Право на использование базы данных «ГЭСН, ФЕР-2001 (в ред. 2014 г. с Изм. № 1, № 2, № 3)»* на одно рабочее место
Право на использование базы данных «ГЭСН, ФЕР-2001 (в ред. 2014 г. с Изм. № 1, № 2, № 3)»* на одно рабочее место
* Изменение № 1 к базе данных «ГЭСН, ФЕР-2001 (в ред. 2014 г.)» введено в соответствии с приказом Минстроя РФ № 703/пр от 12.11.2014 г.;
Изменение № 2 к базе данных «ГЭСН, ФЕР-2001 (в ред. 2014 г.)» введено в соответствии с приказом Минстроя РФ № 899/пр от 11.12.2015 г.;
Изменение № 3 к базе данных «ГЭСН, ФЕР-2001 (в ред. 2014 г.)» введено в соответствии с приказом Минстроя РФ № 41/пр от 24.01.2017 г.
Государственные элементные сметные нормы (ГЭСН) на строительные и специальные строительные работы. Редакция 2014 г.
ГЭСН-2001 Общие положения. Исчисление объёмов работ
ГЭСН-2001 Часть 1. Земляные работы
ГЭСН-2001 Часть 2. Горно-вскрышные работы
ГЭСН-2001 Часть 3. Буровзрывные работы
ГЭСН-2001 Часть 4.
ГЭСН-2001 Часть 5. Свайные работы, опускные колодцы, закрепление грунтов
ГЭСН-2001 Часть 6. Бетонные и железобетонные конструкции монолитные
ГЭСН-2001 Часть 7. Бетонные и железобетонные конструкции сборные
ГЭСН-2001 Часть 8. Конструкции из кирпича и блоков
ГЭСН-2001Часть 9. Строительные металлические конструкции
ГЭСН-2001 Часть 10. Деревянные конструкции
ГЭСН-2001 Часть 11. Полы
ГЭСН-2001 Часть 12. Кровли
ГЭСН-2001 Часть 13. Защита строительных конструкций и оборудования от коррозии
ГЭСН-2001 Часть 14. Конструкции в сельском строительстве
ГЭСН-2001 Часть 15. Отделочные работы
ГЭСН-2001 Часть 16. Трубопроводы внутренние
ГЭСН-2001 Часть 17. Водопровод и канализация — внутренние устройства
ГЭСН-2001 Часть 18. Отопление — внутренние устройства
ГЭСН-2001 Часть 19. Газоснабжение — внутренние устройства
ГЭСН-2001 Часть 20. Вентиляция и кондиционирование воздуха
ГЭСН-2001 Часть 21. Временные сборно-разборные здания и сооружения
ГЭСН-2001 Часть 22.
 Водопровод — наружные сети
Водопровод — наружные сетиГЭСН-2001 Часть 23. Канализация — наружные сети
ГЭСН-2001 Часть 24. Теплоснабжение и газопроводы — наружные сети
ГЭСН-2001 Часть 25. Магистральные и промысловые трубопроводы
ГЭСН-2001 Часть 26. Теплоизоляционные работы
ГЭСН-2001 Часть 27. Автомобильные дороги
ГЭСН-2001 Часть 28. Железные дороги
ГЭСН-2001 Часть 29. Тоннели и метрополитены
ГЭСН-2001 Часть 30. Мосты и трубы
ГЭСН-2001 Часть 31. Аэродромы
ГЭСН-2001 Часть 32. Трамвайные пути
ГЭСН-2001 Часть 33. Линии электропередачи
ГЭСН-2001 Часть 34. Сооружения связи, радиовещания и телевидения
ГЭСН-2001 Часть 35. Горнопроходческие работы
ГЭСН-2001 Часть 36. Земляные конструкции гидротехнических сооружений
ГЭСН-2001 Часть 37. Бетонные и железобетонные конструкции гидротехнических сооружений
ГЭСН-2001 Часть 38. Каменные конструкции гидротехнических сооружений
ГЭСН-2001 Часть 40.
 Деревянные конструкции гидротехнических сооружений
Деревянные конструкции гидротехнических сооруженийГЭСН-2001 Часть 41. Гидроизоляционные работы в гидротехнических сооружениях
ГЭСН-2001 Часть 42. Берегоукрепительные работы
ГЭСН-2001 Часть 43. Судовозные пути стапелей и слипов
ГЭСН-2001 Часть 44. Подводно-строительные (водолазные) работы
ГЭСН-2001 Часть 45. Промышленные печи и трубы
ГЭСН-2001 Часть 46. Работы при реконструкции зданий и сооружений
ГЭСН-2001 Часть 47. Озеленение, защитные лесонасаждения
ГЭСН-2001 Приложения
Государственные элементные сметные нормы (ГЭСНм) на монтаж оборудования. Редакция 2014 г.
ГЭСНм-2001 Общие положения
ГЭСНм-2001 Часть 1. Металлообрабатывающее оборудование
ГЭСНм-2001 Часть 2. Деревообрабатывающее оборудование
ГЭСНм-2001 Часть 4. Дробильно-размольное, обогатительное и агломерационное оборудование
ГЭСНм-2001 Часть 5. Весовое оборудование
ГЭСНм-2001 Часть 6. Теплосиловое оборудование
ГЭСНм-2001 Часть 7.
 Компрессорные установки, насосы и вентиляторы
Компрессорные установки, насосы и вентиляторыГЭСНм-2001 Часть 8. Электротехнические установки
ГЭСНм-2001 Часть 9. Электрические печи
ГЭСНм-2001 Часть 10. Оборудование связи
ГЭСНм-2001 Часть 11. Приборы, средства автоматизации и вычислительной техники
ГЭСНм-2001 Часть 12. Технологические трубопроводы
ГЭСНм-2001 Часть 13. Оборудование атомных электрических станций
ГЭСНм-2001 Часть 14. Оборудование прокатных производств
ГЭСНм-2001 Часть 15. Оборудование для очистки газов
ГЭСНм-2001 Часть 16. Оборудование предприятий черной металлургии
ГЭСНм-2001 Часть 17. Оборудование предприятий цветной металлургии
ГЭСНм-2001 Часть 19. Оборудование предприятий угольной и торфяной промышленности
ГЭСНм-2001 Часть 20. Оборудование сигнализации, централизации, блокировки и контактной сети на железнодорожном транспорте
ГЭСНм-2001 Часть 21. Оборудование метрополитенов и тоннелей
ГЭСНм-2001 Часть 22.
 Оборудование гидроэлектрических станций и гидротехнических сооружений
Оборудование гидроэлектрических станций и гидротехнических сооруженийГЭСНм-2001 Часть 23. Оборудование предприятий электротехнической промышленности
ГЭСНм-2001 Часть 24. Оборудование предприятий промышленности строительных материалов
ГЭСНм-2001 Часть 25. Оборудование предприятий целлюлозно-бумажной промышленности
ГЭСНм-2001 Часть 26. Оборудование предприятий текстильной промышленности
ГЭСНм-2001 Часть 27. Оборудование предприятий полиграфической промышленности
ГЭСНм-2001 Часть 28. Оборудование предприятий пищевой промышленности
ГЭСНм-2001 Часть 29. Оборудование театрально-зрелищных предприятий
ГЭСНм-2001 Часть 30. Оборудование зернохранилищ и предприятий по переработке зерна
ГЭСНм-2001 Часть 31. Оборудование предприятий кинематографии
ГЭСНм-2001 Часть 32. Оборудование предприятий электронной промышленности и промышленности средств связи
ГЭСНм-2001 Часть 33. Оборудование предприятий легкой промышленности
ГЭСНм-2001 Часть 34. Оборудование учреждений здравоохранения и предприятий медицинской промышленности
ГЭСНм-2001 Часть 35.
 Оборудование сельскохозяйственных производств
Оборудование сельскохозяйственных производствГЭСНм-2001 Часть 36. Оборудование предприятий бытового обслуживания и коммунального хозяйства
ГЭСНм-2001 Часть 37. Оборудование общего назначения
ГЭСНм-2001 Часть 38. Изготовление технологических металлических конструкций в условиях производственных баз
ГЭСНм-2001 Часть 39. Контроль монтажных сварных соединений
ГЭСНм-2001 Приложения
Государственные элементные сметные нормы (ГЭСНмр) на капитальный ремонт оборудования. Редакция 2014 г.
ГЭСНмр-2001 Общие положения. Приложения
ГЭСНмр-2001 Часть 1. Капитальный ремонт и модернизация оборудования лифтов
ГЭСНмр-2001 Часть 2. Ревизия трубопроводной арматуры
Государственные элементные сметные нормы (ГЭСНп) на пусконаладочные работы. Редакция 2014 г.
ГЭСНп-2001 Общие положения. Исчисление объёмов работ
ГЭСНп-2001 Часть 1. Электротехнические устройства
ГЭСНп-2001 Часть 2. Автоматизированные системы управления
ГЭСНп-2001 Часть 3. Системы вентиляции и кондиционирования
ГЭСНп-2001 Часть 5. Металлообрабатывающее оборудование
ГЭСНп-2001 Часть 6. Холодильные и компрессорные установки
ГЭСНп-2001 Часть 7. Теплоэнергетическое оборудование
ГЭСНп-2001 Часть 8. Деревообрабатывающее оборудование
ГЭСНп-2001 Часть 9. Сооружения водоснабжения и канализации
ГЭСНп-2001 Часть 16. Устройства автоматики и телемеханики на железнодорожном транспорте
ГЭСНп-2001 Приложения
Государственные элементные сметные нормы (ГЭСНр) на ремонтно-строительные работы. Редакция 2014 г.
ГЭСНр-2001
Федеральные единичные расценки (ФЕР) на строительные и специальные строительные работы. Редакция 2014 г.
ФЕР-2001 Общие положения. Исчисление объёмов работ
Исчисление объёмов работ
ФЕР-2001 Часть 1. Земляные работы
ФЕР-2001 Часть 2. Горно-вскрышные работы
ФЕР-2001 Часть 3. Буровзрывные работы
ФЕР-2001 Часть 4. Скважины
ФЕР-2001 Часть 5. Свайные работы, опускные колодцы, закрепление грунтов
ФЕР-2001 Часть 6. Бетонные и железобетонные конструкции монолитные
ФЕР-2001 Часть 7. Бетонные и железобетонные конструкции сборные
ФЕР-2001 Часть 8. Конструкции из кирпича и блоков
ФЕР-2001 Часть 9. Строительные металлические конструкции
ФЕР-2001 Часть 10. Деревянные конструкции
ФЕР-2001 Часть 11. Полы
ФЕР-2001 Часть 12. Кровли
ФЕР-2001 Часть 13. Защита строительных конструкций и оборудования от коррозии
ФЕР-2001 Часть 14. Конструкции в сельском строительстве
ФЕР-2001 Часть 15.
ФЕР-2001 Часть 16. Трубопроводы внутренние
ФЕР-2001 Часть 17. Водопровод и канализация — внутренние устройства
ФЕР-2001 Часть 18. Отопление — внутренние устройства
ФЕР-2001 Часть 19. Газоснабжение — внутренние устройства
ФЕР-2001 Часть 20. Вентиляция и кондиционирование воздуха
ФЕР-2001 Часть 21. Временные сборно-разборные здания и сооружения
ФЕР-2001 Часть 22. Водопровод — наружные сети
ФЕР-2001 Часть 23. Канализация — наружные сети
ФЕР-2001 Часть 24. Теплоснабжение и газопроводы — наружные сети
ФЕР-2001 Часть 26. Теплоизоляционные работы
ФЕР-2001 Часть 27. Автомобильные дороги
ФЕР-2001 Часть 28. Железные дороги
ФЕР-2001 Часть 29. Тоннели и метрополитены
ФЕР-2001 Часть 30. Мосты и трубы
Мосты и трубы
ФЕР-2001 Часть 31. Аэродромы
ФЕР-2001 Часть 32. Трамвайные пути
ФЕР-2001 Часть 33. Линии электропередачи
ФЕР-2001 Часть 34. Сооружения связи, радиовещания и телевидения
ФЕР-2001 часть 35. Горнопроходческие работы
ФЕР-2001 Часть 36. Земляные конструкции гидротехнических сооружений
ФЕР-2001 Часть 37. Бетонные и железобетонные конструкции гидротехнических сооружений
ФЕР-2001 Часть 38. Каменные конструкции гидротехнических сооружений
ФЕР-2001 Часть 39. Металлические конструкции гидротехнических сооружений
ФЕР-2001 Часть 40. Деревянные конструкции гидротехнических сооружений
ФЕР-2001 Часть 41. Гидроизоляционные работы в гидротехнических сооружениях
ФЕР-2001 Часть 42. Берегоукрепительные работы
ФЕР-2001 Часть 43. Судовозные пути стапелей и слипов
Судовозные пути стапелей и слипов
ФЕР-2001 Часть 44. Подводно-строительные (водолазные) работы
ФЕР-2001 Часть 45. Промышленные печи и трубы
ФЕР-2001 Часть 46. Работы при реконструкции зданий и сооружений
ФЕР-2001 Часть 47. Озеленение, защитные лесонасаждения
ФЕР-2001 Приложения. Книга 1
ФЕР-2001 Приложения. Книга 2
Федеральные единичные расценки (ФЕРм) на монтаж оборудования. Редакция 2014 г.
ФЕРм-2001 Общие положения
ФЕРм-2001 Часть 1. Металлообрабатывающее оборудование
ФЕРм-2001 Часть 2. Деревообрабатывающее оборудование
ФЕРм-2001 Часть 3. Подъемно-транспортное оборудование
ФЕРм-2001 Часть 4. Дробильно-размольное, обогатительное и агломерационное оборудование
ФЕРм-2001 Часть 5. Весовое оборудование
Весовое оборудование
ФЕРм-2001 Часть 6. Теплосиловое оборудование
ФЕРм-2001 Часть 7. Компрессорные установки, насосы и вентиляторы
ФЕРм-2001 Часть 8. Электротехнические установки
ФЕРм-2001 Часть 9. Электрические печи
ФЕРм-2001 Часть 10. Оборудование связи
ФЕРм-2001 Часть 11. Приборы, средства автоматизации и вычислительной техники
ФЕРм-2001 Часть 12. Технологические трубопроводы
ФЕРм-2001 Часть 13. Оборудование атомных электрических станций
ФЕРм-2001 Часть 14. Оборудование прокатных производств
ФЕРм-2001 Часть 15. Оборудование для очистки газов
ФЕРм-2001 Часть 16. Оборудование предприятий черной металлургии
ФЕРм-2001 Часть 17. Оборудование предприятий цветной металлургии
ФЕРм-2001 Часть 18. Оборудование предприятий химической и нефтеперерабатывающей промышленности
Оборудование предприятий химической и нефтеперерабатывающей промышленности
ФЕРм-2001 Часть 19. Оборудование предприятий угольной и торфяной промышленности
ФЕРм-2001 Часть 20. Оборудование сигнализации, централизации, блокировки и контактной сети на железнодорожном транспорте
ФЕРм-2001 Часть 21. Оборудование метрополитенов и тоннелей
ФЕРм-2001 Часть 22. Оборудование гидроэлектрических станций и гидротехнических сооружений
ФЕРм-2001 Часть 23. Оборудование предприятий электротехнической промышленности
ФЕРм-2001 Часть 24. Оборудование предприятий промышленности строительных материалов
ФЕРм-2001 Часть 25. Оборудование предприятий целлюлозно-бумажной промышленности
ФЕРм-2001 Часть 26. Оборудование предприятий текстильной промышленности
ФЕРм-2001 Часть 27. Оборудование предприятий полиграфической промышленности
ФЕРм-2001 Часть 28. Оборудование предприятий пищевой промышленности
Оборудование предприятий пищевой промышленности
ФЕРм-2001 Часть 29. Оборудование театрально-зрелищных предприятий
ФЕРм-2001 Часть 30. Оборудование зернохранилищ и предприятий по переработке зерна
ФЕРм-2001 Часть 31. Оборудование предприятий кинематографии
ФЕРм-2001 Часть 32. Оборудование предприятий электронной промышленности и промышленности средств связи
ФЕРм-2001 Часть 33. Оборудование предприятий легкой промышленности
ФЕРм-2001 Часть 34. Оборудование учреждений здравоохранения и предприятий медицинской промышленности
ФЕРм-2001 Часть 35. Оборудование сельскохозяйственных производств
ФЕРм-2001 Часть 36. Оборудование предприятий бытового обслуживания и коммунального хозяйства
ФЕРм-2001 Часть 37. Оборудование общего назначения
ФЕРм-2001 Часть 38. Изготовление технологических металлических конструкций в условиях производственных баз
ФЕРм-2001 Часть 39. Контроль монтажных сварных соединений
Контроль монтажных сварных соединений
ФЕРм-2001 Часть 40. Дополнительное перемещение оборудования и материальных ресурсов сверх предусмотренного в сборниках федеральных единичных расценок на монтаж оборудования
ФЕРм-2001 Приложения
Федеральные единичные расценки (ФЕРмр) на капитальный ремонт оборудования. Редакция 2014 г.
ФЕРмр-2001 Общие положения. Приложения
ФЕРмр-2001 Часть 1. Капитальный ремонт и модернизация оборудования лифтов
ФЕРмр-2001 Часть 2. Ревизия трубопроводной арматуры
Федеральные единичные расценки (ФЕРп) на пусконаладочные работы. Редакция 2014 г.
ФЕРп-2001 Общие положения
ФЕРп-2001 Часть 1. Электротехнические устройства
ФЕРп-2001 Часть 2. Автоматизированные системы управления
ФЕРп-2001 Часть 3. Системы вентиляции и кондиционирования
ФЕРп-2001 Часть 4. Подъемно-транспортное оборудование
Подъемно-транспортное оборудование
ФЕРп-2001 Часть 5. Металлообрабатывающее оборудование
ФЕРп-2001 Часть 6. Холодильные и компрессорные установки
ФЕРп-2001 Часть 7. Теплоэнергетическое оборудование
ФЕРп-2001 Часть 8. Деревообрабатывающее оборудование
ФЕРп-2001 Часть 9. Сооружения водоснабжения и канализации
ФЕРп-2001 Часть 16. Устройства автоматики и телемеханики на железнодорожном транспорте
ФЕРп-2001 Приложения
Федеральные единичные расценки (ФЕРр) на ремонтно-строительные работы. Редакция 2014 г.
ФЕРр-2001 Федеральные сметные расценки (ФСЭМ) на эксплуатацию строительных машин и автотранспортных средств. Редакция 2014 г.
Федеральные сметные расценки на эксплуатацию строительных машин и автотранспортных средств
Изготовление технологических металлических конструкций | Самоучитель сметчика
Трудно ответить однозначно, так как в вопросе недостаточно информации о наличии или отсутствии тех самых особых условий, когда возможно использование поправочных коэффициентов.
Следует отметить, что государственные элементные сметные нормы на монтаж оборудования (в дальнейшем изложении – ГЭСНм-2001) разработаны с учетом среднеотраслевого оптимального и организационного уровней строительного производства, использования техники, строительных машин и автотранспортных средств, а также технологии выполнения работ по монтажу оборудования и рационального применения материалов, изделий и конструкций.
На основании ГЭСНм-2001 разработаны федеральные (ФЕР) и территориальные (ТЕР-2001) единичные расценки на монтаж оборудования.
В п. 1.3 и 3.1 «Указаний по применению федеральных единичных расценок на монтаж оборудования (ФЕРм-2001)» МДС 81-37.2004 отмечено следующее: «ФЕРм учитывают полный комплекс затрат на выполнение работ по монтажу оборудования в нормальных (стандартных) условиях, при положительной температуре и не осложненных внешними факторами. При производстве работ в особых условиях стесненности, загазованности, вблизи действующего оборудования, в районах со специфическими факторами (высокогорье и др. ), предусмотренных проектом, а также в других более сложных производственных условиях по сравнению с учтенными в сборниках ФЕРм, следует руководствоваться положениями, изложенными в разделе 3 настоящих Указаний».
), предусмотренных проектом, а также в других более сложных производственных условиях по сравнению с учтенными в сборниках ФЕРм, следует руководствоваться положениями, изложенными в разделе 3 настоящих Указаний».
Аналогичное положение приведено в п. 2.2 «Методики определения стоимости строительной продукции на территории Российской Федерации» МДС 81-35. 2004, принятой и введенной в действие с 9 марта 2004 г. постановлением Госстроя России от 5 марта 2004 г. № 15/1 и с учетом последующих изменений и уточнений указанной Методики.
Поэтому в случаях определения сметной стоимости работ, когда ПОС и проектом производства работ (ППР) предусмотрено их выполнение в эксплуатируемых зданиях и сооружениях, вблизи объектов, находящихся под электрическим напряжением, опасным для человека, и на территории действующих предприятий, имеющих разветвленную сеть транспортных и инженерных коммуникаций и стесненные условия для складирования материалов, а также в других усложняющих условиях при новом строительстве, реконструкции, техническом перевооружении и расширении действующих предприятий (зданий, сооружений), к используемым сметным нормативам необходимо применять поправочные коэффициенты, приведенные в Приложении 3 МДС 81-37. 2004.
2004.
При этом указанные поправочные коэффициенты применяются к показателям оплаты труда рабочих-строителей, затратам на эксплуатацию машин и автотранспортных средств, в том числе к оплате труда рабочих, управляющих строительными машинами, а также к затратам труда рабочих-монтажников.
Стоимость монтажа металлоконструкций. Правильная смета на изготовление и монтаж металлоконструкций. Какую взять расценку? Расценка на изготовление металлоконструкций гранд смета
Дорогие друзья!
Сегодня мы поговорим об особенности составления . Рассмотрим расценки, которые необходимы для расчета цены монтажа.
Смета на металлоконструкции включает в себя, как правило, два раздела:
● Изготовление металлоконструкций;
● Монтаж металлоконструкций
Часто, в смете на металлоконструкции присутствуют конструкции, изготовленные в «заводских условиях». В заводских условиях процесс изготовления идет на порядок интенсивнее, поскольку квалифицированный персонал ежедневно повторяет сходные операции, труд механизирован и автоматизирован.
Однако, подрядная организация зачастую выполняет работы по изготовлению металлоконструкций в построечных условиях (в условиях производственных баз). Т.е. изготавливает металлоконструкции самостоятельно.
Изготовление металлоконструкций
Расчет сметы на изготовление металлоконструкции производится в том случае, если металлоконструкции будут изготовлены в построечных условиях (в условиях производственных баз).
Для изготовления металлоконструкций в составе сметно-нормативной базы существует сборник норм и расценок ГЭСНм-2001-38 «Изготовление технологических металлических конструкций в условиях производственных баз».
Нормы сборника ГЭСНм-2001-38 «Изготовление технологических металлических конструкций в условиях производственных баз» предназначены исключительно при расчете стоимости работ на изготовление технологических металлических конструкций, но не на их монтаж. При согласии заказчика и подрядчика по нормам (расценкам) Сборника ГЭСНм-2001-38 можно формировать смету на изготовление обычных металлических конструкций, которые выполняются самой подрядной организацией. При этом, накладные расходы и сметная прибыль при использовании расценок этого сборника применяются следующие: накладные расходы — либо по индивидуальной норме, либо в размере 66% к фонду оплаты труда, сметная прибыль — 65% от заработной платы строительных рабочих и машинистов либо по индивидуальной норме, согласованной с заказчиком.
При этом, накладные расходы и сметная прибыль при использовании расценок этого сборника применяются следующие: накладные расходы — либо по индивидуальной норме, либо в размере 66% к фонду оплаты труда, сметная прибыль — 65% от заработной платы строительных рабочих и машинистов либо по индивидуальной норме, согласованной с заказчиком.
Если стоимость металлоконструкций учитывается по сборнику сметных цен на материалы, изделия и конструкции, то расценки Сборника ГЭСНм-2001-38 применяться не должны.
Монтаж металлоконструкций
Стоимость монтажа металлоконструкций определяется вне зависимости от условий изготовления.
При расчете сметы на монтаж (или демонтаж) металлоконструкций используется сборник ГЭСН-2001-09 (ФЕР-2001-09) «Строительные металлические конструкции».
В настоящем сборнике содержатся федеральные единичные расценки (далее расценки), предназначенные для определения сметной стоимости на выполнение работ по монтажу строительных стальных и алюминиевых конструкций производственных, гражданских зданий и сооружений различного назначения.
При демонтаже металлоконструкций используется понижающий коэффициент, согласно Таблицы 2 сборника ГЭСН-2001-09 (ФЕР-2001-09) «Строительные металлические конструкции».
В приложении к статье Вы можете образец сметы на изготовление и монтаж металлоконструкций.
Ранее сообщалось о сметного дела при расчете стоимости металлоконструкций . Вы сможете профессионально составлять сметы на изготовление и монтаж металлоконструкций . Обучиться можно как в онлайн режиме (с дистанционным контактом с преподавателем), так и очно.
Наряду с процессом производства, монтаж металлоконструкций становится определяющим этапом для формирования высоких показателей прочности, надёжности и долговечности всего сооружения.
На монтаж металлоконструкций цена может во многом отличаться в зависимости от многих факторов:
- Вида сооружения и степени его сложности (монтаж гаража в любом случае будет стоить дешевле в сравнении с производственным или торговым комплексом).

- Площади постройки. При монтаже металлоконструкций стоимость работ за квадратный метр будет уменьшаться с увеличением общей площади строения.
- Ценовой политики строительной компании.
- Веса металлических конструкций. Стоимость быстровозводимого здания во многом зависит от общей массы монтируемого каркаса.
- Местоположения объекта. Выполняя монтаж металлоконструкций в Москве, всегда учитывается административное расположение места строительства, объём транспортных расходов на доставку необходимого оборудования, перевозку рабочих.
- Возможностей для механизации процесса сборки, применения спецтехники. Помехой может стать, к примеру, расположенное в непосредственной близости действующее здание, особенности рельефа местности.
- Наличие необходимой инфраструктуры. На то, сколько стоит монтаж металлоконструкций, большое влияние оказывает наличие необходимых для работы коммуникаций: дорог для проезда техники вне зависимости от погодных условий, возможности для подключения к электросети.
- Срочности выполнения заказа. Сжатые сроки требуют задействования дополнительных бригад рабочих, увеличения объёма используемой при выполнении монтажа спецтехники, введения посменного графика.

Всё это отражается на конечной стоимости проекта в сторону её увеличения.
Монтаж металлоконструкций: цена за 1т
При работе с металлическими конструкциями принято увязывать стоимость выполнения работ с их объёмом, измеренным весом монтируемых элементов каркаса. Планируя монтаж металлоконструкций, цена работы за тонну рассчитывается специалистами с учётом работ:
- по транспортировке, погрузке/разгрузке изделий;
- их подъёму на необходимую высоту при помощи спецтехники;
- выполнению болтовых и сварочных соединений.
Впоследствии она может быть несколько скорректирована менеджерами строительной компании в зависимости от особенностей конкретного объекта. Поэтому в каждом отдельном случае, определяя стоимость монтажа металлоконструкций, цена за 1т в Москве, как правило, становится ориентировочной.
На конечную стоимость может повлиять, к примеру, рельеф местности на строительном участке, который вызовет дополнительные сложности при выполнении сборочных работ. Кроме того, всегда в расчет берутся и индивидуальные требования заказчика: монтаж 1 тонны металлоконструкций, изготовленных по уникальным эскизам, учитывающим особенности последующей эксплуатации здания.
Также к установленным расценкам могут быть применены коэффициенты, позволяющие учитывать такие параметры, как:
- сложность проекта;
- срочность выполнения заказа;
- удалённость строительной площадки;
- погодные условия в период ведения строительства.
Табл.1. Стоимость монтажа металлоконструкций
Расценки на монтаж металлоконструкций в Москве
Указанная в прайсе, стоимость работ по монтажу металлоконструкций позволяет сориентироваться в ценовой политике строительной компании, спектре выполняемых её специалистами работ, технических возможностях для реализации проекта.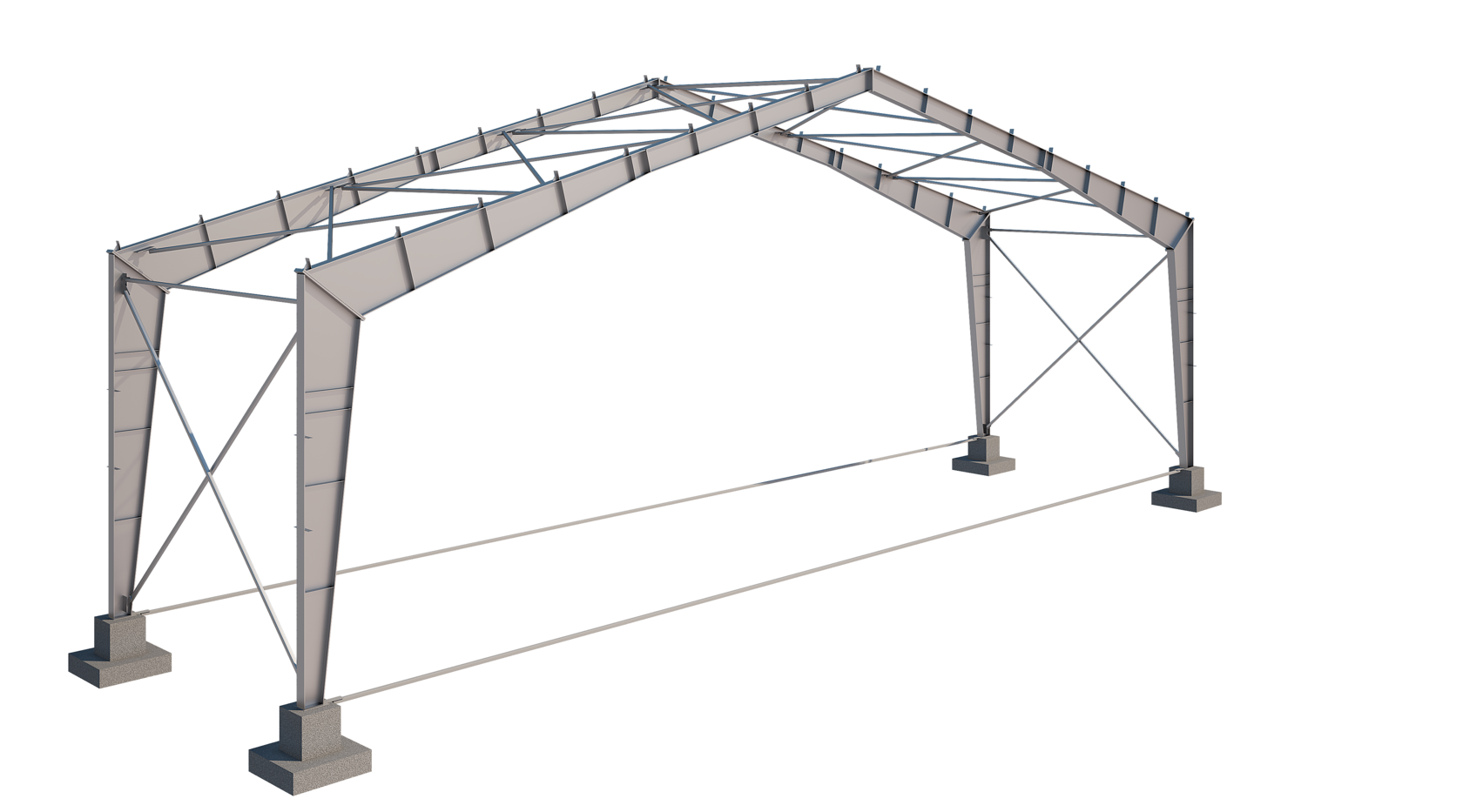 Хотя точная сумма, которая потребуется для выполнения сборочных работ всегда определяется на основании проектной документации с учётом всех особенностей постройки (количества этажей, площади, комплекса дополнительных факторов).
Хотя точная сумма, которая потребуется для выполнения сборочных работ всегда определяется на основании проектной документации с учётом всех особенностей постройки (количества этажей, площади, комплекса дополнительных факторов).
Табл.2. Прайс-лист на монтаж металлоконструкций в зависимости от наименования изделия
Табл.3. Прайс-лист на монтаж металлоконструкций в зависимости от параметров здания
Звоните нам и заказывайте монтаж металлических конструкций любой сложности в нашей компании. Мы сможем предложить оптимальные цены, а также предоставить гарантии качества. Точная сумма реализации проекта будет рассчитана менеджером на основании проектных данных в день обращения.
Вместе с процессом производства, установка металлоконструкций является определяющим этапом для формирования высоких показателей надежности, прочности и долговечности сооружения.
Цена на установку металлических конструкций определяется в зависимости от следующих факторов:
- Площадь постройки. При установке металлических конструкций цена за квадратный метр будет снижена с увеличением общей площади помещения.
- Виды сооружения и уровень его сложности (в любом случае установка гаража обойдется дешевле по сравнению с торговым или производственным комплексом).
- Ценовая политика компании.
- Вес металлических конструкций. Стоимость здания во многом зависит от общего веса монтируемого каркаса.
- Местоположения объекта. Производя установку металлических конструкций, всегда берется во внимание административное расположения строительства, объем расходов на доставку оборудования и перевозку рабочих.
- Наличие необходимой инфраструктуры. На монтаж металлических конструкций, оказывает большое влияние наличие необходимых коммуникаций для работы: возможности для подключения к сети, дорог для проезда техники независимо от погодных условий.
- Срочности выполнения заказа. Если работу нужно произвести быстрее, то появляется необходимость задействовать дополнительные бригады, увеличивать объем используемой спецтехники при выполнении монтажа, введение письменного графика.
 При установке металлических конструкций цена за квадратный метр будет снижена с увеличением общей площади помещения.
При установке металлических конструкций цена за квадратный метр будет снижена с увеличением общей площади помещения.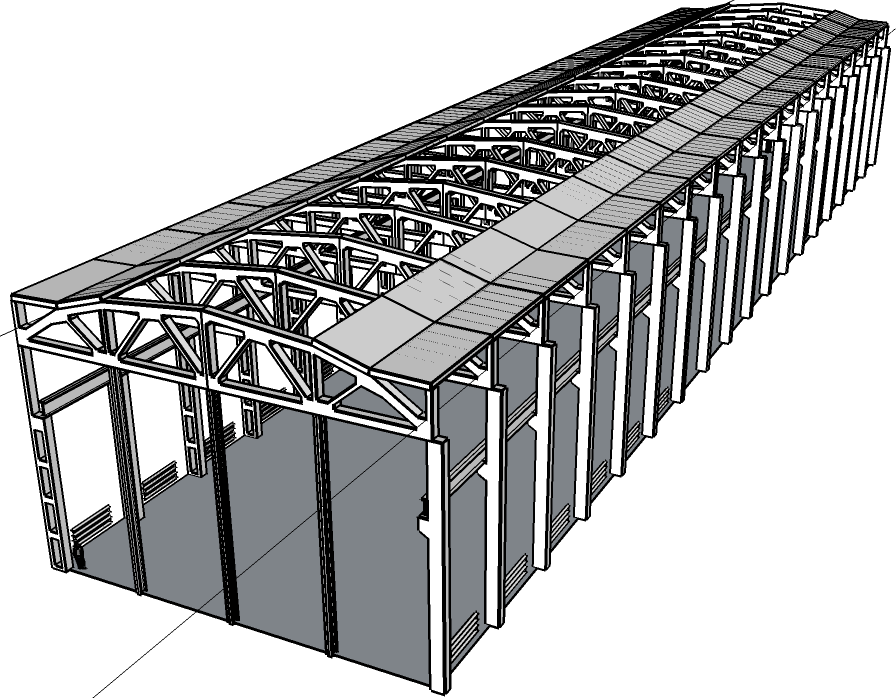
Естественно, все вышеперечисленное сказывается на итоговой стоимости проекта и увеличивает ее.
Сколько стоит монтаж тонны металлоконструкций?
Во время работы с металлическими конструкциями нужно указывать стоимость работ с их объемом, который измеряется весом монтируемых компонентов каркаса. Планируя установку металлоконструкций, стоимость работы за 1 тонну всегда рассчитывается индивидуально, с учетом следующих работ:
- по перевозке, погрузке/разгрузке металлических изделий;
- их подъему на высоту при помощи спецтехники;
- выполнению сварочных и болтовых соединений.
В результате цена может быть несколько скорректирована менеджером компании в зависимости от особенностей определенного объекта. По этой причине в каждом отдельном случае, вычисляя стоимость монтажа металлических конструкций за одну тонну, она обычно становится ориентировочной.
На итоговую цену может повлиять рельеф местности на участке, который вызывает некоторые сложности во время выполнения сварочных работ. Более того, всегда учитываются индивидуальные требования клиента: установки одной тонны металлоконструкции, которые были изготовлены по оригинальным эскизам, учитывающим особенности дальнейшей эксплуатации объекта.
Более того, всегда учитываются индивидуальные требования клиента: установки одной тонны металлоконструкции, которые были изготовлены по оригинальным эскизам, учитывающим особенности дальнейшей эксплуатации объекта.
Вместе с тем, к установленным расценкам могут применяться коэффициенты, которые позволяют учитывать такие моменты как:
- сложность самого проекта;
- срочность выполнения заказа;
- удаленность стройплощадки;
- погодные условия во время строительства.
Стоимость монтажа металлоконструкций в таблице
Указанная в таблице стоимость работ по монтажу металлических конструкций позволяет сориентироваться в ценовой политике, спектре выполняемых работ, технических возможностях, позволяющих реализовать проект. Несмотря на то, что сумма на выполнения сварочных работ точная, она всегда определяется на основе проектной документации, на основе всех особенностей постройки (площади, количества этажей, комплекса дополнительных факторов).
Стоимость монтажа металлических конструкций в зависимости от наименования изделия
Табл.2. Прайс-лист на монтаж металлоконструкций в зависимости от наименования изделия
Стоимость в рублях за тонну
Сегодня в специализированных компаниях вы без всякого труда сможете заказать монтаж металлоконструкций любой сложности. Как видите, специалисты предлагают невысокие цены и гарантии качества. Точная сумма будет рассчитана только на основе проектных данных, на что обычно уходит не больше одного рабочего дня.
При возведении объектов различного типа и размеров основой для реализации проекта является сметная стоимость. Металлоконструкции широко применяются в строительстве. Их монтаж — отдельный обширный этап, требующий тщательных расчетов предполагаемых затрат на изготовление и установку.
Металлоконструкции используются при строительстве промышленных зданий (офисов, ангаров, складов и прочего) и жилых объектов. При этом стоимость их монтажа и изготовления может в значительной степени варьироваться. Основная цель произведения сметных расчетов заключается в необходимости выявить и в дальнейшем использовать возможности для сокращения издержек и увеличения экономической эффективности всего проекта.
Основная цель произведения сметных расчетов заключается в необходимости выявить и в дальнейшем использовать возможности для сокращения издержек и увеличения экономической эффективности всего проекта.
Составляющие сметной документации
Расчеты затрат на изготовление и монтаж металлоконструкции входят в состав проектной документации объекта. Это важная часть, которая в обязательном порядке отражает:
- перечень предполагаемых затрат;
- общий расчет расходов на монтаж металлоконструкций;
- затраты на другие планируемые виды работ и материалов;
- непредвиденные расходы и возможные риски.
Сметная документация весьма обширна и включает в себя определенный ряд составляющих элементов. К числу таких можно отнести следующие.
- Локальная смета.
- Ведомость подсчета работ по монтажу.
- Расчеты накладных расходов.
- Пояснительная записка.
Локальная смета является первичным документом. Она составляется на конкретные виды работ и отражает единичные расценки. К таковым можно отнести например стоимость монтажа 1 000 кг металлоконструкций. В ней же представлен общий расчет итоговой цены.
К таковым можно отнести например стоимость монтажа 1 000 кг металлоконструкций. В ней же представлен общий расчет итоговой цены.
Ведомость подсчета работ по монтажу составляется на основании законченных элементов конструкции. Расчеты накладных расходов включают в себя калькуляцию именно тех затрат, которые требуются для создания подходящих условий для монтажа.
Пояснительная записка к сметной документации представляет собой отражение все характеристики объекта, которые призваны дать представление о нем и обо всех нормативах, которые к объекту применяются.
Порядок проведения сметных расчетов
Стоимость возведения металлоконструкций может в значительной степени варьироваться, в зависимости от различных переменных (размер объекта, его тип, особенности строительства).
Порядок составления расчетов итоговой цены на монтаж является строго определенным. Он подразумевает, что первоначально указываются относительно небольшие затраты, а затем по возрастанию более серьезные.
К не столь значительным расходам относятся виды работ, например монтаж 1 тонны. В более серьезным стоит включать затраты на изготовление металлоконструкций для всего возводимого объекта.
В перечень предполагаемых расходов в обязательном порядке включаются графы, которые отражают необходимый бюджет для покрытия каких-либо непредвиденных затрат. Это позволяет иметь некоторый резерв для урегулирования внештатных ситуаций, изменения стоимости материалов или других факторов, которые влияют на сумму итоговых затрат.
Таким образом составляется документ, который отражает всю необходимую информацию о монтаже металлоконструкций:
- перечень работ;
- их объем;
- требуемые затраты на создание соответствующих условий;
- технические характеристики и нормы возводимых конструктивных элементов;
- возможные риски.
Итоговая сумма затрат зависит от типа строящегося объекта, его габаритов и технических параметров. Это значение может корректироваться в процессе закупок требуемых материалов.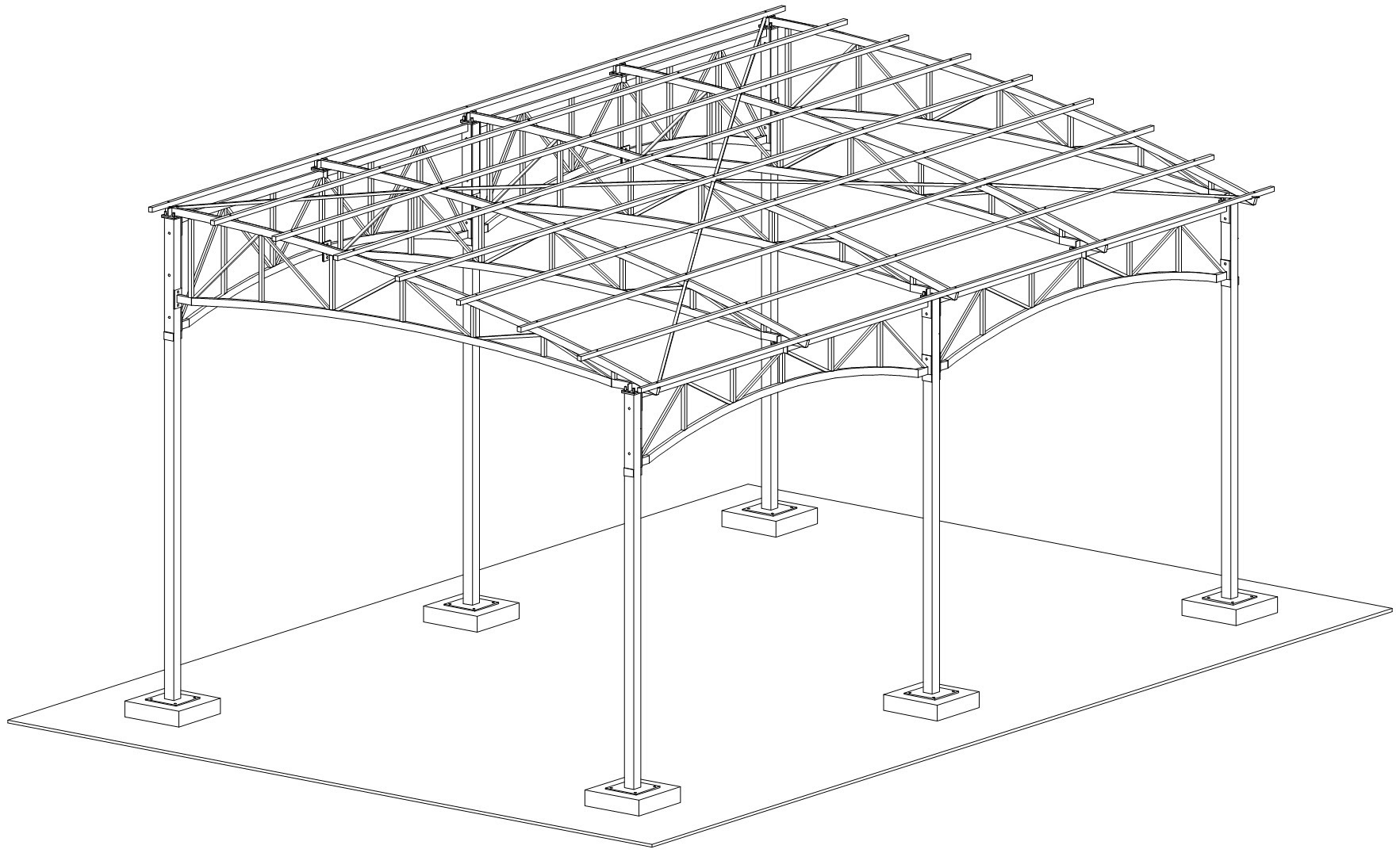
От чего зависит стоимость монтажа
Совместно с изготовлением металлоконструкций их возведение является важным этапом, который оказывает прямое влияние на долговечность, устойчивость, прочность и надежность всего будущего объекта.
Итоговая стоимость монтажа зависит от многочисленных факторов. К их числу можно отнести следующие:
- Тип возводимого объекта. Различные виды сооружений имеют свою специфику и сложность строительства. От этого зависит и стоимость возведения металлического каркаса. Так, строительство гаражного бокса окажется в значительной степени дешевле, нежели складского помещения.
- Общая площадь сооружения. Стоимость одного квадратного метра будет уменьшаться пропорционально увеличению общей площади будущего объекта.
- Политика ценообразования подрядной организации.
- Вес конструктивных элементов. Этот фактор во многом оказывает влияние на итоговую цену строительства быстровозводимого сооружения.
- Расположение строительного объекта. Чем удаленнее он находится от административного центра, тем дороже будет итоговая цена возведения, так как в нее будут заложены расходы на поставку материалов, транспортировку оборудования и рабочего персонала в отдаленный район строительства.
- Наличие возможностей для механизированной сборки посредствам применения спецтехники. На это могут оказать влияние близлежащие здания и сооружения, а также особенности ландшафта и рельефа места проведения стройки.
- Инфраструктура. Если вблизи с местом строительства есть все необходимые коммуникации (электричество, дороги позволяющие проезд спецтехники и прочее), то процесс монтажа и подготовки к нему будет в значительной степени упрощен, а значит и стоимость его будет на порядок ниже.
- Срочность. При необходимости выполнения работ в сокращенные сроки появляется потребность в увеличении задействованной рабочей силы, специальной техники, использования посменного графика работы. Все это оказывает существенное влияние на сметную стоимость в сторону ее увеличения.
 Чем удаленнее он находится от административного центра, тем дороже будет итоговая цена возведения, так как в нее будут заложены расходы на поставку материалов, транспортировку оборудования и рабочего персонала в отдаленный район строительства.
Чем удаленнее он находится от административного центра, тем дороже будет итоговая цена возведения, так как в нее будут заложены расходы на поставку материалов, транспортировку оборудования и рабочего персонала в отдаленный район строительства.
Итоговая цена рассчитывается специалистами с указанием видов работ, их объема и весом возводимых конструктивных элементов. Также в расценках возведения каркаса учитываются:
- доставка материалов и оборудования;
- погрузочно-разгрузочные работы;
- необходимость подъема на определенную высоту отдельных элементов посредствам использования спецтехники;
- выполнение соединений болтового, а также сварочного типа.
В дальнейшем стоимость возведения каркаса может быть изменена в зависимости от различных индивидуальных условий. Поэтому цена возведения 1 тонны, которая становится основой расчетов, как правило, является ориентиром и может быть скорректирована как в сторону увеличения, так и уменьшения. В этом вопросе нередко играют весомую роль такие факторы, как изготовление по индивидуальным эскизам и особенности эксплуатации будущего здания.
Наряду с этим, к фиксированным расценкам могут применяться дополнительные коэффициенты, которые позволяют учитывать степень сложности проекта, его срочность, сезонность и климатические условия, а также удаленность от строительной площадки.
Смета на изготовление металлоконструкций
В общем списке затрат на возведение конструктивных элементов значительная часть бюджета приходится на работы по производству требуемых материалов. Поэтому эта статья, как правило, оформляется в виде отдельной сметы.
Расчеты такого характера отражают себестоимость изготовления металлоконструкций, а также сопутствующие этому процессу затраты. План расходов на производство конструктивных элементов составляется по единым для всех правилам осуществления расчетов.
Они подразумевают, что в себестоимость могут быть включены только те расходы, которые прямо или косвенно связаны с ее производством. То есть затраты, связанные с обслуживанием бытовых потребностей предприятия, капитальному ремонту и прочие никак не могут отражаться в смете изготовления металлоконструкций. Не могут включаться и затраты, связанные с отступлением от технологического процесса или наличием производственного брака.
Пример составления сметы на монтаж металлоконструкций
Скачать пример составления сметы на монтаж металлоконструкций —
Смета на изготовление металлоконструкций – это полное описание и расчет стоимости всех конструкций. На основании сметы каждый заказчик производит оплату. Если вы обращаетесь в компанию ООО «ПРОЕКТСТРОЙ-П», на основании вашего заказа составляют смету и договор на оказание услуг.
На основании сметы каждый заказчик производит оплату. Если вы обращаетесь в компанию ООО «ПРОЕКТСТРОЙ-П», на основании вашего заказа составляют смету и договор на оказание услуг.
Что входит в смету на изготовление металлоконструкций
- Смета имеет четыре графы. В первой указывают наименование заказанных металлоконструкций, во второй – количество, выражаемое в метрах, штуках, третья графа содержит всю информацию по стоимости квадратного или погонного метра металлоконструкций, четвертая – полная стоимость товара.
- В конце сметы стоит графа «Итого». В ней указаны все произведенные расчеты, на основании которых будет производиться оплата.
- При оформлении заказа на изготовление металлических конструкций вам сразу заполнят смету. Каждый клиент сразу в курсе того, какую сумму придется заплатить за полный цикл проведенных работ.
- На изготовление металлоконструкций смета пример вы можете посмотреть на нашем официальном интернет сайте.
- Если кроме изготовления металлоконструкций вы заказываете монтаж, в смете будет указана полная стоимость монтажных работ и доставки, выполненной в один или несколько рейсов.
- Помните, смета – это важный документ. Составлять его может только специалист в области проведения расчетов.
- После заполнения сметы стоит все тщательно проверить и пересчитать.
Мы изготавливаем металлоконструкции на собственном заводе
Планируете заказать изготовление и монтаж металлоконструкций, обратите внимание, очень важно найти компанию, которая предлагает изготовление продукции в условиях собственного производства. Вам не придется переплачивать за услуги посредников. В результате стоимость готового товара и монтажа будет приемлемая.
Компания ООО «ПРОЕКТСТРОЙ-П» имеет собственный завод с новым импортным оборудованием. Мы готовы изготовить металлоконструкции в любом объеме и высокой степени сложности.
Монтаж осуществляют высокопрофессиональные специалисты с большим опытом работы. При монтаже соблюдаются все технические нормы и правила. Поэтому наши металлоконструкции считаются самыми качественными. Срок службы составляет несколько десятков лет. Согласитесь, это своего рода гарантия качества, которое, кстати, мы каждому клиенту подтверждаем письменно.
Согласитесь, это своего рода гарантия качества, которое, кстати, мы каждому клиенту подтверждаем письменно.
Составление сметных расчетов на монтаж металлоконструкций. Стоимость монтажа металлоконструкций Монтаж металлических конструкций расценка фер
Вместе с процессом производства, установка металлоконструкций является определяющим этапом для формирования высоких показателей надежности, прочности и долговечности сооружения.
Цена на установку металлических конструкций определяется в зависимости от следующих факторов:
- Площадь постройки. При установке металлических конструкций цена за квадратный метр будет снижена с увеличением общей площади помещения.
- Виды сооружения и уровень его сложности (в любом случае установка гаража обойдется дешевле по сравнению с торговым или производственным комплексом).
- Ценовая политика компании.
- Вес металлических конструкций. Стоимость здания во многом зависит от общего веса монтируемого каркаса.
- Местоположения объекта. Производя установку металлических конструкций, всегда берется во внимание административное расположения строительства, объем расходов на доставку оборудования и перевозку рабочих.
- Наличие необходимой инфраструктуры. На монтаж металлических конструкций, оказывает большое влияние наличие необходимых коммуникаций для работы: возможности для подключения к сети, дорог для проезда техники независимо от погодных условий.
- Срочности выполнения заказа. Если работу нужно произвести быстрее, то появляется необходимость задействовать дополнительные бригады, увеличивать объем используемой спецтехники при выполнении монтажа, введение письменного графика.

Естественно, все вышеперечисленное сказывается на итоговой стоимости проекта и увеличивает ее.
Сколько стоит монтаж тонны металлоконструкций?
Во время работы с металлическими конструкциями нужно указывать стоимость работ с их объемом, который измеряется весом монтируемых компонентов каркаса. Планируя установку металлоконструкций, стоимость работы за 1 тонну всегда рассчитывается индивидуально, с учетом следующих работ:
Планируя установку металлоконструкций, стоимость работы за 1 тонну всегда рассчитывается индивидуально, с учетом следующих работ:
- по перевозке, погрузке/разгрузке металлических изделий;
- их подъему на высоту при помощи спецтехники;
- выполнению сварочных и болтовых соединений.
В результате цена может быть несколько скорректирована менеджером компании в зависимости от особенностей определенного объекта. По этой причине в каждом отдельном случае, вычисляя стоимость монтажа металлических конструкций за одну тонну, она обычно становится ориентировочной.
На итоговую цену может повлиять рельеф местности на участке, который вызывает некоторые сложности во время выполнения сварочных работ. Более того, всегда учитываются индивидуальные требования клиента: установки одной тонны металлоконструкции, которые были изготовлены по оригинальным эскизам, учитывающим особенности дальнейшей эксплуатации объекта.
Вместе с тем, к установленным расценкам могут применяться коэффициенты, которые позволяют учитывать такие моменты как:
- сложность самого проекта;
- срочность выполнения заказа;
- удаленность стройплощадки;
- погодные условия во время строительства.

Стоимость монтажа металлоконструкций в таблице
Указанная в таблице стоимость работ по монтажу металлических конструкций позволяет сориентироваться в ценовой политике, спектре выполняемых работ, технических возможностях, позволяющих реализовать проект. Несмотря на то, что сумма на выполнения сварочных работ точная, она всегда определяется на основе проектной документации, на основе всех особенностей постройки (площади, количества этажей, комплекса дополнительных факторов).Стоимость монтажа металлических конструкций в зависимости от наименования изделия
Табл.2. Прайс-лист на монтаж металлоконструкций в зависимости от наименования изделия
Стоимость в рублях за тонну
Сегодня в специализированных компаниях вы без всякого труда сможете заказать монтаж металлоконструкций любой сложности. Как видите, специалисты предлагают невысокие цены и гарантии качества. Точная сумма будет рассчитана только на основе проектных данных, на что обычно уходит не больше одного рабочего дня.
При возведении объектов различного типа и размеров основой для реализации проекта является сметная стоимость. Металлоконструкции широко применяются в строительстве. Их монтаж — отдельный обширный этап, требующий тщательных расчетов предполагаемых затрат на изготовление и установку.
Металлоконструкции используются при строительстве промышленных зданий (офисов, ангаров, складов и прочего) и жилых объектов. При этом стоимость их монтажа и изготовления может в значительной степени варьироваться. Основная цель произведения сметных расчетов заключается в необходимости выявить и в дальнейшем использовать возможности для сокращения издержек и увеличения экономической эффективности всего проекта.
Составляющие сметной документации
Расчеты затрат на изготовление и монтаж металлоконструкции входят в состав проектной документации объекта. Это важная часть, которая в обязательном порядке отражает:
- перечень предполагаемых затрат;
- общий расчет расходов на монтаж металлоконструкций;
- затраты на другие планируемые виды работ и материалов;
- непредвиденные расходы и возможные риски.
Сметная документация весьма обширна и включает в себя определенный ряд составляющих элементов. К числу таких можно отнести следующие.
- Локальная смета.
- Ведомость подсчета работ по монтажу.
- Расчеты накладных расходов.
- Пояснительная записка.
Локальная смета является первичным документом. Она составляется на конкретные виды работ и отражает единичные расценки. К таковым можно отнести например стоимость монтажа 1 000 кг металлоконструкций. В ней же представлен общий расчет итоговой цены.
Ведомость подсчета работ по монтажу составляется на основании законченных элементов конструкции. Расчеты накладных расходов включают в себя калькуляцию именно тех затрат, которые требуются для создания подходящих условий для монтажа.
Пояснительная записка к сметной документации представляет собой отражение все характеристики объекта, которые призваны дать представление о нем и обо всех нормативах, которые к объекту применяются.
Порядок проведения сметных расчетов
Стоимость возведения металлоконструкций может в значительной степени варьироваться, в зависимости от различных переменных (размер объекта, его тип, особенности строительства). Порядок составления расчетов итоговой цены на монтаж является строго определенным. Он подразумевает, что первоначально указываются относительно небольшие затраты, а затем по возрастанию более серьезные.
К не столь значительным расходам относятся виды работ, например монтаж 1 тонны. В более серьезным стоит включать затраты на изготовление металлоконструкций для всего возводимого объекта.
В перечень предполагаемых расходов в обязательном порядке включаются графы, которые отражают необходимый бюджет для покрытия каких-либо непредвиденных затрат. Это позволяет иметь некоторый резерв для урегулирования внештатных ситуаций, изменения стоимости материалов или других факторов, которые влияют на сумму итоговых затрат.
Таким образом составляется документ, который отражает всю необходимую информацию о монтаже металлоконструкций:
- перечень работ;
- их объем;
- требуемые затраты на создание соответствующих условий;
- технические характеристики и нормы возводимых конструктивных элементов;
- возможные риски.

Итоговая сумма затрат зависит от типа строящегося объекта, его габаритов и технических параметров. Это значение может корректироваться в процессе закупок требуемых материалов.
От чего зависит стоимость монтажа
Совместно с изготовлением металлоконструкций их возведение является важным этапом, который оказывает прямое влияние на долговечность, устойчивость, прочность и надежность всего будущего объекта.
Итоговая стоимость монтажа зависит от многочисленных факторов. К их числу можно отнести следующие:
- Тип возводимого объекта. Различные виды сооружений имеют свою специфику и сложность строительства. От этого зависит и стоимость возведения металлического каркаса. Так, строительство гаражного бокса окажется в значительной степени дешевле, нежели складского помещения.
- Общая площадь сооружения. Стоимость одного квадратного метра будет уменьшаться пропорционально увеличению общей площади будущего объекта.
- Политика ценообразования подрядной организации.
- Вес конструктивных элементов. Этот фактор во многом оказывает влияние на итоговую цену строительства быстровозводимого сооружения.
- Расположение строительного объекта. Чем удаленнее он находится от административного центра, тем дороже будет итоговая цена возведения, так как в нее будут заложены расходы на поставку материалов, транспортировку оборудования и рабочего персонала в отдаленный район строительства.
- Наличие возможностей для механизированной сборки посредствам применения спецтехники. На это могут оказать влияние близлежащие здания и сооружения, а также особенности ландшафта и рельефа места проведения стройки.
- Инфраструктура. Если вблизи с местом строительства есть все необходимые коммуникации (электричество, дороги позволяющие проезд спецтехники и прочее), то процесс монтажа и подготовки к нему будет в значительной степени упрощен, а значит и стоимость его будет на порядок ниже.
- Срочность. При необходимости выполнения работ в сокращенные сроки появляется потребность в увеличении задействованной рабочей силы, специальной техники, использования посменного графика работы. Все это оказывает существенное влияние на сметную стоимость в сторону ее увеличения.
 Все это оказывает существенное влияние на сметную стоимость в сторону ее увеличения.
Все это оказывает существенное влияние на сметную стоимость в сторону ее увеличения.Итоговая цена рассчитывается специалистами с указанием видов работ, их объема и весом возводимых конструктивных элементов. Также в расценках возведения каркаса учитываются:
- доставка материалов и оборудования;
- погрузочно-разгрузочные работы;
- необходимость подъема на определенную высоту отдельных элементов посредствам использования спецтехники;
- выполнение соединений болтового, а также сварочного типа.
В дальнейшем стоимость возведения каркаса может быть изменена в зависимости от различных индивидуальных условий. Поэтому цена возведения 1 тонны, которая становится основой расчетов, как правило, является ориентиром и может быть скорректирована как в сторону увеличения, так и уменьшения. В этом вопросе нередко играют весомую роль такие факторы, как изготовление по индивидуальным эскизам и особенности эксплуатации будущего здания.
Наряду с этим, к фиксированным расценкам могут применяться дополнительные коэффициенты, которые позволяют учитывать степень сложности проекта, его срочность, сезонность и климатические условия, а также удаленность от строительной площадки.
Смета на изготовление металлоконструкций
В общем списке затрат на возведение конструктивных элементов значительная часть бюджета приходится на работы по производству требуемых материалов. Поэтому эта статья, как правило, оформляется в виде отдельной сметы.
Расчеты такого характера отражают себестоимость изготовления металлоконструкций, а также сопутствующие этому процессу затраты. План расходов на производство конструктивных элементов составляется по единым для всех правилам осуществления расчетов.
Они подразумевают, что в себестоимость могут быть включены только те расходы, которые прямо или косвенно связаны с ее производством. То есть затраты, связанные с обслуживанием бытовых потребностей предприятия, капитальному ремонту и прочие никак не могут отражаться в смете изготовления металлоконструкций. Не могут включаться и затраты, связанные с отступлением от технологического процесса или наличием производственного брака.
Пример составления сметы на монтаж металлоконструкций
Скачать пример составления сметы на монтаж металлоконструкций —
Смета на изготовление металлоконструкций – это полное описание и расчет стоимости всех конструкций. На основании сметы каждый заказчик производит оплату. Если вы обращаетесь в компанию ООО «ПРОЕКТСТРОЙ-П», на основании вашего заказа составляют смету и договор на оказание услуг.
Что входит в смету на изготовление металлоконструкций
- Смета имеет четыре графы. В первой указывают наименование заказанных металлоконструкций, во второй – количество, выражаемое в метрах, штуках, третья графа содержит всю информацию по стоимости квадратного или погонного метра металлоконструкций, четвертая – полная стоимость товара.
- В конце сметы стоит графа «Итого». В ней указаны все произведенные расчеты, на основании которых будет производиться оплата.
- При оформлении заказа на изготовление металлических конструкций вам сразу заполнят смету. Каждый клиент сразу в курсе того, какую сумму придется заплатить за полный цикл проведенных работ.
- На изготовление металлоконструкций смета пример вы можете посмотреть на нашем официальном интернет сайте.
- Если кроме изготовления металлоконструкций вы заказываете монтаж, в смете будет указана полная стоимость монтажных работ и доставки, выполненной в один или несколько рейсов.
- Помните, смета – это важный документ. Составлять его может только специалист в области проведения расчетов.
- После заполнения сметы стоит все тщательно проверить и пересчитать.
Мы изготавливаем металлоконструкции на собственном заводе
Планируете заказать изготовление и монтаж металлоконструкций, обратите внимание, очень важно найти компанию, которая предлагает изготовление продукции в условиях собственного производства. Вам не придется переплачивать за услуги посредников. В результате стоимость готового товара и монтажа будет приемлемая.
Компания ООО «ПРОЕКТСТРОЙ-П» имеет собственный завод с новым импортным оборудованием. Мы готовы изготовить металлоконструкции в любом объеме и высокой степени сложности.
Монтаж осуществляют высокопрофессиональные специалисты с большим опытом работы. При монтаже соблюдаются все технические нормы и правила. Поэтому наши металлоконструкции считаются самыми качественными. Срок службы составляет несколько десятков лет. Согласитесь, это своего рода гарантия качества, которое, кстати, мы каждому клиенту подтверждаем письменно.
Дорогие друзья!
Сегодня мы поговорим об особенности составления . Рассмотрим расценки, которые необходимы для расчета цены монтажа.
Смета на металлоконструкции включает в себя, как правило, два раздела:
● Изготовление металлоконструкций;
● Монтаж металлоконструкций
Часто, в смете на металлоконструкции присутствуют конструкции, изготовленные в «заводских условиях». В заводских условиях процесс изготовления идет на порядок интенсивнее, поскольку квалифицированный персонал ежедневно повторяет сходные операции, труд механизирован и автоматизирован.
Однако, подрядная организация зачастую выполняет работы по изготовлению металлоконструкций в построечных условиях (в условиях производственных баз). Т.е. изготавливает металлоконструкции самостоятельно.
Изготовление металлоконструкций
Расчет сметы на изготовление металлоконструкции производится в том случае, если металлоконструкции будут изготовлены в построечных условиях (в условиях производственных баз).
Для изготовления металлоконструкций в составе сметно-нормативной базы существует сборник норм и расценок ГЭСНм-2001-38 «Изготовление технологических металлических конструкций в условиях производственных баз».
