Ручные клещи для контактной сварки своими руками
Самодельные клещи контактной сварки – устройство и принцип работы! Самым распространенным способом соединения и резки металлов является сварка. Существуют разные варианты проведения сварочных работ, которые зависят непосредственно от используемых материалов и оборудования. Для работы с небольшими изделиями был разработан метод контактного соединения, суть которого заключается в нагреве металла при помощи электрического тока. Ток пропускается через металл в определенной сварочной зоне, соединяя изделия между собой. Предварительная подготовка соединяемых поверхностей, сила электрического тока, длительность воздействия тока на место соединения металла, а также сила сжатия свариваемых деталей – это основные факторы, влияющие на качество сварочных работ. Наиболее компактным и легким аппаратом для подобного соединения металлических поверхностей являются клещи для контактной сварки.
Клещи контактной сварки в миниатюре
Принцип работы и устройство клещей контактной сварки
По способу эксплуатации различают два вида клещей контактного соединения деталей:
- Ручные;
- Подвесные.


Ручные клещи для контактного сварочного аппарата – это устройство, состоящее из трансформатора к которому присоединены щипцы для электродов. В верхней части корпуса фигурирует рычаг, выполняющий функцию регулировки ширины раскрытия держателей. Для работы устройства не требуется соединения электродов посредством проводов с отдельным источником тока. Такие сварочные клещи очень удобны в использовании, так как они весят всего 12 кг.
При подключении к электросети ручные клещи вырабатывают сварочный ток, подаваемый на электроды, которые зажимают металлические заготовки. Металл под воздействием сварочного тока подвергается плавлению, и в месте зажима образуется сварочная точка. Воздействие электродов на металл с обеих сторон обеспечивает хороший прижим, в результате которого образуется более надежное соединение в сравнении с односторонней точечной сваркой.
Подвесные клещи чаще всего используются в условиях производственных процессов. Их основным достоинством считается высокая производительность, это обуславливает их применение в разных областях современного производства.

Приспособление для соединения более толстого металла
Параметры выбора клещей для сварки
Выбирая ручные клещи для контактной сварки, уделите особое внимание максимальному значению тока. Чем выше показатель значения тока, тем большей толщины детали можно будет соединить. Для наглядного примера можно взять ручные клещи с силой тока 3800 А.. Используя их, мы сможем соединить два листа толщиной 1 мм. Максимальное значение таких аппаратов составляет 6300 ампер. Такие характеристики позволяют работать с листами толщиной до двух миллиметров каждый.
Немаловажным показателем является и вылет электродов, его еще называют длиной кронштейнов. Вылет электродов – это расстояние от корпуса клещей до электрода. Именно от этого показателя зависит максимально допустимое расстояние от края листа, на котором можно произвести точечное соединение. Длина кронштейнов, в зависимости от модели устройства составляет от 120-500 мм.
Электроды для контактной сварки
Никакая контактная сварка не может быть выполнена без специфического сварочного атрибута – электродов для контактной сварки. Наиболее востребованными электродами для контактного соединения деталей являются прямые электроды. Их изготавливают из прутков диаметром от 12-40 мм. Хвостики электродов для контактной сварки бывают как цилиндрического, так и конусного типа. Они фиксируются в гнезде рукоятки при помощи специальных зажимов либо конусных резьбовых соединений. Сварочные электроды со сменной рабочей частью крепятся при помощи накидной гайки.
Наиболее востребованными электродами для контактного соединения деталей являются прямые электроды. Их изготавливают из прутков диаметром от 12-40 мм. Хвостики электродов для контактной сварки бывают как цилиндрического, так и конусного типа. Они фиксируются в гнезде рукоятки при помощи специальных зажимов либо конусных резьбовых соединений. Сварочные электроды со сменной рабочей частью крепятся при помощи накидной гайки.
Электроды для контактной сварки изготавливают в основном на основе медных сплавов. Медь проходит легирование хромом, кадмием, бериллием, кобальтом и др. Благодаря небольшому электрическому сопротивлению и жароустойчивости такие электроды отлично справляются со своей задачей при контакте с поверхностью свариваемой детали.
Вся установка в сборе
Самодельные клещи для контактной сварки
Поэтапный процесс сборки клещей для точечной сварки своими руками потребует немного старания и терпения. Для этого нам понадобится медный дротик, длиной в 2 м. и диаметром 30 мм. Дротик может быть и немного длиннее, чтоб его можно было хорошо прогнуть. Сгибаем его, таким образом, чтоб получилась буква U. В каждом конце делаем по одному отверстию диаметром 18 мм, разворачиваем их и делаем пропил. Таким образом, у нас получится два зажима для рабочих электродов. Далее, соединяем параллельно два трансформатора, в котором первичная и вторичная обмотки соединены напрямую, напряжением в 9 ампер. Подачу тока регулируйте самостоятельно. К примеру, можно спаять симисторный комутатор с обыкновенным ждущим мультивибратором, который будет отрабатывать выдержки. Охлаждение самодельных клещей производится водой. Электроды снимаются при помощи ножной педали.
Дротик может быть и немного длиннее, чтоб его можно было хорошо прогнуть. Сгибаем его, таким образом, чтоб получилась буква U. В каждом конце делаем по одному отверстию диаметром 18 мм, разворачиваем их и делаем пропил. Таким образом, у нас получится два зажима для рабочих электродов. Далее, соединяем параллельно два трансформатора, в котором первичная и вторичная обмотки соединены напрямую, напряжением в 9 ампер. Подачу тока регулируйте самостоятельно. К примеру, можно спаять симисторный комутатор с обыкновенным ждущим мультивибратором, который будет отрабатывать выдержки. Охлаждение самодельных клещей производится водой. Электроды снимаются при помощи ножной педали.
Итак, сварочные ручные клещи состоят из трансформатора, рычага, поворачивающего электроды, и рукоятки с толкателем. Рычаг с рукояткой держат шарниры, оси которых, при работе, находятся противоположно. В некоторых типах клещей между толкателями предусмотрена пружина. Такие клещи не совсем удобны, так как сжимать пружину при каком-то повороте становится все труднее. Каждый элемент установки очень важен. При выходе из строя любой составляющей, рухнет вся система.
Каждый элемент установки очень важен. При выходе из строя любой составляющей, рухнет вся система.
Контактная сварка своими руками | Строительный портал
Многие домашние мастера и автолюбители сталкиваются с потребностью проведения сварочных работ. Практике известно несколько методик, каждую из них можно самостоятельно освоить, имея определенные теоретические знания и навыки. Самодельная контактная сварка, которая используется для соединения разных элементов стальных труб, алюминиевых и медных проводов, не является исключением.Содержание:
- Процедура контактной сварки
- Виды контактной сварки
- Устройство аппарата для точечной сварки
- Изготовление аппарата для точечной сварки
Процедура контактной сварки
Контактную сварку используют в большинстве случаев для производства серии однотипных изделий или для изготовления сварных соединений деталей, которые имеют большие размеры. Принцип процедуры заключается в разогревании металла с помощью тока, который проходит по нему, путь тока при этом является неоднородным.
Принцип процедуры заключается в разогревании металла с помощью тока, который проходит по нему, путь тока при этом является неоднородным.
Контактная сварка в домашних условиях требует использования мощнейших источников питания, чем в ситуации с электродуговой сваркой, потому что даже в небольших контактных машинах для подобных работ сила тока измеряется тысячами ампер, не вспоминая уже более крупные машины.
Данный технологический процесс производят с нагревом области сварки электрическим током, проходящим через заготовки, с использованием давления. Основными параметрами этого метода сварки являются ток, время протекания тока и сила сжатия. Зависимо от определенных значений этих показателей выделяют жесткий и мягкий режимы сварки.
Помимо этого, выделяют несколько разновидностей контактной сварки – стыковую, точечную и шовную. Поскольку процесс производится при помощи электродов, которые размещаются по-разному относительно заготовок, то также бывает одно- и двухсторонняя сварка.
Обычно технологию контактной сварки выполняют по точечному типу. Заготовки прижимают электродами, через которые идет в будущем высокоамперный ток. Он проходит по большому числу мелких каналов заготовки, которые разогреваются, и в итоге расплавляется центральная зона точки сварки.
При стыковой сварке ток пропускается через стык деталей примерно одинакового сечения, а после достижения сварочного жара в области сварки осуществляется осадка. Электроды, которые подводят к изделию ток и производят осадку, при шовной сварке имеют форму роликов, которые катятся по шву, поэтому данный способ сварки ещё называют роликовой сваркой.
Виды контактной сварки
Контактная сварка — это процедура, при которой соединение свариваемых деталей совершается по всей поверхности торцов, что стыкуются. Сварка может выполняться сопротивлением или оплавлением (прерывистым или непрерывным).
Сварка сопротивлением
Обработанные детали плотно прижимают между собой и включают сварочный ток.
Цветной металл и его сплавы хорошо свариваются сваркой сопротивлением. Данным видом контактной сварки хорошо сваривать и разнородные металлы – латунь и медь, сталь с медью, разные сорта стали. Сварка сопротивлением нуждается в высокой чистоте свариваемых поверхностей и строгом контроле температуры нагрева. Поэтому данная методика не получила широкого использования.
Сварка непрерывным оплавлением
Сварку непрерывным оплавлением выполняют в такой последовательности. Детали, которые закреплены в зажимах машины, плавно приводят перемещением подвижного зажима в соприкосновение при включении сварочного тока. При этом осуществляется оплавление свариваемых торцов изделий.
Подобная методика ручной контактной сварки применяется при сварке тонкостенных труб, рельсов и листов. Допускается сварка разных металлов. Достоинством сварки металла непрерывным оплавлением выступает высокая производительность, а недостатком — существенные потери металла на разбрызгивание и угар.
Сварка прерывистым оплавлением
Сварку прерывистым оплавлением производят чередованием неплотного и плотного контакта свариваемых деталей при включенном токе сварки. Возвратно-поступательные движения зажима способны периодически замыкать сварочную цепь в области контакта деталей, пока их торцы не разогреются до температуры примерно 800—900 градусов по Цельсию.
Затем совершается оплавление и осадка. Прерывистым оплавлением принято сваривать низкоуглеродистую сталь в тех ситуациях, когда мощность аппарата недостаточна для осуществления сварки с непрерывным оплавлением.
Данная методика контактной сварки своими руками связана с дополнительными затратами металла, поэтому зачастую подогрев проводят способом сопротивления, включая при замкнутой сварочной цепи ток, а потом разводят детали и занимаются оплавлением и осадкой.
Устройство аппарата для точечной сварки
Самодельный аппарат для контактной сварки можно использовать для сваривания деталей из обычной и нержавеющей листовой стали, которая имеет толщину 0,08 — 0,9 миллиметра, или для соединения проволоки из стали толщиной до 1,5 миллиметра.
Аппараты для контактной сварки в своем составе содержат два функциональных узла — выносной сварочный пистолет и блок питания. Блок питания состоит из реле, что собран на тиристоре и сварочном трансформаторе. К одному выводу его низковольтной обмотки при помощи сварочного кабеля подключается электрод.
При сварке второй вывод надежно соединяется с самой массивной свариваемой деталью. Первичную обмотку трансформатора подключают к сети при помощи диодного моста и включенного в его диагональ тиристора. Трансформатор вспомогательный малой мощности оказывает питание сети управления тиристора и лампы подсветки.
Сварочный пистолет собирают из двух одинаковых деталей по размеру и форме, которые вырезаны из гетинакса, текстолита или другого прочного изолятора. В передней части крепят ламподержатель, микропереключатель и переходник, в задней — размещают выключатель подсветки между держателями и накладками винтами.
В передней части крепят ламподержатель, микропереключатель и переходник, в задней — размещают выключатель подсветки между держателями и накладками винтами.
Накладки соединяют между собой винтами, которые вкручиваются в ламподержатель, распорные планки и переходник. Между накладками размещается сварочный кабель, который соединяется с переходником с использованием контровочного винта. На сварочном кабеле фиксируются отправляющие провода и коммутируют переключатели.
В отверстия переходников крепят сменные электроды, которые фиксируются при помощи контровочной гайки. На основании без изоляционной прокладки монтируют второй вывод обмотки трансформатора. Кабель, который подключен к данному выводу, снабжают зажимом любого типа, что предназначен для закрепления на свариваемой детали. Рекомендуемым типом зажима является струбцина.
Изготовление аппарата для точечной сварки
Для сборки оборудования для контактной сварки в домашних условиях рекомендуется использовать нижеследующие рекомендации. Размеры блока питания определяются габаритами трансформатора, поэтому сборку необходимо начинать с него.
Размеры блока питания определяются габаритами трансформатора, поэтому сборку необходимо начинать с него.
Сборка трансформаторов
Особого значения не имеет конструкция трансформатора. Определяющим параметром служит сечение магнитопровода, оно должно быть больше 60 сантиметров квадратных. Магнитопровод вы можете использовать любой.
Намотайте первичную обмотку, которая содержит 160 — 165 витков, на круглом каркасе проводом ПЭТВ, который имеет диаметр 1,62 — 1,7 миллиметра, расположите на одной стороне магнитопровода и от него изолировать с помощью деревянных клиньев. Затем изогните петлей концы шины вторичной обмотки для дальнейшего крепления к ним сварочного кабеля болтами.
Изолируйте по всей длине шину перед намоткой лентой из фторопласта или аналогичного материала в один слой. Можете использовать изоленту, сложенную в несколько слоев. Изолируйте друг от друга такой же лентой слои первичной обмотки. Зафиксируйте ее выводы тесьмой. По схеме контактной сварки должны «вперекрышку» собираться пластины магнитопровода.
Стяжку магнитопровода необходимо производить болтами М8 и уголками. Для выпрямления пластин предварительно выполните стяжку. Верхнюю часть магнитопровода удалите после этого и поместите каркасы с обмотками на него. Затем поставьте на место пластины верхней части и выполните окончательную стяжку пластин. Относительно магнитопровода каркасы зафиксируйте деревянными клиньями.
После этого выполните электрическую проверку трансформатора — включите в сеть 220 В и измерьте напряжение на вторичной обмотке, которое в идеале должно составлять 41 В, а обмотки при этом не должны перегреваться. После того, как трансформатор готов, необходимо вычислить габариты основания и вырезать из стали в листах. Детали электронного реле можете разместить на плате из листового текстолита или гетинакса, что имеет толщину 3 — 5 миллиметра.
Вспомогательный трансформатор бывает любого типа, он обеспечивает на вторичной обмотке напряжение в 6 и 15 Вольт. Самодельный вспомогательный трансформатор вы можете сделать на основе магнитопровода с сечением 1 сантиметр квадратный.
Первичная обмотка должна иметь 8000 витков провода ПЭТВ — 2, который имеет диаметр 0,06 миллиметров, вторичная — 800 витков, обмотка III — содержать 200 витков кабеля с диаметром 0,2 миллиметра. Обмотки между магнитопроводом и собой изолируйте фторопластовой лентой.
Сборка сварочного пистолета
Если вас интересует, как сделать контактную сварку, то запомните, что начинать следует со сварочного пистолета. Его изготовление начинается с создания переходника и электродов. Из листа текстолита вырежьте накладки, габариты которых можно изменять под собственную руку. В ламподержателе просверлите каналы для проводов, которые ведут к лампе подсветки.
С помощью двух держателей и винтов крепится к накладкам микропереключатель. Распорные планки вы можете изогнуть из полосы оргстекла с учетом размещения на накладках и сварочного кабеля, который проходит через рукоятку. Накладки скрепите винтами, что ввернуты в переходник и распорные планки.
Опаяйте конец сварочного кабеля, вставьте в отверстие переходника и зафиксируйте контровочным винтом. Рекомендуется применять для надежной фиксации накладок специальные клеящие мастики. Притупите острые кромки накладок, а рукоятку обмотайте изолентой.
Рекомендуется применять для надежной фиксации накладок специальные клеящие мастики. Притупите острые кромки накладок, а рукоятку обмотайте изолентой.
Если вы выполнили правильно сборку, то аппарат контактной сварки начнет работать сразу же. Для оценки работы собранной электросварки можно поступить так. Приварите несколькими точками к очищенному стальному бруску полоску стального листа, что имеет ширину 10 — 12 миллиметров, а потом оторвите ее плоскогубцами.
В результате в точках соединения должны образоваться отверстия, которые называют вырывами, диаметром около 0,5 — 0,8 миллиметра. Отрегулируйте длительность сварного импульса при возможных отклонениях с помощью подстроечного резистора. Проверку необходимо производить при последовательном и параллельном включении конденсаторов.
Теперь можно перейти к использованию аппарата. «Заземляющий» кабель следует подсоединить к детали, к которой приваривается другая деталь. Затем необходимо включить аппарат, приложить соединяемые детали друг к другу, прижать их плотно электродом сварочного пистолета и нажать на кнопку. Через 1 — 1,5 секунды можно снять электрод с точки, а затем установить на следующую.
Затем необходимо включить аппарат, приложить соединяемые детали друг к другу, прижать их плотно электродом сварочного пистолета и нажать на кнопку. Через 1 — 1,5 секунды можно снять электрод с точки, а затем установить на следующую.
Вы ознакомились с технологией и оборудованием для контактной сварки. Напоследок запомните, что мастер, который работает с аппаратом контактной сварки, должен находиться на коврике из резины и использовать перчатки и защитные очки.
Точечная сварка из микроволновки: DRIVE2
Время чтения: 6 минут
Многие домашние умельцы задаются вопросом, как сделать сварочный точечный аппарат. Самодельный сварочник стоит гораздо дешевле, его можно недорого и быстро починить, в случае необходимости. Также самодельные аппараты лучше переносят неаккуратное хранение. Их конструктив существенно проще, а в основе самодельного сварочника редко присутствуют дорогостоящие компоненты.
В этой статье мы кратко расскажем, что такое точечная сварка. И как собрать сварочный аппарат своими руками для выполнения точечной сварки. Вы также узнаете, как изготавливается точечная сварка из микроволновки. И вопрос «Как сделать точечную сварку?» не покажется вам таким сложным.
И как собрать сварочный аппарат своими руками для выполнения точечной сварки. Вы также узнаете, как изготавливается точечная сварка из микроволновки. И вопрос «Как сделать точечную сварку?» не покажется вам таким сложным.
Разделы статьи
П О П У Л Я Р Н О Е:- Аварийная сигнализация морозильной камеры
- Ремонт фена своими руками
- Умножитель частоты с 9МГц до 27МГц
Бывают случаи, когда морозильная камера сломалась, температура поднимается выше положенного, а мы об этом и знать не знаем. В неё не так часто мы заглядываем, как в холодильник, поэтому и не замечаем, как пропадают продукты.
Далеко не все морозильные камеры имеют звуковую аварийную сигнализацию.
Предлагаемая ниже простая схема поможет решить эту проблему.
Подробнее…
Так как устройство фенов примерно у всех одинаковое. Мы на примере фена DELONI рассмотрим его устройство и ремонт.
Как-то включаю фен, а он как зажужжит — как бешеный 🙂
Придётся разобрать и посмотреть, что случилось. В противном случае он так долго не протянет.
В противном случае он так долго не протянет.
Подробнее…
Для постройки радиолюбительских ВЧ конструкций бывает необходимость умножить частоту генератора.
Ниже представлена схема утроителя частоты на трех транзисторах для диапазона 27Мгц.
Подробнее…
Популярность: 7 688 просм.
Особенности изготовления
Для того чтобы обеспечить должный нагрев в точке сварного соединения, требуется пропустить через детали мощный импульс электрического тока.
Особенностью точечной сварки является то, что требуемое напряжение на электродах невелико — всего лишь 2-5 В.
Но для нагрева по-прежнему необходима значительная мощность. Типичными значениями для аппаратов точечной сварки является требование к мощности тока не менее 1.5-2 кВт. Это обеспечивается особым трансформатором, способным выдавать при небольшом напряжении очень большой ток. Такие трансформаторы трудно купить в готовом виде, и стоят они дорого.
Такие трансформаторы трудно купить в готовом виде, и стоят они дорого.
Однако трансформаторы подходящей мощности уже применяются в бытовой технике. Например, типичный трансформатор из старой микроволновки способен отдавать мощность от 2 до 3 кВт. Надо лишь заменить его вторичную обмотку.
Как усовершенствовать?
При разработке аппаратов для контактной сварки главная трудность, с которой сталкиваются мастера — конструкция сварочных электродов. Механизм держателя должен обеспечить не только сильный, но стабильный по силе прижим электродов к свариваемым деталям.
В случае сварки листовых материалов и компактных деталей равномерность обеспечивается тем, что сварочные контакты располагаются напротив друг в друга в приспособлении, напоминающем клещи. Такая конструкция гарантирует, что электроды находятся точно напротив друг друга и сдавливают детали с обеих сторон с равной силой.
Труднее обеспечить прижим при доступе к деталям только с одной стороны. Например, иначе просто невозможно приварить никелевую ленту к аккумуляторам при сборке литиевой батареи. Пропускать сильный сварочный ток непосредственно через элемент означает – испортить аккумулятор.
Например, иначе просто невозможно приварить никелевую ленту к аккумуляторам при сборке литиевой батареи. Пропускать сильный сварочный ток непосредственно через элемент означает – испортить аккумулятор.
Приходится конструировать сварочные клещи, по конструкции похожие на пинцет. При этом два мощных электрода расположены в непосредственной близости друг от друга и закреплены в одной рукоятке.
Импульс тока проходит через две близко расположенные точки, почти не нагревая нижнюю деталь, но обеспечивая надёжное расплавление верхнего материала в месте контакта.
Такие держатели следует выполнять с подпружиненным креплением обоих электродов. Самостоятельное изготовление пружинного держателя дело хлопотное — но сейчас можно приобрести готовые держатели и комплекты электродов для односторонней контактной сварки.
Хорошим усовершенствованием будет также возможность замены типа сварочных электродов прямо в процессе работы. Для этого соединение с трансформатором выполняют разъёмным, в виде винтовых или штепсельных соединений. Так как в процессе сварки по контактам проходит очень большой ток, лучше устроить разъёмный контакт в виде медного винта и медных клемм сварочных электродов, скрепляемых медной гайкой. Впрочем, есть готовые штепсельные соединители, специально сконструированные для использования в сварочных аппаратах.
Для этого соединение с трансформатором выполняют разъёмным, в виде винтовых или штепсельных соединений. Так как в процессе сварки по контактам проходит очень большой ток, лучше устроить разъёмный контакт в виде медного винта и медных клемм сварочных электродов, скрепляемых медной гайкой. Впрочем, есть готовые штепсельные соединители, специально сконструированные для использования в сварочных аппаратах.
Как сделать сварочный аппарат из микроволновки, смотрите далее.
Еще важно знать: нюанса о создании самодельного аппарата из двух трансформаторов микроволновки
Схема
Посмотрите на картинке схему подключения нескольких устройств. Если использовать несколько трансформаторов из микроволновых печей, тогда мощность устройства возрастет. Напряжение повысится в 2 раза, и такие же пропорции станут относиться к увеличению сварочного тока. Но при таком способе сборки, могут наблюдаться и определенные потери, поскольку сопротивление цепи тоже сильно возрастет. Концы созданной обмотки потребуется подсоединить к электродам.
Концы созданной обмотки потребуется подсоединить к электродам.
Если в наличии есть два трансформатора, но их напряжения не хватает для создания качественного сварочного аппарата, то применяют последовательное соединение их выходных обмоток. Следует убедиться, что на каждом элементе будет одинаковое количество витков. Это необходимо делать в тех вариантах, когда на магнитопровод нет возможности намотать нужное количество витков. При сборке подобного аппарата дома, также надо следить за направлением витков.
Точечная сварка своими руками из трансформатора микроволновки
Сварочные клещи
Советуем к прочтению другие наши статьи
Простота и удобство покупки кабельной продукции у надежного поставщика
Хранение сверл
Особенности бурения скважин на воду
Пропитка для дерева для наружных работ
Клещи для моей точечной сварки из микроволновки были изготовлен из профильной трубы на 15 мм, снизу нижней части установлена опора из куска профиля, чтобы аппарат не опрокидывался при сильном нажатии.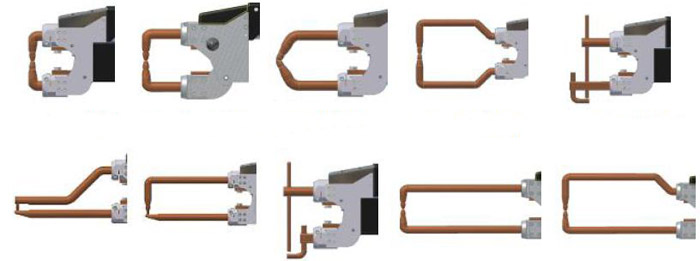
Ручка — кусок шестигранника на 12 мм и ручка от напильника. Крепление клещей — 2 уголка, купленные в магазине крепежа.
Кстати, электроды крепятся к клещам на уголках специально, чтобы можно было менять их угол наклона.
Как избежать ошибки при создании электродов
Электроды
Посмотрите на картинке электроды, используемые на самодельном устройстве. Собирая сварку, надо сделать и правильные электроды. По диаметру они должны соответствовать проводкам, что крепятся к сварке. Обычно используются прутки из меди. Но если мощность оборудования будет очень большой, тогда желательно использовать жало от профессионального паяльника.
Для соединения аппаратов электродами, используют очень крепкие провода. Если проигнорировать это правило, то потери мощности не получится избежать. Мощность также может уйти в том случае, если будет использоваться большое количество различных соединений.
Для повышения эффективности сборного аппарата используют медные наконечники.![]() Тогда получается избежать потери мощности в контактных местах.
Тогда получается избежать потери мощности в контактных местах.
Чтобы пайка происходила без проблем, желательно применять луженые наконечники. Поскольку электроды съёмные, то в местах фиксации с наконечником не стоит применять пайку. В этих местах образуется окисление — мощностью упадет. Съёмные электроды обеспечивают простоту очистки. Это очень удобно.
Наконечники будут фиксироваться с электродами на болтах. Важно проследить, чтобы соединение было более надежным. Если не позаботиться об этом, то будет происходить повышенное переходное сопротивление, а потому мощность споттера упадёт. Желательно создать отверстие одинаковых диаметров для двух деталей. Соединенные элементы желательно подбирать из меди. Выбор материала не безоснователен — в нем имеется маленькое электрическое сопротивление.
Общая информация
Точечная контактная сварка — это технология, позволяющая формировать сварной шов с помощью одной и более сварных точек. Чем больше точек и чем больше их диаметр, тем прочнее и долговечнее шов. По такому принципу работает как самодельная точечная сварка, так и промышленные дорогостоящие аппараты. Ниже представлена схема точечной сварки.
Чем больше точек и чем больше их диаметр, тем прочнее и долговечнее шов. По такому принципу работает как самодельная точечная сварка, так и промышленные дорогостоящие аппараты. Ниже представлена схема точечной сварки.
Аппарат для точечной сварки может выполнять до 600 сварных точек в минуту. Конечно, контактная сварка из микроволновки не может похвастаться такой производительностью, но даже с помощью самодельного аппарата можно добиться относительно неплохого качества швов.
Точечная сварка — это разновидность контактной сварки. Поэтому в основе этой технологии лежит не только нагрев металла для формирования сварной точки, но и сжатие детали между двумя металлическими электродами. Точка формируется за счет сварочного тока, который проходит от одного электрода к другому через деталь, нагревая ее. Одновременно с этим деталь сжимается между двух электродов. Так формируется шов.
Мощная точечная сварка способна сформировать точку у детали толщиной до 2 см. Самодельный аппарат обладает куда более скромными характеристиками, но с его помощью все равно можно без проблем сваривать тонкие листы металла без потери качества. Эта особенность может пригодиться при ремонте кузова авто в гараже или при сварке тонколистового металла.
Эта особенность может пригодиться при ремонте кузова авто в гараже или при сварке тонколистового металла.
Сфера применения
Промышленные аппараты для точеченой сварки могут применяться во многих сферах. Их используют для сварки габаритных и сложных металлических конструкций, а также при сборке кораблей, космических ракет и автомобилей. Точечная сварка с малым размером электродов способна формировать сварные точки на небольших микросхемах, без потери ее работоспособности.
Самодельная контактная сварка из микроволновой печи не может похвастаться такой широкой сферой применения. Но ее все равно можно использовать для сварки всех типов сталей: низкоуглеродистых, легированных, жаропрочных, антикоррозийных, а также различных сплавов. Таким образом, вы можете сами определить, в каких случаях использование самодельного аппарата будет оправданным.
Точечная сварка своими руками из микроволновки может использоваться в радиоэлектронике или при мелком ремонте кузова авто.
Далее мы расскажем, как сделать контактную сварку своими силами. Затратив на это дело минимум времени и средств. Точечная контактная сварка из микроволновки своими руками стоит недорого и требует минимума знаний для ее изготовления.
Ответы на часто задаваемых вопросов о работе с мини-контактной сваркой из трансформатора от микроволновки
- Потребуется флюс? – Нет, флюс не нужен.
- Использовать респираторы при работе? – Респираторы не нужны – процесс быстрый и дыма мало.
- Может ли ток ударить человека при сварке? – Если не касаться контактов, то не ударит.
- Можно использовать такую сварку для соединения АКБ? – Нельзя, для АКБ готовится иной вид агрегата. Подключение к батарее иное.
- Заводской агрегат качественнее соединяет детали? – Прочность соединения одинаковая.
Если самостоятельно сделать точечную сварку, то работать она будет не хуже заводских вариантов. Именно поэтому процесс сборки необходимо внимательно изучить, и попробовать сделать устройство.
Коротко о технологиях точечной контактной сварки
Технология контактной точечной сварки представляет собой особый метод соединения металлозаготовок в виде листов проката или приваривания разного рода штучных изделий к металлоконструкциям. К примеру, болтов, шайб, заклепок и т.п.
Наиболее широко контактное сваривание применяется на промышленных предприятиях автомобилестроения, самолетостроения и приборостроения, так как позволяет создавать надежные и долговечные сварные швы без дефектов, риска деформации поверхностей в процессе или после сварки.
Для выполнения бытовых операций с металлическими изделиями подойдет самостоятельно изготовленная точечная сварка из микроволновки. Она позволит без особенных трудностей выполнить соединение в единое целое нескольких отдельных металлических частей забора, труб, деталей авто, мотоцикла и т.п.
Но при этом сварщику не потребуется тратиться на покупку специального сварного оборудования.
Точечная сварка, собранная своими руками в маленькой ремонтной мастерской, непременно должна отвечать определенным требованиям, предъявляемой к такому оборудованию.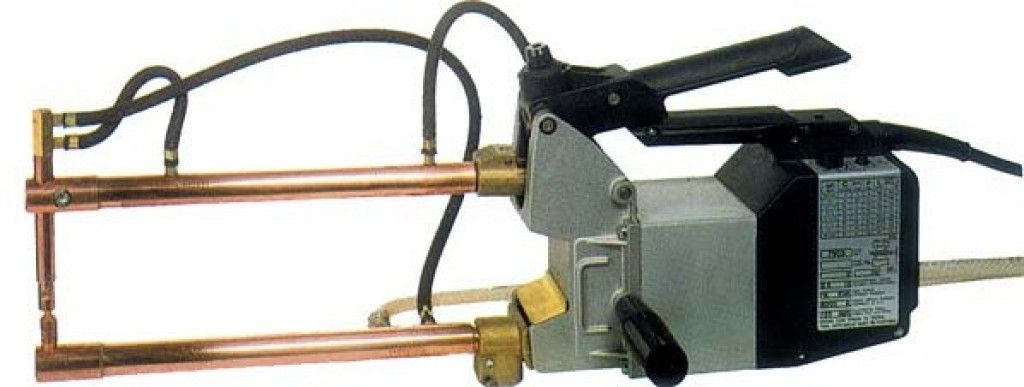
Способ контактной сварки.
И, в том числе, нормам безопасности, нарушение которых может спровоцировать ряд негативных последствий для здоровья мастера: от маленьких ожогов на коже рук до серьезных повреждений тела человека. Тогда агрегат будет в полной мере справляться с возложенными на него функциями.
Суть работы самодельного аппарата для сварки аналогична функционированию споттера. Изготовленная модель из микроволновой печи питается от обычной сети в 220В.
Переделанный своими руками трансформатор занижает напряжение до безопасного значения ‒ 12В, а силу тока, наоборот, увеличивает до величины нагрева металла до температуры его плавления.
Ток после преобразования подается на конденсаторы для их зарядки. Когда электричество накопится в достаточном объеме, реле переведет напряжение к рабочим контактам.
Свариваемое изделие помещают между медными электродами, которые замыкаются и провоцируют появление мощного импульса временной длиной от 0,01 до 0,1 с. Точка в зоне контакта плавится под воздействием этого импульса, а после остывания можно заметить образование сварного шва.
Точка в зоне контакта плавится под воздействием этого импульса, а после остывания можно заметить образование сварного шва.
Если мастер справился с задачей, не допустив нарушения технологии, то швы будут лишены каких либо дефектов: сколов, трещин, кратеров и т.п.
Далее снова происходит накопление электрического заряда на конденсаторе для следующего сварочного цикла. Такая схема контактной точечной сварки, собранной своими силами из микроволновой печи, передает обобщенную суть работы сварного аппарата при работе с металлическими конструкциями.
Но при наличии желания мастер может ее усовершенствовать, разработав различные вариации модели, исходя из актуальной мощности устройства.
Наличие самодельной точечной сварки предоставляет даже малоопытному сварщику широкий круг дополнительных возможностей:
- создание соединений деталей из листов металлопроката незначительной толщины;
- работа с легкоплавкими металлами;
- придание сварному шву аккуратного вида, надежности и высокой прочности.

Основное достоинство такой сварки мини размера ‒ возможность овладеть сварочным искусством без помощи высококвалифицированного мастера. При наличии базовых знаний о сварке умелец может самостоятельно изучить все тонкости работы с самодельным агрегатом.
Стоит лишь некоторое время потренироваться выполнять сварочные швы своими силами, чтобы добиться с помощью самодельного оборудования высокой производительности труда и низких затрат расходников.
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
что это? Точечная сварка своими руками из микроволновки или трансформатора, схема машины контактной сварки, ГОСТ, виды и применение
С давних времен люди использовали сварку, но процесс создания неразъемного соединения сильно отличался от метода, используемого в наши дни. Две металлические детали накаливали на огне, затем колотили специальным молотом. Поговорим о контактной сварке.
Две металлические детали накаливали на огне, затем колотили специальным молотом. Поговорим о контактной сварке.
Что это такое?
Для соединения металлических элементов маленького размера или тонких пластин применяется один из самых востребованных методов – это контактная сварка. Принцип работы заключается в быстром нагреве плоскостей до состояния размягчения при помощи подачи электрического тока, который далее трансформируется в тепловую энергию, и одновременной деформации деталей в месте сваривания. В результате этих действий получается сварной шов. Качество полученного шва определяется согласно стандартам ГОСТа – прочность на разрыв или сдвиг.
Аппарат для сварки имеет два основных узла.
- Механический – здесь находятся электроды, в установках для точечной сварки они выглядят как зажимные щипцы, в аппаратах для сварки швом это ролики.
А также приводы сжатия и вращения, зажатия и осадки.

- Электрический – эта конструкция состоит из сварочного трансформатора, регулятора напряжения (этот элемент переключает количество витков в первичной обмотке), вторичного контура (через него электрический ток проходит к свариваемым деталям), прерывателя первичной цепи (он служит для включения и выключения тока), регулятора цикла (это устройство регулирует все необходимые параметры – последовательность операций, длительность и другие).
Также в машине для сварки есть и вспомогательные блоки.
- Пневмогидравлический – здесь присутствуют фильтры, элементы, смазывающие движущиеся детали, система, которая подводит поток воздуха к приводу сжатия, система, регулирующая давление.
- Водное охлаждение сварочного аппарата.

Плюсы и минусы
Контактная сварка металлов применяется в различных областях промышленности, множество преимуществ объясняет ее популярность.
- Высокая скорость работы, если сравнивать с другими методами сварки, контактная создает более прочный шов.
- Создание одной сварочной точки происходит минимум за 0.1 секунды. Опытный сварщик за одну минуту может сделать до 600 соединений.
- Достаточно экономичный способ, так как для создания контактного соединения не требуются вспомогательные элементы – электроды, проволока для присадки, флюсы и т. д.
- Деформация металла незначительная и проявляется только в местах соединения.
- Несложный процесс, с которым справится новичок и сварщик средней квалификации.
- Контактные электроды имеют долгий срок эксплуатации и не изнашиваются длительное время.
- Самый безопасный метод сварки, так как риск возгорания сведен к минимуму.
- Контактная сварка экологически чистая – она не влияет на здоровье человека и окружающую среду.
- Благодаря высокой скорости подачи тока тепло формируется только в самом металле – это исключает нагрев всей заготовки, а также тепловые потери в процессе работы.
- Оборудование для сварки также облегчает процесс – когда ток подходит к деталям, яркая вспышка не образуется, не нужно тратить средства на оборудование для зоны обработки.
- Контактная сварка может применяться на заводском производстве конвейерным способом, когда работа происходит непрерывно.
 д.
д.Не обошлось и без недостатков, о которых необходимо помнить во время работы.
- Аппараты для контактной сварки стоят дорого, не каждый пользователь может их приобрести.
- Действие электрического тока должно быть минимум 1000 ампер. Питание от источника должно быть достаточно мощным.
- Швы, полученные методом контактной сварки, не такие герметичные, как при использовании технологии с применением электродов.
- Сварщику нужно обязательно следить за поступающим напряжением в области сварки – оно не должно соответствовать заданным параметрам.
- Есть ограничения, касающиеся размеров свариваемых деталей.
- Для шва большого размера необходима большая сила и мощность электрического тока.
Виды
Контактная сварка представлена несколькими видами, которые применяются в своей сфере.
Точечная
Точечная сварка – это более востребованный вид, применяющийся в быту и на производстве. Сваривать можно элементы толщиной не больше 5 миллиметров. Для создания соединения детали располагают внахлест относительно друг друга и зажимают между двумя электродами, имеющими конусообразную форму. Прижимной механизм сдавливает детали после подается электрический импульс. Размягчение металлических деталей происходит только в месте касания электродов. В результате чего образуется сварная точка диаметром несколько миллиметров.
Электроконтактная точечная сварка может быть односторонней и двусторонней. Соединение, полученное односторонним способом, не такое прочное, но с ним можно получать одновременно несколько точек – таким образом работают многоточечные сварочные машины.
Двусторонняя или нормальная сварка более востребована, здесь работают два электрода.

Для обработки металла есть два режима.
- Мягкий – применяется для заготовок из закаленной стали. Электрический импульс, проходящий через элементы, имеет малую силу тока и большую продолжительность. Мощность низкая, а нагрев плавный. Подходит для применения в быту.
- Жесткий – свариваются цветные металлы с добавлением меди и алюминия, легированные стали. В жестком режиме сила сжатия сварочных клещей и сила тока больше, чем в мягком. В зависимости от того, какая толщина у металла, длительность передаваемого импульса может составлять до сотой доли секунды. Такой режим, благодаря высокой производительности востребован на производстве.
Машины для точечной сварки делятся на четыре вида:
- универсально-стационарные;
- универсально-переносные;
- специализированно-стационарные или многоточечные;
- пресс для рельефной сварки,
Многоточечные установки делятся на два вида, в аппаратах первого типа – двухэлектродных на поверхность подводятся два электрода, в аппаратах второго типа – многоэлектродных подводятся все электроды одновременно, но электрический импульс проходит только через каждые две точки последовательно.
В точечных установках электроды находятся в специальных электрододержателях, которые крепятся к хоботам сварочной машины. Нижний хобот неподвижный, верхний же может перемещаться. В них есть специальные каналы для подачи воды охлаждения.
Сами электроды изготавливают из сплава хрома, цинка и меди или из холоднотянутой красной меди. Для производства электрододержателей используется латунь.
Рельефная
Рельефная – это вариант сварки точечного типа. Здесь на свариваемых деталях заранее подготавливают рельефы разной формы. Металлические заготовки прижимаются с двух сторон плоскими электродами, нагрев происходит только на выступах (рельефах). Главное преимущество рельефной электроконтактной сварки – длительный срок эксплуатации электродов. Благодаря специальной форме с большой контактной поверхностью они изнашиваются медленно. Минус – у сварочных машин должна быть большая мощность.
Благодаря специальной форме с большой контактной поверхностью они изнашиваются медленно. Минус – у сварочных машин должна быть большая мощность.
Шовная
Метод шовной или роликовой сварки используется для соединения листового металла, который располагается внахлест. Принцип действия этого метода такой же, как и у точечной, но вместо конусных электродов здесь используются дисковые. Один диск является движущимся, второй работает за счет силы трения. Разогрев и зажим заготовок происходит роликами, получается прочный диффузный шов.
Шовная сварка может проходить в нескольких режимах.
- Ролики движутся непрерывно, и подача тока тоже происходит непрерывно.
- Ролики движутся непрерывно, а подача тока прерывается.
- Движение роликов прерывается, и подача тока также прерывается.

Стыковая
При стыковой электроконтактной сварке нагрев происходит во всей области соприкосновения металлов друг с другом. Стыковая сварка может проходить двумя методами.
- Сопротивлением – заготовки очень плотно прижимаются в месте соединения, затем через них пропускают электрический импульс. После того как шов нагрелся и размягчился, электрический ток отключают. А заготовки остаются сжатыми, пока не произойдет их осадка. Когда шов затвердел, процесс заканчивается. Для работы с сопротивлением поверхности подгоняют и зачищают. Если будут присутствовать какие-либо неровности или зазоры – соединение получится непрочным. Используется этот метод для сварки сплавов из меди и алюминия, а также для низкоуглеродистых сталей.
- Оплавлением – в этом способе места соединения заготовок предварительно разогревают с помощью тока, затем медленно соединяют их между собой. Далее проводят осадку.

Главный недостаток сварки оплавлением – расплавленные металлические элементы могут сгорать или разбрызгиваться. Этот метод подходит для соединения деталей из разных сплавов.
По тому, как будет осаживаться готовый шов, сварочные аппараты для стыковой сварки делят на три вида.
- С рычажно-эксцентриковой системой подачи и осадки. Здесь также есть механизм для обжига свариваемой зоны в зажимах аппарата.
- Установки для сварки методом оплавления или для оплавления с дополнительным подогревом. В системе аппарата есть встроенный привод осадки с пружинной системой, благодаря чему возможна сварка сопротивлением. У машин данного типа система подачи и осадки – ручная.
- На аппаратах третьего вида процесс сварки проходит оплавлением без перерыва, предварительно подогретых стыков металлических листов. Цикл может быть автоматический или полуавтоматический.
 У машин данного типа система подачи и осадки – ручная.
У машин данного типа система подачи и осадки – ручная.Отдельно стоит отметить такую сварку, как конденсаторная – это вид сварки накопленной электроэнергией. В конденсаторах есть запасенная энергия, которая во время разряда трансформируется в тепловую энергию. Есть два способа конденсаторной сварки.
- Безтрансформаторная или ударная – конденсатор подключается сразу к металлу. Во время удара одного элемента о второй происходит разряд конденсатора, в это время кромки металлов оплавляются, а затем свариваются во время усадки. Применяется для стыковой электросварки.
- Трансформаторная – здесь конденсаторы разряжаются на первичный контур (обмотку), а во вторичном узле располагаются уже зажатые электродами детали. Используют для точечной или шовной сварки.
 Используют для точечной или шовной сварки.
Используют для точечной или шовной сварки.Сферы применения
Область, в которой применяется электроконтактная сварка, довольно большая – это могут быть и массивные конструкции. Например, космические летательные аппараты, а также миниатюрные полупроводники и микросхемы. Сваривать можно детали практически из любых металлов – высоколегированные и низкоуглеродистые стали, нержавеющие стали, различные сплавы. Точечный метод используется в производстве автомобилей, вагонов, летательных аппаратов, аккумуляторов, в строительстве и радиоэлектронике. Толщина соединяемых элементов варьируется от нескольких микрометров до 3 сантиметров.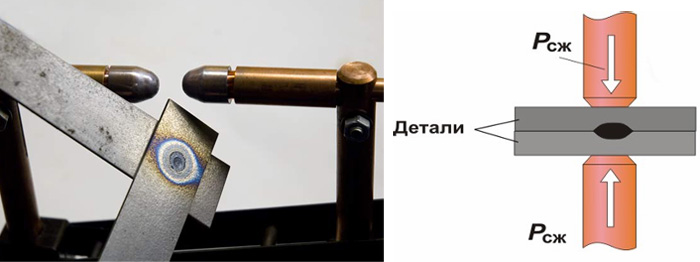
Шовная электроконтактная сварка используется для производства влагонепроницаемых емкостей. Шовной сваркой получают прочноплотные соединения в приборостроительной сфере. Рельефным методом сваривают кронштейны и листовые детали. Например, для кузовного ремонта автомобилей, для крепления дверных петель, для соединения крепежей. У стыковой электросварки сфера применения довольно ограничена из-за того, что сложно обеспечить равномерный нагрев стыков.
В основном используется для сваривания трубопроводов, рельсов (для создания железной дороги в стационарных или полевых условиях), проволоки или различных стержней.
Как сделать машину для сварки своими руками?
Процесс контактной сварки можно осуществить при помощи специальных установок или при помощи самодельных, сделанных своими руками. Стандартная сварочная техника для электроконтактной сварки не подойдет.
Из трансформатора
Создать простой аппарат для сварки точечным методом в домашних условиях можно из обычного трансформатора. Для этого не нужны специальные схемы и оборудование. Разбирать сердечник нет необходимости, нужно просто спилить и высверлить вторичную обмотку – обычно она находится вверху. С помощью ножовки по металлу срезается вторичная обмотка, во время работы нужно соблюдать осторожность и аккуратность, чтобы не нарушить целостность первичной обмотки. А сверлом по металлу удаляются остатки.
Теперь понадобится многожильный провод в изоляции, около 5 – 7 метров. Его наматывают на трансформатор: высота – 6 рядов; толщина – 3 слоя. Должно выйти 8 – 10 витков. Обмотка не должна быть слабой и болтаться. Направление вторичной намотки должно быть в ту же сторону, что и у первичной. Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям.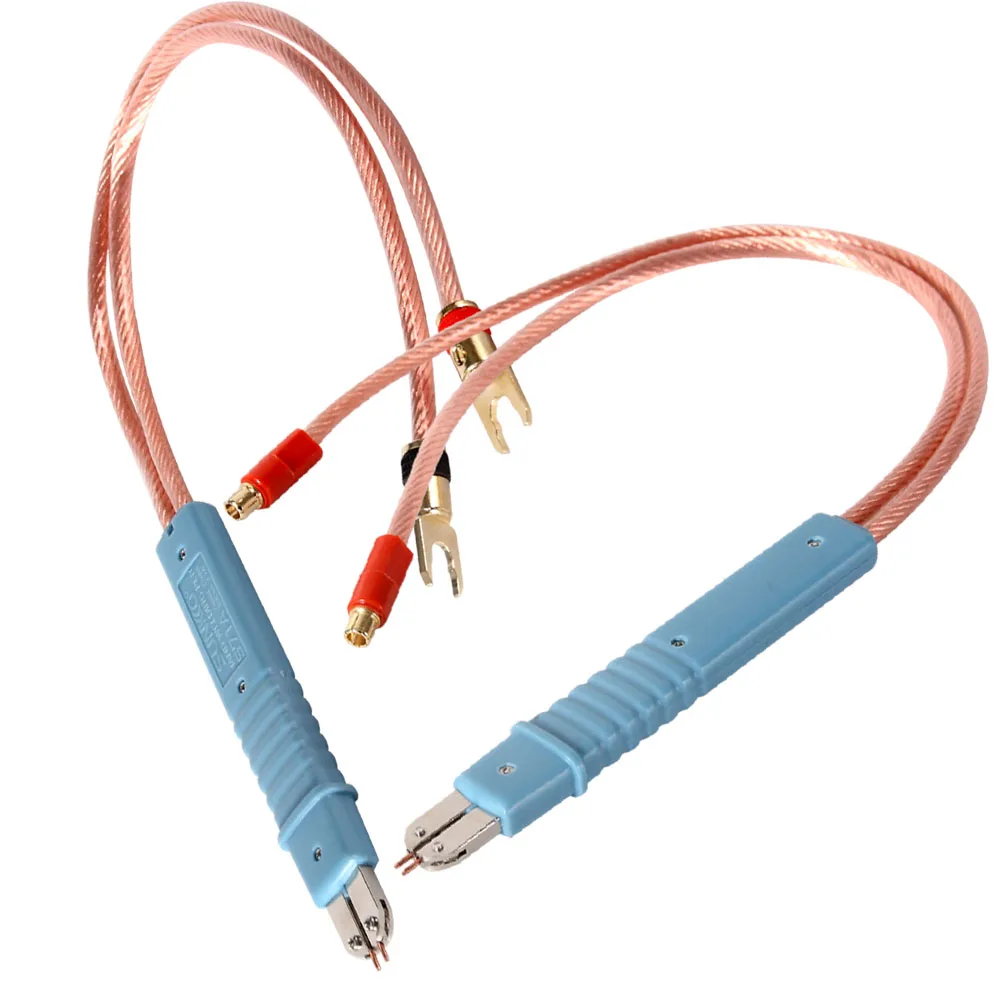 На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
Из микроволновки
Для работы понадобятся две микроволновки, а точнее – два трансформатора, которые находятся внутри. Они характеризуются как повышающие – напряжение в 220 вольт преобразуют в 2.5 киловольт. Мощность достигает 1200 ватт. Для начала нужно разобрать технику и демонтировать трансформаторы. Весь процесс работы проходит так же, как и при создании сварочного аппарата из трансформатора, только в данном методе их используется два, соответственно, и провода понадобится больше – около 11 – 13 метров. Его наматывают на каждый трансформатор. Включаются они последовательно – можно сделать механизм одним проводом, а можно двумя, но потом соединить их.
Включаются они последовательно – можно сделать механизм одним проводом, а можно двумя, но потом соединить их.
Затем параллельно подключаются обмотки на 220 вольт, для этого можно взять автомобильные наконечники с термоусадочной трубкой. Для удобства оба трансформатора можно монтировать на деревянную доску. Так как в процессе сварки трансформаторы сильно нагреваются, нужно давать время им остыть. Для тонкого металла такой самодельный станок не подойдет, так из-за высоко напряжения его попросту разрежет.
Для уменьшения подачи импульса можно использовать резистор. Для этого отрезок стального провода подключается к цепи низковольтной обмотки.
Из сварочного аппарата
Изготовление споттера из инвертора (сварочного аппарата) – один из популярных способов создания контактной электросварки своими силами. Различные модификации споттера можно найти в сети интернет на различных чертежах и схемах, главное – разобраться в обозначениях. Для сборки конструкции понадобятся следующие материалы.
Различные модификации споттера можно найти в сети интернет на различных чертежах и схемах, главное – разобраться в обозначениях. Для сборки конструкции понадобятся следующие материалы.
- Трансформатор.
- Тиристор.
- Реле.
- Контроллер.
- Диодный мост.
- Переключатель контактов.
- Сварочный инвертор.
- Кнопки, регулирующие работу.
До трансформатора должен быть подключен диодный мост. К нему подсоединяется тиристор. Трансформатор нужен для подачи питания в узел управления в цепи. Силовой кабель следует подбирать в зависимости от мощности сварочного станка – от 70 мм2. Длина провода на массу – 1. 7 метров, для подсоединения молотка – 2.1 метров.
7 метров, для подсоединения молотка – 2.1 метров.
Внешняя обмотка трансформатора создается из медной проволоки размеров – 4, 5, 6. Если в оборудовании будет использоваться батарея, то медный провод можно заменить на алюминиевый. Главный механизм в устройстве споттера – это пистолет. Его можно заменить деталью от полуавтоматической сварки или приспособлением для строительного клея. Если «под рукой» не оказалось тиристора и диодного моста, в качестве замены можно взять симистры.
Работа самодельного споттера проходит в следующем порядке.
- Через кнопку питания подается сигнал на конденсатор, он включается, а вместе с ним тиристор и резистор.
- Через диоды подается электрический импульс на трансформатор.
- Затем электрод начинает «свариваться» с обрабатываемой поверхностью.
- После того как конденсатор разрядился, тиристор должен закрыться, а от трансформатора отходит электрический ток.
- На этом работа сварочной установки закончена, кроме конденсатора, который начинает заряжаться от трансформатора.

