Зачем менять Полярность при сварке Электродами
Чтобы ответить на вопрос зачем менять полярность при сварке электродами, для начала нужно разобраться какие виды полярности бывают, как и в каких случаях их использовать.
Сварка электрической дугой может осуществляться на оборудовании которое вырабатывает или постоянный, или переменный ток.
При работе на переменном токе не имеет значения куда подключать «плюс», «минус», так как при сварке на постоянном токе подключение имеет большое значение. Можно сказать, что полярность при сварке – это основа качества сварки. Полярность обеспечивает качество сварки материала. При сварке постоянным током, сварочная дуга бывает прямой или обратной полярности.
При прямой полярности «плюс» подключается к соединяемым заготовкам (массе), соответственно «минус» подключается на держатель электрода; при обратной полярности «плюс» подключается на электрод, «минус» подключается на деталь.
Прямая полярность используется при сварке цветных металлов (медь, латунь, алюминий), так как они имеют большую теплопроводность, в итоге получаем большую температуру в месте нагрева, что позволяет превысить температуру плавления цветного метала, особенно это важно для алюминия, так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
На прямой полярности так же лучше работать с большими, массивными деталями. При прямой полярности получается более сконцентрированная и узкая электрическая дуга, следовательно металл проплавляется глубже, шов получается более качественный, что происходит благодаря тому, что направление движение электронов постоянное и при сварке не происходит большого разбрызгивания расплавленного металла.
Обратная полярность используется при сварке высоколегированых сталей, тонколистовых металлов, нержавейки, так как температура для их сварки нужна небольшая. Недостатком подключения обратной полярности есть то, что электрическая дуга «гуляет», соответственно шов получается менее герметичным и красивым, но при таком подключении почти полностью исключается возможность прожечь свариваемый материал.
Следовательно менять полярность нужно в зависимости от того, какую задачу сварки необходимо выполнить и верно выбранный вид полярности подключения электродов способствует тому, что качество шва будет выше, а процесс сварки станет намного проще.
Электроды x-treme
Электроды для сварки кузова автомобиля
что такое постоянным током, масса на аппарате это плюс или минус, монополярный и биполярный электроды – Сертификация и обучение на Svarka.
 guru
guruДля проведения сварки разнообразных изделий либо конструкций, сделанных из металла, при помощи постоянного тока, используются два режима – прямая и обратная полярность. В первом случае, во время выполнения сварки, держатель с электродом подключается к «-», а само свариваемое изделие, либо конструкция подсоединяется к «+». В случае использования полярности обратного типа, при проведении сварочных работ, держатель наоборот присоединяют к плюсу, а свариваемую конструкцию либо деталь подключают к минусу.
Прямая полярность
У каждого сварочного аппарата имеются гнёзда, куда подключаются провода от держателя с электродом или зажима для заготовок, называемого на практике массой. К какому полюсу подключается масса на сварочном аппарате к плюсу или минусу — такая полярность получится на выходе. Для получения прямого подключения провод, идущий от массы, подсоединяется к положительной клемме, а провод от электрода — к минусовой.
При сварке род и полярность тока зависят от катодного или анодного пятна, в случае прямого подсоединения именно на деталях будет концентрироваться высокая температура.
Сварка постоянным током при аналогичном подключении отличается характерными нюансами:
- большой глубиной и малой шириной шва;
- такое подключение применяется для металлов с толщиной не менее 3 мм;
- вольфрамовые электроды применяются для соединения изделий из цветного металла;
- высокая стабильность горения дуги обеспечивает качественный шов;
- токопроводящие стержни быстро плавятся;
- большой расход электродов из-за разбрызгивания.
Такая методика исключает использование электродов, предназначенных для сварки переменным током.
Обратного типа
Аналогичную полярность при сварке применяют в том случае, когда надо свести риск появления брака на деталях к минимуму, а также во время выполнения ответственных заданий, чтобы сварка проводилась с высокой точностью. При такой методике высокая температура концентрируется на проводящем ток стержне, а на соединяемой конструкции уровень тепла намного ниже.
При такой методике высокая температура концентрируется на проводящем ток стержне, а на соединяемой конструкции уровень тепла намного ниже.
Поэтому обратный тип полярности применяют для качественной сварки тонкого металла, чтобы исключить возможность коробления от излишнего нагревания, а также при соединении стальных деталей различной степени легирования, потому что такие заготовки особо чувствительны к возможному перегреву. Аналогичное подключение применяют для соединения металлов под защитой флюса или инертных газов, например, аргона.
Чтобы избежать ошибок при сварке, надо знать следующие отличия:
- выбор обратной полярности при сварке постоянным током делает шовное соединение небольшим по глубине, но объёмным по ширине;
- во время соединения толстых металлов снижается качество шва;
- нельзя работать электродами, чувствительными к перегреванию;
- при снижении силы тока образуются скачки дуги, что негативно отражается на прочности и качестве шва;
- соединяя высоколегированные стали, надо строго выдерживать цикл работы и время остывания соединённых заготовок.


В случае подключения от сети переменного тока, сварка металлов с низким содержанием углерода проводится рутиловыми токопроводящими стержнями, у которых отсутствует зависимость от полярности, поэтому применяется любая методика — наиболее удобная для исполнителя.
Особенности сварки током обратной полярности
При проведении сварочных работ по соединению металлических изделий небольшой толщины всегда возникает большая вероятность появления так называемых прожогов. Поэтому для выполнения таких сложных, трудоемких работ, как правило, держатель сварочного аппарата подключается к плюсу, а само свариваемое изделие к минусу. При использовании этого режима сварка металлических конструкций, а также заготовок проводится с применением прерывистого шва. Проще говоря, во время их соединения, сначала проваривается небольшой отрезок в начале шва, а потом проваривается его центральная часть.
Для правильного, надежного сваривания изделий, сделанных из тонкого металла, при проведении сварочных работ, дугу необходимо периодически прерывать. Проще говоря, сварочный электрод нужно выдергивать из района сварки, а затем его быстро опять поджигать.
Проще говоря, сварочный электрод нужно выдергивать из района сварки, а затем его быстро опять поджигать.
Если необходимо сделать сварку внахлест, тогда соединяемые металлические детали следует надежно, герметично и плотно прижать друг к другу. В противном случае, при наличии даже небольшого воздушного зазора, на верхней части свариваемой детали появится прожог. Чтобы максимально надежно скрепить между собой заготовки, перед проведением сварки внахлест, рекомендуется пользоваться струбцинами либо большим грузом.
Выбор режима сварки, в первую очередь зависит от тех задач, которые ставятся перед сварщиком. Когда необходимо сварить между собой цветные металлы, как правило, применяется полярность прямого типа. Кроме того, ее целесообразнее использовать для работы с массивными, толстыми заготовками, так как металл будет проплавляться намного глубже, что обеспечит хорошее качество шва. Также она больше подходит для резки металлических конструкций. Полярность обратного типа рекомендуется применять в тех случаях, когда нужно сварить высоколегированную сталь либо тонколистовой металл.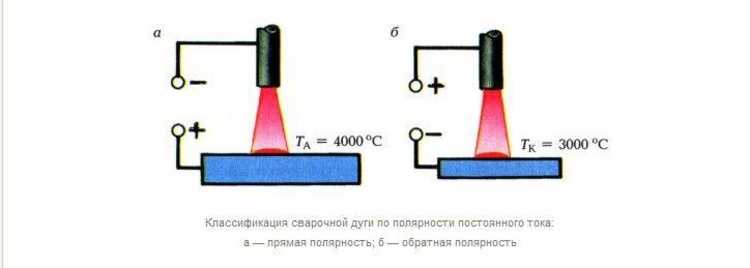
Критерий выбора
Опытные сварщики самостоятельно решают, куда подсоединять провода к плюсу или минусу во время подключения массы на сварочный аппарат, чтобы концентрировать большую температуру на конструкции или плавящемся прутке с обмазкой. Выбирать полярность иногда приходится несколько раз — это напрямую зависит от сложности конструкции или толщины соединяемого металла, например, при средней или большой толщине выбирают вариант прямой полярности.
Сильный прогрев заготовки позволяет выполнить более глубокий шов, что намного повышает прочность и качество соединения, аналогичная полярность выбирается, когда надо отрезать какой-нибудь элемент от общей конструкции. Обратная полярность выбирается при работе с тонкостенными деталями, при этом детали не перегреваются, но электрод плавится быстрее.
Толщина металла
Специфика сварки толстого металла довольно простая: подключаем массу к плюсу на агрегате, а электрод — к минусу. Наличие высокой температуры на заготовке способствует большему прогреву металла, что усилит глубину проварки, а в результате шов получается более качественный и прочный.
При обработке сваркой тонкостенного металла применяется обратная полярность, т. к. анодное пятно перемещается на электрод и угроза пережога конструкции полностью ликвидируется.
Вид
Полярность во многом зависит и от типа металла, из которого состоит соединяемая конструкция или отдельные детали, приготовленные для сварки. Например, для прочного соединения изделий из нержавеющей стали или чугуна применяют обратную полярность, чтобы избежать перегревания заготовок и избавиться от появления тугоплавкого сварного соединения, которое требует особой обработки.
При сварке алюминия используется прямая методика подключения — прочная плёнка, покрывающая цветной металл, при сильном нагревании расплавляется и не препятствует образованию шовного соединения. Опытные сварщики знают, как и какими методами надо варить различные по химическому составу металлы, а начинающие исполнители — сверяются по справочнику или изучают сопроводительную документацию, где подробно описана методика сварки, а также какую полярность надо применить.
Р. И. Смоляков, образование: лицей, специальность: газоэлектросварщик пятого разряда, опыт работы: с 2004 года: «Молодые сварщики обязаны постоянно совершенствовать свои теоретические знания и наращивать практические навыки, чтобы повышать разряд и уметь соединять любые металлы, используемые на производстве».
Влияние толщины соединяемых деталей на выбор подключения.
Коротко об электродах
Если используют для сварки инвертор, то при подключении прямого или обратного варианта обязательно учитывается тип используемого электрода, т. к. эти изделия имеют индивидуальные параметры, которые зависимы от изменения температуры.
Химический состав обмазки или напыления оказывает особое влияние на качество сварочного процесса, например, при использовании обратной полярности нельзя применять угольный электрод, потому что из-за влияния высокой температуры флюс перегревается и теряет необходимые свойства — изделие будет непригодно для дальнейшего использования.
Надо применять прямой вариант подключения, да и на каждом типе электродов нанесена маркировка, где указан режим использования, а на упаковке имеются аналогичные рекомендации производителя, т. ч. перепутать крайне трудно.
Работа на полуавтомате
Такой вид сварки характерен для производственных процессов, при этом надо правильно установить полярность данного полуавтомата, например, для соединения деталей из нержавеющего металла применяют защитный газ и выбирают обратное подключение, а когда используется порошковая присадочная проволока при сварке изделий из алюминия — прямое.
Как управлять процессом?
Главное для исполнителя — прогреть свариваемые детали до полного расплавления кромок, чтобы сформировался сварочный кратер. Перечислим негативные процессы, которые при этом могут появиться:
- если установлен ток небольшой силы, то металл заготовок не успевает полностью прогреться, поэтому сварочная ванна двигается за электродом;
- при излишней величине тока происходит сильное разогревание, дуга начинает проникать внутрь металла и оттеснять расплавленную субстанцию назад.
При нормальном использовании силы тока жидкий металл в кратере сильно не растекается, а внешние края — тонкие и сварщик полностью контролирует процесс.
При сварке деталей с большой толщиной металла надо повышать силу тока, чтобы полностью прогреть деталь, а тонкостенные конструкции нагреваются быстро, поэтому работать надо на малой силе тока. Во время сварочного процесса с использованием электродов с обмазкой или напылением надо учитывать и скорость проводки.
При быстрой проводке электрода металл не успевает прогреваться, поэтому шов располагается поверху без нужного проплавления, а если скорость медленная, то заготовки перегреваются, а жидкая субстанция в сварочной ванне становится неуправляемой.
Внешнее состояние шовного соединения.
Закономерности выбора
Почему для одних работ выбирается обратная, а для других — прямая полярность при сварке? Ответим на сей вопрос, рассмотрев термические особенности процесса с использованием обратной направленности.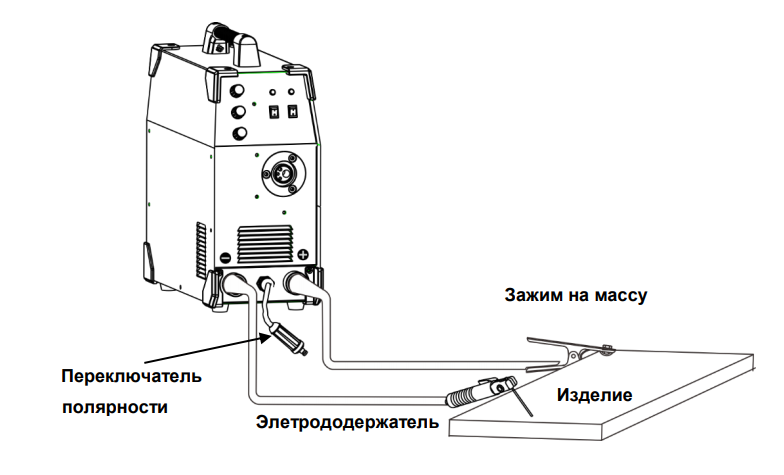
При горении сварочной дуги на заготовке на конце электрода появляется пара участков, именуемых анодным и катодным пятнами. Разность их температур порой доходит до 800 градусов Цельсия (в пользу анодного). То есть количество тепла, выделяемое на заготовке во время работы, достаточно велико, а способ больше подходит для качественного провара швов.
Примечательно, что при работе постоянным током прямой полярности скорость сгорания металла электрода ниже на 20-40%. А для переменного тока соблюдение полярности не актуально вовсе — его особенность в том, что направление тока меняется по 100 раз за единицу времени.
Превосходство и недостатки методик
Изменение подключения по-разному отражается на работе токопроводящего стержня, например, при обратной методике, наблюдаются такие процессы:
- на конструкцию поступает больше тепловой энергии, чем на стержень с обмазкой;
- хороший разогрев обеспечивает качественную и глубокую проплавку;
- электрод плавится медленно, поэтому частая замена не нужна;
- металл при сварке практически не разбрызгивается.

Прямая полярность при сварке характерна следующими нюансами:
- нагревание заготовок минимальное;
- плавление электрода происходит намного быстрее, поэтому требуется частая смена стержней;
- жидкий металл сильно разбрызгивается.
Вывод прост — очевидных преимуществ больше у обратной методики, но не только плюсы определяют выбор, т. к. у большинства электродов рекомендации по выбору подключения прописаны производителем на этикетке.
Особенности процессов
При прямой направленности кабель для сварки соединяет свариваемый элемент с положительной клеммой аппарата. Таким образом положительный заряд доходит от инвертора к заготовке; отрицательный же подается посредством электрододержателя.
Данный тип подключения вызывает увеличение температуры на аноде (полюсе «+»), если сравнивать с катодом («-»). Это обуславливает сферу использования прямой полярности при сварке. Она применима для резки металлических конструкций, заготовок с толстыми стенками, а также в случаях, когда необходимо выделение большого количества тепла или создание высокой температуры процесса.
Обратная полярность при сварке инвертором — это подача отрицательного заряда на обрабатываемый металл, а положительного — на электрод. Ситуация с выделением тепла противоположная — на расходном элементе наблюдается избыточный нагрев, а у свариваемой заготовки — недостаточный. Поэтому обратную полярность при сварке используют, если необходимо минимизировать порчу заготовки при работе, а также для деликатных работ. Она используется для неразъемных соединений таких материалов, как:
- нержавеющая сталь;
- тонколистовой металл;
- высокоуглеродистая, либо легированная сталь;
- сплавы, восприимчивые к перегреву.
Наиболее известные виды сварки, где используется подача тока обратной направленности — флюсовая электродуговая и в среде защитных газов.
Сварка MMA
X8 MIG Welder Manual 1
0, ред. 2020
Сварка ММА
Для использования X8 MIG Welder в режиме ММА в Control Pad:
1. | Выберите Настройки > Режим > ММА . |
| 2. | Выберите программу сварки MMA. Предварительно установлена универсальная программа сварки MMA. |
| Сварочный аппарат X8 MIG | оснащен устройством понижения напряжения (VRD). Когда сварочный аппарат включен, но сварочная дуга не зажигается, сварочный аппарат находится под напряжением холостого хода (50 В). Если VRD используется, он поддерживает напряжение холостого хода на более низком заранее установленном уровне (20 В/12 В). Когда сварочный аппарат включен, но сварочная дуга не зажигается, сварочный аппарат находится под напряжением холостого хода (50 В). Если VRD используется, он поддерживает напряжение холостого хода на более низком заранее установленном уровне (20 В/12 В). |
Для сварки ММА доступны режимы DC+ и DC-.
Для регулировки сварочного тока во время сварки в панели Control Pad Сварка вид, повернуть левую ручку.
Чтобы отрегулировать динамику во время сварки, в представлении Welding Control Pad поверните правую ручку.
Рисунок: Вид сварки ММА
Вы можете настроить следующие параметры через Настройки > Параметры :
| • | Сварочный ток |
| • | Dynamics: регулирует поведение при коротком замыкании. С другой стороны, дуга мягче (меньше брызг). С другой стороны, дуга жестче (дуга более стабильна). С другой стороны, дуга мягче (меньше брызг). С другой стороны, дуга жестче (дуга более стабильна). |
| • | StartPower: регулирует уровень мощности для зажигания дуги. Вы можете использовать этот параметр, чтобы дать дополнительную или меньшую мощность для зажигания дуги. |
Как настроить сварочный аппарат TIG для мягкой стали
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после нажатия на мои ссылки».
Если вы в последнее время заинтересовались сваркой TIG, то вы, вероятно, знаете, что сварка TIG — сложный процесс для изучения. Тем не менее, это также приятно, и как только вы освоитесь, вы будете создавать красивые металлические заготовки в кратчайшие сроки. Часть изучения процесса сварки TIG означает, что вам нужно научиться настраивать сварочный аппарат TIG для низкоуглеродистой стали.
Тем не менее, это также приятно, и как только вы освоитесь, вы будете создавать красивые металлические заготовки в кратчайшие сроки. Часть изучения процесса сварки TIG означает, что вам нужно научиться настраивать сварочный аппарат TIG для низкоуглеродистой стали.
Итак, как настроить сварочный аппарат TIG для мягкой стали? При обучении сварке TIG низкоуглеродистой стали вам потребуется дополнительное время и практика, чтобы освоить этот навык, но вы будете использовать вольфрам и аргон, как и при сварке большинства других металлов. Однако вам потребуется лучшее газовое покрытие, чем то, которое вам понадобится при сварке других металлов. Вам также необходимо изучить характеристики источника питания TIG и настройки сварочного аппарата TIG.
Поскольку сегодня в Интернете не так много информации о том, как настроить сварочный аппарат TIG для мягкой стали, мы создали эту статью, чтобы сэкономить вам время. Чтобы помочь вам понять, как настроить аппарат для сварки TIG для низкоуглеродистой стали, мы рассмотрим, как выполняется сварка TIG для низкоуглеродистой стали, какие источники питания для TIG вам понадобятся, варианты горелок для сварки TIG для сварки низкоуглеродистой стали, как настроить ваш электрод для мягкой стали, и как вы настроите сварочный аппарат TIG для мягкой стали.
Просто хотите сварить мягкую сталь, но еще не знаете, какой процесс использовать? Ознакомьтесь с моей статьей о сварке мягкой стали методом MIG. Возможно, стоит проверить, чтобы получить полное представление о том, как лучше всего выполнить работу для вашего конкретного проекта.
Сварка ВИГ и низкоуглеродистая сталь
Если вы уже начали процесс обучения сварке ВИГ, то вы знаете, что одной из причин, по которой так сложно освоить навыки сварки ВИГ, является то, что при сварке ВИГ вы используете две руки. . Кроме того, TIG немного отличается от других процессов сварки стали, потому что мы создаем дугу и добавляем присадочный материал во время сварки TIG.
При сварке TIG вам нужно использовать две руки, потому что одна рука использует горелку TIG, которая создает дугу, а другая рука добавляет присадочный металл, когда вы свариваете соединения (ручка подачи может быть чрезвычайно полезна, особенно для начинающих и нечастых сварщиков). сварщики). Поскольку сварка TIG означает, что вам придется привыкать использовать обе руки одновременно во время сварки, это один из самых сложных процессов сварки для изучения. Однако, когда дело доходит до сварки таких материалов, как низкоуглеродистая сталь, сварка TIG также очень универсальна.
Поскольку сварка TIG означает, что вам придется привыкать использовать обе руки одновременно во время сварки, это один из самых сложных процессов сварки для изучения. Однако, когда дело доходит до сварки таких материалов, как низкоуглеродистая сталь, сварка TIG также очень универсальна.
Хотя процесс сварки TIG также может показаться медленным по сравнению с другими способами сварки, как только вы научитесь сварке TIG, вы, вероятно, не захотите останавливаться. Это потому, что сварка TIG создает самые красивые сварные швы. Мы находим, что сварка TIG часто используется для сварки критических соединений, сварки различных металлов, включая мягкую сталь, и сварка TIG также хорошо подходит для небольших металлических площадей.
Использование вольфрама для сварки низкоуглеродистой стали
Итак, мы часто упоминали «вольфрам» выше, а теперь хотели бы немного разобрать его, чтобы вы поняли, почему вольфрам так хорошо работает при сварке низкоуглеродистой стали. Вольфрам — это элемент, который дает нам сварку TIG, потому что без него у нас не было бы сварки TIG.
Вольфрам — хрупкий, твердый, несколько радиоактивный металл. Когда вы сравниваете вольфрам с другими металлами, он имеет ограниченный коэффициент использования. Тем не менее, он очень хорошо работает при сварке TIG, потому что при сварке TIG используется вольфрам для создания неплавящегося электрода, который также создает нашу дугу при сварке TIG. Вы также найдете вольфрам, используемый в таких вещах, как ракетные двигатели, нагреватели и лампочки.
Сварка ВИГ и вольфрамовый металл так хорошо работают при сварке низкоуглеродистой стали, потому что вольфрам поддерживает дугу с постоянной температурой 11 000 градусов по Фаренгейту. Вольфрам обеспечивает высокую температуру плавления, а также обеспечивает отличную электропроводность при сварке, поэтому вольфрам электрод никогда не сгорит.
Уникальные свойства вольфрама как металла позволяют нам создавать более горячую дугу, чем та, которую мы получаем при фактической температуре плавления вольфрама. Прочность на растяжение вольфрама может достигать 500 000 фунтов на квадратный дюйм. Сталь, с другой стороны, имеет предел прочности на растяжение 36 000 фунтов на дюйм. Итак, из этого сравнения вы можете понять, почему вольфрам так хорошо работает со сталью при сварке.
Сталь, с другой стороны, имеет предел прочности на растяжение 36 000 фунтов на дюйм. Итак, из этого сравнения вы можете понять, почему вольфрам так хорошо работает со сталью при сварке.
Как работает сварка TIG с мягкой сталью
Когда вы выполняете сварку TIG с мягкой сталью или любым другим металлом, вам нужно иметь три вещи. Эти три вещи — это тепло, экранирование и присадочный металл. Вы получите первый элемент, температуру, который создается, потому что электричество проходит через вольфрамовый электрод, создавая дугу, с которой вы можете работать над своим проектом. Второй пункт, экранирование, означает, что вам понадобится баллон со сжатым газом, поступающим в зону сварки, и вам придется защищать этот газ от воздуха. Последний элемент, присадочный металл, получается из проволоки, которую вы погружаете в дугу и расплавляете.
Когда вы выполняете сварку TIG, вы пытаетесь объединить все три аспекта, чтобы создать один фантастический законченный проект. Мы начинаем со сварщика, включающего поток газа, которым обычно можно управлять с помощью клапана на горелке TIG. Как только вы это сделаете, вы увидите, как начнет течь газ, созданный для защиты зоны сварки от воздуха. Затем вы берете горелку и держите ее над сварным швом, не касаясь металла.
Как только вы это сделаете, вы увидите, как начнет течь газ, созданный для защиты зоны сварки от воздуха. Затем вы берете горелку и держите ее над сварным швом, не касаясь металла.
После этого вы хорошо нажмете на педаль, и это зажжет дугу вольфрамового электрода в горелке TIG. Как только вы создадите дугу, вы увидите, что два куска металла начнут плавиться и образуют лужу жидкого металла. Как только вы разработаете свой бассейн, вы будете использовать другую руку и заполнять косяк. Это означает, что погружая проволоку в дугу, вы можете заполнить стык. После этого у вас получится один кусок металла.
Теперь, когда вы понимаете, как работает сварка TIG на низкоуглеродистой стали, мы расскажем о некоторых источниках питания для сварочных аппаратов TIG, которые следует учитывать при сварке TIG низкоуглеродистой стали.
Источники питания для сварки TIG для низкоуглеродистой стали
Когда мы говорим об источниках питания для сварки TIG для низкоуглеродистой стали, мы говорим о тех же вещах, которые вы будете использовать для источников питания для дуговой сварки. Тем не менее, существует значительная разница между источником питания для сварки электродом и источником питания для сварки TIG, и это дополнительные функции, которые вы найдете в аппарате для сварки TIG, которые позволяют вашей горелке правильно выполнять сварку TIG.
Тем не менее, существует значительная разница между источником питания для сварки электродом и источником питания для сварки TIG, и это дополнительные функции, которые вы найдете в аппарате для сварки TIG, которые позволяют вашей горелке правильно выполнять сварку TIG.
Например, вы можете использовать свою обычную горелку для сварки TIG с источником питания для сварки Stick, и вы получите превосходную сварку. Оба источника питания, горелка TIG и источник питания для сварки Stick обеспечивают постоянную силу тока, что вам понадобится при работе со сталью. Они оба помогают поддерживать постоянную скорость усиления, и это регулирует выделяемое тепло. Какое напряжение вам понадобится, будет зависеть от длины вашей дуги.
Теперь, когда мы поговорили об источниках питания, которые вам необходимо знать при сварке TIG низкоуглеродистой стали, мы обсудим некоторые дополнительные функции, которые вы найдете в источниках питания TIG, по сравнению с теми, которые вы найдете в штатные источники питания при сварке низкоуглеродистой стали.
Функция № 1: высокочастотный пуск TIG
Большинство типов источников питания TIG предлагают так называемый «высокочастотный пуск». Наличие высокочастотного пуска в источнике питания TIG — это здорово, потому что вам не нужно физически зажигать дугу с помощью одного из них. Вместо этого, как только вы используете опцию высокочастотного пуска на своей горелке TIG, она создаст дугу через зазор в один дюйм между металлом и горелкой. Горелка делает это, используя быстрый момент высокого напряжения с давлением, чтобы помочь образоваться дуге.
После того, как вы использовали «высокочастотный пуск» для формирования дуги, напряжение начинает падать, и амперы вступают во владение. Наличие этой функции чрезвычайно полезно, потому что она предотвращает загрязнение вольфрама, который вы используете. Таким образом, вы не будете так быстро использовать свой Tungsten. Вы также будете испытывать меньший износ вольфрамового электрода с течением времени. Это означает, что у вас будет достаточно вольфрама для сварки низкоуглеродистой стали.
Функция № 2: Предварительная и заключительная продувка защитным газом TIG
Другие дополнительные функции, которые вы найдете в источниках питания для сварки TIG, включают функции предварительной и последующей подачи. Вы будете использовать функцию предварительной подачи, если хотите дать защитному газу некоторое время для предварительной подачи, чтобы создать экран перед формированием дуги. С другой стороны, функция постпотока помогает поддерживать подачу газа в течение заданного времени после остановки дуги, чтобы сварной шов оставался безопасным до тех пор, пока он не остынет. Поскольку обе эти функции помогают обеспечить безопасность при сварке низкоуглеродистой стали, вы, вероятно, будете их использовать. Чтобы убедиться, что газ правильно подается перед сваркой, очень удобен манометр защитного газа.
В качестве защитных газов сварщики чаще всего используют аргон и гелий. Оба эти газа являются инертными газами Нобелевской премии, то есть мы используем их, потому что они вообще не изменяют характеристики сварного соединения.
Некоторым сварщикам нравится использовать смесь аргона и водорода или комбинацию аргона и азота. Однако при работе с мягкой сталью рекомендуется использовать аргон.
Функция № 3: элементы управления формами сигналов переменного тока
Еще одна функция, которую вы найдете в источнике питания для сварки TIG, — это настройка частоты. Используя эти настройки, вы сможете настроить то, что вы хотите видеть в своей сварочной дуге. Есть несколько методов, которые вы можете использовать для обеспечения бесперебойной работы сварочной дуги. С настройками частоты вы можете использовать частотные диапазоны и другие импульсы электричества для изменения дуги, чтобы получить то, что вы хотите. Хотя об этих настройках важно знать, вы, вероятно, не будете часто использовать их со сталью. Вы, скорее всего, будете использовать его при сварке алюминия или магния.
Теперь, если у вас нет аппарата для сварки TIG, но есть аппарат для сварки электродами, вы можете при желании переоборудовать аппарат для сварки электродов в аппарат для сварки TIG для низкоуглеродистой стали. Чаще всего этим занимаются сварщики. Если вы думаете о преобразовании аппарата для сварки электродом в аппарат для сварки TIG для низкоуглеродистой стали, у нас есть шаги для вас, описанные ниже.
Чаще всего этим занимаются сварщики. Если вы думаете о преобразовании аппарата для сварки электродом в аппарат для сварки TIG для низкоуглеродистой стали, у нас есть шаги для вас, описанные ниже.
Преобразование сварочного аппарата в аппарат для сварки TIG для малоуглеродистой стали
В мире сварки часто встречаются специалисты, использующие аппарат для сварки электродом в среде защитного газа для сварки углеродистых или стальных труб методом TIG. В некоторых случаях специалисты по сварке считают, что при работе со стенками из мягкой стали источники питания для сварки Stick работают лучше, чем источники питания для сварки TIG.
Легко переоборудовать сварочный аппарат Stick для сварки TIG. Все, что вам понадобится, это горелка TIG с воздушным охлаждением и дополнительный баллон аргона. После этого вам нужно будет выполнить следующие шаги:
- Поменяйте полярность на D/C электрод и отрицательную.
- Возьмите горелку TIG с воздушным охлаждением. Затем прикрепите его к электрододержателю.
- Наконец, возьмите шланг подачи газа. Подсоедините этот шланг к регулятору на одном из ваших баллонов с аргоном.
 Затем прикрепите его к электрододержателю.
Затем прикрепите его к электрододержателю.Выполнив эти шаги, вы успешно переоборудовали свой аппарат для ручной сварки в аппарат для сварки TIG.
Теперь, когда вы понимаете, как преобразовать свой сварочный аппарат в аппарат для сварки TIG, мы обсудим типы напряжения и полярность сварки, которые вам необходимо использовать при сварке низкоуглеродистой стали.
Тип сварочного напряжения ВИГ и полярность сварки для низкоуглеродистой стали
Когда дело доходит до сварки ВИГ, вы обнаружите, что те же типы напряжения используются для сварки электродом при работе с низкоуглеродистой сталью. Ваши два типа напряжения включают постоянный ток, постоянный ток и переменный ток или переменный ток. Постоянный ток работает так же, как автомобильный аккумулятор, и может течь только в одном направлении. Этот путь движется от отрицательного к положительному. С другой стороны, переменный ток также доступен, и это очень похоже на ток, который вы найдете в своем собственном доме. A/C может изменить свое текущее направление несколько раз в секунду, когда это необходимо.
С другой стороны, переменный ток также доступен, и это очень похоже на ток, который вы найдете в своем собственном доме. A/C может изменить свое текущее направление несколько раз в секунду, когда это необходимо.
Кроме того, вы также обнаружите, что сварка TIG также использует два типа полярности, очень похожие на сварку стержнем, когда речь идет об использовании постоянного тока. Эти два типа полярности включают постоянный ток или отрицательный электрод постоянного тока, что означает, что электрод или сварочная ручка переключаются на отрицательный в цепи, и электричество идет от горелки TIG к металлу. Положительный электрод постоянного тока или постоянного тока означает, что электрод или сварочная ручка подключены к положительной цепи, поэтому электричество течет от металла к горелке TIG.
Различия в полярности влияют на количество тепла, подаваемого на электрод. С отрицательным электродом D / C вы получите около 66% тепла в свариваемом металле. Это означает, что с помощью этой функции можно создать сварной шов с глубоким проплавлением. С другой стороны, положительный электрод D / C отдает около 66% тепла на электрод. Таким образом вы сможете выполнить неглубокий сварной шов. Таким образом, независимо от того, хотите ли вы сварить глубокую или неглубокую сварку, вы сможете легко использовать эти полярности сварки, чтобы успешно сваривать мягкую сталь.
С другой стороны, положительный электрод D / C отдает около 66% тепла на электрод. Таким образом вы сможете выполнить неглубокий сварной шов. Таким образом, независимо от того, хотите ли вы сварить глубокую или неглубокую сварку, вы сможете легко использовать эти полярности сварки, чтобы успешно сваривать мягкую сталь.
Как работает полярность сварки TIG постоянным током для мягкой стали
Если вы хотите понять, как работает постоянный ток с мягкой сталью, подумайте о том, как движется вода. Если вы возьмете немного воды из холодильника и нальете ее в стакан, стакан, в который попадает вода, почувствует трение. Итак, кувшин с водой в холодильнике можно считать отрицательным концом, отдающим воду, а стакан можно рассматривать как положительную сторону, набирающую воду. Сторона, получающая воду, всегда будет стороной с наибольшим трением.
При сварке вместо того, чтобы сосредотачиваться на том, кто набирает воду, мы сосредотачиваемся на той стороне тепла, которая наиболее сконцентрирована при работе с листовым металлом. Таким образом, мощность постоянного/постоянного тока работает с теплом при сварке так же, как когда вы переливаете воду из кувшина в стакан. Все дело в трении.
Таким образом, мощность постоянного/постоянного тока работает с теплом при сварке так же, как когда вы переливаете воду из кувшина в стакан. Все дело в трении.
Теперь, когда вы понимаете, как работает полярность сварки TIG на постоянном токе для низкоуглеродистой стали, мы рассмотрим типы горелок TIG для низкоуглеродистой стали и перейдем к настройке аппарата для сварки TIG для работы с низкоуглеродистой сталью.
Типы горелок TIG для малоуглеродистой стали
Если вы решили выбрать свою горелку TIG, а не переделывать ее, это не проблема. У вас есть два варианта выбора горелки TIG для низкоуглеродистой стали. Вы можете выбрать либо горелки TIG с воздушным охлаждением, либо горелки TIG с водяным охлаждением. Мы обсудим оба варианта чуть подробнее ниже.
Горелки TIG с воздушным охлаждением для мягкой стали
Если вы делаете покупки с ограниченным бюджетом и хотите что-то доступное и практичное для работы с мягкой сталью, то горелка TIG с воздушным охлаждением может быть вашим лучшим выбором. Однако горелки TIG с воздушным охлаждением имеют свои недостатки. Эти горелки сильно нагреваются, и часть проблемы, которую вы заметите, заключается в том, что тепло, выделяемое дугой, часто теряется. Ручка станет горячей на ощупь после десяти-пятнадцати минут сварки, а это означает, что вам придется время от времени останавливаться и делать перерывы, если вы выберете горелку TIG с воздушным охлаждением для низкоуглеродистой стали.
Однако горелки TIG с воздушным охлаждением имеют свои недостатки. Эти горелки сильно нагреваются, и часть проблемы, которую вы заметите, заключается в том, что тепло, выделяемое дугой, часто теряется. Ручка станет горячей на ощупь после десяти-пятнадцати минут сварки, а это означает, что вам придется время от времени останавливаться и делать перерывы, если вы выберете горелку TIG с воздушным охлаждением для низкоуглеродистой стали.
Однако, если идея горелки TIG с воздушным охлаждением не для вас, не волнуйтесь. У вас есть другой вариант, хотя он, вероятно, будет стоить вам немного дороже. Тем не менее, это может быть лучший из двух вариантов для вас, в зависимости от того, что именно вам нужно.
Горелки TIG с водяным охлаждением для сварки низкоуглеродистой стали
Если первый вариант вам не подходит, вы также можете рассмотреть горелку с водяным охлаждением для сварки низкоуглеродистой стали. Вы получите отличный фонарь, который очень эффективен, если вы пойдете по этому пути. Однако получение этого типа горелки означает, что вам потребуется дополнительное техническое обслуживание, и вам также придется приобрести водяной охладитель горелки TIG вместе с горелкой.
Однако получение этого типа горелки означает, что вам потребуется дополнительное техническое обслуживание, и вам также придется приобрести водяной охладитель горелки TIG вместе с горелкой.
Водяные охладители горелки TIG для низкоуглеродистой стали
Каждый раз, когда вы используете горелку TIG с водяным охлаждением, вам также потребуется водяной охладитель. В этом типе горелки водоохладитель охлаждает горелку TIG. Вы найдете радиатор внутри кулера для воды, как и в автомобиле, который пропускает воду через него, и вентилятор дует в него, чтобы помочь охладить воду.
Если вы можете себе это позволить, мы настоятельно рекомендуем приобрести горелку TIG с водяным охлаждением и водяным охладителем. Со временем вы сэкономите деньги, потому что продукт более эффективен, и вы также сможете сваривать в течение более продолжительных периодов времени без остановки.
Теперь, когда вы понимаете, какие у вас есть варианты горелок TIG, мы рассмотрим настройку сварочного аппарата TIG для сварки низкоуглеродистой стали.
Позвольте мне помочь вам улучшить свои навыки сварки!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Настройка аппарата для сварки ВИГ для низкоуглеродистой стали
При настройке аппарата для сварки ВИГ для низкоуглеродистой стали вы обнаружите две основные настройки. Эти две настройки включают расход газа и силу тока. Скорее всего, вы будете изменять параметры силы тока в зависимости от толщины металла, который вы планируете сваривать. Вы захотите установить силу тока в комфортном диапазоне и посмотреть, как быстро он расплавит металл в вашей сварке. Вы можете отрегулировать его по своему усмотрению, но вы, возможно, захотите сначала поиграть, чтобы выяснить, где вы хотите, чтобы сила тока была, прежде чем вы начнете свой проект сварки мягкой стали.
С другой стороны, вам также необходимо установить расход газа. Время от времени вам нужно будет изменять скорость потока газа в зависимости от размера вашей чашки, условий тяги и того, как вы свариваете. Если у вас большая чашка и вы работаете в ветреную погоду, вы можете использовать расход газа от 5 до 60 кубических футов в час. Когда вы свариваете мягкую сталь и выбираете газ для сварки, вы, скорее всего, всегда будете использовать чистый аргон.
Если у вас большая чашка и вы работаете в ветреную погоду, вы можете использовать расход газа от 5 до 60 кубических футов в час. Когда вы свариваете мягкую сталь и выбираете газ для сварки, вы, скорее всего, всегда будете использовать чистый аргон.
Ниже мы включили список с рекомендациями по настройке вашего аппарата при сварке низкоуглеродистой стали.
- 1/16 Вольфрам означает, что вам потребуется сила тока от 50 до 100 ампер, размеры чашки 4, 5 или 6 и скорость потока газа 5–15 кубических футов в час.
- 3/32 Вольфрам означает, что вам потребуется сила тока от 80 до 130 ампер, размер чашки 6, 7 или 8 и скорость потока газа 8–20 кубических футов в час.
- 1/8 Вольфрам означает, что вам потребуется сила тока от 90 до 250, размеры чашки 6, 7 или 8 и скорость потока газа от 8 до 25 CFH.
Сварка ВИГ низкоуглеродистой стали
При сварке ВИГ низкоуглеродистой стали необходимо использовать электрод постоянного тока с отрицательной полярностью, аргон и вольфрамовый торий. Вам нужно помнить, когда вы свариваете любую сталь, которая вам понадобится для придания вольфраму тонкой формы.
Вам нужно помнить, когда вы свариваете любую сталь, которая вам понадобится для придания вольфраму тонкой формы.
Сварка стали очень похожа на сварку других типов материалов. Тем не менее, людям обычно требуется больше времени, чтобы научиться сваривать сталь, поэтому ожидайте, что у вас будет время для практики, чтобы поэкспериментировать, пока вы учитесь, как это делать. Единственное, что сильно отличается от сварки стали, — это необходимое количество хорошего газового покрытия.
Иногда, когда вы свариваете сталь, вам нужно поместить сварной шов в ванну с аргоном или продуть его присадочным газом. сделай это. Мало того, многим людям требуется больше времени, чтобы научиться сваривать сталь, потому что сталь имеет дурную привычку деформироваться при воздействии слишком большого количества тепла. Когда это произойдет, сварные швы не будут правильно крепиться и держаться, и вы получите деформированный металл.
Теперь, если вы столкнетесь с искривлением при сварке низкоуглеродистой стали, вы можете контролировать это, располагая сварные швы в шахматном порядке и закрепляя область сварки как можно чаще.
Шлифовальный круг для очистки низкоуглеродистой стали
Имейте в виду, что подготовка шва является важной частью сварки ВИГ низкоуглеродистой стали. Прежде чем приступить к сварке, необходимо убедиться, что соединение очень чистое. Если вы сделаете это неправильно, вы заметите, что присадочная проволока не проходит прямо в соединение. Когда вы свариваете стык из мягкой стали, который не является чистым, присадочная проволока не будет полностью прилипать ко всем участкам стыка. Поскольку вы не хотите этого делать, убедитесь, что вы ударили по стыку наждачным диском или напильником, чтобы поддерживать его в чистоте.
Заключительные мысли
Теперь, когда мы рассмотрели почти все, что вам нужно знать о вашей горелке TIG и сварочном аппарате TIG, когда речь идет о сварке низкоуглеродистой стали, мы надеемся, что вы почувствуете себя намного увереннее при выполнении сварных швов. Мы помогли вам понять, как настроить сварочный аппарат TIG для низкоуглеродистой стали, рассказали, как выполняется сварка TIG низкоуглеродистой стали, какие источники питания TIG вам понадобятся, какие варианты горелок TIG можно использовать для сварки низкоуглеродистой стали, как настроить электрод для низкоуглеродистой стали и как настроить сварочный аппарат TIG для низкоуглеродистой стали.
Помните, что когда дело доходит до сварки TIG мягкой стали, практика делает все возможное. Вам нужно будет запастись терпением, пока вы учитесь сварке TIG. Поскольку сварка TIG требует использования двух рук, это более трудоемкий процесс для изучения. Кроме того, для освоения сварки TIG со сталью обычно требуется немного больше времени, усилий и экспериментов. Так что не разочаровывайтесь, если заметите, что обучение сварке TIG требует времени.
Пока вы получаете удовольствие от обучения сварке TIG и делаете это, вам не о чем беспокоиться по мере продвижения. Вы доберетесь туда достаточно скоро. Итак, выходите и экспериментируйте сегодня!
Просто хотите сварить мягкую сталь, но еще не знаете, какой процесс использовать? Ознакомьтесь с моей статьей о сварке мягкой стали методом MIG. Возможно, стоит проверить, чтобы получить полное представление о том, как лучше всего выполнить работу для вашего конкретного проекта.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.