Нормы сборника ГЭСНм-2001-38 «Изготовление технологических металлических конструкций в условиях производственных баз» предназначены исключительно при расчете стоимости работ на изготовление технологических металлических конструкций, но не на их монтаж. При согласии заказчика и подрядчика по нормам (расценкам) Сборника ГЭСНм-2001-38 можно формировать смету на изготовление обычных металлических конструкций, которые выполняются самой подрядной организацией. При этом, накладные расходы и сметная прибыль при использовании расценок этого сборника применяются следующие: накладные расходы — либо по индивидуальной норме, либо в размере 66% к фонду оплаты труда, сметная прибыль — 65% от заработной платы строительных рабочих и машинистов либо по индивидуальной норме, согласованной с заказчиком.
Если стоимость металлоконструкций учитывается по сборнику сметных цен на материалы, изделия и конструкции, то расценки Сборника ГЭСНм-2001-38 применяться не должны.
Монтаж металлоконструкций
Стоимость монтажа металлоконструкций определяется вне зависимости от условий изготовления.
При расчете сметы на монтаж (или демонтаж) металлоконструкций используется сборник ГЭСН-2001-09 (ФЕР-2001-09) «Строительные металлические конструкции».
В настоящем сборнике содержатся федеральные единичные расценки (далее расценки), предназначенные для определения сметной стоимости на выполнение работ по монтажу строительных стальных и алюминиевых конструкций производственных, гражданских зданий и сооружений различного назначения.
При демонтаже металлоконструкций используется понижающий коэффициент, согласно Таблицы 2 сборника ГЭСН-2001-09 (ФЕР-2001-09) «Строительные металлические конструкции».
В приложении к статье Вы можете образец сметы на изготовление и монтаж металлоконструкций.
Ранее сообщалось о сметного дела при расчете стоимости металлоконструкций . Вы сможете профессионально составлять сметы на изготовление и монтаж металлоконструкций . Обучиться можно как в онлайн режиме (с дистанционным контактом с преподавателем), так и очно.
Наряду с процессом производства, монтаж металлоконструкций становится определяющим этапом для формирования высоких показателей прочности, надёжности и долговечности всего сооружения.
На монтаж металлоконструкций цена может во многом отличаться в зависимости от многих факторов:
- Вида сооружения и степени его сложности (монтаж гаража в любом случае будет стоить дешевле в сравнении с производственным или торговым комплексом).
- Площади постройки. При монтаже металлоконструкций стоимость работ за квадратный метр будет уменьшаться с увеличением общей площади строения.
- Ценовой политики строительной компании.
- Веса металлических конструкций. Стоимость быстровозводимого здания во многом зависит от общей массы монтируемого каркаса.
- Местоположения объекта. Выполняя монтаж металлоконструкций в Москве, всегда учитывается административное расположение места строительства, объём транспортных расходов на доставку необходимого оборудования, перевозку рабочих.
- Возможностей для механизации процесса сборки, применения спецтехники. Помехой может стать, к примеру, расположенное в непосредственной близости действующее здание, особенности рельефа местности.
- Наличие необходимой инфраструктуры. На то, сколько стоит монтаж металлоконструкций, большое влияние оказывает наличие необходимых для работы коммуникаций: дорог для проезда техники вне зависимости от погодных условий, возможности для подключения к электросети.
- Срочности выполнения заказа. Сжатые сроки требуют задействования дополнительных бригад рабочих, увеличения объёма используемой при выполнении монтажа спецтехники, введения посменного графика.
Всё это отражается на конечной стоимости проекта в сторону её увеличения.
Монтаж металлоконструкций: цена за 1т
При работе с металлическими конструкциями принято увязывать стоимость выполнения работ с их объёмом, измеренным весом монтируемых элементов каркаса. Планируя монтаж металлоконструкций, цена работы за тонну рассчитывается специалистами с учётом работ:
- по транспортировке, погрузке/разгрузке изделий;
- их подъёму на необходимую высоту при помощи спецтехники;
- выполнению болтовых и сварочных соединений.
Впоследствии она может быть несколько скорректирована менеджерами строительной компании в зависимости от особенностей конкретного объекта. Поэтому в каждом отдельном случае, определяя стоимость монтажа металлоконструкций, цена за 1т в Москве, как правило, становится ориентировочной.
На конечную стоимость может повлиять, к примеру, рельеф местности на строительном участке, который вызовет дополнительные сложности при выполнении сборочных работ. Кроме того, всегда в расчет берутся и индивидуальные требования заказчика: монтаж 1 тонны металлоконструкций, изготовленных по уникальным эскизам, учитывающим особенности последующей эксплуатации здания.
Также к установленным расценкам могут быть применены коэффициенты, позволяющие учитывать такие параметры, как:
- сложность проекта;
- срочность выполнения заказа;
- удалённость строительной площадки;
- погодные условия в период ведения строительства.
Табл.1. Стоимость монтажа металлоконструкций
Расценки на монтаж металлоконструкций в Москве
Указанная в прайсе, стоимость работ по монтажу металлоконструкций позволяет сориентироваться в ценовой политике строительной компании, спектре выполняемых её специалистами работ, технических возможностях для реализации проекта. Хотя точная сумма, которая потребуется для выполнения сборочных работ всегда определяется на основании проектной документации с учётом всех особенностей постройки (количества этажей, площади, комплекса дополнительных факторов).
Табл.2. Прайс-лист на монтаж металлоконструкций в зависимости от наименования изделия
Табл.3. Прайс-лист на монтаж металлоконструкций в зависимости от параметров здания
Звоните нам и заказывайте монтаж металлических конструкций любой сложности в нашей компании. Мы сможем предложить оптимальные цены, а также предоставить гарантии качества. Точная сумма реализации проекта будет рассчитана менеджером на основании проектных данных в день обращения.
Производство и изготовление металлоконструкций ферм
Производство и изготовление металлоконструкций ферм — довольно распространенная отрасль отечественной промышленности. Благодаря востребованности ферм в современном строительстве производство и изготовление металлоконструкций ферм должно сопровождаться высоким уровнем качества. Наш компания изготавливает металлоконструкций любой сложности и предназначения на собственных производственных площадях. Процесс производства металлоконструкций ферм — это самая сложная процедура строительства быстровозводимого здания или сооружения. Потому необходимо, чтобы подрядчик имел определенную квалификацию и навыки в проектировании, конструировании и в самом производстве.
Богатый производственный опыт и заводские мощности позволяют нам в короткие сроки изготавливать несущие: каркасы, балки, фермы, колонны, ригели, связи, прогоны и т.д. Производство металлоконструкций ферм в нашей компании определяется приемлемыми ценами, быстрыми сроками и высоким качеством выполненных услуг и изделий, в соответствии с нормами, правилами и требованиями заказчиков. Помимо изготовления и транспортировки специалисты нашей компании могут провести быстрый монтаж металлоконструкций фермы или построить быстровозводимое здание (сооружение) «под ключ». Если Вас заинтересовала наше предложение, ждем звонков!
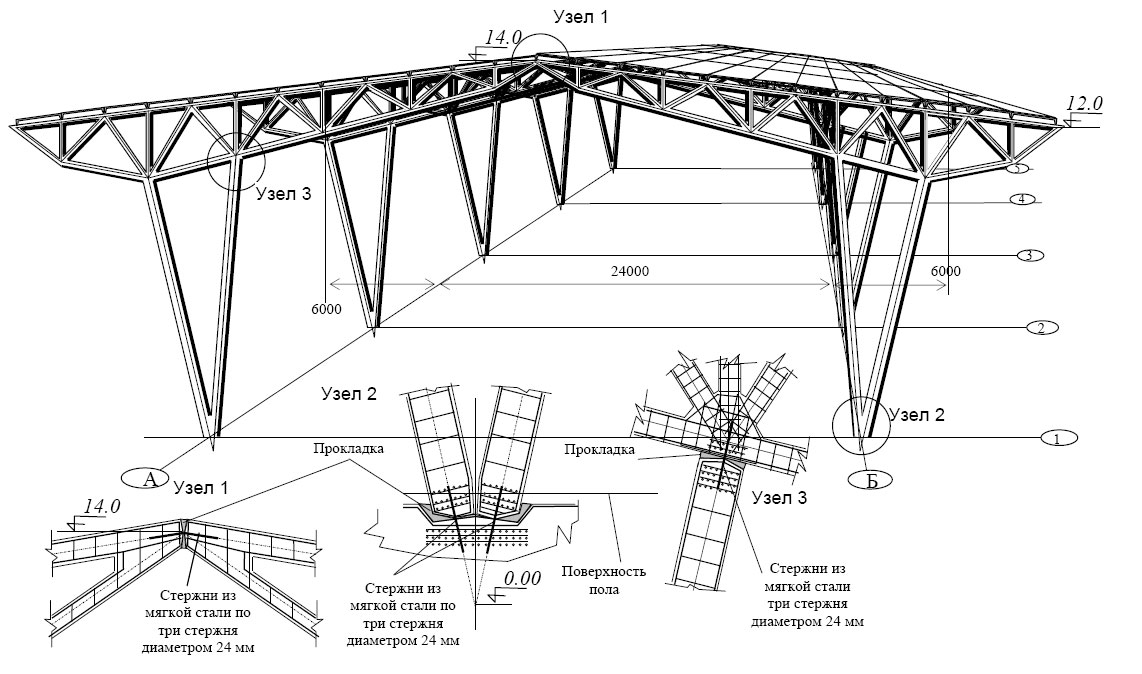
Производство и изготовление металлоконструкций ферм отличает высокая индустриальность процесса. После разработки чертежей КМ металл попадает в цех профильных деталей, где происходит его распиловка. Металлоконструкции ферм для промышленных быстровозводимых зданий изготавливаются из гнуто-сварных профилей с длиной пролета от 18 до 42 метров, при шаге — не менее 6 метров. Металлоконструкции ферм офисных, складских, сельскохозяйственных, торговых и административных зданий выполняются с учетом этажности, с устройством фундамента, архитектурных и функциональных условий проекта.
Сразу заметим, что выбор и расчет металлоконструкций ферм происходит на стадии проектирования. Более подробно прочитать про этапы производства ферм можно в рубрике «Это интересно!», мы лишь напомним, что металлические фермы могут быть треугольные и многоугольные, односкатные и двускатные, с параллельными поясами и т.д., в зависимости от конфигурации верхнего пояса. Верхним поясом называют стержни, ограничивающие контуры металлоконструкций фермы сверху. Очертание верхнего пояса увязывается с ТЗ проекта, конструкционными и архитектурными формами, а также с материалом и уклоном кровли. Производство и изготовление металлоконструкций ферм происходит по шаблону, обеспечивающему точную обработку и сборку элементов. Поэтому изготовление конструкций начинается с верхнего пояса.
Для того чтобы правильно и быстро собрать ферму необходимо установить два двутавровых шаблона, которые обеспечат геометрическую точность металлоконструкций. В стенках двутавров есть отверстия, через которые пропускается штырь, поддерживающий швеллер верхнего пояса фермы. Чтобы не возникло деформации, сечение ферм оформляют наложением сварных швов. В случае если деформация все же возникла, элементы фермы в процессе производства правятся. Выправить уже сваренную ферму будет весьма затруднительно.
- Производство и изготовление металлоконструкций ферм чем-то напоминает производство сварных балок и допускает сварку асимметричных сечений с предварительным выгибом. Известно, что при производстве металлоконструкций ферм используется конструкционная сталь, с определенным содержанием углерода, который повышает прочность и пластичность конструкций. В сочетании с долговечностью и выгодной ценой, металлоконструкции ферм — эффективно использовать в строительстве любых быстровозводимых зданий (сооружений).
Для рационального использования ферм в строительстве, состав металла комбинируется, что обеспечивает еще лучшую несущую способность и прочность конструкций. Стали повышенной и высокой прочности — это спокойные стали. Их рекомендуется использовать в производстве металлоконструкций ферм, работающих на статические и динамические нагрузки в определенных климатических условиях. Кроме того металлические конструкции ферм, выполненные из конструкционной стали считаются наиболее экономичными и менее трудоемкими в производстве.
В производстве, металлические конструкции фермы сначала собираются на «прихватку», потом их переворачивают и производится обварка конструкций. По своей специфике производство и изготовление металлоконструкций ферм условно делится на производство тяжелых и легких ферм. В легких фермах присутствует один соединительный элемент (фасонка), в тяжелых фермах имеется несколько соединительных элементов. Расчет прочности соединительных элементов производится, исходя из равномерного распределения напряжений по сечению шва. После обварки, элементы фермы отправляются в покрасочный цех. Покрытие и покраска металлоконструкций ферм производится с учетом Ваших потребностей. Технология антикоррозийного и огнестойкого покрытия уже была описана нами.
В случае, если у Вас имеются какие-либо вопросы, можете проконсультироваться с нашими специалистами по телефону. После окраски металлические конструкции ферм готовятся к отгрузке и доставке на стройплощадку.
Наша компания предоставляет полный комплекс услуг по производству и изготовлению металлоконструкций ферм. Примеры разработанных проектов и готовые металлоконструкции ферм есть в онлайн каталоге. Учитывая, что металлические фермы классифицируются по видам, Вы можете при оформлении заявки описать необходимые типы и состав работ, после чего указать свои контактные данные для обратной связи. Наш специалист, после обработки Вашей заявки, свяжется с Вами в течение двух-трех дней! Ждем Ваших заявок!
Фермы металлические изготовление монтаж
Металлическая ферма — это опорная кровельная конструкция представляющая собой висячую конструкцию, которая состоит из верхнего и нижнего поясов, раскосов и стоек, входящая в общую стропильную систему крыши дома. Сегодня она может быть изготовлена из различного материала, но все большую популярность начинают приобретать конструкции, изготовленные из металла.
Изготовление
Стропильная ферма может быть изготовлена из различного материала, но все большую популярность начинают приобретать конструкции из металла. Конструкция металлической кровли выполняется по современной технологии, которая сегодня считается оптимальной для самых различных строений. Каркасные дома из металлических облегченных конструкций устойчивы к различным внешним условиям, они отличаются прочностью и надежностью.
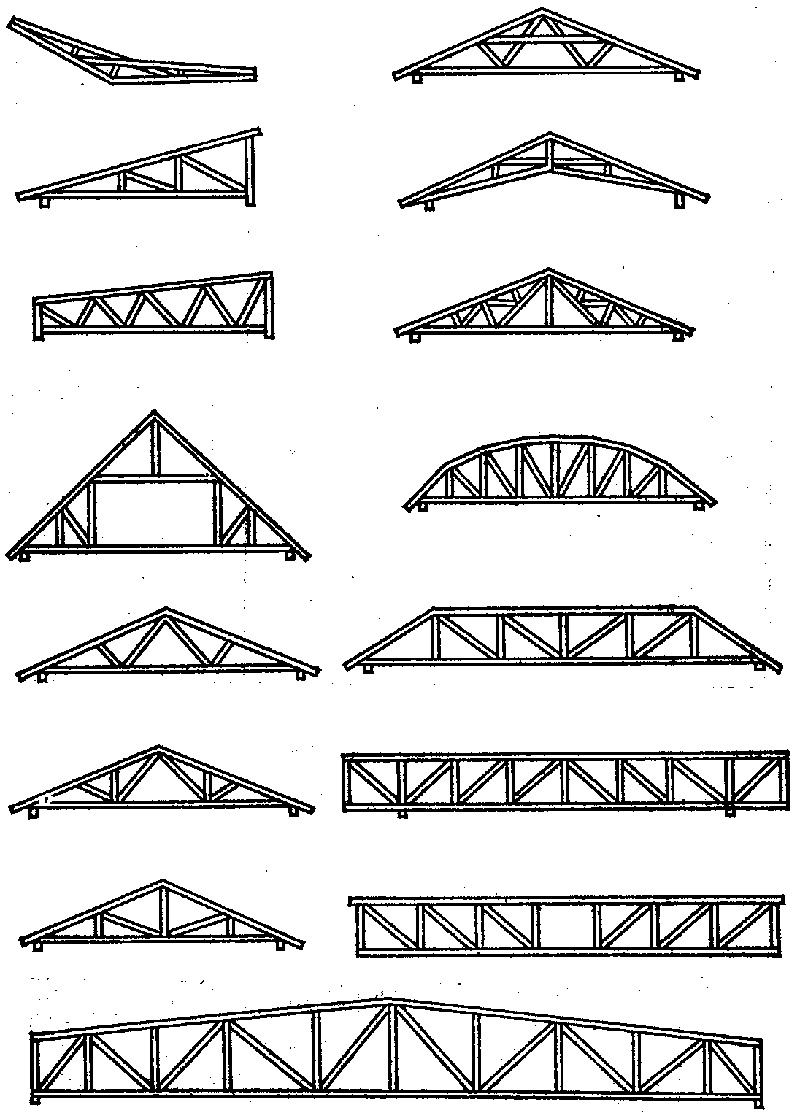
Применяемые сегодня фермы из металла могут быть самыми различными, что сильно отличает их от прочих. Они отличаются по форме поясов, пролетов, размерами, схемами изготовления. Так, статические фермы могут быть рамными, балочными, вантовыми, арочными. Балочные в этом случае отличаются более экономным расходом материалов, меньшим весом, чем остальные, они могут применяться для изготовления конструкций, нуждающихся в устойчивости к большим, постоянным нагрузкам.
Металлическая ферма изготавливается из стальных профилей, наиболее часто используется для этого уголок. Если предстоит обустроить более тяжелую конструкцию, то профиль должен иметь тавровое или двутавровое сечение. Для гидротехнических сооружений используется круглое сечение, а также профильная труба. Стропильная металлическая ферма достаточно широко применяется в конструкциях для перекрытия зданий, наиболее часто ширина пролета превышает 24 метра.
Главные конструктивные элементы металлических ферменных конструкций.
Металлическая ферма состоит из стоек, раскосов, а также решетки. Узловое соединение составляющих производится методом примыкания одного элемента к другому. Стержни решетки крепятся к поясам с помощью сварки или фасонных элементов. Помимо стропильных, могут быть и подстропильные. Их применяют в качестве опоры для несущих перекрытий и конструкций, что верно, если между колоннами оказывается большее расстояние, чем между балками.
Фермы с устройством параллельного пояса отличаются такими преимуществами:
- легкость монтажа из-за большого количества одинаковых деталей,
- длина стержней, используемых при устройстве решетки и пояса одинакова,
- наличие минимального количества стыков,
- полная унификация конструкции,
- использование при наличии мягкой кровли.
Односкатные фермы из профильной трубы имеют такие преимущества:
- устройство жестких узлов,
- отсутствие длинных стержней в середине фермы,
- сложность, но в то же время экономичность конструкции.
Фермы поригонального типа отличаются особенностями:
- используют для устройства строений, которые имеют большой вес,
- обеспечивают экономичность использования профиля,
- устройство поригональной фермы достаточно сложное и трудоемкое.
Фермы треугольной формы отличаются простотой изготовления и используются для крыш с крутым уклоном:
- сложность в устройстве опорных узлов
- большой расход профиля.
В зависимости от обустройства решетки в фермах разделяют на решетки треугольной формы, чаще всего используют в фермах с параллельными полюсами, иногда в фермах трапециевидной или треугольной форм, решетки раскосного типа отличаются трудоемкостью исполнения и большим расходом материала, индивидуальные решетки изготавливают исходя из размеров и особенностей фермы.
Использование металла для изготовления стропильных систем; это не такая и новинка. Известны такие конструкции еще с конца 19-ого века, хотя и применялись они крайне редко, в основном для строительства дворцов и храмов. Сегодня металл обрел вторую жизнь, из него делают надежные и очень прочные строения, жилые дома, промышленные объекты.
Расчет таких конструкций ферм должен осуществляться только специалистами и для этого существуют специальные программы. Крепления металлических ферм могут быть различными, так же как материал изготовления: это сварные стальные конструкции, облегченные оцинкованные, которые крепятся при помощи саморезов и болтов. Вид самих ферм и размеры во многом зависят от того, какой уклон кровли будет сделан, какие нагрузки предполагаются.
Железо (элемент) — факты, история, где оно найдено и как используется
Железо — от важнейшего строительного элемента из стали до питательных растений и помощи в переносе кислорода в кровь — оно всегда помогает поддерживать жизнь на Земле.
Железо — хрупкое твердое вещество, классифицируемое как металл группы 8 Периодической таблицы элементов. Самый распространенный из всех металлов, его чистая форма быстро корродирует от воздействия влажного воздуха и высоких температур. Железо также является четвертым по весу элементом земной коры, и большая часть ядра Земли, как полагают, состоит из железа.По данным Лос-Аламосской национальной лаборатории, помимо того, что он обычно встречается на Земле, он изобилует солнцем и звездами. Согласно лаборатории Джефферсона, железо имеет решающее значение для выживания живых организмов. У растений он играет роль в производстве хлорофилла. У животных это компонент гемоглобина — белка крови, который переносит кислород из легких в ткани организма.
По данным Королевского химического общества, 90 процентов всего металла, который очищается в наши дни, составляет железо.Большая часть его используется для производства стали — сплава железа и углерода — которая, в свою очередь, используется в производстве и гражданском строительстве, например, для изготовления железобетона. Нержавеющая сталь, содержащая не менее 10,5% хрома, обладает высокой устойчивостью к коррозии. Он используется в кухонных столовых приборах, бытовой технике и посуде, такой как сковороды и сковороды из нержавеющей стали. Добавление других элементов может придать стали другие полезные качества. Например, никель увеличивает его прочность и делает его более устойчивым к нагреванию и кислотам; По данным лаборатории Джефферсона, марганец делает его более долговечным, а вольфрам помогает сохранять твердость при высоких температурах.
Только факты
- Атомный номер (число протонов в ядре): 26
- Символ атома (в Периодической таблице элементов): Fe
- Атомный вес (средняя масса атома): 55,845
- Плотность : 7,874 грамма на кубический сантиметр
- Фаза при комнатной температуре: твердое вещество
- Точка плавления: 2800,4 градусов по Фаренгейту (1538 градусов по Цельсию)
- Точка кипения: 5181,8 F (2861 C)
- Количество изотопов (атомов одного элемента другое количество нейтронов): (укажите количество стабильных изотопов): 33 Стабильные изотопы: 4
- Наиболее распространенные изотопы: Железо-56 (естественное содержание: 91.754 процента)
История и свойства железа
Археологи подсчитали, что люди использовали железо более 5000 лет, согласно Jefferson Lab. Фактически, оказывается, что часть самого древнего железа, известного человеку, буквально упала с неба. В исследовании, опубликованном в 2013 году в Journal of Archeological Science, исследователи изучили древнеегипетские железные бусины, датируемые примерно 3200 годом до нашей эры.С. и обнаружил, что они были сделаны из железных метеоритов. По данным Лос-Аламосской национальной лаборатории, Ветхий Завет в Библии также неоднократно упоминает железо.
Железо в основном получают из минералов гематита и магнетита. По данным лаборатории Джефферсона, в меньшей степени его также можно получить из минералов таконита, лимонита и сидерита. По данным Лос-Аламосской национальной лаборатории, у железа есть четыре различных аллотропных формы, что означает, что у него есть четыре разные структурные формы, в которых атомы связываются по-разному.Эти формы называются ферритами, известными как альфа (магнитная), бета, гамма и омега.
Железо — важное питательное вещество в нашем рационе. Дефицит железа, наиболее распространенный дефицит питательных веществ, может вызывать анемию и усталость, которые влияют на способность выполнять физическую работу у взрослых. По данным Центров по контролю и профилактике заболеваний, он также может ухудшить память и другие психические функции у подростков. CDC предупреждает, что женщины, у которых наблюдается дефицит железа во время беременности, подвергаются повышенному риску рождения маленьких и ранних детей.
Существует два типа диетического железа: гемовое и негемовое. Гемовое железо, которое является наиболее легко усваиваемым типом железа, содержится в мясе, рыбе и птице, в то время как негемовое железо, которое также усваивается, но в меньшей степени, чем гемовое железо, содержится в обеих растительных продуктах (например, шпинат, капуста и брокколи) и мясо, согласно данным Американского Красного Креста. Люди поглощают до 30 процентов гемового железа по сравнению с 2-10 процентами негемового железа, сообщает ARC, добавляя, что продукты, богатые витамином С, такие как помидоры или цитрусовые, могут помочь людям усваивать негемовое железо.
Кто знал?
- По данным Калифорнийского университета в Санта-Барбаре, кровь имеет красный цвет из-за взаимодействия железа и кислорода. Кровь выглядит красной из-за того, как химические связи между двумя элементами отражают свет.
- По данным Денверского университета, чистое железо на самом деле мягкое и податливое.
- В 2007 году исследователи обнаружили огромный шлейф богатой железом воды, исходящей из гидротермальных источников в южной части Атлантического океана.
- Железо необходимо для роста фитопланктона — крошечных морских бактерий, которые используют углекислый газ из атмосферы в качестве топлива для фотосинтеза. Поэтому некоторые исследователи утверждали, что удобрение океанов дополнительным количеством железа может помочь поглотить избыток углекислого газа. Но исследование, опубликованное в Интернете в ноябре 2010 года в Proceedings of the National Academy of Sciences, показало, что это может быть не такой уж и хорошей идеей, поскольку все это дополнительное железо может фактически вызвать рост токсин-продуцирующих водорослей, которые способствуют загрязнению морской среды. дикая природа.
- По данным Королевского химического общества, около 90 процентов всего металла, который сегодня очищается, составляет железо.
- По данным Лос-Аламосской национальной лаборатории, железо является важным компонентом метеоритов, известных как сидериты.
- По данным Лос-Аламосской национальной лаборатории, железный столб, датируемый примерно 400 годом нашей эры, все еще стоит в Дели, Индия. Высота столба составляет около 23,75 футов (7,25 метра), а диаметр — 15,75 дюйма (40 сантиметров). Несмотря на воздействие погодных условий, столб не сильно корродировал благодаря уникальному составу металлов.
- Примеры продуктов, богатых железом, включают мясо, такое как говядина, индейка, курица и свинина; морепродукты, такие как креветки, моллюски, устрицы и тунец; овощи, такие как шпинат, горох, брокколи, сладкий картофель и стручковая фасоль; хлеб и крупы, такие как хлопья с отрубями, цельнозерновой хлеб и обогащенный рис; другие продукты, такие как бобы, чечевица, томатная паста, тофу и патока, по данным американского Красного Креста.
- По данным Nature, поверхность Марса имеет красный цвет из-за большого количества оксида железа (ржавчины) на ее поверхности.В коре Марса более чем в два раза больше оксида железа, чем на Земле.
- Твердое внутреннее и жидкое внешнее ядро Земли в основном состоят из железа (примерно 85 процентов и 80 процентов по весу соответственно). По данным НАСА, электрический ток, генерируемый жидким железом, создает магнитное поле, защищающее Землю. Железо также содержится в ядрах всех планет Солнечной системы.
- По данным JPL, железо — самый тяжелый элемент, образующийся в ядрах звезд.Элементы тяжелее железа могут быть созданы только при взрыве звезд большой массы (сверхновых).
- Латинское название железа — ferrum, которое является источником его атомного символа Fe.
- Слово «железо» происходит от англосаксонского слова iren. Слово «железо», возможно, произошло от более ранних слов, означающих «святой металл», потому что оно использовалось для изготовления мечей, используемых в крестовых походах, согласно WebElements.
Текущее исследование
Железо было предметом многочисленных медицинских исследований, некоторые из которых показывают, что высокий уровень железа в крови может быть связан с повышенным риском сердечно-сосудистых заболеваний.«Некоторые исследования показывают, что люди, у которых больше ферритина в системе крови и маркеры повышенного содержания железа в организме, могут быть более подвержены риску некоторых сердечно-сосудистых заболеваний», — сказала Джудит Вайли-Розетт, профессор кафедры эпидемиологии. здоровье населения и медицинский факультет Медицинского колледжа Альберта Эйнштейна Университета Иешива в Нью-Йорке. «И вызывает ли это риск или это биомаркер чего-то еще, неясно», — сказала Уайли-Розетт Live Science.(Ферритин — это тип белка, который накапливает железо, а тест на ферритин измеряет количество железа в крови.)
В исследовании, проведенном с участием более 1900 финских мужчин в возрасте от 42 до 60 лет, опубликованном в 1992 году в журнале Circulation. , исследователи обнаружили связь между высоким уровнем железа и повышенным риском сердечного приступа. В более позднем исследовании, опубликованном в январе 2014 года в журнале Journal of Nutrition, исследователи обнаружили, что гемовое железо, обнаруженное в мясе, увеличивает риск ишемической болезни сердца на 57 процентов, но такой связи между негемовым железом и риск ишемической болезни сердца.
Интересно, что недавние исследования также связали накопление железа в головном мозге с болезнью Альцгеймера. В исследовании, опубликованном в августе 2013 года в Журнале болезни Альцгеймера, исследователи обнаружили, что количество железа в гиппокампе — области мозга, связанной с формированием воспоминаний — было увеличено и связано с повреждением тканей в области гиппокампа у людей. с болезнью Альцгеймера, но не у здоровых пожилых людей.
«Накопление железа в головном мозге может зависеть от изменения факторов окружающей среды, таких как количество потребляемого нами красного мяса и пищевых добавок с железом, а у женщин, перенесших гистерэктомию перед менопаузой», — автор исследования д-р.Джордж Барцокис, профессор психиатрии в Институте неврологии и поведения человека им. Семела при Калифорнийском университете в Лос-Анджелесе, заявил в своем заявлении.
Дефицит железа также был связан с депрессией, согласно исследованию 2017 года, опубликованному в Journal of Psychiatric Research группой австралийских исследователей, которые пытались найти связь между генетикой, уровнем железа и депрессией, особенно у подростков. Исследователи обнаружили, что, хотя существует связь между уровнем железа в кровотоке и степенью депрессии, нет никаких доказательств генетической связи между ними.Исследователи использовали данные, полученные из исследований близнецов, и рассмотрели множество факторов при сравнении близнецов-подростков со взрослыми близнецами. Связь между уровнем железа и депрессией, скорее всего, будет наблюдаться в периоды времени, когда организму требуется большее количество железа, например, во время всплесков роста.
В статье 2017 года, опубликованной в European Journal of Nutrition исследовательской группой из Ирана, описывается исследование, в котором препараты железа давали новым, не страдающим анемией матерям с послеродовой депрессией (PPD).Группа из 70 женщин начала двойное слепое исследование через неделю после родов, и через шесть недель сравнили симптомы PPD. Группа, принимавшая добавку железа, испытала значительно большее улучшение симптомов PPD, чем группа, принимавшая плацебо.
Дополнительная информация от Рэйчел Росс, участника Live Science
Крупномасштабное производство магнитных наночастиц с использованием бактериальной ферментации | Журнал промышленной микробиологии и биотехнологии
Аннотация
Производство как наноразмерных частиц кристаллического магнетита чистой фазы, так и магнетита, замещенных Co, Ni, Cr, Mn, Zn или редкоземельными элементами для некоторых из Fe, было продемонстрировано с использованием микробных процессов.Такое микробиологическое производство магнитных наночастиц может быть достигнуто в больших количествах и с низкими затратами. В этих экспериментах более 1 кг (сырой вес) Zn-замещенного магнетита (номинальный состав Zn 0,6 Fe 2,4 O 4 ) было извлечено из 30 л ферментации. Просвечивающая электронная микроскопия (ПЭМ) использовалась для подтверждения того, что внеклеточные магнетиты демонстрируют хорошую монодисперсность. Результаты ПЭМ также показали хорошо воспроизводимый размер частиц и подтвержденный средний размер кристаллитов (ACS), равный 13.1 ± 0,8 нм, определенное методом дифракции рентгеновских лучей ( N = 7) с доверительной вероятностью 99%. На основе масштабных экспериментов, проведенных с использованием реактора емкостью 35 л, увеличение воспроизводимости ACS может быть связано с комбинацией факторов, включая увеличение количества доноров электронов, наличие ионов двухвалентного замещенного металла и меньшее количество ионов двухвалентного железа в случае замещенного магнетита и увеличения объема реактора, преодолевая различия в каждой партии. Промышленный магнетит нанометрового размера (25–50 нм) может стоить 500 долларов за кг.Однако микробные процессы потенциально способны производить чистые или замещенные магнетиты 5–90 нм за небольшую часть стоимости традиционного химического синтеза. Несмотря на то, что существует множество подходов к синтезу наночастиц, бактериальная ферментация магнетита или металлзамещенного магнетита может представлять собой выгодную производственную технологию в отношении выхода, воспроизводимости и масштабируемого синтеза с низкими затратами при низком потреблении энергии.
Введение
В последнее время промышленные потребности в магнитных порошках увеличились, так как число потенциальных областей применения этого материала возросло.Магнитный наноразмерный порошок можно использовать в качестве носителя лекарств для местной химиотерапии [38], магнитных накопителей [1], магнитокалорических насосов [12], феррожидкостей [13], магнитно-резонансной томографии [9, 10] и радиопоглощающих материалов. материалы [2]. Другое возможное применение — очистка воды [29, 33]. Были предприняты значительные усилия для улучшения свойств магнетита (Fe 3 O 4 ), поскольку магнетит не имеет значительных проблем окисления по сравнению с наночастицами нуль-валентного железа.Однако трудно массово производить гомогенный магнетит толщиной от 5 до 50 нм с небольшими затратами [30]. Успешная коммерциализация технологии зависит от факторов качества, стоимости и доступности.
Бактериальная ферментация представляет собой принципиально новый подход к крупномасштабному производству кристаллических порошков нанометрового размера из различных материалов. Предыдущие работы [12, 13] поддержали развитие высокопроизводительного синтеза чистого и металлзамещенного магнетита. Недавние исследования термофилов показали, что микробиологический процесс подходит для включения других металлов в магнетит, включая Co, Ni, Zn, Cr, Mn и Pd [15, 16, 23, 25, 26, 34] и редкоземельные элементы, такие как Nd. , Gd, Er, Ho и Tb [17].Представленная здесь работа сосредоточена на разработке низкозатратного подхода к производству наночастиц магнетита с жестким контролем, имеющих одинаковый диапазон размеров в пределах 5–100 нм в партиях размером кг. На рисунке 1 показаны прототипы экспериментов по увеличению объема от 10 мл до 12 л с использованием бактериально синтезированных металлзамещенных наноразмерных порошков магнетита.Рис. 1
Эксперименты по масштабированию прототипа для 10 мл, 100 мл, 500 мл, 1 л и 12 л среды
Рис. 1
Эксперименты по расширению прототипа для 10 мл, 100 мл, 500 мл, 1 л и 12 л среды
Бактериальная ферментация для синтеза наномасштабного магнитного порошка имеет определенные преимущества с точки зрения масштабируемости, воспроизводимости и высокого качества с низким уровнем дефектов или дислокаций по сравнению с традиционными неорганическими методами, такими как золь-гель [32], химическое разложение из паровой фазы [22] или магнитосомный магнетит с использованием магнитотактических бактерий [7].Ключевые аспекты массового производства путем бактериальной ферментации включают скорость, с которой образуются частицы, воспроизводимость размеров и легкость извлечения. Что касается простоты восстановления, конечные продукты могут быть восстановлены путем промывки деионизированной водой для удаления среднего раствора. Напротив, в синтезе с использованием металлоорганических предшественников используются различные виды растворителей, такие как 1,2-гексадекандиол, олеиламин и олеиновая кислота в фениловом эфире [28] и 1-гексадецен, октиловый эфир, 1-октадецен, 1-эйкосен и триоктиламин [19], которые вредны для окружающей среды.Кроме того, обработка поверхности для преобразования гидрофобных поверхностей наночастиц в гидрофильные имеет важное значение в неорганическом синтезе. Другим важным преимуществом является низкая температура и низкое энергопотребление по сравнению с химическим синтезом с использованием термического разложения [4, 5] и механического измельчения для достижения желаемых размеров частиц [20].
Низкие температуры и соответствующие более низкие затраты на энергию и высокий выход могут сделать бактериальную ферментацию более экономичным и энергоэффективным процессом, чем некоторые из конкурирующих процессов.Например, для синтеза с использованием металлоорганического комплекса требуется не менее 500 ° C для разложения прекурсоров [21], а для синтеза с использованием золь-гель метода требуется отжиг при температуре не менее 250 ° C в вакууме [32], в то время как микробная ферментация требует только температуры. от 20 до 65 ° C. Цены на промышленный магнетит в долларах США 2009 года обычно превышают 500 долларов за кг (98%, <50 нм, Sigma-Aldrich или 99,5%, 25 нм, наноструктурированные и аморфные материалы), в то время как массовое производство микробов, вероятно, способно производить магнетит 30 нм за небольшую долю стоимости традиционного химического синтеза.
Материалы и методы
Источник микроорганизмов, подготовка и инкубация сред, а также сбор образцов
Fe (III) -редуцирующих бактерий (термофильные, мезофильные или психротолерантные штаммы) были выделены из отложений и воды, собранных из различных сред, включая глубокие подземные отложения или гидротермальные источники в океане [11, 24, 27]. Эти бактерии, восстанавливающие Fe (III), способны синтезировать чистые и металлзамещенные наночастицы магнетита в анаэробных условиях [14, 37]. Thermoanaerobacter sp. TOR-39 [11] был выбран для изучения микробного образования магнетита в сценариях крупномасштабного производства, поскольку они позволяют получать кристаллические продукты реакции в течение нескольких дней или недель инкубации. Также 10 мМ потенциальных доноров электронов, таких как глюкоза, лактат и ацетат [11], для восстановления формы акаганеита и синтеза магнетита были протестированы путем инкубации с 80 мМ чистого акаганеита и TOR-39 в течение 2 недель. Образцы с лактатом и ацетатом показали магнитные черные выделения только на поверхности осажденного предшественника.Напротив, образцы с глюкозой показали полностью преобразованные магнетиты (данные не показаны). Следовательно, в дальнейших синтезах использовалась только глюкоза для интенсификации массового производства с высоким выходом.
Культуральная среда содержала такой же базовый состав, как сообщалось ранее [16]. В анаэробную среду не добавляли экзогенный переносчик электронов (т.е. дисульфонат антрахинона) или восстанавливающий агент (т.е. цистеин).
Для запуска 35-литрового реактора (рис. 2а) 20 л конденсированной основной среды с ингредиентами, эквивалентными 30 л, добавляли в 25-литровую стеклянную бутыль, снабженную вентиляционными отверстиями, и автоклавировали в течение 2 часов.Бутылка оставалась в автоклаве до тех пор, пока температура не снизилась до 70 ° C. Бутыль дополнительно охлаждали при непрерывной продувке очищенным газом N 2 через фильтр 0,2 мкм в течение ночи. Охлажденную среду переносили путем добавления давления ( 2 газа. После того, как температура среды в реакторе приближалась к 65 ° C, инкубацию для массового производства чистых или металлзамещенных магнетитов начинали с добавлением 10 мМ глюкозы. , 15 мМ 3- (N-морфолино) пропансульфоновая кислота (MOPS), титрованная до pH 7.8, примерно 80–120 мМ акаганеита (M x Fe 1− x OOH, где M — металл), предшественник и 2 л среднелегового роста TOR-39, который был приготовлен путем ферментации без акцептор электронов при 65 ° C в течение 1 или 2 дней, используя перенос 2 об.% из хранимой культуры. Общий объем ферментации доводили до 30 л анаэробной стерильной дистиллированной водой. Инъекции производили с использованием игл 18G, фитингов из нержавеющей стали с двойной охватываемой резьбой Luer Lock и барботирования газа N 2 .Каждый 0,4 M чистый и металлзамещенный акаганеит в качестве предшественника магнетита был приготовлен [16] и выдержан не менее 1 месяца перед ферментацией.Рис. 2
a Принципиальная схема 35-литрового реактора для крупномасштабного ферментативного производства наночастиц ( верхний ) и b , работающего в реакторе с контролем pH
Рис. 2
a Принципиальная схема 35-литрового реактора для крупномасштабного ферментативного производства наночастиц ( верхний ) и b , работающего в реакторе с контролем pH
Инкубация поддерживалась при 65 ° C в течение 3 недель, и среда была добавлена с 10 мМ глюкозы каждые 4 дня.PH измеряли на образцах, взятых из сосуда, с использованием комбинации pH-электрода (Orion 815600) с расширяемым ионным анализатором (Orion EA-920, ThermoOrion, Beverly, MA; рис. 2b). При необходимости добавляли аликвоты 10 M · NaOH или 1,5 M · MOPS для поддержания pH между 7,2 и 7,5. Во время инкубации непрерывная продувка газом N 2 поддерживала анаэробные условия среды и удаляла газ CO 2 в свободном пространстве через клапан противодавления (0,2 бар). Это одновременно обеспечивало безопасность реактора и предотвращало осаждение карбонатов.Содержимое реактора непрерывно перемешивали со скоростью 40 об / мин, и интенсивное перемешивание проводили в течение более 30 минут каждый день.
Химико-минералогическая характеристика магнитных наночастиц
По истечении запланированного времени инкубации образцы в пробирки под давлением или флаконы с сывороткой собирали, как описано ранее [16]. Магнетит из 35-литрового реактора собирали через отверстие для отбора проб, поддерживая положительное давление в свободном пространстве путем добавления газа N 2 .В реакторе оставалось примерно 10 л использованной среды. Затем добавляли новую среду для следующей партии ферментации. Твердые минеральные фазы из реактора промывали не менее пяти раз повторением циклов интенсивного перемешивания в 15 л деионизированной воды в 20-литровом ведре с последующим разделением с помощью двух сильных магнитов (150 × 70 × 35 мм каждый). Образцы, содержащие минимум воды, дегазировали с помощью N 2 в течение более 1 ч, взвешивали как влажные образцы и хранили в стеклянных бутылках с газонепроницаемым уплотнением под газом N 2 .Части образцов для анализа извлекали в перчаточный мешок, сушили вымораживанием и затем хранили в атмосфере газа N 2 .
Для исследования дифракции рентгеновских лучей на порошке небольшое количество полученного микробами наноразмерного магнетита смешивали с метанолом для получения суспензии, и суспензию наносили на пластину с нулевым фоном из диоксида кремния. Данные собирали с использованием либо Scintag PAD V с охлаждаемым точечным детектором Пельтье, либо дифрактометра PANalytical, X’pert PRO MPD с многополосным детектором в реальном времени (RTMS) X’Celerator.Оба прибора использовали излучение Cu-kα и работали при мощности 45 кВ / 40 мА, а данные собирали между 10 и 70 ° 2θ. Данные были проанализированы путем подбора профиля без каких-либо структурных параметров с использованием программного пакета JADE (Material Data Inc.) и / или подгонки со структурными параметрами с использованием графического пользовательского интерфейса EXPGUI [31] для программы Ритвельда системы общего структурного анализа (GSAS) [8 ]. ACS был определен с использованием программного обеспечения JADE, а уравнение Шеррера и параметры решетки были получены из уточнений Ритвельда с использованием GSAS.
Просвечивающая электронная микроскопия (ТЕМ, FX 2000, JEOL, Япония) использовалась для изучения морфологии и размера частиц осажденных минералов железа.
Результаты и обсуждение
Эффект повышенного содержания растворенных веществ (высокий диапазон ввода 40–160 мМ предшественника магнетита)
В предыдущих исследованиях в напорных трубках использовалось 40 мМ [16, 17] или 70 мМ магнетитового предшественника акаганеита [23]. Для возможного увеличения выхода продукта концентрации чистого прекурсора и Zn-замещенного прекурсора были увеличены с 40 до 160 мМ (рис.3). Влияние увеличения концентрации предшественника акаганеита на выход продукта (рис. 3a) и ACS (рис. 3b) с 10 мМ глюкозой в качестве донора электронов было различным для чистого предшественника и Zn-замещенного предшественника (Zn 0,2 Fe 0,8 OOH). Увеличение концентрации предшественника чистого магнетита могло привести к снижению плотности сорбции продукта, тем самым уменьшив выход, что согласуется с агрегацией частиц, блокирующей центры сорбции Fe (II) при более высоких концентрациях твердого вещества [11].Напротив, увеличение концентрации предшественника Zn, по-видимому, улучшает выход продукта.Рис. 3
Изменения производственной массы ( a ) и среднего размера кристаллитов (ACS) ( b ) в зависимости от количества на входе чистого и Zn-замещенного прекурсора от 40 до 160 мМ в напорных трубках
Рис. .3
Изменение производственной массы ( a ) и среднего размера кристаллитов (ACS) ( b ) в зависимости от количества на входе чистого и Zn-замещенного прекурсора от 40 до 160 мМ в напорных трубках
При использовании FeOOH в качестве предшественника выход сначала увеличивался, а затем снижался при более высоких концентрациях, в то время как ACS немного увеличивался с увеличением концентрации предшественника.Этот результат предполагал, что микробная активность могла не иметь достаточно восстановленных ионов трехвалентного железа для образования достаточного количества ядер магнетита, что затем привело к большему ACS, когда концентрация предшественника превышала 80 мМ. Низкая концентрация донора электронов (по сравнению с повышенным количеством прекурсора) и слабая микробная активность преимущественно способствовали росту кристаллов, поскольку небольшие наночастицы в основном не наблюдались.
Для Zn-замещенного прекурсора (Zn 0,2 Fe 0.8 OOH), выход Zn-замещенного магнетита (номинальная формула Zn 0,6 Fe 2,4 O 4 ) увеличивался, и ACS был относительно стабильным с увеличением ввода прекурсора. Серия Zn-замещенных предшественников имела доступные двухвалентные ионы Zn с дополнительными восстановленными ионами двухвалентного железа, так что большее количество Zn-замещенного магнетита, пропорционально введенному количеству, могло быть произведено во время 3-недельного процесса ферментации и старения даже при ограниченных условиях. электронодонорные условия.Стабильная ACS могла быть обусловлена балансом между генерацией зародышей и ростом кристалла, а размер мог контролироваться легирующим элементом [18]. Они показали, что на образование биомагнетита между генерацией ядер и потреблением в процессе роста кристаллов, вероятно, повлияли разные легирующие металлы, за которыми следовали разная металло-специфическая токсичность для бактерий, разная константа гидролиза металлов в прекурсорах и инконгруэнтное включение различных видов растворенных металлов в среду .
Эффект среднего масштабирования (низкий диапазон ввода 20 и 40 мМ предшественника магнетита)
Увеличение размера реакционного сосуда оказало положительное влияние на ACS. При добавлении 20 или 40 мМ чистого предшественника магнетита в 10, 50, 200 (или 500) и 1000 мл среды была отмечена общая тенденция: чем больше объем среды, тем меньше размер кристаллитов (рис. 4а). ). Тенденция может быть связана с увеличенным входным объемом прекурсора на единицу площади, так как прекурсоры обычно оседают на дно емкости после инокуляции, где выпадение осадка происходит в конденсированном состоянии (далее именуемой конденсированной плотностью).Более высокие плотности конденсата имели место при больших объемах среды, что приводило к меньшим размерам частиц. Эти наблюдения согласуются с результатами Casula et al. [3], которые отметили, что концентрация предшественника железа влияет на размер получаемых наночастиц таким образом, что частицы меньшего размера получают при более высоких концентрациях железа. Следовательно, влияние объема среды, вероятно, было связано с неоднородным (конденсированным) распределением прекурсора, а не с идеальным однородным распределением прекурсоров в общем объеме среды.Мы также протестировали образование биомагнетита при непрерывном перемешивании со скоростью 120 об / мин в двух или трех экземплярах. Входные образцы 20 и 40 мМ при перемешивании показали аналогичную тенденцию с застойными образцами, за исключением шкалы 10 мл. Ожидалось, что в условиях перемешивания диффузия и агрегация мономеров магнетита будут усилены, а количество агрегатов мицелл увеличится [35], что приведет к увеличению ACS. Однако образование биомагнетита не привело к большой разнице. Большой разброс для образцов объемом 10 мл можно объяснить соотношением площади дна и среднего объема (рис.4б). Соотношение было очень близким между 50, 200 и 1000 мл ( r 2 = 0,9991). Когда были включены объемы 10 и 500 мл, корреляция была хуже ( r 2 = 0,9633).Рис. 4
a Размер кристаллитов в зависимости от объема среды, исходной концентрации прекурсора и перемешивания во время производства чистого магнетита; b корреляция между площадью дна и объемом среды
Рис. 4
a Размер кристаллитов в зависимости от объема среды, исходной концентрации прекурсора и перемешивания во время производства чистого магнетита; b корреляция между площадью дна и средним объемом
Наше наблюдение более крупных ACS с 40 мМ прекурсора, чем с 20 мМ прекурсором во всем диапазоне объемов среды (рис.4а) кажется противоречащим приведенной выше интерпретации меньшего размера ACS с большим объемом среды или концентрацией ионов. Большая тенденция ACS при 40 мМ предшественников акаганеита по сравнению с 20 мМ предполагает, что рост кристаллов мог преобладать над образованием зародышей, когда ввод предшественника был низким. Соответственно, более крупный ACS между нашими экспериментами с 40 мМ и 20 мМ не должен напрямую контрастировать с меньшими наблюдениями ACS в гораздо более высоком диапазоне предшественников 100–300 мМ, обсуждаемых Casula et al. [3]. Разница ACS между входной концентрацией прекурсора 40 и 20 мМ уменьшалась с увеличением объема среды, когда условие донора электронов не ограничивалось.Moon et al. [16] ранее использовали дифракцию рентгеновских лучей на порошке, чтобы определить, что использованных 10 мМ глюкозы было достаточно для трансформации 40 мМ предшественника. В условиях, представленных здесь (различные концентрации входящего прекурсора и достаточное количество доноров электронов), аналогичная ACS при больших объемах среды показала, что контроль размера и монодисперсность микробного синтеза согласовывались в более крупных реакторах. Последовательность, вероятно, была связана с устойчивой микробной активностью в больших объемах, что привело к более быстрому и непрерывному образованию ядер.
Результаты, представленные здесь и в литературе, показывают, что ACS, вероятно, контролируется комбинацией диапазона входной концентрации, типа прекурсора и плотности конденсата по отношению к объему. Образование большего количества зародышей магнетита обычно приводило к меньшему размеру ACS из-за взаимосвязи между зарождением нанокристаллов и ростом наночастиц [36].
Существуют противоположные силы, которые могут управлять ACS в этих экспериментах. Учитывая взаимосвязь между созреванием Оствальда и донорами электронов, одна из возможностей могла заключаться в том, что ACS будет пропорциональна входной концентрации акцепторов электронов (рис.3b), где более мелкие наночастицы растворяются и осаждаются на более крупных наночастицах [6]. Другая возможность могла бы предложить ACS, обратно пропорциональную конденсированной плотности с неограниченными донорами электронов, замедляющими рост более крупных частиц и ускоряющими рост более мелких, что приводит к узкому распределению наночастиц по размерам (рис. 4). Это увеличение ACS может быть подавлено за счет того, что концентрация растворенного железа близка к пересыщению на основе увеличенных плотностей конденсата.Для крупномасштабного микробиологического производства магнетита, начиная с прекурсоров акаганеита, рост наночастиц можно контролировать с помощью избытка прекурсора, увеличения плотности конденсированных прекурсоров с неограниченными донорами электронов и облегчения зародышеобразования с последующим накоплением наночастиц небольшого размера.
Эксперимент с увеличением масштаба и воспроизводимость
В таблице 1 приведены результаты экспериментов по увеличению объема до 30 л по получению чистых и металлзамещенных магнетитов.Ферментер периодического действия на 30 л может производить более 1 кг (сырого веса) магнетита менее чем за 1 месяц, в отличие от синтеза магнитотактических бактерий, который может дать всего несколько граммов при том же объеме и времени инкубации. По сравнению с чистым магнетитом 41,3 ± 5,1 нм из 30-миллилитровой среды [34], 30-литровая ферментация дала чистый магнетит с ACS 75,8 ± 5,1 нм. Более высокая ACS чистого магнетита в экспериментах на 30 л хорошо согласуется с механизмом, предполагающим, что меньшее образование ядер ведет к большему размеру частиц (рис.3б). Напротив, ACS различных металлзамещенных магнетитов в крупномасштабных (30-литровых) экспериментах была меньше, чем у культур небольшого объема, таких как Zn 0,3 Fe 2,7 O 4 (37,0 ± 3,3 нм от 50 мл и 28,4 ± <0,1 нм от 30 л) и Co 0,3 Fe 2,7 O 4 (47,7 ± 11,5 нм от 50 мл и 33,9 ± 3,1 нм от 30 л). Это означает, что увеличенный микробный синтез обеспечил преимущества выхода и монодисперсного контроля кристаллитов, нетипичных для химического синтеза наночастиц, обеспечивая меньшие ACS для замещенного магнетита, что могло быть связано с дополнительным поступлением двухвалентных катионов.
Производство различных чистых и замещенных магнетитов
| Легирующие элементы . | Формула наночастиц . | Входная концентрация (мМ) . | Средний размер кристаллитов (нм) . | Максимальный выход (г / л) . | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Только Fe a | Fe 3 O 4 | 107 | 75.8 ± 5,1 | 19,6 b | |||||||
| Zn a | Zn 0,6 Fe 2,4 O 4 | 80–120 | 13,0 ± 0,8 | 49,733 8 b| Zn a | Zn 0,3 Fe 2,7 O 4 | 107 | 28,4 ± <0,1 | 23,5 b | | ||
| Co a | Co3 Fe 2,7 O 4 | 107 | 33,9 ± 3,1 | 32,5 b | |||||||
| Ni a | Ni 0,3 Fe 2,7 107 O 4 | 902935,7 ± 5,6 | 24,4 b | ||||||||
| Mn | Mn 0,6 Fe 2,4 O 4 | 80 | 18 | 4,5 b | Cr 0.15 Fe 2,85 O 4 | 40 | 40 | 0,85 c | |||
| Nd | Nd 0,06 Fe 2,94 O 4 | 40 | 1,19 c|||||||||
| Gd | Gd 0,06 Fe 2,94 O 4 | 40 | 23 | 1,2 c | |||||||
| Ho | 90.06 Fe 2,94 O 440 | 30 | 1,1 c | ||||||||
| Er | Er 0,06 Fe 2,94 O 4 | 40 | 0,9 c | ||||||||
| Tb | Tb 0,06 Fe 2,94 O 4 | 40 | 36 | 1,0 c |
| 902 Легирующие элементы . | Формула наночастиц . | Входная концентрация (мМ) . | Средний размер кристаллитов (нм) . | Максимальный выход (г / л) . | ||||
|---|---|---|---|---|---|---|---|---|
| Только Fe a | Fe 3 O 4 | 107 | 75,8 ± 5,1 | 19,6 b | ||||
Zn 95| 0,69 900 0,6 2.4 O 4 | 80–120 | 13,0 ± 0,8 | 49,7 b | | ||||
| Zn a | Zn 0,3 Fe 2,7 107 O 4 | ± <0,1 | 23,5 b | |||||
| Co a | Co 0,3 Fe 2,7 O 4 | 107 | 33,9 ± 3,1 | 32,5 b | 0 Ni аNi 0.3 Fe 2,7 O 4 | 107 | 35,7 ± 5,6 | 24,4 b |
| Mn | Mn 0,6 Fe 2,4 O 4 | 80 | 4,5 b | |||||
| Cr | Cr 0,15 Fe 2,85 O 4 | 40 | 40 | 0,85 c | ||||
| Nd | Nd Nd06 Fe 2,94 O 440 | 14 | 1,1 c | |||||
| Gd | Gd 0,06 Fe 2,94 O 4 | 40 | 1,2 c||||||
| Ho | Ho 0,06 Fe 2,94 O 4 | 40 | 30 | 1,1 c | ||||
| Er | 0295 Er .06 Fe 2,94 O 440 | 32 | 0,9 c | |||||
| Tb | Tb 0,06 Fe 2,94 O 4 | 40 | 1,0 c
Производство различных чистых и замещенных магнетитов
| Легирующие элементы . | Формула наночастиц . | Входная концентрация (мМ) . | Средний размер кристаллитов (нм) . | Максимальный выход (г / л) . | |
|---|---|---|---|---|---|
| Только Fe a | Fe 3 O 4 | 107 | 75,8 ± 5,1 | 19,6 b | |
Zn 95| 0,69 900 0,6 2,4 O 4 | 80–120 | 13,0 ± 0,8 | 49,7 b | | |
| Zn a | Zn 0.3 Fe 2,7 O 4 | 107 | 28,4 ± <0,1 | 23,5 b | |
| Co a | Co 0,3 Fe 2,7 O 4 | 33,9 ± 3,1 | 32,5 b | ||
| Ni a | Ni 0,3 Fe 2,7 O 4 | 107 | 35,7 ± 5,6 | 24,4 902 902 | Mn | Mn 0.6 Fe 2,4 O 4 | 80 | 18 | 4,5 b |
| Cr | Cr 0,15 Fe 2,85 O 4 | 40 | 40 295 0,8 c | ||
| Nd | Nd 0,06 Fe 2,94 O 4 | 40 | 14 | 1,1 c | |
| Gd | .06 Fe 2,94 O 4 | 40 | 23 | 1,2 c | |
| Ho | Ho 0,06 Fe 2,94 O 4 | 40 | 1,1 c | ||
| Er | Er 0,06 Fe 2,94 O 4 | 40 | 32 | 0,9 c | |
| Tb | Tb | Tb06 Fe 2,94 O 4 | 40 | 36 | 1,0 c |
| Легирующие элементы . | Формула наночастиц . | Входная концентрация (мМ) . | Средний размер кристаллитов (нм) . | Максимальный выход (г / л) . | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Только Fe a | Fe 3 O 4 | 107 | 75.8 ± 5,1 | 19,6 b | |||||||
| Zn a | Zn 0,6 Fe 2,4 O 4 | 80–120 | 13,0 ± 0,8 | 49,733 8 b| Zn a | Zn 0,3 Fe 2,7 O 4 | 107 | 28,4 ± <0,1 | 23,5 b | | ||
| Co a | Co3 Fe 2,7 O 4 | 107 | 33,9 ± 3,1 | 32,5 b | |||||||
| Ni a | Ni 0,3 Fe 2,7 107 O 4 | 902935,7 ± 5,6 | 24,4 b | ||||||||
| Mn | Mn 0,6 Fe 2,4 O 4 | 80 | 18 | 4,5 b | Cr 0.15 Fe 2,85 O 4 | 40 | 40 | 0,85 c | |||
| Nd | Nd 0,06 Fe 2,94 O 4 | 40 | 1,19 c|||||||||
| Gd | Gd 0,06 Fe 2,94 O 4 | 40 | 23 | 1,2 c | |||||||
| Ho | 90.06 Fe 2,94 O 440 | 30 | 1,1 c | ||||||||
| Er | Er 0,06 Fe 2,94 O 4 | 40 | 0,9 c | ||||||||
| Tb | Tb 0,06 Fe 2,94 O 4 | 40 | 36 | 1,0 c |
Приготовленные в 1 среды имеют относительно большие расчетные стандартные отклонения ACS по сравнению с 50-мл объемами культивирования или 30-литровыми периодическими ферментациями (данные не показаны).Это могло быть экспериментальным артефактом из-за различных начальных условий с отдельно приготовленной средой для каждой бутылки (эксперименты на 1 л) в отличие от среды из одной большой партии (бутылки на 50 мл) или большого среднего объема (30 л). , что минимизировало отклонения при приготовлении среды. Другое явление, вероятно, было ответственно за большие стандартные отклонения ACS наночастиц, включающих Ni и Co, чем для ACS чистых и Zn-замещенных наночастиц магнетита.Эти различия, скорее всего, связаны с различиями в константах гидролиза, поскольку Zn ближе к Fe, чем Ni и Co [15, 16]. Большие стандартные отклонения для ACS магнетита, полученного из 1 л средних объемов, подчеркивают важность контроля начальных условий времени задержки, растворения прекурсора и роста зародышей.
Повторные высококлассные ферментации объемом 30 л (реактор 35 л) с использованием одной партии среды после многократных добавлений донора электронов и инокуляции термофильной культуры TOR-39 Zn-замещенным предшественником в диапазоне от 80 до 120 мМ (путем добавления 6– 9 л 0.4 M Zn 0,2 Fe 0,8 OOH в конечный объем 30 л) произвел до 50 г / л (на влажной основе) Zn-замещенного магнетита (рис. 5). Получение изображений ПЭМ после процедуры разделения частиц (вход на фиг. 5) показало средние длинные и короткие оси 15,4 и 12,9 нм ( N = 27). Различные легирующие элементы и различные исходные концентрации прекурсора были исследованы с дополнительным донором электронов и контролем pH на уровне 7,3–7,5, и результаты представлены для Zn-замещенной системы (рис. 6).Две подвыборки (№№ 7 и 8) были вне статистических нижней и верхней границ 11,5- и 14,6-нм ACS при уровне достоверности 99% и были исключены из последующего анализа. Микрофотографии Zn-замещенных магнетитов, полученные методом просвечивающей электронной микроскопии, показали хорошую монодисперсность (рис. 6а, б). ACS из рентгенограмм показала высокую воспроизводимость 13,1 ± 0,8 (1σ) нм для семи образцов и хорошее согласие с результатом ПЭМ. Семь из девяти последовательных партий ферментации показали удивительно похожие значения параметра решетки (рис.6c), что указывает на отличную воспроизводимость. Параметры решетки сходились к узкому диапазону от 8,411 до 8,416 Å со средним параметром решетки 8,413 ± 0,002 Å (за исключением № 7, равного 8,421 Å за верхней границей при уровне достоверности 99%; рис. 6c). После седьмой партии вся среда была вымыта из емкости, и реактор был заполнен новой средой из-за накопления летучих жирных кислот, что предположительно было связано с большим параметром решетки с большим стандартным отклонением, чем в предыдущих партиях.Опять же, последние две партии показали параметры решетки, аналогичные первым шести (рис. 6c).Рис.5
Фотография чистого магнетита (Fe 3 O 4 , слева ) и Zn-замещенного магнетита (Zn 0,6 Fe 2,4 O 4 , справа ). На вставке — ПЭМ-изображение Zn-замещенного магнетита
Рис.5
Фотография чистого магнетита (Fe 3 O 4 , слева ) и Zn-замещенного магнетита (Zn 0.6 Fe 2,4 O 4 , правый ). На вставке — ПЭМ-изображение Zn-замещенного магнетита
Рис. 6
a и b ПЭМ-изображения Zn-феррита из реактора емкостью 35 л, инкубированного при 65 ° C в течение 3 недель. c Исследование воспроизводимости как параметра решетки
Рис. 6
a и b Изображения TEM феррита Zn из реактора емкостью 35 л, инкубированного при 65 ° C в течение 3 недель. c Исследование воспроизводимости как параметра решетки
ACS 30 л ферментационных партий показало хорошую воспроизводимость 13.1 ± 0,8 нм, хотя входные концентрации прекурсора варьировались от 80 до 120 мМ (рис. 6). Как правило, входная концентрация и объем среды влияли на ACS полученных наночастиц таким образом, что частицы меньшего размера были получены с более высокой плотностью конденсата во время микробного синтеза магнетитов. Это согласуется с результатами химического синтеза, где большое пересыщение растворенного вещества привело к большему количеству частиц меньшего размера [3, 21], чему способствовали органические вещества или поверхностно-активные вещества.Здесь бактериальная ферментация с использованием инокуляции до 120 мМ предшественника в масштабе объема 30 л без помощи поверхностно-активных веществ продемонстрировала монодисперсность с воспроизводимыми и небольшими ACS для металлзамещенных магнетитов с более коротким временем инкубации, что привело к выгодному увеличению производства микробных наночастиц для чистого магнетита.
Контроль ACS как во время микробного, так и во время химического синтеза был приобретен за счет конкуренции между зародышеобразованием и ростом. Однако короткий всплеск зародышеобразования с последующим медленным контролируемым ростом оказался важным для получения монодисперсных частиц в химическом синтезе [6].Напротив, было обнаружено, что микробиологически облегченное образование магнетита дает монодисперсные наночастицы без тонкого контроля зародышеобразования и роста. Увеличение масштаба микробного синтеза магнетита и металлзамещенных магнетитов, по-видимому, дает преимущества в виде однородности и воспроизводимости без сложных процессов контроля.
Благодарности
Это исследование было поддержано Программой биомагнетизма Агентства перспективных исследовательских проектов Министерства обороны США (DARPA) по контракту 1868-Hh53-X1 и Управлением ископаемой энергии Министерства энергетики США (DOE) при поддержке студентов, предоставленной Инициативой по экологической молекулярной науке Министерства энергетики и США. Управление науки, биологических и экологических исследований Министерства энергетики США, Программа экологических исследований (ERSP).ORNL управляется UT-Battelle, LLC для Министерства энергетики США по контракту DE-AC05-00OR22725. Ж.-В. Мун получил поддержку благодаря назначению в Программу постдокторских исследований ORNL, управляемую совместно Институтом науки и образования Ок-Ридж и ORNL.
Список литературы
1.Billas
IML
,Chatelain
A
,de Heer
WA
Магнетизм от атома к объему в кластерах никеля, кобальта и железа
Science
1994 26
1682
1684
2.Caffarena
VDR
,Ogasawara
T
,Pinho
MS
,Capitaneo
JL
Синтез, характеристика нанокристаллического Cu Fe95 1,1 Fe O 41 порошок и его применение для уменьшения поперечного сечения радара
Mat Sci Pol
2007
25
875
884
3.Casula
MF
,Jun
Y
Zaziski
DJ
,Chan
EM
,Corrias
A
,Alivisatos
AP
Концепция замедленного зародышеобразования в росте нанокристаллов, продемонстрированная на примере
J Am3000 нанокристаллов Soc
2006
128
1675
1682
4.Goya
GF
,Berquó
TS
,Fonseca
FC
,Morales
MP
Статические и динамические магнитные свойства сферических наночастиц магнетита
2003
J3520
3528
5.Gržeta
B
,Ristić
M
,Nowik
L
,Musić
Разложение кристаллов железа
нанокристаллическое железо нанокристаллическое железоJ Сплавы Compd
2002
334
304
312
6.Hyeon
T
Химический синтез магнитных наночастиц
Chem Commun
2003
8
927
934
7.Lang
C
наночастицы: производство, характеристика и применение бактериальных магнитосомJ Phys Condens Mat
2006
18
S2815
S2828
8.Larson AC, von Dreele RB (2000) Система анализа общей структуры. Сообщите ЛАУР. Лос-Аламосская национальная лаборатория, Лос-Аламос, штат Нью-Мексико, 86-748
9.Ли
JH
,Huh
YM
,июн
YW
,Seo
JW
,Jang
,Song
HT
,Kim
S
,Cho
EJ
,Yoon
HG
,Suh
JS
,Cheon
J
с искусственными магнитами -чувствительная молекулярная визуализация
Nat Med
2007
13
95
99
10.Lemke
AJ
,Senfft von Pilsach
MI
,Lübbe
A
,Bergermann
C
,Riess
H
, магнитный нацеливание на пациентов с распространенными солидными злокачественными опухолямиEur Radiol
2004
14
1949
1955
11.Liu
S
,Zhou
J
,Zhang
Коул
DR
,Gajdarziska
M
,Phelps
TJ
Термофильные Fe (III) -редуцирующие бактерии из глубоких подземных слоев: эволюционное значение
Science
1997
1109
12.Love
LJ
,Jansen
JF
,McKnight
TE
,Roh
Y
,Phelps
TJ
TJ
A магнитофокалорид 2004
3
101
110
13.Love
LJ
,Jansen
JF
,McKnight
TE
,Roh
Y
ps,
ps Год
LW
,Cunningham
GT
Поток, индуцированный магнитным полем для микрожидкостных приложений
IEEE T Mechatron
2005
10
68
76
14.Lovley
DR
,Stolz
JF
,Nord
GL
Jr,Phillips
EJP
Анаэробное образование магнетита путем диссимиляции
-восстанавливающих микроорганизмов252
254
15.Moon
JW
,Год
LW
,Rondinone
AJ
,Rawn
CJ
000000
000 RJ
,000 Rokham
000
,Love
LJ
,Phelps
TJ
Магнитный отклик микробиологически синтезированных наноразмерных магнетитов, замещенных переходными металлами и лантаноидами
J Magn Mater
2007
313 292
16.Moon
JW
,Roh
Y
,Lauf
RJ
,Vali
H
,Yeary
LW
,Phelpsial
наночастицы магнетита
J Microbiol Methods
2007
70
150
158
17.Moon
JW
,Roh
Y
,R 9000 L
,
Rawn
CJ
,Love
LJ
,Phelps
TJ
Микробное образование лантаноид-замещенного магнетита Thermoanaerobacter sp.TOR-39
Extremophiles
2007
11
859
867
18.Moon JW, Rawn CJ, Rondinone AJ, Yeary LW, Kirkham MJ, Wang W, Gu B, Phelps TJ sizes (2010) Crystallite sizes и параметры решетки нанобиомагнетитовых частиц. J Nanosci Nanotechnol (в печати)
19.Park
J
,An
K
,Hwang
Y
,Park
JG
,Noh
HJ
HJ JY
,Park
JH
,Hwang
NM
,Hyeon
T
Ультра-крупномасштабные синтезы монодисперсных нанокристаллов
Nat Mat
2004
20.Rabanal
ME
,Várez
A
,Levenfeld
B
,Torralba
JM
Оптимизация синтеза магнитомягких материалов с помощью механохимического процесса 9000 Sci 9000 Sci 9000 при комнатной температуре
2003
424
4349
4354
21.Roca
AG
,Моральное состояние
MP
,Serna
CJ
Электрометаллические прекурсоры
Синтез различных магнитных частиц Магн
2006
42
3025
3029
22.Rogalski
MS
,Besserguenev
V
,Barata
NRA
,Baltazar
R
Синтез CVD и CEMS исследование тонкой пленки сульфида и оксида Fe
9000 200339
2696
2698
23.Roh
Y
,Lauf
RJ
,McMillan
AD
,Zhang
000 C
000 C
C
J
,Phelps
TJ
Микробный синтез и характеристика металлзамещенных магнетитов
Solid State Commun
2001
118
529
534
24.Roh
Y
,Liu
SV
,Li
G
,Huang
S
,Phelps
TJ
,Zhou
Металлизация и характер металла
J сокращение штаммов Thermoanaerobacter из глубоких подземных сред бассейна Piceance, КолорадоAppl Environ Microbiol
2002
68
6013
6020
25.Roh
Y
,Zhang
CL
,Vali
H
,Lauf
RJ
,Zhou
J
,Факторы окружающей среды Phelps
Phelps
иPhelps
биоминерализация: образование магнетита и сидеритаClays Clay Miner
2003
51
83
95
26.Roh
Y
,Vali
H
,ps, Moon
TJ
Внеклеточный синтез магнетита и металлзамещенных наночастиц магнетита
J Nanosci Nanotechnol
2006
6
3517
3520
27.Стэплтон
RD
,Sabree
ZL
,Palumbo
AV
,Moyer
CL
,Devol
AH
,Roh
Roh
Восстановление металла при низкой температуре изолятами Shewanella из различных морских сред
Aqua Microbiol Ecol
2005
38
81
91
28.Sun
S
,Zeng
H
,Robinson
DB
,Raoux
S
,Rice
M
,Wang
S
Монодисперсный MFe 2 O 4 (M = Fe, Co, Mn) наночастицы
J Am Chem Soc
2004
126
273
279
29.Takeda
Nishijima
S
Разработка нового метода магнитного носителя для очистки сточных вод методом магнитной сепарации
Chem Eng
2006
51
614
619
30.Tartaj
P
Наномагнетики: от фундаментальной физики к биомедицине
Curr Nanosci
2006
2
43
53
31.000 Интерфейс пользователя Toby 9GU3 для GSAS
J Appl Cryst
2001
34
210
213
32.Xu
J
,Yang
H
,Fu
W 9000 Du3 ,
Sui
Y
,Chen
J
,Zeng
Y
,Li
M
,Zou
G
Получение и магнитные свойства наночастиц магнетита
J Magn Magn Mater
2007
309
307
311
33.Yavuz
CT
,Mayo
JT
,Yu
WW
,Prakash
A
,Falkner
9000 Cong2 JC, 9000 2 YeanShipley
HJ
,Kan
A
,Tomson
M
,Natelson
D
,Colvin
VL
Монодисперсная магнитная сепарация 9004 Fe 900 нанокристаллов
Наука
2006
314
964
967
34.Год
LW
,Луна
JW
,Love
LJ
,Thompson
JR
,Rawn
CJ
,000
0002 Phelps Магнитные свойства
Phelps
IEEE T Magn
2005
41
4384
4389
35.Yao
S
,Han
Y
,Liu
W
W
W
Wang
H
Синтез нанокристаллов CdS различной морфологии с помощью ультрафиолетового облучения
Mater Chem Phys
2007
101
247
250
36.Yu
WW
,Peng
X
Образование высококачественных CdS и других полупроводниковых нанокристаллов II – IV в некоординирующих растворителях: регулируемая реакционная способность мономеров
Angew Chem Int Ed
90002368
2371
37.Zhang
C
,Vali
H
,Romanek
CS
,Phelps
TJ
,Liu
домена
магнетит термофильной бактериейAm Miner
1998
83
1409
1418
38.Ziolo
RF
,Giannelis
EP
,Weinstein
BA
,O’Horo
MP
,Ganguly
BN
,000 Mehroll
000Mehroll
,Huffman
DR
Матричный синтез нанокристаллического — γFe 2 O 3 : новый оптически прозрачный магнитный материал
Science
1992
257
219
9000© Общество промышленной микробиологии, 2010
Лучшие строители металла 2020 | Новости металлического строительства
Автор Пол Деффенбо Редакционный директор Опубликовано: 01 мая, 2020Новости металлоконструкций Список ведущих производителей металлоизделий на 2020 год в этом году претерпел некоторые изменения.Сначала мы изменили название. В предыдущие годы мы использовали дату предыдущего года для идентификации списка, потому что это был год, представленный данными. Отныне мы будем называть его годом публикации списка. Итак, Top Metal Builders 2020 года вместо Top Metal Builders 2019 года. Мы сделали это, чтобы уменьшить путаницу и сделать список более своевременным для маркетинга компаний, включенных в список.
Остальные повороты представляют собой интересные вариации в представленных компаниях. Учти это:
- Около половины компаний из списка в этом году не котировались в прошлом году.
- Из перенесенных компаний около половины понизили рейтинг. Падение произошло не потому, что компании обошли их, а потому, что их тоннаж и площадь в квадратных футах уменьшились.
- Около трети компаний в этом году сообщили о снижении тоннажа по сравнению с 2018 годом.
Количество и размер металлических зданий, которые строит индивидуальный подрядчик, удивительно колеблются. Один огромный проект может повлиять на рейтинг компании в списке или даже на то, что она входит в него.Но часто подрядчики, предлагающие металлические здания в дополнение к другим услугам, просто меняют проекты металлических зданий из года в год. Однако монтажники металлических зданий из года в год работают более стабильно.
Каждый год мы видим много знакомых имен, и за последние несколько лет от 150 до 170 компаний ежегодно подают заявки. Не каждая компания подает заявки каждый год, поэтому общее количество компаний, подавших заявки за последние пять лет, составляет около 300.
Сравнивая количество отправителей в этом году с прошлогодним, быстро становится очевидным, что средний тоннаж резко снизился. Было бы легко сделать вывод, что в 2019 году на рынке наблюдался спад, но, глядя на диаграмму средней тоннажа за последние 10 лет, видно, что 2018 год был исключением.
Однако некоторые индикаторы предполагают, что 2019 год был более медленным годом для металлических зданий.В прошлом году компания, занимающая 100-е место, использовала 677 тонн стали. Годом ранее под номером 100 было использовано 526 тонн. В этом году цифра 100 использовала 468. Фактически, компания заняла 77-е место в списке этого года, использовав меньше стали, чем компания занимала 100 место в прошлом году.
На другом конце списка, вверху, история другая. Из 20 крупнейших компаний только четыре сообщили о снижении тоннажа.
Изменение доли рынка ведущих производителей металла в период с 2011 по 2020 год
Доля рынка
Одно из значений списков, подобных этому, — идентифицировать любой вид консолидации рынка.Если первые 20% компаний начнут значительный рост, в то время как у остальных 80% тоннаж останется неизменным или уменьшится, мы можем сделать вывод, что больше работы перемещается в верхнюю часть списка, объединяя отрасль в меньшем количестве компаний. На протяжении многих лет процентная доля рынка из 100 крупнейших, контролируемых 20% из лучших, была переменной, но наблюдается отчетливая тенденция к росту. В этом году наблюдается небольшое снижение по сравнению с прошлым годом, но, как уже отмечалось ранее, у подрядчиков по строительству металлоконструкций часто наблюдаются резкие колебания в количестве выполняемых ими строительных проектов.
Для сравнения: Ассоциация производителей металлических строительных конструкций (MBMA) сообщает, что в 2019 году ее члены продали чуть более 1 миллиона тонн. За последние несколько лет рыночная доля этих компаний составляла около 35%. В 2019 году 100 крупнейших производителей металлоконструкций построили 205 109 тонн, или около 20% от общего количества отгруженных членами MBMA, а лучшие 20%, купившие 123 563 тонны, составляют около 12% от общего количества отгрузок членами MBMA. Несмотря на то, что на рынке наблюдается некоторое движение в сторону крупнейших производителей металла, отрасль по-прежнему чрезвычайно фрагментирована на уровне подрядчиков.
Самые большие проблемы, с которыми столкнулись ведущие производители металла в 2019 году
Самые большие проблемы
В течение последних нескольких лет нехватка рабочей силы была главной проблемой, с которой столкнулись металлурги. 67% респондентов, которые считают это своей самой большой проблемой, точно соответствуют 67% прошлогодних (Примечание: эти проценты основаны на всех 170 респондентах, а не только на 100 лучших).
Тем не менее, по сравнению с прошлым годом произошла пара заметных изменений.Из-за проблем с тарифами цены на сталь были самой большой проблемой (7%) по данным прошлогоднего исследования. В этом году о ценах на сталь не сказал ни один металлургический комбинат.
При этом упоминались рост затрат (2%), замедление рынка (4%) и планирование (3%). Планирование, вероятно, тесно связано с задержками по времени выполнения заказа и процессом выдачи разрешений, оба из которых фигурируют в прошлогоднем обзоре. Две задачи значительно увеличились по сравнению с прошлым годом. Пять процентов респондентов в прошлогоднем опросе заявили, что погода представляет собой серьезную проблему, а 9% опрошенных отметили ее в этом году, что на 80% больше.Замедляющийся рынок появился в списке впервые за несколько лет, и этому изменению способствует процент респондентов, которые назвали рост серьезной проблемой. Он упал с 5% в прошлом году до 1% в этом году.
Средний тоннаж, использованный ведущими строителями металлоконструкций за год
Средний квадратный метр, построенный ведущими строителями металла за год
Список компаний
5H Construction — Оба
Колено, руда.
Келли Хемфилл, Ретт Хемфилл
5hconstruction.com
Поставщик и монтажник PEMB, коммерческий генеральный подрядчик
А.Б. Systems Inc. — Оба
Рочестер, Миннесота.
А. Б. Systems Inc. (Корпорация)
www.absystemsinc.com
Генподрядчик по проектированию и строительству с проектированием и строительством
a.j. Veneklasen Inc. — Оба
Гранд-Рапидс, штат Мичиган.
Крис Венекласен
www.ajvinc.com
Генеральный подрядчик, поставщик и монтаж металлоконструкций, проектирование и строительство
Компании Аренс — Обе
Лейк-Парк, Флорида.
Ричард К. Аренс
ahrenscompanies.com
Проектно-строительная фирма, предлагающая услуги по оптимизации стоимости и LEED.
Строительные системы A-Lert, подразделение Centurion Industries Inc. —Площадь
Нью Браунфелс, Техас
Кенни Тарп, Лорен Тройер, Брэд Пэриш
www.alertbuildingsystems.com
Металлические конструкции, металлическая кровля, модернизация
Arizona Corporate Builders LLC — Оба
Темпе, Аризона.
Дэйв Манарин, Грег Сент-Клер
www.azcorporatebuilders.com
Металлоконструкции, новое строительство, генеральный подрядчик
Ayars & Ayars Inc. — Оба
Линкольн, Небраска.
Майк Айарс
www.ayarsayars.com
Проектно-строительный генеральный подрядчик, коммерческое строительство
Baker Builders LLC — Оба
Фредерик, Колорадо.
Джоди Бейкер, Дастин Бейкер
www.bakerbuildersco.com
Предоставлять услуги по поставке и монтажу металлических зданий с помощью собственных бригад, а также услуги по новому строительству и ремонту кровли.
Beaver Constructors Inc. — Оба
Кантон, Огайо
Семейная собственность
www.beaverconstructors.com
Генеральный подрядчик, руководитель строительства
Bel-Con Design Builders Ltd. — Оба
Бельвиль, Онтарио, Канада
Том Гансингер, Мишель Стивенс
www.bel-con.com
Промышленное, коммерческое, институциональное проектирование и строительство в предварительно спроектированных зданиях, стоячий фальц, перепроверка крыши, новое строительство, пристройка и реконструкция
Big D Builders Inc. — Оба
Меридиан, Айдахо
Деннис Даррант
www.bigdbuilders.com
Поставка и установка быстровозводимых металлических зданий, возведение металлических зданий, поставка и установка металлической кровли, поставка и установка изоляционных металлических стеновых панелей.
BIghorn Steel Buildings Inc. —Квадратные кадры
Пуэбло, Колорадо.
Даниэль Корсентино, Джозеф Корсентино
www.bighornsteelbuildings.com
Проектирование и продажа металлических зданий, строительные услуги, металлическая кровля и сайдинг
BMB Inc. —Тоннаж
Гретна, Вирджиния.
Blair Holding Corp.
bmbsteel.com
Отделка и возведение предварительно спроектированных зданий, металлическая кровля, стеновые панели IMP, прочая конструкционная сталь
Brett Construction Co. — Оба
Лексингтон, штат Кентукки.
Бретт Т. Сетзер, Кейт Фрайман, Бэнкс Хадсон, Денни Бум
www.brettcon.com
Проектно-строительный подрядчик
Buildings By Design LLC — Оба
Кисть, Colo.
Трэвис Лефевер, Пэт Уолтер, Мерл Грауэр
www.buildingsbydesign.com
Генеральный подрядчик, специализирующийся на объектах PEMB
Campbell Construction Inc. — Оба
Вустер, Огайо
Джон А. Кэмпбелл
www.campbell-construction.com
Проектировочно-строительный генеральный подрядчик, руководитель строительства в сфере коммерческого и промышленного строительства
CHG Building Systems Inc. — Оба
Рентон, Вашингтон.
Чарльз Х. Гроус, Стивен Гроус, Райан Гроус
www.chgbuildingsystems.com
Отделка и установка металлических строительных систем, конструкционной стали и архитектурного листового металла
Clouse Construction Corp. — Оба
Нью-Ригель, Огайо
Леонард Клаус, Линн Клаус, Брайан Клаус
www.clouseconstruction.com
Генеральный подрядчик по проектированию и строительству, специализирующийся на сборных стальных зданиях из обычной стали
Construction Management Inc. —Тоннаж
Винчестер, Вирджиния.
Джейсон Гарлок
www.cmiva.com
Металлоконструкция, полный генеральный подряд по жилым и медицинским помещениям
Crane Steel Structures Ltd. —Квадратные метры
Виннипег, Манитоба, Канада
Пол Крейн, П.Дж. Крейн
www.cranesteel.com
Металлические здания, металлическая кровля, модернизация, новое строительство, промышленное, коммерческое
Crossland Construction Co.Inc. — Оба
Колумбус, Кан.
Иван Кроссленд младший, Бенни Кроссленд, Курт Кроссленд, Майк Кроссленд, Патрик Кроссленд
www.crossland.com
Промышленно-коммерческая строительная компания, специализирующаяся на генподряде, управлении строительством, проектировании-строительстве и переговорных торгах. Самостоятельное выполнение стальных, бетонных и столярных работ.
Строительные организации и подрядчики — Оба
О-Клэр, Висконсин.
Дуг Аве, Лукас Вайссинджер
designbuilderswi.com
Генеральный подрядчик, сборные металлоконструкции
Design Systems Builders Inc. — Оба
Нашвилл, Теннесси.
T.W. Frierson Contractor Inc.
www.dsb-inc.com
Монтажник металлических зданий, перекрытие крыши
«Даунс Констракшн Ко. ООО» —Площадь
Томасвилл, Северная Каролина
Энтони Даунс, Тэмми Даунс
downsconstruction.net
Монтаж и продажа PEMB
Dublin Building Systems — Оба
Дублин, Огайо
Том Ирелан, Рич Ирелан, Боб Хау
www.dublinbuilding.com
Генеральный подрядчик по проектированию и строительству в сфере промышленного строительства
Dunn Building Co. LLC — Оба
Бирмингем, Алабама.
Dunn Investment Co.
dunnbuildingcompany.com
Генеральный подрядчик и специализированный субподрядчик в области сборных металлических зданий, металлических кровель, металлического сайдинга и тяжелого бетона
Dutton & Garfield Inc. —Тоннаж
Hampstead, N.H.
Стивен Р.Webster
www.duttongarfield.com
Проектирование-строительство, поставка и монтаж, кровля новая и модернизированная
E&L Construction Group Inc. — Оба
Флинт, штат Мичиган.
Грег Крюгер, Джефф Крюгер, Марк Крюгер, Джон Рэй, Майк Карлайон
www.eandlgroup.com
Торгово-промышленное строительство
Empire Building Construction — Оба
Су-Фолс, Южная Дакота
Люк Фортни
empireconst.com
Генеральный подряд, металлические здания, бетон, земляные работы
Engineered Buildings Inc. —Квадратные метры
Ливония, Мичиган.
Роберт МакФейт
www.engineeredbuildingsmi.com
Новое строительство, металлочерепица
Epic Construction — Оба
Килер, Висконсин.
Брэд Бирман, Чад Уолш
www.epicgc.com
Генеральный подрядчик и поставщик / монтажник металлоконструкций
EPOC Construction Inc. — Оба
Ньюпорт-Ньюс, Вирджиния.
Кен Бингман
www.epocconstruction.ком
Генеральный подрядчик по проектированию и строительству, отделка и монтаж
Fast Track Erectors LLC — Оба
Джорджтаун, Техас
Алекс Валладарес
www.fasterectors.com
Монтаж металлоконструкций и стальных конструкций
FED Corp. — Оба
Гладвин, штат Мичиган.
Брок Деннингс
www.fedcorp.com
Генеральный подрядчик по проектированию-строительству, поставка, монтаж металлоконструкций
Ferguson Construction Co. — Оба
Сидней, Огайо
Мартин Л. Гивен
www.ferguson-construction.com
Генеральный подрядчик
Force Construction Co. Inc. — Оба
Columbus, Ind.
Закрытые
www.forceco.com
Самостоятельная общестроительная компания, занимающаяся коммерческим / промышленным строительством и тяжелым / гражданским строительством.
Фундамент Сталь — квадратные метры
Суантон, Огайо
Шарлотта Дымарковски
www.foundationsteel.net
Металлические здания, установка изолированных металлических панелей, металлическая кровля, модернизация, монтаж металлоконструкций
G&D Erectors Inc. —Квадратные кадры
Avella, Pa.
Джефф Гордон
www.gderectors.com
Компрессорные здания, металлические конструкции, металлическая кровля, металлический сайдинг, разные платформы
Greystone Construction Co. — Оба
Шакопи, Миннесота.
Кевин О’Брайен
www.greystoneconstruction.ком
Генеральный подрядчик на рынках коммерческого, промышленного, многоквартирного, жилого дома для престарелых и агробизнеса. Сборные металлические строительные системы.
Guardian Construction Management Services Inc. —Тоннаж
Меррисвилл, Пенсильвания.
Энтони Буччиеро, Деннис О’Хара
www.gcmsi.com
Металлические здания, металлическая кровля, модернизация, новое строительство, управление строительством
H&H Structural Contracting Inc. —Тоннаж
Фэрфилд, Огайо
Гэри Харт, Брайан Харт
www.hhstructural.com
Проектирование-сборка ПЭМБ
Hansen-Rice Inc. — Оба
Нампа, Айдахо
Берк Хансен, Джон Райс
www.hansen-rice.com
Металлические здания, установка изолированных металлических панелей, металлическая кровля, модернизация, монтаж металлоконструкций
Harman Construction Inc. —Квадратный метр
Харрисонбург, Вирджиния.
В собственности сотрудников
www.harmanconstruction.com
Генеральный подрядчик по проектированию и строительству, специализирующийся на сборных металлических зданиях, строительстве наклонных стен, а также коммерческих, институциональных и промышленных проектах всех типов.
Harrell Construction Co.Inc. — Оба
Джексонвилл, Флорида.
Glenis l. Харрелл-младший, Джейсон Харрелл
www.harrell-construction.com
Дизайн-строительство, отделка и монтаж услуг PEMB на всей территории Юго-востока США.
Heath Steel — Оба
Форт-Коллинз, Колорадо.
Рэнди Демарио
www.heathsteel.com
Металлические постройки
Howard Immel Inc. — Оба
Грин Бэй, Висконсин.
Пол Марцке, Алекс Сантос
www.immelconstruction.com
Генеральный подрядчик
Hudson Brothers Construction Co. — Оба
Гринвилл, Северная Каролина
Э. Линн Хадсон, Дж. Филлип Николс
www.hudsonbros.com
Новое строительство
Hurst Construction —Квадратные метры
Манфорд, штат Алабама.
Тодд Херст
www.hurstconstruction.com
Image Building Systems — Оба
Феникс, Аризона.
Райан Клостерман
www.imagebuildingsystems.com
Металлические постройки и коммерческое строительство
Системы промышленного строительства — Оба
Милфорд, Коннектикут.
Уильям Льюис
www.ibsct.com
Поставка и монтаж металлоконструкций
Производство интерфейсов — Оба
Пасо Роблес, Калифорния.
Джек Делоор
Металлические постройки
J&F Construction & Development Inc. — Оба
Bucyrus, Огайо
Джим Мэйс
www.jfconstruction.com
Генеральный подрядчик, проектирование-строительство, строительство-аренда, руководитель строительства, монтаж металлоконструкций, строительные работы, бетон, ремонт кровли
J&M Steel Solutions Inc. — Оба
Лехи, Юта
Скотт Джеппсон, Крейг Мэдсен
www.j-msteel.com
Монтаж PEMB, конструкционной стали, балки и настила
James Ware Construction Inc. — Оба
Стерджис, штат Мичиган.
Джеймс Уэр, Кэтрин Уэр
jameswareconstructioninc.com
Металлоконструкции, новостройка
JBS Contracting Inc. — Оба
Mt. Приятно, Мичиган.
Джеймс Кремсрайтер, Джон Штадтфельд, Ли Ротлисбергер, Бекки Коннорс
www.jbscontracting.com
Управление строительством, генеральный подрядчик, металлоконструкции, новостройка, реконструкция
Jensen Builders Ltd. — Оба
Форт Додж, Айова
Дейл Дженсен
www.jensenbuilders.com
Генподрядчик по проектированию и строительству, специализирующийся на возведении самостоятельных бетонных, столярных и металлических зданий.
JH Kelly LLC — Оба
Лонгвью, Вашингтон.
Дэн Эванс
www.jhkelly.com
Промышленный и коммерческий генеральный подрядчик
JICI Construction —Квадратные метры
Ангола, Индиана
Кен Уилсон
jici.com
Металлические здания, коммерческие, промышленные, институциональные, проектные и генеральные подрядчики
Joseph Construction Co. Inc. —Тоннаж
Ноксвилл, Теннесси.
Джозеф Р. Заппа мл.
www.josephconstruction.com
Генеральный подрядчик в сфере коммерческого и промышленного строительства
K2 Construction Inc. —Тоннаж
Бойсе, Айдахо
Mark J. Kreizenbeck, Donna MD Kreizenbeck
k2cm.com
Генеральный подрядчик, выполняющий большую часть работ в сборных металлических зданиях (производство, складское хозяйство, розничная торговля) и деревянных каркасных конструкциях (жилые дома, коммерческие и торговые объекты).
Kaiser-Martin Group —Тоннаж
Темпл, Пенсильвания.
Дэвид Лейнбах
www.kaisermartingroup.com
Kaiser-Martin Group — генеральный подрядчик по проектированию и строительству.
Keller Inc. — Оба
Каукауна, Висконсин.
В собственности сотрудников
www.kellerbuilds.com
Генеральный подрядчик по проектированию и строительству
Kessel Construction Inc. —Тоннаж
Брэдфорд, Пенсильвания.
Тим Азинджер, Кристин Азинджер, Ричард Кессель, Энн Кессель
www.kesselco.com
Металлоконструкции, металлочерепица, новостройки, проектирование и строительство.
Стальные конструкции Keystone — Оба
Медовый ручей, Пенсильвания.
Элам Кинг
keystonesteelstructures.com
Сборные металлические дома
Lichtefeld Inc. —Тоннаж
Луисвилл, штат Кентукки.
Пауль Лихтефельд старший, Пауль Лихтефельд младший, Стэн Лихтефельд, Марк Лихтефельд
lichtefeldinc.com
Проектирование и строительство коммерческих / промышленных, металлических зданий, металлических крыш, обычных стальных зданий, гражданское, архитектурное и механическое проектирование, управление строительством, услуги в сфере недвижимости, все под ключ
Link Construction Group — Оба
Беллефонтен, Огайо
Дэйв Линк, Рино Стэплтон, Рич Дайер
www.linkconstructiongroup.com
Торгово-промышленное строительство, специализирующееся на проектировании и строительстве.
LMBI Inc., dba Landmark Metal Builders —Квадратный метр Сьерра Виста, Аризона. Доминик Мосс, Брэндон Мосс www.landmarkmetal.com Металлические строительные строительные, строительные, конструкционные и прочие. поставка и монтаж металлоконструкций, поставка и установка металлоконструкций и металлоконструкций
Lock Steel Building Co. — Оба
Carrollton, Mo.
Мэтт Локк
www.locksteel.com
Подрядчик PEMB, металлические здания, металлическая кровля, новое строительство
Управление длительным строительством — Оба
Лексингтон, штат Кентукки.
Липа длинная
www.longconstructionmgt.com
Подрядчики по проектированию и строительству, новое коммерческое / промышленное строительство, продажа и монтаж PEMB
M&F Litteken Co. — Оба
Уичито-Фолс, Техас
Кевин Дарнелл, президент; Джин Дарнелл, вице-президент; Шейн Дарнелл, вице-президент
www.mflitteken.com
Генеральный подрядчик, подрядчик по проектированию и строительству с использованием сборных систем здания
Maverick Steel Inc. —Квадратный метр
Байерс, Колорадо.
Ронни Уильямс, Тамми Уильямс
www.mavericksteel.net
Монтаж металлических зданий
Металл Майк Стальные здания —Квадратные кадры
Вэлли-Спрингс, Калифорния.
Майк Улингер
Металлические постройки
Miedema Metal Building Systems Inc. — Оба
Хадсонвилл, штат Мичиган.
Том Мидема
mmbsinfo.com
Генеральный подрядчик, специализирующийся на сборных металлических зданиях
M-MIG Construction Inc. — Оба
Этуотер, Калифорния.
Мэтт Мильяццо
www.mmigconstruction.com
Металлические конструкции, реконструкция, проектирование и строительство
North Valley Building Systems Inc. —Тоннаж
Чико, Калифорния.
Эндрю Дж. Вуд
www.northvalleybuilding.com
Генеральный подрядчик, быстровозводимые металлоконструкции, перетяжка, проектирование и строительство
Northwest Builders Inc. —Тоннаж
Райс-Лейк, Висконсин.
Крис Млейнек, Даррел Олсон, Эрик Чилсон
www.nwbuildersinc.com
Генеральный подрядчик по проектированию и строительству
NuAge Builders LLC — Оба
Су-Фолс, Южная Дакота
Брайант Ларсон, Захари Поттер
www.nuagebuilders.com
Металлические постройки, переоборудование, новое строительство и реконструкция
Nuway Construction — Оба
Goshen, Ind.
Энди Несбитт, Ян Остланд
nuwayconstruction.com
Металлоконструкции, новостройка, реконструкция
ООО «НВ Стил Дизайн» —Тоннаж
Сильвер-Крик, Вашингтон.
Марк Болендер
www.nwsteeldesign.com
Металлические постройки
ООО «Пейдж Констракшн» —Квадратные кадры
Сара, мисс.
Дэвид Пейдж, Мэнди Лэмб
www.pageconstructionllc.net
Монтаж и продажа сборных металлических зданий
Patco Construction Inc. — Оба
Сэнфорд, Мэн
Грег Паттерсон, Марк Паттерсон
www.patcocommercialbuilder.com
Металлические конструкции, ремонтные крыши
PDS Engineering & Construction Inc. — Оба
Блумфилд, штат Коннектикут.
Рональд Джодис, Уильям Джодис, Фрэнк Боравски
www.pdsec.com
Металлические постройки, новостройка, пристройка, реновация
Pioneer Construction — Оба
Гранд-Рапидс, штат Мичиган.
Тим Шовальтер
www.pioneerinc.com
Генеральный подрядчик, металлические здания целиком, сборные железобетонные изделия из обычной стали, общие работы
Precision Erection Co. Inc. — Оба
Russell Springs, Ky.
Стивен П. Бранскам
www.pecinc.com
Монтаж металлических строительных систем
Pre-Con Builders Ltd. — Оба
Oak Bluff, Манитоба, Канада
Джефф Гаврилюк, Робин Ли
www.preconbuilders.ком
Проектно-строительный, генеральный подрядчик — сборный и традиционный
Pullman Power LLC — Оба
Канзас-Сити, Миссури
Питер Эммонс
www.pullman-services.com
Новое строительство, переоборудование и снос
Quality Erectors & Construction Co. Inc. — Оба
Бенисия, Калифорния.
Джесси Эскивель, Карен Эскивель
www.qec-inc.com
Металлические здания, конструкционная сталь, изолированные панели и т. Д.
Racanelli Construction —Тоннаж
Мелвилл, штат Нью-Йорк
Братья Раканелли
racanelliconstruction.com
Генеральный подрядчик, проектирование и строительство, управление строительством, металлоконструкции
Redhawk Metal Buildings LLC — Оба
Ричфилд, Висконсин.
Джеффри Гандерсон, Ричард Кнабе
www.redhawkmetalbuildings.com
Сборные металлические конструкции для отделки и возведения
Riedel-Wilks Building Structures Inc. — Оба
Huntington, W.Va.
Скотт Ридель, Гэри Стейтен, Джефф Хандлозер
www.riedel-wilks.com
Генеральный подрядчик по проектированию и строительству, специализирующийся на приложениях PEMB, и промышленный поставщик сборных зданий
Roncelli Inc. — Оба
Стерлинг-Хайтс, штат Мичиган.
Гэри Рончелли, Томас Викершем, Джино Рончелли
www.roncelli-inc.com
Новое строительство, дополнения и обновления металлических конструкций, стального каркаса, кровельных и стеновых панелей IMPs
Rudolph Libbe Inc. — Оба
Уолбридж, Огайо
www.rlgbuilds.com
Генеральный подрядчик, металлическое здание, металлическая кровля, модернизация
Russell P. LeFrois Builder Inc. — Оба
Генриетта, штат Нью-Йорк
Ричард Лефруа
www.lefrois.com
Общестроительные работы, монтаж металлоконструкций, металлическая кровля
S&S Structures Inc. — Оба
Бландон, Пенсильвания.
Тим Сейлер
www.ssstructures.net
Поставка и монтаж зданий из металла и обычной стали, IMP, ACM, специальной облицовки.
Scenic Ridge Co. — Оба
Гордонвилль, Пенсильвания.
Джей Элам Кинг
www.scenicridge.com
Металлоконструкции, ремонт, строительство под ключ
Schuh Construction —Тоннаж
Сеймур, Висконсин.
Курт Шух, Карл Шух
Генеральный подрядчик, металлические здания, новое строительство, пристройки
Schwisow Construction Inc. — Оба
Линкольн, Небраска.
Дуг Блюм, Рэнди Харр
Schwisow.ком
Генподрядная фирма, специализирующаяся на проектировании и строительстве коммерческих и промышленных объектов.
Seacon LLC — Оба
Issaquah, Вашингтон.
Боб Пауэр, Роб Хауи, Стивен Канилья, Эрик Риз, Брюс Адэр, Бен Блеген
www.seaconllc.com
Генеральный подрядчик, руководитель строительства, разработка дизайн-проекта, поставщик металлоконструкций, быстровозводимых зданий
Septagon Construction Co. Inc. —Тоннаж
Sedalia, Mo.
Стэйс Андерсон, Брэд Леонард, Майкл Рассел
www.septagon.com
Генеральные подрядчики, проектно-строительные, ремонтные работы и управление строительством на рынках нежилых помещений, специализирующиеся на сборных домах
Soule Building Systems Inc. —Квадратные метражи
Санта-Роза, Калифорния.
Джош Джонсон
www.soulebuildings.com
Металлические постройки
Span Construction & Engineering Inc. — Оба
Мадера, Калифорния.
В собственности сотрудников
spanconstruction.com
Проектирование и строительство общестроительных работ
Steel Vision Construction Inc. — Оба
Ригби, Айдахо
Майкл Л. Бресслер
www.steelvisionconstruction.com
Подрядчик по строительству металлоконструкций
Steel Worx Solutions LLC — Оба
Groveland, Fla.
Стефани ван Ройен
www.steelworxusa.com
Меблировка и возведение сборных металлических зданий с использованием бетонных и производственных мощностей
Steelcan Building Systems Ltd. — Оба
Ошава, Онтарио, Канада
Марк Версаж, Бен Ганн
www.steelcan.ca
Металлические постройки
Steelsmith Inc. — Оба
Питтсбург, Пенсильвания.
Дональд Т. Гилмор
www.steelsmithinc.com
Продажа и монтаж быстровозводимых металлических зданий
Superior Metal Services — Оба
Берне, Техас
Стивен С. Шиффман, Дэйв Морган
smsmetalco.com
Металлоконструкции, новостройки, металлоконструкции
Tedesco Construction Services Inc. — Оба
Льюистон, штат Нью-Йорк
Джеффри М. Тедеско, Джастин М. Тедеско
www.tedescoconstruction.com
Металлические постройки
Teton West of Washington LLC —Квадратные кадры
Паско, Вашингтон.
Джейми Уошберн
Металлические постройки
The Fleming Construction Group — Оба
Талса, Окла.
Брайан Бикл, Том О’Брайен, Джастин Уиллетт
www.flemingconstructiongroup.com
Новое строительство, металлическая кровля, дооснащение
Thomas Phoenix International —Квадратные метры
Истэмптон, Н.Дж.
Эрик Т. Кей, Шон Т. Смит
www.thomasphoenix.com
Сборные конструкции металлических зданий, модернизированные крыши, металлические кровли, новое строительство
Toneman Development Corp. — Оба
Ланкастер, Калифорния.
Эрик Келли
www.tonemandevelopment.com
Металлические постройки
Ultimate Steel Erection Inc. — Оба
Рексбург, Айдахо
Кей Баррелл
www.ultimatesteelerection.com
Поставка и монтаж металлоконструкций
US Metal Builders Inc. — Оба
Плезант-Хилл, Айова
Брэндон Дженсен, Брэд Черчилль
www.us-metalbuilders.com
Металлические здания, модернизация, центры обработки данных, новое строительство, проектирование, ремонт кровли
ООО «Вагнер Констракшн Ко.» —Площадь
Лисбург, Флорида.
Бреннан Смит, Джеффри Суит младший
www.wagner-florida.com
Генеральный подрядчик, коммерческое строительство
Уоллес и Смит — Оба
Бейкерсфилд, Калифорния.
Барт Уоллес
www.wallacesmith.com
Металлические постройки
Wright Construction Western Inc. — Оба
Саскатун, Саскачеван, Канада
Лорн Райт
wrightconstruction.ca
Металлические новостройки, металлочерепица, ремонт, генподряд
WS Construction Management LLC — Оба
Су-Фолс, Южная Дакота
Эрик Уорд
www.wsconstructionmanagement.com
Специализируется на строительстве зданий из стали и металла, деревянных каркасных зданий, бетонных конструкций и сборных металлических конструкций
Преимущества сборных металлических зданий — Строительство
FDC поставляет сборные металлические здания нашим клиентам в Северной Калифорнии и на западе с 1972 года.За четыре десятилетия мы построили более 5 миллионов квадратных метров сборных металлических зданий во всех отраслях промышленности и во всех формах и размерах: от винных заводов, ангаров в аэропортах, складских помещений, складов и т. Д.
Сборное металлическое здание — это сборное здание, построенное с использованием системы каркаса из конструкционной стали, специально разработанной в соответствии с требованиями вашего проекта. Все предварительно определенные компоненты для конструкции изготавливаются на заводе-изготовителе в точных заводских условиях.После того, как детали предварительно вырезаны, перфорированы и предварительно изготовлены в соответствии со спецификациями вашего дизайнера, они доставляются непосредственно на объект, где они собираются на месте квалифицированной строительной компанией.
Так почему же сборное металлическое здание — отличный вариант для вашего следующего строительства?
Сборные металлические дома очень универсальны и уникальныВ отличие от названия «сборные металлические здания», которое может заставить поверить, что сборные металлические дома на самом деле довольно уникальны и чрезвычайно универсальны.Архитекторы и инженеры комбинируют и выбирают из стандартизованных компонентов, таких как каркасные системы, стеновые системы, кровельные системы и другие специальные варианты дизайна, для создания вашей конструкции. Различные цвета, текстуры и формы, варианты этих компонентов и способы их объединения позволяют дизайнерам создать здание, действительно уникальное для вашего проекта.
Мы являемся активными сторонниками проектов такого типа из-за безграничных возможностей, которые они предоставляют, что, в свою очередь, позволяет нам удовлетворить любые потребности наших клиентов в дизайне зданий или бизнесе.Благодаря высокой степени индивидуализации, которую предлагают эти здания, почти каждая отрасль, бизнес и функция могут использовать предварительно спроектированные металлические здания для своих нужд.
Сборные металлические дома — прочные и неприхотливые в обслуживанииНеудивительно, что стальная конструкция такая же прочная, как и… ну, стальная! Эти конструкции более устойчивы к стихиям, огню и сейсмической активности, чем здания, построенные из обычных материалов.
Они также невероятно прочные и способны выдержать испытание временем.Типичные строительные проблемы, такие как термиты, плесень или другие вредители, не влияют на сборное металлическое здание, как на обычное здание. Это означает меньшее обслуживание, поскольку металлическая конструкция не приведет к повреждению термитами, гниению, деформации или провисанию каркаса.
Сборные металлические дома сокращают время строительстваПрактически каждая часть процесса строительства сборного металлического здания позволяет сэкономить время.
Дизайн
Процесс проектирования сборного металлического здания значительно сокращается за счет того, что эти конструкции создаются с использованием стандартизованных секций и компонентов.Эти компоненты тщательно спроектированы для удовлетворения широкого спектра архитектурных потребностей и проектов, все из которых предварительно определены, а затем созданы перед сборкой на месте. Технологии постоянно увеличивают скорость проектирования, проектирования и детализации металлических зданий.
Планирование и оценка
Здание Время и стоимость строительства сборных металлических зданий более предсказуемы. Поскольку все детали производятся на заводе и отправляются на объект, уменьшается количество человеческих ошибок и трудозатрат, которые необходимо учитывать при планировании и затратах.
Эрекция
После того, как ваше предварительно спроектированное металлическое здание создано, быстрая сборка позволяет вашей строительной бригаде быстро возвести здание на месте. Поскольку компоненты и детали доставляются полностью, отпадает необходимость в резке или сварке, и ваша строительная бригада может сразу приступить к скреплению здания болтами. Вы можете построить свое здание, от этапа проектирования до полного возведения, за треть времени, которое уходит на обычные конструкции.
Использование предварительно спроектированного металлического здания может сэкономить вам от нескольких недель до месяцев строительства.
Техническое обслуживание и устойчивость
Сборное металлическое здание прочное и долговечное. Наклонные крыши и металлические стены не только эстетичны, но и самоочищаются. На стены и кровельный материал наносится специальное покрытие, которое помогает сохранить цвет и противостоять загрязнениям. Долговечность и устойчивость предварительно спроектированного металлического здания будут продолжать экономить ваше время (и деньги) на протяжении всего срока службы здания.
Сборные металлические дома легко расширяютсяКомпании часто перерастают свои текущие возможности и нуждаются в расширении. Сборные металлические дома прекрасны, потому что они позволяют легко расширять существующие объекты. Любая реконструкция или расширение значительно упрощается благодаря стандартизированной конструкции и быстрому процессу сборки.
НЕКОТОРЫЕ ИЗ НАШИХ ЛЮБИМЫХ ПРЕДВАРИТЕЛЬНЫХ ПРОЕКТОВ ПО СТРОИТЕЛЬСТВУ МЕТАЛЛИЧЕСКИХ ЗДАНИЙ: БарлоуПроект генерального подрядчика в Севастополе, Калифорния
Барлоу, расположенный в самом центре Севастополя, демонстрирует как продукцию, так и розничную торговлю для ремесленников.FDC руководила и отвечала за выдачу прав, выдачу разрешений и выполнение всего проекта в течение двухлетнего периода. Он включает в себя семнадцать современных металлических зданий, несколько 500–16000 люксов SF, каждый со стеклянной витриной и потолками до 30 футов, новые городские улицы, красивый ландшафтный кампус площадью 12,5 акров и парковка.
Подробнее
Винодельня Коста БраунПроект генерального подрядчика винодельни в Севастополе, Калифорния
Новый дом Косты Брауна площадью 55 000 кв.ft. перерабатывающий и ресторанный бизнес был построен, чтобы помочь бренду премиум-класса Пино Нуар компании расширяться и соответствовать высокому спросу. Работая с собственностью на проектирование, разработку и получение разрешений, FDC смогла использовать предварительно спроектированные металлические здания для создания высокофункционального, но легко расширяемого объекта, который мог бы идти в ногу с удивительным ростом Косты Брауна.
Подробнее
Общинный рынокПроект генерального подрядчика в Севастополе, Калифорния
FDC был неотъемлемой частью проекта стоимостной инженерии для местного некоммерческого продуктового и общественного рынка в Севастополе, Калифорния.Наша команда создала что-то очень функциональное и рентабельное, зная, что меньшие деньги, потраченные на капитальный ремонт и аренду, позволят добиться большего успеха в качестве участника сообщества.
Подробнее
Винодельня Дакота ШайПроект генерального подрядчика винодельни на острове Св. Елены, Калифорния
FDC строит новую винодельню для Dakota Shy Winery, расположенную в самом сердце долины Напа. Новое предварительно спроектированное металлическое здание будет включать в себя бродильную комнату, склад бочек, лабораторию, офис, дегустационный зал и ванные комнаты.
Подробнее
FDC Знает о сборных металлических конструкциях зданий:Мы гордимся тем, что являемся лидером в области строительства сборных металлических зданий на местном уровне. Наша команда работает вместе с владельцами бизнеса над созданием зданий, отвечающих их уникальным потребностям и обеспечивающих высокую степень рентабельности. Если вы хотите узнать больше о партнерстве с FDC в сфере строительных услуг, позвоните или свяжитесь с нами прямо сегодня.
ЧЕРНЫХ МЕТАЛЛОВ
Сплавы железа и стали, наиболее распространенные из всех коммерческих металлов, продолжают использоваться в различных конструкциях.
Железная руда составляет около 5% земной коры и легко превращается в полезная форма. Железо получают путем плавления руды для удаления кислорода, серы и других примесей. Руда плавится в печи в непосредственном контакте с топливом с использованием известняка в качестве флюса. Известняк соединяется с примесями и образует шлак, который легко удаляется.
Добавление углерода в небольших количествах снижает температуру плавления (2777 ° F) железа. Все Промышленные формы чугуна и стали содержат углерод, который является неотъемлемой частью металлургии чугуна и стали.Манипулирование межатомными отношениями между железом, углеродом и различными легирующими элементами устанавливает особые свойства черных металлов. По мере того, как атомы переходят из одной конкретной конфигурации или кристаллической решетки в другую, меняются прочность, ударная вязкость, ударопрочность, твердость, пластичность и другие свойства. Металлургия железа и стали — это исследование того, как происходят эти атомные перегруппировки, как ими можно управлять и какие свойства под действием.
Главы по черным металлам:
Материалы Содержание.Кристаллическая структура
В системе сплава железо-углерод происходит важное фазовое превращение между около 1300 и 1600 ° F. Точная температура определяется количеством углерода и других легирующих элементов в металле. Железо преобразуется из гранецентрированной кубической (ГЦК) структуры, называемой гамма-фазой или аустенитом, при высокой температуре в объемно-центрированную кубическую (ОЦК) структуру — альфа-фазу или феррит — при более низкой температуре. В чистом железе это превращение (превращение A3) характеризуется заметным увеличением длины по мере того, как металл остывает ниже критической температуры, поскольку объемно-центрированная решетка менее компактна, чем гранецентрированная решетка.
Высокотемпературный аустенит с ГЦК-структурой позволяет углероду протиснуться между атомами железа. Атомы железа сохраняют свое место в решетке, а атомы углерода становятся «промежуточными звеньями». Однако в низкотемпературном феррите или структуре ОЦК нет места для атомов углерода. То, что происходит с этими атомами углерода, определяет многие свойства железа и стали.
Например, при медленном охлаждении низкоуглеродистой стали, такой как AISI 1020 (0.20% углерода), преобразование начинается, когда температура металла достигает 1555 ° F. Металл, который первым достигает этой температуры, превращается в феррит, структуру ОЦК, и вытесняет межузельный углерод в оставшиеся области аустенита. По мере дальнейшего охлаждения металла больше железа превращается в феррит, оставляя меньше аустенита и больше областей, богатых удаленным межузельным углеродом.
Наконец, при температуре около 1350 ° F, нижнем конце диапазона температур превращения для стали 1020, последний оставшийся аустенит пытается преобразоваться, несмотря на высокие концентрации углерода.В этот момент происходят две вещи: углеродные связи с доступными атомами железа с образованием Fe3C, интерметаллического соединения, называемого цементитом, или карбидом железа, и оно выпадает в виде дискретной структуры; оставшийся аустенит затем превращается в феррит.
Структура, полученная в результате этого окончательного преобразования, представляет собой ламинацию, состоящую из чередующихся слоев феррита и карбида железа. Конечно, ранее преобразованные части металла остаются большими островками чистого феррита.Образовавшаяся в последний момент слоистая структура называется перлитом. Комбинированная структура феррита и перлита мягкая и пластичная — сталь в ее наиболее низком прочном состоянии.
Напротив, когда железные сплавы быстро охлаждают или закаливают, вытесненные атомы углерода не успевают отойти от железа, поскольку оно превращается в феррит. Сталь становится настолько жесткой, что, прежде чем атомы углерода могут двигаться, они застревают в решетке, поскольку атомы железа пытаются преобразоваться в объемно-центрированную кубическую структуру.В результате получается объемно-центрированная тетрагональная структура, в которой атом углерода является промежуточным элементом. Сталь, подвергшаяся такому превращению, является мартенситной. Естественно, мартенсит находится в состоянии неравновесия, но своей высокой прочностью и твердостью (и более низкой пластичностью) он во многом обязан своей деформированной, напряженной структуре решетки.
Для изменения структуры стали разработан ряд циклов термообработки. Например, когда мартенсит отпускается (нагревается до температуры ниже А3), некоторые внутренние напряжения снимаются, и получаемая структура имеет большую пластичность, чем закаленный мартенсит.
Другие термические обработки изменяют пропорции перлита и мартенсита; некоторые даже улавливают аустенит при комнатной температуре. Другие изменяют или уменьшают размер зерен или рисунка этих структур, обеспечивая улучшенную прочность или ударную вязкость. А когда к металлу добавляют другие легирующие элементы, в том числе бор, никель, хром, марганец, кремний и ванадий, поведение ферросплавов при переходе от одной структуры к другой усложняется. Но поскольку структуру стали — и, следовательно, механические свойства стали — можно изменять множеством способов, можно разработать сплавы черных металлов для удовлетворения самых разнообразных потребностей проектирования.
Материалы Содержание.
ERC Home.
Чугун
И стали, и чугуны в основном состоят из железа с углеродом в качестве основного легирующего элемента. Стали содержат менее 2 и обычно менее 1% углерода; все чугуны содержат более 2% углерода. Два процента — это максимальное содержание углерода, при котором железо может затвердеть как однофазный сплав со всем углеродным раствором в аустените. Таким образом, чугуны по определению затвердевают как гетерогенные сплавы и всегда имеют более одного компонента в своей микроструктуре.Помимо углерода, чугуны также должны содержать кремний, обычно от 1 до 3%; таким образом, они на самом деле представляют собой сплавы железо-углерод-кремний.
Высокое содержание углерода и кремния в чугунах придает им отличные литейные качества. Их таяние температуры заметно ниже, чем у стали. Расплавленное железо более жидкое, чем расплавленная сталь, и менее реагирует с формовочными материалами. Образование графита более низкой плотности во время затвердевания делает возможным изготовление изделий сложной формы.Однако чугуны не обладают достаточной пластичностью для прокатки или ковки.
Содержание углерода в железе является ключом к его отличительным свойствам. Осаждение углерода (в виде графита) во время затвердевания противодействует нормальной усадке затвердевающего металла, создавая прочные сечения. Графит также обеспечивает отличную обрабатываемость (даже при износостойких уровнях твердости), гасит вибрацию и способствует смазке изнашиваемых поверхностей (даже в пограничных условиях смазки).Когда большая часть углерода остается в сочетании с железом (как в белом чугуне), присутствие твердых карбидов железа обеспечивает хорошую стойкость к истиранию.
В некоторых случаях микроструктура железа может состоять полностью из феррита — той же составляющей, которая делает низкоуглеродистые стали мягкие и легко обрабатываются. Но феррит железа отличается, потому что он содержит достаточно растворенного кремния, чтобы устранить характерную липкую природу низкоуглеродистой стали. Таким образом, чугуны, содержащие феррит, не требуют добавок серы или свинца для беспрепятственной обработки.
Поскольку размер и форма отливки определяют скорость ее затвердевания и прочность, при выборе типа чугуна необходимо учитывать конструкцию отливки и соответствующий процесс литья. В то время как большинство других металлов определяется стандартным химическим анализом, один анализ чугуна может дать несколько совершенно разных типов чугуна, в зависимости от литейной практики, формы и размера отливки, все из которых влияют на скорость охлаждения. Таким образом, железо обычно определяется механическими свойствами.Однако для приложений, связанных с высокими температурами или требующих особой коррозионной стойкости, также могут быть указаны некоторые требования к анализу.
Изготовление моделей больше не является необходимым этапом в производстве чугунных деталей. Многие детали из серого, пластичного и легированного чугуна могут быть обработаны непосредственно из прутка, непрерывно разливаемого до почти чистой формы. Этот метод «детали без выкройки» не только экономит время и деньги на изготовление выкройки, но и непрерывный чугун также обеспечивает однородно плотную мелкозернистую структуру, по существу свободную от пористости, песка или других включений.Ключи к однородной микроструктуре металла — это ферростатическое давление и контролируемая температура затвердевания, которые являются уникальными для данного процесса.
Для каждого основного типа чугуна существует ряд марок с сильно различающимися механическими свойствами. Эти отклонения вызваны различиями в микроструктуре металла, окружающего графит (или карбидов железа). В одной отливке могут существовать две разные конструкции. Микроструктуру чугуна можно контролировать с помощью термической обработки, но после образования графита он остается.
Марки перлитного чугуна состоят из чередующихся слоев мягкого феррита и твердого карбида железа. Эта слоистая структура, называемая перлитом, является прочной и износостойкой, но при этом вполне поддается механической обработке. По мере того, как слои становятся более тонкими, твердость и прочность чугуна увеличиваются. Размер ламинирования можно регулировать термической обработкой или скоростью охлаждения.
Чугун, закаленный пламенем, индукционной закалкой или нагретый в печи с последующей закалкой в масле, содержит мартенситную структуру.После отпуска эта структура обеспечивает обрабатываемость с максимальной прочностью и хорошей износостойкостью.
Методы спецификации: Спецификации ASTM для чугунных отливок основаны на методе, отличном от метода SAE. Спецификации ASTM обозначают свойства металла, которые должны быть получены в отдельном литом испытательном бруске соответствующего размера, который разливают в тех же условиях, что и отливки. Спецификации SAE, с другой стороны, требуют, чтобы микроструктура отливки соответствовала указанной марке металла и чтобы твердость каждой отливки в указанном месте находилась в указанном диапазоне.
С коммерческой точки зрения спецификация ASTM чаще используется для общего машиностроения. приложения, в которых была установлена прочность железа, необходимая для детали. Спецификации SAE обычно используются для больших количеств литых деталей меньшего размера, например, используемых в автомобилях, а также в сельскохозяйственном и холодильном оборудовании. В этих случаях пригодность чугуна определенной марки устанавливается не только по конструктивным соображениям, но и по фактическим эксплуатационным испытаниям; цель спецификации — обеспечить единообразный продукт, сопоставимый с продуктами, признанными на опыте удовлетворительными.
Серый чугун: Это перенасыщенный раствор углерода в железной матрице. Избыток углерода выпадает в виде чешуек графита. Серый чугун обозначается двузначным обозначением; Класс 20, например, определяет минимальную прочность на разрыв 20 000 фунтов на квадратный дюйм. Кроме того, серый чугун определяется поперечным сечением и минимальной прочностью специального испытательного стержня. Обычно поперечное сечение испытательного стержня соответствует или относится к особенно критическому участку отливки.Эта вторая спецификация необходима, потому что прочность серого чугуна очень чувствительна к поперечному сечению (чем меньше поперечное сечение, тем выше скорость охлаждения и выше прочность).
Ударная вязкость серого чугуна ниже, чем у большинства других литых черных металлов. Кроме того, у серого чугуна нет четкого предела текучести (как определено классическими формулами), и его не следует использовать, когда остаточная пластическая деформация предпочтительнее разрушения. Еще одна важная характеристика серого чугуна, особенно для прецизионного оборудования, — это его способность гасить вибрацию.Демпфирующая способность определяется в основном количеством и типом чешуек графита. По мере уменьшения графита демпфирующая способность также уменьшается.
Высокая прочность на сжатие серого чугуна — от трех до пяти раз превышающая предел прочности — может быть использована в определенных ситуациях. Например, размещение ребер на стороне сжатия пластины вместо стороны растяжения дает более прочный и легкий компонент.
Серые чугуны обладают отличной износостойкостью. Даже более мягкие марки хорошо работают в определенных пограничных условиях смазки (например, в верхних стенках цилиндров двигателей внутреннего сгорания).
Чтобы повысить твердость серого чугуна для абразивно-износостойких применений, можно добавлять легирующие элементы, использовать специальные методы литья или термообработку чугуна. Серый чугун можно закалить пламенным или индукционным методами, или литейный цех может использовать охлаждение в форме для получения закаленных поверхностей из белого чугуна.
Типичное применение серого чугуна — автомобильные блоки двигателей, шестерни, маховики, тормозные диски и барабаны, а также основания машин. Серый чугун хорошо используется в машиностроении из-за его хорошей усталостной прочности.
Ковкий чугун: Ковкое железо с шаровидным графитом содержит следы магния, который, вступая в реакцию с серой и кислородом в расплавленном чугуне, выделяет углерод в виде небольших сфер. Эти сферы улучшают жесткость, прочность и ударопрочность высокопрочного чугуна по сравнению с серым чугуном. Различные сорта производятся путем контроля структуры матрицы вокруг графита, как в отливке, так и путем последующей термообработки.
Для обозначения ковкого чугуна используется трехкомпонентная система обозначений.Обозначение типичного сплава 60-40-18, например, определяет минимальный предел прочности на разрыв 60000 фунтов на квадратный дюйм, минимальный предел текучести 40000 фунтов на квадратный дюйм и 18% удлинение на 2 дюйма.
Ковкий чугун используется в таких устройствах, как коленчатые валы, из-за его хорошей обрабатываемости, усталостной прочности и высокого модуля упругости; в зубчатых передачах для тяжелых условий эксплуатации из-за высокого предела текучести и износостойкости; и в дверных петлях автомобилей из-за их пластичности. Поскольку ковкий чугун содержит в качестве дополнительного легирующего элемента магний, он прочнее и устойчивее к ударам, чем серый чугун.Но хотя ковкий чугун также имеет более высокий модуль упругости, его демпфирующая способность и теплопроводность ниже, чем у серого чугуна.
По весу отливки из ковкого чугуна дороже серого чугуна. Однако, поскольку они обладают более высокой прочностью и лучшей ударопрочностью, общая стоимость деталей может быть примерно такой же.
Несмотря на то, что это не новый способ обработки ковкого чугуна, за последние пять-десять лет он стал все более известен инженерному сообществу.В результате аустеперирования структура не такая, как у стали, из-за высокого содержания углерода и кремния в железе. Матричная структура ковкого чугуна после закалки (ADI) отличает его от других чугунов, делая его действительно отдельным классом технических материалов.
Что касается свойств, матрица ADI почти вдвое превосходит обычный высокопрочный чугун, сохраняя при этом превосходную вязкость. Как и высокопрочный чугун, ADI не является одним материалом; скорее, это семейство материалов, имеющих различные комбинации прочности, ударной вязкости и износостойкости.К сожалению, отсутствие стандартной спецификации для материалов ограничило его широкое признание и использование. Чтобы помочь устранить эту проблему, Общество ковкого чугуна предложило характеристики свойств для четырех марок ковкого чугуна после закалки.
В настоящее время ADI применяется в транспортном оборудовании — легковых, грузовых, железнодорожных и военных транспортных средствах. Ожидается, что такие же улучшенные характеристики и экономия средств сделают эти материалы привлекательными в оборудовании для других отраслей, таких как горнодобывающая промышленность, землеройные работы, сельское хозяйство, строительство и станкостроение.
Белый чугун: Белый чугун получают путем «охлаждения» выбранных участков отливки в форме, что предотвращает осаждение графитового углерода. И серый, и ковкий чугун можно охладить, чтобы получить поверхность из белого чугуна, состоящего из карбида железа или цементита, который является твердым и хрупким. Однако в отливках, которые полностью выполнены из белого чугуна, состав железа выбирается в соответствии с размером детали, чтобы гарантировать, что объем вовлеченного металла может затвердеть достаточно быстро, чтобы создать структуру белого чугуна.
Главный недостаток белого чугуна — его хрупкость. Это можно несколько уменьшить, уменьшив содержание углерода или полностью сняв напряжение в отливке для придания сфероидальности карбидам в матрице. Однако эти меры увеличивают стоимость и снижают твердость.
Из кокилей производятся отливки с рабочими поверхностями и сердечниками из белого чугуна, которые являются более прочными и более легко обрабатываемыми серым или высокопрочным чугуном. Во время охлаждения та часть отливки, которая должна сопротивляться износу, охлаждается металлическим или графитовым теплоотводом (охлаждающим элементом) в кристаллизаторе.Когда расплавленное железо контактирует с холодом, оно затвердевает так быстро, что железо и углерод не могут диссоциировать.
Охлаждение не следует путать с закалкой при термической обработке, в которой задействован совершенно другой металлургический механизм. Белое железо, так называемое из-за его очень белого излома, может образовываться только во время затвердевания. Он не размягчается, кроме как при длительном отжиге, и сохраняет свою твердость даже при температуре выше 1000 ° F.
Белый чугун используется в основном для применений, требующих устойчивости к износу и истиранию, таких как футеровка мельниц и сопла для дробеструйной обработки.Другие применения включают железнодорожные тормозные колодки, валки прокатных станов, оборудование для смешивания глины и производства кирпича, а также дробилки и измельчители. Как правило, белый (нелегированный) белый чугун стоит дешевле, чем другие чугуны.
Чугун с компактным графитом: До недавнего времени железо с компактным графитом (CGI), также известное как вермикулярное железо, было в первую очередь лабораторной диковинкой. Он давно известен как промежуточное звено между серым чугуном и высокопрочным чугуном, но обладает многими из них полезными свойствами.Однако из-за трудностей с контролем процесса и необходимости держать добавки сплава в очень жестких пределах, CGI было чрезвычайно трудно успешно производить в промышленных масштабах. Например, если добавление магния изменилось всего на 0,005%, результаты были бы неудовлетворительными.
Проблемы обработки были решены совместными усилиями разработчиков Foote Mineral Co. и Британской ассоциации исследований чугуна. Пакет с легирующими добавками содержит основные легирующие ингредиенты — магний, титан и редкоземельные элементы — в точно правильных пропорциях.
Прочность деталей CGI приближается к прочности высокопрочного чугуна. CGI также предлагает высокую тепловую проводимость, а его демпфирующая способность почти такая же, как у серого чугуна; Сопротивление усталости и пластичность аналогичны свойствам высокопрочного чугуна. Обрабатываемость превосходит чугун с шаровидным графитом, а выход отливок высок, поскольку характеристики усадки и подачи больше похожи на характеристики серого чугуна.
Сочетание высокой прочности и высокой теплопроводности предполагает использование CGI в блоках двигателей, тормозных барабанах и выпускных коллекторах автомобилей.Пластины шестерен CGI заменили алюминий в шестеренчатых насосах высокого давления из-за способности железа сохранять стабильность размеров при давлении выше 1500 фунтов на квадратный дюйм.
Ковкий чугун: Ковкий чугун — это белый чугун, который путем двухэтапной термообработки был преобразован в состояние, в котором большая часть углерода содержится в форме графитовых узелков неправильной формы, называемых темперированным углеродом. Полученные свойства противоположны свойствам белого железа, из которого оно получено.Вместо того, чтобы быть твердым и хрупким, он податлив и легко обрабатывается. Отливки из ковкого чугуна обычно стоят немного дешевле, чем отливки из ковкого чугуна.
Три основных типа ковкого чугуна — ферритное, перлитное и мартенситное. Ферритные сорта более поддаются механической обработке и пластичны, тогда как перлитные сорта прочнее и тверже. Обычно мартенситные марки группируются с перлитными материалами; их можно рассматривать как продолжение (в конце диапазона более высокой прочности) перлитного ковкого чугуна.
В отличие от ферритного ковкого чугуна, микроструктура которого не содержит связанного углерода, перлитное ковкое железо содержит от 0,3 до 0,9% углерода в комбинированной форме. Поскольку эта составляющая может быть легко преобразована в самую твердую форму комбинированного углерода путем простого нагрева и закалки, отливки из перлитного ковкого чугуна могут быть выборочно упрочнены. Глубина затвердевания контролируется скоростью подводимого тепла, временем выдержки при температуре и скоростью закалки. Термическая обработка может обеспечить твердость поверхности примерно до C 60 по Роквеллу.
Углерод в ковком чугуне помогает удерживать и хранить смазочные материалы. В условиях экстремального износа поверхность перлитного ковкого чугуна изнашивается на безвредные частицы микронного размера, которые менее опасны, чем частицы железа других типов. Поверхность пористого ковкого чугуна улавливает абразивные частицы, которые скапливаются между поверхностями подшипников. На ковком чугуне могут образовываться полосы желчного пузыря, но истирание обычно не прогрессирует.
Отливки из ковкого чугуна часто используются для изготовления тяжелых опорных поверхностей в автомобилях, грузовиках, железнодорожном подвижном составе, а также в сельскохозяйственной и строительной технике.Марки перлитного класса обладают высокой износостойкостью и имеют твердость от 152 до более 300 Bhn. Однако применение ограничено отливками с относительно тонкими сечениями из-за высокой степени усадки и необходимости быстрого охлаждения для производства белого чугуна.
Высоколегированные чугуны: Высоколегированные чугуны — это ковкие, серые или белые чугуны, содержащие от 3 до более 30% сплава. Свойства специализированных литейных производств существенно отличаются от свойств нелегированных чугунов.Эти утюги обычно отличаются химическим составом, а также различными механическими свойствами.
Белые высоколегированные чугуны, содержащие никель и хром, образуют микроструктуру с мартенситной матрицей вокруг первичных карбидов хрома. Эта структура обеспечивает высокую твердость при экстремальной износостойкости и стойкости к истиранию. Чугуны с высоким содержанием хрома (обычно около 16%) сочетают износостойкость и стойкость к окислению с прочностью. Утюги, содержащие от 14 до 24% никеля, являются аустенитными; они обеспечивают отличную коррозионную стойкость для немагнитных применений.Чугуны с содержанием никеля 35% имеют чрезвычайно низкий коэффициент теплового расширения, а также немагнитны и устойчивы к коррозии.
Материалы Содержание.
ERC Home.
Углеродистая сталь
Углеродистая сталь, также называемая простой углеродистой сталью, представляет собой ковкий металл на основе железа, содержащий углерод, небольшое количество марганца и другие элементы, которые присутствуют изначально. Стали могут быть отлиты для придания формы или деформированы в различные прокатные формы, из которых формируются готовые детали, обрабатываются, кованы, штампованы или имеют другую форму.
Литые стали разливают почти до окончательной формы в песчаных формах. Затем отливки подвергаются термообработке для достижения заданных свойств и механической обработке до требуемых размеров.
Кованая сталь проходит две операции. Сначала его разливают в слитки или разливают в пряди. Затем металл повторно нагревается и подвергается горячей прокатке до готовой деформируемой формы. Горячекатаный прокат отличается окалиной поверхностью и обезуглероженной коркой. После этого горячекатаный пруток может быть обработан в два этапа.Во-первых, кислотное травление или дробеструйная очистка удаляют окалину. Затем холодная вытяжка через матрицу и фиксация улучшает свойства поверхности и прочность. Горячекатаный прокат можно также подвергнуть холодной обработке с помощью таких процессов удаления металла, как токарная обработка или шлифование. Кованые впоследствии сталь может подвергаться термообработке для улучшения обрабатываемости или регулирования механических свойств.
Углеродистые стали могут характеризоваться химическим составом, механическими свойствами, методом раскисления или термической обработки (и полученной микроструктурой).
Состав: Деформируемые стали чаще всего уточняют по составу. Ни один элемент не контролирует характеристики стали; скорее, комбинированные эффекты нескольких элементов влияют на твердость, обрабатываемость, коррозионную стойкость, предел прочности при растяжении, раскисление затвердевающего металла и микроструктуру затвердевшего металла.
Влияние углерода, основного упрочняющего и упрочняющего элемента стали, включает повышение твердости и прочности, а также снижение свариваемости и пластичности.Для гладких углеродистых сталей наилучшую обрабатываемость обеспечивает от 0,2 до 0,25% C. Выше и ниже этого уровня обрабатываемость горячекатаной стали обычно ниже.
Стандартные составы деформируемой стали (как для углеродистой, так и для легированной стали) обозначаются четырехзначным кодом AISI или SAE, последние две цифры которого указывают номинальное содержание углерода. Марки углеродистой стали:
|
Буква «L» между второй и третьей цифрами указывает на свинцовую сталь; «B» обозначает борсодержащую сталь.
Углеродистые литые стали обычно указываются по маркам, например A, B или C. Марка A (также LCA, WCA, AN, AQ и т. Д.) Содержат максимум 0,25% C и 0,70% Mn. Стали класса B содержат 0,30% C и 1,00% Mn, а стали класса C содержат 0,25% C и 1,20% Mn. Такое содержание углерода и марганца обеспечивает хорошую прочность, ударную вязкость и свариваемость.Литые углеродистые стали соответствуют требованиям ASTM A27, A216, A352 или A487.
Технология микролегирования позволила создать новую категорию сталей, которая по стоимости и характеристикам занимает промежуточное положение между углеродистыми сталями и марками сплавов. Эти промежуточные стали состоят из обычных углеродистых сталей, в которые в процессе выплавки стали добавляются незначительные количества легирующих элементов, обычно менее 0,5%, для улучшения механических свойств. Значительно увеличиваются прочность и твердость.
Любая сталь основного сорта может быть микролегирована, но этот метод впервые был использован при производстве листовой стали несколько лет назад.Совсем недавно к прутковым изделиям стали применяться микролегирование, чтобы исключить необходимость в операциях термообработки после ковки деталей. В автомобилях и грузовиках используются шатуны, валы нагнетателей, стабилизаторы поперечной устойчивости, U-образные болты и универсальные шарниры. Другое применение — насосные штанги для нефтяных скважин и анкерные болты для строительной отрасли.
Механические свойства: Литые и деформируемые изделия часто задаются для удовлетворения определенных механических требований в конструкционных приложениях, где формовка и обработка не являются обширными.Если для стали указаны только механические свойства, производитель может скорректировать анализ стали (в определенных пределах) для получения требуемых свойств. Свойства могут отличаться в зависимости от поперечного сечения и размера детали.
Механические испытания обычно указываются при одном из двух условий: требования к механическим испытаниям и отсутствие химических пределов для любого элемента или требования к механическим испытаниям и химические предельные значения для одного или нескольких элементов при условии, что такие требования технологически совместимы.
Метод раскисления: Расплавленная сталь содержит растворенный кислород — важный элемент в реакции производства стали. То, как этот кислород удаляется или может уйти, когда металл затвердевает, определяет некоторые свойства стали. Поэтому во многих случаях «метод раскисления» указывается в дополнение к химическим составам AISI и SAE.
Для «обезвреженных» сталей могут быть добавлены такие элементы, как алюминий и кремний, для химического соединения с кислородом, удаляя большую часть его из жидкой стали.Обработанная сталь часто используется для горячей штамповки, цементации и других процессов или применений, где требуется максимальная однородность. В листовой стали старение контролируется путем гашения — обычно алюминием. Стали, предназначенные для использования в литом состоянии, всегда гибнут. По этой причине стали для литья всегда полностью раскислены.
С другой стороны, для сталей с ободками кислород (в форме окиси углерода) быстро выделяется на протяжении всего процесса затвердевания. Наружная оболочка сталей с ободками практически не содержит углерода и очень пластична.По этим причинам стали с ободками часто используются для холодной штамповки. Стали с краями часто доступны в сортах с содержанием менее 0,25% C и 0,60% Mn.
Сегрегация — неоднородное изменение внутренних характеристик и состава, которое возникает, когда различные легирующие элементы перераспределяются во время затвердевания, — может проявляться в стали с бортиком. По этой причине они обычно не предназначены для горячей штамповки или для применений, требующих однородности.
Стали с заклепками и полусплавы по поведению, свойствам и степени окисления и сегрегации находятся между сталями с ободом и сталями с заклепками. Стали с покрытием, например, подходят для некоторых применений холодной штамповки, потому что они имеют мягкую, пластичную поверхностную оболочку, которая тоньше, чем оболочка из стали с ободком. Для других применений холодной штамповки, таких как холодная экструзия, больше подходят раскисленные стали.
Микроструктура: Микроструктура углеродистых и легированных сталей в состоянии после прокатки или после литья обычно состоит из феррита и перлита.Эту базовую структуру можно значительно изменить с помощью различных термических обработок или методов прокатки. Сфероидизированная отожженная структура будет состоять из сфероидов карбидов железа и сплавов, диспергированных в ферритной матрице для обеспечения низкой твердости и максимальной пластичности, что может потребоваться для операций холодной штамповки. Закалка и отпуск обеспечивают оптимальное сочетание механических свойств и ударной вязкости, получаемых от стали. Размер зерна также может быть важным аспектом микроструктуры. Вязкость мелкозернистых сталей обычно выше, чем у крупнозернистых сталей.
Стали для свободной механической обработки: Несколько углеродистых сталей для механической обработки доступны в виде отливок, горячекатаных или холоднотянутых прутков и листов. Обрабатываемость сталей улучшается несколькими способами, в том числе:
|
Материалы Содержание.
ERC Home.
Легированная сталь
Стали, содержащие указанные количества легирующих элементов, кроме углерода и общепринятые количества марганца, меди, кремния, серы и фосфора — известны как легированные стали.Легирующие элементы добавляются для изменения механических или физических свойств. Сталь считается сплавом, если максимальное значение диапазона, указанного для содержания легирующих элементов, превышает один или несколько из этих пределов: 1,65% Mn, 0,60% Si или 0,60% Cu; или когда определенный диапазон или минимальное количество любого из следующих элементов указано или требуется в пределах, признанных для конструкционных легированных сталей: алюминий, хром (до 3,99%), кобальт, колумбий, молибден, никель, титан, вольфрам, ванадий, добавлен цирконий или другой элемент для получения эффекта легирования.
Таким образом, технически инструментальная и нержавеющая сталь — это легированные стали. Однако в этой главе термин легированная сталь используется для тех сталей, которые содержат небольшое количество легирующих элементов и которые обычно зависят от термической обработки для развития определенных свойств. Например, при надлежащей термообработке предел прочности на разрыв некоторых легированных сталей может быть повышен с примерно 55000 фунтов на квадратный дюйм до почти 300000 фунтов на квадратный дюйм.
Подразделения для большинства сталей в этом семействе включают марки со сквозной закалкой и науглероживанием (плюс несколько специальных марок, таких как стали для азотирования).Сплавы со сквозным упрочнением, которые подвергаются термообработке путем закалки и отпуска, используются, когда максимальная твердость и прочность должны проникать глубоко внутрь детали. Марки науглероживания используются там, где требуется прочная сердцевина и относительно неглубокая твердая поверхность. После обработки для упрочнения поверхности, такой как науглероживание (или азотирование для азотирующие сплавы), эти стали подходят для деталей, которые должны выдерживать как износ, так и высокие нагрузки. Литые стали обычно подвергаются сквозной закалке, а не поверхностной обработке.
Содержание углерода и легирующие элементы влияют на общие характеристики обоих типов легированных сталей. Максимально достижимая твердость поверхности зависит в первую очередь от содержания углерода. Максимальная твердость и прочность на небольших участках увеличиваются с увеличением содержания углерода, примерно до 0,7%. Однако содержание углерода более 0,3% может увеличить вероятность растрескивания во время закалки или сварки. Легирующие элементы в первую очередь влияют на прокаливаемость. Они также влияют на другие механические и производственные свойства, включая ударную вязкость и обрабатываемость.
Добавки свинца (от 0,15 до 0,35%) существенно улучшают обрабатываемость легированных сталей быстрорежущими инструментальными сталями. При обработке твердосплавными инструментами стали, обработанные кальцием, имеют удвоенный или тройной срок службы инструмента в дополнение к улучшению качества поверхности.
Существует несколько точных правил для выбора марок легированной стали для сквозной или поверхностной упрочнения. В большинстве случаев критически важные детали проходят полевые испытания для оценки их характеристик. Детали с большим сечением — например, тяжелые поковки — часто изготавливают из легированных сталей, прошедших вакуумную дегазацию.Находясь в расплавленном состоянии, эти стали подвергаются воздействию вакуума, который удаляет водород и, в меньшей степени, кислород и азот.
Легированные стали часто требуются, когда требуется высокая прочность в сечениях среднего и большого диаметра. Независимо от того, является ли предел прочности на растяжение или предел текучести основой конструкции, термически обработанные легированные стали обычно имеют высокое отношение прочности к массе. Для применений, требующих максимальной пластичности, производители могут поставлять сплавы с низким содержанием серы (<0,01%), использующие методы ковшевого рафинирования.
В общем, износостойкость можно улучшить, увеличив твердость сплава, указав сплав с большим содержанием углерода (без увеличения твердости), или и то, и другое. Например, поверхность закаленной пламенем среднеуглеродистой стали, вероятно, будет иметь более низкую износостойкость, чем богатый углеродом корпус науглероженной стали такой же твердости. Исключение составляют азотированные детали, которые имеют лучшую износостойкость, чем можно было бы ожидать, исходя только из содержания углерода.
Для любой комбинации легированной стали и термообработки три фактора имеют тенденцию к снижению ударной вязкости: низкая рабочая температура, высокие скорости нагружения и концентрации напряжений или остаточные напряжения.Общие эффекты этих трех условий качественно схожи, поэтому испытания на удар при низких температурах (до -50 ° F) полезны для многих приложений в качестве индикаторов ударной вязкости при различных условиях эксплуатации и температурах.
Полностью закаленные и отпущенные низкоуглеродистые (от 0,10 до 0,30% C) легированные стали обладают хорошими характеристиками. сочетание прочности и вязкости как при комнатной, так и при низких температурах. Однако при термообработке некоторых марок легированных сталей необходимо соблюдать осторожность, поскольку ударная вязкость может быть существенно снижена из-за отпускной хрупкости — формы охрупчивания, развивающейся при медленном охлаждении в диапазоне от 900 до 600 ° F или при выдержке или отпуске. в этом диапазоне.
Когда закалка в жидкости нецелесообразна (из-за опасности растрескивания или деформации, или из-за стоимости), для низкотемпературных условий эксплуатации можно использовать различные низкоуглеродистые никелевые или никель-молибденовые стали в нормированном и отпущенном состоянии.
Деформируемые легированные стали (и углеродистые стали) классифицируются по серии номеров AISI и SAE, которые обозначают состав и тип сплава. Буквы, которые используются в дополнение к четырехзначным обозначениям, включают суффикс «H», используемый для стали, произведенной с определенными пределами прокаливаемости (что позволяет более широкий диапазон составов для определенных легирующих элементов), и префикс «E», который указывает сталь, полученная основным электропечным способом.Другие спецификации, например, выпущенные ASTM, определяют минимальные свойства для критических конструкций, сосудов высокого давления и ядерных приложений.
Спецификации ASTM классифицируют литые легированные стали по их механическим свойствам и предполагаемым условиям эксплуатации. Химический анализ вторичен. Существуют спецификации ASTM для общего использования, такие как A27 или A148, когда механические свойства имеют решающее значение. Для работы при низких температурах рекомендуется использовать A352 или A757, когда важна прочность.Для свариваемости A216 указывается, когда изготовление критично, а для работы под давлением рекомендуется A217 или A389, когда важен ряд свойств. Для специальных применений доступны и другие легированные стали ASTM. Другие спецификации, такие как SAE J435, используются для литых сталей в автомобильные приложения. Краткое описание технических характеристик стального литья можно получить в Американском обществе основателей стали, Des Plaines, Ill.
Материалы Содержание.
ERC Home.
Нержавеющая сталь
Одной из характеристик, характеризующих нержавеющую сталь, является минимальное содержание хрома 10,5% в качестве основного легирующего элемента. Четыре основных категории деформируемой нержавеющей стали в зависимости от ее металлургической структуры — это аустенитная, ферритная, мартенситная и дисперсионная твердость. Марки литых нержавеющих сталей обычно называют жаростойкими или коррозионно-стойкими.
Аустенитная нержавеющая сталь подразделяется на три группы:
|
Содержание углерода обычно низкое (0,15% или меньше), а сплавы содержат минимум 16%. хром с достаточным количеством никеля и марганца, чтобы вообще обеспечить аустенитную структуру температуры от криогенной области до точки плавления сплава.
Аустенитные нержавеющие стали, упрочненные азотом, представляют собой сплавы хрома, марганца и азота; некоторые марки также содержат никель.Предел текучести этих сплавов (отожженных) обычно на 50% выше, чем у неазотосодержащих марок. Они немагнитны и в большинстве своем остаются таковыми даже после тяжелой холодной обработки.
Как и углерод, азот увеличивает прочность стали. Но в отличие от углерода, азот в нержавеющей стали существенно не соединяется с хромом. Эта комбинация, образующая карбид хрома, снижает прочность и коррозионную стойкость сплава.
До недавнего времени у металлургов были трудности с добавлением контролируемого количества азота в сплав.Развитие метода аргон-кислородного обезуглероживания (AOD) сделало возможными уровни прочности, ранее недостижимые для обычных отожженных нержавеющих сплавов.
Аустенитные нержавеющие стали обычно используются там, где главными требованиями являются коррозионная стойкость и ударная вязкость. Типичные области применения включают валы, насосы, крепежные детали и трубопроводы в морской воде, а также оборудование для обработки химикатов, пищевых продуктов и молочных продуктов.
Ферритные деформируемые сплавы (серия AISI 400) содержат от 10.От 5 до 27% хрома. Кроме того, использование аргон-кислородного обезуглероживания и вакуумно-индукционной плавки позволило получить несколько новых марок феррита, включая 18Cr-2Mo, 26Cr-1Mo, 29Cr-4Mo и 29Cr-4Mo-2Ni. Эти стали с низким содержанием углерода, но, как правило, с более высоким содержанием хрома, чем мартенситные марки, не могут быть упрочнены термической обработкой, а упрочняются лишь умеренно при холодной обработке. Ферритные нержавеющие стали являются магнитными и сохраняют свою основную микроструктуру до температуры плавления, если присутствует достаточное количество Cr и Mo.В отожженном состоянии прочность этих марок примерно на 50% выше, чем у углеродистых сталей.
Ферритные нержавеющие стали обычно используются там, где требуется умеренная коррозионная стойкость, а ударная вязкость не является большой необходимостью. Они также используются там, где хлоридное коррозионное растрескивание под напряжением может быть проблемой, поскольку они обладают высокой устойчивостью к этому типу коррозионного разрушения. В тяжелых профилях трудно добиться достаточной ударной вязкости с более высоколегированными ферритными марками.Типичные области применения включают автомобильные отделочные и выхлопные системы, а также теплообменное оборудование для химической и нефтехимической промышленности.
Мартенситные стали также входят в серию AISI 400. Эти деформируемые высокоуглеродистые стали содержат от 11,5 до 18% хрома и могут иметь небольшое количество дополнительных легирующих элементов. Они магнитные, могут быть закалены термической обработкой, имеют высокую прочность и умеренную вязкость в закаленном и отпущенном состоянии.Формовку следует производить в отожженном состоянии. Мартенситные нержавеющие стали менее устойчивы к коррозии, чем аустенитные или ферритные марки. Разработаны два типа мартенситных сталей — 416 и 420F. специально для хорошей обрабатываемости.
Мартенситные нержавеющие стали используются там, где прочность и / или твердость имеют первостепенное значение и где окружающая среда относительно мягкая с точки зрения коррозии. Эти сплавы обычно используются для изготовления подшипников, форм, столовых приборов, медицинских инструментов, деталей конструкции самолетов и компонентов турбин.Тип 420 все чаще используется для форм для пластмасс и промышленных компонентов, требующих твердости и коррозионной стойкости.
Дисперсионно-твердеющая нержавеющая сталь развивает очень высокую прочность благодаря низкотемпературная термообработка, не вызывающая существенных искажений прецизионных деталей. Состав большинства дисперсионно-твердеющих нержавеющих сталей сбалансирован для обеспечения упрочнения за счет старения, при котором выделяются твердые интерметаллические соединения и одновременно повышается температура мартенсита.Начальная микроструктура сплавов PH — аустенит или мартенсит. Аустенитные сплавы необходимо подвергнуть термической обработке для превращения аустенита в мартенсит до того, как можно будет выполнить дисперсионное твердение.
Эти сплавы используются там, где требуются высокая прочность, умеренная коррозионная стойкость и хорошая технологичность. Типичные области применения: валопроводы, насосы высокого давления, компоненты самолетов, термостойкие пружины и крепежные детали.
Литые нержавеющие стали обычно имеют соответствующие деформируемые марки, которые имеют аналогичный состав и свойства.Однако есть небольшие, но важные различия в составе литых и деформируемых марок. Отливки из нержавеющей стали должны иметь обозначения, установленные ACI (Институт литья сплавов), а не обозначения аналогичных деформируемых сплавов.
Температура эксплуатации служит основанием для различия между термостойкими и термостойкими. коррозионностойкие литые марки. Серия C марок ACI обозначает коррозионно-стойкие стали; серия H обозначает жаропрочные стали, которые могут использоваться в конструкциях при рабочих температурах от 1200 до 2200 ° F.Содержание углерода и никеля в сплавах серии H значительно выше, чем в сплавах серии C. Стали серии H не защищены от коррозии, но они подвержены коррозии медленно — даже под воздействием продуктов сгорания топлива или атмосферы, подготовленной для науглероживания и азотирования. Марки серии C используются в клапанах, насосах и фитингах. Сплавы серии H используются для деталей печей и турбин.
Истирание и износ — это виды отказов, которые требуют особого внимания при работе с нержавеющими сталями, поскольку эти материалы служат во многих суровых условиях.Они часто работают, например, при высоких температурах, в приложениях, контактирующих с пищевыми продуктами, и где доступ ограничен. Такие ограничения препятствуют использованию смазочных материалов, что приводит к контакту металла с металлом — состоянию, которое способствует истиранию и ускоренному износу.
В случае износа из-за скольжения сначала возникает режим истирания, за которым следует потеря размеров из-за износа, за которым, в свою очередь, обычно следует коррозия. Истирание — это серьезная форма адгезионного износа, проявляющаяся в виде рваных участков на металлической поверхности.Заедание можно свести к минимуму за счет уменьшения контактных напряжений или использования защитных поверхностных слоев, таких как смазочные материалы (где это возможно), наплавки, покрытия и азотирование или науглероживание поверхности.
Результаты испытаний пар из нержавеющей стали (таблица) указывают на относительно низкую стойкость к истиранию аустенитных марок и даже сплава 17-4 PH, несмотря на его высокую твердость. Среди стандартных марок только AISI 416 и 440C показали себя хорошо. От хорошего до отличного сопротивления истиранию продемонстрировали сплавы Armco Nitronic 32 и 60 (последние были разработаны специально для защиты от истирания).
Результаты недавних исследований доказывают, что добавление кремния к усиленному азотом аустенитному сплаву с высоким содержанием марганца дает износостойкую нержавеющую сталь. Износостойкость и коррозионная стойкость по-прежнему считаются неизбежным компромиссом для нержавеющей стали, но новая формула обещает противостоять обоим условиям.
Коррозия — это причина номер один для выбора нержавеющей стали. Но в случаях, когда детали трудно смазывать, большинство нержавеющих сталей не могут противостоять износу.Под воздействием высоких нагрузок и недостаточной смазки нержавеющая сталь часто подвержена повреждению поверхности, известному как истирание. Истирание критических деталей может привести к заклиниванию или замерзанию, что может привести к остановке оборудования.
Дизайнеры обычно избегают истирания, используя литые сплавы или нанося кобальтовую облицовку на нержавеющие детали. В любом случае исправления могут быть дорогими и могут создать новые проблемы, сопровождающие трудный процесс. К ним относятся поддержание равномерной толщины облицовки и обеспечение надлежащей адгезии между облицовкой и основой.Новая формула нержавеющей стали призвана обойти эти трудности, предлагая альтернативу дорогим износостойким материалам.
В поисках рентабельной альтернативы исследователи из Carpenter Technology, Рединг, Пенсильвания, изучили элементное влияние кремния, марганца и никеля на стойкость к истиранию аустенитных нержавеющих сталей, упрочненных азотом. Результаты первоначальной программы испытаний показали, что кремний является катализатором сопротивления истиранию, а никель и марганец — нет.
Содержание кремния в недавно разработанном стойком к желчному воздействию нержавеющем сплаве составляет от 3 до 4%. Уровни кремния должны оставаться ниже 5% для поддержания надлежащей металлургической структуры. Кроме того, слишком много кремния снижает растворимость азота. Для сохранения прочности потребуется добавить более высокое количество дорогостоящего никеля.
Теперь исследователи могут определить оптимальные пределы состава для стойкой к желчью нержавеющей стали. Чтобы доказать пригодность новой стали, ее свойства, такие как истирание, износ и коррозия, оцениваются и сравниваются с имеющимися в продаже нержавеющими сталями.В сравнение включены четыре сплава: аустенитный сплав, устойчивый к ударам, называемый Gall-Tough, еще один аустенитный сплав с более высоким содержанием никеля и марганца (16Cr-8Ni-4Si-8Mn) и нержавеющие стали типов 304 и 430.
Результаты показывают, что порог истирания устойчивой к истиранию нержавеющей стали более чем в 15 раз выше, чем у обычных нержавеющих сталей. Кроме того, стойкая к истиранию нержавеющая сталь выдерживает более чем в два раза большую нагрузку без истирания по сравнению со сплавом 16Cr-8Ni-4Si-8Mn.Тем не менее, новая формула приносит в жертву лишь небольшую долю коррозионной стойкости.
По прочности и твердости как нержавеющая сталь, так и сплав 16Cr-8Ni-4Si-8Mn превосходит сплавы типов 304 и 430. Новый сплав также демонстрирует исключительно высокий предел прочности на разрыв, возможно, из-за образования мартенсита во время испытаний на растяжение. Пластичность всех четырех сплавов отличная. Эти результаты показывают, что стойкие к истиранию сплавы могут экономически преодолеть разрыв между коррозией, истиранием и износостойкостью металла по металлу.
Материалы Содержание.
ERC Home.
Инструментальная сталь
Те же свойства, что и инструментальные стали для инструментов и штампов, также используются для других деталей, требующих устойчивости к износу, стабильности при термообработке, прочности при высоких температурах или ударной вязкости. Инструментальные стали все чаще используются в механических деталях для уменьшения размера или веса, а также для защиты от износа или высокотемпературных ударов.
Инструментальные стали — это металлургически «чистые» высоколегированные стали, которые плавятся в относительно небольших плавках в электрических печах и производятся с особым вниманием к однородности.Их можно дополнительно очистить обезуглероживанием аргоном / кислородом (AOD), вакуумными методами или электрошлаковым рафинированием (ESR). В результате инструментальные стали часто рекомендуются для критических высокопрочных или износостойких применений. Из-за высокого содержания сплава инструментальные стали необходимо подвергать прокатке или ковке с осторожностью, чтобы производить пруток удовлетворительного качества.
Для достижения наилучших свойств инструментальные стали всегда подвергаются термообработке. Поскольку детали могут деформироваться во время термообработки, прецизионные детали следует подвергать полуфабрикату, термообработке, а затем завершать.Сильная деформация наиболее вероятна при закалке в жидкости, поэтому следует выбирать сплав, который обеспечивает необходимые механические свойства при наименее жесткой закалке.
Инструментальные стали подразделяются на несколько широких групп, некоторые из которых далее делятся на подгруппы в зависимости от состава сплава, способности к закалке или механического сходства.
Водо-упрочняемые, или углеродистые инструментальные стали, обозначенные AISI типом W, зависят исключительно от содержания углерода в своих полезных свойствах.Эти стали бывают мелкой, средней или глубокой закалки, поэтому выбор конкретного сплава зависит от поперечного сечения детали и требуемой твердости поверхности и сердечника.
Ударопрочная инструментальная сталь (тип S) прочная и жесткая, но не такая износостойкая, как многие другие инструментальные стали. Эти стали выдерживают резкие и повторяющиеся нагрузки. Применения включают детали пневматического инструмента, долота, пуансоны, срезные лезвия, болты и пружины, подвергающиеся умеренному нагреву в процессе эксплуатации.
Инструментальные стали , закаленные в масле и на воздухе, типы O, A и D часто более дорогостоящие, но их можно закалить менее резко, чем закаленные в воде типы. Стали типа O закалены в масле; Стали типов A и D упрочняются на воздухе (наименее жесткая закалка) и лучше всего подходят для таких применений, как машинные пути, футеровки форм для кирпича и форсунки топливных форсунок. Типы закалки на воздухе предназначены для тонких деталей или деталей с серьезными изменениями поперечного сечения — деталей, которые склонны к растрескиванию или деформации во время закалки.Закаленные детали из этих сталей обладают высокой твердостью поверхности; однако эти стали не должны использоваться при повышенных температурах.
Стали для горячей обработки (тип H) хорошо работают при повышенных температурах. Вольфрам и Молибденовые высоколегированные стали для горячей обработки устойчивы к высоким температурам и истиранию даже при температуре от 600 до 1000 ° F. Но хотя эти сплавы не размягчаются при таких высоких температурах, их следует предварительно нагревать до и медленно охлаждать после эксплуатации, чтобы избежать растрескивания.Марки хрома сталей для горячей обработки дешевле, чем марки вольфрама и молибдена. Одна из марок хрома h21 широко используется в деталях самолетов, таких как основные конструкции планера, проушины для крепления груза, крюки для катапульты и петли элевонов. Марка h23, которая похожа на h21, обычно более доступна у поставщиков.
Быстрорежущие инструментальные стали — типы T (вольфрамовый сплав) и M (молибденовый сплав) — являются хорошими режущими инструментами, поскольку они сопротивляются размягчению и сохраняют остроту режущей кромки при высоких рабочих температурах.Эту характеристику иногда называют «жесткостью красного». Эти глубоко затвердевающие сплавы используются для стабильных условий высоких нагрузок, а не для ударных нагрузок. Типичные области применения — лопатки насоса и детали для тяжелого обвязочного оборудования.
Другие марки , называемые инструментальными сталями специального назначения, включают недорогие низколегированные стали типа L, которые часто используются для деталей машин, когда важна износостойкость в сочетании с ударной вязкостью. Углерод-вольфрамовые сплавы (тип F) обладают малой закалкой и износостойкостью, но не подходят для высоких температур или ударных нагрузок.
Стали для форм типа P разработаны специально для штампов для литья под давлением пластмассы и цинка. Эти стали редко используются для деталей, не требующих оснастки.
Многие сталелитейные предприятия разработали свой собственный сплав инструментальной стали специального назначения. Такие сплавы могут не соответствовать определенному обозначению AISI и должны быть указаны по торговому наименованию. Инструментальные стали специального назначения могут превосходить стандартные сорта при использовании по назначению, но их следует указывать только после тщательной оценки механических свойств, поведения при термообработке и доступности по сравнению со стандартными сортами.
Материалы Содержание.
ERC Home.
HSLA Сталь
Эти стальные сплавы, известные как высокопрочные низколегированные (HSLA) стали, обеспечивают повышенную соотношение прочности и веса по сравнению с обычными низкоуглеродистыми сталями за небольшую надбавку к цене. Поскольку сплавы HSLA прочнее, их можно использовать в более тонких профилях, что делает их особенно привлекательными для компонентов транспортного оборудования, где важно снижение веса.Стали HSLA доступны во всех стандартных деформируемых формах — листах, полосах, пластинах, конструкционных профилях, размерах прутков и специальных формах.
Как правило, стали HSLA представляют собой низкоуглеродистые стали с содержанием марганца до 1,5%, усиленные небольшими добавками элементов, таких как колумбий, медь, ванадий или титан, а иногда и специальными методами прокатки и охлаждения. Стали HSLA с улучшенной формуемостью содержат добавки, такие как цирконий, кальций или редкоземельные элементы, для контроля формы сульфидных включений.
Поскольку детали, изготовленные из стали HSLA, могут иметь более тонкое поперечное сечение, чем эквивалентные детали из низкоуглеродистой стали, коррозия стали HSLA может значительно снизить прочность за счет уменьшения несущего поперечного сечения. Хотя добавление таких элементов, как медь, кремний, никель, хром и фосфор, может улучшить стойкость этих сплавов к атмосферной коррозии, они также увеличивают стоимость. Гальванизация, покрытия с высоким содержанием цинка и другие антикоррозионные покрытия могут помочь защитить детали из HSLA-стали от коррозии.
Сорта, известные как стали HSLA с «улучшенной формуемостью» (марки листовой стали, обозначенные ASTM A715, и пластины, обозначенные ASTM A656), имеют предел текучести до 80000 фунтов на квадратный дюйм, но стоят всего лишь примерно на 24% больше, чем обычная углеродистая сталь с плотностью 34000 фунтов на квадратный дюйм. . Поскольку эти сплавы должны конкурировать с другими конструкционными металлами, такими как сталь AISI 1010 и алюминий, они должны быть как можно более дешевыми. Однако создание и прокатка стали, отвечающей этому требованию по стоимости, непросто, и готовый продукт требует ряда компромиссов.Например, увеличение прочности с 35 000 до 80 000 фунтов на квадратный дюйм может сопровождаться потерей пластичности от 30 до 40%.
Стали HSLA с улучшенной формуемостью были разработаны в первую очередь для автомобильной промышленности, чтобы заменить детали из низкоуглеродистой стали деталями с более тонким поперечным сечением для уменьшения веса без жертвуя прочностью и сопротивлением вмятинам. Типичные применения в легковых автомобилях включают дверные балки, элементы шасси, усиливающие и монтажные кронштейны, детали рулевого управления и подвески, бамперы и колеса.
В грузовиках, строительном оборудовании, внедорожниках, горнодобывающем оборудовании и других транспортных средствах большой грузоподъемности используются листы или пластины HSLA для компонентов шасси, ковшей, лопастей грейдеров и конструктивных элементов за пределами кузова. Для этих применений требуются листы или пластины малой толщины. Конструкционные формы (сплавы из семейства высокопрочных сталей HSLA с минимальным пределом текучести от 45 000 до 50 000 фунтов на квадратный дюйм) используются в таких областях, как морские нефтяные и газовые буровые установки, однополюсные опоры электропередач, железнодорожные вагоны и судостроение.
В таком оборудовании, как силовые краны, бетономешалки, сельскохозяйственная техника, грузовики, прицепы и т. Д. используются опоры передачи энергии, штанга HSLA с минимальным пределом текучести в диапазоне от 50 000 до 70 000 фунтов на квадратный дюйм. Формовка, сверление, распиловка и другие операции механической обработки сталей HSLA обычно требуют на 25–30% больше энергии, чем конструкционные углеродистые стали.
Большинство сплавов HSLA обладают свойствами, чувствительными к направлению. Для некоторых марок формуемость и ударная вязкость значительно различаются в зависимости от того, испытывается ли материал в продольном или поперечном направлении относительно направления прокатки.Например, изгибы, параллельные продольному направлению, более склонны к образованию трещин вокруг внешней, несущей напряжение поверхности изгиба. Этот эффект более выражен в толстых листах. Эта характеристика направленности существенно снижается у сталей HSLA, обработанных для контроля формы сульфидов.
Материалы Содержание.
ERC Home.
Стали для прочности
Разработанные в первую очередь для высокопрочных сталей, эти стали обычно подвергаются термообработке. сплавы, обеспечивающие прочность, по крайней мере, равную прочности прокатанной стали.Термообработанные конструкционные легированные стали и сверхвысокопрочные стали используются там, где высокая прочность может быть преобразована в преимущество по снижению веса по сравнению с другими сталями.
Конструкционные легированные стали с высоким пределом текучести, закаленные и отпущенные обычно подвергаются термообработке на стане для улучшения свойств, поэтому они не требуют дальнейшей термообработки на заводе-изготовителе. Хотя эти термообработанные легированные стали доступны во всех обычных формах изделий, они чаще всего используются в листовых изделиях.Некоторые марки также доступны в версиях, устойчивых к истиранию (AR). В этих условиях желательным свойством является высокая твердость, но при этом приносится в жертву некоторая вязкость. Выпускается более 20 наименований этих фирменных высокопрочных легированных сталей. Некоторые из них были разработаны для сочетания улучшенных сварочных характеристик с высокой прочностью. Большинство из них помимо высокой прочности обладают хорошими ударными свойствами. Примером марок с высоким пределом текучести в этом классе является HY-80/100, который используется для военно-морских судов.Этот материал сочетает в себе высокую прочность и ударную вязкость со свариваемостью.
Сверхвысокопрочные стали начинаются с марки 4340 и являются модификациями этого сплава. Когда эти стали используются для компонентов авиакосмической промышленности, они обычно производятся методом вакуумно-дугового переплава (VAR). Стали, обычно относящиеся к категории сверхвысокой прочности, имеют предел текучести более 180000 фунтов на квадратный дюйм. Они подразделяются на несколько широких категорий в зависимости от химического состава или механизмов металлургического упрочнения.
Среднеуглеродистые легированные стали обычно представляют собой модификации марок 4330 или 4340 (обычно с повышенным содержанием молибдена, кремния и / или ванадия). Эти марки обеспечивают отличную прокаливаемость в толстых сечениях.
Модифицированные инструментальные стали из разновидностей горячекатаных штамповых сталей с 5% Cr, 1% Mo, 1% V (h21 модифицированный, h23) обеспечивают следующий шаг в повышении прокаливаемости и прочности. Большинство сталей этой группы закалены на воздухе на средних и больших участках, и поэтому маловероятно деформация или закалка трещин.Конструкционное использование этих сталей не так широко, как раньше, в основном из-за разработки других сталей, которые стоят примерно столько же, но обладают большей вязкостью разрушения.
Мартенситностареющая сталь содержит 18% никеля, а также значительное количество молибдена, кобальта и титана и почти не содержит углерода. Эти сплавы можно значительно упрочнить за счет реакции осаждения при относительно низкой температуре. Их можно формовать и обрабатывать в отожженном состоянии, но это не без труда.Свариваемость отличная. Их можно подвергать термообработке до предела текучести от 250 до 300 тысяч фунтов на квадратный дюйм с помощью простой обработки старением при 900 ° F. Вязкость разрушения мартенситностареющих сталей значительно выше, чем у обычных высокопрочных сталей. стали.
Мартенситностареющая сталь используется во множестве высокопроизводительных приложений, и наиболее широко в самолетах и компонентах инструментов.
Сплавы 9% Ni, 4% Co были разработаны для обеспечения высокой прочности и ударной вязкости при комнатной температуре. температура, а также при умеренно повышенных температурах — примерно до 800 ° F.Свариваемость и вязкость разрушения хорошие, но сплавы подвержены водородной хрупкости. Эти стали используются в планерах, шестернях и крупных деталях самолетов.
Материалы Содержание.
ERC Home.
Суперсплавы на основе железа
Сплавы на основе железа, никеля и кобальта, используемые в основном для высокотемпературных применений, включают: известные как суперсплавы. Марки на основе железа, которые менее дороги, чем марки на основе кобальта или никеля, бывают трех типов: сплавы, которые могут быть упрочнены мартенситным типом превращения, сплавы, которые являются аустенитными и упрочняются последовательностью горячей и холодной обработки. (обычно ковка при температуре от 2000 до 2100 ° F с последующей чистовой обработкой при температуре от 1200 до 1600 ° F) и аустенитные сплавы, упрочненные дисперсионным твердением.
Некоторые металлурги рассматривают последнюю группу только как суперсплавы, другие относятся к категории жаропрочных высокопрочных сплавов. Обычно мартенситные типы используются при температурах ниже 1000 ° F; аустенитные типы — выше 1000 ° F.
Серия суперсплавов AISI 600 состоит из шести подклассов сплавов на основе железа:
|
Суперсплавы на основе железа характеризуются высокой температурой, а также прочностью при комнатной температуре и устойчивостью к ползучести, окислению, коррозии и износу.Износостойкость увеличивается с увеличением содержания углерода. Максимальная износостойкость достигается в сплавах 611, 612 и 613, которые используются в высокотемпературных подшипниках самолетов и деталях механизмов, подверженных скользящему контакту. Стойкость к окислению увеличивается с увеличением содержания хрома. Мартенситные хромистые стали, особенно сплав 616, используются для изготовления лопаток паровых турбин.
Суперсплавы доступны во всех обычных прокатных формах — заготовках, прутках, листах и поковках, а для большинства сплавов доступны специальные формы.В целом, аустенитные сплавы труднее обрабатывать, чем мартенситные сплавы, которые лучше всего обрабатываются в отожженном состоянии. Аустенитные сплавы обычно являются «клейкими» в состоянии, обработанном раствором, и лучше всего обрабатываются после частичного старения или полного затвердевания.
Суперсплавы доступны во всех обычных прокатных формах — заготовках, прутках, листах и поковках, а для большинства сплавов доступны специальные формы. В целом, аустенитные сплавы труднее обрабатывать, чем мартенситные, которые лучше всего обрабатываются в отожженном состоянии.Аустенитные сплавы обычно являются «клейкими» в состоянии, обработанном раствором, и лучше всего обрабатываются после частичного старения или полного затвердевания.
Из-за чувствительности к трещинам большинство мартенситных сталей трудно сваривать обычными методами. Эти сплавы перед сваркой следует отжечь или отпустить; даже в этом случае рекомендуется предварительный и последующий нагрев. Сварка резко снижает механические свойства сплавов, прочность которых зависит от горячей / холодной обработки.
Все мартенситные низколегированные стали хорошо обрабатываются и легко обрабатываются горячей и холодной обработкой.Мартенситные сплавы вторичной закалки и хромовые сплавы подвергаются горячей деформации путем предварительного нагрева и горячей штамповки. Аустенитные сплавы подделать труднее, чем мартенситные.
Материалы Содержание.
ERC Home.
Черные металлы P / M
Однако потребности отраслей существенно изменились. Снижение веса всех продуктов стало первостепенной задачей. Затраты на энергию, инструменты и материалы сейчас занимают важное место в дизайне деталей, а производительность стала девизом восьмидесятых.
С этими изменениями произошли изменения в технологии порошковой металлургии. В ходе многих производственных процессов были внесены улучшения в сами порошки — такие улучшения, как более низкий уровень включений и более высокая сжимаемость. Помимо обычного железа и стали, список доступных порошков был расширен за счет включения новых классов инструментальной стали, а также таких материалов, как металлокерамика и сплавы титана, никеля и алюминия.
Этим событиям сопутствовал рост новых технологий консолидации.В результате инженерам-проектировщикам требуется текущая информация о том, какие технологии P / M жизнеспособны, рентабельны и эффективны в производстве и которые могут иметь потенциально широкое применение.
Хотя порошковая металлургия используется для изготовления деталей практически из любого металла, большинство Обычно используемые металлы — это сплавы на основе железа. Части P / M из железа низкой плотности (от 5,6 до 6,0 г / см³), с типичным пределом прочности на разрыв 16000 фунтов на квадратный дюйм, обычно используются в подшипниках. Приложения. Медь обычно добавляют для улучшения прочности и несущих свойств.Порошки легированной стали иногда подвергаются горячей штамповке до высокой или почти теоретической плотности для формирования деталей с улучшенными механическими свойствами, которые после термообработки могут иметь предел прочности на разрыв до 170 000 фунтов на квадратный дюйм. Поковка порошком (P / F) в настоящее время считается серьезным конкурентом для деталей, которые ранее изготавливались как кованые поковки или обрабатывались на станках из фрезерных форм. Новые поставщики со сложным автоматизированным оборудованием увеличивают общую пропускную способность P / F, а также способствуют повышению качества продукции.
Прочность железа P / M или спеченного сплава железо-медь может быть изменена путем регулирования плотности, содержания углерода (до 15%) или всех трех для удовлетворения конкретных требований к конструкции.Поставщик может настроить каждую переменную для соответствия допускам, механическим свойствам и другим требованиям изготавливаемой детали.
Детали из P / M с низкой плотностью используются в подшипниках, поскольку они обеспечивают пористость для хранения нефти. Пропитка подшипников из спеченного металла маслом обычно устраняет необходимость повторного смазывания.
Для повышения прочности используется легированное (часто предварительно легированное Ni / Mo / Fe) железо, уплотненное до более высокой плотности. Когда углерод или другие легирующие элементы смешиваются с порошками железа и их плотность превышает 6.2 г / см³, детали считаются стальными, а не чугунными. По мере увеличения содержания углерода до 1% прочность стальных P / M-деталей увеличивается, так же как прочность деформируемой стали увеличивается с увеличением содержания углерода.
Дополнительные области применения могут быть выполнены путем герметизации пор в железных деталях из P / M. В качестве уплотнительных материалов используются медь, полиэфиры и анаэробные материалы; для каждого из них требуется своя система обработки для пропитки деталей. Пропитка спеченных деталей из П / М производится по одной из нескольких причин:
|
Хотя в течение многих лет в деталях P / M достигалась высокая точность, их применение когда-то было ограничено из-за ограничений механических свойств. Однако теперь механические свойства деталей из стали P / M могут быть улучшены путем горячей штамповки в закрытых штампах. Утверждается, что свойства деталей из P / M, кованных до 100% теоретической плотности в производственных условиях, равны, а иногда и превосходят свойства деформируемых сталей аналогичного состава.
Относительно сложные детали из углеродистой или низколегированной стали, требуемые в больших количествах, являются идеальными кандидатами для поковок P / M. Автопроизводители были одними из первых, кто использовал эти высокопрочные кованые компоненты в трансмиссиях, вспомогательных механизмах и двигателях.
Добавление углерода позволяет подвергать стальные детали P / M термообработке для повышения твердости, ударной вязкости, износостойкости и прочности. Добавление легирующих элементов в смесь железного порошка дополнительно улучшает свойства термообработанных стальных деталей из P / M.
Детали из железосодержащих P / M, содержащих 0,3% или более связанного углерода, могут подвергаться закалке для повышения прочности и износостойкости. Значения твердости поверхности от 500 до 650 по Кнупу, которые являются твердыми напильником, могут быть получены закалкой.
Кроме того, детали из черных металлов можно науглероживать стандартными способами, отличными от жидких солей. Детали с низкой плотностью науглероживаются, в то время как детали с высокой плотностью имеют отчетливый науглероженный корпус. Детали с очень высокой плотностью благоприятно реагируют на нитрование расплавленной соли, но плотность должна быть достаточно высокой, чтобы предотвратить поглощение соли структурой пор.Также возможен отпуск для снятия напряжений после закалки, хотя пары масла, образующиеся при закалочном масле в пористой структуре деталей из P / M, должны отводиться или рассеиваться.
Материалы Содержание.
Источники:
Авторское право, 1995, 1996, журнал Machine Design
Публикация Пентона
ERC Home.
Видение |
Eng.-Info. |
Презентации |
Организация |
Что нового
Области основных компетенций |
Тематические исследования |
Часто задаваемые вопросы и советы
Обратная связь |
Интранет |
Университеты |
Обучение и развитие карьеры |
Базы данных
Область технических отчетов
Вопросов? Отправьте электронное письмо на номер веб-мастеру в Центре инженерных ресурсов
.Повышение выработки этанола при ферментации с очень высокой плотностью за счет снижения вызванного ферментацией окислительного стресса у Saccharomyces cerevisiae
Цитозольная Cu / Zn-SOD важна для защиты дрожжевых клеток от окислительного стресса, вызванного различными стрессами, связанными с ферментацией
Ранее Δsod1 Мутант , лишенный цитозольной Cu / Zn-SOD, оказался сверхчувствительным к различным стрессам, присутствующим во время ферментации этанола, включая гиперосмотические, этанольные и тепловые стрессы 9 , что свидетельствует о роли Cu / Zn-SOD в переносимости этих стрессов. .Помимо Cu / Zn-SOD (Sod1p), S . cerevisiae также содержит митохондриальный Mn-SOD, кодируемый геном SOD2 16 . Чтобы исследовать роль этих двух SOD в устойчивости к различным стрессам, связанным с ферментацией, мы исследовали аэробный рост мутантов Δsod1 и Δsod2 на чашках с агаром YPD, содержащих 30% (мас. / Об.) Глюкозы, 10% (об. / Об.) ) этанол или 3 мМ H 2 O 2 при 30 ° C. Для теплового стресса планшеты инкубировали при 37 ° C.В аэробных условиях мутант Δsod1 , но не мутант Δsod2 , был гиперчувствителен ко всем испытанным стрессам (рис. 1A), что позволяет предположить, что только цитозольная Cu / Zn-SOD требуется для выдерживания стрессов, связанных с ферментацией, включая осмотические , этанол, тепловой и окислительный стрессы.
Рисунок 1Рост штаммов дикого типа (BY4742), Δsod1 и Δsod2 на чашках с агаром YPD, содержащих 30% (мас. / Об.) Глюкозы, 10% (об. / Об.) Этанола, или 3 мМ H 2 O 2 при 30 ° C или 37 ° C (для теплового стресса) в присутствии и в отсутствие ( A ) O 2 или ( B ) 30 мМ N-ацетил-L -цистеин (НАЦ).( C ) Рост клеток дикого типа и rho — на чашках с агаром YPD, содержащих 40% (мас. / Об.) Глюкозы, 15% (об. / Об.) Этанола или 4 мМ H 2 O 2 при 30 ° C или 40 ° C (для теплового стресса).
Поскольку цитозольный Cu / Zn-SOD необходим для снижения внутриклеточных уровней ROS, возможно, что эти связанные с ферментацией стрессы также могут вызывать эндогенный окислительный стресс. Чтобы проверить эту гипотезу, мы сначала исследовали анаэробный рост штаммов дикого типа (BY4742), Δsod1 и Δsod2 , обработанных высоким содержанием глюкозы, этанола, H 2 O 2 и высокой температурой.Мы обнаружили, что чувствительность мутанта Δsod1 ко всем тестируемым стрессам подавлялась в анаэробных условиях (рис. 1А). Чтобы подтвердить эту гипотезу, мы исследовали рост штаммов дикого типа, Δsod1 и Δsod2 на чашках с агаром YPD в присутствии стрессов, связанных с ферментацией, с добавлением или без добавления акцептора ROS, NAC. В соответствии с ростом в анаэробных условиях дефект роста мутанта Δsod1 также был восстановлен добавлением NAC (рис.1Б). Таким образом, эти данные предполагают, что Cu / Zn-SOD важен для защиты дрожжевых клеток от цитозольного окислительного повреждения, вызванного этими стрессами, связанными с ферментацией.
Стрессы, связанные с ферментацией, индуцируют внутриклеточную продукцию АФК через митохондриально-независимый механизм
Чтобы проверить, вызывают ли эти связанные с ферментацией стрессы генерацию АФК, мы измерили внутриклеточные уровни АФК в штамме дикого типа (BY4742) после выращивания в среде YPD с добавлением с IC 50 концентраций глюкозы (20% (мас. / об.)), этанола (3% (об.)) и H 2 O 2 (1 мМ) при 30 ° C или в среде YPD при 39 ° C, что вызывает 50% -ное ингибирование роста.Уровни внутриклеточных АФК были значительно увеличены после обработки H 2 O 2 или высокой температуры (в 6,4 и 5,1 раза соответственно) и немного увеличились после воздействия глюкозы или этанола (в 1,9 и 2,3 раза соответственно) (Рис. 2A). Чтобы подтвердить влияние этих стрессов на индуцирование генерации АФК, мы определили внутриклеточные уровни АФК в клетках дикого типа после инкубации в среде YPD, содержащей IC 90 концентраций глюкозы (30% (масс / об)), этанола (7%). (об. / об.)) и H 2 O 2 (1.5 мМ) при 30 ° C или в среде YPD при 40 ° C, которая ингибировала 90% скорости роста. В этих условиях уровни внутриклеточных АФК были значительно увеличены после воздействия всех испытанных стрессов (рис. 2В). Эти результаты показывают, что осмотический, этанольный и тепловой стрессы индуцируют продукцию ROS в зависимости от концентрации.
Рисунок 2Уровни внутриклеточных АФК дикого типа (BY4742) и штамма rho — после воздействия ( A ) IC 50 или ( B ) IC 90 из глюкоза (20% и 30% (мас. / об.)), этанол (3% и 7% (об. / об.)), высокая температура (39 ° C и 40 ° C) или H 2 O 2 (1 мМ и 1.5 мМ) в течение 12 ч. Планки погрешностей представляют ± стандартное отклонение.
Митохондриальная электронная транспортная цепь является одним из основных источников внутриклеточных АФК 17 . В S . cerevisiae , несколько субъединиц цепи переноса электронов кодируются митохондриальной ДНК. При отсутствии митохондриальной ДНК дрожжевые клетки не могут приобретать энергию посредством аэробного дыхания, но они могут выжить, используя путь анаэробной ферментации 18 . Если митохондриальная электронная транспортная цепь была основным источником внутриклеточных АФК, продуцируемых во время воздействия этих связанных с ферментацией стрессов, предполагается, что потеря функционального митохондриального дыхания улучшит рост дрожжей в этих стрессовых условиях.Чтобы определить, генерируются ли внутриклеточные АФК, вызванные этими связанными с ферментацией стрессами, главным образом в митохондриях, мы исследовали рост штамма дикого типа и мутанта BY4742-фон rho — , мутанта с дыхательной недостаточностью, лишенного функциональных возможностей. митохондриальный геном в условиях тяжелого стресса (например, 40% (мас. / об.) глюкозы, 15% (об.) этанола, 4 мМ H 2 O 2 и 40 ° C (для теплового стресса)). Мы обнаружили, что мутант rho — не показал улучшенного роста во всех испытанных условиях, а был более чувствителен к осмотическому, этанольному и окислительному стрессу, чем штамм дикого типа (рис.1С). Эти данные свидетельствуют о том, что дыхательная цепь митохондрий не может быть основным источником образования АФК, вызванного этими стрессами, связанными с ферментацией. Чтобы дополнительно оценить, участвует ли митохондриальный метаболизм в индукции внутриклеточного образования АФК при воздействии этих связанных с ферментацией стрессов, мы определили уровни АФК в мутанте rho — , обработанном IC 50 и IC . 90 значений штамма дикого типа для каждого стресса (т.е., глюкоза (20% и 30% (мас. / об.)), этанол (3% и 7% (об. / об.)), высокая температура (39 ° C и 40 ° C) и H 2 O 2 (1 мМ и 1,5 мМ)). Во всех испытанных стрессовых условиях уровни ROS в мутанте rho — были аналогичны таковым в штамме дикого типа (рис. 2A, B). Эти результаты подтверждают нашу идею о том, что стрессы, связанные с ферментацией (т. Е. Осмотические, этанольные, тепловые и окислительные стрессы), способствуют генерации АФК через митохондриально-независимый механизм.
Cu / Zn-SOD требуется для снижения уровней цитозольных АФК, вызванных стрессами, связанными с ферментацией
Поскольку Cu / Zn-SOD является антиоксидантным ферментом, который катализирует диспропорционирование цитозольного O 2 • — до H 2 O 2 , возможно, что гиперчувствительность мутанта Δsod1 к этим связанным с ферментацией стрессам может быть вызвана гипераккумуляцией цитозольного O 2 • — и других радикалов.Чтобы проверить эту гипотезу, мы измерили внутриклеточные уровни O 2 • — и ROS в штаммах дикого типа и Δsod1 , подвергшихся воздействию высоких уровней глюкозы, этанола, H 2 O 2 , менадиона (O 2 • — генератор) или высокотемпературный. У штамма дикого типа (BY4742) уровни внутриклеточного O 2 • — были значительно повышены в ответ на все стрессы, особенно после воздействия высокой температуры и H 2 O 2 (рис.3А). Во всех испытанных стрессовых условиях внутриклеточные уровни O 2 • — мутанта Δsod1 были значительно выше, чем у штамма дикого типа (фиг. 3A). В соответствии с уровнями O 2 • — , общие внутриклеточные уровни ROS в мутанте Δsod1 также были значительно выше, чем у штамма дикого типа после воздействия этих связанных с ферментацией стрессов (рис. 3B). Эти результаты предполагают роль Cu / Zn-SOD в снижении уровней цитозольного O 2 • — , вызванных стрессами, связанными с ферментацией, что, в свою очередь, снижает уровни внутриклеточных АФК.
Рисунок 3Внутриклеточные ( A ) O 2 • — и ( B ) уровни ROS штаммов дикого типа (BY4742) и Δsod1 после воздействия 20% (мас. / Об.) ) глюкозы, 3% (об. / об.) этанола или 1 мМ H 2 O 2 при 30 ° C или 39 ° C (для теплового стресса) в течение 12 часов. Планки погрешностей представляют ± стандартное отклонение.
Поглотитель ROS снижает эндогенный окислительный стресс, индуцированный во время ферментации VHG
Поскольку во время ферментации наблюдались накопление ROS и окислительное повреждение структур дрожжевых клеток 11 , мы отслеживали изменения внутриклеточных уровней ROS в инкубируемом штамме дикого типа (BY4742) в среде YPD30 (среда YPD, содержащая 30% (мас. / об.) глюкозы) при 30 и 40 ° C в присутствии и в отсутствие акцептора ROS, NAC.В отсутствие NAC уровни внутриклеточных АФК в штамме дикого типа, инкубированном при 30 ° C, заметно увеличивались после 12 ч инкубации и значительно снижались после инкубации в течение более 24 ч (рис. 4A), в то время как инкубация при высокой температуре (40 ° C) привело к резкому и непрерывному увеличению внутриклеточных уровней ROS (рис. 4B). Когда применяли NAC, внутриклеточные уровни ROS в штамме дикого типа, инкубированном при 30 ° C, поддерживались на базальном уровне на протяжении всего инкубации (рис.4А). Аналогичным образом, при 40 ° C уровни ROS штамма дикого типа, инкубированного в присутствии NAC, были значительно ниже, чем уровни без добавления NAC (фиг. 4B). Эти результаты предполагают роль поглотителей ROS, таких как NAC, в защите дрожжевых клеток от окислительного стресса, вызванного во время ферментации VHG как при нормальной, так и при высоких температурах, тем самым способствуя поддержанию метаболизма дрожжей.
Рисунок 4Уровни внутриклеточных АФК штамма дикого типа (BY4742) во время ферментации в среде YPD30 в присутствии и в отсутствие 30 мМ NAC в течение 48 часов при ( A ) 30 ° C или ( B ) 40 ° С.Планки погрешностей представляют ± стандартное отклонение.
Поглотитель ROS играет важную роль в поддержании активности Cu / Zn-SOD во время ферментации VHG
Поскольку наши данные предполагают, что Cu / Zn-SOD необходим для защиты дрожжевых клеток от цитозольных ROS, вызванных стрессами, связанными с ферментацией, мы исследовали следующее роль Cu / Zn-SOD во время ферментации VHG путем мониторинга активности Cu / Zn-SOD (Sod1p) и Mn-SOD (Sod2p) в клетках дикого типа (BY4742), инкубированных в среде YPD30 при 30 и 40 ° C в наличие и отсутствие НАК.При обеих температурах активность Cu / Zn-SOD в клетках дикого типа, обработанных NAC, значительно увеличивалась в течение 12 часов инкубации и поддерживалась на высоком уровне на протяжении всей ферментации (фиг. 5A, B). С другой стороны, активность Cu / Zn-SOD у инкубированных в отсутствие NAC ингибировалась в течение первых 12 ч инкубации (рис. 5A, B). Хотя после 12-часовой инкубации наблюдалось повышение активности Cu / Zn-SOD в клетках дикого типа, инкубированных без NAC, их уровни активности Cu / Zn-SOD были ниже, чем у клеток, обработанных NAC (рис.5А, Б). Таким образом, эти данные предполагают критическую роль поглотителя ROS в поддержании активности Cu / Zn-SOD во время ферментации VHG. В случае митохондриальной активности Mn-SOD мы обнаружили, что, независимо от добавления NAC, его активность не индуцировалась в значительной степени во время ферментации VHG при обеих температурах (рис. 5A, C). Эти результаты подтверждают нашу концепцию, что только Cu / Zn-SOD, но не Mn-SOD, играет важную роль в защите дрожжевых клеток от цитозольных ROS, вызванных стрессами, связанными с ферментацией.
Рисунок 5Активности Cu / Zn-SOD и Mn-SOD штамма дикого типа (BY4742) во время ферментации в среде YPD30 в присутствии и в отсутствие 30 мМ NAC в течение 48 часов при 30 ° C или 40 ° C . ( A ) Активность Cu / Zn-SOD и Mn-SOD анализировали с использованием нативного гель-электрофореза и окрашивания нитросиним тетразолием. Количественное определение полос активности Cu / Zn-SOD и Mn-SOD штамма дикого типа (BY4742), инкубированного при ( B ) 30 ° C или ( C ) 40 ° C, проводили с помощью программного обеспечения ImageJ.Планки погрешностей представляют ± стандартное отклонение.
Поглотитель ROS повышает эффективность ферментации VHG
Поскольку наши результаты предполагают влияние поглотителей ROS, таких как NAC, на ингибирование эндогенного окислительного стресса, индуцированного во время ферментации VHG, мы затем исследовали роль NAC в обеспечении производительности ферментации VHG дикого типа ( BY4742) инкубировали в среде YPD30 при 30 и 40 ° C до 48 часов. Как и ожидалось, из-за эффекта теплового стресса скорость роста штамма дикого типа, инкубированного при 40 ° C, была ниже, чем у штамма, инкубированного при 30 ° C.При обеих температурах инкубации добавление NAC увеличивало скорость роста штамма дикого типа (фиг. 6A), подтверждая идею о том, что NAC важен для защиты дрожжевых клеток от окислительного повреждения, происходящего во время ферментации VHG. И при 30, и при 40 ° C, хотя добавление NAC не влияло на скорость потребления глюкозы штаммом дикого типа (рис. 6B), клетки дикого типа, инкубированные с NAC, продуцировали более высокие уровни этанола (69,3 и 44,0 г L ). −1 этанола соответственно), чем без NAC (60.3 и 35,2 г л -1 этанола соответственно) (рис. 6С). Кроме того, добавка NAC увеличивала выход этанола штамма дикого типа до 0,50 г этанола / г потребленной глюкозы после инкубации в течение 24 часов при 30 ° C или в течение 48 часов при 40 ° C (рис. 6D). Таким образом, наши результаты предполагают потенциальную роль поглотителя ROS для улучшения производства этанола при ферментации VHG.
Рисунок 6Показатели ферментации этанола дикого типа (BY4742) в среде YPD30 в присутствии и в отсутствие 30 мМ NAC при 30 ° C или 40 ° C в течение 48 часов.Определяли ( A ) рост, ( B ) потребление глюкозы, ( C ) производство этанола и ( D ) выход продукции этанола. Планки погрешностей представляют ± стандартное отклонение.
Для дальнейшего изучения потенциала поглотителей АФК, таких как NAC, для применения в промышленной ферментации этанола VHG, мы затем проверили эффективность ферментации этанола промышленного штамма, продуцирующего этанол (TISTR5606), инкубированного в среде YPD30 в присутствии и в отсутствие NAC 30 и 40 ° C до 48 ч.Как и в случае лабораторного красителя BY4742, добавление NAC также увеличивало скорость роста, продуктивность этанола и выход этанола промышленного штамма TISTR5606, инкубированного при обеих температурах (рис. 7A – D). После 48-часовой инкубации при 30 и 40 ° C без добавления NAC штамм TISTR5606 продуцировал 66,1 и 45,4 г L -1 этанола с выходом этанола 0,45 и 0,28 г этанола / г израсходованной глюкозы, соответственно (рис. 7C). , D). При добавлении NAC продуктивность этанола штамма TISTR5606 после ферментации в течение 48 часов при 30 и 40 ° C была увеличена до 73.6 и 55,3 г L -1 , соответственно, что, в свою очередь, приводит к повышению выхода этанола до 0,50 и 0,38 г этанола / г потребленной глюкозы, соответственно (фиг. 7C, D). Эти результаты дополнительно подтверждают, что поглотитель ROS имеет высокий потенциал для использования для улучшения характеристик ферментации этанола при ферментации VHG в промышленных масштабах как при нормальной, так и при высоких температурах.
Рисунок 7Показатели этанольной ферментации промышленного штамма (TISTR5606) в среде YPD30 в присутствии и в отсутствие 30 мМ NAC при 30 ° C или 40 ° C в течение 48 часов.Определяли ( A ) рост, ( B ) потребление глюкозы, ( C ) производство этанола и ( D ) выход продукции этанола. Планки погрешностей представляют ± стандартное отклонение.
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно.Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом.Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или проконсультироваться у системного администратора.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу.Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта.