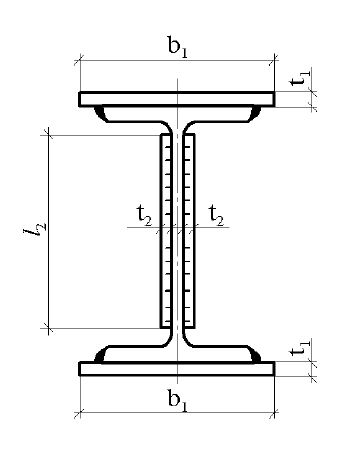
Узел стыковки элементов из швеллеров
Опубликовал admin | Дата 26 Октябрь, 2018
Стыки элементов из швеллеров по ГОСТ 8240-89.
Конструктивное решение.
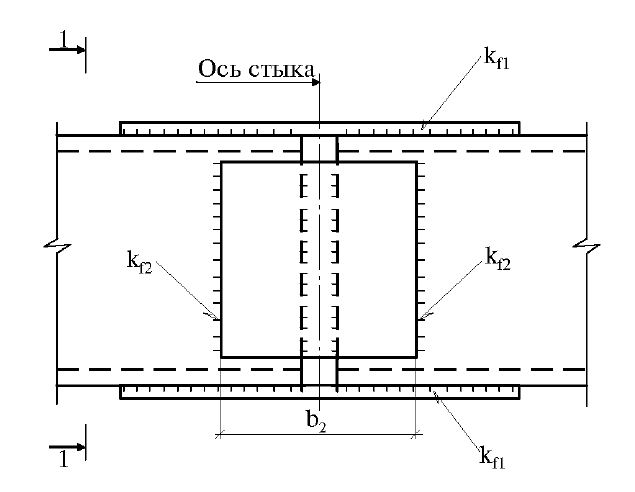
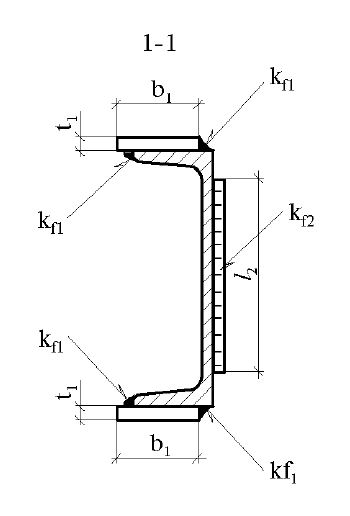
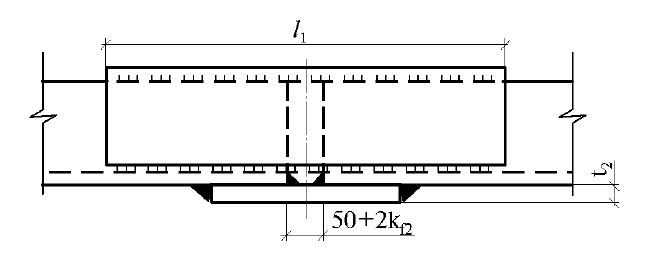
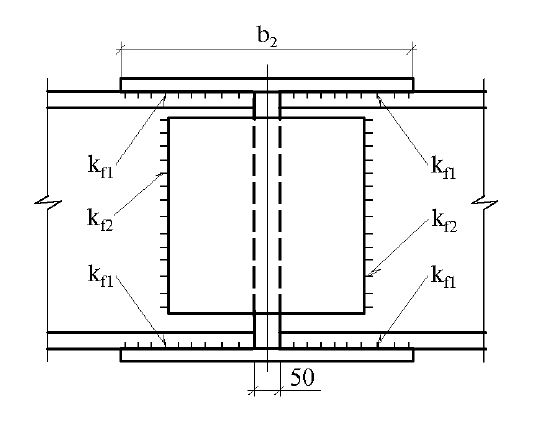
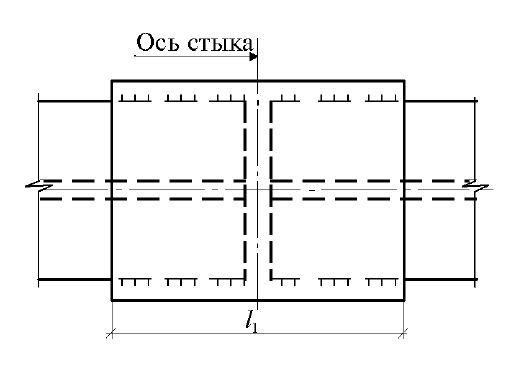
Конструкция стыка, размеры стыковых накладок и сварных швов в зависимости от стали швеллеров и накладок, типа электродов и марки сварочной проволоки должны соответствовать указанным на данном чертеже и в табл.
Таблица 1. Сталь элементов и накладок марки С245. Тип электродов Э42, Э42А. Марка сварочной проволоки Св-08А
Номер профиля | Накладка по полкам | Накладка по стенке | ||||||
| сечение b1 x t1, мм | длина l1, мм | масса 1 шт., кг | катет шва kf1, мм | сечение b2 x t2, мм | длина l2, мм | масса 1 шт., мм | катет шва kf2, мм | |
| 8 | 45х8 | 190 | 0,54 | 4 | 100х5 | 60 | 0,24 | 4 |
| 10 | 50х8 | 210 | 0,66 | 4 | 100х5 | 80 | 0,32 | 4 |
| 12 | 60х8 | 230 | 0,87 | 4 | 100х5 | 100 | 0,39 | 4 |
| 14 | 65х10 | 250 | 1,28 | 4 | 120х5 | 120 | 0,56 | 4 |
| 16 | 65х10 | 240 | 1,22 | 5 | 120х5 | 140 | 0,66 | 4 |
| 18 | 70х10 | 260 | 1,43 | 5 | 120х6 | 160 | 0,9 | 4 |
| 20 | 80х10 | 280 | 1,76 | 5 | 120х6 | 180 | 1,02 | 4 |
| 22 | 90х12 | 300 | 2,54 | 6 | 120х6 | 200 | 1,13 | 4 |
| 24 | 90х12 | 310 | 2,63 | 6 | 140х6 | 220 | 1,45 | 4 |
| 27 | 100х12 | 340 | 3,2 | 6 | 140х8 | 250 | 2,2 | 4 |
| 30 | 110х12 | 300 | 3,11 | 8 | 140х8 | 280 | 2,46 | 5 |
| 33 | 110х14 | 310 | 4 | 10 | 150х8 | 300 | 2,83 | 5 |
| 36 | 120х14 | 330 | 4,35 | 10 | 150х8 | 330 | 3,11 | 6 |
| 40 | 120х16 | 360 | 5,43 | 10 | 150х8 | 370 | 3,49 | 6 |
См. статьи:
Смотрите также «Справочные данные»:
Стыковка швеллера гост. Сварка швеллеров без потери прочности соединения.
Все сварные соединения ослабляют конструкцию и ее отельные узлы. Поэтому в строительстве часто используется швеллер. Сварка швеллера при монтаже конструкций – это важнейший этап.
Стальной швеллер – это металлическое изделие, имеющее П-образное сечение. Эта конструкция дает возможность получить высокие конструкционные характеристики при минимальном расходе материала. Методы изготовления швеллеров никак не влияют на технику сваривания.
Наибольшая прочность соединения достигается при сварке равнополочных швеллеров с параллельными гранями полок. Именно они и считаются самыми востребованными при строительстве в Москве.
Особенности сварки швеллеров
Для сборных металлических конструкций швеллера прекрасно себя зарекомендовали. Однако, если допустить ошибки в соединении данных изделий, то это вызовет критичное нарушение прочности конструкции в целом. Любое сварное соединение ослабляет прочность конструкции из металла на 5 – 7%. При это, металлический шов имеет более высокие характеристики прочности, чем металл основного детали.
Также проблема заключается в технике сваривания, опыте сварщика и грамотном предварительном разогреве. Неправильно выбранный шов и неудобное положение при сборке каких-либо узлов приводит к тому, что зона около шва может потерять до 20% прочности. Такие уязвимые соединительные места приходятся на каждый сварной шов с двух сторон. ГОСТом предусматриваются самые разнообразные узловые соединения.
Таким образом, можно подвести итог:
- Необходимо придерживаться рекомендованных норм ГОСТ.
- Дополнительные накладки после сварки встык между собой нужно делать только снаружи изделия.
- Сварку внутренних углов швеллера лишь ослабляет конструкцию в целом, поэтому варить не желательно во внутренних углах и внутри изделия.
Электродуговая сварка швеллера
Особенности применения электродов и их выбор по основным характеристикам позволяют сделать электродуговую сварку наиболее предпочтительной для соединения швеллеров. Самый качественный шов получается благодаря электродам. Но существуют и рекомендации по их использованию:
- соединения лучше всего делать внахлест;
- сварка электродами требует опыта сварщика;
- электрод перед работой нужно прокаливать в особой печи в течение часа при температуре 250 градусов;
- использовать нужно короткую дугу средней мощности;
- варить легче при прямой полярности, поскольку электрод тогда горит медленнее;
- необходимо проводить проверку на дефекты с внутренней стороны.
