Технические характеристики электродов для сварки конструкционных сталей
Таблица 24. Технические характеристики электродов для сварки конструкционных сталей
Производственная марка электродов | Тип электродов по ГОСТ 9467—60 | Механические свойства | Коэффициент наплавки в га/час | Потери на разбрызгивание и угар в. % | Коэффициент расхода электродов | |||
металла шва | сварочного соединения | |||||||
предел прочности в кг/мм’ | относительное удлинение в % | ударная вязкость в кгм/с мг | угол загиба в градусах | |||||
ОММ-5 |
| 42—50 | 18—30 | 8—16 | 180 | 7,25 | 20 | 1,75—1,85 |
МЭЗ-04 |
| 45—53 | 20—30 | 10—14 | 120—180 | 8,4—9,0 | 15—25 | 1,75—2,10 |
ЦМ-7 |
| 48,9 | 20,9—28,2 | 9,5—10,6 | — | 11 | 10 | 1,70—1,80 |
ЦМ-7С |
| 48,4 | 24,2 | 10,8 | — | 11—12,5 | 5—10 | 1,8—2,0 |
ЦМ-7СМ |
| 45,5 | 26,8 | 12,5 | — | 11—12,5 | 5—10 | 1,8—2,0 |
ЦМ-8 |
| 49,0 | 27,о | 11,1 | — | 10,5—11,0 | — | — |
ОМА-2 |
| 40—50 | 18—20 | — | 180 | 9—10 | — | — |
ЦНИЛСС-Э42 | Э42 | 44—51 | 18—32 | 9,5—16,0 | 180 | 9,71 | — | — |
ЦНИЛСС-УКД |
| 44—47,8 | 94 7—35 3 | 12,3—16,0 | 180 | 10,3 | 9 | 1,70—1,75 |
ЭПС-3 |
| 46—48 | 20—25 | 10—12 | — | 9—9,5 | — | — |
ЭПС-4 |
| 49,7 | 23,5 | 11,3 | — | 12,1 | 7 | — |
ЭПС-45 |
| 49,0 | 24,0 | 16,3 | — | — | — | — |
ЭПС-6 |
| 47—50 | 22—27 | 10—12 | 160 | 12—14 | — | — |
УОНИ-13/45 |
| 43—45 | 28—32 | 25—30 | 180 | 8 | 3 | 1,50—1,60 |
УОНИ-13/3/45 |
| 45—47 | 20—26 | 18—25 | — | — | — | — |
ЦЦ-1 |
| 49—53 | 28—29 | 15—16,1 | 180 | 10,4 | 7,0 | 1,35—1,45 |
УП-1/45 | Э42А | 43,5—46,2 | 28—33,7 | 28,5—31,4 | — | 9,8—10,3 | 2—7 | — |
УП-2/45 |
| 42,3—48,7 | 27,9—35,6 | 27,7—33,1 | — | 9,7—9,9 | 4—8 | — |
СМ-11 |
| 46—53 | 25—34 | 16—32 | 180 | 9,5—10 | — | — |
ВСР-50* |
| 50,1 | 28,4 | 16—2 | 180 | 9,5 | 6—9 | 1,5—1,6 |
К-5** | Э50 | 50—55 | 18—24 | 9—13 | 120—180 | 10,1 | 7-10 | 1,50—1,60 |
Таблица 24 (окончание)
Производственная марка электродов | Тип элек- тродов по ГОСТ 9467—60 | Механические свойства | Коэффициент наллавки в г/а-час | Потери на разбрызгивание и угар в % | Коэффициент расхода электродов | |||
металла шва | сварного соединения | |||||||
предел прочности в кг/мм1 | относительное удлинение в % | ударная вязкость в кгм/см* | угол загиба в градусах | |||||
УОНИ-13/55 |
| 50—55 | 25—30 | 25—30 | 180 | 8 | 3 | 1,50—1,60 |
УОНИ-13/3 55 |
| 50—55 | 18—23 | 14—18 | — | — | — | — |
У-340/55 |
| 50—55 | 25—30 | 18—24 | — | 8,23 | — | — |
ЦУ-1 |
| 53—58 | 27—29 | 22—26 | 160—180 | 10,8 | 3,4 | 1,50—1,55 |
ЦУ-1СХ | Э50А | 56,7 | 30 | 20 | — | 10,8 | 2 | 1,45—1,55 |
ЦУ-2СХ |
| 53,4 | 26,8 | 18,3 | — | 10,5 | 6 | 1,50—1,60 |
УП-1/55 |
| 53,8—56,3 | 28,3—34,1 | 28—32,4 | — | 10 | 3—6 | — |
УП-2/55 |
| 53,8—58,3 | 29,2—31,9 | 27,7—33,1 | — | 9. | 4—8 | — |
ЦЛ-23-А |
| >50 | >16 | > 13 | — | — | — | — |
ДСК-50 |
| 50 | 28 | 18 | 180 | 11 | 9,5 | 1,65—1,75 |
УОНИ-13/65 |
| 60—65 | 20—25 | 18—23 | — | 8 | 3 | 1,50 |
УОНИ-13/3/65 | Э60А | 60—65 | 15—20 | 14—18 | — | — | — | — |
У-340/65 |
| 60—65 | 23—28 | 15—17 | — | 8,74 | 13 | 1,70—1,85 |
УОНИ-13/85 |
| 85—90 | 12—20 | 9—10 | — | — | 2 | 1,45 |
ЦЛ-18 | Э85 | 77,6 | 8 | 11,4 | — | 8,55 | 13 | 1,65—1,70 |
ЦЛ-18М0 |
| 84. | 7,7 | 9,8 | — | 8,75 | 11 | 1,65—1,70 |
ЦЛ-19 |
| 80,8 | 13,6 | 5,3 | — | 9 | 10 | 1,65—1,70 |
У-340/105 | Э100 | 100—105 | 10—12 | 7—10 | — | 8,07 | — | — |
*Если вес покрытия составляет 39% и выше от веса стержня, то электроды ВСР-50 удовлетворяют требованиям, предъявляемым ГОСТ 9467-60 к электродам типа Э50А. ** Наряду с электродами К- 5 применяются электроды К-5А, обеспечивающие за счет использования проволоки марки Св-08А получения механических свойств металла шва и сварного соединения, соответствующих электродам типа Э50А по ГОСТ 9467-60. | ||||||||
 7
7 1
1- Назад
- Вперед
Технологические характеристики электродов — часть 1
| Тип электрода по ГОСТ 9467-75 | Марка электрода ——— Марка проволоки | Вид покрытия по ГОСТ 9466-75 | Род тока | Полярность | Положение швов в пространстве | Коэффициент наплавки, г/А-ч | Область применения | ||
| Основное назначение | Группа сталей | Технологические особенности и дополнительная информация | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Э42 | АНО-1 | РЖ | =,~ | Прямая | Нижнее | 15,0 | Для сварки углеродистых и низко- легированных сталей с временным сопротивлением разрыву до 412 МПа (42 кгс/мм2) | I, II | Высокопроизвод-е. Сварку следует вести методом опирания или дугой средней длины (3 мм). Не допускается прокалка выше 220°С из-за появления пор в швах Сварку следует вести методом опирания или дугой средней длины (3 мм). Не допускается прокалка выше 220°С из-за появления пор в швах |
| АНО-5 | РЖ | =,~ | Любая | Все (2) | 11,0 | То же. Рекомендуются для швов большой протяженности и большого катета в заводских условиях | |||
| АНО-6 | АР | =,~ | То же | То же | 9,0 | Обладают низкой склонностью к образованию пор и кристаллизационных трещин. Рекомендуются для сварочных работ в монтажных условиях | |||
| АНО-6М | АР | =,~ | « | « | 8,5 | То же. По отделимости шлаковой корки и потерям от разбрызгивания превосходят электроды АНО-6 | |||
| АНО-17 | АРЖ | =,~ | « | « | 11,0 | Рекомендуются для сварочных работ в заводских условиях металла толщиной более 5 мм, швами большой протяженности и с большим катетом. Малая чувствительность к пористости при сварке по окисленной поверхности | |||
| ВСП-1 ВСЦ-1 ВСЦ-2 ВСЦ-4 | Ц Ц Ц Ц | =,~ =,~ = = | Обратная То же Любая То же | Все (1) То же « « | 10,0 10,0 10,5 10,0 | Для сварки первого(корневого) и последнего (облицовочного) слоев швов трубопроводов в монтажных условиях. Легко перекрываются зазоры. Допускают электросварку вертикальных швов сверху-вниз и следует вести короткой дугой Легко перекрываются зазоры. Допускают электросварку вертикальных швов сверху-вниз и следует вести короткой дугой | |||
| КПЗ-32Р | АР | =,~ | « | Все (2) | 8,0 | Рекомендуются для сварочных работ в монтажных условиях. Возможна сварка длинной дугой по окисленной поверхности | |||
| ОЗС-6С | РЖ | =,~ | « | Нижнее | 13,5 | Высокопроизвод-е. Допускается сварка удлиненной дугой и по окисленной поверхности | |||
| ОЗС-9 ОЗС-23 | Р Р | =,~ =,~ | Обратная То же | Все (2) То же | 7,0 7,5 | Для малых толщин, по окисленной поверхности малочувствительны к образованию пор. Отличаются низкой токсичностью | |||
| ОЗС-16 | АБ | = | « | Нижнее и вертикальное | 10,0 | Для сварки сталей типа Армко и заварки дефектов отливок из углеродистой стали | |||
| ОМА-2 | АЦ | =,~ | Любая | Все (1) | 10,0 | Малое проплавление. Рекомендуется для сварки малых толщин (0,8 — 3 мм). Допускается работа по окисленной поверхности Рекомендуется для сварки малых толщин (0,8 — 3 мм). Допускается работа по окисленной поверхности | |||
| ОММ-5 | АР | =,~ | То же | Все (2) | 7,5 | Легкое возбуждение дуги, возможна сварка длинной дугой по окисленной поверхности | |||
| СМ-5 УНЛ-1 ЦМ-7 | А А А | =,~ =,~ =,~ | Любая То же « | Все (2) То же « | 7,0 8,0 11,0 | Низкая склонность к образованию пор в швах, допускается сварка незачищенных от окалины кромок и увлажнение покрытия. Не рекомендуется работа в закрытых сосудах (отсеках) из-за высокой токсичности аэрозоля | |||
| 342А | ВН-48 ВСР-50 ОЗС-2 СМ-11 УОНИ-13/45* УОНИ- 13/45А* УП-1/45 УП-2/45 ЦУ-6 | БЖ Б Б | =,~ =,~ = =,~ = = =,~ | Обратная То же « « « « « | Все (2) То же « « « « « | 10,0 9,5 8,5 11,0 8,5 8,5 10,0 | То же при повышенных требованиях по пластичности и ударной вязкости | I, II | Электросварка только короткой дугой, пониженное содержание водорода в швах. Рекомендуются для конструкций, работающих при пониженных температурах и знакопеременных нагрузках, склонны к пористости при работе по окисленной поверхности кромок и других загрязнениях (масло, краски). Электроды марки УОНИ-13/45А используются преимущественно для сталей СХЛ-4, МС-1 в судостроении Рекомендуются для конструкций, работающих при пониженных температурах и знакопеременных нагрузках, склонны к пористости при работе по окисленной поверхности кромок и других загрязнениях (масло, краски). Электроды марки УОНИ-13/45А используются преимущественно для сталей СХЛ-4, МС-1 в судостроении |
| Э46 | АНО-3 АНО-4* | Р Р | =,~ =,~ | Любая То же | « « | 8,5 8,0 | Для сварки углеродистых и низко- легированных сталей с временным сопротивлением разрыву до 451 МПа (46 кгс/мм2) | I, II | Высокие сварочно-технологические свойства, легкая отделимость шлаковой корки. При повышенной силе тока не склонны к образованию пор |
| АНО-12 | Р | =,~ | Прямая | 9,0 | То же. Рекомендуются для сварочных работ в монтажных условиях | ||||
| АНО-13 АНО-13М | РЦ РЦ | =,~ =,~ | То же Любая | Все (1) То же | 9,0 8,5 | Возможна сварка вертикальных швов сверху-вниз. Гигроскопичны, при увлажнении склонны к появлению пор в швах. Перед сваркой следует просушить при 100 — 120°С, 0,5 — 1 ч Гигроскопичны, при увлажнении склонны к появлению пор в швах. Перед сваркой следует просушить при 100 — 120°С, 0,5 — 1 ч | |||
| АНО-14 | Р | =,~ | То же | Все (2) | 8,5 | По свойствам аналогичны АНО-4, но содержат рутила менее на 20% и не содержат дефицитные материалы (слюду, мусковит и целлюлозу) | |||
| АНО-18 | РЖ | =,~ | Прямая | То же | 10,5 | Повышенная производительность, самопроизвольное отделение шлака | |||
| АНО-20 | РЖ | =,~ | То же | Нижнее | 14,5 | Высокопроизвод-е, легкое повторное зажигание дуги позволяет использовать как для сварки коротких швов, так и для швов большой длины | |||
| АНО-21 | РЦ | =,~ | Любая | Все (1) | 9,5 | Высокая стойкость против образования пор в швах, в том числе и при наличии окалины на кромках | |||
| АНО-24 | АР | =,~ | То же | Все (2) | 8,5 | Рекомендуются для сварочных работ в монтажных условиях. Малая склонность к образованию подрезов, не требуют зачистки кромок от окалины, масла и других загрязнений Малая склонность к образованию подрезов, не требуют зачистки кромок от окалины, масла и других загрязнений | |||
| АНО-29М | РЦ | =,~ | « | Все (1) | 9,0 | Повышенная пластичность покрытия позволяет изгибать электрод и варить в труднодоступных местах. Обеспечивают сварку вертикальных швов сверху-вниз | |||
| Э46 | АНО-32 | АР | =,~ | Любая | Все (2) | 9,0 | Для сварки углеродистых и низко- легированных сталей с временным сопротивлением разрыву до 451 МПа (46 кгс/мм2) | I, II | Возможна электросварка длинной дугой и по окисленной поверхности |
| АНО-34 | Р | =,~ | То же | То же | 8,0 | То же. Отличаются малой токсичностью | |||
| ВМ-9 ВМ-10 | П П | =,~ | « | « | 9,5 9,5 | Для соединения конструкций из малоуглеродистых сталей в заводских и монтажных условиях | |||
| ВСП-3 | Ц | =,~ | Обратная | Все (1) | 10,5 | Для соединения магистральных трубопроводов, возможно применение для вертикальных швов сверху-вниз | |||
| ЗРС-1 ЗРС-2 | РЖ РЖ | =,~ =,~ | Прямая Любая | Нижнее Нижнее и вертикальное | 14,0 10,5 | Высокопроизвод-е. Сварка методом опирания с возможностью работ по окисленной поверхности. При повышенной силе тока возможны поры в швах Сварка методом опирания с возможностью работ по окисленной поверхности. При повышенной силе тока возможны поры в швах | |||
| ЛКЗ-6 | АР | =,~ | То же | Все (2) | 9,5 | Возможна электросварка длинной дугой и по окисленной поверхности. Рекомендуются для сварочных работ в монтажных условиях | |||
| МР-1 МР-3* | Р Р | =,~ =,~ | « Обратная | То же | 8,5 8,0 | Электросварка возможна короткой и средней дугой. Хорошо перекрываются зазоры. При повышенной силе тока возможны поры в швах | |||
| НЭ-1 | РЖ | =,~ | То же | Нижнее | — | Предназначены для гравитационной сварки | |||
| НЭ-2 | РЖ | =,~ | « | То же | То же, но возможна и ручная дуговая электросварка | ||||
| НЭ-5 | АР | =,~ | Любая | Все (2) | 9,5 | Покрытие содержит оксиды редкоземельных элементов. Возможна сварка на форсированных режимах. Технологичны в изготовлении Возможна сварка на форсированных режимах. Технологичны в изготовлении | |||
| НЭ-5М | РБЖ | =,~ | Обратная | То же | — | То же, повышенная производительность | |||
| НЭ-5М1 | РБЖ | =,~ | То же | Нижнее | Для гравитационной сварки малоуглеродистых сталей | ||||
| НЭ-46 | Р | =,~ | « | То же | 8,5 | Электросварка возможна короткой и средней дугой. При повышенной силе тока возможны поры в швах. Отличаются малой токсичностью | |||
| ОЗС-3 | АРЖ | =,~ | « | « | 15,0 | Высокопроизвод-е. Сварка методом опирания с возможностью работ по окисленной поверхности. Отличаются легким возбуждением дуги и отделимостью шлака | |||
| ОЗС-4* | Р | =,~ | « | Все (2) | 8,5 | Электросварка возможна короткой и средней дугой и по окисленной поверхности. При повышенной силе тока возможны поры в швах При повышенной силе тока возможны поры в швах | |||
Раздел недели: Плоские фигуры. Свойства, стороны, углы, признаки, периметры, равенства, подобия, хорды, секторы, площади и т.д. | ||||||||
| Поиск на сайте DPVA Поставщики оборудования Полезные ссылки О проекте Обратная связь Ответы на вопросы. Оглавление Таблицы DPVA.ru — Инженерный Справочник | Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация/ / Технологии и чертежи/ / Сварка металлов / / Электроды, справочник.
Поделиться:
| |||||||
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста. | ||||||||
Коды баннеров проекта DPVA.ru Консультации и техническая | Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator Free xml sitemap generator | |||||||
 Технические характеристики: Род тока, Режим сварки, Сила сварочного тока, Механические свойства металла шва, Производительность, Выход наплавленного металла, Расход электродов, Режим термообработки электродов перед сваркой
Технические характеристики: Род тока, Режим сварки, Сила сварочного тока, Механические свойства металла шва, Производительность, Выход наплавленного металла, Расход электродов, Режим термообработки электродов перед сваркой Технические характеристики.
Технические характеристики. Технические характеристики.
Технические характеристики. Введите свой запрос:
Введите свой запрос:Спецификации и категории – WeldPundit
Конструкция электродов для сварки электродами обеспечивает простоту, портативность и универсальность процесса сварки электродами (SMAW). Однако существует множество различных сварочных электродов.
Прочитав эту статью, вы узнаете о характеристиках электродов для электродуговой сварки, их категориях и использовании.
Содержание
- Что такое стержневые сварочные электроды?
- Категории стержневых сварочных электродов по составу флюса
- Какие электроды для стержневой сварки существуют?
- Спецификации стержневых сварочных электродов согласно AWS
- Категории стержневых сварочных электродов по скорости затвердевания
- Использование и хранение стержневых электродов
- Сила тока стержневых электродов
- Заключение
Что такое стержневые сварочные электроды?
Стержневые сварочные электроды представляют собой расходуемые композитные короткие стержни с сердечником из сплошной металлической проволоки и покрытием из флюсового материала. Проволока действует как электрод и присадочный металл для процесса. Флюс обеспечивает защитные газы и защитный шлак.
Проволока действует как электрод и присадочный металл для процесса. Флюс обеспечивает защитные газы и защитный шлак.
Сварочные электроды (или стержни) имеют длину от 9 дюймов (23 см) до 18 дюймов (46 см). Их толщина проволоки варьируется от 1/16 дюйма (1,6 мм) до 3/8 дюйма (9,5 мм). Шаги диаметра проволоки составляют 1/32″ (0,8 мм).
Один край электрода без покрытия, чтобы вставляться в электрододержатель и проводить ток. Другой имеет непокрытый наконечник для зажигания электрической дуги.
Состав сердечника проволоки и флюсового покрытия определяют характеристики дуги, механические и металлургические свойства металла шва.
Например, низколегированный электрод может иметь проволоку из низкоуглеродистой стали и дополнительные легирующие элементы во флюсе. Когда стержень плавится, они соединяются, и металл в соединении имеет нужный состав.
Для большинства сварочных работ наплавленный металл стержня совпадает с основным металлом (или заготовкой). Однако существуют стержни, которыми свариваются заготовки разного состава. Например, никелевые стержни, которыми сваривают чугун.
Однако существуют стержни, которыми свариваются заготовки разного состава. Например, никелевые стержни, которыми сваривают чугун.
Если пруток предназначен не для сварки, а, например, для наплавки, то наплавленный металл может сильно отличаться от основного металла.
Для чего нужна проволока в стержне?
Первое назначение внутреннего провода стержня — действовать как электрод и передавать электрический ток.
Проволока называется электродом, потому что она контактирует с неметаллическим проводником сварочной цепи. Этот неметаллический проводник представляет собой плазменный газ, через который проходит дуга (электрический ток).
Другим назначением катанки является присадочный металл . Он плавится и обеспечивает большую часть металла, заполняющего соединение.
Проволока также содержит небольшое количество раскисляющих элементов, таких как кремний и марганец, которые очищают расплавленный металл от примесей.
Каково назначение флюсового покрытия стержня?
Флюс электрода для стержневой сваркиОсновное назначение флюса электрода состоит в обеспечении защитных газов и чистящего шлакового материала. Флюс сложный и состоит из минералов, органических материалов, раскислителей, стабилизаторов дуги, порошков металлов и сплавов и связующих.
Именно флюсовое покрытие делает электродуговую сварку такой простой, портативной и универсальной. Таким образом, нет необходимости во внешнем оборудовании, таком как газовые баллоны, порошки флюса или сплава и т. д.
Флюсовое покрытие электрода для дуговой сварки помогает процессу сварки электродом во многих отношениях.
1. Образует защитные газы
Большая часть флюса разрушается под действием тепла и образует защитные газы, в основном двуокись углерода (CO 2 ). Защитные газы изолируют плазмообразующий газ, наконечник электрода и ванну от атмосферы.
Защитные газы предотвращают реакцию таких элементов, как кислород и азот, с расплавленными металлами. Если они вступят в реакцию, они вызовут дефекты, такие как пористость или шлаковые включения, что приведет к ослаблению сварных швов.
Если они вступят в реакцию, они вызовут дефекты, такие как пористость или шлаковые включения, что приведет к ослаблению сварных швов.
При появлении дефектов сварки необходимо удалить металл шва и провести повторную сварку.
2. Очищает ванну от загрязнений
В ванне находятся загрязнения как от стержня, так и от заготовки. Ситуация ухудшается, если заготовка не была очищена до голого металла. Даже небольшое количество прокатной окалины или ржавчины может повредить сварной шов.
Большое количество раскислителей и других химикатов во флюсе плавится от тепла и перемещается в виде капель шлака через дугу в сварочную ванну.
В луже шлак вступает в реакцию с примесями и улавливает их. Когда лужа остывает, перепады давления выталкивают шлак на поверхность.
3. Содержит элементы для стабилизации дуги.
Другие химические вещества во флюсе повышают стабильность дуги. Например, при сварке переменным током (АС) дуга имеет тенденцию гаснуть между циклами тока. Флюс, содержащий калий, создает плазмообразующий газ, который длится дольше и поддерживает дугу.
Флюс, содержащий калий, создает плазмообразующий газ, который длится дольше и поддерживает дугу.
4. Концентрирует плазменную струю или силу дуги
На конце наконечника стержня проволока плавится в флюсе на очень коротком расстоянии. Это оставляет поток вокруг нетронутым в виде кратера. Внутри этого кратера плотность энергии намного выше, чем за его пределами.
Эти перепады давления толкают плазменный газ вперед в прямолинейном осевом направлении. Сильная плазменная струя или сила дуги помогают сваривать в нестандартном положении и обеспечивают более глубокое проплавление.
5. Защищает поверхность борта
Шлак, который скапливается на поверхности борта, защищает его от воздуха до тех пор, пока температура не упадет настолько, чтобы избежать окисления.
6. Улучшает внешний вид валика
Шлак позволяет валику охлаждаться с меньшей скоростью. Более медленное охлаждение приводит к лучшему внешнему виду и более гладкому валику. Чем толще шлак, тем выше теплоизоляция и лучше внешний вид.
7. Стабилизирует металл шва при сварке в неудобных положениях
Шлак также помогает при сварке в неудобных положениях. Он удерживает расплавленный металл на месте до тех пор, пока он не затвердеет.
8. Повышает производительность
Некоторые покрытия содержат 10-50% железного порошка, выступающего в качестве дополнительного металлического наполнителя. Это дополнение увеличивает скорость осаждения металла и скорость перемещения стержня. В результате низкие показатели производительности процесса сварки электродами улучшаются.
9. Добавляет легирующие элементы в металл сварного шва
Покрытие может также содержать различные легирующие элементы для поддержания или изменения состава сварного шва. Например, молибден, хром, никель и ванадий.
Что происходит со шлаком на борте?
После обработки каждого валика шлак отслужил свое и больше не нужен. Обычно вы сразу снимаете его, чтобы осмотреть шарик.
При многопроходной сварке необходимо удалять шлак после каждого валика. В противном случае он попадет в шов в виде шлаковых включений. Если это произойдет, вы должны удалить их и сварить снова.
В противном случае он попадет в шов в виде шлаковых включений. Если это произойдет, вы должны удалить их и сварить снова.
Почему поток должен быть симметричным вокруг провода?
При сварке проволока плавится на небольшом расстоянии внутри флюса. Поток вокруг расплавленной проволоки концентрируется и направляет дугу. Для этого флюс должен быть концентрическим, идеально ровным и в отличном состоянии без трещин.
Если поток несимметричен из-за заводской ошибки или неправильного обращения, дуга не будет стабильной. Он может потерять фокус, стать неровным и согнуться в более слабую сторону.
Результатом будет снижение газовой защиты, неравномерный валик с проникновением ласточки, шлаковые включения, пористость и т. д.
Категории электродов для сварки электродов в зависимости от состава флюса
В зависимости от преобладающего химического материала в их флюсе электроды демонстрируют различное поведение при сварке и разделить на три категории:
1.
 Рутиловые стержни Рутиловый флюс
Рутиловые стержни Рутиловый флюсБольшая часть флюса этих стержней состоит из минерала, называемого рутилом (или титаном). Популярными рутиловыми стержнями являются E6013, E7014 и E7024.
Pros
- Рутиловые стержни легче всего сваривать. Их дуга запускается и перезапускается легче и очень стабильна.
- Стабильность дуги также приводит к меньшему количеству брызг.
- Рутиловые стержни создают красивый валик со шлаковым покрытием, которое легко очищается.
- Дуга рутиловых стержней имеет легкое проникновение. Это полезно при сварке тонких металлов.
- Рутил выделяет меньше дыма по сравнению с другими типами флюса.
- Каждый сварочный аппарат может прожигать рутиловые стержни, если это позволяет их диапазон силы тока.
Минусы
- Основным недостатком рутиловых стержней является плохая видимость лужи. В луже шлак и расплавленный металл плохо отличаются друг от друга. Таким образом, вы не можете контролировать лужу так же хорошо, как с базовой удочкой.

- Рутиловые стержни требуют достаточно чистого соединения и не выдерживают большого количества грязи.
- Они также содержат небольшое количество органических веществ. При этом выделяется водород, что делает эти стержни непригодными для проектов с риском холодного растрескивания.
- Шлаковые включения чаще возникают при использовании рутиловых стержней, особенно при сварке вертикально вниз.

2. Целлюлозные стержни
Целлюлозный флюсЭти стержни имеют флюсовое покрытие, содержащее большое количество целлюлозы, около 30%. Целлюлоза – органическое вещество, получаемое из растительных волокон. Популярными целлюлозными удилищами являются E6010 и E6011.
Pros
- Целлюлоза обладает высоким содержанием влаги. При горении выделяется много водорода. Этот газ помогает создать мощную дугу, обеспечивающую интенсивное проплавление.
- Газы от целлюлозных стержней «взрывоопасны». Это обеспечивает превосходное покрытие и защиту расплавленного металла.
- Этот тип флюса образует небольшое количество шлака. В результате металл шва замерзает. Быстрое замораживание делает эти стержни превосходными для сварки во всех положениях.
- Вышеуказанные преимущества делают целлюлозные стержни идеальными для сварки открытых стыков корневых труб.
- Глубокое проникновение делает их лучшими стержнями для сварки грязных деталей.

Минусы
- Большое количество влаги в целлюлозном флюсе является существенным недостатком. Это увеличивает риск холодного растрескивания. Однако сварщики справляются с этим, контролируя тепло до тех пор, пока водород не сможет выйти из сварного шва.
- Их агрессивная дуга затрудняет сварку целлюлозных стержней.
- Сильные газы из целлюлозы делают валик более вогнутым и создают больше искр, брызг и дыма.
- Шлак на борте тонкий, но его нужно хорошенько почистить щеткой.
- Для зажигания дуги требуется высокое напряжение холостого хода (OCV). Кроме того, большинство инверторных сварочных аппаратов не могут работать со стержнями E6010.

3. Основные или низководородные стержни
Основной флюсОсновные стержни имеют флюс, который содержит 30% известняка и 20% флюорита. Популярными основными электродами являются E7018, E7016 и E7028. Этот тип потока имеет два отличия от предыдущих типов.
Почему они называются «базовыми»?
Их называют основными стержнями, поскольку они содержат материалы со щелочными (основными) свойствами. Они не содержат целлюлозы или рутиловых материалов, которые являются кислотными. В результате базовые стержни создают более прочные соединения.
В сотрудничестве с другими раскислителями во флюсе, такими как титан и кремний, щелочные материалы улавливают и удаляют большую часть кислорода из металла сварного шва.
Если кислород остается в металле сварного шва, он образует оксиды, захваченные в сварном шве. Эти включения сделают сварной шов слабее.
Почему их называют «низководородными»?
Их называют стержнями с низким содержанием водорода, поскольку они не содержат материалов с высоким содержанием водорода. Кроме того, они выпекаются при высоких температурах, не портятся и не теряют остаточный водород.
Кроме того, они выпекаются при высоких температурах, не портятся и не теряют остаточный водород.
Основные стержни для сварки чувствительной к водороду закаленной стали или стали, которая может затвердевать при охлаждении. Это особое преимущество базовых удилищ.
Если водород останется в сварных швах закаленных металлов и они будут подвергаться напряжению, они треснут. Это может произойти даже по прошествии длительного времени.
Предыдущие типы флюсов, как рутиловые, так и целлюлозные, содержат влагу во флюсе и выделяют большое количество водорода в сварном шве.
Pros
- Стержни с основным флюсом и низким содержанием водорода обеспечивают устойчивые к растрескиванию сварные швы. Это профессиональные стержни для тяжелых условий эксплуатации, предназначенные для ответственных сварных швов, например, для сварки мостов или зданий.
- Окончательный металл сварного шва основного стержня очень чистый с небольшим количеством примесей. Он более жесткий, пластичный (эластичный) и обладает более высокой коррозионной стойкостью.
- Базовые удилища обеспечивают отличный обзор лужи. Расплавленный металл и расплавленный шлак остаются отдельными.
- Наконец, эти стержни имеют красивый валик и легко удаляемый шлак.
 Он более жесткий, пластичный (эластичный) и обладает более высокой коррозионной стойкостью.
Он более жесткий, пластичный (эластичный) и обладает более высокой коррозионной стойкостью.Минусы
- Газы основного потока не могут покрыть большую площадь. Например, обратная сторона открытого корня присоединяется.
- Основные стержни лучше всего работают с длинными непрерывными бусами. Частые остановки и перезапуски имеют высокий риск пористости.
- Для сохранения низководородных характеристик базовые стержни нуждаются в полной воздухонепроницаемой упаковке, строгих сроках сварки и специальном хранении.
- Эти стержни требуют высокого напряжения холостого хода (OCV) 70 В для зажигания дуги. Доступные сварочные аппараты не предлагают этого.
- Даже при высоком OCV базовые стержни труднее зажечь дугу, чем другие стержни.
- Основные стержни не могут дать хороших результатов с грязным соединением. Им нужен чистый.
- Из-за содержания флюорита пары основных стержней более вредны, чем другие типы.
 Им нужен чистый.
Им нужен чистый.Существует еще одна категория сварочных электродов, называемая кислотной, но от нее отказались. Кислотные электроды содержат большое количество оксидов железа в своем флюсе, что приводит к более слабому металлу шва. Кислотными электродами являются EXX20, EXX22 и EXX27.
A table comparing welding rod flux types
| Rutile | Cellulosic | Basic | |
|---|---|---|---|
| Penetration | 5 | 10 | 7 |
| Easy to weld | 10 | 5 | 6 |
| Hard to weld metals | 4 | 6 | 10 |
| Bead appearance | 10 | 5 | 8 |
| Dirty metals | 4 | 9 | 3 |
| High fumes | 6 | 9 | 7 |
| Hydrogen Sensitivity | 7 | 9 | 2 |
What kinds of stick welding electrodes are there?
Существует безумное количество сварочных электродов, возможно, более 300. Есть стержни для большинства металлов, но не для всех.
Есть стержни для большинства металлов, но не для всех.
- Наиболее распространенные стержни для сварки деталей из черных металлов, например, из низкоуглеродистой стали, низколегированной стали, чугуна и нержавеющей стали.
- Имеются стержни для цветных заготовок, например, алюминиевых, никелевых и медных сплавов.
- Разновидности стержней, предназначенные для сварки тяжелых конструкций, выдерживающих экстремально низкие или высокие температуры, давление, коррозию и т. д.
- Специальные стержни для подводной сварки и применения в военных целях.
- Стержни для сварки разнородных металлов, например нержавеющей стали с инструментальной сталью.
- Кроме того, существуют стержни не для сварки, а для других специальных целей, например, для наплавки, наплавки, резки и калибрования.
- Для металлов с низкой температурой плавления, таких как свинец, нет стержней , поскольку для них слишком много тепла дуги.
- Также отсутствуют стержни для химически активных металлов, таких как титан, цирконий, тантал и ниобий. Это связано с тем, что защитные газы SMAW не являются настоящими инертными газами, которые требуются для этих металлов.
 Это связано с тем, что защитные газы SMAW не являются настоящими инертными газами, которые требуются для этих металлов.
Это связано с тем, что защитные газы SMAW не являются настоящими инертными газами, которые требуются для этих металлов.Спецификации электродов для сварки электродов согласно AWS
Американское общество сварщиков (AWS) классифицирует электроды для сварки электродов в соответствии с их химическим составом и/или механическими свойствами.
Для наиболее распространенных черных металлов классификация включает позиции сварки и тип тока, который они поддерживают. На каждом электроде нанесено обозначение.
Низкоуглеродистая сталь
Эти стержни являются наиболее распространенными и используются для низкоуглеродистой стали.
Обозначение низкоуглеродистого стержня AWSИх обозначение начинается с префиксной буквы E, , указывающей на покрытый электрод, а не на простой присадочный металл.
Первые две или три цифры относятся к минимальной прочности на растяжение присадочного металла. Прочность на растяжение — это сила, которую материал может выдержать при разрыве до того, как он сломается. Единицей измерения является килограмм фунтов на квадратный дюйм (ksi).
Единицей измерения является килограмм фунтов на квадратный дюйм (ksi).
Стержни из низкоуглеродистой стали с пределом прочности при растяжении не менее 60 тыс. фунтов на кв. дюйм (60 000 фунтов на кв. дюйм) или не менее 70 тыс. фунтов на кв. дюйм. В действительности они имеют как минимум на 10% более высокую прочность на растяжение.
вторая от последней цифры относится к позициям сварки, которые вы можете сваривать с помощью стержня.
- EXX 1 X для всех положений сварки: плоско, горизонтально, вертикально и над головой. Однако многие стержни имеют трудности при сварке в вертикальном положении вниз.
- EXX 2 X только для плоского положения и горизонтальных угловых швов.
- EXX 3 X предназначен только для горизонтального положения, но устарел.
- EXX 4 X указывает на отличные результаты сварки в вертикальном положении вниз.
Последняя цифра находится в диапазоне от 0 до 8 и в сочетании с предыдущей указывает многое о составе флюса, проникновении стержня и типах тока, которые он поддерживает.
| Designation | Flux material | Current Type | Penetration | |||
|---|---|---|---|---|---|---|
| EXX10 | Cellulose-Sodium | DCEP | DEEP | |||
| EXX11 | Cellulose-Potassium | AC & DCEP | DEEP | |||
| EXX12 | Rutile-Sodium | AC & DCEN | MEDIUM | |||
| EXX13 | Rutile-Potassium | AC & DC | LIGHT | |||
| EXX14 | Железо-рутиловый порошок | AC и DC | СВЕТЛЫЙ | |||
| EXX15 | Низководородный-натрий | DCEP | СРЕДНИЙ | 192 6 192 902Low Hydrogen-Potassium | AC & DCEP | MEDIUM |
| EXX18 | Low Hydrogen-Iron powder | AC & DCEP | MEDIUM | |||
| EXX20 | Iron Oxide-Sodium | AC & DC | MEDIUM | |||
| EXX24 | Rutile-High iron powder | AC & DC | LIGHT | |||
| EXX27 | High iron Oxide-Iron powder | AC & DC | MEDIUM | |||
| EXX28 | Low Hydrogen-High iron powder | AC & DCEP | MEDIUM | |||
| EXX48 | Low Hydrogen-Iron powder | AC & DCEP | MEDIUM |
Например, E7024 .
- E – это сварочный электрод.
- 70 – прочность на растяжение не менее 70ksi.
- 2 – сварка в плоском и горизонтальном положении, но только угловые швы.
- 4 – сварка всеми видами тока.
- 24 – флюсовое покрытие содержит большое количество минерала рутила и большое количество железного порошка.
Суффиксы с низким содержанием водорода
Стержни с низким содержанием водорода, такие как EXXX5, EXXX6 и EXXX8, могут иметь суффиксы, указывающие на содержание в них диффундирующего водорода. Кроме того, суффикс может указывать на любую влагостойкость покрытия удилища.
Электрод с низким содержанием водорода AWS Дополнительное обозначение- H z . Буквы z обозначают максимальный предел диффузионного водорода в миллилитрах на 100 грамм металла сварного шва.
- 16 мл/100 г металлов Weld
- 8 мл/100 г металлов Weld
- 4 мл/100 г металлов Weld
- R . Заполняет Abressed Prote Test. к поглощению влаги при воздействии окружающей среды (при 80°F (27°C) и относительной влажности 80%).
 Заполняет Abressed Prote Test. к поглощению влаги при воздействии окружающей среды (при 80°F (27°C) и относительной влажности 80%).
Заполняет Abressed Prote Test. к поглощению влаги при воздействии окружающей среды (при 80°F (27°C) и относительной влажности 80%).Например, E7018- h5R .
- h5 означает, что дает максимум 4 мл диффузионного водорода на 100 г металла сварного шва.
- R означает, что флюс устойчив к впитыванию влаги в течение 9 часов вместо 4 часов, которые имеют обычные базовые стержни.
Низколегированная сталь
Эти стержни представляют собой стержни с низким содержанием водорода, но с добавлением легирующих элементов в их флюс. Эти легирующие элементы обеспечивают сварные швы с более высокой прочностью, жаростойкостью, морозостойкостью или коррозионной стойкостью и т. д. Низколегированные стержни имеют предел прочности при растяжении от 70ksi до 120ksi.
AWS низколегированный электрод суффиксное обозначение Их обозначения одинаковы, но с суффиксами, которые относятся к добавленным легирующим элементам, например, E10018 -A1 .
Список низколегированных суффиксов и их легирующих элементов
Молибден суффикс
- A1 содержит 0,5% молибдена (Mo), что обеспечивает высокую прочность при высоких температурах.
Суффиксы хром-молибден
- B1 содержит 0,5% молибдена и 0,5% хрома (Cr), что повышает коррозионную стойкость.
- B2 имеет 1,25% CR и 0,5% Mo.
- B3 имеет 2,25% CR и 1% Mo.
- B5 имеет 0,5% CR и 1% Mo.
Nickel Supp Bustixes
.- C1 содержит 2,5% никеля (Ni), что обеспечивает высокую ударную вязкость при низких температурах.
- C2 содержит 3,5% Ni.
- C3 содержит 1 % Ni, 0,15 % Cr и 0,35 % Mo.
Суффиксы марганец-молибден
- D1 содержит 0,25 % Mo и 1,75 % марганца (Mn), что повышает прочность и устойчивость к растрескиванию.
- D2 содержит 0,45% Mo и 1,75% Mn.

Другие низколегированные суффиксы
- G может содержать 0,5 % Ni, 0,3 % Cr, 0,2 % Mo, 1 % Mn и 0,1 % ванадия (V). Только один из них должен соответствовать требованиям. Производители изготавливают стержни с суффиксом G для определенных работ, которые не могут выполняться другими электродами. Жезлы с этим суффиксом всегда разные.
- L присоединяется к предыдущим суффиксам и указывает на более низкое содержание углерода, например, -B2 L .
- M указывает на особые военные требования. В большинстве случаев он аналогичен Е7018-1х5Р, но лучше.
- Цифровой суффикс – 1 может следовать за более ранними префиксами и указывать на повышенную ударную вязкость и пластичность (эластичность) при очень низких температурах.
Примером низколегированного стержня является Э10018- А1 , используемого для углеродомолибденовых низколегированных сталей. Суффикс A1 означает, что в состав флюсового покрытия добавлено 0,5% молибдена для повышения прочности при высоких температурах.
Суффикс A1 означает, что в состав флюсового покрытия добавлено 0,5% молибдена для повышения прочности при высоких температурах.
Нержавеющая сталь
AWS Обозначение электрода из нержавеющей сталиСтержни из нержавеющей стали начинаются с префикса E , указывающего на электрод с покрытием. После этого идет трехзначное обозначение химического состава металла шва.
Далее может быть буква , указывающая на изменения в химическом составе. Например, L указывает на более низкое количество углерода, H указывает на более высокое содержание углерода.
Как , суффикс , есть две цифры, обозначающие состав флюса, позиции сварки и тип тока.
| Designation | Flux | Current Type | Weld Positions |
|---|---|---|---|
| EXXX-15 | Basic | DCEP | All |
| EXXX-16 | Rutile | AC & DCEP | Плоские и горизонтальные галтели |
| EXXX-17 | Rutile- Acid | AC & DCEP | Flat and horizontal fillets |
For example, E308L-15:
- 308 – the weld металл представляет собой низкоуглеродистую нержавеющую сталь AISI 308 с 20% хрома и 10% никеля.
- L – металл сварного шва содержит меньше углерода (0,03%), чем типичная марка 308 (0,08%).
- 15 – имеет основное флюсовое покрытие. Стержень может сваривать во всех положениях с типом тока DCEP (DC+).

Чугун
E-XX(XX)-CI-X. E указывает на электрод с покрытием. После этого букв обозначают первичные элементы стержня.
Первый суффикс указывает, что это чугунные (CI) стержни, а не типичные никелевые стержни. Двумя исключениями, которые не следуют этому правилу, являются ENiCu-A и ENiCu-B.
Второй суффикс указывает на подкласс стержня. Это происходит, когда существуют разные пределы состава сплавных элементов. Для этого используются две буквы A и B.
Например, ENiFe-CI-A:
- Ni – имеет высокий процент никеля (55%).
- Fe – имеет высокий процент железа (45%).
- CI – стержень c ast i ron, а не никелевый.
- A – стержень имеет более высокий процент алюминия, чем обычно.

Алюминий
E-XXXX. E указывает на электрод с покрытием. Следующие четыре числа указывают состав жилы проволоки в соответствии с классификацией алюминиевых сплавов Алюминиевой ассоциации.
Например, E4043. 4043 указывает на алюминиевый сплав AL4043 и содержит большое количество кремния в качестве основного легирующего элемента.
Медь
ECuXX-XX. E указывает на электрод с покрытием. Cu , что он имеет сердечник из медного сплава. После этого следующие две буквы обозначают основной легирующий элемент.
9Суффикс 0029 указывает на подкласс стержня. Это происходит, когда существуют разные пределы состава сплавных элементов. Для этого используются три буквы A, B и C. Наконец, номер может указывать на дополнительные подразделения.
Наконец, номер может указывать на дополнительные подразделения.
Например, ECuAl-A2:
- Cu – пруток для медных сплавов.
- Al – алюминий является основным легирующим элементом.
- A2 – имеет дополнительно 1,50% железа.
Никель
ENiXXXX-X. E указывает на электрод с покрытием. Ni , что это никелевый стержень. Далее может быть один или два атомных символа первичных легирующих элементов. Суффикс указывает на подразделения стержня в соответствии с изменениями в количестве легирующих элементов.
Например, ENiCrFe-2:
- Ni – это никелевый стержень.
- Cr – хром является основным легирующим элементом.
- Fe – железо является вторым легирующим элементом.
- 2 – добавлен молибден.

Категории электродов для стержневой сварки по скорости затвердевания
В зависимости от количества шлакового материала и содержания железа в каждом стержне, он затвердевает с разной скоростью. По скорости затвердевания стержни делятся на три категории.
1. Стержни для быстрой заморозки
Стержни для быстрой заморозки имеют тонкое покрытие из целлюлозного материала. Большая часть покрытия разрушается с образованием защитных газов. Лишь малая часть превращается в шлак. По этой причине металл шва затвердевает очень быстро.
Эти характеристики делают их верными для всех электродов в положении сварки, в том числе вертикально вниз. Их шарик имеет характерную рябь из-за их быстрого затвердевания.
Наиболее распространенными стержнями быстрой заморозки являются E6010 и E6011.
2. Стержни быстрого заполнения
Стержни быстрого заполнения могут иметь рутиловое или основное флюсовое покрытие. Большая разница с этим типом заключается в том, что они содержат большое количество железного порошка во флюсе, по крайней мере, 50%. Поток этих стержней, безусловно, самый толстый.
Поток этих стержней, безусловно, самый толстый.
Стержни с быстрой заправкой – самые производительные. Они очень быстро плавятся и откладывают много металла в стыке при высоких скоростях движения.
Поскольку они долго затвердевают и очень хорошо смачиваются, они дают более красивый шарик. Эти стержни также легко свариваются, так как для них требуется только прямой проход стрингера.
Минусом является то, что они подходят только для плоского положения и для горизонтальных угловых швов. Кроме того, они требуют гораздо большей силы тока для того же диаметра, что некоторые сварочные аппараты могут не охватывать. Удилища для быстрой заливки не имеют тонкого диаметра и короткой длины.
Наиболее распространенными стержнями для быстрой заправки являются E7024 и E7028.
3. Стержни заполнения-заморозки
Стержни заполнения-заморозки имеют скорость замораживания между двумя предыдущими типами. Их флюс может быть рутиловым или основным. Они являются наиболее распространенными стержнями и могут выполнять широкий спектр сварочных работ.
Содержат небольшое количество железного порошка 10-40% для повышения производительности.
Эти стержни можно сваривать во всех положениях, но многие из них не дают приемлемых результатов в вертикальном положении вниз.
Популярные стержни для заполнения и замораживания: E6012, E6013, E7014, E7016 и E7018.
| E6010 | E6013 | E7014 | E7018 | E7024 | |
|---|---|---|---|---|---|
| Iron powder | 0% | 0-10% | 25-40% | 25-40% | 50% |
Обращение со стержневыми электродами и их хранение
Проволока сварочного прутка может ржаветь от воздействия влаги. Ржавчина будет действовать как сопротивление току, что приведет к повреждению дуги.
Ржавчина будет действовать как сопротивление току, что приведет к повреждению дуги.
Флюс стержней хрупкий. При неаккуратном обращении он может треснуть или даже отколоться. Поврежденный флюс вызовет проблемы с низким покрытием защитным газом и приведет к прилипанию стержня к основному металлу.
Флюс стержневых стержней гигроскопичен. Это означало, что флюс поглощает и удерживает влагу из окружающей среды. Влага вызовет дефекты, например, пористость или даже холодное растрескивание на закаленных сталях.
Если стержни подвергаются неблагоприятным условиям, их флюс может проявить признаки обесцвечивания или охрупчивания. Если это произойдет, то вы не сможете восстановить их. Вы должны отказаться от них и получить новые.
По этим причинам необходимо соблюдать осторожность при хранении и обращении со всеми типами стержней во избежание дефектов сварных швов. И отделить друг от друга, чтобы предотвратить передачу влаги между ними.
С основным покрытием
Основные или низководородные стержни, как упоминалось ранее, содержат небольшое количество водорода и очень чувствительны к влаге.
После извлечения их из воздухонепроницаемой упаковки вы должны использовать их в течение ограниченного времени, чтобы сохранить их характеристики с низким содержанием водорода.
В зависимости от влагостойкости удилища и уровня влажности окружающей среды этот ограниченный период может составлять от 30 минут до 9 часов. Если пруток обладает влагостойкостью, это указывается в обозначении прутка с суффиксом R.
Для более длительного хранения основных прутков их необходимо помещать в сварочные печи. Если водород из воздуха загрязняет основные стержни, вы должны восстановить их с помощью этих печей.
Если вам не нужны базовые стержни с низкими водородными характеристиками, то влагозащита не такая строгая.
С рутиловым покрытием
Рутиловые стержни несколько чувствительны к влаге. Вы должны хранить их в герметичной упаковке и хранить в сухом месте при комнатной температуре.
Если они поглощают большое количество влаги, вы можете использовать сварочную печь для их восстановления.
С целлюлозным покрытием
Целлюлозные стержни содержат большое количество влаги в своем флюсе, около 6%, и это необходимо им для хорошей работы.
Было бы лучше, если бы вы хранили их при комнатной температуре и вдали от слишком жарких и сухих мест, например, рядом с печами или под прямыми солнечными лучами.
Хотя у них нет проблем с влажностью атмосферы, они испортятся при контакте с водой.
На Weldpundit есть более подробная статья о том, как хранить электроды-штучки с домашними насадками.
AdvertisementsСила тока стержневых электродов
Все электроды имеют определенный диапазон силы тока. Этот диапазон зависит от диаметра проволоки, типа флюса и наличия в покрытии дополнительного железного порошка. Вы всегда должны оставаться в пределах этого диапазона, чтобы получить наилучшие результаты сварки и избежать дефектов или даже травм.
Что произойдет, если сила тока слишком высока?
Электрическое сопротивление диаметра провода устанавливает верхний предел силы тока, которую может выдержать стержень.
Если установить силу тока выше предела стержня, сопротивление провода перегреет его. Проволока будет плавиться слишком быстро, и вы будете наблюдать изменения в поведении дуги во время сварки, особенно когда вы дойдете до конца стержня. Через некоторое время стержень станет красным.
Кроме того, слишком большое количество тепла приведет к преждевременному перегреву оставшегося флюсового материала. В результате он потеряет свои полезные свойства. И через какое-то время он развалится.
Что произойдет, если сила тока слишком мала?
Если вы установите силу тока ниже предела стержня, вам будет трудно даже зажечь дугу. Он будет только искрить и ничего кроме застрявших стержней и поцарапанной заготовки не даст.
Вот таблица с наиболее распространенными электродами и их диапазоном силы тока. Каждый производитель указывает различный диапазон силы тока для своих удилищ. Всегда читайте упаковку, чтобы точно знать диапазон силы тока.
В большинстве таблиц и диаграмм указана сила тока для DC+. AC нужно на несколько ампер больше.
AC нужно на несколько ампер больше.
| 1/16 ″ 1,6 мм | 5/64 ″ 2,0 мм | 3/32 ″ 2,4 мм | 1/87 3,2mm 2,4 мм | 1/87 3,2mm 2,4 мм | 1/87 3,287 | 1/87 3,287 | 1/87 3,287 | 1/87 3,287 | 1/87 3,287 | 1/87 3,287 | 1/87 3,287 | 1/8, 3/16″ 4.8mm | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| E6010 &E6011 | – | – | 60-90 | 75-130 | 120-165 | 160-190 | |||||||
| E6013 | 25 -50 | 40-70 | 65-95 | 85-135 | 125-175 | 175-215 | |||||||
| E7014 | – | – | 75-105 | 100-150 | 135-200 | 185-240 | |||||||
| E7018 | – | – | 70 -110 | 90-160 | 130-220 | 170-270 | |||||||
| E7024 | – | – | – | 130-160 | 165-225 | 210-290 | |||||||
| E308L-16 | – | 25-55 | 50-85 | 70-115 | 95-145 | 135-180 | |||||||
| ENiFe-CI | – | – | 70-85 | 85-110 | 110-140 | 120-160 | |||||||
| E4043 | – | – | 50-80 | 70-120 | 110-150 | – |
Вывод
Универсальность сварки электродом достигается за счет флюса вокруг электрода, который сочетает в себе множество функций.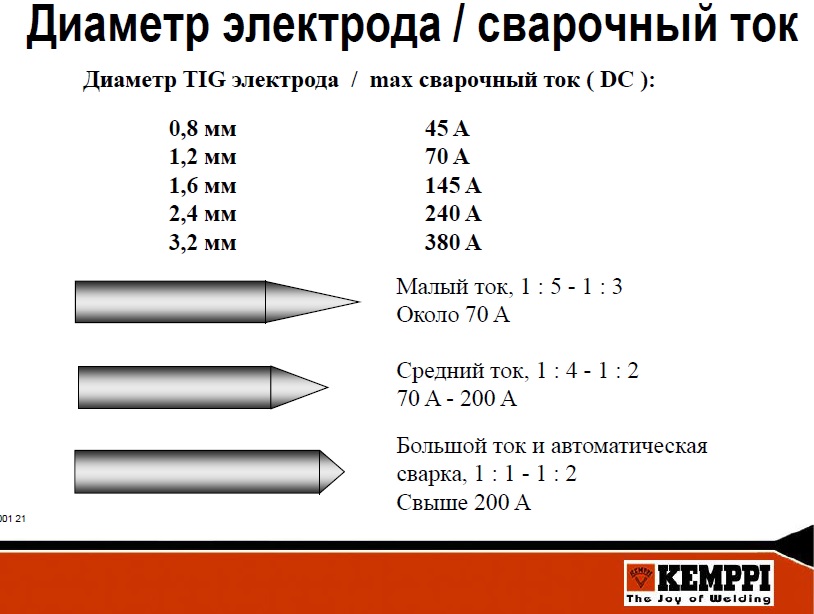 Самое главное, защитные газы, шлак очистки, стабильность дуги и состав металла шва.
Самое главное, защитные газы, шлак очистки, стабильность дуги и состав металла шва.
Наиболее распространенными электродами для стержневой сварки являются электроды для мягкой стали. После этого для низколегированных сплавов, чугуна и нержавеющей стали.
По преобладающим химическим элементам флюсовые покрытия делятся на три типа: целлюлозные, рутиловые и основные.
Электроды также делятся на три категории: быстрое заполнение, заполнение-замораживание и быстрое заполнение, в зависимости от времени, необходимого для затвердевания.
Основные стержни требуют специального хранения для поддержания низкого содержания водорода. Напротив, целлюлозные стержни нуждаются в защите от высыхания.
Кроме того, вы должны убедиться, что вы используете каждый стержень в пределах его диапазона силы тока.
Другие статьи Weldpundit
Что такое сварка электродом (SMAW)? Руководство для начинающих.
Выбор сварочных электродов для начинающих: тип, размер и сила тока.
Как идентифицировать металлы для сварки: полное руководство для начинающих.
Можно ли сваривать нержавеющую сталь с углеродистой сталью? Руководство для начинающих.
Как приклеить нержавеющую сталь к углеродистой стали: шаг за шагом.
Что такое сварочное покрывало? Полезное руководство.
Руководство по сварочным магнитам: использование, типы и что следует учитывать.
Руководство по горячему пуску, форсированию дуги и антипригарному режиму при сварке электродом.
Большой перечень инструментов и оборудования для сварки.
Характеристики проницаемости поверхностной пленки, нанесенной на положительный электрод LiMn2O4, по окислительно-восстановительному индикатору | Нано-конвергенция
- Полная бумага
- Открытый доступ
- Опубликовано:
- Hyun-Seung Kim 1,2 NA1 ,
- Jin Hyuk Yang 3 NA1 ,
- JI WOO HAN 3 ,
- THI THA THA THA THA THA THA THA THA THA THA THA 2 3 ,
- THA THA THA THA THA THA 2 3 ,
- THA THA. Рю 4 ,
- Сын М. О 1 и
- …
- Ки Джэ Ким ORCID: orcid.org/0000-0002-2166-7467 3
Наноконвергенция том 8 , номер статьи: 21 (2021) Процитировать эту статью
1034 доступа
Детали показателей
Abstract
В данном документе были оценены характеристики поверхностной пленки на основе окислительно-восстановительного индикатора ферроцена шпинели оксида лития-марганца (LMO). Предварительная обработка ЖМО шпинели привела к образованию пленки на поверхности ЖМО. Поверхностная пленка, нанесенная на поверхность ЖМО, подавляет дальнейшее разложение электролита, в то время как проникновение окислительно-восстановительного индикатора размером примерно 0,7 нм не предотвращается. Легкий саморазряд ЖМО и ток регенерации из молекулы ферроцения наблюдали по окислительно-восстановительному индикатору в специально разработанной четырехэлектродной ячейке. По этому электрохимическому поведению определяется атака молекул HF небольшого размера на поверхность ЖМО через пленку, полученную из электролита на карбонатной основе; следовательно, предотвращение попадания молекул малого размера в осаждаемую поверхностную пленку имеет решающее значение для улучшения LiMn 9.0071 2 O 4 Литий-ионные аккумуляторы.
Предварительная обработка ЖМО шпинели привела к образованию пленки на поверхности ЖМО. Поверхностная пленка, нанесенная на поверхность ЖМО, подавляет дальнейшее разложение электролита, в то время как проникновение окислительно-восстановительного индикатора размером примерно 0,7 нм не предотвращается. Легкий саморазряд ЖМО и ток регенерации из молекулы ферроцения наблюдали по окислительно-восстановительному индикатору в специально разработанной четырехэлектродной ячейке. По этому электрохимическому поведению определяется атака молекул HF небольшого размера на поверхность ЖМО через пленку, полученную из электролита на карбонатной основе; следовательно, предотвращение попадания молекул малого размера в осаждаемую поверхностную пленку имеет решающее значение для улучшения LiMn 9.0071 2 O 4 Литий-ионные аккумуляторы.
Введение
Применение литий-ионных аккумуляторов (ЛИА), состоящих из шпинели оксида лития-марганца (LMO), ограничено при повышенных температурах из-за интенсивного растворения Mn [1, 2]. Растворение Mn из положительного электрода минимально для снижения емкости самого положительного электрода; однако осаждение растворенных ионов переходного металла на поверхности отрицательного электрода разрушает первоначально сформированную границу твердого электролита (SEI), а новая SEI образуется в результате дальнейшего разложения электролита на открытой поверхности отрицательного электрода [1,2,3, 4,5]. Это явление потребляет пригодные для использования ионы лития и растворители электролита в собранном элементе; следовательно, сопротивление и емкость элемента снижаются при циклировании при повышенных температурах, а хранение с электродами ЖМО является очень серьезным. В прошлом растворение иона Mn из ЖМО было довольно серьезным из-за искажения Яна-Теллера структуры-хозяина из-за внутренней степени окисления иона Mn. Таким образом, растворение иона Mn(II) в результате реакции диспропорционирования Mn(III) в структуре хозяина ЖИО имеет решающее значение для выхода из строя клеток, содержащих электроды ЖМО [2, 6, 7].
Растворение Mn из положительного электрода минимально для снижения емкости самого положительного электрода; однако осаждение растворенных ионов переходного металла на поверхности отрицательного электрода разрушает первоначально сформированную границу твердого электролита (SEI), а новая SEI образуется в результате дальнейшего разложения электролита на открытой поверхности отрицательного электрода [1,2,3, 4,5]. Это явление потребляет пригодные для использования ионы лития и растворители электролита в собранном элементе; следовательно, сопротивление и емкость элемента снижаются при циклировании при повышенных температурах, а хранение с электродами ЖМО является очень серьезным. В прошлом растворение иона Mn из ЖМО было довольно серьезным из-за искажения Яна-Теллера структуры-хозяина из-за внутренней степени окисления иона Mn. Таким образом, растворение иона Mn(II) в результате реакции диспропорционирования Mn(III) в структуре хозяина ЖИО имеет решающее значение для выхода из строя клеток, содержащих электроды ЖМО [2, 6, 7]. Чтобы улучшить быстрое растворение иона Mn из структуры-хозяина, проводят легирование LMO многовалентными ионами металлов для увеличения средней степени окисления Mn; и, следовательно, растворение Mn из-за ян-теллеровского искажения значительно подавляется в передовых активных материалах ЖИО [8,9].,10]. Тем не менее, воздействие фтористого водорода (HF) в результате разложения электролита легко растворяет ионы Mn при повышенных температурах [9, 11], и этот механизм отказа является серьезной проблемой в современной химии ЖМО с использованием ЛИА. Поскольку образование HF в растворе электролита легко происходит в результате термического разложения соли LiPF -6-, подавление HF-воздействия на электрод с ЖМО является решающим фактором для улучшения электрохимических характеристик элементов, содержащих ЖИО [1, 12, 13]. Чтобы усилить разрушение элементов, содержащих ЖМО, при повышенной температуре, проводят высокопассивирующее поверхностное пленкообразование, чтобы уменьшить растворение Mn из электрода ЖИО [9].
Чтобы улучшить быстрое растворение иона Mn из структуры-хозяина, проводят легирование LMO многовалентными ионами металлов для увеличения средней степени окисления Mn; и, следовательно, растворение Mn из-за ян-теллеровского искажения значительно подавляется в передовых активных материалах ЖИО [8,9].,10]. Тем не менее, воздействие фтористого водорода (HF) в результате разложения электролита легко растворяет ионы Mn при повышенных температурах [9, 11], и этот механизм отказа является серьезной проблемой в современной химии ЖМО с использованием ЛИА. Поскольку образование HF в растворе электролита легко происходит в результате термического разложения соли LiPF -6-, подавление HF-воздействия на электрод с ЖМО является решающим фактором для улучшения электрохимических характеристик элементов, содержащих ЖИО [1, 12, 13]. Чтобы усилить разрушение элементов, содержащих ЖМО, при повышенной температуре, проводят высокопассивирующее поверхностное пленкообразование, чтобы уменьшить растворение Mn из электрода ЖИО [9]. , 14,15,16]. В многочисленных исследованиях сообщалось, что пассивирующая пленка формируется на поверхности положительного электрода после начального процесса формирования, и осажденная пленка существенно влияет на электрохимические свойства материала положительного электрода [10, 17, 18]. Вышеупомянутая органическая/неорганическая композитная пленка, нанесенная на поверхность положительного электрода [19,20,21], подавляет дальнейшее анодное разложение компонентов электролита, тем самым уменьшая растворение переходного металла [22, 23]. Однако, насколько нам известно, пассивирующая способность HF или молекул большого размера на поверхностной пленке не изучалась, в то время как воздействие HF сильно влияет на электрохимические характеристики клеток, содержащих ЖМО. В данном случае окислительно-восстановительный индикатор использовался для оценки пассивирующих свойств поверхностных пленок, полученных из этиленкарбоната. В то время как интерпретация пассивирующей способности SEI, нанесенного на угольный электрод, на основе окислительно-восстановительного индикатора проводится, физико-химические свойства поверхностной пленки на положительном электроде недостаточно проанализированы [24, 25].
, 14,15,16]. В многочисленных исследованиях сообщалось, что пассивирующая пленка формируется на поверхности положительного электрода после начального процесса формирования, и осажденная пленка существенно влияет на электрохимические свойства материала положительного электрода [10, 17, 18]. Вышеупомянутая органическая/неорганическая композитная пленка, нанесенная на поверхность положительного электрода [19,20,21], подавляет дальнейшее анодное разложение компонентов электролита, тем самым уменьшая растворение переходного металла [22, 23]. Однако, насколько нам известно, пассивирующая способность HF или молекул большого размера на поверхностной пленке не изучалась, в то время как воздействие HF сильно влияет на электрохимические характеристики клеток, содержащих ЖМО. В данном случае окислительно-восстановительный индикатор использовался для оценки пассивирующих свойств поверхностных пленок, полученных из этиленкарбоната. В то время как интерпретация пассивирующей способности SEI, нанесенного на угольный электрод, на основе окислительно-восстановительного индикатора проводится, физико-химические свойства поверхностной пленки на положительном электроде недостаточно проанализированы [24, 25]. Используемый здесь окислительно-восстановительный индикатор должен удовлетворять двум электрохимическим и физико-химическим свойствам. Во-первых, устойчивость к окислению превышает 4,2 В ( против . Li/Li + ), указывающий на окислительно-восстановительный сигнал индикатора. Во-вторых, окислительно-восстановительный потенциал должен быть намного ниже рабочего напряжения положительного электрода. Ферроцен (Fc) является подходящим окислительно-восстановительным индикатором, удовлетворяющим этим двум свойствам [26]. Fc очень стабилен в карбонатных электролитах при 4,2 В ( против , Li/Li + ), а окислительно-восстановительный потенциал Fc составляет около 3,2–3,4 В ( против , Li/Li + ), что ниже рабочее напряжение ЖМО. Кроме того, молекулярный размер Fc (примерно 3,31 Å) [27] больше, чем у молекулы HF (длина связи = 0,91 Å). Таким образом, сигнал проникновения Fc на поверхность электрода ЖМО подразумевает, что HF может атаковать поверхность ЖИО; следовательно, поверхностная пленка недостаточна для подавления воздействия ВЧ со стороны электролита.
Используемый здесь окислительно-восстановительный индикатор должен удовлетворять двум электрохимическим и физико-химическим свойствам. Во-первых, устойчивость к окислению превышает 4,2 В ( против . Li/Li + ), указывающий на окислительно-восстановительный сигнал индикатора. Во-вторых, окислительно-восстановительный потенциал должен быть намного ниже рабочего напряжения положительного электрода. Ферроцен (Fc) является подходящим окислительно-восстановительным индикатором, удовлетворяющим этим двум свойствам [26]. Fc очень стабилен в карбонатных электролитах при 4,2 В ( против , Li/Li + ), а окислительно-восстановительный потенциал Fc составляет около 3,2–3,4 В ( против , Li/Li + ), что ниже рабочее напряжение ЖМО. Кроме того, молекулярный размер Fc (примерно 3,31 Å) [27] больше, чем у молекулы HF (длина связи = 0,91 Å). Таким образом, сигнал проникновения Fc на поверхность электрода ЖМО подразумевает, что HF может атаковать поверхность ЖИО; следовательно, поверхностная пленка недостаточна для подавления воздействия ВЧ со стороны электролита. В этом исследовании достаточно оценить поверхностную пленку, полученную из типичного карбонатного электролита, этиленкарбонат:диэтилкарбонат (1,0 M LiPF 6 EC/DEC, 1:1 = v / v ). для подавления проникновения ВЧ. Если этот предложенный метод действителен, возможно расширение экспериментов на основе окислительно-восстановительных индикаторов для оценки поверхностных пленок на поверхностях положительных электродов.
В этом исследовании достаточно оценить поверхностную пленку, полученную из типичного карбонатного электролита, этиленкарбонат:диэтилкарбонат (1,0 M LiPF 6 EC/DEC, 1:1 = v / v ). для подавления проникновения ВЧ. Если этот предложенный метод действителен, возможно расширение экспериментов на основе окислительно-восстановительных индикаторов для оценки поверхностных пленок на поверхностях положительных электродов.
Методы/экспериментальные
Циклические вольтамперометрические испытания
Двухэлектродный плоский элемент 2032 был собран для вольтамперометрических экспериментов с использованием LiMn 2 O 4 Алюминиевый рабочий электрод токосъемника с покрытием [90:5:5] мас. .%; активный материал: полимерное связующее Super P:PVdF (Kureha)] и разделитель полипропилен-полиэтилен-полипропилен (PP-PE-PP)/металлический литий. 0,1 М ферроцена (Sigma Aldrich, 98%) растворяли до 1,0 М гексафторфосфат лития (LiPF 6 ) в электролите этиленкарбонат:диэтилкарбонат (EC:DEC = 1:1, v / v ) и применили к тестам циклической вольтамперометрии (CV).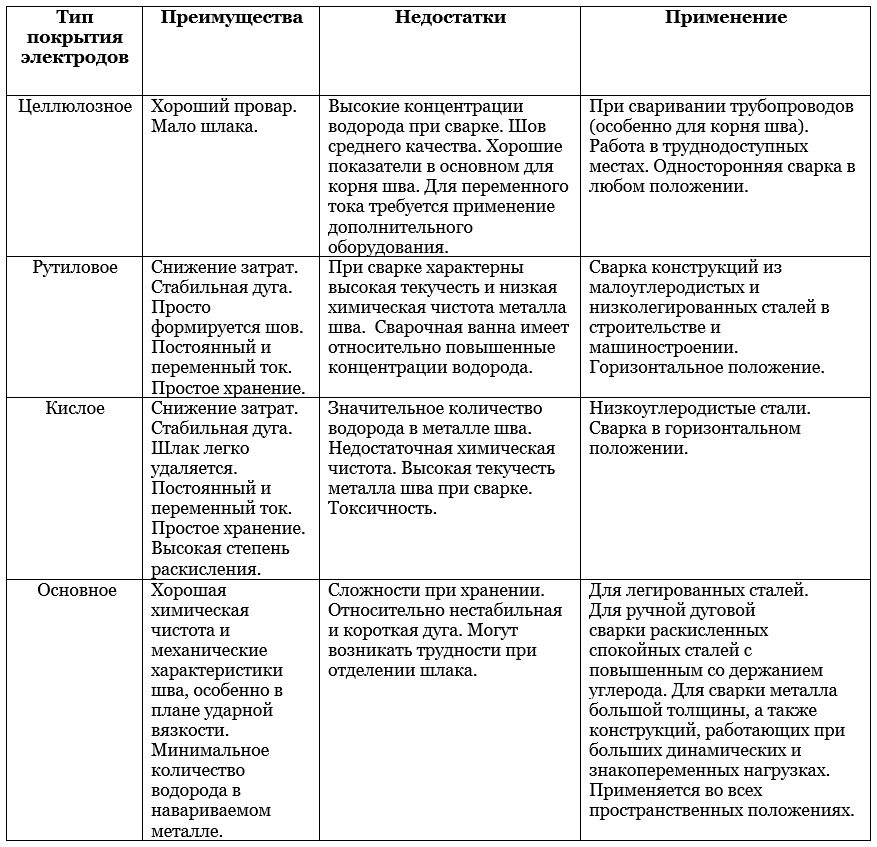 После сборки батарейки типа «таблетка» в перчаточном боксе, заполненном аргоном, ячейку-таблетку вынесли для электрохимической характеристики.
После сборки батарейки типа «таблетка» в перчаточном боксе, заполненном аргоном, ячейку-таблетку вынесли для электрохимической характеристики.
Изготовление четырехэлектродной ячейки стакана
Для измерения тока утечки на поверхности электрода ЖМО после формирования была разработана четырехэлектродная ячейка с добавлением двух рабочих электродов. Ячейка состояла из металлического лития/сетки Pt (Sigma Aldrich)/электрода LMO/металлического лития. В каждый контакт электродов добавляли сепаратор ПП-ПЭ-ПП. Для первоначального формирования пленки на электроде ЖМО 15 мл 1,0 M LiPF 6 в электролите EC/DEC (1:1, v / v ). Шаг 0,2 Кл постоянный ток-постоянное напряжение (0,05 Кл ток отсечки) применялся для пяти циклов формирования. После образования Fc добавляли к 1,0 M LiPF 6 в EC/DEC (1:1 = v / v ) электролите (0,1 M ). После добавления Fc к сетчатому Pt-электроду прикладывали шаг постоянного напряжения 3,0 В ( против . Li/Li + ) для сбора челночного тока окислительно-восстановительной пары Fc.
Li/Li + ) для сбора челночного тока окислительно-восстановительной пары Fc.
Результаты и обсуждение
На рисунке 1 показана циклическая вольтамперограмма Fc на оголенной поверхности электрода ЖМО. Предпосылки окислительно-восстановительного индикатора резюмируются следующим образом: во-первых, химическая обратимость окислительно-восстановительной пары в электролите на основе карбоната; это связано с тем, что окисленная окислительно-восстановительная пара мигрирует к противоположному сетчатому электроду, тем самым демонстрируя окислительно-восстановительный ток. Во-вторых, окислительно-восстановительный потенциал индикатора окислительно-восстановительного потенциала. Индикатор окислительно-восстановительного потенциала должен легко окисляться на поверхности ЖМО (приблизительно 4,0 В против . Li/Li + ) и восстанавливается на поверхности токосъемного электрода (3,0 В против . Li/Li + ). Предпосылки были оценены CV. Известно, что Fc в высокой степени обратим в неводных средах, и поэтому он оценивается как окислительно-восстановительный индикатор для электрода ЖИО. Электрохимические характеристики Fc были измерены для оценки его обратимых характеристик в карбонатных электролитах и его окислительно-восстановительного потенциала на поверхности ЖМО. В карбонатных электролитах обратимые характеристики Fc можно измерить, разделив отношение пикового тока окисления и восстановления. Поскольку отношение окисления/восстановления близко к единице, обратимая характеристика Fc сохраняется в карбонатном электролите. Кроме того, наблюдаемый окислительно-восстановительный потенциал Fc составляет 3,26 В ( против . Li/Li + ), что намного ниже рабочего напряжения LMO. Поскольку спонтанный перенос заряда происходит из-за разности окислительно-восстановительных потенциалов между электродом LMO и проникающими через пленку молекулами Fc, Fc можно использовать в качестве окислительно-восстановительного индикатора проникновения через поверхностную пленку. Кроме того, Fc имеет гораздо больший молекулярный размер, чем HF; поэтому характеристика проникновения молекулы HF в образующуюся поверхностную пленку может быть успешно проверена.
Электрохимические характеристики Fc были измерены для оценки его обратимых характеристик в карбонатных электролитах и его окислительно-восстановительного потенциала на поверхности ЖМО. В карбонатных электролитах обратимые характеристики Fc можно измерить, разделив отношение пикового тока окисления и восстановления. Поскольку отношение окисления/восстановления близко к единице, обратимая характеристика Fc сохраняется в карбонатном электролите. Кроме того, наблюдаемый окислительно-восстановительный потенциал Fc составляет 3,26 В ( против . Li/Li + ), что намного ниже рабочего напряжения LMO. Поскольку спонтанный перенос заряда происходит из-за разности окислительно-восстановительных потенциалов между электродом LMO и проникающими через пленку молекулами Fc, Fc можно использовать в качестве окислительно-восстановительного индикатора проникновения через поверхностную пленку. Кроме того, Fc имеет гораздо больший молекулярный размер, чем HF; поэтому характеристика проникновения молекулы HF в образующуюся поверхностную пленку может быть успешно проверена.
Циклическая вольтамперограмма, полученная от 0,1 M Fc, растворенный 1,0 M LiPF 6 в EC/DEC (1:1 = v / v ) электролит в Li/LMO ячейке со скоростью сканирования 10 мВ с
2
3 3 size image Перед добавлением окислительно-восстановительного индикатора на нетронутую поверхность ЖИО наносили пленку. Предварительная обработка известна как эффективная пассивирующая пленкообразующая процедура на поверхности активного материала; таким образом, перед добавлением окислительно-восстановительного индикатора в четырехэлектродную ячейку была проведена предварительная циклическая обработка [ссылка]. На рисунке 2 показан профиль предварительного цикла и кулоновская эффективность электрода LMO при комнатной температуре. Поскольку однородное пленкообразование имеет решающее значение для пассивации окислительно-восстановительных молекул, низкое C -проведено повторное циклирование скорости. Предзацикливание показало стабильное время против . кривые напряжения от активного материала ЖМО. Более того, напряжение холостого хода (НХХ) после 6-го делитирования хорошо сохраняется после 10-часового периода покоя. Следовательно, пленка хорошо сформирована на поверхности ЖМО, а саморазряд ЖМО подавляется из сформированной поверхностной пленки. Отметим, что даже литирование и делитирование активного материала проводятся с двухфазными реакциями, сильный саморазряд активного материала сильно влияет на значения OCV [28, 29].]. В то время как кулоновская эффективность составляла примерно 95% в начальном цикле, постепенное увеличение кулоновской эффективности наблюдалось после повторных циклов и поддерживалось на уровне более 99 %; следовательно, разложение электролита на поверхности ЖМО сосредоточено на начальном циклировании пласта. Со времен против . кривой напряжения и кулоновского КПД, было получено эффективное формирование поверхностной пленки.
Предзацикливание показало стабильное время против . кривые напряжения от активного материала ЖМО. Более того, напряжение холостого хода (НХХ) после 6-го делитирования хорошо сохраняется после 10-часового периода покоя. Следовательно, пленка хорошо сформирована на поверхности ЖМО, а саморазряд ЖМО подавляется из сформированной поверхностной пленки. Отметим, что даже литирование и делитирование активного материала проводятся с двухфазными реакциями, сильный саморазряд активного материала сильно влияет на значения OCV [28, 29].]. В то время как кулоновская эффективность составляла примерно 95% в начальном цикле, постепенное увеличение кулоновской эффективности наблюдалось после повторных циклов и поддерживалось на уровне более 99 %; следовательно, разложение электролита на поверхности ЖМО сосредоточено на начальном циклировании пласта. Со времен против . кривой напряжения и кулоновского КПД, было получено эффективное формирование поверхностной пленки.
 2
2 а Хронопотенциограмма от 0,2 С гальваностатический заряд–разряд в диапазоне напряжений 3,0–4,3 В ( vs . Li/Li + ) с Li/LMO-ячейкой и b Кулоновский КПД при гальваностатическом циклировании
Полноразмерное изображение
Рисунок 3 показана экспериментальная схема электрохимического измерения проникшего окислительно-восстановительного индикатора Fc. Электрод LMO был предварительно циклирован пять раз для образования поверхностной пленки. Кулоновская эффективность и сохранение OCV, полученные после полной зарядки ЖМО, указывают на то, что пленка была эффективно сформирована на поверхности ЖИО, тем самым подавляя саморазряд ЖИО. После стабилизации электрода ЖМО Fc вводили в раствор электролита на полностью заряженном электроде ЖМО, включающем ячейку. Так как окислительно-восстановительный индикатор легко окисляется на поверхности электрода ЖМО и рассеивает токосъемное напряжение 3,0 В ( против . Li/Li + ) поляризованная поверхность Pt-сетки, окисленный Fc повторно собирается на поверхности Pt-сетки. Таким образом, саморазряд ЖМО-электрода от проникшей молекулы Fc непосредственно наблюдался по генерации окислительно-восстановительного тока. Индуцированный Fc окислительно-восстановительный ток был дополнительно подтвержден путем проведения измерений OCV электрода LMO. Поскольку саморазряд ЖМО происходит за счет проникновения Fc в осаждаемую поверхностную пленку, одновременно происходит литирование (саморазряд) ЖМО-электрода. Короче говоря, саморазряд от проникновения Fc измеряется саморазрядом электрода LMO и окислительно-восстановительным током, генерируемым ферроцением (Fc + ) образование на поверхности ЖМО.
Таким образом, саморазряд ЖМО-электрода от проникшей молекулы Fc непосредственно наблюдался по генерации окислительно-восстановительного тока. Индуцированный Fc окислительно-восстановительный ток был дополнительно подтвержден путем проведения измерений OCV электрода LMO. Поскольку саморазряд ЖМО происходит за счет проникновения Fc в осаждаемую поверхностную пленку, одновременно происходит литирование (саморазряд) ЖМО-электрода. Короче говоря, саморазряд от проникновения Fc измеряется саморазрядом электрода LMO и окислительно-восстановительным током, генерируемым ферроцением (Fc + ) образование на поверхности ЖМО.
Экспериментальная схема измерения проницаемости поверхностной пленки, нанесенной на поверхность положительного электрода, с помощью окислительно-восстановительного индикатора
Изображение в натуральную величину и анализируемые результаты. На рисунке 4а показана сводная схема электрохимической реакции, протекающей в четырехэлектродной ячейке. Четырехэлектродная ячейка имеет преимущество в индивидуальном контроле и измерении электрохимической реакции LMO и Pt сетчатых электродов. Из одновременного измерения диффузионного тока от генерируемого Fc + на поверхности LMO на электроде Pt и капле OCV электрода LMO, можно определить точный анализ реакции саморазряда электрода LMO; потому что падение OCV указывает только на саморазряд электрода LMO, что не идентично значению образования видов Fc + . Окислительно-восстановительный потенциал Fc находится посередине между рабочим напряжением LMO и приложенным напряжением сетчатого Pt-электрода; следовательно, окислительно-восстановительная пара окисляется на ЖМО вблизи поверхности и регенерируется на поверхности Pt-сетки. Таким образом, саморазряд электрода ЖИО возникает в результате реакции переноса заряда, происходящей на поверхности ЖМО, и регенерации Fc + до Fc происходит на поверхности сетки Pt. Это поведение окислительно-восстановительного челнока определяет проникновение Fc в осажденную пленку на поверхности ЖМО.
Четырехэлектродная ячейка имеет преимущество в индивидуальном контроле и измерении электрохимической реакции LMO и Pt сетчатых электродов. Из одновременного измерения диффузионного тока от генерируемого Fc + на поверхности LMO на электроде Pt и капле OCV электрода LMO, можно определить точный анализ реакции саморазряда электрода LMO; потому что падение OCV указывает только на саморазряд электрода LMO, что не идентично значению образования видов Fc + . Окислительно-восстановительный потенциал Fc находится посередине между рабочим напряжением LMO и приложенным напряжением сетчатого Pt-электрода; следовательно, окислительно-восстановительная пара окисляется на ЖМО вблизи поверхности и регенерируется на поверхности Pt-сетки. Таким образом, саморазряд электрода ЖИО возникает в результате реакции переноса заряда, происходящей на поверхности ЖМО, и регенерации Fc + до Fc происходит на поверхности сетки Pt. Это поведение окислительно-восстановительного челнока определяет проникновение Fc в осажденную пленку на поверхности ЖМО.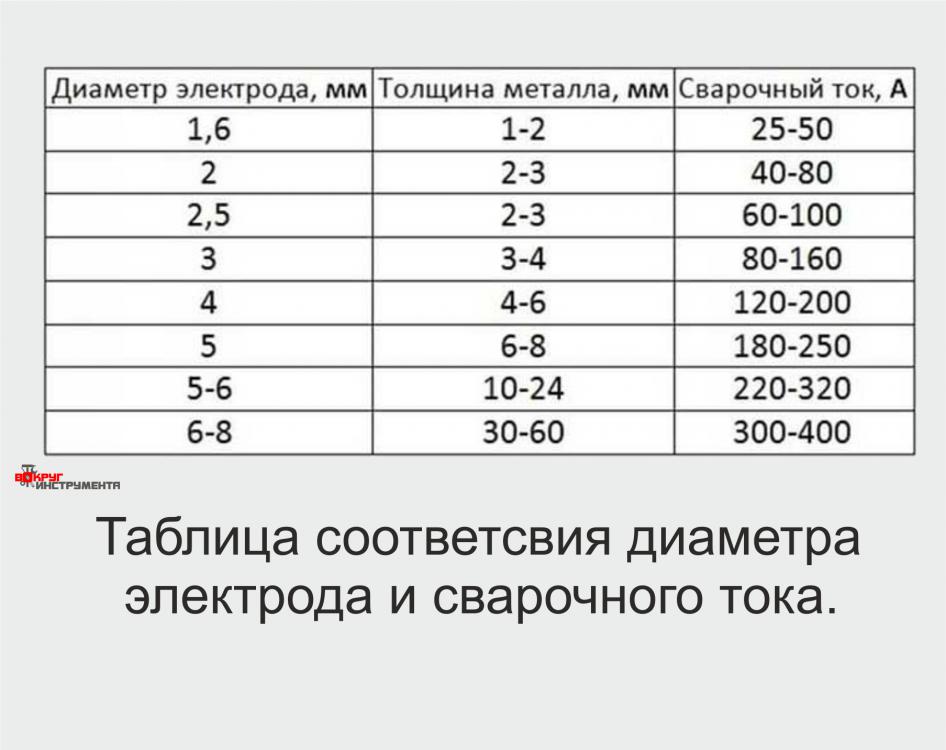 На рисунке 4b показано время 91 364 и 91 337 . Кривая OCV ЖИО и текущий график собранных Fc + . Время против . График OCV LMO демонстрирует легкий саморазряд электрода LMO в течение 1 часа воздействия Fc; следовательно, описана возможность проникновения Fc в поверхностную пленку на активном материале ЖИО. Потому что OCV ЖИО возвращается к исходным значениям разряженного OCV, прогнозируется полный саморазряд активного материала ЖИО. Для определения саморазряда LMO от генерации Fc + в результате реакции переноса заряда на поверхности LMO к Fc диффузионный ток от только что сгенерированного Fc + регистрируют на поверхности Pt-сетки. Саморазряд ЖМО наблюдался при проникновении Fc в поверхность ЖМО, так как потенциал Pt-электрода составлял 3,0 В ( против . Li/Li + ), восстановление Fc + легко осуществляется на поверхности Pt из-за высокого перенапряжения. Хроноамперограмма показывает коттрелловское поведение тока на поверхности сетки Pt; следовательно, диффузия Fc + объясняется.
На рисунке 4b показано время 91 364 и 91 337 . Кривая OCV ЖИО и текущий график собранных Fc + . Время против . График OCV LMO демонстрирует легкий саморазряд электрода LMO в течение 1 часа воздействия Fc; следовательно, описана возможность проникновения Fc в поверхностную пленку на активном материале ЖИО. Потому что OCV ЖИО возвращается к исходным значениям разряженного OCV, прогнозируется полный саморазряд активного материала ЖИО. Для определения саморазряда LMO от генерации Fc + в результате реакции переноса заряда на поверхности LMO к Fc диффузионный ток от только что сгенерированного Fc + регистрируют на поверхности Pt-сетки. Саморазряд ЖМО наблюдался при проникновении Fc в поверхность ЖМО, так как потенциал Pt-электрода составлял 3,0 В ( против . Li/Li + ), восстановление Fc + легко осуществляется на поверхности Pt из-за высокого перенапряжения. Хроноамперограмма показывает коттрелловское поведение тока на поверхности сетки Pt; следовательно, диффузия Fc + объясняется. Кроме того, диффузионный ток синхронизируется с профилем затухания OCV; таким образом, плохая пассивирующая способность поверхностной пленки, нанесенной на электрод ЖМО, является основной причиной саморазряда. Схематическое изображение поверхностной пленки, полученной из карбоната, показано на рис. 4c. Во время первоначальной предварительной обработки поверхность ЖМО была пассивирована продуктами карбонатного разложения. Хотя поверхностная пленка, нанесенная на поверхность ЖМО, дополнительно подавляет разложение электролита на поверхности ЖМО, проникновение молекул с нейтральным зарядом предотвратить невозможно. Следовательно, саморазряд электрода ЖМО легко происходит из-за реакции переноса заряда на молекулу индикатора окислительно-восстановительного потенциала. Молекула, использованная в этом исследовании, имела идеальный размер примерно 3,31 Å [27]; поэтому проникновение молекул HF в поверхностную пленку легко возможно в обычных пленках на основе карбонатов. В заключение, блокирующая способность молекулы HF в осаждаемой поверхностной пленке имеет решающее значение для повышения эффективности LIB, содержащих ЖИО.
Кроме того, диффузионный ток синхронизируется с профилем затухания OCV; таким образом, плохая пассивирующая способность поверхностной пленки, нанесенной на электрод ЖМО, является основной причиной саморазряда. Схематическое изображение поверхностной пленки, полученной из карбоната, показано на рис. 4c. Во время первоначальной предварительной обработки поверхность ЖМО была пассивирована продуктами карбонатного разложения. Хотя поверхностная пленка, нанесенная на поверхность ЖМО, дополнительно подавляет разложение электролита на поверхности ЖМО, проникновение молекул с нейтральным зарядом предотвратить невозможно. Следовательно, саморазряд электрода ЖМО легко происходит из-за реакции переноса заряда на молекулу индикатора окислительно-восстановительного потенциала. Молекула, использованная в этом исследовании, имела идеальный размер примерно 3,31 Å [27]; поэтому проникновение молекул HF в поверхностную пленку легко возможно в обычных пленках на основе карбонатов. В заключение, блокирующая способность молекулы HF в осаждаемой поверхностной пленке имеет решающее значение для повышения эффективности LIB, содержащих ЖИО.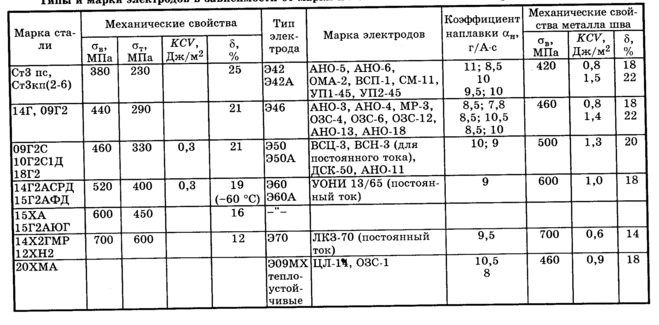
a Потенциальная диаграмма электрохимического отклика. b Время против . График OCV для четырехэлектродной ячейки Li/Pt/LMO/Li и время против . плотность тока, зарегистрированная при 3,0 В ( против , Li/Li + ) поляризованного Pt-сетчатого электрода. c Схематическая диаграмма результатов анализа окислительно-восстановительного индикатора
Изображение в полный размер
Выводы
Молекула Fc введена в качестве окислительно-восстановительного индикатора пассивирующей способности поверхностной пленки LiMn 2 O 4 (ЖМО) положительный электрод. От переноса заряда ЖМО на проникшую молекулу Fc вблизи поверхности ЖМО наблюдается саморазряд электрода ЖМО и диффузионный ток от молекулы ферроцения. Поверхностная пленка на ЖМО, полученная из карбонатного электролита, подавляет непрерывное разложение электролита, в то время как проникновение молекул Fc не препятствует. Поскольку молекула Fc больше, чем молекула HF, атакующая ЖМО, деградация поверхности ЖМО в результате воздействия HF не может быть ограничена в обычных пленках, полученных из карбонатов. Следовательно, для улучшения LIB, содержащих ЖМО, необходим функциональный электролит, пассивирующий поверхность положительного электрода, чтобы предотвратить приближение HF к поверхности ЖИО. Следовательно, модификация поверхностной пленки LMO для подавления проникновения HF имеет решающее значение для улучшения электрохимических характеристик электрода LMO.
Поскольку молекула Fc больше, чем молекула HF, атакующая ЖМО, деградация поверхности ЖМО в результате воздействия HF не может быть ограничена в обычных пленках, полученных из карбонатов. Следовательно, для улучшения LIB, содержащих ЖМО, необходим функциональный электролит, пассивирующий поверхность положительного электрода, чтобы предотвратить приближение HF к поверхности ЖИО. Следовательно, модификация поверхностной пленки LMO для подавления проникновения HF имеет решающее значение для улучшения электрохимических характеристик электрода LMO.
Доступность данных и материалов
Наборы данных, использованные и/или проанализированные в ходе текущего исследования, можно получить у соответствующего автора по обоснованному запросу.
Сокращения
- ЖИО :
Литий-оксид марганца
- ВЧ :
Гидрофтористый
- LIB :
Литий-ионные батареи
- Мн :
Марганец
- СЭИ :
Твердоэлектролитный межфазный слой
- ФК :
Ферроцен
- ЕС :
Этиленкарбонат
- ДЕК :
Диэтилкарбонат
- ПВДФ :
Поливинилиденфторид
- Пт :
Платина
- ПП :
Полипропилен
- ЧП :
Полиэтилен
- резюме :
Циклическая вольтамперометрия
- OCV :
Напряжение холостого хода
Каталожные номера
Д.Х. Джанг, Ю.Дж. Шин, С.М. О, Дж. Электрохим. соц. 143 , 2204 (1996)
КАС Статья Google ученый
Х. Ким, Дж. Б. Ли, С. Хван, С. Че, Дж. Х. Рю, С.М. О, приложение ACS. Энергия Матер. 4 , 128 (2021)
КАС Статья Google ученый
Х. Ким, С. Юрнг, С. Сим, Т. Юн, Дж. Мун, Дж.Х. Рю, С.М. О, Электрохим. коммун. 58 , 25 (2015)
КАС Статья Google ученый
И.Х. Чо, С.-С. Ким, С. С. Шин, Н.-С. Чой, Электрохим. Твердотельное письмо. 13 , А168 (2010)
КАС Статья Google ученый
М.М. Теккерей, Дж. Ам. Керам. соц. 82 , 3347 (1999)
КАС Статья Google ученый
М. Окада, Ю.-С. Ли, М. Йошио, Дж. Источники питания 90 , 196 (2000)
КАС Статья Google ученый
Д. Ким, С. Парк, О.Б. Че, Дж.Х. Рю, Ю.-Ю. Ким, Р.-З. Инь, С.М. О, Дж. Электрохим. соц. 159 , А193 (2012)
КАС Статья Google ученый
Д. Ким, Т. Юн, С. Пак, С. Шин, Дж.Х. Рю, С.М. О, Дж. Электрохим. соц. 161 , А2020 (2014)
КАС Статья Google ученый
С.Л. Кэмпион, В. Ли, Б.Л. Лучт, Дж. Электрохим. соц. 152 , А2327 (2005)
КАС Статья Google ученый
В. Ли, Б.Л. Лучт, Дж. Электрохим. соц. 153 , А1617 (2006)
КАС Статья Google ученый
А. Мантирам, В. Чой, Electrochem. Твердотельное письмо. 10 , А228 (2007)
КАС Статья Google ученый
С. Лим, Дж. Чо, Электрохим. коммун. 10 , 1478 (2008)
КАС Статья Google ученый
K. Xu, Chem. 114 , 11503 (2014)
CAS Статья Google ученый
K. Xu, Chem. 104 , 4303 (2004)
CAS Статья Google ученый
П. Арора, Р.Э. Уайт, М. Дойл, Дж. Электрохим. соц. 145 , 3647 (1998)
КАС Статья Google ученый
И. Ямада, К. Миядзаки, Т. Фукуцука, Ю. Ирияма, Т. Абэ, З. Огуми, Дж. Источники питания 294 , 460 (2015)
CAS Статья Google ученый
Р. Хаусбранд, Д. Беккер, В. Ягерманн, прог.
Твердотельный гл. 42 , 175 (2014)КАС Статья Google ученый
Т.Дж. Ли, Х. Ким, Х.С. Хван, Дж. Сун, Дж. Юнг, Дж.Х. Рю, С.М. О, Дж. Электрохим. соц. 165 , А575 (2018)
КАС Статья Google ученый
К. Эдстрем, Т. Густафссон, Й.О. Томас, Электрохим. Acta 50 , 397 (2004)
Артикул Google ученый
О.К. Харрис, М.Х. Тан, J. Phys. хим. К 122 , 20632 (2018)
КАС Статья Google ученый
М. Танг, Дж. Ньюман, Дж. Электрохим. соц. 159 , А281 (2012)
КАС Статья Google ученый
Р.Р. Ганье, Калифорния Коваль, Г.Ц. Лисенский, неорг.
хим. 19 , 2854 (1980)КАС Статья Google ученый
Д. Брага, Ф. Грепиони, Металлоорганические соединения 11 , 711 (1992)
CAS Статья Google ученый
Х. Пак, Т. Юн, Дж. Мун, Дж.Х. Рю, Дж.Дж. Ким, С.М. О, Дж. Электрохим. соц. 160 , А1539 (2013)
КАС Статья Google ученый
Х. Чжон, Дж. Ким, Дж. Сун, С. Че, С. Хван, Дж.Х. Рю, С.М. О, Электрохим. Акта 277 , 59 (2018)
КАС Статья Google ученый
 «>
«>Л. Ханф, Дж. Хеншель, М. Диль, М. Винтер, С. Новак, Электрофорез 41 , 697 (2020)
CAS Статья Google ученый
 «>
«>М.М. Теккерей, А. де Кок, М.Х. Rossouw, D. Liles, R. Bittihn, D. Hoge, J. Electrochem. соц. 139 , 363 (1992)
КАС Статья Google ученый
 «>
«>М. Очида, Ю. Доми, Т. Дои, С. Цубоучи, Х. Накагава, Т. Яманака, Т. Абэ, З. Огуми, Дж. Электрохим. соц. 159 , А961 (2012)
КАС Статья Google ученый
 «>
«>О.К. Парк, Ю. Чо, С. Ли, Х.К. Ю, Х.К. Сонг, Дж. Чо, Energy Environ. науч. 4 , 1621 (2011)
КАС Статья Google ученый
 Твердотельный гл. 42 , 175 (2014)
Твердотельный гл. 42 , 175 (2014) хим. 19 , 2854 (1980)
хим. 19 , 2854 (1980)Ссылки на скачивание
Благодарности
Неприменимо.
Финансирование
Эта работа была поддержана грантами Национального исследовательского фонда Кореи (2019R1A2C1004694) и Программой промышленных технологических инноваций Корейского оценочного института промышленных технологий (KEIT) при финансовой поддержке Министерства торговли, промышленности и энергетики. , Республика Корея (200049 г.54). Кроме того, эта статья была поддержана Исследовательским фондом Университета Конкук в 2020 году.
, Республика Корея (200049 г.54). Кроме того, эта статья была поддержана Исследовательским фондом Университета Конкук в 2020 году.
Факультет химической и биологической инженерии, Сеульский национальный университет, 1 Gwanak-ro, Gwanak-gu, Seoul, 08826, Республика Корея
Hyun-seung Kim & Seung M. Oh
Передовой исследовательский центр батарей, Корейский институт электронных технологий, 25, Саэнари-ро, Соннам, 13509, Республика Корея Gwangjin-gu, Seoul, 05029, Республика Корея
Jin Hyuk Yang, Ji Woo Han, Le Thi Thao и Ki Jae Kim
Высшая школа наукоемких технологий и энергетики, Корейский политехнический университет, 237 Sangidaehak-ro , Siheung-si, Gyeonggi-do, 15073, Республика Корея
Ji Heon Ryu
Авторы
- Hyun-seung Kim
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Jin Hyuk Yang
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Ji Woo Han
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Академия
- Le Thi Thao
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Ji Heon Ryu
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Seung M. Oh
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Ki Jae Kim
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
 Oh
OhContributions
H.S.K. и Дж.Х.И. проанализировал и интерпретировал электрохимические данные и написал оригинальную рукопись. Дж.В.Х. и Л.Т.Т. проводил опыты. Дж.Х.Р., С.М.О. и К.Дж.К. выполнил курирование данных, общий обзор рукописи и получение финансирования. Все авторы прочитали и одобрили окончательный вариант рукописи.
Авторы переписки
Переписка с Сын М. О или Ки Джэ Ким.
Заявление об этике
Конкурирующие интересы
Авторы заявляют об отсутствии конкурирующих интересов.
Дополнительная информация
Примечание издателя
Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Права и разрешения
Открытый доступ Эта статья находится под лицензией Creative Commons Attribution 4.0 International License, которая разрешает использование, совместное использование, адаптацию, распространение и воспроизведение на любом носителе или в любом формате при условии, что вы укажете первоначальных авторов и источник, ссылку на лицензию Creative Commons и указать, были ли внесены изменения. Изображения или другие сторонние материалы в этой статье включены в лицензию Creative Commons на статью, если иное не указано в кредитной строке материала. Если материал не включен в лицензию Creative Commons статьи, а ваше предполагаемое использование не разрешено законом или выходит за рамки разрешенного использования, вам необходимо получить разрешение непосредственно от правообладателя. Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/.
Перепечатка и разрешения
Об этой статье
Свойства электродов при контактной точечной сварке: почему они важны
Почему медный вольфрам? | EDM Performance
Для электроэрозионных электродов вольфрамовая медь обеспечивает превосходную электропроводность, сопротивление дуговому разряду постоянного тока, теплопроводность и износостойкость.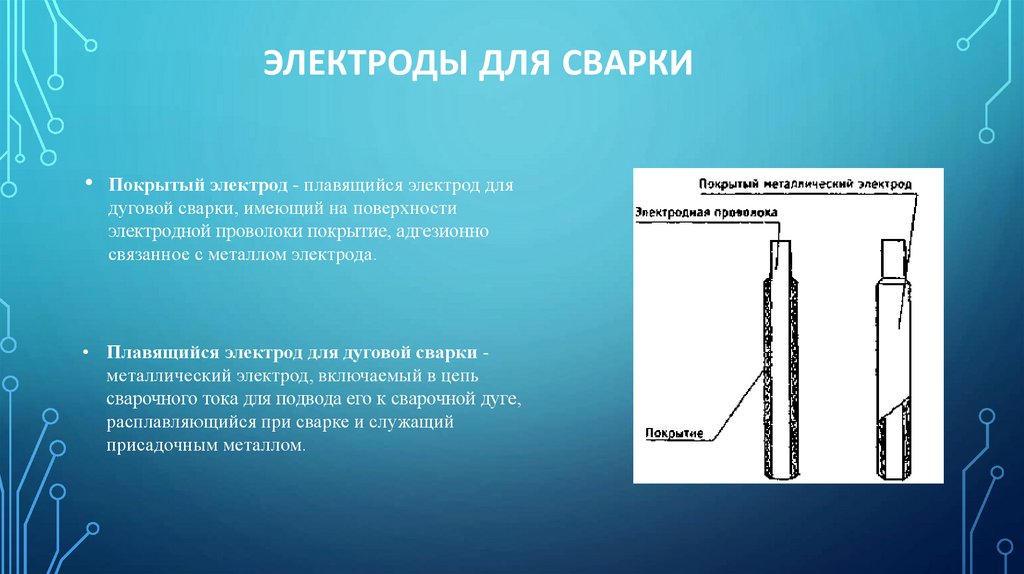
Почему медный вольфрам? | Технологичность
Узнайте, как свойства меди-вольфрама уменьшают или устраняют проблемы, связанные с этими материалами, когда они используются в чистом виде.
Электроды для контактной сварки для вашего применения
Получите ответы на распространенные вопросы о разнородных металлах относительно электродов с высокой и низкой проводимостью и трения в конструкции электрода.
Процесс резки металла Плюсы и минусы
Процесс резки металла может быть быстрым и недорогим для резки некоторых деталей простой формы, но он имеет недостатки, включая заусенцы и деформацию концов.
Очарование лазерной резки
Хотя лазерная резка может производить небольшой пропил и жесткие допуски, другие методы прецизионной резки могут быть предпочтительнее для 2-осевой резки небольших металлических деталей.
Как несколько допусков могут привести к конфликту
Когда одна деталь имеет несколько противоречащих друг другу допусков, более жесткие и сложные допуски должны определять производство и, в конечном счете, влиять на стоимость детали.
Практический пример прецизионной обрезки и штамповки
Узнайте, как прецизионная обрезка и штамповка сравниваются в достижении бездеформационной плоскостности, острой кромки и точного внешнего диаметра, необходимого для дистанционирующего кольца.
Как на самом деле складываются допуски?
При проектировании детали помните, что для разных допусков могут потребоваться разные процессы, и не все процессы могут давать результаты с одинаковым допуском.
5 интересных фактов о вольфраме
Вольфрам, также известный как вольфрам или вольфрам, имеет высокую температуру плавления и другие интересные свойства, которые используются во многих отраслях промышленности и во многих продуктах.
Внутренняя пропитка легирующих добавок и рекристаллизации проволоки
Легирующие добавки повышают температуру рекристаллизации вольфрамовой проволоки и других проволок, придавая свойства непровисания вольфрамовым нитям накала ламп и другим изделиям.
Пристальный взгляд на использование вольфрамовой проволоки для зондов
Свойства прямолинейности вольфрамовой проволоки делают ее ценной для вольфрамовых зондов малого диаметра, используемых при тестировании полупроводниковых пластин и тестировании нервной активности.
Основные области применения позолоченной вольфрамовой проволоки
Позолоченная вольфрамовая проволока используется в фильтрации, печати, копировании и других областях, а также в качестве альтернативы драгоценным металлам в некоторых медицинских устройствах.
Рецепт идеальной пропитки электрода
Узнайте, почему пропитка, плотность и другие свойства сплава, такого как медь-вольфрам, важны для качества электродов для точечной сварки.
Услуги по резке металла становятся быстрее
Узнайте, как Metal Cutting Corporation совершенствует операции и ускоряет предоставление стандартных услуг по резке металлов.
Вольфрамовая проволока отказывается умирать в автомобильном освещении
Лампы накаливания, изготовленные из вольфрамовых нитей накаливания, продолжают использоваться в автомобильных указателях поворота, несмотря на параллельное внедрение более новой светодиодной технологии.
Полировка металлических деталей для медицинских устройств, напечатанных на 3D-принтере
Целью полировки металлических деталей для медицинских устройств, напечатанных на 3D-принтере, является достижение надлежащей чистоты поверхности при сохранении сложных деталей конструкции устройства.
Выбор поставщика отрезных металлических деталей
Следуйте этим советам о том, как выбрать поставщика отрезных металлических деталей и получить желаемые результаты для точного производства.
Делает ли резка металла изготовление металла?
Люди часто спрашивают Metal Cutting Corporation, занимаемся ли мы «изготовлением металла» — и правда в том, что ответ зависит от того, как вы определяете этот термин.
Мелкие калибры в металлических деталях Sourcing
Небольшие калибры, такие как штифтовые калибры или штифтовые калибры-пробки, являются полезными инструментами для проверки внутренних диаметров и проверки соответствия металлических труб малого диаметра указанным допускам.
5 На что следует обратить внимание при термической обработке металла
Учитывайте методы, используемые для термической обработки металлов, а также эффекты при определении требований к отрезанию мелких металлических деталей.
Человеческий фактор при контроле металлов
Metal Cutting Corporation использует визуальные и механические методы контроля металла, чтобы обеспечить соответствие мелких деталей производственным требованиям клиентов.
Проблемы с размерами при резке металла по длине
Резка металла использует притирку и механическую обработку, а также другие методы для достижения плоскостности и параллельности при резке металла по длине.
6 Что нужно знать о титановой трубке
Узнайте, почему характеристики титановой трубки делают ее хорошим выбором для медицинских устройств и других применений, требующих прочности, легкости и коррозионной стойкости.
8 Принципы бесцентрового шлифования
Узнайте больше о принципах бесцентрового шлифования и о том, как его можно использовать для получения шероховатости поверхности небольших цилиндрических металлических деталей с жесткими допусками.
Объяснение пяти основных проблем обработки с ЧПУ
Узнайте о пяти основных проблемах, которые следует учитывать при выборе услуг по обработке с ЧПУ и партнера для производства сложных и точных мелких деталей.
Удаление заусенцев при массовом производстве мелких металлических деталей
Для удаления заусенцев с мелких металлических деталей в массовом производстве требуется воссоздание действия ручных инструментов с помощью механических устройств, подходящих для крупносерийного производства.
8 Что нужно знать об ISO 9000
Соблюдение организацией стандартов ISO 9000 говорит клиентам о том, что она привержена внедрению структурированных методов управления качеством.
Зачем использовать таблицу шероховатости поверхности?
Таблица шероховатости поверхности металла представляет собой удобное руководство по стандартной шероховатости поверхности и характеристикам, таким как единицы измерения, преобразования и типичные значения Ra.
Принципы прецизионной шлифовки поверхности
Услуги по шлифовке поверхности используют методы прецизионной шлифовки поверхности, чтобы сделать кубические металлические детали квадратными и параллельными или концы металлических стержней перпендикулярными.
Допуск круглости в мелких металлических деталях
Допуск круглости, основанный на диаметре, помогает контролировать круглость и обеспечивает правильную посадку мелких прецизионных металлических деталей, их плавное перемещение и равномерный износ.
Допуски GD&T в производстве деталей
Допуски GD&T обеспечивают руководство по производству, которое должно уравновешивать необходимость обеспечения функциональности детали с необходимостью рентабельного производства детали.
План выборочного контроля при контроле качества
Статистически достоверный план выборочного контроля при контроле качества обеспечивает высокий уровень уверенности в том, что если образец приемлем, то приемлема и вся партия.
Цилиндричность в GD&T
Цилиндричность GD&T — это трехмерный элемент допуска, используемый для обозначения как круглости, так и прямолинейности по всей осевой длине цилиндрической детали.
Сравнение хонингования и притирки
Хотя хонингование и притирка используются для точной настройки качества обработки и размеров металлических деталей, эти два процесса отличаются тем, где и как они достигают результатов.
Круговое биение и полное биение
В круговом биении и полном биении первое управляет изменением круговых элементов детали, а другое — изменением всей поверхности детали.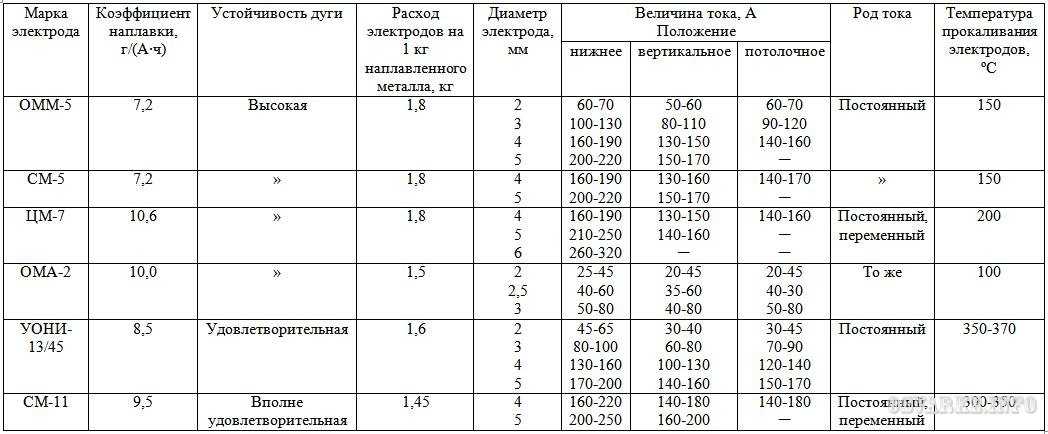 Узнайте разницу и как их измерить здесь.
Узнайте разницу и как их измерить здесь.
Проблемы калибровочных стандартов
Калибровочные стандарты для устройств и оборудования, используемых при измерении, проверке и производстве прецизионных металлических деталей, могут создавать некоторые уникальные проблемы.
С Днем Рождения Metal Cutting Corporation!
Празднование 50-летия прецизионного производства: Metal Cutting Corporation искренне рада сообщить, что мы только что прошли важную веху в истории нашей компании.
Что такое допуск калибровки?
Ключом к погрешности калибровки является понимание как того, на что способно устройство, так и погрешности, на которую оно было откалибровано.
Прослеживаемые стандарты NIST в действии
Узнайте некоторые интересные факты о прослеживаемых стандартах NIST и их важной роли в стандартах СМК.
5 интересных фактов о вихретоковом контроле
Вихретоковый контроль является важным методом неразрушающего контроля, который часто используется для выявления дефектов на поверхности или под поверхностью металлических материалов.
Wire EDM Преимущества и недостатки
Wire EDM Преимущества и недостатки резки для 2-осевой резки зависят от факторов, включая используемый материал, параметры детали и требования к чистоте поверхности.
Факты о лазерной печати металла
Лазерная печать металла популярна для ряда применений, но можете ли вы использовать ее для печати металла для таких больших количеств таких мелких деталей?
Узнайте, как оптимизировать ваши запросы предложений для успешного производства
Примечание: для этого контента требуется JavaScript.
Вольфрамовая проволока 101: обзор уникально полезного материала
Вольфрамовая проволока по-прежнему является продуктом, имеющим большое количество разнообразных применений, для многих из которых нет известной замены. Узнайте, почему вольфрам по-прежнему широко используется.
Узнайте, почему вольфрам по-прежнему широко используется.
Семь секретов выбора нового партнера по контракту
Найти поставщика, который может обеспечить качественное и своевременное обслуживание, может быть непросто, особенно когда речь идет о медицинском оборудовании и других строго регулируемых отраслях. Это руководство делает это простым.
Гидроабразивная резка Плюсы и минусы
Гидроабразивная резка обычно используется для резки сложных форм из больших плоских листов металла, но может быть не лучшим выбором для 2-осевой резки мелких деталей.
Абразивная резка: плюсы и минусы
Абразивная резка тонким кругом — идеальный метод для крупносерийной двухосевой резки металла, требующей точности, жестких допусков, отсутствия заусенцев и гладкой обработки торца.
Металлические трубы в 21 веке: кому это нужно?
Металлические трубки по-прежнему играют решающую роль в производстве медицинских устройств, но из множества доступных пластиковых материалов может быть трудно определить, какой материал является правильным.
Материалы для электродов для контактной сварки: информационный документ
Узнайте, как более качественные материалы для электродов для контактной сварки ускоряют процесс сварки. Этот информационный документ призван помочь вам сделать правильный выбор электродных материалов.
Загрузите бесплатное руководство по электродам для контактной сварки
Примечание: для этого контента требуется JavaScript.
Руководство по аутсорсингу медицинского оборудования
Крайне важно выбрать поставщика, с которым вы можете рассчитывать на долгосрочную работу. Ознакомьтесь с этими практическими рекомендациями, чтобы принять правильное решение.
Знаете ли вы, какой метод резки подходит для вашего точного применения?
Примечание: для этого контента требуется JavaScript.
Получите доступ к бесплатному руководству по швейцарским винтам.
 Часто задаваемые вопросы
Часто задаваемые вопросыПримечание: для этого контента требуется JavaScript.
Холодная пила: плюсы и минусы
Холодная пила позволяет выполнять высокоскоростную резку без заусенцев стержней, труб и профилей, но она не идеальна для очень коротких отрезков, малых наружных/внутренних диаметров или твердых металлов.
Автоматический токарный станок: плюсы и минусы
Хотя токарный автомат может выполнять простую двухосевую резку металлических стержней и труб, он предназначен для более сложных многоэтапных операций обработки.
Электрохимическая резка Плюсы и минусы
Электрохимическая резка (ECC) сочетает в себе электрохимическую эрозию и шлифование для получения блестящей поверхности без заусенцев с жестким допуском ±0,005 дюйма (0,127 мм).
Прецизионная резка металла для 2-осевой резки
Различные варианты прецизионной резки металла различаются по характеристикам и применимости, что затрудняет выбор. Это руководство поможет.
Это руководство поможет.
Что такое притирка? [ВИДЕО]
Что такое притирка? В умелых руках этот малоизвестный процесс может производить детали с тщательно отполированными концами, жесткими допусками по длине и исключительной плоскостностью.
Основы бесцентрового шлифования [ВИДЕО]
Процесс бесцентрового шлифования идеально подходит для чистовой обработки небольших цилиндрических металлических деталей, требующих жестких допусков и крупносерийного производства. Изучите некоторые основы этого процесса.
Сложности электрохимического шлифования
Процесс электрохимического шлифования представляет собой узкоспециализированный метод, который сочетает в себе поверхностное шлифование, химию и фиксацию и имеет ограниченное применение.
Основы наружного шлифования
Наружное шлифование используется для придания формы внешней поверхности объектов между центрами и отлично подходит для удаления круговых дефектов и восстановления или создания округлости.
Применение для услуг точной плоской притирки
Прецизионная плоская притирка и другие методы притирки могут использоваться для небольших деталей, требующих строгого контроля чистоты поверхности, плоскостности, толщины и параллельности.
Основы шлифования двойным диском
Шлифование двойным диском обеспечивает точность размеров для металлических деталей, требующих жестких допусков, параллельности, плоскостности и контроля толщины.
Специализированные методы внутреннего шлифования
Высокоточные методы внутреннего шлифования, такие как внутреннее шлифование и хонингование, используются для получения гладкой поверхности и жестких допусков на внутренний диаметр отверстия, отверстия и трубы.
Прецизионное шлифование металлов
Прецизионное шлифование металла часто является лучшим способом удаления небольших количеств материала и получения надлежащей обработки или жестких допусков на поверхности деталей.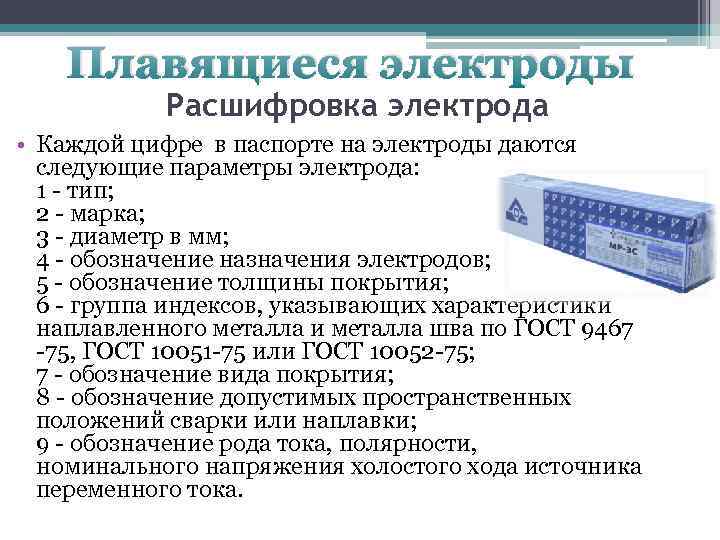
Секреты выбора нового партнера по контракту [ВИДЕО]
Как квалифицировать нового партнера по поиску поставщиков и обеспечить его эффективную и беспроблемную работу? Рассмотрение этих моментов поможет вам принять решение, в котором вы будете чувствовать себя уверенно.
Контроль качества при производстве металлических деталей
Изучите жизненно важные компоненты эффективной программы контроля качества и ее роль в обеспечении того, чтобы металлические детали соответствовали требованиям к конструкции и функционированию.
Допуск на плоскостность в GD&T
Плоскостность поверхности — это показатель всех точек вдоль поверхности, лежащих в одной плоскости, причем самая высокая и самая низкая точки находятся в пределах диапазона допуска плоскостности.
Топ-5 проблем обработки с ЧПУ [ВИДЕО]
Хотя обработка с ЧПУ может производить множество сложных, прецизионных металлических компонентов, в этом процессе есть некоторые проблемы, о которых вам нужно знать.
Отклонение и точность в станках с ЧПУ Swiss Machining
Узнайте, как направляющая втулка и другие особенности современных станков с ЧПУ позволяют устранить отклонение для повышения эффективности, стабильности и точности.
Швейцарский станок в современном механическом цехе
Швейцарский станок развивался и совершенствовался с тех пор, как был изобретен оригинальный швейцарский токарный станок, что сделало современный метод важной частью прецизионной обработки с ЧПУ.
Швейцарская обработка костных винтов и анкеров
Прецизионная швейцарская обработка с ЧПУ часто используется для производства костных винтов и анкеров с характеристиками, необходимыми для широкого спектра ортопедических и стоматологических применений.
Швейцарская обработка натяжных колец для медицинских устройств
Натяжные кольца для медицинских устройств могут быть вырезаны из трубы из нержавеющей стали марки 304 или подвергнуты швейцарской обработке для придания специальных характеристик и использования других материалов.
5 вещей, которые необходимо знать о концентричности наружного/внутреннего диаметра
Чтобы избежать проблем с проверкой концентричности наружного/внутреннего диаметра, попробуйте использовать другие применимые символы GD&T вместо концентричности на чертежах и проектах труб.
Профиль линии в сравнении с профилем поверхности
При сравнении профиля линии в сравнении с профилем поверхности первый управляет изменением в заданных поперечных сечениях, а второй контролирует всю поверхность элемента.
План выборочного контроля в контроле качества [ВИДЕО]
Как бы ни были важны проверки, 100% проверка требует времени и затрат без гарантии 100% соответствия. Узнайте, что такое план выборочного контроля и как он решает эту проблему.
Вольфрам против золота: Битва за биоматериалы
Для некоторых медицинских устройств, требующих биоматериалов, вольфрам и позолоченная вольфрамовая проволока могут быть подходящей альтернативой драгоценным металлам, таким как золото.
Использование вольфрама тогда и сейчас
При сравнении обычных применений вольфрама в 2007 году и сегодня становится ясно, что вольфрам остается одним из наиболее широко используемых и выгодных тугоплавких металлов.
Прецизионная обработка с ЧПУ
Узнайте о преимуществах прецизионной обработки с ЧПУ при производстве небольших сложных деталей, требующих жестких допусков, гладкой поверхности и повторяемости.
Свойства и применение вольфрамовой проволоки
В то время как наиболее привычное использование вольфрама (лампы накаливания) продолжает исчезать, уникальный набор свойств по-прежнему делает вольфрамовую проволоку незаменимой для ряда продуктов и приложений.
Очарование лазерной резки [ВИДЕО]
Чем отличается лазерная резка от других методов точной резки металла? Посмотрите это видео, чтобы узнать о плюсах и минусах этого метода резки металла.