Сварочный процесс
Независимо от того, какая технология применяется для сварки стали, меди, нержавейки и других металлов, процесс включает несколько этапов.
- Для более плотного соприкосновения деталей поверхности нужно предварительно обработать, так напряжение электроэнергии будет одинаковым по всей поверхности. Для получения ровной поверхности материал обрабатывают механическими способами.
- После чего детали помещают в специальные зажимные клещи сварочной установки. Прижать детали можно и вручную, но из-за недостаточного давления качество шва будет хуже.
- На свариваемые детали поступает электрический импульс, который преобразуется в тепло и плавит металл – образуется ядро. Так как на поверхности оказывается давление, выплескивание ядра не происходит.
- После того как ток был отключен, остывшее ядро образует сварочный шов. Если варить правильно с соблюдением технологии, то прочность шва не будет уступать прочности металла.
 Так как на поверхности оказывается давление, выплескивание ядра не происходит.
Так как на поверхности оказывается давление, выплескивание ядра не происходит.Дополнительно
- Для работы с большими деталями или труднодоступными местами применяют сварочные пистолеты или переносные клещи.
- При сварке алюминия используются специальные электроды с наконечниками – это нужно для того, чтобы избежать образования вмятин на поверхности.
- Точечную сварку иногда приходится убирать при помощи высверливания, например, для ремонта автомобилей. Для этого есть специальные фрезы или сверла для высверливания.
- Для бытовых работ обычно приобретают компактных аппараты с регулятором мощности. Самый востребованный – это споттер. У него низкая цена, в конструкции отсутствуют зажимные клещи, а импульс передается через вывод, подводимый сразу к электроду и детали.
- Перед началом сварки можно потренироваться в подборе оптимального импульса. На таймере аппарата для точечной сварки можно менять длительность импульса, для разных материалов он будет разный (например: для проволоки 2 – 3 миллиметра нужен не сильно длинный импульс, иначе возможен прожог; а для соединения арматуры чуть больше, чтобы место сварки было прочным).

Возможные дефекты
Во время работы могут возникать дефекты, негативно сказывающиеся на конечном результате.
- Прожог – этот дефект появляется из-за большого напряжения, из-за продолжительного импульса или при сильном сжатии деталей. Перегретый металл начинает стекать, образуется отверстие, в итоге сваренные края можно легко оторвать. Чтобы избежать этого, нужно уменьшить силу подачи электрического тока и силу прижима.
- Расплескивание металла – в процессе работы из точек соединения начинают вылетать искры. Возникает это из-за сильного сжатия элементов или из-за слабой подачи импульса длительное время. Металл начинает выходить за контуры «ядра», а в этом месте образуются пустоты – прочность соединения нарушается.
- Непровар – появляется из-за слабо-подаваемого тока, недостаточной силы прижима или ослабленных щипцов. Возникает непровар, если места сварки находятся рядом.
- Уменьшение размера сварки – возникает из-за непродолжительного импульса либо детали были не плотно сжаты.
В месте соединения в результате такого дефекта возникает несколько микроточек – такое соединение нельзя охарактеризовать как прочное.

В следующем видео вас ждет современный процесс точечной сварки металлических предметов.
2 способа сборки самодельной контактной сварки
Варианты сборки аппаратов для контактной сварки своими руками из печи СВЧ и инвертора. Основные узлы и детали приборов. Типовые схемы, пошаговые инструкции. Виды и способы изготовления электродов.
Контактная точечная сварка имеет множество технологических преимуществ, позволяющих выполнить прочное соединение. Для ее использования не требуется специального обучения и навыков. Данный способ отличается неоспоримым достоинством: агрегат для контактной сварки своими руками можно соорудить из деталей печи СВЧ либо инвертора с применением подручных средств.
Для ее использования не требуется специального обучения и навыков. Данный способ отличается неоспоримым достоинством: агрегат для контактной сварки своими руками можно соорудить из деталей печи СВЧ либо инвертора с применением подручных средств.
Узлы и детали контактной сварки
Оборудование для контактной точечной сварки, изготовленное по приведенной ниже схеме, применяется для работы:
— с проволокой либо прутьями сечением до 4 мм;
— с плоскими изделиями до 1 мм.
Технические характеристики прибора:
— сеть питания переменного тока: 220 В, 50 Гц;
— напряжение без нагрузки – от 4 до 7 В;
— наибольший пульсирующий ток контактной сварки – до 1500 А.
Устройство составляют регулировочная цепь, силовой узел и автовыключатель АВ-1, использующийся для отключения прибора при чрезмерных нагрузках. Силовой блок состоит из трансформатора Т2 и электропускателя на тиристорах типа МТТ4К, выполняющего подсоединение к цепи первичной обмотки. На первичной обмотке Т2 присутствует 6 выходов, посредством переключения которых выполняется последовательная настройка сварочного тока обвивки вторичной. Стабильно соединенным с общей цепью остается лишь один вывод, остальные являются регулировочными и запитываются по одному. Модуль МТТ4К, выпускающийся серийно, является тиристорным ключом, коммутирующим нагрузку через выходы № 1 и 3 при закорачивании контактов № 4 и 5. Пускатель предназначен для нагрузок напряжением менее 0,8 кВ и силой тока менее 0,08 кА. В состав управляющего узла включены: блок питания; узел управления; реле К1.
На первичной обмотке Т2 присутствует 6 выходов, посредством переключения которых выполняется последовательная настройка сварочного тока обвивки вторичной. Стабильно соединенным с общей цепью остается лишь один вывод, остальные являются регулировочными и запитываются по одному. Модуль МТТ4К, выпускающийся серийно, является тиристорным ключом, коммутирующим нагрузку через выходы № 1 и 3 при закорачивании контактов № 4 и 5. Пускатель предназначен для нагрузок напряжением менее 0,8 кВ и силой тока менее 0,08 кА. В состав управляющего узла включены: блок питания; узел управления; реле К1.
В качестве блока питания возможно применение трансформаторных устройств на 220 В мощностью до 20 Вт, имеющих на вторичной обвивке напряжение 20–25 В. Для выпрямления тока предполагается применение выпрямителя КЦ402 либо его аналога. Реле К1 предназначено для закорачивания элементов № 4 и 5 при поступлении напряжения от управляющей цепи к обвивке. Для К1 используется любое реле с напряжением, равным 15–20 В.
Инструкция по созданию контактной сварки из СВЧ-печи
Важнейший параметр контактной сварки из микроволновки – длительность влияния на подлежащие обработке заготовки.
Цепь управления точечной контактной сварки
Настройка длительности и регулирование параметров контактной сварки выполняется посредством:
емкостных устройств электролитических с напряжением заряда от 50 В;
коммутаторов П2К с отдельной фиксацией; резисторов R1 и R2;
кнопки КН1 с двумя контактами: нормально-замкнутым и нормально-разомкнутым.
При подключении АВ1 производится зарядка емкостных элементов, подключающихся к питающему блоку и управляющей цепи через П2К. Срок их службы повышается благодаря лимитации тока зарядки посредством R1. Зарядка осуществляется через нормально-замкнутый контактный блок КН1. Этот узел при нажиме КН1 разъединяется, выполняется отключение цепи, емкости по нормально-замкнутой цепь подсоединяются к К1, который срабатывает от тока разрядки конденсаторов.
Блок разъединенных нормально-замкнутых элементов КН1 не позволяет К1 запитаться от блока напрямую. Чем выше общий емкостный объем, тем больше времени требуется для их разряжения, К1 продолжительнее соединяет контакты № 4 и 5 элемента МТТ4К, и, следовательно, длительность импульса сварки увеличивается. При полной разрядке емкостей происходит отключение реле и прекращение функционирования оборудования. Для подготовки прибора к последующим импульсам следует отжать КН1.
Разрядка конденсаторов производится переменным резистором R2, служащим для регулировки импульса.
Особенности модернизации трансформатора
В каждой микроволновой печи присутствует магнетрон. Имеющийся в СВЧ-печке трансформатор имеет меньше витков на первичной обвивке и больше – на вторичной, на которой величина напряжения может доходить до 2 кВ. Удвоитель, если он конструктивно предусмотрен, увеличивает напряжение в 2 раза. Такое свойство особенно важно для сооружения аппарата контактной сварки.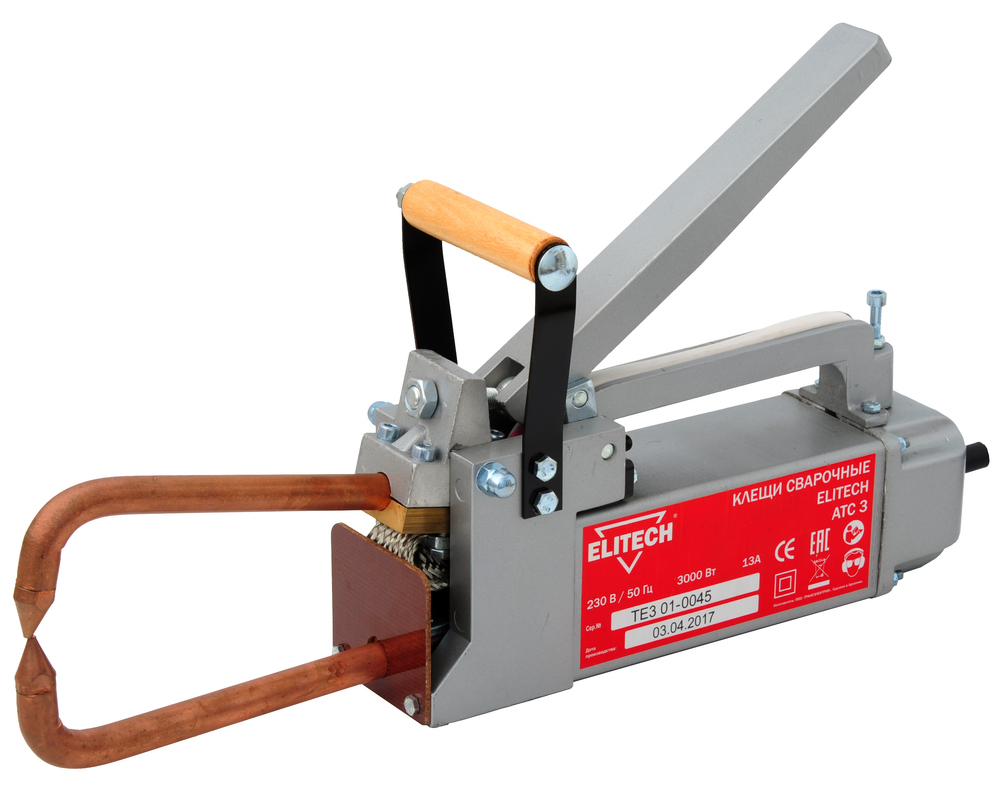
При изъятии трансформаторного устройства нельзя допустить его повреждения. После снятия корпуса микроволновки элемент демонтируется с места закрепления. Для контактной точечной сварки требуются лишь магнитопровод и первичная обмотка трансформатора, подключающаяся к сети. Она обладает малым числом витков и утолщенным проводом.
Вторичная обвивка не потребуется, ее следует аккуратно удалить ударами молотка по зубилу, стараясь не причинить вреда первичной обвивке. Если в микроволновке имеются шунтирующие устройства, их также следует демонтировать. Магнитопровод может не приклеиваться, а устанавливаться на сварке, тогда лучше применить ножовку либо стамеску.
Затем необходимо изготовить новую вторичную обвивку. Для нее потребуется провод сечением от 1 см². Можно взять несколько проводков, но требуемая площадь должна быть сохранена. При необходимости изготовления оборудования для контактной сварки большей мощности единственного трансформирующего элемента будет недостаточно. Тогда следует совместить два прибора, для чего понадобятся две микроволновки. Провод при этом нужно наматывать поочередно через обе катушки, число витков одинаковое во избежание получения противофазы.
Тогда следует совместить два прибора, для чего понадобятся две микроволновки. Провод при этом нужно наматывать поочередно через обе катушки, число витков одинаковое во избежание получения противофазы.
Чем выше мощность трансформатора, тем значительнее может получиться скачок сетевого напряжения при пробном запуске контактной сварки.
Подготовка элементов управления
Основные органы, регулирующие работу устройства для сварки контактным методом, – рычаг управления и выключатель. С их помощью создается необходимое усилие на соединяемых заготовках и клещах. От нажатия зависит прочность создаваемого соединения, потому рекомендуется установить рычаг максимально возможной длины. Повышения прилагаемого усилия можно добиться применением винтов и рычагов, фиксирующихся на рукоятке. Также нужно иметь в виду необходимость надежного закрепления контактной сварки, возможно, для таких целей придется приобрести струбцину. Рубильник ставится в цепь первичной обвивки. Если поставить его во вторую, то не избежать создания повышенного сопротивления, провоцирующего приварку друг к другу электродных стержней, а не соединяемых элементов. Во вторичной обвивке течет ток значительно большей величины, выдержать который сможет не каждый автомат.
Во вторичной обвивке течет ток значительно большей величины, выдержать который сможет не каждый автомат.
Для охлаждения контактной точечной сварки можно установить кулер от ПК. Нельзя пренебрегать необходимостью регулярных пауз в работе для остывания всех частей аппарата.
Процесс сборки контактной точечной сварки из инвертора
Изготовить прибор для контактной сварки можно своими рукам из сварочного аппарата. Полностью весь инвертор не нужен, из него вынимаются только основные элементы: выключатель, трансформатор с блоком питания и система управления.
С трансформатора удаляется вторичная обмотка, вместо нее создается новая из медного провода сечением не менее 200 мм². Она укрывается термобумагой, поверх которой накладывается лак для фиксации и улучшения изоляции. Обе обмотки следует заземлить, так как контакт с находящимися под напряжением элементами из-за высокой мощности тока может быть смертельно опасным. Необходимо следить за плотностью укладки витков, в противном случае между ними могут образоваться замыкания – провода перегреются и перегорят. Также при сборке аппарата для контактной точечной сварки необходимо предусмотреть охлаждение трансформатора. Для этого можно использовать обдуваемые вентиляторами радиаторы. Емкости конденсаторных устройств, имеющихся в некоторых моделях инверторов, для контактной сварки может не хватить, потому при необходимости следует приобрести подходящие по своим характеристикам элементы.
Также при сборке аппарата для контактной точечной сварки необходимо предусмотреть охлаждение трансформатора. Для этого можно использовать обдуваемые вентиляторами радиаторы. Емкости конденсаторных устройств, имеющихся в некоторых моделях инверторов, для контактной сварки может не хватить, потому при необходимости следует приобрести подходящие по своим характеристикам элементы.
Изготовление электродов для контактной сварки
Для эффективного функционирования контактной точечной сварки требуется использование электродов, параметры которых соответствуют особенностям выполнения конкретных работ. Диаметр электродов не должен быть меньше сечения проводков, использующихся для сопряжения с силовым узлом. Для их изготовления применяются медные прутки либо жало, снятое с паяльника.
При сварке контактным способом электроды постепенно изнашиваются и требуют регулярной подточки. По мере износа их придется заменить.
Электроды выполняют следующие функции: прижимают детали; проводят сварочный ток; отводят излишки тепла. При сопряжении прибора для сварки с электродами следует минимизировать количество соединений, подбирать провода как можно меньшей длины во избежание потерь мощности. Электроды для контактной сварки делятся на прямые и изогнутые. Наконечники бывают: плоскими; заостренными; конусообразным. Наиболее распространены наконечники в виде конуса, при этом чем меньше соединяемые сваркой элементы, тем острее подбирается кончик. Для недопущения окислений соединение электродов с проводами осуществляется спайкой.
При сопряжении прибора для сварки с электродами следует минимизировать количество соединений, подбирать провода как можно меньшей длины во избежание потерь мощности. Электроды для контактной сварки делятся на прямые и изогнутые. Наконечники бывают: плоскими; заостренными; конусообразным. Наиболее распространены наконечники в виде конуса, при этом чем меньше соединяемые сваркой элементы, тем острее подбирается кончик. Для недопущения окислений соединение электродов с проводами осуществляется спайкой.
Cамодельная контактная сварка своими руками из инвертора
Время чтения: 9 минут
Сейчас в интернете можно найти десятки статей и инструкций, как сделать своими руками контактную сварку из инвертора. Кто-то считает, что аппарат контактной сварки нужно собирать именно из инвертора, а кто-то говорит, что это пустая трата времени и сил. На самом деле, правы и те, и другие. Вот только первые забывают о том, что основная характеристика контактной сварки — это не только электрический импульс, но и прижимное усилие. Без него невозможно сформировать сварную точку.
Без него невозможно сформировать сварную точку.
Исходя из этого, становится понятно, что внимание нужно обратить не на то, ИЗ ЧЕГО сделана контактная сварка, а НА ТО, каким образом будет обеспечиваться прижимное усилие. Впрочем, давайте обо всем по порядку. В этой статье мы подробно расскажем, как собрать аппарат для контактной сварки своими руками из устройства инверторного типа, и нужен ли вообще инвертор в данной ситуации.
Эта статья предназначена для практикующих мастеров, и не содержит подробных объяснений, которые и так понятны. Если вы новичок, то прочтите другие статьи на нашем сайте, в которых мы рассказываем про аппарат контактной сварки.
Содержание статьи
- Сборка аппарата контактной сварки
- Необходимые инструменты и детали
- Инвертор: нужен или нет?
- Сварочный трансформатор
- Управление аппаратом и рычаги
- Электроды для сварки
- Техника безопасности
- Вместо заключения
Сборка аппарата контактной сварки
Контактная сварка своими руками из инвертора собирается просто и быстро, если у вас есть соответствующие навыки и знания в области электротехники. Еще раз повторяем: эта статья не предназначена для новичка. Здесь не будет долгих пояснений каждого шага. Мы лишь делимся своим опытом сборки контактной сварки. Если вы никогда не держали в руках паяльник и не знаете, как намотать трансформатор, то сначала изучите теорию. И только потом приступайте к сборке аппарата.
Еще раз повторяем: эта статья не предназначена для новичка. Здесь не будет долгих пояснений каждого шага. Мы лишь делимся своим опытом сборки контактной сварки. Если вы никогда не держали в руках паяльник и не знаете, как намотать трансформатор, то сначала изучите теорию. И только потом приступайте к сборке аппарата.
Необходимые инструменты и детали
Для намотки трансформатора вам понадобятся медные провода. Про сечение мы расскажем позже. Но вы можете самостоятельно рассчитать необходимое сечение проводов с помощью формул, которые есть в интернете.
Также вам понадобятся разные мелочи вроде кнопки вкл/выкл, они пойдут на схему управления. Также понадобятся подручные материалы для изготовления рычагов и электродов. Мы подробно расскажем о них по ходу статьи. Не забывайте про изолирующие материалы, без них не обойтись.
Из инструментов понадобится паяльник, припой, стамеска/ножовка.
Инвертор: нужен или нет?
Мы считаем, что контактная сварка из инвертора — это не самое лучшее решение. Тем более, что от самого инвертора вам понадобится разве что трансформатор. Некоторые умельцы умудряются использовать и электронику, но ее все равно нужно кропотливо дорабатывать. Поэтому проще сделать все с нуля из новых компонентов, а не пытаться разобрать инвертор на молекулы.
Тем более, что от самого инвертора вам понадобится разве что трансформатор. Некоторые умельцы умудряются использовать и электронику, но ее все равно нужно кропотливо дорабатывать. Поэтому проще сделать все с нуля из новых компонентов, а не пытаться разобрать инвертор на молекулы.
Вы можете взять из инвертора трансформатор или самостоятельно сделать его. Но мы рекомендуем брать трансы из микроволновых печей, поскольку стоят они дешево, легко модернизируются и отлично подходят для наших целей. Дальнейшие рекомендации будут даны исходя из того, что для сборки мы будем использовать трансформатор от СВЧ.
Сварочный трансформатор
Итак, мы условились, что будем собирать контактную сварку из трансформатора от микроволновки. Сборка из инвертора нецелесообразна, она муторная и неэффективная. Поэтому все дальнейшие рекомендации будут связаны именно с трансформатором от СВЧ. Будьте внимательны.
Начнем с подбора трансформатора. Вам понадобится не любой трансформатор, а только тот вариант, у которого мощность составляет от 1 кВт и выше. Такие ставят в достаточно мощные микроволновки с множеством функций. Вы можете взять трансформатор меньшей мощности, но он тогда ваш аппарат не сможет варить даже металл толщиной в 1 мм. А если вы захотите сделать очень мощный аппарат, то можете взять два трансформатора по 1 кВт каждый и соединить их.
Такие ставят в достаточно мощные микроволновки с множеством функций. Вы можете взять трансформатор меньшей мощности, но он тогда ваш аппарат не сможет варить даже металл толщиной в 1 мм. А если вы захотите сделать очень мощный аппарат, то можете взять два трансформатора по 1 кВт каждый и соединить их.
Предположим, что трансформатор у вас есть. Теперь нужно снять с него вторичку, позже мы будем сами наматывать ее. Очень непросто снять вторичку голыми руками, лучше используйте ножовку или стамеску. Если вторичка намертво приклеена, то ее можно сначала высверлить, а потом отпилить той же ножовкой или отбить молотком.
У вас должен остаться сердечник и первичка. Обычно у трансформаторов от СВЧ первичка сделана из более толстого провода, так что вы точно не перепутаете ее со вторичкой. Также уберите шунты, если они есть. Постаратесь не повредить первичку при демонтаже ненужных частей.
Далее приступаем к намотке новой вторички. Мы использовали упомянутые выше медные провода. Рекомендуем выбирать провода с сечением от 100 мм2. Это довольно толстые провода, но именно такое сечение оптимально в нашем случае. Тем более, вам нужно сделать всего 3-4 витка на всю обмотку. Если вы сможете намотать больше, то в итоге получите более мощное устройство. Но мы рекомендуем остановиться на 3 витках. Это оптимальный вариант для самодельного домашнего аппарата, который не будет варить слишком толстый металл.
Рекомендуем выбирать провода с сечением от 100 мм2. Это довольно толстые провода, но именно такое сечение оптимально в нашем случае. Тем более, вам нужно сделать всего 3-4 витка на всю обмотку. Если вы сможете намотать больше, то в итоге получите более мощное устройство. Но мы рекомендуем остановиться на 3 витках. Это оптимальный вариант для самодельного домашнего аппарата, который не будет варить слишком толстый металл.
Управление аппаратом и рычаги
Систему управления можно собрать на базе электроники из инвертора, но это действительно непросто и затратно. Легче собрать все с нуля и не мучиться с инверторной схемой. Тем более, вам нужна только кнопка вкл/выкл. Также можно добавить регулировку силы тока, но мы не стали это делать. Ведь наша цель — собрать максимально недорогой и при этом рабочий аппарат.
В качестве выключателя можно выбрать любой, какой вам только понравится. Его нужно установить в цепь с первичной обмоткой. И даже не думайте ставить выключатель со вторичной обмоткой, это плохая идея. На вторичке слишком большой ток и он может просто расплавить контакты у выключателя.
На вторичке слишком большой ток и он может просто расплавить контакты у выключателя.
Для сборки рычагов можно использовать металлическую трубу (обязательно изолируйте ее) или деревянную заготовку. И вообще можно использовать любые подручные материалы. Но позаботьтесь о том, чтоб они сами по себе не проводили ток. В нашем случае ток будет проходить к электродам через проводки, закреплённые на рычагах. Такие рычаги будут своеобразными ручками, за которые вы будете браться, прижимая электроды к металлу.
Читайте также: Как сделать сварочные клещи?
Но вам нужно позаботиться ни столько о рычагах, сколько о прижимном усилии. Ведь в контактной сварке металл плавится не только за счет нагрева электродов, но и за счет усилия сжатия.
Сжимать рычаги можно и вручную, если металл тонкий и легко прогревается. В таком случае конструкцию не нудно дорабатывать. Но если вы захотите сварить более-менее толстый металл, то придется все же сделать доработки. Можно сделать более тяжелый рычаг, который за счет своего собственного веса будет обеспечивать дополнительное сжатие. Но в таком случае аппарат нужно жестко зафиксировать на столе.
Но в таком случае аппарат нужно жестко зафиксировать на столе.
Если стационарный аппарат вам не нравится, то можно добавить к рычагу винтовую стяжку. Она устанавливается между рычагом и основанием аппарата. Вариант действенный и надежный.
Вернемся к кнопке включения. Если вы выберите самую простую конструкцию, когда прижимное усилие обеспечивается вручную (вы опускаете рычаг и с помощью своей силы сжимаете заготовку между электродами), то мы рекомендуем поставить кнопку включения так, чтобы при опускании рычага она нажималась. Опустили рычаг — кнопка включилась, аппарат работает. Подняли — аппарат выключился. Это крайне удобно, поскольку одна рука мастера всегда свободна.
Электроды для сварки
Сварочный аппарат для контактной сварки немыслим без электродов. В нашем случае используются медные электроды. Они могут быть самодельными и покупными. Лучше взять покупные, они однозначно будут работать так, как нужно. Тем более, их цена не такая уж большая, чтобы экономить.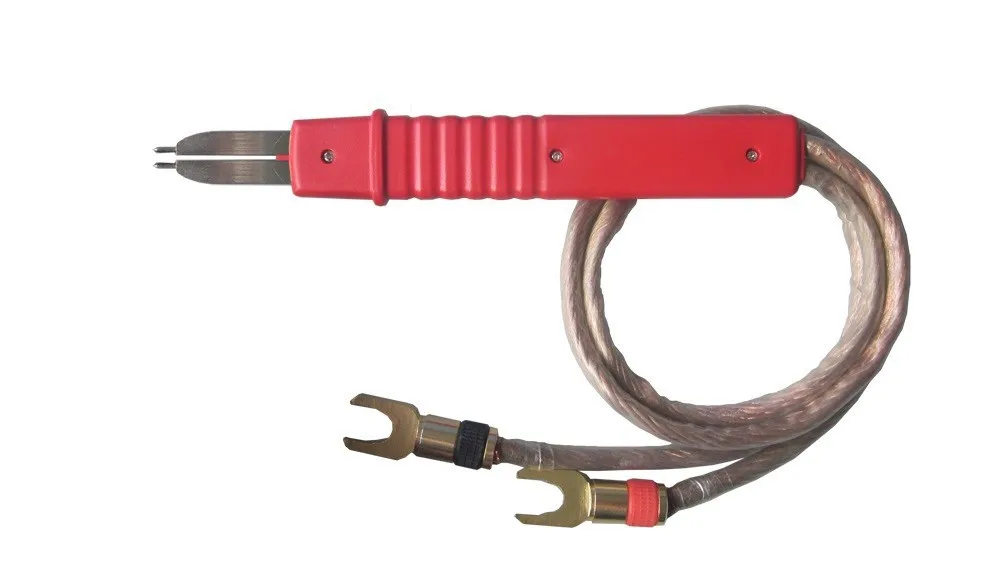
Есть множество форм электродов, но вам нужны самые простые, прямые электроды. Чем больше их диаметр, тем больший диаметр будет у сварной точки. Тем больше сварная точка, тем надежнее соединение. Все просто. Так что подбирайте электроды исходя из своих нужд, а не на глаз. Только так вы получите работающее устройство, которое отлично сварить заготовки. И не будет особых дефектов.
Если вы собираете маломощный аппарат для сварки тонких металлов, то можете в качестве электродов использовать медные наконечники от обычного паяльника. Они отлично проводят ток и годятся для маломощного аппарата.
Также знайте, что электроды — это материал расходный. Нельзя установить одни электроды и использовать их много лет. Если вы видите, что конец электрода начал тупиться, значит пора заменить.
Техника безопасности
Чтобы ваш аппарат работал стабильно и надежно, а ваше здоровье осталось в целости и сохранности, все компоненты нужно тщательно заизолировать с помощью изолирующих материалов. Также при сборке используйте диэлектрики в качестве основы, чтобы избежать несчастных случаев. В идеале стоит внедрить предохранители в электрическую схему, но это не всегда целесообразно. И соблюдайте технику безопасности при сборке аппарат. Не используйте инструменты без изоляции, хотя бы перемотайте их ручки изолентой. Это лучше, чем ничего.
Также при сборке используйте диэлектрики в качестве основы, чтобы избежать несчастных случаев. В идеале стоит внедрить предохранители в электрическую схему, но это не всегда целесообразно. И соблюдайте технику безопасности при сборке аппарат. Не используйте инструменты без изоляции, хотя бы перемотайте их ручки изолентой. Это лучше, чем ничего.
Вместо заключения
Самодельный аппарат — это отличная задумка. Самоделка в любом случае дешевле и проще в применении, чем заводское устройство. Особенно, если дело касается именно контактной сварки. Ведь многие мастера не используют ее на постоянной основе, а лишь нуждаются в аппарате пару раз в году. В таком случае просто нецелесообразно покупать дорогой сварочник в магазине. Легче и разумнее собрать что-то попроще своими руками.
Но учтите, что самодельная контактная сварка из сварочного аппарата потребует от вас определенных навыков и знаний. Схема у такого устройства несложная, но вы должны разбираться в элементарных понятиях. Если вы не можете отличить первичную обмотку от вторичной, то лучше изучайте теорию и только потом приступайте к сборке самодельного аппарата. Желаем удачи в работе!
Если вы не можете отличить первичную обмотку от вторичной, то лучше изучайте теорию и только потом приступайте к сборке самодельного аппарата. Желаем удачи в работе!
Watch this video on YouTube
Толкование термина «без присмотра» в 29 CFR 1926.351 (d) (1) в отношении держателей электродов.
30 апреля 2010 г.
Письмо № 200
-9245
Re: Интерпретация термина «без присмотра» в 29 CFR 1926.35l (d) (l) в отношении держателей электродов.
Вопрос: Если сварщик на мгновение отойдет на шесть футов от своего электрода, электрододержателя и шнура, будут ли электрод и держатель считаться «оставленными без присмотра», так что электрод должен быть удален?
Ответ:
Раздел 1926.351 (d) (l) утверждает:
Если держатели электродов должны оставаться без присмотра, электроды должны быть удалены, а держатели должны быть размещены или защищены таким образом, чтобы они не могли иметь электрический контакт с работниками или проводящими объектами.

