способны работать только при стабильном напряжении, которое может гарантировать электрогенератор. Современные аналоги уже имеют более модернизированную систему. Значит, в нем есть специальный выпрямитель, который сглаживает синусоидальный ток из сети в постоянный. Далее он направляется в инверторный блок, где он возвращается к переменной, получает более высокую частоту.После этого в трансформаторном блоке снижается напряжение и, проходя через силовой выпрямитель, вырабатывается мощный постоянный ток, создающий стабильную сварочную дугу.
- точные настройки для разных видов работ;
- независимо от скачков напряжения в сети;
- создавать качественные сварные швы;
- допускается работа даже с тонкостенными металлами;
- ряд дополнительных функций, удобных в эксплуатации: горячий старт, импульсная сварка, регулятор мощности, предотвращающий перегрев устройства и возможность предотвращения прилипания электрода.
- Для работы электроды не требуются, работает на газе. Это позволяет значительно ускорить работу, сделать шов прочным и с глубоким проваром.
- Вместо электродов в полуавтомате используется проволока и различные виды газа, которые подбираются в соответствии с металлом.
- ремонт или наплавка;
- сварка углеродистой или низколегированной стали;
- сварка меди или любых медных сплавов;
- сварка чугуна и чугунных сплавов;
- Сварка алюминия и алюминиевых сплавов;
- работают с металлами, которые трудно сваривать;
- сварка высоколегированной стали;
- сварка сплавов с жаропрочными свойствами.
- электродов основных. Этот вид представлен самой популярной моделью SSSI 13/155. С его помощью получаются качественные сварные швы, отличающиеся механической прочностью и устойчивостью к образованию кристаллизационных трещин. Основные электроды подходят для создания ответственных швов на конструкциях, предназначенных для работы в суровых условиях. Но и у них есть свои недостатки: неправильно выставленная дуга во время работы или мокрое покрытие могут привести к образованию пористой структуры.К тому же с ними можно работать только на постоянном обратном токе;
- электроды с рутиловым покрытием . Самый популярный тип электродов этой группы — МП-3. Они предназначены для сварки низкоуглеродистых металлов. Их достоинство заключается в стабильной сварочной дуге не только на постоянном, но и на переменном токе. Вне зависимости от пространственного расположения работы шов получается качественным, практически без разбрызгивания. Допускается варить ржавый или покрытый пятнами металл.
- Идея заключается в том, что с большим диаметром электрода можно будет сваривать металл большей толщины, но в то же время необходимо будет добавить больше тока.
- Чаще всего используется размер 2,5 мм, для домашних работ этого вполне достаточно, так как он позволяет варить металл толщиной до 4 мм.
- На самом деле существует огромный выбор диаметров, но в целом в продаже, как правило, доступны только самые популярные — от 1,5 мм до 6,0 мм. Шаг между размерами 0,5 или 1 мм. Если необходимо приобрести электрод большего диаметра, заказать его в магазине не составит труда.
- В первую очередь выбор зависит от вида тока, который будет работать.В большинстве случаев инверторы создают постоянный ток, и при их варке электрод будет подключаться двумя способами: при прямой полярности электрод крепится к «минусу», а свариваемый металл — к «плюсу», при обратной полярности. , соединение меняется на противоположное.
- В первом случае тепловыделение будет выше, что особенно хорошо для толстостенной стали или крупных деталей, но это не всегда целесообразно. Например, при варке тонкого листового металла выбирается обратная полярность, что снижает риск ожогов.А при работе с высоколегированной сталью снижает перегрев.
- для электрода диаметром 2 мм потребуется ток 50-60 А;
- для электрода размером 2,5 мм этот показатель будет 60-90 А;
- продукт размером 3 мм кипятят при токе 80-140 А;
- если диаметр электрода 4 мм, то сила тока должна быть в пределах 130-160 А;
- при диаметре 5 мм требуется профессиональный сварщик, выдающий ток 200 А;
- электрод 6 мм кипятят при токе не менее 220-240 А.
- ОК 46.00. Это электрод с рутиловым покрытием, аналог российского МР-3.Создадим шов с высокими характеристиками на переменном или постоянном токе. Подходит для сварки углеродистых и низколегированных металлов.
- ОК 48.00. Умеет работать исключительно на постоянном токе, создавая при этом надежные швы. Что делает его популярным при работе с ответственным дизайном.
- ОК 53.70. Эти электроды, идеально подходящие для варки труб, относятся к категории специализированных.
- ОК 61.30 и ОК 63.20. Готовят нержавеющую сталь.
- ОК 68.81. Рекомендуется для варки трудно свариваемых металлов;
- ОК 92.60. Предназначен для сплавов чугуна или при соединении чугуна с другим металлом;
- ОК 96.
8 # Forney Welding Rod
Сварочный стержень Forney 31610 E6010, 1/8 дюйма, 10 фунтов Последнее обновление от 15. 02.2021 / Изображения из Amazon Product Advertising API
02.2021 / Изображения из Amazon Product Advertising API
И последнее, но не менее важное, это легендарный сварочный стержень Forney 31610 6010.Это набор универсальных сварочных электродов из низкоуглеродистой стали, которые можно использовать в любом положении. Эти сварочные стержни больше подходят для сварщиков постоянного тока только потому, что они имеют покрытие с высоким содержанием целлюлозы натрия, но также могут частично работать на DCEP (обратная полярность).
Как видно из третьей цифры (1), это всепозиционные сварочные электроды с инвертором, которые можно использовать для сварки труб и других применений, требующих глубокого проплавления ржавых, грязных или окрашенных материалов. Они также подходят для выполнения тяжелых промышленных проектов.
В целом сварочные стержни Forney 6010 идеально подходят для сварки соединений, требующих глубокого проплавления, таких как стыковые сварные швы с квадратной кромкой и другие.
Вещи, которые нам нравятся:
Вещи Что могло бы улучшить:
>> Проверить цену и отзывы на Amazon <<
Руководство по покупке лучшего сварочного стержня
На рынке представлены различные типы сварочных стержней. Но какие факторы вы учитываете при выборе лучших сварочных стержней для инверторного сварочного аппарата? Если вы хотите сделать выбор, о котором вы не пожалеете позже, со временем, тогда есть определенные факторы, которые необходимо учитывать при выборе лучших сварочных стержней для инверторного сварочного аппарата. Следует учитывать следующие факторы:
Но какие факторы вы учитываете при выборе лучших сварочных стержней для инверторного сварочного аппарата? Если вы хотите сделать выбор, о котором вы не пожалеете позже, со временем, тогда есть определенные факторы, которые необходимо учитывать при выборе лучших сварочных стержней для инверторного сварочного аппарата. Следует учитывать следующие факторы:
1. Качество
Качество имеет первостепенное значение для всего, что вы хотите купить. Потому что, если качество продукта низкое, оно не будет эффективно эффективным, каким должно быть.При покупке сварочного стержня в первую очередь следует учитывать качество стержня — подходит ли он для вашей работы. Некачественный или некачественный электрод будет пустой тратой денег.
2. Прочность на разрыв
Первые две цифры в номере размера электрода определяют предел прочности электродов на разрыв. Например, сварочный пруток 7016 имеет предел прочности на разрыв 70 фунтов на квадратный дюйм. Или вы можете сказать, что электрод имеет предел прочности на разрыв 70 000 фунтов на квадратный дюйм и будет лучше работать с металлом соответствующей прочности. Это согласование прочности на разрыв очень важно, поскольку оно помогает предотвратить растрескивание при сварке и другие неудобства.
Это согласование прочности на разрыв очень важно, поскольку оно помогает предотвратить растрескивание при сварке и другие неудобства.
3. Положение при сварке
Третья цифра на стержне обозначает положение, в котором можно использовать электрод. 1 обозначает любое положение, 2 обозначает плоское и горизонтальное положение, а 4 обозначает вертикальное, горизонтальное, потолочное и плоское положения. Большое внимание нужно уделять положению при сварке.
4. Используемый ток
Цифры в последнем номере обозначают покрытие, которое было использовано, и, следовательно, тип тока, который можно использовать.Некоторые электроды можно использовать в сварочных аппаратах как на переменном, так и на постоянном токе, в то время как другие позволяют использовать только источник постоянного или переменного тока. Используемый ток напрямую влияет на уровень проникновения.
5. Основной металл
Также необходимо учитывать толщину сварочного металла, стыковку и форму. Толстые металлы лучше работают с пластичными стержнями с низким содержанием водорода, поскольку это помогает предотвратить растрескивание электрода. Электроды, последние две цифры которых заканчиваются на 15, 16 и 18, наиболее подходят для сварки более толстых металлов.
Толстые металлы лучше работают с пластичными стержнями с низким содержанием водорода, поскольку это помогает предотвратить растрескивание электрода. Электроды, последние две цифры которых заканчиваются на 15, 16 и 18, наиболее подходят для сварки более толстых металлов.
Электроды, последние цифры которых заканчиваются на 13, лучше всего подходят для более тонкого металла. Электроды 6013 типов создают мягкую дугу; у них неглубокие проникновения, и это особенно важно для предотвращения сжигания более тонких металлов.
Если конструкция стыка или подгонка не имеют фаски, наилучшим вариантом являются электроды типа 6010 или 6011 с высокой проникающей способностью. Для широких отверстий электрод типа 6012 может эффективно справиться с работой.
6. Полярность
Это направление потока тока в цепи.В случае прямой полярности деталь будет положительной, а электрод отрицательной. Следовательно, электроны движутся к заготовке.
При обратной полярности поток электронов направлен к электроду, потому что электрод положительный, а деталь отрицательная.
Для сварочных стержней, рассчитанных на переменный ток, полярность не проблема. Но те, которые используют только постоянный ток, можно сваривать как с прямой, так и с обратной полярностью.
Заключение
Надеемся, вам понравился наш обзор лучших сварочных стержней для инверторного сварочного аппарата.На рынке есть множество вариантов.
Дело не в том, чтобы получить лучшее, важнее приобретение сварочного стержня в соответствии со спецификой вашей работы. Потому что даже так называемые лучшие сварочные стержни могут вам не подойти — в то время как наиболее подходящий вариант для вашей сварочной операции может быть не самым лучшим, проверенным авторитетом. Правильный подбор сварочного электрода имеет большое значение для получения более прочных и чистых сварных швов.
Связанное сообщение Вам может понравитьсяРуководство по выбору и подготовке вольфрамовых электродов
Вольфрам — это основной металл, используемый при газовой дуговой сварке (GTAW) или электродах TIG. Это нужно выбирать с осторожностью. Вольфрам твердый, обладает высокой термостойкостью и имеет самую высокую температуру плавления 3410 ° C. Вольфрамовые электроды доступны в различных размерах и длинах. Они могут быть из чистого вольфрама или из комбинации вольфрама с другими редкоземельными элементами и оксидами. При выборе правильного вольфрамового электрода необходимо учитывать ряд факторов. Они зависят от типа и толщины используемого основного материала, а также от того, используется ли переменный или постоянный ток.
Это нужно выбирать с осторожностью. Вольфрам твердый, обладает высокой термостойкостью и имеет самую высокую температуру плавления 3410 ° C. Вольфрамовые электроды доступны в различных размерах и длинах. Они могут быть из чистого вольфрама или из комбинации вольфрама с другими редкоземельными элементами и оксидами. При выборе правильного вольфрамового электрода необходимо учитывать ряд факторов. Они зависят от типа и толщины используемого основного материала, а также от того, используется ли переменный или постоянный ток.
Некоторые из разновидностей вольфрама и его комбинаций, которые можно использовать:
Чистый вольфрам (цветовой код — зеленый) — Он дешевле, чем легированные разновидности, содержит 99,50% вольфрама и широко используется. Когда он нагревается, образуется чистый комковатый наконечник. Это обеспечивает хорошую стабильность дуги для алюминия и магния при переменном токе. Его нельзя использовать для сварки постоянным током.
2% торированный (цветовой код — красный) — Прост в использовании и долговечен.Это обычно используется. Использование тория увеличивает качество электронной эмиссии. Используется для сварки на переменном токе. Он отлично подходит для отрицательных электродов постоянного тока (прямая полярность) на углеродистой и нержавеющей стали, никеле и титане. Он имеет меньшее загрязнение сварных швов. Заточенная кромка хороша для обработки тонкой стали. Поскольку он имеет низкий уровень радиоактивности, необходимо правильно соблюдать предупреждения и инструкции производителя, а также паспорт безопасности материала (MSDS).
2% Сертифицировано (цветовой код — оранжевый) — Лучше всего подходит для сварки постоянным током.Его можно использовать в процессах переменного или постоянного тока. Он используется в орбитальных мелодиях, производстве труб, обработке тонкого листового металла, а также небольших и деликатных работах. Его можно использовать для сварки углеродистой, нержавеющей стали, никелевых сплавов и титана. Остроконечный церированный вольфрам очень хорошо запускается и имеет большую пропускную способность по току, чем чистый вольфрам того же диаметра. Не содержит радиоактивных материалов.
Остроконечный церированный вольфрам очень хорошо запускается и имеет большую пропускную способность по току, чем чистый вольфрам того же диаметра. Не содержит радиоактивных материалов.
1,5% лантанат — (цветовой код — золото) — Лучше всего подходит для отрицательного электрода переменного и постоянного тока с заостренным концом или может быть скомпонован для использования с источником питания синусоидальной волны переменного тока.Заточенный наконечник подходит для сварки стали и нержавеющей стали.
Цирконий (цветовой код — коричневый) — Подходит для сварки на переменном токе, так как обладает высокой устойчивостью к загрязнениям и может удерживать скрученный наконечник. Его пропускная способность по току равна или больше, чем у торированного вольфрама. При любых обстоятельствах рекомендуется для сварки постоянным током.
Rare Earth (цветовой код — серый) — Используются неуказанные добавки оксидов или гибридов редкоземельных элементов, и производители должны указывать каждую добавку и ее процентное содержание на упаковке.
Для приготовления вольфрама необходимо подготовить наконечник. Наконечник может быть скругленным, заостренным или усеченным.
Если вы подаете переменный ток, рекомендованный для данного диаметра электрода, на его конце образуется шарик. Это используется в процессах переменного тока в сварочных аппаратах синусоидальной и стандартной прямоугольной волны TIG. Для заостренного или усеченного наконечника следует использовать специально разработанный шлифовальный круг из боразона или алмаза. Следует соблюдать предупреждения производителя. Чтобы следы шлифования проходили по всей длине электрода, шлифование должно выполняться прямо, а не под углом 90 градусов.Он используется в чистых вольфрамовых, церированных, лантанатных и торированных наконечниках. Его следует использовать для инверторных сварочных процессов на переменном и постоянном токе. При использовании более тонких материалов конус следует отшлифовать о вольфрам на расстоянии не более чем в 2,5 раза больше диаметра электрода. Это помогает в формировании сфокусированной дуги и предотвращает деформацию алюминия. Когда необходимо использовать более высокий ток, нужен усеченный наконечник. Это может быть сделано сначала шлифованием до тонкого конуса, а затем шлифованием плоской поверхности 0,10–0,30 дюйма на конце вольфрама.Это предотвратит образование шариков.
Это помогает в формировании сфокусированной дуги и предотвращает деформацию алюминия. Когда необходимо использовать более высокий ток, нужен усеченный наконечник. Это может быть сделано сначала шлифованием до тонкого конуса, а затем шлифованием плоской поверхности 0,10–0,30 дюйма на конце вольфрама.Это предотвратит образование шариков.
Главное, что следует учитывать при выборе и изготовлении вольфрамовых электродов, — это знать, какой ток используется: постоянный или переменный, тип свариваемого материала и подходящий для него тип вольфрама.
Как правильно выбрать инвертор
Силовой инвертор — это устройство, преобразующее постоянный (постоянный) ток в переменный (переменный) ток. Подавляющее большинство электроприборов работают от сети переменного тока — вся электрическая сеть США основана на сети переменного тока.Инвертор позволяет питать стандартные электроприборы напрямую от батареи или набора батарей без использования стандартной сетевой розетки. Цель этого поста — помочь вам собрать необходимую информацию и направить вас в правильном направлении при поиске правильного инвертора для ваших нужд.

Что вы ждете от власти?
Это квадрат — вам нужно будет выбрать точный элемент или элементов , для которых вы хотите обеспечить питание.Я говорю «предметы», потому что многие инверторы, представленные сегодня на рынке, имеют более одного разъема, а некоторые даже имеют несколько портов USB для зарядки мобильных телефонов и планшетов. Важно принять решение о том, для каких элементов вы хотели бы использовать инвертор, и собираетесь ли вы одновременно подключать эти элементы к инвертору.
Определите общую потребляемую мощность и импульсную мощность.
У вас есть предмет или список предметов, которые вы хотите использовать с вашим инвертором, теперь пора определить общую потребляемую мощность этих предметов.Эта информация обычно находится на этикетке производителя, которая должна быть прямо на самом элементе или на трансформаторе (если он есть). Если вы не можете найти эту информацию, я бы порекомендовал зайти на веб-сайт производителя этого элемента и посмотреть, размещена ли информация в общем описании продукта или в спецификациях PDF. В худшем случае вам придется позвонить или отправить электронное письмо производителю напрямую и подождать день или два, чтобы получить ответ.Получение правильной информации о мощности сэкономит ваше время, возможную головную боль и деньги в будущем — никто не хочет покупать инвертор и все подключать только для того, чтобы узнать, что устройство не может питать их устройство.
В худшем случае вам придется позвонить или отправить электронное письмо производителю напрямую и подождать день или два, чтобы получить ответ.Получение правильной информации о мощности сэкономит ваше время, возможную головную боль и деньги в будущем — никто не хочет покупать инвертор и все подключать только для того, чтобы узнать, что устройство не может питать их устройство.
Что, черт возьми, такое импульсная мощность? Импульсная мощность — это мощность, используемая для запуска прибора. Например, предположим, что у вас есть кофеварка, которая непрерывно требует 300 Вт. Когда вы впервые включаете кофеварку, она, скорее всего, потребляет как минимум удвоенную номинальную потребляемую мощность (600 Вт) в течение нескольких секунд, прежде чем снизить свою потребляемую мощность до заявленных 300 Вт.Хорошее практическое правило для определения значения импульсной мощности — это удвоить указанную потребляемую мощность элемента.
Пиковая мощность обычно указывается как «Пиковая мощность» в большинстве описаний и рекламных материалов инвертора и в большинстве случаев вдвое превышает обычную выходную мощность инвертора. Когда вы ищете подходящий инвертор, вы будете использовать общую обычную потребляемую мощность и импульсное напряжение в качестве ориентира при сравнении различных моделей инверторов.
Когда вы ищете подходящий инвертор, вы будете использовать общую обычную потребляемую мощность и импульсное напряжение в качестве ориентира при сравнении различных моделей инверторов.
Вам нужен чистый или модифицированный синусоидальный инвертор?
Есть два типа инверторов — чисто синусоидальный и модифицированный синусоидальный.Какой тип инвертора вам понадобится, зависит от типа оборудования, которое вы собираетесь использовать.
Чистая синусоида
Обычными предметами, для которых требуется чистая синусоида, являются медицинские устройства, концентраторы кислорода, аппараты для лечения апноэ во сне, факсы, телевизоры с высоким разрешением и устройства с двигателями с регулируемой скоростью. Некоторые приборы с электродвигателями и микроволновыми печами выдают полную мощность только с чистой синусоидой.
Модифицированная синусоида
Общие элементы, которые будут работать с использованием модифицированной синусоиды, — это небольшие приборы, такие как ноутбуки, сотовые телефоны, электрические одеяла, ПК, кофеварки, большинство стереосистем, струйные принтеры, холодильники, большинство телевизоров и микроволновые печи. .
.
Модифицированный синусоидальный инвертор на сегодняшний день является самой популярной серией для нас в High-Tech Battery Solutions, а также наиболее рентабельной. Однако, если элемент, который вы хотите использовать, попадает в категорию чистого синуса, вы должны получить модуль чистой синусоиды, чтобы правильно работать с вашим элементом.
Соберите информацию
Теперь, когда у вас есть вся необходимая информация, я предлагаю вам упорядочить ее в удобочитаемом виде, чтобы вы могли ссылаться на нее при покупке инверторов.Например, Джим отправляется в поход в эти выходные и хочет подключить одновременно две вещи — ноутбук и небольшой вентилятор. Он обнаружил, что потребляемая мощность вентилятора составляет 250 Вт, а его ноутбуку для нормальной работы требуется 150 Вт. Джим составил следующую таблицу для справок, когда будет покупать инверторы:
Устройство | Потребляемая мощность | Импульсная мощность (пиковая) |
Ноутбук | 150 | 300 |
Вентилятор | 300 | 600 |
Итого | 450 | 900 |
Основываясь на собранной им информации, Джим теперь знает, что ему нужно искать как минимум инвертор на 450 Вт с пиковой мощностью 900 Вт. Имейте в виду, что всегда полезно получить инвертор с более высокой номинальной мощностью, чем ваши минимальные требования, так как это гарантирует, что у вас будет необходимая мощность, когда она вам понадобится.
Имейте в виду, что всегда полезно получить инвертор с более высокой номинальной мощностью, чем ваши минимальные требования, так как это гарантирует, что у вас будет необходимая мощность, когда она вам понадобится.
Руководство по процессу ручной дуговой сварки
Что такое процесс ручной дуговой сварки?
Используемые термины
MMA — ручная дуговая сварка металлическим электродом SMAW — дуговая сварка металлическим электродом Ручная сварка
MMA (процесс ручной дуговой сварки металла был впервые разработан в России в 1888 году и включал в себя сварочный стержень без покрытия.Электрод с покрытием был представлен в начале 1900-х годов, когда в Швеции был изобретен процесс Кьельберга. В Великобритании был введен квазидуговой метод. Электрод с покрытием использовался медленно из-за высоких производственных затрат, но потребность в сварных швах с более высокой степенью целостности привела к тому, что этот процесс стал использоваться все чаще.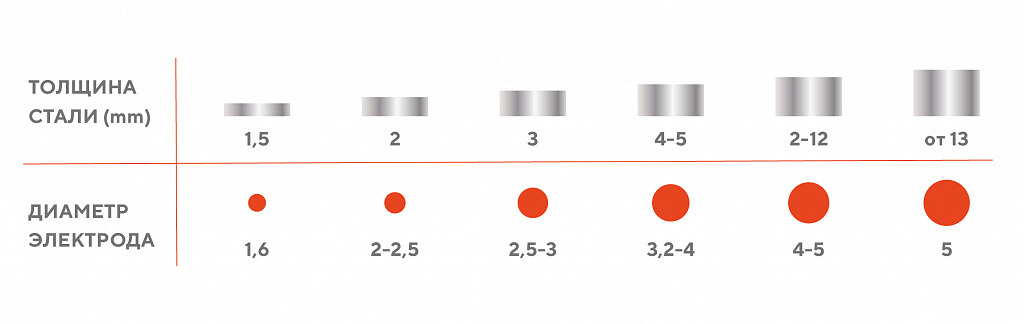
Материал соединяется, когда между электродом и заготовкой возникает дуга, плавящая заготовку и электрод с образованием сварочной ванны. В то же время электрод имеет внешнее покрытие, которое иногда называют электродным флюсом, которое также плавится и создает экран над сварочной ванной, чтобы предотвратить загрязнение расплавленной ванны и способствовать возникновению дуги.
Он охлаждается и образует твердый шлак на сварном шве, который затем необходимо отколоть от сварного шва по завершении или перед добавлением другого сварного шва. Процесс позволяет производить только короткие отрезки сварного шва из-за длины электрода, прежде чем новый электрод необходимо будет вставить
в держатель. Качество наплавленного металла во многом зависит от квалификации сварщика.
Источник питания обеспечивает выход постоянного тока (CC) и может быть AC (переменный ток) или DC (постоянный ток).
Конструкция инвертора для ручной дуговой сварки такова, что оператор, увеличивающий длину дуги, снижает сварочный ток, а сокращение длины дуги (уменьшение напряжения дуги) делает обратное, т. е. увеличивает ток. В качестве ориентира напряжение регулирует высоту и ширину сварного шва, в то время как ток контролирует проплавление, поэтому сварщик манипулирует электродом для достижения удовлетворительного качества сварки.
е. увеличивает ток. В качестве ориентира напряжение регулирует высоту и ширину сварного шва, в то время как ток контролирует проплавление, поэтому сварщик манипулирует электродом для достижения удовлетворительного качества сварки.
Мощность, потребляемая в сварочной цепи, определяется напряжением и током дуги.
Напряжение (В) определяется диаметром электрода и расстоянием между электродом и заготовкой. Сила тока в цепи зависит от диаметра электрода, толщины свариваемых материалов и положения сварного шва. Большая часть информации об электродах будет содержать подробную информацию об используемых типах тока и оптимальном диапазоне тока.
Источники питания для сварки MMA, которые могут использоваться для сварки TIG, часто называют источниками питания с падающими характеристиками. Как правило, это блоки базового селекторного типа, устройства управления магнитным усилителем или блоки с приводом от двигателя с прочной конструкцией, поскольку они часто требуются для работы в экстремальных условиях.
Характеристика выходной формы породила термин «капля».
Однако современные сварочные инверторные источники питания могут преодолеть эти проблемы и обеспечить отличные характеристики и производительность, поскольку кривая может управляться электронным способом для каждого процесса.
Небольшие относительно дешевые комплекты переменного тока обычно используются для самостоятельного ремонта или небольших ремонтных работ, а некоторые более крупные комплекты переменного тока, часто охлаждаемые маслом, могут использоваться в более тяжелой промышленности, но выходы постоянного тока в настоящее время являются наиболее распространенными.
Производство электродов означает, что не все электроды постоянного тока могут работать от источников переменного тока, но электроды переменного тока могут работать как с переменным, так и с постоянным током. Постоянный ток (DC) — наиболее часто используемый режим. Управление блоками переменного тока обычно осуществляется с помощью подвижного стального сердечника или переключаемых трансформаторов.
постоянного тока могут использоваться для многих типов материалов и могут быть получены в широком диапазоне токов. Элементы управления этих устройств варьируются от управления с подвижным железным сердечником до новейших конструкций инверторов.Конструкция инвертора принесла много преимуществ:
• Очень легкий и портативный по сравнению со своими предшественниками
• Очень энергоэффективный блок питания и экономия затрат на электроэнергию
• Обеспечивает более высокие выходы для более низких входов
• Высокий уровень контроля и производительности
Обычно предпочтительнее выполнять сварку в плоском или горизонтальном положении. Когда требуется сварка в таком положении, как вертикальное или потолочное, полезно уменьшить сварочный ток по сравнению с горизонтальным положением.Для достижения наилучших результатов во всех положениях с поддержанием короткой дуги требуется равномерное движение и скорость перемещения в дополнение к постоянной подаче электрода.
Что составляет систему MMA (Stick)?
Сварочный инверторный источник питания
Выбранный сварочный инверторный источник питания должен иметь достаточную мощность для плавления электрода и свариваемого материала с достаточной мощностью для поддержания напряжения дуги.
Для сварки MMA (Stick) обычно требуется большой ток (50–350 А) при относительно низком напряжении (10–50 В).Сварочные электроды для MMA предназначены для работы с различными типами выходной мощности и напряжения, и вы всегда должны читать данные производителя.
Все сварочные электроды можно использовать на постоянном токе (DC), но не все на переменном токе (AC). Некоторые электроды переменного тока также имеют определенные требования к напряжению. При использовании в режиме постоянного тока провод электрода должен быть подключен с полярностью, рекомендованной производителем электродов, в большинстве случаев это будет положительная полярность электрода, но есть электроды, использующие отрицательную полярность. Источник питания работает при отсутствии нагрузки или напряжении холостого хода, когда сварочная дуга не зажигается. Это номинальное напряжение холостого хода определено в стандарте EN 60974-12012 (EN 60974) в зависимости от условий сварки или риска поражения электрическим током. Источник питания может иметь устройство понижения напряжения (VRD), установленное внутри или снаружи.
Источник питания работает при отсутствии нагрузки или напряжении холостого хода, когда сварочная дуга не зажигается. Это номинальное напряжение холостого хода определено в стандарте EN 60974-12012 (EN 60974) в зависимости от условий сварки или риска поражения электрическим током. Источник питания может иметь устройство понижения напряжения (VRD), установленное внутри или снаружи.
Держатель электрода и сварочные кабели
Держатель электрода и сварочные кабели
Электрододержатель зажимает конец электрода токопроводящими зажимами, встроенными в его головку.Эти зажимы работают либо за счет крутящего момента, либо за счет подпружиненного зажима (типа «крокодил»).
Зажимной механизм позволяет быстро отсоединить оставшийся неиспользованный конец электрода (заглушку).
Для обеспечения максимальной эффективности сварки электрод должен быть надежно зажат в держателе, в противном случае плохой электрический контакт может вызвать нестабильность дуги из-за колебаний напряжения и перегрева держателя.
Сварочный кабель присоединяется к держателю механически, обжимается или припаивается.
Держатели электродов должны соответствовать IEC 60974-11.
Диаметр сварочного кабеля обычно выбирается в зависимости от уровня сварочного тока. Чем выше ток и рабочий цикл,
, тем больше диаметр кабеля, чтобы он не перегревался (см. Соответствующий стандарт). Если сварка проводится на некотором расстоянии от источника питания, может потребоваться увеличить диаметр кабеля, чтобы уменьшить падение напряжения.
Сварочный электрод состоит из материала сердечника типа материала i.е. сталь или нержавеющая сталь и т. д., которые служат присадочным металлом шва. Он покрыт внешним покрытием, называемым флюсом, который помогает в создании дуги и защищает дугу от загрязнения так называемым шлаком.
На стабильность дуги, глубину проплавления, скорость осаждения металла и особенности положения в значительной степени влияет химический состав флюсового покрытия на электроде. Электроды можно разделить на три основных типа:
Электроды можно разделить на три основных типа:
• Базовый
• Целлюлозный
• Рутил
Основные сварочные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии.Это делает их шлаковое покрытие более жидким, чем рутиловое покрытие — оно также быстро замерзает, что способствует сварке в вертикальном и верхнем положении. Эти электроды используются для сварки изделий среднего и тяжелого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (благодаря высокой прочности).
Характеристики:
Когда эти электроды подвергаются воздействию влаги, происходит быстрое накопление влаги. Из-за необходимости контроля содержания водорода эти электроды следует тщательно высушить в сушильном шкафу с регулируемой температурой.
Типичное время сушки составляет один час при температуре приблизительно от 150 ° C до 300 ° C, но перед использованием всегда следует консультироваться с данными производителя.
После контролируемой сушки основной и основной / рутиловый электроды необходимо выдержать при температуре от 100 ° C до 150 ° C, чтобы защитить их от повторного впитывания влаги в покрытие. Эти условия могут быть достигнуты путем переноса электродов из основной сушильной печи в раздаточную печь или нагретый колчан на рабочем месте.
Электроды из металлического порошка содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока. Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент нанесенного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии.
Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и горизонтальном / вертикальном положениях, чтобы использовать преимущества более высоких скоростей наплавки.Эффективность 130-140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик искрения, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
ПРИМЕЧАНИЕ. Качество сварного шва зависит от стабильной работы электрода. Покрытие из флюса не должно иметь сколов, трещин или, что более важно, намокать. Электроды изготавливаются с разными типами покрытия и требуют разного обращения.
Целлюлозные сварочные электроды
Целлюлозные сварочные электроды содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и высокой скоростью выгорания, что обеспечивает высокую скорость сварки.Наплавленный металл может быть крупным, а с жидким шлаком удаление шлака может быть затруднено. Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Характеристики:
• Глубокий провар во всех положениях
• Пригодность для сварки снизу вверх
• Достаточно хорошие механические свойства
• Высокий уровень образования водорода — риск растрескивания в зоне термического влияния (HAZ)
Эти электродные покрытия предназначены для работы с определенным количеством влаги в покрытии. Покрытие менее чувствительно к впитыванию влаги и обычно не требует операции сушки. Однако сушка может потребоваться в тех случаях, когда относительная влажность окружающей среды, в которой хранились электроды, была очень высокой.
Покрытие менее чувствительно к впитыванию влаги и обычно не требует операции сушки. Однако сушка может потребоваться в тех случаях, когда относительная влажность окружающей среды, в которой хранились электроды, была очень высокой.
Рутиловые сварочные электроды
Рутиловые сварочные электроды содержат высокую долю оксида титана (рутила) в покрытии. Оксид титана способствует легкому зажиганию дуги, плавному срабатыванию дуги и малому разбрызгиванию. Эти электроды представляют собой электроды общего назначения с хорошими сварочными свойствами.Их можно использовать с источниками питания переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых швов в горизонтальном / вертикальном (H / V) положении.
Характеристики:
• Умеренные механические свойства металла шва
• Хороший профиль валика за счет вязкого шлака
• Возможна позиционная сварка жидким шлаком (содержащим фторид)
• Легко удаляемый шлак
Покрытия с рутиловым покрытием могут выдерживать ограниченное количество влаги, и покрытия могут разрушаться, если они пересушены. Перед использованием всегда сверяйтесь с данными производителя.
Электроды для твердоизнашивающейся / наплавочной сварки
Электроды для твердосплавной наплавки или износостойкие электроды используются в основном для нанесения твердой поверхности на более мягкий основной материал. Существует широкий спектр этих типов продуктов, и общая область их применения — ремонт изнашиваемых поверхностей, таких как зубы, на землеройном и горнодобывающем оборудовании.
Сварочные электроды постоянного тока с медным покрытием
Это наиболее распространенный тип из-за сравнительно длительного срока службы электродов.Эти электроды изготавливаются путем смешивания и обжига углерода, графита и связующего вещества и покрытия их медью. Они обеспечивают стабильные характеристики дуги и однородные канавки.
Они сконструированы так же, как и электроды постоянного тока с медным покрытием, но без медного покрытия. При использовании они расходуются быстрее, чем покрытые медью.
Эти электроды сконструированы путем смешивания и обжига углерода, графита и специального связующего с добавлением редкоземельных материалов для стабилизации дуги.
Они покрыты медью.
В процессе используется сжатый воздух под давлением 80-100 фунтов на квадратный дюйм на держателе электрода.
Повышение давления воздуха не приводит к более эффективному удалению металла.
Хранение сварочных электродов
Электроды всегда следует хранить в сухом и хорошо вентилируемом помещении. Рекомендуется складывать пакеты с электродами на деревянных поддонах или стеллажах на достаточном расстоянии от пола. Кроме того, все неиспользованные электроды, подлежащие возврату, следует хранить так, чтобы они не подвергались воздействию влаги, чтобы восстановить влагу.
Хорошие условия хранения: на 10 ° C выше температуры наружного воздуха. Поскольку условия хранения должны предотвращать конденсацию влаги на электродах, запасы электродов должны быть сухими.
В этих условиях и в оригинальной упаковке срок хранения электродов практически неограничен. Современные электроды теперь доступны в герметичных упаковках, что исключает необходимость сушки. Однако при необходимости неиспользованные электроды необходимо повторно высушить в соответствии с инструкциями производителя.
Сушка обычно выполняется в соответствии с рекомендациями производителя, и требования будут определяться типом электрода.
Многие электроды теперь доступны в герметичных контейнерах. Эти вакуумные пакеты устраняют необходимость в сушке электродов непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, необходимо повторно высушить электроды в соответствии с инструкциями производителя.
Выбор диаметра электрода зависит от толщины заготовки, положения сварки, формы стыка, сварочного слоя и т. Д.
Уровень сварочного тока определяется размером электрода — нормальный рабочий диапазон и ток рекомендуются производителями. Типичные рабочие диапазоны для выбора размеров сварочных электродов показаны в таблице.
Типичные рабочие диапазоны для выбора размеров сварочных электродов показаны в таблице.
Регуляторы инвертора, используемые при сварке стержневыми электродами
Регулятор сварочного тока (A)
Регулятор тока регулирует величину тока на выходе сварочного инвертора и, следовательно, скорость наплавки в зависимости от диаметра электрода.
На более современных электронных сварочных инверторах часто можно управлять током с помощью пульта дистанционного управления.
В начале сварки горячий старт обеспечивает повышенный ток, позволяющий электроду зажигать дугу, не прилипая к заготовке. Некоторые машины имеют автоматический ток горячего старта с заданным временем и уровнем, другие имеют регулируемое управление горячим пуском, которое может выбрать оператор.
Во время сварки напряжение дуги обычно находится в пределах 20 В.Часто ситуация может потребовать более короткой дуги, что приводит к более низкому напряжению, и электрод склонен «прилипать к заготовке», поскольку дуга фактически погасла. Регулировка силы дуги преодолевает эту проблему за счет увеличения тока при падении напряжения дуги, чтобы обеспечить перенос металла электрода и предотвратить прилипание электрода. В некоторых машинах есть автоматическая регулировка силы дуги, в других — регулируемое управление силой дуги, чтобы оператор мог выбрать требуемый уровень.
Проблемы при сварке стержневыми электродами
Как выбрать сварочные электроды
Все больше людей предпочитают загородную жизнь городским квартирам.Его экономичность требует много работы и обслуживания. Очень часто бывают моменты, когда нужно сварить металл, например, починить забор. И здесь, чтобы сэкономить на вызове сварщиков, многие пытаются самостоятельно научиться дуговой сварке. В статье речь пойдет о выборе сварочных электродов для различных металлов и сплавов.
В статье речь пойдет о выборе сварочных электродов для различных металлов и сплавов.
Состав:
Типы сварочных аппаратов
Чтобы понять, какие электроды потребуются сварочному аппарату для конкретной работы, сначала необходимо разобраться в основных типах сварки.
Все сварочные аппараты делятся на две группы:
 Таких характеристик вполне достаточно, чтобы сварить забор, ворота, армированный каркас или трубы. А это значит, что они оптимальны для домашнего хозяйства;
Таких характеристик вполне достаточно, чтобы сварить забор, ворота, армированный каркас или трубы. А это значит, что они оптимальны для домашнего хозяйства;Принцип работы всех сварочных аппаратов, независимо от стоимости, основан на использовании постоянного или переменного тока.Этот параметр зависит от качества получаемого шва, типа металла и т. Д.
На сегодняшний день популярны сварочные аппараты-сварщики, работа с которыми ведется обычным электродом. Это надежные устройства, проверенные годами, благодаря простой конструкции обладают высокой ремонтопригодностью.

Трансформатор
Выпрямители
 Их конструкция снабжена блоком полупроводниковых диодов, позволяющим преобразовывать переменный скачкообразный ток из сети в постоянный линейный.Данным устройством удобно и легко пользоваться даже новичкам, что и делает его популярным.
Их конструкция снабжена блоком полупроводниковых диодов, позволяющим преобразовывать переменный скачкообразный ток из сети в постоянный линейный.Данным устройством удобно и легко пользоваться даже новичкам, что и делает его популярным.Важно: для этого сварочного аппарата подходят все типы электродов.
Оказывается, выпрямители удобны для домашнего использования и подходят для работы с широким спектром материалов.
Инвертор
 Благодаря небольшому весу и компактным размерам инверторы обладают высокой мощностью и функциональностью. Новички выбирают их в первую очередь потому, что система настройки режимов работы полностью автоматизирована.Для профессионалов такой инструмент позволяет значительно повысить производительность труда.
Благодаря небольшому весу и компактным размерам инверторы обладают высокой мощностью и функциональностью. Новички выбирают их в первую очередь потому, что система настройки режимов работы полностью автоматизирована.Для профессионалов такой инструмент позволяет значительно повысить производительность труда.Основными преимуществами инвертора являются:
Важно: с инвертором можно работать с любыми типами электродов.
Полуавтоматы
Как выбрать сварочные электроды
На качество шва влияет не только сварочный аппарат, но и правильно подобранные электроды.На сегодняшний день на рынке представлен широкий ассортимент электродов для инверторной сварки. Между собой они отличаются не только материалом покрытия, но также диаметром и рядом других характеристик, которые будут рассмотрены в этой статье.
Классификация сварочных электродов
Электроды, как правило, делятся на две основные группы: плавящиеся и неплавящиеся. Первые изготавливаются из проволоки со специальным внешним покрытием, обеспечивающим стабильную сварочную дугу. Также способствуют защите обрабатываемого металла от газовыделения и брызг шлака. Для работы с нержавеющей сталью или медью их делают из специальных сплавов. Но для аргонной сварки рекомендуется использовать неплавящиеся электроды.
Также способствуют защите обрабатываемого металла от газовыделения и брызг шлака. Для работы с нержавеющей сталью или медью их делают из специальных сплавов. Но для аргонной сварки рекомендуется использовать неплавящиеся электроды.
Более подробная классификация электродов выглядит следующим образом:
Как выбрать электроды по типу покрытия электродной катанки:
 Основные электроды подходят для создания ответственных швов на конструкциях, предназначенных для работы в суровых условиях. Но и у них есть свои недостатки: неправильно выставленная дуга во время работы или мокрое покрытие могут привести к образованию пористой структуры.К тому же с ними можно работать только на постоянном обратном токе;
Основные электроды подходят для создания ответственных швов на конструкциях, предназначенных для работы в суровых условиях. Но и у них есть свои недостатки: неправильно выставленная дуга во время работы или мокрое покрытие могут привести к образованию пористой структуры.К тому же с ними можно работать только на постоянном обратном токе;Диаметры сварочных электродов
Как уже было сказано выше, электроды имеют разный диаметр. Этот параметр важен и имеет наибольшее влияние на процесс сварки.

Совет: не всегда толщина металла — единственный критерий выбора электрода. Опытные сварщики знают, что важны и его свойства. К сожалению, это можно узнать только на собственном опыте, поскольку четких инструкций по этому поводу нет.Или попробуйте узнать эту информацию на специализированных форумах или в блогах.
Определившись с толщиной электрода, нужно понять, как правильно выбрать ток, ведь эти два параметра напрямую взаимосвязаны. Таким образом, если сварочный ток будет слишком сильным, металл просто прогорит, а если он будет слишком низким, не удастся образовать дугу. Эти рекомендации дает производитель на коробке с электродами.
Эти рекомендации дает производитель на коробке с электродами.
Как выбрать сварочные электроды с учетом условий эксплуатации и особенностей металла
Три кита, на которых соблюдается принцип варки с помощью электродов — это диаметр продукта, толщина свариваемого металла и сила тока. Как уже было сказано выше, чем толще металл, тем больше требуется диаметр электрода. Но есть один нюанс. При работе с инвертором толщина электрода будет влиять на плотность рабочего тока, уменьшая ее. Это приводит к нестабильности и колебаниям дуги, что в свою очередь скажется на качестве шва — он станет более обширным, а дайджест — менее глубоким.Что ж, если производитель сварочного аппарата указал все необходимые параметры сварочного тока, если таких данных нет, то можно рассчитывать на средние показатели:
Но есть один нюанс. При работе с инвертором толщина электрода будет влиять на плотность рабочего тока, уменьшая ее. Это приводит к нестабильности и колебаниям дуги, что в свою очередь скажется на качестве шва — он станет более обширным, а дайджест — менее глубоким.Что ж, если производитель сварочного аппарата указал все необходимые параметры сварочного тока, если таких данных нет, то можно рассчитывать на средние показатели:
Марки импортных сварочных электродов
Иностранные электроды достаточно широко представлены на российском рынке. У них своя маркировка, разобраться в которой нетрудно. Самый популярный бренд, который мы представили, называется ESAB. Он маркирует свои электроды буквенно-цифровыми значениями. Сначала всегда ОК, после чего прописываются 4 цифры.
У них своя маркировка, разобраться в которой нетрудно. Самый популярный бренд, который мы представили, называется ESAB. Он маркирует свои электроды буквенно-цифровыми значениями. Сначала всегда ОК, после чего прописываются 4 цифры.
Ниже расшифровываем, какие электроды выбрать:
