| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 Мы можем поставлять графитированные электроды в широком ассортименте: низкого сопротивления, высокой плотности, жаростойкости, высокоточной механичной обработки, что позволяет удовлетворить потребности разного клиента.
Мы можем поставлять графитированные электроды в широком ассортименте: низкого сопротивления, высокой плотности, жаростойкости, высокоточной механичной обработки, что позволяет удовлетворить потребности разного клиента. 30- 0)
30- 0) 20
20 90
90 05
05 20
20 90
90 24
24 50
50 25
25 45
45 60
60 20
20 88
88 60
60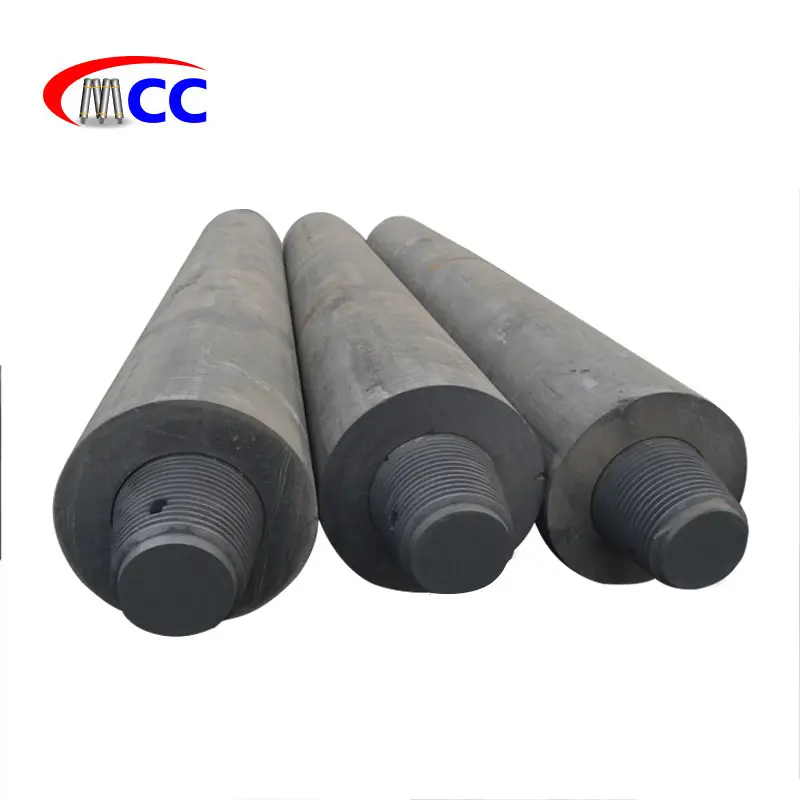 5
5 0
0 0
0 5
5 Пермь, ул. Кировоградская, 12
Пермь, ул. Кировоградская, 12Графитированные электроды
Графитированные (графитовые) электроды и их применение
Графитированные (графитовые) электроды преимущественно находят применение при выплавке стали в дуговых электросталеплавильных печах и в процессах рафинирования стали при внепечной обработке в агрегатах печь-ковш. Графитированные электроды также используются и в других процессах плавки, например, плавки на штейн в руднотермических печах.
Дуговая электрическая печь при производстве стали обеспечивает большую эксплуатационную гибкость по сравнению с кислородным конвертером, так как может быть остановлена и перезапущена вновь относительно быстро, что дает возможность оперативно отвечать на запросы потребителей и динамику рынка. Именно поэтому дуговые печи широко применяются и небольшими сталелитейными заводами, и в литейном производстве. Соответственно, спрос на такой расходный материал, как графитированные электроды, неуклонно повышается.
Именно поэтому дуговые печи широко применяются и небольшими сталелитейными заводами, и в литейном производстве. Соответственно, спрос на такой расходный материал, как графитированные электроды, неуклонно повышается.
Электрические дуговые печи работают с использованием либо переменного электрического тока или постоянного электрического тока. Подавляющее большинство электродуговых печей используют переменный ток. Каждая из этих печей, как правило, использует девять электродов (в трех колоннах по три электрода в каждой) за один раз. Остальные электродуговые печи, которые используют постоянный ток, как правило, используют одну колонну из трех электродов. В процессе плавки электроды постепенно потребляются, что требует добавление нового электрода. Графитированные электроды соединяются между собой посредством ниппельного соединения, для чего с обоих концов каждого электрода делается резьбовое ниппельное гнездо. Размер электродов варьируется в зависимости от размера печи, параметров трансформатора тока и планируемой производительности печи. Электроды могут быть как небольшие – 75 миллиметров в диаметре, так и довольно крупные – до 750 мм в диаметре и до 2800мм в длину. Соответственно, один графитированный электрод может весить в зависимости от размера от пяти килограмм и до двух тонн.
Электроды могут быть как небольшие – 75 миллиметров в диаметре, так и довольно крупные – до 750 мм в диаметре и до 2800мм в длину. Соответственно, один графитированный электрод может весить в зависимости от размера от пяти килограмм и до двух тонн.
Особенности в сфере производства и реализации графитированных электродов
Электроды в настоящее время являются единственными доступными продуктами, которые обладают высоким уровнем электропроводности и способностью поддержания высокого уровня тепла в электрической дуговой печи в процессе производства стали. В настоящее время происходит активное развитие технологий производства графитированных электродов и постоянное повышение их качества для удовлетворения современных требований, поскольку любые изменения в металлургических, электрических и механических условиях эксплуатации могут оказать существенное влияние на поведение электродов. Новые технологии плавки в современных печах большого объема и повышенной мощности приводят к более быстрому прогреву электродов, чем в малых печах и требуют значительного повышения устойчивости электродов к термическим и механическим воздействиям. Повышение эффективности работы электродуговых печей приводит к снижению величины потребления графитированных электродов на тонну произведенной стали в электродуговых печах (удельного расхода).
Повышение эффективности работы электродуговых печей приводит к снижению величины потребления графитированных электродов на тонну произведенной стали в электродуговых печах (удельного расхода).
Поставляемые ООО «Новые индустриальные технологии» графитированные электроды соответствуют условиям эксплуатации современных дуговых печей и обладают высокой механической прочностью, отличной теплопроводностью, низким электрическим сопротивлением, что имеет решающее значение для экономичного расхода.
Марки графитированных электродов
Графитированные электроды марки ЭГ (RP – regular power), а также ниппели производятся на основе каменноугольного пека и нефтяного кокса. Подходят для осуществления работы на плотностях тока до 25 А/см2 в дуговых сталеплавильных, рафинировочных ферросплавных, руднотермических печах и прочих электротермических устройствах.
Показатель | Диаметр, мм | RP |
Удельное электросопротивление, | ≤ 300 | 8,5 |
Предел прочности при изгибе, | ≤ 300 | 8,5 |
Плотность, | ≤ 300 | 1,53 |
| Модуль Юнга, ГПа, не более | ≤ 300 | 9,3 |
Графитированные электроды марки ЭГП (HP — high power),а также ниппели производятся на основе каменноугольного пека и нефтяного кокса и имеют дополнительную пропитку пеком. Подходят для осуществления работы в дуговых сталеплавильных печах высокой мощности и установках печь-ковш.
Подходят для осуществления работы в дуговых сталеплавильных печах высокой мощности и установках печь-ковш.
Показатель | Диаметр, мм | HP |
Удельное электросопротивление, | ≤ 400 | 6,5 |
Предел прочности при изгибе, | ≤ 400 | 10,5 |
Плотность, | ≤ 400 | 1,62 |
| Модуль Юнга, ГПа, не более | ≤ 400 | 12,0 |
Электроды графитированные марки ЭГСП (UHP – ultra high power), а также ниппели производятся на основе игольчатого кокса и каменноугольного пека и имеют дополнительную пропитку пеком.
Показатель | Диаметр, мм | UHP |
Удельное электросопротивление, | ≤ 400 | 5,5 |
Предел прочности при изгибе, | ≤ 400 | 11,0 |
Плотность, | ≤ 400 | 1,66 |
| Модуль Юнга, ГПа, не более | ≤ 400 | 14,0 |
ООО «Новые индустриальные технологии» (Екатеринбург) является официальным поставщиком и дилером известных отечественных и зарубежных производителей графитированных электродов, что гарантирует высокое качество поставляемой продукции.
Энергопром готовится к падению цен на графитированные электроды после 10-кратного взлёта
By Reuters Staff, Рейтер
* Цены на электроды выросли в 10 раз с начала 17г
* Дефицит образовался на фоне ограничений в Китае
* Энергопром ждёт баланса рынка к весне 18г
* В 18г цены на электроды достигнут уровня 08-09гг
МОСКВА, 23 ноя (Рейтер) — Энергопром, крупнейший российский производитель графитированных электродов, ожидает падения цен в 2018 году до уровня 2008-2009 годов на фоне сокращения дефицита, сказал генеральный директор компании Виктор Нечуятов на организованной Рейтер отраслевой конференции.
Падение цен ожидается после десятикратного роста в 2017 году из-за ажиатажного спроса, который пришёл на смену многолетней стагнации рынка электродов, необходимых для выплавки стали в электродуговых печах, из-за вывода мощностей в очищающем воздух Китае вкупе с подъёмом производства электростали.
Доля Энергопрома, который планировал IPO в 2014-2015 годах, в мировом производстве электродов составляет порядка 4 процентов при оценке глобального рынка в 1,2 миллиона тонн в год. В денежном выражении глобальный рынок оценивается в $36 миллиардов, подсчитал аналитик агентства АКРА Максим Худалов. В России Энергопром занимает треть рынка, остальное металлурги импортируют. Более половины своей продукции Энергопром экспортирует.
В денежном выражении глобальный рынок оценивается в $36 миллиардов, подсчитал аналитик агентства АКРА Максим Худалов. В России Энергопром занимает треть рынка, остальное металлурги импортируют. Более половины своей продукции Энергопром экспортирует.
Рынок графитированных электродов с 2010 по 2016 год находился в депрессии из-за вялого спроса и избытка производства в Китае, согласно данным Энергопрома, который входит в инвестгруппу Ренова миллиардера списка Forbes Виктора Вексельберга.
Энергопром ожидает, что после резкого дефицита и взлёта цен в 2017 году на волне борьбы Китая за чистый воздух баланс на внутреннем рынке графитированных электродов на крупнейшем в мире металлургическом рынке наступит в ближайшее время и цены начнут снижаться к уровням 2008-2009 годов, что будет всё равно выше цен начала 2017 года в 2,5 раза.
“Мы думаем, что цены на графитированные электроды закрепятся на уровне, существенно более высоком, чем это было в начале 2017 года, что в общем обеспечит справедливую маржу, которая позволит компаниям развиваться”, — сказал Нечуятов на конференции Thomson Reuters “Российский рынок стали” в Москве.
По данным Энергопрома, несмотря на текущую предельную загрузку китайских мощностей по производству графитированных электродов (95 процентов в сентябре 2017 года против 59 процентов в 2016 году), в других странах мощности остаются незадействованными приблизительно на 20 процентов.
Согласно расчетам Рейтер на основе данных Энергопрома, превышение произведенных объемов в Китае над потреблением электродов в стране в 2016 году составляло 158.000 тонн, в 2017 году этот же показатель увеличился до 228.000 тонн за счет роста физического объема производства китайских электродов. При этом мировой спрос был удовлетворен полностью.
Дополнительное давление на рынок, по мнению Энергопрома, оказывает дефицит игольчатого кокса, основного сырья для производства графитированных электродов.
Худалов считает, что для российских предприятий текущий уровень цен на электроды не критичен, поскольку большую часть в выработке стали в России занимает доменное производство.
Кроме того, для предприятий, использующих электропечи, эффект от такого значительного роста цен на электроды минимален. По словам Худалова, доля электродов в себестоимости производства электростали крайне мала. (Вероника Савченко, Екатерина Гаршенина. Редактор Андрей Кузьмин)
По словам Худалова, доля электродов в себестоимости производства электростали крайне мала. (Вероника Савченко, Екатерина Гаршенина. Редактор Андрей Кузьмин)
Изготовление и применение графитированных электродов | 22 Мая 2012 | Лента новостей | Торговый Дом ЧНСК
22 Мая 2012 / Статьи
Графит искусственный – это технический материал, изготовленный из углеродистого сырья путем прессования с последующим обжигом при температуре 1 100 градусов по шкале Цельсия. Далее его графитируют при температуре 2 400-2 800 градусов – это необходимо для превращения исходного углеродистого материала и его неупорядоченной структуры в гексагональную кристаллическую структуру графита.
Применение графита искусственного как конструкционного материала основывается на очень высокой температуре сублимации (даже при температуре в 4 тыс. К (кельвина) графит искусственный остается твердым), хорошем сопротивлении термическим ударам, маленькой плотности, а также высоких теплопроводности, антикоррозийных и антифрикционных свойствах.
ПРИМЕНЕНИЕ ГРАФИТИРОВАННЫХ ЭЛЕКТРОДОВ В ПРОМЫШЛЕННОСТИ
В промышленности графитироваванные электроды находят применение в работе со сталеплавильными и руднотермическими печами, при помощи которых производятся стали легированные с небольшим содержанием углерода и высоким качеством, стали специальные и ферросплавы. Такие графитированные электроды отличаются повышенными прессовыми характеристиками и увеличенной степенью электропроводности, обладают очень высокой стойкостью к воздействиям тепловым, низким удельным сопротивлением. Повышение качественного показателя получаемого металла достигается введением в состав таких электродов небольших примесей золы. Для работы с руднотермическими, дуговыми печами и другим оборудованием, в котором используется электронагревание, применяются графитированные электроды с диаметрами от 75 до 555 мм. Для установок, имеющих режим плотности тока, достигающий 25 А/кв. см, используют электроды диаметром от 250 до 555 мм, для установок с плотностью тока до 30 А/кв. см – используют электроды с диаметром 75-200мм.
см – используют электроды с диаметром 75-200мм.
Также эти электроды широко применяются при сварочных работах. Они необходимы для сварочных аппаратов. Самые надежные и качественные сварочные аппараты поставляет компания «ДельтаСвар». Почитать информацию о компании, а также узнать весь ассортимент продукции, поставляемой данной компанией можно на официальном сайте — gorelka.info.
ПРОИЗВОДСТВО ЭЛЕКТРОДОВ ГРАФИТИРОВАННЫХ
Высококачественные электроды для электродуговых печей постоянного и переменного тока различной мощности производят на основе нефтяных рядовых или игольчатых пековых коксов и пека каменноугольного (пропиточный и связующий пек).
Электроды выпускаются под марками ЭГ, ЭПГ и ЭГСП диаметром 200-700 мм и полностью соответствуют международным стандартам качества. В процессе плавки по отдельным технологиям изготовляют ниппели, предназначенные для наращивания электродов. Данные технологии обеспечивают высокий уровень эксплуатационных свойств и физико-химических показателей.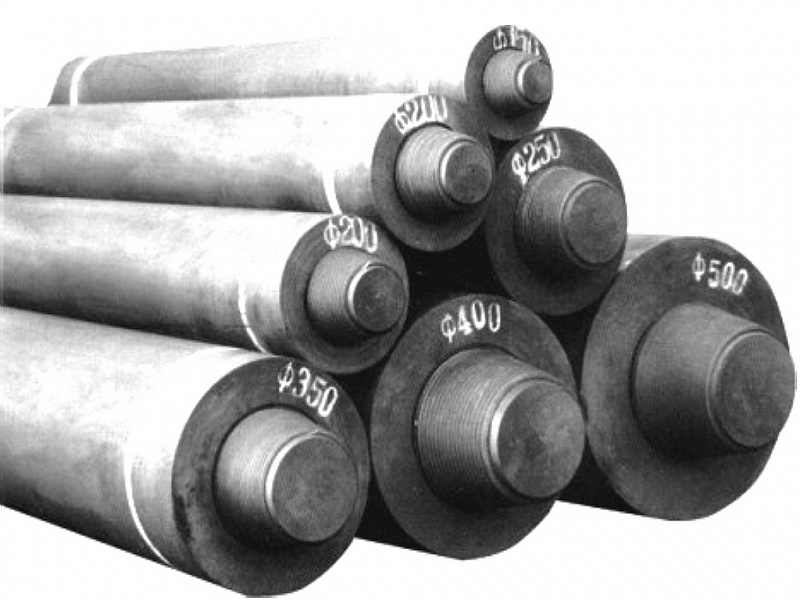
Ниппели и графитированные электроды ЭГ20 изготавливаются в соответствии с ТУ 1911-109-052-2003 длиной до 2 400 мм и диаметром 75-400 мм.
Каждый графитированный электрод ЭГ20 укомплектован ниппелем. Имеющие диаметр до 200 мм электроды и ниппели к ним изготавливают с цилиндрической резьбой, а электроды диаметром от 250 мм и ниппели к ним – с резьбой конической.
Виды электродов обозначаются цифрой в номенклатурном обозначении в соответствии с плотностью тока в печах и установках, для которых они предназначаются. Эта цифра указывает на обозначение плотности тока в агрегатах. К примеру, в печах, где плотность тока равна 20 А/кв. см, используют графитированные электроды ЭГ20.
Электроды
Производство углеграфитовой продукции является длительным и многопередельным процессом, технологическая схема которого включает в себя ряд основных этапов:
1) Приём и подготовка сырьевых материалов;
2) Приготовление массы;
3) Формирование заготовок;
4) Термическая обработка;
5) Механическая обработка.
В свою очередь каждый этап имеет множество технологических операций, которые оказывают влияние на качество готовой продукции.
1.Приём и подготовка сырьевых материалов.
Всё поступающее сырьё классифицируется, и храниться на складе сырья, в зависимости от вида и поставщика.
По своему происхождению сырье делят на естественное (антрацит) и искусственное, которое делиться на две основные группы: твердые углеродные материалы (нефтяной кокс, графит) и связующие вещества (каменноугольный пек).
Подготовка сырья является основным подготовительным этапом при производстве электродной продукции. Поступившее сырье подвергают первичному дроблению и прокаливанию или первичной термической отработке (без доступа воздуха, при высокой температуре).
Процесс прокаливания является основным и решающим звеном производственного цикла, т.к. влияет на формирование качественных показателей и эксплуатационные свойства готовой продукции. При прокаливании материал претерпевает усадочные явления, структурные изменения, а так же изменения физических и механических свойств.
Прокаливание материалов осуществляется в ретортных прокалочных печах (нефтяной кокс — при температуре 1150-1380ºC, в зоне прокалки) и вращающихся печах барабанного типа (антрацит – при температуре 1150ºC, каменноугольный кокс — 1050ºC, в зоне прокалки).
Прокаленный материал дробят, размалывают и рассевают по сортовым бункерам.
2 Приготовление массы
Масса дозируется весовым способом, строго по рецептуре, разработанной для каждого вида продукции. Имеет однородную структуру, которая достигается путем многократного перемешивания и способна хорошо воспринимать пластические деформации.
При производстве электродной массы для непрерывных самоспекающихся электродов этот этап является завершающий. Готовую массу брикетируют (на формовочной машине барабанного типа) или изготавливают крупные блоки (путем набивки в кожуха).
3 Формирование заготовок
Формирование заготовок происходит при прессовании горячей массы путем выдавливания через мундштук. Размеры заготовок зависят от сечения используемого мундштука. Заготовки прессуют на прессах усилием: 600тн,1000тн,1600тн,2500тн.
Размеры заготовок зависят от сечения используемого мундштука. Заготовки прессуют на прессах усилием: 600тн,1000тн,1600тн,2500тн.
4 Термическая обработка
Этап термической обработки включает в себя два процесса: обжиг и графитация электродной заготовки.
Обжиг — это процесс термической обработки прессованных заготовок, в результате которого происходит формирование структуры и основных свойств заготовок. Обожжённые заготовки устойчивы к механическим воздействиям, увеличивается их теплопроводность, электропроводность и термическая сопротивляемость.
Обжиг проводят в многокамерных кольцевых печах закрытого и открытого типа, при температуре 1200ºC. Продолжительность обжига ~20суток.
Графитация — это процесс термической обработки обожженных заготовок, в результате которого происходит упорядочивание атомов углерода в структуру графита под действием высокой температуры. Графитированные заготовки имеют низкое электросопротивление, высокую тепло и электропроводность, обладают химической стойкостью.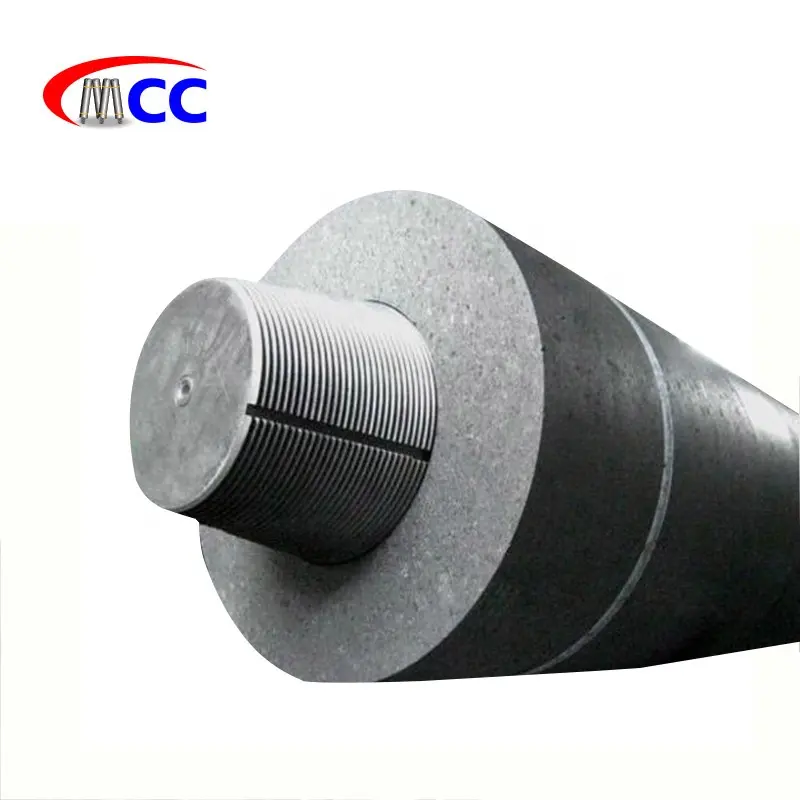
Заготовки графитируются в электрических печах прямого нагрева при температуре не ниже 2500ºC, без доступа воздуха. Продолжительность процесса ~10суток
5 Механическая обработка
Электродная продукция может выпускаться с полной обработкой, с частичной обработкой и без механической обработки.
При полной и частичной механической обработке происходит удаление поверхностного слоя заготовок и корректировка линейных размеров.
Готовая продукция подвергается норма контролю, в соответствии с нормативно технической документацией, сортируется по видам, упаковывается (по необходимости) и отправляется на склад готовой продукции.
| Номинальный диаметр | Электро-сопротивление, мкОм∙м (не более) Электрод/Ниппель |
Предел прочности при изгибе, МПа (не более) Электрод/Ниппель |
Модуль Юнга, ГПа (не более) Электрод/Ниппель |
Объемная плотность, г/см3 (не менее) Электрод/Ниппель |
Термический коэффициент линейного расширения (100 — 600 °С), х 10-6/℃ (не более) Электрод/Ниппель |
Зольность, % (не более) |
|---|---|---|---|---|---|---|
75-130 мм |
Электро-сопротивление, мкОм∙м (не более) Электрод/Ниппел: 8,5/8,0 |
Предел прочности при изгибе, МПа (не более) Электрод/Ниппель: 10,0/14,0 |
Модуль Юнга, ГПа (не более) Электрод/Ниппель: 9,3/14,0 |
Объемная плотность, г/см3 (не менее) Электрод/Ниппель: 1,58/1,70 |
Термический коэффициент линейного расширения (100 — 600 °С), х 10-6/℃ (не более) Электрод/Ниппель: 2,9/2,7 |
Зольность, % (не более): 0,5 |
150-200 мм |
Электро-сопротивление, мкОм∙м (не более) Электрод/Ниппел: 9,0/8,0 |
Предел прочности при изгибе, МПа (не более) Электрод/Ниппель: 10,0/14,0 |
Модуль Юнга, ГПа (не более) Электрод/Ниппель: 9,3/14,0 |
Объемная плотность, г/см3 (не менее) Электрод/Ниппель: 1,54/1,70 |
Термический коэффициент линейного расширения (100 — 600 °С), х 10-6/℃ (не более) Электрод/Ниппель: 2,9/2,7 |
Зольность, % (не более): 0,5 |
250-300 мм |
Электро-сопротивление, мкОм∙м (не более) Электрод/Ниппел: 9,0/8,0 |
Предел прочности при изгибе, МПа (не более) Электрод/Ниппель: 8,0/14,0 |
Модуль Юнга, ГПа (не более) Электрод/Ниппель: 9,3/14,0 |
Объемная плотность, г/см3 (не менее) Электрод/Ниппель: 1,53/1,70 |
Термический коэффициент линейного расширения (100 — 600 °С), х 10-6/℃ (не более) Электрод/Ниппель: 2,9/2,8 |
Зольность, % (не более): 0,5 |
350 мм |
Электро-сопротивление, мкОм∙м (не более) Электрод/Ниппел: 9,0/8,0 |
Предел прочности при изгибе, МПа (не более) Электрод/Ниппель: 7,0/14,0 |
Модуль Юнга, ГПа (не более) Электрод/Ниппель: 9,3/14,0 |
Объемная плотность, г/см3 (не менее) Электрод/Ниппель: 1,53/1,70 |
Термический коэффициент линейного расширения (100 — 600 °С), х 10-6/℃ (не более) Электрод/Ниппель: 2,9/2,8 |
Зольность, % (не более): 0,5 |
400/500 мм |
Электро-сопротивление, мкОм∙м (не более) Электрод/Ниппел: 9,0/8,0 |
Предел прочности при изгибе, МПа (не более) Электрод/Ниппель: 7,0/14,0 |
Модуль Юнга, ГПа (не более) Электрод/Ниппель: 9,3/14,0 |
Объемная плотность, г/см3 (не менее) Электрод/Ниппель: 1,53/1,70 |
Термический коэффициент линейного расширения (100 — 600 °С), х 10-6/℃ (не более) Электрод/Ниппель: 2,9/2,8 |
Зольность, % (не более): 0,5 |
450 мм |
Электро-сопротивление, мкОм∙м (не более) Электрод/Ниппел: 9,0/8,0 |
Предел прочности при изгибе, МПа (не более) Электрод/Ниппель: 7,0/14,0 |
Модуль Юнга, ГПа (не более) Электрод/Ниппель: 9,3/14,0 |
Объемная плотность, г/см3 (не менее) Электрод/Ниппель: 1,53/1,70 |
Термический коэффициент линейного расширения (100 — 600 °С), х 10-6/℃ (не более) Электрод/Ниппель: 2,9/2,8 |
Зольность, % (не более): 0,5 |
550-700 мм |
Электро-сопротивление, мкОм∙м (не более) Электрод/Ниппел: 10,5/8,0 |
Предел прочности при изгибе, МПа (не более) Электрод/Ниппель: 6,5/14,0 |
Модуль Юнга, ГПа (не более) Электрод/Ниппель: 9,0/14,0 |
Объемная плотность, г/см3 (не менее) Электрод/Ниппель: 1,53/1,70 |
Термический коэффициент линейного расширения (100 — 600 °С), х 10-6/℃ (не более) Электрод/Ниппель: 2,9/2,8 |
Зольность, % (не более): 0,5 |
Производство и применение графитовых электродов и углеродосодержащих материалов
Современные высокотехнологические способы получения сталей и сплавов основываются на электродуговых процессах.
Электрическая дуга – явление, известное всем, кто хоть раз соприкасался с электричеством. Часто дуга возникает в местах разрыва электрических контактов и сопровождается ярким свечением. Это явление свидетельствует о возникновении в области электрической дуги чрезвычайно высоких температур (более 3000 С) и имеет важное практическое применение (создание мощного источника света, как например, в прожекторах или создание рабочей зоны для высокотемпературной обработки – плавки, сварки…).
Для обеспечения устойчивой электрической дуги применяют различные технические приемы. К ним относится использование графитовых электродов, к которым подводится электрический ток, например, в угольных электродуговых лампах нашедших широкое применение в прожекторах и кинопроекторах ХХ века. В промышленности и, особенно, в металлургии все намного масштабнее. Графитовые электроды, применяемые для создания электрической дуги в зоне плавки металла, иногда имеют диаметр до 1 метра.
Откуда же берутся такие уникальные изделия как графитовые электроды? Графитовые электроды производят из углеродосодержащих материалов на специальных электродных заводах в результате целого ряда технологических операций. Графит, из которого состоят электроды промышленного использования, называется искусственным и отличается от привычного многим графита в стержнях карандашей. Метод получения искусственного электродного графита был изобретен более 100 лет назад и носит название по имени изобретателя Ачесона – ачесоновский графит. Ачесон – американский исследователь (1856–1931), который пытался получить из распространенных форм углерода (кокса, угля) алмаз, но в итоге открыл метод получения искусственного графита, который используется и поныне.
Графит, из которого состоят электроды промышленного использования, называется искусственным и отличается от привычного многим графита в стержнях карандашей. Метод получения искусственного электродного графита был изобретен более 100 лет назад и носит название по имени изобретателя Ачесона – ачесоновский графит. Ачесон – американский исследователь (1856–1931), который пытался получить из распространенных форм углерода (кокса, угля) алмаз, но в итоге открыл метод получения искусственного графита, который используется и поныне.
Несмотря на такой солидный возраст метода и достаточно хорошо освоенную технологию получения ачесоновского графита, в настоящее время нет единой теории, объясняющей собственно физику превращения исходных материалов в графит. Не вызывает сомнений, что процесс производства искусственного графита является чрезвычайно «наукоемким».
Из чего же изготавливают искусственный графит? Исходными материалами являются нефтяной кокс и каменноугольный пек, которые смешиваются в заданной пропорции и затем проходят обработку в механических прессах, где им придается определенная геометрическая форма (часто цилиндрическая). Затем, выполняется предварительная высокотемпературная обработка (обжиг) при температурах около 1200 С. В результате обжига заготовки электродов приобретают определенную однородность, так как каменноугольный пек переходит в твердое состояние с внутренней коксовой структурой. После обжига заготовки электродов помещаются в специальную графитировочную печь. Через заготовки пропускают электрический ток большой мощности (сотни килоампер). Температура заготовок в середине печи достигает 3000 С. Кампания графитирования длится несколько дней, в течение которых электрический ток подводится по заранее разработанному регламенту. Общее количество электроэнергии, подведенной при графитировании может превышать 700 МВт∙час (иногда более 1 млн кВт∙час) за одну кампанию графитирования. Такое упрощенное описание технологического процесса, конечно же, не раскрывает научно-технические особенности всех его этапов (переделов – на языке производственников). Со времени изобретения и до сегодняшнего дня в технологический процесс производства графитовых электродов внесено много технических решений, изобретений, помогающих усовершенствовать сам процесс и конечную продукцию (графитовые электроды).
Затем, выполняется предварительная высокотемпературная обработка (обжиг) при температурах около 1200 С. В результате обжига заготовки электродов приобретают определенную однородность, так как каменноугольный пек переходит в твердое состояние с внутренней коксовой структурой. После обжига заготовки электродов помещаются в специальную графитировочную печь. Через заготовки пропускают электрический ток большой мощности (сотни килоампер). Температура заготовок в середине печи достигает 3000 С. Кампания графитирования длится несколько дней, в течение которых электрический ток подводится по заранее разработанному регламенту. Общее количество электроэнергии, подведенной при графитировании может превышать 700 МВт∙час (иногда более 1 млн кВт∙час) за одну кампанию графитирования. Такое упрощенное описание технологического процесса, конечно же, не раскрывает научно-технические особенности всех его этапов (переделов – на языке производственников). Со времени изобретения и до сегодняшнего дня в технологический процесс производства графитовых электродов внесено много технических решений, изобретений, помогающих усовершенствовать сам процесс и конечную продукцию (графитовые электроды). Главным требованием к конечному продукту (графитовым электродам), которое предъявляют потребители-металлурги, является электрическое сопротивление собственно электрода. Чем выше это сопротивление, тем большая часть электроэнергии, которая пропускается через электрод, будет расходоваться не на технологический процесс, а на нерациональное преодоление электрического сопротивления электрода и, как следствие, рассеиваться в виде теплоты. Качество электродов у потребителей оценивается известным для специалистов значением удельного электрического сопротивления (УЭС) материала электродов. Для лучших образцов мирового уровня этот параметр достигает 3,5 мкОм•м; среднее значение, позволяющее производителю быть конкурентоспособным составляет 4,5…5 мкОм•м. Одним из главных технологических факторов, который обеспечивает низкие значения УЭС электродов является температура при графитировании. Проверено, что если значение минимальной температуры графитируемых заготовок в печи превышают 2600 С, то качество электродов будет заведомо высоким.
Главным требованием к конечному продукту (графитовым электродам), которое предъявляют потребители-металлурги, является электрическое сопротивление собственно электрода. Чем выше это сопротивление, тем большая часть электроэнергии, которая пропускается через электрод, будет расходоваться не на технологический процесс, а на нерациональное преодоление электрического сопротивления электрода и, как следствие, рассеиваться в виде теплоты. Качество электродов у потребителей оценивается известным для специалистов значением удельного электрического сопротивления (УЭС) материала электродов. Для лучших образцов мирового уровня этот параметр достигает 3,5 мкОм•м; среднее значение, позволяющее производителю быть конкурентоспособным составляет 4,5…5 мкОм•м. Одним из главных технологических факторов, который обеспечивает низкие значения УЭС электродов является температура при графитировании. Проверено, что если значение минимальной температуры графитируемых заготовок в печи превышают 2600 С, то качество электродов будет заведомо высоким.
Если теперь перейти к оценке экономических показателей электродного производства, то очевидно, что процесс изготовления электродов является чрезвычайно затратным. Стоимость только электроэнергии, израсходованной на одну кампанию графитирования, может достигать десятков тысяч долларов. Отсюда, любое, сколь бы малым оно ни было, сокращение затрат электродного производства может дать ощутимый экономический эффект.
Вся продукция производится на основе углеродосодержащего сырья – антрацита, каменного угля и др., а также их производном – коксе. Эти материалы, будучи соответствующим образом обработанными, обладают очень важным свойством – способностью выдерживать высокие температуры. Достаточно сказать, что графит при отсутствии доступа воздуха может выдерживать температуры до 3000 С. Уникальное сочетание физических свойств – высокая электропроводность и термостойкость делает углеродосодержащие материалы безальтернативными в металлургическом производстве. Их также применяют как теплозащитные (в качестве футеровки высокотемпературных зон) и, одновременно, электропроводные материалы при производстве алюминия и магния, как футеровочные в доменном производстве и т. д. Сегодня ученые открывают все новые и новые свойства углерода и углеродосодержащих материалов, находя им, практическое применение в, казалось бы, невозможных для этих материалов областях – это суперсовременные корпуса военных самолетов, нано-материалы в микроэлектронике и пр.
д. Сегодня ученые открывают все новые и новые свойства углерода и углеродосодержащих материалов, находя им, практическое применение в, казалось бы, невозможных для этих материалов областях – это суперсовременные корпуса военных самолетов, нано-материалы в микроэлектронике и пр.
Factbox: Что такое графитовые электроды и игольчатый кокс?
МАНИЛА (Рейтер) — Графитовые электроды являются основным нагревательным элементом, используемым в электродуговой печи, в процессе производства стали, где лом от старых автомобилей или бытовой техники переплавляется для производства новой стали.
ФОТОГРАФИЯ: Рабочий наблюдает за расплавленной сталью в электродуговой печи на сталелитейном заводе Store Steel in Store, Словения, 17 ноября 2016 г. REUTERS/Srdjan Zivulovic/File Photo
Электродуговые печи дешевле строить, чем традиционные доменные печи печи, которые производят сталь из железной руды и работают на коксующемся угле.Но стоимость производства стали выше, поскольку они используют стальной лом и работают от электричества.
Электроды являются частью крышки печи и собираются в колонны. Затем электричество проходит через электроды, образуя дугу интенсивного нагрева, которая плавит стальной лом. Электроды сильно различаются по размеру, но могут быть до 0,75 метра (2 с половиной фута) в диаметре и до 2,8 метра (9 футов) в длину. Самые большие весят более двух тонн.
Требуется до 3 кг (6.6 фунтов) графитовых электродов для производства одной тонны стали.
Наконечник электрода нагревается до 3000 градусов по Цельсию, что составляет половину температуры поверхности Солнца. Электроды сделаны из графита, потому что только графит может выдерживать такой сильный нагрев.
Затем печь наклоняют на бок, чтобы разлить расплавленную сталь в гигантские ведра, называемые ковшами. Затем ковши переносят расплавленную сталь в разливочную машину сталелитейного завода, которая изготавливает новую продукцию из переработанного лома.
Электричества, необходимого для этого процесса, достаточно для питания города с населением 100 000 человек. Каждая плавка в современной электродуговой печи обычно занимает около 90 минут и производит 150 тонн стали, что достаточно для примерно 125 автомобилей.
Каждая плавка в современной электродуговой печи обычно занимает около 90 минут и производит 150 тонн стали, что достаточно для примерно 125 автомобилей.
Игольчатый кокс является основным сырьем, используемым в электродах, на изготовление которых, по словам производителей, может уйти до шести месяцев, включая обжиг и повторный обжиг для преобразования кокса в графит.
Существует игольчатый кокс на нефтяной основе и игольчатый кокс на угольной основе, и любой из них может быть использован для производства графитированных электродов. «Нефтяной кокс» является побочным продуктом процесса переработки нефти, а игольчатый кокс на основе угля производится из каменноугольной смолы, образующейся при производстве кокса.
Ниже представлены ведущие мировые производители графитированных электродов, ранжированные по производственной мощности в 2016 году:
Название компании Штаб-квартира Доля мощностей
(000 тонн) С начала года %
GrafTech US 191 Private
International
Fangda China 264*SGL Carbon Германия 150 +64
*Showa Denko Япония 139 +98
KK
Graphite Индия Индия 98 +416
LTD
HEG India 80 +562
Tokai Carbon Japan 64 +137
Co Ltd
Nippon Carbon Japan 30 +84
CO LTD
SEC углерода 30 +98
*SGL Carbon в октябре 2016 года заявила, что продаст свой бизнес по производству графитовых электродов компании Showa Denko.
Источники: GrafTech International, UK Steel, Tokai Carbon Co Ltd
Составитель: Маноло Серапио-младший; Под редакцией Кеннета Максвелла и Ричарда Пуллина
Применение графитовых электродов
Применение графитовых электродов
Инженерные и дизайнерские материалы
Графит
Поставщик электродов
Графит
Поставщики продукции
Графитовые электроды используются главным образом в
производство стали в электродуговых печах.графит
электроды могут обеспечить высокий уровень электрического
проводимость и способность выдерживать чрезвычайно высокие
уровень выделяемого тепла. Также используются графитовые электроды. при рафинировании стали и аналогичных процессах плавки.
при рафинировании стали и аналогичных процессах плавки.
Углеродно-графитовые электроды также используются в операциях строжки, таких как формирование фаски или канавки, удаление дефектов в отливках или сварных деталях с помощью дугового или газового процесса.Дуговая строжка удаляет материал, расплавляя его теплом дуги, зажженной между угольно-графитовым электродом и основным металлом. Сжатый воздух или азот одновременно выдувают расплавленный металл.
Графитовые электроды выбираются на основе некоторые из следующих соображений применения:
- Конструкция печи
- Требования к металлолому
- Практика зарядки
- Использование горелки/кислорода
- Кольца для распыления воды
- Система дымоудаления
- Время расплавления/уточнения/перехода от одного касания к другому
- Уровень мощности
- Шлаковая практика
Технические характеристики:
NEMA CG 1-2001 Изготовленные графитовые/угольные электроды
Этот стандарт определяет размер, габариты и конфигурации цилиндрических графитовых и угольных электродов для использования в электродуговых печах. Кроме того, этот стандарт определяет допустимые элементы соединения (резьба и т. д.).
Кроме того, этот стандарт определяет допустимые элементы соединения (резьба и т. д.).
Как всегда, Engineers Edge рекомендует консультации с поставщиками графитированных электродов, а также печников для правильного выбора и определения размеров.
Графитовые электроды
Предоставлено ASP, Inc.
Как работают графитовые электроды? процесс производства графитового электрода
Автор: Ивонн 26 января 2021 г.
Затем электричество проходит через электроды, образуя дугу интенсивного нагрева, которая плавит стальной лом.Итак, позвольте DanCarbon рассказать о том, как работают графитовые электроды? процесс производства графитовых электродов и почему графитовые электроды нуждаются в замене?
1.
 Как работают графитовые электроды?
Как работают графитовые электроды? Электроды входят в состав крышки печи и собираются в колонны. Затем электричество проходит через электроды, образуя дугу интенсивного нагрева, которая плавит стальной лом.
Электроды перемещаются на лом в период плавления. Затем возникает дуга между электродом и металлом.Учитывая аспект защиты, для этого выбирается низкое напряжение. После экранирования дуги электродами напряжение повышают для ускорения процесса плавления.
2. Процесс производства графитового электрода
Графитовый электрод в основном изготавливается из нефтяного кокса, игольчатого кокса в качестве заполнителя и угольного битума в качестве связующего. Он включает прокаливание, формование, обжиг, пропитку, графитизацию и механическую обработку. Это разрядка электрической энергии в виде электрической дуги в электродуговой печи.Проводник, который нагревает и плавит заряд, можно разделить на графитовый электрод обычной мощности, графитовый электрод высокой мощности и графитовый электрод сверхвысокой мощности в соответствии с его показателем качества.

♦ Сырье
Графитовый электрод изготовлен из высококачественного прокаленного игольчатого кокса.
♦ Среднее дробление и просеивание
Игольчатый кокс разбивается в машине и просеивается, затем дозируется в соответствии с требованиями рецепта.
♦ Замешивание
После дозирования сырье смешивают с определенной долей асфальта путем нагревания и замешивания, чтобы получить пластичную пасту.
♦ Нажато
После смешивания и замешивания паста охлаждается до температуры процесса, а затем прессуется в прессе в соответствии со спецификацией продукта.
♦ Обжиг
В обжиговой печи электрод «сырой зародыш» обжигается до заданной температуры согласно технологическим требованиям, а обожженный продукт пропитывается специальным пропитанным битумом по конкретному технологическому процессу для повышения плотности и механической прочности изделия, а затем пропитанный продукт повторно обжаривается для улучшения характеристик продукта.
♦ Графитизация
Вторичные обожженные продукты электризуются в графитированной печи сопротивления и нагреваются до 3000 ℃, так что структура атомов углерода перестраивается в определенную кристаллическую форму, и углерод превращается в графит.

https://youtu.be/rDigaz27Txo
3. Почему графитовые электроды нуждаются в замене?
По принципу расхода существует несколько причин замены графитовых электродов.
• Конечное использование: к ним относится сублимация графитового материала, вызванная высокой температурой дуги, и потеря химической реакции между электродом, расплавленной сталью и шлаком.Скорость высокотемпературной сублимации в конце в основном зависит от плотности тока, проходящего через электрод; также связано с диаметром стороны электрода после окисления; Конечное потребление также связано с тем, следует ли вставлять электрод в стальную воду для увеличения содержания углерода.
• Боковое окисление: химический состав электрода — углерод. Углерод окисляется воздухом, водяным паром и углекислым газом при определенных условиях, а степень окисления на стороне электрода связана с удельной скоростью окисления и площадью воздействия.
 Обычно окисление на стороне электрода составляет около 50% от общего расхода электрода. В последние годы, чтобы улучшить скорость плавки в электропечах, увеличили частоту операции продувки кислородом, увеличили потери электрода на окисление.
Обычно окисление на стороне электрода составляет около 50% от общего расхода электрода. В последние годы, чтобы улучшить скорость плавки в электропечах, увеличили частоту операции продувки кислородом, увеличили потери электрода на окисление. • Остаточная потеря: при постоянном использовании электрода на стыке верхнего и нижнего электродов небольшой участок электрода или стыка отрывается из-за окислительного истончения корпуса или проникновения трещин.
• Отслаивание поверхности и падение: результат плохой термостойкости самого электрода в процессе плавки. Включая сломанный корпус электрода и сломанный ниппель. Сломанный электрод связан с качеством и обработкой графитового электрода и ниппеля, а также с процессом производства стали.
Оборудование для производства графитовых электродов:
Графитовые электроды — ZETC Global Business
Графитовые электроды — ZETC Global BusinessПродажа высококачественных графитовых электродов
Графитовые электроды UHP для производства таких металлов, как сталь, железо, фосфор и кремний.
Графитированные электроды используются в электродуговых печах (ЭДП), а также в ковшовых печах (ДП) на сталелитейных заводах. Графитовые электроды могут обеспечить высокий уровень электропроводности и способность выдерживать чрезвычайно высокие уровни выделяемого тепла. Графитовые электроды также используются в операциях строжки, таких как формирование фаски или канавки, удаление дефектов литья или сварных изделий с помощью дугового или газового процесса. Графитовые электроды выбираются на основе некоторых из следующих соображений применения:
- Тип (RP, HP, UHP)
- Размер (диаметр и длина)
- Тип ниппеля (3 или 4 ниппеля на дюйм)
- Технические характеристики печи
- Технические характеристики трансформатора
- Условия эксплуатации
- Сила
Мы являемся надежным поставщиком графитовых электродов UHP мирового класса
Мы используем файлы cookie на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт.
Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт.
Принять все
Сохранять
Индивидуальные настройки конфиденциальности
Сведения о файлах cookie Политика конфиденциальности Выходные данные
Настройки конфиденциальности Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.
Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.
| Имя | Печенье Борлабс |
|---|---|
| Провайдер | Владелец этого веб-сайта |
| Назначение | Сохраняет настройки посетителей, выбранные в окне файлов cookie Borlabs Cookie. |
| Имя файла cookie | borlabs-cookie |
| Срок действия файла cookie | 1 год |
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка браузера на прием файлов cookie
Существует множество причин, по которым файл cookie не может быть установлен правильно. Ниже приведены наиболее распространенные причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки браузера, чтобы принять файлы cookie, или спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает, хотите ли вы принимать файлы cookie, и вы отказались.Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файл cookie.
- Ваш браузер не поддерживает файлы cookie. Попробуйте другой браузер, если вы подозреваете это.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г.,
браузер автоматически забудет файл cookie. Чтобы это исправить, установите правильное время и дату на своем компьютере.

- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.

Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Предоставить доступ без файлов cookie потребует от сайта создания нового сеанса для каждой посещаемой вами страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в файле cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только та информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт
не может определить ваше имя электронной почты, если вы не решите ввести его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступ к
остальной части вашего компьютера, и только сайт, создавший файл cookie, может его прочитать.
Например, сайт
не может определить ваше имя электронной почты, если вы не решите ввести его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступ к
остальной части вашего компьютера, и только сайт, создавший файл cookie, может его прочитать.
графитовых электродов достигнет 10420 миллионов долларов США к 2026 году при среднегодовом темпе роста 1.9%
БАНГАЛОР, Индия, 25 февраля 2021 г. /PRNewswire/ — Графитовые электроды Рынок сегментирован по типу (графитовые электроды обычной мощности, графитовые электроды высокой мощности, графитированные электроды сверхвысокой мощности (UHP)), по применению Дуговая электропечь Сталь, прочее (фосфор, кремний и т. д.) , по регионам и ключевым игрокам Региональный рост: глобальный анализ возможностей и отраслевой прогноз, 2021–2026 гг. Этот отчет опубликован в Valuates Reports в категории Metals & Mining .
Прогнозируется, что размер мирового рынка графитовых электродов достигнет 10420 миллионов долларов США к 2026 году по сравнению с 9333,1 миллионами долларов США в 2020 году при среднегодовом темпе роста 1,9% в течение 2021-2026 годов.
Основными факторами, определяющими рост рынка графитированных электродов, являются расширение их применения в автомобильной промышленности, производстве стали с использованием электродуговой сварки и ковшовой очистке стали.
В этом отчете основное внимание уделяется объему и стоимости графитовых электродов на глобальном уровне, региональном уровне и уровне компании.С глобальной точки зрения в этом отчете представлен общий размер рынка Графитовые электроды путем анализа исторических данных и перспектив. На региональном уровне в этом отчете основное внимание уделяется нескольким ключевым регионам: Северной Америке, Европе, Японии, Китаю, Юго-Восточной Азии, Индии и т. д.
Запросить образец отчета об анализе воздействия COVID-19 на рынок графитовых электродов: https://reports.valuates.com/request/sample/QYRE-Othe-4Z390/Graphite_Electrodes_Market
ТЕНДЕНЦИИ, ВЛИЯЮЩИЕ НА РОСТ ОБЪЕМА РЫНКА ГРАФИТОВЫХ ЭЛЕКТРОДОВ
Ожидается, что устойчивый рост производства стали с использованием метода электродуговой печи (ЭДП) будет способствовать росту рынка графитированных электродов.
Графитовый электрод (GE) является неотъемлемым компонентом производства стали в процессе ЭДП. В связи с растущей осведомленностью развивающихся стран об экологически безопасных технологиях ожидается, что в течение прогнозируемого периода проникновение производства стали на основе ЭДП будет расти.
Кроме того, рост размера рынка графитовых электродов еще больше увеличивается за счет применения графитовых электродов в операциях строжки, таких как формирование фаски или канавки, удаление дефектов в отливках или сварка дуговой или газовой сваркой.Дуговая строжка удаляет материал, расплавляя его теплом дуги между угольно-графитовым электродом и основным металлом.
Спрос на сырье для аккумуляторов растет по мере роста популярности электромобилей. Самым популярным вариантом аккумуляторов для электромобилей являются литий-ионные аккумуляторы, в которых обычно используются графитовые аноды, поскольку они хорошо справляются с движением ионов лития во время зарядки и разрядки. Ожидается, что это более широкое использование литий-ионных аккумуляторов будет способствовать увеличению размера рынка графитовых электродов.
Ожидается, что это более широкое использование литий-ионных аккумуляторов будет способствовать увеличению размера рынка графитовых электродов.
Просмотр сведений об отчете перед покупкой: https://reports.valuates.com/market-reports/QYRE-Othe-4Z390/graphite-electrodes
АНАЛИЗ РЫНКА ГРАФИТОВЫХ ЭЛЕКТРОДОВ
В зависимости от региона ожидается, что Азиатско-Тихоокеанский регион будет занимать наибольшую долю рынка графитированных электродов в течение прогнозируемого периода.
Это доминирование в Азиатско-Тихоокеанском регионе объясняется повышенным спросом на высококачественную сталь и более широким использованием графитовых электродов из-за их превосходных свойств.
Роль Китая и Индии в производстве стали для ЭДП в ближайшие годы будет существенной. Высокий спрос на графитированные электроды в этих странах объясняется резким ростом производства нерафинированной стали. По данным Всемирной ассоциации производителей стали, в 2018 году Китай и Япония произвели 928,3 млн тонн нерафинированной стали и 104,3 млн тонн нерафинированной стали.
Согласно заявке, ожидается, что производство стали будет занимать наибольшую долю рынка в течение прогнозируемого периода.
Во всем мире наблюдается постоянный рост производства стали для ЭДП, что является основным фактором спроса на графитированные электроды.
Запрос региональных данных: https://reports.valuates.com/request/regional/QYRE-Othe-4Z390/Graphite_Electrodes_Market
ВЕДУЩИЕ КОМПАНИИ НА РЫНКЕ ГРАФИТОВЫХ ЭЛЕКТРОДОВ
Тремя ведущими производителями на рынке графитовых электродов являются Showa Denko K.K, GrafTech International и Fangda Carbon New Material, на долю которых приходится 18 позиций.94%, 17,51% и 12,69% выручки в 2019 году соответственно.
Другие крупные компании по производству графитовых электродов включают:
- Графит Индия Лимитед (GIL)
- ХЭГ Лимитед
- Токай Карбон
- SEC Carbon, Ltd
- Группа Энергопром
- Цзилинь Карбон
- Кайфэн Карбон
- Наньтун Янцзы Карбон
СЕГМЕНТЫ РЫНКА ГРАФИТОВЫХ ЭЛЕКТРОДОВ
Ниже приведены сегменты, охваченные отчетом:
По заявке:
Купить сейчас для одного пользователя: https://reports. valuates.com/api/directpaytoken?rcode=QYRE-Othe-4Z390&lic=однопользовательский
valuates.com/api/directpaytoken?rcode=QYRE-Othe-4Z390&lic=однопользовательский
Купить сейчас для корпоративного пользователя: https://reports.valuates.com/api/directpaytoken?rcode=QYRE-Othe-4Z390&lic=enterprise-license
ПОДПИСКА
Мы ввели индивидуальную подписку для наших клиентов. Пожалуйста, оставьте примечание в разделе комментариев, чтобы узнать о наших планах подписки.
ПОДОБНЫЕ ОТЧЕТЫ:
— Рынок электродуговых печей был оценен в 1132 доллара США.5 миллионов в 2019 году и, по прогнозам, достигнет 1978,1 миллиона долларов США к 2026 году при среднегодовом темпе роста 8,2% в течение прогнозируемого периода. В этом исследовании 2020 год считается базовым, а период с 2021 по 2026 год — прогнозным периодом для оценки размера рынка электродуговых печей.
— Графитовый электродный стержень Размер рынка составлял 3112 миллионов долларов США, и ожидается, что к концу 2026 года он достигнет 3208 миллионов долларов США, при среднегодовом темпе роста 0,4% в течение 2021-2026 годов.
— Рынок графитовых электродов высокой мощности сегментирован по типам 100-350 мм, 351-500 мм, 500-700 мм, по применению стали для электродуговой печи, прочему (фосфор, кремний и т. д.) и по различным регионам.
— Графитовые электроды сверхвысокой мощности (UHP) Рынок сегментирован по типам 8% фиксированного углерода, 9% фиксированного углерода, по применению Сталелитейная промышленность, Электротехническая промышленность и по различным регионам.
— Рынок графитовых электродов большого диаметра сегментирован по типам графитовых электродов HP 500–700 мм, графитовым электродам UHP 500–700 мм, графитовым электродам UHP 700–800 мм и по различным регионам.
— Графитовый электрод большого калибра Market
— Рынок заготовок для графитовых электродов сегментируется по типам графитовых электродов в кусках, графитовым электродам в кусках, по применению, сталелитейной промышленности, металлургической промышленности, химической промышленности и по различным регионам.
— Рынок отходов графитовых электродов
— Прутки цилиндра с графитовым электродом Рынок
— Нефтяной игольчатый кокс Рынок сегментирован по типу высокосернистого нефтяного игольчатого кокса, среднесернистого нефтяного игольчатого кокса, низкосернистого нефтяного игольчатого кокса, по применению электродов сверхвысокой мощности, специальных углеродных материалов и по различным регионам.
О НАС:
Valuates предлагает углубленное понимание рынка в различных отраслях.Наш обширный репозиторий отчетов постоянно обновляется, чтобы соответствовать вашим изменяющимся потребностям в отраслевом анализе.
Наша команда рыночных аналитиков может помочь вам выбрать лучший отчет, охватывающий вашу отрасль. Мы понимаем требования вашей ниши, характерные для региона, и поэтому предлагаем настройку отчетов. Благодаря нашим настройкам вы можете запросить любую конкретную информацию из отчета, которая соответствует вашим потребностям в анализе рынка.
Для достижения согласованного представления о рынке данные собираются из различных первичных и вторичных источников, на каждом этапе применяются методологии триангуляции данных для уменьшения отклонений и получения согласованного представления о рынке.Каждый образец, которым мы делимся, содержит подробную методологию исследования, используемую для создания отчета. Пожалуйста, свяжитесь с нашим отделом продаж, чтобы получить полный список наших источников данных.
КОНТАКТЫ:
Отчеты об оценке
[email protected]
Для звонков по бесплатному номеру в США +1-(315)-215-3225
Для звонков по IST: +91-8040957137
WhatsApp: +91 9945648335
Веб-сайт: .valuates.com
witter — https://twitter.com/valuatesreports
Linkedin — https://in.linkedin.com/company/valuatesreports
Facebook — https://www.facebook.com/valuatesreports
ИСТОЧНИК оценивает отчеты
Графитовый электрод, счетчик, Thermo Fisher Scientific
Положения и условия
Спасибо, что посетили наш сайт. Настоящие условия использования применимы к веб-сайтам США, Канады и Пуэрто-Рико («Веб-сайт»), которыми управляет VWR («Компания»). Если вы заходите на веб-сайт из-за пределов США, Канады или Пуэрто-Рико, посетите соответствующий международный веб-сайт по адресу www.vwr.com, для применимых положений и условий. На всех пользователей веб-сайта распространяются следующие условия использования веб-сайта (данные «Условия использования»). Пожалуйста, внимательно прочитайте настоящие Условия использования перед доступом к любой части веб-сайта или его использованием. Получая доступ к веб-сайту или используя его, вы соглашаетесь с тем, что прочитали, поняли и согласны соблюдать настоящие Условия использования с периодическими изменениями, а также Политику конфиденциальности Компании, которая настоящим включена в настоящие Условия. использования. Если вы не хотите соглашаться с настоящими Условиями использования, не открывайте и не используйте какую-либо часть веб-сайта.
Настоящие условия использования применимы к веб-сайтам США, Канады и Пуэрто-Рико («Веб-сайт»), которыми управляет VWR («Компания»). Если вы заходите на веб-сайт из-за пределов США, Канады или Пуэрто-Рико, посетите соответствующий международный веб-сайт по адресу www.vwr.com, для применимых положений и условий. На всех пользователей веб-сайта распространяются следующие условия использования веб-сайта (данные «Условия использования»). Пожалуйста, внимательно прочитайте настоящие Условия использования перед доступом к любой части веб-сайта или его использованием. Получая доступ к веб-сайту или используя его, вы соглашаетесь с тем, что прочитали, поняли и согласны соблюдать настоящие Условия использования с периодическими изменениями, а также Политику конфиденциальности Компании, которая настоящим включена в настоящие Условия. использования. Если вы не хотите соглашаться с настоящими Условиями использования, не открывайте и не используйте какую-либо часть веб-сайта.
Компания может пересматривать и обновлять настоящие Условия использования в любое время без предварительного уведомления, разместив измененные условия на веб-сайте. Ваше дальнейшее использование веб-сайта означает, что вы принимаете и соглашаетесь с пересмотренными Условиями использования. Если вы не согласны с Условиями использования (в которые время от времени вносятся поправки) или недовольны Веб-сайтом, вашим единственным и исключительным средством правовой защиты является прекращение использования Веб-сайта.
Ваше дальнейшее использование веб-сайта означает, что вы принимаете и соглашаетесь с пересмотренными Условиями использования. Если вы не согласны с Условиями использования (в которые время от времени вносятся поправки) или недовольны Веб-сайтом, вашим единственным и исключительным средством правовой защиты является прекращение использования Веб-сайта.
Использование на месте
Информация, содержащаяся на этом веб-сайте, предоставляется только в информационных целях. Несмотря на то, что на момент публикации информация считается верной, вы должны самостоятельно определить ее пригодность для вашего использования. Не все продукты или услуги, описанные на этом веб-сайте, доступны во всех юрисдикциях или для всех потенциальных клиентов, и ничто в настоящем документе не предназначено в качестве предложения или ходатайства в какой-либо юрисдикции или любому потенциальному клиенту, если такое предложение или продажа не соответствуют требованиям.
Покупка товаров и услуг
Настоящие Положения и условия применяются только к использованию Веб-сайта. Обратите внимание, что условия, касающиеся обслуживания, продажи продуктов, рекламных акций и других связанных с этим действий, можно найти по адресу https://us.vwr.com/store/content/externalContentPage.jsp?path=/en_US/about_vwr_terms_and_conditions.jsp. , и эти положения и условия регулируют любые покупки продуктов или услуг у Компании.
Обратите внимание, что условия, касающиеся обслуживания, продажи продуктов, рекламных акций и других связанных с этим действий, можно найти по адресу https://us.vwr.com/store/content/externalContentPage.jsp?path=/en_US/about_vwr_terms_and_conditions.jsp. , и эти положения и условия регулируют любые покупки продуктов или услуг у Компании.
Интерактивные функции
Веб-сайт может содержать службы доски объявлений, чаты, группы новостей, форумы, сообщества, персональные веб-страницы, календари и/или другие средства обмена сообщениями или средствами связи, предназначенные для того, чтобы вы могли общаться с широкой общественностью или с группой ( совместно именуемые «Функция сообщества»).Вы соглашаетесь использовать Функцию сообщества только для публикации, отправки и получения сообщений и материалов, которые являются надлежащими и связаны с конкретной Функцией сообщества. Вы соглашаетесь использовать Веб-сайт только в законных целях.
A.
1. Порочить, оскорблять, преследовать, преследовать, угрожать или иным образом нарушать законные права (такие как право на неприкосновенность частной жизни и публичность) других лиц.
2. Публиковать, публиковать, загружать, распространять или распространять любые неуместные, богохульные, клеветнические, нарушающие авторские права, непристойные, непристойные или незаконные темы, имена, материалы или информацию.
3. Загружать файлы, содержащие программное обеспечение или другие материалы, защищенные законами об интеллектуальной собственности (или правами на неприкосновенность частной жизни или публичное использование), если только вы не владеете правами на них или не контролируете их, или не получили все необходимые согласия.
4. Загружать файлы, содержащие вирусы, поврежденные файлы или любое другое подобное программное обеспечение или программы, которые могут нарушить работу чужого компьютера.
5. Перехват или попытка перехвата электронной почты, не предназначенной для вас.
6. Рекламировать или предлагать продать или купить какие-либо товары или услуги для любых деловых целей, если такая Функция сообщества специально не разрешает такие сообщения.
7. Проводить или рассылать опросы, конкурсы, финансовые пирамиды или письма счастья.
8. Загружайте любой файл, опубликованный другим пользователем Элемента сообщества, о котором вы знаете или должны были бы знать, что он не может быть законно распространен таким образом или что у вас есть договорные обязательства по сохранению конфиденциальности (несмотря на его доступность на веб-сайте).
9. Фальсифицировать или удалять любые указания на авторство, юридические или другие надлежащие уведомления, обозначения прав собственности или ярлыки происхождения или источника программного обеспечения или других материалов, содержащихся в загружаемом файле.
10. Искажать связь с каким-либо лицом или организацией.
11. Участвовать в любых других действиях, которые ограничивают или препятствуют использованию кем-либо Веб-сайта или которые, по мнению Компании, могут нанести вред Компании или пользователям Веб-сайта или привлечь их к ответственности.
12. Нарушать любые применимые законы или правила или нарушать любой кодекс поведения или другие правила, которые могут применяться к какой-либо конкретной функции сообщества.
13. Собирать или иным образом собирать информацию о других, включая адреса электронной почты, без их согласия.
 В частности, вы соглашаетесь не делать ничего из следующего при использовании функции сообщества:
В частности, вы соглашаетесь не делать ничего из следующего при использовании функции сообщества:
B. Вы понимаете и признаете, что несете ответственность за любой контент, который вы отправляете, вы, а не Компания, несете полную ответственность за такой контент, включая его законность, надежность и уместность. Если вы публикуете от имени или от имени вашего работодателя или другого лица, вы заявляете и гарантируете, что вы уполномочены делать это. Загружая или иным образом передавая материал в любую область Веб-сайта, вы гарантируете, что этот материал принадлежит вам или находится в общественном достоянии, или иным образом свободен от имущественных или других ограничений, и что вы имеете право размещать его на Веб-сайте.
 Кроме того, загружая или иным образом передавая материалы в любую область веб-сайта, вы предоставляете Компании безотзывное, безвозмездное право во всем мире публиковать, воспроизводить, использовать, адаптировать, редактировать и/или изменять такие материалы любым способом, в любые средства массовой информации, известные в настоящее время или обнаруженные в будущем, во всем мире, в том числе в Интернете и всемирной паутине, в рекламных, коммерческих, торговых и рекламных целях, без дополнительных ограничений или компенсации, если это не запрещено законом, и без уведомления, проверки или одобрения.
Кроме того, загружая или иным образом передавая материалы в любую область веб-сайта, вы предоставляете Компании безотзывное, безвозмездное право во всем мире публиковать, воспроизводить, использовать, адаптировать, редактировать и/или изменять такие материалы любым способом, в любые средства массовой информации, известные в настоящее время или обнаруженные в будущем, во всем мире, в том числе в Интернете и всемирной паутине, в рекламных, коммерческих, торговых и рекламных целях, без дополнительных ограничений или компенсации, если это не запрещено законом, и без уведомления, проверки или одобрения.C. Компания оставляет за собой право, но не берет на себя никакой ответственности, (1) удалять любые материалы, размещенные на веб-сайте, которые Компания по своему собственному усмотрению считает несовместимыми с вышеизложенными обязательствами или иным образом неуместными по любой причине. ; и (2) прекратить доступ любого пользователя ко всему Веб-сайту или его части.
 Тем не менее, Компания не может ни просматривать все материалы до их размещения на Веб-сайте, ни гарантировать незамедлительное удаление нежелательных материалов после их размещения.Соответственно, Компания не несет ответственности за какие-либо действия или бездействие в отношении передач, сообщений или контента, предоставленных третьими лицами. Компания оставляет за собой право предпринимать любые действия, которые она сочтет необходимыми для защиты личной безопасности пользователей данного веб-сайта и общественности; однако Компания не несет ответственности перед кем-либо за выполнение или невыполнение действий, описанных в этом параграфе.
Тем не менее, Компания не может ни просматривать все материалы до их размещения на Веб-сайте, ни гарантировать незамедлительное удаление нежелательных материалов после их размещения.Соответственно, Компания не несет ответственности за какие-либо действия или бездействие в отношении передач, сообщений или контента, предоставленных третьими лицами. Компания оставляет за собой право предпринимать любые действия, которые она сочтет необходимыми для защиты личной безопасности пользователей данного веб-сайта и общественности; однако Компания не несет ответственности перед кем-либо за выполнение или невыполнение действий, описанных в этом параграфе.D. Несоблюдение вами положений (A) или (B) выше может привести к прекращению вашего доступа к Веб-сайту и может подвергнуть вас гражданской и/или уголовной ответственности.
Особое примечание о контенте сообщества
Любой контент и/или мнения, загруженные, выраженные или отправленные через любую функцию сообщества или любой другой общедоступный раздел веб-сайта (включая защищенные паролем области), а также все статьи и ответы на вопросы, кроме контента, явно разрешенного Компании, являются исключительно мнением и ответственностью физического или юридического лица, представляющего их, и не обязательно отражают мнение Компании. Например, любое рекомендуемое или предлагаемое использование продуктов или услуг, доступных от Компании, которое публикуется через Функция сообщества, не является признаком одобрения или рекомендации со стороны Компании. Если вы решите следовать любой такой рекомендации, вы делаете это на свой страх и риск.
Например, любое рекомендуемое или предлагаемое использование продуктов или услуг, доступных от Компании, которое публикуется через Функция сообщества, не является признаком одобрения или рекомендации со стороны Компании. Если вы решите следовать любой такой рекомендации, вы делаете это на свой страх и риск.
Ссылки на сторонние сайты
Веб-сайт может содержать ссылки на другие веб-сайты в Интернете. Компания не несет ответственности за содержание, продукты, услуги или практику любых сторонних веб-сайтов, включая, помимо прочего, сайты, связанные с Веб-сайтом или с него, сайты, размещенные на Веб-сайте, или рекламу третьих лиц, и не делает заявлений относительно их качество, содержание или точность.Наличие ссылок с веб-сайта на любой сторонний веб-сайт не означает, что мы одобряем, одобряем или рекомендуем этот веб-сайт. Мы отказываемся от всех гарантий, явных или подразумеваемых, в отношении точности, законности, надежности или достоверности любого контента на любом стороннем веб-сайте. Использование вами сторонних веб-сайтов осуществляется на ваш страх и риск и регулируется условиями использования таких веб-сайтов.
Использование вами сторонних веб-сайтов осуществляется на ваш страх и риск и регулируется условиями использования таких веб-сайтов.
Права собственности на контент
Вы признаете и соглашаетесь с тем, что все содержимое Веб-сайта (включая всю информацию, данные, программное обеспечение, графику, текст, изображения, логотипы и/или другие материалы), а также его дизайн, выбор, сбор, размещение и сборка являются являются собственностью Компании и защищены законами США и международными законами об интеллектуальной собственности.Вы имеете право использовать содержимое веб-сайта только в личных целях или в законных деловых целях. Вы не можете копировать, изменять, создавать производные работы, публично демонстрировать или выполнять, переиздавать, хранить, передавать, распространять, удалять, удалять, дополнять, добавлять, участвовать в передаче, лицензировать или продавать любые материалы в Интернете. сайта без предварительного письменного согласия Компании, за исключением: (а) временного хранения копий таких материалов в оперативной памяти, (б) хранения файлов, которые автоматически кэшируются вашим веб-браузером для улучшения отображения, и (в) печати разумного количество страниц веб-сайта; при условии, что в каждом случае вы не изменяете и не удаляете какие-либо уведомления об авторских правах или других правах собственности, включенные в такие материалы. Ни название, ни какие-либо права интеллектуальной собственности на какую-либо информацию или материалы на Веб-сайте не передаются вам, а остаются за Компанией или соответствующим владельцем такого контента.
Ни название, ни какие-либо права интеллектуальной собственности на какую-либо информацию или материалы на Веб-сайте не передаются вам, а остаются за Компанией или соответствующим владельцем такого контента.
Товарные знаки
Название и логотип Компании, а также все соответствующие названия, логотипы, названия продуктов и услуг, встречающиеся на Веб-сайте, являются товарными знаками Компании и/или соответствующих сторонних поставщиков. Их нельзя использовать или повторно отображать без предварительного письменного согласия Компании.
Отказ от ответственности
Компания не несет никакой ответственности за материалы, информацию и мнения, представленные на Веб-сайте или доступные через него («Контент сайта»). Вы полагаетесь на Контент Сайта исключительно на свой страх и риск. Компания отказывается от какой-либо ответственности за травмы или убытки, возникшие в результате использования любого Контента Сайта.
ВЕБ-САЙТ, СОДЕРЖИМОЕ САЙТА, ПРОДУКТЫ И УСЛУГИ, ПРЕДОСТАВЛЯЕМЫЕ НА ВЕБ-САЙТЕ ИЛИ ДОСТУПНЫЕ ЧЕРЕЗ ЕГО, ПРЕДОСТАВЛЯЮТСЯ НА УСЛОВИЯХ «КАК ЕСТЬ» И «КАК ДОСТУПНО», СО ВСЕМИ ОШИБКАМИ.НИ КОМПАНИЯ, НИ ЛЮБОЕ СВЯЗАННОЕ С КОМПАНИЕЙ ЛИЦО НЕ ДАЕТ НИКАКИХ ГАРАНТИЙ ИЛИ ЗАЯВЛЕНИЙ В ОТНОШЕНИИ КАЧЕСТВА, ТОЧНОСТИ ИЛИ ДОСТУПНОСТИ ВЕБ-САЙТА. В ЧАСТНОСТИ, НО НЕ ОГРАНИЧИВАЯ ВЫШЕИЗЛОЖЕННОЕ, НИ КОМПАНИЯ, НИ ЛЮБОЕ СВЯЗАННОЕ С КОМПАНИЕЙ ЛИЦО НЕ ГАРАНТИРУЕТ И НЕ ЗАЯВЛЯЕТ, ЧТО ВЕБ-САЙТ, СОДЕРЖИМОЕ САЙТА ИЛИ УСЛУГИ, ПРЕДОСТАВЛЯЕМЫЕ НА ВЕБ-САЙТЕ ИЛИ ЧЕРЕЗ ВЕБ-САЙТ, БУДУТ ТОЧНЫМИ, НАДЕЖНЫМИ, БЕЗОШИБОЧНЫМИ ИЛИ БЕСПЕРЕБОЙНЫМИ; ЧТО ДЕФЕКТЫ БУДУТ ИСПРАВЛЕНЫ; ЧТО ВЕБ-САЙТ ИЛИ СЕРВЕР, КОТОРЫЙ ДЕЛАЕТ ЕГО ДОСТУПНЫМ, НЕ СОДЕРЖАТ ВИРУСОВ ИЛИ ДРУГИХ ВРЕДНЫХ КОМПОНЕНТОВ; ИЛИ ЧТО ВЕБ-САЙТ БУДЕТ ОТВЕЧАТЬ ВАШИМ ПОТРЕБНОСТЯМ ИЛИ ОЖИДАНИЯМ.КОМПАНИЯ ОТКАЗЫВАЕТСЯ ОТ ВСЕХ ГАРАНТИЙ ЛЮБОГО РОДА, ЯВНЫХ ИЛИ ПОДРАЗУМЕВАЕМЫХ, ВКЛЮЧАЯ ЛЮБЫЕ ГАРАНТИИ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ, ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ И НЕНАРУШЕНИЯ ПРАВ.
НИ ПРИ КАКИХ ОБСТОЯТЕЛЬСТВАХ КОМПАНИЯ, ЕЕ ЛИЦЕНЗИАРЫ ИЛИ ПОДРЯДЧИКИ НЕ НЕСУТ ОТВЕТСТВЕННОСТИ ЗА ЛЮБОЙ УЩЕРБ ЛЮБОГО РОДА, ПО ЛЮБОЙ ПРАВОВОЙ ТЕОРИИ, ВЫТЕКАЮЩИЙ ИЗ ИЛИ В СВЯЗИ С ИСПОЛЬЗОВАНИЕМ ВАМИ ИЛИ НЕВОЗМОЖНОСТЬЮ ИСПОЛЬЗОВАНИЯ ВЕБ-САЙТА, СОДЕРЖИМОГО САЙТА, ЛЮБЫЕ УСЛУГИ, ПРЕДОСТАВЛЯЕМЫЕ НА ИЛИ ЧЕРЕЗ ВЕБ-САЙТ ИЛИ ЛЮБОЙ ССЫЛОЧНЫЙ САЙТ, ВКЛЮЧАЯ ЛЮБЫЕ ПРЯМЫЕ, КОСВЕННЫЕ, СЛУЧАЙНЫЕ, ОСОБЫЕ, КОСВЕННЫЕ ИЛИ ШТРАФНЫЕ УБЫТКИ, ВКЛЮЧАЯ, ПОМИМО ПРОЧЕГО, ТРАВМЫ, УПУЩЕННУЮ ПРИБЫЛЬ ИЛИ УЩЕРБ В РЕЗУЛЬТАТЕ ЗАДЕРЖКИ, ПЕРЕРЫВА В ОБСЛУЖИВАНИИ , ВИРУСЫ, УДАЛЕНИЕ ФАЙЛОВ ИЛИ ЭЛЕКТРОННЫХ СООБЩЕНИЙ, ИЛИ ОШИБКИ, УПУЩЕНИЯ ИЛИ ДРУГИЕ НЕТОЧНОСТИ НА ВЕБ-САЙТЕ ИЛИ СОДЕРЖИМОМ САЙТА ИЛИ УСЛУГАХ, НЕЗАВИСИМО ОТ НЕБРЕЖНОСТИ СО СТОРОНЫ КОМПАНИИ И БЫЛА ИЛИ НЕ УВЕДОМЛЕНА КОМПАНИЯ О ВОЗМОЖНОСТИ ЛЮБОЙ ТАКОЙ УЩЕРБ, ЕСЛИ НЕ ЗАПРЕЩЕНО ПРИМЕНИМЫМ ЗАКОНОДАТЕЛЬСТВОМ.
Возмещение ущерба
Вы соглашаетесь ограждать и ограждать Компанию и ее должностных лиц, директоров, агентов, сотрудников и других лиц, связанных с Веб-сайтом, от любых и всех обязательств, расходов, убытков и издержек, включая разумные гонорары адвокатов, вытекающих из любое нарушение вами настоящих Условий использования, использование вами веб-сайта или любых продуктов, услуг или информации, полученных с веб-сайта или через него, ваше подключение к веб-сайту, любой контент, который вы отправляете на веб-сайт через любую Функция сообщества или нарушение вами каких-либо прав другого лица.
Применимое законодательство; Международное использование
Настоящие условия регулируются и толкуются в соответствии с законами штата Пенсильвания без учета каких-либо принципов коллизионного права. Вы соглашаетесь с тем, что любой иск по закону или справедливости, который возникает из настоящих Условий использования или относится к ним, будет подан исключительно в суды штата или федеральные суды, расположенные в Пенсильвании, и настоящим вы соглашаетесь и подчиняетесь личной юрисдикции таких судов для целей судебного разбирательства любого такого действия.
Настоящие Условия использования применимы к пользователям в США, Канаде и Пуэрто-Рико. Если вы заходите на веб-сайт из-за пределов США, Канады или Пуэрто-Рико, посетите соответствующий международный веб-сайт, доступный по адресу www.vwr.com, для ознакомления с применимыми условиями. Если вы решите получить доступ к этому веб-сайту из-за пределов указанной юрисдикции, а не использовать доступные международные сайты, вы соглашаетесь с настоящими Условиями использования и тем, что такие условия будут регулироваться и толковаться в соответствии с законами Соединенных Штатов и штата. Пенсильвании, и что мы не делаем заявлений о том, что материалы или услуги на этом веб-сайте подходят или доступны для использования в этих других юрисдикциях.В любом случае, все пользователи сами несут ответственность за соблюдение местного законодательства.
Общие условия
Настоящие Условия использования, в которые время от времени могут вноситься поправки, представляют собой полное соглашение и понимание между вами и нами, регулирующее использование вами Веб-сайта. Наша неспособность осуществить или обеспечить соблюдение какого-либо права или положения Условий использования не означает отказ от такого права или положения. Если какое-либо положение Условий использования будет признано судом компетентной юрисдикции недействительным, вы, тем не менее, соглашаетесь с тем, что суд должен приложить усилия для реализации намерений сторон, отраженных в этом положении, а также других положений Условия использования остаются в полной силе.Ни курс дел или поведение между вами и Компанией, ни какие-либо торговые практики не должны рассматриваться как изменяющие настоящие Условия использования. Вы соглашаетесь с тем, что независимо от любого закона или закона об обратном, любой иск или основание для иска, вытекающие из или связанные с использованием Сайта или Условий использования, должны быть поданы в течение одного (1) года после такого требования или основания. действия возникло или будет навсегда запрещено. Любые права, прямо не предоставленные в настоящем документе, сохраняются за Компанией и для нее.
Наша неспособность осуществить или обеспечить соблюдение какого-либо права или положения Условий использования не означает отказ от такого права или положения. Если какое-либо положение Условий использования будет признано судом компетентной юрисдикции недействительным, вы, тем не менее, соглашаетесь с тем, что суд должен приложить усилия для реализации намерений сторон, отраженных в этом положении, а также других положений Условия использования остаются в полной силе.Ни курс дел или поведение между вами и Компанией, ни какие-либо торговые практики не должны рассматриваться как изменяющие настоящие Условия использования. Вы соглашаетесь с тем, что независимо от любого закона или закона об обратном, любой иск или основание для иска, вытекающие из или связанные с использованием Сайта или Условий использования, должны быть поданы в течение одного (1) года после такого требования или основания. действия возникло или будет навсегда запрещено. Любые права, прямо не предоставленные в настоящем документе, сохраняются за Компанией и для нее. Мы можем прекратить ваш доступ или приостановить доступ любого пользователя ко всему Сайту или его части без предварительного уведомления за любое поведение, которое мы, по нашему собственному усмотрению, считаем нарушением любого применимого закона или наносящим ущерб интересам другого пользователя. , стороннего поставщика, поставщика услуг или нас. Любые вопросы, касающиеся настоящих Условий использования, следует направлять на адрес [email protected].
Мы можем прекратить ваш доступ или приостановить доступ любого пользователя ко всему Сайту или его части без предварительного уведомления за любое поведение, которое мы, по нашему собственному усмотрению, считаем нарушением любого применимого закона или наносящим ущерб интересам другого пользователя. , стороннего поставщика, поставщика услуг или нас. Любые вопросы, касающиеся настоящих Условий использования, следует направлять на адрес [email protected].
Жалобы на нарушение авторских прав
Мы уважаем интеллектуальную собственность других и просим наших пользователей делать то же самое.Если вы считаете, что ваша работа была скопирована и доступна на Сайте таким образом, что это представляет собой нарушение авторских прав, вы можете уведомить нас, предоставив нашему агенту по авторским правам следующую информацию:
электронная или физическая подпись лица, уполномоченного действовать от имени владельца авторского права;
описание защищенной авторским правом работы, права на которую были нарушены в соответствии с вашим заявлением;
указание URL-адреса или другого конкретного места на Сайте, где находится материал, который, по вашему мнению, нарушает авторские права;
ваш адрес, номер телефона и адрес электронной почты;
ваше заявление о том, что вы добросовестно полагаете, что оспариваемое использование не разрешено владельцем авторских прав, его агентом или законом; и
ваше заявление, сделанное под страхом наказания за лжесвидетельство, о том, что приведенная выше информация в вашем уведомлении является точной и что вы являетесь владельцем авторских прав или уполномочены действовать от имени владельца авторских прав.