Технология сварки титана и его сплавов
Температура плавления титана 1668°С. Имеется около 20 сплавов
Марка | Свариваемость | Технологические особенности сварки |
BT1-00, ВТ1-0, ОТ4-0, ОТ4-1 | Хорошая | Зачистка кромок |
0Т4, ВТ5, ВТ5-1 | Удовлетворительная | |
ВТ6, ВТ3-1, ВТ9, ВТ14, ВТ16, ВТ20 | Ограниченная | Мягкий режим с малыми скоростями охлаждения |
ВТ22 | Последующая термообработка | |
ПТ-7М, ПТ-3В, ПТ-1М | Хорошая | Режим с высокой скоростью охлаждения |
Трудности при сварке
Высокая химическая активность металла при высокой температуре, особенно в расплавленном состоянии. Поэтому необходима надежная защита от воздуха не только сварочной ванны, но и остывающих участков шва и околошовной зоны, пока их температура не снизится до 250-300°С. Требуется защита и обратной стороны шва даже в том случае, если металл не расплавлялся, а только нагревался выше этой температуры.
Склонность титановых сплавов к росту зерна металла в нагретых до высоких температур участках. Это затрудняет выбор режима сварки — такого, при котором нагрев околошовной зоны был бы минимальным.
Высокая температура плавления титана требует применять концентрированные источники нагрева. Низкая теплопроводность титана приводит к снижению эффективности источника нагрева по сравнению со сваркой сталей.
Поры и холодные трещины сварных соединений титана возникают из-за вредных газовых примесей и водорода. Поэтому необходимо обеспечить чистоту основного металла и сварочных материалов, в том числе присадочной проволоки.
Вблизи точки плавления поверхностное натяжение титана в 1,5 раза выше, чем алюминия, что позволяет формировать корень шва на весу. Однако расплавленный металл обладает низкой вязкостью, и при некачественной сборке деталей могут образоваться прожоги.
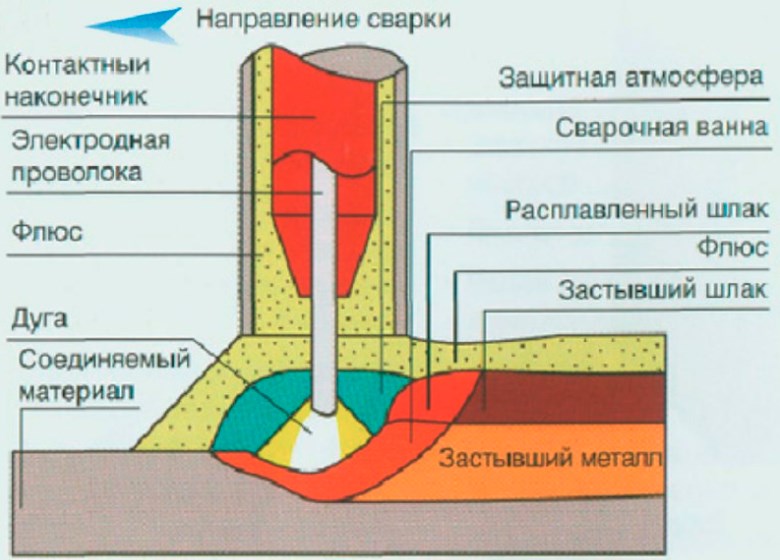
ГАЗОВАЯ ЗАЩИТА СВАРОЧНОЙ ВАННЫ
Существуют три варианта защиты:
- струйная с использованием специальных приспособлений
- местная в герметичных камерах малого объема
- общая в камерах с контролируемой атмосферой (ВКС-1, ВУАС-1, УСБ-1)

При аргонодуговой сварке титана W-электродом следует применять сварочные горелки с возможно большим газовым соплом, создающим обширную зону защиты. Поток аргона через сопло должен быть ламинарным, что достигается газовыми линзами, установленными внутри сопла. Расход газа в зависимости от режима сварки колеблется от 8 до 20 л/мин. Если сопло горелки не гарантирует надежной защиты, то его дополняют специальной насадкой, коробом или другим приспособлением. Дополнительные защитные устройства изготавливают из нержавеющей стали. Внутри имеются рассекатели и газовые линзы. Насадка, прикрепляемая к газовой горелке для защиты кристаллизующейся сварочной ванны, должна иметь ширину 40-50 мм и длину от 60-120 мм в зависимости от режима сварки. Для сварки трубчатых конструкций, кольцевых поворотных и неповоротных стыков применяют местные или малогабаритные защитные камеры.

1- дополнительная насадка; 2 — газовая линза
Качество защиты определяют по внешнему виду металла шва. Серебристая или соломенного цвета поверхность шва свидетельствует о хорошей защите. Желто-голубой цвет указывает на нарушение защиты, хотя в отдельных случаях такие швы считаются допустимыми. Темно-синий или синевато-серый цвет с пятнами серого налета характеризует низкое качество шва.
ГАЗОВАЯ ЗАЩИТА НАГРЕТЫХ УЧАСТКОВ

Специальная подкладка для защиты корня шва, нагретого до 250-300°С

Защитные приспособления из нержавеющей стали для тавровых и угловых соединений
ЗАЩИТА ШВА ТРУБОПРОВОДА


Защита при приварке фланца

Защита при сварке секционных отводов
Подготовка к сварке
Резку титана и подготовку кромок под сварку выполняют механическим способом. Для толстостенных изделий пригодны и газотермические способы, но с обязательной последующей механической обработкой кромок на глубину не менее 3-5 мм и на ширину 15-20 мм. После этого кромки зачищают металлическими щетками, шабером и т.п. и обезжиривают. Конструкции, которые перед сваркой испытывали нагрев — при вальцовке, ковке, штамповке и т.д. — должны быть подвергнуты дробеструйной или гидропескоструйной очистке и затем химической обработке: рыхлению оксидной пленки, травлению и осветлению.
Режим химической обработки титана и его сплавов
Раствор | Длительность обработки, мин | |
Назначение | Состав | |
Рыхление оксидной пленки | Нитрит натрия 150-200 г/л Углекислый натрий 500-700 г/л | 120 |
Травление | Плавиковая кислота 220-300 мл/л Азотная кислота 480-550 мл/л | 60-1200 |
| Осветление | Азотная кислота 600-750 мл/л Плавиковая кислота 85-100 мл/л | 3-10 |
После этого свариваемые кромки промывают бензином на ширину 20 мм и протирают этиловым спиртом или ацетоном.
Сварочную проволоку предварительно подвергают вакуумному отжигу и обезжиривают ацетоном или спиртом. Окисленную часть удаляют кусачками. Поверхности, подготовленные к сварке, нельзя трогать незащищенными руками.
Выбор параметров режима
Сварку титана и его сплавов рекомендуется вести в отдельном помещении. Температура воздуха в нем должна быть не ниже + 15°С, а скорость его движения — не более 0,5 м/с.
Сварку выполняют на постоянном токе прямой полярности непрерывно горящей или импульсной дугой. Используют аргон высшего сорта и гелий высокой чистоты.
Сварочный ток выбирают в зависимости от толщины свариваемого изделия и диаметра W-электрода.
Техника сварки
Основное пространственное положение шва — нижнее. Ручную сварку ведут без колебательных движений горелкой, короткой дугой, «углом вперед» Проволоку подают непрерывно, угол между ней и горелкой поддерживают около 90°.
Как правило, в качестве присадка используют проволоку того же химического состава, что и основной металл (BTl-00св, ВТ20-1св и т.д.). Для большинства сплавов годится проволока марок СПТ-2 и СП-15.
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ СВАРКИ ТИТАНОВЫХ СПЛАВОВ
Вид разделки кромок | Толщина металла, мм | Сварочный ток, А | Напряжение на дуге, В | Диаметр присадка, мм | Число проходов |
 | 1 2 | 40-60 70-90 | 10-14 | 1,2-1,5 1,5-2 | 1 |
 | 3 4 5 10 | 120-130 130-140 140-160 160-200 | 10-15 11-15 11-15 11-15 | 1,5-2 1.5-2 2-2,5 2-2,5 | 2 2 2-3 8-12 |
 | 12 16 20 | 180-210 200-230 230-280 | 12-16 13-16 13-16 | 2,5-3 | 12-16 16-20 24-26 |
 | Более 20 | 230-280 | 13-16 | 2,5-3 | Более 24 |
При толщине металла до 2,5 мм его сваривают за один проход без разделки кромок. При больших толщинах выполняют многослойные швы с разделкой кромок и обязательным использованием присадка. По окончании сварки или при случайном обрыве дуги аргон подают до тех пор, пока металл не остынет до 250-300°С.
Конструкции из титана и его сплавов толщиной 0,5-2,0 мм сваривают ручной импульсно-дуговой сваркой. Эффективность ее очевидна при различных пространственных положениях шва и для тех сплавов, где требуется минимальный нагрев околошовной зоны.
От размера свариваемых деталей зависит вариант защиты инертным газом.
Сварка титана и его сплавов: технология, электроды
Титан является высокопрочным металлом, который используется для изготовления различных конструкций важного назначения. В чистом виде данным материал используется достаточно редко, это связано с низкой температурой плавления (6400С), по этой причине титановые изделия производятся только из сплавов.
Сварка титана считается сложной технологией, при которой металл активно взаимодействует с газами в жидком и нагретом состоянии.

Особенности титановых сплавов
Титан редко применяется для изготовления различных конструкций в чистом виде, его обычно используют в виде сплавов. Они имеют высокую температуру плавления от 1470 до 18250С, данный показатель зависит от марки.
За счет того, что сплавы обладают идеальным сочетанием небольшой легкости и высокой прочности, их часто применяют для изготовления важных конструкций таких как, велосипедные рамы или запчасти для высокоскоростных автомобилей. Сварка титана и его сплавов является тяжелым процессом, потому что материалы имеют ряд специфических свойств.
Свойства материала
- невысокая степень теплопроводности;
- металл имеет склонность к самовозгоранию при нагревании до 400 градусов Цельсия, а также при контакте с кислородом;
- окисляется под влиянием углекислоты;
- при нагревании до 600 градусов Цельсия происходит образование нитридных соединений. Также данные соединения образуются при контакте с азотом, при этом они имеют твердую, но сильно хрупкую структуру;
- обладают склонностью к поглощению водорода при нагревании до 250 градусов Цельсия;
- при нагревании выше 800 градусов происходит изменение структуры (увеличение размеров зерна).
Критическими показателями температуры для титанового металла являются выше 400-500 градусов Цельсия. При разогревании до этого уровня у него отмечается повышение химической активности. Во время него титан взаимодействует с атмосферным воздухом, которое может оказать негативное воздействие на сварное соединение.
Дополнительно могут появиться вредные примеси — гидриды, нитриды, карбиды и другие, которые могут снизить прочность шва. Если будет нарушена технология сварки титана, а также не будут соблюдаться правила и требования по ГОСТу, то это может привести к тому, что сварной шов развалится даже после небольшого удара.
Если процесс сваривания выполняется согласно установленным нормативам, то показатель прочности шва будет находиться на уровне от 0,6-0,8 от прочности свариваемого металла.
Какие возникают сложности при сварке титана и его сплавов
Особенности сварки титана и его сплавов состоят в том, что данный процесс имеет некоторые сложности, которые делают этот процесс тяжелым. При нагревании сплавы с титаном начинают активно взаимодействовать с воздухом. При этом процесс данного взаимодействия может наступать задолго до достижения показателя температуры титана, а точнее уже при 450 градусах Цельсия.

Сварка титановых труб и других изделий из данного металла может осложняться следующими процессами:
- при взаимодействии титана с кислородом на поверхности свариваемой заготовки начинается активный процесс образования оксида титана и окалины, а именно появляется альфированный слой. При возникновении слоя этого вида может вызвать образование трещин на поверхности свариваемого изделия. Чтобы этого избежать стоит выполнять определенные нормы, которые указывают на допустимое максимальное содержание кислорода — в любом сплаве из титанового металла оно должно быть не выше 0,015 %;
- во время нагревания титановые сплавы усилено воздействуют с азотом. Если в составе сплава из титана будет превышен уровень азота, то этом может вызвать изменения физических свойств основы, а именно — прочность сплава станет намного выше, но вот свойства пластичности снизятся в несколько раз. Согласно существующим нормам наибольший показатель азота в составе сплава из титана должен составлять не больше 0,04-0,05 %;
- самым вредным газом для титановых сплавов является водород. Если его содержание в составе металла будет составлять выше нормы, то это может вызвать сильную хрупкость, образование на поверхности трещин, больших пор. В норме водород в составе титановых сплавов должен быть не выше 0,01-0,15 %.
Особенности подготовки титана к сварке
Сварка титановых сплавов должна выполняться правильно, именно от этого будет зависеть прочность сварного шва. Перед тем как начинать процесс сваривания стоит выполнить подготовку кромок материала.

Стоит учитывать, что после проведения предварительного термического подготовительного процесса заготовок, на поверхности кромок появляется оксидно-нитридная пленка. Она имеет высокую прочность и устойчивость к повышенным температурам. Вот именно от этой пленки и требуется избавиться.
Процесс очищения пленки с кромок осуществляется так:
- в первую очередь кромки подвергаются механическому очищению. Для этого может применяться железная щетка, ею можно пройтись по краям кромки вручную или при помощи болгарки;
- от пленки требуется зачистить не только кромки, но и область, которая прилегает к стыку на ширину полтора или два см;
- после этого нужно выполнить процесс травления металлического изделия. Для этого применяется специальная жидкость, которая должна состоять из 350 мл соляной кислоты, 650 мл воды, 50 мл фторида натрия;
- протравливание должно выполняться при температуре +600С на протяжении 5-10 минут.
Помимо этого обязательно нужно тщательно подготовить рабочее место. При проведении сваривания титана и его сплавов обязательно должна обеспечиваться полная чистота рабочего места, при этом оно должно быть надежно защищено от следующих негативных факторов:
- стоит полностью устранить сквозняки;
- в помещении не должны быть высокими показатели влажности;
- обязательно очистите пыль;
- полное удаление жира.
Сварка аргоном и полуавтоматом
Если будут правильно выполняться все требования и правила аргонодуговой сварки, то можно добиться высокую прочность сварного шва титановой трубы и других конструкций из сплавов. Если же будет нарушена технология сварных работ, то качество соединения заметно снизится.

Для титанового металла в отличие от других цветных металлов требуется аргон высокого качества. Жидкая основа сварного соединения обязательно должна быть полностью защищена от атмосферного воздуха. Кроме этого горячую область рядом со швом требуется предохранять во время процесса кристаллизации и дальнейшего остывания до 427 градусов.
Технология сварки аргоном титана выполняется с учетом следующих рекомендаций:
- сварка аргоном титана должна выполняться на постоянном токе с прямой полярностью;
- в процессе сваривания требуется применять вольфрамовые электроды;
- иногда сваривание титановых сплавов при помощи аргонодуговой сварки может потребовать дополнительные приспособления, через которые будет поступать инертный газ, вытесняя воздух. Данные элементы могут иметь любую форму и размеры;
- сварка при помощи аргоном также выполняется с применением прокладок из меди или стали. В них можно вырезать отверстия для подачи газа;
- соединение труб производится специальными фартуками. Данные элементы могут иметь различные закругления;
- если соединение производится встык или внахлест, при показателе толщины металла не менее 3 мм, то присадочная проволока может не применяться. В этих случаях устанавливается сопло по наибольшему диаметру и увеличивается степень подачи аргонового газа;
- сварка титана со сталью должна выполняться на короткой дуге, при этом не должны быть колебательные движения. А подача присадочного прута должна быть в беспрерывном режиме;
- подача газа после гашения дуги должна продолжаться еще на протяжении 1 минуты. Выполнение данного действия предотвратит окисление шва.
Применять аргонодуговую сварку стоит осторожно. Важно не допускать взаимодействия вольфрамового электрода со сварочной ванной. Это позволит предотвратить проникновение вольфрамовых частиц в область сварного шва.
Сварка титана полуавтоматом похожа на аргонодуговое сваривание, но она имеет повышенную экономичность и высокую степень производительности во время соединения заготовок с размером толщины более 1 см.

При полуавтоматической сварке применяется источник тока с обратной полярностью. Сварочная горелка должна быть оснащена дистанционным устройством для регулирования показателей силы тока. Это поможет предотвратить серьезные нарушения сварочного процесса.
Электрошлаковая сварка
Сварка титана с нержавейкой или другими сплавами может проводиться при помощи электрошлакового сваривания. Данный метод сваривания часто применяется для сплава марки ВТ5-1, который состоит из 3 % олова и 5 % алюминия. Листы из этого сплава производится методом прессования и прокаткой в тонкие листы. А вот толстостенные конструкции не прокатывают, они подвергаются ковке.

Так как сваривают титан с толстыми стенками? Толстостенные заготовки свариваются в условиях из защитного газа аргона с применением флюса марки АН-Т2. Во время данного процесса обязательно применяют переменный ток, подача которого в область сварки производиться при помощи трехфазного трансформатора.
Важные особенности электрошлаковой сварки титана:
- для того, чтобы сварить заготовки с толстыми стенками требуется выставить мощность тока на 1600-1800 ампер с показателем напряжения в 14-16 вольт;
- зазор между заготовками должен составлять 2,6 см;
- расход аргона должен составлять не больше 8 литров на 1 минуту;
- масса засыпаемого флюса — 130 грамм;
- при этом стоит с особой внимательностью относиться ко всем требования данного сварочного процесса, их полное соблюдение сможет обеспечить высокое качество сварочного шва;
- электроды для сварки титана должны соответствовать по размеру диаметра. Обычно рекомендуется использовать расходники с размером диаметра в 12 мм. Если они будут иметь размер в 8 мм, то показатель прочности падает до 80 %;
- не стоит использовать легированные и титановые электроды, они снижают показатель пластичности в сварочном соединении.
Электронно-лучевая сварка
Электронно-лучевая сварка титана считается одним из популярных способов соединения изделий. При этом сваривание позволяет получить прочное и качественное соединение. Данный процесс основан на применении тепла, которое выделяется при торможении остросфокусированного пучка частиц, ускоренных до показателей высокой энергии.
Главным компонентом, при помощи которого выполняется сварка конструкций из титана, является луч, выделяемый специальным устройством — электронной пушкой. Питание пушки осуществляется при помощи высоковольтного источника постоянного тока.
Процесс обычно происходит в условиях вакуума, который защищает от негативных внешних условий. На заводах и предприятиях имеется специальная камера для сварки титана, которая защищает металл от взаимодействия с атмосферной средой и снижает потерю кинетической энергии электронов.
Контактная сварка
Чем еще можно сваривать титан и его сплавы? Для сварки деталей из этого металла может применяться контактный способ. Согласно нормам ГОСТа данный метод разрешается использовать для титана, потому что оптимальный показатель скорости сваривания титановых сплавов равен 2-2,5 мм в секунду.

Не желательно превышать установленную скорость, потому что это может негативно отразиться на прочности сварного шва. При этом этот показатель особенно важен при использовании контактной сварки, потому что она выполняется очень быстро. Свариваемые кромки не нужно защищать и фрезеровать.
Контактная сварка может выполнять разными методами:
- точечным;
- линейным;
- конденсаторным.
При этом стоит обращать внимание, что каждый метод подбирается индивидуально. Он может зависеть от уровня толщины заготовок, от степени давления электродов, от их диаметра, от размера толщины и длины свариваемой пластины, от периода сжатия, от времени прохождения тока через металлическое изделие.
Любой метод сварки титана имеет важные особенности и требования, от которых зависит прочность сварного шва. Если сваривание производится в условиях большого предприятия, то обязательно выполняется УЗК сварного шва титановой трубы, которое позволяет определить степень прочности соединения. Если она будет низкая, то это может негативно отразится на всей конструкции.
Интересное видео
особенности, технология и методы, оборудование, возможные сложности
Титан — металл, который стал синонимом прочности. Он устойчив ко многим растворам кислот и щелочей, практически не чувствителен к коррозии из-за оксидной плёнки на его поверхности.
В целом прочность титана 270-340 МПа. Сплавление его с такими металлами как алюминий, олово или хром увеличивает показатель прочности в 4-5 раз.
Но сплавы также имеют большую пластичность, чем чистый металл, поэтому их чаще используют в кораблестроении, на химических производствах, для создания корпусов разной техники и так далее. На таких заводах титан обязательно есть на складе материалов.
Содержание статьиПоказать
Особенности сварки титана
Титан — элемент, который химически очень активен. Это создаёт проблемы, когда вы соединяете детали из него и сплавов. Когда вы нагреваете этот металл, он вступает в бурную реакцию с атмосферными газами: азотом, водородом, кислородом.
Находясь в помещении с температурой в 20-22 градуса титан уже реагирует с кислородом. Во время реакции на поверхности металла образуется слой с низкой пластичностью — альфинированный. Он предотвращает последующее взаимодействие с газом.
А, когда расплавленный титан вступает в реакцию с кислородом, появляются окислы. Они тоже сверхпрочные и мало пластичные. Свойства плёнки окисленного титана можно определить по тому, какой цвет она имеет.
Она может быть жёлтого, золотистого, темного фиолетового или даже почти белого цвета. Эта характеристика «расскажет» вам, насколько надёжной получилась зона вокруг шва.
Если материал нагреть до пятисот градусов, он начинает взаимодействовать с азотом. Такая реакция тоже делает соединение прочнее за счет понижения пластичности.
Поэтому перед сваркой титана, его нужно тщательно обработать: очистить от оксидной плёнки и азота, чтобы они частично не попали в место шва. Если это произойдёт, на месте сварного соединения могут появиться трещины холодного типа.
Уже от двухсот градусов титан начинает реагировать с водородом. Это также плохо влияет на металл — он становится легко воспламеняемым и взрывоопасным.
Даже после того, как вы понизите температуру, гидриды титана, которые сохранились в конструкции, делают конструкцию хрупкой. В итоге она может растрескаться. Даже если сразу трещины не появились, они могут появиться намного позже после сварки.
Если вы работаете с титаном на открытом воздухе, нужно увеличить область защиты. Для этого используйте сопла. подающие инертный газ (например, аргон).
Насадки сопел должны быть примерно 50 сантиметров в длину. Устанавливают их с помощью подкладок с оборотной стороны соединения. А сам узел, который вы варите, должен быть закрыт в герметичной камере.
Способы сварки титана и его сплавов

Для пайки титановых деталей используют один из пяти основных методов. Это может быть электродуговая, точечная, электрическая шлаковая, вольфрамовая лучевая сварка и применение сопел, выпускающих инертные газы.
Их разница в том, что используются электроды с различным покрытием и наполнением, получаются соединения с разными характеристиками. Чтобы понять, какой из методов подходит, нужно также учитывать сечение заготовок, которые вы свариваете.
Каждый из типов сварки всё равно включает использование присадочной проволоки, похожей по составу на детали. Чаще всего это проволока марки ВТ1-00.
Края титановой детали перед сваркой подготавливают механически (например, шлифовальным кругом), а поверхность можно очистить как методом травления, так и механическим способом.
Дуговой метод
Электродуговая сварка сплавов титана проходит с использованием электродов из вольфрама. Они могут быть неплавкими иттрованными и лантанированными (для ручной сварки) или плавкими (для сварки автоматическим или полуавтоматическим оборудованием).
Если вы используете аргонодуговую сварку титана, то применяйте стыковой метод. С деталями сечением в полтора миллиметра подача присадочного материала не нужна.
Если же заготовки толще, то подавать пруток нужно. Перед работой и с проволоки, и с заготовок снимите окисленный слой.
Пайка полуавтоматически или вручную требует применения короткой дуги. Также между электродным стержнем и присадочной проволокой угол должен быть в 90 градусов.
Останавливать подачу инертного газа можно только тогда, когда он остынет примерно до 300 градусов.
Чтобы пайка труб из титана электродом была эффективнее, в аргоновой (или другой инертной среде) присадку нужно подогреть током. Также подойдет дуговая сварка импульсами тока.
Из-за этого полуавтоматическая сварка титановых деталей уменьшает расход энергии, а производительность процесса возрастает в два раза. Чтобы сэкономить присадочный материал и сохранить металлические заготовки, сваривайте титан в щелевую разделку.
Электрошлаковый метод

Электрическая шлаковая сварка проходит с пластинчатыми электродами, сделанными из того же металла что и детали, которые соединяются. Ширина электродных стержней должна быть 8-12 миллиметров, а расстояние между заготовками — их толщине.
В этом случае аргоновая среда защищает от перегрева. Плотность соединения будет высокой, так как, несмотря на обработку, сохраняются характеристики взятого материала.
Электрошлаковую сварку неэффективно использовать, если ваши детали толще сорока миллиметров.
Электронно-лучевой способ

Особенность электронно-лучевой сварки в том, что соединение, которое она оставляет, имеет структуру мелкого зерна. Этот метод пайки элементов из титана хорошо защищает поверхность изделия от атмосферных газов.
Его используют с металлическими трубами не шире 160 миллиметров.
Луч в этом случае размещают горизонтально. Делается это для того, чтобы титан и другие металлы не «покрывались» порами и разрывами на месте шва.
Сварка со стальными заготовками

Если масса готовой конструкции не должна превышать определенный лимит, титан сваривают со сталью. Этот метод используют в строительстве малых и больших сооружений.
Но различия между сталями и титаном усложняет получение соединения с высокой прочностью. Это основная проблема, которая укорачивает жизнь конструкций.
Особенно этот минус проявляется, когда титан нужно соединить с нержавеющей сталью. Учёные всё еще исследуют эту область.
Пока что есть всего несколько методов сварки титана со сталью:
- При помощи взрыва. Для этого между стальными и титановыми заготовками прокладывают еще один металл. Например, медь, серебро или соединения из туго плавящихся металлов;
- Диффузионная сварка. Лучше всего подходит для объединения титановой заготовки с заготовкой из нержавеющей стали. Зона соединения будет менее прочной, чем начальные заготовки, но в целом шов будет надёжным и плотным;
- Клинопрессовая сварка. Эта методика предусматривает механическое сдавливание заготовок под термическим влиянием. Швы получаются прочные, менее склонные к коррозии;
- Точечный метод сварки и сварка ультразвуковым способом.
Заключение
В зависимости от того, какие требования у вас к сварному соединению, вы можете выбрать одну из пяти методик сварки вручную или полуавтоматическим сварочным аппаратом.
Но для правильной сварки титановой конструкции всегда нужно понимать особенности металла и его сплавов. Удачи в работе!
аргоном, технология, полуавтоматом, его сплавов, как в домашних условиях? – Определенных металлов на Svarka.guru
Титан обладает набором уникальных свойств, благодаря чему используется как в промышленном производстве, так и в медицинских целях. Из него изготавливают легкие детали летательных аппаратов, протезы, не отторгаемые организмом человека. Однако, сварка титана – процесс не из легких. Для упрощения его используются особые приспособления и технологии.
Специфические свойства металла

Титан обладает такими особенностями:- самовозгорается в среде кислорода;
- обладает низкой теплопроводностью;
- активно вступает в реакции при нагревании до 400°С;
- поглощает водород, азотируется;
- быстро окисляется.
Сплавы
Соединения на основе титана плавятся при температуре 1468-1830°С. Элементы отличаются повышенной коррозионной и жаростойкостью. Сплавы легко поддаются закалке при введении снижающих пластичность добавок – ванадия, хрома, марганца.
При нагревании до 400°С металл активно вступает в реакции с азотом и кислородом, находящимися в воздухе. При нагревании до 800°С зернистость и пористость металла возрастает. Потому сваривание деталей из титана должна осуществляться при исключении воздействия окисляющих газов.
Подготовка образцов (кромок)
Перед тем как сварить титан и его сплавы удаляется окисленная пленка – элементы обезжириваются и зачищаются.
Поверхности вдоль кромок обрабатываются на протяжении 10 минут раствором из соляной кислоты (35%), воды (65%) с добавлением 50 г натрия фторида. Смесь нагревается до 70°С.
Затем кромки шлифуются наждачкой или щетками – удаляются трещины и заусенцы.
Какие методы применяют?
Ручной дуговой
 Ручная сварка изделий из титана аргоном используется преимущественно в небольшом производстве или при особо сложных работах при невозможности применения автомата.
Ручная сварка изделий из титана аргоном используется преимущественно в небольшом производстве или при особо сложных работах при невозможности применения автомата.
При сварке электрод ведется прямо, с наклоном в переднюю сторону по направлению шва. Если необходимо применение присадочной проволоки, то она должна поступать постоянно, стержень при этом ставится перпендикулярно к свариваемым элементам.

По окончании аргонодуговой сварки защитная среда подается еще на протяжении 2 минут – за это время должен успеть охладиться заключительный участок шва.
Автоматический
Выполняется на постоянном токе с помощью вольфрамовых электродов при прямой полярности. Горелка подбирается с диаметром сопла 12-15 мм.
Дуга возбуждается и гасится не на элементах, а на начальных планках, так как в ином случае возможно проплавление соединяемых изделий.
Электрошлаковый
Способ используется редко, в основном для нержавеющих деталей с добавлением к титану олова или алюминия. Подразумевается применение пластинчатых электродов размером 12х60 мм. С их помощью получается высокопрочный шов. Ток сварки достигает 1,5 кА.
Сварка прессованных изделий выполняется круглыми стержнями сечением 8 мм.
Контактный
Для такого метода титановые электроды требуются только для подвода дуги к рабочей области. Розжиг ее выполняется между соединяемыми зонами изделий, сближающихся при давлении сварочных стержней.
Способ используется для сопряжения тонких листовых изделий.
Под флюсом
Шовная линия покрывается флюсовым порошком. Защищающие газы выделяются в процессе плавления порошка под электродугой, закрывая околошовную область и сварную ванну.
Способ позволяет сваривать элементы толщиной до 5 мм при соединении в угол, при сопряжении внахлест – толщиной до 3 мм. Сварка выполняется очень быстро – со скорость до 50 м/ч.
Холодный
Холодная сварка используется в твердой фазе на обычном воздухе под высоким давлением. Сопряжение осуществляется внахлест. Изделия зажимаются специальными зажимами, после удаления которых происходит деформация титана. Таким образом детали соединяются.
Шовный роликовый
Применяются стержни в форме роликов, катящихся вдоль будущего шва и сжимающие соединяемые элементы. На линию подается мощные токовые импульсы. Проплавленные зоны перекрывают друг друга на 15%, образуя герметичный рубец.
Режимы конденсаторной стыковой сварки титановых труб
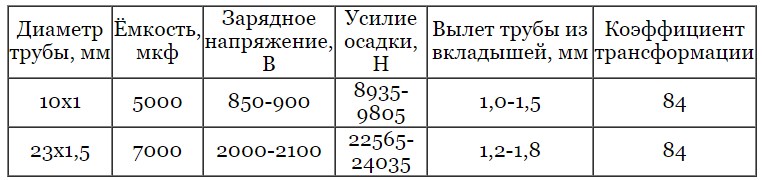
Конденсаторный способ сварки титановых труб подразумевает периодическую подачу мощных импульсов, а не постоянную. Защитные газы при этом не требуются. Соединяются трубы сечением до 23 мм с толщиной стенки не выше 1,5 мм.
Ручной процесс
Электроды
При ручной сварке используются вольфрамовые стержни, заточенные под углом 35-40°. При интенсивном применении стержень требуется периодически подтачивать.

Чем на больший угол сточен электрод, тем больше глубина проплавки.
Проволока
Проволока используется только из соответствующего сплава титана. Предварительно она прокалятся под вакуумом для удаления водорода и обязательно защищается от окисления. Такая проволока должна храниться в закрытой тубе не более 5 суток.
Для сварки изделий толщиной до 1,5 мм встык применение присадки необязательно.
Горелка

Горелка применятся со специальными приспособлениями, уберегающими титан от азотирования и окисления. По ГОСТ область соединения должна защищаться от воздействия атмосферного воздуха.Особенности технологии
Должны обеспечиваться беспрерывное поступление присадки и постоянная скорость перемещения электрода, точность движений.
Скорость расхода аргона – 5-8 л/мин, на изнаночной стороне рубца – 2 л/мин.
При соединении труб необходима герметизация их концов, инертный газ поступает от насоса.
Перед тем как сварить титан в домашних условиях, следует знать, что трубы невозможно соединить качественно, за исключением применения конденсаторной сварки. Их можно сопрягать и без инертного газа, параметр зарядного напряжения должен составлять 850-2100 В.
Сварка титана и его сплавов со стальными заготовками – особенности процесса
Сваривание стали с титаном позволяет снизить массу получаемых изделий. Но высокопрочных соединений добиться с помощью полуавтомата невозможно. Проблемы также могут возникнуть и при сопряжении титана с нержавейкой полуавтоматической сваркой.
Применяются следующие методы:
- сваривание взрывом;
- диффузионный способ;
- клинопрессовое сваривание труб;
- ультразвуковой;
- контактный.
Контроль качества
Контроль качества можно выполнить визуально. Шов должен быть серебристого цвета и без трещин. Желтоваты рубец свидетельствует о среднем качестве, но приемлемом.
Любые иные оттенки говорят о нарушении технологии и содержании в материале рубца посторонних примесей. Такие соединения не обладают достаточной прочностью.
Возможные дефекты
Самым распространенным дефектом является пористость рубца, появляющаяся при поглощении расплавленным металлом воздушных пузырьков.
Чтобы минимизировать пористость следует:
- тщательно подготовить поверхности – зачистить их и обезжирить;
- обеспечить требуемый уровень защиты сварной зоны и ванны.
Сергей Иванов, сварщик, стаж работы – 15 лет: «Несмотря на сложность процесса, сварка титана достаточно распространена. Выполнить ее в домашних условиях сложно, но возможно. Для этого следует неукоснительно соблюдать технологию и тщательно подбирать присадочные материалы».
Внимание! Если Вы обнаружили ошибку на сайте, то выделите ее и нажмите Ctrl+Enter.
|
|
Электроды титановые — цена за 1 кг
Электроды титановые оптом
от 430 000 за тн
Россия
Купить
-

Промо
Оптом, в розницу
1 750 ₽ RUB за кг
Обновлено 15 мар 2020
+7 (800) 555-91-54 Звонок по России бесплатный, +7 (343) 288-77-15
- Отправить заявку
-
Промо
Размер 2
430 000 ₽ RUB за тн
Обновлено 15 мар 2020
8 (800) 500-24-59, 8 (383) 383-27-13
- Отправить заявку
-
Промо
Размер 4
1 955 000 ₽ RUB за тн
Обновлено 15 мар 2020
8-800-222-38-02 доб. Звонок по России бесплатный, +7-343-304-61-03 доб. Екатеринбург, +7-495-109-06-21 доб. Москва
- Отправить заявку
-
Промо
Размер 4
от 1 955 ₽ RUB за кг
Обновлено 15 мар 2020
+7 (499) 450-39-91
- Отправить заявку
-
Промо
Размер 4
3 743 ₽ RUB за кг
Обновлено 15 мар 2020
Промышленная металлургия
Екатеринбург
+7 (343) 383-27-09, +7 (343) 328-21-51, +7 (800) 511-93-96
- Отправить заявку
Размер 2
цена договорная
Обновлено 15 мар 2020
- Отправить заявку
-
Размер 3
17 ₽ RUB за кг
Обновлено 15 мар 2020
+7 499 322 12 21
- Отправить заявку
-
Промо
Размер 5
3 642 ₽ RUB за кг
Обновлено 15 мар 2020
+7 (343) 339-47-65
- Отправить заявку
-
Промо
Оптом, в розницу
4 550 ₽ RUB за тн
Обновлено 15 мар 2020
НПК Специальная металлургия
Екатеринбург
+7 (343) 288-53-42, +7 (800) 500-17-53
- Отправить заявку
-
Размер 3
2 500 ₽ RUB за кг
Обновлено 15 мар 2020
Лайф-Мед (Лайф-Мет, Лайф Металл)
Казань
+7 (843) 261-40-64, 261-74-40, 249-10-42
- Отправить заявку
-
Размер 280
1 577,7 ₽ RUB за кг
Обновлено 15 мар 2020
Бизнес ресурс
Екатеринбург
+7 (343) 200-77-70, +7 (343) 201-57-77, 8 800 5000433
- Отправить заявку
-
Размер 1.6
цена договорная
Обновлено 8 мар 2020
СПЕЦ-РесурсПроект (СРП)
Санкт-Петербург
+7 (812) 292-22-91
- Отправить заявку
-
Промо
Размер 4
цена договорная
Обновлено 15 мар 2020
+7 (800) 555-91-54 Звонок по России бесплатный, +7 (343) 288-77-15
- Отправить заявку
-
Промо
Размер 6
1 800 000 ₽ RUB за тн
Обновлено 15 мар 2020












особенности, технология, электроды, техника процесса
Когда заходит речь о сварочных работах, в основном упоминаются названия сталей, чугуна или цветных металлов. Но развитие новых отраслей техники требует от производства внедрения тугоплавких металлов, каковыми являются молибден и тантал.
Они выделяются среди материалов повышенной температурой плавления, превышающей 2 500° C. Однако их использование так же оправдывается стойкостью к коррозии, устойчивостью агрессивным средам.
Однако детали и конструкции, сделанные из таких жаропрочных материалов, иногда выходят из строя, что требует их соединения свариванием.
Содержание статьиПоказать
Молибден
Представляется тугоплавким жаропрочным переходным металлом светло-серого цвета. Атомные решетки элемента походят на объемные кубы, не меняющиеся до параметров температуры их плавления — 2 623° C.
Устойчив к воздействию кислоты, щелочи, металлических расплавов.
Используется при легировании сталей, как жаропрочная и коррозионностойкая добавка, молибденовая лента используется в оборудовании высокотемпературных печей, камерах сгорания и турбокомпрессорах.
Сварка

Соединение элементов из молибдена предполагает использование профессионального сварочного агрегата, гибкую регулировку силы тока. Правильная ее настройка облегчит сварочный процесс и не вызывает разрушение соединительных участков.
Воздействие термической обработки активирует защиту материала в форме появления крупнозернистых волокон на участке сварочного валика. Под давлением величины тока металл делается более плотным вследствие наслаивания примесей молибдена.
Подготовка деталей к спайке требует предварительной подготовки:
- Кромки, свариваемая область вокруг них тщательно зачищается, обезжиривается химическими реагентами — фосфорной, серной кислотой, разбавленной водой в пропорции 1:1. Последнее действие осуществляется несколько раз до полного уничтожения оксидной пленки, следов масла и жира.
- Стыки затираются наждачной бумагой до блеска.
- Подготовительные работы оканчиваются при получении минимальных сколов и кромочного смещения.
- На инверторе выставляется температура плавления металла.
Улучшит свариваемость молибдена с танталом используемая прокладка из металла мелкозернистой структуры. Операция проводится контактным либо дуговым способом вольфрамовыми или тефлоновыми электродами.
Защитной газовой средой практикуются гелиевая или аргоновая смесь, иногда с использованием твердого и мягкого припоя — серебряного и медного.
Получить прочный шов также поможет сварочная проволока, предварительно обработанная никелем, хромом либо ванадием. Флюсы при работе с молибденом не применяются. Процесс необходимо проводить с использованием постоянного тока и прямой полярности.
Тантал

Тяжелый жаропрочный тугоплавкий редкоземельный металл серебристо-белого цвета с большой пластичностью. Если температура плавления выражается 3 017° C, то предел хрупкости наступает при -200°.
Используется добавкой для повышения прочности металлов, изготовления промышленных образцов, электротехнике, ядерной энергетике и ювелирных украшениях.
Сварка
Операции с танталом схожи на сварку молибдена, их объединяет одно свойство — высокая температура плавления. При сварке так же используются вольфрамовые либо угольные стержни диаметром 1,0-1,5 мм.
Сила постоянного тока колеблется от 20 до 40 A, прямой полярности, напряжение разряда — 30 В.
Тантал усиленно поглощает газы при термической обработки, поэтому операцию следует проводить в вакууме или регулируемой защитной аргоновой или гелиевой среде —экранировании.
Защита дуги обеспечивается со всех сторон сварочной зоны, в т. ч. над и под ней. Экранирование создается слабым потоком газа из баллона. Во время термической обработки допускается некоторое изменение цвета тантала до темно-соломенного оттенка.
Для избегания потерь металла, операцию рекомендуется вести в герметизированной камере, предварительно наполненной инертным газом.
Припоями могут служить титан, молибден или ниобий, с которыми металл образует высокопрочные пластичные соединения. Листы тоньше 0,5 мм соединяются контактным способом. Последний можно проводить как на воздухе, так и под водой.
Подготовка к пайке начинается очищением кромок, свариваемой области серной кислотой без доступа кислорода. Стыки деталей рекомендуется покрыть слоем серебра, никеля или платины для улучшения сварочного процесса.
Сварка в регулируемой защитной атмосфере должна обеспечиваться постоянной продувкой газа в изготовленной из полиэтилена и клейкой ленты камере.
Проходящий аргон перемешивает воздух в области сварочной зоны, чем достигается качественное соединение. Газ пропускается до полного охлаждения полученного валика.