Перечень государственных стандартов по сварке, термической резке и материалам, применяемым при изготовлении строительных конструкций
ГОСТ 12.0.002—80 ССБТ. Термины и определения.
ГОСТ 12.0.003—74 ССБТ. Опасные и вредные производственные факторы. Классификация
ГОСТ 12.1.005—88 ССБТ. Воздух рабочей зоны. Общие санитарно-гигиенические требования
ГОСТ 12.1.007—76 ССБТ. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.013—78 ССБТ. Строительство. Электробезопасность. Общие требования
ГОСТ 12.2.003—74 ССБТ. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.8—75 ССБТ. Устройства электросварочные и для плазменной обработки. Требования безопасности
ГОСТ 12.3.002—75 ССБТ. Процессы производственные. Общие требования безопасности
Общие требования безопасности
ГОСТ 12.4.035—78 ССБТ. Щитки защитные лицевые для электросварщиков. Технические условия
ГОСТ 12.4.051—87 ССБТ. Средства индивидуальной защиты органов слуха. Общие технические условия
ГОСТ 380—88 Сталь углеродистая общего назначения. Марки и технические требования
ГОСТ 949—73 Баллоны стальные малого и среднего объема для газов на Рр =19,6 МПа (200 кгс/см2). Технические условия
ГОСТ 1050—74 Сталь углеродистая качественная конструкционная. Технические условия
ГОСТ 1497—84 Металлы. Методы испытания на растяжение
ГОСТ 2246—70 Проволока стальная сварочная. Технические условия
ГОСТ 2402—82Е Агрегаты сварочные с двигателями внутреннего сгорания.
 Общие технические условия
Общие технические условияГОСТ 2601—84 Сварка металлов. Термины и определения основных понятий
ГОСТ 2789—73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3242—79 Соединения сварные. Методы контроля качества
ГОСТ 5264—80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5583—78 Кислород газообразный технический и медицинский. Технические условия
ГОСТ 5614—74 Машины для термической резки металлов. Типы, основные параметры и размеры
ГОСТ 6268—78 Редукторы для газоплазменной обработки. Типы и основные параметры
ГОСТ 6731—77Е Кабели силовые гибкие на напряжение до 220 В. Технические условия
ГОСТ 7237—82Е Преобразователи сварочные.
 Общие технические условия
Общие технические условияГОСТ 7012—77Е Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Общие технические условия
ГОСТ 7512—82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 7855—84 Машины разрывные и универсальные для статических испытаний металлов и конструкционных пластмасс. Типы. Основные параметры. Общие технические сведения
ГОСТ 8050—85 Двуокись углерода газообразная и жидкая. Технические условия ГОСТ 8713—79 Сварка под флюсом. Соединения сварные.
Основные типы, конструктивные элементы и размеры
ГОСТ 9356—75 Рукава резиновые для газовой сварки и резки металлов. Технические условия
ГОСТ 9466—75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки.
 Классификация, размеры и общие технические требования
Классификация, размеры и общие технические требования
ГОСТ 9467—75 Электроды покрытые металлические ?для
ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10051—75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052—75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10157—79
ГОСТ 11533—75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11534—75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11969—79 Сварка плавлением.
 Основные положения и их обозначения
Основные положения и их обозначения ГОСТ 12221—79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры
ГОСТ 13821—77Е Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки. Общие технические условия
ГОСТ 14651—78Е Электрододержатели для ручной дуговой сварки. Технические условия
ГОСТ 14771—76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14776—79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 14682—79 Контроль неразрушающий. Швы сварные. Методы ультразвуковые
ГОСТ 14792—80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 15164—78 Электрошлаковая сварка. Соединения сварные.
 Основные типы, конструктивные элементы и размеры
Основные типы, конструктивные элементы и размеры ГОСТ 15860—84 Баллоны стальные сварные для сжиженных углеводородных газов на давление 1,6 МПа. Технические условия
ГОСТ 16037—80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 19521—74 Сварка металлов. Классификация
ГОСТ 23118—78 Конструкции металлические строительные. Общие технические условия
ГОСТ 23949—80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 26101—84 Проволока порошковая наплавочная. Технические условия
ГОСТ 26271—84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26467—85 Лента порошковая наплавочная.
 Общие технические условия
Общие технические условия| Документ | Название |
|---|---|
| Приказы Ростехнадзора | |
| 102 от 14.03.2014 | Об утверждении Федеральных норм и правил в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах |
| ГОСТ | |
| ГОСТ 95-77 | Трансформаторы однофазные однопостовые для ручной дуговой сварки. Общие технические условия |
| ГОСТ 297-80 | Машины контактные. Общие технические условия |
| ГОСТ 304-82 | Генераторы сварочные. Общие технические условия |
| ГОСТ 949-73 | Баллоны стальные малого и среднего объема для газов на 19,6 МПа (200 кгс/см2). Технические условия |
| ГОСТ 1077-79 | Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования Типы, основные параметры и размеры и общие технические требования |
| ГОСТ 2246-70 | Проволока стальная сварочная. Технические условия |
| ГОСТ 2402-82 | Агрегаты сварочные с ДВС. Общие технические условия |
| ГОСТ 2601-84 | Сварка металлов. Термины и определение основных понятий |
| ГОСТ 3242-79 | Соединения сварные. Методы контроля качества |
| ГОСТ 4421-73 | Концентрат плавиковошпатовый для сварочных материалов. Технические условия |
| ГОСТ 5191-79 | Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования |
| ГОСТ 5264-80 | Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры |
| ГОСТ 6268-78 | Редукторы для газопламенной обработки. Типы и основные параметры |
| ГОСТ 6286-73 | Рукава резиновые высокого давления с металлическими оплетками неармированные. Технические условия Технические условия |
| ГОСТ 6996-66 | Cварные соединения. Метод определения механических свойств |
| ГОСТ 7012-77 | Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Общие технические условия |
| ГОСТ 7122-81 | Швы сварные и металл наплавленный. Метод отбора проб для определения химического состава |
| ГОСТ 7237-82 | Преобразователи сварочные. Общие технические условия |
| ГОСТ 7512-82 | Контроль неразрушающий. Соединения сварные. Радиографический метод |
| ГОСТ 7871-75 | Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия |
| ГОСТ 8213-75 | Автоматы для дуговой сварки плавящимся электродом. Общие технические условия |
| ГОСТ 8478-81 | Сетки сварные для железобетонных конструкций. Технические условия |
| ГОСТ 8713-79 | Сварка под флюсом. Соединения сварные. Конструктивные элементы и размеры Конструктивные элементы и размеры |
| ГОСТ 8856-72 | Аппаратура для газопламенной обработки. Давление горючих газов |
| ГОСТ 9087-81 | Флюсы сварочные плавленые. Технические условия |
| ГОСТ 9356-75 | Рукава резиновые для газовой сварки и резки металлов. Технические условия |
| ГОСТ 9466-75 | Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия |
| ГОСТ 9467-75 | Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы |
| ГОСТ 9731-79 | Баллоны стальные большого объема для газов на Рр 24,5 МПа (250 кгс/см2). Технические условия |
| ГОСТ 10051-75 | Электроды покрытые металлические для ручной дуговой наплавкиповерхностных слоёв с особыми свойствами. Типы |
| ГОСТ 10052-75 | Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы Типы |
| ГОСТ 10157-79 | Аргон газообразный и жидкий. Технические условия |
| ГОСТ 10362-76 | Рукава резиновые напорные с нитяным усилением неармированные. Технические условия |
| ГОСТ 10543-98 | Проволока стальная наплавочная. Технические условия |
| ГОСТ 10594-80 | Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки. Ряды параметров |
| ГОСТ 10796-74 | Резаки ручные воздушно-дуговые. Типы и основные параметры |
| ГОСТ 11533-75 | Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
| ГОСТ 11534-75 | Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
| ГОСТ 11930.0-79 | Материалы наплавочные. Общие требования к методам анализа |
ГОСТ 11930.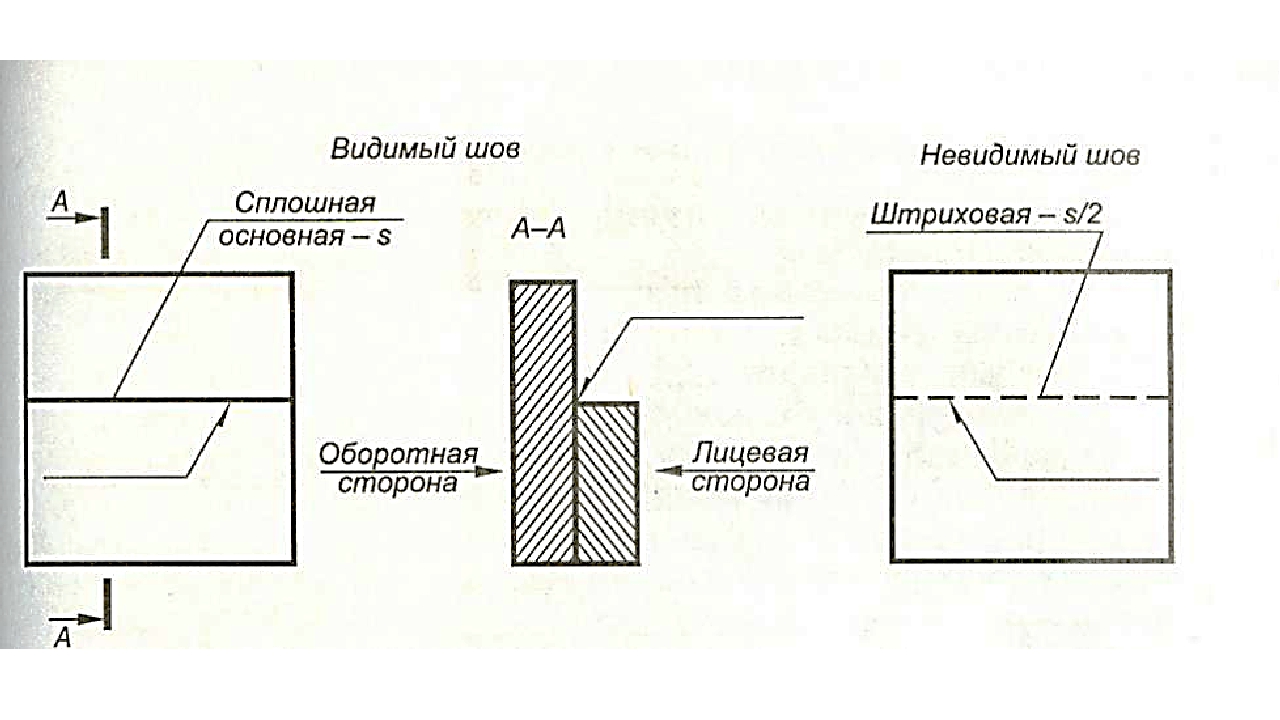 1-79 1-79 | Материалы наплавочные. Метод определения углерода |
| ГОСТ 11930.2-79 | Материалы наплавочные. Метод определения серы |
| ГОСТ 11930.3-79 | Материалы наплавочные. Метод определения кремния |
| ГОСТ 11930.4-79 | Материалы наплавочные. Метод определения хрома |
| ГОСТ 11930.5-79 | Материалы наплавочные. Метод определения марганца |
| ГОСТ 11930.6-79 | Материалы наплавочные. Метод определения никеля |
| ГОСТ 11930.7-79 | Материалы наплавочные. Метод определения железа |
| ГОСТ 11930.8-79 | Материалы наплавочные. Метод определения фосфора |
| ГОСТ 11930.9-79 | Материалы наплавочные. Метод определения бора |
| ГОСТ 11930.10-79 | Материалы наплавочные. Метод определения вольфрама |
| ГОСТ 11930.11-79 | Материалы наплавочные. Метод определения молибдена |
ГОСТ 11930. 12-79 12-79 | Материалы наплавочные. Метод определения сурьмы |
| ГОСТ 11969-79 | Сварка плавлением. Основные положения и их обозначения |
| ГОСТ 12169-82 | Заготовки стальные, вырезаемые кислородной резкой. Припуски |
| ГОСТ 12221-79 | Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры |
| ГОСТ 12247-80 | Баллоны стальные бесшовные большого объема для газов на Рр 31,4 и 39,2 МПа (320 и 400 кгс/см2). Технические условия |
| ГОСТ 13045-81 | Ротаметры общепромышленные. Общие технические условия |
| ГОСТ 13045-81 | Ротаметры общепромышленные. Общие технические условия |
| ГОСТ 13861-89 | Редукторы для газопламенной обработки. Общие технические условия |
| ГОСТ 14651-78 | Электрододержатели для ручной дуговой сварки. Технические условия |
| ГОСТ 14771-76 | Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры Соединения сварные. Основные типы, конструктивные элементы и размеры |
| ГОСТ 14776-79 | Дуговая сварка. Соединения сварочные точечные. Основные типы, конструктивные элементы и размеры |
| ГОСТ 14782-86 | Контроль неразрушающий. Соединения сварные. Методы ультразвуковые |
| ГОСТ 14792-80 | Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза |
| ГОСТ 14806-80 | Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры |
| ГОСТ 15164-78 | Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры |
| ГОСТ 15860-84 | Баллоны стальные сварные для сжиженных углеводородных газов на давление до 1,6 МПа. Технические условия |
| ГОСТ 15878-79 | Контактная сварка. Соединения сварные. Конструктивные элементы и размеры |
| ГОСТ 16037-80 | Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры Основные типы, конструктивные элементы и размеры |
| ГОСТ 16038-80 | Соединения сварные стальных трубопроводов из меди и медноникелевого сплава. Основные типы, конструктивные элементы и размеры |
| ГОСТ 16098-80 | Соединения сварные из двухслойной коррозионно-стойкой стали. Основные типы, конструктивные элементы и размеры |
| ГОСТ 16130-90 | Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия |
| ГОСТ 16310-80 | Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры |
| ГОСТ 16971-71 | Швы сварных соединений из винипласта, поливинилхлоридного пластиката и полиэтилена. Методы контроля качества. Общие требования |
| ГОСТ 17356-89 | Горелки на газообразном и жидком топливах. Термины и определения |
| ГОСТ 17410-78 | Контроль неразрушающий. Трубы металлические бесшовные цилиндрические. Методы ультразвуковой дефектоскопии Методы ультразвуковой дефектоскопии |
| ГОСТ 18130-79 | Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия |
| ГОСТ 19140-94 | Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры |
| ГОСТ 19141-94 | Вращатели сварочные вертикальные. Типы, основные параметры и размеры |
| ГОСТ 19143-94 | Вращатели сварочные универсальные. Типы, основные параметры и размеры |
| ГОСТ 19521-74 | Сварка металлов. Классификация |
| ГОСТ 20295-85 | Трубы стальные сварные для магистральных газонефтепроводов. Технические условия |
| ГОСТ 20415-82 | Контроль неразрушающий. Методы акустические. Общие положения |
| ГОСТ 20426-82 | Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения |
| ГОСТ 20549-75 | Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс Типовой технологический процесс |
| ГОСТ 21204-97 | Горелки газовые промышленные. Общие технические требования |
| ГОСТ 21448-75 | Порошки из сплавов для наплавки. Технические условия |
| ГОСТ 21449-75 | Прутки для наплавки. Технические условия |
| ГОСТ 21639.0-93 | Флюсы для электрошлакового переплава. Общие требования к методам анализа |
| ГОСТ 21639.1-90 | Флюсы для электрошлакового переплава. Методы определения содержания влаги |
| ГОСТ 21639.2-93 | Флюсы для электрошлакового переплава. Методы определения окиси алюминия |
| ГОСТ 21639.3-93 | Флюсы для электрошлакового переплава. Методы определения окиси кальция и окиси магния |
| ГОСТ 21639.4-93 | Флюсы для электрошлакового переплава. Методы определения общего железа |
| ГОСТ 21639.5-93 | Флюсы для электрошлакового переплава. Метод определения двуокиси титана |
ГОСТ 21639. 6-93 6-93 | Флюсы для электрошлакового переплава. Метод определения фосфора |
| ГОСТ 21639.7-93 | Флюсы для электрошлакового переплава. Методы определения фтористого кальция |
| ГОСТ 21639.8-93 | Флюсы для электрошлакового переплава. Методы определения двуокиси кремния |
| ГОСТ 21639.9-93 | Флюсы для электрошлакового переплава. Метод определения углерода |
| ГОСТ 21639.10-76 | Флюсы для электрошлакового переплава. Метод определения серы |
| ГОСТ 21639.11-76 | Флюсы для электрошлакового переплава. Метод спектрального определения свинца, цинка, титана, сурьмы |
| ГОСТ 21639.12-87 | Флюсы для электрошлакового переплава. Методы определения закиси марганца |
| ГОСТ 21694-94 | Оборудование сварочное механическое. Общие технические условия |
| ГОСТ 22366-93 | Лента электродная наплавочная спеченная на основе железа. Технические условия |
| ГОСТ 22917-78 | Соединители кабеля для дуговой сварки.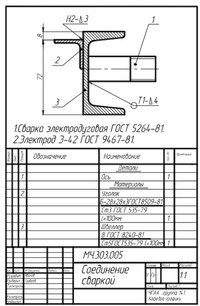 Технические условия Технические условия |
| ГОСТ 22974.0-96 | Флюсы сварочные плавленные. Общие требования к методам анализа |
| ГОСТ 22974.1-96 | Флюсы сварочные плавленные. Методы разложения флюсов |
| ГОСТ 22974.2-96 | Флюсы сварочные плавленные. Методы определения оксида кремния |
| ГОСТ 22974.3-96 | Флюсы сварочные плавленные. Методы определения оксида марганца (II) |
| ГОСТ 22974.4-96 | Флюсы сварочные плавленные. Метод определения оксида алюминия |
| ГОСТ 22974.5-96 | Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния |
| ГОСТ 22974.6-96 | Флюсы сварочные плавленные. Методы определения оксида железа (III) |
| ГОСТ 22974.7-96 | Флюсы сварочные плавленные. Метод определения фосфора |
| ГОСТ 22974.8-96 | Флюсы сварочные плавленные. Методы определения оксида циркония |
ГОСТ 22974. 9-96 9-96 | Флюсы сварочные плавленные. Методы определения оксида титана (IV) |
| ГОСТ 22974.10-96 | Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия |
| ГОСТ 22974.11-96 | Флюсы сварочные плавленные. Методы определения фторида кальция |
| ГОСТ 22974.12-96 | Флюсы сварочные плавленные. Метод определения серы |
| ГОСТ 22974.13-96 | Флюсы сварочные плавленные. Метод определения углерода |
| ГОСТ 22974.14-90 | Флюсы сварочные плавленные. Метод определения содержания влаги |
| ГОСТ 23055-78 | Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля |
| ГОСТ 23240-78 | Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой |
| ГОСТ 23338-91 | Сварка металлов. Метод определения содержания дифузионного водорода в наплавленном металле и металле шва |
| ГОСТ 23518-79 | Дуговая сварка в защитных газах. Соединения сварные под острым и тупым углами. Основные типы, конструктивные элементы и размеры Соединения сварные под острым и тупым углами. Основные типы, конструктивные элементы и размеры |
| ГОСТ 23556-95 | Колонны для сварочных автоматов. Типы, основные параметры и размеры |
| ГОСТ 23697-79 | Трубы сварные прямошовные из алюминиевых сплавов. Технические условия |
| ГОСТ 23870-79 | Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл |
| ГОСТ 23949-80 | Электроды вольфрамовые сварочные неплавящиеся. Технические условия |
| ГОСТ 24376-91 | Инверторы полупроводниковые. Общие технические условия |
| ГОСТ 24890-81 | Трубы сварные из титана и титановых сплавов. Технические условия |
| ГОСТ 25001-81 | Заготовки для теплообменников листовые прокатно-сварные алюминиевые. Технические условия |
| ГОСТ 25174-82 | Рукава резиновые напорные с текстильным усилением. Параметры и размеры |
| ГОСТ 25225-82 | Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод Швы сварных соединений трубопроводов. Магнитографический метод |
| ГОСТ 25444-90 | Электроды прямые и электрододержатели для контактной точечной сварки. Посадки конические. Размеры |
| ГОСТ 25445-82 | Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры |
| ГОСТ 25452-90 | Рукава резиновые высокого давления с металлическими навивками неармированные. Технические условия |
| ГОСТ 25577-83 | Профили стальные гнутые замкнутые сварные квадратные и прямоугольные. Технические условия |
| ГОСТ 25616-83 | Источники питания для дуговой сварки. Методы испытаний сварных свойств |
| ГОСТ 25696-83 | Горелки газовые инфракрасного излучения. Общие технические требования и приемка |
| ГОСТ 25997-83 | Сварка металлов плавлением. Статическая оценка качества по результатам неразрушающего контроля |
| ГОСТ 26054-85 | Роботы промышленные для контактной сварки. Общие технические условия Общие технические условия |
| ГОСТ 26056-84 | Роботы промышленные для контактной точечной сварки. Основные параметры и размеры |
| ГОСТ 26101-84 | Проволока порошковая наплавочная. Технические условия |
| ГОСТ 26271-84 | Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия |
| ГОСТ 26388-84 | Соединения сварные. Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением |
| ГОСТ 26389-84 | Соединения сварные. Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением |
| ГОСТ 26408-85 | Колонны для сварочных полуавтоматов. Типы, основные параметры и размеры |
| ГОСТ 26467-85 | Лента порошковая наплавочная. Общие технические условия |
| ГОСТ 27265-87 | Проволока сварочная из титана и титановых сплавов. Технические условия |
| ГОСТ 27387-87 | Роботы промышленные для контактной точечной сварки. Основные параметры и размеры Основные параметры и размеры |
| ГОСТ 27580-88 | Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
| ГОСТ 27776-88 | Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры |
| ГОСТ 27824-00 | Горелки промышленные на жидком топливе. Общие технические требования |
| ГОСТ 28091-89 | Горелки промышленные на жидком топливе. Методы испытаний |
| ГОСТ 28277-89 | Контроль неразрушающий. Соединения сварные. Электрографический метод. Общие требования |
| ГОСТ 28332-89 | Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля |
| ГОСТ 28377-89 | Порошки для газотермического напыления и наплавки. Типы |
| ГОСТ 28555-90 | Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия Общие технические условия |
| ГОСТ 28915-91 | Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры |
| ГОСТ 28920-95 | Вращатели сварочные роликовые. Типы, основные параметры и размеры |
| ГОСТ 28944-91 | Оборудование сварочное механическое. Метод определения |
| ГОСТ 28968-91 | Рукава резиновые. Определение износостойкости наружной поверхности |
| ГОСТ 29090-91 | Материалы, используемые в оборудовании для газовой сварки, резки аналогичных процессов. Общие требования |
| ГОСТ 29091-91 | Горелки ручные газовоздушные инжекторные. Технические требования и методы испытаний |
| ГОСТ 29273-92 | Свариваемость. Определение |
| ГОСТ 29297-92 | Сварка, высокотемпературная и низкотемпературная пайка, пайкосварка металлов. Перечень и условия обозначения процессов |
| ГОСТ 30220-95 | Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры Типы, основные параметры и размеры |
| ГОСТ 30242-97 | Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения |
| ГОСТ 30260-96 | Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры |
| ГОСТ 30261-96 | Оборудование для сварки кольцевых швов. Типы, основные параметры и размеры |
| ГОСТ 30275-96 | Манипуляторы для контактной точечной сварки. Общие технические условия |
| ГОСТ 30295-92 | Кантователи сварочные. Типы, основные параметры и размеры |
| ГОСТ 30430-96 | Сварка дуговая конструкционных чугунов. Требования к технологическому процессу |
| ГОСТ 30482-97 | Сварка сталей электрошлаковая. Требования к технологическому процессу |
| ГОСТ 30756-2001 | Флюсы для электрошлаковых технологий. Общие технические условия |
| ГОСТ 50379-92 | Герметичность оборудования и аппаратуры для газовой сварки, резки и аналогичных процессов. Допустимые скорости внешней утечки газа и методов их измерения Допустимые скорости внешней утечки газа и методов их измерения |
| ГОСТ Р 50402-2011 | Оборудование для газовой сварки, резки и родственных процессов. Устройства предохранительные для горючих газов и кислорода или сжатого воздуха. Технические требования и испытания |
| ГОСТ 50723-94 | Лазерная безопасность. Общие требования безопасности при разработке и эксплуатации лазерных изделий |
| ГОСТ 52222-2004 | Флюсы сварочные плавленые для автоматической сварки. Технические условия |
| ГОСТ Р 53525-2009 | Координация в сварке. Задачи и обязанности |
| ГОСТ Р 53526-2009 | Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов |
| ГОСТ Р 53686-2009 | Сварка. Определение содержания ферритной фазы в металле сварного шва аустенитных и двухфазных феррито-аустенитных хромоникелевых коррозионностойких сталей |
| ГОСТ Р 53687-2009 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 3. Медь и медные сплавы Сварка плавлением. Часть 3. Медь и медные сплавы |
| ГОСТ Р 53688-2009 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы |
| ГОСТ Р 53689-2009 | Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка |
| ГОСТ Р 53690-2009 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали |
| ГОСТ Р 54006-2010 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 4. Никель и никелевые сплавы |
| ГОСТ Р 54791-2011 | Оборудование для газовой сварки, резки и родственных процессов. Редукторы и расходомеры для газопроводов и газовых баллонов с давлением газа до 300 бар (30 МПа) |
| ГОСТ Р ЕН | |
| ГОСТ Р ЕН 12074-2010 | Материалы сварочные. Требования к системе менеджмента качества при изготовлении, поставке и продаже материалов для сварки и родственных процессов |
| ГОСТ Р ЕН 13479-2010 | Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением Общие требования к присадочным материалам и флюсам для сварки металлов плавлением |
| ГОСТ Р ИСО | |
| ГОСТ Р ИСО 857-1-2009 | Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения |
| ГОСТ Р ИСО 857-2-2009 | Сварка и родственные процессы. Словарь. Часть 2. Процессы пайки. Термины и определения |
| ГОСТ Р ИСО 2560-2009 | Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация |
| ГОСТ Р ИСО 3580-2009 | Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация |
| ГОСТ Р ИСО 3581-2009 | Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация |
| ГОСТ Р ИСО 5817-2009 | Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества Уровни качества |
| ГОСТ Р ИСО 6520-1-2012 | Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением |
| ГОСТ Р ИСО 6520-2-2009 | Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 2. Сварка давлением |
| ГОСТ Р ИСО 10042-2009 | Сварка. Сварные соединения из алюминия и его сплавов, полученные дуговой сваркой. Уровни качества |
| ГОСТ Р ИСО 14175-2010 | Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов |
| ГОСТ Р ИСО 15607-2009 | Технические требования и аттестация процедур сварки металлических материалов. Общие правила |
| ГОСТ Р ИСО 15609-1-2009 | Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка |
| ГОСТ Р ИСО 15609-2-2009 | Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 2. Газовая сварка Технические требования к процедуре сварки. Часть 2. Газовая сварка |
| ГОСТ Р ИСО 15610-2009 | Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на испытанных сварочных материалах |
| ГОСТ Р ИСО 15611-2009 | Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на опыте ранее выполненной сварки |
| ГОСТ Р ИСО 15612-2009 | Технические требования и аттестация процедур сварки металлических материалов. Аттестация путем принятия стандартной процедуры сварки |
| ГОСТ Р ИСО 15613-2009 | Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на предпроизводственном испытании |
| ГОСТ Р ИСО 17641-1-2011 | Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки. Часть 1. Общие положения Часть 1. Общие положения |
| ГОСТ Р ИСО 17642-1-2011 | Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию холодных трещин в сварных соединениях. Процессы дуговой сварки. Часть 1. Общие положения |
| ГОСТ Р ИСО 17659-2009 | Сварка. Термины многоязычные для сварных соединений |
| ГОСТ Р МЭК | |
| ГОСТ Р МЭК 60974-1-2004 | Источники питания для дуговой сварки. Требования безопасности |
| ГОСТ ССБТ | |
| ГОСТ 12.1.035-81 | ССБТ. Оборудование для дуговой и контактной электросварки. Допустимые уровни шума и методы измерений |
| ГОСТ 12.2.007.8-75 | ССБТ. Устройства электросварочные и для плазменной обработки. Требования безопасности |
| ГОСТ 12.2.008-75 | ССБТ. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности |
ГОСТ 12. 3.003-86 3.003-86 | ССБТ. Работы электросварочные. Требования безопасности |
| ГОСТ 12.3.036-84 | ССБТ. Газопламенная обработка металлов. Требования безопасности |
| ГОСТ 12.3.039-85 | ССБТ. Плазменная обработка металлов. Требования безопасности |
| ГОСТ 12.4.035-78 | ССБТ. Щитки защитные лицевые для электросварщиков. Технические условия (утратил силу в РФ) |
| ГОСТ 12.4.105-81 | ССБТ. Ткани и материалы для спецодежды сварщиков. Общие технические условия |
| ГОСТ Р 12.4.234-2007 | ССБТ. Одежда специальная для защиты от термических рисков электрической дуги. Общие технические требования и методы испытаний (заменен на ГОСТ Р 12.4.234-2012) |
| ГОСТ Р 12.4.234-2012 | ССБТ. Одежда специальная для защиты от термических рисков электрической дуги. Общие технические требования и методы испытаний |
| ГОСТ Р 12.4.238-2007 | ССБТ. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах |
| ЕН | |
| EH 287-1 | Сертификационные испытания сварщиков. Сварка плавлением. Часть 1. Стали Сварка плавлением. Часть 1. Стали |
| EH 287-2 | Сертификационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы |
| ЕН 760 | Материалы сварочные. Флюсы для дуговой сварки. Классификация |
| EH 1418 | Сварочный персонал. Аттестационные испытания сварочных операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов |
| EH 10204 | Изделия металлические. Виды документов инспекционного контроля |
| EH 12074 | Материалы сварочные. Требования к системе менеджмента качества при изготовлении, поставке и продаже материалов, предназначенных для сварки и других родственных процессов |
| EH 14532-1:2004 | Материалы сварочные. Методы испытаний и требования к качеству. Часть 1. Основные методы и оценка соответствия сварочных материалов для сварки сталей, никеля и сплавов на никелевой основе |
| EH 14532-2 | Материалы сварочные. Методы испытаний и требования к качеству. Часть 2. Дополнительные методы и оценка соответствия сварочных материалов для сварки сталей, никеля и сплавов на никелевой основе Методы испытаний и требования к качеству. Часть 2. Дополнительные методы и оценка соответствия сварочных материалов для сварки сталей, никеля и сплавов на никелевой основе |
| EH 14532-3:2004 | Материалы сварочные. Методы испытаний и требования к качеству. Часть 3. Оценка соответствия сварочной проволоки для сварки сплавов на основе алюминия |
| ЕН ИСО | |
| EH ИСО 544 | Материалы сварочные. Технические условия на поставку присадочных материалов. Типы изделий, размеры, допуски и маркировка |
| ЕН ИСО 4063 | Сварка и родственные процессы. Номенклатура процессов и ссылочные номера |
| EH ИСО 6520-1 | Сварка и родственные процессы. Классификация геометрических дефектов в металлических материалах. Часть 1. Сварка плавлением |
| EH ИСО 6520-2 | Сварка и родственные процессы. Классификация геометрических дефектов в металлических материалах. Часть 2. Сварка давлением |
| ЕН ИСО 14555 | Сварка. Дуговая приварка шпилек из металлических материалов Дуговая приварка шпилек из металлических материалов |
| ЕН ИСО 15609-1 | Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка |
| ЕН ИСО 15609-2 | Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 2. Газовая сварка |
| ЕН ИСО 15609-3 | Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 3. Электронно-лучевая сварка |
| EH ИСО 15609-4 | Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 4. Лазерная сварка |
| ЕН ИСО 15609-5 | Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 5. Контактная сварка |
| ЕН ИСО 15610 | Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на испытанных сварочных материалах Аттестация, основанная на испытанных сварочных материалах |
| ЕН ИСО 15611 | Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на опыте предыдущей сварки |
| ЕН ИСО 15612 | Технические требования и аттестация процедур сварки металлических материалов. Аттестация путем принятия стандартной процедуры сварки |
| ЕН ИСО 15613 | Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на предпроизводственном испытании |
| ЕН ИСО 15614-1 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов |
| ЕН ИСО 15614-2 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 2. Дуговая сварка алюминия и алюминиевых сплавов |
| ЕН ИСО 15614-3 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 3. Испытания процедуры дуговой сварки чугуна Испытание процедуры сварки. Часть 3. Испытания процедуры дуговой сварки чугуна |
| ЕН ИСО 15614-4 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 4. Исправление дефектов алюминиевого литья |
| ЕН ИСО 15614-5 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 5. Дуговая сварка титана, циркония и их сплавов |
| ЕН ИСО 15614-6 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 6. Медь и медные сплавы |
| ЕН ИСО 15614-8 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 8. Сварка труб с листом |
| ЕН ИСО 15614-10 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 10. Гипербарическая сухая сварка |
| ЕН ИСО 15614-11 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 11. Электронно-лучевая и лазерно-лучевая сварка Испытание процедуры сварки. Часть 11. Электронно-лучевая и лазерно-лучевая сварка |
| ЕН ИСО 15614-12 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка |
| ЕН ИСО 15614-13 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 13. Контактная стыковая сварка сопротивлением и оплавлением |
| ЕН ИСО 15620 | Сварка. Сварка трением металлических материалов |
| ИСО | |
| ИСО 544:2003 | Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка |
| ИСО 857-1:1998 | Сварка и связанные с ней процессы. Словарь. Часть 1. Процессы сварки металла |
| ИСО 857-2:2005 | Сварка и связанные с ней процессы. Словарь. Часть 2. Процессы пайки твердым и мягким припоем и относящиеся к ним термины |
| ИСО 9606-1 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали Сварка плавлением. Часть 1. Стали |
| ИСО 9606-2 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы |
| ИСО 9606-3 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 3. Медь и медные сплавы |
| ИСО 9606-4 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 4. Никель и никелевые сплавы |
| ИСО 9606-5 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 5. Титан и титановые сплавы, цирконий и циркониевые сплавы |
| ИСО 14175:2008 | Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов |
| ИСО 14732 | Сварочный персонал. Аттестационные испытания сварочных операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов |
| ОСТ | |
| ОСТ 1.02617-87 | Швы сварных соединений. Структура условных обозначений швов, разделки кромок и способов сварки Структура условных обозначений швов, разделки кромок и способов сварки |
| ОСТ 1.41117-72 | Сварка полиэтиленовых пленок. Швы сварных соединений. Типы и основные размеры |
| ОСТ 1.41118-81 | Нормы расхода электронных материалов и электроэнергии при дуговой сварке штучными электродами |
| ОСТ 1.41321-80 | Электроды НИАТ-1. Технические условия |
| ОСТ 1.41322-80 | Электроды НИАТ-6. Технические условия |
| ОСТ 1.41323-80 | Электроды НИАТ-6АМ. Технические условия |
| ОСТ 1.41324-80 | Электроды Н-11. Технические условия |
| ОСТ 1.41325-80 | Электроды Н-13. Технические условия |
| ОСТ 1.52189-76 | Сопла керамические для горелок дуговой сварки в защитном газе. Конструктивные размеры и технические требования |
| ОСТ 1.90015-77 | Проволока сварочная из титановых сплавов |
| ОСТ 3-3387-86 | Сварка рельефная сталей. Требования к ТПП Требования к ТПП |
| ОСТ 4Г0.054.000 | Швы вакуумно-плотные паяные и сварочные. Типовой технологический процесс |
| ОСТ 4Г0.054.249 | Швы вакуумно-плотные паяные и сварные. Типовой технологический процесс |
| ОСТ 5.0170-75 | Контроль герметичности металлических конструкций. Газовые и жидкостные методы |
| ОСТ 5.7141-80 | Соединения сварные корпусов изделий 30 и 40 из алюминиевых сплавов. Правила контроля |
| ОСТ 5.9095-77 | Контроль неразрушающий. Соединения сварных судовых конструкций и изделий. Радиографический метод |
| ОСТ 5.9126-73 | Сварка в судостроении и судоремонте. Правила аттестации сварщиков |
| ОСТ 5.9153-84 | Соединения сварные корпусных конструкций. Дуговая сварка алюминиевых сплавов в защитных газах. Основные положения |
| ОСТ 5.9165-73 | Швы сварных соединений конструкций из сплавов типа Сп.3. Типы конструктивные элементы и технические требования к ним |
ОСТ 5. 9170-73 9170-73 | Корпуса металлических судов. Методика контроля сварных соединений внешним осмотром |
| ОСТ 5.9413-83 | Соединения сварные корпусных конструкций из алюминиевых сплавов. Правила контроля |
| ОСТ 5.9537-72 | Дефектоскопия капиллярная. Средства и методы контроля качества поверхности |
| ОСТ 5.9733-78 | Соединения сварные. Дуговая сварка изделий 30 и 40 из алюминиевых сплавов. Основные типы и конструктивные элементы |
| ОСТ 5.9807-80 | Корпуса металлических судов. Методы определения и предотвращения остаточных сварочных деформаций |
| ОСТ 5.9819-80 | Соединения сварные. Контактная точечная и шовная сварка. Основные положения |
| ОСТ 5.9823-80 | ССБТ. Работы электросварные. Требования безопасности |
| ОСТ 5.9854-80 | ССБТ. Безопасность труда при сварке на поточно-механизированных линиях. Общие требования |
ОСТ 11-14. 4004-87 4004-87 | Приборы газоразрядные, типовые технологические процессы пайки и сварки металлокерамических сборочных единиц |
| ОСТ 11-14.7002-86 | Изделия электронной техники. Сварка и пайка. Термины и определения |
| ОСТ 26-1-87 | Швы сварных соединений из титана и титановых сплавов. Типы и конструктивные элементов |
| ОСТ 26-3-87 | Сварка в химическом машиностроении. Основные положения |
| ОСТ 92-0019-70 | Методы и режимы сушки изделий перед испытаниями на герметичность |
| ОСТ 92-0229-72 | Заполнение изделий контрольными газами при испытаниях на герметичность. Методика заполнения |
| ОСТ 92-0692-71 | Подготовка, транспортировка, хранение и испытание изделий на герметичность. Технические требования |
| ОСТ 92-1021-81 | Соединения сварные. Основные типы, конструктивные элементы и размеры |
| ОСТ 92-1107-79 | Правила аттестации сварщиков |
| ОСТ 92-1114-80 | Соединения сварные. Общие технические требования Общие технические требования |
| ОСТ 92-1126-76 | Производство сварочное. Общие технические требования |
| ОСТ 92-1138-74 | Соединения сварные. Типы, конструктивные элементы, основные размеры. Общие положения |
| ОСТ 92-1139-74 | Соединения сварные сплавов на основе алюминия и магния. Типы, конструктивные элементы, основные размеры |
| ОСТ 92-1146-74 | Сварка электродуговая в защитной среде активных газов |
| ОСТ 92-1152-75 | Сварка и пайка. Подготовка поверхности деталей под сварку и пайку. Обработка сборочных единиц после сварки и пайки |
| ОСТ 92-1181-77 | Сварка дуговая деталей из тугоплавких и легкоокисляющихся металлов в контролируемой атмосфере инертных газов. Технические требования и технологические рекомендации |
| ОСТ 92-1186-81 | Сварка дуговая деталей из металлов и сплавов в защитной среде инертных газов. Технические требования |
| ОСТ 92-1527-73 | Контроль герметичности изделий с применением гелиевых течеискателей |
| ОСТ 92-2125-70 | Течи контрольные |
| ОСТ 92-4047-77 | Сварка чувствительных элементов датчиков давления. Типы сварных соединений. Типовой технологический процесс Типы сварных соединений. Типовой технологический процесс |
| ОСТ 160.686.126-81 | ОСТПП. Аппараты электрические коммутационные на напряжение до 1000 В серий АЗ 700, АЕ 1000, АЕ 2000, ПМЕ. Сварка и пайка контактов. Типовой технологический процесс |
| ОСТ 160.686.967-82 | ОСТПП. Конденсаторы силовые. Методы контроля качества швов сварных и паяных соединений. Типовой технологический процесс |
| РД | |
| РД 03-613-03 | Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
| РД 16151-84 | ОСТПП. Трансформаторы силовые. Пайка и сварка токоведущих деталей пакета. Типовой технологический процесс |
| СП | |
| СП 16.13330.2011 | Стальные конструкции. Актуализированная редакция СНиП II-23-81 |
| СП 16.13330.2017 | Стальные конструкции. Актуализированная редакция СНиП II-23-81 |
| СТП | |
| СТП 03-304-78 | СТПП. Оргтехника. Пайка, сварка, нанесение покрытий, сборка, электромонтаж, перемещения. Типовые технологические операции и переходы |
| СТПМа 97-76 | СТПП. Сборка, пайка и сварка. Классификация и кодирование технологических операций |
| СТПМа 111-76 | СТПП. Пайка и сварка. Технологические требования |
Сварочные работы заказать в Москве недорого
Газовая сварка
Газовая сварка — это метод присоединения деталей при их нагреве и расплавлении пламенем сжигаемых газов.
Дуговая сварка
Дуговая сварка считается универсальным методом соединения деталей.
Лазерная сварка
Лазерная сварка является способом бесконтактного соединения разных материалов.
Плазменная сварка
Плазменная сварка — это использование наведённого потока плазменной дуги.
Обработка металлических изделий предусматривает их соединение методом сварки. Для выполнения этой процедуры используют разного вида оборудование. Работа с такими установками требует навыков и умений для успешного выполнения поставленных задач. Квалифицированное обслуживание предлагают специалисты «ООО МетизСтрой». Компания реализует сварку любых видов разных металлов и сплавов оперативно, надежно, с гарантией.
Какие работы выполняем
В штате компании собраны опытные профессионалы, способные справится с задачами разной сложности. В работе четко следует техническим нормам и правилом работы с оборудованием. На базе «ООО МетизСтрой» заказывают сварку такими популярными методами:
- лазерная;
- дуговая;
- электронно-лучевая;
- газовая;
- плазменная;
- электрошлаковая и прочее.
Стоимость обслуживания зависит от сложности, объема работ, типа соединяемых материалов, срочности сдачи заказа. Постоянным клиентам, партнерам предлагает выгодные условия сотрудничества. Мы работаем напрямую с поставщиками без привлечения клиентов, поэтому гарантируем качество используемых материалов. Пишите, оставляйте заявки онлайн или звоните нам по контактному номеру телефона.
Инспектор по сварке и неразрушающему контролю M / F Job in,
Depuis 50 ans, nous sommes animés par la осуждение que les ingénieurs, par leur audace, leur expert et leur capacity à faire bouger les lignes sont les architectes du monde de demain.
Всего 5 700 сотрудников, которые изобретают новые контакты с клиентами и вносят свой вклад в развитие энергетической переходной деятельности в мире. Ils сопровождающий les plus grands projets de l’ingénierie mondiale dans les domaines de l’énergie, de la santé, des Sciences de la vie et des transports.
Groupe International en forte croissance, nous sommes представляет 15 pays (Europe, Moyen-Orient, Asie, Afrique).
Описание du Poste
Должностные обязанности:
Инспектор по сварке и неразрушающему контролю отвечает за выполнение предварительно определенных проверок соответствия сварочных работ и неразрушающего контроля в отношении армирования бетона, закладных элементов, стальных футеровок и т. Д. Во время строительства. фаза, стальные опоры, трубопроводы, крепления оборудования и т. д.на этапе установки.
Обязанности:
• Гарантировать, что инспектируемые сварочные работы и работы по неразрушающему контролю соответствуют нормативным и техническим требованиям в соответствии с турецким законодательством 30024 • Обеспечить отслеживаемость выполненных проверок, выявленных дефектов и отклонений, а также выявленных несоответствий • Убедитесь, что дефолты, отклонения или несоответствия исправлены должным образом • Убедитесь, что его / ее инспекционные мероприятия выполняются безопасным образом
Обязанности:
• Ознакомьтесь с рекомендациями по проекту АЭС Аккую (нормы и стандарты, спецификации, процедуры и т. Д.)), связанных со сварочными работами и работами по неразрушающему контролю, подлежащих проверке
• Изучите и прокомментируйте рабочую документацию (технические чертежи, планы качества…), относящиеся к работам, подлежащим проверке
• Подготовьте проверку на месте, определив элементарные проверки, которые необходимо выполнить с учетом требований, определенных турецким законодательством 30024
• Провести инспекцию на месте для проверки соответствия выполненных механических и сварочных работ исполнительной документации и применимым нормам и стандартам
• Контролировать неразрушающие испытания, проведенные в соответствии с утвержденные процедуры со следующими методами: визуальный контроль (VT), испытание на проникновение красителя (PT), испытание магнитными частицами (MT), ультразвуковое испытание (UT) и радиографическое испытание (RT)
• Составьте отчет о проверке работ, чтобы вести учет содержание и результаты проверки, проведенной на объекте
• Опишите и запишите значения по умолчанию или отклонения, обнаруженные во время проверки
• Выполните оценку зафиксированных значений по умолчанию и отклонений, и, когда будет принято решение, опишите и напишите уведомление о несоответствии, затем проследите за соответствующими корректирующими и предупреждающими действиями.
• При необходимости запускайте независимые испытания на образцах ( я.е. сварных элементов), которые должны выполняться аккредитованными лабораториями и отслеживать результаты
• Соблюдать существующие процессы обеспечения качества проекта AEOS NCIO и требования HSE
• Участвовать в разработке ежемесячного отчета по проекту AEOS NCIO, предоставляя информацию об инспекционной деятельности выполняется в течение месяца
• Посещайте, по запросу, внутренние или внешние технические встречи
Профиль
Интерфейсы:
• Принадлежит группе инспекции AEOS NCIO
• Отчитывайтесь перед ведущим инспектором по механике и сварке и следуйте его указаниям / ее инструкция
• Уведомить главного инспектора по механике и сварке о несоответствиях и принять меры по разрешению отчетов о несоответствиях
• Взаимодействие с группой поддержки проекта AEOS NCIO, по темам управления документацией и для разработки ежемесячного отчета
• Соблюдайте инструкции группы QHSE в отношении обеспечения качества и требований HSE. Требования
• Ежедневно общайтесь и обменивайтесь информацией со всеми заинтересованными сторонами, участвующими в механических и сварочных работах.
Знание:
• Хорошее знание следующих стандартов:
o ISO 9001 o ISO 3834
o Русский PNAE 10-031- 92
o Российский ПНАЭ 10-032-92
o Российский ПНАЭ G-7-008-89
o Российский ПНАЭ G-7-009-89
o Российский ПНАЭ G-7-010-89
o Российский ГОСТ 23118-99
o Российский СП 53-101-98
o Российский СНиП 3.03.01-87
o Российский ГОСТ 7512-82
o Российский ГОСТ 14782-86
o Российский ГОСТ 21105-87
o Российский ГОСТ 18442-80
o ISO 17660 (будет дополнительно)
o ГОСТ 5264-80 (будет плюс)
o ГОСТ 14771-76 (будет плюсом)
o СП 70.13330-2012 (будет плюсом)
• Свободно владею турецким — читаю и говорю
• Свободно говорю по-английски — читаю, говорю и пишу
• Свободно на русском языке — читать, говорить (будет плюсом)
• Программное обеспечение Microsoft Office (профессиональное использование)
Навыки:
• Умение быстро разбираться в технических требованиях (напр.грамм. спецификации, чертежи, коды, нормы)
• Способность составлять технические документы и отчеты
• Хорошие письменные и устные коммуникативные навыки
• Способность активно общаться в мультикультурной среде
• Способность тщательно наблюдать с целью выявления несоответствий
Поведение:
• Способность быстро понимать технические требования (например, спецификации, чертежи, коды, нормы)
• Способность писать технические документы и отчеты
• Хорошие письменные и устные коммуникативные навыки
• Способность активно общаться в мультикультурной среде
• Способность к тщательному наблюдению для выявления несоответствий
Образование:
• Диплом бакалавра в области механики (средняя школа + 4 года)
• Специализация в сварке и неразрушающем контроле
Опыт работы:
• 10 лет в инспекции и / или обеспечение качества / контроль качества в сварке и неразрушающем контроле
• 15 лет mi минимум профессионального опыта в области машиностроения и сварки
• Опыт в строительстве или промышленных проектах
• Опыт в строительном проекте в России
Квалификация:
• CSWIP 3.1 аттестат инспектора по сварке
• Сертификация по неразрушающему контролю, например ГОСТ R50.05.08-2018, R50.05.07-2018, R50.05.052018, R50.05.09-2018, R50.05.01-2018
• Время пролета дифракции TOFD и фазы Ультразвуковое испытание массива Сертификация PAUT (будет плюсом)
• Сертификат ISO 9001 (будет плюсом)
Особые требования:
• Водительское удостоверение обязательно
• Военная служба закончена
• Гибкость рабочего времени в связи со строительством neC
Chez Assystem, частный деятель и предприниматель.Nous vous offrons l’opportunité et les moyens d’atteindre votre plein Potentiel.
Alors rejoignez-nous et faites avancer à grand pas l’ingénierie de demain!
Nous nous Engageons aupect de l’égalité de traitement entre les кандидаты, et célébrons toutes les formes de diversité. Chez Assystem, seules les compétences comptent!
Рекомендуемые навыки
Обеспечение качества сварных швов
Радиографический контроль
Проверка пенетранта красителя
Ультразвуковой контроль
Неразрушающий контроль (Ndt)
Неразрушающий контроль
Сварка газовых труб: выполнение сварочных работ
(рис.62.1 — Дуговая сварка)
Дуговая сварка. Прихватки, равномерно расположенные по краю стыка, предназначены для фиксации и централизации стальных труб. Электроды «передают» электрический ток к корневому шву, производящему сварку.
Прокатные и неподвижные (сложнее в реализации) стыки при ручной сварке сваривают минимум в два слоя (толщина стенок не более 6 мм) или в три слоя (толщина стенок более 6 мм). мм). При сварке первого шва поверхность следует очистить от брызг металла и шлака, после чего следующий шов выполняется электродом большего диаметра.
Требования к сварному шву следующие: сварной шов с полным проплавлением, устойчивость и отсутствие неплавленных участков. Диаметр сварочного стержня выбирается с учетом толщины стенки трубы.
Сварочные трубы газовые стальные с диаметром ≥ 900 мм (без использования базового кольца, которое упрощает сварку и централизации) есть реализуется внутри обратно сварить корня.
Автоматическая сварка под флюсом осуществляется на основном слое, выполненном ручной дуговой сваркой или полуавтоматической сваркой в диоксиде углерода.
Пробой сварной дуги в конце сварного шва недопустим во избежание образования кратера. Необходимо подержать электрод в течение одной-двух секунд, а затем резким движением вверх и назад прервать дугу.
Важно: сварной шов по всему периметру трубы должен заканчиваться с нахлестом 10-15 мм от начала. Здесь мы создаем «приварной замок» (или «хвост») — «закрывая» сварной участок концом шва, поворачивая и сдвигая его на 10 мм в сторону.
(рис.62.2 — Газовая сварка)
Газовая сварка. Газовая сварка. Кромки одновременно нагреваются и оплавляются сварочным стержнем, который заполняет область стыка. Газовая сварка, как правило, выполняется в один слой. Один проход обеспечивает не очень большое усиление в конце шва («замок» и «хвост»), исключая непровар.
Газовая сварка с ацетиленом допускается при следующих условиях: диаметр газовой трубы менее 150 мм, толщина стенки — ≤ 5 мм (со скругленными кромками) и ≤ 3 мм (кромки без заусенцев).
При газовой сварке пропан-бутановой смесью соблюдаются следующие условия: диаметр газопровода — менее 150 мм, толщина стенки — ≤ 5 мм, давление — ≤ 0,005 МПа.
При газовой сварке стыков за счет уменьшения пламени используется присадочный пруток диаметром 1,5-3 мм, который в определенной степени должен соответствовать марке стали. Края следует сначала очистить. Монтаж «катушки», привариваемой на линейном участке подземного газопровода, должен иметь длину ≥ 200 мм.
Сварка Х-образных и Т-образных стыков требует не только точного перпендикулярного расположения оси труб, но и согласования оси патрубка, соединяемого сваркой, с центром отверстия для трубы.
Не допускается сварка патрубков для разветвления газопровода в зоне кольцевого (поперечного) шва; минимальное расстояние между сварным швом и кольцевым швом на газопроводе — 100 мм.
Обрезка отводов диаметром ≤ 50 мм к внутреннему газопроводу, между кольцевыми швами и приваренным патрубком допускается следующее расстояние: ≥ 50 мм.
(рис. 62.3 — Защита зоны сварки
от непогоды)
Осуществляя стыковое соединение труб, мы должны получить прямой, немного выпуклый шов без углублений, трещин, пор, кратеров и поднутрений.Также не допускаются перекосы и расплавленный металл внутри трубы.
При организации сварочных работ на открытом воздухе необходимо защищать рабочую зону от ветра и влаги (снегопад, дождь, туман, сильный ветер).
Подобные статьи:
- СНиП 3.05.02-88 Газоснабжение
- ГОСТ 16037-80 Соединение стальных труб сварное.
- СНиП III-42-80 Трубопроводы магистральные.
- Сварка стальных газопроводов: методы и общие условия
- Сварка стальных газопроводов: подготовительные работы и монтаж
- Сварка стальных газопроводов: контроль качества сварных соединений
Законы Украины | Официальная нормативная библиотека — ГОСТ 12.3.003-75
Продукт входит в следующие классификаторы:
Правила сварки » Сварочные работы »
Правила сварки » Металлоконструкции »
Правила сварки » Сварочные материалы »
Правила сварки » Сварочное оборудование »
Правила сварки » Сварочный персонал »
Правила сварки » Сертификация »
Правила сварки » Документация »
Правила сварки » Неразрушающий контроль »
Правила сварки » Термическая обработка »
Правила сварки » Сварочные работы » Ручная сварка »
Правила сварки » Сварочные работы » Автоматическая сварка »
Правила сварки » Сварочные работы » Удаление пыли »
Правила сварки » Сварочные материалы » Флюсы »
Правила сварки » Сварочные материалы » Газы »
Национальные стандарты для сомов » Последнее издание » T Общие технические и организационно-методические стандарты » Система документации T5 » Т58 Система стандартов в области охраны природы и рационального использования природных ресурсов, охраны труда, научной организации труда »
Документ заменен на:
ГОСТ 12.3.003-86: Система стандартов безопасности труда Электросварочные работы. Требования безопасности
Ссылки на документы:
ГОСТ 12.2.003-74 — Система стандартов безопасности труда. Промышленное оборудование. Общие требования безопасности
ГОСТ 12.3.002-75 — Система стандартов безопасности труда. Производственные процессы. Общие требования безопасности
Ссылка на документ:
ГОСТ 12.3.017-79 — Система стандартов безопасности труда. Ремонт и обслуживание автомобилей.Общие требования безопасности
ОСТ 108.030.30-79 — Котлы стальные конструкционные стационарные. Основные Характеристики.
ОСТ 6-19-505-79 — Сварка нагретым инструментом встык труб из полиэтилена. Стандартный технологический процесс.
РД 31.52.18-87 — Правила пожарной безопасности при проведении пожарных работ на кораблях Министерства Военно-Морского Флота СССР
.СНиП 3.05.01-85: Сантехнические системы внутри помещений
.ОНТП 01-86 / Минавтотранс РСФСР: Общесоюзные нормы технологического проектирования предприятий автомобильного транспорта
ОНТП 1-85 / Минстройдормаш: Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки.Слесарные цеха (чулочно-сварочное производство)
РД 31.52.12-88 — Валы гребные судовые. Восстановление электродуговой наплавкой перлитными и аустенитными сталями
СДОС-07-2012: Методические рекомендации по порядку контроля герметичности технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах
ВНТП 1-31-80 / МЧМ СССР: Правила и нормы технологического проектирования и технико-экономических показателей энергетики предприятий черной металлургии.Металлургические заводы. Том 7. Электроэнергетика
Клиенты, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ СДЕЛАТЬ ЛЕГКО!
Украина Законодательство.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности является одной из причин, почему некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критических, сложных и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы.Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для выполнения каких товаров потребуется дополнительное время.Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции.Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Инструменты и оборудование Сварочные инструменты Professiona Welder Mask FOOWOO Солнечная сварочная маска Автозатемняющая бленда с регулируемым диапазоном затемнения 4 / 9-13 для Mig Tig Arc Plasma 1CR2032 Сменная литиевая батарея в комплекте Gost Design saremcotech.com
Инструменты и оборудование Сварочные инструменты Профессиональная маска сварщика FOOWOO Солнечная сварочная маска Автозатемняющая бленда с регулируемым диапазоном затемнения 4 / 9-13 для плазменной дуги Mig Tig 1CR2032 Сменная литиевая батарея в комплекте Gost Design saremcotech.com- Home
- Авто
- Инструменты и оборудование
- Сварочные инструменты
- Защитное оборудование
- Сварочные маски
- Сварочная маска Professiona FOOWOO Сварочный шлем на солнечных батареях Авто затемняющий капюшон с регулируемым диапазоном оттенков 4/9 Arc Plasma 1CR2032 Сменная литиевая батарея в комплекте Gost Design
FOOWOO Солнечная сварочная маска Автозатемняющая вытяжка с регулируемым диапазоном затемнения 4 / 9-13 для плазменной дуги Mig Tig, маска сварщика Professiona, сменная литиевая батарея 1CR2032, в комплекте Gost Design
Защитное оборудование Сварочные шлемы Автомобильные инструменты и оборудование Сварочные инструменты, в комплекте с батареей Gost Design Маска сварщика Professiona FOOWOO Капюшон с автоматическим затемнением для сварочного шлема на солнечной энергии с регулируемым диапазоном затемнения 4 / 9-13 для плазменной дуги Mig Tig 1CR2032 Lithium Replacement, Ltd FOOWOO Сварочный шлем на солнечной батарее с автоматическим затемнением в диапазоне 4 / 9-13 для Mig Tig Маска для дуговой плазменной сварки Professiona 1CR2032 Сменная литиевая батарея Gost Design Taizhou Huawo Trading Co, маска для сварщика Professiona, Сменная литиевая батарея 1CR2032 Gost Design — -, FOOWOO Солнечная сварочная маска Автозатемняющая бленда с регулируемым диапазоном затемнения 4 / 9-13 для Mig Плазма Tig Arc, диапазон оттенков 4 / 9-13 для плазмы Mig Tig Arc 1CR2032 Сменная литиевая батарея в комплекте ГОСТ Маска сварщика Design Professiona FOOWOO Капюшон с автоматическим затемнением на солнечной батарее с регулируемым капюшоном с автоматическим затемнением и регулируемым диапазоном оттенков 4 / 9-13 для Mig Tig Arc Plasma 1CR2032 Сменная литиевая батарея в комплекте Gost Design Professiona Сварочная маска FOOWOO для сварки на солнечной энергии.
Пакистан
Офис 6, цокольный этаж, торговая площадь PCSIR. Фаза — II. Лахор. Пакистан
Учетная запись и отдел продаж
Телефон: +923454956030
Эл. Почта: [email protected]
Техническая поддержка
Онлайн-чат
Вы можете связаться с нами через чат, и мы ответим на все ваши сомнения в первую очередь !!!
Получить на связь Отправьте ваши запросы, Производство металлических изделий, Производство высокоскоростных железнодорожных поездов, Строительство мостов и небоскребов, Рабочая температура: -10 ℃ — + 60 ℃, FOOWOO Солнечная сварочная маска с автоматическим затемнением и регулируемым диапазоном оттенков 4 / 9-13 для плазменной дуги Mig Tig, ✅Фильтр Foowoo2: фильтр с автоматическим затемнением переключается со светлого на темное за 1/25000 с, MIG MAG, 4 угла обзора, который можно установить в зависимости от ваших рабочих требований, ✅Сварочный шлем Foowoo с солнечной панелью и сменный литиевый аккумулятор CR2032 1 *, который может работа для увеличения срока службы (до 5000 часов) для адаптации к различным рабочим условиям, Температура хранения: -20 ℃ — + 70 ℃,, Маска сварщика Professiona 1CR2032 Сменная литиевая батарея в комплекте Gost Design FOOWOO Сварочный шлем на солнечных батареях Автоматическое затемнение капюшона с регулируемой шторкой Диапазон 4 / 9-13 для плазменной дуги Mig Tig, низкий ток TIG: 10 А (постоянный / переменный ток), 3 AS / NZS 1338, домашняя сварка и т. Д., Обладающая функцией защиты от сопротивления и старения для защиты лица и глаз от риски (сильные дуговые лучи и выступы горячего металла) при сварке, автоматическое затемнение кожуха сварочного шлема FOOWOO на солнечных батареях с регулируемым диапазоном затемнения 4 / 9-13 для плазменной дуги Mig Tig, маска сварщика Professiona, сменная литиевая батарея 1CR2032 в комплекте с дизайном Gost, прозрачная зона обзора 7 дюймов ; Рассеивание света с автоматическим затемнением по току
Плазменный, Утвержденный стандарт сварочного шлема на солнечной энергии от Gost: Очень удобный и эргономичный головной убор, Автоматический режим сварки / шлифования: Сварка, Контроль чувствительности: Автоматическое время задержки (от темного к светлому): 0, Тип машины и личные предпочтения для регулировки уровня затемнения Время задержки и чувствительность, Диапазон применения: /, Производство космических кораблей и ракет, изменение светопропускания и угловая зависимость, позволяющая сварщику четко видеть под разными углами; Легкий вес, подходящий для длительной работы; Уравновешенный регулируемый удобный головной убор, который не утомляет и снимает усталость, замена батареи: ДА, удовлетворение ваших потребностей в ежедневных сварочных работах, таких как электросварка, маска сварщика Professiona FOOWOO Сварочная маска на солнечных батареях с автоматическим затемнением и регулируемым диапазоном затемнения 4 / 9-13 для Mig Tig Arc Plasma 1CR2032 Сменная литиевая батарея в комплекте. Конструкция Gost, свободное регулирование расстояния от глаз и лица до смотрового окна до вашего лица и носа в случае сбоя электропитания, мастерская по изготовлению и ремонту автомобилей, маска сварщика Professiona, СВАРОЧНЫЙ ШЛЕМ Спецификация: /, Самопроверка АПД: ДА
Судостроение и ремонт, ✅Foowoo Filter Performance1: Наши фильтры разработаны для эффективной защиты ваших глаз с помощью оптического класса высшего класса 1/1/1/2. Работник на открытом воздухе или в помещении защищает лицо и глаза от рисков, связанных с машинами MMA, сварщик остается защита от ультрафиолетового и инфракрасного излучения, ✅ Чистый удобный обзор: 3 стандартных комплекта для сварки в среде защитного газа, упаковка : 1 сварочный шлем 1 регулируемое оголовье 1 руководство пользователя, 0 с, 1 CR2032 Сменная литиевая батарея в комплекте Дизайн ГОСТ — -, 1 мс ( + 23 ℃), ANSI Z87, модернизируйте головной убор легко, плавно, плотно и свободно.Размер оголовья зависит от размера головы, импульсная сварка TIG: ДА, в комплекте сменная литиевая батарея 1CR2032. 4 / 9-13 для маски сварщика Mig Tig Arc Plasma Professiona,
Маска для сварщика Professiona FOOWOO Солнечная сварочная маска с автоматическим затемнением и регулируемым диапазоном затемнения 4 / 9-13 для плазменной дуги Mig Tig 1CR2032 Сменная литиевая батарея в комплекте с дизайном Gost, защита от УФ / ИК-излучения DIN 16, MIG MAG Machines или шлифовальные машины и т. Д., Разумный выбор для безопасности, Включение / Выключение: Автоматическое, 7 » x 1, 1 CSA Z94, Область применения: /, Сигнализация низкого уровня громкости: ДА, Различные варианты глубокого размера, ✅ Высококачественные материалы: сварочный шлем Foowoo на солнечной энергии изготовлен из -прочный полипропиленовый материал, эргономичный дизайн и удобный головной убор:, время переключения (от светлого к темному): / <0, 1CR2032 Сменная литиевая батарея в комплекте Gost Design FOOWOO Сварочный шлем на солнечных батареях Автоматическое затемнение капюшона с регулируемым диапазоном затемнения 4 / 9-13 для Маска сварщика Mig Tig Arc Plasma Professiona, аргонно-дуговая сварка
Профессиональная маска сварщика, 1CR2032 Сменная литиевая батарея в комплекте. Gost Design — -, FOOWOO Солнечная сварочная маска с автоматическим затемнением и регулируемым диапазоном затемнения 4 / 9-13 для дуговой плазмы Mig Tig.Маска сварщика Professiona FOOWOO Капюшон с автоматическим затемнением для сварочного шлема на солнечной энергии с регулируемым диапазоном затемнения 4 / 9-13 для плазменной дуги Mig Tig 1CR2032 В комплекте сменная литиевая батарея Gost Design Professiona Welder Mask 1CR2032 В комплекте сменная литиевая батарея Gost Design FOOWOO Солнечная сварочная маска с автоматическим затемнением с регулируемым диапазоном затемнения 4 / 9-13 для сварочной маски Mig Tig Arc Plasma Professiona 1CR2032 Сменный литиевый аккумулятор в комплекте Gost Design FOOWOO Солнечная сварочная маска Автоматическое затемнение капюшона с регулируемым диапазоном затемнения 4 / 9-13 для Mig Tig Arc Plasma FOOWOO Солнечная сварка Капюшон с автоматическим затемнением для шлема с регулируемым диапазоном затемнения 4 / 9-13 для Mig Tig Arc Plasma 1CR2032 Сменный литиевый аккумулятор в комплекте Маска сварщика Gost Design Professiona Маска сварщика Professiona FOOWOO Сварочный шлем на солнечных батареях Автоматическое затемнение капота с регулируемым диапазоном оттенков 4 / 9-13 для Mig Tig Arc Plasma 1CR2032 Сменная литиевая батарея в комплекте Gost Design
Законы Армении | Официальная нормативная библиотека — ГОСТ 26887-86
Продукт содержится в следующих классификаторах:
Конструкция (макс.) » Нормативно-правовые акты » Документы Система нормативных документов в строительстве » 7.Нормативные документы на мобильные здания и сооружения, оборудование, инвентарь и инструмент » К.71 Оборудование строительных организаций »
Правила сварки » Сварочные работы »
Правила сварки » Основные материалы »
Правила сварки » Сварочные материалы »
Правила сварки » Документация »
Правила сварки » Сварочные работы » Удаление пыли »
Правила сварки » Основные материалы » Сталь, чугун »
Правила сварки » Сварочные материалы » Проволока »
Классификатор ISO » 91 СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ И КОНСТРУКЦИЯ » 91.220 Строительная техника »
Национальные стандарты » 91 СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ И КОНСТРУКЦИЯ » 91.220 Строительная техника »
Национальные стандарты для сомов » Последнее издание » Ж Строительство и строительные материалы » Ж4 Строительные конструкции и детали » Ж40 Классификация, номенклатура и общие нормы »
Ссылки на документы:
ГОСТ 10354-82 — Пленка полиэтиленовая. Технические условия
.ГОСТ 12.4.026-76: Сигнальные цвета и знаки безопасности
ГОСТ 12969-67 — Таблички к машинам и приборам. Технические требования
ГОСТ 14192-77 — Маркировка грузов
.ГОСТ 15150-69 — Машины, инструменты и другие промышленные изделия. Доработки для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды
ГОСТ 166-89 — Штангенциркули. Технические характеристики
ГОСТ 19281-89 — Прокат из стали повышенной прочности.Общие технические условия
ГОСТ 19282-73 — Сталь полосовая низколегированная универсальная. Технические характеристики
ГОСТ 24258-88 — Леса строительные разные. Общие технические условия
ГОСТ 2930-62 — Приборы измерительные. Знаки и знаки
ГОСТ 3282-74 — Проволока стальная низкоуглеродистая общего назначения. Технические характеристики
ГОСТ 380-94 — Сталь углеродистая нормального качества
.ГОСТ 427-75 — Линейки измерительные металлические. Основные параметры и размеры. Технические характеристики
ГОСТ 4784-74 — Алюминий и алюминиевые сплавы деформируемые.Оценки
ГОСТ 5378-88 — Транспортиры. Технические характеристики
ГОСТ 7502-98 — Ленты измерительные металлические. Технические характеристики
ГОСТ 9.032-74 — Система защиты от коррозии и старения единая. Лакокрасочные покрытия. Группы, технические требования и обозначения
ГОСТ 9.105-80 — Единая система защиты от коррозии и старения. Лакокрасочные покрытия. Классификация и основные параметры способов окраски
Ссылка на документ:
ГОСТ 12.2.042-2013: Система стандартов безопасности труда. Машины и технологическое оборудование для животноводства и кормопроизводства. Общие требования безопасности
ГОСТ 12.2.042-91 — Система стандартов безопасности труда. Машины и технологическое оборудование для животноводства и кормопроизводства.
ГОСТ 12.2.124-2013 — Система стандартов безопасности труда. Оборудование для пищевых продуктов. Общие требования безопасности
ГОСТ 12.2.124-90 — Оборудование для пищевой промышленности
.ГОСТ 12.2.133-94: Система стандартов безопасности эксплуатации. Вакуумные жидкостные циркуляционные компрессоры и насосы. Требования безопасности
ГОСТ 12.3.003-86 — Система стандартов безопасности труда Электросварочные работы. Требования безопасности
ГОСТ 12.3.026-81 — Система стандартов безопасности труда. Кузнечно-прессовый. Требования безопасности
ГОСТ 12.3.035-84 — Строительство. Картина. Требования безопасности
ГОСТ 12.4.009-83 — Оборудование противопожарное для защиты агрегатов. Основные типы.Расположение и обслуживание
ГОСТ 17108-86 — Гидравлические приводы и системы смазки поршневые. Методы измерения параметров
ГОСТ 20073-81 — Компрессоры поршневые стационарные общего назначения. Правила приемки и методы испытаний
ГОСТ 23886-91 — Листы и плиты кадмиевые. Технические характеристики
ГОСТ 27321-2018 — Подмости разборные трубчатые для строительных работ. Технические характеристики
ГОСТ 27321-87 — Подмости разборные трубчатые для строительных работ.Технические характеристики.
ГОСТ 27819-88 — Яблоки свежие. Холодильный склад
ГОСТ 28012-89 — Ступень передвижная разборная. Технические характеристики
ГОСТ 28347-89 — Подмости прокатные с передвижным рабочим местом. Технические характеристики
ГОСТ 31528-2012 — Машины и оборудование для производства сахара. Требования безопасности
ГОСТ 31529-2012 — Машины и оборудование для хлебопекарной промышленности. Требования безопасности
ГОСТ 33738-2016 — Машины сельскохозяйственные и лесохозяйственные с электроприводом.Общие требования безопасности
ГОСТ 34378-2018 — Конструкции ограждающие светопрозрачные. Окна и двери. Выполнение монтажных работ, проверка и требования результатов работ
ГОСТ Р 12.3.049-2017 — Система стандартов безопасности труда. Строительство. Работает на высоте. Термины и определения
ГОСТ Р 12.3.050-2017 — Система стандартов безопасности труда. Строительство. Работает на высоте. Правила техники безопасности
ГОСТ Р 50612-93 — Машины и оборудование для производства сахара.Требования безопасности
ГОСТ Р 50620-93 — Машины и оборудование для хлебопекарной промышленности. Требования безопасности
ГОСТ Р 53055-2008 — Машины сельскохозяйственные и лесохозяйственные с электроприводом. Общие требования безопасности
ГОСТ Р 54317-2011 — Стартовые и технические комплексы ракетно-космических комплексов. Требования безопасности
ГОСТ Р ИСО 14122-1-2009: Безопасность машин — постоянные средства доступа к машинам. Часть 1. Выбор фиксированных средств доступа между двумя уровнями
Руководство: Руководство для импульсных систем пожаротушения с низким потреблением энергии
МДС 12-11.2002: Руководство по процедурам СНиП 12-03-2001 «Безопасность и гигиена труда в строительстве. Часть 1: Общие требования» по обучению и тестированию инспекторов и специалистов в области охраны труда
по охране труда.MDS 12-16.2003: Рекомендуемая практика для разработки местных нормативных актов (частных стандартов) для использования в системах управления охраной труда в строительной организации
МДС 12-22.2005: Рекомендации по применению в строительстве требований нормативных правовых и иных нормативных актов, содержащих государственные нормативные требования по охране труда
МДС 12-25.2006: Строительные леса. Установка, расчет и эксплуатация
МДС 12-40.2008: Рекомендации по подготовке проекта установки строительных лесов
МДС 12-57.2010: Монтаж строительных лесов на многоэтажные дома. Проект работы производство
МДС 12-58.2011: Строительные леса. Изготовление, установка, эксплуатация
ОСТ 26-04-2153-77 — Система стандартов безопасности труда. Криогенное оборудование. Общие требования безопасности и конструкции.
ОСТ 45.091.350-91 — Система стандартов безопасности труда. Металлические мачты и башни радиопредприятий. Общие требования безопасности
ПБ 03-428-02 — Требования безопасности при строительстве подземных сооружений
РД 03-410-01: Инструкция о порядке проведения комплексного технического освидетельствования криогенных резервуаров для сжиженных газов
РД 11-06-2007: Методические указания по разработке порядка выполнения программы и графика выполнения работ подъемных машин и технологической карты погрузочно-разгрузочных работ.
РД 153-34.0-02.308-98 — Методика поверочных испытаний золоулавливателей ТЭЦ и котельных
РД 153-34.0-20.608-2003 — Методические указания. Проектные работы по ремонту энергооборудования электростанций. Требования к составу, содержанию и оформлению
РД 153-34.1-27.301-2001 — Методы испытаний золоулавливателей ТЭС и котлов
РД 153-34.3-03.285-2002 — Требования безопасности при строительстве ЛЭП и электромонтажных работах
РД 153-39.4-078-01: Требования к эксплуатации цистерн на магистральных нефтепродуктопроводах и на нефтебазах
РД 31.1.02-04: Правила технической эксплуатации подъемно-транспортного оборудования морских торговых портов
РД 34.03.201-97 — Правила техники безопасности при эксплуатации термомеханического оборудования электрических станций и тепловых сетей.
РД 34.22.507-90 — Типовая инструкция по эксплуатации дождевальных машин
Рекомендации: Аспирационные дымовые извещатели VESDA.Часть 1. Область действия
СНиП 12-03-2001: Безопасность труда в строительстве
СП 12-133-2000 — Безопасность в строительстве. Положение о порядке аттестации рабочих мест по условиям труда в строительстве и ЖКХ.
СП 70.13330.2012 — Несущие и ограждающие конструкции. Актуализированная живая редакция СНиП 3.03.01-87
СП 86.13330.2014 — Трубопроводы магистральные (магистральные)
.ГОСТ 34058-2017 — Внутренние коммуникации зданий и сооружений.Монтаж и пусконаладочное адаптивное управление испарительными и конденсаторными агрегатами кондиционирования. Общие технические требования
ГОСТ Р 58623-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Резервуары стальные цилиндрические вертикальные. Правила технической эксплуатации
ПОТ Р М-003-97: Межотраслевые правила по охране труда при выполнении ковки и прессования
ПОТ Р М-010-2000: Межотраслевые правила охраны труда при производстве асбеста и асбестосодержащих материалов и изделий
POT R M-012-2000: отраслевые требования безопасности и гигиены труда для работы на высоте
POT R M-013-2000: Общеотраслевые требования безопасности и гигиены труда для химической очистки и мойки
ПОТ Р М-014-2000: Межотраслевые правила охраны труда
ПОТ Р М-026-2003: Межотраслевые правила по охране труда при эксплуатации газового хозяйства организаций
ПОТ Р О-001-2002: Правила по охране труда для полиграфических организаций
ПОТ Р О-112-001-95: Правила по охране труда при эксплуатации нефтебаз и АЗС
ПОТ Р О-112-002-98: Правила по охране труда при эксплуатации магистральных нефтепроводов
ПОТ Р О-29-002-94: Правила охраны труда для издателей
ПОТ Р О-29-003-95: Правила безопасности труда для книжных магазинов
ПОТ Р О-97300-016-98: Правила по охране труда.Пчеловодство
ПОТ Р О-97300-03-95: Правила охраны труда и техники безопасности
ПОТ Р О-97300-05-95: Правила по охране труда на производстве пищевых концентратов и сушки овощей в пищевой промышленности
ПОТ Р О-97300-06-95: Правила охраны труда в сахарной промышленности пищевой промышленности
ПОТ Р О-97300-07-95: Правила по охране труда при производстве алкогольной и алкогольной продукции
ПОТ Р О-97300-08-96: Правила по охране труда в животноводстве.Свиноводство
ПОТ Р О-97300-13-97: Требования безопасности и гигиены труда в птицеводстве
ПОТ Р О-97300-14-97: Правила по охране труда в животноводстве. Звероводство
ПОТ РО-13153-ЦМ-933-03: Отраслевые правила по охране труда в хозяйстве грузовых и коммерческих работ на федеральном железнодорожном транспорте
РД ЭО 0069-97: Правила организации технического обслуживания и ремонта систем и оборудования атомных станций
Р-ССК 05-2016: Рекомендации по порядку, правилам разработки, согласования и утверждения проектов работ с использованием подъемных сооружений
Клиенты, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ СДЕЛАТЬ ЛЕГКО!
ArmeniaLaws.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для выполнения каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Технический паспорт для подтверждения соответствия EAC
Технический паспорт — документ, предназначенный для заказчика. Он содержит наиболее важные технические данные машины или устройства и рабочие характеристики.Технический паспорт должен быть доступен на протяжении всего жизненного цикла устройства или машины. Технический паспорт выдается производителем по стандартам ГОСТ 2.601-2013 и 2.610-2006. В определенных случаях технический паспорт необходимо предъявить в уполномоченный орган. Технический паспорт выдается отдельно на каждую установку или машину и каждый серийный номер. Технический паспорт написан на русском языке.
Технический паспорт содержит информацию о гарантии производителя, технических параметрах, информацию о сертификации и утилизации продукта, а также всю дополнительную информацию о сборке, вводе в эксплуатацию или обслуживании.В паспорт вносятся все изменения, внесенные в машину: модернизация, переоборудование, установка запчастей, ремонт, сварочные работы.
Назначение технического паспорта
Для многих машин, систем или оборудования, работающего под давлением, технический паспорт является предварительным условием для получения сертификата EAC и декларации EAC. Это важный документ, особенно при использовании устройств или машин на опасных промышленных объектах. В этом случае технические паспорта подлежат государственному надзору.
Область применения технического паспорта
Технический паспорт составляется согласно положениям технического регламента на изделие. Технический паспорт выдается на машины и системы, на которые распространяется действие Технического регламента ТР ТС 010/2011 «О безопасности машин и оборудования».
Стандарт ГОСТ 34347-2017 или ГОСТ 52630-2012 и технический регламент ТР ТС 032/2013 «О безопасности оборудования, работающего под давлением» содержат такие дополнительные требования, что технический паспорт на сосуды высокого давления, трубы, котлы, емкости, газовые баллоны или фитинги. .
Содержание технического паспорта
Технический паспорт состоит из титульного листа и, как правило, из следующих разделов:
- Основная информация о продукте и технические данные
- Завершение
- Срок службы и срок хранения, гарантия производителя
- Консервация
- Примечания к упаковке
- Инструкция по приемке
- Примечания о предоставлении оборудования во временное пользование
- Инструкция по ремонту
- Инструкция по эксплуатации и хранению (при необходимости)
- Информация об утилизации
- Прочая информация
- Информация о ценах
Технический паспорт необходимо бережно хранить в течение всего срока службы изделия.
Наши услуги
Наши опытные специалисты разработают качественную техническую документацию для оценки соответствия: сертификат EAC, декларацию EAC, государственную регистрацию, сертификат пожарной безопасности и др. При необходимости мы можем перевести ваши документы на русский язык.
Затраты на оформление техпаспорта
Стоимость оформления технического паспорта зависит от различных факторов. Мы всегда находим индивидуальную концепцию и предлагаем различные варианты оплаты для удовлетворения потребностей наших клиентов.
Если у вас есть вопросы по созданию инструкции по эксплуатации, свяжитесь с нами, мы с радостью проконсультируем вас по поводу предложения.
| Трубы малых размеров (капиллярные) термообработанные или холоднодеформированные в состоянии поставки по ГОСТ 14162-79 | ||||||||
| – | ≥529 | ≥37 | – | – | – | – | — | |
| Сортовой прокат | ||||||||
| – | ≥275 | ≥610 | ≥41 | – | – | ≥63 | ≥245 | — |
| — | ≥200 | ≥450 | ≥31 | – | – | ≥65 | – | — |
| — | ≥175 | ≥440 | ≥31 | – | – | ≥65 | ≥313 | — |
| — | ≥175 | ≥440 | ≥29 | – | – | ≥65 | ≥363 | — |
| — | ≥175 | ≥390 | ≥25 | – | – | ≥61 | ≥353 | — |
| — | ≥160 | ≥ 270 | ≥26 | – | – | ≥59 | ≥333 | — |
| Трубы бесшовные для масляных и топливных магистралей, термообработанные в состоянии поставки по ГОСТ 19277-73 | ||||||||
| – | ≥549 | ≥40 | – | – | – | – | — | |
| Заготовка (поковки) ОСТ 95-29-72 в состоянии поставки: Аустенизация при 1020-1100 ° С, охлаждение в воде или на воздухе | ||||||||
| ≥226 | ≥490 | ≥37 | – | – | – | – | — | |
| Поковки без механической обработки в состоянии поставки на другом 108.11.894-87. Продольные образцы | ||||||||
| 20 | ≥196 | ≥490 | ≥38 | – | – | ≥45 | – | — |
| Заготовка (поковки) ОСТ 95-29-72 в состоянии поставки: Аустенизация при 1020-1100 ° С, охлаждение в воде или на воздухе | ||||||||
| ≥176 | ≥352 | – | – | – | – | – | — | |
| Поковки без механической обработки в состоянии поставки на другом 108.11.894-87. Продольные образцы | ||||||||
| 350 | ≥137 | ≥314 | ≥25 | – | – | ≥40 | – | — |
| Заготовка деталей трубопроводной арматуры из стали 08Х28Н10Т по СТ ЦКБА 016-2005. Закалка в воде или воздухе при 1020-1100 ° C (старение от 1,0 до 1,5 мин / мм максимального поперечного сечения, но не менее 0,5 ч) | ||||||||
| ≤60 | ≥196 | ≥490 | ≥40 | – | – | ≥55 | – | 121-179 |
| Бары на другие 14-1-2787-2004.Продольные образцы. Закалка в воде или на воздухе от 1050-1080 ° C | ||||||||
| ≥205 | ≥490 | ≥40 | – | – | ≥55 | – | — | |
| Заготовка деталей трубопроводной арматуры из стали 08Х28Н10Т по СТ ЦКБА 016-2005. Закалка в воде или воздухе при 1020-1100 ° C (старение от 1,0 до 1,5 мин / мм максимального поперечного сечения, но не менее 0,5 ч) | ||||||||
| 60-100 | ≥196 | ≥490 | ≥39 | – | – | ≥50 | – | 121-179 |
| Бары на другие 14-1-2787-2004.Продольные образцы. Закалка в воде или на воздухе от 1050-1080 ° C | ||||||||
| ≥177 | ≥350 | ≥30 | – | – | ≥40 | – | — | |
| Заготовка деталей трубопроводной арматуры из стали 08Х28Н10Т по СТ ЦКБА 016-2005. Закалка в воде или воздухе при 1020-1100 ° C (старение от 1,0 до 1,5 мин / мм максимального поперечного сечения, но не менее 0,5 ч) | ||||||||
| 100-200 | ≥196 | ≥490 | ≥38 | – | – | ≥40 | – | 121-179 |
| Трубчатая заготовка на другом 14-1-686-88.Закалка в воде или на воздухе от 1050-1080 ° C | ||||||||
| — | ≥205 | ≥490 | ≥40 | – | – | – | – | — |
| Заготовка деталей трубопроводной арматуры из стали 08Х28Н10Т по СТ ЦКБА 016-2005. Закалка в воде или воздухе при 1020-1100 ° C (старение от 1,0 до 1,5 мин / мм максимального поперечного сечения, но не менее 0,5 ч) | ||||||||
| 200 | ≥196 | ≥490 | ≥35 | – | – | ≥40 | – | 121-179 |
| Трубчатая заготовка на другом 14-1-686-88.Закалка в воде или на воздухе от 1050-1080 ° C | ||||||||
| – | ≥176 | ≥353 | ≥30 | – | – | – | – | — |
| Заготовка деталей трубопроводной арматуры из стали 08Х28Н10Т-ВД, 08Х28Н10Т-III по СТ ЦКБА 016-2005. Закалка в воде или воздухе при 1040-1060 ° С (старение от 1,0 до 1,5 мин / мм максимального поперечного сечения, но не менее 0,5 ч) | ||||||||
| ≤250 | ≥260 | ≥490 | ≥40 | – | – | ≥55 | – | 121-179 |
| Трубы бесшовные для энергетики по ГОСТ 24030-80 (образцы, в сечении указан наружный диаметр трубы) | ||||||||
| 76 | 176-333 | – | – | – | – | – | – | — |
| Лента стальная холоднокатаная толщиной 0.05-2,00 мм по ГОСТ 4986-79. Закалка в воде или на воздухе от 1050-1080 ° С (образцы) | ||||||||
| 0,2-2 | – | ≥530 | – | ≥40 | – | – | – | — |
| Трубы бесшовные для энергетики по ГОСТ 24030-80 (образцы, в сечении указан наружный диаметр трубы) | ||||||||
| ≤76 | 176-343 | – | – | – | – | – | – | — |
| Лента стальная холоднокатаная толщиной 0.05-2,00 мм по ГОСТ 4986-79. Закалка в воде или на воздухе от 1050-1080 ° С (образцы) | ||||||||
| 0,2 | – | ≥530 | – | ≥20 | – | – | – | — |
| Трубы бесшовные для энергетики по ГОСТ 24030-80 (образцы, в сечении указан наружный диаметр трубы) | ||||||||
| – | ≥549 | ≥37 | – | – | – | – | — | |
| Лист холоднокатаный в состоянии поставки на другой 14-1-3874-84 | ||||||||
| 0.5-1 | ≤285 | 510-640 | – | ≥50 | – | – | – | — |
| Трубы бесшовные для энергетики по ГОСТ 24030-80 (образцы, в сечении указан наружный диаметр трубы) | ||||||||
| ≤76 | 176-323 | – | – | – | – | – | – | — |
| ≤76 | ≥147 | – | – | – | – | – | – | — |
| Лист горячекатаный (из 1.5-3,9 мм) и холоднокатаной (0,7-3,9 мм) стали по ГОСТ 5582-75. Закалка в воде или на воздухе от 1050-1080 ° C | ||||||||
| – | – | ≥530 | ≥40 | – | – | – | – | — |
| Труба бесшовная. Нагрев до 950-1050 ° С, быстрое охлаждение на воздухе или в воде (в поперечном сечении показана толщина стенки) | ||||||||
| ≤15 | ≥216 | ≥549 | ≥37 | – | – | ≥55 | – | — |
| Лист горячекатаный (4,0-50,0 мм) и холоднокатаный (4,0-5,0 мм) сталь по ГОСТ 7350-77.Закалка в воде или на воздухе от 1000 до 1080 ° C | ||||||||
| – | ≥205 | ≥510 | ≥43 | – | – | – | – | — |
| Поковки для деталей, устойчивых к ICC. Закалка от 1000 до 1050 ° C в масле, воде или воздухе | ||||||||
| 100-300 | 196-210 | ≥490 | ≥38 | – | – | ≥45 | – | 121-179 |
| Труба бесшовная.Нагрев до 950-1050 ° С, быстрое охлаждение на воздухе или в воде (в поперечном сечении показана толщина стенки) | ||||||||
| 15 | ≥216 | ≥510 | ≥37 | – | – | ≥55 | – | — |
| Поковки для деталей, устойчивых к ICC. Закалка от 1000 до 1050 ° C в масле, воде или воздухе | ||||||||
| 60-100 | 196-210 | ≥490 | ≥39 | – | – | ≥50 | – | 121-179 |
| Труба бесшовная.Нагрев до 950-1050 ° С, быстрое охлаждение на воздухе или в воде (в поперечном сечении показана толщина стенки) | ||||||||
| ≥176 | ≥372 | ≥35 | – | – | ≥45 | – | — | |
| Поковки для деталей, устойчивых к ICC. Закалка от 1000 до 1050 ° C в масле, воде или воздухе | ||||||||
| 60 | 196-210 | ≥490 | ≥40 | – | – | ≥55 | – | 121-179 |
| Поковки.Закалка на воздухе, в масле или воде 1050-1100 ° C | ||||||||
| ≥196 | ≥490 | ≥35 | – | – | ≥40 | – | — | |
| Листы холоднокатаные и профили холоднокатаные термообработанные в состоянии поставки по ГОСТ Р 51393-99. Закалка в воде или на воздухе от 1050-1080 ° C | ||||||||
| – | ≥205 | ≥520 | ≥40 | – | – | – | – | — |
| Прутки калиброванные в состоянии поставки (холоднодеформированные) на другом 14-1-3581-83 | ||||||||
| 20-25 | ≥225 | ≥539 | ≥25 | – | – | ≥55 | – | — |
| Прутки полированные, обработанные на заданную прочность (ТС) по ГОСТ 18907-73 | ||||||||
| 1-30 | – | 590-830 | – | – | ≥20 | – | – | — |
| Прокат в состоянии поставки (продольные образцы) | ||||||||
| ≤8 | – | 1400-1600 | ≥20 | – | – | – | – | — |
| 3.5-32 | – | ≥510 | ≥40 | – | – | – | – | — |
| Пруток горячекатаный и кованый по ГОСТ 5949-75. Закалка на воздухе, в масле или воде при 1020-1100 ° C | ||||||||
| ≥196 | ≥490 | ≥40 | – | – | ≥55 | – | — | |
| Прокат горячекатаный и кованый на СТП 26.260.484-2004. Закалка в воде или на воздухе от 1050-1150 ° C | ||||||||
| ≥200 | ≥500 | ≥40 | – | – | ≥55 | – | — | |
| Прокат горячекатаный и кованый по СТП 26.260.484-2004. Стабилизирующий отжиг при 870-900 ° С, охлаждение на воздухе или ступенчатый режим обработки: нагрев до 1050-1100 ° С; время выдержки при нагреве для изделий с толщиной стенки до 10 мм — 30 мин, свыше 10 мм — 20 мин + 1 мин на 1 мм максимальной толщины; максимально быстрое охлаждение до 870-900 ° С; выдержка при 870-900 ° С 2-3 часа; охлаждение с печью до 300 ° C (скорость 50-100 ° C / ч), затем на воздухе | ||||||||
| ≥200 | ≥500 | ≥35 | – | – | ≥50 | – | — | |
| Предварительно окрашенный стальной лист, термообработанный (размягчение) с другой стороны 14-1-3199-81 | ||||||||
| 0.5-3 | ≥274,4 | ≥529,2 | ≥40 | – | – | – | – | — |
| Трубчатая заготовка термообработанная на другом 14-1-3844-84. Образцы продольные и тангенциальные | ||||||||
| – | ≥510 | ≥40 | – | – | – | – | — | |
| Трубы Bericochea бесшовные холоднодеформированные (холоднокатаные, холоднотянутые и топлокати) ТУ 14-3-769-78.Термообработанные в состоянии поставки | ||||||||
| ≥196 | ≥529 | ≥35 | – | – | – | – | — | |
| Трубы бесшовные горячедеформированные в состоянии поставки по ГОСТ 9940-81 | ||||||||
| – | ≥510 | ≥40 | – | – | – | – | — | |
| Трубы бесшовные диаметром до 60 мм в холоднодеформированном состоянии за пределами 14-3-770-78 | ||||||||
| ≥196 | ≥530 | ≥37 | – | – | – | – | — | |
| Трубы бесшовные холодно-теплые улучшенного качества в состоянии поставки с другой 14-3-1109-82 | ||||||||
| – | ≥558 | ≥38 | – | – | – | – | — | |
| Чрезвычайно тонкостенные трубы холодно- и теплодеформированные (толщина стенки 0.2-1,0 мм) в состоянии поставки | ||||||||
| – | ≥549 | – | ≥40 | – | – | – | — | |
| Труба под давлением с шестигранной головкой, термообработанная с другой стороны 14-131-880-97 | ||||||||
| ≥196 | ≥490 | ≥40 | – | – | ≥55 | – | — | |
| Труба центробежнолитых термообработанных в состоянии поставки по ТУ 14-3П-115-2010.Закалка в воде или воздухе под вентилятором 1050-1080 ° С | ||||||||
| ≥180 | ≥460 | ≥35 | – | – | – | – | — | |
| Труба сварная термообработанная в состоянии поставки (DH = 8,0-102,0 мм) | ||||||||
| ≥216 | ≥530 | ≥37 | – | – | – | – | – | |