Режим сварки и скорость исполнения шва под углом зависят от вида соединения, однако, самым оптимальным будет ручная сварка 20 метров в час.
Газовая сварка швеллера
Газовая сварка встык используется достаточно часто. Существуют самые распространенные варианты соединения швеллера. Выбор соединения зависит от:
- длины сварного соединения и количества сварщиков;
- условий выполнения шва;
- тип и толщина швеллера;
Основные виды соединений и самые востребованные конструкции из швеллеров на практике получают при самом удобном методе сваривания. Наша компания осуществляет сварку швеллера на заказ.
Швеллер — один из главных элементов из которых состоит металлоконструкция. Для формирования нужной структуры каркаса требуется сварка швеллеров. Сварной узел имеет хорошую надежность, но любые нарушения в технологии сварки могут привести к ослаблению всей конструкции. В связи с этим сварка является самым
Сварка швеллера встык по ГОСТу
Швеллер – востребованный в строительстве вид фасонного проката с поперечным сечением П-образной формы. Для создания конструкций различного назначения применяют сборно-разборные болтовые соединения, неразборные – заклепочные и сварные. Сварное соединение – надежное и долговечное, но только при точном следовании технологии. Ее нарушение может стать причиной ослабления конструкции, поэтому сварочный процесс и его результаты подлежат постоянному контролю. Наиболее распространенный способ соединения фасонного проката между собой – электродуговая сварка.
Технологические требования по сварке двух швеллеров встык без накладок
Сварка встык без дополнительного усиления применяется только для неответственных конструкций, если важна скорость и простота процесса. Этапы:
- Подготовка торцов кромок. При толщине стенок до 6 мм скос кромок не требуется, при толщине 6-12 мм он составляет 30°, более 12 мм – скос выполняется под углом 60° с внутренней стороны соединяемых элементов.
- В первую очередь свариваются более толстые элементы – полки.
- Далее соединяются стенки.
- Обваривание – двухстороннее без накладок. В некоторых случаях может провариваться только одна сторона профиля.
Внимание! Зона шва, выполненного встык, на 5-20% слабее, по сравнению с телом профиля, что обязательно учитывают при проектировании.
Как правильно сварить швеллеры встык с использованием накладок?
Если необходимо получить шов, прочность которого не уступает прочности тела профильного проката, используют накладки, толщина которых зависит от толщины стенок заготовки. Один из нормативных документов, регламентирующих качество получаемого соединения, – ГОСТ 15164.
- Торцы заготовок подготавливаются и свариваются друг с другом.
- Шов изнутри зачищают до ровной поверхности.
- Внутри заготовки приваривают стальную полосу той же марки и толщины, что и основной металл. Опытные сварщики советуют приваривать на шов не полосу, а шестиугольник, который обваривается со всех сторон.
- Снаружи также наваривают шестиугольную накладку, но размер ее должен быть больше, по сравнению с внутренней.
Накладки необходимо приварить по полному контуру, иначе в зазоры может попасть влага, вызывающая коррозию стали. При невозможности выполнить это условие в зазоры заливают антикоррозионный состав. Соединяемые элементы должны укладываться в линию без переломов в горизонтальной и вертикальной плоскостях.
Способы сварки швеллеров между собой гост. Сварка швеллеров без потери прочности соединения.
Швеллер — один из главных элементов из которых состоит металлоконструкция. Для формирования нужной структуры каркаса требуется сварка швеллеров. Сварной узел имеет хорошую надежность, но любые нарушения в технологии сварки могут привести к ослаблению всей конструкции. В связи с этим сварка является самым сложным и контролируемым этапом при производстве металлоконструкций.
Выбор соединения прямо пропорционально зависит от размеров конструкции и действующих на нее сил.
Различают следующие варианты взаимного расположения швеллеров:
Выбор определенного варианта связан с:
- условиями наложения шва;
- протяженности места сваривания и количества задействованных рабочих для его наложения;
- вида сил и мест их воздействия;
- типа и габаритных размеров швеллера;
- требуемой расчетной устойчивостью и полной нагрузки на сооружение.
Применяемые виды сварки
Электродуговая сварка
Огромный выбор типов электродов по их номинальным характеристикам и особенности работы ими обеспечивают неоспоримое преимущество перед остальными видами сварки и делают его предпочтительным для данной задачи. Самый лучший шов мы получим в случае применения электродов УОНИ. При работе данными электродами следует учесть их особенности и рекомендации:
- По возможности соединения должны быть выполнены внахлест.
- Для использования данного электрода нужен предварительный опыт работы с ним.
- Перед применением электрод подлежит прокалке в спец. печи на протяжении часа. Температура прокалки 250 С.
- Места соединений изделий должны быть очищены от загрязнений, ржавчины и подготовлены согласно ГОСТу 5264-80.