Хотя, как вы указываете, в 29 CFR 1926, подраздел J (Сварка и резка) нет определения термина «без присмотра», OSHA интерпретирует этот термин для целей 1926.351 (d) (l) как означающий, что электрододержатель отсутствует. непосредственного контроля сварщика.
Проблема с сварочным оборудованием без присмотра заключается в том, что работник, не обладающий знаниями и не имеющий разрешения на использование этого оборудования, может соприкоснуться или привести проводящий объект в контакт с держателем электрода. Такой контакт может привести к ожогам, непреднамеренному искрению и поражению электрическим током. Таким образом, OSHA будет считать, что электрододержатель находится под непосредственным контролем сварщика, пока он или она может предотвратить несанкционированный контакт с оборудованием. При принятии решения OSHA будет учитывать ряд факторов, в том числе расстояние сварщика от держателя, количество сотрудников в рабочей зоне, может ли сварщик видеть оборудование со своего местоположения, а также соответствующие условия окружающей среды, например. g., уровни шума, из-за которых сварщику может быть сложно устно предупредить приближающегося сотрудника, чтобы тот держался подальше от электрододержателя. В загруженной рабочей зоне с большим количеством сотрудников электрододержатель обычно оказывается вне зоны непосредственного контроля сварщика, как только сварщик отходит от оборудования. С другой стороны, если сварщик работает один за столом в строго контролируемой рабочей зоне, он или она может сохранить немедленный контроль над держателем, даже если он или она отойдет на несколько футов от оборудования, пока оборудование остается. с его или ее точки зрения, и условия окружающей среды позволяют ему или ей предупредить приближающегося сотрудника, чтобы тот избегал держателя. 1
g., уровни шума, из-за которых сварщику может быть сложно устно предупредить приближающегося сотрудника, чтобы тот держался подальше от электрододержателя. В загруженной рабочей зоне с большим количеством сотрудников электрододержатель обычно оказывается вне зоны непосредственного контроля сварщика, как только сварщик отходит от оборудования. С другой стороны, если сварщик работает один за столом в строго контролируемой рабочей зоне, он или она может сохранить немедленный контроль над держателем, даже если он или она отойдет на несколько футов от оборудования, пока оборудование остается. с его или ее точки зрения, и условия окружающей среды позволяют ему или ей предупредить приближающегося сотрудника, чтобы тот избегал держателя. 1
В своем письме вы спрашиваете о конкретном сценарии, в котором опытный сварщик отходит на шесть футов от электрододержателя, чтобы взять шлаковый молоток или уровень из сварочного ведра. Будет ли держатель «без присмотра» в этом сценарии, зависит от того, сохраняет ли сварщик немедленный контроль над оборудованием, принимая во внимание факторы, описанные выше. Если сварщик находится в контролируемой среде, в рабочей зоне нет других сотрудников и оборудование постоянно находится в поле его зрения, он или она может отойти на шесть футов от держателя, при этом держатель не будет считаться без присмотра.Однако, если сварщик находится в активной, шумной рабочей зоне в окружении других рабочих, и он находится в шести футах от держателя, OSHA сочтет держатель оставленным без присмотра, и стандарт потребует снятия электрода.
Если сварщик находится в контролируемой среде, в рабочей зоне нет других сотрудников и оборудование постоянно находится в поле его зрения, он или она может отойти на шесть футов от держателя, при этом держатель не будет считаться без присмотра.Однако, если сварщик находится в активной, шумной рабочей зоне в окружении других рабочих, и он находится в шести футах от держателя, OSHA сочтет держатель оставленным без присмотра, и стандарт потребует снятия электрода.
Если вам нужны дополнительные разъяснения по этому вопросу, свяжитесь с нами по факсу: 202-693-1689. Министерство труда США, Управление строительства, Управление строительных стандартов и руководств. Вы также можете связаться с нами по почте в указанном выше офисе, комната N3468, авеню Конституции 200, N.W., Вашингтон, округ Колумбия, 20210, хотя получение корреспонденции по почте будет происходить с задержкой.
С уважением,
Билл Парсонс, исполняющий обязанности директора
Дирекция строительства
1 В других контекстах OSHA заняла позицию, согласно которой оператор считается обслуживающим оборудование, если он или она находится в пределах двадцати пяти (25) футов от оборудования, а оборудование остается в поле зрения. Например, 29 C.F.R. 1910.178 (m) (5), положение General Industry для промышленных грузовиков, предусматривает: «(ii) Промышленный грузовой автомобиль с приводом остается без присмотра, когда оператор находится на расстоянии 25 футов или более от транспортного средства, которое остается в его поле зрения, или всякий раз, когда оператор уезжает. автомобиль и это не в его поле зрения.«И в письме Питеру Кучинскому от 11 мая 2005 г., OSHA высказало мнение, что для целей 29 CFR 1926.302 (e) (6) (Пороховые инструменты), запрещающего оставлять нагруженные инструменты без присмотра,« инструмент является считается присутствующим, когда. . . рабочий, находясь в поле зрения инструмента, находится на расстоянии менее 25 футов «. (Это письмо доступно на веб-сайте OSHA по адресу http://www.osha.gov/pls/oshaweb/owadisp.show_document?p_table=INTERPRETATIONSp_id=25O67) OSHA считает, что существуют фундаментальные различия между опасностями, о которых идет речь в этих ситуациях, и опасностями, устраненными к 1926 году.
Например, 29 C.F.R. 1910.178 (m) (5), положение General Industry для промышленных грузовиков, предусматривает: «(ii) Промышленный грузовой автомобиль с приводом остается без присмотра, когда оператор находится на расстоянии 25 футов или более от транспортного средства, которое остается в его поле зрения, или всякий раз, когда оператор уезжает. автомобиль и это не в его поле зрения.«И в письме Питеру Кучинскому от 11 мая 2005 г., OSHA высказало мнение, что для целей 29 CFR 1926.302 (e) (6) (Пороховые инструменты), запрещающего оставлять нагруженные инструменты без присмотра,« инструмент является считается присутствующим, когда. . . рабочий, находясь в поле зрения инструмента, находится на расстоянии менее 25 футов «. (Это письмо доступно на веб-сайте OSHA по адресу http://www.osha.gov/pls/oshaweb/owadisp.show_document?p_table=INTERPRETATIONSp_id=25O67) OSHA считает, что существуют фундаментальные различия между опасностями, о которых идет речь в этих ситуациях, и опасностями, устраненными к 1926 году.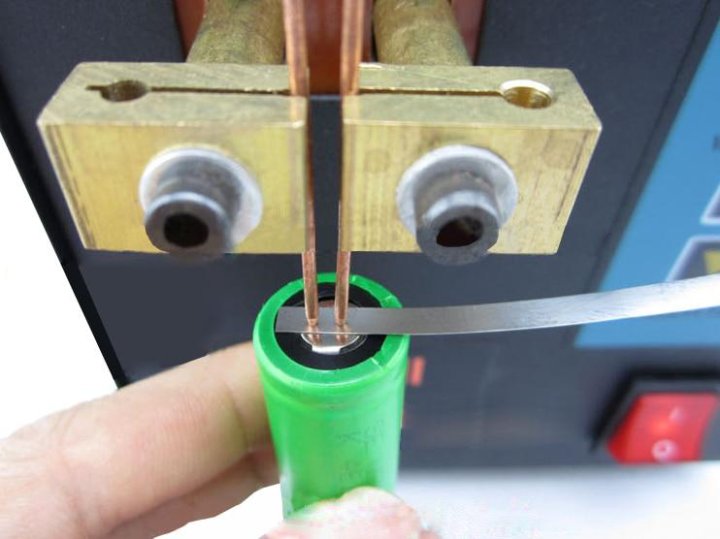 35l (d), которые оправдывают принятие другого толкования термина «необслуживаемый» для сварочного оборудования. Опасности поражения электрическим током, рассматриваемые в 1926.351 (d) (l), являются более непосредственными, чем опасности, связанные с несанкционированной эксплуатацией промышленных тележек с приводом или пороховых инструментов. В то время как неуполномоченный сотрудник может быть травмирован сразу же при контакте с электрододержателем, промышленные грузовики с электроприводом и порошковые инструменты не представляют такой опасности непосредственного контакта; в обоих этих сценариях неуполномоченный сотрудник должен будет что-то сделать с оборудованием или с ним, прежде чем произойдет травма.У сварщиков просто не так много времени, чтобы среагировать, чтобы предотвратить травму приближающегося сотрудника. По этой причине OSHA принимает более строгое толкование термина «без присмотра» в контексте 1926.35l (d). [к тексту]
35l (d), которые оправдывают принятие другого толкования термина «необслуживаемый» для сварочного оборудования. Опасности поражения электрическим током, рассматриваемые в 1926.351 (d) (l), являются более непосредственными, чем опасности, связанные с несанкционированной эксплуатацией промышленных тележек с приводом или пороховых инструментов. В то время как неуполномоченный сотрудник может быть травмирован сразу же при контакте с электрододержателем, промышленные грузовики с электроприводом и порошковые инструменты не представляют такой опасности непосредственного контакта; в обоих этих сценариях неуполномоченный сотрудник должен будет что-то сделать с оборудованием или с ним, прежде чем произойдет травма.У сварщиков просто не так много времени, чтобы среагировать, чтобы предотвратить травму приближающегося сотрудника. По этой причине OSHA принимает более строгое толкование термина «без присмотра» в контексте 1926.35l (d). [к тексту]
Вольфрамовые электроды | ABICOR BINZEL
Вольфрамовые электроды | АБИКОР БИНЗЕЛЬDeutschland | английский
Везде, где создаются точно обработанные сварные швы, свариваются высококачественные материалы и создаются точные сварные швы, требуется сварка TIG и хорошие вольфрамовые электроды. При сварке вольфрамовым электродом в среде инертного газа (TIG), помимо горелки, источника питания и защитного газа, важным фактором для достижения оптимальных результатов является неплавкий термостойкий вольфрамовый электрод.
При сварке вольфрамовым электродом в среде инертного газа (TIG), помимо горелки, источника питания и защитного газа, важным фактором для достижения оптимальных результатов является неплавкий термостойкий вольфрамовый электрод.
Ассортимент сварочных электродов TIG очень обширен. Самое позднее, когда дело доходит до выбора правильного электрода для сварки TIG для вашей собственной сварочной задачи, вы столкнетесь с проблемой цветовой кодировки вольфрамовых электродов. Отдельные типы электродов отмечены разными цветами.
Как следует из названия, основным компонентом вольфрамовых электродов является вольфрам. За исключением зеленого сварочного электрода TIG, изготовленного из чистого вольфрама, все остальные изготавливаются с оксидными добавками, такими как оксид циркония, оксид лантана, оксид церия или оксид тория. Другие содержат оксидные добавки с редкоземельными элементами. Вы найдете их действие и свойства в разделе «Сварочные электроды TIG и их цветовая кодировка или легирование» на этой странице.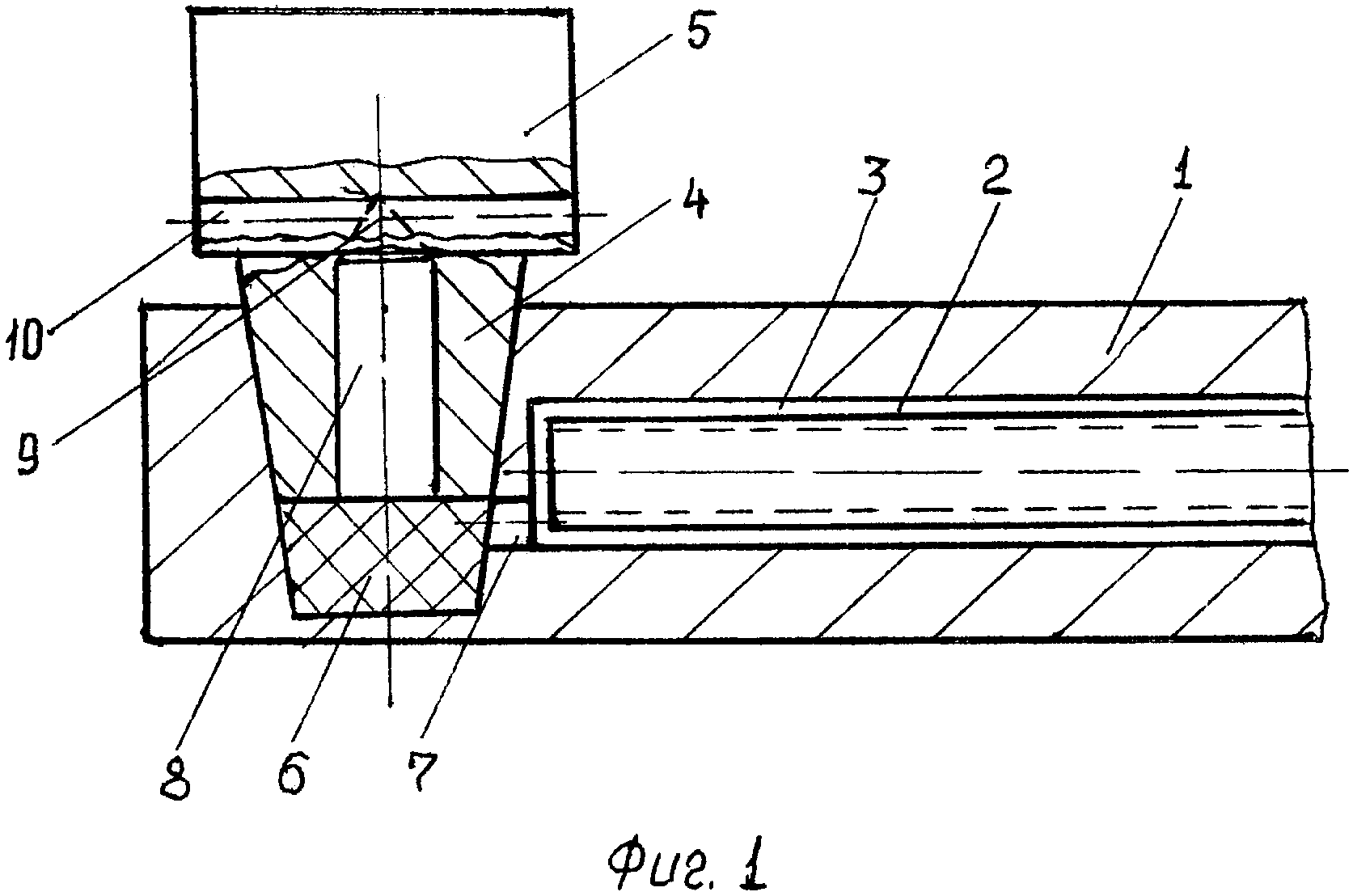
При выборе вольфрамового электрода необходимо учитывать следующие аспекты:
- Тип вольфрамового электрода
- Диаметр электрода
- Качество шлифования и шероховатость электрода
- Геометрия наконечника сварочного электрода TIG
Краткий обзор всей информации
Сварочные электроды TIG и их цветовая кодировка или легирование — типы вольфрамовых электродов
E3 ® Подходит вольфрамовый электрод E3 ® (фиолетовый), разработанный ABICOR BINZEL с оксидами редкоземельных элементов в качестве легирующих элементов для сварки постоянным (DC) и переменным (AC) током.С ним можно сваривать практически любой металл. Благодаря своим превосходным воспламеняющим свойствам он также часто используется в автоматизированных процессах. В процессе сварки температура электрода остается постоянно низкой, что, в свою очередь, обеспечивает лучшую токонесущую способность и более длительный срок службы по сравнению с торированными электродами. Последние могут использоваться только в исключительных случаях из-за их чрезвычайно вредного воздействия.
Последние могут использоваться только в исключительных случаях из-за их чрезвычайно вредного воздействия.
Цветовая маркировка оксидов редкоземельных элементов:
WLaЭтот вольфрамовый электрод в основном используется для сварки нелегированных и высоколегированных сталей, алюминия, титана, медных и магниевых сплавов.Его легирующий элемент, оксид лантана , делает его пригодным как для сварки на постоянном, так и на переменном токе, как и E3 ® . Золотой сварочный электрод TIG также используется при микроплазменной сварке.
Цветовая кодировка с оксидом лантана:
- Черный = WLa 10 — с содержанием оксида лантана от 0,8 до 1,2%
- Золото = WLa 15 — с 1,3 до 1,7% оксида лантана
- Синий = WLa 20 — с 1,7 до 2,2% оксида лантана
Легирующий элемент оксид церия делает этот сварочный электрод TIG более эластичным, чем электрод с чистым вольфрамом, но меньше, чем электроды из E3® и лантана. Этот тип вольфрамового электрода используется в основном в диапазоне средних и низких токов для сварки нелегированных и высоколегированных сталей, а также сплавов алюминия, меди, никеля, титана и магния. Их можно использовать как для сварки на переменном токе, так и на постоянном токе, но хуже, чем электрод E3 ® от ABICOR BINZEL.
Этот тип вольфрамового электрода используется в основном в диапазоне средних и низких токов для сварки нелегированных и высоколегированных сталей, а также сплавов алюминия, меди, никеля, титана и магния. Их можно использовать как для сварки на переменном токе, так и на постоянном токе, но хуже, чем электрод E3 ® от ABICOR BINZEL.
Цветовая кодировка с оксидом церия:
- Серый = WCe 20 — с содержанием оксида церия от 1,8 до 2,2%
Зеленый нелегированный вольфрамовый электрод был разработан для сварки синусоидальным переменным током, особенно легких металлов.Он не подходит для сварки постоянным током. Поскольку зеленый электрод из чистого вольфрама предотвращает образование чистой прямоугольной волны из-за своей инерции и высокой работы выхода, не рекомендуется использовать этот сварочный электрод с инверторными источниками питания. Идеальной заменой зеленого вольфрамового электрода является E3®.
Цветовая маркировка с использованием чистого вольфрама:
- Зеленый = W — изготовлен из чистого вольфрама без каких-либо оксидных компонентов
Этот вольфрамовый электрод, содержащий легирующий элемент оксид циркония , снижает риск загрязнения сварочной ванны.Этот сварочный электрод TIG в основном используется для сварки на переменном токе, поскольку он не только в ограниченной степени подходит для сварки постоянным током. При сварке на переменном токе этот легирующий элемент обеспечивает очень стабильный купол. С другой стороны, вольфрамовый электрод с диоксидом циркония также не воспламеняется.
Цветовая маркировка с оксидом циркония:
- Белый = WZr 08 — с содержанием оксида циркония от 0,7 до 0,9%
Качество шлифования и шероховатость электрода
Прежде чем использовать вольфрамовый электрод, его необходимо отшлифовать, поскольку помимо качества шлифования на дугу влияет направление шлифования. Важно при заточке иглы TIG: Направление заточки должно быть продольным (осевым) по отношению к электроду! Скос в поперечном (радиальном) направлении к сварочному электроду TIG вызывает очень беспокойную и нестабильную дугу. Кроме того, при неправильном шлифовании мельчайшие частицы вольфрама могут попасть в сварочную ванну и загрязнить ее. Вольфрамовый электрод с осевой шлифовкой имеет хорошие зажигательные свойства, стабильную дугу и благоприятную электронную эмиссию.
Важно при заточке иглы TIG: Направление заточки должно быть продольным (осевым) по отношению к электроду! Скос в поперечном (радиальном) направлении к сварочному электроду TIG вызывает очень беспокойную и нестабильную дугу. Кроме того, при неправильном шлифовании мельчайшие частицы вольфрама могут попасть в сварочную ванну и загрязнить ее. Вольфрамовый электрод с осевой шлифовкой имеет хорошие зажигательные свойства, стабильную дугу и благоприятную электронную эмиссию.
Геометрия наконечника сварочного электрода TIG
Универсальный электрод ABICOR BINZEL для сварки TIG E3 ® обеспечивает наилучший результат сварки, если он заточен под углом 60 градусов и используется в предполагаемом диапазоне тока.Более острые углы около 30 градусов больше подходят для более низкого диапазона тока. В этом случае лучше перейти на более тонкий электрод.
При более тупом угле шлифования в 60 градусов можно получить более узкую сварочную ванну, большую токонесущую способность и более длительный срок службы.
Выбор подходящего вольфрамового электрода для сварки TIG
В таблице ниже показаны наиболее распространенные типы вольфрамовых электродов, включая их пригодность и свойства. Этот обзор наверняка поможет вам подобрать подходящий сварочный электрод TIG для вашего собственного процесса сварки.
На иллюстрации ясно показано, что E3® может применяться повсеместно и обладает лучшими характеристиками во всех направлениях:
| E3 ® фиолетовый | WLa 15 золото | WLa 20 синий | WCe 20 серый | WP зеленый | WZr 08 белый | |
| Минусовой полюс постоянного тока | +++ | ++ | +++ | + | – | – |
| Переменный ток | +++ | + | + | + | + | ++ |
| Устойчивость дуги | ++ | + | ++ | + | – | ++ |
| Воспламеняемость | ++++ | ++ | +++ | + | – | + |
| Срок службы | ++++ | ++ | +++ | + | + | ++ |
| Свариваемые высоколегированные стали | ++++ | +++ | +++ | +++ | – | – |
| Алюминий, свариваемый | ++++ | + | + | + | ++ | ++ |
Блоги о сварке TIG и вольфрамовых электродах
Электроды видео вольфрамовые
Главный офис Александр Бинцель SchweisstechnikGmbH & Co.
 KGKiesacker 7-9
KGKiesacker 7-9 35418 Buseck Google Maps 0049 (0) 64 08 / 59-0 Канал ABICOR BINZEL на YouTube Посетите канал нашей компании на YouTube и узнайте больше об ABICOR BINZEL. © 2021 ABICOR BINZEL Изменить настройки файлов cookie
Нам нужно ваше согласие на загрузку сервиса Youtube!
Мы используем Youtube для встраивания контента, который может собирать данные о вашей деятельности.Пожалуйста, просмотрите детали и примите услугу, чтобы увидеть это содержание.Stick Welding — Изучите основные принципы выбора электродов, методов сварки и настроек аппарата.
Эта страница посвящена сварке штангой и разбита на три раздела:
Сварка штангой- Общий обзор терминов по сварке штангой, часто задаваемых вопросов, основного оборудования и принципов работы сварки штангой.
- Безопасность сварщика, подготовка стыков, выбор электродов
и установка оборудования. - Методы сварки штангой и основные рекомендации по обработке различных металлов.

Что такое ручная сварка?
Ручная сварка технически определяется как «дуговая сварка защищенного металла». Термин «сварка палкой» — это общепринятый жаргонный термин, принятый в сварочной промышленности, потому что электрод, сваривающий металл, имеет форму «стержня».
Сленговый термин «сварка стержнем» происходит от типа электродов стержневого типа, используемых для сварки, как показано на этом рисунке.Самое простое объяснение того, как работает ручная сварка.Сварка палкой — это форма сварки, при которой используется электричество для расплавления металлического присадочного стержня / электрода / стержня (электрод — это правильный термин), который плавит и металлическое соединение, и электрод одновременно, чтобы соединить два куска металла вместе и заполнить соединение присадочный металл заодно.
Оборудование для сварки штангой
Оборудование для сварки штангой — это самый простой из всех процессов электродуговой сварки. Устройство для ручной сварки состоит из четырех частей:
Устройство для ручной сварки состоит из четырех частей:
- Источник питания постоянного напряжения (CV) / Устройство для ручной сварки.
- Держатель электрода / стержня.
- Зажим заземления.
- Электроды / стержни для сварки штангой.
Сварка палкой на переменном или постоянном токе?
Сварочные аппараты для стержневой сварки могут работать как на переменном, так и на постоянном токе, в зависимости от типа используемого электрода. Источник питания постоянного тока может сделать что угодно для большинства тяжелых промышленных работ или любителей. Кондиционер используется очень редко. Источники питания для ручной сварки имеют постоянное напряжение или CV, а это означает, что напряжение остается неизменным во время сварки, а сила тока колеблется в зависимости от длины дуги при сварке.
Какая мощность или сила тока мне нужны для аппарата для ручной сварки?
Сварочный аппарат на 140 А — это более чем достаточно мощности, чтобы сварить что угодно! Многие люди увлекаются пропагандой производителя о «максимальной толщине металла» и в конечном итоге покупают большой сварочный аппарат. Это всего лишь тактика продаж! Я работал на верфях, электростанциях и в цехах тяжелого производства, и мне редко нужно больше 130 ампер. При токе 130 А можно сваривать металлы неограниченной толщины. Вы просто не собираетесь сваривать пластину толщиной 1 дюйм за один шов! Мы свариваем корпуса кораблей толщиной в 1 дюйм с током всего 120 ампер.
Это всего лишь тактика продаж! Я работал на верфях, электростанциях и в цехах тяжелого производства, и мне редко нужно больше 130 ампер. При токе 130 А можно сваривать металлы неограниченной толщины. Вы просто не собираетесь сваривать пластину толщиной 1 дюйм за один шов! Мы свариваем корпуса кораблей толщиной в 1 дюйм с током всего 120 ампер.
В чем разница между сваркой Stick, MIG и TIG?
Ручная сварка и сварка TIG используют один и тот же источник питания постоянного напряжения, и сварочный аппарат Stick можно адаптировать к сварке TIG, просто добавив горелку.
Для сварки MIG используется источник постоянного тока или CC, и он не подходит для сварки Stick и TIG. Плюс MIG и Stick нуждаются в баллоне с защитным газом для сварки, а сварщикам MIG нужна система подачи проволоки вместо одного электрода для подачи сварочного шва.
Сколько стоит оборудование для сварочной сварки?
Все зависит от того, какой бренд вы выберете, для чего он вам нужен и на что готовы потратить!
Хороший сварочный аппарат начального уровня / профессиональный сварочный аппарат, такой как Longevity StickWeld 140 на картинке ниже, будет стоить менее 300 долларов США или около 25 долларов в месяц при финансировании, он очень портативный, весит всего 13 фунтов, работает от 110 или 220 вольт и может делать все, что угодно. тебе нужно. Та же самая установка также может быть преобразована в сварочный аппарат TIG, который может сваривать сталь и нержавеющую сталь, просто добавив горелку TIG и баллон с защитным газом.
тебе нужно. Та же самая установка также может быть преобразована в сварочный аппарат TIG, который может сваривать сталь и нержавеющую сталь, просто добавив горелку TIG и баллон с защитным газом.
Аппараты для ручной сварки более высокого уровня могут стоить более 10 000 долларов США, но они используются для тяжелого промышленного производства, и большинству людей и предприятий не требуется половина наворотов или такой тип энергии. Ниже представлен список производителей качественного сварочного оборудования. Ни в коем случае не покупайте сварщиков Harbour Freight или каких-либо дешевых брендов! Независимо от того, насколько вы хороший сварщик, будет сложно сделать хороший сварной шов!
- Сварщик с долгим сроком службы — отличное оборудование начального уровня, которое также подходит для профессионального уровня.
- Сварочные аппараты Everlast — еще одно отличное сварочное оборудование начального уровня, выходящее за рамки профессионального уровня.
- ESAB — Один из лучших производителей сварочного оборудования промышленного качества, высочайшего качества, но недешевый.
- Miller — Еще одна отличная марка промышленного качества
и ее оборудование может делать все, что угодно, но цена также высока. - Lincoln Electric — они существуют уже давно, и они делают хорошие сварочные аппараты промышленного класса, хорошо известные для сварки трубопроводов.

Сколько времени нужно, чтобы научиться сварке клеем?
Все зависит от того, чем ты хочешь заниматься? Если вы просто хотите провести общий ремонт и начать работу, я бы сказал, что 5 часов практики помогут вам отремонтировать сломанное крыло трактора или сварить стеллажную систему. Ваш сварной шов не будет выглядеть хорошо, и он, вероятно, будет действительно грубым, но он должен держаться.
Если вы хотите работать сварщиком начального уровня, по крайней мере, 500 часов обучения. Сварка промежуточного уровня требует около 900 часов практики. Если вы собираетесь сделать карьеру и хотите прилично заработать на сварке труб, рассчитывайте на 1200 часов плюс период обучения или от 18 месяцев до двух лет обучения.
Если вы собираетесь сделать карьеру и хотите прилично заработать на сварке труб, рассчитывайте на 1200 часов плюс период обучения или от 18 месяцев до двух лет обучения.
Если вас интересует обучение, вы можете найти здесь местные школы сварки.
Что можно сварить с помощью сварочного аппарата?
Аппараты для ручной сварки лучше всего подходят для толстых металлов и не подходят для тонких листов. Они отлично подходят для изготовления металлоконструкций, крепления сельскохозяйственного оборудования, ремонта тракторов, судостроения, строительства электростанций, сварки труб и любого металла толщиной 1/16 и более.Если вы имеете дело с листовым металлом, приобретите аппарат TIG или MIG! Вы можете сварным швом:
- Сталь
- Нержавеющая сталь
- Сплавы на никелевой основе
- Хром
- Нержавеющая сталь и обычная сталь
- Алюминий (не лучший выбор, но он справляется)
Как работает сварка прилипанием ?
Сварка работает так. Сначала вам нужно подключить держатель сварочного стержня и зажим заземления к источнику сварочного тока. Затем подсоедините зажим заземления сварочного аппарата к металлу.Наконец, вы вставляете сварочный стержень в электрододержатель и ударяете по той области, где вы хотите начать сварку, как спичку. Стержень или электрод начинают гореть и осаждать металл в стыке, и получается сварной шов.
Сначала вам нужно подключить держатель сварочного стержня и зажим заземления к источнику сварочного тока. Затем подсоедините зажим заземления сварочного аппарата к металлу.Наконец, вы вставляете сварочный стержень в электрододержатель и ударяете по той области, где вы хотите начать сварку, как спичку. Стержень или электрод начинают гореть и осаждать металл в стыке, и получается сварной шов.
Здесь происходит то, что электричество от сварочного аппарата проходит через стержень и дугу в точке контакта, создавая температуру до 7000 ° F. Теперь стержень начинает плавиться и покрытие вокруг стержень создает защиту от кислорода, который загрязняет сварной шов.Вот почему сварка штучной сваркой технически называется дуговой сваркой SMAW / дуговой сваркой в защитном металлическом корпусе. Это экран вокруг металлического электрода, из-за которого возникает дуга. Когда вы перемещаете стержень по стыку, он продолжает плавиться (больше похоже на брызги металла, попадающие на стык), образуя кратер и заполняя стык.
Основные правила техники безопасности при сварке
В отличие от многих других профессий, где проповедуют безопасность и где могут произойти несчастные случаи и травмы, неудачи при сварке в основном неизбежны, если правила техники безопасности не соблюдаются в буквальном смысле! Сварка без надлежащих средств защиты серьезно навредит вам без исключения… И даже может убить! Отнеситесь к этому серьезно.
Надлежащее защитное оборудование для сваркиПервое, что вам нужно сделать, это получить соответствующую одежду и защитное снаряжение.Кроме того, вам может понадобиться вентилятор, если вы будете находиться в замкнутом пространстве. Сварочный дым токсичен! Вам понадобится следующее базовое оборудование:
- Сварочный шлем
- Хлопковая рубашка с длинным рукавом или кожаная сварочная куртка.
- Кожаные сварочные перчатки.
- Брюки из хлопка или любых негорючих материалов.
- Кожаная или огнеупорная обувь.
- Респиратор или вентилятор, если вентиляция является проблемой.
- Огнетушитель, если вокруг легковоспламеняющиеся материалы.

Даже при наличии подходящего защитного снаряжения (также известного как СИЗ или средства индивидуальной защиты) ваша одежда может загореться и получить ожоги от искр и расплавленного металла. Одна из самых больших ошибок — носить кроссовки! Рано или поздно падающий расплавленный металл прожжет дыру в крышке, и все, что вы можете сделать, это выдержать ожог, пока он не остынет!
Сварщик мгновенно прожигает. Все, что я сделал, это ненадолго расстегнул свою кожаную куртку в течение дня с температурой 105 градусов, потому что мне было жарко! После многих лет сварки я могу сказать вам из первых рук, что сварка очень опасна, если вы небезопасны или опрометчивы.Наиболее частая травма называется «вспышкой». Я еще не встречал сварщика, который бы не обгорел. Вспышка исходит от ультрафиолетового света, который излучает сварочный стержень. Технически вспышка — это УФ-излучение. Это как получить солнечный ожог на незащищенных открытых участках тела.
Хуже всего то, что свет сварочной дуги попадает прямо в глаза. Кажется, будто в ваших глазах песок, но на самом деле это волдыри на глазных яблоках, как и волдыри от солнечных ожогов на коже.
Лучшая часть вспышки — это то, что вы не узнаете ее до тех пор, пока она у вас не появится позже той ночи или дня. Не забудьте пойти на пляж и в ту ночь вы поймете, что завтра будете похожи на омара! Да вот и все.
Также случаются ожоги третьей степени, и если вы промокнете от пота или в дождливую погоду, вы, скорее всего, испытаете шок. Кроме того, не выполняйте сварку рядом с легковоспламеняющимися материалами, это может привести к возгоранию или взрыву. Сварщики часто поджигают одежду от искр или тепла. Прочтите предупреждающие надписи на вашем оборудовании и делайте, как сказано!
Подготовка сварного шва
Свариваемая зона должна быть как минимум очищена от прокатной окалины, ржавчины, масла, воды и краски. Даже у лучших сварщиков, в которых присутствуют эти вещества, сварной шов будет слабым и ужасно выглядящим. Большой секрет лучших сварщиков в том, что они сваривают только чистые стыки! Если он не чистый, не трогай его!
Большой секрет лучших сварщиков в том, что они сваривают только чистые стыки! Если он не чистый, не трогай его!
Как правило, вы хотите отшлифовать сварное соединение до блестящего металла минимум на 1 дюйм назад.Некоторые работы требуют шлифовки на 2 дюйма назад.
Труба с прокатной окалиной, зачищенная на глубину не менее 1 дюйма.Я сварил снаружи после дождя, чтобы закончить работу, которая была перенесена за пределы цеха, и я не мог понять, почему мой сварной шов выглядел так плохо и был таким пористым. На сварном шве были пятна, похожие на выскакивающие пузыри! Я высушил участок, измельчил его и подумал, что все в порядке. Чего я не ожидал, так это того, что тепло от сварки притягивало воду, которая была скрыта внизу.
Итак, я налил воды рядом с тем местом, где собирался сварить.Я думал, что тепло испарит воду по бокам и сохранит зону сварного шва сухой. Звучит логично, не так ли? Совершенно неверно! Я не мог поверить своим глазам! Вода сбоку всасывалась в сварной шов, и когда я поднял шлем, вода поднималась вверх по горячему шву!
Урок усвоен! Подготовка швов является обязательной, и она может буквально повредить сварной шов. В конце концов, сварной шов сломался, и мне пришлось отшлифовать его и начать все заново.
В конце концов, сварной шов сломался, и мне пришлось отшлифовать его и начать все заново.
Обозначения электродов для сварки стержневыми электродами / SMAW
Перед тем, как выбрать электрод для сварки, необходимо понять, что означают обозначения электродов.Это означает буквы и цифры на электроде. Ниже приведены два наиболее часто используемых сварочных электрода. E6010 и E7018.
Много лет назад электроды для сварки штангой начинали обозначаться буквой «E», что означало электрод. В наши дни на многих удилищах есть только номера.
Первые два числа на электроде указывают на прочность присадочного металла для сварки. Электрод 6010, использующий первые две цифры (60XX), обеспечивает минимум 60 000 фунтов прочности на разрыв на квадратный дюйм сварного шва.7018 имеет предел прочности на разрыв 70 000 фунтов на квадратный дюйм. Для сравнения, обычная сталь марки A36 имеет предел прочности на разрыв 36 000 фунтов на квадратный дюйм. Сварной шов обычно в два раза прочнее стали, которую он сваривает!
Если вам интересно, к чему относятся две последние цифры, так это к потоку или экранированию стержня. Чем выше число, тем больше защиты, флюса или металла наносится при сварке. Они добавляют во флюс металлический порошок, чтобы увеличить скорость наплавки.A (XX10) имеет намного меньшее покрытие, чем (XX18).
Чем выше число, тем больше защиты, флюса или металла наносится при сварке. Они добавляют во флюс металлический порошок, чтобы увеличить скорость наплавки.A (XX10) имеет намного меньшее покрытие, чем (XX18).
Выбор стальных электродов для сварки стержневыми электродами / SMAW
Вот список электродов для стальных стержневых электродов с указанием их назначения и положений, с помощью которых можно сваривать их.
Сварной шов палкой, выполненный с использованием E7018- 6010, глубокое проплавление хорошо работает во всех положениях и отлично подходит для более грязных металлов. Также используется для сварных швов с открытым корнем.
- 6011 Глубокое проплавление хорошо работает во всех положениях и отлично подходит для более грязных металлов.
- 6013 Мягкое проплавление хорошо работает во всех положениях и требует более чистого шва.
- 7018 мягкое проникновение хорошо работает во всех положениях и лучше всего работает с чистыми металлами.
- 7024 Мягкое проплавление хорошо работает в плоском положении и требует чистого шва.

Для большинства людей три лучших электрода для использования:
- Для фиксации ржавых и грязных металлов E6010 — лучший выбор. Он прожигает много мусора, действительно сваривает во всех положениях и имеет глубокое проплавление.
- Для универсальной сварки одним простым в использовании электродом ничто не сравнится с E6013! У него приличное проплавление, с ним очень легко сваривать, и шов выглядит намного более гладким, чем у E6010.
- Если у вас чистый металл и вам нужен красивый сварной шов во всех положениях, E7018 в значительной степени является отраслевым стандартом.
Выбор электрода для сварки нержавеющей стали Stick / SMAW
Выбор электрода для сварки нержавеющей стали зависит от марки нержавеющей стали, которую вы свариваете. Вот два наиболее распространенных электрода из нержавеющей стали:
- E308L-16 — самый обычно используется.Применяется для сварки нержавеющей стали марок 304 и 304. На картинке выше показано, как он сваривается.
- E309L-16 используется для сварки нержавеющей стали с обычной сталью. Картинка ниже сделана для E309L-16.
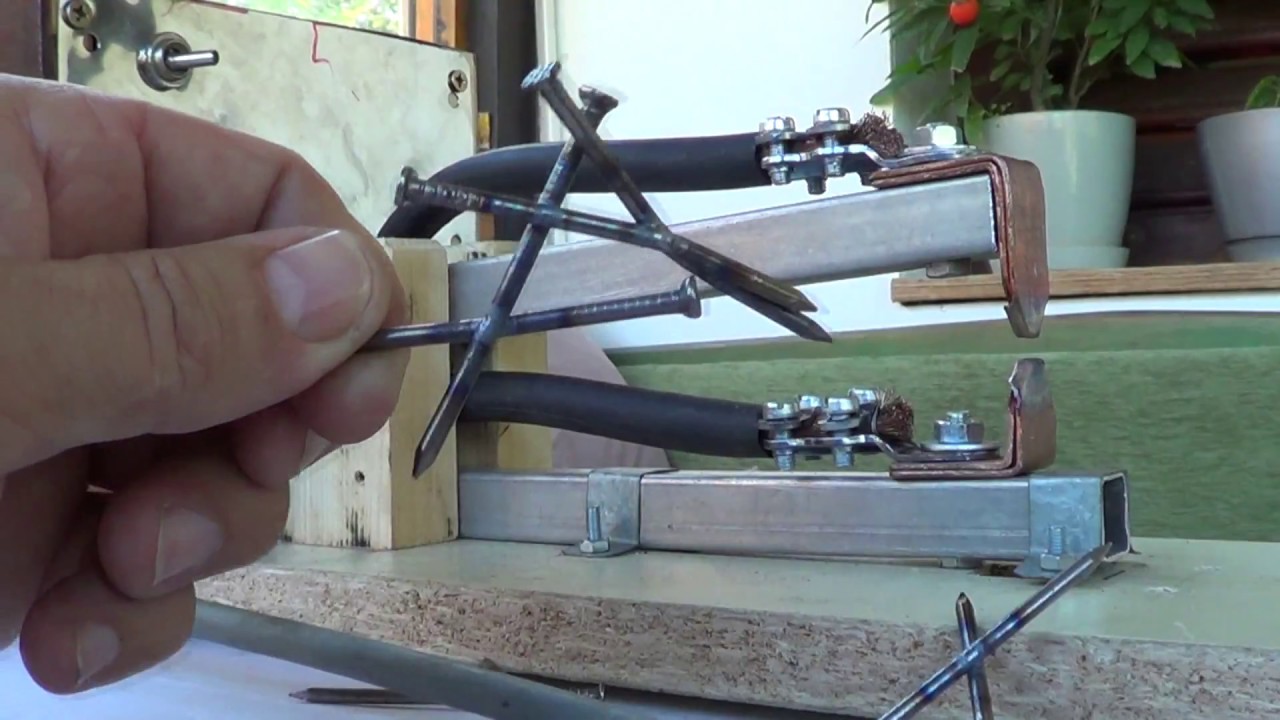
Выбор электрода для сварки стержнем / SMAW алюминиевым электродом
Сварка алюминия с помощью устройства для ручной сварки не очень распространена. Если вы решили сваривать алюминий с помощью аппарата для ручной сварки, материал должен быть достаточно толстым, чтобы выдержать контакт с электродом.Сварка алюминия палкой лучше всего подходит для толстых материалов. Если вы свариваете более тонкий алюминий, то, скажем, на 1/8 дюйма используйте сварочный аппарат MIG или TIG.
Самый распространенный алюминиевый стержневой электрод — это E4043, который сваривает в плоском, горизонтальном и вертикальном положениях. На более толстых металлах вы также можете предварительно нагреть алюминий как минимум до 500 градусов. Будьте осторожны, перегрев приведет к разрушению зоны сварки и падению на пол.
Будьте осторожны, перегрев приведет к разрушению зоны сварки и падению на пол.
Базовая настройка сварочного аппарата для стержневой сварки
Первым шагом в настройке сварочного аппарата является выбор стержня, затем установка полярности в соответствии с рекомендациями производителя и, наконец, установка сварочного аппарата на диапазон силы тока, рекомендованный производителем.
Miller Dialarc Блок питания для стержневой сваркиТеперь вы готовы настроить сварочный аппарат под металл, который вы будете сваривать. Возьмите металлолом, толщина которого максимально приближена к толщине металла, который вы будете сваривать. Это важно, потому что для сварки металлов разной толщины требуются разные настройки. Вы можете сравнить настройку машины с зажиганием спички. Горящая спичка легко нагреет кусок оловянной фольги, заставив каплю воды зашипеть, но та же самая спичка не имеет возможности нагреть сковороду, чтобы сделать то же самое.В данном случае это не совпадение, а настройки силы тока!
Уловка состоит в том, чтобы научиться настраивать сварщика, чтобы слушать потрескивание горящего стержня, не глядя на него и зная, правильно ли установлена сила тока. Зажгите дугу и настройте мощность, чтобы добиться нужного звука. Звук потрескивания яиц на сковороде говорит вам все, что вам нужно знать. Сварочный аппарат должен быть установлен достаточно горячим, чтобы стержень плавно обжигался, не заедая, и стержень не должен становиться вишнево-красным, в противном случае настройки будут слишком высокими.
Зажгите дугу и настройте мощность, чтобы добиться нужного звука. Звук потрескивания яиц на сковороде говорит вам все, что вам нужно знать. Сварочный аппарат должен быть установлен достаточно горячим, чтобы стержень плавно обжигался, не заедая, и стержень не должен становиться вишнево-красным, в противном случае настройки будут слишком высокими.
После того, как вы услышите звук от электрода, вы позже научитесь ощущать вибрацию горящего электрода, и это также многое расскажет о сварном шве. Наконец, вы делаете визуальный осмотр сварного шва. Он гладкий, шершавый, слишком плоский и так далее.
Большинство мастеров сварочного цеха, которые проводят собеседование со сварщиками, проводят им испытание сварного шва и по звуку сварного шва знают, выдержит ли этот сварщик испытание.
Базовая техника сварки палкой
Перед тем, как приступить к сварке — а это очень важно — устройтесь поудобнее, возьмитесь за ручку двумя руками и соберитесь всеми возможными способами, чтобы убедиться, что вы находитесь в удобном положении.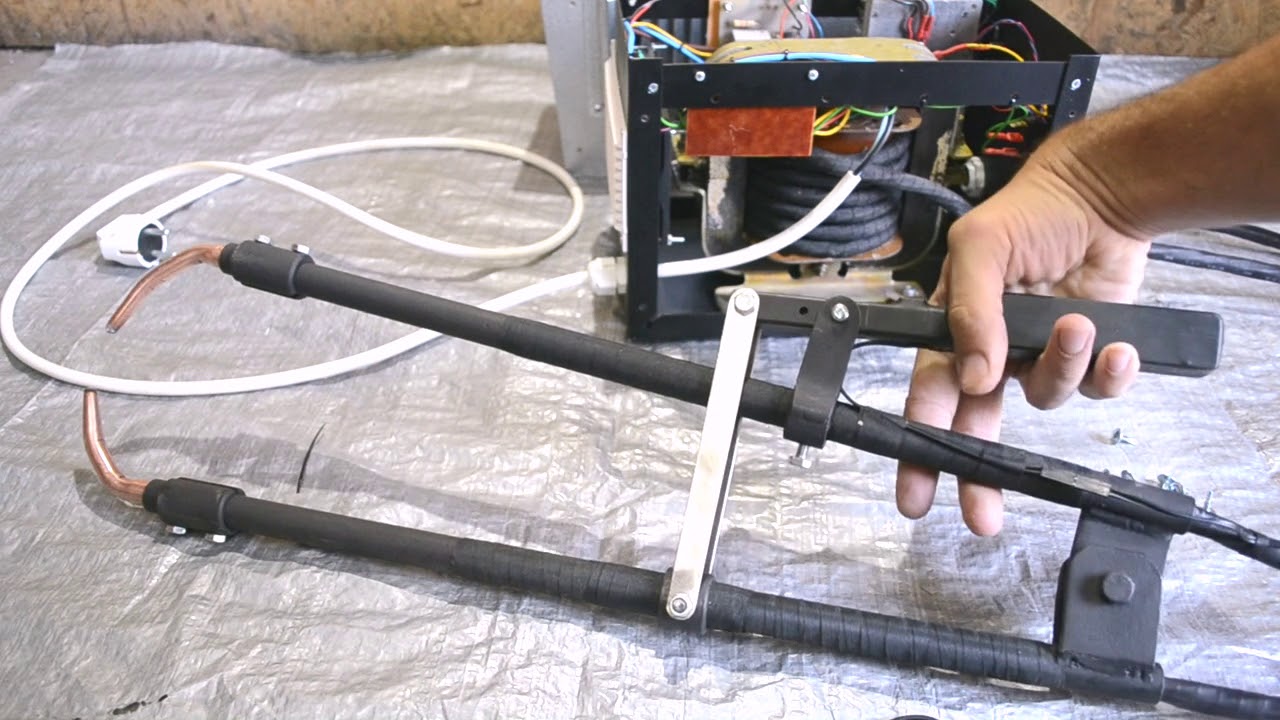 Это один из самых больших секретов, который все время используют сварщики-подмастерья. Изначально предполагалось, что я свариваю одной рукой, и для вас это означает лишь меньший контроль. Когда речь идет о технике сварки, контроль — важнейший фактор!
Это один из самых больших секретов, который все время используют сварщики-подмастерья. Изначально предполагалось, что я свариваю одной рукой, и для вас это означает лишь меньший контроль. Когда речь идет о технике сварки, контроль — важнейший фактор!
Как вызвать дугу?
легче сказать, чем сделать. Вначале вы обнаружите, что стержень прилипает, и флюс, вероятно, отколется и испортит небольшую часть стержня. Это почти неизбежно, и вы должны воспринимать это как обучение катанию на велосипеде.Даже у лучших сварщиков это случается время от времени. Чтобы зажечь дугу, если вы носите подходящие сварочные перчатки и высохли, вы можете наклонить стержень другой рукой почти как палку для бассейна и ударить по ней. Как только дуга загорится, вы кладете эту руку другой рукой на сварочную рукоятку.
Я воткнул этот электрод во время сертификационного испытания сварки. Еще один способ зажечь дугу — это ударить по металлу, как спичкой. Это работает хорошо, но вначале вы, скорее всего, обнаружите, что дуга загорится, и потеряете ее. Это снова становится достаточно комфортным для управления электродом.
Это снова становится достаточно комфортным для управления электродом.
Устранение сколов флюса из-за неудачных зажиганий дуги — это то, что вам нужно знать, как это сделать. Чтобы исправить любые сколы флюса, возьмите кусок металлолома и зажгите дугу, удерживая стержень на расстоянии примерно 1/4 дюйма от металла, пока он не сгорит до полной и неповрежденной части стержня. Это единственный раз, когда вам понадобится такая длинная дуга. После того, как у вас снова будет хороший стержень, я обнаружил, что снятие стержня с держателя и царапание им о чем-то, чтобы удалить использованный флюс, помогает перезапустить дугу позже.Это дает металлу внутри стержня хороший контакт для зажигания дуги с гораздо меньшими усилиями.
Методы сварки штангой
Для начала так много начинающих сварщиков ищут идеальный образец для сварки, в том числе и я сам много лет назад.
Безупречная техника сварки — это многочасовая практика! Со временем ваши руки, глаза и положение тела автоматически адаптируются к необходимому сварному шву, и ваши рисунки меняются по мере необходимости.
Паттерны для сварки палочкой
Вот три наиболее часто используемых метода / схемы сварки:
- Взбивание стержня, перемещение его вперед и назад.
- Круги для плавления металла круговыми движениями.
- Плетение из стороны в сторону (для более широких швов).
Причина использования легкого движения во время сварки заключается в том, что это помогает распределять сварной шов более равномерно. Как правило, ширина сварного шва должна быть в два раза больше ширины электрода и не более 4 электродов. Сварные швы плетения могут быть шире, если это позволяет рабочая площадка.
Техника взбивания электрода
Взбивание лучше всего работает с электродами, у которых нет большого количества флюса.Например, E6010, E6011 и E6013 можно взбить, потому что у них очень мало флюса, который может попасть в сварной шов. Он также хорошо работает на более грязных сварных швах, поскольку движение вперед и назад помогает сжечь загрязнения. Взбивание лучше всего работает с более тонкими металлами, угловыми сварными швами (где два куска металла соединяются как L) и открытыми корневыми швами, когда сварщик сваривает обе стороны стыка с одной стороны.
Техника сварки кругов
Круги — хорошая техника сварки для начинающих, потому что их можно использовать с большинством электродов и они помогают контролировать скорость передвижения. Все, что вам нужно сделать, это сделать круг, который слегка продвигается вперед при каждом повороте.
Плетение Сварка
Плетение обычно используется для более широких сварных швов, и его можно адаптировать к узким с помощью очень небольшого движения. Большинство сварщиков, которые занимаются сваркой в течение длительного времени, используют легкие движения из стороны в сторону для своих сварных швов, и результат отличный.На более широких сварных швах переплетение также работает очень хорошо, но некоторые рабочие стороны не позволяют использовать более широкие сварные швы. Ниже приведено изображение, показывающее, как электрод удерживается при переплетении. Все, что вам нужно сделать, это ударить по ковчегу и удерживать одну сторону на секунду, затем перейти к другой стороне сварного шва и удерживать ее еще секунду. Продолжайте повторять.
Ниже приведено изображение, показывающее, как электрод удерживается при переплетении. Все, что вам нужно сделать, это ударить по ковчегу и удерживать одну сторону на секунду, затем перейти к другой стороне сварного шва и удерживать ее еще секунду. Продолжайте повторять.
Положение стержня для сварки штангой
Это еще одна область, где учебник, рекомендации производителя сварочного стержня и реальность не совпадают.
Ниже приведены углы штанги и направления движения, которым следует большинство людей. После достаточно продолжительной сварки можно использовать любой угол наклона стержня! Обычно я направляю удочку прямо в центр сустава. Если я свариваю в очень ограниченном пространстве, я использую углы, которые не должны работать. Например, сварка трубы на расстоянии 2 дюймов от стены. В некоторых областях невозможно добиться правильного угла наклона штанги. Я тоже прохожу рентгеновские тесты с этими запрещенными углами стержня, и у меня не было никаких проблем. Все это происходит естественно, если достаточно практики.
Все это происходит естественно, если достаточно практики.
Обзор стержней Angels и положений
- Плоский или 1G, вы перетаскиваете стержень на угол от 10 до 30 градусов в направлении вашего движения.
- По горизонтали или 2G вы направляете штангу вверх на угол от 30 до 45 градусов и тянете ее в направлении своего движения с боковым наклоном от 10 до 30 градусов.
- Вертикально вверх или 3G направьте штангу вверх под углом от 30 до 45 градусов.
- Над головой или 4G — то же самое, что и плоский или 1G, за исключением того, что стержень направлен вверх.
Угол плоского сварочного электрода
На рисунке ниже показан правильный угол между стержнем и электродом для сварки в плоском положении.В этом примере стержень перемещается слева направо с небольшим наклоном в направлении движения, волоча за собой электрод.
Плоский электрод для сварки под угломУгол для горизонтальной сварки
В этом примере горизонтальной сварки необходимо, чтобы электрод был направлен под углом от 30 до 45 градусов с небольшим наклоном в направлении движения. Путешествие на этом рисунке слева направо.
Путешествие на этом рисунке слева направо.
Угловая сварка с вертикальным электродом
При сварке в вертикальном положении есть два способа передвижения.Вертикально вверх и вертикально вниз. У них обоих одинаковый угол наклона штанги, за исключением того, что вертикальный вниз работает с E6010, E6011 и E6013. Другие электроды, такие как E7018, имеют большое количество флюса и обычно прилипают в этом направлении движения и захватывают шлак в сварном шве. Вертикальная сварка выполняется с направлением электрода под углом от 30 до 45 градусов, как показано на рисунке ниже.
Вертикальный верхний угол электродаНаклонный сварочный электрод
Подвесная сварка аналогична плоской сварке. Вы перемещаете электрод в направлении движения от 10 до 30 градусов.Кстати, сварка над головой ничем не отличается от плоской сварки. Это преодоление ментального блока! Ниже показано изображение угла перемещения верхнего электрода слева направо.
Не соблюдая правила угла наклона электродов
Ниже приведены два снимка I сварного шва, который я сделал перетаскиванием в гору вместо того, чтобы направить свой электрод вверх. Уловка с изменением угла наклона электрода заключается в том, что после того, как вы построите небольшую полку сварного шва, вы можете вращать дугу электрода, чтобы двигаться в любом направлении.
Перемещение вертикально вверх по боковой стенке трубы волочением. Когда у вас есть полка сварного шва, вы можете перетащить ее и получить более гладкий вид. Мой вертикальный угол подъема вверх. Учебник не всегда правильный! Сделав полку из сварного шва, я тащусь в гору, как сварочную трубу.Опасности при сварке и как их избежать
Сварка — это процедура, при которой два металла нагреваются, плавятся и смешиваются для образования стыка между ними. Сварка — это отдельная техническая область, охватывающая более 70 различных сварочных процессов. Некоторыми распространенными типами являются дуговая сварка защищенным металлом (SMAW), дуговая сварка вольфрамовым электродом (GTAW) и дуговая сварка под флюсом (SAW).
Некоторыми распространенными типами являются дуговая сварка защищенным металлом (SMAW), дуговая сварка вольфрамовым электродом (GTAW) и дуговая сварка под флюсом (SAW).
Сварочные процедуры представляют определенную опасность для здоровья операторов и окружающих рабочих, в том числе воздействие паров металлов и ультрафиолетового излучения. Сварка, резка и пайка также сопряжены с риском несчастных случаев, таких как ожоги, повреждение глаз, поражение электрическим током и порезы. Большинство этих опасностей можно предотвратить с помощью технических средств контроля, обучения и средств индивидуальной защиты (СИЗ).Предотвращение несчастных случаев во время сварки — важный элемент безопасности на строительной площадке.
Наши услуги по управлению строительством делают процесс строительства более безопасным и эффективным.
Наиболее распространенные опасности при сварке
Как упоминалось ранее, сварка представляет опасность как для сварщиков, так и для тех, кто работает поблизости. Важно знать о рисках, связанных со сваркой, и мерах предосторожности для предотвращения несчастных случаев и травм. Вот список наиболее распространенных опасностей и рисков, связанных с позами при сварке:
Важно знать о рисках, связанных со сваркой, и мерах предосторожности для предотвращения несчастных случаев и травм. Вот список наиболее распространенных опасностей и рисков, связанных с позами при сварке:
Удар электрическим током
При дуговой сварке для плавления металлов используются электрические цепи под напряжением.Это создает риск поражения электрическим током, которое происходит, когда сварщик касается двух металлических предметов, между которыми есть разница напряжений. Поражение электрическим током представляет собой серьезную опасность при сварке и может привести к тяжелым травмам или смерти. Даже если поражение электрическим током не смертельно, сварщики могут потерять равновесие и упасть с высокой поверхности (Источник: Welderhub.com).
Инциденты поражения электрическим током подразделяются на две категории: поражение первичным напряжением и поражение вторичным напряжением.
- Поражение первичным напряжением чрезвычайно опасно, так как оно колеблется от 230 до 260 вольт. Это может произойти при прямом контакте с внутренней частью сварочного оборудования и другими заземленными металлами.
- Наиболее распространенным типом является удар вторичным напряжением, возникающий при прикосновении к части электродной цепи, в диапазоне от 20 до 100 вольт.
 Это может произойти при прямом контакте с внутренней частью сварочного оборудования и другими заземленными металлами.
Это может произойти при прямом контакте с внутренней частью сварочного оборудования и другими заземленными металлами.Более высокое напряжение может привести к более высокому току, и существует повышенный риск смерти от поражения электрическим током. В зависимости от условий электрошока в 50 вольт может быть достаточно, чтобы ранить или убить оператора.
Ключом к предотвращению поражения электрическим током является надлежащая изоляция, а все оборудование должно быть сухим и в хорошем состоянии.Следующие рекомендации могут снизить риск поражения электрическим током при сварке:
- Не прикасайтесь к металлическим частям электрододержателя, особенно если ваша кожа или одежда влажные.
- Сварщики должны носить сухие перчатки в хорошем состоянии.
- Обеспечьте сварщиков резиновыми ковриками или другими видами изоляции.
- Выполняйте процедуры блокировки и маркировки при ремонте, только квалифицированные специалисты должны ремонтировать сварочное оборудование.
- Перед работой выполните надлежащий осмотр сварочного оборудования и электрододержателя.
- Соблюдайте дополнительные меры безопасности при работе во влажных местах, металлических конструкциях и стесненных условиях, когда необходимо стоять на коленях или работать в неудобном положении.
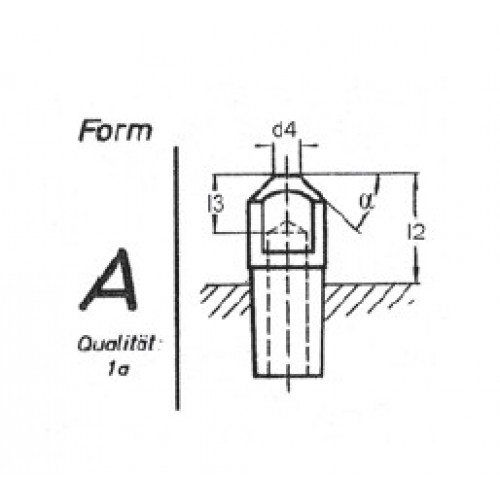
Опасность возгорания
Сварка генерирует искры, которые разбрызгиваются на расстояние до 35 футов и могут вызвать опасность возгорания. Когда это происходит, работники с жиром на одежде подвергаются наибольшему риску ожога. Легковоспламеняющиеся химические вещества всегда следует хранить вдали от сварочных зон, чтобы избежать пожара, который может повредить все помещение.Следующие меры могут помочь предотвратить возгорание во время сварки:
- Держите под рукой огнетушитель.
- Расчистите рабочее пространство.
- Храните горючие вещества, такие как бензин, дерево, картон и легковоспламеняющиеся химикаты, вдали от рабочего места.
- Используйте огнестойкие экраны, если горючие материалы нельзя перемещать.
- Запыленные места могут создавать дополнительные риски при сварке. Высокая концентрация мелких частиц может окисляться без предупреждения, что может привести к вспышке пожара или взрыва.

Дымовые и газы
Сварка подвергает персонал воздействию невидимых газообразных паров, таких как озон, азот, оксиды хрома, оксиды никеля и оксид углерода. Уровень повреждения зависит от газа, концентрации и продолжительности воздействия. Некоторые заболевания, вызываемые сварочными парами и газами, включают пневмонию, астму, рак и лихорадку от дыма металла. Эффекты также могут включать раздражение горла, легких и глаз. Следующие рекомендации могут минимизировать воздействие паров и газов:
- Не допускать попадания головы в дымовой шлейф.
- Используйте вентиляцию и местную вытяжку для удаления вредных газов.
- При недостаточной вентиляции используйте одобренные респираторные устройства.
- Контролировать уровни загрязнения для определения качества воздуха.
- Прочтите паспорт безопасности материала (MSDS) электродов, чтобы узнать, какие пары будут выделяться.

Физические опасности
Во время сварочных работ существует множество физических опасностей, таких как ожоги, повреждение глаз, порезы и раздавливание пальцев.Физические опасности можно значительно снизить с помощью соответствующих средств индивидуальной защиты (СИЗ). Соответствующие СИЗ для сварщиков включают:
- Сварочные маски с боковыми щитками: Маски обеспечивают защиту от УФ-излучения, частиц, мусора и химических ожогов. Регулировка фильтров линз необходима для защиты глаз, а также для четкого зрения во время работы.
- Респираторы: обеспечивают защиту от газов и паров.
- Огнестойкая одежда: снижает риск ожогов от тепла, огня и излучения.
- Защита органов слуха: Обеспечивает защиту от шума и вибрации на рабочем месте.
- Сапоги и перчатки: Изоляционные огнестойкие перчатки и ботинки с жестким носком на резиновой подошве защищают сварщиков от таких опасностей, как поражение электрическим током и падающие предметы.
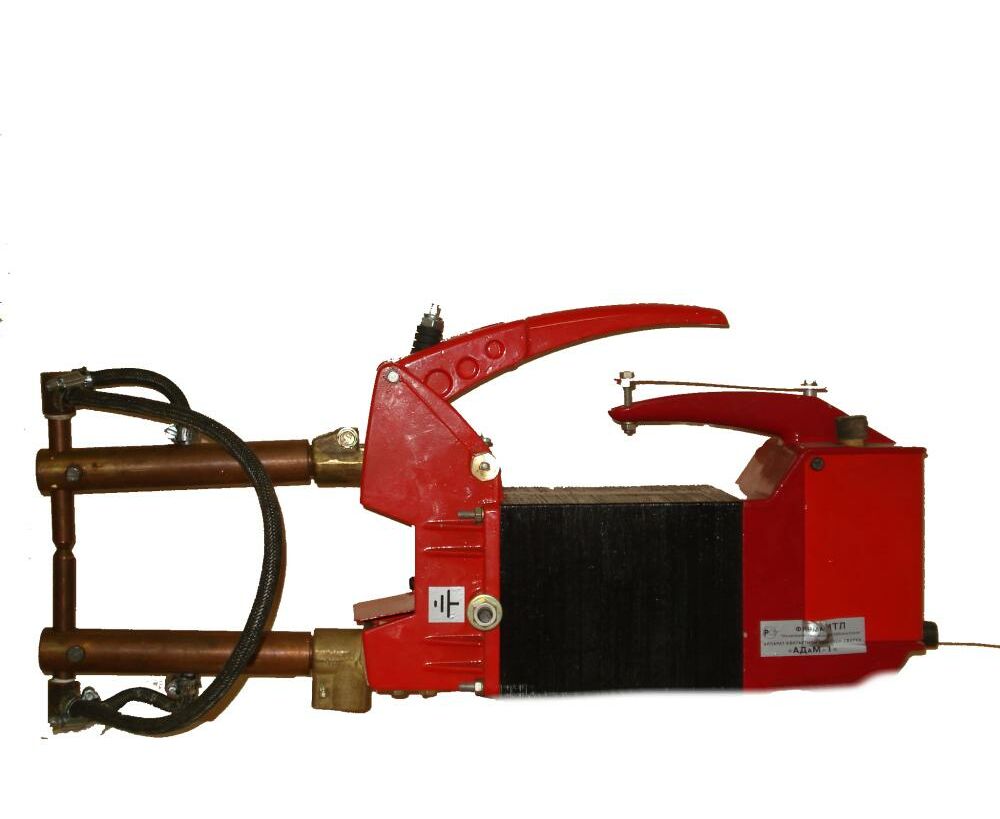
Заключение
Меры безопасности при сварке предназначены для защиты рабочих от опасностей, возникающих во время сварочных процедур. Чтобы свести к минимуму проблемы со здоровьем и травмы, связанные с безопасностью, на рабочих местах важны обучающие семинары и регулярный осмотр сварочного оборудования.Рабочие должны быть осведомлены об опасностях, возникающих во время сварочных работ, и о соответствующих мерах предосторожности.
T. J. Оборудование, материалы и услуги для сварки сопротивлением снегу
1) Пройдите обучение по процессу RSW.
Точечная сварка кажется обманчиво простой, но необходимо понимать и контролировать множество переменных процесса. Поскольку на типичном аппарате для точечной сварки доступно множество различных настроек, важно понимать, как отрегулировать каждую настройку для достижения оптимальных результатов.И, как и в случае с выпечкой торта, очень важно использовать правильный рецепт точечной сварки
Поскольку на типичном аппарате для точечной сварки доступно множество различных настроек, важно понимать, как отрегулировать каждую настройку для достижения оптимальных результатов.И, как и в случае с выпечкой торта, очень важно использовать правильный рецепт точечной сварки
Металлоформовщики должны обращаться к легкодоступным таблицам рецептов, которые предписывают рекомендуемые настройки для вторичного тока (тепла сварного шва), продолжительности сварки (времени протекания тока) и давления ковки (силы) для точечной сварки листового металла различных типов и толщины. Примечание. Используйте эти настройки только в качестве отправной точки. Эмпирическое правило: при условии использования надлежащего сварочного усилия самые прочные и наиболее привлекательные соединения обычно возникают в результате высокой температуры нагрева и короткого времени сварки, что называется графиком сварки класса А.
Графики сварки классов B и C часто находят применение, когда металлоформовщик использует сварочный аппарат, слишком малый для толщины свариваемого материала.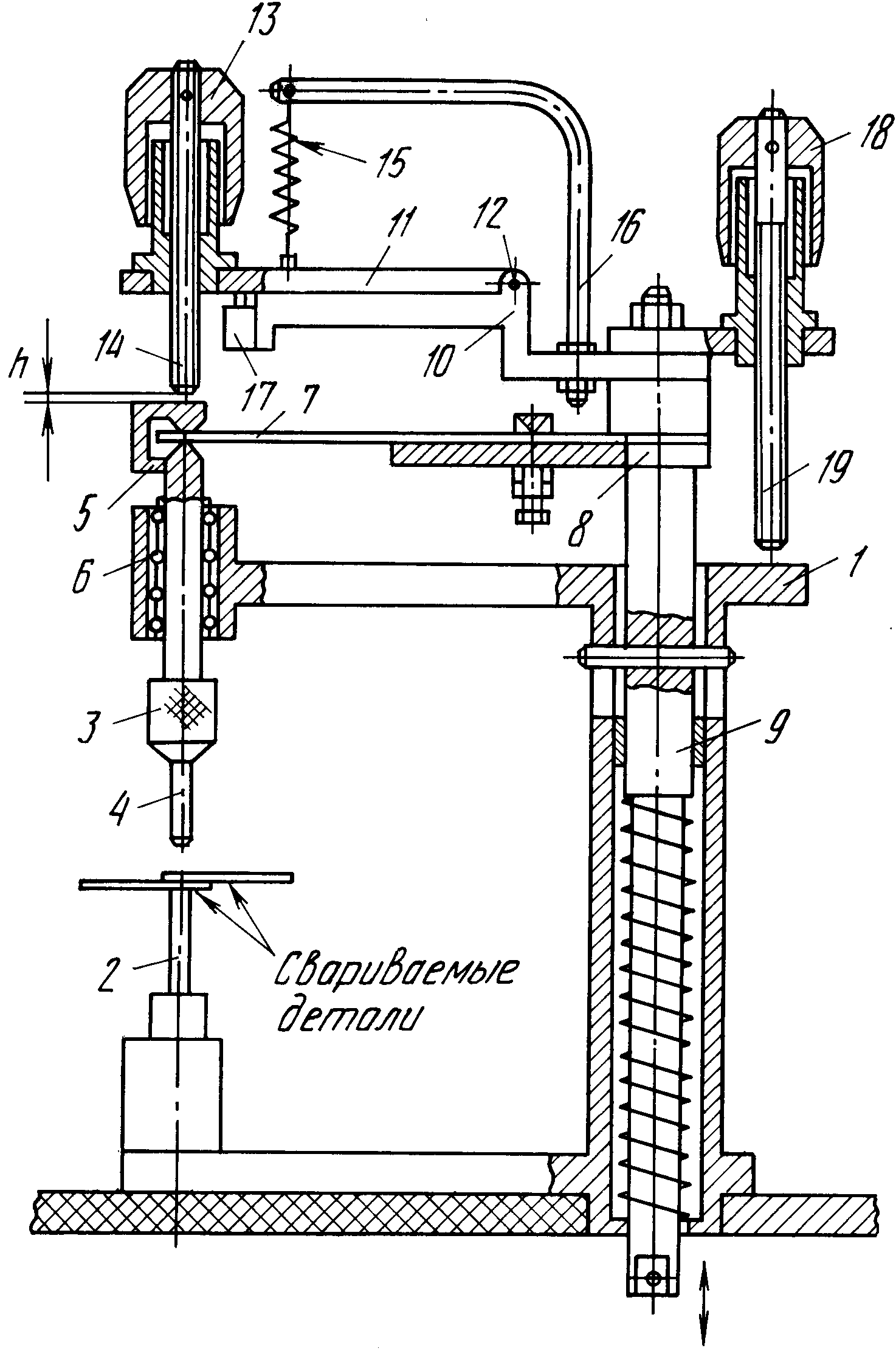 Эти графики включают более низкие диапазоны усилий и более длительное время сварки, что приводит к более низкой прочности сварного шва на сдвиг и большей маркировке поверхности из-за большей зоны термического влияния.
Эти графики включают более низкие диапазоны усилий и более длительное время сварки, что приводит к более низкой прочности сварного шва на сдвиг и большей маркировке поверхности из-за большей зоны термического влияния.
Выход на пенсию и увольнения квалифицированной рабочей силы в течение последних нескольких лет снизил знания племен во многих цехах, выполняющих точечную сварку, но некоторые источники предлагают книги и учебные курсы по этому процессу.Например, T. J. Snow Company предлагает несколько вариантов обучения, включая семинар на предприятии, проводимый в вашем собственном месте. T. J. Snow также представил совершенно новую интерактивную онлайн-версию своего семинара по контактной сварке. Дополнительную информацию о семинарах Т. Дж. Сноу по контактной сварке можно найти на сайте www.tjsnow.com/seminars
.2) Выберите подходящий сварочный аппарат.
Самая важная вещь, о которой нужно помнить: выберите машину, которая может выполнять сварные швы класса A оптимальной прочности, при этом примерно 25 процентов доступной силы тока и диапазона оставлены в резерве.
Большинство компаний не имеют возможности самостоятельно определять размеры машины, поэтому прислушайтесь к советам опытного машиностроителя. Хороший инженер по продажам процитирует машину только после того, как задаст вопросы о свариваемых материалах и скорости, с которой машина будет работать.
Поскольку рейтинг KVA машины RSW может быть увеличен за счет использования рабочего цикла менее 50 процентов стандарта RWMA, обязательно спросите, соответствует ли указанная машина этим стандартам.
Хотя машины RSW с коромыслом являются наиболее распространенными из-за их относительно низкой закупочной цены, они применяют силу сварки с помощью рычага — наконечники часто скользят, если рычаги не выровнены идеально.Поэтому более дорогостоящая прессовая машина вертикального действия часто получает вызов, когда приложение требует привлекательной выставочной поверхности с низким уровнем маркировки.
Сварочный аппарат, который слишком большой, может вызвать столько же проблем, как и слишком маленький, особенно когда диаметр воздушного цилиндра настолько велик, что он должен работать при давлении в воздуховоде ниже 40 фунтов для достижения желаемого сварочное усилие.
Неприемлемая прочность сварного шва может быть результатом неадекватного последующего действия воздушного цилиндра в момент, когда листовой металл достигает расплавленного состояния, когда его необходимо правильно подделать.
Чтобы приспособиться к новым высокопрочным сталям, которые используются в автомобильной промышленности, производители машин и средств управления RSW добились значительных успехов. Например, машины, оснащенные трехфазными инверторными источниками питания постоянного тока средней частоты (MFDC), стали обычным явлением в мастерских, поскольку они предлагают много преимуществ по сравнению с традиционными однофазными машинами переменного тока.
Итак, обеспечьте хорошее качество, заменив или переоборудовав устаревшие старые машины RSW или, по крайней мере, модернизируя их новыми программируемыми средствами управления.
3) Используйте правильные инструменты настройки.
Чтобы разобраться в таблицах рецептов точечной сварки, каждый цех, использующий этот процесс, должен иметь специализированный амперметр для контактной сварки для измерения вторичного среднеквадратичного сварочного тока, подаваемого на наконечники. Кроме того, поскольку переменные рычажного действия (на машине RSW с коромыслом) и трение плунжера (на прессе вертикального действия) могут влиять на прилагаемое усилие сварки, в мастерских также должен быть прибор с прямым считыванием показаний для измерения фактическое усилие сварки между наконечниками.
Кроме того, поскольку переменные рычажного действия (на машине RSW с коромыслом) и трение плунжера (на прессе вертикального действия) могут влиять на прилагаемое усилие сварки, в мастерских также должен быть прибор с прямым считыванием показаний для измерения фактическое усилие сварки между наконечниками.
Использование вторичного амперметра и датчика силы позволяет оператору установки RSW настраивать машину с научной точки зрения, а не методом проб и ошибок. И, когда требуется документация, некоторые из доступных измерителей также могут служить в качестве мониторов для записи и сохранения сварочных переменных для справки.
4) Используйте тестер на растяжение.
Испытание точечной сварки должно быть более научным, чем бросание сварных деталей на пол. Хотя испытание на механическое отслаивание или стамеску может быть полезным способом визуальной проверки прочности сварного шва и диаметра самородка, лучший инструмент для обеспечения качества — это прибор для испытания на растяжение, предназначенный для разрушения небольших образцов сварных образцов. Прочность на сдвиг хорошего точечного шва должна превышать прочность основного материала.
Прочность на сдвиг хорошего точечного шва должна превышать прочность основного материала.
5) Определите выступ сварного шва.
Благодаря широкому диапазону пластичности низкоуглеродистая сталь может успешно свариваться точечной сваркой при различных настройках оборудования. Однако, чтобы определить идеальную настройку, металлоформор должен поэкспериментировать со сварочным аппаратом и использовать прибор для испытания на растяжение для проверки результатов.
В нижней части окна сварного шва прочность сварного шва неприемлема; в верхней части происходит изгнание.Чтобы установить оптимальные настройки для свариваемого материала, оператор должен подтвердить оптимальный рецепт сварки и использовать эти параметры в качестве отправной точки для производственного цикла.
Прочность сварного шва будет снижаться по мере износа электродов, но начало процесса с середины допустимого диапазона, а не с «неровной кромки», позволяет процессу быть наиболее стабильным и надежным.
6) Используйте правильные наконечники и держатели электродов.
Выбор наконечника играет важную роль в успешной точечной сварке, и существует множество форм электродов и медных сплавов, из которых можно выбирать.Опять же, полагайтесь на совет знающего поставщика.
Например, вместо использования дорогих наконечников электродов со смещением поставщик может порекомендовать использовать держатель со смещением и менее дорогой прямой наконечник. Кроме того, использование небольших сменных колпачков электродов вместо традиционных монолитных электродов может дать значительную экономию.
И, чтобы продлить срок службы электродов, используйте трубки с концами, обрезанными под углом 45 град. угол, чтобы вода полностью попадала на дно внутренней охлаждающей камеры наконечника.
7) Одевайте чаевые раньше и чаще.
Поскольку большинство проблем с качеством RSW напрямую связано с износом электродов, металлоформаты не могут позволить себе пренебрегать наконечниками электродов.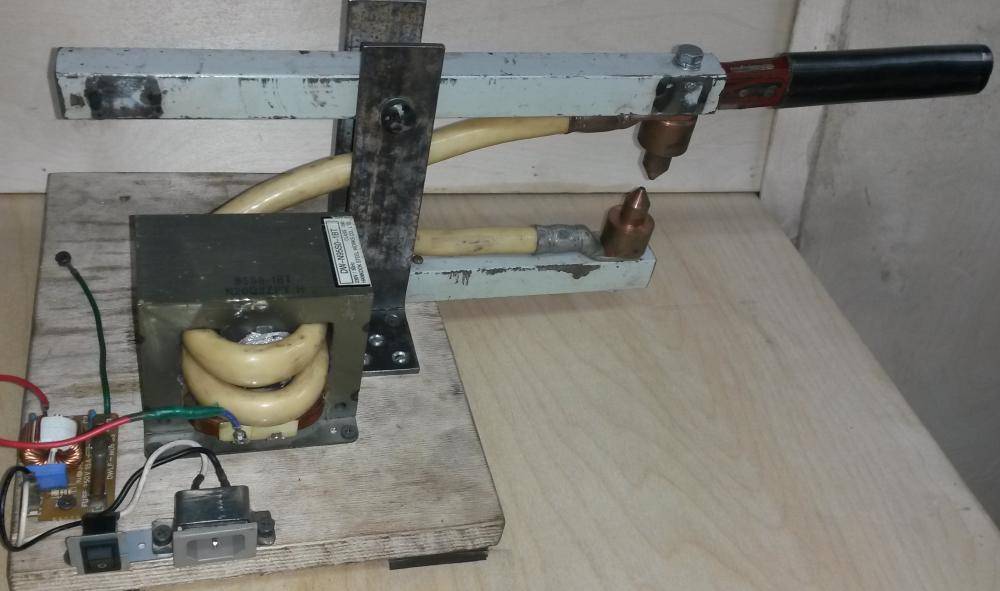 Регулярное одевание или обмен чаевыми — задолго до того, как это потребуется — принесет большие дивиденды. Вот пример важности чаевых:
Регулярное одевание или обмен чаевыми — задолго до того, как это потребуется — принесет большие дивиденды. Вот пример важности чаевых:
RSW часто рекомендуют наконечники диаметром ¼ дюйма. приваривать контактную поверхность. Предположим, вы определили, что свариваемый материал требует 9800 А для оптимальной прочности сварного шва.Вот в чем загвоздка: если больше ничего не изменится и кончики грибов от ¼-в. диам. до 3⁄8 дюйма, что едва заметно, лабораторные испытания показали, что для достижения такой же силы потребуется 22 100 А. Подобные ситуации приводят к образованию слабых сварных швов и бракованным деталям.
Хотя металлоформеры могут выбирать из нескольких типов приспособлений для правки наконечников, лучший метод поддержания надлежащего диаметра поверхности сварного шва — это вынуть электроды из машины после заданного количества сварных швов, задолго до того, как они выйдут из-под контроля.Обработайте концы электродов в автономном режиме с помощью токарного станка или сверлильного станка, оснащенного подходящими режущими лезвиями.
8) Конструкция для контактной сварки.
Металлоформеры могут ссылаться на таблицы с указанием минимального контактного перекрытия, а проектировщики деталей из листового металла, сваренных точечной сваркой, должны предусмотреть соответствующую ширину фланца, чтобы избежать выталкивания, что снижает прочность сварного шва. Кроме того, тщательно продумайте расстояние между сварными швами. Слишком близкое расположение точечных сварных швов может привести к шунтированию.Здесь часть энергии сварки теряется из-за прилегающих сварных швов, что может привести к некачественной прочности сварного шва.
Подпружинивание свариваемых деталей также может мешать процессу RSW. Использование части доступного сварочного давления сварочного аппарата для прижатия деталей друг к другу может поставить под угрозу правильную ковку сварного шва.
9) Покупка стали известного качества.
Проблемы RSW иногда можно отнести к рулонам стали, купленным по привлекательной скидке, но сомнительного качества. Высокое содержание углерода может вызвать серьезные проблемы при сварке, как и непостоянная толщина покрытия. Если сварочный аппарат не отрегулирован должным образом, чтобы учесть эти отклонения, сварные швы, которые выглядят хорошо, могут развалиться.
Высокое содержание углерода может вызвать серьезные проблемы при сварке, как и непостоянная толщина покрытия. Если сварочный аппарат не отрегулирован должным образом, чтобы учесть эти отклонения, сварные швы, которые выглядят хорошо, могут развалиться.
10) График регулярного профилактического обслуживания.
МашиныRSW обычно не проходят регулярного профилактического обслуживания (PM), которого они заслуживают. Производительность машины со временем ухудшается из-за коррозии и / или искрения многочисленных вторичных соединений медь-медь, по которым проходит ток от трансформатора к наконечникам.Поэтому металлоформеры должны разбирать, очищать и подтягивать весь вторичный контур не реже одного раза в год. Они также должны регулярно проверять систему подачи усилия и устранять любые утечки воздуха и механический износ.
По всем вопросам, связанным с контактной сваркой, включая оборудование и расходные материалы, посетите сайт www.tjsnow.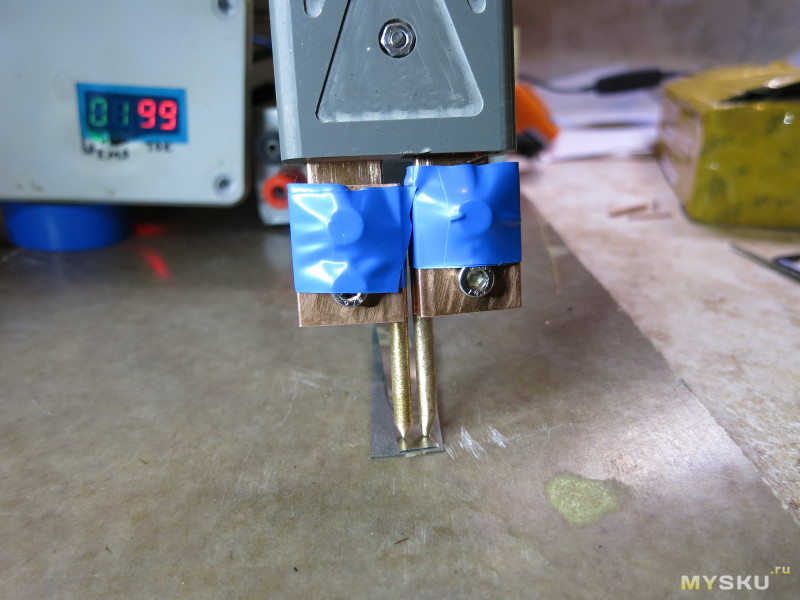 com или позвоните по телефону 1-800-NOW-SNOW.
com или позвоните по телефону 1-800-NOW-SNOW.
Эта статья была первоначально написана Томом Сноу и опубликована в журнале MetalForming Magazine в июле 2014 года.
Как предотвратить прилипание сварочного стержня к металлу
Это просто неизбежно! В какой-то момент вашей карьеры сварщика это ошибка новичка, которая может случиться с кем угодно. Но задумывались ли вы когда-нибудь о причине прилипания сварочного стержня к металлу?
Вкратце расскажем, почему…
Пруток для дуговой сварки прилипает к основному металлу из-за низких значений силы тока (низкий ток). Хотя это может быть ГЛАВНОЙ причиной, другие включают проблемы с флюсом, использование сварочных аппаратов с низким OCV или неправильную технику сварки.Точно так же важно использовать электрод подходящего размера для различных сварочных задач. Практика — это «ключ» к тому, чтобы этого больше не происходило.
Многие люди думают, что дуговая сварка экранированного металла (SMAW) или сварка «палкой» получила свое название из-за того, что электрод по форме напоминает палку.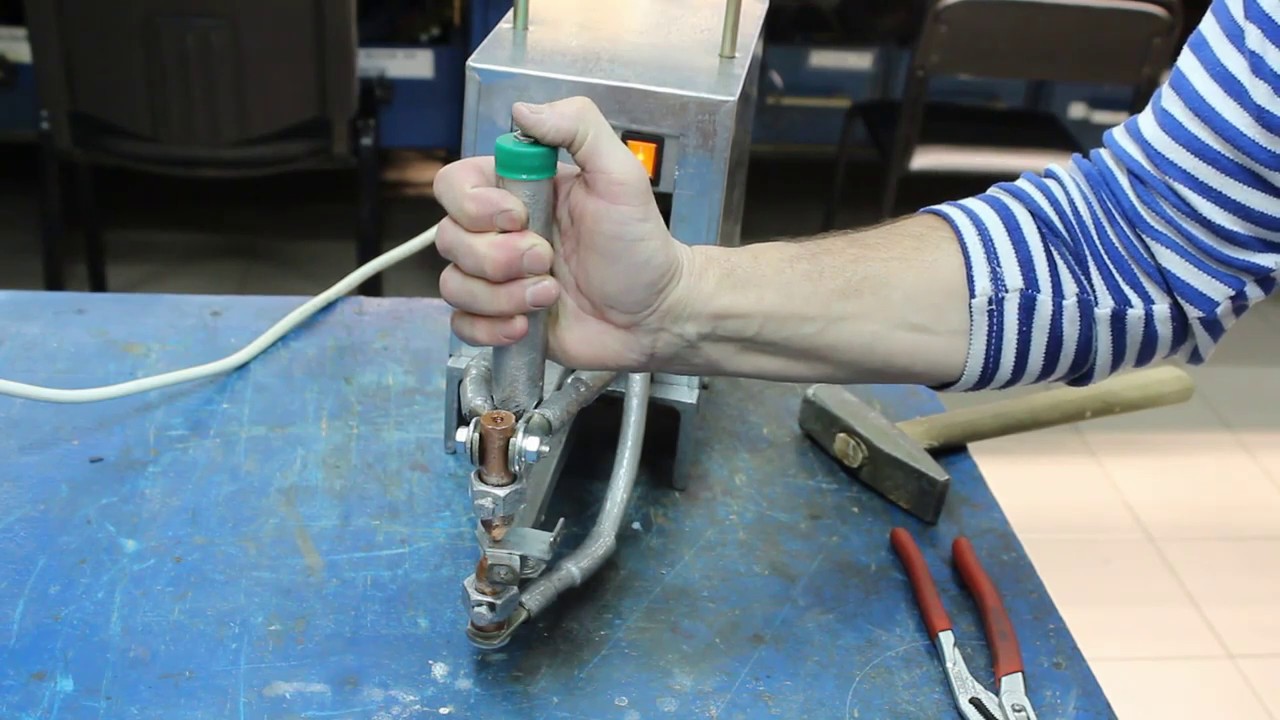 Но это называется «сварка стержнем », поскольку многие новички приклеивают сварочный стержень к основному металлу, как и ученики. Иногда это делают даже профессионалы. Так что, если вы думаете, что вы одиноки, не волнуйтесь, это не так!
Но это называется «сварка стержнем », поскольку многие новички приклеивают сварочный стержень к основному металлу, как и ученики. Иногда это делают даже профессионалы. Так что, если вы думаете, что вы одиноки, не волнуйтесь, это не так!
В этой статье я подробно расскажу о правильных методах сварки, чтобы электрод не прилипал к металлу.
Итак, перейдем к делу.
Как зажигать дугу: простой способ
Сварка палкой считается самым популярным и простым способом соединения двух металлических деталей. Если вы новичок в сварке, нет ничего более раздражающего в этом мире, чем попытки оторвать стержень от металла после того, как прикрепили к нему. Поэтому умение правильно зажигать дугу имеет решающее значение, чтобы сэкономить время и избежать потерь материала.
Теперь есть два метода зажигания дуги.
- Метод царапин (самый простой способ для новичков)
- Метод постукивания (высокая вероятность прилипания к металлу).
Для быстрого начала я рекомендую попрактиковаться в технике старта с нуля (также известной как метод перетаскивания), которая похожа на зажигание спички. Ниже приведены шаги, чтобы практиковать это для себя.
Чтобы поразить дугу в первый раз,
- Решите, в каком направлении вам нужно двигаться, и выберите начальную точку.
- Удерживайте стержень (около 1 см) выше на расстоянии дюйма от начальной точки, наклонив в направлении, в котором будет происходить сварка.
- Осторожно потрите конец стержня по основному металлу. Не тыкай!
- Как только вы увидите дугу, быстро вернитесь в исходное положение и подождите, пока сварочная лужа не начнет сварку вдоль стыка.
Освоение этого требует времени. Главное, что нужно помнить, — это попытаться сбалансировать скорость движения, угол и длину дуги после зажигания дуги. Точно так же, если вы потянете стержень слишком далеко, вы потеряете дугу.
Точно так же, если вы потянете стержень слишком далеко, вы потеряете дугу.
Если вам не удалось зажечь дугу после нескольких попыток, это приведет к накоплению материала на кончике электрода. Лучше всего просто заменить его новым электродом и продолжить практику. Вы можете повторно использовать предыдущий стержень, потерев его кончиком о шероховатую поверхность после охлаждения.
Почему сварочный стержень прилипает к основному металлу?
Всегда неприятно, когда вы пытаетесь сделать идеальный сварной шов, но он просто испортился из-за того, что стержень прилип к металлу.Что ж, вот 6 причин, почему именно это происходит.
1. Настройки низкого тока
Как я упоминал ранее, сварочный стержень прилипает к металлу в основном из-за низкого значения приложенного тока. Это означает, что силы тока достаточно, чтобы расплавить кончик электрода, но недостаточно для зажигания дуги.
2. Низкое напряжение холостого хода
Зажигать дугу становится довольно сложно, если OCV (напряжение холостого хода) вашей машины слишком низкое. При низком OCV дуга продолжает исчезать, и вы, скорее всего, заедете электродом, пытаясь снова зажечь дугу.Более низкое значение OCV может возникнуть из-за соединения с высоким сопротивлением между землей и обрабатываемой деталью.
При низком OCV дуга продолжает исчезать, и вы, скорее всего, заедете электродом, пытаясь снова зажечь дугу.Более низкое значение OCV может возникнуть из-за соединения с высоким сопротивлением между землей и обрабатываемой деталью.
3. Низкое качество флюса
Плохое покрытие флюсом также может привести к проблемам прилипания. Помните, что температура плавления флюса всегда ниже, чем у основного металла. Это означает, что еще до того, как основной металл начнет плавиться, флюс уже находится в жидком состоянии. Если у вас плохое флюсовое покрытие, оно может упасть со стержня и образовать комок расплава, который приведет к прилипанию сварочного стержня к основному металлу.
4. Более короткая длина дуги
Длина дуги — это не что иное, как расстояние между кончиком электрода и поверхностью основного металла. Другими словами, это просто длина электрической дуги. Если поднести электрод слишком близко к основному металлу, он приклеится к основному металлу. Точно так же, если вы отодвинете электрод слишком далеко, ваша дуга погаснет. Таким образом, чрезвычайно важно поддерживать определенную оптимальную длину дуги.
Таким образом, чрезвычайно важно поддерживать определенную оптимальную длину дуги.
5. Загрязненная металлическая поверхность
Если поверхность основного металла слишком ржавая, зажигание дуги затрудняется.Даже если вам удастся поддерживать дугу, сварочный электрод будет периодически прилипать к основному металлу. Мы можем объяснить это законом Ома, согласно которому
Напряжение (В) = Ток (А) X Сопротивление (Ом)
Другими словами, поскольку напряжение является постоянным, увеличение сопротивления вызовет пропорциональное уменьшение Текущий. Ржавая поверхность увеличивает сопротивление нашей цепи и, следовательно, уменьшает протекающий ток. И, как я уже говорил вам ранее, более низкая сила тока — основная причина проблем с прилипанием электродов.
6. Неправильный выбор электрода
Сварочные прутки бывают разных типов, каждый со своими областями применения и преимуществами. Некоторые стержни работают только с постоянным током, а другие могут работать как с переменным, так и с постоянным током.
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с прилипанием электрода. Допустим, вы используете стержень E6013 5/64 дюйма при правильном значении силы тока, но при этом присадочный стержень продолжает прилипать к основному металлу. Одним из способов решения этой проблемы может быть переход на более тонкий стержень E6013 1/16 дюйма.
Как новичок, вы сталкиваетесь с проблемами прилипания сварочного стержня много раз, и это должно быть для вас очень неприятно.
Что делать, если сварочный стержень прилипает к металлу?
Не нужно паниковать, если сварочный стержень прилипает к металлу. С кем не бывает. Просто дерните его, чтобы высвободить. Не получится, если электрод будет плотно приклеен к металлу. В этом случае необходимо немедленно выключить сварочный аппарат и отломать стержень от металла. Много раз, когда вы дергаете за стержень, флюс на кончике стержня падает с него.
Теперь, если вы используете этот стержень с голым металлическим наконечником во второй раз, скорее всего, вы снова его воткнете.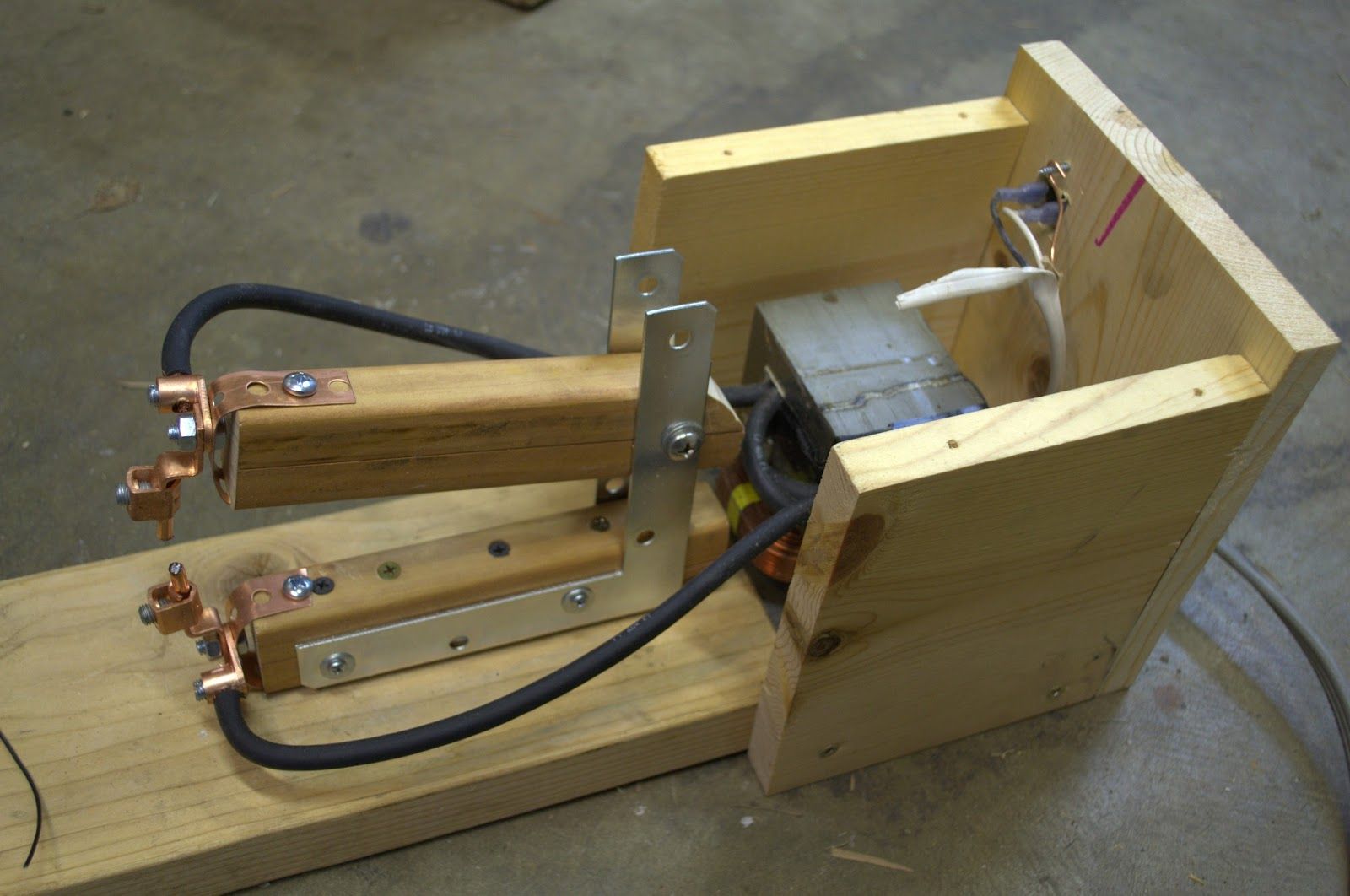 Чтобы предотвратить это, с помощью плоскогубцев обрежьте стержень до точки, где отпадет флюс, и вы можете снова приступить к работе.
Чтобы предотвратить это, с помощью плоскогубцев обрежьте стержень до точки, где отпадет флюс, и вы можете снова приступить к работе.
А теперь пора изучить несколько полезных советов по сварке штангой, которые помогут предотвратить прилипание сварочного стержня.
Просто оставайся в живых.
Советы по предотвращению прилипания сварочного стержня к металлу
Мы обсудили причины, по которым это происходит постоянно.А теперь поговорим о том, как этого не допустить.
1. Выберите правильные текущие настройки.
Убедитесь, что вы используете правильное значение силы тока. Электродные стержни разных типов предназначены для работы при разных значениях силы тока. Например, 6010, 6011, 6012 и 6013 могут работать при низком значении тока. С другой стороны, стержням типа 7018 и 7024 требуется высокое значение силы тока для зажигания дуги.
Следующая диаграмма силы тока при сварке электродом подробно показывает оптимальный диапазон постоянного тока для электродов различных типов и толщин.
Как видите, значение силы тока также зависит от толщины стержня. Если электрод толстый, для его плавления требуется более высокий ток. Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
Иногда, когда сопротивление вашей цепи немного высокое, вы можете немного увеличить ток выше допустимого диапазона, чтобы убедиться, что стержень не прилипает к металлу. Также помните, что когда кончик электрода светится, это означает, что приложенный ток слишком велик.Поэтому постарайтесь сослаться на диапазон ампер производителя для стержня, который вы используете.
Я хотел бы поделиться отличным инструментом, который я недавно видел на веб-сайте millers. Он называется Калькулятор для ручной сварки . Когда вы предоставите материал и тип стержня, он автоматически предоставит вам правильные параметры для использования.
2.
 Держите электрод и поверхность в чистоте, используя стержень правильного размера.
Держите электрод и поверхность в чистоте, используя стержень правильного размера.Перед началом работы убедитесь, что электроды не повреждены и не заржавели. Попробуйте стереть флюс со стержня пальцами.Если флюс легко падает на стержень, качество плохое и электрод будет более липким. Избегайте использования этих стержней низкого качества.
Поскольку стержни большего диаметра дают наибольшую скорость наплавки, если сварной шов должен иметь хорошую консистенцию, используйте стержень большего размера. Точно так же вы должны решить, какой размер электрода вам нужно использовать, исходя из характера сварного шва.
Также не забудьте удалить с поверхности металла ржавчину, влагу, масло или любые загрязнения перед сваркой. Хотя сварка палкой в таких ситуациях более щадящая, она убережет вас от неожиданных неприятностей.
3. Старайтесь поддерживать хорошее заземление.
Плохое соединение основного металла с землей может вызвать увеличение общего сопротивления вашей цепи. Высокое сопротивление приведет к низкому напряжению холостого хода, что затруднит зажигание дуги. Убедитесь, что у вас есть надежное заземление. Ищите трещины в заземляющем проводе. Если клеммные соединения стали слишком ржавыми, отрежьте провод с обоих концов и сделайте новые соединения.
Высокое сопротивление приведет к низкому напряжению холостого хода, что затруднит зажигание дуги. Убедитесь, что у вас есть надежное заземление. Ищите трещины в заземляющем проводе. Если клеммные соединения стали слишком ржавыми, отрежьте провод с обоих концов и сделайте новые соединения.
Важно помнить, что вы также должны убедиться, что все провода для сварки штангой подключены правильно, в зависимости от области применения, для которой вы их используете.Вы можете узнать больше об этом в этой статье, которую я написал.
4. Соблюдайте правильную технику зажигания дуги.
Проблемы с прилипанием электродов возникают чаще при зажигании дуги. Чтобы научиться правильно зажигать дугу, требуются недели или месяцы практики. Два наиболее часто используемых метода зажигания дуги называются методом перетаскивания (также называемым методом зажигания) и методом постукивания, которые мы обсуждали ранее.
5. Используйте соответствующую длину дуги.
После того, как вам удастся поддерживать стабильную дугу, постарайтесь поддерживать соответствующее расстояние между концом стержня и основным металлом. Старайтесь держаться на небольшом расстоянии, но не касайтесь металла. Кроме того, не увеличивайте длину дуги слишком сильно, так как это приведет к разбрызгиванию металла повсюду.
Старайтесь держаться на небольшом расстоянии, но не касайтесь металла. Кроме того, не увеличивайте длину дуги слишком сильно, так как это приведет к разбрызгиванию металла повсюду.
Общее практическое правило — никогда не превышать длину дуги, превышающую диаметр металлического сердечника электрода.
6. Сохраняйте угол и скорость движения на соответствующем уровне.
Я уверен, что вы уже знаете основные положения при сварке. Вам нужно будет убедиться, что вы находитесь в удобном положении, чтобы сохранить однородность сварного шва до последнего момента.
Например: Если вы держите жало (держатель сварочного стержня) в правой руке, опустите левый локоть на верстак и воспользуйтесь этим, чтобы стабилизировать электрод. Таким образом, вы можете без проблем поддерживать одинаковую скорость движения и угол наклона.
Если вы увеличите скорость движения, это уменьшит проникновение, а если вы снизите скорость, это обеспечит неглубокие глубокие проникновения. Поэтому старайтесь соблюдать баланс между ними для получения качественной отделки шва.
Поэтому старайтесь соблюдать баланс между ними для получения качественной отделки шва.
7.Выберите подходящий электрод
Толстые электроды трудно удержать, и они с большей вероятностью прилипнут. Если вы новичок, я бы посоветовал начать с тонкого сварочного стержня 6013, поскольку с ним довольно легко обращаться. По мере накопления опыта вы можете продвигаться к E7018 и E7024.
8. Храните сварочные стержни в сухом месте.
Если вы используете только E6013 или E6011, вам не нужно сильно беспокоиться об их хранении. Любой электрод с названием, имеющим последние две цифры 10,11,12 или 13 (например, E6013, E6012 и т. Д.) можно хранить в сухом футляре при комнатной температуре. Но в случае со стержнями E7018 или E7024 вам следует проявить особую осторожность, чтобы сохранить их качество. Храните их в сухих духовках, где вы можете поддерживать температуру 200-400 градусов по Фаренгейту.
Подводя итог
Как я уже упоминал выше, наиболее частой причиной проблем с заеданием сварочного стержня является низкий ток. Следование вышеупомянутым простым методам очень поможет вам в сварке.
Следование вышеупомянутым простым методам очень поможет вам в сварке.
Но имейте в виду, что практика — это то, что делает сварной шов идеальным.Так что, ребята, ПРАКТИКА! УПРАЖНЯТЬСЯ! и ПРАКТИКА!
Безопасно ли сварка с кардиостимулятором?
Недавно в штаб-квартиру Arc-Zone.com нам позвонил клиент, который хотел узнать, существуют ли какие-либо ограничения на сварку людей с кардиостимулятором или имплантированным дефибриллятором, и безопасно ли сварка с помощью кардиостимулятора. Я никогда не думал об этом раньше и не знал ответа. Я решил изучить это и поделиться своими выводами со всеми нашими читателями и клиентами в блоге.Поскольку это важная проблема, которая затрагивает многих мужчин и женщин, мы подумали, что разместим этот блог здесь и в блоге Джо Велдера.
Заключение и отказ от ответственности
Поскольку это очень серьезная медицинская проблема, а мы не очень серьезные врачи, мы сразу опубликуем самый важный вывод из этого сообщения в блоге: проконсультируйтесь с врачом! Только ваш кардиолог может сказать вам, какие действия опасны и как с ними обращаться. Сварка — это деятельность, которая считается опасной, поэтому ознакомьтесь с ресурсами, которые мы предоставляем ниже, проведите собственное исследование и, самое главное, позвоните в свою документацию! Мы предоставляем ресурсы и информацию, которые мы нашли в ходе нашего исследования, но это не замена опыту вашего врача. Они не зря годами учились в медицинской школе.
Сварка — это деятельность, которая считается опасной, поэтому ознакомьтесь с ресурсами, которые мы предоставляем ниже, проведите собственное исследование и, самое главное, позвоните в свою документацию! Мы предоставляем ресурсы и информацию, которые мы нашли в ходе нашего исследования, но это не замена опыту вашего врача. Они не зря годами учились в медицинской школе.
Электромагнитная энергия
Основная проблема при сварке с кардиостимулятором или дефибриллятором — это высокая электромагнитная (ЭМ) энергия, создаваемая сварочным аппаратом.Эта электромагнитная энергия может заставить ваш кардиостимулятор непрерывно управлять ритмом сердца, что может вызвать нерегулярную частоту сердечных сокращений, если ваше сердце уже само по себе бьется нормально. С другой стороны, всплеск электромагнитной энергии при точечной сварке или запуске валика может привести к временной остановке кардиостимулятора, если он стимулировал ваше сердце. Обе эти ситуации плохи. Имплантированные дефибрилляторы могут определять электромагнитную энергию сварщика как учащенный сердечный ритм, вызывая разряд (уфу!).
Имплантированные дефибрилляторы могут определять электромагнитную энергию сварщика как учащенный сердечный ритм, вызывая разряд (уфу!).
Интересно, что, согласно данным компании medtronic, электромагнитное поле, создаваемое сварочным аппаратом, не вызовет необратимого повреждения или перепрограммирования вашего кардиостимулятора или имплантированного дефибриллятора.Основная проблема заключается в том, как эти устройства ведут себя в присутствии интенсивной электромагнитной энергии. Любые потенциальные эффекты исчезнут, когда сварка будет остановлена или выключена.
Также следует отметить, что кислородно-топливная сварка не создает электромагнитного поля, поэтому ее можно безопасно использовать с имплантированным кардиостимулятором или дефибриллятором.
Как снизить риск при сварке с помощью кардиостимулятора?
Вот хороший список мер предосторожности, которые мы нашли в компании Medtronic:
- Ограничить сварочный ток до менее 120 ампер
- Работать в сухом месте в сухих перчатках и обуви
- Сохраняйте расстояние 2 фута между сварочной дугой и устройством сердца
- Держите сварочные кабели близко друг к другу (по возможности скрутите их) и как можно дальше от сердечного устройства
- Разместите сварочный аппарат как можно дальше и на расстоянии не менее 5 футов от рабочей зоны
- Подождите несколько секунд между попытками, если возникли трудности с началом сварки (не подавайте импульс сварочному аппарату быстро).
- Работайте в зоне с устойчивой опорой и большим пространством для передвижения
- Работайте с информированным человеком, который понимает, с чем вы имеете дело.
- Немедленно прекратите сварку и отойдите от этой области, если вы почувствуете головокружение, головокружение или считаете, что имплантируемый дефибриллятор вызвал разряд.

Ресурсы
AWS
Медтроник
Американская кардиологическая ассоциация
Обсуждение Pacemaker Club на тему
.