Сварочные флюсы классификация и особенности
Содержание
1. Для чего нужен флюс при сварке
2. Условия использования сварочных флюсов
3. Недостатки
4. Как работают флюсы
5. Сварочные флюсы — классификация
6. Химический состав флюсов для сварки
7. Виды флюсов для сварки по назначению
8. Назначение сварочного флюса — примеры
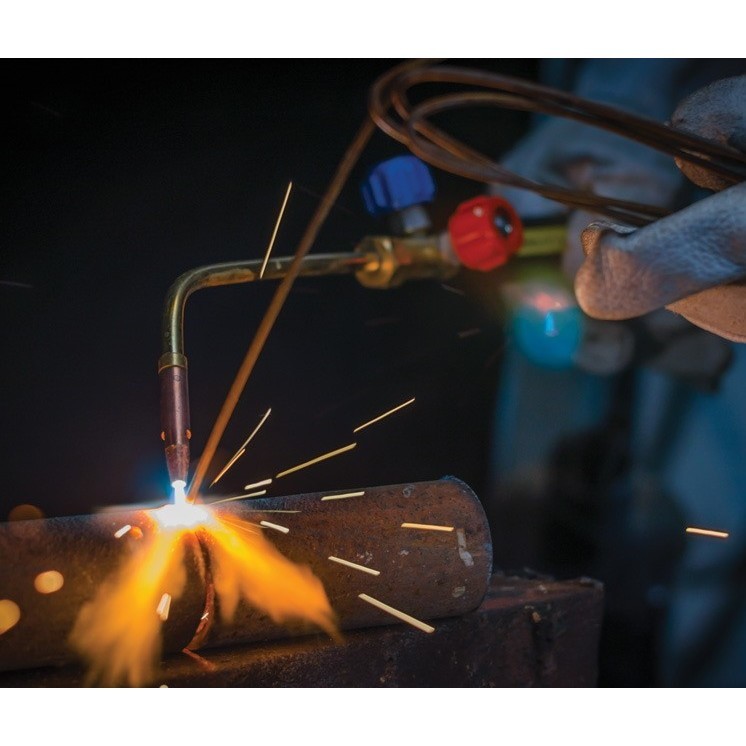
9. Флюсы для газовой сварки
10. Флюсы для автоматической сварки
При электродуговой или газовой сварке в условиях высоких температур значительно увеличивается химическая активность обрабатываемой зоны. Металл усиленно окисляется под воздействием атмосферного воздуха, в результате шлаки и окислы попадают в него, снижая интенсивность металлургических процессов и в итоге ухудшая качество сварного шва. Для предотвращения этих процессов необходима защитная газовая или жидкая среда, которая изолирует зону сварки. Ее и создают флюсы — неметаллические композитные порошковые компоненты.
Таким образом, назначение флюсов при сварке — изоляция сварочной ванны от атмосферного воздуха, защита наплавляемого металла от интенсивных окислительных процессов, стабильное горение сварочной дуги и получение сварного шва необходимого качества.
Для чего нужен флюс при сварке
Использование флюсов обеспечивает следующие преимущества при сварке.
- Как при электродуговой, так и при газовой сварке флюс сварочный обеспечивает более интенсивное расплавление металла — (соответственно при больших токах или высокой концентрации кислорода). Благодаря этому нет необходимости заблаговременно разделывать кромки будущего сварного шва.
- В зоне шва и на прилегающих к нему поверхностях удается избежать угара металла — его потерь на окисление и испарение.
- Горение дуги имеет более высокую стабильность, что особенно важно при сложных конфигурациях шва
- Снижаются потери энергии источника тока на нагрев металла, соответственно увеличивается его КПД.
- Оптимизируется расход присадочного материала.
- Более удобное выполнение работ для сварщика, потому что флюс экранирует некоторую часть пламени дуги.

Условия использования сварочных флюсов
Задача флюса — стабилизация металлургических процессов при сохранении необходимой производительности электродов. Для этого в процессе сварки следует соблюдать определенные условия.
- Флюс не должен вступать в химическую реакцию с металлом стержня и основным металлом.
- Зона сварной ванны должна оставаться изолированной на протяжении всего сварочного процесса.
Остатки флюса, связанные со шлаковой коркой в результате сварки, по завершении работ должны легко удаляться. При этом до 80% материла после очистки можно использовать заново.
Недостатки
Условных минусов в использовании сварочных флюсов немного.
- Высокая стоимость, которая примерно сопоставима с ценой на сварочную проволоку.
- Yевозможность сразу осмотреть сварной шов. В силу этого, особенно в конструкциях сложной формы, место сварки предварительно тщательно подготавливается.

Как работают флюсы
- Перед сваркой на места соединений наносится толстый (40-60 мм) слой флюса.
- Электрод вводится в зону сварки, происходит поджиг дуги.
- Под воздействием высоких температур (до 6000 °C) флюс с его низкой плотностью быстро плавится в газовом пузыре, изолируя сверху сварную ванну, перекрывая к ней доступ газовых, водяных паров и других химических веществ.
- Имея высокое поверхностное натяжение, таким же образом расплав флюса предотвращает интенсивное разбрызгивание металла.
- Это позволяет значительно увеличить ток дуги (до 1000-2000 Ампер) без серьезных потер материала электрода и с сохранением хорошего качества шва.
- Под воздействием флюса в зоне дуги происходит концентрация тепловой мощности — в результате плавление металла происходит быстрее.
- При этом металлом заполняются все стыки, независимо от состояния кромок.
- Изменяется материальный баланс сварного шва — 60-65% процентов в нем составляет металл свариваемых деталей, и только остальное — это металл сварочного электрода.

Сварочные флюсы — классификация
Классификация флюсов чрезвычайно широка. Их различают по внешнему виду и физическому состоянию, химическому составу, способу получения, назначению. Так, например, для наплавки или дуговой сварки, как правило, используются гранулированные или порошковые флюсы с определенными показателями электропроводности, а для газовой — газы, порошки, пасты.
По способу получения композитов
Различают флюсы плавленые и неплавленые.
Флюс сварочный плавленый широко используют не только при сварке, но при наплавке. Он демонстрирует высокую эффективность в случаях, когда поверхность металла сварного шва путем добавления дополнительных химических элементов должна получить более высокие технические характеристики — например, повышенную стойкость к коррозии или очень ровный и гладкий шов.
Наплавка под флюсом
Получают плавленые флюсы следующим способом: компоненты размалывают, смешивают, затем расплавляют в пламенных или электропечах при полном отсутствии кислорода. Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы.
Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы.
Неплавленые флюсы (керамические) для сварки изготавливаются путем перемешивания измельченных частиц шихты из ферросплавов, минералов, шлакообразующих без последующего плавления. Частицы смешиваются со стеклом и далее спекаются.
В ряду их преимуществ:
- низкий расход,
- возможность многократного использования,
- высокое качество получаемого шва.
Пример — керамический сварочный флюс марки UF (UF-01, UF-02, UF-03) который используется в энергетике и гражданском строительстве для сварки металлоконструкций из низколегированных сталей повышенной прочности.
Химический состав флюсов для сварки
Химический состав — важная составляющая в характеристике флюсов. Материал должен быть химически инертен в условиях очень высоких температур.
 Помимо этого, он должен обеспечивать эффективную диффузию отдельных элементов (например, легирующих) в металл шва.
Помимо этого, он должен обеспечивать эффективную диффузию отдельных элементов (например, легирующих) в металл шва.Наибольшую массовую долю (от 35…80% от общего объема) в сварочном флюсе обычно (но не во всех) составляет диоксид кремния (кремнезём) — кислотный оксид, бесцветный прозрачный кристаллический минерал. Кремний препятствует процессу образования углерода, тем самым снижая риски появления трещин и пор в металле шва.
Значительную часть составляет марганец. Как активный раскислитель, этот компонент флюсов для сварки снижает образование окислов в зоне сварочной ванны, вступая в реакцию вначале с кислородом в окислах железа, затем и с оксидом кремния. Результат сложной реакции — оксид марганца, нерастворяемый в стали и впоследствии легко удаляемый. Кроме того, марганец реагирует с вредной для металла шва серой — он связывается с ней в сульфид, который затем также удаляется с поверхности шва.
Также в ряду химических элементов флюсов — легирующие добавки — помимо кремния и марганца это молибден, хром, титан, вольфрам, ванадий и другие. Из задача — восстановить первичный химический состав металла, а в ряде случаев — путем легирования восполнить собой выгоревшие основные примеси стали и обеспечить металлу шва дополнительные специальные свойства. Обычно во флюсе они представлены соединениями с железом — ферросплавами (феррохром и т. д.).
Виды флюсов для сварки по назначению
От назначения сварочных флюсов напрямую зависит их выбор по химическому составу.
- Для сварки низкоуглеродистых сталей применяются флюсы с большим содержанием кремния и марганца в сочетании с проволокой из низкоуглеродистой стали без легирующих добавок. Второй вариант — малая доля марганца (или вообще его отсутствие) во флюсе, но легирующие добавки присутствуют в стали сварочного прутка.
- Для сварки высоколегированных металлов применяются флюсы с минимальной химической активностью. Кремний, как и марганец, практически не используется — его заменяет флюорит (плавиковый шпат), благодаря которому образуются легко отделяемые легкоплавкие шлаки. Также в таких флюсах обычно содержатся оксид алюминия, негашеная известь.
- Для сварки активных металлов (таких, как титан) используют солевые флюсы — как правило, это хлоридные и фторидные соли щелочных металлов. Примесь кислорода в них полностью отсутствует, поскольку она снижает пластичность шва.
 Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.
Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.Назначение сварочного флюса — примеры
| Плавленые флюсы | Неплавленые флюсы | ||
| АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45М, АН-60, ФЦ-9 | Механическая сварка и наплавка низколегированных и углеродистых сталей низколегированной и углеродистой сварочной проволокой | АНК-35 | Сварка низкоуглеродистых сталей низкоуглеродистой проволокой Св-08 и Св-08А |
| АН-8 | Электрошлаковая сварка углеродистых и низколегированных сталей; сварка низколегированных сталей углеродистой и низколегированной сварочной проволокой. |
АНК-46 | Сварка низкоуглеродистых и низколегированных сталей |
| АН-15М, АН-18, АН-20С, АН-20П, АН-20СМ | Дуговая автоматическая сварка и наплавка высоко- и среднелегированных сталей | АНК-30, АНК-47 | Сварка швов высокой хладостойкости |
| АН-22 | Электрошлаковая сварка и дуговая автоматическая наплавка и сварка низко- и среднелегированных сталей | АНК-45 | Сварка высоколегированных сталей |
| АН-26С, АН-26П, АН-26СП | Автоматическая и полуавтоматическая сварка нержавеющих, коррозионностойких и жаропрочных сталей | АНК-40, АНК-18, АНК-19 | Наплавка низкоуглеродистой сварочной проволокой Св-08 и Св-08А; |
| АН-17М, АН-43 и АН-47 | Дуговая сварка и наплавка углеродистых, низко- и среднелегированных сталей высокой и повышенной прочности | АНК-3 | В качестве добавки к флюсам марок АН-348А, ОСЦ-45, АН-60 для повышения стойкости швов к образованию пор |
Флюсы для газовой сварки
Для сварки алюминия и других цветных металлов, чугуна, инструментальных сталей, отдельных марок тонколистовой стали используется защитная газовая атмосфера. Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится:
Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится:
- на кромки соединяемых деталей;
- напрямую в сварную ванну;
- на присадочный пруток.
В зависимости от физического состояния материала флюсы для сварки подают в рабочую зону по-разному. Некоторую сложность вызывают порошкообразные композиты — их необходимо равномерно и точно вносить в расплав, не позволяя потоку газа раздувать порошок. Составы в виде паст подают на участок соединения. Для подачи газообразных флюсов используют расходомеры — с их помощью газ дозированно подается в рабочую зону.
Электромагнитный расходомер
Важный момент: для газовой сварки флюс по составу подбирают в зависимости от образующихся в ходе сварки оксидов. Если они кислые, флюсы должны быть щелочными (основными), напротив, если щелочные оксиды — выбирают кислые флюсы.
Флюсы, применяемые при газовой сварке наиболее широко:
- медь, латунь, бронза — для их сварки используют кислые флюсы с включением борсодержащих соединений (борная кислота и т. д.) — например, такие марки, как МБ-2 или БМ-1;
- чугун — для его сварки обычно используются флюсы с включением различных соединений щелочных металлов — натрия и калия;
- алюминий — здесь используются составы с содержанием фторидов калия, лития и натрия, а также хлориды. В этом случае наиболее широко применяется сварочный флюс марки АФ-4А.
 д.) — например, такие марки, как МБ-2 или БМ-1;
д.) — например, такие марки, как МБ-2 или БМ-1;Флюсы для газовой сварки не используются для соединения деталей из низкоуглеродистых сталей, поскольку на поверхности расплавленного металла интенсивно скапливаются легкоплавкие оксиды железа.
Флюсы для автоматической сварки
Автоматическая и полуавтоматическая сварка наиболее широко применяется при работе с большими конструкциями. Благодаря высоким токам и флюсу возможно сваривание деталей значительной толщины, при этом — без предварительной разделки кромки. Области использования — сваривание труб, изготовление резервуаров, судостроение.
Для такого способа сварки характерно автоматическое поддержание стабильно горящей электродуги, необходимого количества флюса (с отсосом нерасплавившегося), а также непрерывное обновление расплавленного электрода. Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении.
Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении.
Выгодно купить флюс для сварки различных типов и марок вы можете в компании «Центр Метиз».
Сварочный флюс: описание, назначение и классификация
В зоне сварки всегда присутствует высокая температура, которая способствует увеличению скорости окислительных реакций с образованием большого количества оксидов. Оксиды ухудшают качественные показатели шва настолько, что делают процесс сварки невозможным. Для недопущения попадания кислорода в сварочную ванну применяют несколько методов, одним из которых является сварка под слоем флюса.
1 / 1
Принцип работы флюсов для сварки
Флюс для сварки выполняет функцию, аналогичную той, которую выполняет обмазка на электродах для ручной дуговой сварки. При поднятии высоких температур сварочной зоны флюс плавится, частично перекрывая доступ кислорода в зону сварки, и растворяя оксиды, которые образуются на кромках свариваемых деталей. Таким образом, улучшаются условия горения сварочной дуги.
При поднятии высоких температур сварочной зоны флюс плавится, частично перекрывая доступ кислорода в зону сварки, и растворяя оксиды, которые образуются на кромках свариваемых деталей. Таким образом, улучшаются условия горения сварочной дуги.
Каждому виду соединяемых металлов подбирают свой, предназначенный специально для них флюс. Поэтому существует множество их видов и составов. Наиболее часто используемые элементы в их составе, это фториды, оксиды и другие соединения.
Классификация флюсов для сварки
Для удобства подбора флюсов при различных технологиях сварки их классифицируют. Существуют различные системы классификации, но, в основном, общепринятыми считаются классификации по составу химических элементов, способу, которым они были изготовлены, их назначением и физическим свойствам.
По составу химических элементов, делят на:
- Марганце-силикатные;
- Кальций-силикатные;
- Алюминатно-основные;
- Флюоритно-основные;
- Алюминатно-рутиловые;
-
Другие типы.

Отличаются флюсы и по активности взаимодействия с основным и присадочным металлами. Пассивные флюсы только создают газовое облако, но никак не воздействуют на химический состав стали. Слаболегирующие флюсы — это категория флюсов, производимая путем плавления, которые легируют свариваемые материалы небольшим количеством кремния, марганца, и другими элементами. Это придает шву большую прочность и ударную вязкость. Легирующие гранулированные составы обогащают металл в значительной степени, улучшая его физические и химические свойства.
По физическому состоянию
По физическому состоянию флюсы классифицируются следующим образом:
- порошкообразные;
- стекловидные;
- кристаллические.
Порошкообразные сварочный флюс представляет собой гранулы белого или светло-коричневого цвета. Встречаются гранулы круглой или овальной формы. При использовании такого флюса необходимо учитывать их малую плотность и насыпать более толстым слоем. Объемная масса таких флюсов находится в пределах от 0,6 до 1 кг/дм3.
Объемная масса таких флюсов находится в пределах от 0,6 до 1 кг/дм3.
Стекловидными назвали флюсы за прозрачность, что напоминает стеклянные шарики. Они бывают совершенно бесцветными или окрашенными в цвета от синего до черного. Имеют высокую плотность и качественно укрывают место сварки. Их объёмная масса 1,4 – 1,8 кг, дм3.
Несколько иначе выглядят кристаллические виды. Их окраска во многом повторяет цвета пемзовидного флюса, но зерна имеют кристаллическое строение.
По способу изготовления
По типу производства различают несколько видов флюсов:
- Плавленные. Такие флюса изготавливают из минеральных руд путем плавления в пламенных или электропечах с последующим гранулированием, фракционированием и прокаливанием.
- Механические смеси. Это соединение нескольких видов флюса в один состав путем физического перемешивания гранул между собой. Технология применяется для конкретных видом металлов. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
- Керамические. Первые получают путем смешивания сухих компонентов. Далее подготовленную смесь минералов и ферросплавов замешивают на жидком стекле, сушат, прокаливают и фракционируют. Преимущества такого вида флюса: низкий расход, возможность повторного использования (в системах рециркуляции), высокое качество получаемого шва.
 Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.По назначению
Флюсы классифицируются в зависимости от того, какие металлы свариваются с их помощью:
- низкоуглеродистые стали;
- низколегированные стали;
- высоколегированные стали;
- цветные металлы и сплавы.
Также, они классифицируются по виду сварки: электродуговой, газовой, электрошлаковой, неплавящимися электродами. Существует большая группа флюсов, которые можно применять для нескольких видов металлов.
Существует большая группа флюсов, которые можно применять для нескольких видов металлов.
Флюсы для дуговой сварки
Технология сварки под флюсом предполагает применение материалов, которые должны обладать следующими качествами:
- иметь температуру плавления ниже, чем у свариваемых металлов;
- хорошо растекаться и не выделять ядовитых веществ;
- образовывать легкоотделимые шлаки;
- быть легкодоступными и не дорогими.
Работы с применением электродуговой сварки ведутся при использовании флюсов в виде гранул размером 0,2 – 0,4 мм. По мере расплавления гранулы создают защиту сварочной ванны в виде газов и шлаков. Это способствует лучшему переносу металла электрода и высокую стабильность дуги. При этом количество оксидов резко уменьшается, а те, которые образовываются, выводятся в шлаковую зону.
За длительное время применения электродуговой сварки разработано множество материалов для предотвращения попадания кислорода в зону образования шва. Такое разнообразие позволяет обеспечить качественное соединение огромного количества вариантов металлических деталей. В настоящее время этот способ соединения металлов практически полностью вытеснил все остальные виды и продолжает развиваться в сторону упрощения и удешевления процессов.
Такое разнообразие позволяет обеспечить качественное соединение огромного количества вариантов металлических деталей. В настоящее время этот способ соединения металлов практически полностью вытеснил все остальные виды и продолжает развиваться в сторону упрощения и удешевления процессов.
Что такое сварочный флюс
Часть сварочных работ необходимо выполнять в защищенной среде. Изолировать рабочую зону позволяют флюсы. Они отличаются по составу и предназначены для работы с определенными видами металлов. Правильный выбор флюса – необходимое условия для формирования качественного сварного шва.
СОДЕРЖАНИЕ
- Что такое флюс в сварке и для чего он нужен
- Условия использования и недостатки
- Как работать с флюсом
- Классификация флюсов
- Способ получения
- Химический состав
- Назначение флюсов
- Флюсы для газовой сварки
- Флюсы для автоматической сварки
Что такое флюс в сварке и для чего он нужен
Сварочный флюс – это материал, применяемый в сварочных работах с целью изоляции зоны сварки от атмосферного воздуха. Благодаря применению материала обеспечивается стабильное горение дуги, беспроблемное формирование поверхности сварного шва, а наплавленный материал получает предопределенные свойства. К примеру, при выполнении кузнечных работ, в полуавтоматической и газосварке используются хлориды, фториды, борная кислота и бура. Они создают жидкую защитную среду, которая активно растворяет оксиды.
Благодаря применению материала обеспечивается стабильное горение дуги, беспроблемное формирование поверхности сварного шва, а наплавленный материал получает предопределенные свойства. К примеру, при выполнении кузнечных работ, в полуавтоматической и газосварке используются хлориды, фториды, борная кислота и бура. Они создают жидкую защитную среду, которая активно растворяет оксиды.
Снизить негативное воздействие таких процессов удается при помощи инертных газов или жидкости, которые изолируют рабочую зону и предотвращают попадания атмосферного воздуха к точкам соединения металлов. Неметаллические композитные соединения – флюсы – и предназначены для создания именно такой защитной среды.
Применение флюса в процессе работы дает весомые преимущества, а именно:
- Обеспечивается интенсивное плавление металлов. Такой эффект достигается как при электродуговой, так и при газовой сварке. В первом случае за счет более эффективного использования силы потребляемого тока, а во втором – за счет более высокой концентрации активного газа в рабочей зоне. Благодаря использованию флюса отпадает необходимость в обязательной разделке кромок свариваемых заготовок.
- Флюс помогает избежать угара металла – потерь расплава в результате окислительных процессов и его испарения от высокой температуры.
- Дуга при условии применения флюса горит более стабильно, что имеет критически важное значение при формировании сварных швов сложной конфигурации.
- Из-за снижения потерь электрического тока, который расходуется на прогрев рабочей поверхности, существенно повышается КПД установки.
- Присадочный материал расходуется экономно.
- Флюс частично экранирует излучение плазменной сварочной дуги, что в некоторой степени облегчает условия работы сварщика.
 Благодаря использованию флюса отпадает необходимость в обязательной разделке кромок свариваемых заготовок.
Благодаря использованию флюса отпадает необходимость в обязательной разделке кромок свариваемых заготовок.Условия использования и недостатки
Флюс был разработан для оптимизации и стабилизации металлургических процессов, которые протекают во время сваривания металлов. В то же время он никак не должен понижать производительность электродов, а лучше всего, если будет способствовать ее увеличению. Для этого материал должен соответствовать некоторым требованиям:
Для этого материал должен соответствовать некоторым требованиям:
- Флюс не должен реагировать с расплавом металла или сердечником электрода.
- Сварная ванна должна быть изолированной все время, на протяжении которого выполняются сварочные работы.
Остатки флюса, которые в результате работы были связаны шлаком, должны легко удаляться. Материал, который остался незадействованным, может быть использован вторично. Как минимум, 80% всего состава.
Недостатков материала совсем немного:
- флюс стоит дорого. Его цена сопоставима со стоимостью на присадочную проволоку;
- нету возможности осмотреть шов сразу по завершению процесса. Поэтому сварные швы сложной конфигурации желательно хорошо предварительно подготовить, чтобы свести к минимуму вероятность брака.
Как работать с флюсом
- Перед начало работы в месте формирования сварного шва наносится слой флюса толщиной 4-6 см.
- В рабочую зону подносится электрод и поджигается электрическая дуга.
- Флюс имеет низкую плотность и в результате воздействия высокой температуры начинает плавиться. При этом образуется газовая среда, благодаря которой сварочная ванна будет изолирована от атмосферного воздуха.
- Расплавленный флюс характеризуется прочным поверхностным натяжением, которое препятствует интенсивному разбрызгиванию расплава металла.
- Благодаря физическим и химическим свойствам флюса значительно увеличивается сила тока. Показатель может доходить до 2000 Ампер. Что позволяет избежать неэффективных потерь материала и получить на выходе сварной шов высокого качества.

- Флюс помогает сохранить тепло внутри рабочей зоны. В результате его воздействия тепловая мощность концентрируется в рабочей зоне и плавление металла происходит быстрее.
- Все свободные места заполняются расплавом вне зависимости от текущего состояния кромок.
- Материальный баланс сварного шва претерпевает изменений в лучшую сторону. Примерно 2/3 его состава – это металл заготовок. И только треть представлена расплавом сердечника электрода.
 Примерно 2/3 его состава – это металл заготовок. И только треть представлена расплавом сердечника электрода.
Примерно 2/3 его состава – это металл заготовок. И только треть представлена расплавом сердечника электрода.Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Классификация флюсов
Флюсы отличаются многими признаками и поэтому их классификация достаточно широка. Они отличаются внешним видом, химическим составом, физическим состоянием, назначением и способом получения. К примеру, для дуговой сварки или наплавки хорошо подходят гранулированные и порошковые флюсы, которые имеют строго определенную электропроводность. Газовая сварка подразумевает работу с порошками, пастами и, собственно, газами.
Способ получения
Флюс может быть плавленым или неплавленым. Первый вариант применяется не только при сваривании металлов, но и при наплавке. Такой флюс эффективен, когда необходимо улучшить технические характеристики поверхности металла путем добавления в его состав дополнительных химических элементов. Например, наплав применяется для получения исключительно ровной поверхности или для улучшения устойчивости материала к коррозии.
Например, наплав применяется для получения исключительно ровной поверхности или для улучшения устойчивости материала к коррозии.
Плавленые флюсы получают таким образом. Сперва компоненты измельчают и перемешивают. Затем они плавятся в электрических или пламенных печах без доступа кислорода. После этого горячие частички перемещаются через охлаждающий поток воды. В результате резкого снижения температуры они затвердевают и превращаются в гранулы. Размер частичек отличается и подбирается в зависимости от диаметра электрода: чем тоньше пруток, тем меньшего диаметра требуются гранулы.
Неплавленые флюсы еще называют керамическими. Они получаются в результате тщательного перемешивания мелких частиц ферросплавов, шлаков и минералов без термической обработки. После этого частицы перемешиваются со стеклом и спекаются. Их основные достоинства:
- отличное качество сварного шва;
- возможности многократного использования частиц;
- экономный расход.
Как пример можно рассмотреть керамические сварочные флюсы серии UF. Они применяются в гражданском строительстве для создания конструкций высокой прочности из низколегированных сталей.
Химический состав
Основной компонент большей части флюсов – диоксид кремния. В некоторых видах продуктов его доля доходит до 80 процентов. Другие название материала – кремнезем. Он является кислотным оксидом и представляет собой кристаллический прозрачный минерал. Кремний препятствует образованию углерода, благодаря чему сильно снижается вероятность появления пор и трещин в сварочном шве.
Марганец по наполняемости находится на втором месте. Как компонент флюса он выступает в роли раскислителя. То есть, материал является своеобразным антиоксидантом. Во время протекания сварочного процесса марганец активно реагирует с кислородом, содержащимся в оксидах железа, а затем связывает молекулы кислорода, которые ранее взаимодействовали с кремнием. Результатом сложной химической реакции замещения является оксид марганца – нерастворимое в расплаве и легко удаляемое с поверхности соединение. Помимо этого, марганец улучшает качество соединения тем, что вступает в реакцию со свободной серой и связывает ее. Образуется сульфид, который тоже легко удаляется с поверхности шва.
Помимо этого, марганец улучшает качество соединения тем, что вступает в реакцию со свободной серой и связывает ее. Образуется сульфид, который тоже легко удаляется с поверхности шва.
Флюсы содержат еще и добавки для легирования – хром, ванадий, молибден, титан, вольфрам и другие. Они вводятся для того, чтобы восстанавливать первичный химический состав металла. Нередко эти добавки замещают собой выгоревшие примеси металла. Благодаря этому, расплав получает новые свойства. Легирующие добавки в большинстве случаев во флюсе представлены в виде ферросплавов – соединений с железом.
Назначение флюсов
Выбор флюса для выполнения определенных сварочных работ зависит от их предназначения. Они бывают:
- для низкоуглеродистой стали. В составе флюса имеется большое содержание марганца и кремния. Они применяются совместно с присадочной проволокой, выполненной из низкоуглеродистой стали, не содержащей легирующих добавок. Еще один вариант – это флюсы с небольшим содержанием (или полным отсутствием) марганца. Но в таком случае сварочный пруток подбирается с легирующими добавками;
- для соединения заготовок из низкоуглеродистой стали применяется флюс с высокой химической инертностью, показатель которой выше, чем у большинства низко углеродистых металлов. В результате сварной шов получается пластичным. Примером может служить флюс АН-46 для сварки стали;
- для работы с высоколегированными металлами подбираются флюсы с незначительной химической активностью. Марганец и кремний практически не применяются. Они заменяются флюоритом – плавиковым шпагатом, под воздействием которого получаются легкоплавкие шлаки. Они легко убираются с поверхности. Помимо флюоритов в таких флюсах есть алюминий и негашеная известь;
- для сваривания активных металлов лучше всего подходят солевые флюсы, произведенные на основе фторидных и хлоридных солей щелочных металлов. Они не содержат примесей кислорода, поскольку он отрицательно влияет на пластичность соединения.
 Но в таком случае сварочный пруток подбирается с легирующими добавками;
Но в таком случае сварочный пруток подбирается с легирующими добавками;Ниже представлена таблица с примерами применения конкретных марок флюсов:
| Плавленые флюсы | Неплавленые флюсы | ||
|---|---|---|---|
| АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45М, АН-60, ФЦ-9 | Механическая сварка и наплавка низколегированных и углеродистых сталей низколегированной и углеродистой сварочной проволокой | АНК-35 | Сварка низкоуглеродистых сталей низкоуглеродистой проволокой Св-08 и Св-08А |
| АН-8 | Электрошлаковая сварка углеродистых и низколегированных сталей; сварка низколегированных сталей углеродистой и низколегированной сварочной проволокой. |
АНК-46 | Сварка низкоуглеродистых и низколегированных сталей |
| АН-15М, АН-18, АН-20С, АН-20П, АН-20СМ | Дуговая автоматическая сварка и наплавка высоко- и среднелегированных сталей | АНК-30, АНК-47 | Сварка швов высокой хладостойкости |
| АН-22 | Электрошлаковая сварка и дуговая автоматическая наплавка и сварка низко- и среднелегированных сталей | АНК-45 | Сварка высоколегированных сталей |
| АН-26С, АН-26П, АН-26СП | Автоматическая и полуавтоматическая сварка нержавеющих, коррозионностойких и жаропрочных сталей | АНК-40, АНК-18, АНК-19 | Наплавка низкоуглеродистой сварочной проволокой Св-08 и Св-08А; |
| АН-17М, АН-43, АН-47 | Дуговая сварка и наплавка углеродистых, низко- и среднелегированных сталей высокой и повышенной прочности | АНК-3 | В качестве добавки к флюсам марок АН-348А, ОСЦ-45, АН-60 для повышения стойкости швов к образованию пор |
Флюсы для газовой сварки
Для сваривания цветных металлов, а также инструментальной, отдельных марок тонколистовой стали и чугуна требуется создание специальных условий. Защитная среда создается с помощью инертных газов, а также путем использования порошкового или пастообразного флюса. Вещества наносятся на кромки соединяемых заготовок, прямо в сварочную ванну или же на присадочный пруток.
Защитная среда создается с помощью инертных газов, а также путем использования порошкового или пастообразного флюса. Вещества наносятся на кромки соединяемых заготовок, прямо в сварочную ванну или же на присадочный пруток.
Флюс подается в рабочую зону по-разному в зависимости от его агрегатного состояния. Сложнее всего подавать порошкообразную консистенцию. Их следует точно подавать в расплав, исключая вероятность его сдува ветром. Пасты наносятся на кромки предварительно и не нуждаются в какой-либо дополнительной опеке. Газы подаются дозировано при помощи специального оборудования – расходомеров.
Для газовой сварки флюсы подбираются под оксиды, которые образуются в процессе выполнения работ. Если они кислые, то выбираются щелочные флюсы, и наоборот. Наиболее распространенные виды флюсов и их применение:
- цветные металлы – латунь, бронза, медь – требуют использования кислых флюсов, в составе которых есть содержащие бор включения. Примером могут служить марки МБ-1 или БМ-2;
- для сваривания чугуна подбираются флюсы с включениями калия и натрия, образующими щелочную среду;
- алюминий требует использования составов с фторидами лития, натрия или калия. Чаще всего для выполнения такого рода работ применяется флюс серии АФ-4А.
 Чаще всего для выполнения такого рода работ применяется флюс серии АФ-4А.
Чаще всего для выполнения такого рода работ применяется флюс серии АФ-4А.При работе газосварочными аппаратами флюсы для сваривания низкоуглеродистых металлов не используются. Это вызвано тем, что на поверхности расплава образуется достаточное количество легкоплавких оксидов железа.
Флюсы для автоматической сварки
Полуавтоматы и автоматические установки часто востребованы при работе со сложными конструкциями большого размера. Большая сила тока и грамотно подобранный флюс дают операторам возможность соединять элементы большой толщины. При этом не требуется предварительная разделка кромок, что экономит время и очень важно для производственных процессов конвейерного типа. Технология востребована при изготовлении резервуаров, труб; в машино- и судостроении.
Данный способ сваривания характеризуется высокой автоматизацией процессов. В частности, автоматически поддерживается стабильность горения дуги, дозирование и подача определенного количества флюса в рабочую зону (равно как и отвод неиспользованного), регулярное обновление электрода. Чтобы в рабочей зоне было стабильное и достаточное по объему газовое облако, толщина флюса должна составлять 4-8 см, а его ширина – 5-10 см. марка выбираемого флюса зависит от характеристик соединяемого металла. Все работы ведутся в нижнем пространственном положении.
Чтобы в рабочей зоне было стабильное и достаточное по объему газовое облако, толщина флюса должна составлять 4-8 см, а его ширина – 5-10 см. марка выбираемого флюса зависит от характеристик соединяемого металла. Все работы ведутся в нижнем пространственном положении.
Что такое сварочный флюс
Оцените, пожалуйста, статью
12345
Всего оценок: 6, Средняя: 4
Флюсы сварочные плавленые
ОБЩЕСТВО ОСНОВАНО В 1947 ГОДУ
30 сентября 2022
- Просмотров: 18669
Сварочный флюс — это гранулированный порошок с размером зёрен от 0,2 до 4 мм, предназначенный для осуществления сварочных процессов. В процессе сварки гранулы плавлятся и выделяют газ, а затем при остывании образуют корку из шлака.
В процессе сварки гранулы плавлятся и выделяют газ, а затем при остывании образуют корку из шлака.
Сварочные флюсы классифицируются по технологии производства, химическому составу, назначению и другим характеристикам.
Наше предприятие производит плавленые сварочные флюсы, изготовляемые методом двойного рафинирования расплава и использования минеральных отходов сварочного производства. Новый способ варки флюсов позволил улучшить сварочно-технологические свойства флюсов, снизить потребность в природном сырье, а также решает проблему окружающей среды.
НОМЕНКЛАТУРА МАРОК ФЛЮСОВ
Полное обозначение по стандарту
Краткое обозначение по стандарту
НД
НД (СНГ)
ДСТУ EN ISO 14174-S F MS 1 AC h20
Полное наименование по стандарту
ДСТУ EN ISO 14174-S F MS 1
Краткое наименование по стандарту
ТУ У 20.
5-00293255-006:2020Нормативный документ Украина
ГОСТ 9087-81; ТУ У 20.5-00293255-006:2020, ГОСТ Р 52222-2004
Нормативный документ РФ
 5-00293255-006:2020
5-00293255-006:2020ДСТУ EN ISO 14174-S F MS 1 AC h20
Полное наименование по стандарту
ДСТУ EN ISO 14174-S F MS 1
Краткое наименование по стандарту
ТУ У 20.5-00293255-006:2020
Нормативный документ Украина
ГОСТ 9087-81; ТУ У 20.5-00293255-006:2020, ГОСТ Р 52222-2004
Нормативный документ РФ
ДСТУ EN ISO 14174-S F MS 1 AC h20
Полное наименование по стандарту
ДСТУ EN ISO 14174-S F MS 1
Краткое наименование по стандарту
ТУ У 20.
5-00293255-006:2020Нормативный документ Украина
ТУ У 20.5-00293255-006:2020, ГОСТ Р 52222-2004
Нормативный документ РФ
 5-00293255-006:2020
5-00293255-006:2020ДСТУ EN ISO 14174-S F CS 1 AC h20
Полное наименование по стандарту
ДСТУ EN ISO 14174-S F CS 1
Краткое наименование по стандарту
ТУ У 20.5-00293255-006:2020
Нормативный документ Украина
ГОСТ 9087-81; ТУ У 20.5-00293255-006:2020, ГОСТ Р 52222-2004
Нормативный документ РФ
ДСТУ EN ISO 14174-S F CS 1 AC h20
Полное наименование по стандарту
ДСТУ EN ISO 14174-S F CS 1
Краткое наименование по стандарту
ТУ У 20.
5-00293255-006:2020Нормативный документ Украина
ТУ У 20.5-00293255-006:2020, ГОСТ Р 52222-2004
Нормативный документ РФ
 5-00293255-006:2020
5-00293255-006:2020Полное обозначение по стандарту
Краткое обозначение по стандарту
НД
НД (СНГ)
ДСТУ EN ISO 14174-S F CS 1 AC h20
Полное наименование по стандарту
ДСТУ EN ISO 14174-S F CS 1
Краткое наименование по стандарту
ТУ У 20.5-00293255-006:2020
Нормативный документ Украина
ТУ У 20.5-00293255-006:2020, ГОСТ Р 52222-2004
Нормативный документ РФ
ДСТУ EN ISO 14174-S F MS 1 AC h20
Полное наименование по стандарту
ДСТУ EN ISO 14174-S F MS 1
Краткое наименование по стандарту
ТУ У 20.
5-00293255-006:2020Нормативный документ Украина
ГОСТ 9087-81; ТУ У 20.5-00293255-006:2020, ГОСТ Р 52222-2004
Нормативный документ РФ
 5-00293255-006:2020
5-00293255-006:2020ДСТУ EN ISO 14174-S F MS 1 AC h20
Полное наименование по стандарту
ДСТУ EN ISO 14174-S F MS 1
Краткое наименование по стандарту
ТУ У 20.5-00293255-006:2020
Нормативный документ Украина
ГОСТ 9087-81; ТУ У 20.5-00293255-006:2020, ГОСТ Р 52222-2004
Нормативный документ РФ
ДСТУ EN ISO 14174-S F MS 1 AC h20
Полное наименование по стандарту
ДСТУ EN ISO 14174-S F MS 1
Краткое наименование по стандарту
ТУ У 20.
5-00293255-006:2020Нормативный документ Украина
ТУ У 20.5-00293255-006:2020, ГОСТ Р 52222-2004
Нормативный документ РФ
 5-00293255-006:2020
5-00293255-006:2020ДСТУ EN ISO 14174-S F MS 1 AC h20
Полное наименование по стандарту
ДСТУ EN ISO 14174-S F MS 1
Краткое наименование по стандарту
ТУ У 20.5-00293255-006:2020
Нормативный документ Украина
ГОСТ 9087-81; ТУ У 20.5-00293255-006:2020, ГОСТ Р 52222-2004
Нормативный документ РФ
Полное обозначение по стандарту
Краткое обозначение по стандарту
НД
НД (СНГ)
ДСТУ EN ISO 14174-S F MS 1 AC h20
Полное наименование по стандарту
ДСТУ EN ISO 14174-S F MS 1
Краткое наименование по стандарту
ТУ У 20.
5-00293255-006:2020Нормативный документ Украина
ТУ У 20.5-00293255-006:2020, ГОСТ Р 52222-2004
Нормативный документ РФ
 5-00293255-006:2020
5-00293255-006:2020ДСТУ EN ISO 14174-S F AB 2 DC h20
Полное наименование по стандарту
ДСТУ EN ISO 14174-S F AB 2
Краткое наименование по стандарту
ТУ У 20.5-00293255-006:2020
Нормативный документ Украина
ГОСТ 9087-81
Нормативный документ РФ
ДСТУ EN ISO 14174-S F AB 2 AC H5
Полное наименование по стандарту
ДСТУ EN ISO 14174-S F AB 2
Краткое наименование по стандарту
ТУ У 20.
5-00293255-006:2020Нормативный документ Украина
ГОСТ 9087-81
Нормативный документ РФ
 5-00293255-006:2020
5-00293255-006:2020ДСТУ EN ISO 14174-S F AB 2 AC H5
Полное наименование по стандарту
ДСТУ EN ISO 14174-S F AB 2
Краткое наименование по стандарту
ТУ У 20.5-00293255-006:2020
Нормативный документ Украина
ГОСТ 9087-81
Нормативный документ РФ
ДСТУ EN ISO 14174-S F AR 1 AC H5
Полное наименование по стандарту
ДСТУ EN ISO 14174-S F AR 1
Краткое наименование по стандарту
ТУ У 20.
5-00293255-006:2020Нормативный документ Украина
ТУ У 20.5-00293255-006:2020
Нормативный документ РФ
 5-00293255-006:2020
5-00293255-006:2020ХИМИЧЕСКИЙ СОСТАВ ФЛЮСОВ
| Марка флюса | Массовая доля, % | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| оксида кремния (IV) | оксида марганца (II) | оксида кальция | оксида магния | оксида алюминия | фтористого кальция | оксида титана (IV) | оксида циркония (IV) | оксида железа (III) | серы | фосфора | углерода | |
| не более | ||||||||||||
| Тип флюса по ДСТУ EN ISO 14174 — марганцево-силикатный, MS | ||||||||||||
| АН-348-А | 40-44 | 31-38 | не более 12 | не более 7 | не более 13 | 3-6 | — | — | 2,5 | 0,11 | 0,12 | — |
| АН-348-АМ | ||||||||||||
| АН-348-АПМ | 0,09 | 0,10 | 0,10 | |||||||||
| АНЦ-1А | 35-45 | 25-40 | не более 18 | не более 8 | не более 13 | 3-8 | — | — | 2,5 | 0,10 | 0,12 | — |
| АН-60 | 40-46 | 36-41 | не более 10 | не более 3 | не более 13 | 5-9 | — | — | 0,9 | 0,05 | 0,05 | — |
| АН-60М | ||||||||||||
| Тип флюса по ДСТУ EN ISO 14174 — кальциево-силикатный, CS | ||||||||||||
| АН-47 | 28-33 | 11-18 | 13-17 | 6-10 | 9-15 | 4-7 | 1,1-2,5 | не более 3,0 | 0,05 | 0,08 | — | |
| АН-47Д | 0,04 | 0,07 | 0,10 | |||||||||
| АН-47ДП | 1,1-5,0 | 0,05 | ||||||||||
| Тип флюса по ДСТУ EN ISO 14174 — марганцево-силикатный, MS | ||||||||||||
| ОСЦ-45 | 37-44 | 37-44 | не более 10 | не более 3 | не более 13 | 5-9 | — | — | 2,5 | 0,11 | 0,14 | — |
| ОСЦ-45М | ||||||||||||
| Тип флюса по ДСТУ EN ISO 14174 — алюминатно-основной, AB | ||||||||||||
| АН-20С | 19-24 | не более 0,5 | 3-9 | 9-13 | 27-32 | 25-33 | — | — | 0,8 | 0,06 | 0,03 | — |
| АН-26С | 29-33 | 2,5-4,0 | 4-8 | 15-18 | 19-23 | 20-24 | — | — | 1,5 | 0,08 | 0,08 | 0,05 |
| АН-26П | ||||||||||||
| Тип флюса по ДСТУ EN ISO 14174 — алюминатно-рутиловый, AR | ||||||||||||
| АН-67 | 12-16 | 14-18 | не более 10 | — | 35-40 | 11-16 | 4-7 | не более 2,5 | 1,0 | 0,05 | 0,05 | 0,01 |
Примечание 1. Содержание оксидов железа во флюсах всех марок приведено в пересчете на железо (III) оксид. Содержание оксидов железа во флюсах всех марок приведено в пересчете на железо (III) оксид.Примечание 2. Содержание суммы оксидов калия и натрия во флюсе: АН-20С от 2,0% до 3,0%. Примечание 3. Содержание B2O3 во флюсе АН-67 не более 0,4%. |
||||||||||||
ФИЗИЧЕСКИЕ СВОЙСТВА ФЛЮСОВ
- Содержание инородных частиц
- Строение и цвет зерен
- Размер зерен
- Влажность
- Насыпная плотность
Флюсы изготавливают в виде однородных зерен. Содержание инородных частиц (нерастворившихся частиц сырьевых материалов, футеровки, угля, графита, кокса, металлических частиц и др.) :
| Марка флюса | Содержание инородных частиц в % от массы флюса |
|---|---|
| АН-348-А, АН-348-АМ, АН-348-АПМ, АНЦ-1А, АН-60, АН-60М, АН-47, АН-47Д, АН-47ДП, ОСЦ-45, ОСЦ-45М |
не более 0,3 |
| АН-20С, АН-67 | не более 0,2 |
| АН-26С, АН-26П | не более 0,1 |
| Марка флюса | Строение зерен | Цвет зерен |
|---|---|---|
| АН-348-А, АН-348-АМ | Стекловидное | От желтого до коричневого всех оттенков |
| АНЦ-1А | Стекловидное | От светло-коричневого до темно-коричневого всех оттенков |
| АН-47, АН-47Д | Стекловидное | От темно-коричневого до черного всех оттенков |
| ОСЦ-45, ОСЦ-45М | Стекловидное | От светло-серого и желтого до коричневого всех оттенков |
| АН-20С | Стекловидное | От белого до светло-серого и светло-голубого всех оттенков |
| АН-26С | Стекловидное | От серого до светло-зеленого всех оттенков |
| АН-348-АПМ | Пемзовидное | От светло-серого и желтого до коричневого и темно-коричневого всех оттенков |
| АН-60, АН-60М | Пемзовидное | От серого и светло-розового до желтого и светло-коричневого |
| АН-47ДП | Пемзовидное | Черный матовый |
| АН-26П | Пемзовидное | От светло-серого и светло-зеленого до серого всех оттенков |
| АН-67 | Пемзовидное | От светло-серого, серого и темно-серого до светло-коричневого, коричневого и черного всех оттенков |
Наличие во флюсах зерен с цветом, отличающихся от указанного выше:
| Марка флюса | Наличие зерен с цветом, отличающихся от указанного выше в % от массы флюса |
|---|---|
| АН-47, АН-47Д, АН-47ДП, ОСЦ-45, ОСЦ-45М, АН-60, АН-60М, АН-20С, АН-26С, АН-26П, АН-67 |
не более 3 |
| АН-348-А, АН-348-АМ, АН-348-АПМ, АНЦ-1А |
не более 10 |
| Марка флюса | Размер зерен, мм |
|---|---|
| АН-348-АМ, АН-348-АПМ, ОСЦ-45М, АН-60М |
0,25 — 1,60 |
| АН-47, АН-47Д, АН-47ДП, АН-26С |
0,25 — 2,50 |
| АН-348-А, АНЦ-1А, ОСЦ-45, АН-20С, АН-26П, АН-67 |
0,25 — 2,80 |
| АН-60 | 0,35 — 4,00 |
Не допускается наличие во флюсах зерен размером, превышающим соответственно 1,60; 2,50; 2,80; 4,00 мм и зерен размером менее 0,25 и 0,35 мм в количестве более 3% от массы флюса.
По согласованию с потребителем допускается изготавливать флюс с размером зерен, отличным от указанных в таблице. При этом размеры зерен и допустимые отклонения следует указывать в заказе.
| Марка флюса | Влажность в % от массы флюса |
|---|---|
| АН-348-АПМ, АН-47Д, АН-47ДП, АН-60, АН-60М, АН-20С, АН-67 |
не более 0,05 |
| АН-47 | не более 0,08 |
| АН-348-А, АН-348-АМ, ОСЦ-45, ОСЦ-45М, АНЦ-1А, АН-26С, АН-26П |
не более 0,1 |
| Марка флюса | Насыпная плотность, г/см3 |
|---|---|
| АН-47 | 1,4 — 1,8 |
| АН-47Д | 1,35 — 1,60 |
| АН-348-А, АН-348-АМ, АНЦ-1А, АН-20С, АН-26С, ОСЦ-45, ОСЦ-45М |
1,3 — 1,8 |
| АН-47ДП | 1,1 — 1,3 |
| АН-348-АПМ | 0,9 — 1,2 |
| АН-26П, АН-60, АН-60М, АН-67 |
0,8 — 1,1 |
СВАРОЧНО-ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА ФЛЮСОВ
- Дуга должна лего возбуждаться и стабильно гореть
- Наплавленный валик должен иметь ровную гладкую поверхность с плавным переходом к основному металлу
- Шлак должен обеспечивать хорошее формирование валиков наплавленного металла и легко удаляться после охлаждения
- Поры и трещины на поверхности наплавленного валика не допускаются
СЫРЬЕВЫЕ МАТЕРИАЛЫ ДЛЯ ПРОИЗВОДСТВА СВАРОЧНЫХ ФЛЮСОВ
- Песок кварцевый по ДСТУ Б В. 2.7-131
- Концентрат марганцеворудный по действующим в Украине нормативным документам
- Концентрат плавикошпатовый по действующим в Украине нормативным документам
- Шлак, щебень по действующим в Украине нормативным документам
- Порошок периклазовый по ГОСТ 24862
- Глинозем по ГОСТ 30558
- Доломит по действующим в Украине нормативным документам
- Концентрат рутиловый по действующим в Украине нормативным документам
- Концентрат цирконовый по действующим в Украине нормативным документам
- Концентрат ильменитовый по действующим в Украине нормативным документам
 2.7-131
2.7-131УПАКОВКА
- Флюсы упаковывают в полипропиленовые мешки, мягкие контейнеры типа МКР по действующим в Украине нормативным документам. Масса нетто одного мешка от 20 кг до 50 кг, контейнера МКР — не более 1000 кг
- По согласованию с заказчиком флюсы могут быть упакованы в другую тару по действующим в Украине нормативным документам, обеспечивающую сохранность флюса и его качество при транспортировании
- Флюсы, предназначенные для экспорта, упаковывают в соответствии с требованиями контракта
ПРИМЕНЕНИЕ СВАРОЧНЫХ ФЛЮСОВ
| Марка флюса | Применение |
|---|---|
| АН-348-А, АН-348-АМ, ОСЦ-45, ОСЦ-45М |
Кислые флюсы марганцево-силикатного типа.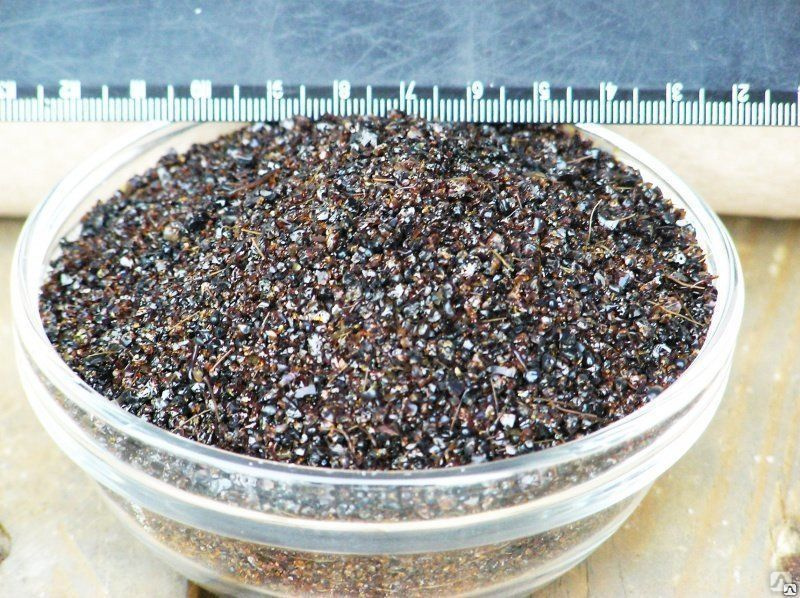 Легируют металл швов кремнием и марганцем, поэтому могут применяться в сочетании с бескремнистыми сварочными проволоками марок Св-08, Св-08А, Св-08ГА, S1, S2 и др. Легируют металл швов кремнием и марганцем, поэтому могут применяться в сочетании с бескремнистыми сварочными проволоками марок Св-08, Св-08А, Св-08ГА, S1, S2 и др.Рекомендуются для механизированной сварки и наплавки конструкций из низкоуглеродистых нелегированных и низколегированных сталей широкого назначения нелегированными и низколегированными сварочными проволоками при температурах эксплуатации до минус 400 С. Флюсы марок АН-348-А, АН-348АМ с содержанием Fe2O3 на верхнем пределе (2-2,5% масс.) рекомендуются только для сварки кремний-марганцевосодержащими проволоками. Модификации флюсов марок АН-348-А, АН-348-АМ и ОСЦ-45, ОСЦ-45М с размером зерен 0,25-1,6 мм предназначены для дуговой сварки и наплавки сварочными проволоками диаметром 3 мм и менее. |
| АН-348-АПМ, АН-60, АН-60М |
Кислые флюсы марганцево-силикатного типа. Легируют металл швов кремнием и марганцем, поэтому могут применяться в сочетании с бескремнистыми сварочными проволоками марок Св-08, Св-08ГА, S1, S2 и др. Рекомендуются для механизированной сварки и наплавки конструкций из низкоуглеродистых нелегированных и низколегированных сталей широкого назначения нелегированными и низколегированными сварочными проволоками при температурах эксплуатации до минус 400 С, при необходимости обеспечения качественного формирования поверхности швов на повышенных скоростях сварки. |
| АН-47 | Нейтральные флюсы кальциево-силикатного типа. Обеспечивают незначительное легирование металла швов кремнием (0,06% масс.) и марганцем (0,06% масс.), его высокую чистоту по неметаллическим включениям и препятствуют образованию в металле швов строчечных сульфидов и оксисульфидов. Рекомендуются для дуговой сварки строительных и машиностроительных конструкций широкого профиля, изготавливаемых из проката низколегированных, хладостойких и атмосферостойких сталей низколегированными сварочными проволоками при температуре эксплуатации конструкций до минус 700 С. |
| АН-47ДП | Плавленые пемзовидные нейтральные флюсы кальциево-силикатного типа, изготовляемые методом двойного рафинирования. Отличаются низким содержанием вредных примесей — серы и фосфора. Отличаются низким содержанием вредных примесей — серы и фосфора.Предназначены для скоростной сварки труб из мелкозернистых хладостойких сталей обычной и повышенной прочности, используемых для монтажа магистральных газонефтепроводов большого диаметра, а также других сварных конструкций ответственного назначения — мостов, резервуаров, химнефтеаппаратуры. |
| АН-20С | Плавленые стекловидные флюсы алюминатно-основного типа. Применяются для дуговой автоматической наплавки высоколегированных сталей и сварки легированных сталей соответствующими сварочными проволоками. Рекомендуемые сварочные проволоки: ПП-3Х2В8, ПП-25Х5ФМС, Нп-30ХГСА, СВ30Х25Н16Г7. |
| АН-26С | Плавленые стекловидные флюсы алюминатно-основного типа. Применяются для дуговой автоматической и полуавтоматической сварки нержавеющих, коррозионно-стойких и жаропрочных сталей соответствующими сварочными проволоками. Рекомендуемые сварочные проволоки: СВ06Х19Н9Т, СВ01Х19Н9, СВ08Х19Н10Б.  |
| АН-26П | Плавленые пемзовидные флюсы алюминатно-основного типа. Применяются для высокоскоростной дуговой автоматической и полуавтоматической сварки нержавеющих, коррозионно-стойких и жаропрочных сталей соответствующими сварочными проволоками: СВ06Х19Н9Т, СВ01Х19Н9, СВ08Х19Н10Б и другими. |
Заказ: +38(061) 239-70-70, 239-70-75; [email protected] или оформите предварительный заказ
Флюс для промышленной сварки сварочным трактором
Фильтр товаров
Фильтр товаров
Сортировать по Не сортировать
- Названию вниз
- Названию вверх
- Цене вниз
- Цене вверх
- Сбросить
Сварочный флюс ESAB OK Flux 10. 71 25kg(55lb)
71 25kg(55lb)
Артикул:
нет
ПРОИЗВЕДЕНО В РОССИИ.
ОК Flux 10.71 – это агломерированный (керамический) основный флюс, предназначенный для выполнения одно- и многопроходных сварных швов на листах любой толщины. Он может использоваться в комбинации с различными проволоками – как сплошного сечения, так и порошковыми – и потому пригоден для сварки большинства категорий нелегированных и низколегированных сталей групп 1(М01), 2(М03), 3(М03) и 29(М07). OK Flux 10.71 сочетает в себе хорошие пластические свойства наплавленного металла, обеспечивая требуемые значения ударной вязкости при температурах до -400 С и превосходные сварочно-технологические характеристики.
Производитель
ESAB
Скрыть цены
да
Параметры
Цена по запросу
Запросить цену
Сравнить
Сварочный флюс ESAB OK Flux 10.71 25 kg BlockPac
Артикул:
нет
ПРОИЗВЕДЕНО В РОССИИ.
ОК Flux 10.71 – это агломерированный (керамический) основный флюс, предназначенный для выполнения одно- и многопроходных сварных швов на листах любой толщины. Он может использоваться в комбинации с различными проволоками – как сплошного сечения, так и порошковыми – и потому пригоден для сварки большинства категорий нелегированных и низколегированных сталей групп 1(М01), 2(М03), 3(М03) и 29(М07). OK Flux 10.71 сочетает в себе хорошие пластические свойства наплавленного металла, обеспечивая требуемые значения ударной вязкости при температурах до -400 С и превосходные сварочно-технологические характеристики.
Производитель
ESAB
Скрыть цены
да
Параметры
Цена по запросу
Запросить цену
Сравнить
Сварочный флюс ESAB OK Flux 10.81 25kg(55lb)
Артикул:
нет
Агломерированный кислый флюс, предназначенный для получения гладких валиков и хорошо сформированных, вогнутых угловых швов. Преимущества применения такого флюса основаны на получении гладкой поверхности и превосходной отделяемости шлака. Он предназначен для сварки с ограниченным числом проходов толщин примерно до 25 мм. Применим для одно- и двухдуговой сварки и сварки расщепленной дугой. Флюс одинаково хорошо работает как на постоянном, так и на переменном токе, а значительное легирование наплавленного металла Si делает его особенно пригодным для высокоскоростной сварки
Преимущества применения такого флюса основаны на получении гладкой поверхности и превосходной отделяемости шлака. Он предназначен для сварки с ограниченным числом проходов толщин примерно до 25 мм. Применим для одно- и двухдуговой сварки и сварки расщепленной дугой. Флюс одинаково хорошо работает как на постоянном, так и на переменном токе, а значительное легирование наплавленного металла Si делает его особенно пригодным для высокоскоростной сварки
Производитель
ESAB
Скрыть цены
да
Параметры
Цена по запросу
Запросить цену
Сравнить
Сварочный Флюс OK Flux 10.81 FG в вакуумной упаковке BlockPac
Артикул:
нет
Агломерированный кислый флюс, предназначенный для получения гладких валиков и хорошо сформированных, вогнутых угловых швов. Преимущества применения такого флюса основаны на получении гладкой поверхности и превосходной отделяемости шлака. Он предназначен для сварки с ограниченным числом проходов толщин примерно до 25 мм. Применим для одно- и двухдуговой сварки и сварки расщепленной дугой. Флюс одинаково хорошо работает как на постоянном, так и на переменном токе, а значительное легирование наплавленного металла Si делает его особенно пригодным для высокоскоростной сварки
Он предназначен для сварки с ограниченным числом проходов толщин примерно до 25 мм. Применим для одно- и двухдуговой сварки и сварки расщепленной дугой. Флюс одинаково хорошо работает как на постоянном, так и на переменном токе, а значительное легирование наплавленного металла Si делает его особенно пригодным для высокоскоростной сварки
Производитель
ESAB
Скрыть цены
да
Параметры
Цена по запросу
Запросить цену
Сравнить
Сварочный флюс ESAB OK Flux 10.62 25 kg BlockPac
Артикул:
нет
OK Flux 10.62 – керамический высокоосновный флюс, фторидно-основного типа, предназначен для автоматической одно- и многодуговой сварки под флюсом стыковых и угловых швов углеродистых, низколегированных и высокопрочных сталей групп 1, 2, 3, низколегированных и легированных теплоустойчивых сталей перлитного и мартенситного классов групп 4 и 5 и может применяться для сварки этих сталей без ограничения по количеству проходов и по толщине проката.
Производитель
ESAB
Скрыть цены
да
Параметры
Цена по запросу
Запросить цену
Сравнить
Сварочный флюс ESAB OK Flux 10.93 20kg
Артикул:
нет
ОК Flux 10.93 — Основный агломерированный флюс, предназначенный для одно- и многопроходной сварки, в том числе и листов неограниченной толщины стыковых и угловых швов на постоянном токе обратной полярности высоколегированных сталей обеспечивая при этом отличные сварочно-технологические характеристики. Флюс сочетается с большинством высоколегированных проволок аустенитного, ферритного и аустенитно-ферритного классов.
Производитель
ESAB
Скрыть цены
да
Параметры
Цена по запросу
Запросить цену
Сравнить
Сварочный флюс ESAB OK Flux 10.92 25kg
Артикул:
нет
ОК Flux 10. 92 – Нейтральный агломерированный хромокомпенсирующий флюс двойного назначения. Первое назначение – одно- и многопроходная (без ограничения толщины) дуговая сварка и наплавка проволочным электродом как стыковых, так и угловых швов на постоянном токе обратной полярности высоколегированных аустенитных сталей 300-го типа по ASTM.
92 – Нейтральный агломерированный хромокомпенсирующий флюс двойного назначения. Первое назначение – одно- и многопроходная (без ограничения толщины) дуговая сварка и наплавка проволочным электродом как стыковых, так и угловых швов на постоянном токе обратной полярности высоколегированных аустенитных сталей 300-го типа по ASTM.
Производитель
ESAB
Скрыть цены
да
Параметры
Цена по запросу
Запросить цену
Сравнить
Классификация сварочных флюсов
Чтобы качественно выполнить соединение электродуговой сваркой, необходима сила тока достаточной величины, присадочный материал для заполнения шва, и газовая среда для защиты расплавленного металла от воздействия кислорода из окружающего воздуха. Для реализации последнего условия используют сварочный флюс. Что это такое? Каков функционал этого вещества, и как он классифицируется? Где применяются флюсы для сварки?
Содержание страницы
- 1 Определение и предназначение
- 2 Функционал гранулированного средства
- 2. 1 Изоляция
- 2.2 Стабилизация
- 2.3 Легирование
- 2.4 Формирование поверхности
- 2.
- 3 Классификация
- 3.1 Назначение
- 3.2 Способ изготовления
- 3.3 Структура и параметры
- 3.4 Химический состав
- 4 Обозначения
- 5 Нормативы по применению
 1 Изоляция
1 ИзоляцияОпределение и предназначение
Сварочный флюс — это гранулированное средство, подаваемое в зону сварки, непосредственно перед проходом через данный участок плавящегося электрода и зажженной электрической дуги. Вещество похоже на крупнозернистый порошок, бывающий прозрачного, белого, желтого, зеленого или коричневого цвета.
Это средство используется для защиты сварочной ванны от взаимодействия с атмосферой, и препятствия вытеснению углерода из состава основного металла. Некоторые марки флюсов дополнительно обогащают шов укрепляющими связками в виде легирующих элементов.
Используется гранулированное вещество в:
- электродуговой сварке плавящимся электродом, где последним выступает проволока, подающейся с катушки в горелку;
- электрическом методе сваривания покрытыми электродами как дополнительное средство;
- полуавтоматической сварке в среде инертного газа, где порошок находится во внутренней части трубчатой проволоки;
- газовой сварке пропан-кислородным пламенем на легированных сталях и цветных металлах;
- электрической сварке угольными электродами.

Функционал гранулированного средства
Сварочные флюсы играют большую роль в обеспечении процесса соединения металлов. Их функции, в зависимости от состава вещества и свариваемого материала, могут заключаться в поддержании четырех действий.
Изоляция
Главной целью флюсов является создание непроницаемого газового облака, позволяющего основному и присадочному металлам беспрепятственно сплавляться в сварочной ванне. Чтобы порошок выполнял эту функцию необходима правильная дозировка вещества на линии соединения. Хорошими изоляционными газовыми свойствами обладают мелкие гранулы плотной структуры. Но возрастающая плотность укладки фракций на поверхности соединения отрицательно сказывается на формировании поверхности шва.
На изолирующую способность оказывает влияние не только размер посыпаемых частиц, но и их насыпная масса. Применяя специальные таблицы с данными можно устанавливать точную подачу стекловидного средства в сварочную зону.
Стабилизация
Кроме защитных свойств порошка, позволяющих вести сварочные работы без внешних газовых включений, флюсы создают благоприятную среду для горения электрической дуги, которая проявляется в разряде электрического тока между концом электрода и изделием. Расстояние между сторонами полюсов составляет около 5 мм. Для стабилизации горения дуги в состав гранул добавляют специальные вещества, позволяющие более устойчиво проходить электрическому разряду. Это дает возможность работать не только на постоянном, но и на переменном токе, и применять разнообразные режимы сварки.
Расстояние между сторонами полюсов составляет около 5 мм. Для стабилизации горения дуги в состав гранул добавляют специальные вещества, позволяющие более устойчиво проходить электрическому разряду. Это дает возможность работать не только на постоянном, но и на переменном токе, и применять разнообразные режимы сварки.
Легирование
Благодаря воздействию высоких температур и взаимодействию основного и присадочного металлов, создается сварочный шов. Его химический состав зависит от используемых материалов. Из-за электрической дуги некоторые полезные элементы могут выгорать или передаваться с металла шва в шлаковые массы. Чтобы этого не произошло, в некоторые флюсы добавляют легирующие вещества, обогащающие шовный металл, и препятствующие насыщению шлака кремнием и марганцем. Для большего легирования используют соответствующую присадочную проволоку.
Формирование поверхности
Когда кристаллическая решетка в расплавленном металле только начинает образовываться, все, что соприкасается с ней, оказывает влияние на вид будущего шва. Флюсы, благодаря различной степени вязкости и межфазного натяжения, имеют сильные формирующие способности, благоприятно сказывающиеся на сварочном соединении.
Флюсы, благодаря различной степени вязкости и межфазного натяжения, имеют сильные формирующие способности, благоприятно сказывающиеся на сварочном соединении.
Например, при работе на большой силе тока и толстых материалах, более практичны флюсы с долгим вязким состоянием. Такие порошки называют «длинными». Это позволяет глубоко прогретому сплаву постепенно кристаллизоваться и остыть, образуя гладкочешуйчатую структуру. Для сварки на малых токах, сильная жидкотекучесть будет мешать видеть сварочную ванну и качественно выполнять процесс, поэтому здесь применяются «короткие» флюсы, у которых вязкость быстро переходит в твердое состояние при снижении температуры.
Классификация
Классификация сварочных флюсов имеет четыре критерия, которые разделяют присадочное средство. Заключаются они в следующих пунктах:
- назначение флюса;
- способ его изготовления;
- структура и физические параметры;
- химический состав.
Назначение
В зависимости от состава и свойств гранулированного средства, оно может быть применено для обеспечения сварочных процессов в работе с углеродистыми, легированными и цветными металлами. Его используют для электродуговой, газовой и электрошлаковой сварки, а также работах с неплавящимися электродами. Некоторые классы флюсов взаимозаменяемы. Так, флюс для сварки алюминия, может быть использован и для создания соединений на легированных сталях. В его состав входят натрий, калий и литий, которые будут положительно сказываться и на других металлах. «Алюминиевый» флюс хорошо подойдет для сварки угольными электродами. Другие гранулированные смеси узко специализированны и не пригодны для широкого применения.
Его используют для электродуговой, газовой и электрошлаковой сварки, а также работах с неплавящимися электродами. Некоторые классы флюсов взаимозаменяемы. Так, флюс для сварки алюминия, может быть использован и для создания соединений на легированных сталях. В его состав входят натрий, калий и литий, которые будут положительно сказываться и на других металлах. «Алюминиевый» флюс хорошо подойдет для сварки угольными электродами. Другие гранулированные смеси узко специализированны и не пригодны для широкого применения.
Способ изготовления
В промышленности имеются три способа производства флюса:
- Плавленные. Для этого применяют электрические или угольные печи. Компоненты шихты разогревают до жидкого состояния и, сплавляясь, образуют полезную смесь. Брикеты и комки материала разбиваются до мелких частей. В готовом виде такие порошки имеют мелкодисперсную структуру серого цвета.
- Механические смеси. Это соединение нескольких видов флюса в один состав путем физического перемешивания гранул между собой. Технология применяется для конкретных видом металлов. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
- Керамические. Соединение образовывается за счет скрепления порошкообразных веществ клеем, в роли которого выступает жидкое стекло. Альтернативным методом является спекание без сплавления. Компоненты шихты разогреваются до слипания в комки. После остывания они проходят процедуру измельчения. Благодаря недопущению сплавления сохраняются легирующие вещества.
 Технология применяется для конкретных видом металлов. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
Технология применяется для конкретных видом металлов. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.Структура и параметры
Внешний вид и физическое строение порошкообразных средств для сварки может отличаться. Наиболее распространенными являются стекловидные зерна. Они имеют прозрачный цвет и круглую структуру. Отличаются более высокой насыпной массой, поэтому плотно укрывают соединение, защищая его от внешней среды.
Вторая категория флюсов создается в виде пемзообразного вещества. Это пенистые гранулы овальной или круглой формы. Цвет может варьировать от белого до коричневого. Порошок, из-за легкого веса, требует более высокого слоя присыпания соединения.
Это пенистые гранулы овальной или круглой формы. Цвет может варьировать от белого до коричневого. Порошок, из-за легкого веса, требует более высокого слоя присыпания соединения.
Химический состав
Из компонентов, входящих в состав порошкообразного вещества для присыпки сварного соединения, выделяются низкокремнистые смеси, где оксида последнего содержится меньше 35%. При этом участие марганца граничит на уровне 1%. Вторая группа — это флюсы с высоким содержанием оксида кремния, которое начинается от 35%. Третья категория называется бескислородной.
Отличаются флюсы и по степени взаимодействия с основным и присадочным металлами. Пассивные смеси только создают газовое облако, но никак не воздействуют на химический состав стали. Слаболегирующие порошки — это категория флюсов, производимая путем плавления, которые снабжают свариваемые материалы небольшим количеством кремния, марганца, и других полезных включений. Это придает шву большую прочность и ударную вязкость. Легирующие гранулированные составы обогащают металл в значительной степени, улучшая его физические и химические свойства. Швы после такой сварки лучше сопротивляются коррозии.
Швы после такой сварки лучше сопротивляются коррозии.
Обозначения
Флюс, используемый в ручной дуговой сварке, должен не мешать формированию шва, обеспечивать стабильное горение электрической дуги, и предотвращать образование дефектов в виде трещин и пор в застывающей структуре соединения. Во время плавления нижнего слоя порошка требуется минимальное выделение вредных веществ, угрожающих дыхательной системе сварщика. После окончания горения дуги, корка над швом должна легко отделяться, а гранулированное средство иметь низкую стоимость ввиду больших объемов выполняемых сварочных работ.
Все это нашло отображение в таблице обозначений типов флюса, чтобы пользователи могли легко ориентироваться и приобретать необходимое вещество для конкретного вида работ.
| Символ обозначения | Тип средства |
MS | Марганец-силикатный |
FB | Флюоритно-основной |
CS | Кальций-силикатный |
AR | Алюминатно-рутиловый |
AB | Алюминатно-освновной |
W | Другие типы |
Нормативы по применению
В зависимости от выполняемых сварочных работ определяется количество и иные факторы задействования флюса. Это происходит по следующей таблице:
Это происходит по следующей таблице:
| Сила тока, А | Высота слоя присыпки, мм | Грануляция частиц, мм |
| 200-400 | 25-35 | 0,25-1,2 |
| 600-800 | 35-40 | 0,4-1,6 |
| 1000-1200 | 45-60 | 0,8-2,5 |
В зону сварки флюс подается предварительной ручной присыпкой, либо автоматически из специального бункера. Недостатком метода считается возможность вести сварочные работы только в нижнем положении. Но для сварки труб решение нашлось в прокручивании изделия, а не головки горелки. При использовании трубчатой порошковой проволоки сварку можно проводить в любом пространственном положении.
Применение этого относительно недорогого гранулированного вещества значительно улучшает качество сварки, защищая процесс горения дуги, и содействуя образованию прочного соединения.
Что делает флюс в сварке? Руководство для начинающих 2022
Последнее обновление
Если вы когда-либо возились со сварочным аппаратом MIG, вы знаете, что он может производить качественные и чистые сварные швы. Однако не вся сварка бывает такой чистой. Процессы Stick и FCAW производят много дыма и пыли. Но почему? При сварке электродом и порошковой проволокой используется флюс.
Итак, что делает флюс при сварке? Если можно получить хороший шов без флюса, зачем вообще его использовать? Не все процессы сварки подходят для каждого применения. Бывают случаи, когда MIG будет идеальным выбором из-за его простоты и чистоты. Но обязательно бывают случаи, когда необходимо использовать Stick или FCAW. Отчасти это связано с тем, что флюсы обладают свойствами, которые способствуют структурной сварке, в том числе обеспечивают получение более прочных сварных швов, чем MIG.
Что такое Flux?
Словарь Merriam-Webster определяет поток как «непрерывный поток». Другое определение гласит, что это «вещество, используемое для ускорения синтеза» и «скорость переноса жидкости, частиц или энергии через заданную поверхность». Таким образом, речь идет о течении, а в данном случае о переносе присадочного металла через дугу в расплавленную сварочную ванну. Флюсы используются, чтобы помочь потоку.
Флюсы изготавливаются из комбинации органических и неорганических материалов, включая, помимо прочего, хлорид аммония, смоляные кислоты, хлорид цинка, соляную кислоту и буру. Но многие флюсы также содержат легированный металлический порошок, помогающий сварным швам приобретать определенные механические свойства, такие как твердость, предел прочности при растяжении и т. д.
Флюсы обычно покрывают стержневые электроды и находятся в сердцевине трубчатой порошковой проволоки. Для стержневых электродов стержень из присадочного металла погружается в расплавленный флюс, который затем затвердевает.
Как работает сварка под флюсом?
Поскольку флюс наносится на стержневой электрод или присадочную проволоку электрода FCAW, он наносится одновременно с присадочным металлом.
При зажигании дуги тепло начинает плавить основной металл и электрод. По мере наплавки присадочного металла флюс также попадает в сварочную ванну. Для процессов Stick и FCAW он обеспечивает гораздо большую стабильность дуги, чем сварка без флюса. Сварка без флюса, иногда даже с MIG, может быть с брызгами и грязной сваркой. Флюс помогает «потоку» расплавленного металла оставаться в том месте, где этого хочет сварщик.
Флюс, который в основном состоит из неметаллических материалов, не вплавляется должным образом в сварной шов. Вместо этого значительная его часть испаряется, создавая атмосферу, защищающую сварной шов. Испаряясь в газ, флюс отталкивает нормальные атмосферные газы, которые могут загрязнять сварной шов и мешать его форме в процессе сварки и охлаждения.
Но это еще не все. Флюс попадает в сварочную ванну, да. Большая часть газа уходит, но не вся. Остаток не может оставаться в сварном шве. Это может привести к серьезным дефектам, один из которых называется «шлаковыми включениями». Шлак возникает в результате всплытия оставшегося флюса в сварочной ванне наверх. Это не случайно; это по дизайну. Шлак обеспечивает дополнительную защиту сварного шва, пока он еще находится в расплавленном состоянии. При правильной сварке флюс будет всплывать наверх, образуя шлак, который можно легко отколоть шлаковым молотком.
Флюс попадает в сварочную ванну, да. Большая часть газа уходит, но не вся. Остаток не может оставаться в сварном шве. Это может привести к серьезным дефектам, один из которых называется «шлаковыми включениями». Шлак возникает в результате всплытия оставшегося флюса в сварочной ванне наверх. Это не случайно; это по дизайну. Шлак обеспечивает дополнительную защиту сварного шва, пока он еще находится в расплавленном состоянии. При правильной сварке флюс будет всплывать наверх, образуя шлак, который можно легко отколоть шлаковым молотком.
При каких видах сварки используется флюс?
Стержень (SMAW)Стержневые электроды покрыты флюсом. Этот процесс называется дуговой сваркой с защитным металлом, поскольку флюс «защищает» сварной шов от атмосферных газов. Он используется в трансформаторе постоянного тока, в котором используется стержневой электрододержатель, обычно называемый жалом.
Изображение предоставлено: Prowelder87, Wikimedia Commons
Дуговая сварка порошковой проволокой (FCAW) Этот процесс сварки под флюсом является разновидностью сварки проволокой MIG. Разница в том, что эта проволока содержит флюс, тогда как то, что мы обычно называем MIG, является сплошной проволокой. Сварка порошковой проволокой может быть полностью защищена флюсом (самозащита) или также может использоваться защитный газ для дополнительного покрытия (двойной экран), хотя проволоки разные.
Разница в том, что эта проволока содержит флюс, тогда как то, что мы обычно называем MIG, является сплошной проволокой. Сварка порошковой проволокой может быть полностью защищена флюсом (самозащита) или также может использоваться защитный газ для дополнительного покрытия (двойной экран), хотя проволоки разные.
Автоматизированный процесс сварки под флюсом, в котором используется сплошная проволока, SAW обычно используется там, где имеются особо важные сварные швы, требующие рентгеновского или ультразвукового контроля. Разница между этим процессом и более распространенными методами Stick и FCAW заключается в том, что флюс не является частью электрода. Также дуга полностью «погружается» под легкоплавкий гранулированный флюс, который подается в зону сварки бункером на автомате. Этот флюс, хотя и легкоплавкий, также образует шлак.
- Подробнее: Что такое дуговая сварка под флюсом и как она работает?
Часто задаваемые вопросы (FAQ)
Надежна ли сварка под флюсом? Поскольку процессы сварки с использованием флюса используются для сварки более толстых материалов, они обязательно становятся прочнее. Stick и FCAW используются для сварки конструкционной стали и имеют гораздо большее проникновение, чем стандартная сварка MIG.
Stick и FCAW используются для сварки конструкционной стали и имеют гораздо большее проникновение, чем стандартная сварка MIG.
Несмотря на то, что ни один процесс сварки не является технически простым, этот процесс может быть одним из самых быстрых в освоении, особенно по сравнению со сваркой труб методом TIG или дуговой сваркой.
Можно ли использовать сварку под флюсом в помещении?Несмотря на то, что Stick и FCAW можно сваривать снаружи, вы, безусловно, можете использовать их внутри помещений. Просто убедитесь, что у вас есть хорошая вентиляция, так как пары являются канцерогенными.
Заключение
В конце концов, у всего этого дыма и пыли есть цель. Просто убедитесь, что вы не вдыхаете все это. Поместите вентилятор близко (не слишком близко, иначе вы сдуете газовый щит) к тому месту, где вы свариваете флюс. Наконец, всегда удаляйте весь шлак со сварных швов!
Рекомендуемое изображение: Weldscientist, Wikimedia Commons
- Что такое флюс?
- Как работает сварка под флюсом?
- При каких видах сварки используется флюс?
- Палочка (SMAW)
- Дуговая сварка флюсом (FCAW)
- Дуговая сварка под флюсом (SAW)
- Часто задаваемые вопросы (FAQs)
- Сварка под флюсом надежна?
- Легко ли сваривать порошковой проволокой?
- Можно ли использовать сварку под флюсом в помещении?
- Заключение
Как это работает: Что такое флюс при сварке и какие ингредиенты флюсов используются при сварке углеродистых сталей?
Флюс представляет собой смесь различных минералов, химикатов и легирующих материалов, которые в первую очередь защищают расплавленный металл сварного шва от загрязнения кислородом, азотом и другими загрязняющими веществами в атмосфере. Добавление определенных химикатов и сплавов также помогает контролировать стабильность дуги и механические свойства.
Добавление определенных химикатов и сплавов также помогает контролировать стабильность дуги и механические свойства.
Флюс используется в следующих процессах дуговой сварки: дуговая сварка с защитным металлом (SMAW), дуговая сварка порошковой проволокой (FCAW) и дуговая сварка под флюсом (SAW). Давайте посмотрим на эти сварочные процессы и на то, как флюс добавляется и используется для защиты зоны сварки и легирования.
При дуговой сварке металлическим электродом в среде защитного газа (SMAW) в качестве материала электрода используется проволока со сплошным сердечником. Чтобы добавить флюс к неизолированному электроду, мы смешиваем все ингредиенты, такие как силикат натрия и калия, с сухой смесью материалов и сплавов, чтобы создать связующее вещество, которое затем добавляется к неизолированному электроду путем экструзии, чтобы получить электрод с покрытием SMAW, как показано на Рисунок 1
Рисунок 1. Изображение выдавливания флюса на неизолированный электрод
Как указывалось ранее, основная функция флюсового покрытия заключается в защите расплавленного металла от загрязнения из атмосферы путем образования защитного газа и шлака для покройте расплавленный металл, как показано на рис. 2
2
Рис. 2. Покрытый электрод SMAW
Другие функции флюса:
Упрощение зажигания дуги, стабильность дуги и ионизация
Контроль формы валика
Влияние проникновения
Добавление легирующих элементов в сварной шов
Контролируйте водород, чтобы уменьшить вероятность индуцированного холодного растрескивания
Помощь при удалении шлака
Контроль механических свойств сварного шва
В принципе существует три различных категории флюсовых покрытий, используемых с электродами SMAW:
флюсы на основе целлюлозы (например, E4211)
флюсы на основе рутила (например, E4913) и
- основные флюсы
(например, E4918).

Из вышеперечисленных только основные типы флюсов (Е XX18, EXX28, E XX16) классифицируются как низководородные.
Дуговая сварка флюсовой проволокой (FCAW) использует внешнюю металлическую оболочку и сердцевину, содержащую флюс и легирующие компоненты. Процесс добавления флюса к проволоке заключается в использовании металлической полосы и пропускании ее через набор или ролики, образующие U-образную форму. Затем в полосу добавляется флюсовая смесь, и она закрывается другим U-образным валиком, чтобы получить окончательную порошковую проволоку, как показано на рис. 3
флюсовых проволок, встык, в складку или внахлест Рисунок 4
Рис. 4. Типичное поперечное сечение порошковой проволоки
Как и в случае электродов для дуговой сварки металлическим электродом, флюс в порошковой проволоке состоит из материалов и сплавов, защищающих расплавленный металл от загрязнения из атмосферы путем создания защитный газ и расплавленный шлак для покрытия и защиты сварного шва -GS) для защиты расплавленного металла, а те, которые этого не делают, классифицируются как самозащитные порошковые проволоки (FCAW-SS). Эти самозащитные провода содержат более сложные элементы, помогающие защитить расплавленный металл.
Эти самозащитные провода содержат более сложные элементы, помогающие защитить расплавленный металл.
Флюсы для экранированных проводов бывают двух основных типов: 1) рутиловые или диоксид титана и 2) известковые или основные типы. В принципе, основные флюсы выбирают, когда требуются улучшенные свойства металла шва.
Для дуговой сварки под флюсом (SAW) используются два отдельных расходных материала: сплошной проволочный электрод и флюс. Проволока подается из бухты через питатель в сварной шов и покрывается флюсом, который подается поверх свариваемого стыка через бункер. Дуга создается под гранулированным флюсом, отсюда и название дуговой сварки под флюсом. Часть флюса расплавляется, образуя шлак, который покрывает сварочную ванну и защищает расплавленный металл от загрязнения из атмосферы, в то время как остаток нерасплавленного флюса можно восстановить и использовать повторно. Процесс сварки под флюсом показан на рис. 6 9.0005
Рисунок 6. Процесс дуговой сварки под флюсом
Процесс дуговой сварки под флюсом
Сплошные сварочные проволочные электроды классифицируются по составу основного металла, а флюсы изготавливаются путем сухого смешивания тщательно подобранных количеств материалов, таких как кварцевый песок, оксиды металлов и галоидные соли. Эти материалы сплавляются вместе при температуре от 1500 до 1700 градусов по Цельсию, а затем расплавленный материал охлаждается. Продукт при охлаждении измельчается и просеивается до определенных размеров частиц, образующих гранулированный флюс для сварки.
Основные флюсы для SAW изготавливаются из таких элементов, как оксиды кальция, магния, натрия, калия и марганца, карбонат кальция и фторид кальция, а кремнезем и оксид алюминия входят в состав флюсов на кислотной основе.
Флюсы для сварки под флюсом можно измерить по индексу основности, который обычно используется для описания металлургических свойств сварочного флюса. Показатель основности представляет собой соотношение между основными и кислотными соединениями (оксидами и фторидами), из которых состоит флюс.
Сварочные флюсы можно разделить на три группы:
Кислотные флюсы с показателем основности <0,9
Флюсы нейтральные с показателем основности 0,9-1,2
Основные флюсы с индексом основности > 1,2
Основность оказывает значительное влияние на свойства металла сварного шва, особенно на ударную вязкость. Повышение основности снижает содержание кислорода и, следовательно, уровень включений в металле сварного шва и, таким образом, повышает ударную вязкость.
Флюсы и их поведение представляют собой сложную науку, и вышеизложенное предназначено только для ознакомления с типами флюсов и тем, как они классифицируются по процессам сварки, в которых они используются.
Билл Экклс, CSA W178.2, уровень 2, I.W.S.
PPC and Associates
Флюс для производства сварочных изделий от А до Я по
Введение
Сварочный флюс играет важную роль в обеспечении качества конечного продукта.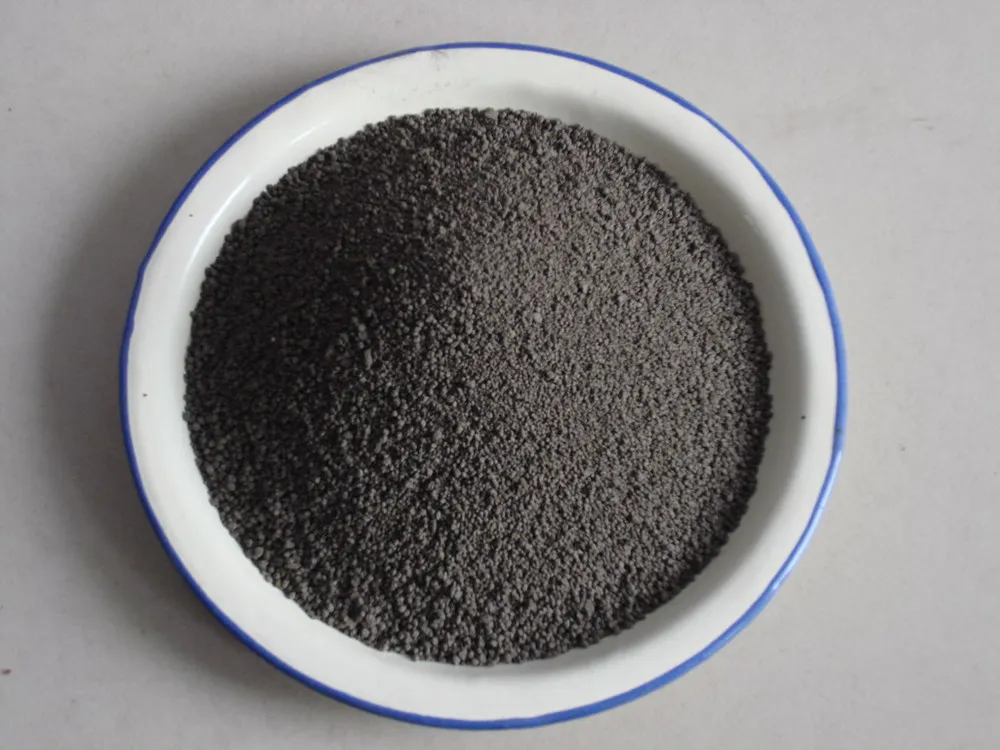 В этом разделе мы подробно рассказали о них. Эти материалы выполняют различные функции, такие как защита от проникновения примесей и легирования. Они бывают минеральными или синтетическими.
В этом разделе мы подробно рассказали о них. Эти материалы выполняют различные функции, такие как защита от проникновения примесей и легирования. Они бывают минеральными или синтетическими.
Эти материалы обычно имеют форму порошка, и их утвержденные спецификации будут представлены в ноу-хау, включая химический анализ и грануляцию, а также другие спецификации.
Флюс Классификация покрытых электродов
В общем, покрытые электроды можно разделить на следующие категории в зависимости от типа покрытия. Основные компоненты покрытия определяют четыре основных типа покрытых электродов: целлюлозные, рутиловые , известь или известь-титаний и железный порошок.
Целлюлозные электроды:
, как следует из их названия, содержат значительное количество древесной муки или других форм очищенной целлюлозы (рис. B10 ). Сгорание целлюлозы обеспечивает защитный газ, который окружает дугу. Шлакообразующие материалы включены в покрытие, чтобы контролировать расплавленный металл, когда он течет в соединение.
Для сварки не в горизонтальном положении, например при сварке трубопровода, где оператор должен сваривать полностью вокруг трубы, необходим быстрозастывающий шлак, чтобы удерживать расплавленный металл сварного шва в соединении во время затвердевания сварного шва. Это одно из основных применений целлюлозных электродов. Оператор может запустить соединение в положении «шесть часов» (над головой) и перейти вверх к положению «три часа» (вертикально), а затем в положение «двенадцать часов» (плоско).
Целлюлозные электроды для использования с переменным током содержат в качестве связующего силикат калия, а не силикат натрия; калий легче ионизирует дугу, придавая ей стабильность, поскольку ток меняет положительную и отрицательную полярность.
в зависимости от природы целлюлозы, сочетание ее с порошками тяжелых металлов требует специальной техники и технологий для объединения этих порошков, чтобы обеспечить однородную смесь материалов для изготовления электродного покрытия (рис. 9).0034 С10 ).
9).0034 С10 ).
Различные структуры целлюлозы приводят к различным эффектам в производственном процессе, а также к характеристикам конечной продукции. Порошок целлюлозы можно разделить на 5 форм, каждая из которых имеет свою спецификацию.
Доступны различные размеры и структуры:
- Длинные волокна
- Кубические частицы
- Гранулы
- Сферы
- Целлюлозные гели
Еще одна важная проблема, которую следует учитывать при использовании целлюлозных электродов, заключается в том, что в связи с образованием защитных газов, включая водород, в сварочной ванне будут создаваться положительные и отрицательные свойства.
Это имеет два последствия: хорошая защита сварочной ванны и высокий уровень диффузионного водорода в металле шва и околошовной зоне (ЗТВ). Высокий процент водорода является причиной высокой скорости осаждения и более глубокого проникновения за счет создания сильной дуги, которой хорошо известен этот вид электродов.
Другим результатом содержания водорода в газовой защите является необходимость более высокого напряжения.
Однако высокое содержание водорода в защитном газе может быть причиной некоторых дефектов. Это вызывает высокий уровень диффузионного водорода в сварном шве, что является одним из параметров, влияющих на водородное растрескивание (также называемое холодным растрескиванием).
Поэтому при проектировании целлюлозных электродов, несмотря на получение газообразного водорода для выполнения указанных задач, необходимо предотвращать попадание этого вредного газа в сварочную ванну или очищать его добавлением других материалов (рисунок F15 ).
Рутиловые электроды:
содержат более 50% рутила, что обеспечивает очень стабильную дугу. Для газовой защиты электрод также содержит некоторое количество целлюлозы, а также раскислители и стабилизаторы дуги. Как и в случае с целлюлозными электродами, рутиловые электроды можно использовать во всех положениях, но дуга не проникает так глубоко, как электроды из целлюлозного типа. Это позволяет сварному шву легче заполнять зазоры. Плотный шлак, образовавшийся на поверхности сварного шва, будет удален. Эти электроды предпочитают менее квалифицированные операторы и, следовательно, они используются для самых разных операций по техническому обслуживанию. Рутиловый тип, предназначенный для использования с переменным током, имеет очень стабильную дугу и, благодаря низкому проплавлению, особенно подходит для соединения листового металла. Другой тип рутиловых электродов включает относительное количество железного порошка, который окисляется и добавляется к металлу сварного шва.
Это позволяет сварному шву легче заполнять зазоры. Плотный шлак, образовавшийся на поверхности сварного шва, будет удален. Эти электроды предпочитают менее квалифицированные операторы и, следовательно, они используются для самых разных операций по техническому обслуживанию. Рутиловый тип, предназначенный для использования с переменным током, имеет очень стабильную дугу и, благодаря низкому проплавлению, особенно подходит для соединения листового металла. Другой тип рутиловых электродов включает относительное количество железного порошка, который окисляется и добавляется к металлу сварного шва.
Электроды известкового типа:
обычно называются электродами основного типа, поскольку они производят основной шлак, образованный в основном из известняка и плавикового шпата.
При разложении карбоната кальция образуются двуокись углерода и окись углерода, которые защищают дугу от атмосферного загрязнения. Во время производства с щелочными жидкими силикатами в качестве связующих электроды известкового типа обжигаются при гораздо более высоких температурах, чем электроды, содержащие целлюлозу, и, таким образом, получают сварные швы с низким содержанием водорода. Такие электроды часто называют электродами с низким содержанием водорода, что позволяет использовать их на низколегированных сталях, где водородное растрескивание может быть проблемой. Они подходят для использования на постоянном токе с электродом, подключенным к положительной клемме.
Такие электроды часто называют электродами с низким содержанием водорода, что позволяет использовать их на низколегированных сталях, где водородное растрескивание может быть проблемой. Они подходят для использования на постоянном токе с электродом, подключенным к положительной клемме.
Неквалифицированным операторам может быть сложнее поддерживать постоянную дугу с помощью этих электродов; таким образом, были разработаны варианты с содержанием диоксида титана до 8% (электроды из извести и диоксида титана) для повышения стабильности дуги. С добавлением силиката калия в качестве связующего этот тип электрода можно использовать с переменным током.
Основные электроды можно использовать во всех положениях, хотя их шлаки несколько труднее удалить; добавление диоксида титана, а иногда и диоксида циркония делает шлаки более рыхлыми в холодном состоянии и, таким образом, их легче удалить.
Как и в случае с целлюлозными типами, добавки железного порошка упростили работу и обеспечили дополнительный металл сварного шва, и в настоящее время являются наиболее популярными типами с низким содержанием водорода. Они используются не только для углеродистых сталей, но и для нержавеющих сталей, низколегированных сталей и даже некоторых электродов из цветных сплавов.
Кислотные электроды:
имеют большое количество оксидов железа в покрытии, что может привести к высокому содержанию кислорода в металле сварного шва и плохим механическим свойствам. Поэтому необходимо включать во флюс большое количество раскислителей, таких как ферромарганец и ферросилиций. Хотя они производят гладкие плоские швы хорошего внешнего вида и могут использоваться на ржавых и окалинных стальных изделиях, механические свойства, как правило, хуже, чем у электродов с рутиловым и основным покрытием. Они также более чувствительны к растрескиванию при затвердевании и поэтому мало используются.
Покрытия электродов с очень высоким содержанием железного порошка:
, в которых толстые покрытия составляют до 50% веса электрода, также доступны. Железный порошок значительно увеличивает количество металла сварного шва, производимого металлическим сердечником; таким образом, эти электроды иногда называют высокоэффективными электродами. Относительно толстое покрытие и проводимость, обеспечиваемые железным порошком, позволяют электроду опираться на сварной шов для получения плоского сварного шва с канавкой. Иногда это называют гравитационной сваркой.
Классификация флюсов для дуговой сварки под флюсом
Существует два типа флюса: сплавленный и нерасплавленный (связанный и агломерированный).
Плавленый флюс
Различные минеральные материалы смешивают вместе в пропорции, указанной в формуле, затем нагревают и плавят в электрической печи при 1300℃. Плавленые материалы вымачивают в воде, гранулируют и просеивают, чтобы окончательно получить плавленый флюс. Сырье включает мелочь марганцевой руды, кремнезем, магнезит, флюорит, негашеную известь, ильменит, а также криолит и буру. Все сырье должно пройти процесс сушки при температуре 150-200 ℃ для удаления излишней влаги. Из-за процесса сплавления при высокой температуре невозможно введение карбоната, раскислителя и легирующей добавки. Трудно сделать высокоосновные флюсы. Кроме того, невозможно сохранить пропорцию сырья после процесса сплавления. Конечными продуктами являются соединения.
По структуре гранул плавленые флюсы подразделяются на стекловидные, кристаллические и пемзообразные. Кажущаяся плотность стекловидного типа и кристаллического типа составляет 1,1-1,8 г/см3, а кажущаяся плотность пемзового флюса 0,7-1,0 г/см3.
Нерасплавленный флюс
Нерасплавленный флюс производится следующим образом: различные материалы в виде порошка смешиваются со связующим. следующий шаг Они превращаются в частицы с определенным размером гранул. Заключительный процесс – сушка или спекание (см. производство флюса для пил на сайте wespec.net). Сырье для производства нерасплавленного флюса аналогично материалам для производства электродного покрытия. Разница в том, что нерасплавленные материалы предъявляют строгие требования к составу и размеру гранул. Порошки смешивают в пропорции с добавлением связующего для получения влажных материалов. Влажные материалы превращаются в гранулы, обычно 0,5-2 мм. Влажные гранулы отправляются во вращающуюся сушилку для затвердевания и сушки при температуре 150-200 ℃. Наконец, они подаются во вращающуюся печь для процесса спекания. По температуре спекания неплавленые флюсы подразделяются на две категории:
1) Склеенный тип (или керамический). Обычно в качестве связующего используется жидкое стекло. Температура спекания 350-500℃. Из-за низкой температуры спекания связанный флюс более гигроскопичен и имеет низкую прочность частиц. Поставки этого продукта сейчас в Китае невелики.
2) Агломерированный тип. Температура спекания 700-1000℃. Частицы после спекания измельчаются в гранулы определенного размера. Процесс спекания повышает прочность гранул и значительно снижает гигроскопичность.
По сравнению с плавленым флюсом агломерированный флюс имеет более высокую температуру плавления и более низкую кажущуюся плотность. Таким образом, агломерированный флюс подходит для наплавки с высокими энергозатратами. Агломерированный флюс может регулировать основность в широком диапазоне и при этом сохранять хорошие сварочные характеристики. Доступен перенос сплава на металл сварного шва. Благодаря широкому спектру применения и простоте производственного процесса агломерированные флюсы в последние годы быстро развиваются.
Ниже приведено сравнение различных типов флюсов для дуговой сварки под флюсом (рисунок P10 ).
Классификация флюса для пил на основе химического состава
1) по SiO 2 Состав:
Флюс с высоким содержанием кремния (SiO 2 >30%), флюс со средним содержанием кремния (SiO7 2 1) 30%), низкий поток кремния (SiO 2 <10%), отсутствие потока кремния.
2) по MnO Содержание:
Высокий флюс марганца (MnO>30%), средний флюс марганца (MnO=15%-30%), низкий флюс марганца (MnO=2%-15%), без марганца поток.
3) по CaF 2 Состав:
Флюс с высоким содержанием фтора (CaF 2 >30%), флюс со средним содержанием фтора (CaF 2 = 10-30%), флюс с низким содержанием фтора (0F =10-30%), флюс с низким содержанием фтора <10%).
4) MnO, SiO 2 , CaF 2 Состав:
Один из этих типов, высокомарганцевый, высококремниевый, низкофтористый, другой среднемарганцевый, среднекремниевый, среднефторидный флюс, есть также флюс с низким содержанием марганца, средний кремний, средний фтористый флюс.
Флюс с высоким содержанием марганца, высоким содержанием кремния и низким содержанием фтора относится к категории кислотных флюсов, которые обладают превосходными сварочными характеристиками, адаптированы для питания постоянным/переменным током и применимы для низкоуглеродистой и низколегированной стали.
Флюс со средним марганцем, средним кремнием, средним фтором относится к категории нейтральных флюсов, которые являются приемлемыми как по сварочным характеристикам, так и по механическим свойствам. Нейтральный флюс применим для конструкций из низколегированной стали.
Флюс без марганца, с низким содержанием кремния, с высоким содержанием фтора относится к категории основных флюсов, которые не так хороши при сварке на переменном токе. Базовый флюс обладает низкой окисляемостью, высокой ударной вязкостью и применим для высоколегированной стали, такой как нержавеющая сталь.
5) по основным компонентам и свойствам: Эта классификация интуитивно понятна и позволяет легко определить основные ингредиенты и свойства сварочных флюсов. В Китае мы используем этот способ.
Классификация флюсов для пил по типу шлаков
1) Силикатный:
Марганца оксид-диоксид кремния (MnO+SiO 2 >50%), циркония оксид-диоксид кремния 90 (37ZO 2 +SiO 2 >35%).
2) Тип алюмината:
Глиноземно-титановый диоксид (Al 2 O 3 +TiO 2 >45%), основной оксид алюминия (Al 2 O 3 +MgO>45%, Al 2 3 >20).
3) Основной тип фторида:
тип фторида кальция (CaO+MgO+CaF 2 >50%, SiO 2 <20%, CaF 2 >15%).
Классификация флюсов для пил на основе химических свойств:
Сварочные флюсы можно разделить на три группы:
1) Окисляющий флюс:
Этот флюс окисляется металлом сварного шва. Есть два типа: один тип содержит высокое содержание SiO 2 , MnO, один тип содержит высокое содержание FeO.
2) Слабоокисляющий флюс:
Флюс этого типа имеет низкое содержание активного окислителя, такого как SiO 2 , MnO, FeO. Слегка окисляет металл сварного шва.
3) Нейтральный флюс:
Этот тип содержит только окислитель, такой как SiO 2 , MnO, FeO. Практически не окисляется до металла сварного шва. Основными компонентами являются Al 2 O 3 , CaO, MgO, FeO и т. д.
Классификация флюсов для пил на основе индекса основности:
Основность является одной из наиболее важных металлургических характеристик шлаков. Он оказывает большое влияние на металлургические реакции на границе раздела фаз шлак-металл, характеристики сварки и механические свойства. Существует множество формул для расчета основности. Наиболее популярен тот, который рекомендован МИС (расчет ниже).
В этой формуле различные ингредиенты рассчитываются по массовой доле. Типы флюсов подразделяются на три группы:
1) Кислотный флюс (Основность <1,0)
Этот флюс обладает превосходными сварочными характеристиками и однородным металлом сварного шва. Возможен перенос сплава на металл шва. Однако содержание кислорода в металле шва высокое, ударная вязкость низкая при низкой температуре.
2) Нейтральный флюс (основность = 1,0-1,5)
Химический состав наплавленного металла аналогичен составу проволоки. Содержание кислорода в металле шва относительно невелико.
3) Базовый флюс (основность>1,5)
Этот флюс показывает преимущества низкого содержания кислорода в металле сварного шва, высокой ударной вязкости, хорошей устойчивости к растрескиванию. Однако характеристики сварки не так хороши, как у кислотного флюса. Основность флюса выше 2,0 называется флюсом с высокой основностью, который может удалить серу и уменьшить содержание кремния.
Преимущества этого флюса: очень низкое содержание кислорода в металле сварного шва, высокая ударная вязкость при низких температурах. По мере повышения основности проход сварного шва становится узким и высоким, и легко возникают такие дефекты, как подрезы и шлаковые включения.
Поток или нет? – Сделай из металла
Помимо обычных применений, кузнечная сварка необходима всем, кто хочет попробовать свои силы в изготовлении дамасской стали. Есть много способов сделать это, и каждый человек, как правило, предпочитает свой собственный метод.
Один из частых вопросов, который возникает, заключается в том, следует ли использовать флюс, и если вы используете флюс, то какой тип следует использовать.
В этой статье я расскажу о плюсах и минусах различных доступных флюсов и методов, а также дам несколько советов для начинающих.
Следует иметь в виду, что стоит попробовать несколько различных методов кузнечной сварки. Не женитесь на первом, кого попробуете, экспериментируйте даже после того, как получите хорошие результаты, и вы, возможно, найдете что-то еще лучше.
Содержание
Различные виды флюсов для кузнечной сварки
Существует около полдюжины популярных видов флюсов. Я рассмотрю некоторые из основных, почему вы можете захотеть их попробовать, а затем расскажу о возможностях использования Fluxless.
Бура
Вероятно, это самый распространенный из всех флюсов. Причина в том, что это дешево и хорошо работает, а это два наиболее важных фактора, которые беспокоят фальсификаторов.
Один из самых популярных брендов для этого от 20 Mule Team. Вы можете подобрать некоторые здесь, на Amazon. Причина, по которой люди используют его, заключается в том, что в нем нет добавок (обычно его используют для стирки), он отлично работает и дешев.
Это порошок, поэтому вы просто посыпаете его, когда металл нагревается, чтобы кислород не накапливался в области кузницы. Начните использовать его самое позднее, как только вы получите красный жар, и продолжайте наносить больше, когда вы достигнете оранжево-желтой температуры сварки в кузнице.
Профессиональный совет: Когда бура нагревается, она плавится, образуя стекловидное покрытие, которое соприкасается с дном горна. Это довольно быстро съест ваши огнеупорные кирпичи, особенно мягкие. На самом деле это не проблема для коксовых/угольных кузниц, но определенно проблема для пропановых кузниц.
Чтобы предотвратить эрозию дна кузницы, попробуйте выполнить одно из следующих действий:
- Поместите металл поверх жертвенного огнеупорного кирпича, который легко заменить. Возможно, вы захотите выбрать один из твердых керамических кирпичей толщиной ~ 1 ″, как тот, что здесь.
- Стеллаж для печи — еще один вариант, который может быть дешевле в вашем регионе. Как правило, они тоньше, поэтому могут подойти, если у вас небольшая тесная кузница.
- Поместите пластину из ненужной стали под заготовку, которую нужно будет просто регулярно заменять. Это далеко не идеальный вариант, но он защитит дно вашей кузницы.
Безводная бура: Это термин, который вы услышите в сообществе кузнечных мастеров. Это когда вы выпекаете всю влагу из буры, прежде чем использовать ее. У него смешанные отзывы о том, стоит ли оно затраченных усилий.
Следует помнить, что безводную буру необходимо хранить в герметичном контейнере, иначе она будет повторно поглощать влагу из воздуха.
Совет от профессионала: всю буру нужно выбить методично, иначе вы получите включения и дефекты, которые вы никогда не уберете. Обычно это делается путем удара молотком от центра к краям, поэтому бура выдавливается, как из тюбика зубной пасты. Требуется немного практики, чтобы получить правильный результат.
Имейте в виду, что у каждого свой способ кузнечной сварки, поэтому вы, вероятно, слышали, что люди используют другие методы. Просто экспериментируйте и практикуйтесь, не ждите отличных результатов с первых нескольких попыток. Или ваши первые несколько десятков попыток, если уж на то пошло.
Керосин
Некоторые люди используют его в дополнение к буре или отдельно.
Пока ваша заготовка холодная, окуните ее в керосин, затем поместите в горн. Причина, по которой это хороший вариант, заключается в том, что вы делаете это один раз и можете забыть об этом.
Как это работает: Керосин сгорает, но оставляет на металле маслянистый осадок, который превращается в углерод. Это защитит его от окисления. Кроме того, это может немного повысить содержание углерода в стали в слоях.
Я говорю может, потому что это то, что я слышал от других парней, которые используют этот метод. Я не проверял это в лаборатории или что-то еще, чтобы получить окончательные ответы.
В любом случае, вы можете попробовать этот метод сам по себе или посыпать бурой, продолжая заваривать сварной шов для дополнительной защиты. Керосин очень дешев и доступен, так что попробовать не помешает.
Очиститель тормозов
Используется так же, как и керосин, но я настоятельно рекомендую вам использовать , а не используйте его.
Причина в том, что могут быть очень неприятные добавки, и это может быть ядовитым (вплоть до смертельного исхода) методом.
Поскольку реальных преимуществ очистителя тормозов перед керосином нет, я бы не рекомендовал вам даже пробовать его. Просто используйте керосин.
No-Flux Forging
Становится все более и более популярным. Причина в том, что все больше и больше людей имеют доступ к сварочным аппаратам TIG/MIG.
Лично я предпочитаю сварку TIG, так как она чище, но MIG тоже подойдет.
Чтобы использовать этот метод, стопка стали, которую вы выковываете, должна быть абсолютно чистой и запечатанной. Отшлифуйте каждую сторону металлических пластин как можно ровнее (или отшлифуйте их, если у вас есть доступ к станку) и зажмите их вместе в тисках, чтобы не было воздушных зазоров или загрязнений.
Затем заварите швы. Мне нравится использовать TIG, потому что вы можете просто сплавить их вместе без использования присадочной проволоки. Это гарантирует, что ваш материал будет последовательным.
Если вы используете сварочный аппарат MIG, вам придется позже зашлифовать сварной шов, иначе вы получите области с низким содержанием углерода. У TIG нет этой проблемы.
Как только вы убедитесь, что ваша стопка герметично закрыта, просто нагрейте ее до температуры сварки и отбейте молотком.
Совет от профессионала: Возможно, вам будет лучше начать с гидравлического пресса, прежде чем бить молотком, если у вас есть к нему доступ. Однако, если вы хорошо поработали со сваркой, можно сразу перейти к молотку. Только будьте осторожны, чтобы не разорвать сварные швы.
Даже если вы используете этот метод сварки стопкой, технически бура или керосин не повредят. Так что вы, возможно, захотите использовать некоторые из них в качестве дополнительного страхового полиса.
Сварка контейнеров
Это еще один способ защиты материала от загрязняющих веществ. Вот краткое объяснение того, как это работает:
Отрежьте кусок стальной трубы и приварите к одному концу колпачок. Убедитесь, что ваш сварной шов обеспечивает герметичность. Налейте белила (например, те, что продаются в канцелярских магазинах) и выровняйте внутреннюю часть тюбика. Затем заполните трубку кусками металла, которые вы хотите сварить. Заполните пустоты металлическим порошком.
Белая дымка содержит цинк, который образует слой между низкоуглеродистой трубой и высокоуглеродистой заготовкой, которую вы свариваете. Это значительно облегчит извлечение канистры после того, как вы ее раздавите.
Совет профессионала: Для производителей ножей (которые обычно заинтересованы в сварке контейнеров) важно правильно выбрать тип металлического порошка, который вы используете. Вот обзор наиболее распространенных типов:
- 1095 Сталь отличается высоким содержанием углерода и отлично подходит для удержания режущей кромки. Используйте это для лезвий, которые не слишком велики.
- 1084 Сталь содержит немного меньше углерода, поэтому она не имеет такого же удержания кромки. Тем не менее, он менее хрупок, поэтому подходит для измельчителей и более длинных лезвий, так как вероятность его растрескивания меньше.
- Порошок на основе никеля не так хорошо держит кромку, как 1095 или 1084, но обеспечивает действительно заметный контраст на дамаске. Используйте его экономно, чтобы ваше преимущество не пострадало.
Когда банка будет заполнена до краев, приварите вторую крышку. Затем тщательно нагрейте его до желтого цвета и проковайте со всех сторон.
Обычный подход заключается в использовании пресса с уголком, приваренным к пластине (так называемые квадратные штампы). Это позволяет раздавить канистру сразу со всех сторон, что является идеальным способом закрепления сварного шва.
Убедившись, что все внутри готово, разрежьте банку и вытащите заготовку изнутри.
Для сварки контейнеров вам действительно не нужен флюс, если только вы не собираетесь делать дополнительные слои дамаска. Тем не менее, на всякий случай керосиновая окунание не помешает.
В этом видео показано, как это делается:
Лично я бы не стал использовать шайбы для изготовления ножа, так как маловероятно, что в них достаточно углерода, но в любом случае вы поняли.
Другие советы по кузнечной сварке
Кузнечная сварка — это базовый навык для кузнецов, и это гораздо больше, чем просто выяснить, как использовать или не использовать флюс.
Одна вещь, которую нужно понять, это то, как использовать восстановительное пламя, чтобы удерживать как можно больше кислорода от стали.
Быстрое объяснение этого состоит в том, что вам нужно богатое топливом пламя, чтобы излишки кислорода быстро выгорали вокруг стали. Для пропановых горнов это вопрос регулировки ваших горелок, чтобы ограничить потребление кислорода.
Для коксовых/угольных кузниц это зависит от того, где вы размещаете сталь. Держитесь выше в вашем огне, где кислород был в основном израсходован. Держите его подальше от входящего воздуха.
Вот видео, объясняющее некоторые из этих основных понятий. Это немного медленно, но если вы серьезно относитесь к кузнечной сварке, в нем есть много полезной информации, объясняющей основы:
Под флюсом — производительность сварки
Основано на его способности сваривать на больших токах и обеспечивают высокую скорость наплавки, дуговая сварка под флюсом (SAW) может предложить компаниям более высокую производительность и потенциально конкурентное преимущество. Даже выполнение SAW с использованием одной сплошной проволоки в режиме прямого положительного электрода (DCEP), самой простой конфигурации, может обеспечить заметное повышение производительности по сравнению со многими полуавтоматическими процессами сварки.
Еще одним преимуществом процесса SAW является его гибкость. Компании могут сбалансировать свои производственные потребности с требуемыми механическими свойствами и качеством сварки, изменяя процедуры, оборудование, проволоку и флюсы — существуют решения для широкого спектра капиталовложений.
Существует несколько методов повышения производительности сварки. Часто эти выгоды исходят от:
- Сокращение времени горения дуги: Увеличение скорости перемещения, уменьшение количества проходов или их комбинация облегчают выполнение большего количества сварных швов за меньшее время. Увеличенная скорость осаждения обеспечивает такое же преимущество.
- Уменьшение или устранение дугогасительных работ: Устранение причин искривления может уменьшить потребность в выпуклости сварного шва перед сваркой или в правке после сварки. Снижение риска прожога сводит к минимуму время, затрачиваемое на доработку. Минимизация времени, затрачиваемого на удаление легкой окалины/ржавчины перед сваркой и удаление шлака между проходами, также идеально. Пересмотр существующего сварного соединения, настройки оборудования и выбора присадочного металла и флюса может помочь сократить время цикла сварки и исключить действия по отключению дуги, что еще больше увеличит преимущества процесса SAW.
Конструкция соединения напрямую влияет на количество сварных проходов, необходимых при сварке под флюсом, и, следовательно, на продолжительность сварки. Уменьшение поперечного сечения соединения обычно сокращает необходимое время горения дуги.
При полуавтоматической сварке часто необходимо использовать более широкие швы для обеспечения полного сплавления шва. Это часто не требуется для процесса SAW; он способен к большему проникновению и лучшему сплавлению боковых стенок. Некоторые компании могут выбрать сварку с узкими разделками для сварки под флюсом. Тем не менее, даже небольшое уменьшение прилежащего угла соединения может значительно повысить производительность.
В тех случаях, когда возможен доступ к обеим сторонам соединения (особенно на толстых материалах), двухсторонний шов с разделкой кромок обеспечивает меньшее общее поперечное сечение, чем односторонний шов с тем же прилежащим углом. Глубокое проникновение в шов в процессе сварки под флюсом часто позволяет избежать обратного выдалбливания, сохраняя при этом надлежащее плавление. Некоторые правила сварки могут потребовать повторной аттестации процедуры сварки, чтобы исключить обратную строжку. Тем не менее, экономия может окупиться. Двусторонняя сварка также может сбалансировать некоторые усадочные напряжения, возникающие во время сварки, чтобы минимизировать общую деформацию
Наконец, использование флюса в проектах с дугой под флюсом можно использовать при сварке тонких материалов с одной стороны с использованием соединения с квадратной канавкой. Использование медной подложки, наполненной сварочным флюсом или специально разработанной подложкой, может обеспечить полное проплавление шва и постоянный, привлекательный профиль обратной стороны валика даже при использовании высоких токов и скоростей перемещения.
Как и в других процессах с проволочной подачей, полярность DCEP во время процесса SAW обеспечивает оптимальное проплавление, в то время как отрицательная полярность электрода постоянного тока (DCEN) увеличивает скорость наплавки за счет проплавления. Использование современного источника переменного тока прямоугольной формы с переменным балансом позволяет регулировать между этими двумя крайностями (и с помощью некоторого оборудования, не прерывая сварку).
Вместо разделения 50/50 обычного переменного тока эти источники питания можно настроить таким образом, чтобы различное количество цикла переменного тока могло быть потрачено на DCEP или DCEN — например, 80 процентов DCEP и 20 процентов DCEN — и при этом поддерживать дугу. стабильность благодаря быстрой смене полярности переменного тока прямоугольной формы. Эта возможность особенно удобна для компаний, занимающихся сваркой как толстых, так и тонких материалов, поскольку она обеспечивает гибкость, позволяющую сбалансировать потребность в проплавлении и скорости наплавки.
Однако использование прямоугольного переменного тока с переменным балансом необходимо сочетать с правильной конструкцией соединения. Например, толстый сварной шов с квадратной разделкой, который требует глубокого провара, но минимального наплавления, может не иметь преимуществ переменного тока.
Конфигурация горелки Конфигурация двухпроводной горелки использует один источник питания и одну специальную горелку, которые одновременно подают две проволоки в одну сварочную ванну. Эта конфигурация требует относительно небольших капиталовложений в специализированную горелку, устройство для выпрямления проволоки и контактные наконечники. Более высокая плотность тока проводов меньшего размера, используемых здесь (обычно до 3/32 дюйма), часто увеличивает наплавку по сравнению с одиночной проволокой при соответствующем токе, помогая поддерживать тепловложение и консистенцию получаемых сварных швов.
И наоборот, конфигурации тандемных горелок требуют более высоких капитальных вложений, поскольку для них требуются два источника питания, по крайней мере один из которых должен обеспечивать возможность работы на переменном токе. По сравнению с двухпроводными горелками возможность использования еще более высоких токов (от проводов большего диаметра) повышает скорость наплавки и обеспечивает более высокую скорость перемещения, а возможность регулировки угла наклона, силы тока и напряжения каждой проволоки обеспечивает большую общую гибкость. В то время как использование ведущей дуги постоянного тока/дуги переменного тока является наиболее распространенной конфигурацией, использование конфигурации переменного/переменного тока улучшает осаждение, когда проникновение ведущей дуги постоянного тока не требуется.
Для обоих вариантов важно, чтобы системы дуги и/или рабочего движения могли справляться с увеличением скорости перемещения, чтобы получить все преимущества производительности. Также имейте в виду, что добавление дополнительных проводов усложняет приложение, которым необходимо управлять.
Выбор флюсаФлюс является определяющим компонентом процесса SAW, и правильный выбор имеет решающее значение. Флюс выполняет гораздо больше задач, чем просто защита сварного шва от атмосферы; во многих случаях повышение производительности является основной целью при составлении рецептуры.
Состав флюса влияет на его допустимую токовую нагрузку — максимальный ток, при котором можно получить высококачественные профили сварного шва и максимально возможную скорость наплавки. Состав флюса также влияет на выделение шлака, поскольку некоторые из них лучше подходят для данной конструкции соединения, например, для сварки с узкими разделками. Например, флюсы, которые хорошо выделяются при низких скоростях перемещения, таких как 16 дюймов в минуту, могут плохо выделяться при высоких скоростях перемещения.
Флюсы для процесса SAW доступны в активных и нейтральных типах. В отличие от нейтральных флюсов активные флюсы вносят значительный вклад в состав марганца и кремния сварного шва. Эти элементы помогают очистить сварной шов и могут помочь сохранить прочность на растяжение при сварке при более высоких входных температурах или сильном разбавлении. Активные флюсы способствуют плавному смачиванию сварных швов и обеспечивают хорошее отделение шлака при сварке на высоких скоростях или при ржавом, чешуйчатом или грязном основном металле, снижая риск некачественных сварных швов и требуя времени на пред- и послесварочную очистку.
Однако активные флюсы, как правило, следует использовать только для одно- или двухпроходной сварки, поскольку чрезмерное легирование, которое может иметь место при больших многопроходных сварных швах, может способствовать получению хрупких, чувствительных к растрескиванию сварных швов. Вместо этого в этих приложениях используются нейтральные флюсы для получения хорошего качества сварки.
Эмпирическое правило для нейтральных флюсов: Выбирайте флюс с самым низким индексом основности, обеспечивающим приемлемые механические свойства. Низкоосновные флюсы улучшают общие рабочие характеристики, особенно при использовании высокопроизводительных (горячих и быстрых) параметров. Высокоосновные флюсы, как правило, обеспечивают повышенную ударную вязкость в большинстве условий, но не всегда при высоких тепловложениях. Проконсультируйтесь с производителем флюса, чтобы сделать правильный выбор для данного применения.
Дуговая сварка под флюсом хорошо подходит для различных применений, таких как строительство железных дорог, судостроение и соединение сосудов под давлением. Выбор проволокиРынок проволоки под пилой весьма разнообразен. Каждый сплав/классификация имеет сильные и слабые стороны. Как и в случае с выбором флюса, выбор наиболее производительной проволоки может быть уравновешивающим действием.
Важно понимать влияние химического состава проволоки и тепловложения на механические свойства сварного шва, чтобы добиться наилучшего качества, избежать простоев на доработку и достичь оптимальной производительности. По сравнению с другими процессами SAW обычно может работать и поддерживать механические свойства сварного шва при более высоких тепловложениях, но есть ограничения.
Содержание сплава в некоторых проволоках делает их более подходящими для высокотемпературной сварки. Точно так же содержание марганца и кремния в проволоке может помочь флюсу при очистке сварного шва, когда подготовка основного металла не идеальна. Всегда знайте правильные параметры сварки для используемой проволоки и флюса.
Металлопорошковая проволока позволяет повысить производительность. Конструкция этих проволок может обеспечить более высокую скорость наплавки и более высокую скорость перемещения, а также более широкое и мелкое проплавление по сравнению со сплошной проволокой, сваренной при том же токе.
Способность этих проволок достигать высоких скоростей перемещения может быть использована для снижения тепловложения и минимизации деформации сварного шва. Более низкая тепловая энергия также может в некоторых случаях улучшить механические свойства. Кроме того, эти проволоки могут помочь свести к минимуму риск прожога и последующей доработки, а иногда могут устранить необходимость сварки MIG с горячим проходом. Во многих случаях проволокой с металлическим сердечником можно сваривать относительно тонкие материалы или соединения с далеко не идеальной посадкой, но при этом использовать высокоточные и производительные параметры сварки.
Обратите внимание, что проволока с металлическим сердечником может не подходить для толстых квадратных соединений или соединений с узкими канавками, а также не дает максимальных преимуществ при использовании переменного тока. Наконец, использование барабанной упаковки (обычно более 600 фунтов) вместо рулонов (обычно от 55 до 60 фунтов) может сократить частоту переналадки и общее время, что позволит увеличить производительность в долгосрочной перспективе.
Мысли на прощание Более эффективная работа под флюсом также может привести к большей экономии средств. Затраты на оплату труда составляют самую большую стоимость любой сварочной операции. Даже небольшое сокращение трудозатрат при выполнении качественного сварного шва может положительно сказаться как на итоговых показателях, так и на производительности. Однако при повышении производительности в процессе SAW важно, чтобы остальная часть операции была одинаково эффективной для достижения наилучших результатов.
Производственные операции до и после сварочной камеры должны быть оптимизированы — ключевое значение имеет плавный рабочий процесс. Например, если процесс SAW становится быстрее, а покрасочная камера уже переполнена, то усилия по улучшению могут оказаться напрасными. Планируйте соответственно.
Hobart Brothers Co.
Флюсы для сварки под флюсом – Pittarc
Различные типы флюсов для сварки под пилой с торговой маркой PITTARC охватывают широкий спектр применений для соединения углеродистой и низколегированной стали.
Благодаря различным комбинациям проволоки и флюса, предлагаемым PITTARC, можно получить соединения с превосходными механическими характеристиками, в том числе в наиболее ответственных областях применения. Основные и полуосновные флюсы имеют низкое содержание водорода для получения соединений с высокой прочностью и могут использоваться для различных методов сварки под флюсом: однопроходной, многопроходной, однопроходной, многопроходной, двухдуговой или тандемной.
Эти продукты могут использоваться в различных областях промышленности, таких как производство нефтяных и газовых труб, водопроводных труб, морских установок, сосудов под давлением, ветряных башен, тяжелых рам и т. д.
Все флюсы доступны в стандартных мешках по 25 кг или биг-бэгах по 600÷1200 кг.
Технический паспорт флюсов