- Сварщик должен работать короткой дугой средней мощности, постоянным током и обратной полярностью.
- Металлоконструкция сваренная данным электродом не должна использоваться при температуре ниже — 40 С.
Газовая сварка
Данным типом при сварки швеллеров зачастую не пользуются из-за огромной области и температуры нагрева. Данные факторы являться источником образования внутренних напряжений в структуре металла и общих деформаций негативно влияющих на всю металлоконструкцию. Тем не менее газовую сварку часто используют для устранения изъянов готовых конструкций или порезки заготовок с последующим снятием кромок.
Типы сварки
Сварка швеллеров встык
Данное соединение применяют для не ответственных конструкций. Сварка выполняется с лицевой, тыльной стороны и с условием хорошей толщины провара. Монтажный шов сперва выполняют на тонкой, а после на более толстой части швеллера. Допускается выполнение данного шва с одной стороны изделия с обязательной подваркой корня шва.
Последовательность наложения швов
Потребность в снятие кромок определяется исходя из толщины полок швеллера:
- 6 мм и менее-скос кромок не требуется.
- 6-12 мм — скос делают под углом 30 .
- 12 мм и более-скос кромок выполняется под тупым углом на внутренней стороне заготовки. Шов выполняют V и Х-образным.
Алгоритм сварки:
- Швеллер размещается стенками горизонтально.
- Снимают кромки в зависимости то толщины металла.
- Производится стыковка двух балок с зазором не больше 3 мм.
- Производится временная прихватка заготовок между собой точками с шагом в 40 мм.
- Анализируется правильность созданной конструкции.
- Окончательная обварка поверхности стыка проводится непрерывно от середины стенки в сторону полок.
Для улучшения сварных характеристик и предотвращения появления трещин в местах сварки советуется выполнить усиление проката подкладками сразу после установки изделия. При приварке П-образного проката только в стык, без накладок, сваренное соединение будет слабее чем сам швеллер.
Сварка швеллеров с накладками
Зазор при стыке двух свариваемых деталей устанавливают не больше 8 мм. Накладка размещается со стороны сварного шва. Толщина усиления зависит от режима сварки и размеров проката.
Накладки усиления обязательно обойти электродом по всей плоскости. При невозможности кругового обвара все зазоры заполнить веществом, препятствующим коррозии.
Алгоритм сварки:
- Швеллера привариваются торцами друг к другу согласно технологических норм ГОСТа.
- Шов внутри швеллера зачищается к плоскости.
- Во внутреннюю часть швеллера приваривается усиление — лист стали имеющий длину равную 5-ти кратной ширине швеллера. Ширина листа ровна ширине швеллеров, толщина листа берется равноценной толщине материала швеллера. Полоса заваривается лишь по продольным сторонам.
- Вторая полоса крепится в качестве ребра и заваривается по обеим сторонам от полосы. Ребро должно быть хорошо проварено по контуру с двух сторон и вплотную к полосе.
Прочностные характеристики срощеного данным методом изделия уступят монолиту на малость.
Соединение швеллеров внутрь
Для создания усиленной пустотелой балки можно соединить два изделия полками внутрь. Выполнение такого соединения одинаково со сваркой двух швеллеров встык. Данное соединение применяют при требовании конструкций средней мощности.
Алгоритм сварки:
- Заготовки установить полками горизонтально напротив друг друга.
- Скрепить струбцинами.
- Шов выполнить либо по ГОСТу с разделением кромок, либо оставить зазор.(величину зазора выбирают в зависимости от толщины швеллера, но не менее 3 мм).
- Шов необходимо производить по методу прихвата либо от середины к краям.
Зачистка швов болгаркой в данном соединении категорически запрещена и может привести к ослаблению всей конструкции.
Собрать данную конфигурацию в непригодных для данной работы условиях при сборке конструкции реально лишь при проведении сварочных работ в горизонтальной плоскости и нижнем положении. В иных случаях боле разумным и простым будет использование стыковых швов с усилением их листами-подкладками.
Смещенное соединение.
Такая сварная конструкция производится несколькими сварщиками и применяется для объединения швеллеров с различными геометрическими размерами. Сварку начинают с мест, имеющих более толстый металл. Соединение встык производят, руководствуясь стандартными нормами, а угловые соединения требуется производить синхронно двумя сварными (от края к середине). Продольные швы нельзя накладывать до конца балки. Это расстояние зависит от соединяемых материалов и площади полки проката. Для углеродистых сталей данное расстояние приравнивается к ширине полки, а для легированных металлов приравнивается к двукратной ее ширине.
