индукционные печи для плавки меди
Оцените широкий спектр высококачественных, эффективных и надежных. индукционные печи для плавки меди на сайте Alibaba.com для различных коммерческих и промышленных требований к плавке. Эти эффективные продукты на объекте не только эффективны, но и чрезвычайно надежны и достаточно прочны, чтобы прослужить долгое время. Файл. индукционные печи для плавки меди - это термостойкие импровизированные модернизированные процедуры плавки для выполнения точных и качественных работ, которые также широко популярны среди торговцев золотом. Эти. индукционные печи для плавки меди предлагаются на сайте ведущими поставщиками и оптовиками по конкурентоспособным ценам и предложениям.Профессиональное и оптимальное качество. индукционные печи для плавки меди на сайте изготовлены из высококачественных материалов, таких как металлы, с длительным сроком службы и устойчивыми к любым видам использования.
Эти продукты доступны с различными типами печей и оснащены точным контролем температуры. Файл. индукционные печи для плавки меди на этом сайте оснащены прочным корпусом, имеют водяное охлаждение, функции охлаждения распылением и автоматическую систему управления ПЛК. Купите это. индукционные печи для плавки меди здесь, чтобы максимизировать ваши результаты, и это тоже с точки зрения энергосбережения.
Alibaba.com предлагает несколько вариантов. индукционные печи для плавки меди различных размеров, форм, цветов, характеристик и типов печей, таких как дуговые печи, сушильные печи, печи отжига и многие другие. Эти прибыльные и продуктивные. индукционные печи для плавки меди идеально подходят для сталелитейных заводов и отдельных производственных компаний благодаря своей эффективности и экологичности. Эти продукты просты в установке и недороги в обслуживании. Эти. индукционные печи для плавки меди оснащены мощными термостойкими двигателями, которые обеспечивают оптимальную производительность и сокращают затраты на рабочую силу.
Просмотрите различные категории. индукционные печи для плавки меди доступны на Alibaba.com, и покупайте эти продукты в рамках своего бюджета и требований. Эти продукты имеют сертификаты ISO, CE и доступны как OEM-заказы при оптовых закупках. При покупке этих продуктов предлагается квалифицированное послепродажное обслуживание.
 Эти продукты доступны с различными типами печей и оснащены точным контролем температуры. Файл. индукционные печи для плавки меди на этом сайте оснащены прочным корпусом, имеют водяное охлаждение, функции охлаждения распылением и автоматическую систему управления ПЛК. Купите это. индукционные печи для плавки меди здесь, чтобы максимизировать ваши результаты, и это тоже с точки зрения энергосбережения.
Эти продукты доступны с различными типами печей и оснащены точным контролем температуры. Файл. индукционные печи для плавки меди на этом сайте оснащены прочным корпусом, имеют водяное охлаждение, функции охлаждения распылением и автоматическую систему управления ПЛК. Купите это. индукционные печи для плавки меди здесь, чтобы максимизировать ваши результаты, и это тоже с точки зрения энергосбережения. 
Плавильные печи для меди на гидравлике и редукторе
Плавильные печи для меди GW позволяют плавить цветные металлы и используются в крупных и малых производствах, которые работают с такими металлами как алюминий, медь, и т.д.
| Модель | Ёмкость, тонн | Мощность, кВт | Частота, кГц | Напряжение | Скорость выплавки меди до 1200°С, тонн/час |
|---|---|---|---|---|---|
| GWT 0.18-100-1 | 0.18 | 100 | 1 | 3 Ф 380 В 50 Гц |
0.17 |
| GWT 0.3-160-1 | 0. 3 3 |
160 | 0.30 | ||
| GWT 0.6-250-1 | 0.6 | 250 | 0.48 | ||
| GWT 1.2-350-1 | 1.2 | 350 | 0.72 | ||
| GWT 1.8-500-0.5 | 1.8 | 0.5 | 1.08 | ||
| GWT 2.4-600-0.5 | 2.4 | 600 | 1.33 | ||
| GWT 3.6-1000-0.5 | 3.6 | 1000 | 2.35 | ||
| GWT 6.0-1500-0.5 | 6.0 | 1500 | 3.57 |
| № | Комплект поставки | Количество |
|---|---|---|
| 1 | Тиристорный преобразователь частоты KGPS | 1 |
| 2 | Индукционный плавильный узел | 2 |
| 3 | Конденсаторная батарея | 1 |
| 4 | Водоохлаждаемые кабеля | 2 комплекта |
| 5 | Распределитель воды | 1 |
| 6 | Редуктор наклона печи в комплекте с электродвигателем / Гидравлическая система наклона печи в комплекте с маслостанцией | 2 / 1 |
| 7 | Пульт управления наклоном печи | 1 |
| 8 | Сигнальный блок состояния футеровки (от 500 кг) | 1 |
| 9 | Шаблон для футеровки | 2 |
| 10 | Комплект ЗИП к ТПЧ | 1 комплект |
| 11 | Техническая и эксплуатационная документация | 1 комплект |
| 12 | Документация, разрешающая эксплуатацию (сертификат соответствия ГОСТ-Р, Разрешение на применение) | 1 комплект |
Преимущества плавильной печи для меди
- Оптимальное соотношение «цена-качество» и ценовая доступность;
- Простота и надежность конструкции механической и электротехнической части;
- Высокая производительность и низкие эксплуатационные затраты;
- Возможность плавки широкой номенклатуры сплавов, низкий угар шихты и легирующих элементов;
- Возможность выплавки прецизионных сплавов с жестко контролируемым составом;
- Спокойный электрический режим плавки, отсутствие «фликкер-эффекта»;
- Низкие шумовые характеристики и малый объем отходящих газов;
- Высокий уровень электробезопасности;
- Компактность основного технологического оборудования и возможность размещения в небольших помещениях;
- Низкие капитальные затраты на строительную часть для подготовки места размещения комплексов;
- Индукционная печь позволяет управлять плавкой: контролировать и регулировать мощность, используемую на нагрев тигля.

Печи для плавки меди и ее сплавов
Индукционные печи с железным сердечником емкостью 0,3 0,6 1,2 и 2 т применяют в крупных литейных цехах для плавки меди, латуни, бронзы, никеля и других цветных металлов и сплавов. [c.234]
Печи для плавки меди и ее сплавов [c.307]
Коэффициент мощности печей для плавки меди и медных сплавов лежит в пределах [c.311]Некоторые конструкции печей, например стационарные печи для плавки цинка, подобные печи, изображенной на рис 16-8, цилиндрические печи для плавки меди и медных сплавов и некоторые другие, могут устанавливаться и без рабочей площадки. В этом случае, если печь загружается твердой шихтой, у загрузочного отверстия устраивается помост (площадка) для обслуживания печи при загрузке. [c.425]
Все эти свойства индукционных печей с закрытым каналом, а также то, что изготовление подового камня является довольно сложной и трудоемкой операцией, привели к тому, что в настоящее время областью применения этих печей является, в подавляющем большинстве случаев, плавка металлов с сравнительно низкой температурой плавления — цветных и легких металлов в этом случае стойкость подового камня исчисляется тысячами плавок.
ПЕЧИ ДЛЯ ПЛАВКИ МЕДИ И ЕЕ СПЛАВОВ [c.286]
Примером печи для плавки меди и медных сплавов является печь, показанная на рис. 16-4. Печь имеет три однофазных трансформатора /. Разливка металла производится через носок 2, путем наклона печи вокруг оси 3. [c.288]
Печи для плавки меди и сплавов на медной основе [c.157]
Коэффициент мощности индукционных печей для плавки меди и сплавов колеблется от 0,6 до 0,8 (для сплавов меди с никелем). При низких значениях os ф применяются компенсирующие конденсаторные батареи. [c.158]
[c.158]
Основным назначением дуговых печей косвенного действия является плавка меди и медных сплавов. [c.322]
Дуговые печи косвенного действия, применяемые преимущественно для плавки меди и ее сплавов, являются весьма простыми в обслуживании. [c.333]
При предварительной подготовке медь, медные сплавы и остальные металлы отделяются друг от друга механическим путем. На начальной стадии применяют технологию резки и дробления, на второй стадии — классификацию. Содержащиеся в металлах влага и масло извлекают при сушке. Затем медь плавят в шахтной печи. Плавка производится газом, и процесс имеет весьма высокий энергетический КПД.
Для изучения циркониевого угла тройной системы цирконий — олово — медь были выбраны четыре лучевых разреза с соотношением олова к меди 4 1,2 1,1 1,1 2. Исходными материалами для приготовления сплавов служили йодидный цирконий чистотой 99,6%, электролитическая медь чистотой 99,99%, переплавленная в вакууме, и олово марки Кальбаум. Сплавы выплавляли в дуговой печи в атмосфере чистого аргона. В качестве геттера применяли йодидный цирконий. Для обеспечения однородности состава проводили 6—8-кратную переплавку с перевертыванием сплавов после каждой плавки. Литые сплавы подвергали гомогенизации при температуре 1350, 1100 или 1000° в зависимости от их состава. Гомогенизированные сплавы проходили закалку с 1350° — 2 час., 1200 -4, 1100— 10, 1000 — 24, 900 — 48, 850 — 168, 800 — 240, 700° — 336 час. Сплавы нагревали а двойных эвакуированных кварцевых ампулах в обычных печах. Для предохранения сплавов от окисления при высоких температурах между ампулами помещали циркониевую стружку. Закалку сплавов производили в воде со льдом. Изучали микроструктуру, твердость и микротвердость литых и закаленных сплавов. Литые и закаленные сплавы травили смесью азотной и плавиковой кислот. Для идентификации различных фаз, встречающихся в циркониевом углу тройной системы цирконий — олово — медь, был применен метод микротвердости. Микротвердость определяли на приборе ПМТ-3.
Сплавы выплавляли в дуговой печи в атмосфере чистого аргона. В качестве геттера применяли йодидный цирконий. Для обеспечения однородности состава проводили 6—8-кратную переплавку с перевертыванием сплавов после каждой плавки. Литые сплавы подвергали гомогенизации при температуре 1350, 1100 или 1000° в зависимости от их состава. Гомогенизированные сплавы проходили закалку с 1350° — 2 час., 1200 -4, 1100— 10, 1000 — 24, 900 — 48, 850 — 168, 800 — 240, 700° — 336 час. Сплавы нагревали а двойных эвакуированных кварцевых ампулах в обычных печах. Для предохранения сплавов от окисления при высоких температурах между ампулами помещали циркониевую стружку. Закалку сплавов производили в воде со льдом. Изучали микроструктуру, твердость и микротвердость литых и закаленных сплавов. Литые и закаленные сплавы травили смесью азотной и плавиковой кислот. Для идентификации различных фаз, встречающихся в циркониевом углу тройной системы цирконий — олово — медь, был применен метод микротвердости. Микротвердость определяли на приборе ПМТ-3.
Магнезитовая футеровка обладает тем достоинством, что восстановленный из нее магний быстро улетучивается и не изменяет химического состава плавки. При использовании футеровки из диоксида циркония последний восстанавливается и попадает в металл. Плавильные тигли, изготовленные из графита, являются хорошими раскислителями расплавленной катодной меди как в вакууме, так и в печах открытого типа и способствуют получению сплава, относительно свободного от окисных плён. [c.88]
В [18, 20] приведены основные примеры индукционных канальных печей, выпускаемых отечественной промышленностью для плавки сплавов на основе алюминия, меди, меди и цинка, а также миксеров для подогрева чугуна. [c.131] Делается это так. Сначала смесь металлических порошков прессуют, затем спекают и подвергают дуговой плавке в электрических печах. Иногда прессуют и спекают один вольфрамовый порошок, а полученную таким путем пористую заготовку пропитывают жидким расплавом другого металла получаются так называемые псевдосплавы.
Медные и никелевые руды и концентраты, в которых наряду с сернистыми соединениями железа, никеля и меди содержится большое количество силиката магния, имеют высокую температуру плавления, что затрудняет применение для плавки их топливных печей. При плавке указанных руд и концентратов в дуговой печи при температуре 1500—1550° С происходит разделение металлической части расплава — штейна от шлака, в силу того, что они имеют различный удельный вес. Штейн, представляющий сплав сернистого железа с сернистыми никелем или медью, является промежуточным продуктом для получения никеля или меди.
Недостатками дуговых печей являются некоторый угар металла вследствие местного перегрева в зоне электрической дуги, недостаточная стойкость футеровки, подвергающейся действию открытой дуги, а также значительный шум, создаваемый дугой. Поэтому дуговые печи косвенного нагрева имеют ограниченное применение, их используют для плавки медных и никелевых сплавов (латуни, бронзы и некоторых других). Угар металла, в основном цинка, при плавке латуни достигает 3—4%, удельный расход энергии находится в пределах 300—350 квт-ч1т для латуни, 350—400 квт-ч1т для меди и бронзы и 600— 850 квт-ч1т для медноникелевых сплавов. [c.269]
Угар металла, в основном цинка, при плавке латуни достигает 3—4%, удельный расход энергии находится в пределах 300—350 квт-ч1т для латуни, 350—400 квт-ч1т для меди и бронзы и 600— 850 квт-ч1т для медноникелевых сплавов. [c.269]
Тигли могут быть электропроводящими (из электропроводящих материалов — стали, графита) или неэлектропроводящими (из керамических материалов). Электропроводящие тигли применяют для улучшения КПД печи при нагреве металлов и сплавов с малым удельным электросопротивлением, Толщина тиглей из стали лежит в пределах 20—40 мм, графитовых—30—70 мм. Графитовые тигли применяют для плавки меди и алюминия, стальные — для плавки магиия (рис. 3.15). Электропроводящий тигель закрепляется с помощью уголков и полос, приваренных к тиглю и кожуху печи в нескольких местах по окружности тигля и соединяемых между собой болтами с изолирующими втулками и шайбами. Между тиглем и индуктором предусматривают огнеупорный и теплоизолящ онный слои из шамотной и диатомитовой крупки и асбестового картона. [c.139]
[c.139]
Из перечисленных выше марок графита вытачивают тигли цилиндрические, конические или фасонные для плавки металлов главным образом в вакуумных и высокочастотных электрических печах или в печах с защитной атмосферой при температуре до 2000 °С. Тигли, также как и литейные формы, используют многократно, применяя расточку после каждого рабочего цикла. Из графита марки ГМЗ-МТ изотовляют тигли большой емкости для плавки меди и ее сплавов. Тигли обладают высокой термической стойкостью в сочетании с хорошими механическими свойствами. Их применение дает возможность ускорить плавку металла и получить слитки вьюокого качества. Срок службы тиглей из графита ГМЗ-МТ значительно выше, чем у набивных число плавок в одном тигле достигает 50—80, т.е. их стойкость в 8—10 раз выше, чем тиглей, изготовленных из обычного электродного графита. Из плотного крупнозернистого графита марки ВПП, получаемого прессованием в пресс-форме с последующими многократными пропитками пеком, чередующимися с обжигами и графитациями, изготовляют тигли больших габаритов и отличающихся повышенными эксплуатационными характеристиками по сравнению с графитами ГМЗ и МГ-1 и др. [109]. [c.253]
[109]. [c.253]
Окисленные никелевые руды либо плавят с восстановителем (коксом) в шахтных или электрических печах на ферроникель (сплав железа с никелем), либо, добавляя наряду с восстановителем сульфидизатор (гипс, пирит), ведут плавку на никелевый штейн. Последний состоит, в основном, из сульфидов никеля и железа, а также содержит-сульфид кобальта. Штейн продувают в конвертерах воздухом, окисляя железо и часть серы, и получают никелевый файнштейн, представляющий собой, в основном, сульфид никеля. После охлаждения и измельчения его обжигают в печах кипящего слоя и трубчатых печах до закиси никеля. Последнюю плавят с восстановителем на металлический никель. Металлический никель либо является готовым продуктом (как правило, он имеет относительно невысокую чистоту), либо из него отливают аноды, идущие на электролитическое рафинирование. Аноды, полученные при переработке окисленных никелевых руд, отличаются от анодов, полученных из сульфидных руд, значительно меньшим содержанием меди (обычно не более 0,5—1%) и отсутствием драгоценных металлов. В остальном они имеют аналогичный состав. [c.69]
В остальном они имеют аналогичный состав. [c.69]
Как указывалось в гл. 16, форма каналов в значительной мере определяется свойствами выплавляемого металла или сплава. Например, каналы печей для плавки алю.миния с целью замедления их забивания окисью и для удобства чистки делают из прямолинейных отрезков большого сечения (см. рис. 16-6). Однако подовые камни печей для плавки меди также нередко делают подобной же формы, хотя и пз других соображений. На рис. 17-2,а и 17-2,6, показаны две модификации подового камня медеплавильной печи. Прямолинейная форма каналов / и 2 позволяет легко разбирать на части и извлекать шаблоны, образующие каналы при набивке подового камня, и проводить сушку и нагрев подового камия электронагревателями или пламенем горелки, что трудно осуществимо при круговой форме каналов. Форма подового камня, показанная на рис. 17-2,6, хотя и [c.304]
Свинцовые детали отработавших аккумуляторов, лом и отходы свинца, сплавы и окислы свинца вместе с восстанавливающими веществами, коксом и флюсом, о бычно известняком, загружаются в отражательную печь. Плавка и восстановление металла происходят в плавильной зоне печи, и продукт разделяется на три слоя расплавленный металл, штейн и шлак. Медь и другие загрязняющие примеси при 1ЭТ0М из металла удаляются. Процентное содержание остающейся в металле сурьмы регулируется в необходимых пределах. [c.18]
Плавка и восстановление металла происходят в плавильной зоне печи, и продукт разделяется на три слоя расплавленный металл, штейн и шлак. Медь и другие загрязняющие примеси при 1ЭТ0М из металла удаляются. Процентное содержание остающейся в металле сурьмы регулируется в необходимых пределах. [c.18]
Индукционные печи с сердечником для плавки меди и сплавов на медной оонове (латунь, бронза, томпак, мельхиор и др.) изготовляются как периодического, так и непрерывного действия. Корпус печи может иметь раз- [c.157]
Переработка окисленных никелевых руд сухим путем состоит из операций рудной плавки для перевода пустой породы в шлак и переплавки ценных составляющих руды, отделенных рудной плавкой от пустой породы, в восстановительной среде на ферроникель или плавки их с серосодержащими добавками в шахтных печах на штейн — сплав сульфидов никеля и железа. Такой штейн, называемый роштейном, беден никелем (содержит 10—25 /о никеля и 14—22 /о серы) и подвергается продувке в конвертерах на никелевый файнштейн, являющийся почти чистым сульфидом никеля состава NI3S2, в котооом растворс-г металлический никель и незначительное количество примесей кобальт, медь, железо и др. [c.616]
[c.616]
Задачей работы было изучение жаростойкости сплавов цирконий — олово — медь на воздухе при 650°, коррозионной стойкости сплавов такого же состава в воде при 350° и 168 атм и определение механических характеристик сплавов цирконий — олово — медь. Для испытаний были выбраны сплавы четырех лучевых разрезов с соотношением олова к меди 4 1 до 9 вес.% (5п + Си), 2 1 до 5 вес.% (5п + Си), 1 1 и 1 2 до 4 вес.% (5п + Си). В качестве исходных материалов для приготовления сплавов были применены иодидный цирконий чистотой 99,6%, электролитическая медь чистотой 99,9%, переплавленная, в вакууме, и олово марки кальбаум. Сплавы плавили в дуговой печи с нерас.ходуемым вольфрамовым электродом в атмосфере чистого аргона. Геттером служил йодидный цирконий. Для достижения однородности состава применяли 6—8-кратную переплавку с обязательным переворачиванием сплавов после каждой плавки. Литые сплавы были подвергнуты свободной ковке [c.181]
По способу переплавки со свинцом пульпу сырого шлама из отстойников перекачивают в большую отражательную печь для окислительной плавки серебристого свинца. Сначала ее подсушивают на поду, затем в печь загружают до 100 т свинца, который после расплавления растворяет металлические компоненты шлама. Температуру повышают до 700° и проводят методическую окислительную плавку. Примеси меди и других металлов, последовательно окисляясь, дают фракции глетов, обогащенные тем или другим металлом. Глеты передают в цех рафинирования свинца, где извлекают ту или Иную примесь. Дальнейшее окисление свинца в печи дает оборотный серебристый глет и сплав серебра с золотом (металл Доре). [c.217]
Сначала ее подсушивают на поду, затем в печь загружают до 100 т свинца, который после расплавления растворяет металлические компоненты шлама. Температуру повышают до 700° и проводят методическую окислительную плавку. Примеси меди и других металлов, последовательно окисляясь, дают фракции глетов, обогащенные тем или другим металлом. Глеты передают в цех рафинирования свинца, где извлекают ту или Иную примесь. Дальнейшее окисление свинца в печи дает оборотный серебристый глет и сплав серебра с золотом (металл Доре). [c.217]
Печи для плавки сплавов на основе меди. Канальные индукционные печи для плавки и подогрева меди и спла ВОВ на медной основе (латуни, бронзы, томпака, мель хиора и т. п.) изготавливаются как периодического, так и непрерывного действия (миксеры). Корпус печи кон струируется прямоугольной или цилиндрической формы В последнее время применяют печи барабанного типа со сменными индукционными единицами. На рис. 3.10 при ведена конструкция печи ИЛК-16, имеющей цилиндри ческую ванну и щесть индукционных отъемных единиц Футеровка выполняется из шамотной набивной массы Теплоизоляцией служит диатомитовый кирпич. При плавке латуней и бронз температура разлива составляет 1100—1200° С. Большой перегрев металла свыше указанного значения может вызвать так называемую цинковую пульсацию, которая возникает при парообразовании цинка, входящего в состав расплава (цинк кипит при 916° С, тогда как температура плавления меди 1083° С). Цинковая пульсация выражается в кратковременном прекращении тока в каналах печи и затем его восстановлении, так как парообразование при исчезновении тока прекращается. Это приводит к характерному качанию стрелок измерительных приборов. [c.124]
При плавке латуней и бронз температура разлива составляет 1100—1200° С. Большой перегрев металла свыше указанного значения может вызвать так называемую цинковую пульсацию, которая возникает при парообразовании цинка, входящего в состав расплава (цинк кипит при 916° С, тогда как температура плавления меди 1083° С). Цинковая пульсация выражается в кратковременном прекращении тока в каналах печи и затем его восстановлении, так как парообразование при исчезновении тока прекращается. Это приводит к характерному качанию стрелок измерительных приборов. [c.124]
Коэффициент полезного действия печи т)п существенно зависит от зазора между индуктором и садкой (расплавленным металлом в тигле печи). При уменьшении толщины стенки тигля электрический КПД Лэл увеличивается, а тепловой КПД г тепл падает, так как при этом повышаются тепловые потери через футеровку. Обычно для индукционных тигельных печей т]эл=0,6—0,8, причем большее значение относится к печам большой емкости для плавки черных металлов, а Меньшее — к печам для плавки цветных металлов (сплавы на основе меди, алюминия). Тепловой КПД т1тепл = 0,8ч-0,85. [c.136]
Тепловой КПД т1тепл = 0,8ч-0,85. [c.136]
За рубежом чаще всего применяется сульфатизация. Так, на заводе Монреаль Ист в Канаде (рис. 39) шлам сульфатизируют крепкой серной кислотой, сульфатизированный продукт обжигают в конвейерной печи. Двуокись селена (степень возгонки — 90%) улавливается в скрубберной системе. Присутствующий в обжиговых газах (за счет действия S0 2) Se улавливается в электрофильтре. Огарок для удаления меди выщелачивают горячей водой. Вместе с медью в раствор переходит часть серебра и до 20% теллура. Их удаляют цементацией медным порошком. Из остатка от водного выщелачивания 10%-ным раствором NaOH извлекают основную массу ТеОг (- 50%), которую затем осаждают подкислением. Остаток после щелочного выщелачивания подсушивают и переплавляют — получается золото-серебряный анодный сплав. При этом получается содовый шлак с 10—20% Se и 5—10% Те. Часть селена возгоняется при плавке и улавливается в скрубберах и электрофильтре. [c.137]
Шлак шахтной плавки продувают в шлаковозгопочной печи смесью воздуха с пылеуглем, переводя цинк, свинец и олово в возгоны. Затем его переливают с добавкой пирита в отстойник, отапливаемый мазутом, для извлечения меди. К эффективному способу переработки шлаков относят и электротермический. Он позволяет извлекать в сплав медь, олово, свинец, переводить в цинк возгоны и получать отвальные шлаки, пригодные для изготовления строительных материалов или использования в качестве удобрений, содержащих микроэлементы. [c.128]
Затем его переливают с добавкой пирита в отстойник, отапливаемый мазутом, для извлечения меди. К эффективному способу переработки шлаков относят и электротермический. Он позволяет извлекать в сплав медь, олово, свинец, переводить в цинк возгоны и получать отвальные шлаки, пригодные для изготовления строительных материалов или использования в качестве удобрений, содержащих микроэлементы. [c.128]
Индукционные печи для цветной металлургии
Индукционные печи для цветной металлургииДля плавки меди, латуни, бронзы широко применяются индукционные плавильные печи. На сегодняшний день это самое востребованное оборудование в промышленной металлургии. Метод индукционного нагрева чрезвычайно эффективен в условиях массового производства, поэтому такие печи – лучший современный способ переплавки цветных металлов.
По вопросам приобретения оборудования и обращайтесь в отдел маркетинга ООО «Термолит»
Тел. /Ф.: (0619) 42-40-12; 42-02-19; 42-03-14
/Ф.: (0619) 42-40-12; 42-02-19; 42-03-14
Моб.: (095)040-75-17; (098)63-502-63;
E-mail: [email protected];
Устройство печи для плавки медиОбычно медь, латунь, бронзу можно расплавить во многих видах плавильных печей, где есть температура 1000-1300 градусов. Но лучше всего подойдут индукционные плавильные печи, в которых время одной плавки примерно 40 минут. Температурный режим:
- печь для плавки меди 1083°С
- печь для плавки латуни 880-950°С
- печь для плавки бронзы 930-1140°С
Печь для плавки латуни, меди, бронзы состоит из плавильного агрегата, конденсаторной батареи, тиристорного преобразователя частоты, гидравлической станции, щита управления.
Индукционные плавильные печи в работе
Индукционная плавильная печь ООО Термолит, в работе/ Induction melting furnace in operation
Испытания Индукционной печи ИТПЭ-0. 03/0.03 ТрМ1 Система охлаждения с теплообменником вода-воздух.
03/0.03 ТрМ1 Система охлаждения с теплообменником вода-воздух.
Плавильная печь ИТПЭ-0.25/0.25 в работе
Плавка бронзы на печи ИТПЭ-0.06 / Bronze melting at furnace ICMEF-0.06
Плавка латуни на печи ИТПЭ-0.06 / Brass smelting on a furnace ICMEF-0.06
Плавка стали на печи ИТПЭ-0.65 / Steel melting at furnace ICMEF-0,65
Печь изготовлена в виде опорной рамы, состоящей из двух сварных стоек, медного индуктора и двух гидравлических плунжеров. Каркас изготовлен из прокатной нержавеющей стали. Индуктор – многовитковая катушка, выполненная из медной трубы, охлаждается водой. Подвод воды и электроэнергии осуществляется с помощью гибких кабелей. Питание оборудования происходит от сети переменного тока через тиристорный преобразователь частоты, который преобразует трехфазный ток в однофазный. Контроль за работой оборудования осуществляется с помощью цифрового табло, для управления предназначен щит управления и сигнализация.
Преимущество индукционных печей от ООО «Термолит»Несомненным достоинством печей для бронзы, латуни, меди является их экономичность. Происходит это из-за выделения большого количества тепла при нагреве металла, поэтому расход электроэнергии относительно низкий.
Происходит это из-за выделения большого количества тепла при нагреве металла, поэтому расход электроэнергии относительно низкий.
Основные преимущества:
- применение в производстве передовых технологий;
- использование при изготовлении только качественных, экологических материалов, без применения асбеста;
- высокая мощность плавки;
- использование исключительно надежных комплектующих: среднечастотные конденсаторы производства Германии и Чехии;
- применение тиристорных преобразователей нового поколения, качественных и надежных в работе;
- высокая производительность;
- высокий КПД;
- низкий расход электроэнергии;
- надежная и безопасная работа печей;
- надежная защита штоков гидроцилиндра от попадания брызг металла;
- простота в эксплуатации;
- безопасность для окружающей среды.
Структура условного обозначения ИТПЭ — ХХ/ХХХ ТГ Пример- ИТПЭ-0,4/0,35 ТГ1
| И — метод нагрева- индукционный | 0,4 — номинальная емкость тигля, т |
| T — конструктивный признак- тигельная | 0,35 — мощность преобразователя, МВт |
| П — плавильная | Т — тиристорный преобразователь частоты |
| Э -электропечь | Г — гидравлический наклон |
| 1 — один плавильный агрегат |
Структура условного обозначения ИТПЭ — ХХ/ХХХ ТрМ Пример- ИТПЭ-0,03/0,05 ТрМ1
| И — метод нагрева- индукционный | 0,03 — номинальная емкость тигля, т |
| T — конструктивный признак- тигельная | 0,05 — мощность генератора, МВт |
| П — плавильная | Тр — транзисторный генератор |
| Э -электропечь | М — механический наклон |
| 1 — один плавильный агрегат |
| № | Наименование | С одним тиглем | С двумя тиглями |
| 1 | Плавильный агрегат ИТПЭ* | 1 | 2 |
| 2 | Тиристорный преобразователь частоты ТПЧ | 1 | 1 |
| 3 | Батарея конденсаторная ИТПЭ | 1 | 1 |
| 4 | Кабель водоохлаждаемый ИТПЭ | 2 | 4 |
| 5 | Пульт управления и сигнализации ШУС с гидростанцией | 1 | 1 |
| 6 | Шкаф теплообменный ИМ | 1 | 1 |
| 7 | Комплект трубошин ИТПЭ | 1 | 2 |
| 8 | ЗиП к ТПЧ | 1 | 1 |
| 9 | Комплект монтажных принадлежностей | 1 | 1 |
| 10 | Комплект эксплуатационной документации | 1 | 1 |
* возможна комплектация двумя и тремя плавильными агрегатами
В комплект поставки ИТПЭ — ХХ/ХХ ТрМ* входит:| № | Наименование | С одним тиглем | С двумя тиглями |
| 1 | Плавильный агрегат ИТПЭ* | 1 | 2 |
| 2 | Транзисторный генератор ВТГ | 1 | 1 |
| 3 | Кабель водоохлаждаемый ИТПЭ | 2 | 4 |
| 4 | Комплект монтажных принадлежностей | 1 | 1 |
| 5 | Комплект эксплуатационной документации | 1 | 1 |
Технические характеристики
| № | Тип печи | Емкость в тоннах | Мощность питающего преобразователя, кВт | Скорость расплавления и перегрева металла, т/ч | Напряжение питающей сети, В | Расход воды на охлаждение (общий), куб. | Удельный расход эл. энергии, квт.ч/т | Тип источника питания |
| 1 | ИТПЭ-0,005/0,01 ТрМ* | 0,005 | 10 | 0,01 | 380 | 1,3 | 540 | ВТГ-5-22 |
| 2 | ИТПЭ-0,01/0,02 ТрМ* | 0,01 | 20 | 0,02 | 380 | 1,5 | 540 | ВТГ-20-22 |
| 3 | ИТПЭ-0,03/0,05 ТрМ* | 0,03 | 50 | 0,04 | 380 | 3,5 | 540 | ВТГ-50-2,4/8,0/10,0 |
| 4 | ИТПЭ-0,03/0,1 ТрМ* | 0,03 | 100 | 0,06 | 380 | 3,8 | 540 | ВТГ-100-2,4/4,0 |
| 5 | ИТПЭ-0,06/0,05 ТрМ* | 0,06 | 50 | 0,07 | 380 | 3,3 | 550 | ВТГ-50-6,0 |
| 6 | ИТПЭ-0,06/0,1 ТрМ* | 0,06 | 100 | 0,11 | 380 | 4,5 | 530 | ВТГ-100-2,4 |
| 7 | ИТПЭ-0,1/0,1 ТрМ* | 0,10 | 100 | 0,16 | 380 | 5,0 | 540 | ВТГ-100-8,0 |
| 8 | ИТПЭ-0,1/0,1 ТГ* | 0,10 | 100 | 0,16 | 380 | 6,0 | 540 | ТПЧ-100-2,4 |
| 9 | ИТПЭ-0,16/0,16 ТГ* | 0,16 | 160 | 0,23 | 380 | 8,5 | 550 | ТПЧ-160-2,4 |
| 10 | ИТПЭ-0,16/0,25 ТГ* | 0,16 | 160 | 0,36 | 380 | 8,7 | 530 | ТПЧ-250-2,4 |
| 11 | ИТПЭ-0,25/0,25 ТГ* | 0,25 | 250 | 0,38 | 380 | 8,9 | 550 | ТПЧ-250-1,0 |
| 12 | ИТПЭ-0,25/0,35 ТГ* | 0,25 | 350 | 0,4 | 380 | 9,0 | 530 | ТПЧ-350-1,0 |
| 13 | ИТПЭ-0,4/0,35 ТГ* | 0,40 | 350 | 0,58 | 380 | 9,8 | 540 | ТПЧ-350-1,0 |
| 14 | ИТПЭ-0,4/0,4 ТГ* | 0,40 | 400 | 0,61 | 380 | 9,8 | 530 | ТПЧ-400-1,0 |
| 15 | ИТПЭ-0,4/0,5 ТГ* | 0,40 | 500 | 0,76 | 380 | 10,0 | 520 | ТПЧ-500-1,0 |
| 16 | ИТПЭ-0,5/0,4 ТГ* | 0,50 | 400 | 0,58 | 380 | 10,3 | 550 | ТПЧ-400-1,0 |
| 17 | ИТПЭ-0,5/0,5 ТГ* | 0,50 | 500 | 0,60 | 380 | 10,5 | 530 | ТПЧ-500-1,0 |
| 18 | ИТПЭ-0,65/0,5 ТГ* | 0,65 | 500 | 0,65 | 380 | 11,5 | 550 | ТПЧ-500-1,0 |
| 19 | ИТПЭ-0,8/0,65 ТГ* | 0,8 | 650 | 1,0 | 380 | 18,0 | 560 | ТПЧ-650-1,0 |
| 20 | ИТПЭ-1,0/0,8 ТГ* | 1,00 | 800 | 1,3 | 6000/10000 | 21,2 | 570 | ТПЧ-800-1,0 |
| 21 | ИТПЭ-1,5/1,2 ТГ* | 1,50 | 1200 | 1,3 | 6000/10000 | 24,0 | 570 | ТПЧ-1200-1,0 |
| 22 | ИТПЭ-2,5/1,6 ТГ* | 2,5 | 1600 | 2,3 | 6000/10000 | 27,2 | 570 | ТПЧ-1600-0,5 |
| 23 | ИТПЭ-3,0/1,6 ТГ* | 3,0 | 1600 | 2,8 | 6000/10000 | 32,0 | 590 | ТПЧ-1600-0,5 |
| 24 | ИТПЭ-5,0/3,2 ТГ* | 5,0 | 3200 | 5,2 | 6000/10000 | 41,0 | 590 | ТПЧ-3200-0,25 |
Почему стоит сделать заказ в ООО «Термолит»
Предприятие «Термолит» является лидером на отечественном и зарубежном рынке, а также надежным партнером.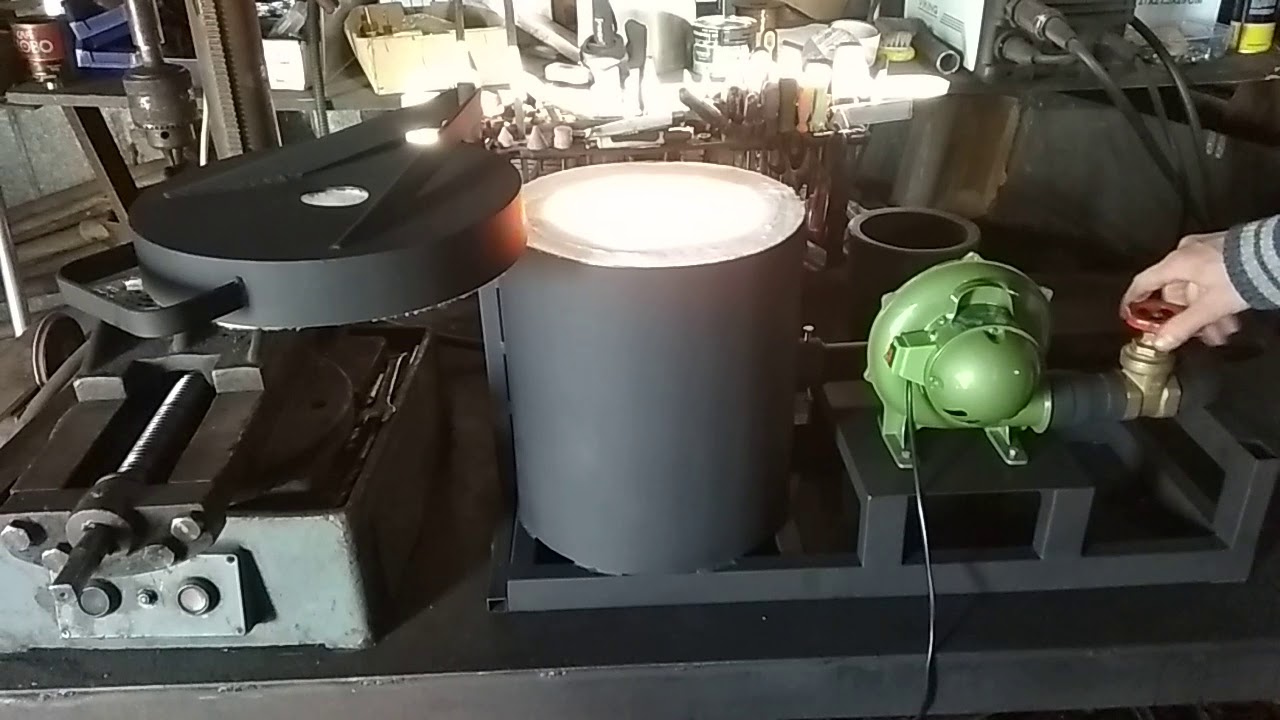 Оборудование для цветной металлургии соответствует самым высоким международным стандартам, и успешно используется в Украине, России, Израиле, Польше, Германии и других странах.
Оборудование для цветной металлургии соответствует самым высоким международным стандартам, и успешно используется в Украине, России, Израиле, Польше, Германии и других странах.
ООО «Термолит» выпускает надежное, высокотехнологичное индукционное оборудование для плавки металлов. Благодаря многолетнему опыту работы в данной сфере, качество продукции и сервисное обслуживание находятся на самом высоком уровне.
Сотрудничество с нами – это:
- гарантия высокого качестваоборудования;
- выполнение самых сложныхзаказов;
- выполнение заказов в минимальные сроки;
- доступная цена от производителя;
- длительный срок эксплуатации оборудования.
Также мы гарантируем высокий уровень сервисного обслуживания. Ввод оборудования в эксплуатацию всегда производится в короткие сроки, со строгим соблюдением всех нормативов монтажных и пуско-наладочных работ. Гарантийное обслуживание обеспечивается независимо от места нахождения заказчика. Послегарантийное обслуживание осуществляется на взаимовыгодных условиях.
Мы профессионально и ответственно подходим к выполнению заказов. Также мы сможем качественно и в кратчайшие сроки разработать все виды индукционного оборудования, в соответствии с требованиями заказчика.
Немаловажным фактором в нашевремя является и стоимость оборудования. Сотрудничая с нами, вы получаете качественныйтовар по цене производителя.
Современное надежное оборудование – залог успеха вашего предприятия!
13Декабрь
Плавка металла дуплекс-процессом на индукционной печи ИТПЭ-1,0/0,8-0,4 ТГ2
В 2017 г. ООО «Термолит» была произведена индукционная печь ИТПЭ-1,0/0,8-0,4 ТГ2 с двумя плавильными агрегатами и запущена на предприятие ООО…
Узнать больше11Ноябрь
Отгрузка плавильной печи ИТПЭ-2,0/1,6 ТГ2 в Грузию
В конце прошлой недели ООО «Термолит» осуществило отгрузку индукционной плавильной печи ИТПЭ-2,0/1,6 ТГ2 для предприятия в Грузии. Ранее Заказчики приезжали…
Узнать больше
Плавильные печи для меди на гидравлике и редукторе
Плавильные печи для меди GW позволяют плавить цветные металлы и используются в крупных и малых производствах, которые работают с такими металлами как алюминий, медь, и т. д.
д.
Индукционные тигельные печи для плавки меди
Основным достоинством индукционной тигельной печи при плавке меди — низкое потреление электроэнергии по сравнению с другими плавильными агрегатами. При правильной загрузке печи и непрерывной работе на плавильных узлах возможно получение дополнительной экономии электроэнергии. Как вывод из этого — снижение себестоимости тонны расплава и увеличении сортамента получаемых металлов и сплавов.
Электрические плавильные печи спроектированы с учетом стабильной работы при низкой температуре и в холодных климатических зонах. Данные подтверждаются соответствием УКХЛ4 по ГОСТ 15150-69. Производства печей отвечают основным мировым стандартам. Компания СибЛитКом располгает всей документацией и сертификатми, в том числе сертификатами ISO 9001 и 9002.
Питание печей поступает от единого источника питания, что упрощает конструкцию печи, как при монтаже, так и при эксплуатации всего плавильного комплекса. Благодаря такой схеме достигается дополнительная экономичность комплекса, надежность и стабильность работы. Данный тип индукционных тигельных печей для плавки металла является оборудованием, которое рекомендовано к эксплуатации в круглосуточном режиме.
Данный тип индукционных тигельных печей для плавки металла является оборудованием, которое рекомендовано к эксплуатации в круглосуточном режиме.
О компании “СибЛитКом”
ООО «СибЛитКом» имеет многолетний опыт поставки металлургического оборудования на предприятия России и стран СНГ, объединяя в своей работе передовые технологии в области металлургии, практический опыт и знания реальных потребностей рынка.
ООО «СибЛитКом» представляет интересы надежных, проверенных производителей, поэтому Вы всегда можете быть уверенными в качестве предлагаемой продукции.
Наши специалисты предложат Вам оптимальное проектное решение, помогут подобрать современный, экономически правильный вариант в сжатые сроки без потери качества.
Запуск и пусконаладочные работы
ООО «СибЛитКом» более 10 лет в краткие сроки успешно производит запуск и наладку плавильного, термического и литейного оборудовании.
Сервис и обслуживание
ООО «СибЛитКом» в течение многоих лет является стабильным поставщиком комплектующих и запчастей для металлургического оборудования производсвта КНР и России.
Преимущества работы с нами
Все можем взять на себя: анализ, расчет, подбор, логистику, монтаж, запуск, сервис и прочее
Стабильное качество и короткие сроки запуска
Надежный производитель литейного оборудования
Налаженная система сервиса и обслуживания
Квалифицированный персонал с опытом работы более 15 лет
Индукционные печи для плавки цветных сплавов
Большинство современных крупных литейных цехов для плавки цветных сплавов оборудовано индукционными печами с железным сердечником, в которых производятся сплавы из тяжелых и легких цветных металлов. Индукционные печи по сравнению со всеми другими литейными печами имеют значительные преимущества. Они обеспечивают высокое качество и полную однородность сплавов, малые потери металлов, большую производительность, небольшой расход электроэнергии, высокую чистоту и культуру литейных цехов. На рис. 235 показана конструкция отечественной индукционной печи типа ИЛО-0,75 (индукционная, латунная, однофазная емкостью 0,75 т, мощностью 400 ква). Аналогичные печи, выпускаемые зарубежными фирмами, известны под названием «Аякс». Печь состоит из цилиндрической шахты, подового камня с нагревательными каналами и магнитопровода (сердечника) с первичной катушкой (индуктором). Шахта печи состоит из железного кожуха, теплоизолирующей прослойки и огнеупорной футеровки. Внизу кожуха имеется поддон, связанный с кожухом поясом из углового железа. Под шахты выложен огнеупорным кирпичом. Для соединения шахты с подовым камнем в поддоне имеется вырез. Верх шахты закрывается железной крышкой с отверстием для загрузки.
Индукционные печи по сравнению со всеми другими литейными печами имеют значительные преимущества. Они обеспечивают высокое качество и полную однородность сплавов, малые потери металлов, большую производительность, небольшой расход электроэнергии, высокую чистоту и культуру литейных цехов. На рис. 235 показана конструкция отечественной индукционной печи типа ИЛО-0,75 (индукционная, латунная, однофазная емкостью 0,75 т, мощностью 400 ква). Аналогичные печи, выпускаемые зарубежными фирмами, известны под названием «Аякс». Печь состоит из цилиндрической шахты, подового камня с нагревательными каналами и магнитопровода (сердечника) с первичной катушкой (индуктором). Шахта печи состоит из железного кожуха, теплоизолирующей прослойки и огнеупорной футеровки. Внизу кожуха имеется поддон, связанный с кожухом поясом из углового железа. Под шахты выложен огнеупорным кирпичом. Для соединения шахты с подовым камнем в поддоне имеется вырез. Верх шахты закрывается железной крышкой с отверстием для загрузки. Сбоку в верхней части шахты находится отверстие и носок для разливки сплава. Подовый камень с двумя каналами набивают кварцевой, корундовой, шамотовой или магнезитовой набивной массой и в нем делают одно круглое горизонтальное отверстие для установки магнитопровода с надетой на него первичной однослойной катушкой. Верхнюю, входящую в вырез поддона часть подового камня для лучшего соединения с шахтой немного срезают. Подовый камень набивают в специальном бронзовом, медном или из немагнитной стали каркасе, состоящем из двух половин. Эти половины соединяют болтами и крепят к каркасу печи, к которому прикреплен и кожух шахты. Магнитопровод печи представляет собранный из листовой трансформаторной стали сердечник стержневого типа. Сбоку каркаса устанавливают опоры с отверстиями для оси поворота печи во время разливки сплава. Для поворота печи используют гидропривод. Футеровку подового камня для плавки бронз и латуней делают из сухой кварцевой массы следующего состава: 96 % дробленого кварца, 2 % буры, 1,5 % оконного стекла и 0,5 % глины.
Сбоку в верхней части шахты находится отверстие и носок для разливки сплава. Подовый камень с двумя каналами набивают кварцевой, корундовой, шамотовой или магнезитовой набивной массой и в нем делают одно круглое горизонтальное отверстие для установки магнитопровода с надетой на него первичной однослойной катушкой. Верхнюю, входящую в вырез поддона часть подового камня для лучшего соединения с шахтой немного срезают. Подовый камень набивают в специальном бронзовом, медном или из немагнитной стали каркасе, состоящем из двух половин. Эти половины соединяют болтами и крепят к каркасу печи, к которому прикреплен и кожух шахты. Магнитопровод печи представляет собранный из листовой трансформаторной стали сердечник стержневого типа. Сбоку каркаса устанавливают опоры с отверстиями для оси поворота печи во время разливки сплава. Для поворота печи используют гидропривод. Футеровку подового камня для плавки бронз и латуней делают из сухой кварцевой массы следующего состава: 96 % дробленого кварца, 2 % буры, 1,5 % оконного стекла и 0,5 % глины. Для плавки никелевых сплавов камень набивают магнезитовой массой: 96,5 % плавленого магнезита, 3 % буры и 0,5 % оконного стекла. Шихту загружают через отверстие в верхней крышке и после ее расплавления сплав разливают через носок при наклоне печи. Индуктор печи охлаждается проточной водой, а футеровка канальной части — воздухом от специального вентилятора.
Для плавки никелевых сплавов камень набивают магнезитовой массой: 96,5 % плавленого магнезита, 3 % буры и 0,5 % оконного стекла. Шихту загружают через отверстие в верхней крышке и после ее расплавления сплав разливают через носок при наклоне печи. Индуктор печи охлаждается проточной водой, а футеровка канальной части — воздухом от специального вентилятора.
Печи подобного типа весьма широко распространены в литейных цехах для плавки меди, латуней, бронзы, никеля, мельхиора и других цветных сплавов. Индукционные печи с железным сердечником, применяемые для плавки алюминиевых сплавов, несколько отличаются по своей конструкции. Дело в том, что при плавке алюминия образующаяся на поверхности ванны окись алюминия осаждается в каналах печи, вызывая изменение их электрического сопротивления и нарушение циркуляции металла. Для свободной очистки от осадка окиси каналы в печах для плавки алюминия делают прямыми увеличенного сечения и оборудуют отверстиями с пробками, позволяющими периодически открывать каналы и прочищать их. Вследствие уменьшения плотности тока в каналах и увеличения толщины металла в шахте перемешивание металла в печи уменьшается, чем ослабляется осаждение окиси в каналах. Индукционные печи с железным сердечником, или так называемые канальные печи, могут быть одно- и трехфазные, мощностью от 400 до 2000 ква, емкостью от 0,75 до 15 т для латуни, от 20 до 40 т для цинка, от 0,5 до 6 т для алюминия и меди. Число индукционных единиц у печей этого типа составляет 1—6. Печи работают при напряжении 220—1000 в. Удельный расход энергии составляет, квт-ч/т: для латуни 200; для алюминия 450; для меди 240; для цинка 110. Время одной плавки от 0,5 до 3 ч.
Вследствие уменьшения плотности тока в каналах и увеличения толщины металла в шахте перемешивание металла в печи уменьшается, чем ослабляется осаждение окиси в каналах. Индукционные печи с железным сердечником, или так называемые канальные печи, могут быть одно- и трехфазные, мощностью от 400 до 2000 ква, емкостью от 0,75 до 15 т для латуни, от 20 до 40 т для цинка, от 0,5 до 6 т для алюминия и меди. Число индукционных единиц у печей этого типа составляет 1—6. Печи работают при напряжении 220—1000 в. Удельный расход энергии составляет, квт-ч/т: для латуни 200; для алюминия 450; для меди 240; для цинка 110. Время одной плавки от 0,5 до 3 ч.
На рис. 236 показана индукционная канальная печь промышленной частоты со стальным сердечником типа ИЛК-6, используемая в современных меднолитейных для производства отливок из красной меди. Емкость печи по меди 5—6 т, общая мощность 1600 ква при активной мощности 1400 квт. Суточная производительность печи 80—120 т, число плавок в сутки 16—18. Печь состоит из следующих основных узлов: стального сварного кожуха с двумя опорными ободами для поворота, футерованного изнутри огнеупорным кирпичом и набивкой; четырех съемных однофазных индукционных единиц; механизма поворота печи; вентиляторов для охлаждения футеровки канальной части индукционных единиц; трех крышек одна из которых (центральная) снабжена механизмом подъема.
Печь состоит из следующих основных узлов: стального сварного кожуха с двумя опорными ободами для поворота, футерованного изнутри огнеупорным кирпичом и набивкой; четырех съемных однофазных индукционных единиц; механизма поворота печи; вентиляторов для охлаждения футеровки канальной части индукционных единиц; трех крышек одна из которых (центральная) снабжена механизмом подъема.
Индукционные единицы расположены в нижней части печи в два ряда. Каждая единица состоит из: кожуха с огнеупорной набивкой, в которой имеются прямоугольные плавильные каналы, стержневого магнитопровода с отъемным ярмом, вентилятора для охлаждения. При протечке одной из индукционных единиц полного ремонта всей печи не проводят, а меняют только индукционную единицу новой, которую подготавливают заранее на стороне.
Индукционные единицы питаются от понижающего трансформатора при напряжении 450 в и частоте 50 гц. Токоподвод к печи осуществляется гибкими водоохлаждаемыми кабелями. Водяное охлаждение применяют и для индукторов. Корпус печи поворачивается в обе стороны с помощью приводного механизма. Шихту загружают через центральное загрузочное окно при поднятой крышке. Металл из печи сливают через летку, расположенную на торцовой стенке. Ось летки совпадает с осью вращения печи. Плавку меди ведут под слоем древесного угля или в атмосфере защитного газа. Срок службы печи ИЛК-6 составляет до 10 лет. Печь хорошо компонуется с индукционным миксером и машиной для полунепрерывного литья, что позволяет получать медные слитки массой до 4 т и длиной до 5 м.
Корпус печи поворачивается в обе стороны с помощью приводного механизма. Шихту загружают через центральное загрузочное окно при поднятой крышке. Металл из печи сливают через летку, расположенную на торцовой стенке. Ось летки совпадает с осью вращения печи. Плавку меди ведут под слоем древесного угля или в атмосфере защитного газа. Срок службы печи ИЛК-6 составляет до 10 лет. Печь хорошо компонуется с индукционным миксером и машиной для полунепрерывного литья, что позволяет получать медные слитки массой до 4 т и длиной до 5 м.
В металлургии цинка для переплавки катодов применяют индукционные печи с железным сердечником емкостью 20 и 40 т типа ИЦ-20 и ИЦ-40 (рис. 237). Они оборудованы шестью индукционными нагревательными единицами с горизонтальным расположением нагревательных каналов и вертикальными магнитопроводами. Печь ИД-40 питается от двух трехфазных печных трансформаторов по 1000 ква каждый с вторичным напряжением 450—550 в. Печь состоит из двух камер: большой плавильной и малой раздаточной. Катодный цинк загружают в плавильную камеру с помощью рольганга через загрузочную шахту, прямо в ванну с расплавленным металлом. Расплавленный цинк выпускают из печей через выпускное отверстие раздаточной камеры в ковш или на разливочную машину. При расплавлении катодного цинка образуются дроссы — смесь окиси цинка с металлическими частицами, которые периодически снимают с поверхности ванны через шлаковое окно. Производительность печей по чушковому цинку составляет, т/сутки: печи ИЦ-20 до 110; печи ИЦ-40 до 300, расход электроэнергии 110 — 120 квт-ч/т.
Катодный цинк загружают в плавильную камеру с помощью рольганга через загрузочную шахту, прямо в ванну с расплавленным металлом. Расплавленный цинк выпускают из печей через выпускное отверстие раздаточной камеры в ковш или на разливочную машину. При расплавлении катодного цинка образуются дроссы — смесь окиси цинка с металлическими частицами, которые периодически снимают с поверхности ванны через шлаковое окно. Производительность печей по чушковому цинку составляет, т/сутки: печи ИЦ-20 до 110; печи ИЦ-40 до 300, расход электроэнергии 110 — 120 квт-ч/т.
Кроме индукционных печей с железным сердечником, для плавки цветных и благородных металлов и сплавов применяют индукционные печи без железного сердечника.
На рис. 238 показан индукционный вакуумный агрегат для плавки и отливки вакуумной меди высокой чистоты, основной частью которого является тигельная высокочастотная индукционная печь мощностью 500 квт с тиглем емкостью до 1 т. Агрегат состоит из трех водоохлаждаемых камер, находящихся под вакуумом: загрузочной, плавильной и камеры разлива, объединенных в единое целое.
Загрузочная камера представляет собой вертикальный цилиндрический сосуд, присоединенный к верхней части плавильной камеры через специальный герметизирующий затвор. В загрузочной камере имеется индуктор для предварительного подогрева контейнера с шихтой перед опусканием его в тигель печи.
Плавильная камера представляет горизонтальный цилиндрический сосуд, сваренный из листовой стали. Внутри плавильной камеры находится индукционная тигельная печь емкостью по меди до 1 т, индуктор которой питается от преобразователя повышенной частоты мощностью 500 квт при напряжении 1500 в и частоте 1000 гц. У разливочного носка печи установлен водоохлаждаемый кристаллизатор для отливки круглых слитков диаметром 200—400 мм. В нижней части плавильной камеры под кристаллизатором расположена камера разливки, соединяющаяся с плавильной камерой через специальный затвор. В разливочной камере установлен механизм подъема и вытягивания слитка из кристаллизатора. Плавильная камера агрегата находится под вакуумом непрерывно, а загрузочная и разливочная — периодически. Предельный вакуум плавильной камеры в холодном состоянии 5•10-4 мм рт. ст.
Предельный вакуум плавильной камеры в холодном состоянии 5•10-4 мм рт. ст.
Для выплавки меди высокой чистоты используют катодную медь не ниже марки М0. Нарезанную медь загружают в стальные цилиндрические контейнеры с дном, заделанным медной проволокой. Контейнеры поочередно поступают в загрузочную камеру агрегата, которую вакуумируют не выше 0,8 мм рт. ст, затем включают подогрев контейнера индуктором в течение 15 мин. После подогрева шихты и выравнивания давления в плавильной и загрузочной камере открывают верхний затвор и контейнер с шихтой опускают в разогретый тигель печи. Удерживающая шихту медная проволока расплавляется и шихта из контейнера высыпается в тигель печи. Пустой контейнер через затвор и загрузочную камеру выводится из агрегата и на его место поступает следующий контейнер с шихтой. После набора тигля, расплавления всего металла и его дегазации под вакуумом производят разлив. Перед разливом давление в разливочной камере должно быть не более 0,1 мм рт. ст. , после достижения такого вакуума открывается затвор, сообщающий плавильную и разливочную камеры. При помощи механизма подъема в кристаллизатор вводят медную затравку, после чего тигель наклоняют и кристаллизатор заполняют металлом, а слиток вытягивают из него механизмом подъема.
, после достижения такого вакуума открывается затвор, сообщающий плавильную и разливочную камеры. При помощи механизма подъема в кристаллизатор вводят медную затравку, после чего тигель наклоняют и кристаллизатор заполняют металлом, а слиток вытягивают из него механизмом подъема.
После окончания разлива слиток опускают в камеру разливки, которая отделена затвором от плавильной камеры, после чего из нее удаляют готовый слиток. Тигель индукционной печи выдерживает около 100 плавок. Время одной плавки 5 ч. Производительность агрегата 4,8 т/сутки. Расход электроэнергии: на подогрев шихты, плавку и рафинирования ~1900 квт×ч/т, на вакуумирование камер ~340 квт/т. Расход воды на охлаждение 200 м3/т. В настоящее время высокочастотные индукционные печи строят мощностью от 50 до 5000 квт при емкости тигля от 50 кг до 20 т.
Плавка и разливка медных сплавов
Плавка и разливка медных сплавов
Категория:
Литейное производство
Плавка и разливка медных сплавов
Медные сплавы, к которым относятся оловянные и безоловянные бронзы и латуни, выплавляют в основном в электрических дуговых и индукционных печах и реже в пламенных, работающих на жидком топливе. При небольших объемах производства иногда используются тигельные печи.
При небольших объемах производства иногда используются тигельные печи.
Так как почти все элементы, входящие в состав медных сплавов, легко окисляются, процесс плавки ведется форсированно, при этом принимаются меры к защите сплавов с поверхности (защитными или покровными флюсами), а отдельные легкоокисляемые элементы применяются в виде лигатур.
1. Шихтовые материалы
Шихтовыми материалами для медных сплавов могут быть свежие (чистые) металлы, вторичные сплавы, оборотный сплав, а также различные лигатуры, поставляемые промышленностью или собственного приготовления.
Для раскисления сплавов применяют фосфористую медь в виде плиток массой около 12 кг по ГОСТ 4515—78, которые перед употреблением разбивают на мелкие куски.
Лигатуры — это сплавы двух или нескольких элементов, которые присаживают к сплавам. Применение их обусловлено тем, что отдельные тугоплавкие компоненты сплава имеют более высокую температуру плавления, чем допускаемый перегрев сплава. Температуры плавления лигатур и металла, к которому их присаживают, должны быть близкими, и в то же время лигатуры должны иметь высокое содержание тугоплавкого элемента.
Температуры плавления лигатур и металла, к которому их присаживают, должны быть близкими, и в то же время лигатуры должны иметь высокое содержание тугоплавкого элемента.
2. Расчёт шихты
Для получения сплава возможны различные сочетания шихтовых материалов. Шихта может состоять из одних свежих металлов, из свежих металлов или вторичных сплавов с добавлением лигатур, из оборотного сплава с добавлением свежих металлов и лигатур, из одного оборотного сплава или из одних вторичных сплавов. Обычно применяют шихту, состоящую из 50—60% свежих металлов, 25—35% оборотного сплава и 10—12% покупного лома, или плавку ведут на вторичных сплавах.
При расчете шихты учитывают угар различных элементов сплава, величина которого зависит от характера элементов, чистоты шихты и типа плавильной печи.
Рассмотрим пример расчета шихты для выплавки бронзы марки БрОЗЦ7С5Н1.
При изготовлении сплавов для менее ответственных отливок с целью экономии чистых металлов могут применяться только вторичные сплавы — паспортные бронзы марки БрОЗЦ8С4Н1.
3. Технология плавки медных сплавов
Плавка в тигельных печах. Для плавки медных сплавов используются самые разнообразные тигельные печи. При небольших объемах плавки они обеспечивают высокое качество сплава, так как в них отсутствует непосредственный контакт сплава с продуктами горения, а поверхность зеркала металла очень мала. Для плавки применяют графитовые или корундовые тигли.
Рис. 1. Электрическая печь типа ДМК: 1 — футеровка; 2 — стальной кожух; 3— зубчатые ободы; 4 — шланги для подвода воды; 5 — графитизированные электроды; 6 — шестерни; 7 — водоохлаждаемые уплотнители; 8 — дверцы; 9 — сливной носок; 10 — электродвигатель; 11 — приводной механизм.
Плавка в электрических печах. Электрические печи для плавки медных сплавов подразделяются на дуговые и индукционные.
Плавка в электродуговых печах. Для плавки применяют электродуговые печи с косвенным нагревом, т. е. такие, У которых электрическая дуга образуется между двумя горизон-альными графитовыми электродами.
Печь ДМК (рис. 1) имеет вид барабана с загрузочным кном, отверстиями для электродов и желобом для слива сплава.
Кожух печи футеруется динасовым или шамотным кирпичом. На торцы кожуха насажены зубчатые ободы, сцепленные с зубчатыми колесами, которые дают возможность покачивать печь в процессе плавки, благодаря чему обеспечивается получение однородного по составу и равномерно нагретого сплава.
Плавка начинается с подготовительных работ: тщательной очистки печи от остатков предыдущей плавки, проверки исправности механизмов и подачи воды к водоохлаждаемым уплотнителям. После этого футеровку прогревают до температуры 700—800 °С, выводят из печи электроды и на дно ее насыпают несколько лопат сухого прокаленного древесного угля, затем загружают предварительно подогретые до 150—200 °С шихтовые материалы: сначала мелочь, литники, скрап и сверху — крупные куски. Шихта должна располагаться не ближе чем в 50 мм от электродов и не должна мешать их свободному перемещению вдоль печи. После установки электродов закрывают загрузочное окно и возбуждают электрическую дугу, что осуществляется сближением электродов и быстрым удалением одного из них на небольшое расстояние с помощью ручного штурвала механизма их перемещения.
После установки электродов закрывают загрузочное окно и возбуждают электрическую дугу, что осуществляется сближением электродов и быстрым удалением одного из них на небольшое расстояние с помощью ручного штурвала механизма их перемещения.
Процесс расплавления шихты ведется интенсивно. По истечении 20—30 мин включают реверсивный механизм покачивания печи вначале на 25—30°, потом постепенно доводят покачивание до 90°, а после расплавления всей шихты —до 160°. Это позволяет избежать местного перегрева сплава и способствует лучшему перемешиванию его. Сплав раскисляют, присаживают легкоплавкие добавки, рафинируют, подогревают до требуемой температуры и выпускают из печи.
Плавка в индукционных печах. Для плавки медных -сплавов применяют индукционные печи со стальным сердечником и без сердечника.
Индукционная печь со стальным сердечником, схематический разрез которой показан на рис. 2, представляет собой трансформатор, первичной обмоткой которого служит медная катушка, насаженная на сердечник из пластин электротехнической стали толщиной 0,35—0,5 мм. Вторичной обмоткой является кольцо Жидкого сплава, находящегося в плавильном канале. Переменный ток промышленной частоты, проходя через первичную обмотку, создает вокруг нее магнитный поток, замыкающийся через магнитны» стальной сердечник трансформатора, и индуктирует ток в сплаве, находящемся в кольцевых каналах. Заполняющий каналы сплав сообщается с ванной жидкого сплава и отдает ему тепло за чет циркуляции, создаваемой разностью температур сплава по высоте печи.
Вторичной обмоткой является кольцо Жидкого сплава, находящегося в плавильном канале. Переменный ток промышленной частоты, проходя через первичную обмотку, создает вокруг нее магнитный поток, замыкающийся через магнитны» стальной сердечник трансформатора, и индуктирует ток в сплаве, находящемся в кольцевых каналах. Заполняющий каналы сплав сообщается с ванной жидкого сплава и отдает ему тепло за чет циркуляции, создаваемой разностью температур сплава по высоте печи.
Рис. 2. Схема индукционной печи со стальным сердечником: 1 — камера; 2— футеровка; 3— тепловая изоляция; 4 — первичная обмотка; 5 — плавильный канал; 6 — магнитный сердечник.
Особенность плавки в индукционных печах заключается в том что жидкий сплав, заполняющий каналы, должен оставаться в печи и после выпуска плавки для образования замкнутой электрической цепи при последующей плавке. В связи с этим в индукционных печах затруднен переход к плавке нового сплава. В этом случае необходимо слить весь сплав из каналов и сделать одну-две промывные плавки сплава неответственного назначения.
После заполнения кольцевых каналов и «болота» (слой жидкого сплава толщиной 30—50 мм, находящийся над каналами) жидким сплавом и разогрева печи загружают предварительно подогретую шихту: сначала медь, а после ее расплавления — оборотный и вторичные сплавы. При расплавлении всей шихты производят раскисление, с поверхности удаляют шлак и вводят легко-окисляемые элементы. При сливе готового сплава необходимо оставить его в каналах и над ними слоем в 30—50 мм.
Плавка в индукционных тигельных печах. В последние годы для плавки сплавов на медной основе — бронз и латуней — стали применять индукционные тигельные печи типа ИЛТ. Угар металла в этих печах не превышает 0,5—1%.
4. Особенности плавки и разливки медных сплавов
При плавке медных сплавов в состав шихты обычно входит красная электролитическая медь, которую расплавляют и раскисляют фосфористой медью до загрузки в печь остальных составляющих шихты. Плавка меди должна происходить очень быстро под слоем хорошо просушенного и прокаленного древесного угля. Печь перед загрузкой меди надо хорошо разогреть. Качество раскисления можно проверить по технологической пробе: залитый и охлажденный брусок при загибе не должен давать трещин в месте изгиба.
Печь перед загрузкой меди надо хорошо разогреть. Качество раскисления можно проверить по технологической пробе: залитый и охлажденный брусок при загибе не должен давать трещин в месте изгиба.
Плавка оловянной бронзы.
В разогретую печь загружают часть вторичных и оборотного сплавов и покрывают слоем сухого древесного угля, который после расплавления шихты должен покрыть ровным слоем всю поверхность жидкого сплава. По мере расплавления первоначальной порции шихты в печь вводят частями или полностью остаток шихты, подогретой до температуры 150—200 °С. Из применяемых для под-шихтовки свежих металлов медь и никель загружают в печь одновременно с первой порцией шихты, а цинк, свинец и олово вводят непосредственно в ванну к концу плавки для уменьшения их угара.
После расплавления всей шихты и достижения требуемой температуры сплав раскисляют фосфористой медью в количестве 0,2% от массы шихты и покрывают хорошо просушенным флюсом, состоящим из 60% кальцинированной соды, 33% плавикового шпата и 7% буры. Расход флюса составляет 2—3% от массы шихты. Затем сплав нагревают до температуры 1250—1300 °С и 20—30 мин выдерживают под флюсом, периодически перемешивая его. После этого счищают образовавшийся шлак и выпускают сплав в ковш для разливки в формы.
Расход флюса составляет 2—3% от массы шихты. Затем сплав нагревают до температуры 1250—1300 °С и 20—30 мин выдерживают под флюсом, периодически перемешивая его. После этого счищают образовавшийся шлак и выпускают сплав в ковш для разливки в формы.
Плавка латуней. Рассмотрим технологию плавки кремнистой латуни марки ЛКС80-3-3.
При плавке шихты из свежих металлов сначала расплавляют медь и раскисляют ее фосфористой медью, затем вводят меднокрем-нистую лигатуру, цинк и свинец.
Если шихта содержит оборотный сплав этой же марки, то его загружают вместе с медью в том случае, когда масса свежих металлов не превышает 30—40% от массы всей шихты. При большом количестве свежих металлов оборотный сплав загружают после расплавления меди и введения остальных элементов. Учитывая склонность этого сплава к поглощению газов, плавку необходимо форсировать, сохраняя нейтральную или слегка окисленную атмосферу в печи. В качестве флюса можно применять битое стекло и буру.
Для дегазации сплав нагревают до температуры 1150—1160 °С и выдерживают при этой температуре 10—15 мин. Выделяющиеся при выдержке пары цинка механически увлекают за собой растворенные газы и удаляют их из жидкого сплава. Для компенсации повышенного угара цинка при выдержке сплава перед его заливкой в печь вводят дополнительное количество цинка.
Выделяющиеся при выдержке пары цинка механически увлекают за собой растворенные газы и удаляют их из жидкого сплава. Для компенсации повышенного угара цинка при выдержке сплава перед его заливкой в печь вводят дополнительное количество цинка.
После окончания выдержки сплав охлаждают до температуры 1050—1100 °С и проверяют (путем взятия пробы) содержание в нем газов. При избыточном количестве газов в сплаве происходит «рост» пробы в стаканчике. В этом случае производят «замораживание» сплава путем охлаждения его до температуры затвердевания и затем быстро нагревают до температуры разливки.
В конце плавки берут пробу для химического анализа, а также технологическую пробу, которая позволяет определить по излому качество сплава и содержание в нем газов; пробу сравнивают с эталонами.
Для получения высококачественных медных сплавов необходим тщательный контроль за соблюдением правил подготовки исходных материалов и проведения процесса плавки. Особое внимание надо уделять контролю температуры жидкого сплава как в процессе самой плавки, так и при выпуске его из печи и разливке.
Обычно для измерения температуры сплава применяют термопары погружения с защитными чехлами из жароупорной стали. Термопары в сочетании с аппаратурой автоматического действия могут самостоятельно регулировать температурный режим в печах или же путем световой или звуковой сигнализации привлекать внимание рабочего к нарушению температурного режима.
Ввиду того что медные сплавы имеют склонность к поглощению газов и окислению, при заливке форм необходимо поддерживать небольшую высоту струи, не прерывать ее и не допускать разбрызгивания сплава. Разливку производят через носок ручных и крановых ковшей, подобных тем, которые применяют при разливке чугуна.
Реклама:
Читать далее:
Плавка и разливка алюминиевых сплавов
Статьи по теме:
Плавление медного катода в электропечи
Электропечь всегда считалась особенно приспособленной для процессов плавления, рафинирования и чистовой обработки, поскольку металлурги постепенно принимали ее в качестве практического устройства для проведения металлургических операций. В сталелитейной промышленности электропечь прочно вошла в производство стали высочайшего качества, равной тигельной стали. Для производства более дешевых марок стали в больших объемах электрическая печь дает продукт более высокого качества, чем мартеновский или конвертерный, но из-за высокой стоимости энергии, преобладающей в сталеплавильных центрах, с точки зрения электропечи, Производство тоннажной стали в электропечи неэкономично.В качестве рафинирующего и отделочного агента для мартеновской или бессемеровской стали электрическая печь добилась определенного успеха в производстве тоннажной стали.
В сталелитейной промышленности электропечь прочно вошла в производство стали высочайшего качества, равной тигельной стали. Для производства более дешевых марок стали в больших объемах электрическая печь дает продукт более высокого качества, чем мартеновский или конвертерный, но из-за высокой стоимости энергии, преобладающей в сталеплавильных центрах, с точки зрения электропечи, Производство тоннажной стали в электропечи неэкономично.В качестве рафинирующего и отделочного агента для мартеновской или бессемеровской стали электрическая печь добилась определенного успеха в производстве тоннажной стали.
После изучения использования электрической печи в сталелитейной промышленности выяснилось, что существует возможность ее выгодного использования для плавления катодной меди. В случае меди проблема заключается не в фактическом рафинировании, потому что медь, если она правильно рафинирована электролитическим методом, не нуждается в дальнейшем рафинировании; ему просто нужно придать товарный вид. Название «рафинирование» применяется к настоящему процессу чистовой обработки, потому что в процессе работы удаляются кислород и другие примеси, которые электролитическая медь поглощает при плавлении в отражательной печи. Учитывая, что процессы могут быть положительными, отрицательными и нейтральными, электролитический метод будет положительным; отражательная плавка катодной меди отрицательная; и электропечи плавильные, нейтральные. Электролитический метод позволяет получить настолько чистую медь, насколько это возможно при правильной эксплуатации и не слишком загрязненных анодах.Окончательное отражающее плавление этой катодной меди снижает качество конечного продукта из-за поглощения газов и примесей.
Название «рафинирование» применяется к настоящему процессу чистовой обработки, потому что в процессе работы удаляются кислород и другие примеси, которые электролитическая медь поглощает при плавлении в отражательной печи. Учитывая, что процессы могут быть положительными, отрицательными и нейтральными, электролитический метод будет положительным; отражательная плавка катодной меди отрицательная; и электропечи плавильные, нейтральные. Электролитический метод позволяет получить настолько чистую медь, насколько это возможно при правильной эксплуатации и не слишком загрязненных анодах.Окончательное отражающее плавление этой катодной меди снижает качество конечного продукта из-за поглощения газов и примесей.
Отражательное плавление катодной меди — одно из слабых мест современной металлургии меди. Процесс рафинирования не требуется, так как до плавления в отражательной печи медь чистая. Идеальным был бы процесс, в котором катодная медь могла бы плавиться и отливаться в товарные формы без поглощения примесей; я. е., нейтральный процесс.
е., нейтральный процесс.
Поскольку катодная медь представляет собой практически чистую медь, она была бы готова к использованию, если бы имела товарный вид, но поскольку это не так, катоды необходимо расплавить. Обычной практикой является плавление катодов в отражательной печи. У. Т. Бернс описал практику в Грейт-Фоллс, штат Монтана, следующим образом:
Две отражательные печи, работающие на угле, емкостью 100 000 фунтов каждая на загрузку используются для плавления катодов.Уголь, используемый для их сжигания, содержит около 3,5% серы. Из-за высокого содержания серы в угле необходимо защищать медь при ее плавлении от газов диоксида серы, образующихся при сгорании топлива. Для этого около 30% катодов, составляющих заряд проволоки, перед зарядкой погружают в известковое молоко. Когда медь плавится, известь образует защитное покрытие для металла, тем самым в значительной степени препятствуя поглощению серы расплавленной медью. Непосредственно перед тем, как начать раскачку (или окисление), шлак снимается из печи. Полученный шлак эквивалентен по весу примерно 3,5% загруженной меди, в зависимости от количества добавленной извести. Шлак содержит около 60 процентов меди.
Непосредственно перед тем, как начать раскачку (или окисление), шлак снимается из печи. Полученный шлак эквивалентен по весу примерно 3,5% загруженной меди, в зависимости от количества добавленной извести. Шлак содержит около 60 процентов меди.
После того, как шихта полностью расплавлена, следует обычная практика — полировка и полировка меди для окисления примесей и доведение металла до надлежащего пека для литья. Шпаргалка осуществляется за счет подачи сжатого воздуха под давлением 16 фунтов.на квадратный дюйм в ванну расплава. Полирующее и уменьшающее действие достигается за счет того, что в ванну вдавливают столбы из зеленой сосны и покрывают поверхность ванны древесным углем.
Состояние ванны с точки зрения содержания кислорода время от времени фиксируется рафинером, когда он исследует последовательные пробы пуговиц, взятые из ванны в небольшом ковше. Когда внешний вид кнопки указывает на то, что достигнута стадия «крутого шага», полюса удаляются и начинается операция погружения.
Процесс отраженного плавления катодной меди, описанный выше, не является процессом рафинирования. Это так называется потому, что необходимо удалить кислород и другие примеси, которые электролитическая медь поглощает во время плавки в отражательной печи.
То, что рафинирование меди в печи является излишним, поскольку оно улучшает качество товарной меди, показали эксперименты Э.Келлер.
В результате этих экспериментов Келлер утверждает, что «электролитическая медь, которая не была плавлена и рафинирована, по проводимости превосходит рафинированную и литой медь более чем на 2%. Таким образом, существует область для улучшения рафинирования или изготовления проволоки из электролитической меди без предварительного плавления ». Петерс утверждает, что «обычная электрически осажденная медь, производимая в больших масштабах на заводе, использующем систему осаждения листов Emerson напрямую без последующего рафинирования в печи, показывала проводимость от 102 до 103 процентов.
Еще одно испытание, показывающее, что операция рафинирования в печи является излишней или даже вредной, было проведено путем прокатки проволоки из массы самородной меди Lake Superior и сравнения ее после отжига с катодной медью и самородной медью рафинированного в печи. Массовая медь и катодная медь имели удельную проводимость 102,5%, а самородная медь, очищенная в печи, имела проводимость от 99,5 до 100%.
Влияние оксида меди на медь Как уже говорилось, в отражательном процессе, когда медь плавится, она поглощает кислород, серу и другие примеси из газа, проходящего над ней из топки печи; когда в расплавленную медь вдувается воздух, в шихте обнаруживается от 5 до 6 процентов закиси меди.Этот оксид меди отдает свой кислород металлическим примесям в меди, образуя оксиды, которые переходят в шлак. После удаления всего газообразного диоксида серы оксид одновалентной меди восстанавливается до металла путем полирования до тех пор, пока образец пуговицы не покажет правильную структуру, а медь не станет твердой смолой при литье. Катодная медь содержит менее 0,1% закиси меди. После рафинирования в печи он содержит от 0,4 до 1,2% закиси меди, в среднем около 0,7%.
Катодная медь содержит менее 0,1% закиси меди. После рафинирования в печи он содержит от 0,4 до 1,2% закиси меди, в среднем около 0,7%.
Кажется, что в настоящих условиях рафинирования закись меди является существенной для качества производимой меди, о чем свидетельствует тот факт, что если полировка продолжается ниже определенных пределов, качество металла ухудшается.
Однако не представляется, что присутствие закиси меди само по себе оказывает непосредственное влияние на улучшение качества металла, поскольку массовая медь из озера Лейк без предшествующей плавки показывает более высокие стандарты, чем рафинированная в печи медь из озера. Хэмпе обнаружил, что добавление закиси меди не оказывает заметного влияния на прочность или пластичность чистой меди до тех пор, пока не будет добавлено 0,45%, когда наблюдалось небольшое уменьшение прочности. С увеличением доли закиси меди качество меди ухудшалось.
Аддикс обнаружил, что добавление 0,05% кислорода (0,44% Cu2O) к чистой меди немного увеличивает ее проводимость, которая снова падает примерно до нормального значения, когда добавление кислорода достигает 0,1%. (0,9% Cu2O) и значительно уменьшается при дальнейшем добавлении.
(0,9% Cu2O) и значительно уменьшается при дальнейшем добавлении.
Была выдвинута теория, согласно которой присутствие закиси меди улучшает качество меди, предотвращая восстановление растворенных посторонних оксидов, безвредных при окислении, но вредных при восстановлении до металлического состояния.Эти примеси также могут быть уменьшены во время чрезмерного полирования для уменьшения содержания закиси меди.
Петерс утверждает: «Я думаю, мы можем с уверенностью сказать, что, хотя доля оксида меди, содержащаяся в обычной хорошей рафинированной меди, по-видимому, не снижает ее электропроводность (она может даже немного увеличивать ее), самая высокая проводимость испытания проводятся с использованием меди, которая не содержит определяемого кислорода, и эта закись меди в пропорции, обычно обнаруживаемой в хорошо очищенной меди, по-видимому, мало влияет, так или иначе, на пластичность, пластичность или электрическую проводимость металл.”
Плавка катодной меди в электропечи Из предыдущего обсуждения существующей практики плавления катодной меди видно, что идеальный процесс плавления катодов — это метод, с помощью которого можно дешево производить в товарной форме такая же чистая медь, как загружается в плавильную печь. Чтобы такой процесс был успешным как в металлургическом, так и в коммерческом отношении, он должен соответствовать следующим условиям:
Чтобы такой процесс был успешным как в металлургическом, так и в коммерческом отношении, он должен соответствовать следующим условиям:
- Для того, чтобы поддерживать такой же низкий процент примесей в конечном продукте, как и в катодной меди, загружаемой в печь, должна быть нейтральная атмосфера. в плавильной камере с минимальной вероятностью попадания воздуха, газов или примесей, которые могут загрязнить медь.
- Плавка должна производиться без чрезмерных потерь меди за счет испарения или в виде шлака, который нельзя вернуть в доменную печь или отражательную печь для переплавки.
- Процесс должен быть готов к механическим манипуляциям для зарядки и разливки.
- Стоимость производства должна быть как минимум такой же низкой, как при существующих методах, а это означает, что печь должна обрабатывать большое количество меди в день с эффективным использованием рабочей силы, топлива и энергии.
Отражательный процесс обладает всеми этими квалификациями, за исключением первого, поскольку, как было показано, воздух, газы и примеси поглощаются медью и должны быть удалены, насколько это возможно, позже в процессе работы. Это не просто нейтральная плавильная печь. Он дешево плавит медь, легко заряжается и выпускается, и не имеет явных потерь из-за улетучивания, но производит медь более низкого качества, чем получает.
Это не просто нейтральная плавильная печь. Он дешево плавит медь, легко заряжается и выпускается, и не имеет явных потерь из-за улетучивания, но производит медь более низкого качества, чем получает.
Использование электропечи для плавления катодной меди будет в значительной степени зависеть от стоимости эксплуатации и потерь меди из-за улетучивания.Стоимость эксплуатации будет зависеть, главным образом, от стоимости гидроэлектроэнергии по сравнению со стоимостью угля, с более высоким КПД электрической печи в ее пользу. Потери за счет улетучивания были обнаружены экспериментаторами, использующими прямодуговую печь с медью, покрытой шлаком. Таким образом, потерь не было в печи с непрямым дуговым излучением, нагревании излучением дуги или в печи сопротивления.
Это вопрос, требующий дальнейших экспериментов.Большой электропечи легко манипулировать как для загрузки, так и для разгрузки, как было обнаружено, в случае с электрическими сталеплавильными печами, и она легко поддается использованию механических устройств для загрузки катодов и разливки меди.
Несмотря на коммерческую экономичность электропечи для плавки меди, электропечь обеспечивает абсолютно нейтральную плавильную камеру без возможности попадания воздуха или примесных газов сгорания во время плавления меди.Следовательно, поскольку электролитически осажденная медь практически чиста, медь, плавящаяся в электрической печи, должна быть такой же чистой, как катодная медь, и последующее окисление и полировка не требуются для удаления примесей, полученных при плавлении, поскольку они не образуются. Как было показано в предыдущей статье авторов, продукт, полностью свободный от кислорода, может быть получен путем плавления меди в электрической печи.
Концентраты самородной меди, содержащие около 35 процентов меди, плавили в дуговой печи, при этом шлак образовывался из пустой породы концентрата с подходящим флюсом.В результате 17 отводов печи была получена медь, в которой не удалось обнаружить следов кислорода после травления пикриновой кислотой и изучения результатов под микроскопом. Чтобы подтвердить эти результаты, те же образцы были переданы Э. С. Бардвеллу из Грейт-Фоллс, штат Монтана, для травления водородом и определения кислорода его методом. После исследования 12 образцов г-н Бардвелл подтверждает результаты авторов, сообщая, что он не обнаружил кислорода в образцах после травления водородом.
Чтобы подтвердить эти результаты, те же образцы были переданы Э. С. Бардвеллу из Грейт-Фоллс, штат Монтана, для травления водородом и определения кислорода его методом. После исследования 12 образцов г-н Бардвелл подтверждает результаты авторов, сообщая, что он не обнаружил кислорода в образцах после травления водородом.
Существует четыре типа печей, которые могут быть использованы для плавки катодной меди:
- индукционная печь;
- печь сопротивления;
- печь прямая дуговая; и
- печь с косвенной дугой.
Из этих печей индукционная печь нецелесообразна по следующим причинам:
- Удельное сопротивление меди настолько низкое, что ток, необходимый для получения требуемого тепла, должен быть настолько большим, что пинч-эффект рассекает столб расплавленный металл;
- индукционная печь не приспособлена для плавки холодного металла; и
- размер и форма очага затрудняли бы зарядку большого количества катодов. Один авторитетный источник утверждает, что, когда медь плавится в индукционной печи, колонна отламывается так часто, что необходимо иметь тигель с расплавленным металлом, готовым для заливки в разрыв.
 Один авторитетный источник утверждает, что, когда медь плавится в индукционной печи, колонна отламывается так часто, что необходимо иметь тигель с расплавленным металлом, готовым для заливки в разрыв.
Один авторитетный источник утверждает, что, когда медь плавится в индукционной печи, колонна отламывается так часто, что необходимо иметь тигель с расплавленным металлом, готовым для заливки в разрыв.Тигельная печь сопротивления с твердым резистором слишком мала для плавки больших количеств меди, а в нынешней конструкции нецелесообразна для больших размеров. Печь сопротивления типа, используемого Фитцджеральдом, с проводящей крышей, которая действует как резистор и от которой тепло отражается на металл под ней, не будет практичной в очень больших размерах из-за слабости крыши.Также было обнаружено, что этот тип печи имеет низкий тепловой КПД.
Электрические печи прямого сопротивления, в которых ванна расплава является резистором, не достигли успеха в сталелитейной промышленности, и попытки использовать этот принцип были оставлены. Однако недавнее использование «феномена защемления» в печах сопротивления с расплавленным резистором оказалось успешным в небольших установках. Даже при плавке стали в такой печи необходимо использовать очень низкое напряжение, чтобы получить высокий ток, необходимый для нагрева.Трансформаторы прикреплены ко дну печи, что, несмотря на небольшие размеры, может вызвать затруднения в большой печи. Если в печи находится медь, потребуется еще более низкое напряжение, что усложняет конструкцию. Для жидкой стали необходимо напряжение от 6 до 10 вольт.
Даже при плавке стали в такой печи необходимо использовать очень низкое напряжение, чтобы получить высокий ток, необходимый для нагрева.Трансформаторы прикреплены ко дну печи, что, несмотря на небольшие размеры, может вызвать затруднения в большой печи. Если в печи находится медь, потребуется еще более низкое напряжение, что усложняет конструкцию. Для жидкой стали необходимо напряжение от 6 до 10 вольт.
Пинч-печь, похоже, не приспособлена к большой производительности на загрузку, и ее размеры еще не приблизились к размерам дуговых сталеплавильных печей. Хотя его можно использовать для плавления около 500 фунтов.катодной меди на загрузку с короткими последовательными циклами, эта схема не представляется практичной для завода, выплавляющего 100 тонн меди в день. Когда медь выпускалась с интервалами около 10 минут, было бы трудно использовать крупномасштабное загрузочное и разливочное оборудование, что значительно снижает затраты на рабочую силу. Износ футеровки печи будет больше, чем при использовании большой печи и разгрузке с интервалом в несколько часов.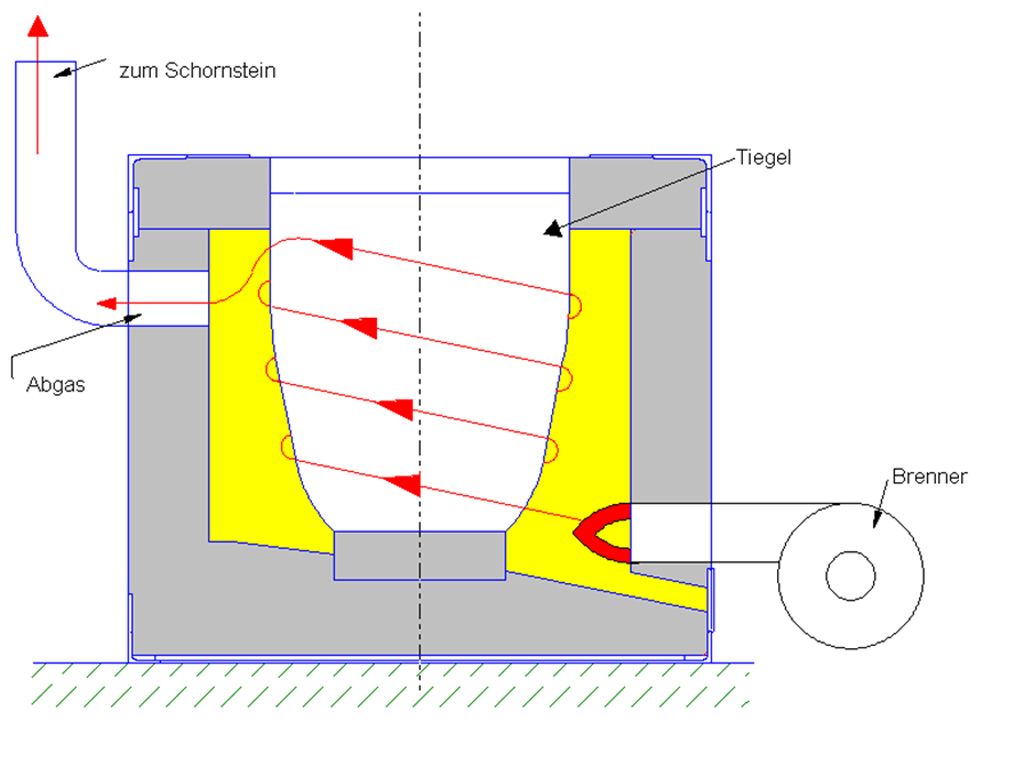
Другой недостаток такой печи состоит в том, что при отражательной плавке большое количество меди поглощается футеровкой, что, несомненно, будет иметь место и при плавке в электропечи.Это будет большим недостатком для использования электрической печи с проводящим подом любого типа. Хотя под печи пинча не проводит ток по всему ее поперечному сечению, он проводит ток в точках, где инжекторы или электроды размещены в поде. После поглощения меди подом между электродами могло произойти короткое замыкание, и если бы печь была заменена футеровкой до того, как дела достигли этой точки, это был бы случай замены футеровки печи очень часто и с большими затратами.В случае печи с непроводящим подом медь может скапливаться на поде, не нарушая работу печи.
Что касается использования пинчевой печи для плавки катодной меди, нет никаких сомнений в том, что она обеспечивает наилучшие металлургические условия для работы в нейтральной атмосфере, но, по мнению авторов, это не кажется , исходя из текущих разработок, чтобы быть уверенным в практическом успехе в больших масштабах. Существует слишком много проблем, которые необходимо решить в отношении практического применения этого типа печи, чтобы гарантировать ее использование для тоннажной плавки в настоящее время. Она обеспечивает нейтральную атмосферу, исключающую попадание примесей, и имеет одно преимущество перед печью с прямой дугой в том, что нет необходимости держать ванну шлака над медью для предотвращения потерь из-за испарения. В пинчевой печи практически невозможно улетучиваться.
Существует слишком много проблем, которые необходимо решить в отношении практического применения этого типа печи, чтобы гарантировать ее использование для тоннажной плавки в настоящее время. Она обеспечивает нейтральную атмосферу, исключающую попадание примесей, и имеет одно преимущество перед печью с прямой дугой в том, что нет необходимости держать ванну шлака над медью для предотвращения потерь из-за испарения. В пинчевой печи практически невозможно улетучиваться.
Другой возможной трудностью при использовании пинч-печи в больших масштабах является необходимость держать в печи ванну расплава меди для ее работы. При зарядке холодная твердая медь помещается в горячую расплавленную медь. Если медь разбрызгивается, это может означать, что медь собирается скапливаться на своде, так как свод является холодной частью печи, поскольку все тепло генерируется загруженным металлом.
Печь с непрямой дугой, в которой дуга протекает между электродами и в которой прохождение тока полностью не зависит от ванны расплава, имеет то преимущество, что нагрев не зависит от шлака или металла.При плавке стали используется самый простой шлак, который способствует устойчивости дуги. Хансен утверждает, что дуга в печи для цинкования или плавления латуни этого типа довольно резкая и неустойчивая. Очевидно, это не смертельно, поскольку в его экспериментах с печью Уикса дуга работала 42 часа. непрерывно в атмосфере паров цинка. Электроды за это время ни разу не регулировали.
Для крупномасштабной плавки меди, вероятно, будет использоваться печь с от трех до шести электродов.В таких условиях необходимо иметь ручное гидравлическое управление электродами, как в сталеплавильной печи с непрямым дуговым током, или автоматическое электрическое управление. Из опыта работы с сталеплавильной печью с непрямой дугой очевидно, что в печах этого типа возникают трудности с регулировкой электродов и регулировкой дуги для мощности более 2 тонн на загрузку. Похоже, что больший размер представляет слишком большие осложнения, чтобы обеспечить удовлетворительную работу. 5-тонная печь, построенная в Турине, в основном вышла из строя по этой причине, а при выплавке стали было очевидно, что печь с косвенной дугой не может быть адаптирована для размеров более 2 тонн или 300 кВт.силовая нагрузка. В своих первых испытаниях с электрической печью Стассано построил печь с прямоугольным подом с шестью горизонтальными электродами, расположенными тремя парами по длине печи. Эта печь вышла из строя во многом из-за трудностей в обслуживании дуги и футеровки.
Похоже, что больший размер представляет слишком большие осложнения, чтобы обеспечить удовлетворительную работу. 5-тонная печь, построенная в Турине, в основном вышла из строя по этой причине, а при выплавке стали было очевидно, что печь с косвенной дугой не может быть адаптирована для размеров более 2 тонн или 300 кВт.силовая нагрузка. В своих первых испытаниях с электрической печью Стассано построил печь с прямоугольным подом с шестью горизонтальными электродами, расположенными тремя парами по длине печи. Эта печь вышла из строя во многом из-за трудностей в обслуживании дуги и футеровки.
Одним из самых серьезных возражений против использования печи с косвенной дугой для производства стали является высокая стоимость ремонта футеровки в результате прямого излучения тепла дуги. Необходимы покрытия из магнезита, которые значительно увеличивают расходы.Потери тепла при водяном охлаждении электродов также больше, чем в некоторых других типах сталеплавильных печей.
В результате опыта работы со сталеплавильной печью с непрямой дугой, хотя вероятность потери меди из-за испарения будет меньше, чем в печи с прямой дугой, считается, что печь будет слишком сложной для практической работы; слишком высокая стоимость содержания; и высокие тепловые потери. Эта печь, хотя и обеспечивает надлежащую атмосферу для плавления меди, не кажется практичной и эффективной печью для крупномасштабных работ.
Эта печь, хотя и обеспечивает надлежащую атмосферу для плавления меди, не кажется практичной и эффективной печью для крупномасштабных работ.
Прямодуговая печь, в которой дуга образуется непосредственно между электродом и шлаком или металлом, может быть с проводящим или непроводящим подом. Тип электропроводящего пода неприменим для плавки меди, как указывалось ранее, поскольку было обнаружено, что отражательная печь горения, используемая при плавке меди, поглощает большие количества металлической меди. Кроме того, всегда существует опасность прорыва металла через дно проводящего пода, что более вероятно в случае меди, чем стали, из-за более низкой температуры плавления и большей текучести металла.
После тщательного изучения существующих типов электрических печей считается, что наиболее практичной печью для плавки меди будет печь с прямым дуговым нагревом с непроводящим подом, как, например, стальная печь Heroult. Как эффективная и практичная печь, эта печь продемонстрировала свое превосходство в металлургии стали. Возражения против типа прямой дуги как не обеспечивающего теоретически наилучших условий для плавления меди, по мнению авторов, не перевешивают практические моменты в его пользу.
Возражения против типа прямой дуги как не обеспечивающего теоретически наилучших условий для плавления меди, по мнению авторов, не перевешивают практические моменты в его пользу.
Электродуговая печь прямого действия для плавления катодной меди имеет три основных недостатка:
- Чтобы предотвратить улетучивание, необходимо постоянно держать шлак на ванне, когда ток проходит через печь.
- Исходя из экспериментальных работ, проведенных на сегодняшний день, выясняется, что в печи с этой опечаткой наблюдается небольшое улетучивание меди, даже если используется шлак.
- Присутствие шлака затрудняет выгрузку из печи и поддержание температуры меди, необходимой для разливки.
За исключением потерь из-за улетучивания, эти возражения не кажутся серьезными, и потери из-за улетучивания должны быть очень небольшими, если печь эксплуатируется в основном как вспомогательная печь с достаточно толстым слоем шлака (от 2 до 3 дюймов) для предотвращение прямого дугового разряда с металлом и низкая плотность тока в электроде для уменьшения чрезмерного локального нагрева в точках погружения электродов в шлак. Хансен заявляет, что в печи с новой футеровкой, не предназначенной для плавки меди, он выпустил 99 процентов загруженного металла.Фактический ущерб можно было определить только после нескольких месяцев кампании. Если произошла потеря, она, вероятно, была бы в начале цикла, когда шлак холодный и не расплавленный.
Хансен заявляет, что в печи с новой футеровкой, не предназначенной для плавки меди, он выпустил 99 процентов загруженного металла.Фактический ущерб можно было определить только после нескольких месяцев кампании. Если произошла потеря, она, вероятно, была бы в начале цикла, когда шлак холодный и не расплавленный.
Вопрос разгрузки печи — проблема эксплуатации. Медь можно было отливать вручную из ковша, как это делают в Грейт-Фоллс. В этом случае необходимо предварительно нагреть ковш и снять с него шлак перед разливкой, если использовать щелевую летку, обычно используемую в отражательных плавильных печах.Или можно использовать ковш с предварительно нагретым днищем, как при производстве стальных отливок. Отверстие для сифона может быть спроектировано так, чтобы медь поступала со дна ванны, оставляя шлак на поверхности металла. Это выпускное отверстие будет опускаться постепенно, как в современной практике плавки, забирая металл со дна, но с учетом давления только поверхности ванны за ним. Только последняя часть вытянутой меди будет содержать шлак, и в печи можно поддерживать ток, достаточный, чтобы поддерживать медь при надлежащей температуре разливки, пока шлак не будет опущен на дно печи.Таким образом, разливка снизу, если она предпочтительнее, чем сбор жидкости в ковше, не потребуется, кроме как в конце операции.
Только последняя часть вытянутой меди будет содержать шлак, и в печи можно поддерживать ток, достаточный, чтобы поддерживать медь при надлежащей температуре разливки, пока шлак не будет опущен на дно печи.Таким образом, разливка снизу, если она предпочтительнее, чем сбор жидкости в ковше, не потребуется, кроме как в конце операции.
Для машинной разливки с выпускным отверстием для сифона операция будет выполняться так же, как и в отражательной практике, за исключением того, что необходимо будет снимать сливы с последних ковшей или использовать ковш с нижней разливкой из-за наличия шлака. Это просто вопрос манипуляции.
В электрическом процессе плавления катодов в печи с прямой дугой загрузку следует помещать в печь механически с помощью загрузочной машины, как в практике отражения.Электроды будут вытягиваться во время зарядки. После того, как все катоды были добавлены в печь, известь и кремнезем должны были быть засыпаны лопатой для образования защитного покрытия из шлака. Шлак должен иметь как можно более низкую температуру плавления. Затем электроды опускаются, печь закрывается и цепь замыкается. Электроды сначала будут регулироваться вручную, а затем регуляторами Thury, как в сталеплавильных печах. В этих условиях, поскольку шлак практически чистый и в печь не поступает воздух, полировка не требуется, и печь можно выпускать, когда шихта полностью расплавлена и при надлежащей температуре литья.Во время постукивания электроды будут постепенно опускаться, а ток сохраняется, чтобы поддерживать надлежащую температуру. При работе со шлаком толщиной от 2 до 3 дюймов печь действительно является печью сопротивления, а не дуговой печью.
Шлак должен иметь как можно более низкую температуру плавления. Затем электроды опускаются, печь закрывается и цепь замыкается. Электроды сначала будут регулироваться вручную, а затем регуляторами Thury, как в сталеплавильных печах. В этих условиях, поскольку шлак практически чистый и в печь не поступает воздух, полировка не требуется, и печь можно выпускать, когда шихта полностью расплавлена и при надлежащей температуре литья.Во время постукивания электроды будут постепенно опускаться, а ток сохраняется, чтобы поддерживать надлежащую температуру. При работе со шлаком толщиной от 2 до 3 дюймов печь действительно является печью сопротивления, а не дуговой печью.
Из-за небольшого объема работы, выполняемой при плавке меди в электропечи, трудно получить точную оценку стоимости процесса. Вероятно, потребляемая мощность не превысит 300 кВт · ч. на тонну выплавленной меди.Используя эту цифру и исходя из других затрат, применяемых в сталеплавильном производстве, стоимость плавки катодной меди в печи емкостью 25 тонн на загрузку не должна превышать 4,75 доллара США за тонну, или 0,238 цента. за фунт плавленой меди с мощностью ½c. за киловатт-час.
за фунт плавленой меди с мощностью ½c. за киловатт-час.
Это краткое обсуждение предмета предлагается не с целью попытаться убедить тех, кто интересуется этим вопросом, к убеждению, что единственное, что нужно сделать, — это расплавить медь в электрической печи, а скорее предполагают, что для этой цели можно использовать электрическую печь.
Мы также надеемся, что этот документ может быть средством начать обсуждение предмета, как плавильщиками меди, так и работниками электрических печей, поскольку, как хорошо известно, довольно часто это не сам документ, а обсуждение это делает его ценным, и поэтому мы надеемся, что так оно и будет в данном случае.
Обсуждение Лоуренс Аддикс, Chrome, Нью-Джерси — Я впервые прочитал этот документ сегодня днем, и он действительно заслуживает гораздо более внимательного ответа, чем я могу дать за такое короткое время, чтобы обдумать его. , но я просто хочу сказать, что я не согласен с доктором. Лион в его помещениях и концепции того, что происходит в рафинировочной печи. Он приводит сталь в качестве примера, когда производство специальных сортов оправдывает высокую стоимость электроэнергии в электропечи, и далее говорит, что то же самое будет верно и в случае с медью по той причине, что вы получите лучшее качество. товар. Я не думаю, что вы получите медь более высокого качества или лучшую проводимость, как я сейчас объясню. Стоимость топлива на восточных заводах составляет где-то 30 центов.и 40c. за тонну рафинированной меди, и, если мне не изменяет память, в мартеновской сталеплавильной печи это примерно 1,25 доллара, поэтому очевидно, что обработка стали лучше, чем медь, на основе топлива. Теперь сравнивать завод в Грейт-Фоллс не совсем честно, потому что этот завод работает в особых условиях. Печи относительно небольшие; уголь очень плохой и с очень высоким содержанием серы. Никто и не подумал бы использовать уголь с 3,6%, сера была чем-то более доступным.Из-за этих условий количество шлака является чрезмерным, оно составляет 3,5 процента, и необходимо использовать известь, так как из-за очень высокой плотности тока часто возникают проблемы из-за мышьяка.
Лион в его помещениях и концепции того, что происходит в рафинировочной печи. Он приводит сталь в качестве примера, когда производство специальных сортов оправдывает высокую стоимость электроэнергии в электропечи, и далее говорит, что то же самое будет верно и в случае с медью по той причине, что вы получите лучшее качество. товар. Я не думаю, что вы получите медь более высокого качества или лучшую проводимость, как я сейчас объясню. Стоимость топлива на восточных заводах составляет где-то 30 центов.и 40c. за тонну рафинированной меди, и, если мне не изменяет память, в мартеновской сталеплавильной печи это примерно 1,25 доллара, поэтому очевидно, что обработка стали лучше, чем медь, на основе топлива. Теперь сравнивать завод в Грейт-Фоллс не совсем честно, потому что этот завод работает в особых условиях. Печи относительно небольшие; уголь очень плохой и с очень высоким содержанием серы. Никто и не подумал бы использовать уголь с 3,6%, сера была чем-то более доступным.Из-за этих условий количество шлака является чрезмерным, оно составляет 3,5 процента, и необходимо использовать известь, так как из-за очень высокой плотности тока часто возникают проблемы из-за мышьяка. Я думаю, что он взялся за дело настолько сложное, насколько мог понять. Что касается проводимости меди, то мое собственное представление о том, почему расплавленная медь не дает такой высокой проводимости, как детали, полученные непосредственно с катода, или самородная медь, заключается в том, что в последнем случае примеси присутствуют в виде механической смеси. , а после плавления они химически соединяются с медью, что является совершенно другим состоянием.Кроме того, необходимо брать образец с относительно гладкой и, следовательно, чистой части катода, поскольку в противном случае он не будет вытягиваться. То же и с массой меди; вы выбираете хорошую твердую часть меди, которая не является репрезентативной. Фактически, все нефтепереработчики пришли к выводу, что они не могут брать пробы катодов для химического анализа. Обычно для отбора проб используют медную проволоку, а примесей в несколько раз больше, чем показывают образцы, взятые с катодов.Я думаю, что если мы исследуем все приведенные им примеры случаев, когда медь имеет более высокую проводимость, это согласуется с этим объяснением.
Я думаю, что он взялся за дело настолько сложное, насколько мог понять. Что касается проводимости меди, то мое собственное представление о том, почему расплавленная медь не дает такой высокой проводимости, как детали, полученные непосредственно с катода, или самородная медь, заключается в том, что в последнем случае примеси присутствуют в виде механической смеси. , а после плавления они химически соединяются с медью, что является совершенно другим состоянием.Кроме того, необходимо брать образец с относительно гладкой и, следовательно, чистой части катода, поскольку в противном случае он не будет вытягиваться. То же и с массой меди; вы выбираете хорошую твердую часть меди, которая не является репрезентативной. Фактически, все нефтепереработчики пришли к выводу, что они не могут брать пробы катодов для химического анализа. Обычно для отбора проб используют медную проволоку, а примесей в несколько раз больше, чем показывают образцы, взятые с катодов.Я думаю, что если мы исследуем все приведенные им примеры случаев, когда медь имеет более высокую проводимость, это согласуется с этим объяснением. Например, процесс Элмора представляет собой прямое электролитическое осаждение. Кстати, в настоящее время по вопросу электролитической проволоки проводится ряд экспериментов, которые выглядят весьма многообещающими.
Например, процесс Элмора представляет собой прямое электролитическое осаждение. Кстати, в настоящее время по вопросу электролитической проволоки проводится ряд экспериментов, которые выглядят весьма многообещающими.
Что касается содержания кислорода в меди, медь растворяет газы так же, как и другие металлы, когда она расплавлена. Любой из вас, кто работал с серебром, знает, как оно плещется при охлаждении, каждый знает, как железо «вытягивается», а медь делает то же самое.Я не уверен, что он поглощает кислород; с таким же успехом это может быть СО или СО2; но избавиться от кислорода в настоящей печи нетрудно. Единственная трудность заключается в том, что когда кислород выходит наружу, медь «изрыгает». Я взял медные проволочные стержни практически без кислорода, которые были в ужасной форме физически, и катались они идеально по проводимости, и с медью не было никаких проблем, так что если мы плавим медь в нейтральной атмосфере, она из этого не следует, что можно было бы обойтись без закиси меди и получить идеальную отливку.
Лучшая печь для плавки меди — Выгодные предложения на печь для плавки меди от глобальной печи для плавки меди
Отличные новости !!! Вы попали в нужное место для печи для плавки меди. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта верхняя печь для плавки меди скоро станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели печь для плавки меди на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта верхняя печь для плавки меди скоро станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели печь для плавки меди на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в печи для плавки меди и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести печь для плавки меди по самой выгодной цене.
Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести печь для плавки меди по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
электропечи для плавки меди, электропечи для плавки меди Поставщики и производители на Alibaba.com
Оцените широкий спектр высококачественных, эффективных и надежных. Электропечь для плавки меди на Alibaba.com для различных коммерческих и промышленных требований к плавке. Эти эффективные продукты на объекте не только эффективны, но и чрезвычайно надежны и достаточно прочные, чтобы прослужить долгое время. Файл. Электропечь для плавки меди отличается термостойкостью, импровизированными модернизированными процедурами плавки для выполнения точных качественных работ и также широко популярна среди торговцев золотом.Эти. Электропечь для плавки меди предлагается на сайте ведущими поставщиками и оптовиками по конкурентоспособным ценам и сделкам.
Эти эффективные продукты на объекте не только эффективны, но и чрезвычайно надежны и достаточно прочные, чтобы прослужить долгое время. Файл. Электропечь для плавки меди отличается термостойкостью, импровизированными модернизированными процедурами плавки для выполнения точных качественных работ и также широко популярна среди торговцев золотом.Эти. Электропечь для плавки меди предлагается на сайте ведущими поставщиками и оптовиками по конкурентоспособным ценам и сделкам. Профессиональное и оптимальное качество. Электропечь для плавки меди на месте изготовлена из высококачественных материалов, таких как металлы, с длительным сроком службы и устойчивой к любым видам использования. Эти продукты доступны с различными типами печей и оснащены точным контролем температуры. Файл. Электропечь для плавки меди на этом объекте оснащена прочным корпусом, имеет водяное охлаждение, распылительное охлаждение и автоматическую систему управления ПЛК. Купите это. электрическая печь для плавки меди здесь, чтобы максимизировать вашу производительность и это тоже с точки зрения энергоэффективности.
Купите это. электрическая печь для плавки меди здесь, чтобы максимизировать вашу производительность и это тоже с точки зрения энергоэффективности.
Alibaba.com предлагает несколько вариантов. электрическая печь для плавки меди различных размеров, форм, цветов, характеристик и типов печей, таких как дуговая печь, сушильная печь, печь отжига и многие другие. Эти прибыльные и продуктивные. Электропечь для плавки меди идеальна для сталелитейных заводов и различных производственных компаний благодаря своей эффективности и экологичности.Эти продукты просты в установке и недороги в обслуживании. Эти. Электропечи для плавки меди оснащены мощными термостойкими двигателями, которые помогают добиться оптимальной производительности и снизить затраты на рабочую силу.
Просмотрите отдельные категории. Электропечь для плавки меди доступна на Alibaba.com, и покупайте эти продукты в рамках своего бюджета и требований. Эти продукты имеют сертификаты ISO, CE и доступны как OEM-заказы при оптовых закупках.При покупке этих продуктов предлагается квалифицированное послепродажное обслуживание.
Эти продукты имеют сертификаты ISO, CE и доступны как OEM-заказы при оптовых закупках.При покупке этих продуктов предлагается квалифицированное послепродажное обслуживание.
Узнайте, как плавить медь с помощью индукционных плавильных печей
2 июня 2014 г., Чарли Парсана,
Медь — переходный металл, а это значит, что она хорошо проводит электричество и тепло. Это делает его особенно ценным для строительства, проводов, трубопроводов и многих других часто используемых предметов. Его легко расплавить и придать ему любую форму, которая нужна пользователю. Эта статья вкратце объяснит процесс плавки меди и почему индукционная печь является идеальным средством для этого.
Плавление меди
Медь плавится при 1981,4 градуса по Фаренгейту или 1083 градуса Цельсия. Вопрос о том, как плавить медь, прост. Вам понадобится печь, способная нагревать металл до температуры выше этой и поддерживать тепло.
Загрузите медный лом в тигель (печь) и включите печь. Как только вы достигнете точки плавления, поддерживайте температуру на стабильном уровне, пока вся медь не станет жидкой. Индукционная печь сохраняет тепло на стабильном уровне лучше, чем другие виды печей, и может обеспечить более плавное и стабильное производство, а это означает, что ваш конечный продукт будет прочнее.
Как только вы достигнете точки плавления, поддерживайте температуру на стабильном уровне, пока вся медь не станет жидкой. Индукционная печь сохраняет тепло на стабильном уровне лучше, чем другие виды печей, и может обеспечить более плавное и стабильное производство, а это означает, что ваш конечный продукт будет прочнее.
Удаление окалины
Вероятно, на поверхности, образованной из минеральных отходов, наверху будет окалина. Этот шлак должен быть удален с поверхности, чтобы ваша медь была настолько чистой, насколько это возможно.
Удаление меди из печи
Последний шаг — снять медь с нагрева и передать ее в формы или другое формовочное оборудование. Это нужно делать быстро, так как расплавленная медь затвердеет после снятия с огня и может испортить тигель.Используйте щипцы или наклоните печь, чтобы перелить расплавленный металл в форму.
С усовершенствованной индукционной печью, которая может обеспечить КПД от 60 до 75%, она чистая и обеспечивает однородность и чистоту при окончательной поставке, является идеальным средством плавления меди.
Индукционные печи и плавление меди
Хотя существует множество печей, способных достигать точки плавления меди, система индукционной плавки является идеальным средством плавления меди, поскольку в этих печах для передачи используется электрическая катушка низкого напряжения и высокого тока. тепловая энергия эффективно и легко регулируется.Индукционная плавка — это предварительный процесс плавления, который более безопасен, чем другие процессы плавления.
(PDF) Усовершенствованный механизм нагрева электропечи для плавления металлов в традиционном литейном производстве
ТОМ. 10, NO. 21, НОЯБРЬ 2015 ISSN 1819-6608
ARPN Журнал инженерных и прикладных наук
© Азиатская исследовательская издательская сеть (ARPN), 2006-2015.Все права защищены.
www.arpnjournals.com
9659
УЛУЧШЕННЫЙ МЕХАНИЗМ НАГРЕВА ЭЛЕКТРИЧЕСКОГО МЕТАЛЛА
ПЛАВЛЕННАЯ ПЕЧЬ В ТРАДИЦИОННОМ ПРОИЗВОДСТВЕ
Тасним Фирдаус, производственный факультет, 1,21 и Zakair, Инженерный факультет, г. Исламский университет Малайзии, Куала
Исламский университет Малайзии, Куала
Лумпур, Малайзия
2 Кафедра машиностроения, Политекник Султан Хаджи Ахмад Шах, Куантан, Паханг, Малайзия
Электронная почта: azrul @ polisas.edu.my
РЕФЕРАТ
Владение печью для плавки металлов очень дорого; около 60 000 ринггитов для дизельной печи емкостью 3 литра
и может быть выше в зависимости от емкости тигля. Из-за высокой стоимости сырья, то есть меди и алюминия,
металлургическая промышленность стала дорогостоящей отраслью и обузой, особенно для мелких операторов. Таким образом, это исследование
направлено на изменение формы тепловой камеры в электрической печи с целью повышения эффективности, и в то же время
является доступным для поддержки традиционного литейного производства.Электропечь разработана на основе индукционной концепции, и змеевик
использовался в качестве нагревателя для плавления цветных металлов, а именно алюминия или латуни. Концептуальный проект печи
с использованием Solid Works учитывал несколько важных критериев; это эффективность печи, коммерческий дизайн
, стоимость, механизм нагрева печи, форма тепловой камеры, поток внутреннего сгорания
и подвижность печи. Затем критерии анализируются с помощью метода матричной оценки (MEM), чтобы найти
Затем критерии анализируются с помощью метода матричной оценки (MEM), чтобы найти
окончательный дизайн, который соответствует критериям. С помощью компьютерного моделирования было обнаружено, что тепловой поток за счет индукции
аккумулирует все пространство в печи и способен полностью расплавить металл. Результаты повторных экспериментов
показывают, что время плавления алюминия составляет всего 45 минут для количества 1 кг при температуре
740 ° C.Такая конструкция индукционной печи оказалась достаточно эффективной (78,53%) и очень экономичной (RM
5160). Таким образом, эта печь может быть хорошим решением для традиционных литейных предприятий, особенно в Малайзии.
Ключевые слова: усовершенствованный механизм нагрева, металлоплавильная печь, повышенный КПД, традиционное литейное производство.
ВВЕДЕНИЕ
Есть четыре типа печей, которые обычно используются
для плавки металла; кислородная печь, дуговая электродуговая печь
и погружная печь. Доменная печь
Доменная печь
по-прежнему сохраняет доминирующее положение как массовый производитель горячего металла
прошлых веков [1]. Было проведено множество экспериментов
и моделирования, которые были проведены для
, которые улучшили производительность доменной печи [2]. Анализ переноса тепла
является одним из основных исследований, направленных на повышение производительности печи
[3]. Доменная печь имеет конусообразную форму башни
высотой 20-30 м и диаметром 5-7
м.Он разделен на две части; которая представляет собой камеру сгорания
икирпичной конструкции. Камера сгорания — это
место, где газ и свежий воздух доставляются в топку
для сжигания. Доменная печь
обычно используется для плавки чугуна или стальных слитков.
В кислородной печи используется чистый кислород
при выплавке стали или чугуна. Он может перемещаться по горизонтали
ипо вертикали. В то время как печь заполняется жидким чугуном и
30% стального лома в печь в наклонном положении, затем
устанавливают печь. Этот тип печи может производить высококачественную сталь
Этот тип печи может производить высококачественную сталь
, что в среднем быстрее по времени
[4]. Что касается электродуговой печи, она имеет высокую производительность и более проста в обращении, чем другие печи, из-за низкого уровня кислорода
в печи, она подходит для производства стального сплава
из смешанного металла, который не вступает в реакцию. с
кислородом. Эта печь широко применяется и соответствует
марке сталии увеличивает производство инструментальной стали
и стальных сплавов без использования качественных
идорогих видов топлива [5].
Погружные печи можно разделить на две части;
, т.е. низкотемпературное плавление и высокотемпературное
плавление [6]. Тепло генерируется за счет горения или электрического сопротивления
внутри трубки, погруженной в расплавленный материал
. Тепло эффективно передается расплавленному материалу
через стенку трубки за счет теплопроводности.
Горючие газы никогда не контактируют с расплавленным металлом.
снижает потери от окисления и улучшает передачу тепла
расплавленному металлу.КПД цинковой иммерсионной печи
составляет от 63 до 67% и обеспечивает скорость плавления от
до 1600 фунтов / час.
Хотя иммерсионная печь
хорошо зарекомендовала себя для плавки цинка, в настоящее время она не очень хорошо приспособлена для плавки металлов
с более высокими температурами плавления. Защитные керамические покрытия
создают тепловой барьер, снижая эффективность плавления
. В США несколько промышленных технологических программ
(ITP) для проектов по литью металлов
в настоящее время сосредоточены на коммерческом внедрении этой технологии
.Один спонсируемый ITP проект направлен на удовлетворение критической потребности
в современных материалах, которые легче,
прочнее и более устойчивы к коррозии, чем металлы. Работа
была проделана для оптимизации работы горелок с погружными трубчатыми трубками
, армированных карбидным волокном, армированных нитридными связями и карбидными волокнами
Композитные (CFCC) для плавления алюминия и других легких металлов
.
Проект подтвердил, что материалы CFCC стабильны в расплавленном алюминии
и в дымовых газах в течение длительных периодов времени.
При испытаниях на промышленной площадке погружная трубка
выдержала более 1000 часов и 31 цикл в печи для литья алюминия
. В другом тесте погружная трубка
успешно проработала в печи 1752 часа.
Гидравлические наклоняемые печи и нагревательные элементы
Тигельные наклоняемые печи для меди, алюминия, цинка
Silcarb производит гидравлические наклоняемые печи с энергоэффективными нагревательными элементами из карбида кремния в качестве источника тепла.Эти печи варьируются от 200 кг алюминия до 1000 кг алюминия. Производятся медные печи емкостью от 200 кг до 1 тонны.
Температура точно контролируется с помощью высококачественных ПИД-регуляторов и тиристорных приводов с фазовым регулированием.
Тигельные печи — это печи небольшой мощности, используемые для небольших плавильных операций или исключительно в качестве раздаточных печей. Металл помещают или заливают в керамический тигель, который находится в круглой печи, работающей от газовой горелки или нагреваемой электрическими элементами.Топливным топливом обычно является кокс, нефть, газ или электричество. Преимущество газовых тигельных печей состоит в том, что они обладают высокой производительностью расплава на квадратный фут требуемой площади пола. Они, пожалуй, самые гибкие из всех стилей печей. Менее подверженные частой езде на велосипеде, они обеспечивают более быстрый запуск и восстановление температуры.
Металл помещают или заливают в керамический тигель, который находится в круглой печи, работающей от газовой горелки или нагреваемой электрическими элементами.Топливным топливом обычно является кокс, нефть, газ или электричество. Преимущество газовых тигельных печей состоит в том, что они обладают высокой производительностью расплава на квадратный фут требуемой площади пола. Они, пожалуй, самые гибкие из всех стилей печей. Менее подверженные частой езде на велосипеде, они обеспечивают более быстрый запуск и восстановление температуры.
Silcarb имеет более 1100 тигельных печей, которые в настоящее время работают в Индии и во всем мире.
Silcarb производит тигельные печи с основными источниками тепла: электричество, газ, тяжелое топливо.Эти тигельные печи могут использоваться для плавления алюминия, меди, латуни и, фактически, большинства цветных металлов. В электрическом диапазоне тигельных печей, которые производит Silcarb, источником тепла обычно является нагреватель из карбида кремния, который изготавливается на месте. Эти нагреватели обладают высокой энергоэффективностью и обеспечивают энергопотребление всего 11 единиц энергии для хранения 500 кг расплавленного металла.
Эти нагреватели обладают высокой энергоэффективностью и обеспечивают энергопотребление всего 11 единиц энергии для хранения 500 кг расплавленного металла.
Нагревателей в сочетании с огнеупорной изоляцией silcarb о микропористой изоляции и изоляции с низкой плотностью делают эту печь очень низкую энергию, низкий капитал, низкие печи обслуживания.Средняя продолжительность жизни ожидается, из этой комбинации огнеупорной изоляции и нагревателей обычно составляет 5-7 лет непрерывной работы.
То же самое сочетание огнеупорной изоляции также распространяется на системы нашего топливе (газ, тяжелое топливо). Системы сжигания, используемые в печи силикарб, полностью адаптированы для применения в цветных металлах.Рекуперация, системы прямого пламени используются для повышения эффективности. Дымоходы внутри печи имеют удлиненную форму, чтобы максимально «провести время» в горячей зоне печи.Silcarb имеет уникальную сигнализацию «отказа тигля», встроенную во все тигельные печи в качестве меры безопасности.
Все автоматизированные системы управления с системами измерения температуры расплавленного металла позволяют поддерживать температуру алюминия в жестких допусках.
Silcarb имеет несколько электрических и газовых наклонных печей Хью, работающих в таких областях, как алюминий, цинк, медь и латунь. В этих печах используется тигель из карбида кремния в качестве емкости для хранения металла. Эти тигли из карбида кремния имеют выступы, обеспечивающие легкое течение металла.
Печи наклонены по оси «выступа», чтобы обеспечить сбор металла в одной точке во время наклона. Лучшая в своем классе гидравлика используется в качестве механизма наклона, а высокотемпературные уплотнения viteon вместе с амортизаторами используются для плавного наклона. Различные блокировки безопасности, такие как «отключение электричества» в середине разливки металла, были устранены в наших печах с учетом практического опыта, накопленного в течение многих лет, и произведены сотни печей.
Блокировка тигля с огнеупором в нужных областях — один из аспектов, усовершенствованных в наклонной печи для алюминия Silcarb.Когда каждые 45 минут к оси губки наклоняется более одной тонны горячей жидкости, на керамические тигли действуют огромные механические и термические нагрузки.
Прямые углы и давление блокировки тигля обеспечивают долговечность этого дорогостоящего расходного материала.
Жесткие рамные конструкции и подшипники из фосфористой бронзы, специально изготовленные в машинном центре Silcarb, обеспечивают гарантированный 10-летний срок службы системы наклона. Все кабели, используемые в наших наклонных печах, представляют собой высокотемпературные силиконовые кабели с оплеткой, которые наклоняются вместе с печью.
Silcarb производит специальные наклоняемые печи для плавления стружки низкой плотности, где требуется точный контроль температуры. Опциональная продувка поверхности азотом обеспечивает очень небольшое окисление поверхности. По запросу доступны механизмы перемешивания для создания вихря для погружения стружки, или медленный вихрь может быть создан с целью легирования.
Для получения дополнительной информации о печах…
Щелкните здесь, чтобы загрузить брошюру о печах
Очистка медеплавильных шлаков в электропечи с использованием отработанного кулинарного масла
Р. Шридхар, Дж.М. Тогури и С. Симеонов: Металл. Mater. Пер. Б. , 1997, т. 28. С. 191-200.
CAS Статья Google ученый
S. Demetrio, S.A.J. Ахумада, М.А. Дуран, Э. Маст, У. Рохас, Х. Сануэза, П. Рейес и Э. Моралес: JOM , 2000, т. 52, с. 20-25.
CAS Статья Google ученый
A. Warczok, G.Риверос, П. Эчеверриа, К. Диас, Х. Шварце и Г. Санчес: Can. Металл. В. , 2013, т. 41, с. 465-73.
Артикул Google ученый
Н. Карими, Р. Вагар и М.Р.Т. Мохаммади: J. Inst. Англ. India Ser. Д., 2013, т. 94, с. 43-50.
Артикул Google ученый
А. Саррафи, Б. Рахмати, Х. Р. Хассани и Х. Х. А. Ширази: Шахтер.Англ. , 2004, т. 17. С. 457-59.
CAS Статья Google ученый
У. Кумар, С. Маруфи, Р. Раджарао, М. Майяс, И. Мансури, Р.К. Джоши и В. Сахаджвалла: J. Clean. Prod. , 2017, т. 158, стр. 218-24.
CAS Статья Google ученый
С. Чжоу, Ю. Вэй, Б. Ли и Х. Ван: J. Clean. Prod. , 2019, т. 217, стр.423-31.
CAS Статья Google ученый
Z. Zuo, Q. Yu, M. Wei, H. Xie, W. Duan, K. Wang и Q. Qin: J. Therm. Анальный. Калорим. , 2016, т. 126, с. 481-91.
CAS Статья Google ученый
С. Чен и Л. Сюй: China Food Drug Adm. Mag., 2018, vol. 4. С. 50-53. (На китайском языке)
Google ученый
C.D. Mandolesi de Araújo, C.C. де Андраде, Э. де Соуза и Сильва и Ф.А. Дюпа: Renew. Выдержать. Energy Rev. , 2013, т. 27. С. 445–52.
M.J.A. Ромеро, А. Пицци, Дж. Тоскано, Дж. Буска, Б. Босио и Э. Арато: Управление отходами. , 2016, т. 47, с. 62-68.
CAS Статья Google ученый
С. Чжоу, Ю. Вэй, С. Чжан, Б. Ли, Х. Ван, Ю. Ян и М. Барати: J.Чистый. Prod. , 2019, т. 236, 117668.
CAS Статья Google ученый
С. Чжоу, Ю. Вэй, Б. Ли и Х. Ван: Металл. Mater. Пер. Б. , 2018, т. 49, с. 3086-96.
Артикул Google ученый
Дж. О и Д. Но: Топливо , 2017, т. 196, стр. 144-53.
CAS Статья Google ученый
Х. Чжан, Х. Ши, З. Бо и Х. Синь: Металл. Mater. Пер. Б. , 2014, т. 45, с. 582-89.
Google ученый
J.H. Хео, Б.С. Ким и Дж. Парк: Металл. Mater. Пер. Б. , 2013, т. 44, с. 1352-63.
Артикул Google ученый
W.K. Йозвяк, Э. Качмарек, Т. Maniecki, W. Ignaczak и W. Maniukiewicz: Appl.Катал. А , 2007 г., т. 326, стр. 17-27.
CAS Статья Google ученый
X. Хуан: Принципы металлургии железа и стали, 3-е изд., Metallurgical Industry Press, Пекин, 2002, стр. 418–19 (на китайском языке)
Google ученый
Х.Дж. Грабке: Металл. Пер. , 1970, т. 1. С. 2972-75.
CAS Google ученый
Р. Шридхар, Дж.М. Тогури и С. Симеонов: JOM , 1997, т. 49, с. 48-52.
CAS Статья Google ученый
P.K. Ивамаса и Р.Дж. Fruehan: ISIJ Int. , 1996, т. 36, стр. 1319-27.
CAS Статья Google ученый
П. Курсоль, Н. Кардона Валенсия, П. Макки, С. Белл и Б. Дэвис: JOM , 2013, т.64, с. 1305-13.
Артикул Google ученый
Дж. М. Тогури и Н. Х. Сантандер: Кан. Металл. В. , 1969, т. 8. С. 167-71.
CAS Статья Google ученый
P.J. Mackey: Can. Металл. В. , 1982, т. 21. С. 221-60.
CAS Статья Google ученый
М. Нагамори: Металл. Пер. , 1974, т. 5. С. 531-38.
Артикул Google ученый