Сварочные выпрямители с крутопадающими внешними характеристиками | Строительный справочник | материалы — конструкции
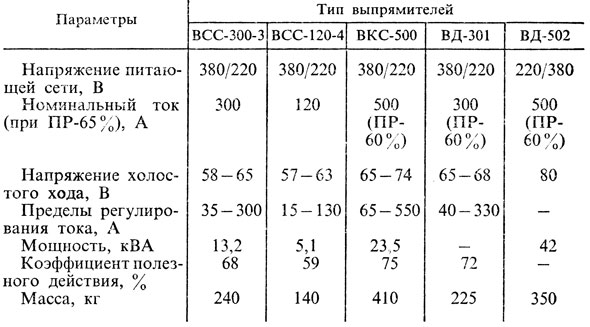
Сварочные выпрямители применяют для ручной дуговой сварки и для сварки неплавящимся электрдом в защитных газах. Сварочный выпрямитель в этом случае состоит из понижающего трансформатора и выпрямительного блока. К этой группе относятся выпрямители ВСС-300-3, ВСС-120-4, В КС 500 и др.
Технические характеристики выпрямителей с крутопадающими внешними характеристиками
| Параметры | Тип выпрямителей | ||||
| ВСС-300-3 | BCC-120-4 | BKC-500 | ВД-301 | ВД-502 | |
| Напряжение питающей сети, В Номинальный ток (при ПР-65%), А Напряжение холостого хода, В Пределы perулирования тока, А Мощность, кВА Коэффициент полезного действия, % Масса, кг | 380/220 300 58-65 35-300 68 240 | 380/220 120 57-63 15-130 5,1 59 1 40 | 380/220 500 (ПР-60%) 65-74 65-550 23,5 75 410 | 380/220 300 (ПР-60%) 65-68 40-330 — 72 225 | 220/380 500 (ПР-60%) 80 — 42 — 350 |
Сварочный выпрямитель ВСС-300 (рис.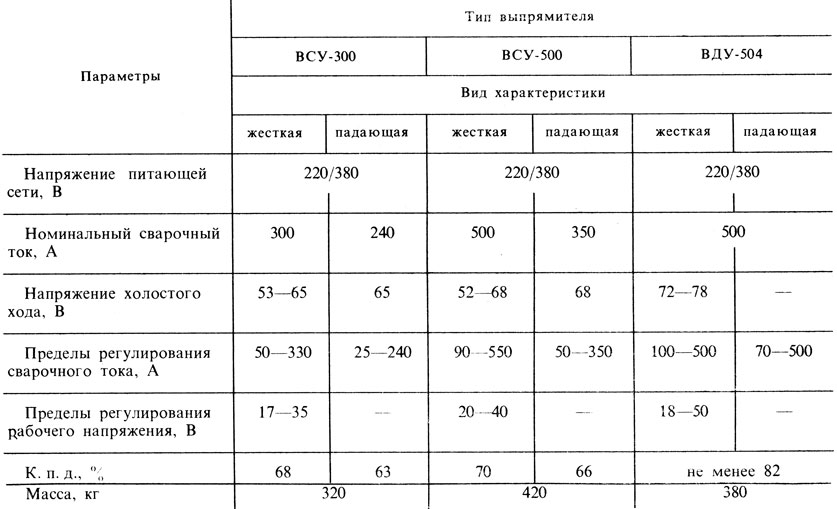 1) представляет собой однопостовую сварочную установку, состоящую из понижающего трансформатора, блока селеновых шайб, пускорегулирующей аппаратуры, смонтированной в общем кожухе, и вентилятора для охлаждения трансформатора. Трехфазный понижающий трансформатор выполнен с увеличенным магнитным рассеянием, что обеспечивает создание семейства падающих внешних характеристик. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками понижающего трехфазного трансформатора.
1) представляет собой однопостовую сварочную установку, состоящую из понижающего трансформатора, блока селеновых шайб, пускорегулирующей аппаратуры, смонтированной в общем кожухе, и вентилятора для охлаждения трансформатора. Трехфазный понижающий трансформатор выполнен с увеличенным магнитным рассеянием, что обеспечивает создание семейства падающих внешних характеристик. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками понижающего трехфазного трансформатора.
|
|
Рис. 1. Конструктивное исполнение сварочного выпрямителя ВСС-300: 1 — вентилятор, 2 — неподвижная обмотка, 3 — магнитопровод трансформатора, 4 — рукоятка с механизмом премещения подвижной обмотки трансформатора, 5 — подвижная обмотка трансформатора, 6 — блок селеновых выпрямителей, 7 — кожух |
Чтобы уменьшить ход подвижных обмоток, требуемые пределы регулирования величины сварочного тока стараются получить одновременным переключением первичной и вторичной обмоток с «треугольника» на «звезду» (рис. 2). Выпрямительный блок выполнен по трехфазной мостовой схеме и состоит из трех соединенных параллельно селеновых столбов с пластинами размером 100X400 мм.
2). Выпрямительный блок выполнен по трехфазной мостовой схеме и состоит из трех соединенных параллельно селеновых столбов с пластинами размером 100X400 мм.
Рис. 2. Принципиальная электрическая схема выпрямителя ВСС-300: а — соединение обмоток трансформатора «треугольником» при сварке током большой величины, б —соединение обмоток трансформатора «звездой» при сварке током малой величины,ПМ — пускатель магнитный, РВ — реле контроля вентиляции, ПВ — пакетный выключатель, М — двигатель вентилятора, ДП — доска переключения, Тр — трансформатор понижающий, ВС — выпрямитель селеновый, К3 — конденсатор защитный. |
Электрическая схема обеспечивает выключение выпрямителя от чрезмерного перегрева. Выпрямитель снабжен фильтрами для подавления радиопомех.
Выпрямители для полуавтоматической и автоматической сварки
Наименование | Питающая сеть, В | Номинальный ток, А (ПВ %) | Потребляемая мощность, кВа, | Габаритные размеры, мм | Вес, кг |
3*380 | 315 (60) | 19 | 595*720*630 | 170 | |
3*380 | 315 (80) | 25 | 850*420*800 | 120 | |
3*380 | 320 (60) | 12 | 550*330*730 | 75 | |
3*380 | 300 (60) | 18 | 775*595*715 | 120 | |
3*380 | 400 (60) | 24 | 775*595*715 | 130 | |
3*380 | 500 (60) | 34 | 830*420*1080 | 290 | |
3*380 | 500 (60) | 30 | 750*650*1150 | 260 | |
500 (60) | 23 | 750*650*1150 | 260 | ||
3*380 | 500 (60) | 29 | 775*595*715 | 140 | |
3*380 | 630 (60) | 40 | 600*740*920 | 230 | |
3*380 | 630 (100) | 37 | 600*850*775 | 257 | |
3*380 | 1000 (60) | 57 | 695*610*1105 | 360 | |
3*380 | 1000 (100) | 82 | 1160*690*1025 | 500 | |
3*380 | 1250 (60) | 102 | 1000*685*885 | 550 | |
3*380 | 1250 (100) | 50 | 600*780*1410 | 520 | |
3*380 | 1600 (60) | 132 | 680*1160*1025 | 600 | |
3*380 | 2000 (100) | 164 | 1160*690*1025 | 630 |
Выпрямитель сварочный ВДГ-303
Сварочный выпрямитель марки ВДГ-303 используется в качестве источника тока для сварочных полуавтоматов дуговой сварки. ВДГ-303 используется для ручной дуговой сварки (ММА).
ВДГ-303 используется для ручной дуговой сварки (ММА).
Технические характеристики выпрямителя сварочного ВДГ-303
Сварочный выпрямитель ВС-300 Б
Сварочный выпрямитель марки ВС-300Б (с блоком управления полуавтоматом, встроенным) используется в качестве источника для полуавтоматической дуговой сварки сварочной проволокой в среде защитных газов на постоянном токе коррозионостойких, углеродистых, легированных сталей.
Технические характеристики сварочного выпрямителя ВС-300 Б
Выпрямитель сварочный ВД-320 КС
Бензиновая сварочная электростанция SDMO VX220 предназначена для проведения сварочных работ на стройке или в любом другом месте, где нет электричества или электрическая сеть не предназначена для подключения сварочного аппарата.
Технические характеристики выпрямителя сварочного ВД-320 КС
Сварочный выпрямитель ВС-350
Выпрямитель сварочный ВС-350 используется в составе сварочных полуавтоматов как источник тока в комплекте с подающими механизмами типа ПДГ-315К, ПДГ-350-4К, ПДГ-350К.
Выпрямитель сварочный ВДГ- 401
Сварочный выпрямитель марки ВДГ-401 используется как источник тока для полуавтоматической сварки в комплекте с подающим механизмом, а также для ручной дуговой сварки (ММА).
Технические характеристики выпрямителя сварочного ВДГ- 401
Сварочный выпрямитель универсальный ВДУ-506
Выпрямитель сварочный универсальный используется как источник тока для полуавтоматической и автоматической сварки и ручной дуговой сварки сварочным электродом на постоянном токе в среде СО2.
Технические характеристики сварочного выпрямителя универсального ВДУ-506
Сварочный выпрямитель универсальный ВДУ-506С
Выпрямитель сварочный универсальный используется как источник тока для полуавтоматической (MIG) и автоматической сварки и ручной дуговой сварки сварочным электродом на постоянном токе в среде СО2.
Технические характеристики сварочного выпрямителя универсального ВДУ-506С
Сварочный выпрямитель универсальный ВДУ-511
Выпрямитель сварочный универсальный используется как источник тока для полуавтоматической и автоматической сварки и ручной дуговой сварки сварочным электродом на постоянном токе в среде СО2.
Технические характеристики сварочного выпрямителя универсального ВДУ-511
Сварочный выпрямитель ВС-500
Сварочный выпрямитель ВС-500 используют в составе сварочного полуавтомата для серийного производства металлоконструкций в строительстве, судостроение и судоремонте, энергетике и машиностроении.
Технические характеристики сварочного выпрямителя ВС-500
Сварочный выпрямитель универсальный ВДУ-601 У3
Универсальный сварочный выпрямитель ВДУ-601 УЗ используется в качестве источника тока для полуавтоматической (MIG).
Технические характеристики сварочного выпрямителя универсального ВДУ-601 У3
Выпрямитель сварочный ВС-600 C
Сварочный выпрямитель ВС-600 C используется как источник сварочного тока при комплектации полуавтоматов для полуавтоматической сварки (MIG).
Технические характеристики сварочного выпрямителя ВС-600 C
Сварочный выпрямитель универсальный ВДУ-1000
ВДУ-1000 (сварочный выпрямитель) вместе со сварочным автоматом используются для наплавки и сварки под флюсом на постоянном токе.
Технические характеристики сварочного выпрямителя универсального ВДУ-1000
Сварочный выпрямитель универсальный ВДУ-1001
ВДУ-1001 предназначен для сварки под слоем флюса на сварочном автомате с полностью независимой скоростью подачи проволоки.
Технические характеристики сварочного выпрямителя универсального ВДУ-1001
Сварочный выпрямитель универсальный ВДУ-1202
Сварочный универсальный выпрямитель ВДУ-1202 — источник с универсальными внешними вольт-амперными характеристиками (жесткими и падающими).
Технические характеристики сварочного выпрямителя универсального ВДУ-1202
Сварочный выпрямитель универсальный ВДУ-1250
Универсальный сварочный выпрямитель ВДУ-1250 используется при комплектации сварочного полуавтомата или автомата для сварки в среде защитных газов (СО2).
Технические характеристики сварочного выпрямителя универсального ВДУ-1250
Сварочный выпрямитель универсальный ВДУ-1601
Универсальный сварочный выпрямитель ВДУ-1601 используется как источник сварочного тока при автоматической сварке под слоем флюса, а также при ручной дуговой сварки (ММА), резки и наплавки на постоянном сварочном токе.
Технические характеристики сварочного выпрямителя универсального ВДУ-1601
Сварочный выпрямитель универсальный ВДУ-2001
Сварочный универсальный выпрямитель ВДУ-2001 используется при комплектации автоматов сварочных, для автоматической наплавки и сварки под флюсом, а также для сварки в среде защитного газа (например СО2) изделий из стали.
Технические характеристики сварочного выпрямителя универсального ВДУ-2001
/td> /div>centerstrong>Технические характеристики выпрямителя сварочного ВДГ-303 class=
Выпрямители с жесткой внешней характеристикой
В качестве источников тока при сварке и наплавке в среде углекислого газа применяют сварочные преобразователи и сварочные выпрямители с жесткой внешней характеристикой. [c.105]Технические характеристики сварочных выпрямителей с жесткими внешними характеристиками [c.198]
Сварочные выпрямители с жесткими внешними характеристиками применяются для сварки плавящимся электродом в углекислом газе и других защитных газах, а также могут применяться для сварки под флюсом при постоянной скорости подачи электродной проволоки. Их также можно использовать для сварки порошковой проволокой ЭПС-15/2 (табл. 38). [c.199]
Для сварки неплавящимся электродом в защитных газах применяют источники постоянного и переменного тока.
 При сварке плавящимися электродами в защитных газах используют специальные преобразователи с жесткой и возрастающей внешними вольт-амперными характеристиками и сварочные выпрямители с жесткой внешней характеристикой.
[c.200]
При сварке плавящимися электродами в защитных газах используют специальные преобразователи с жесткой и возрастающей внешними вольт-амперными характеристиками и сварочные выпрямители с жесткой внешней характеристикой.
[c.200]Сварочные выпрямители с жесткой внешней характеристикой предназначены [c.116]
Электрошлаковый процесс на переменном токе протекает более устойчиво, чем на постоянном. Поэтому для ЭШС используют, как правило, трансформаторы. Наибольшее распространение в настоящее время получили трансформаторы со ступенчатым регулированием напряжения. Это одно- и трехфазные трансформаторы ТШС-1000-1, ТШС-1000-3, ТШС-3000-1 и ТШС-3000-3. Источники постоянного тока — генераторы и выпрямители с жесткой внешней характеристикой — применя- [c.145]
Сварочные выпрямители с жесткой внешней характеристикой типа ВС и ВДГ предназначены для сварки в защитном газе плавящимся электродом, автоматической и полуавтоматической сварки под флюсом, порошковой про-
[c. 31]
31]
При многопостовой сварке обычно применяются выпрямители с жесткими внешними характеристиками. Падающая характеристика на каждом [c.17]
ВЫПРЯМИТЕЛИ С ЖЕСТКОЙ ВНЕШНЕЙ ХАРАКТЕРИСТИКОЙ [c.69]
Однопостовые сварочные выпрямители с жесткими внешними характеристиками для механизированной сварки в углекислом газе выпускаются типа ВДГ (ВДГ-302 и ВДГ-601) и типа ВСЖ (ВСЖ-303, выпрямитель сварочный, жесткая характеристика, модель 303). [c.182]
Для питания дуги при сварке порошковой и самозащитной проволоками пользуются сварочными преобразователями и сварочными выпрямителями с жесткой внешней характеристикой. [c.173]
Технические характеристики сварочных выпрямителей с жесткой внешней вольт-амперной характеристикой [c.91]
В качестве источников питания дуги используют преобразователи ПСГ-500, выпрямители ВС-300, ВДУ-504, ВС-600, ВДГ-301 с жесткой внешней характеристикой.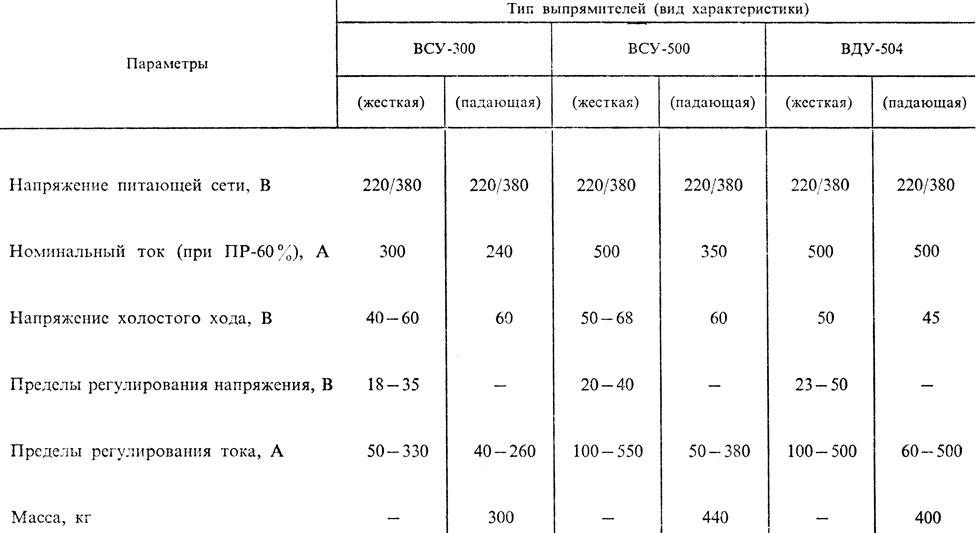 [c.125]
[c.125]
На суппорте токарного станка закрепляют наплавочную головку (ОКС-6569 или ОКС-1252). Для питания дуги используют источники постоянного тока с жесткой внешней характеристикой (генераторы АНД-500/250, выпрямители ВС-300 и ВС-600, преобразователи ПД-305 и ПСГ-500). [c.138]
Для вибродуговой наплавки применяют источники питания с жесткой внешней характеристикой генераторы АДН-500/250, выпрямители ВС-300, ВС-600, преобразователи ПД-305, ПСГ-500, а также дроссели типа А-780 или А-855 конструкции ИЭС им. Е.О. Патона, дроссели РСТЭ-24 или РСТЭ-34 от сварочных трансформаторов СТЭ-24, СТЭ-34 или дроссельную обмотку трансформатора СТН-500. При использовании указанных дросселей для получения нужного значения индуктивности следует сделать отводы от верхнего ряда обмотки через один-два витка для последующей их коммутации. [c.301]
В качестве источников тока при сварке и наплавке в среде углекислого газа применяют сварочные преобразователи ПСУ-500, ПСГ-500-1 и сварочные выпрямители ВС-300, ВДГ-301, ВДГ-502 с жесткой внешней характеристикой.
 [c.152]
[c.152]При полуавтоматической сварке и наплавке порошковой проволокой применяются специальные полуавтоматы, например А-765, которые комплектуются источниками питания с жесткой внешней характеристикой — генераторами ПСГ-500 или выпрямителями ВС-600. [c.240]
В зависимости от внешней вольт-амперной характеристики, количества постов и способа сварки сварочные выпрямители подразделяют на однопостовые с падающей внешней характеристикой, однопостовые с жесткой внешней характеристикой, однопостовые универсальные, многопостовые, однопостовые транзисторные. [c.132]
Сварочные выпрямители однопостовые с жесткой внешней характеристикой (табл. 5.10) предназначены для механизированной сварки в углекислом газе плавящимся электродом, электрошлаковой сварки и сварки самозащитной проволокой. [c.133]
Технические характеристики однопостовых сварочных выпрямителей с жесткой внешней [c.134]
Двойная трехфазная (шестифазная) схема с уравнительным реактором (рис. 6.3, а) получила распространение в выпрямителях на- токи до 500 А. Трансформатор при такой схеме имеет шесть вторичных обмоток, образующих две трехфазные группы а, б, с и X, у. г. Обе группы соединены уравнительным реактором ур, представляющим собой дроссель, который выравнивает напряжение между двумя группами обмоток. фДС соответствующих фаз сдвинуты на 180″, частота «300 Гц (рис. 6.3,6). В выпрямителях с жесткой характеристикой вентили каждой группы работают попарно. В выпрямителях с падающей внешней характеристикой работают одновременно по 3 вентиля в двух параллельных группах при двойном трехфазном режиме. Первичная обмотка А, В и С может быть включена звездой или треугольником , что обеспечивает два диапазона сварочного тока.
[c.80]
6.3, а) получила распространение в выпрямителях на- токи до 500 А. Трансформатор при такой схеме имеет шесть вторичных обмоток, образующих две трехфазные группы а, б, с и X, у. г. Обе группы соединены уравнительным реактором ур, представляющим собой дроссель, который выравнивает напряжение между двумя группами обмоток. фДС соответствующих фаз сдвинуты на 180″, частота «300 Гц (рис. 6.3,6). В выпрямителях с жесткой характеристикой вентили каждой группы работают попарно. В выпрямителях с падающей внешней характеристикой работают одновременно по 3 вентиля в двух параллельных группах при двойном трехфазном режиме. Первичная обмотка А, В и С может быть включена звездой или треугольником , что обеспечивает два диапазона сварочного тока.
[c.80]
Для питания сварочным током используют источники с жесткой внешней характеристикой. Наиболее хорошо зарекомендовал себя преобразователь ПСГ-500 и выпрямители ВС-400 и ВС-600. Ориентировочные режимы наплавки открытой дугой приведены в табл. 263.
[c.442]
263.
[c.442]
ПСУ-500, выпрямители ВКС-500 и др. с жесткой внешней характеристикой. В начале сварки засыпают в разделку флюс примерно-до половины диаметра стержня, погружают во флюс конец электродной проволоки и касанием к одному из стержней возбуждают дугу. [c.294]
Главный трансформатор ГТ является нормальным силовым трансформатором с жесткой внешней характеристикой. Вольтодобавочные трансформаторы ТВТ и ОВТ служат для плавного регулирования напряжения выпрямителя. [c.48]
При многопостовой сварке обычно применяются выпрямители о жесткими внешними характеристиками. Падающая характеристика, необходимая для сварки, на каждом посту создается с помощью балластных реостатов или другими способами. Балластные реостаты (табл. 12) включаются в цепь дуги последовательно и позволяют ступенчато регулировать сварочный ток (рис. 1С). Количество одновременно подключаемых постов [c.21]
Для электродуговой наплавки в среде углекислого газа целесообразно применять источники питания с жесткой внешней характеристикой.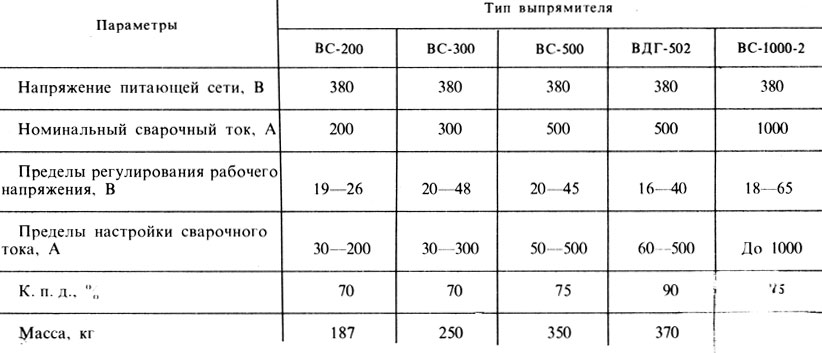 Одновременно эти источники должны иметь высокие динамические свойства, обеспечивающие максимальную скорость увеличения напряжения при размыкании сварочной цепи и оптимальную скорость нарастания тока во время короткого замыкания. Выпускаемые отечественной промышленностью источники питания для сварки и наплавки в среде углекислого газа могут быть разделены на две основные группы выпрямительные сварочные установки (или сварочные выпрямители) и сварочные генераторы.
[c.96]
Одновременно эти источники должны иметь высокие динамические свойства, обеспечивающие максимальную скорость увеличения напряжения при размыкании сварочной цепи и оптимальную скорость нарастания тока во время короткого замыкания. Выпускаемые отечественной промышленностью источники питания для сварки и наплавки в среде углекислого газа могут быть разделены на две основные группы выпрямительные сварочные установки (или сварочные выпрямители) и сварочные генераторы.
[c.96]
Решение. При ручной дуговой сварке покрытыми электродами на постоянном токе силой 250 А дуга имеет жесткую вольт-амперную характеристику. Для повышения стабилизации горения сварочной дуги в этом случае применяют выпрямители с падающей внешней характеристикой. При такой внешней характеристике ток короткого замыкания несколько больше рабочего тока, что не нарушает тепло- [c.80]
При настройке сварочного выпрямителя на рабочий режим подключить сварочный выпрямитель к напряжению сети включить сварочный выпрямитель при работе выпрямителя в режиме холостого хода установить необходимую ступень сварочного тока для выпрямителей с падающей внешней характеристикой и необходимую ступень напряжения дуги для выпрямителей с жесткой или возрастающей внешней характеристикой с помощью ручек плавной настройки сварочного тока или напряжения дуги установить необходимый сварочный ток или напряжение дуги при работе выпрямителя под нагрузкой или в режиме холостого хода с помощью специальных ручек управления сварочным автоматом илн полуавтоматом установить необходимую скорость подачи электродной проволоки в режиме механизированной и автоматической сварки.
 [c.109]
[c.109]Качество сварного соединения повышается при введении в проволоку до 3% титана, измельчающего зерно шва. Сварку ведут на постоянном токе прямой полярности. Дугу питают от сварочных преобразователей или выпрямителей. Возможно применение источников с жесткой внешней характеристикой. Напряжение на дуге составляет 10—15 В, ток подбирают из расчета 30—15 А на 1 мм толщины свариваемого металла. [c.124]
При этом применяются сварочные генераторы постоянного тока (для сварки тонкой проволокой с жесткой внешней характеристикой) или сварочные выпрямители. [c.394]
Источниками питания дуги постоянным током служат сварочные выпрямители с жесткой внешней или универсальной характеристиками. [c.250]
В качестве источников питания в многопостовых системах пригодны как генераторы, так и выпрямители с жесткими внешними характеристиками. Из выпускаемых промышленностью могут быть использованы преобразователи ПСГ-500, ПСМ-1000 и выпрямители ВС-600, В КСМ-1000, ВДМ-1601, ВДМ-3001 и ВМГ-5000, подключаемые в группы на цеховой станции питания. Отдельные посты полуавтомат тйческой сварки подключают К цеховому шинопроводу через постовые дроссели или балластные реостаты.
[c.66]
Отдельные посты полуавтомат тйческой сварки подключают К цеховому шинопроводу через постовые дроссели или балластные реостаты.
[c.66]
Для механизированной сварки в среде защитных газов отечественная промышленность выпускает выпрямители с жесткой внешней характеристикой (см. табл. 9) и универсальные выпрямители (см. табл. 10). Наиболее удовлетворяют заданному условию выпрямитель ВДГ-601, имеющий жесткую внешнюю характеристику, и выпрямитель И-115, имеющий падающую и жесткую характеристики. Следует отметить, что выпрямитель И-115 более предпочтителен, так как он обеспечивает продолжительный режим работы при прочих равных условиях. В зависимости от конкретных условий на выходе выбранного выпрямителя устанавливается значение напряжения, обеспечивающее необходимую стабильность горения сварочной дуги и качество сварных соединений. Сварку в среде углекислого газа рекомендуется выполнять на обратной полярности. Применение выпрячч телсй бо.1 ,шсй мощности с aus 1С)Г> чн . 1 и р.и.- . ристикпмн
[c.81]
1 и р.и.- . ристикпмн
[c.81]
Наплавка производится на постоянном токе при обратной полярности. Источник питания — сварочные выпрямители или преобразователи с жесткой внешней характеристикой. Кроме выпрямителей, указанных в табл. 11, в качестве источников питания могут исполь-збва ться также сварочные выпрямители типа ВС-600, ВСУ-300, ВСУ-500, ВСК-300, ВСК-500, ИПП-ЗООП, ИПП-500П и сварочные преобразователи типа ПСУ-300 и ОСУ-500. Применение сварочных прео1бразователей с падающей внешней характеристикой (ПСО-300, ПС-500 и т. д.) 1не рекомендуется, так Как при этом снижается устойчивость горения дуги, ухудшается формирование швов и увеличивается разбрызгивание. Такие преобразователи можно легко переделать для получения 76 [c.76]
Электрошлаковые аппараты комплектуются источниками питания переменного тока трансформаторами однофазными ТШС-1000-1, ТШС-3000-1, ТШС-10000-1, ТРМК-3000-1 и трехфазными ТШС-1000-3, ТШС-3000-3. Для ЭШС на постоянном токе используют преобразователи и выпрямители с жесткой внешней вольт-амперной характеристикой.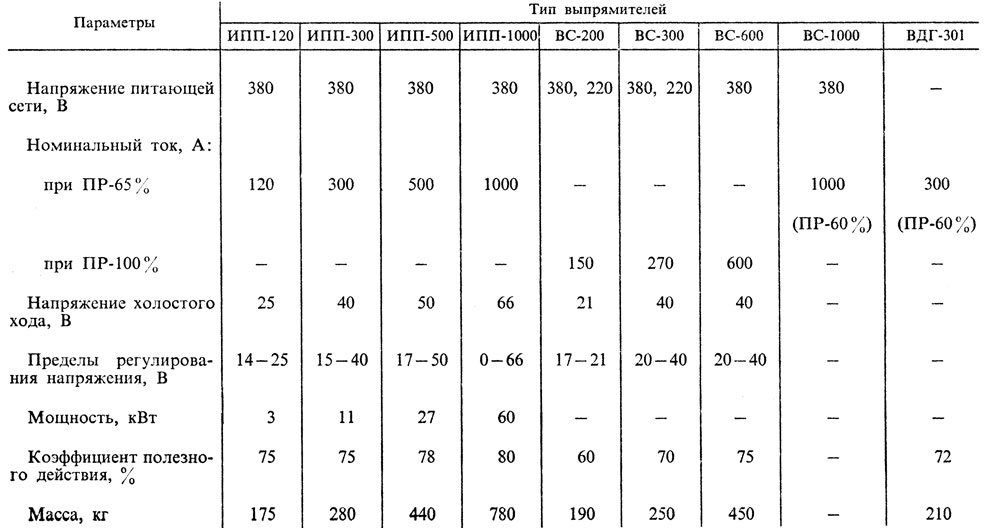 [c.218]
[c.218]
Сварочные выпрямители имеют жесткую внешнюю характеристику. Получение падающей внешней характеристики и регулирование силы сварочного тока п ста осушествляют балластными реостатами типа РБ-300, поставляемыми комплектно с выпрямителями. [c.78]
Крестовины стрелочных переводов железнодорожных путей из стали 110Г13 восстанавливают с помощью полуавтоматической, наплавки самозащитной порошковой проволокой ПП АН-105 диаметром 2,8 мм. С поверхности, подлежащей наплавке, тщательно удаляют дефекты в виде пленок и трещин для получения бездефектного наплавленного слоя. Наплавку ведут с помощью полуавтомата, например А-765, на постоянном токе обратной полярности. В качестве источника питания применяют сварочные выпрямители или преобразователи ВС-600, ПСГ-500, а также другие с жесткой внешней характеристикой. [c.68]
Выпрямитель ВДГ-601 (рис. 62) состоит из трехфазного понижающего трансформатора Т с жесткой внешней характеристикой, тиристорного преобразователя Г/7, собранного на кремниевых управляемых диодах по кольцевой с. хеме выпрямления, сваричии. о дросселя с секционированной обмоткой, что позволяет получить две ступени сварочного
[c.73]
хеме выпрямления, сваричии. о дросселя с секционированной обмоткой, что позволяет получить две ступени сварочного
[c.73]
Источником питания дуги служит сварочный выпрямитель или преобразователь с жесткой внешней характеристикой. Сварь ка выполняется на обратной полярности. [c.192]
Многопостовые сварочные выпрямители типа ВДМ выпускают серийно на номинальные токи 1000, 1600, 3000 А. Выпрямители имеют жесткую внешнюю характеристику и состоят из силового трехфазного понижающего трансформатора, вьшрямительного блока из кремниевых вентилей с вентилятором, пускорегулирующей и защитной аппаратуры. Лолучение падающей внешней характеристики и регулирование сварочного тока каждого поста производятся подключением балластных реостатов типа РБ-РБГ (табл. И). [c.90]
Многопостовые сварочные выпрямители
Другие страницы по теме
Многопостовые сварочные выпрямители
:
Темы: Сварочный выпрямитель. .
.
Многопостовые сварочные выпрямители постоянного тока могут применяться для ручной и механизированной сварки. Многопостовые выпрямители для ручной сварки с регулированием силы тока поста балластными реостатами предназначены в основном для создания многопостовых систем питания от общецеховых магистральных шинопроводов, имеют жесткую внешнюю вольт-амперную характеристику. Отличаются простой конструкцией и высокой надежностью. Технические данные выпрямителей приведены в таблице 1.
Таблица 1. Многопостовые сварочные выпрямители типа ВДМ, технические характеристики.
|
Номинальная сила сварочного тока, А |
||
|
Номинальный режим работы ПН, % |
||
|
Номинальное рабочее напряжение, В |
||
|
Напряжение холостого хода, В |
||
|
КПД, %, не менее |
||
|
Номинальная сила тока поста при ПН-60 %, А |

Номинальная сила сварочного тока, А, при ПН-60%……………… 315
Пределы регулирования силы тока (при падении напряжения на зажимах реостата 30 В), А……. 6-315
Разница между силой тока соседних ступеней, А, не более…………. 6
Масса, кг…………………. 29,5
Многопостовые сварочные выпрямители для ручной дуговой сварки с тиристорным регулированием режима на каждом посту могут организовать местные системы многопостового питания.
Четырехпостовой выпрямитель ВДМ-4х301 УЗ имеет падающие внешние характеристики с тремя различными наклонами (0,2; 0,4; 0,7 В/А) и предназначен для питания четырех постов ручной дуговой сварки током обратной полярности. Может работать как двупостовой источник питания с силой тока поста до 500 А. Снабжен ограничителем напряжения холостого хода. Выпрямитель может использоваться в составе передвижных сварочных агрегатов. Технические показатели выпрямителя характеризуются следующими данными.
Число постов……….. …….. 4
…….. 4
Номинальная сила тока поста, А . . . . 315
ПН поста, %………………. 60
Коэффициент одновременности работы постов…………………… 1
Номинальное рабочее напряжение поста, В ………….. 33
Напряжение холостого хода, В…… 80
Пределы регулирования силы сварочного тока, А…………………… 60-315
Пределы регулирования рабочего напряжения, В…………………. 22-32
КПД, %, не менее…………… 65
Масса, кг…………………. 710
Многопостовым выпрямителем для механизированной сварки является выпрямитель типа ВМГ-5000, предназначенный для централизо-ванного питания постов при многопостовой сварке в углекислом газе. Может быть использован и при сварке под флюсом или наплавке, может одновременно питать 30 сварочных постов (сила тока поста 315 А) при сварке в СO2. При силе тока поста 400 и 500 А число постов, питающихся от одного выпрямителя, соответственно уменьшается. Выпрямитель имеет жесткую внешнюю характеристику вследствие низкого внутреннего сопротивления (0,3. .. 0,9)10-3 Ом, что исключает взаимное влияние сварочных постов при работе.
.. 0,9)10-3 Ом, что исключает взаимное влияние сварочных постов при работе.
Получение падающих (крутопадающих) характеристик и регулирование режима сварки на отдельных постах осуществляется балластными реостатами. Каждый выпрямитель типа ВМГ-5000 поставляется комплектно с 30-ю балластными реостатами, выполненными на базе серийного балластного реостата РБ-501. При сварке на вертикальной поверхности и в случае тонкого металла в цепь поста рекомендуется последовательно с балластным реостатом включить дроссель ОИ-105, который поставляется при необходимости комплектно с выпрямителем ВМГ-5000.
Выпрямитель питает шинопровод, разведенный по цеху, обычно на два плеча, длиной не более 75 м каждый, к которым подключено по 15 сварочных постов. Расчет шинопровода производится не по плотности силы тока, а по падению напряжения. Предельное падение напряжения на конце шинопровода не должно превышать 2 В. Выпрямитель ВМГ-5000, шинопровод, балластные реостаты, и дроссели составляют систему многопостового питания. Технические данные элементов этой системы приведены ниже.
Технические данные элементов этой системы приведены ниже.Многопостовой сварочный выпрямитель ВМГ-5000:
Номинальная сила выпрямленного тока, А, при ПН-100%………… 5000
Выпрямленное напряжение (по ступеням), В………………… 30, 35, 40, 50, 60
Максимальная потребляемая мощность, кВА…………….. 317
Максимальная сила первичного тока, А …………. 480
Число сварочных постов……….. 30
Сила тока поста, А…………… 315
Коэффициент одновременности работы постов………………. 0,53
КПД, %, не менее……………. 92
Масса, кг…………………. 2490
Габаритные размеры, мм 1500 х 1150 х 1685
Балластный реостат:
Номинальная сила сварочного тока, А, при ПН-60%…………. 315
Число ступени регулирования (семь рубильников)…………… 58
Пределы регулирования сопротивления, Ом………… 0,0266…0,75
Масса, кг…………………. 50
Дроссель:
Номинальная сила сварочного тока, А. …………………. 315
…………………. 315
Индуктивность, МГн, не менее…… 0,3
Род тока……………….Постоянный
Масса, кг…………………. 40
- < Инверторные сварочные выпрямители
- Выпрямители для ручной дуговой сварки >
Сварочные выпрямители. Сварка
Сварочные выпрямители
Сварочные выпрямители представляют собой устройство, предназначенное для преобразования переменного тока в постоянный (выпрямленный).
Оно состоит из следующих основных узлов: силового трансформатора для понижения напряжения сети до необходимого напряжения холостого хода источника, блока полупроводниковых элементов для выпрямления переменного тока, стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока.
Выпрямительный блок представляет собой набор полупроводниковых элементов, включенных по определенной схеме. Особенность полупроводниковых элементов заключается в том, что они проводят ток только в одном направлении, в результате чего сила тока получается постоянной (выпрямленной).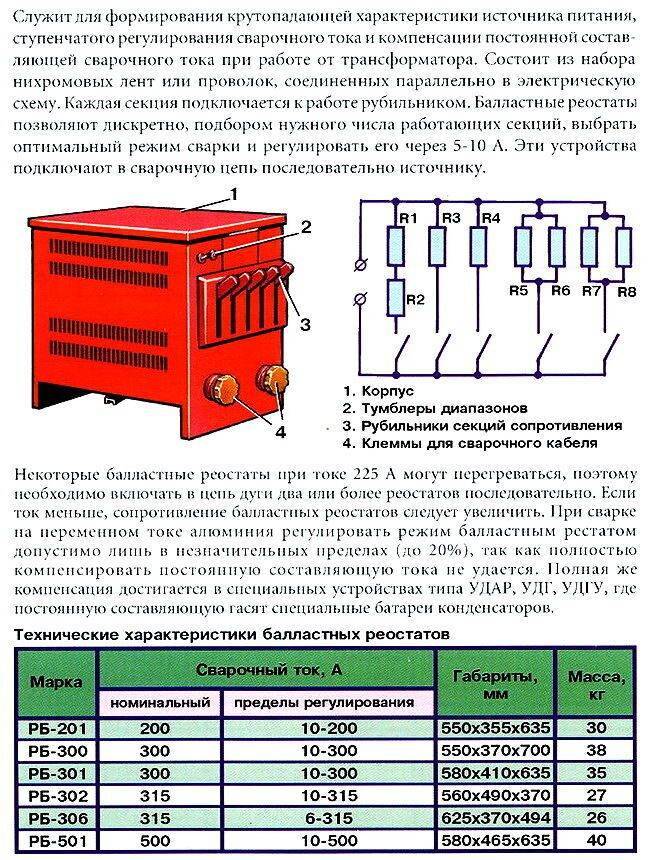
Такие элементы обладают вентильным эффектом, иначе говоря, пропускают ток в одном направлении. За это их называют полупроводниковыми вентилями. Они делятся на неуправляемые – диоды и управляемые – тиристоры. Разработаны и выпускаются сварочные выпрямители для ручной или механизированной дуговой сварки под флюсом, сварки в защитной среде и др. Они получили широкое применение благодаря их технологическим преимуществам: высокий к.п.д. и относительно небольшие потери холостого хода, высокие динамические свойства, отсутствие вращающихся частей и бесшумность в работе, равномерность нагрузки фаз, небольшая масса, возможность замены медных проводов алюминиевыми.
Но следует иметь в виду, что для выпрямителей представляют большую опасность продолжительные короткие замыкания, так как могут вывести из строя диоды. Кроме того, они чувствительны к колебаниям напряжения в сети.
Сварочные выпрямители (рис. 51) состоят из двух блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрямительного блока.
Кроме того, выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную эксплуатацию. Выпрямление тока осуществляется по трехфазной мостовой схеме, состоящей из шести плеч. В каждом плече моста установлены вентили, выпрямляющие оба полупериода переменного тока в трех фазах. В каждый момент времени ток проходит через два вентиля, и, таким образом, в течение одного периода происходит шесть пульсаций выпрямленного тока, что соответствует частоте пульсации 300 Гц.
Рис. 51.
Схема трехфазного выпрямителя:
а – схема включения; б – выпрямленный ток внешней цепи; 1– понижающий трансформатор; 2 – блок селеновых или кремниевых выпрямителей; 3 – сварочная дуга
Сварочные выпрямители подразделяются на однопостовые с падающими, жесткими, пологопадающими и универсальными характеристиками и многопостовые с жесткими характеристиками. Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки или применением трансформатора с усиленным магнитным рассеянием.
У многопостовых сварочных выпрямителей для создания падающей внешней характеристики и регулирования сварочного тока в сварочную цепь каждого поста включают балластный реостат.
Выпрямители типа ВД, предназначенные для ручной и механизированной сварки и наплавки, имеют крутопадающую внешнюю характеристику. Регулирование варочного тока производят ступенчато (два диапазона) и плавно (в пределах каждого диапазона). Переключатель диапазонов сварочного тока расположен на лицевой панели выпрямителя и производит одновременное переключение первичной и вторичной обмоток со «звезды» (диапазон малых токов) на «треугольник» (диапазон больших токов). Переключение производят только после отключения выпрямителя от силовой сети.
При переключении пределы изменения тока увеличиваются примерно в три раза. Плавное регулирование тока в пределах каждого диапазона производится изменением расстояния между катушками первичной и вторичной обмоток. Катушки вторичной обмотки закреплены неподвижно у верхнего ярма, а катушки первичной обмотки с помощью ходового винта перемещаются по стержню сердечника трансформатора. Вращая рукоятку ходового винта по часовой стрелке, сближают катушки обмоток, уменьшают индуктивность рассеяния обмоток и, как следствие, увеличивают сварочный ток.
Вращая рукоятку ходового винта по часовой стрелке, сближают катушки обмоток, уменьшают индуктивность рассеяния обмоток и, как следствие, увеличивают сварочный ток.
Сварочные выпрямители с жестокими и пологопадающими внешними характеристиками применяются при сварке плавящимся электродом в углекислом газе, под флюсом, порошковой проволокой. Они различны как конструктивно, так и по электрической схеме. Например, выпрямитель типа ВС состоит из силового трехфазного понижающего трансформатора и выпрямительного блока из селеновых вентилей. В сварочную цепь после выпрямительного блока включен дроссель, позволяющий регулировать нарастание тока короткого замыкания и снижающий потери металла на разбрызгивание. Выпрямитель имеет два переключателя числа витков первичной обмотки трансформатора, которыми путем изменения коэффициента трансформации регулируется выходное напряжение. Один переключатель, для ступенчатого регулирования, имеет три положения, второй, для плавного регулирования, – восемь положений. Таким образом, выпрямитель имеет 24 значения сварочного тока. Регулирование сварочного тока можно производить только при холостом ходе, что является серьезным недостатком выпрямителя. В промышленности и строительстве они применяются, но с производства сняты.
Таким образом, выпрямитель имеет 24 значения сварочного тока. Регулирование сварочного тока можно производить только при холостом ходе, что является серьезным недостатком выпрямителя. В промышленности и строительстве они применяются, но с производства сняты.
Выпрямители типа ВДГ состоят из трансформатора с нормальным магнитным рассеянием и трехфазного дросселя насыщения. Рабочие обмотки дросселя включены в плечи выпрямительного блока. Регулирование выходного напряжения ступенчато-плавное. Ступенчатым регулированием можно задать три диапазона, получаемые изменением коэффициента трансформации силового трансформатора изменением числа витков первичной обмотки.
Плавное регулирование в пределах каждого диапазона осуществляется дросселем насыщения. Выпрямитель имеет дистанционное управление. Многопостовые сварочные выпрямители типа ВДМ выпускают серийно на номинальные токи 1000, 1600, 3000 А. Выпрямители имеют жесткую внешнюю характеристику и состоят из силового трехфазного понижающего трансформатора, выпрямительного блока из кремниевых вентилей с вентилятором, пускорегулирующей и защитной аппаратуры.
Получение падающей внешней характеристики и регулирование сварочного тока каждого поста производятся подключением балластных реостатов типа РБ–301.
Сварочные выпрямители типов ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварках под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ кроме блока трехфазного понижающего трансформатора и выпрямительного блока имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики.
Таблица 9
Технические характеристики однопостовых сварочных выпрямителей с падающими характеристиками
Таблица 10
Технические характеристики сварочных преобразователей и агрегатов с электродвигателями
Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей – тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРесСварочные выпрямители Российского производства
Страница 1 из 7
Сварочные выпрямители для всех типов электродуговой сварки на постоянном и переменном токе: ручной дуговой, полуавтоматической, автоматической, аргонодуговой сварки.
Каталог продукции Российского производства: сварочные выпрямители различных российских производителей (модельный ряд «ДУГА», «ВД», «ВДГ», «ВДМ», «ВДУ», «КРИСТАЛЛ», «ЛОРИС»), реостаты и пуско-зарядные устройства. Описание и технические характеристики.
| Описание:
Технические характеристики: |
Описание:
 Его можно использовать в производственных цехах и полевых условиях, в передвижных мастерских, коммунальном хозяйстве и т.п. Его можно использовать в производственных цехах и полевых условиях, в передвижных мастерских, коммунальном хозяйстве и т.п.Технические характеристики: |
Описание:
 п. п.Технические характеристики: |
Описание:
 Высокая энергосберегаемость, мобильность, надежность позволяют использовать его даже от простой осветительной сети. Высокая энергосберегаемость, мобильность, надежность позволяют использовать его даже от простой осветительной сети.Технические характеристики: |
Описание:
 Также, как и базовая модель, позволяет непрерывно выполнять работы при токе 200А и ниже и порядка одного часа- на максимальном токе. Обладает высокой энергосберегаемостью, мобильностью, надежностью. Также, как и базовая модель, позволяет непрерывно выполнять работы при токе 200А и ниже и порядка одного часа- на максимальном токе. Обладает высокой энергосберегаемостью, мобильностью, надежностью.Технические характеристики: |
Описание:
 Содержит автоматический регулятор крутизны сварочной характеристики. Также, как и базовая модель, позволяет непрерывно выполнять работы при токе 200А и ниже и порядка одного часа- на максимальном токе. Обладает высокой энергосберегаемостью, мобильностью, надежностью. Содержит автоматический регулятор крутизны сварочной характеристики. Также, как и базовая модель, позволяет непрерывно выполнять работы при токе 200А и ниже и порядка одного часа- на максимальном токе. Обладает высокой энергосберегаемостью, мобильностью, надежностью.Технические характеристики: |
Описание:
 Отличается практически отсутствием разбрызгивания металла при сварке. Содержит автоматический регулятор крутизны сварочной характеристики. Также, как и базовая модель, позволяет непрерывно выполнять работы при токе 200А и ниже и порядка одного часа- на максимальном токе. Обладает высокой энергосберегаемостью, мобильностью, надежностью. Отличается практически отсутствием разбрызгивания металла при сварке. Содержит автоматический регулятор крутизны сварочной характеристики. Также, как и базовая модель, позволяет непрерывно выполнять работы при токе 200А и ниже и порядка одного часа- на максимальном токе. Обладает высокой энергосберегаемостью, мобильностью, надежностью.Технические характеристики: |
Описание:
 Его можно использовать в производственных цехах и полевых условиях, в передвижных мастерских, коммунальном хозяйстве и т.п. Его можно использовать в производственных цехах и полевых условиях, в передвижных мастерских, коммунальном хозяйстве и т.п.Технические характеристики: |
Описание:
 Его можно использовать в производственных цехах и полевых условиях, в передвижных мастерских, коммунальном хозяйстве и т.п. Его можно использовать в производственных цехах и полевых условиях, в передвижных мастерских, коммунальном хозяйстве и т.п.Технические характеристики: |
Описание:
 Его можно использовать в производственных цехах и полевых условиях, в передвижных мастерских, коммунальном хозяйстве и т.п. Его можно использовать в производственных цехах и полевых условиях, в передвижных мастерских, коммунальном хозяйстве и т.п.Технические характеристики: |
Описание:
 Его можно использовать в производственных цехах и полевых условиях, в передвижных мастерских, коммунальном хозяйстве и т.п. Его можно использовать в производственных цехах и полевых условиях, в передвижных мастерских, коммунальном хозяйстве и т.п.Технические характеристики: |
Описание:
 п. п.Технические характеристики: |
| Описание:
Технические характеристики: 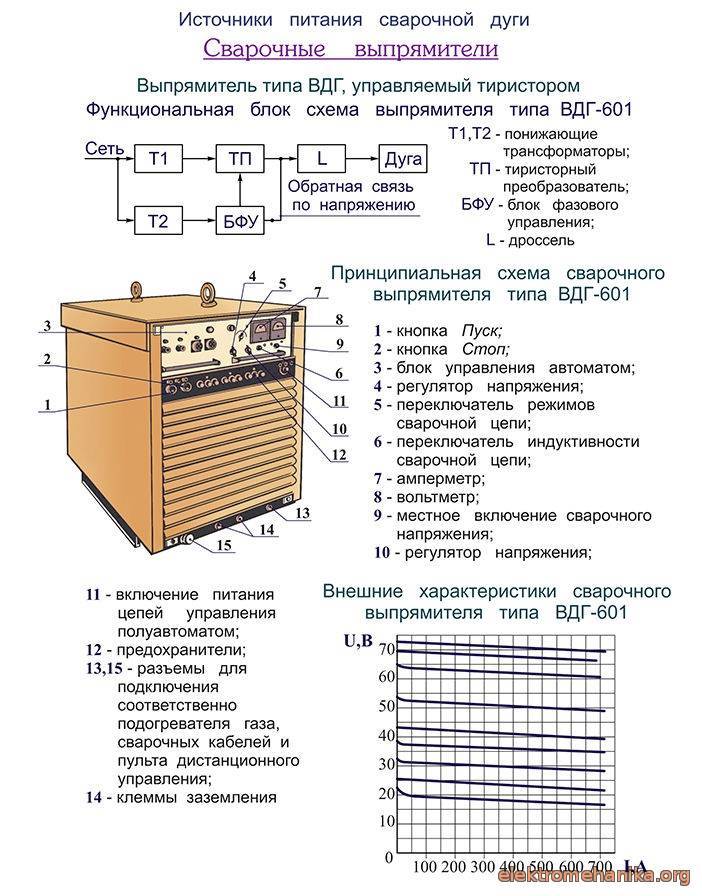 диапазон 220 диапазон 220 |
| Описание:
Технические характеристики: |
Описание:
 220-240 В отличается практически отсутствием разбрызгиванием металла при сварке. Содержит автоматический регулятор крутизны сварочной характеристики. Используется в машиностроении, на газопроводах и нефтепроводах. 220-240 В отличается практически отсутствием разбрызгиванием металла при сварке. Содержит автоматический регулятор крутизны сварочной характеристики. Используется в машиностроении, на газопроводах и нефтепроводах.Технические характеристики: |
Описание:
 Осуществляет зарядку аккумуляторов. Обеспечивает хорошую стабильность напряжения под нагрузкой. Обладает высокой мобильностью, небольшими габаритами, малым весом, низкой стоимостью и высокой надежностью. Используется как в небольших гаражах, так и в серьезных автохозяйствах. Осуществляет зарядку аккумуляторов. Обеспечивает хорошую стабильность напряжения под нагрузкой. Обладает высокой мобильностью, небольшими габаритами, малым весом, низкой стоимостью и высокой надежностью. Используется как в небольших гаражах, так и в серьезных автохозяйствах.Технические характеристики: |
Описание:
 Технические характеристики: |
| Описание:
Технические характеристики: |
Описание:
 Обладает высокой мобильностью, небольшими габаритами, малым весом, низкой стоимостью и высокой надежностью. Обладает высокой мобильностью, небольшими габаритами, малым весом, низкой стоимостью и высокой надежностью.Технические характеристики: |
Описание:
 Его можно использовать в производственных цехах и полевых условиях. Его можно использовать в производственных цехах и полевых условиях.Технические характеристики: |
| Описание:
Технические характеристики: |
Описание:
 Используется в производственных цехах и полевых условиях, в передвижных мастерских, коммунальном хозяйстве. Используется в производственных цехах и полевых условиях, в передвижных мастерских, коммунальном хозяйстве.Технические характеристики: |
Основная конструкция, принцип работы и основные характеристики тиристорного выпрямителя для дуговой сварки — Новости
Основная конструкция, принцип работы и основные характеристики тиристорного выпрямителя для дуговой сварки
Основная конструкция, принцип работы и основные характеристики тиристорного выпрямителя для дуговой сварки
1. Тиристорный выпрямитель для дуговой сварки
Тиристорный выпрямитель для дуговой сварки
Тиристор также называют тиристором. Он имеет преимущества небольшого размера, легкого веса, высокой эффективности, быстрого действия, простоты обслуживания и длительного срока службы.В начале 1960-х годов в источниках питания для дуговой сварки стали применяться тиристорные выпрямители, то есть тиристорные выпрямители для дуговой сварки. В этом типе источника питания для дуговой сварки, помимо функции выпрямителя, тиристор также имеет возможность управлять включением и выключением питания и регулировать выпрямленное напряжение. Поэтому электромагнитные выключатели и реакторы насыщения больше не нужны, а конструкция упрощается. Поскольку тиристорный выпрямитель для дуговой сварки обладает такими преимуществами, как хорошие характеристики регулировки, хорошие динамические характеристики, энергосбережение, малый вес и т. д., он постепенно заменяет источники питания для дуговой сварки постоянного тока, такие как выпрямители для дуговой сварки с магнитным усилителем, и стал наиболее распространенным применением на заводах по производству бесшовных труб из нержавеющей стали . Один из видов.
Один из видов.
(1) Основная конструкция и принцип работы тиристорного выпрямителя для дуговой сварки
①Основная конструкция. Структура схемы тиристорного выпрямителя для дуговой сварки в основном состоит из основной цепи и цепи управления.
Главная цепь включает трехфазный главный трансформатор, тиристорную группу, устройство поддержания дуги малого тока и реактор.Среди них трехфазный главный трансформатор используется для снижения напряжения и увеличения тока. Как правило, используются Y/D, Y/Y, D/Y и другие способы подключения; тиристорная группа используется для выпрямления и регулирования мощности. Как правило, его можно подключить к полуторному трехфазному мосту. Схема управления, трехфазная мостовая полностью управляемая схема или двухреверсивная звездообразная шестифазная схема однополупериодного выпрямителя со сбалансированным реактором; Устройство поддержания дуги с малым током используется для решения проблемы нестабильности дуги, вызванной прерывистой формой волны выходного тока, особенно при сварке. Когда параметры процесса малы, дуга нестабильна из-за прерывистости формы волны сварки; реактор постоянного тока используется для фильтрации и улучшения динамических характеристик и может использовать ленточные, вогнутые или дырчатые железные сердечники.
Когда параметры процесса малы, дуга нестабильна из-за прерывистости формы волны сварки; реактор постоянного тока используется для фильтрации и улучшения динамических характеристик и может использовать ленточные, вогнутые или дырчатые железные сердечники.
Контур управления включает в себя цепь запуска, напряжение, ток и цепь обратной связи (т. е. цепь обнаружения), заданную цепь и схему сравнения и т. д. Чтобы обеспечить качество сварки, Заводы по производству бесшовных труб из нержавеющей стали часто добавляют приращение тока и цепи ослабления тока в контуре управления. Основной функцией триггерной схемы является управление включением и выключением тиристора через триггерный импульс для регулировки параметров процесса сварки и управления внешними характеристиками источника питания; цепь обратной связи представляет собой систему обратной связи по току и напряжению, используемую для получения приведенных внешних характеристик; Затухание тока Функция контура увеличения суммарного тока заключается в постепенном уменьшении сварочного тока до нуля при гашении дуги и предотвращении образования кратерных трещин. В начале всепозиционной сварки трубопровода сварочный ток увеличивают до достижения удовлетворительной формы в конце и конце сварного шва.
В начале всепозиционной сварки трубопровода сварочный ток увеличивают до достижения удовлетворительной формы в конце и конце сварного шва.
②Принцип работы. Напряжение трехфазной сети промышленной частоты падает до нескольких десятков вольт после трансформации трехфазного главного трансформатора, а выпрямитель и регулятор мощности тиристорной группы, а также фильтр реактора постоянного тока получают на выходе сварочный ток плавной формы. .
Группа тиристоров большой мощности управляется триггерной схемой.Фазовый сдвиг триггерного импульса может изменять величину угла проводимости тиристора +. Если угол проводимости тиристора большой, выходной сварочный ток (напряжение) также велик, а угол проводимости тиристора мал, то выходной сварочный ток (напряжение) также мал.
Что касается внешних характеристик источника питания, тиристорный выпрямитель для дуговой сварки использует сигнал обратной связи по напряжению и току для сравнения с заданным напряжением и заданным током, а также путем изменения фазового угла пускового импульса для управления углом проводимости тиристорной группы, чтобы получить требуемые внешние характеристики. Падающая внешняя характеристика ручной дуговой сварки предназначена для определения наклона падающей внешней характеристики путем пропорционального регулирования напряжения, сигнала обратной связи и сигнала обратной связи по мощности. Если изменить соотношение двух сигналов, можно изменить наклон характеристики падения, чтобы реализовать регулировку параметров процесса сварки.
Падающая внешняя характеристика ручной дуговой сварки предназначена для определения наклона падающей внешней характеристики путем пропорционального регулирования напряжения, сигнала обратной связи и сигнала обратной связи по мощности. Если изменить соотношение двух сигналов, можно изменить наклон характеристики падения, чтобы реализовать регулировку параметров процесса сварки.
Динамические характеристики тиристорного выпрямителя для дуговой сварки грубо регулируются и контролируются производителем бесшовных труб из нержавеющей стали путем изменения значения индуктивности реактора постоянного тока.
(2) Основные характеристики тиристорного выпрямителя для дуговой сварки
① Простая конструкция. Поскольку тиристорная группа может использоваться в качестве регулятора выпрямителя и бесконтактного переключателя, электромагнитные переключатели и насыщенные реакторы исключены, поэтому конструкция упрощается, уменьшается объем и уменьшается вес.
②Хорошая эффективность управления. Выходом выпрямителя можно управлять с небольшой мощностью триггера, электромагнитная инерция мала, и им легко управлять.Для получения различных форм внешних характеристических кривых можно использовать различные методы обратной связи.
③Хорошие динамические характеристики. Скорость отклика быстрая. Из-за управления электронной схемой внутренняя индуктивность мала, а электромагнитная инерция мала, поэтому процесс динамического перехода очень быстрый, и дугу легко контролировать различными способами.
④Энергосбережение. Благодаря низкому напряжению холостого хода, высокому КПД, высокому коэффициенту мощности, малой входной мощности и отсутствию механических потерь он экономит энергию.
⑤Шум небольшой. Благодаря отсутствию вращающихся частей шум значительно снижается.
Вопросы на повторение
1. Объясните термин: внешние характеристики источника питания дуговой сварки, рабочая точка горения дуги.
2. Какие требования к внешним характеристикам источника питания дуговой сварки 7
3. Какое напряжение холостого хода источника питания дуговой сварки?
4. Каково максимальное напряжение холостого хода трансформаторов и выпрямителей для дуговой сварки, предусмотренное нашими национальными стандартами?
5.В чем смысл ZX5-400 и BX3-300?
6. Что означает кодовое название ZX7-315?
7. Что такое рабочий цикл?
8. Продолжительность нагрузки определенного сварочного аппарата составляет 70 %, и он выполняет сварку, удаление шлака и замену электрода в течение 5 мин, из них 0,5 мин уходит на замену электрода, и рассчитывается время удаления шлака.
9. Сварщик использует сварочный аппарат с коэффициентом продолжительности нагрузки 50%. Выполняет сварку, удаление шлака и замену электрода в течение 5 минут, из них 1.5 минут используется для удаления шлака. Спросите, пожалуйста, время для замены электрода.
Какие существуют типы сварочных аппаратов
Сколько существует сварочных аппаратов?
Сварка — способ соединения и разделения металлов с помощью электрического тока, основанный на образовании дуги между зоной обработки — первым электродом и вторым электродом, соединенным с соответствующим полюсом электрического тока, который подается в область ручки.
Этот метод используется для соединения деталей, разделения металлов или их резки, сверления и выполнения полостей и отверстий, сварки слоев.
Содержание:
- Электрическая дуга
- Сварка металлов
- инверторы: плюсы и минусы
- сварочные трансформаторы
- сварочные выпрямители
- полуавтоматических машин: Характеристики
- Выбор модели
дуговая сварка широко используется, так как благодаря этой технологии можно выполнить неразъемное соединение металлических деталей, а прочность шва такая же, как и у цельного материала.
Это обстоятельство обусловлено непрерывностью образующихся структур и молекулярных связей между частями.
Электрическая дуга
В устройстве сварочного проема температура в тысячи градусов Цельсия обеспечивается электрической дугой, представляющей собой короткое замыкание между двумя электродами, расположенными достаточно близко друг к другу.
Напряжение, подаваемое на электроды, увеличивается до тех пор, пока не произойдет пробой воздуха, являющегося изолятором.
Пробой: эмиссия катодных электронов. Нагретые током электроны выходят и направляются к ионизированным атомам анода.
Затем происходит разряд, воздух промежутка ионизируется, образуется плазма, сопротивление воздушной прослойки уменьшается, ток увеличивается, дуга разогревается и, став проводником, замыкает цепь.
Процесс получил название «зажигание» дуги. Дуга стабилизируется за счет установки необходимого расстояния между электродами и сохранения характеристик электропитания.
Сварка металлов:
Выбор хорошего электрода и метода сварки чрезвычайно важен, поскольку от этого зависит, будут ли его механические свойства аналогичны свойствам основного металла.
Сварочная ванна должна быть защищена от воздействия воздуха во избежание окисления металла. Для этого в рабочей зоне создается специальная среда, что достигается двумя способами:
Технология MIG-MAG, когда из специального баллона подается аргон, гелий или СО2.
Выгорание покрытия электродов и образование защитного шлакового или шлакогазового «купола».
Как выбрать сварочный аппарат В процессе работы электродные покрытия Gorenje связывают и удаляют кислород из шва.
Кроме того, содержащиеся в них вещества способствуют ионизации дуги, рафинированию и легированию металла шва.
С точки зрения стабильности электроснабжения, сварка является достаточно капризным процессом, т.к. требуемый температурный режим находится в прямой зависимости от параметров тока.
Должна быть обеспечена стабильность электрической дуги. Только стабильная дуга предотвратит появление дефектов шва, особенно при розжиге и гашении.
Чем массивнее свариваемые детали, тем глубже должно быть проплавление, больше диаметр используемого электрода и тем больше усилий и мощности требуется для работы.
Силу тока оператор зачастую может определить только опытным путем, иногда она регулируется в процессе сварки, а иногда жестко фиксируется.Дуга Gorenje от источника постоянного тока более стабильна, без перебоев.
При использовании постоянного тока отсутствует полярность, образуется меньше брызг металла, шов получается качественнее.
Сварка на переменном токе несколько сложнее, так как для поддержания дуги рабочий должен иметь серьезные навыки, качественной сварки в этом случае добиться сложно.
Алюминий и его сплавы рекомендуется варить на переменном токе.
Различные типы сварочных аппаратов имеют разные технические характеристики, плюсы и минусы.
Инверторы: плюсы и минусы
Типы сварочных аппаратов аппаратов Это самые молодые сварочные аппараты, их серийное производство было налажено только в 1980-х годах.
Выпрямители с транзисторным инвертором. В этих источниках электричество многократно меняет свои характеристики.
При пропускании тока через полупроводник он выпрямляется, а затем сглаживается специальным фильтром.
Постоянная стандартной частоты сети 50 Гц снова преобразуется в переменную, но уже с частотой в десятки килогерц.
После инвертирования частоты ток поступает на миниатюрный трансформатор, где его напряжение уменьшается, а мощность увеличивается.
Затем фильтр высоких частот и выпрямитель начинают выполнять свою работу — на электроды подается постоянный ток для образования дуги.
Повышение частоты тока — главное достижение инвертора.
К достоинствам также можно отнести:
- Принцип работы сварочных аппаратов — высокий КПД (85-95%).

- Возможность питания от обычной розетки.
- Длительный период непрерывной работы.
- Широкий диапазон текущих значений.
- Плавная регулировка тока и напряжения.
- Режим работы контролируется микропроцессорами и схемами управления.
- Защита от скачков напряжения.
- Качественный сварной шов.
- Возможность соединения трудносвариваемых материалов.
- Повышенная электробезопасность.

Недостатки инверторов:
- Высокая стоимость.
- Плохая реакция на проникновение пыли внутрь корпуса.
- Электроника чувствительна к влаге и холоду, что может привести к образованию конденсата.
- Вероятность помех в основной сети.
Трансформаторы сварочные
Как выбрать сварочный аппарат На сегодняшний день это самые распространенные сварочные аппараты, относительно недорогие и простые по конструкции, надежные.
Преобразование электроэнергии осуществляется силовым трансформатором стандартной частоты 50 Гц. Ток регулируется механическим регулированием магнитного потока в композитном сердечнике.
Ток регулируется механическим регулированием магнитного потока в композитном сердечнике.
Первичная обмотка питается от сети, сердечник намагничивается, а на вторичной обмотке индуцируется переменный ток меньшего напряжения (50-90 В) и большей силы (100-200 А), он образует дугу.
Чем меньше витков во вторичных катушках, тем ниже напряжение и больше ток.
Достоинства:
- Низкая стоимость (в два-три раза дешевле инверторов).
- Простота конструкции.
Недостатки:
- Большой вес и габариты.
- Из-за переменного тока сложно получить качественный шов.
- Сложность удержания дуги.
- Относительно низкий КПД (не более 80%).
- Отсутствие возможности подключения к внутридомовой сети.
Выпрямители сварочные
Инверторный сварочный сетевой ток в этих аппаратах не меняет частоты и индуцируется на обмотках при падении напряжения.
После преобразования он проходит через другой блок селеновых или кремниевых выпрямителей. К электродам течет постоянный ток. Благодаря этому электрическая дуга очень стабильна, без значительных перерывов и скачков.
К электродам течет постоянный ток. Благодаря этому электрическая дуга очень стабильна, без значительных перерывов и скачков.
В большинстве случаев требуется вентиляторное охлаждение. Часто устройства имеют дополнительные дроссели для улучшения характеристик выходящего тока, который сглаживается и фильтруется.
В комплекте с выпрямителями может быть защитная, измерительная и пусковая аппаратура.Здесь важна стабильность температуры и силы тока, поэтому устанавливаются реле ветра, термостаты, предохранители, автоматы. Наиболее распространены трехфазные выпрямители.
Преимущества сварочных выпрямителей:
- Качественный шов.
- Простота обслуживания дуги.
- Минимальное разбрызгивание присадки.
- Большая глубина проплавления.
- Меньшие габариты и вес по сравнению с трансформаторами переменного тока.
- Возможность сварки чугуна, цветных металлов, жаропрочной стали.
Недостатки:
- Недостатками модели является высокая стоимость.
- Необходимость тщательного контроля состояния системы охлаждения.
- Отсутствие в большинстве случаев возможности питания от бытовой сети.
- КПД меньше, чем у инвертора.
- Относительно сложная конструкция.

Полуавтоматы:
Сварочная проволока специальным механизмом подается в рабочую зону, где расплавляется в активном газе и направляется в сварочную ванну.
Газ вытесняет воздух возле сварочной ванны, защищает шов от кислорода. Для этой цели используют углекислый газ, аргон, гелий и комбинации этих газов. При использовании флюсовой проволоки подача газа в рабочую зону невозможна.
Положительный:
- Простая сварка деталей из листового металла.
- Качество шва, возможность получения «короткий шов».
- Широкий спектр свариваемых материалов.
- Высокая производительность.
- Широкий набор настроек и регулировок.
Минусы:
- Высокая цена.
- Высокая стоимость расходных материалов.
- Необходимо использовать баллоны или подключаться к специальной сети.
- Сложность работы на улице, где газовая среда нуждается в защите от дефляции.

Выбор модели
Мощность сварочного аппарата — напряжение сети. Он может быть однофазным или трехфазным.
Для непромышленного применения мы рекомендуем устройство на 220 В или универсальную машину «220/380».
Большинство машин могут выйти из строя или перестать готовить из-за скачков напряжения. В связи с этим инверторы оснащены защитой от скачков напряжения.
В бытовых блоках диапазон шире на 10-15%, а для профессиональных моделей необходимо напряжение 165-270 В.
Напряжение холостого хода. Эта характеристика определяет способность устройства зажигать электрическую дугу и поддерживать ее горение.
Для возбуждения дуги напряжение должно примерно в 1,5-2,5 раза превышать напряжение стабильной электрической дуги Gorenje.
Мощность: В техпаспортах часто указывается максимальная мощность блока питания сварочного аппарата, соответствующая максимальным нагрузкам сети.
Если единица измерения кВт, то это означает, что она относится к активной мощности, если кВА – к полной мощности, которая обычно выше за счет поправочного коэффициента.
Фактическая мощность определяется током, который устройство способно выдать. Этот показатель определяет толщину свариваемого металла и максимальный диаметр электрода.
Класс защиты: Паспорт должен содержать 2-значный код I.P. Индекс средних сварочных источников питания IP21-IP23.
Двойка говорит о том, что предметы толщиной более 12 мм внутрь корпуса не проникнут. Вторая цифра обозначает защиту от влаги-1-означает, что капли воды, падающие вертикально на корпус, не причинят вреда; 3 означает, что даже под углом 60° вода не проникнет в корпус устройства. Но готовить под дождем запрещено!
Аппарат сварочный Патриот Диапазон температур: Согласно ГОСТ ручная сварка может проводиться при температуре -40-40°С.
Однако не все сварочные аппараты можно пускать в эксплуатацию при отрицательных температурах. Чаще всего проблемы возникают с инверторами, у которых при минусовой температуре просто загорается индикатор перегрузки, а сварочный аппарат отключается.
Работа от генератора: Эта функция полезна при работе в полевых условиях. Не все устройства могут питаться от бытовых генераторов с двигателями внутреннего сгорания.
Многие источники питания облегчают удержание дуги: «Антизалипание при отключении», «Горячий старт», «Форсаж дуги», «Зажигание на подъеме».
Полезно обратить внимание на указание параметров, функционал, широту рабочих регулировок, защиту от перегрузок, качество маркировки, электробезопасность, комплектность, эргономичность, ремонтопригодность.
Рекомендуется приобретать устройство с максимальными техническими характеристиками в паспорте.
Механизм и типы переноса металла
Механизм и типы переноса металла — Источники сварочного тока: Типы источника сварочного тока, рабочие характеристики и спецификация вторичный) один той же частоты с другими
характеристиками, в том числе с другими напряжением и силой тока.
Выпрямитель : Выпрямитель определяется как электронное устройство, используемое для преобразования напряжения дуги в однонаправленное напряжение.
Генератор : Электрический генератор представляет собой машину, которая преобразует механическую энергию (или мощность) в электрическую энергию (или мощность).
Содержание:-Подробно объясните механизм и типы переноса металла в различных процессах дуговой сварки.
1. При возникновении электрической дуги между заготовкой и расходуемым
электродом, электрод начинает плавиться в виде сферической формы, свисает
в направлении работы и, наконец, падает на заготовку, поэтому
перенос металла с электрода на заготовка определяется процессом переноса металла
.
2. Перенос металла при дуговой сварке осуществляется тремя способами:
i. Погружным переносом,
ii. Путем бесплатной (большой) передачи и
iii. Распылительным (мелкокапельным) переносом.
3. При переносе погружением капля расплавленного металла образуется на конце электрода
во время дугообразования на первом этапе.
4. Затем он увеличивается, удлиняется, касается расплавленной ванны и
отделяется от электрода.
5. Процесс не освобождает глобулы сразу от электрода
после его образования, поэтому происходит временное короткое замыкание.
6. Процесс повторяется несколько раз для завершения сварки.
7. При свободнокапельном переносе капля расплавленного металла, которая по диаметру
несколько меньше воздушного зазора, отлетает от конца электрода после временного
(но частичного) короткого замыкания электрода с расплавленным металлом
на работу.
8. При распылительном или мелкокапельном переносе перенос происходит в виде
мельчайших капелек (значительно меньших в диаметре по сравнению с длиной дуги)
, которые свободно летят от электрода к расплавленной ванне.
9. Скорость передачи стабильна, и окончательная работа будет иметь лучшие механические
Скорость передачи стабильна, и окончательная работа будет иметь лучшие механические
преимущества.
10. Три метода передачи.
Какие существуют типы источников сварочного тока? Объясните принцип работы трансформатора.
A. Типы сварочных источников питания: Существуют следующие типы источников питания:
1. Трансформатор переменного тока,
2. Выпрямитель постоянного тока,
3. Выпрямительный трансформатор переменного/постоянного тока,
4.Генератор постоянного тока
и5. Инвертор.
B. Принцип работы трансформатора :
1. Трансформатор работает по принципу взаимной индуктивности между
двумя (а иногда и более) индуктивно связанными катушками.
2. Он состоит из двух обмоток, расположенных в непосредственной близости друг от друга.
3. Две обмотки связаны магнитной индукцией. (
токопроводящая связь между обмотками отсутствует).
4. На одну из обмоток, называемую первичной, подается синусоидальное напряжение.
Вторая обмотка, называемая вторичной, питает нагрузку.
5. Переменный ток в первичной обмотке создает переменный
поток в сердечнике.
6. Вторичная обмотка связана большей частью этого потока (f) и ЭДС
индуцируется в двух обмотках.
7. ЭДС, наведенная во вторичной обмотке, пропускает ток через подключенную к обмотке нагрузку
.
8. Энергия передается от первичного контура к вторичному контуру
посредством магнитного поля.
Характеристика напряжения дуги определяется выражением V = 24 + 4L (L = длина дуги в мм). Вольт-амперная характеристика источника питания может быть аппроксимирована прямой линией, при напряжении холостого хода 80 В и токе короткого замыкания 600 А определяют оптимальную длину дуги и максимальную мощность.
Каковы основные характеристики источника питания для различных процессов дуговой сварки?
Основные характеристики источника питания для различных процессов дуговой сварки:
i. Характеристики насыщения без нагрузки
Характеристики насыщения без нагрузки
1. Она также известна как магнитная характеристика или характеристика разомкнутой цепи (OCC). Он
показывает взаимосвязь между ЭДС, генерируемой без нагрузки в якоре,
E0 и возбуждением или током возбуждения I при заданной фиксированной скорости.
2. Форма кривой практически одинакова для всех типов генераторов
независимо от того, имеют они отдельное возбуждение или самовозбуждающиеся.
3. Это просто кривая намагничивания материала электромагнитов.
ii. Внутренние или полные характеристики (E/Ia)
Он дает взаимосвязь между ЭДС. E фактически индуцируется в якоре после учета размагничивающего эффекта реакции якоря и тока якоря Ia
iii. Внешние характеристики (V-I)
1. Три характеристики V-I (вольтамперные характеристики), используемые в машинах для дуговой сварки DC
для контроля пульсирующих токов:
i. Падающее напряжение дуги или постоянный ток,
ii. Постоянное напряжение дуги и
Постоянное напряжение дуги и
iii. Возрастающее напряжение дуги.
2. В падающих характеристиках по мере увеличения длины дуги напряжение дуги возрастает
, а ток уменьшается, и наоборот, как показано на рис. 1.18.2. Аппарат
с падающей характеристикой используется для стандартной ручной дуговой сварки
.
3. Характеристики постоянного напряжения предпочтительны для полуавтоматических (MIG)
или автоматических процессов сварки, поскольку они поддерживают заданное напряжение
независимо от величины тока, потребляемого аппаратом.
4. В характеристиках нарастания напряжения по мере увеличения тока увеличивается и напряжение
. В полностью автоматических сварочных процессах используются машины с повышающимся напряжением
.
Напишите краткую заметку об использовании трансформаторов, выпрямителей и генераторов при сварке.
A. Использование трансформатора:
1. Сварочные трансформаторы используются в машинах переменного тока для преобразования переменного тока
из сети в низковольтный ток большой силы
во вторичной обмотке.
2. Комбинация первичных и вторичных отводов на сварочном трансформаторе
обычно используется для макрорегулировки сварочного тока,
, а также для регулировки вторичного напряжения.
3. Номинальные характеристики трансформатора для машин переменного тока выражаются в
киловольт-ампер для определенного рабочего цикла.
4. Этот рейтинг рабочего цикла является тепловым рейтингом и указывает количество
энергии, которое трансформатор может отдать в течение установленного процента от определенного периода времени
, обычно одной минуты, без превышения своего
температурного рейтинга.
5. Поскольку нагрев является функцией сварочного тока, этот параметр дает
указание толщины материалов, которые можно сваривать.
B. Использование выпрямителя:
1. Выпрямитель может состоять из металлических пластин, покрытых селеновым составом
, или кремниевых диодов, каждый из которых обладает особым свойством пропускать ток
только в одном направлении. .
.
2. Выпрямительные блоки предназначены для обеспечения выбора низкого напряжения для MIG
и сварки под флюсом или высокого холостого хода с падающим напряжением
характеристики для TIG и дуговой сварки металлическим электродом в среде флюса.
C. Использование генераторов:
1. Сварочный генератор постоянного тока вырабатывает постоянный ток прямой или
обратной полярности. Полярность, выбранная для сварки, зависит от типа используемого электрода
и свариваемого материала.
2. Генератор постоянного тока приводится в действие либо электродвигателем, либо дизельным двигателем.
Дизельные генераторные установки подходят для использования вне помещений или
для других мест, где отсутствует электроэнергия.
инженеров высоких технологий | Полностью контролируемый тиристор в вадодаре
Мы верим, что делаем все возможное для всех наших клиентов. Наши продукты безопасны в использовании — эти продукты тестируются в соответствии с промышленными продуктами.
Подробнее
Аппарат дуговой сварки с полным тиристорным управлением | ||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||
Характеристики дуги
Преимущество Дополнительно
| ||||||||||||||||||||||||||||||||||||||||||||||||
 Рейтинг
Рейтинг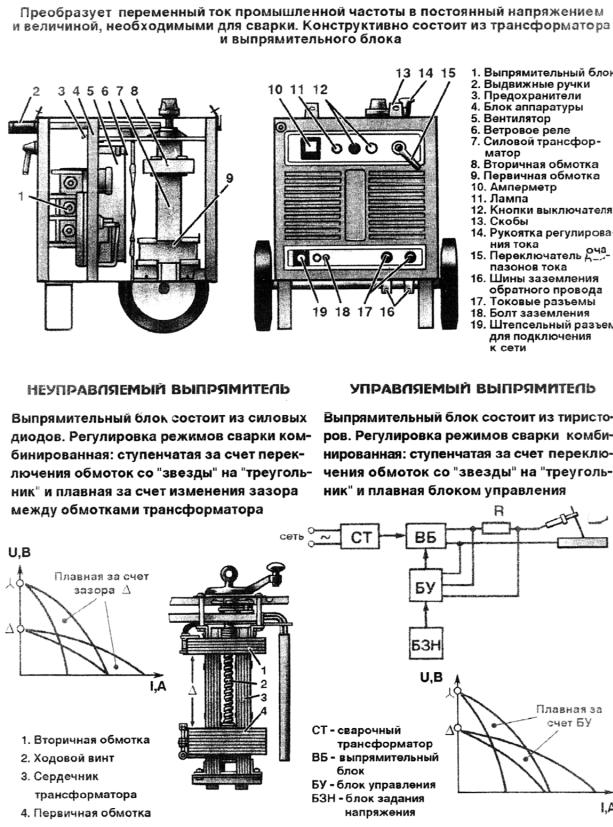 Также может использоваться в качестве источника питания для плазменной резки, сварки TIG, воздушной строжки и т. д.
Также может использоваться в качестве источника питания для плазменной резки, сварки TIG, воздушной строжки и т. д. 