При сборе металлоконструкций различной степени сложности и конфигурации используются выше перечисленные нами методы и типы сваривания швеллеров. Любая металлоконструкция может быть разбита на отдельные небольшие самостоятельные узловые соединения, в которых будут применимы вышеописанные методы.
Самым прочным способом соединением среди всех видов считается соединение равнополочного проката с параллельными полками.
Любая сварка швеллеров или двутавров требует соблюдения заранее определенного ряда действий и точного порядка проведения монтажных работ. Сборку любой металлоконструкции всегда нужно начинать с середины и продвигаться к краям, одновременно сварку начинают со швеллеров имеющих более толстый профиль металла. При компоновке не рекомендуется размещать сварные швы близко друг к другу, данные места лучше укреплять применяя подкладные листы из металла и вспомогательные усилительные конструкции. Любой сварной шов сам по себе уменьшает прочность всей металлоконструкции на 5-7 процентов, хотя материал сварного шва обладает более лучшими прочностными характеристиками, чем материал основной дета
Сварка швеллеров между собой — способы соединений
За счет П-образного профиля швеллеры обладают высокими прочностными характеристиками при небольшом расходе металла. Поэтому их широко применяют для сборки несущих конструкций различного назначения. Технология сваривания выбирается независимо от способа изготовления (швеллеры сварные, горячекатаные, гнутые). Прочность создаваемой конструкции зависит от того, насколько надежно выполнена сварка швеллера с другими элементами.

Методы сварки
Способ сварки выбирают в зависимости от назначения создаваемой конструкции. При этом учитывают, что в зоне шва прочность уменьшается до 10%.
Электродуговая сварка
Эта техника сваривания применяется чаще других, так как позволяет проводить монтаж в труднодоступных и неудобных местах. Соединять небольшие перемычки можно обычными электродами, но для сборки узловых элементов применяют марку УОНИ. Однако из-за их специфики для работы нужен опыт. Поэтому новичкам предварительно полезно попрактиковаться на ненужных обрезках.
Приступая к работе, поверхности, примыкающие к стыку, очищают от грязи и ржавчины. Электроды подсушивают, так как качество шва зависит от влажности покрытия. Работа проводится постоянным током обратной полярности короткой дугой. Выполнение электродуговой сварки запрещено при температуре ниже -40°C.
Газовая сварка
Этот способ практически не применяется для сваривания швеллеров, так как сопровождается нагревом большой площади возле стыка. В результате увеличивается зона с пониженной прочностью на свариваемых балках. Помимо этого в металле возникают внутренние напряжения, приводящие к деформации конструкции. Газовую горелку применяют для устранения дефектов, нарезки заготовок и подготовки кромок.
Варианты сварки швеллеров
В зависимости от требований и условий монтажа соединение швеллеров выполняется встык, внутрь, накладками, со смещением.

Способы стыковки швеллеров
Сварка встык
Этот вариант применяют для создания швов, к которым не предъявляются повышенные требования по прочности. Сварку швеллеров встык выполняют с обеих сторон. Если накладывается односторонний шов его корень нужно подварить. При толщине полок 6 — 12 мм кромки разделывают под углом 30°. На более толстом металле угол делают тупым с V или X-образным профилем.
Для сварки швеллеров между собой их устанавливают горизонтально с зазором не больше 3 мм. Для точного совмещения применяют центратор, затем фиксируют прихватками с шагом 4 см. Сварку швеллера встык ведут от середины к краям. Однако такое соединение ненадежно. Поэтому когда наращивание балки закончено, ее необходимо усилить накладками.

Сварка швеллеров встык
Сварка при помощи накладок
Метод обеспечивает прочность соединения немногим уступающий монолиту. Перед сваркой двух швеллеров их допускается располагать с зазором до 8 мм. Накладку размещают на стороне шва. Ее длина должна быть в 5 раз больше ширины профиля, а толщина не меньше чем у стенок. Накладку проваривают с двух сторон, не прилегающих к боковым полкам. Оставшиеся зазоры заполняют антикоррозийным материалом. При установке накладок с обеих сторон, наружная делается длиннее внутренней.

Сварка швеллеров при помощи накладок
Соединение внутрь
Для создания усиленных балок швеллеры попарно сваривают в коробочки, соединяя боковые полки между собой. Технология аналогична стыковому методу, но выполняется с минимальным зазором или без него. Швеллеры устанавливают горизонтально и скрепляют струбцинами. Соединение начинают с середины, продвигаясь к концам. Шов нельзя зачищать болгаркой, так как это снижает его прочность.
Сборка коробочки возможна только в нижнем положении, когда швеллеры размещены горизонтально. Если это условие невыполнимо соединение выполняют стыковым швом усиленным накладками.

