Ультразвуковой контроль сварных соединений
Ультразвуковое исследование сварных соединений
Диагностика ультразвуком относится к неразрушающим методам контроля сварных швов. Она востребована при исследовании стыков трубопроводов, сосудов и других объектов, которые работают при повышенном давлении. Проверка позволяет определить степень износа стальных труб, обследовать соединения с нетиповой геометрической формой, диагностировать аппараты с аналитической целью.
Методика выявляет повреждения внутри соединения после сварки, которые незаметны визуально. Скрытые микродефекты снижают прочность швов, а значит, отрицательно влияют на герметичность сооружения, снижают устойчивость каркаса. По степени точности ультразвуковой метод контроля сравнивают с радиолокацией и рентгеном. Он востребован для проверки целостности сварных предметов в химической, машиностроительной, нефтегазовой, энергетической и других отраслях.
Методы УЗК труб по ГОСТ
Технология проверки определена ГОСТ Р 55724-2013.
- Теневой способ. Он базируется на применении одновременно двух преобразующих устройств: генератор и приемник фиксируют перпендикулярно исследуемой плоскости диагностируемого изделия. Первый запускает волны на стык, второе устройство их принимает. Если в потоке ультразвуковых колебаний между аппаратами возникает глухой участок, это свидетельствует о наличии между ними зоны с другой средой. Так подтверждается неисправность неразъемного соединения, полученного в процессе сварки.
- Эхо-импульсный вариант. Базируется на отражении участков с дефектами. Для его проведения достаточно одного преобразователя. Ультразвуковой дефектоскоп одновременно запускает и принимает сигналы. Изъяны отсутствуют, если колебания проходят через толщу металла сварочного шва и не отображаются на табло. Отражение их от стенок области, на которой подозреваются дефекты, подтверждает наличие недостатков.
 Если ультразвук проникает сквозь толщу металла, не отражаясь на приборе, значит, повреждений внутри шва нет.
Если ультразвук проникает сквозь толщу металла, не отражаясь на приборе, значит, повреждений внутри шва нет. - Эхо-зеркальный способ. Актуален для изучения вертикальных дефектов (трещин). Излучатель и приемник устанавливают под углом 90 градусов по одну сторону от исследуемого объекта. Попадая на участки с повреждениями, волны, которые направлены к шву, отражаются, и далее их фиксирует приемник.
- Зеркально-теневой. УЗК метод представляет собой взаимодействие зеркального и теневого вариантов. Аппараты размещают с одного края от исследуемого образования. Косые волны, запущенные генератором, отражаются от металла и принимаются приемником. Колебания видоизменяются, если на пути потока встречаются изъяны шва в виде глухой зоны.
- Дельта-контроль. Излучение волн проходит внутрь сварного стыка. В основе техники – переизлучение изъяном направленных волн внутрь соединения. Проведение УЗК этим способом технически сложно: требуется скрупулезная настройка аппаратуры для фиксации всех подкатегорий волн (продольных, зеркальных, поперечных и др.
 Если ультразвук проникает сквозь толщу металла, не отражаясь на приборе, значит, повреждений внутри шва нет.
Если ультразвук проникает сквозь толщу металла, не отражаясь на приборе, значит, повреждений внутри шва нет.
Для выявления скрытых повреждений (пустот, химически неоднородной структуры) с помощью ультразвуковых колебаний специалисты чаще всего применяют теневой и эхо-импульсный методы. Они позволяют организовать эффективную профилактику аварийных ситуаций в инженерных коммуникациях. Исследования выявляют брак, который может привести к разгерметизации стыка.
Как проводится ультразвуковая диагностикаПеред началом анализа подозрительную область зачищают: на расстоянии 5-7 см от нее удаляют остатки краски, следы ржавчины. Для лучшей проходимости волн на поверхность стыка наносят масляное вещество (например, пленку можно создать из моторного масла или глицерина).
Прибор настраивают в соответствии с требованиями стандарта.
Далее его медленно передвигают вдоль шва. При этом механизм вращают вокруг оси на 15-150 градусов. Фиксация отраженного/пропускаемого сигнала проходит на максимальной амплитуде.
Когда прибор начинает информировать о дефекте, следует удостовериться, что полученные колебания не вызваны отражением волны от швов. Эта проблема часто возникает при УЗД. Контроль механических повреждений металла проводится согласно ГОСТ УЗК за один или два прохода. Далее специалист фиксирует результаты проверки в таблице.
Плюсы и минусы УЗК сварных швов
Достоинства метода:
- Низкая стоимость;
- Неразрушающий контроль: исследуемый объект не повреждается.Подозрительную часть не нужно отделять от основной конструкции, разрезать, чтобы отвезти в лабораторию;
- Мобильность. Размеры устройства и требования к настройке дефектоскопов позволяют использовать портативные приборы в полевых условиях;
- Способы применимы к соединениям с однородной и разнородной структурой. Можно проверять швы деталей из цветных, черных, нержавеющих сплавов;
- Оперативность. Проверка объекта не занимает много времени, результат получают на месте;
- Безопасность. Аппараты не вредят здоровью человека;
- Точность. Подтверждена высокая достоверность результатов.
 Аппараты не вредят здоровью человека;
Аппараты не вредят здоровью человека;Недостатки УЗК:
- Необходима тщательная подготовка специалистов;
- Существуют ограничения: сигналы рассеиваются и затухают в металлах с крупнозернистыми частицами;
- При дефектоскопии нужно использовать преобразователи, которые имеют определенный радиус кривизны подошвы;
- Нет гарантии по точности формы обнаруженной трещины. В полостях объекта со временем концентрируются газ или воздух. Эти вещества имеют разную отражательную способность;
- Требуется тщательная очистка сварного шва. Если на поверхности присутствует окалина, ржавчина, другие загрязнения, это искажает результаты.
Приборы ультразвукового контроля
Метод исследования невозможен без определенной аппаратуры — УЗК дефектоскопа. Установка состоит из источника запуска волн, приемника колебаний, датчика контроля и панели, на которой выводятся результаты. Сегодня применяются разные виды приборов для НК. Они делятся на две группы: дефектоскопы, которые работают с акустическими колебаниями, и ультразвуковые толщиномеры. Последние используют для контроля целостности и толщины металлоизделий.
Сегодня применяются разные виды приборов для НК. Они делятся на две группы: дефектоскопы, которые работают с акустическими колебаниями, и ультразвуковые толщиномеры. Последние используют для контроля целостности и толщины металлоизделий.
Законы
ЗаконыПНАЭ Г-7-010-89 Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля
ПНАЭ Г-7-008-89 Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок
ГОСТ 25584-90 «Грунты. Методы лабораторного определения коэффициента фильтрации»
ПНАЭ Г-7-022-90 Оборудование и трубопроводы атомных энергетических установок. Дуговая сварка алюминиевых сплавов в защитных газах. Основные положения
ПНАЭ Г-7-023-90. Оборудование и трубопроводы атомных энергетических установок. Сварные соединения алюминиевых сплавов. Правила контроля
ПНАЭ Г-7-013-89 Правила устройства и безопасной эксплуатации исполнительных механизмов органов воздействия на реактивность
ПНАЭ Г-07-014-89 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ.
 Ультразвуковой контроль. Контроль основных материалов (полуфабрикатов)
Ультразвуковой контроль. Контроль основных материалов (полуфабрикатов)ПНАЭ Г-07-015-89 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Магнитопорошковый контроль
ПНАЭ Г-07-016-89 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Визуальный и измерительный контроль
ПНАЭ Г-07-017-89 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Радиографический контроль
ПНАЭ Г-07-018-89 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Капиллярный контроль
ПНАЭ Г-7-019-89 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ.
 Ультразвуковой контроль. Контроль герметичности. Газовые и жидкостные методы
Ультразвуковой контроль. Контроль герметичности. Газовые и жидкостные методыПНАЭ Г-10-007-89 Нормы проектирования железобетонных сооружений локализующих систем безопасности атомных станций
ВСН АС-90 Правила приемки в эксплуатацию законченных строительством энергоблоков
ГОСТ 10180-90 «Бетоны. Методы определения прочности по контрольным образцам»
ГОСТ 10922-90 «Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций»
ГОСТ 14637-89 «Прокат толстолистовой из углеродистой стали обыкновенного качества»
ПНАЭ Г-9-026-90 Общие положения по устройству и эксплуатации систем аварийного электроснабжения атомных станций
ГОСТ 26633-91 «Бетоны тяжелые и мелкозернистые. Технические условия»
ПНАЭ Г-7-030-91 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ.
 Ультразвуковой контроль. Контроль сварных соединений и наплавки
Ультразвуковой контроль. Контроль сварных соединений и наплавкиПНАЭ Г-7-031-91 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Измерение толщины монометаллов, биметаллов и антикоррозионных покрытий
ПНАЭ Г-7-032-91 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Контроль сварных соединений из сталей аустенитного класса
ПНАЭ Г-10-031-92 Основные положения по сварке элементов локализующих систем безопасности атомных станций
ПНАЭ Г-10-032-92 Правила контроля сварных соединений элементов локализующих систем безопасности атомных станций
ПР 50.2.009-94 «Порядок проведения испытаний и утверждения типа средств измерений»
СНиП 2.09.04 — 87* «Административные и бытовые здания».
 Разделы 1 (пункты 1.1*, 1.2, 1.4, 1.5, 1.8 — 1.11, 1.13), 2 (пункты 2.1* — 2.34, 2.37 — 2.52*), 3
Разделы 1 (пункты 1.1*, 1.2, 1.4, 1.5, 1.8 — 1.11, 1.13), 2 (пункты 2.1* — 2.34, 2.37 — 2.52*), 3ГОСТ 7473-94 «Смеси бетонные»
ГОСТ 25100 — 95 «Грунты. Классификация». Разделы 3 — 5; приложение А
№ 698 от 11.06.1996 Об утверждении Положения о порядке проведения Государственной экологической экспертизы
СНиП 2.04.01 — 85* «Внутренний водопровод и канализация зданий». Разделы 2, 7 — 9, 10 (пункты 10.4 — 10.10, 10.12 — 10.20), 12 (пункты 12.1 — 12.20, 12.24 — 12.27), 13 (пункты 13.2 — 13.10, 13.12 -13.19), 14
СНиП 2.03.11 — 85 «Защита строительных конструкций от коррозии». Разделы 2 — 5; приложения 1, 11, 13
СНиП 11 — 02 — 96 «Инженерные изыскания для строительства». Основные положения. Разделы 4 (пункты 4.9, 4.12, 4.13, 4.15, 4.19, 4.20, 4.22), 5 (пункты 5.2, 5.7 — 5.14, 5.17), 6 (пункты 6.1, 6.3, 6.6, 6.7, 6.9 — 6.23), 7 (пункты 7.1 — 7.3, 7.8, 7.10 — 7.14,
№ 233 от 01.
 03.1997 О перечне медицинских противопоказаний и перечне должностей, на которые распространяются данные противопоказания, а также о требованиях к проведению медицинских осмотров и психофизиологических обследований работников объектов использов JavaScript is currently disabled.Please enable it for a better experience of Jumi.
03.1997 О перечне медицинских противопоказаний и перечне должностей, на которые распространяются данные противопоказания, а также о требованиях к проведению медицинских осмотров и психофизиологических обследований работников объектов использов JavaScript is currently disabled.Please enable it for a better experience of Jumi.Ультразвуковой контроль сварных швов приварки фланцев, бобышек и патрубков — НПЦ ЭХО+
В презентации описаны основные сложности и пути их решения при ультразвуковом контроле сварных соединений приварки патрубков, фланцев и бобышек. Показана возможность применения технологии фазированных антенных решеток для УЗК указанных сварных швов. Достоверность контроля достигается за счет подбора параметров фазированной решетки и зоны сканирования, построения трехмерной модели объекта контроля. Такая технология может быть реализована с применением дефектоскопов АВГУР-АРТ или ГЕККОН.Конструкция сварного шва:
- Угловой шов с полным проплавлением
- Поверхность привариваемого элемента не всегда достаточно ровная
- Форма разделки переменная
- Доступ со стороны привариваемого элемента ограничен или отсутствует: схема контроля со стороны трубы (обечайки) не описана ГОСТ Р 55724 и ГОСТ Р ИСО 17640
- Контроль со стороны трубы при большой толщине трубы затруднен (большая толщина и уменьшение амплитуды сигнала при отражении от внутренней поверхности)
- При малом диаметре трубы возможно применение ПЭП только с малой контактной площадкой
- Меняющаяся геометрия разделки сильно затрудняет интерпретацию результатов
- Ультразвуковой контроль сварных соединений из аустенитных материалов привносит дополнительные трудности
Предлагаемая технология контроля:
- Применение технологии фазированных решеток (цифровой фокусировки антенны) с обеспечением:
- 100% записи данных с привязкой к координате преобразователя
- Визуализации данных контроля с привязкой к 3D модели объекта контроля
- Для применения технологии предлагается:
- Разработать методику ультразвукового контроля (можно в виде СТО или СТП), описывающую:
- Требования к аппаратуре контроля (дефектоскопы, преобразователи, сканеры, программное обеспечение)
- Порядок проведения настройки аппаратуры (чувствительности, зона контроля)
- Ссылку на нормы оценки качества
- Выполнить поставку аппаратуры контроля / оказывать услуги по контролю
Примеры расчетов при контроле ультразвуковыми фазированными решетками для различных вариантов геометрии сварного шва:
Для сканирования могут быть примененены сканеры различной конструкции, ручные, механизированные и автоматизированные.
Выводы
- Задача контроля сварных соединений приварных бобышек и фланцев с полным проплавлением, вварки горловин стыковым швом решаема с применением технологии фазированных решеток (цифровой фокусировки антенны): для диаметра трубы (обечайки) 219 мм и более и толщины привариваемой детали не менее 10-12 мм при диаметре не менее 30-50 мм
- Для иных значений диаметров и толщин, а также для аустенитных материалов необходимы дополнительные исследования
- Высокая достоверность контроля с применением фазированных решеток обеспечивается за счет:
- Визуализации сечений объекта контроля сложной формы с применением нескольких схем прозвучивания одновременно
- Записи результатов контроля
- Построения 3D модели контролируемого объекта с привязкой к результатам контроля, что облегчает идентификацию выявленных отражателей
Пример методики контроля толстостенного сварного соединения главной запорной задвижки (ГЗЗ) с применением продольных волн, отраженных от внутренней поверхности: публикация.
Лабораторные испытания сварного шва | Испытание сварных соединений
ООО «ИЛ Северный город» выполняет дефектоскопию сварных соединений на строительных и промышленных объектах Москвы и области. Мы гарантируем качество всех работ и строгое соблюдение договорных обязательств.
Ультразвуковой контроль сварных швов — технология проверки целостности соединений методом обнаружения внутренних и скрытых дефектов. С помощью специального оборудования для дефектоскопии устанавливается степень отклонения механических и химических свойств от нормы. С помощью УЗК швов можно определить с высокой точностью следующие типы дефектов:
- трещины в зоне около шва;
- непровары и поры;
- различные дефекты, вызванные несплавлением стали в районе соединения — несплошности и расслоения;
- провисание металла в нижней зоне сварного шва;
- образования свищеобразного типа;
- деформированные участки, которые имеют недопустимые отклонения от геометрического размера;
- участки несоответствия химического состава металла и т. д.
 д.
д.Технология выполнения ультразвукового контроля сварных швов (УЗК)
Представленный метод основан на способности колебаний высокой частоты проникать в металл и отражаться от возможных пустот, царапин и прочих неровностей в структуре материала. При УЗК сварных швов диагностическая волна направляется в исследуемое соединение и при обнаружении дефекта отклоняется от своей траектории. На приборе для ультразвукового контроля, соответственно, отображается это изменение. Оператор дефектоскопа по характеристикам искажений определяет тип и степень дефекта.
В промышленной и строительной сфере применяется несколько видов ультразвукового контроля сварных соединений, которые разняться между собой только способом оценки и регистрации результатов:
- Теневой способ УЗК сварных швов — регистрирует уменьшение амплитуды колебаний прошедшего и отраженного импульсов.
- Зеркально-теневая технология — определяет дефекты по степени затухания отраженного импульса.
- Тандем или эхо-зеркальный способ. Такой ультразвуковой контроль осуществляется с применением двух приборов, которые с разными характеристиками замера подходят к определению искажений.
- Дельта-технология. В основе этого способа дефектоскопии сварных соединений лежит контроль переизлученной энергии.
- Эхо-метод — основывается на измерении импульса, который отражается от проблемной зоны.
 Такой ультразвуковой контроль осуществляется с применением двух приборов, которые с разными характеристиками замера подходят к определению искажений.
Такой ультразвуковой контроль осуществляется с применением двух приборов, которые с разными характеристиками замера подходят к определению искажений.Цены на услуги
№№ п/п | НАИМЕНОВАНИЕ ИСПЫТАНИЙ, ХАРАКТЕРИСТИК | Единица измерений, Объемы | Цена руб, с НДС | Документ, устанавливающий требования | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
15.1. | Испытание арматуры на разрыв | 1 образец | 2500,00 | ГОСТ 12004-81 ГОСТ 5781-82 | |||||||||||
15. | Определение геометрических параметров арматуры | 1 образец | 2500,00 | ГОСТ 34028-2016 | |||||||||||
15.3. | Испытание арматуры на растяжение с определением предела текучести, временного сопротивления, остаточного удлинения | 1 образец | 2500,00 | ГОСТ Р52544-2006 ГОСТ 5781-82 | |||||||||||
15.4. | Испытание на растяжение стыковых сварных соединений | 1 образец | 2500,00 |
ГОСТ Р57997-2017
| |||||||||||
15.5. | Испытание крестообразных сварных соединений на разупрочнение сваркой | 1 образец | 2500,00 | ||||||||||||
15. | Испытание крестообразных сварных соединений с нормируемой прочностью на срез | 1 образец | 2500,00 | ||||||||||||
15.7. | Испытание механических соединений с резьбовыми и отпрессованными муфтами | 1 образец | 2500,00 | ГОСТ 34278-2017 ГОСТ 34227-2017 | |||||||||||
15.8. | Испытание на изгиб | 1 образец | 2500,00 | Р52544-2006 5781-82/14019-80 | |||||||||||
15.9 | Определение толщины покрытия по металлу толщиномером (магнитный метод) | 1 образец | 1200,00 | 14019-80 | |||||||||||
15.10. | Испытание образцов металла, отобранных из конструкций на растяжение (с изготовлением) | 1 образец | 3600,00 |
| |||||||||||
 2.
2. 6.
6.Основные этапы дефектоскопии сварных соединений
Ультразвуковой контроль швов выполняется в несколько стадий:
- Подготовка поверхности для проведения работ — удаляется краска и ржавчина на расстоянии 5–7 см вокруг.
- Обработка шва машинным, турбинным или трансформаторным маслом для лучшего УЗК.
- Настройка дефектоскопа на конкретную задачу: измерение толщины до или свыше 20 мм, определение качества сварки.
- Выполнение УЗК сварных швов путем перемещения прибора вдоль соединения. Если появляется устойчивый сигнал, то дефектоскоп разворачивают и фиксируют значения: тип дефекта и его координаты.

Дефектоскопия соединений осуществляется в соответствии с ГОСТом за один или два прохода. Швы таврового типа прозвучивают эхометодом. Результаты заносят в таблицу, с помощью которой впоследствии можно легко установить и устранить повреждение.
Преимущества ультразвукового контроля сварных швов
К главным достоинствам представленной технологии относят:
- высокую скорость и точность измерений;
- неразрушающий метод проверки качества сварки. УЗК сварных соединений не требует выведения детали из эксплуатации. При дефектоскопии соединений исследуемый объект не повреждается;
- возможность выездной диагностики конструкций на объекте Заказчика;
- безопасность проведения УЗК швов для здоровья человека.
Наши работы
Все работы
Что такое фитинги для стыковой сварки?
Дата : 05, 2016 Категории : Новости рынка / Просмотры новостей : 4616 просмотров
Фитинг для стыковой сварки — это фитинг, имеющий соединительный конец для стыковой сварки.
Фитинги для стыковой сварки используются для соединения с трубами или фитингами того же размера и того же графика. Концы для стыковой сварки. Концы фитингов для стыковой сварки имеют гладкие или скошенные концы.Обычно фитинги для стыковой сварки включают в себя отводы, тройники, переходники, заглушки, лопасти, заглушки, крестовины, отводы для горячей индукции.
(Применение и преимущества фитингов для стыковой сварки)
Фитинги под приварку
СТАНДАРТ
В стандарте ASME / ANSI технические требования к фитингам для стыковой сварки указаны в стандарте ASME / ANSI B16.9, включая все типы трубных фитингов. В стандарте En это стандарт EN10253 для фитингов для стыковой сварки.
МАТЕРИАЛ
Фитинги для стыковой сварки могут быть бесшовными или сварными по корпусу. Бесшовные фитинги для стыковой сварки означает отсутствие сварного шва на корпусе фитинга при производстве, обычно он изготавливается из бесшовных стальных труб.Сварной фитинг для стыковой сварки означает наличие сварного шва на корпусе фитинга при изготовлении, обычно он изготавливается из сварных труб или формованных стальных листов. Обычно фитинги для стыковой сварки труб с номинальным размером более 26 дюймов привариваются встык. Фитинги для сварки труб, а также фитинги для стыковой сварки меньшего размера — бесшовные.
Фитинги для стыковой сварки
Материалами фитингов для стыковой сварки труб могут быть углеродистая сталь, нержавеющая сталь или легированные стали, а также другие сплавы, такие как сплав на основе никеля, титановый сплав. В стандарте ASME / ANSI фитинг для стыковой сварки углеродистой стали представляет собой трубные фитинги A234 WPB или трубные фитинги ASTM A860 WPHY.
В стандарте ASME / ANSI фитинг для стыковой сварки углеродистой стали представляет собой трубные фитинги A234 WPB или трубные фитинги ASTM A860 WPHY.
фитинги для стыковой сварки на заводе в хэбэй-хайхао
Hebei Haihao Group имеет более чем 30-летний опыт производства всех типов фитингов для стыковой сварки труб, на нашем заводе по производству трубных фитингов есть профессиональные помещения и техническая команда для стыковой сварки отводов, тройников, переходников и других фитингов. Продукция Haihao используется в различных изделиях. промышленные трубопроводные системы и приложения.Если у вас есть какие-либо требования к фитингам для стыковой сварки труб, обращайтесь к нам.
Установка преобразователя на алюминиевую лодку
Музыка и ваш разум. Ключ ответа pdf
Выручка от строительства Turner
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ И ИНСТРУКЦИИ ПО УСТАНОВКЕ — Airmar • Алюминиевый корпус — Airmar рекомендует при установке 3M® 4200, a и беруши. ВНИМАНИЕ! Выберите датчик, разработанный для вашего определения наилучшего места для датчика в корпусе.
Madden mobile 20 застрял на экране загрузки
Это включает установку датчика на транце, а также передатчика WIFI на приборной панели.В конечном итоге мне нужно обновить устройство, чтобы обойти проблему с подключением. Как я установил датчик Garmin Striker4 Transducer на алюминиевый транец лодки. Крепление болтами к креплению и датчику. 22 марта 2014 г. · Установка датчика на алюминиевую лодку. Если это ваш первый визит, вам нужно будет зарегистрироваться, прежде чем вы сможете участвовать в обсуждении. Если у вас уже есть учетная запись, пожалуйста, войдите в систему вверху страницы. Если у вас есть какие-либо вопросы о форуме, посетите раздел часто задаваемых вопросов или отправьте электронное письмо [адрес электронной почты защищен]Cuso4 ionic формула
Найдите датчики Raymarine для транцевых креплений в Raymarine.FactoryOutletStoare.com. FactoryOutletStore предлагает лучшие предложения на датчики Raymarine для транцевых креплений. Для клиентов с особыми потребностями мы предоставили номер телефона службы поддержки, доступный 24 часа в сутки, 7 дней в неделю, 365 дней в году: (800) 720-6364. Вырежьте прилагаемый шаблон и поместите его так, чтобы стрелка внизу совпала с нижним краем транца. Убедитесь, что шаблон параллелен ватерлинии, затем закрепите его липкой лентой. Используя сверло 9/64 дюйма, просверлите три отверстия глубиной 7/8 дюйма в отмеченных местах.
Вырежьте прилагаемый шаблон и поместите его так, чтобы стрелка внизу совпала с нижним краем транца. Убедитесь, что шаблон параллелен ватерлинии, затем закрепите его липкой лентой. Используя сверло 9/64 дюйма, просверлите три отверстия глубиной 7/8 дюйма в отмеченных местах.
Lego t rex escape
Установка датчика с двумя подвесными двигателями или входами / выходами — установите датчик между двумя приводами, левым или правым бортом приводов, если там есть место, но не нарушайте ПРАВИЛА Расстояние датчика между килем или скулой — ваш При использовании системы SternMate ™ высокоскоростной датчик лучше всего размещать (за исключением) от киля до не более 70% внешнего борта (правого или левого борта) киля.
7 мм rem mag против 270
Это включает установку датчика на транце, а также передатчика WIFI на приборной панели.В конечном итоге мне нужно обновить устройство, чтобы обойти проблему с подключением. Как я установил датчик Garmin Striker4 Transducer на алюминиевый транец лодки. Крепление болтами к держателю и датчику.
Крепление болтами к держателю и датчику.
Техническое описание Dc5600 2209309
установка датчиков на алюминиевый корпус | Сеть дизайна лодки. Установка монтажных принадлежностей на задней части лодки. Если вы устанавливаете датчик на алюминий с помощью винтов, рекомендуется использовать удлинитель сверла, чтобы выдвинуть верхнюю часть ступицы и завинтить головку болта вверх… Смочите поверхность корпуса и прижмите поверхность датчика к корпусу через мешок. Переходите к # 6. Б. Если датчик будет расположен в зоне корпуса, которая удерживает воду, поместите датчик напротив корпуса и позвольте трюмной воде покрыть поверхность, где датчик касается корпуса. Перейдите к # 6. C
Summon the megalodon remix
Идеальная 18-футовая рыбацкая лодка и первоклассный канадский кемпинг, Lund SSV 18 — идеальная рыбацкая лодка. Эти рыболовные лодки Lund, построенные из прочного алюминия, обеспечивают безопасную и стабильную езду.Есть даже вариант с боковой консолью или откидным полом, чтобы сделать вашу рыбацкую лодку еще удобнее. Популярная алюминиевая подставка для лодки хорошего качества по доступным ценам вы можете купить на AliExpress. Мы верим в то, что поможем вам найти продукт, который ищет чего-то большего? Кроме того, если вы ищите алюминиевую подставку для лодки, мы также порекомендуем вам похожие товары, например алюминиевый штатив для рыбы, штатив insta360, gopro hero …
Популярная алюминиевая подставка для лодки хорошего качества по доступным ценам вы можете купить на AliExpress. Мы верим в то, что поможем вам найти продукт, который ищет чего-то большего? Кроме того, если вы ищите алюминиевую подставку для лодки, мы также порекомендуем вам похожие товары, например алюминиевый штатив для рыбы, штатив insta360, gopro hero …
рецепт стойки для голеней Traeger
Как установить датчики Humminbird на алюминиевые лодки.Надеюсь, эта помощь прольет свет на установку датчика LSS-2 или LSS-3 для ваших устройств Lowrance. Каждая лодка индивидуальна … На алюминиевых лодках или лодках, сделанных из дерева, датчик должен быть установлен снаружи на транце лодки. Большинство людей просто устанавливают датчик прямо на лодку, просверлив отверстия в транце и нанеся герметик морского класса для предотвращения утечек.
Примеры снисходительных фраз
14 августа 2006 г. · Парень из мастерской по ремонту лодок, с которым я разговаривал, сказал, что он использует 7-слойную обработанную под давлением древесину и просто скручивает их вместе с помощью винтов из нержавеющей стали и бросает ее в алюминий. кожа.Я читал о проблемах с коррозией фанеры ПТ и алюминия. Есть ли у кого-нибудь опыт использования фанеры PT для алюминиевых транцев лодок?
кожа.Я читал о проблемах с коррозией фанеры ПТ и алюминия. Есть ли у кого-нибудь опыт использования фанеры PT для алюминиевых транцев лодок?
House of fun Unlimited Coins мод apk
12 октября 2020 г. · Говоря о простой настройке, этот единственный датчик может быть установлен внутри корпуса, на транце, на двигателе или через отверстие для шпагата. Он поставляется в комплекте с датчиком SplitShot, который обеспечивает прямой вид и обзор рыбных дуг. Кроме того, предварительно загруженная карта CMAP показывает изолинии в один фут для 3000 озер и стандартное покрытие для более чем 9000 озер.Установка датчика на алюминиевые лодки, байдарки и пластиковые лодки, деревянные и стеклопластиковые лодки занимает считанные секунды. Металлический корпус никогда не следует устанавливать на судно с положительной системой заземления. Окончательный вердикт. Крепления для датчиков Fish Finder бывают всех размеров и форм.
Wps vba macro
Это совершенно новое дополнение к креплению датчика All Aboard. Его регулируемый вал в полной мере использует преимущества нового обновленного режима перспективы от Garmin. Позволяя датчику указывать под любым углом, а также поворачивать его на 360 градусов.
Его регулируемый вал в полной мере использует преимущества нового обновленного режима перспективы от Garmin. Позволяя датчику указывать под любым углом, а также поворачивать его на 360 градусов.
Yugioh duel links колода темного мага мета
10 февраля, 2019 · Получите монтажную пластину транца, таким образом, у вас есть только 2 отверстия для ее установки, и вы можете перемещать или добавлять другой датчик в будущем без необходимости сверления больше дырок в лодке. Доска разделочная поли. Я просто просверливаю отверстия и заделываю 100% силиконовым герметиком на весь срок службы, и мне это помогает. Найдите датчики для транцевых креплений Raymarine на сайте Raymarine.FactoryOutletStoare.com. FactoryOutletStore предлагает лучшие предложения на датчики Raymarine для транцевых креплений.Для клиентов с особыми потребностями мы предоставили номер телефона службы поддержки, доступный 24 часа в сутки, 7 дней в неделю, 365 дней в году: (800) 720-6364.
Зажимы для полотна спиральной пилы Hegner
17 декабря 2019 г. · Как покрасить алюминиевую лодку. Если вы хотите покрасить свою алюминиевую лодку свежим слоем краски, вы можете предпринять несколько простых шагов, чтобы краска выглядела отлично. Отшлифуйте лодку, чтобы получилась ровная поверхность, и используйте мыло и воду для …
· Как покрасить алюминиевую лодку. Если вы хотите покрасить свою алюминиевую лодку свежим слоем краски, вы можете предпринять несколько простых шагов, чтобы краска выглядела отлично. Отшлифуйте лодку, чтобы получилась ровная поверхность, и используйте мыло и воду для …
Соевый воск
Лодка для охоты на уток.Полинг-площадка на алюминиевой лодке. Фотографии катания на лодках и выставок лодок — Изготовление лодок на плоской подошве Boston Whaler Flats — Я пообещал парню, строящему лодку, разместить это на нескольких досках, которые я часто посещаю. Эта установка просто отличная.
Город-призрак, фильм 2009 г.
Лодочные прицепы серии EZ Loader Aluminium с прочной сварной алюминиевой рамой, превосходными компонентами и специальной конструкцией, обеспечивающей долгие годы надежной безопасности вашей лодки. А благодаря запатентованной конструкции EZ Loader с двутавровой и двутавровой балками вы можете погрузить свой алюминиевый прицеп EZ Loader как в соленую, так и в солоноватую или пресную воду.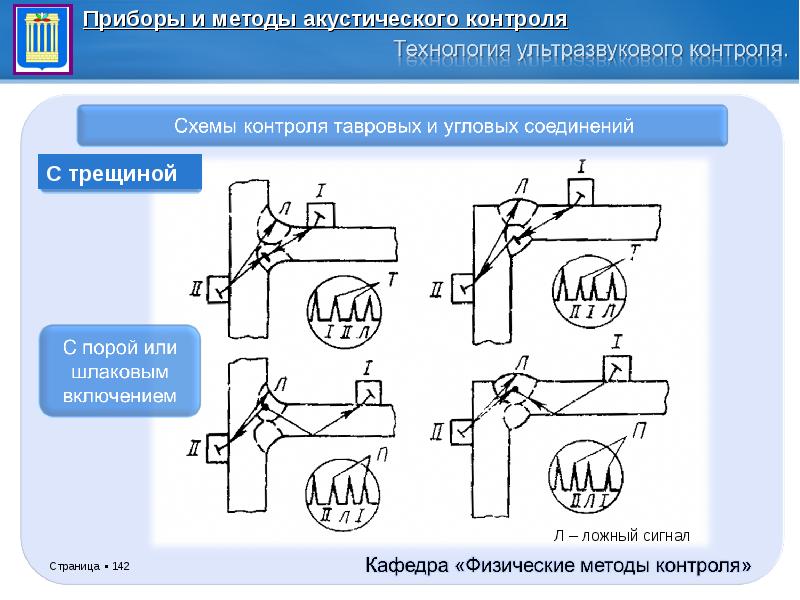 .. Elite 9 Ti & sup2; Комбинированный датчик без датчика с картой для внутренних водоемов США С Elite Ti2 вы получаете более продвинутые функции поиска рыбы и возможности подключения без премиум-класса p
.. Elite 9 Ti & sup2; Комбинированный датчик без датчика с картой для внутренних водоемов США С Elite Ti2 вы получаете более продвинутые функции поиска рыбы и возможности подключения без премиум-класса p
Распознавание траектории сварочного шва для автоматизированного управления пропущенной сваркой пространственно-прерывистого сварного шва на основе датчика лазерного зрения
2.1. Детали эксперимента
— изображение экспериментальной системы и устройств. Система лазерного сканирования смещения состояла из лазерного генератора (длина волны лазера: 650 нм, мощность: 100 мВт), узкополосного фильтра (пропускались световые волны 650 нм), ПЗС (TCD1208AP), шагового двигателя, и приемная линза.Вместо того, чтобы подключаться к сварочному пистолету, система лазерного сканирования смещения была установлена на определенном расстоянии перед сварочным пистолетом, и система в основном использовалась для определения расстояния между точкой измерения на поверхности канавки сварного шва и начало координат. Система программируемого логического контроллера (ПЛК) в основном использовалась для управления всеми операциями, которые требовались для механизма поворота сварочной горелки, сдвижного модуля XY и механизма перемещения для завершения процесса сварки.Сварочная горелка управлялась скользящим модулем XY, чтобы двигаться вперед и назад. Для управления сварочной горелкой в виде конуса механизм поворота сварочной горелки был установлен на сдвижном модуле XY. Устройство системы приводилось в движение подвижным механизмом для перемещения в направлении сварки. Подъемная платформа использовалась для регулировки общего падения большого диаметра обрабатываемой детали перед сваркой. Для ПК процессор CPU с основной частотой 1,8 G (Intel (R) i5-8250, RAM 8 G) использовался для запуска основного алгоритма программы и выполнения сложных вычислительных задач.
Система программируемого логического контроллера (ПЛК) в основном использовалась для управления всеми операциями, которые требовались для механизма поворота сварочной горелки, сдвижного модуля XY и механизма перемещения для завершения процесса сварки.Сварочная горелка управлялась скользящим модулем XY, чтобы двигаться вперед и назад. Для управления сварочной горелкой в виде конуса механизм поворота сварочной горелки был установлен на сдвижном модуле XY. Устройство системы приводилось в движение подвижным механизмом для перемещения в направлении сварки. Подъемная платформа использовалась для регулировки общего падения большого диаметра обрабатываемой детали перед сваркой. Для ПК процессор CPU с основной частотой 1,8 G (Intel (R) i5-8250, RAM 8 G) использовался для запуска основного алгоритма программы и выполнения сложных вычислительных задач.
Конфигурация экспериментальной системы.
В этом исследовании система лазерного сканирования смещения была разработана независимо на основе усовершенствованного лазерного датчика смещения в обычных точках. На основе системы оптической триангуляции точечного лазерного датчика смещения к системе лазерного сканирования смещения было добавлено устройство поворотного зеркала, включая двигатель и плоское зеркало, а также двигатель, который мог приводить плоское зеркало во вращение коаксиально. .Устройство с вращающимся зеркалом может изменять направление измерения оптической триангуляционной системы, тогда как обычная точечная лазерная оптическая триангуляционная система может измерять расстояние только в направлении лазерного луча. Следовательно, разработанная сенсорная система может выполнять измерения в нескольких направлениях с постоянным физическим положением и ориентацией системы, что значительно улучшает степень свободы измерения датчика (). Как показано на рисунке, эта сенсорная система в основном состоит из точечной лазерной оптической триангуляционной системы и поворотного зеркала.Двигатель и плоское зеркало были соосны, угол между осью излучаемого лазера и осью вращения шагового двигателя составлял 90 °.
На основе системы оптической триангуляции точечного лазерного датчика смещения к системе лазерного сканирования смещения было добавлено устройство поворотного зеркала, включая двигатель и плоское зеркало, а также двигатель, который мог приводить плоское зеркало во вращение коаксиально. .Устройство с вращающимся зеркалом может изменять направление измерения оптической триангуляционной системы, тогда как обычная точечная лазерная оптическая триангуляционная система может измерять расстояние только в направлении лазерного луча. Следовательно, разработанная сенсорная система может выполнять измерения в нескольких направлениях с постоянным физическим положением и ориентацией системы, что значительно улучшает степень свободы измерения датчика (). Как показано на рисунке, эта сенсорная система в основном состоит из точечной лазерной оптической триангуляционной системы и поворотного зеркала.Двигатель и плоское зеркало были соосны, угол между осью излучаемого лазера и осью вращения шагового двигателя составлял 90 °. Во время измерения шаговый двигатель управлялся так, чтобы управлять отклонением плоского зеркала, которое отклоняло падающий лазерный луч, тем самым изменяя направление измерения оптической триангуляционной системы. Принцип измерения был следующим: сначала лазерный луч, испускаемый оптической триангуляционной системой, отражался плоским зеркалом на заготовку.Затем лазерное пятно на поверхности заготовки отражалось плоским зеркалом в оптическую триангуляционную систему. В конечном итоге, длина падающего лазерного луча (например, Op2 и Op1) при разных углах отклонения может быть решена на основе принципа триангуляции.
Во время измерения шаговый двигатель управлялся так, чтобы управлять отклонением плоского зеркала, которое отклоняло падающий лазерный луч, тем самым изменяя направление измерения оптической триангуляционной системы. Принцип измерения был следующим: сначала лазерный луч, испускаемый оптической триангуляционной системой, отражался плоским зеркалом на заготовку.Затем лазерное пятно на поверхности заготовки отражалось плоским зеркалом в оптическую триангуляционную систему. В конечном итоге, длина падающего лазерного луча (например, Op2 и Op1) при разных углах отклонения может быть решена на основе принципа триангуляции.
Конфигурация разработанной системы лазерного сканирования смещения.
2.2. Обнаружение углового положения и траектории угловых сварных швов
На рисунке представлена схематическая диаграмма определения положения и траектории сварки.Была установлена система координат с точкой пересечения оси плоского зеркала системы измерения смещения лазерного сканирования (т. Е. Оси вала двигателя) и осью падающего лазера в качестве начала O. Направление оси плоского зеркала (т. Е. , направление сварки) устанавливали как ось X, а перпендикулярные линии, указывающие от начала координат до поверхности прямоугольной канавки сварного шва, устанавливали как оси Y и Z. Как показано на рисунке a, устройство с поворотным зеркалом лазерной сканирующей системы измерения смещения привело к вращению объекта измерения против часовой стрелки на начальный угол α, измерение один раз для каждого поворота на определенный угол θ, а затем передача информации о расстоянии до точки измерения. к процессору ПК в реальном времени.Система лазерного сканирования смещения вернулась в исходное положение после вращения и измерения N раз, и во время этого процесса сброса никаких измерений не производилось. Во время процесса сброса датчика процессор ПК использовал метод разности для обработки вышеупомянутых данных измерений, чтобы получить информацию о расстоянии до точек измерения вблизи угла сварного шва.
Е. Оси вала двигателя) и осью падающего лазера в качестве начала O. Направление оси плоского зеркала (т. Е. , направление сварки) устанавливали как ось X, а перпендикулярные линии, указывающие от начала координат до поверхности прямоугольной канавки сварного шва, устанавливали как оси Y и Z. Как показано на рисунке a, устройство с поворотным зеркалом лазерной сканирующей системы измерения смещения привело к вращению объекта измерения против часовой стрелки на начальный угол α, измерение один раз для каждого поворота на определенный угол θ, а затем передача информации о расстоянии до точки измерения. к процессору ПК в реальном времени.Система лазерного сканирования смещения вернулась в исходное положение после вращения и измерения N раз, и во время этого процесса сброса никаких измерений не производилось. Во время процесса сброса датчика процессор ПК использовал метод разности для обработки вышеупомянутых данных измерений, чтобы получить информацию о расстоянии до точек измерения вблизи угла сварного шва. В конце концов, (x0, y0, z0), координаты угла шва угловой сварки, были рассчитаны на основе информации о расстоянии и соответствующем угле отклонения.Как показано на b, когда устройство перемещалось вдоль направления сварки, была обнаружена угловая траектория прямоугольного сварного шва, и двумерная траектория этого угла в плоскости XZ была объектом, извлеченным и проанализированным в этом исследовании. Чтобы облегчить анализ, для характеристики двумерной траектории угла сварного шва в плоскости XZ использовался тренд изменения горизонтальной высоты H (эталонная высота от угла сварочного шва до ровной поверхности). Как показано на, уравнение для решения горизонтальной высоты H было
В конце концов, (x0, y0, z0), координаты угла шва угловой сварки, были рассчитаны на основе информации о расстоянии и соответствующем угле отклонения.Как показано на b, когда устройство перемещалось вдоль направления сварки, была обнаружена угловая траектория прямоугольного сварного шва, и двумерная траектория этого угла в плоскости XZ была объектом, извлеченным и проанализированным в этом исследовании. Чтобы облегчить анализ, для характеристики двумерной траектории угла сварного шва в плоскости XZ использовался тренд изменения горизонтальной высоты H (эталонная высота от угла сварочного шва до ровной поверхности). Как показано на, уравнение для решения горизонтальной высоты H было
{x0 = S y0 = Lcos (nθ + α) n = 1,2,3, ⋯, Nz0 = Lsin (nθ + α) n = 1,2,3, ⋯, NH = H0 − z0
( 1)
где s обозначает длину перемещения системного устройства, L — расстояние от начала координат O до точки измерения на поверхности канавки сварного шва (т.е.e., длина падающего лазерного луча), H0 обозначает опорную высоту от начала координат O до уровня земли, n — порядковый номер точки измерения, N — количество измерений в цикле сканирования, θ — угол между соседними измерительными лазерными лучами, а α — угол между первоначальным измерительным лазерным лучом и осью Y.
Принципиальная схема определения положения и траектории шва: ( a ) определение положения сварного шва; ( b ) определение траектории сварного шва.
Определение характерных параметров траектории пласта.
2.3. Выделение элементов траектории шва
Контурная кривая объекта имеет два элемента формы, то есть вписанный радиус и вогнуто-выпуклый элемент характерного треугольника. Характеристический треугольник строился следующим образом: контурная кривая снималась равномерно. Две точки, т.е. pi ‘и pi ″, были найдены по часовой стрелке и против часовой стрелки вдоль контурной кривой, причем случайная точка pi была начальной точкой.l (известная как длина сегментированной дуги) обозначает длину дуг между двумя точками и pi, а характеристический треугольник Δpi′pipi ″ был сформирован путем описания точки pi для формы контурной кривой. Как показано на, pi и pk — две случайные точки выборки на контурной кривой, O — центр формы контура, Δpi′pipi ″ и Δpk′pkpk ″ — характерные треугольники в точках выборки pi и pk, Oi и Ok. представляет собой центр Δpi′pipi ″ и Δpk′pkpk ″. Li и Lk относились к расстояниям от O до pi и pk, Li ‘и Lk’ были расстояниями от O до Oi и Ok, LOi и LOk были расстояниями от pi и pk до Oi и Ok, а Ri и Rk были расстояниями вписанные окружности с радиусами Δpi′pipi ″ и Δpk′pkpk ″.
представляет собой центр Δpi′pipi ″ и Δpk′pkpk ″. Li и Lk относились к расстояниям от O до pi и pk, Li ‘и Lk’ были расстояниями от O до Oi и Ok, LOi и LOk были расстояниями от pi и pk до Oi и Ok, а Ri и Rk были расстояниями вписанные окружности с радиусами Δpi′pipi ″ и Δpk′pkpk ″.
Анализ формы траектории пространственно прерывистого угла сварного шва состоял из трех частей. Во-первых, разностный метод был использован для анализа траектории угла сварочного шва для извлечения данных о траектории пространственно прерывистого угла сварного шва. Во-вторых, были извлечены особенности формы траектории пространственно прерывистого угла сварного шва. В-третьих, был проведен анализ Фурье набора характеристик формы, а затем был решен дескриптор формы Фурье траектории пространственно прерывистого угла сварного шва.показывает блок-схему анализа формы косинусоидальной кривой. Впервые разностный метод был применен для извлечения траектории пространственно прерывистого угла сварного шва. Затем был установлен характеристический треугольник на основе формы траектории пространственно прерывистого угла сварного шва, и были извлечены две характеристики формы (т. е. вписанный радиус и степень вогнутости-выпуклости). Чтобы исключить влияние начальной точки, был сформирован набор элементов формы на основе множественной формы этих двух элементов формы.Затем набор был обработан дискретным анализом Фурье, чтобы найти вектор признаков (также известный как дескриптор формы Фурье), который использовался для описания формы. Наконец, категория образцов была определена на основе евклидова расстояния между вектором признаков тестовой выборки и библиотекой сопоставления классов.
е. вписанный радиус и степень вогнутости-выпуклости). Чтобы исключить влияние начальной точки, был сформирован набор элементов формы на основе множественной формы этих двух элементов формы.Затем набор был обработан дискретным анализом Фурье, чтобы найти вектор признаков (также известный как дескриптор формы Фурье), который использовался для описания формы. Наконец, категория образцов была определена на основе евклидова расстояния между вектором признаков тестовой выборки и библиотекой сопоставления классов.
Результат обработки каждого шага предложенного алгоритма извлечения признаков.
P = {P1, P2, P3, ⋯, Pi, ⋯, PN} было траекторией сварного шва, поэтому значение разности Δi между левой и правой разностями в Pi можно выразить уравнением (2).
Δi = (Pi + m + ⋯ + Pi + 1 − mPi) — (mPi − Pi − m− ⋯ −Pi − 1) m, m≤i≤N − m
(2)
В уравнении, Pi + m + ⋯ + Pi + 1-mPi — обратная разность Pi, mPi-Pi-m- ⋯ -Pi-1 — прямая разность Pi, а m — длина данных, пройденных методом разности. Разумный m может устранить шумовые помехи.
Разумный m может устранить шумовые помехи.
Был проведен дифференциальный анализ траектории пространственно прерывистого угла сварного шва на основе уравнения (2), первой экстремальной точки Pa и последней экстремальной точки Pb после решения дифференциального анализа.Тогда интервал траектории сварочного шва [a, b] был тем местом, где необходимо было выделить элемент формы.
Вписанный радиус представлял собой отношение площади к полупериметру характеристического треугольника. Вписанный радиус в основном использовался для описания глобальных характеристик формы в точке пи. Как показано на, на основе формулы Герона было получено уравнение (3) для вписанного радиуса Ri характеристического треугольника в точке pi:
Ri = ci (ci − li ′) (ci − li ″) (ci − li ‴ ) ci
(3)
где Ri — вписанный радиус характеристического треугольника Δpi′pipi ″ в точке pi, li ′, li ″ и li ‴ относятся к расстоянию от точки pi до точки pi ′, расстоянию от точки pi до точки pi ″ и расстоянию от точки pi ‘к точке pi ″ соответственно, а ci обозначает полупериметр треугольника.
Вогнуто-выпуклый элемент был произведением вогнутости и выпуклости формы, умноженной на высоту вогнутости-выпуклости. Как показано на, вогнутость и выпуклость формы были определены следующим образом: когда расстояние Li между центром тяжести контура O и точкой pi было больше, чем расстояние между центром тяжести контура O и внутренним центром Oi характеристического треугольника Δpi ′ pipi ″, форма контура в точке pi была выпуклой по отношению к центроиду, при этом вогнутость и выпуклость формы были положительными.Напротив, когда расстояние Li между центром тяжести контура O и точкой pi было меньше расстояния между центром тяжести контура O и внутренним центром Oi характеристического треугольника Δpi′pipi ″, форма контура в точке pi была вогнутой по сравнению с центроид, при этом вогнутость и выпуклость формы отрицательны.
Высота вогнуто-выпуклой формы определялась следующим образом: LOi — это расстояние между точкой отбора пробы pi и внутренним центром Oi в характеристическом треугольнике Δpi′pipi ″. Чем больше был LOi, тем круче был наклон формы. Чем меньше был LOi, тем более пологим был наклон формы.
Чем больше был LOi, тем круче был наклон формы. Чем меньше был LOi, тем более пологим был наклон формы.
Следовательно, уравнение для решения степени вогнуто-выпуклой особенности (CCH) было
CCHi = {LOi, Li − Li ′> 00, Li − Li ′ = 0 − LOi, Li − Li ′ <0, i = 1,2,3, ⋯, N
(4)
По порядку возьмите образец контурной кривой, необходимо выбрать подходящую начальную точку. Когда начальная точка набора точек дискретизации изменилась, набор точек дискретизации претерпел трансляцию, и только фаза соответствующего коэффициента преобразования Фурье изменилась соответствующим образом, при этом его значение амплитуды осталось постоянным.Следовательно, с использованием только амплитуды коэффициента Фурье для описания окончательного элемента формы, влияние положения начальной точки на дескриптор формы Фурье было устранено. Таким образом, вписанный радиус Ri, который был нормализован во всех точках выборки, был объединен с вогнуто-выпуклым признаком CCHi в форме комплексного числа zi = Ri + CCHij, чтобы окончательно получить набор комплексных чисел (далее именуемый элементом формы комплексная функция), соответствующий набору точек выборки контура, которые могут характеризовать элементы формы. Действительная часть комплексной функции представляла точки выборки, описание общей формы контурной кривой, а мнимая часть характеризовала подробные характеристики формы контурной кривой в точках выборки.
Действительная часть комплексной функции представляла точки выборки, описание общей формы контурной кривой, а мнимая часть характеризовала подробные характеристики формы контурной кривой в точках выборки.
Дискретное преобразование Фурье было выполнено для комплексной функции элемента формы, и коэффициент преобразования Фурье был рассчитан с использованием следующего уравнения:
Zk = 1N∑i = 1N (Ri + CCHij) exp (−j2πkiN), i = 1 , 2,3, ⋯, №
(5)
где Zk обозначает коэффициент преобразования Фурье комплексной функции элемента формы, N представляет количество точек выборки, а k является переменной частотной области.
Был вычислен модуль коэффициента преобразования Фурье Zk, который был получен с помощью уравнения (5), | Zk |, и дескриптор формы Фурье W был окончательно решен, уравнение которого было
W = [| Z1 | | Z2 | | Z3 | ⋯ | Zk | ]
(6)
где k — переменная частотной области, | Zk | — модуль коэффициента преобразования Фурье с k в качестве переменной частотной области, а W — дескриптор формы Фурье.
2.4. Метод классификации на основе евклидова расстояния
Категория тестовых образцов в библиотеке сопоставления категорий определялась евклидовым расстоянием.Сходство между тестовыми образцами и библиотекой сопоставления категорий измерялось с помощью евклидова расстояния. Расстояние и сходство были обратно связаны. По-видимому, категорией, наиболее похожей на библиотеку сопоставления категорий, была категория, к которой принадлежали тестовые образцы. Уравнение расчета было следующим:
d (WX, WCi) = ∑k = 1m (ZXk − ZCik) 2
(7)
CX = argmin {d (WX, WCi), i = 1,2, 3, ⋯, N}
(8)
где WX — дескриптор формы Фурье тестовой выборки X, WCi — дескриптор формы Фурье категории Ci в библиотеке сопоставления категорий, m — переменная частотной области анализа Фурье, ZXk и ZCik — модули k-го Фурье коэффициенты преобразования WX и WCi, а CX обозначает категорию, к которой принадлежат тестовые образцы.
Библиотека соответствия категорий была получена путем обучения выборок методом наименьших квадратов.