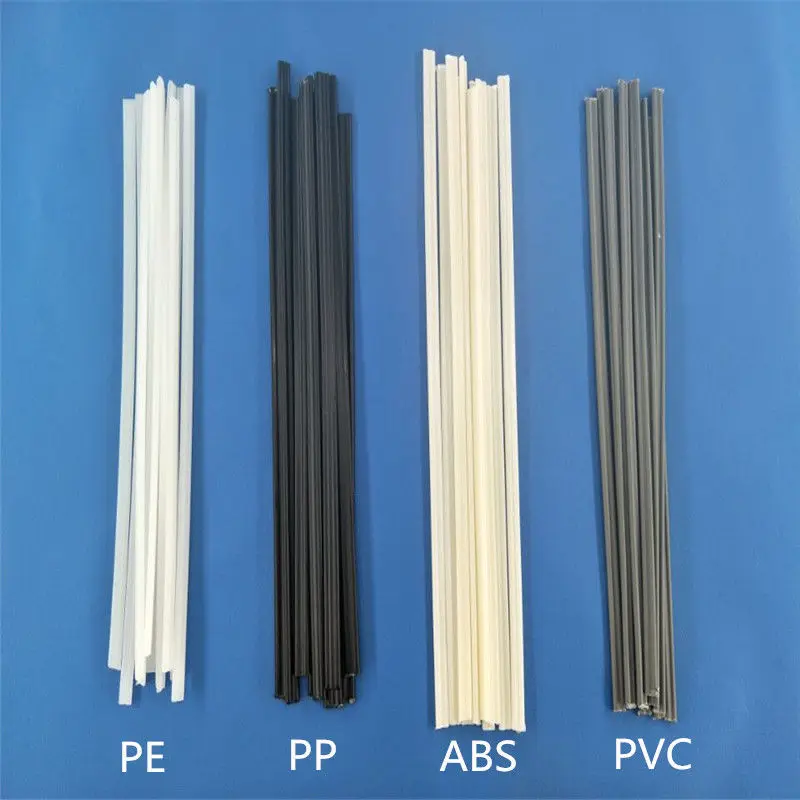
Пластиковый плоский электрод PP1 Bamperus тип B (200х13х1,5мм) для ремонта полипропилена
Полное наименование:Плоский электрод типоразмер В для ремонта пластика из полипропилена PP
Размеры:
— Длина : 200мм,
— Ширина: 13-15мм,
— Толщина: 1,4-1,5мм.
Описание:
— Плоский электрод рекомендован для укладки с внутренней стороны в качестве усиления и арматуры на изделиях с толщиной стенки 4-8мм .
— Также, лента может быть использована в качестве наружной для укладки в шов при односторонней сварке трещины и на изделиях с толщиной стенки 5-6мм.
— Может быть использован для наращивания.
— Плоские электроды предназначены для ремонта изделий из пластмассы, изготовленных из полипропилена, а также созданных на его основе сополимеров (PP, PP/EPDM,TEO и т.д.)
Область применения плоских электродов:
— бампера автомобилей,
— корпуса автомобильных фар,
— пороги и различные пластиковые обвесы на джипах,
— различные декоративные накладки,
— подкапотная пластмасса
Основные плюсы при использовании плоского электрода:
1.
 Высокая прочность сварного соединения. В связи с особой структурой Плоского Электрода повышена прочность его материала. Часты случаи, когда при повторных ударах в тоже место отремонтированного бампера (сваренное плоским электродом) пластик лопается рядом со сварным швом по чистой, не ремонтируемой пластмассе.
Высокая прочность сварного соединения. В связи с особой структурой Плоского Электрода повышена прочность его материала. Часты случаи, когда при повторных ударах в тоже место отремонтированного бампера (сваренное плоским электродом) пластик лопается рядом со сварным швом по чистой, не ремонтируемой пластмассе.2. Удобство в работе. Плоский электрод является однокомпонентным. Достаточно лишь зачистить и нагреть до температуры плавления сторону плоского электрода, и то место, куда его необходимо вложить или наложить.
3. Эластичность. Эластичность плоского электрода позволяет вкладывать или накладывать его в очень труднодоступных местах ремонтируемой детали. Повторять самые замысловатые хитросплетения образовавшихся трещин
4. Относительно большая площадь покрытия плоским электродом места сварки бампера. Этот плюс (в отличие, например, от различного вида прутков) дает бОльшую площадь покрытия плоским электродом сварного шва, и, как следствие, распределение нагрузок с поврежденного участка бампера, на соседние, неповрежденные участки .
 Что дает дополнительную прочность сварному соединению.
Что дает дополнительную прочность сварному соединению.5. Ремонт Плоскими Электродами является долговременным и мною рассматривается как ремонт на весь срок службы детали из пластмассы, без каких либо существенных ограничений.
6. Коэффициент температурного расширения материала электрода соответствует коэффициенту температурного расширения материала ремонтируемой детали, например бампера или корпуса фары для которой он предназначен.
7. Возможность в некоторых случаях восстановления недостающих кусков пластика (ям, истертостей о колесо или асфальт) именно плоскими электродами, путем наплавления одного слоя на другой, выводя из них форму.
8. Отсутствие чрезвычайно вредных для здоровья примесей в составе плоского электрода.
 Но работа в проветриваемом помещении мною всегда рекомендуется.
Но работа в проветриваемом помещении мною всегда рекомендуется.9. Низкая цена Плоского Электрода позволит мастеру экономить значительные средства при ремонте дорогостоящего бампера или фары.
Этот факт будет влиять на конечное ценообразование ремонта. Низкая себестоимость ремонта автопластика позволит держать более низкие цены, чем у конкурентов, но при значительно более высоком качестве ремонтных работ. Для оптовиков существуют значительные скидки до -30% в тех регионах,где не работают мои представители.
10. Плоские электроды, при соблюдении правильной технологии сварки пластиковых бамперов и других деталей автомобиля сделанных из пластмассы при определенной прилежности мастера , дают большое поле для творчества умельцу. Поле, позволяющее делать иногда очень сложные вещи с сохранением исходной прочности материала. Теоретически можно, например, создать целиком бампер из сплавленных между собой Плоских Электродов любой формы. Но это будет долго, дорого и непрактично, но технология позволяет сделать и это.
11. Экологическая направленность происхождения данных Плоских Электродов. Плоские Электроды изготовлены путем глубокой переработки вторичных пластмасс, т.е. в основном исходным материалом при их производстве служат старые бамперы, корпуса, накладки и т.д. В конечном счете, это приводит к повторной, новой жизни отслуживших «свое» пластмасс и смягчению мусорной нагрузки на природу .
Ремонт бампера плоскими электродами PP:
Почему нельзя использовать в ремонта пластика металлическую сетку:
Ремонт пластика BAMPERUS
Автоэмали96 → Ремонт пластика BAMPERUS У магазина огромный ассортимент, который постоянно пополняется: в каталоге ремонт пластика bamperus представлено 23 автотоваров.
У магазина огромный ассортимент, который постоянно пополняется: в каталоге ремонт пластика bamperus представлено 23 автотоваров.
Преимущества покупки в магазине «Автоэмали 96»
- Огромный ассортимент товаров;
- Доступные цены на продукцию;
- Доставка по всей России;
- Возможность самовывоза в Екатеринбурге.
Связаться с нами
Контактный телефон для связи: +7 (343) 382-58-89
Адрес электронной почты: [email protected]
| |||||
| |||||
| |||||
| |||||
Пластмассовый электрохимический электрод — Все промышленные производители
17 компании | 69 продукты
{{#pushProductsPlacement4. length}}
{{#each pushProductsPlacement4}}
{{#if product.activeRequestButton}}
length}}
{{#each pushProductsPlacement4}}
{{#if product.activeRequestButton}}{{requestButtonContactLabel}}
{{/если}}{{продукт.метка продукта}}
{{продукт.модель}}
{{#каждый продукт.specData:i}} {{имя}} : {{значение}}
{{#i!=(product.specData.length-1)}}
{{/конец}}
{{/каждый}}
{{{product.idpText}}}
Сравните этот продукт Удалить из инструмента сравнения
{{productPushLabel}}
{{#если товар. новый продукт}}
{{/если}}
{{#if product.hasVideo}}
{{/если}} {{/каждый}}
{{/pushProductsPlacement4.length}} {{#pushProductsPlacement5.length}}
{{#каждое отправленноеПродуктыРазмещение5}}
{{#if product.activeRequestButton}}
новый продукт}}
{{/если}}
{{#if product.hasVideo}}
{{/если}} {{/каждый}}
{{/pushProductsPlacement4.length}} {{#pushProductsPlacement5.length}}
{{#каждое отправленноеПродуктыРазмещение5}}
{{#if product.activeRequestButton}}{{requestButtonContactLabel}}
{{/если}}{{продукт.метка продукта}}
{{продукт.модель}}
{{#каждый продукт.specData:i}} {{имя}} : {{значение}}
{{#i!=(product.specData.length-1)}}
{{/конец}}
{{/каждый}}
{{{product. idpText}}}
idpText}}}
Сравните этот продукт Удалить из инструмента сравнения
{{productPushLabel}}
{{#если товар.новый продукт}} {{/если}} {{#if product.hasVideo}} {{/если}} {{/каждый}} {{/pushProductsPlacement5.length}}Контакт
ионоселективный электрохимический электрод
Са
Метром 6.0510.100 комбинированный кальций-селективный полимер мембрана электрод . Его можно использовать для титрования, прямого измерения или стандартного добавления. Он имеет электролит, не содержащий хлоридов, что делает его подходящим …
Его можно использовать для титрования, прямого измерения или стандартного добавления. Он имеет электролит, не содержащий хлоридов, что делает его подходящим …
Сравните этот продукт Удалить из инструмента сравнения
Контакт
Электрохимический электрод с растворенным кислородом
Стартер серии
Анализаторы воды и электроды Стартер Электроды OHAUS Precision питает электроды Starter Опираясь на наше стремление к точным и точным измерениям, OHAUS Starter . ..
..
Сравните этот продукт Удалить из инструмента сравнения
Контакт
эталонный электрохимический электрод
Swansensor Аммоний
Чувствительный к аммиаку электрод система для измерения в питьевой воде.Датчик аммиака: Датчик с ионочувствительной мембраной в механически и химически инертном пластиковом корпусе (IP 68) с отличным сроком службы …
Сравните этот продукт Удалить из инструмента сравнения
Посмотреть другие продукты
Swan Analytical Instruments
Контакт
эталонный электрохимический электрод
Суонсенсор Нитрат
Электрод , чувствительный к нитратам Система для измерения в питьевой воде. Датчик нитратов: Датчик с ионочувствительной мембраной в механически и химически инертном пластиковом корпусе (IP 68) с отличным сроком службы …
Датчик нитратов: Датчик с ионочувствительной мембраной в механически и химически инертном пластиковом корпусе (IP 68) с отличным сроком службы …
Сравните этот продукт Удалить из инструмента сравнения
Посмотреть другие продукты
Swan Analytical Instruments
Контакт
эталонный электрохимический электрод
Swansensor Фторид
Электрод , чувствительный к фтору Система для измерения в питьевой воде. Датчик фтора: Датчик с ионочувствительной мембраной в механически и химически инертном пластиковом корпусе (IP 68) с отличным сроком службы …
Датчик фтора: Датчик с ионочувствительной мембраной в механически и химически инертном пластиковом корпусе (IP 68) с отличным сроком службы …
Сравните этот продукт Удалить из инструмента сравнения
Посмотреть другие продукты
Swan Analytical Instruments
Контакт
рН электрохимический электрод
СенсоЛит®700 IQ
. .. поломка. Требуемая замена электрода SensoLyt® выполняется быстро и несложно. Модель с морской водой оптимизирована для использования в специальных средах: все смачиваемые детали изготовлены из титана и пластика …
.. поломка. Требуемая замена электрода SensoLyt® выполняется быстро и несложно. Модель с морской водой оптимизирована для использования в специальных средах: все смачиваемые детали изготовлены из титана и пластика …
Сравните этот продукт Удалить из инструмента сравнения
Контакт
эталонный электрохимический электрод
K-серия
… потребуются провод адаптера (h26) и вольтметр с высоким импедансом (более 10 МОм). Электрод помещен в корпус из высокопрочного ПВХ. Электрод эталона поставляется с полным рабочим …
Электрод эталона поставляется с полным рабочим …
Сравните этот продукт Удалить из инструмента сравнения
Контакт
рН электрохимический электрод
Сравните этот продукт Удалить из инструмента сравнения
Посмотреть другие продукты
CONSORT
Контакт
Электрохимический электрод с растворенным кислородом
СЗ серии
Сравните этот продукт Удалить из инструмента сравнения
Посмотреть другие продукты
CONSORT
Контакт
Электрохимический электрод проводимостиСерия СК
Сравните этот продукт Удалить из инструмента сравнения
Посмотреть другие продукты
CONSORT
Контакт
рН электрохимический электрод
РН
Электрод pH с эпоксидным корпусом для использования при давлении до 6 бар и температуре не выше 60°C. Диапазон измерения 0÷14 pH. Другие электроды типа или кабели другой длины по запросу. 5 м — 16,4…
Диапазон измерения 0÷14 pH. Другие электроды типа или кабели другой длины по запросу. 5 м — 16,4…
Сравните этот продукт Удалить из инструмента сравнения
См. другие продукты
Etatron D.S.
Контакт
газодиффузионный электрохимический электрод
… С тех пор мы произвели миллионы сборок мембраны электрода , больше, чем любой другой поставщик в отрасли. Наша продуктовая линейка включает: Мембрана GORE-SELECT®
GORE® PRIMEA® Мембрана Электрод …
Наша продуктовая линейка включает: Мембрана GORE-SELECT®
GORE® PRIMEA® Мембрана Электрод …
Сравните этот продукт Удалить из инструмента сравнения
Контакт
рН электрохимический электрод
HI12300
HI12300 представляет собой пластиковый корпус с двойным спаем, наполненный гелем электрод pH со встроенным датчиком температуры для измерений с температурной компенсацией в конструкции с одним датчиком.Этот датчик имеет 3,5 . ..
..
Сравните этот продукт Удалить из инструмента сравнения
Посмотреть другие продукты
Hanna Instruments
Контакт
рН электрохимический электрод
Филтроде
FillTrode — это прочный pH-электрод с пластиковым стержнем и плоской мембраной.Используйте этот электрод для самых сложных задач! Преимущества Надежный электрод pH . ..
..
Сравните этот продукт Удалить из инструмента сравнения
Посмотреть другие продукты
Hamilton
Контакт
рН электрохимический электрод
Серия WEL
Электроды Walchem WEL Series — это экономичные электроды для измерения дифференциального pH и ОВП для промышленного применения.Они имеют модульную конструкцию с прочным корпусом из ХПВХ,
содержит электронику; . ..
..
Сравните этот продукт Удалить из инструмента сравнения
Контакт
электрод гальванический электрохимический
Описание Уникальная герметичная мембрана позволяет легко использовать датчик DO2 без необходимости в запасных мембранах и заправочных растворах, при этом гарантируя точные результаты и длительный срок службы.
Сравните этот продукт Удалить из инструмента сравнения
Посмотреть другие продукты
 «> SENTEK Ltd.
«> SENTEK Ltd.
Контакт
Электрохимический электрод проводимости… датчик для приложений с низкой электропроводностью. Изготовлен из химически стойкого пластика RYTON . Резьба 3/4″ BSP спереди, резьба 1/2″ BSP сзади. Прецизионная платинированная платиновая проволока электроды . Встроенный датчик для …
Сравните этот продукт Удалить из инструмента сравнения
Контакт
рН электрохимический электрод
стр. 13.5 серия
13.5 серия
… зона Чистая платина 99,99% для быстрого стабильного отклика. Электроды P14 и O14 имеют эпоксидный корпус, а электроды PII и O11 имеют стеклянный корпус. Электроды GT135 pH имеют …
Сравните этот продукт Удалить из инструмента сравнения
См. другие продукты
LTH Electronics Ltd
Контакт
рН электрохимический электрод
ЭГА131
pH-комбинация электрод для воды в плавательном бассейне и аквариуме прочный стержень из пластика со встроенной защитой pH-мембраны перезаправляемый электролит
Сравните этот продукт Удалить из инструмента сравнения
См. другие продукты
другие продукты
Sensortechnik Meinsberg GmbH
Контакт
рН электрохимический электрод
Серия S401DIG/DIFF
Питьевая вода, техническая вода, сточные воды, пробы, содержащие сульфиды и металлы, такие как ртуть, свинец и серебро
Сравните этот продукт Удалить из инструмента сравнения
Посмотреть другие продукты
CHEMITEC
Контакт
рН электрохимический электрод
АРС-З
. .. комбинированный электрод для общих измерений pH заполнен гелем KCl (0% ионов серебра) и содержит дистиллят соли, что обеспечивает более длительное время стабильности. Разгрузочная система Ag/AgCl выполнена в виде картриджа. …
.. комбинированный электрод для общих измерений pH заполнен гелем KCl (0% ионов серебра) и содержит дистиллят соли, что обеспечивает более длительное время стабильности. Разгрузочная система Ag/AgCl выполнена в виде картриджа. …
Сравните этот продукт Удалить из инструмента сравнения
ГОВОРИТЕ НАМ, ЧТО ВЫ ДУМАЕТЕ
Ваш ответ принят к сведению.Спасибо за помощь.
Подпишитесь на нашу рассылку
Спасибо за подписку
Возникла проблема с вашим запросом
Неверный адрес электронной почты
Получать обновления в этом разделе каждые две недели.
Подробную информацию о том, как DirectIndustry обрабатывает ваши личные данные, см. в нашей Политике конфиденциальности.
Средний балл: 3.5/5 (4 голоса)
С DirectIndustry вы можете: Найти нужный продукт, субподрядчика или поставщика услуг | Найдите ближайшего дистрибьютора или торгового посредника| Свяжитесь с производителем, чтобы получить предложение или цену | Изучите характеристики продуктов и технические характеристики основных брендов | Просмотр каталогов в формате PDF и другой онлайн-документации
Долгоживущие электроды для пластиковых аккумуляторов
Kolek, M. et al. Энерг. Окружающая среда.науч. http://dx.doi.org/10.1039/c7ee01473b (2017 г.).
Арманд М. и Тараскон Ж.-М. Природа 451 , 652–657 (2008).
ОБЪЯВЛЕНИЕ КАС Статья Google Scholar
Muenzel, V., de Hoog, J., Brazil, M. , Vishwanath, A. & Kalyanaraman, S. Proc. 2015 ACM 6-й международный конф. Future Energy Systems 57–66 (ACM, 2015).
, Vishwanath, A. & Kalyanaraman, S. Proc. 2015 ACM 6-й международный конф. Future Energy Systems 57–66 (ACM, 2015).
Грундиц, Э.А. и Тирингер, Т. IEEE Trans. Транспорт Электрификация 2 , 270–289 (2016).
Артикул Google Scholar
Нитта, Н., Ву, Ф., Ли, Дж. Т. и Юшин, Г. Матер. Сегодня 18 , 252–264 (2015).
КАС Статья Google Scholar
Zhu, Z. & Chen, J. J. Electrochem. соц. 162 , А2393–А2405 (2015 г.).
КАС Статья Google Scholar
Xie, J. & Zhang, Q. J. Mater. хим. А 4 , 7091–7106 (2016).
КАС Статья Google Scholar
Новак, П., Мюллер, К., Сантанам, К. С. В. и Хаас, О. Chem. 97 , 207–282 (1997).
Артикул Google Scholar
Мюнхен, С.и другие. Хим. Ред. 116 , 9438–9484 (2016).
КАС Статья Google Scholar
Этачери В., Маром Р., Элазари Р., Салитра Г. и Аурбах Д. Energ. Окружающая среда. науч. 4 , 3243–3262 (2011).
КАС Статья Google Scholar
Моришима Ю., Акихара И. и Нозакура С.-И. Дж.Полим. науч. C 23 , 651–653 (1985).
КАС Google Scholar
Tukamoto, H. & West, A. R. J. Electrochem. соц. 144 , 3164–3168 (1997).
КАС Статья Google Scholar
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка браузера на прием файлов cookie
Существует множество причин, по которым файл cookie не может быть установлен правильно. Ниже приведены наиболее распространенные причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки браузера, чтобы принять файлы cookie, или спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает, хотите ли вы принимать файлы cookie, и вы отказались.Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файл cookie.
- Ваш браузер не поддерживает файлы cookie. Попробуйте другой браузер, если вы подозреваете это.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г.,
браузер автоматически забудет файл cookie. Чтобы это исправить, установите правильное время и дату на своем компьютере.

- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.

Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Предоставить доступ без файлов cookie потребует от сайта создания нового сеанса для каждой посещаемой вами страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в файле cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только та информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт
не может определить ваше имя электронной почты, если вы не решите ввести его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступ к
остальной части вашего компьютера, и только сайт, создавший файл cookie, может его прочитать.
Например, сайт
не может определить ваше имя электронной почты, если вы не решите ввести его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступ к
остальной части вашего компьютера, и только сайт, создавший файл cookie, может его прочитать.
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности.Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка браузера на прием файлов cookie
Существует множество причин, по которым файл cookie не может быть установлен правильно. Ниже приведены наиболее распространенные причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки браузера, чтобы принять файлы cookie, или спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файл cookie.
- Ваш браузер не поддерживает файлы cookie. Попробуйте другой браузер, если вы подозреваете это.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie. Чтобы это исправить, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
 Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файл cookie.
Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файл cookie.Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Предоставить доступ без файлов cookie
потребует от сайта создания нового сеанса для каждой посещаемой вами страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в файле cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только та информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, если вы не решите ввести его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступ к остальной части вашего компьютера, и только сайт, создавший файл cookie, может его прочитать.
(PDF) Электроды из проводящей пластиковой пленки для лечения импульсным электрическим полем (PEF) — доказательство принципа, Гарсия Д., Альварес И., Расо Дж. и Кондон С. (2005). Модель, описывающая кинетику
инактивации Lacto bacillus plantarum в буферной системе с различным pH и в апельсиновом и яблочном соках,
Journal of Food Engineering, 70, 7–14
Grahl, T. & Märkl, H. (1996). Уничтожение микроорганизмов импульсным электрическим полем, Прикладная микробиология и
& Märkl, H. (1996). Уничтожение микроорганизмов импульсным электрическим полем, Прикладная микробиология и
Биотехнология, 45, 148–157
Hamilton, W.A. & Sale, A.J.H. (1967). Воздействие сильных электрических полей на микроорганизмы, II.Механизм
действия летального эффекта, Biochemica Et Biophysica Acta, 148, 789–800
Harper, CA (2002). Справочник по пластмассам, эластомерам и композитам, 4
th
ed., McGraw-Hill ISBN: 0-07-
138476-6, London
Hulsheger, H., Potel, J. & Niemann, E.G. (1981). Уничтожение бактерий электрическими импульсами высокой напряженности поля,
Радиационная и экологическая биофизика, 20, 53–65
Джаярам, С., Касл, Г.С.П. и Маргаритис, А. (1992). Kinetics of Sterilization of Lactobacillus brevis Cells by the
Application of High Voltage Pulses, Biotechnology and Bioengineering, 40, 1412–1420
Knorr, D. (1999). Новые подходы в технологии пищевой промышленности: новые технологии сохранения пищевых продуктов и
модифицирующая функция, Current Opinion in Biotechnology, 10, 485–491
Kreuger, FH (1995). Промышленное высокое напряжение постоянного тока, издательство Делфтского университета, ISBN 90-407-1110-0
Промышленное высокое напряжение постоянного тока, издательство Делфтского университета, ISBN 90-407-1110-0
Леливельд, Х.Л.М., Нотерманс С. и Де Хаан С.В.Х. (2007). Сохранение пищевых продуктов с помощью импульсных электрических полей, от исследований
до применения, CRC Press, ISBN 978-1-4200-4395-2
Mastwijk, HC и Бартельс, П.В. (2007). Будущий потенциал обработки импульсным электрическим полем: Обработка спор бактерий
, эмульсий и упакованных продуктов, глава: Сохранение пищевых продуктов импульсными электрическими полями; От
исследований к применению, под редакцией: Леливельд, Х.Л.М., Нотерманс, С.& De Haan, SWH, ISBN 978-1-
Влияние технологии быстрой обработки в 3D-печатной детали для разработки электрода для электроэрозионной обработки
Роль быстрой обработки (RT) в аддитивном производстве (AM) кажется важной для улучшения расширяя перспективы производственного мастерства. В этой статье были предприняты попытки раскрыть возможности и достижения электрода RT в области электроэрозионной обработки (EDM). Моделирование методом наплавления (FDM) является одним из процессов аддитивного моделирования, используемых для изготовления прототипа электроэрозионного электрода путем покрытия медью.Медь нанесена на компонент из АБС-пластика, изготовленный методом FDM, на толщину около 1 мм через толстое гальваническое покрытие. Электроды FDM с медным покрытием (CCF) и электроды из твердой меди (SC) используются для проведения экспериментов на электроэрозионном станке для штамповки с использованием инструментальной легированной стали в качестве заготовки. Полимерный электрод CCF может быть эффективно использован в операциях электроэрозионной обработки, так как время построения любой сложной формы существенно сокращается. Однако скорость съема материала (MRR) намного меньше, чем у электрода SC. Электрод CCF рекомендуется использовать для получистовых и чистовых операций, в которых MRR меньше.Однако CCF может испортиться, так как на обрабатывающем инструменте возникают высокие температуры, а пластиковый сердечник с трудом выдерживает такие высокие температуры.
Моделирование методом наплавления (FDM) является одним из процессов аддитивного моделирования, используемых для изготовления прототипа электроэрозионного электрода путем покрытия медью.Медь нанесена на компонент из АБС-пластика, изготовленный методом FDM, на толщину около 1 мм через толстое гальваническое покрытие. Электроды FDM с медным покрытием (CCF) и электроды из твердой меди (SC) используются для проведения экспериментов на электроэрозионном станке для штамповки с использованием инструментальной легированной стали в качестве заготовки. Полимерный электрод CCF может быть эффективно использован в операциях электроэрозионной обработки, так как время построения любой сложной формы существенно сокращается. Однако скорость съема материала (MRR) намного меньше, чем у электрода SC. Электрод CCF рекомендуется использовать для получистовых и чистовых операций, в которых MRR меньше.Однако CCF может испортиться, так как на обрабатывающем инструменте возникают высокие температуры, а пластиковый сердечник с трудом выдерживает такие высокие температуры.
1. Введение
Удовлетворение повседневных потребностей развивающихся продуктов, возникающих у клиентов и конкурентов, стало трудным для производственного процесса с использованием современных технологий. Развитие промышленных технологий помогает в значительной степени удовлетворить потребности в оговоренные сроки и по стоимости. Тем не менее, производственное планирование требует инструмента/штампа для конкретных приложений либо для мини-, либо для крупного размера производственной партии, что регулирует отделку продукта.Затраты на производство продукта в основном оцениваются по затратам на оснастку, а не по затратам на механическую обработку [1]. Текущие достижения, такие как 3D-печать (AM) для разработки модели и быстрая оснастка (RT) для производства инструментов с использованием современных технологий, в основном подходят для минимизации времени изготовления инструмента и, соответственно, времени производства для достижения конкурентного преимущества. В производственном подходе с вычитанием используются различные процессы для удаления лишнего нежелательного вещества из незавершенной заготовки. Современные методы обработки, такие как электрохимическая обработка (ECM), абразивно-струйная обработка (AJM), ультразвуковая обработка (USM) и электроэрозионная обработка (EDM), обычно использовались для обработки сложных форм и полостей/отверстий, которые трудно обрабатывать.Для конкретных требований к детали/модели влияют такие факторы, как исходное вещество, технологические приложения и условия постобработки.
Современные методы обработки, такие как электрохимическая обработка (ECM), абразивно-струйная обработка (AJM), ультразвуковая обработка (USM) и электроэрозионная обработка (EDM), обычно использовались для обработки сложных форм и полостей/отверстий, которые трудно обрабатывать.Для конкретных требований к детали/модели влияют такие факторы, как исходное вещество, технологические приложения и условия постобработки.
Пять этапов АП включают в себя подготовку модели САПР, версию STL, разделение и написание программы, выбор типа АП и требования к постобработке. Они несут умеренную ответственность за результаты и свойства процесса, правильность размеров, состояние поверхности, механическую прочность, время сборки и т. д. Модель значительно улучшена за счет точной настройки нескольких переменных процесса.АМ быстрее формирует более важные разрешения и зависит от накопленных слоев, веществ, композитов и методов отверждения [2].
Крамп и др. впервые успешно разработала FDM в 1989 году, а Stratasys Inc. запустила первое промышленное групповое оборудование FDM в 1990 году. FDM создает компонент путем осаждения расплавленных термопластичных материалов на поддерживаемую плоскость или ранее разработанный компонент путем приклеивания к соседнему веществу и охлаждения. на воздухе дает конечный желаемый продукт.В FDM обычно используются провода из термопластичного материала, такого как АБС-пластик, воск и нейлон. Качество продукта, полученного с помощью FDM, зависит от угла растра, толщины, ширины, сопла, температуры камеры и скорости подачи. При изготовлении изделий FDM объединение молекул на пути осаждения индуцируется наклонами растра [3]. Объемное уменьшение приводит к неадекватному сцеплению слоев и более высокой пористости, поскольку он остается в полурасплавленном состоянии на стадии схватывания. Моделирование процесса затвердевания FDM с применением анализа методом конечных элементов (МКЭ) показало, что сосредоточенные остаточные напряжения деформировали базовую поверхность детали [4].
запустила первое промышленное групповое оборудование FDM в 1990 году. FDM создает компонент путем осаждения расплавленных термопластичных материалов на поддерживаемую плоскость или ранее разработанный компонент путем приклеивания к соседнему веществу и охлаждения. на воздухе дает конечный желаемый продукт.В FDM обычно используются провода из термопластичного материала, такого как АБС-пластик, воск и нейлон. Качество продукта, полученного с помощью FDM, зависит от угла растра, толщины, ширины, сопла, температуры камеры и скорости подачи. При изготовлении изделий FDM объединение молекул на пути осаждения индуцируется наклонами растра [3]. Объемное уменьшение приводит к неадекватному сцеплению слоев и более высокой пористости, поскольку он остается в полурасплавленном состоянии на стадии схватывания. Моделирование процесса затвердевания FDM с применением анализа методом конечных элементов (МКЭ) показало, что сосредоточенные остаточные напряжения деформировали базовую поверхность детали [4]. Наклон детали влиял на время сборки, прочность компонентов, текстуру поверхности и точность размеров, так что прочность на растяжение постоянно снижалась с увеличением наклона по мере образования пустот. На адгезионную способность и прочность соединения двух соседних волокон влияла температура оболочки [5]. Механическая прочность детали улучшается с улучшением микроструктуры. Изменение температуры нити в процессе укладки приводит к неточности размеров из-за деформации.Таким образом, необходимо понять недостатки FDM, прежде чем предлагать его для приложения RT.
Наклон детали влиял на время сборки, прочность компонентов, текстуру поверхности и точность размеров, так что прочность на растяжение постоянно снижалась с увеличением наклона по мере образования пустот. На адгезионную способность и прочность соединения двух соседних волокон влияла температура оболочки [5]. Механическая прочность детали улучшается с улучшением микроструктуры. Изменение температуры нити в процессе укладки приводит к неточности размеров из-за деформации.Таким образом, необходимо понять недостатки FDM, прежде чем предлагать его для приложения RT.
Различные операции, такие как контурная обработка, формирование глубоких каналов, формирование карманов и операции планетарной обработки, могут быть выполнены с помощью электроэрозионного станка с проточкой [6]. Электроэрозионная обработка с числовым программным управлением является наиболее передовым методом повышения точности, производительности и производительности [7]. К параметрам электроэрозионной обработки относятся ток электродного разряда (усиливающий искры и длительность их импульсов), раствор диэлектрика и давление струи, тип и геометрия инструмента, материал заготовки [8]. Принятие решений по нескольким критериям для разработки измерения характеристик поверхности в процессе электроэрозионной обработки с использованием метода порядка предпочтения по сходству с идеальным решением (TOPSIS) было использовано. Минимальные уровни средней толщины белого слоя и шероховатости поверхности при максимальном сжимающем остаточном напряжении получены, а обработка нержавеющей стали AISI 304 показала наиболее влияющий параметр, который был актуальным для плазмообразования [9]. Критерии принятия решений на основе анализа Тагучи-Грея применялись для оценки качественных характеристик (таких как толщина слоя переплавки, коэффициент износа проволоки и микротвердость) процесса электроэрозионной обработки проволоки.Фактор выбора проволочного электрода, который помогает генерировать энергию искры, оказал наибольшее влияние на характеристики качества [10]. Переменными, в основном изменяющими показатели эффективности электроэрозионной обработки, являются MRR (мм 3 /мин), TWR, процентное отношение объема электрода к объему материала заготовки и шероховатость поверхности (SR) корродированной полости, представленная средним арифметическим шероховатость (Ра).
Принятие решений по нескольким критериям для разработки измерения характеристик поверхности в процессе электроэрозионной обработки с использованием метода порядка предпочтения по сходству с идеальным решением (TOPSIS) было использовано. Минимальные уровни средней толщины белого слоя и шероховатости поверхности при максимальном сжимающем остаточном напряжении получены, а обработка нержавеющей стали AISI 304 показала наиболее влияющий параметр, который был актуальным для плазмообразования [9]. Критерии принятия решений на основе анализа Тагучи-Грея применялись для оценки качественных характеристик (таких как толщина слоя переплавки, коэффициент износа проволоки и микротвердость) процесса электроэрозионной обработки проволоки.Фактор выбора проволочного электрода, который помогает генерировать энергию искры, оказал наибольшее влияние на характеристики качества [10]. Переменными, в основном изменяющими показатели эффективности электроэрозионной обработки, являются MRR (мм 3 /мин), TWR, процентное отношение объема электрода к объему материала заготовки и шероховатость поверхности (SR) корродированной полости, представленная средним арифметическим шероховатость (Ра). Переменные процесса, а также геометрия электрода, инструмент и свойства материала заготовки, такие как тепло/электропроводность и износостойкость, в значительной степени определяют результаты электроэрозионной обработки [11].Изучение результатов испытаний прямоугольных вольфрамо-медных электродов при механической обработке стали Д2 показало отложение углерода, железа и хрома на поверхности электрода. MRR максимизировали, устанавливая ток и длительность импульса и контролируя осаждение углеродного слоя [12].
Переменные процесса, а также геометрия электрода, инструмент и свойства материала заготовки, такие как тепло/электропроводность и износостойкость, в значительной степени определяют результаты электроэрозионной обработки [11].Изучение результатов испытаний прямоугольных вольфрамо-медных электродов при механической обработке стали Д2 показало отложение углерода, железа и хрома на поверхности электрода. MRR максимизировали, устанавливая ток и длительность импульса и контролируя осаждение углеродного слоя [12].
RT представляет собой непрерывную форму модели AM, мгновенно преобразованную в инструмент непосредственно из иллюстраций CAD для удовлетворения немедленных требований. RT подразделяются на прямую и непрямую оснастку и модели для литья.Электроды, изготовленные методом FDM, проходят несколько постобработок для различных применений электроэрозионной обработки (черновая, получистовая и чистовая обработка). Стадии постобработки электродов, изготовленных методом АМ, различаются электрическими и механическими свойствами (непроводящие, проводящие и шаблон для литья) [13]. Поэтому непроводящая поверхность прототипа АС должна пройти промежуточный процесс металлизации для придания рабочей поверхности электропроводности с соответствующим металлическим покрытием [14].Простая плоская форма пластиковых (эпоксидных) моделей металлизированных электроэрозионных электродов позволила сделать надрез глубиной 4 мм на инструментальной стали без разрушения электрода. Этот метод может быть применен в операциях с семинарой или отделочными срезами [15]. Вывод делает неудача в интерфейсе эпоксидно-металлов, поскольку изменения линейного теплового расширения приводят к повышению напряжений сдвига на медной оболочке [16]. Неоднородная осажденная медь (Cu), толщина гальванических AM электродов является одним из основного недостатка этих процессов.Модели CAD для инструмента включают в себя различные топологии геометрии, такие как глубокие пазы, которые создают проблемы при фрезеровании поверхностей под разными углами. Такую геометрию легко изготовить с помощью прямых быстрых процессов RT.
Поэтому непроводящая поверхность прототипа АС должна пройти промежуточный процесс металлизации для придания рабочей поверхности электропроводности с соответствующим металлическим покрытием [14].Простая плоская форма пластиковых (эпоксидных) моделей металлизированных электроэрозионных электродов позволила сделать надрез глубиной 4 мм на инструментальной стали без разрушения электрода. Этот метод может быть применен в операциях с семинарой или отделочными срезами [15]. Вывод делает неудача в интерфейсе эпоксидно-металлов, поскольку изменения линейного теплового расширения приводят к повышению напряжений сдвига на медной оболочке [16]. Неоднородная осажденная медь (Cu), толщина гальванических AM электродов является одним из основного недостатка этих процессов.Модели CAD для инструмента включают в себя различные топологии геометрии, такие как глубокие пазы, которые создают проблемы при фрезеровании поверхностей под разными углами. Такую геометрию легко изготовить с помощью прямых быстрых процессов RT. Без достаточного количества слоя меди электроды сразу же выгорают, когда начинается эрозия, что делает их непригодными для электроэрозионной обработки из-за различий в толщине покрытия, что приводит к плохой чистоте поверхности и/или неточностям размеров [17]. В результате сравнения было видно, что гальванический электрод имеет большую плотность и является более прочным, чем металлическое напыление [18].Гальванопокрытие методом гальванопластики точно воспроизводит форму оправки без усадки и искажения, что приводит к аналогичным процессам формовки металлов (литью, штамповке или волочению) [19]. Были проведены исследования по использованию электродов для быстрой электроэрозионной обработки, изготовленных из двух наиболее подходящих методов RT-процессов, используемых при чистовой обработке инструментов, спеченных лазером (медное покрытие стереолитографических моделей и модели прямого металлического лазерного спекания (бронзы)). Количество меди, осажденной на обоих электродах, оказалось проблематичным, поскольку процесс гальванического покрытия не мог обеспечить достаточное осаждение меди во внутренних полостях с очень постепенным уменьшением толщины слоя меди снаружи.
Без достаточного количества слоя меди электроды сразу же выгорают, когда начинается эрозия, что делает их непригодными для электроэрозионной обработки из-за различий в толщине покрытия, что приводит к плохой чистоте поверхности и/или неточностям размеров [17]. В результате сравнения было видно, что гальванический электрод имеет большую плотность и является более прочным, чем металлическое напыление [18].Гальванопокрытие методом гальванопластики точно воспроизводит форму оправки без усадки и искажения, что приводит к аналогичным процессам формовки металлов (литью, штамповке или волочению) [19]. Были проведены исследования по использованию электродов для быстрой электроэрозионной обработки, изготовленных из двух наиболее подходящих методов RT-процессов, используемых при чистовой обработке инструментов, спеченных лазером (медное покрытие стереолитографических моделей и модели прямого металлического лазерного спекания (бронзы)). Количество меди, осажденной на обоих электродах, оказалось проблематичным, поскольку процесс гальванического покрытия не мог обеспечить достаточное осаждение меди во внутренних полостях с очень постепенным уменьшением толщины слоя меди снаружи. Практически отсутствуют отложения на внутренних стенках и нижней грани. Следовательно, электроды не подходили для процесса электроэрозионной обработки [20].
Практически отсутствуют отложения на внутренних стенках и нижней грани. Следовательно, электроды не подходили для процесса электроэрозионной обработки [20].
После значительного обзора различных областей AM и RT было замечено, что было проведено очень мало исследований по превращению 3D-печатного пластика в электроэрозионный электрод с использованием техники быстрой обработки. Медь может быть нанесена на полимерный материал, напечатанный на 3D-принтере, с помощью гальванического покрытия до нужной толщины. Настоящая работа посвящена экспериментальным исследованиям 3D-печатной полимерной модели электрода с медным покрытием и сравнению со сплошным медным электродом при электроэрозионной обработке инструментальной легированной стали.
2. Методы и материалы
2.1. Преобразование напечатанного на 3D-принтере полимера в проводящий электрод для быстрого инструмента
В нем описывается изготовление электродов из 3D-печати из АБС-пластика с использованием процесса FDM и различных процессов металлизации пластикового электрода и тестовых образцов (рис. 1). Затем он превращается в электроэрозионный электрод с помощью металлизации пластиковых поверхностей, напечатанных на 3D-принтере. В процессе металлизации металл наносится на пластиковые поверхности. Должны были быть реализованы трехэтапные процессы, чтобы пластиковый/полимерный материал превратился в электропроводящие поверхности и увеличил толщину до более высокого уровня в процессе гальванического покрытия.Поверхности 3D-печатных полимерных электродов покрывали проводящей серебряной краской толщиной примерно от 6 до 8 мкм мкм и давали высохнуть. Во-вторых, химический отжиг проводят для восстановления коллоидного серебра, содержащего осевшие частицы серебра. Их следует осторожно отфильтровать при давлении выше атмосферного с помощью фильтрующей сетки размером 0,2 мкм мкм и сохранить в герметичном контейнере для утилизации. Полученную конденсированную коллоидную дисперсию серебра наносят тонким слоем на пластиковые поверхности и сушат.Повторение этого покрытия несколько раз дает лучшие результаты.
1). Затем он превращается в электроэрозионный электрод с помощью металлизации пластиковых поверхностей, напечатанных на 3D-принтере. В процессе металлизации металл наносится на пластиковые поверхности. Должны были быть реализованы трехэтапные процессы, чтобы пластиковый/полимерный материал превратился в электропроводящие поверхности и увеличил толщину до более высокого уровня в процессе гальванического покрытия.Поверхности 3D-печатных полимерных электродов покрывали проводящей серебряной краской толщиной примерно от 6 до 8 мкм мкм и давали высохнуть. Во-вторых, химический отжиг проводят для восстановления коллоидного серебра, содержащего осевшие частицы серебра. Их следует осторожно отфильтровать при давлении выше атмосферного с помощью фильтрующей сетки размером 0,2 мкм мкм и сохранить в герметичном контейнере для утилизации. Полученную конденсированную коллоидную дисперсию серебра наносят тонким слоем на пластиковые поверхности и сушат.Повторение этого покрытия несколько раз дает лучшие результаты.
Его выдерживали в печи при 90°C в течение примерно получаса, чтобы эти тонкие слои чистого серебра размером от 1 до 3 мкм мкм прилипли к пластиковой поверхности. Наконец, на поверхности образцов полимерных электродов, напечатанных методом 3D-печати, наносится химическое покрытие слоя рассеянного алюминия в виде пасты, рассеянной алюминием. Формы, высушенные в течение 24 часов, толщиной около 10 мкм мкм слегка зачищают для полировки поверхностей наждачной бумагой более высокого класса.Затем проводили очистку путем полоскания в очищенной воде с последующей сушкой при 50°С в течение 60 минут. Затем прототипы погружают в раствор для химического осаждения меди примерно на 4 часа. После ополаскивания дистиллированной водой высушенная поверхность становится электропроводной. Все электроды и модели FDM подвергаются гальванопокрытию в течение многих часов, чтобы увеличить толщину осаждения меди в гальваническом растворе примерно на 24 часа для каждого образца.
Поддерживая среднюю скорость осаждения при плотности тока и комнатной температуре без добавок и непрерывной фильтрации раствора и останавливая процесс через несколько часов на некоторое время и измеряя достигнутую толщину и зная скорость осаждения, мы увеличиваем толщину на увеличивая время осаждения, так как при такой скорости оно действует как устойчивое состояние.Максимальное время гальванического покрытия электрода составляет около 210 часов для получения толщины 1 мм при расходе 110 мкм м/24 часа. При определении толщины использовали сканирующий электронный микроскоп (СЭМ), так как они дают прямые показания [19].
2.2. Экспериментальная методика
Испытания электроэрозионной обработки полостного типа проводились при обработке заготовки из закаленной инструментальной легированной стали. Изготовили образец заготовки диаметром 75 мм и толщиной инструментальной стали 5 мм, отшлифовали и зачистили поверхности.В электроэрозионном станке используется электрод, изготовленный из толстого полимера RT с гальваническим покрытием, напечатанного методом 3D-печати (ECRT). После подтверждения возможности получения хороших результатов была проведена серия испытаний толстого медного электрода ECRT при стандартном наборе параметров, как указано в таблице 1. Скорость съема материала (MRR), скорость износа инструмента (TWR) и параметр шероховатости поверхности (SR) рассчитывают по результатам испытаний путем подстановки в них математических уравнений (1)-(2). Параметр SR (в мк м) измеряли в разных местах с помощью профилометра для длины отсечки 0.8 мм, а средние значения приведены в таблицах 2–4. Аналогичные испытания проводят с твердым медным электродом тех же размеров. Сравниваются экспериментальные результаты, полученные РТ и медными электродами при одних и тех же входных параметрах и заготовке. Для сравнения характеристик инструментов RT и SC исследованы три фактора, влияющие на процессы электроэрозионной обработки, а именно ток разряда (DC), длительность импульса () и коэффициент заполнения () на MRR, TWR и SR на открытом воздухе. -напряжение цепи (В) 40 и давление промывки 0.
После подтверждения возможности получения хороших результатов была проведена серия испытаний толстого медного электрода ECRT при стандартном наборе параметров, как указано в таблице 1. Скорость съема материала (MRR), скорость износа инструмента (TWR) и параметр шероховатости поверхности (SR) рассчитывают по результатам испытаний путем подстановки в них математических уравнений (1)-(2). Параметр SR (в мк м) измеряли в разных местах с помощью профилометра для длины отсечки 0.8 мм, а средние значения приведены в таблицах 2–4. Аналогичные испытания проводят с твердым медным электродом тех же размеров. Сравниваются экспериментальные результаты, полученные РТ и медными электродами при одних и тех же входных параметрах и заготовке. Для сравнения характеристик инструментов RT и SC исследованы три фактора, влияющие на процессы электроэрозионной обработки, а именно ток разряда (DC), длительность импульса () и коэффициент заполнения () на MRR, TWR и SR на открытом воздухе. -напряжение цепи (В) 40 и давление промывки 0. 035 МПа. Операции EDM по 10 минут каждая были проведены для обоих электродов, и результаты сведены в таблицы 2–4 для изменения постоянного тока от 2 до 4 А и изменения и (см. уравнение (1)) для обоих электродов [19].
где – время обработки (около 1 часа), и – плотность меди и заготовки (кг/м 3 ). – потеря массы электрода и заготовки соответственно.
035 МПа. Операции EDM по 10 минут каждая были проведены для обоих электродов, и результаты сведены в таблицы 2–4 для изменения постоянного тока от 2 до 4 А и изменения и (см. уравнение (1)) для обоих электродов [19].
где – время обработки (около 1 часа), и – плотность меди и заготовки (кг/м 3 ). – потеря массы электрода и заготовки соответственно.
+
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 775
775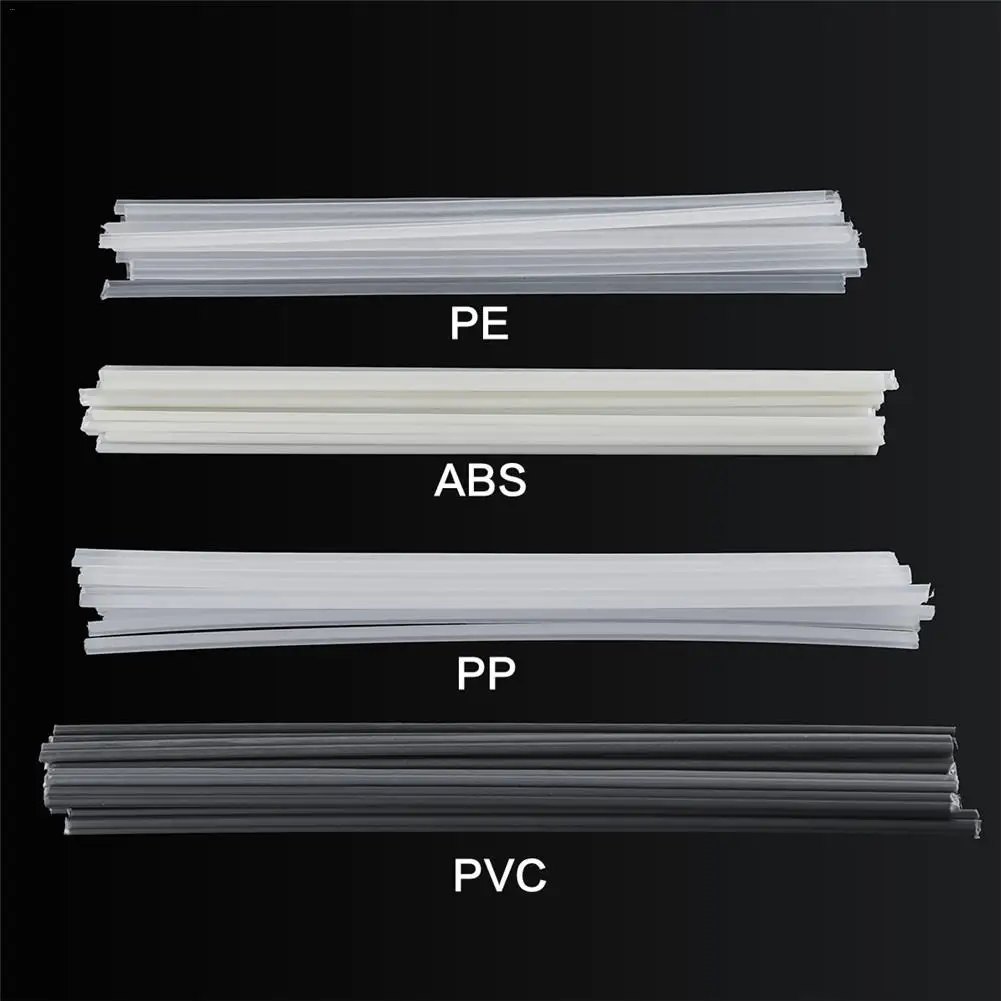 993
993 025
025 034
034
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 775
775 023
023 097
097 059
059 195
195
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 )
) 057
057 066
066 029
029 439
439Это создает структуру столбчатой с химическим отжига с использованием его серебро дисперсного раствора, а не серебряной краской, которая больше подходит для толстого гальванического покрытия.Следовательно, электрод подвергают гальванопокрытию медью в течение около 200 часов на образец, покрытый дисперсным раствором серебра (полученный химическим отжигом). Достигаемая толщина меди составляет около 1 мм.
3. Результаты и обсуждение
Электроэрозионная обработка инструментальной стали выполнялась с использованием различных входных параметров, таких как постоянный ток, , и рабочих характеристик, таких как MRR, TWR и SR, с использованием 3D-печатного полимерного электрода с медным покрытием и традиционного сплошного медного электрода, которые сведено в таблицу.
Совместное влияние изменения постоянного тока и времени импульса на трех выходах показано на графиках (рис. 2–4) для электродов SC и FDM RT с медным покрытием. Как правило, все рисунки показывают каждый из трех выходов, рассматриваемых в этих MRR, TWR и SR, для обоих электродов с различной C. Когда постоянный ток увеличивается, энергия искры также увеличивается, что приводит к дополнительному теплу, что приводит к образованию крупных частиц. размеры снимаемого с рабочих поверхностей металла, нарушающие качество обрабатываемой поверхности.
На рисунках 2, 5 и 6 показаны графики скорости съема материала (MRR), где она увеличивается с увеличением DC для всех значений и % скважности (tau), поскольку при увеличении DC, это напрямую влияет на выходную энергию, что вызывает увеличение размера кратера, что приводит к увеличению MRR, при этом в сочетании с постоянным током отмечается, что более высокое значение влияет на большее MRR, чем . Тем не менее, небольшое изменение MRR обнаруживается при сравнении двух электродов в отношении постоянного тока, , и .На рисунках 2, 5 и 6 показано, что MRR монотонно увеличивался с увеличением постоянного тока для электродов SC и RT. Также видно, что увеличение вызывает очень небольшое увеличение MRR. И наоборот, MRR уменьшается, когда он очень низкий. Увеличение индуцирует увеличение МРР за счет теплового потока, проводимого в заготовку, в течение большего времени в виде плазмопровода. Но применение непрерывного теплового потока осуществлялось на более длительный период за счет увеличения , и давление внутри плазменного канала падало.В результате MRR также снижается из-за неизменного объема расплавленного металла. Точно так же видно, что комбинированный эффект постоянного тока и MRR показал, что MRR увеличивался с увеличением постоянного тока, но мало влиял на . При увеличении интенсивность искры между промежутками увеличивается, увеличивая влияние температуры на увеличение МРР.
Тем не менее, небольшое изменение MRR обнаруживается при сравнении двух электродов в отношении постоянного тока, , и .На рисунках 2, 5 и 6 показано, что MRR монотонно увеличивался с увеличением постоянного тока для электродов SC и RT. Также видно, что увеличение вызывает очень небольшое увеличение MRR. И наоборот, MRR уменьшается, когда он очень низкий. Увеличение индуцирует увеличение МРР за счет теплового потока, проводимого в заготовку, в течение большего времени в виде плазмопровода. Но применение непрерывного теплового потока осуществлялось на более длительный период за счет увеличения , и давление внутри плазменного канала падало.В результате MRR также снижается из-за неизменного объема расплавленного металла. Точно так же видно, что комбинированный эффект постоянного тока и MRR показал, что MRR увеличивался с увеличением постоянного тока, но мало влиял на . При увеличении интенсивность искры между промежутками увеличивается, увеличивая влияние температуры на увеличение МРР.
На рис. 4, 7 и 8 показано влияние изменения постоянного тока на СИ, полученное двумя электродами, вместе с параметрами и .На рис. 7 показано, что комбинированное влияние и постоянного тока на «SR» электрода RT (быстродействующий инструмент) незначительно. Но по мере увеличения вместе с (влияет мало) увеличение « » больше преобладает на SR. SR меньше для средних значений обоих и , что является предпочтительным. Поскольку низкое значение « » позволяет значительно меньше времени для образования искры, это приводит к неравномерному распределению искры на обрабатываемых поверхностях. Таким образом, на процесс удаления металла произвольно влияет меньше , которое постепенно увеличивается за счет увеличения « », чтобы обеспечить равномерное распределение искры по обрабатываемой поверхности.Дальнейшее увеличение значения позволяет увеличить время искрового разряда, что увеличивает MRR, вызывая небольшой рост повышенного SR по сравнению с самым низким значением. SR является худшим с более низким значением, чем более высокое значение . На рис. 4, 7 и 8 видно, что качество поверхности снижается с увеличением постоянного тока как для SC, так и для покрытых медью электродов FDM RT [21].
На рис. 4, 7 и 8 видно, что качество поверхности снижается с увеличением постоянного тока как для SC, так и для покрытых медью электродов FDM RT [21].
На рис. 3, 9 и 10 показано изменение TWR двух электродов (SC и RT) для комбинированного изменения постоянного тока с и . Видно, что TWR увеличивается с ростом разрядного тока для обоих электродов.TWR твердого медного электрода намного больше, чем у RT. На графике также показано, что TWR увеличивается с увеличением, поскольку это ускоряет удаление материала из искрообразования и увеличивает тепловой поток, что, в свою очередь, способствует износу инструмента. И наоборот, влияние (скважности) было замечено в том, что TWR очень медленно реагирует на увеличение коэффициента заполнения. TWR играет очень важную роль/фактор в процессе электроэрозионной обработки для контроля стоимости обработки.
4.Заключение
Цель статьи состоит в том, чтобы сравнить производительность быстродействующего 3D-печатного полимера, покрытого медью, с традиционными сплошными медными электродами для электроэрозионной обработки с точки зрения MRR, TWR и SR. Из результатов можно сделать различные заключительные замечания.
(1) Можно изготовить RT-электрод из 3D-печатного полимера для компонентов любой сложной конструкции/формы. Поверхность полимерного вещества 3D-печатной модели была металлизирована медью до желаемой толщины, чтобы преобразовать их поверхности в проводящие поверхности электродов путем гальванического покрытия без дополнительной подготовки (2). 3D-печатные полимерные поверхности электродов для электроэрозионной обработки, что делает их применимыми в приложениях для электроэрозионной обработки (3) Рабочие характеристики двух электродов изучены во время обработки инструментальной легированной стали (закаленная сталь), показывая, что электроды RT эффективно работают с низким TWR (4) Из результатов испытаний , обнаружено, что MRR оставался почти ближе для обоих инструментов (5) Электрод RT может быть математически смоделирован и снова условно металлизирован для повторного использования, чтобы сократить продолжительность гальванического покрытия и стоимость материала и инструмента (6) Электрод RT EDM экономит больше инструментального вещества металлическим покрытием для формирования необходимой полости в методе электроэрозионной обработки(7). Влияние постоянного тока, путем варьирования каждого фактора на другом уровне.постоянным током и показали существенную роль в управлении характеристиками обработки, в то время как показали наименьшее влияние как на электроды, так и на заготовку
Из результатов можно сделать различные заключительные замечания.
(1) Можно изготовить RT-электрод из 3D-печатного полимера для компонентов любой сложной конструкции/формы. Поверхность полимерного вещества 3D-печатной модели была металлизирована медью до желаемой толщины, чтобы преобразовать их поверхности в проводящие поверхности электродов путем гальванического покрытия без дополнительной подготовки (2). 3D-печатные полимерные поверхности электродов для электроэрозионной обработки, что делает их применимыми в приложениях для электроэрозионной обработки (3) Рабочие характеристики двух электродов изучены во время обработки инструментальной легированной стали (закаленная сталь), показывая, что электроды RT эффективно работают с низким TWR (4) Из результатов испытаний , обнаружено, что MRR оставался почти ближе для обоих инструментов (5) Электрод RT может быть математически смоделирован и снова условно металлизирован для повторного использования, чтобы сократить продолжительность гальванического покрытия и стоимость материала и инструмента (6) Электрод RT EDM экономит больше инструментального вещества металлическим покрытием для формирования необходимой полости в методе электроэрозионной обработки(7). Влияние постоянного тока, путем варьирования каждого фактора на другом уровне.постоянным током и показали существенную роль в управлении характеристиками обработки, в то время как показали наименьшее влияние как на электроды, так и на заготовку
В будущем целью дальнейших исследований должно быть выполнение обработки на разнообразных материалах и различных добавках в растворе ванны для получения улучшения желаемых характеристик инструментального материала, таких как твердость, качество поверхности и толщина наплавленного материала. В электроде RT сложной формы используется очень меньшее количество наплавленного металла, чем в электроде SC, что позволяет снизить затраты на производство, а также сократить время, напыление вещества и повысить общий коэффициент одобрения.Электроды для электроэрозионной обработки, изготовленные по технологии FDM, должны быть разработаны с использованием усовершенствованного метода, который позволяет относительно сократить как время гальванического покрытия, так и толщину осажденного металлического покрытия. Для экономии времени покрытия можно использовать несколько электродов с тонким покрытием. Можно обнаружить, что несколько последовательных прогрессивных электродов имеют подходящие и осуществимые сложные формы.
Для экономии времени покрытия можно использовать несколько электродов с тонким покрытием. Можно обнаружить, что несколько последовательных прогрессивных электродов имеют подходящие и осуществимые сложные формы.
Доступность данных
Данные, использованные для поддержки результатов этого исследования, включены в статью.
Конфликт интересов
У авторов нет конфликта интересов.
Благодарности
Авторы хотели бы поблагодарить деканат научных исследований Университета Умм Аль-Кура за поддержку этой работы кодом гранта # 20UQU0028DSR.
Пластмассовые электроды могут сделать кохлеарные имплантаты меньше
«Пластик может содержать натуральные белки, которые помогают выживанию поврежденных и больных нервов», — говорит Райли. Ее исследование было опубликовано в
ранее в этом году.
Бионические устройства, такие как кохлеарные имплантаты или роботизированные конечности, подключаются к нервной системе. В настоящее время электроды, которые они используют, сделаны из металлов, таких как платина и иридий. Но поскольку металлы имеют гладкую поверхность, организм сразу же помечает их как инородный материал и пытается отгородиться от них, наращивая волокнистую рубцовую ткань вокруг имплантата.
В настоящее время электроды, которые они используют, сделаны из металлов, таких как платина и иридий. Но поскольку металлы имеют гладкую поверхность, организм сразу же помечает их как инородный материал и пытается отгородиться от них, наращивая волокнистую рубцовую ткань вокруг имплантата. Таким образом, со временем для стимуляции нервов через рубцовую ткань необходимо использовать все более и более мощные электрические токи. В конечном итоге это приводит к тому, что окружающие ткани и жидкости организма подвергаются неестественным изменениям кислотности и токсинам, образующимся в результате металлических контактов, которые повреждают клетки.
Проводящие пластмассы или полимеры являются альтернативой металлам. У них шероховатая поверхность, которая способствует прикреплению клеток, а это означает, что они обладают потенциалом для повышения производительности и долговечности при имплантации в тело в качестве электродов. Кроме того, сильно текстурированная полимерная поверхность может передавать электрический ток клеткам более эффективно, чем гладкие металлы.