Сварка швеллеров в коробочку
Смещенное соединение
Метод применяется для соединения швеллеров между собой, если они разного размера. Работа выполняется бригадой сварщиков. Сначала соединяют стыки с толстым металлом. Сварку встык проводят по стандартной схеме. Угловые соединения выполняются одновременно двумя сварщиками, ведущими швы от краев к середине. Продольные стыки не доваривают до края балки на ширину профиля из низкоуглеродистой стали, на легированных размер увеличивается вдвое.
Требования, предъявляемые к сварке швеллеров
Для создания прочной конструкции сварные соединения должны выполняться в соответствии со следующими требованиями:
- сначала сваривают полки, затем более тонкие элементы;
- недопустимо сваривание внутренних углов профиля, поскольку это снижает прочность балки;
- между торцами должен быть зазор 2 — 3 мм, чтобы не пришлось счищать «горку» со шва, что приводит к снижению его надежности;
- легкие конструкции, не подверженные значительным нагрузкам в процессе эксплуатации, можно собирать двухсторонней сваркой встык;
- недопустимо появление на стыках горизонтальных и вертикальных изломов.
Независимо от метода соединения последовательность работ должна соответствовать ГОСТ. Если там указано, что разделка кромок проводится после очистки, это нужно неукоснительно выполнять. Кроме этого в документе указаны требования к материалу швеллеров, которые необходимы при расчете конструкции.
Сварка швеллеров без потери прочности соединения. Способы сварки швеллеров между собой гост.
Как сварить или состыковать швеллер между собой
Швеллер является важным элементом самых различных металлоконструкций, в том числе рамных. Чаще всего он выполняет функции восприятия разнообразных механических нагрузок – сжимающих, растягивающих, изгибающих, крутящих. Однако для формирования требуемой пространственной конфигурации жесткого каркаса (рамы) необходимо соединять отдельные швеллеры между собой с помощью сварки, качество которой должно обеспечивать участку соединения механические характеристики, сравнимые с характеристиками цельного швеллера.
Варианты стыковки швеллеров
По взаимному расположению швеллеров в месте их соединения различают следующие варианты:
- полками внутрь,
- полками наружу,
- смешанное,
- с полками, перпендикулярными плоскости каркаса.
Также распространено крестообразное соединение диагональных связей, в которых швеллера располагаются «стоя» или «лежа.
Требования к сварке швеллеров
- В первую очередь свариваются толстые элементы швеллера (полки), после чего приступают к сварке тонкой стенки.
- Не следует варить по внутренним граням полок и в углах соединения полки и стенки швеллера, поскольку это приведет лишь к ослаблению конструкции.
- Стык двух швеллеров должен иметь зазор 2 – 3 мм для исключения образования «горки» при его обварке, после зачистки которой произойдет ослабление сварочного шва.
- Если к конструкции не предъявляются особые требования по прочности и надежности, а важна скорость и простота выполнения работы, то можно выполнять соединение швеллеров встык с двухсторонним обвариванием (без накладок).
- Кромки торца, по которому происходит стыковка, формируются V- или X-образно (соответственно, для тонкого или толстого профиля) под углом 30° – 60°.
- На стыке соединяемых деталей не должно быть горизонтальных и вертикальных переломов.
- Стыковка может производиться с использованием листовых накладок, которые должны располагаться симметрично относительно продольной оси сечения.
- Зона сварного соединения без накладок не менее чем на 5% (в ряде случаев до 20%) слабее прочности швеллера, что необходимо учитывать в проектных расчетах.
- При использовании накладок стык между торцами швеллеров можно не обваривать, поэтому его ширина может достигать 50 мм.
Накладки рекомендуется полностью обваривать по контуру примыкания, что предотвратит проникновение между ними и швеллером влаги, приводящее к щелевой коррозии. Если это невозможно зазор между накладкой и швеллером заполняется антикоррозийным материалом. Для повышения плотности их контакта следует использовать прижимные струбцины.
Кромки накладок на полки швеллера должны быть параллельны кромкам полок. При проварке стыка накладки на полки устанавливаются лишь после зачистки шва и контроля его качества.
Наращивание длины швеллера
В некоторых случаях необходимо соединять два коротких швеллера по прямой для увеличения длины. Тогда эффективен следующий способ:
- между торцами швеллеров предусматривается зазор 2 – 3 мм,
- накладки толщиной как полки швеллера устанавливаются в требуемую позицию и привариваются по всему периметру,
- между перпендикулярными накладками предусматривается зазор 2 – 3 мм, который проваривается до швеллера,
- зазор между швеллерами проваривается до накладок.
Поскольку основным несущим швом является стык швеллеров, находящийся снаружи, то удобство его проварки гарантирует надежность соединения. Кроме того, расположение накладок внутри обеспечивает сохранение внешних размеров швеллера.
Также распространено следующее решение для торцевого соединения швеллеров:
Швеллер является важным элементом самых различных металлоконструкций, в том числе рамных. Чаще всего он выполняет функции восприятия разнообразных механических нагрузок – сжимающих, растягивающих, изгибающих, крутящих. Однако для формирования требуемой пространственной конфигурации жесткого каркаса (рамы) необходимо соединять отдельные швеллеры между собой с помощью сварки, качество которой должно обеспечивать участку соединения механические характеристики, сравнимые с характеристиками цельного швеллера.
Варианты стыковки швеллеров
По взаимному расположению швеллеров в месте их соединения различают следующие варианты:
- полками внутрь,
- полками наружу,
- смешанное,
- с полками, перпендикулярными плоскости каркаса.
Также распространено крестообразное соединение диагональных связей, в которых швеллера располагаются «стоя» или «лежа.
Требования к сварке швеллеров
- В первую очередь свариваются толстые элементы швеллера (полки), после чего приступают к сварке тонкой стенки.
- Не следует варить по внутренним граням полок и в углах соединения полки и стенки швеллера, поскольку это приведет лишь к ослаблению конструкции.
- Стык двух швеллеров должен иметь зазор 2 – 3 мм для исключения образования «горки» при его обварке, после зачистки которой произойдет ослабление сварочного шва.
- Если к конструкции не предъявляются особые требования по прочности и надежности, а важна скорость и простота выполнения работы, то можно выполнять соединение швеллеров встык с двухсторонним обвариванием (без накладок).
- Кромки торца, по которому происходит стыковка, формируются V- или X-образно (соответственно, для тонкого или толстого профиля) под углом 30° – 60°.
- На стыке соединяемых деталей не должно быть горизонтальных и вертикальных переломов.
- Стыковка может производиться с использованием листовых накладок, которые должны располагаться симметрично относительно продольной оси сечения.
- Зона сварного соединения без накладок не менее чем на 5% (в ряде случаев до 20%) слабее прочности швеллера, что необходимо учитывать в проектных расчетах.
- При использовании накладок стык между торцами швеллеров можно не обваривать, поэтому его ширина может достигать 50 мм.
Накладки рекомендуется полностью обваривать по контуру примыкания, что предотвратит проникновение между ними и швеллером влаги, приводящее к щелевой коррозии. Если это невозможно зазор между накладкой и швеллером заполняется антикоррозийным материалом. Для повышения плотности их контакта следует использовать прижимные струбцины.
Кромки накладок на полки швеллера должны быть параллельны кромкам полок. При проварке стыка накладки на полки устанавливаются лишь после зачистки шва и контроля его качества.
Наращивание длины швеллера
В некоторых случаях необходимо соединять два коротких швеллера по прямой для увеличения длины. Тогда эффективен следующий способ:
- между торцами швеллеров предусматривается зазор 2 – 3 мм,
- накладки толщиной как полки швеллера устанавливаются в требуемую позицию и привариваются по всему периметру,
- между перпендикулярными накладками предусматривается зазор 2 – 3 мм, который проваривается до швеллера,
- зазор между швеллерами проваривается до накладок.
Поскольку основным несущим швом является стык швеллеров, находящийся снаружи, то удобство его проварки гарантирует надежность соединения. Кроме того, расположение накладок внутри обеспечивает сохранение внешних размеров швеллера.
Также распространено следующее решение для торцевого соединения швеллеров:
Welding Materials 2016-05-16T11:25:21+00:00 Как правильно сварить швеллер?
Welding Materials
В строительстве используется много всего, чтобы создавать прочные и надежные конструкции. Швеллеры – один из этих элементов. Это изделие металлопроката, которое изготавливают из алюминия, углеродистой или низколегированной стали с обязательным соблюдением ГОСТа.
Используют швеллеры в промышленности и быту: станкостроение, машин
Узел стыковки элементов из двутавров
Опубликовал admin | Дата 24 Октябрь, 2018
Стыки элементов из двутавров по ГОСТ 26020-83 и ГОСТ 8239-89.
Конструктивное решение.
Конструкция стыка, размеры стыковых накладок и сварных швов в зависимости от типа двутавров, стали двутавров и накладок, типа электродов или марки сварочной проволоки должны соответствовать указанным на данном чертеже и табл.1
Таблица 1.
Сталь элементов и накладок марки С245. Тип электродов Э42, Э42А. Марка сварочной проволоки Св-08А
| Номер профиля | Накладка по полкам | Накладка по стенке | ||||||
| сечение b1xt1, мм | длина l1, мм | масса 1 шт., кг | катет шва kf1, мм | сечение b2xt2, мм | длина l2, мм | масса 1 шт., мм | катет шва kf2, мм | |
| 12Б1 | 80х6 | 200 | 0,75 | 4 | 100х4 | 90 | 0,28 | 4 |
| 12Б2 | 80х6 | 200 | 0,75 | 5 | 100х4 | 90 | 0,28 | 4 |
| 14Б1 | 90х6 | 200 | 0,85 | 5 | 100х4 | 110 | 0,35 | 4 |
| 14Б2 | 90х8 | 230 | 1,3 | 5 | 100х4 | 110 | 0,35 | 4 |
| 16Б1 | 100х6 | 230 | 1,08 | 5 | 100х4 | 120 | 0,38 | 4 |
| 16Б2 | 100х8 | 230 | 1,44 | 6 | 100х5 | 120 | 0,47 | 5 |
| 18Б1 | 110х8 | 230 | 1,59 | 6 | 100х4 | 140 | 0,44 | 4 |
| 18Б2 | 110х8 | 260 | 1,8 | 6 | 110х5 | 140 | 0,6 | 5 |
| 20Б1 | 120х10 | 300 | 2,83 | 6 | 110х5 | 150 | 0,65 | 5 |
| 23Б1 | 130х10 | 340 | 3,47 | 6 | 110х5 | 180 | 0,78 | 5 |
| 26Б1 | 140х10 | 340 | 3,74 | 6 | 110х5 | 210 | 0,91 | 5 |
| 26Б2 | 140х10 | 390 | 4,29 | 6 | 110х5 | 210 | 0,91 | 5 |
| 30Б1 | 160х10 | 390 | 4,9 | 6 | 110х5 | 240 | 1,04 | 5 |
| 30Б2 | 160х10 | 440 | 5,43 | 6 | 110х5 | 240 | 1,04 | 5 |
| 35Б1 | 170х10 | 350 | 4,67 | 8 | 120х5 | 290 | 1,36 | 5 |
| 35Б2 | 190х10 | 390 | 5,82 | 8 | 120х5 | 290 | 1,36 | 5 |
| 40Б1 | 200х10 | 410 | 6,44 | 8 | 120х6 | 330 | 1,86 | 6 |
| 40Б2 | 190х12 | 470 | 8,41 | 8 | 130х6 | 330 | 2,02 | 6 |
| 45Б1 | 200х12 | 480 | 9,04 | 8 | 130х6 | 370 | 2,26 | 6 |
| 45Б2 | 210х14 | 500 | 11,54 | 10 | 140х8 | 370 | 3,25 | 8 |
| 50Б1 | 220х14 | 510 | 12,33 | 10 | 140х8 | 420 | 3,69 | 8 |
| 50Б2 | 230х140 | 570 | 14,41 | 10 | 150х8 | 420 | 3,96 | 8 |
| 55Б1 | 250х14 | 530 | 14,56 | 12 | 150х8 | 460 | 4,33 | 8 |
| 55Б2 | 250х16 | 580 | 18,21 | 12 | 150х8 | 460 | 4,33 | 8 |
| 60Б1 | 260х16 | 600 | 19,59 | 14 | 160х8 | 510 | 5,12 | 8 |
| 60Б2 | 260х18 | 660 | 24,25 | 14 | 160Х8 | 510 | 5,12 | 8 |
| 70Б1 | 300х16 | 660 | 24,87 | 14 | 170х10 | 610 | 8,14 | 10 |
| 70Б2 | 310х18 | 680 | 29,79 | 16 | 180х10 | 610 | 8,62 | 10 |
| 80Б1 | 320х18 | 680 | 30х75 | 16 | 200х12 | 700 | 13,19 | 12 |
| 80Б2 | 320х20 | 690 | 34,67 | 18 | 200х12 | 700 | 13,19 | 12 |
| 90Б1 | 340х20 | 710 | 37,9 | 18 | 220х12 | 790 | 16,37 | 12 |
| 90Б2 | 340х22* | 790 | 46,39 | 18 | 220х12 | 790 | 16,37 | 12 |
| 100Б1 | 360х22* | 800 | 49,74 | 18 | 220х16 | 880 | 24,32 | 16 |
| 100Б2 | 360х25* | 930 | 63,59 | 18 | 240х16 | 880 | 26,53 | 16 |
| 100Б3 | 370х28* | 950 | 77,26 | 20 | 240х16 | 880 | 26,53 | 16 |
| * Накладки, отмеченные звездочкой, изготовить из стали марки С255. | ||||||||
Смотрите также:
Смотрите также «Справочные данные»: