Классификация вольфрамовых электродов по цвету
Вольфрамовый электрод – неплавящийся проводник, используемый для сварочных работ в среде защитного газа аргона или гелия. В отличие от других видов сварки, данный электрод только вызывает образование дуги и удерживает ее, не являясь при этом припоем.
Вольфрам как нельзя лучше подошел для этих целей, как самый тугоплавкий металл, известный на данный момент. Вольфрамовые электроды могут проводить ток, длительное время выдерживать высокие температуры и плавится при этом в десятки раз медленней, чем другие металлы в аналогичных условиях. Сейчас на рынке этот материал получил обширную классификацию, что позволяет подбирать качественный электрод под сварочные условия.
Маркировка и характеристики вольфрамовых электродов
Вольфрамовые электроды разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.
Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.
Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Маркировка отражает все необходимые характеристики электрода – химический состав, размер прутка.
Всегда первый символ в маркировке «W» – обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
- “WP” – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- “C” – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
- “Т” — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения.
 Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла. - “Y” — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- “Z” — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- “L” — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
 Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.
Хочется отметить ,что на рынке встречаются отечественные электроды длиной 1000 мм и диаметров 1.6; 2,0, 3.0, 4.0 мм. Их маркировка отличается от международной:
- “ВЛ/ЭВЛ-2” -Универсальный вольфрамовый электрод с оксидом лантана La2O3 сварка всех типов сталей и сплавов на переменном и постоянном токе.
- “ЭВИ-1/СВИ-1” – Иттрированный электрод. Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе
Заточка вольфрамовых электродов
Сварочные инверторы TIG технологии позволяют получить ровный шов, который зависит от множества технологических процессов, в их число входит знание, как заточить неплавящийся вольфрамовый электрод.
Каждый сварщик, работающий с аргонодуговым аппаратом должен знать все особенности этого процесса. Наконечник неплавящегося прутка играет роль проводника тока, вызывает образование дуги и отвечает за ее удержание. Если электрод будет заточен неправильно или вовсе не будет заточен, то дуга начнет «скакать», а значит получить качественный, ровный шов уже не получится.
Обратите внимание! Форма заточки зависит от типа электрода, а также от свариваемого металла.
Грубо говоря, существует лишь две формы, по которым необходимо делать заточку, это:
Под сферу затачиваются окончания прутков из чистого вольфрама и с примесью лантана, то есть марки WP, WL. На грани между двумя формами располагаются электроды из вольфрама WT, которые имеют скругленное окончание конуса. Марки вольфрамовых электродов не вошедших в описание затачиваются строго под конус.
При сварке алюминия электроды для аргонодуговой сварки должны быть сферической формы на конце, но «шарик» формируется сам в процессе варки, поэтому делать его вручную нецелесообразно.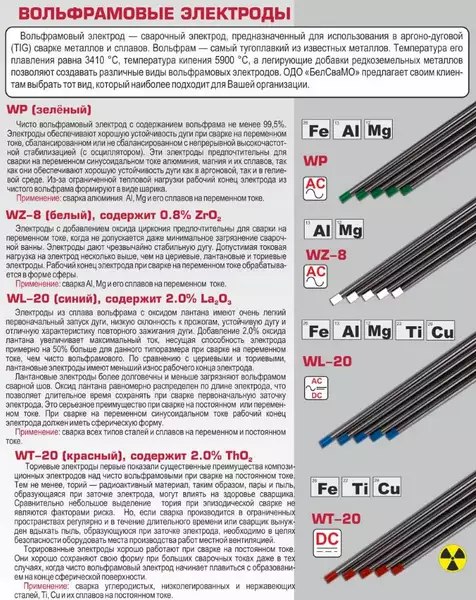
Особенности заточки
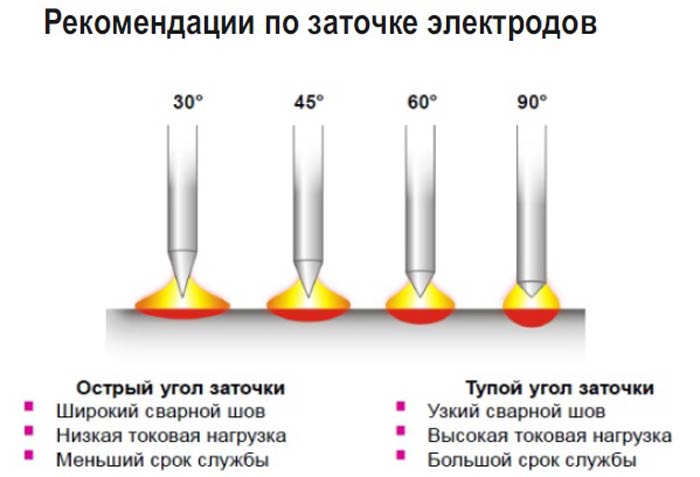
С формой заточки мы разобрались, но как узнать угол и длину затачиваемого участка? Чтобы узнать длину необходимо воспользоваться простой формулой. Для этого берем диаметр прутка и умножаем его на 2.5. Полученное число (в миллиметрах) и есть длина участка для заточки. Выдержать оптимальный угол заточки сложней.
Согласно ГОСТ вольфрамовые электроды точатся так, чтобы угол конуса составлял 28-30 градусов.
Споры по поводу оптимального угла заточки ведутся и по сей день, ведь при более остром угле в 17 градусов, можно получить наиболее качественный провар, что очень важно при работе с толстым металлом и несущими конструкциями. С другой стороны угол 60 градусов стабилизирует дугу, поэтому сам процесс сваривания проходит быстрей и проще, но при этом снижается провар. Поэтому используйте оптимальный угол заточки, подобранный под все случаи.
Ручная заточка – процесс не сложный, но выдержать значения, в пределах допуска заточки очень сложно.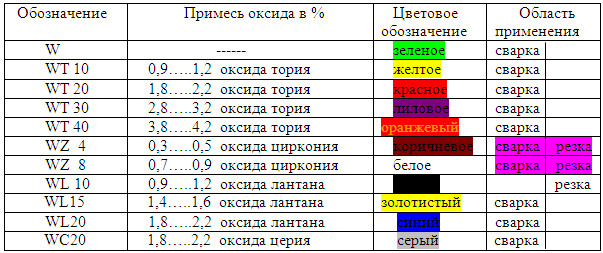 Наиболее точный результат можно получить если зажать пруток в патрон дрели и на малых оборотах точить наждаком или болгаркой.
Наиболее точный результат можно получить если зажать пруток в патрон дрели и на малых оборотах точить наждаком или болгаркой.
Чтобы избежать погрешностей, можно приобрести специальное точильное оборудование. Оно позволит добиться идеальной, станочной заточки. Состоит такой станок из электродвигателя, алмазного диска, регулятора оборотов и угла заточки.
При ручной заточке могут проявиться следующие ошибки:
- Ширина больше или меньше нормы – приводит к снижению проплавления шва.
- Несимметричная заточка – неконтролируемое передвижение сварочной дуги.
- Слишком острый угол – электрод вольфрамовый начинает быстро плавится.
- Тупой угол заточки – снижается проварка шва.
- Риски – блуждание дуги.
Как видите, заточка влияет на множество параметров сварки, поэтому пренебрегать ее качеством не стоит. Если вы проводите много времени работая, с аргонодуговой сваркой, то есть смысл приобрести специальный затачивающий станок. В случае если сварочные работы проводятся нечасто, можно затачивать прутки у специалистов. Не забывайте и про то, что электроды вольфрамовые точатся не только под марку электрода, но и под конкретный металл.
В случае если сварочные работы проводятся нечасто, можно затачивать прутки у специалистов. Не забывайте и про то, что электроды вольфрамовые точатся не только под марку электрода, но и под конкретный металл.
В последнее время сварочные работы получили достаточно большое распространение, что связано с высоким качеством получаемого шва и многими другими моментами. Проводить сварку можно с использованием специального оборудования, а также расходного материала – электродов. Вольфрамовые электроды для аргонодуговой сварки на сегодняшний день весьма распространены. Они представляют собой неплавящийся подводник, который предназначен для работы в защитной среде. В качестве защитной среды могут применяться газ аргона или гелия.
При применении специального электрода для рельефной сварки стоит учитывать, что он предназначен для образования дуги и ее удерживания, не выступает в качестве припоя. Для использования вольфрамовых электродов требуются специальные сварочные аппараты. Классификацияимеет огромное количество особенностей, к примеру, применяются различные цвета для обозначения химического состава.
Маркировка вольфрамовых электродов
Вольфрам идеально подходит в качестве тугоплавкого материала, который предназначен для стабилизации образующейся дуги. К особенностям этого расходного материала отнесем следующие моменты:
- Выдерживает длительную работу под высоким напряжением.
- Применяемый материал при изготовлении способен выдерживать длительное воздействие высокой температуры.
- Плавится вольфрам намного медленнее, чем другие материалы, применяемые при изготовлении электродов.
Вольфрамовые электроды для аргонодуговой сварки классифицируются по цветам и многим другим признакам. Деление на классы позволяет существенно упростить выбор. При выборе учитываются многие особенности процесса сварки металлов. Маркировка электродов проводится для обозначения размера прутка и химического состава, а также других значимых характеристик.
Характеристики различных марок вольфрамовых электродов
Уделяя внимание обозначению маркировки вольфрамовых электродов ТИГ и других вариантов, исполнения следует отметить нижеприведенные моменты:
- Первый символ в маркировке, который указывает на применение вольфрама в качестве основного материала при изготовлении электродов, всегда «W».
- Следующий символ предназначается для обозначения металлов. Как правило, концентрация примесей указывается в процентном соотношении. К примеру, число 20 говорит о концентрации примеси 2%.
- Следующее число указывает на длину прутка. Наиболее распространенным вариантом исполнения можно назвать вольфрамовый электрод с длиной 175 мм. На рынке можно встретить и другие варианты исполнения рассматриваемого изделия.

Стоит учитывать, что пруток из чистого вольфрама на сегодняшний день применяется крайне редко, так как с ним могут работать исключительно сварочные аппараты TIG (даже при их использовании может возникнуть много трудностей). Примеси применяются для изменения следующих показателей:
- проводимости;
- плавкости;
- дугообразования;
- прочности.
Международные стандарты, применяемые при обозначении, определяют следующие моменты:
- WP – обозначение, которое используется для электродов с чистым вольфрамом. На примеси уходит менее 0,5%. Как ранее было отмечено, подобные варианты исполнения довольно трудно применять при сварке.
- С – символ, применяемый для обозначения примеси Церия. Стоит учитывать, что для данного варианта исполнения применяется также серый цвет обозначения. Подходит вольфрамовый электрод с подобной примесью для многих аппаратов
- Т – применяется для обозначения диоксида тория. Для маркировки подобного стержня принято использовать красный цвет. Область применения весьма обширна, как правило, проводится плавка цветных металлов, к примеру, нержавеющей стали. При выборе этого варианта исполнения следует помнить о его существенном недостатке – применяемая лигатура зачастую радиоактивная. Именно поэтому при изготовлении применяется столь яркий цвет. Во время проведения работы нужно соблюдать технику безопасности. Достоинством этого типа прудков можно назвать высокую прочность.
- Z–обозначение оксида циркония. Для обозначения данной примеси применятся белый цвет. Чаще всего подобный вариант исполнения вольфрамового электрода используется при работе с медью или алюминием. За счет определенной концентрации оксида циркония повышается стабильность образующейся дуги.
- Y – диоксид иттрия. Для обозначения этого легирующего элемента применяется темно-синий оттенок. Область применения – производственные цехи, в которых получают конструкцию, рассчитанную на выдерживание высокой нагрузки. Подходит для сваривания меди, титана и некоторых сталей.
- L – обозначение оксида лантана. Стоит учитывать, что данный вариант исполнения может маркироваться самым различным образом. Изделие считается универсальным предложением, которое подходит для работы с постоянным и переменным током. Основными эксплуатационными качествами можно считать высокую прочность и устойчивость к воздействию критических температур.
 На примеси уходит менее 0,5%. Как ранее было отмечено, подобные варианты исполнения довольно трудно применять при сварке.
На примеси уходит менее 0,5%. Как ранее было отмечено, подобные варианты исполнения довольно трудно применять при сварке. Чаще всего подобный вариант исполнения вольфрамового электрода используется при работе с медью или алюминием. За счет определенной концентрации оксида циркония повышается стабильность образующейся дуги.
Чаще всего подобный вариант исполнения вольфрамового электрода используется при работе с медью или алюминием. За счет определенной концентрации оксида циркония повышается стабильность образующейся дуги.Цветовая маркировка вольфрамовых электродов
Цветная маркировка вольфрамовых электродов применяется для того, чтобы упростить процесс подбора расходного материала к определенным условиям работы.
Особенности сварки вольфрамовым электродом
Правильно выбрав электроды для сварки, можно лишь обеспечить условия для проведения качественной работы. Каждый сварщик должен знать все особенности сварки в аргоновой среде, когда применяются неплавящиеся электроды из вольфрама. Среди особенностей отметим следующие моменты:
- При соединении нержавеющей стали или других материалов наконечник выступает в качестве проводника тока. Плавящиеся электродымогут иметь разную форму наконечника, так как этот параметр не отражается на особенностях проводимой работы.
- За счет правильной заточки формируется стабильная дуга. Если допустить ошибку при заточке, образующаяся дуга будет нестабильной, что не позволит получить качественный шов.
- При применении вольфрамовых электродов учитывается их химический состав и многие другие моменты.
Сварка вольфрамовым электродом
В некоторых случаях без подобных электродов просто не обойтись, но при обычной сварке их применять не рекомендуется.
Заточка вольфрамовых электродов
Заточка вольфрамовых электродов должна проводиться для того, чтобы можно было получить ровный шов при минимальных трудовых затратах. Заточка вольфрамовых сварочных электродов для аргонной сварки может проводиться для получения следующей формы:
- сферы;
- конуса.
Кроме этого, при проведении рассматриваемого процесса уделяется внимание:
- углу заточки;
- длине участка, с которого снимается материал при заточке.
Длина определяется при помощи специальной формулы, а вот выдержать требуемый угол заточки довольно сложно.
Особенности заточки вольфрамовых стержней также заключаются в нижеприведенных моментах:
- С увеличением угла существенно повышается качество получаемого изделия, но возникают трудности при сваривании элементов, изготовляемых из толстого металла.
- При выдерживании 60-ти градусов формирующаяся дуга становится более стабильной, перестает скакать, за счет чего процесс сварки существенно упрощается.

Приведенная ваше информация определяет то, что угол заточки выбирается в зависимости от особенностей конкретного случая. Если предъявляются высокие требования к получаемому шву, то заточка проводится под острым углом, если важна производительность, его можно снизить.
Правила заточки вольфрамовых электродов
Образование требующейся формы наконечника может проводится вручную или при использовании специальных инструментов. Для срезания материала может использоваться болгарка или наждачный круг. Кроме этого, в продаже встречается и специальное оборудование, предназначенное для проведения рассматриваемой работы.
При выполнении заточки вручную могут допускаться следующие ошибки:
- Создается слишком острый угол. За счет допущения подобной ошибки материал начинает слишком быстро плавиться, работа существенно усложняется. Слишком острый угол создается лишь в том случае, когда нужно получить высококачественный шов. Перед тем как проводить сварку при большом угле заточки следует немного потренироваться, так как задача существенно усложняется.
- Следует выдерживать ширину. Слишком большой или малый показатель становится причиной, по которой нельзя выдержать требуемые параметры проплавления шва.
- Довольно часто встречается ситуация, при которой заточка проводится несимметрично. Это приводит к тому, что контролировать передвижение дуги становится очень сложно. Именно поэтому при проведении работы не стоит спешить, лучше всего проверять симметричность периодически, так как на определенном этапе исправить дефект уже будет невозможно.
- При критическом снижении угла заточки снижается степень проплавки получаемого шва.
- При применении болгарки есть вероятность того, что на поверхности появятся небольшие канавки. Этот дефект становится причиной блуждания дуги. Именно поэтому при проведении работы следует быть осторожным, не следует делать резких движений.

Если аргонодуговая сварка проводится часто, то следует применить специальный затачивающий станок. Кроме этого, некоторые фирмы предоставляют соответствующие услуги. Процесс заточки должен проводиться также с учетом того, какой материал будет обрабатываться.
Процесс заточки должен проводиться также с учетом того, какой материал будет обрабатываться.
В заключение отметим, что стоимость вольфрамовых электродов весьма велика. Это связано со сложностью производства, количеством и типом используемых материалов при изготовлении. Выпускают подобные изделия самые различные производители, большей популярностью пользуется продукция зарубежных производителей, но можно приобрести и варианты исполнения, предлагаемые отечественными производителями.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Аргонодуговая сварка неплавящимся, вольфрамовым электродом – это оптимальный метод сварки для получения качественного сварочного шва. Этот метод позволяет получить красивый шов, с высокими прочностными характеристиками. Этот метод позволяет производить сварку широкого спектра материалов – легированные и нелегированные стали, чугун, цветные металл и их сплавы и т. д. В зависимости от рода сварочного тока и свариваемого материала выбирают марку вольфрамового электрода.
д. В зависимости от рода сварочного тока и свариваемого материала выбирают марку вольфрамового электрода.
Вольфрам — самый тугоплавкий из известных современной науке металлов, температура его плавления равна 3410°С, а температура кипения — 5900°С. Это обусловливает незначительный расход электродов при сварочных работах.. Чистота и точность итогового шва – еще один критерий, наличие которого влияет на выбор именно аргонодуговой сварки вольфрамовым электродом в ряде отраслей, к примеру, в автомобилестроении. Для усиления стабильности и устойчивости сварочной дуги создаются специальные электроды из вольфрама с добавлением оксидов редкоземельных элементов — лантана, циркония, тория, церия.
Особенности применения конкретной марки вольфрамовых электродов зависят от химического состава и количества в нем легирующей добавки. Маркировка вольфрамовых электродов с одного конца разными цветами дает возможность ориентироваться в ассортименте продукции и значительно упрощает выбор необходимого вида изделия. Дополнительным ориентиром служат буквенные обозначения в названиях материалов для сварки — вторая буква, следующая в наименовании за буквой W (вольфрам), означает название добавочного элемента. Числовые обозначения в маркировке всех вольфрамовых электродов отвечают за такую характеристику материала, как процентное содержание легирующего элемента (в десятых долях процента). Кроме того, в обозначении конкретной марки вы можете встретить дополнительные числовые значения. Они характеризуют длину неплавящегося электрода, которая может составлять 50, 75, 150 и 175 мм. Диаметр изделий также может различаться, наиболее распространены электроды нижеперечисленных диаметров (в миллиметрах): 1,0, 1,6, 2,0, 2,4, 3,0, 3,2, 4,0, 4,8, 5,0, 6,0, 6,4.
Дополнительным ориентиром служат буквенные обозначения в названиях материалов для сварки — вторая буква, следующая в наименовании за буквой W (вольфрам), означает название добавочного элемента. Числовые обозначения в маркировке всех вольфрамовых электродов отвечают за такую характеристику материала, как процентное содержание легирующего элемента (в десятых долях процента). Кроме того, в обозначении конкретной марки вы можете встретить дополнительные числовые значения. Они характеризуют длину неплавящегося электрода, которая может составлять 50, 75, 150 и 175 мм. Диаметр изделий также может различаться, наиболее распространены электроды нижеперечисленных диаметров (в миллиметрах): 1,0, 1,6, 2,0, 2,4, 3,0, 3,2, 4,0, 4,8, 5,0, 6,0, 6,4.
Рассмотрим перечень основных марок вольфрамовых электродов.
Электрод с содержанием вольфрама, не опускающимся ниже 99,5%, известен также под названием «чистый вольфрам». Обеспечивает отличную устойчивость дуги при работе на переменном токе. Приоритетной областью использования изделия является сварка на переменном токе таких металлов, как алюминий, магний и их сплавы. Подходит для использования в аргоновой и гелиевой защитной среде. Отличительной особенностью сварки также можно считать то, что электрод не затачивают, как в случае с другими электродами, а формируют сферу с рабочей стороны электрода. Сферическая форма у вольфрамового электрода получается под воздействием высоких температур в процессе сварки. Данная марка вольфрамового электрода характеризуются относительно небольшим сроком службы и безопасностью для здоровья сварщика.
Подходит для использования в аргоновой и гелиевой защитной среде. Отличительной особенностью сварки также можно считать то, что электрод не затачивают, как в случае с другими электродами, а формируют сферу с рабочей стороны электрода. Сферическая форма у вольфрамового электрода получается под воздействием высоких температур в процессе сварки. Данная марка вольфрамового электрода характеризуются относительно небольшим сроком службы и безопасностью для здоровья сварщика.
Электрод с 2-процентной добавкой диоксида тория. Это самые популярные легированные электроды, именно они впервые продемонстрировали превосходство легированных электродов над классическими изделиями при работе в условиях постоянного тока. Приоритетной областью использования изделия считается сварка нержавеющих, углеродистых, низколегированных сталей, а также меди, титанов и их сплавов. При сварке торированным электродом необходимо менять угол заточки в зависимости от тока сварки, чтобы подстраиваться под любую задачу.
Универсальный электрод с 2-процентной добавкой диоксида церия. Это вещество повышает допустимый диапазон значений тока сварки. Но даже при малых значениях тока цериевые электроды превосходят изделия из чистого вольфрама. Подходит для работы с любыми типами сталей и сплавов (включая молибден, никель, титан, бронзу) в условиях переменного и постоянного тока. Отличаются высоким сроком службы. Наиболее яркий недостаток материала – концентрация оксида церия на раскаленном конце электрода при сварке с большими значениями тока.
Электрод с добавкой диоксида иттрия, размер которой может составлять 1,8-2,2%. Иттрированные вольфрамовые электроды являются наиболее устойчивыми из используемых сегодня неплавящихся электродов. Применяются для сварки особо ответственных соединений на постоянном токе прямой полярности. Подходит для сварки углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов.
Электрод с содержанием 0,8% оксида циркония. Подходит для работ с алюминием, магнием и их сплавами в условиях переменного тока. Идеальное решение для задач, при которых недопустим даже минимум загрязнения сварочной ванны. Изделия позволяют создать максимально стабильную дугу.
Идеальное решение для задач, при которых недопустим даже минимум загрязнения сварочной ванны. Изделия позволяют создать максимально стабильную дугу.
Электроды с добавкой 1,5% и 2% оксида лантана. Изделия обеспечивают чрезвычайно легкий запуск дуги, устойчивость дуги на всем протяжении работ и превосходные показатели повторного запуска дуги. Оксид лантана снижает износ рабочего конца изделия и повышает токовую нагрузку на 50% в сравнении с электродом из чистого вольфрама при одинаковом типоразмере. Равномерное распределение оксида лантана по всей длине изделия позволяет сохранять изначальную заточку электрода в ходе длительных работ. Электроды полностью безопасны для здоровья сварщика.
Компания GlobalWeldingCompany предлагает приобрести вольфрамовые электроды с легирующими добавками и унифицированной маркировкой, рабочие характеристики которых отвечают современным мировым стандартам. Огромный ассортимент профессиональных сварочных материалов напрямую от поставщиков всегда в наличии в Москве — чтобы вы могли сделать выбор в пользу баланса цены и качества. У нас вы найдете как стандартные типоразмеры вольфрамовых электродов с требуемой маркировкой, так и редкие, которые другие поставщики не предлагают или обычно возят под заказ.
У нас вы найдете как стандартные типоразмеры вольфрамовых электродов с требуемой маркировкой, так и редкие, которые другие поставщики не предлагают или обычно возят под заказ.
Купить вольфрамовые электроды можно в нашем интернет-магазине.
Оптовые цены уточняйте у наших менеджеров.
Вольфрамовые электроды: виды, маркировки, сфера применения.
На чтение 6 мин. Опубликовано
Для сварки в защитной газовой среде нужны вольфрамовые электроды. Ими пользуются в основном на промышленных предприятиях и в мастерских. Однако оборудование, сваривающее цветные металлы и нержавейку ТИГ-автоматами и полуавтоматами, стало доступно и для домашнего использования. Поэтому человеку, собирающемуся работать с такими аппаратами, надо знать разновидности, классификацию и описание расходников, чтобы сделать правильный выбор.
Сварочные характеристики вольфрамовых электродов
Такие изделия продают в виде стержней, длина которых в среднем 175 мм. Для изготовления применяют чистый вольфрам, а также примеси других компонентов, улучшающих потребительские свойства продукции. В качестве защищающего газа чаще всего применяется аргон, гелий и т.п.
Для изготовления применяют чистый вольфрам, а также примеси других компонентов, улучшающих потребительские свойства продукции. В качестве защищающего газа чаще всего применяется аргон, гелий и т.п.
За счет повышенной температуры плавления, составляющей 3,4 тыс. C, в работе электроды расходуются мало, в основном присутствует небольшое испарение. Из-за этого их называют неплавящимися.
Производители выпускают продукцию различного диаметра.
С этим размером связано предназначение проволоки для различных токов сварки:
- 1 мм соответствует 50 А;
- 1,6 мм выдерживают до 100 А;
- 2 (2,4) мм рекомендованы при 200 А;
- если требуется повысить ток до 300 А, то подойдут стержни толщиной 3,2 мм;
- более 300 А берут самые толстые 4 мм.
Кроме того, электроды для сварки аргоном классифицируются по току:
- марки WY и WT для постоянного тока;
- разновидности WZ или WP для переменного тока на выходе;
- для WL, WC можно использовать ток любой характеристики.

Назначение и сфера использования
Чаще всего сварка вольфрамовым электродом требуется для работы со сталями углеродистых, конструкционных или нержавеющих марок, сплавами цветных металлов. В результате операции шов будет ровным, без трещин.
При изготовлении более сложных металлоконструкций применяют электрод из низкоуглеродистой стали.
При этом химическая целостность материалов не нарушается. Поэтому стык представляет собой монолитное соединение.
Электроды для TIG сварки востребованы в следующих областях промышленности:
- аэрокосмической;
- пищевой;
- медицинской;
- атомном и химическом машиностроении;
- на предприятиях ВПК.

Классификация и маркировки электродов
В целях облегчения подготовки к работе и исключения ошибки в выборе расходников для аргонной сварки, производители поделили их на классы, обозначив их принадлежность к классу вольфрамовых буквой W, находящейся вначале.
Далее обозначается лигатура (примесь), добавленная для улучшения сварочных характеристик:
- WP состоят из 99,5% чистого вольфрама;
- C добавлен церий;
- T содержат диоксид тория;
- L с оксидом лантана;
- Y примесью стал диоксид иттрия;
- Z оксид циркония.
Цифры означают процентное количество лигатур и длину стержня. Сведения о каждой марке есть в справочниках. Там надо найти таблицу, где описаны ее характеристики.
Кроме того, существует цветовая маркировка вольфрамовых электродов:
- WZ-8 с 0,8% оксида циркония с шарообразным кончиком для работы на переменных токах окрашены в белый цвет. Они производят мощную и устойчивую дугу. Рекомендованы для алюминия, бронзы, магния, никеля и их сплавов.
- WP зеленые лучше всего работают в среде аргона или гелия. Подходят для сварки магниевых и алюминиевых деталей.
- Универсальные WC-20 серого цвета с 2%-ным содержанием оксида церия запускают дугу на низких токах. Используются на трубопроводах, при сварке тонких стальных листов, а также молибдена, тантала, ниобия,титана и т.д.
- Золотистые WL-15 и синие WL-15 содержат 1,5% и 2% оксида лантана, который увеличивает рабочий ток. Такие неплавящиеся электроды характеризуются легким первоначальным розжигом дуги, сниженным наполовину износом стержня, чистотой шва и малой склонностью к прожигу тонких листов. Применяются для соединения высоколегированных сталей, медных, бронзовых, алюминиевых деталей на переменном и постоянном токе.
- От 1,8% до 2,2% иттрия находятся в составе темно-синих стержней WY-20. Работают с углеродистыми, низколегированными и нержавеющими сталями, титаном, медью и их сплавами.
- Наконечники электродов WT-20 окрашены в красный цвет и содержат оксид тория. Для сваривания на постоянном токе они стали наиболее популярными из всех вольфрамовых расходников благодаря малому расходу проволоки, сменному углу заточки и приспособленностью к сварке практически любых цветных металлов. Недостатком стала пыль, которая образуется при обработке кончика. Поскольку торий радиоактивен, то она наносит вред здоровью и окружающей среде. Постоянное использование таких электродов требует улучшенной системы вентиляции.

 Для сваривания на постоянном токе они стали наиболее популярными из всех вольфрамовых расходников благодаря малому расходу проволоки, сменному углу заточки и приспособленностью к сварке практически любых цветных металлов. Недостатком стала пыль, которая образуется при обработке кончика. Поскольку торий радиоактивен, то она наносит вред здоровью и окружающей среде. Постоянное использование таких электродов требует улучшенной системы вентиляции.
Для сваривания на постоянном токе они стали наиболее популярными из всех вольфрамовых расходников благодаря малому расходу проволоки, сменному углу заточки и приспособленностью к сварке практически любых цветных металлов. Недостатком стала пыль, которая образуется при обработке кончика. Поскольку торий радиоактивен, то она наносит вред здоровью и окружающей среде. Постоянное использование таких электродов требует улучшенной системы вентиляции.Как правильно выбирать
Перед работой с вольфрамовыми электродами нужно ориентироваться на такие характеристики:
- тип;
- химический состав примесей;
- диаметр, влияющий на толщину стыка;
- геометрическая форма наконечника, определяющая свойства сварочного процесса;
- качество заточки.
Профессиональные сварщики доверяют своему опыту, а для новичков существуют справочные таблицы с параметрами каждого типа стержня.
 youtube.com/embed/RRajEfEP-7M?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/RRajEfEP-7M?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Процесс заточки
Если плавящиеся электроды сразу готовы к использованию, то вольфрамовые нужно предварительно подготовить. Предварительные работы состоят в контроле состояния кончика стержня.
Перемещение потока электронов, разделение энергии и давление дуги на поверхность во время сварки зависит от его формы. От геометрии носика зависит глубина проварки, размеры и форма сварочного стыка.
Из-за этого надо сначала заточить конец согласно правилам, зависящим от условий работы и типа стержня:
- сферический кончик у марок WP и WL;
- легкая выпуклость характерна для электродов WT;
- WC, WY, WT, и WZ затачивают под конус с некоторыми изменениями по ситуации.
Длина заточки определяется как произведение диаметра электрода на константу 2,5.
Инструмент, которым рекомендовано пользоваться — точильный круг или болгарка.

Иногда стержень зажимают в патрон электродрели и вращают на малых оборотах по наждаку, добиваясь нужной формы и равномерности стачивания.
Кроме геометрической формы важно соблюсти угол, на который затачивается электрод перед сваркой:
- для низких токов этот показатель равен 10-20°;
- работа на средних значениях требует придерживаться 20-30°;
- максимальная мощность требует доводить остроту до 60-120°.
Выбор угла заточки влияет на стабильность дуги, ее устойчивость и ресурс работы самого стержня. Если заточить кончик менее, чем на 20 градусов, проволока будет расходоваться быстрее, а при показателе более 90 градусов появляется неустойчивая дуга.
Ошибки при формировании наконечника вольфрама приводят к таким последствиям:
- неправильной ширине шва;
- непровару стыка;
- нарушению симметрии свариваемых деталей;
- блужданию дуги.
При появлении любого из этих недостатков надо остановит сварку и исправить угол заточки стержня.
Особенности сварки с помощью вольфрама
Аргонной сварке неплавящимися электродами характерна своя специфика:
- возможность работы в разных режимах ручном, автоматическом или полуавтоматическом;
- соединение металлов возможно без присадки за счет расплавленного с краев металла, формирующего сварной шов;
- допускается сваривать детали толщиной менее 0,1 мм;
- воздух во время процесса вытесняется из рабочей зоны, что подразумевает использование мощной вентиляции;
- образование дуги происходит без соприкосновения с соединяемым элементом;
- для уменьшения расхода проволоки надо подбирать нужную величину силы тока;
- защитное облако также экономит стержень;
- расход газа зависит от толщины металла, скорости сварки, разновидности шва.
Какие марки лучшие
Вольфрамовые электроды представлены как зарубежными, так и отечественными производителями.
Наиболее популярными стали:
- продукция шведской компании ESAB, выпускаемая не только в Европе, но и на российских заводах;
- высокая цена стержней фирмы Fubag из Германии соответствует их качеству;
- весь спектр электродов из вольфрама есть в каталоге итальянского бренда BlueWeld;
- лантановая проволока ЭВЛ завода Экотек.

Кроме продукции крупных заводов, торговые предприятия предлагают изделия множества китайских производителей. Самыми популярными стали Shaanxi Yuheng Tungsten Molybdenum Industrial Co., Ltd, свыше 15 лет выпускающая электроды из вольфрама, Hangzhou Linan Dayang Welding Material Co., Ltd и др.
Вольфрамовые электроды для сварки в аргоне
Вольфрамовые электроды – это электроды для аргонной сварки электрической дугой. Вольфрам является наиболее тугоплавким металлом, а значит, он гарантирует собственную прочность даже при длительной сварке. Вольфрам является неплавящимся электродом и служит для образования дуги. Заполнения шва происходит сварочной проволокой (прутком), подаваемым в область дуги.
Вольфрамовые электроды дополняют содержанием различных окислов (церия, лантана, циркония и прочих). Подобная технология позволяет повысить наиболее важные для сварки характеристики и свойства электродов.
В зависимости от присутствия различных веществ и добавок, электроды разделяют на несколько видов:
WL15 (Gold plus)
Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC).
Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Содержание легирующих элементов: La2O3: 1.30-1.70. Содержание Вольфрама % — 97,80
Обозначаются золотистым цветом
WL20
Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC).
Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Содержание легирующих элементов: La2O3: 1.80-2.20. Содержание Вольфрама % — 97,30
Содержание легирующих элементов: La2O3: 1.80-2.20. Содержание Вольфрама % — 97,30
Обозначаются синим цветом
WC20
Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC).
Сплав вольфрама с 2% оксида церия улучшает эмиссию электрода. Улучшает начальный запуск дуги и увеличивает допустимый сварочный ток. Содержание легирующих элементов: CeO2: 1.80-2.20. Содержание Вольфрама % — 97,80
WY20
Сварка углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC).
Иттрированые вольфрамовые электроды наиболее стойкие из используемых сегодня неплавящихся электродов. Используется для сварки особо ответственных соединений на постоянном токе прямой полярности. Содержание легирующих элементов: YtO2: 1.80-2.20. Содержание Вольфрама % -97,80
Обозначаются синим цветом
WT20
Сварка углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC).
Распространенные вольфрамовые электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе. Тем не менее, торий — радиоактивный материал низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды.Содержание легирующих элементов: ThO2: 1.70-2.20. Содержание Вольфрама % — 97,30
Обозначаются красным цветом
WP
Сварка Al, Mg и их сплавов на переменном токе (AC).
Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором). Содержание легирующих элементов — отсутствуют. Содержание Вольфрама % — 99,96
Обозначаются зеленым цветом
WZ20
Сварка Al, Mg и их сплавов на переменном токе (AC).
Вольфрамовые электроды с добавлением оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны.
Обозначаются белым цветом
—
Поставляемые диаметры вольфрамовых электродов: 1,0/1,6/2,0/2,4/3,0/3,2/4,0/4,8/мм
Длина электрода — 175мм.
Упаковка — пластиковый пенал:
10шт. — для диаметров до 4,0мм;
5шт. — для диаметров более 4,0мм.
Вес одного прутка: 1.6мм — 6 г, 2.0мм — 10.5г, 2.4мм — 15г, 3.0мм — 24 г, 3.2мм — 27г, 4.0мм — 41.5г
Смотри рекомендации по выбору вольфрамового электрода .
Характеристики вольфрамовых электродов. Узнайте, что зашифровано в маркировке электрода.
Сегодня для сварочных работ могут быть использованы самые различные электроды. Всё зависит от того, какие цели преследуются сварщиком и каким оборудованием он обладает для достижения поставленных целей.
Вольфрамовые электроды относятся к неплавящимся. Приобрести их по доступной цене можно здесь. Но не стоит забывать о том, что и вольфрамовые электроды далеко не одинаковые.
Маркировка вольфрамовых электродов
Суть заключается в следующем. Любая маркировка электродов, выполненных из вольфрама начинается с литеры «W», что понятно. Далее следует буква, которая описывает тип легирующей добавки. В качестве последней могут выступать:
- оксид циркония;
- оксид тория;
- оксид циркония;
- оксид лантана и т.д.
К примеру, литера L обозначает оксид лантана. Подобные электроды являются наиболее распространёнными. Далее следует двузначное число. Указывается процент легирующего вещества. К примеру, 20 означает, что в электроде присутствует 2% легирующего состава.
После этого указывается длина электрода.
Если собрать всё вышеозначенное в единую маркировку, то получится следующее: WL 20-175. Кроме этого, не стоит забывать о том, что электроды могут быть выполнены различной толщины.
Именно это и влияет на создание ширины шва при выполнении сварочных работ. Нужно отметить, что вольфрамовые электроды используются в среде инертного газа. Привлекательны они тем, что для работы ими не требуется большое количество опыта. Начинающие сварщики с успехом могут создавать прочные конструкции благодаря использованию вольфрамовых электродов.
Нужно отметить, что вольфрамовые электроды используются в среде инертного газа. Привлекательны они тем, что для работы ими не требуется большое количество опыта. Начинающие сварщики с успехом могут создавать прочные конструкции благодаря использованию вольфрамовых электродов.
Различия электродов по цвету
Для удобства классификации сегодня вольфрамовые электроды обладают различной цветовой дифференциацией. К примеру, золотой цвет маркировки говорит о том, что в руках сварщик держит электрод, с легирующей добавкой в виде оксида лантана. Причём его содержание не превышает 1,5%.
Если же речь идёт о содержании лантана в 2%, то и цвет маркировки будет уже синим. Оксид тория маркируется красным цветом. Многие легирующие присадки являются радиоактивными по своей природе. Это рекомендуется помнить, когда осуществляется выбор процентного содержания.
Смотрите также:
В видео специалист делится собственным опытом в отношении покупки вольфрамовых электродов из Китая:
 youtube.com/embed/vy6ycoShXc4″ frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/vy6ycoShXc4″ frameborder=»0″ allowfullscreen=»»/>
Источник №1: http://mos-weld.com/g15548089-elektrody-svarochnye
ТвитнутьPage not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Инверторы MMA
- Инверторы TIG
- Газосварка
- Плазменная резка
- Система охлаждения
- Патон
- Днепровелдинг
- Элсва (Запорожье)
- Атом (Запорожье)
- Техмик (Ровно)
- ИИСТ (Херсон)
- SSVA (Харьков)
- GYSmi
- DECA
- Jasic
- Welding Dragon
- Modern Welding
- Telwin
- Днипро-М
- Энергия-сварка
- Тесты и видеоматериалы
- Статьи
- Фотогалерея
- Маска Хамелеон
- Расходные
- Электрододержатели, масса
- Горелки MIG/MAG
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- Головки TIG
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Циркули CUT
- Редукторы
- Светофильтры
- PT-31 (CUT-40) расходные
- SG-55 (AG-60) расходник
- SG-51 (CUT-60)
- P-80 Panasonic
- A101/A141 Trafimet
- Powermax 45
- Термопенал
- Перчатки сварщика
- Электроды сварочные
- Контакты
Вольфрамовые электроды | Сварочное оборудование, подшипники, режущий инструмент
При TIG (аргоно-дуговой) сварке кроме источника, горелки и защитного газа, неплавящийся (вольфрамовый) электорд является важным фактором для оптимального результата сварки.
При выборе вольфрамового электрода следует соблюдать следующие пункты:
- Вид вольфрамового электрода
- Диаметр электрода
- Качество шлифовки и шероховатость электрода
- Геометрия заточки электрода
Влияние добавок на характеристики электрода.
WP (зелёный) Электроды без добавок — чистый вольфрам. Областью применения этих электродов является сварка переменным током (АС) сплавов алюминия при хорошей устойчивости дуги. Не пригодны для сварки током (DC).
WT 10 / 20 40 (WT 10 = Жёлтый / WT 20 = Красный / WT 40 =
Внимание! Торий является природным радиоактивным элементом. Его продукты распада тоже радиоактивны. Поэтому, применению торированных электродов по возможности желательно избегать. Если всё-таки используются торированные электроды, следует обратить внимание на полное удаление пыли при шлифовке электродов — допустимы аппараты только класса Н(наивысшего класса) — и оптимальное удаление паров при сварке. Основную опасность данных электродов представляет собой альфа-излучение вдыхаемых частиц, осаждающихся в лёгких навсегда, что может привести к повреждению клеток и раку лёгких. Гамма излучение незначительное. Ознакомьтесь также с актуальными предписаниями по охране труда при работе с торированными волфрамовыми электродами.
WR 2 (Бирюзовый) Электроды с редкоземельными металлами (смеси оксидов). Эти нерадиоактивные электроды не содержат тория, способствуют хорошему поджигу и стабильности дуги при сварке, в режимах DC и AC. Применяются в режимах низких и средних токов для сварки алюминия, стали, нержавеющей стали, меди и других цветных металлов. Благодаря хорошим свойствам поджига идеально подходят для автоматической сварки.
Благодаря хорошим свойствам поджига идеально подходят для автоматической сварки.
WL 10/15/20 (WL 10 = Чёрный / WL 15 = Золотой / WL 20 = Синий) — Электроды с добавкой оксида лантана универсальные и пременяются почти во всех областях сварки DC и AC. Главное применение они находят не- и высоколегированных сталей как и сплавов алюминия, никеля, меди и магнезия. Также они используются при микроплазменной сварке. Благодаря хорошим свойствам идеально подходят для автоматической сварки.
WC 20 (WC 20 = Серый) Универсальные электроды практически для всех процессов сварки TIG, не радиоактивны. Благодаря добавке оксида церия (CeO2) электроды данного типа обладают рабочими свойствами, схожими с WT электродами. Применяются для сварки не- и высоколегированных сталей, алюминия, титана, никеля, меди и сплавов магния в режимах DC и AC.
WZ 08 (WZ 08 = Белый) Вольфрамовые электроды с добавкой циркония уменьшают опасность попадания вольфрама в сварной шов. Область применения данных электродов является сварка переменным током (AC).
Область применения данных электродов является сварка переменным током (AC).
Вольфрамовые электроды Свойства
Наши вольфрамовые электроды производятся одним из крупнейших в мире производителей сварочных электродов и соответствуют стандартам ANSI / AWS и европейским стандартам ISO 6848 по качеству, характеристикам и отделке.Выберите вольфрам для своего применения из списка ниже.
1.) 2% торированный красный
Торированные вольфрамовые электроды (классификация AWS EWTh-2) содержат минимум 97,30% вольфрама и 1,70–2,20% тория. На сегодняшний день они являются наиболее часто используемыми электродами и предпочтительны из-за их долговечности и простоты использования.Торий повышает качество электронной эмиссии электрода, что улучшает зажигание дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже своей температуры плавления, что приводит к значительно более низкому уровню потребления и устраняет блуждание дуги для большей стабильности. Он также отличается более низким уровнем загрязнения сварных швов, чем другие электроды. Область применения: углеродистая и нержавеющая сталь, никелевые сплавы и титан.
Он также отличается более низким уровнем загрязнения сварных швов, чем другие электроды. Область применения: углеродистая и нержавеющая сталь, никелевые сплавы и титан.
2.) 1% циркония, цветовой код БЕЛЫЙ Циркониевые вольфрамовые электроды (классификация AWS EWZr-1) содержат минимум 99.10% вольфрама и 0,80% циркония. Циркониевый вольфрамовый электрод создает чрезвычайно стабильную дугу и устойчив к разбрызгиванию вольфрама. Он идеально подходит для сварки на переменном токе, поскольку сохраняет скругленный наконечник и обладает высокой устойчивостью к загрязнениям. Его пропускная способность по току равна или больше, чем у торированного вольфрама. Ни при каких обстоятельствах не рекомендуется использовать диоксид циркония для сварки постоянным током.
3.) Чистый вольфрам, цветовой код ЗЕЛЕНЫЙ
Электроды из чистого вольфрама (классификация AWS EWP) содержат 99,50% вольфрама, имеют самый высокий уровень потребления среди всех электродов и, как правило, дешевле, чем их легированные аналоги. Чистый вольфрам также обеспечивает хорошую стабильность дуги при синусоидальной сварке на переменном токе, особенно алюминия и магния, но обычно не используется для сварки постоянным током. Создает более слабое зажигание дуги по сравнению с торированными или церированными электродами.
Чистый вольфрам также обеспечивает хорошую стабильность дуги при синусоидальной сварке на переменном токе, особенно алюминия и магния, но обычно не используется для сварки постоянным током. Создает более слабое зажигание дуги по сравнению с торированными или церированными электродами.
4.) лантаноат, 1% черный или 1,5% золото
Вольфрамовые электроды с лантаном (классификация AWS EWLa-1.5) содержат минимум 97,80% вольфрама и 1,30–1,70% лантана. Эти электроды обладают отличным зажиганием дуги, низкой скоростью догорания, хорошей стабильностью дуги и отличными характеристиками повторного зажигания.Лантановые электроды хорошо работают с отрицательными электродами переменного или постоянного тока с заостренным концом, или их можно скомпоновать для использования с источниками питания синусоидальной волны переменного тока. Эти электроды хорошо сохраняют заостренную острие и могут заменять как церированные, так и торированные электроды, потому что, в отличие от торированного вольфрама, эти электроды подходят для сварки на переменном токе и, как церированные электроды, они допускают дугу с более низким напряжением. 1,5% лантана увеличивает максимальную несущую способность примерно на 50% для электрода данного размера.
1,5% лантана увеличивает максимальную несущую способность примерно на 50% для электрода данного размера.
5.) 2% Ceriated, серый Превосходная альтернатива торированному вольфраму, особенно при сварке с низким током. Эти электроды лучше всего подходят для сварки постоянным током при малых токах, но могут использоваться в процессах переменного или постоянного тока. Благодаря отличному зажиганию дуги при низких значениях тока, церированный вольфрам стал популярным в таких приложениях, как производство орбитальных труб и труб, обработка тонкого листового металла или сварка небольших и хрупких деталей. Для запуска требуется на 10% меньше тока и очень стабильная дуга. Применения включают углеродистые и нержавеющие стали, никелевые сплавы и титан.
Электроды длиной 7 дюймов (175 мм), шлифованные, имеют цветовую кодировку для обозначения типа. Каждая упаковка содержит 10 электродов с цветовой кодировкой.
Скругленный наконечник обычно используется на чистом вольфрамовом электроде и рекомендуется для использования с процессом переменного тока на синусоидальных и традиционных сварочных аппаратах TIG с прямоугольной волной. Чтобы правильно сфокусировать конец вольфрама, просто примените силу переменного тока, рекомендованную для данного диаметра электрода, и шарик на конце вольфрама сформируется сам.Диаметр скругленного конца не должен превышать 1,5 диаметра электрода (например, электрод размером 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма), так как на конце электрод может снизить стабильность дуги и / или спадать и загрязнять сварной шов.
Чтобы правильно сфокусировать конец вольфрама, просто примените силу переменного тока, рекомендованную для данного диаметра электрода, и шарик на конце вольфрама сформируется сам.Диаметр скругленного конца не должен превышать 1,5 диаметра электрода (например, электрод размером 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма), так как на конце электрод может снизить стабильность дуги и / или спадать и загрязнять сварной шов.
Остроконечный / усеченный наконечник
Заостренный и / или усеченный наконечник (для чистого вольфрама, церированного, лантанового и торированного типов) следует использовать для инверторных сварочных процессов на переменном и постоянном токе. Чтобы правильно измельчить вольфрам, используйте шлифовальный круг, специально предназначенный для шлифования вольфрама (чтобы избежать загрязнения), и тот, который сделан из боразона или алмаза (чтобы противостоять твердости вольфрама).Примечание: если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль, имеете соответствующую систему вентиляции на станции измельчения и соблюдаете предупреждения производителя, инструкции и паспорта безопасности материалов.
Шлифуйте вольфрам прямо на круге, а не под углом 90 градусов, чтобы следы шлифования шли по длине электрода. Это уменьшает количество выступов на вольфраме, которые могут вызвать блуждание дуги или плавление в сварочной ванне, вызывая загрязнение.Как правило, вам нужно отшлифовать конус вольфрама на расстояние, не превышающее 2,5 диаметра электрода (например, с помощью электрода 1/8 дюйма вы должны отшлифовать поверхность от 1/4 до 5/16 дюйма). дюймов в длину). Шлифовка вольфрама до конуса облегчает переход дуги зажигания и создает более сфокусированную дугу для улучшения сварочных характеристик.
При сварке более тонких материалов (от 0,005 до 0,040 дюйма) на более низком токе лучше всего измельчить вольфрам до острия. Заостренный вольфрам позволяет сварочному току проходить по сфокусированной дуге и помогает предотвратить деформацию более тонких металлов, таких как алюминий.Следует отметить, что использование остроконечного вольфрама для приложений с более высоким током не рекомендуется, так как более высокий ток может сдуть наконечник вольфрама и вызвать загрязнение сварочной ванны.
Вместо этого, для более высоких токов, лучше всего измельчить вольфрам до усеченного наконечника. Чтобы добиться такой формы, сначала отшлифуйте вольфрам до конуса, как описано выше, а затем отшлифуйте от 0,010 до 0,030 дюйма. плоская земля на конце вольфрама. Эта плоская поверхность помогает предотвратить перенос вольфрама по дуге и / или образование шариков.
Информация предоставлена Weldcraft, WNI, CK & Others.
Электроды из чистого вольфрама
Наши электроды из чистого вольфрама демонстрируют превосходные характеристики при высоких температурах и обеспечивают исключительные характеристики, необходимые для контактной точечной сварки цветных металлов. Наша уникальная технология бездефектного соединения (NDB) создает электрод, который обеспечивает желаемый уровень теплопроводности при одновременном снижении износа и увеличении срока службы электрода, что приводит к максимальной производительности и исключительному качеству сварки для ваших вольфрамовых электродов.
Почему наши электроды из чистого вольфрама?
Сварка цветного металла, такого как медь, который широко используется в таких областях, как жгуты проводов, обмотки двигателей и производство электрических компонентов, представляет собой проблему из-за низкого электрического сопротивления материала и высокой теплопроводности, которые затрудняют сварку. достичь уровня резистивного нагрева, необходимого для сварки. Поэтому для сварки меди и других цветных металлов требуются большие электрические токи.
Наши высокоэффективные электроды из чистого вольфрама, спроектированные и изготовленные на основе нашего обширного опыта работы с вольфрамом, идеально подходят для высокоскоростной автоматической сварки, требующей таких высоких уровней теплопроводности и электропроводности, а также превосходной твердости при высоких температурах. Благодаря использованию чистого вольфрама — с самой высокой точкой плавления среди металлов, его превосходной твердостью как при комнатной, так и при высоких температурах и его устойчивости к образованию сплава с другими металлами — наш электродный продукт обеспечивает стабильную форму и поддерживает плотность тока во время процесса сварки. Благодаря ограниченной химической реактивности вольфрама с другими металлическими компонентами, существует низкая адгезия электрода к заготовке.
Наши электроды из чистого вольфрама имеют массовую долю вольфрама 99,99% и выше, с удельным весом 19,2 и твердостью 450 HV. Согласно Международному стандарту отожженной меди (IACS), наш чистый продукт имеет электропроводность 31% и удельное электрическое сопротивление 5,5 x 10-8 Ом · м.
Преимущества нашего уникального процесса NDB
Наши электроды из чистого вольфрама не только обеспечивают правильный профиль наконечника и хвостовика, но и используют преимущества нашего метода соединения NDB при производстве электродов.Уникальный процесс NBD обеспечивает соотношение площадей склеивания почти 100% и прочность склеивания ≥127 МПа. Для сравнения, вольфрамовые электроды, которые припаяны к своим медным держателям, достигают максимальной площади покрытия от 60% до 80%, а прочность соединения паяного соединения находится только в диапазоне 98 МПа. Результатом нашего высококачественного продукта NDB являются электроды из чистого вольфрама, которые обеспечивают высокую теплопроводность стержня и превосходные характеристики охлаждения после остановки сварки, а также увеличивают количество циклов выстрела и эффективность производства.
Результатом нашего высококачественного продукта NDB являются электроды из чистого вольфрама, которые обеспечивают высокую теплопроводность стержня и превосходные характеристики охлаждения после остановки сварки, а также увеличивают количество циклов выстрела и эффективность производства.
Для крупносерийного производства наша технология NDB создает сварочный электрод, который обеспечивает лучшую теплопроводность, меньшее электрическое сопротивление и более низкую электропроводность, чем медь для соединения. В отличие от методов пайки и запрессовки для приклеивания электрода к хвостовику, метод NDB обеспечивает превосходные уровни теплопроводности при одновременном снижении износа и обеспечении стабильного соединения, которое увеличивает срок службы электрода и количество или возможные процессы восстановления правки. Улучшенные охлаждающие свойства наших электродов из чистого вольфрама NDB противодействуют окислению, сопротивляются растрескиванию и улучшают структуру поверхности.
Вы можете узнать больше о нашей технологии NDB в нашем техническом документе «Вместе лучше: бездефектное соединение электродов для контактной точечной сварки».
Подходит для широкого спектра автоматизированных сварочных работ
Наши электроды используются в больших объемах автоматизированной точечной сварки сопротивлением. Эти же электроды также работают с грузилом для штампов.
Для высокоскоростных автоматизированных сварочных операций наши электроды из чистого вольфрама обеспечивают контакт поверхности металла с металлом и давление, необходимое для наилучшего возможного сварного шва.Они широко используются для точечной контактной сварки в автомобилестроении, производстве электрических компонентов и бытовой электроники, а также для точечной сварки, плавления медной проволоки и широкого спектра других материалов на рабочем месте. Некоторые конкретные применения включают автомобильные кузова и детали, жгуты проводов в электрических компонентах автомобилей, линейные переключатели для аккумуляторных блоков и электрические компоненты для производственных линий автоматических выключателей и электрических переключателей.
Обладая низкой реактивностью по отношению к большинству материалов с покрытием, наши электроды из чистого вольфрама NDB подходят для использования с металлическими деталями с покрытием из таких металлов, как оцинкованная или алюминированная сталь. Наши электроды NDB также демонстрируют более длительный срок службы при сварке нержавеющей стали, не содержащей хрома, что может быть проблематичным при использовании обычных электродов из медного сплава. Наши электроды из чистого вольфрама также хорошо подходят для сварки покрытых лужением или никелем медных деталей, обеспечивая улучшенные циклы взрыва и более длительный срок службы электродов.
Наши электроды NDB также демонстрируют более длительный срок службы при сварке нержавеющей стали, не содержащей хрома, что может быть проблематичным при использовании обычных электродов из медного сплава. Наши электроды из чистого вольфрама также хорошо подходят для сварки покрытых лужением или никелем медных деталей, обеспечивая улучшенные циклы взрыва и более длительный срок службы электродов.
Электроды какого типа и размера следует использовать для GTAW и почему?
При газовой вольфрамовой дуговой сварке (GTAW, также называемой TIG) используется неплавящийся вольфрамовый электрод для создания дуги между электродом и основным материалом.Эта дуга создает ванну расплава, в которую добавляется присадочная проволока. Успех сварки TIG зависит от ряда факторов, одним из которых является использование электрода правильного типа и размера.
Сплавы вольфрама используются из-за их твердости и устойчивости к высоким температурам. Вольфрам выдерживает температуру до 3400 ° C, что делает его пригодным для дуговой сварки. Чистый вольфрам не так хорошо работает и подвержен загрязнению. По этой причине вольфрамовые электроды легированы другими элементами, чтобы улучшить их характеристики для конкретных применений.В частности, тип и полярность тока. Для сварки TIG обычно используется постоянный или переменный ток.
Чистый вольфрам не так хорошо работает и подвержен загрязнению. По этой причине вольфрамовые электроды легированы другими элементами, чтобы улучшить их характеристики для конкретных применений.В частности, тип и полярность тока. Для сварки TIG обычно используется постоянный или переменный ток.
Вольфрамовые электроды имеют цветовую маркировку, чтобы сварщикам было легче их идентифицировать и гарантировать, что используется правильный тип. Этот блог написан, чтобы помочь сварщикам TIG убедиться, что они имеют правильный тип и размер.
Чистый вольфрам, зеленый
Чистый вольфрам подходит для работы с переменным, но не постоянным током. Электроды из чистого вольфрама на 99,5% состоят из вольфрама, что дает им возможность легко шарить или округлять.Благодаря форме шарикового наконечника электроды обладают стабильностью дуги. Чистый вольфрам также подходит для применения с магнием и алюминиевыми сплавами от низкой до средней силы тока. Чистый вольфрам дешев, но редко используется в промышленности.
Цирконий, Белый
Циркониевые вольфрамовые электроды состоят из вольфрама чистотой 99,1% и циркония 0,15-0,4. Этот тип электродов часто используется вместо чистого вольфрама, поскольку они обладают способностью удерживать скругленный наконечник, сопротивляться загрязнению и расколу лучше, чем чистый вольфрам.Эти характеристики делают их идеальными для сварки алюминия и магния на переменном токе. Циркониевый вольфрам обладает высокой токонесущей способностью, что обеспечивает более стабильную дугу. Он также очень хорошо справляется с высокими токами. Циркониевые вольфрамовые электроды не подходят для использования с постоянным током.
Торированный, Красный
Торированные вольфрамовые электроды содержат 97,3% вольфрама и около 2% оксида тория, который имеет низкую радиоактивность. Эти электроды используются для сварки на постоянном токе сталей и других металлов.Торированные электроды обладают повышенной токонесущей способностью и поэтому подходят для дуговой сварки. Электроды просты в использовании и служат долго. Они обеспечивают низкий расход, поскольку работают при температуре ниже точки плавления.
Электроды просты в использовании и служат долго. Они обеспечивают низкий расход, поскольку работают при температуре ниже точки плавления.
Они идеально подходят для сварки стали, поскольку имеют острие. Однако при заточке острия торированных вольфрамовых электродов рекомендуется соблюдать осторожность.
Сварщики также предпочитают электроды из торированного вольфрама по следующим причинам:
- Повышенная устойчивость к загрязнениям в процессе сварки
- Подходит для использования в диапазоне средней и высокой силы тока в зависимости от диаметра
- Средняя степень эрозии
- Тенденция к расколу средняя по сравнению с другими материалами
Лантанированное золото
Электроды из лантано-вольфрамового сплава используются с постоянным током.Обычно они содержат примерно 2% лантана, а остальное — вольфрам, в зависимости от производителя. Добавление сплава лантана увеличивает токонесущую способность электродов. Утверждается, что они улучшили зажигание дуги и стабильность, улучшили характеристики повторного зажигания при относительно низком уровне потребления.
Утверждается, что они улучшили зажигание дуги и стабильность, улучшили характеристики повторного зажигания при относительно низком уровне потребления.
Ceriated, Синий
Электроды из церинового вольфрама легированы оксидом церия в объеме примерно 2%, остальное — чистый вольфрам.Эти типы электродов часто используются для слаботочного переменного тока, но также могут использоваться для приложений постоянного тока.
Поскольку они предназначены для работы с малой силой тока, электроды из церинового вольфрама идеально подходят для сварки тонких и сложных деталей, в частности, тонких металлических изделий.
Некоторые из соединений, которые могут использоваться с церированными электродами, включают:
- нержавеющая сталь
- углерод
- никель
- алюминий
- магний
- титан
- медные сплавы
Серые электроды предпочтительнее использовать вместо чистого вольфрама, потому что они имеют улучшенную токопроводящую способность при тех же диаметрах и лучшую устойчивость к загрязнению.
Преимущества использования церированных электродов:
- долговечность
- отличная стабильность дуги
- низкая скорость эрозии
- хорошее зажигание и повторное зажигание
Редкоземельный, фиолетовый
Редкоземельный вольфрам — это новейший тип легированного вольфрама с различными добавками, такими как редкоземельные или гибридные комбинации оксидов. Они используются для постоянного тока и не подходят для переменного тока. Утверждается, что они имеют самую высокую пропускную способность по току по сравнению с торированными, лантановыми и церированными.Этот вольфрам обеспечивает лучшую устойчивость к загрязнениям, что позволяет использовать электроды меньшего диаметра при заданном токе. Работа электродов будет зависеть от добавок, которые каждый производитель использует для создания электрода. Они обычно меньше подвержены расщеплению вольфрама по сравнению с другими типами электродов.
По сравнению с торированным вольфрамом этот тип электрода служит дольше, что компенсирует более высокую первоначальную стоимость. С учетом сказанного, для сварки на постоянном токе лучшим выбором является редкоземельный элемент, за которым в нашем варианте идут перфорированные и циркониевые для сварки переменным током.
С учетом сказанного, для сварки на постоянном токе лучшим выбором является редкоземельный элемент, за которым в нашем варианте идут перфорированные и циркониевые для сварки переменным током.
Размер электрода
Размер выбранного электрода зависит от тока, который вы в основном используете. Дело не в том, что «один размер подходит всем», хотя электрод диаметром 2,4 мм, скорее всего, является наиболее универсальным размером.
Использование слишком большого электрода для тока, особенно переменного тока, может вызвать возникновение дуги и проблемы со стабильностью. В качестве ориентира следует выбирать электрод следующего диаметра в зависимости от используемых ампер / тока.
Заточка и форма наконечника — еще один важный фактор, определяющий рабочие характеристики вольфрамового электрода. Эта тема будет рассмотрена в следующем блоге.
Реализация
Теперь, когда у вас есть вся эта информация, вам может потребоваться пересмотреть свои процедуры, чтобы оптимизировать процесс сварки. К счастью, мы можем помочь! Technoweld разрабатывает процедуры сварки с учетом этих факторов, чтобы обеспечить их практичность и оптимизацию.
К счастью, мы можем помочь! Technoweld разрабатывает процедуры сварки с учетом этих факторов, чтобы обеспечить их практичность и оптимизацию.
Страница не найдена: Arc-Zone.com, Магазин принадлежностей для сварки
Если у вас есть номер детали, введите его, и любое совпадение попадет прямо в начало результатов.
Результаты имеют приоритет сначала по номеру детали, затем по названию продукта и, наконец, если выбрано, по описанию продукта , если вы не уточняли поиск (по категории, производителю и т. Д.) Или не упорядочивали его (по цене, названию и т. ).
Наша поисковая система предполагает, что ВСЕ введенные слова будут соответствовать первым .Например, поиск tig с воздушным охлаждением сначала приведет к появлению страниц со всеми тремя этими словами в нем (в любом порядке). После более точных совпадений вы найдете результаты, содержащие меньше терминов.
Поисковые запросы с двойными кавычками ( «tig с воздушным охлаждением», ) приводят к результатам с приоритетом именно этих слов в указанном порядке.
Если вместо этого вы хотите увидеть страницы с ЛЮБЫМ или ЛЮБОЙ из этих слов, вы должны набрать air или охлаждается или tig . Это дало бы гораздо больше результатов.
Вы также можете комбинировать поисковые запросы, используя круглые скобки. Например: «плазменная резка» и (Hypertherm или Miller) дадут такие результаты, что точная фраза «плазменная резка» и любая комбинация Hypertherm и / или Miller будут представлены первыми в результатах.
Также имеется звездочка. Таким образом, weld * будет возвращать продукты со словами weld , welder , weld и т.д. .
Поисковые запросы не чувствительны к регистру , поэтому ввод сварочный шлем или сварочный шлем дает идентичные результаты.
Выберите условия поискаКлючевое слово
Искать в описаниях продуктов
Ограничить категорией:
Все категорииЛидеры продаж и специальные предложенияОдежда, шлемы и СИЗ Сварочные маски, щиты и защитные очки Защитные очки и шлифовальные щиты Пассивные сварочные шлемы Доступные по цене сварочные шлемы с автоматическим затемнением Автозатемнение Цифровые сварочные шлемы Респираторное оборудование Полумаски Респираторы Респираторы с питанием от источника воздуха (PAPR) Шлемы Оборудование для защиты от теплового стресса и запасные части Увеличительные линзы, крышки FR и аксессуары Запасные части сварочного шлема Части сварочного шлема Speedglas ™ Детали сварочного шлема Jackson ™ и Huntsman ™ Детали сварочного шлема Miller ™ Респираторы и респираторы-полумаски для теплового стресса Респираторы для очистки воздуха с приводом (PAPR) ) И поставляемые воздушные шлемы Оборудование для защиты от теплового стресса и запасные части Защита органов слуха Мужчины, женщины и дети Сварочные куртки BSX ™ Xtreme Сварочное оборудование — рукава, куртки и многое другое! Сварочные аппараты Miller® ArcArmor ™ — рукава, рубашки и многое другое! WeldX ™ Защитная одежда для высокотемпературной сварки Кожаная одежда — накидки, нагрудники, фартуки и многое другое Сварочное снаряжение для женщин и детей Pro-Gear Packages ™ — Выберите лучшее снаряжение! Мужские, женские и детские перчатки Miller® Сварочные и металлообрабатывающие перчатки Revco Сварочные перчатки для мужчин и женщин Шлем, снаряжение и аксессуары Защитные очки и шлифовальные щиты Шляпы, футболки и наклейки Arc-ZoneАвтоматика и позиционерыПроекты своими руками, книги и DVDРазъемы , Катушки и адаптеры Соединители для сварки TIG, фитинги для воды / газа и газовые клапаны Фитинги и шланги для кислородного топлива Соединители для машин и кабелей Переходники для цилиндров и тройники Сварочный кабель, резаки, обжимные инструменты, наконечники и фитинги для сварки TIG Шланг ReelCraft, шнур питания, кабельное хранилище и Решения для отбора газа Расходомеры газа, нагреватели, смесители TIG, расходомеры аргона / гелия / нескольких газов (CGA 580) Расходомеры MIG, Co2 (CGA 320) Двойные расходомеры газа, комплекты для продувки и смешивания газов Регулятор Co2 с подогревом / расходомеры Oxy Ацетиленовые регуляторы и шланги Пропорциональные газовые смесители и регуляторы смешивания Зажимы заземления и рабочего места Зажимы ручного заземления — 180-500 А Винтовые зажимы заземления типа C — Магнитные заземления от 300 до 2000 А — Поворотные заземления от 300 до 500 А для тяжелых условий эксплуатации — 50 Пистолеты MIG, питатели и детали от 0 до 2000 AmpMIG Пистолеты и детали MIG с воздушным охлаждением Пистолеты MIG и детали TWECO® Пистолеты MIG 180 AMP и запасные части Комплекты пистолетов MIG Запасные части Сопла Наконечники Газовые диффузоры и токопроводящие трубки Кабельные сборки и соединители Кабельные сборки / Вкладыши Разное Запасные части Пистолеты MIG 250 AMP и запасные части Комплекты пистолетов MIG Запасные части Сопла Наконечники Газовые диффузоры и проводящие трубки Кабельные сборки и соединители Сборки кабелепровода / вкладыши Прочие запасные части Пистолеты MIG 400 AMP и запасные части Комплекты пистолетов MIG Запасные части Сопла Насадки Газ Диффузоры и токопроводящие трубки Кабельные сборки и соединители Сборки кабелепровода / вкладыши Прочие запасные части Пистолет для сварки MIG для тяжелых условий эксплуатации 450 AMP s и запасные части Комплекты пистолетов MIG Запасные части Сопла Наконечники Газовые диффузоры и токопроводящие трубки Кабельные сборки и соединители Сборки проводов и вкладыши Разные запасные части Пистолеты MIG 500 AMP и запасные части Комплекты пистолетов MIG Запасные части Сопла Наконечники Газовые диффузоры и токопроводящие трубки Кабельные сборки и Разъемы Сборки кабелепровода / вкладыши Разные запасные части Пистолеты MIG и детали Miller® M-25 Пистолеты MIG и детали с водяным охлаждением Пистолеты MIG и запасные части TWECO® Пистолеты MIG 600 AMP и запасные части Комплекты пистолетов MIG Запасные части Сопла Насадки Газовые диффузоры и Трубопроводы Кабельные сборки и соединители Сборки кабелепровода / вкладыши Разное Запасные части Машина с воздушным охлаждением Пистолеты и детали MIG TW Пистолеты для сварки MIG в стиле ECO® и запасные части Пистолеты для сварки MIG 400 AMP и запасные части Комплекты пистолетов MIG Запасные части Сопла Наконечники Газовые диффузоры и проводящие трубки Кабельные сборки и разъемы Сборки кабелепровода и вкладыши Прочие запасные части Машина для сварки MIG на 450 AMP и запасные части Пистолет MIG Пакеты Запасные части Насадки насадок Газовые диффузоры и токопроводящие трубки Кабельные сборки и соединители Сборки кабелепровода / вкладыши Разное Запасные части Машинный пистолет 500 AMP Пистолеты MIG и запасные части Пакеты пистолетов MIG Запасные части Насадки насадки Газовые диффузоры и проводящие трубки Кабельные сборки и соединители Кабельные сборки / Вкладыши Разные Запасные части Пистолеты MIG с водяным охлаждением и детали Пистолеты MIG TWECO® и Запасные части Машинка 600 AMP Пистолеты MIG и запасные части Комплекты пистолетов MIG Запасные части Сопла Наконечники Газораспределители Кабельные сборки и разъемы Сборки кабелепровода / вкладыши Разное Запасные части Механизмы подачи проволоки и их детали MIG Механизмы подачи и шнуры питания Комплекты приводных роликов и запасные части Привод PRO II Комплекты приводных роликов и запасные части Комплекты приводных роликов PRO II Запасные части для комплекта приводных роликов PRO II Запасные части в сборе приводных роликов PRO IV Комплекты и запасные части приводных роликов PRO IV Комплекты приводных роликов PRO IV Запасные части комплекта приводных роликов PRO IV Замена узла ведущего ролика PRO IV Детали Комплекты приводных роликов и запасные части Комплекты приводных роликов PRO II и запасные части Комплекты приводных роликов PRO II Комплекты приводных роликов PRO II Запасные части Комплект приводных роликов PRO II Запасные части Комплекты приводных роликов PRO IV и запасные части Комплекты приводных роликов PRO IV Комплект приводных роликов PRO IV Запасные части Сборка приводных роликов PRO IV Запасные части Расходомеры и подогреватели CO2 Защита от брызг, инструменты и аксессуары Газокислородное топливо, резка и сварка Flame Tech® Кислородно-топливное оборудование для резки и сварки Flame Tech Комплекты кислородно-топливной техники Flame Tech Кислородно-топливный нагрев, сварка и пайка Детали и оборудование Flame Tech Кислородно-топливная горелка Рукоятки Flame Tech Режущие приспособления Flame Tech Режущие наконечники Flame Tech Кислородная пайка и легкие нагревательные детали Flame Tech Кислородная сварка Наконечники и сопла Inferno Heavy Duty Нагревательное оборудование Двойные кислородно-топливные шланги, фитинги и адаптеры Регуляторы Flame Tech Флэш-обратные ограничители и обратные клапаны Flame Tech Heavy Duty Резаки и запасные части Режущее оборудование Режущее оборудование и ручки Scorpion 6200 Harris® Compatible Heavy Ручные резаки для тяжелых условий эксплуатации Scorpion 6200 Ручные резаки для тяжелых условий эксплуатации Scorpion Высокопроизводительные режущие наконечники Scorpion 6300 Совместимые с Victor® Ручные резаки для тяжелых условий эксплуатации Scorpion 6300 Ручные резаки для тяжелых условий эксплуатации Scorpion Высокопроизводительные режущие наконечники Scorpion 7500 Ручные резаки для тяжелых условий эксплуатации Scorpion 7500 Ручные резаки для тяжелых условий эксплуатации Scorpion 8600 Ручные резаки для тяжелых условий эксплуатации 8600 Scorp Ручные резаки для тяжелых условий эксплуатации Flame Tech «Scrapper» Высокопроизводительные режущие наконечники Scorpion 9600 Ручные резаки для тяжелых условий эксплуатации Scorpion 9600 Ручные резаки для тяжелых условий эксплуатации Flame Tech «Scrapper» Высокопроизводительные режущие наконечники Flame Tech Кислородно-топливные регуляторы и расходомеры Flame Tech Oxy-Fuel Ограничители и фильтры Flashback Двойные шланги, фитинги и переходники для кислородно-топливной резки Оборудование для кислородной резки и сварки Victor® Оборудование для кислородно-топливной резки Victor® Кислородно-топливная горелка Victor® Работает с приспособлениями для кислородно-топливной резки Victor® Victor® 75 °, 90 ° и Кислородно-топливный резак 180 ° с рукояткой Vict or® Насадки и сопла для кислородно-топливного нагрева и сварки Наконечники и сопла Victor® Professional Наконечники и сопла для сварки Victor® Professional Наконечники и сопла для кислородно-топливной резки Victor® Наконечники для газокислородной резки Victor® Professional Насадки для ацетилена Victor® Professional Насадки для резки пропилена Victor® Professional Наконечники для газовой резки Victor® Кислородно-топливные регуляторы Victor® Кислородно-топливные ограничители и обратные клапаны Кислородно-топливные двойные шланги, фитинги и адаптеры Микро-кислородные горелки для ювелирных изделий и произведений искусства Little, кислородно-топливные горелки, запасные части и аксессуары Oxy -Принадлежности для плазменной резки Резаки и детали в стиле Hypertherm® HPR 130XD / 160XD PAC и запасные части Резак PAC 110 для горелок Max 20 Hypertherm® PAC 120 и запасные части Резаки Hypertherm® PAC 121 / PAC 125 и запасные части Hypertherm® PAC 130 Резаки и запасные части Резаки Hypertherm® PAC 140 и запасные части Hypertherm® PAC 160 Cutti ng Резаки и запасные части Резаки и запасные части Hypertherm® PAC 170 Резаки Hypertherm® PAC 200 и запасные части Резаки Hypertherm® PAC 500 и запасные части Резаки Hypertherm® PAC 600 и запасные части Резаки Hypertherm® PAC 620 и запасные части Резаки Hypertherm® HT400 и запасные части Резаки и запасные части Hypertherm® HT2000 Резаки и детали в стиле Thermal Dynamics® Резак PCH 10 для Drag-Gun® / Cougar® Резак PCH 20 для Dynapak® 110 / PAK® 2XT Резак PCH 25 для PakMaster ® 25 / Резак EconoPak® 25 PCH 26 для EconoPak® 50 PCH / Резак M 28 для PakMaster® 50XL / 50XL Plus PCH / Резак M 30 для PAK® 3 PCH / Резак M 35 для Stak Pak® 35 / PakMaster® 50 PCH / Резак M 4b / 4bt для станков PAK® 5/10/22 Резак PCH 50 для PAK® 5 Резак PCH 51 для 3, 5 и 6XR / 5XT / 625XR / 750XR / Dynak4xi / 6xi Резак PCH 52 для 5–10XR, 625 / Резак 750/1000 и 1250XR PCH / M 53 для PakMaster®100 PCH 55 Резак для 3XR / 5XR / 5XT / 6XR / 625XR / 750XR / Dynapak® 4xi / 6xi PCH / M Резак для PakMaster® 75XL Plus PCH / M-6b Резак для PAK® 44/45 Резак PCH / M-70 для STAK Резак PAK® PCH / M-75 для резака PakMaster® 75, 75XL, 100XL, Plus и EconoPak® PCH / M-100 для резака PAK® 10XR PCH / M 140 для резака STAK PAK® PCH / M 150 для PAK® 15XC Maximizer Резак 300 для Merlin® 1000/3000/6000 / 6000GST / 15XC Резаки и детали ESAB® / L-Tec® ESAB® / L-Tec® Резаки PT-15 / PT-15XL и запасные части ESAB® / L-Tec® Резаки и запасные части PT-17A / PT-17AM Резаки и запасные части ESAB® / L-Tec® PT-19XL ESAB® / L-Tec® PT-19XLS Резаки и запасные части ESAB® / L-Tec® PT -20AM Резаки и запасные части Резаки ESAB® / L-Tec® PT-23 и запасные части Резаки ESAB® / L-Tec® PT-27 и запасные части ESAB® / L-Tec® PT-31 / PT- 31XL / PT-31XL Резаки и запасные части Резаки ESAB® / L-Tec® PT-121 и запасные части Miller® Резаки и детали Резаки Miller® ICE-25C и запасные части Резаки Miller® ICE-50 и запасные части Резаки Miller® ICE-50C / ICE-50CM и запасные части Miller® ICE-70 / 70M — ICE-100 / 100M Резаки и запасные части Резаки Miller® APT-1000 и запасные части Резаки Miller® APT-3000 и запасные части Резаки Miller® APT-5000 / APT-7000 и запасные части Резаки Miller® CP40R и запасные части Резаки Lincoln® и запасные части Детали Резаки Lincoln® PCT-40 и запасные части Резаки Lincoln® PCT-60 и запасные части Резаки Lincoln® MAGNUM PCT-125 и запасные части Принадлежности для плазменной резки Принадлежности для плазменно-дуговой сварки 2A Термодинамические резаки и детали Пакеты горелок Корпуса и детали горелок И аксессуары Кабели питания и шланги для защитного газа 3A Thermal Dynamics Горелки и детали Комплекты горелок Части и аксессуары для корпусов горелок Кабели питания и шланги для защитного газа 4A Thermal Dynamics Резаки и детали Пакеты резаков Корпуса резаков Детали и аксессуары Кабели питания и защитные шланги Шланги для газа PWM 300 Thermal Dynamics Резаки и детали Комплекты резаков PWM 300 Корпуса, детали и аксессуары для кабелей Силовые кабели и шланги для защитного газа Защитные экраны и заглушки Аксессуары PAW Комплекты Мониторы кислорода для оборудования продувочного газа для высокочистой сварки Надувные продувочные мешки и заглушки — От 2 до 60 дюймов Продувочные перегородки — От 1-5 до 16 дюймов Комплекты продувочных перегородок, по размерам и графику труб / трубок Замена оборудования для продувки, перегородок, диффузоров Силикон Резиновые перегородки Продувочная перегородка Оборудование Газовые диффузоры Надувные продувочные газовые камеры Заглушки для труб / труб из нейлона, алюминия и силикона — от 1/2 до 36 дюймов Защитная лента для сварных швов Водорастворимая промывочная бумага — Листы, рулоны и ленты Предварительно сформированные водорастворимые продувочные заглушки — Защитные кожухи для горелок и продувочные стаканы для сварки TIG и PAW от 2 до 36 дюймов Форсунки Monster ™ TIG Форсунки Gas Saver ™ Pyrex TIG Прецизионные защитные кожухи и защитные стаканы для сварки TIG Trail Shield s & Purge Cups Вспомогательные форсунки для затопления Горелки TIG серии 9, 20 и 2 Полные комплекты Запасные части Горелки TIG серий 17, 18, 26 и 3 Полные комплекты Принадлежности Горелки TIG с механической обработкой серии 22 Полные комплекты Принадлежности Горелки TIG с механической обработкой серии 27 Полные комплекты Принадлежности Ultimate® Прямые защитные экраны для сварки TIG серии 9, 20 и 2 Полные комплекты Принадлежности Горелки для сварки TIG серий 17, 18, 26 и 3 Полные комплекты Принадлежности Механизированные горелки TIG серии 22 Полные комплекты Принадлежности Горелки для механизированной сварки TIG серии 27 Полные комплекты Принадлежности Изогнутые защитные кожухи серии горелок: 9 , 20, 25 и CS310 Полные комплекты Принадлежности Серия горелок: 17, 18, 26 и полные комплекты CS410 Принадлежности Серия резака: 22 полных комплекта Аксессуары Серия резака: 27 полных комплектов Принадлежности Защитные экраны плазменной дуги и продувочные стаканы Вспомогательные экраны Серия резака: MPAW Secheron MP 5-21 Прямые опорные экраны Серия резака: термодуговая горелка PWH / M-3A Серия резака: термическая Серия горелок Arc PWH / M-4A: Горелки Thermal Arc PWM-300 Серия: MPAW Secheron MP 5-21 Сварочные стаканы Pyrex Сопло Vortex ™ TIG Дистанционное управление силой тока Пистолетная рукоятка Ножная педаль управления силой тока Регулирует силу тока Северный / Южный кончик пальца Регулирует силу тока на липучке Ремешок- Вкл. , Вращающиеся регуляторы силы тока Встроенная ручка, вращающиеся регуляторы силы тока Регуляторы силы тока кончиками пальцев, расположенные по бокам, регуляторы силы тока на кончиках пальцев Поперечное управление усилителем в стиле Miller® Поперечное вращательное управление усилителем в стиле Lincoln® Поперечное вращение усилителя в стиле ESAB® -Боковые поворотные элементы управления усилителем вкл. / Выкл. И мгновенные переключатели Miller® Style On / Off и мгновенные Комплекты «Clip-On» переключателей Lincoln® Style On / Off и мгновенные «Clip-On» переключатели Универсальные переключатели, On-Off и мгновенные — без шнура или вилки Блоки и кабели дистанционного ручного управления Блоки и кабели дистанционного управления усилителями Miller® Style Блоки дистанционного управления усилителями и кабели Lincoln® Style Штекеры, переходники и кабели преобразователя Держатели электродов для сварочных электродов TIG Сварочные аппараты и модернизация Сварочные аппараты Комплекты для модернизации аппаратов TIG Горелки и аксессуары TIG Комплекты горелок и корпуса горелок с ручками Комплекты аксессуаров Pro Accessory Kits ™ Передние части и ручки Соединители, комплекты для монтажа и адаптеры Соединители для сварки TIG с воздушным охлаждением, адаптеры и комплекты для монтажа CK Соединители для сварки TIG с воздушным охлаждением Соединители Lenco для сварки TIG с воздушным охлаждением Соединители для сварки TIG с воздушным охлаждением Соединители, адаптеры и монтажные соединения для сварки TIG с водяным охлаждением Комплекты Соединители для сварки TIG с водяным охлаждением CK Соединители для сварки TIG с водяным охлаждением Lenco Соединители для сварки TIG с водяным охлаждением Weldcraft Удлинительные комплекты для сварки TIG с воздушным / водяным охлаждением Соединители для машин, Dins e Вилки и адаптеры Кабельные соединители Адаптеры цилиндров и тройники Быстроразъемные муфты и переходники Клапаны, заглушки и Y-образные фитинги Кабельные наконечники, силовые, шланговые фитинги и инструменты Силовые кабели, шланги и крышки кабелей Машины и детали для холодной подачи проволокиСварочные столы Инструменты для сварки и крепежа Магазин инструментов и хранения Удивительные сварочные инструменты и аксессуары Ножницы для резки труб, установочные зажимы и плоскогубцы Квадраты, уровни, угловые щупы и зажимы для панелей Решения для хранения проволоки и стержней Шлифовальные, шлифовальные и полировальные станки и аксессуары Вырубка, гибка труб, Формовка и формовка металла Сварочные сетки и одеяла Сварочные тележки и шкафы Шлифовальные машины для вольфрамовых электродов Шлифовальные станки для вольфрама Детали и аксессуары для шлифовальных машин для вольфрама Вольфрамовые шлифовальные кругиВольфрамовые электроды Охладители воды, охлаждающая жидкость и детали Abicor Binzel Охладители воды Abicor Binzel Запасные части для охлаждающей жидкости TIG Детали систем охлаждения Bernard / ITW Dynaflux Water Coolers D Запасные части ynaflux Охлаждающая жидкость для охладителей воды Быстроразъемные соединители для шлангов и многое другое
, Вращающиеся регуляторы силы тока Встроенная ручка, вращающиеся регуляторы силы тока Регуляторы силы тока кончиками пальцев, расположенные по бокам, регуляторы силы тока на кончиках пальцев Поперечное управление усилителем в стиле Miller® Поперечное вращательное управление усилителем в стиле Lincoln® Поперечное вращение усилителя в стиле ESAB® -Боковые поворотные элементы управления усилителем вкл. / Выкл. И мгновенные переключатели Miller® Style On / Off и мгновенные Комплекты «Clip-On» переключателей Lincoln® Style On / Off и мгновенные «Clip-On» переключатели Универсальные переключатели, On-Off и мгновенные — без шнура или вилки Блоки и кабели дистанционного ручного управления Блоки и кабели дистанционного управления усилителями Miller® Style Блоки дистанционного управления усилителями и кабели Lincoln® Style Штекеры, переходники и кабели преобразователя Держатели электродов для сварочных электродов TIG Сварочные аппараты и модернизация Сварочные аппараты Комплекты для модернизации аппаратов TIG Горелки и аксессуары TIG Комплекты горелок и корпуса горелок с ручками Комплекты аксессуаров Pro Accessory Kits ™ Передние части и ручки Соединители, комплекты для монтажа и адаптеры Соединители для сварки TIG с воздушным охлаждением, адаптеры и комплекты для монтажа CK Соединители для сварки TIG с воздушным охлаждением Соединители Lenco для сварки TIG с воздушным охлаждением Соединители для сварки TIG с воздушным охлаждением Соединители, адаптеры и монтажные соединения для сварки TIG с водяным охлаждением Комплекты Соединители для сварки TIG с водяным охлаждением CK Соединители для сварки TIG с водяным охлаждением Lenco Соединители для сварки TIG с водяным охлаждением Weldcraft Удлинительные комплекты для сварки TIG с воздушным / водяным охлаждением Соединители для машин, Dins e Вилки и адаптеры Кабельные соединители Адаптеры цилиндров и тройники Быстроразъемные муфты и переходники Клапаны, заглушки и Y-образные фитинги Кабельные наконечники, силовые, шланговые фитинги и инструменты Силовые кабели, шланги и крышки кабелей Машины и детали для холодной подачи проволокиСварочные столы Инструменты для сварки и крепежа Магазин инструментов и хранения Удивительные сварочные инструменты и аксессуары Ножницы для резки труб, установочные зажимы и плоскогубцы Квадраты, уровни, угловые щупы и зажимы для панелей Решения для хранения проволоки и стержней Шлифовальные, шлифовальные и полировальные станки и аксессуары Вырубка, гибка труб, Формовка и формовка металла Сварочные сетки и одеяла Сварочные тележки и шкафы Шлифовальные машины для вольфрамовых электродов Шлифовальные станки для вольфрама Детали и аксессуары для шлифовальных машин для вольфрама Вольфрамовые шлифовальные кругиВольфрамовые электроды Охладители воды, охлаждающая жидкость и детали Abicor Binzel Охладители воды Abicor Binzel Запасные части для охлаждающей жидкости TIG Детали систем охлаждения Bernard / ITW Dynaflux Water Coolers D Запасные части ynaflux Охлаждающая жидкость для охладителей воды Быстроразъемные соединители для шлангов и многое другое
Включить подкатегории
Ограничение до производителя
Все производители3MABICOR BINZELAmpify ElectrodesAquasol CorporationArc-Zone ProArcTimeBarbie the WelderBest WeldsCK WorldwideCOB IndustriesCovell Creative MetalworkingDiamond GroundDirect Wire & CableDynafluxEdge CupsFlame TechGenstar TechnologiesHoneywellHuntingdon Fusion. K. MorseMetal ManMiller / WeldcraftMilwaukee Electric ToolМультиинструментMurata Welding LabsOrbitalumТочные сварочные технологии
K. MorseMetal ManMiller / WeldcraftMilwaukee Electric ToolМультиинструментMurata Welding LabsOrbitalumТочные сварочные технологии
% PDF-1.6 % 276 0 объект > / Metadata 316 0 R / OpenAction 277 0 R / Pages 273 0 R / StructTreeRoot 31 0 R / Type / Catalog / ViewerPreferences >>> endobj 301 0 объект > / Шрифт >>> / Поля [] >> endobj 316 0 объект > поток psims @ na.corp.leAdobe InDesign CC 2017 (Macintosh) 2018-01-16T09: 27: 18.000-05: 002018-01-16T09: 27: 18.000-05: 002017-09-27T14: 22: 33.000-04: 00c41022.pdf Вольфрамовые электроды Продукт Информация
 778-05: 00
778-05: 00 0009674334000Titillium967433400
0009674334000Titillium967433400 176 0 пр. 177 0 пр. 178 0 пр. 172 0 пр. 173 0 пр. 174 0 пр. 168 0 пр. 169 0 пр. 170 0 пр. 164 0 пр. 165 0 пр. 166 0 пр. 160 0 пр. 161 0 пр. 162 0 пр. 152 0 R 151 0 R 150 0 R 146 0 R 145 0 R 144 0 R 140 0 R 139 0 R 138 0 R 130 0 R 131 0 R 132 0 R 133 0 R 134 0 R 128 0 R 125 0 R 126 0 R 127 0 R 118 0 R 119 0 R 120 0 R 121 0 R 122 0 R 112 0 R 113 0 R 114 0 R 115 0 R 116 0 R 106 0 R 107 0 R 108 0 R 109 0 R 110 0 R 270 0 268 р. 272 0 р. 254 0 р. 263 0 р. 264 0 р. 261 0 р. 262 0 р. 259 0 р. 260 0 р. 76 0 р.]
endobj
37 0 объект
[null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null 38 0 R 39 0 R 40 0 R 41 0 R 42 0 R 43 0 R 44 0 R 45 0 R 46 0 R 47 0 R 48 0 R 49 0 R 50 0 R 51 0 R 52 0 R 53 0 R 54 0 R 55 0 R 56 0 R 57 0 R 58 0 R 59 0 R 60 0 R 61 0 R 62 0 R 63 0 R]
endobj
38 0 объект
>
endobj
39 0 объект
>
endobj
40 0 obj
>
endobj
41 0 объект
176 0 пр. 177 0 пр. 178 0 пр. 172 0 пр. 173 0 пр. 174 0 пр. 168 0 пр. 169 0 пр. 170 0 пр. 164 0 пр. 165 0 пр. 166 0 пр. 160 0 пр. 161 0 пр. 162 0 пр. 152 0 R 151 0 R 150 0 R 146 0 R 145 0 R 144 0 R 140 0 R 139 0 R 138 0 R 130 0 R 131 0 R 132 0 R 133 0 R 134 0 R 128 0 R 125 0 R 126 0 R 127 0 R 118 0 R 119 0 R 120 0 R 121 0 R 122 0 R 112 0 R 113 0 R 114 0 R 115 0 R 116 0 R 106 0 R 107 0 R 108 0 R 109 0 R 110 0 R 270 0 268 р. 272 0 р. 254 0 р. 263 0 р. 264 0 р. 261 0 р. 262 0 р. 259 0 р. 260 0 р. 76 0 р.]
endobj
37 0 объект
[null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null 38 0 R 39 0 R 40 0 R 41 0 R 42 0 R 43 0 R 44 0 R 45 0 R 46 0 R 47 0 R 48 0 R 49 0 R 50 0 R 51 0 R 52 0 R 53 0 R 54 0 R 55 0 R 56 0 R 57 0 R 58 0 R 59 0 R 60 0 R 61 0 R 62 0 R 63 0 R]
endobj
38 0 объект
>
endobj
39 0 объект
>
endobj
40 0 obj
>
endobj
41 0 объектЭЛЕКТРОДЫ Вольфрама от Группы ГЦЭ, ведущего производителя оборудования для регулирования расхода газа
Чистый вольфрам — ЗЕЛЕНЫЙ (WP)
Используется в основном для сварки алюминия и магния на переменном токе, а также для других менее ответственных слаботочных устройств. Он образует и сохраняет чистый, скругленный наконечник при нагревании и обеспечивает хорошую стабильность дуги с достаточно хорошей устойчивостью к загрязнениям. Обычно не используется для сварки постоянным током.
Он образует и сохраняет чистый, скругленный наконечник при нагревании и обеспечивает хорошую стабильность дуги с достаточно хорошей устойчивостью к загрязнениям. Обычно не используется для сварки постоянным током.
- СТАНДАРТНЫЙ символ ISO 6848: WP (W20)
- Добавление оксида: —
| Арт. № | Размер | Qt. |
| 400P010175 | 1,0 × 175 мм | 10 |
| 400P016175 | 1,6 × 175 мм | 10 |
| 400P020175 | 2,0 × 175 мм | 10 |
| 400P024175 | 2,4 × 175 мм | 10 |
| 400P032175 | 3,2 × 175 мм | 10 |
| 400P040175 | 4,0 × 175 мм | 10 |
| 400P048175 | 4,8 × 175 мм | 5 |
ВОЛЬФРАМ + ТОРИЙ 2% — КРАСНЫЙ (WTh30)
Отлично подходит для сварки постоянным током (как отрицательной, так и положительной полярности) углеродистой стали, нержавеющей стали, никеля и титана. На сегодняшний день это наиболее предпочтительный электрод из-за его длительного срока службы и простоты использования. Торий улучшает зажигание дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже своей температуры плавления, что приводит к значительно меньшему потреблению и большей стабильности дуги. Во время сварки торий равномерно распределяется по электроду, что помогает вольфраму сохранять заостренную кромку. Торированные электроды осаждают меньше вольфрама в сварочную ванну, чем электроды других типов, что снижает загрязнение сварного шва.Редко используется для специальной сварки переменным током (очень тонкий алюминий или материалы толщиной менее 1,5 мм).
- СТАНДАРТ ISO 6848 символ: WTh30 (WT20)
- Добавление оксида: ThO2 — 2%
| Арт. № | Размер | Qt. |
| 400P210150 | 1,0 × 150 мм | 10 |
| 400P216150 | 1,6 × 150 мм | 10 |
| 400P220150 | 2,0 × 150 мм | 10 |
| 400P224150 | 2,4 × 150 мм | 10 |
| 400P232150 | 3,2 × 150 мм | 10 |
| 400P210175 | 1,0 × 175 мм | 10 |
| 400P216175 | 1,6 × 175 мм | 10 |
| 400P220175 | 2,0 × 175 мм | 10 |
| 400P224175 | 2,4 × 175 мм | 10 |
| 400P232175 | 3,2 × 175 мм | 10 |
| 400P240175 | 4,0 × 175 мм | 10 |
| 400P248175 | 4,8 × 175 мм | 5 |
ВОЛЬФРАМ + ЦЕРИЙ 2% — СЕРЫЙ (WCe20)
Этот электрод лучше всего подходит для сварки постоянным током при малых токах, а также хорошо работает при сварке переменным током. Он имеет хорошее зажигание и очень хорошее повторное зажигание при низких значениях тока, хорошую стабильность дуги и длительный срок службы. Очень популярны в таких приложениях, как изготовление орбитальных труб и труб, обработка тонкого листового металла, а также работы с мелкими и хрупкими деталями. Лучше всего использовать для сварки углеродистой стали, нержавеющей стали, никелевых сплавов и титана, это отличная альтернатива торированному электроду. Использование более высоких сил тока не рекомендуется, потому что оксиды церия мигрируют, тем самым сводя на нет их преимущества.
Он имеет хорошее зажигание и очень хорошее повторное зажигание при низких значениях тока, хорошую стабильность дуги и длительный срок службы. Очень популярны в таких приложениях, как изготовление орбитальных труб и труб, обработка тонкого листового металла, а также работы с мелкими и хрупкими деталями. Лучше всего использовать для сварки углеродистой стали, нержавеющей стали, никелевых сплавов и титана, это отличная альтернатива торированному электроду. Использование более высоких сил тока не рекомендуется, потому что оксиды церия мигрируют, тем самым сводя на нет их преимущества.
- СТАНДАРТ ISO 6848 символ: WCe20 (WC20)
- Добавка оксида: CeO2 — 2%
| Арт.№ | Размер | Qt. |
| 400P510175 | 1,0 × 175 мм | 10 |
| 400P516175 | 1,6 × 175 мм | 10 |
| 400P520175 | 2,0 × 175 мм | 10 |
| 400P524175 | 2,4 × 175 мм | 10 |
| 400P532175 | 3,2 × 175 мм | 10 |
| 400P540175 | 4,0 × 175 мм | 10 |
| 400P548175 | 4,8 × 175 мм | 5 |
Вольфрам + лантан 1,5% — ЗОЛОТО (WLa15)
Этот электрод сочетает в себе характеристики церированного электрода и торированного электрода. Как и церированный электрод, он обладает отличным зажиганием дуги и отличным повторным зажиганием, а также позволяет легко поддерживать дугу при более низких напряжениях с хорошей стабильностью. Он имеет отличную проводимость по току, очень похож на торированный электрод, и может заменить его, ничего не меняя настройки сварки. Он хорошо работает с отрицательными электродами переменного или постоянного тока с заостренным концом или с источниками питания синусоидальной волны переменного тока со скругленным концом. Он легко поддерживает заостренный заостренный конец, что дает преимущества при сварке стали и нержавеющей стали на постоянном или переменном токе от источников прямоугольной формы.
Как и церированный электрод, он обладает отличным зажиганием дуги и отличным повторным зажиганием, а также позволяет легко поддерживать дугу при более низких напряжениях с хорошей стабильностью. Он имеет отличную проводимость по току, очень похож на торированный электрод, и может заменить его, ничего не меняя настройки сварки. Он хорошо работает с отрицательными электродами переменного или постоянного тока с заостренным концом или с источниками питания синусоидальной волны переменного тока со скругленным концом. Он легко поддерживает заостренный заостренный конец, что дает преимущества при сварке стали и нержавеющей стали на постоянном или переменном токе от источников прямоугольной формы.
- СТАНДАРТ ISO 6848 символ: WLa15 (WL15)
- Добавка оксида: La2O3 — 1,5%
| Арт. № | Размер | Qt. |
| 400P910175 | 1,0 × 175 мм | 10 |
| 400P916175 | 1,6 × 175 мм | 10 |
| 400P920175 | 2,0 × 175 мм | 10 |
| 400P924175 | 2,4 × 175 мм | 10 |
| 400P932175 | 3,2 × 175 мм | 10 |
| 400P940175 | 4,0 × 175 мм | 10 |
| 400P948175 | 4,8 × 175 мм | 5 |
Вольфрам + лантан 2% — СИНИЙ (WLa20)
Это универсальный вольфрамовый электрод, сочетающий в себе лучшие характеристики всех других электродов. Превосходное зажигание и повторное зажигание дуги, очень хорошая стабильность дуги, отличная проводимость по току, лучшее сохранение заостренного конца, самый долгий срок службы. Подходит для использования как на переменном, так и на постоянном токе. Отличные характеристики как при низком, так и при высоком токе. Он отлично подходит для сварки углеродистой стали, нержавеющей стали, никелевых сплавов, алюминия, магния, титана, кобальта, медных сплавов и всех других металлов. Идеально подходит для замены торированных электродов с более длительным сроком службы в автоматизированных системах сварки нержавеющей стали на постоянном токе.Даже во время такого интенсивного использования он лучше сохраняет геометрию наконечника.
Превосходное зажигание и повторное зажигание дуги, очень хорошая стабильность дуги, отличная проводимость по току, лучшее сохранение заостренного конца, самый долгий срок службы. Подходит для использования как на переменном, так и на постоянном токе. Отличные характеристики как при низком, так и при высоком токе. Он отлично подходит для сварки углеродистой стали, нержавеющей стали, никелевых сплавов, алюминия, магния, титана, кобальта, медных сплавов и всех других металлов. Идеально подходит для замены торированных электродов с более длительным сроком службы в автоматизированных системах сварки нержавеющей стали на постоянном токе.Даже во время такого интенсивного использования он лучше сохраняет геометрию наконечника.
- СТАНДАРТ ISO 6848 символ: WLa20 (WL20)
- Добавка оксида: La2O3 — 2%
| Арт. № | Размер | Qt. |
| 400P310175 | 1,0 × 175 мм | 10 |
| 400P316175 | 1,6 × 175 мм | 10 |
| 400P320175 | 2,0 × 175 мм | 10 |
| 400P324175 | 2,4 × 175 мм | 10 |
| 400P332175 | 3,2 × 175 мм | 10 |
| 400P340175 | 4,0 × 175 мм | 10 |
| 400P 348175 | 4,8 × 175 мм | 5 |
Разъяснение по вольфрамовым электродам для сварки TIG / GTAW
Статья Dr. Майк Флетчер
Майк Флетчер
___
 Однако доказательства, подтверждающие результаты этих испытаний, ошибочны и не могут использоваться в качестве основы для общих выводов. Здесь мы представляем объективный обзор того, что стало эмоциональной проблемой — использования легирующих добавок в вольфрамовых электродах. Рассматриваемые вопросы обычно делятся на две категории; те, которые связаны с техническими и коммерческими преимуществами, и те, которые связаны с опасностями для здоровья.
Однако доказательства, подтверждающие результаты этих испытаний, ошибочны и не могут использоваться в качестве основы для общих выводов. Здесь мы представляем объективный обзор того, что стало эмоциональной проблемой — использования легирующих добавок в вольфрамовых электродах. Рассматриваемые вопросы обычно делятся на две категории; те, которые связаны с техническими и коммерческими преимуществами, и те, которые связаны с опасностями для здоровья.Хотя материал электрода оказывает значительное влияние на легкость зажигания дуги, существует несколько других управляющих факторов.К ним относятся дуговые промежутки, геометрия наконечника, напряжение холостого хода, сварочный ток, защитный газ и характеристики источника сварочного тока.
При таком большом количестве взаимодействующих переменных экспериментирование отнимает много времени. Относительная характеристика зажигания дуги любого электрода зависит от других параметров; наиболее сложные условия пуска преобладают при низком напряжении холостого хода, т. е. <35 В, низком токе, т.е. <20 А, и большом дуговом промежутке.
е. <35 В, низком токе, т.е. <20 А, и большом дуговом промежутке.
Кастнер (2) сообщил, что электрод с 2% оксида церия обеспечивает наилучшие характеристики, но Мацуда (3) обнаружил, что при низких напряжениях холостого хода оксид церия уступает лантану, оксиду иттрия и торию.Конкретная работа над электродами с несколькими легирующими добавками пришла к выводу, что некоторые из них предлагают заметные улучшения общих характеристик (4 и 5), при этом электроды MultiStrike® обеспечивают в 10 раз больший срок службы, чем торированный вольфрам при тех же условиях. Есть небольшой выбор между влиянием различных легированных электродов на зажигание дуги, но в целом ни один из них не хуже чистого вольфрама. При определенных условиях лантана и диоксид церия дают значительные преимущества, в то время как многовариантные варианты обеспечивают значительные преимущества зажигания дуги. Рекомендации по качеству сварки
Сварочный электрод играет важную роль в обеспечении бесперебойной работы, поскольку он влияет на стабильность дуги. Хотя в продаже имеются недорогие вольфрамовые и легированные оксидом вольфрамовые электроды, они, как правило, низкого качества: в частности, низкая эксплуатационная стабильность. Прослеживаемый вольфрамовый электрод в некоторой степени обеспечит постоянство и надежность критически важному пользователю (1).
Хотя в продаже имеются недорогие вольфрамовые и легированные оксидом вольфрамовые электроды, они, как правило, низкого качества: в частности, низкая эксплуатационная стабильность. Прослеживаемый вольфрамовый электрод в некоторой степени обеспечит постоянство и надежность критически важному пользователю (1).
Предупреждения о вреде для здоровья выпускаются (с 7 по 9) многими законодательными и консультативными органами в связи с использованием сварочных электродов, содержащих тугоплавкие оксиды и, в частности, торий (рис. 1).Предупреждения относятся к потенциальной токсичности и, в частности, к риску вдыхания частиц пыли от торий-содержащих электродов, образующихся во время шлифования. Хотя использование электродов, легированных торием, еще не запрещено, поставщики и пользователи этих продуктов несут ответственность за соблюдение мер предосторожности во время хранения и использования.
Во всех случаях рекомендуется специальное хранилище. Для пользователей с небольшим объемом работы это может быть простой металлический шкаф, но для крупных пользователей более подходящей может быть отдельная комната. В любом случае стен шкафа / комнаты, вероятно, будет достаточно для обеспечения эффективной защиты от вредных воздействий (7).
В любом случае стен шкафа / комнаты, вероятно, будет достаточно для обеспечения эффективной защиты от вредных воздействий (7).Шлифование электродов создает серьезную опасность для здоровья из-за образующейся пыли. В случае торированных продуктов любая выделяющаяся пыль может быть проглочена и вызвать токсическое отравление. Существует ряд причин, по которым использование специального шлифовального станка для изготовления вольфрамовых электродов дает привлекательные преимущества. Это может быть из-за контроля, который можно осуществлять над геометрией точки и ее согласованностью.Это может быть связано с тем, что он устраняет перекрестное загрязнение от шлифовального круга, который использовался для других целей. Или это может быть связано с тем, что радиотоксические опасности, связанные с канцерогенной пылью, могут быть устранены.
Следует использовать точильные камни с местным пылеудалением в сочетании с простой фильтрующей маской, если количество задействованных электродов не очень мало (менее 20 в год). Если на шлифовальном круге нет защитного экрана, следует надевать защитные очки.Отвод воздуха из точильного камня должен быть организован таким образом, чтобы частицы помещались в прочный одноразовый мешок.
Если на шлифовальном круге нет защитного экрана, следует надевать защитные очки.Отвод воздуха из точильного камня должен быть организован таким образом, чтобы частицы помещались в прочный одноразовый мешок.
В дополнение к этим мерам предосторожности предпочтительным является безопасный метод сбора и обработки пыли из устройства для сбора пыли, чтобы свести к минимуму выбросы в атмосферу (достаточно простого запечатывания в бумажный / пластиковый пакет). Область вокруг шлифовальных кругов следует очищать ежедневно. пылесосом для удаления частиц пыли. Если высокоэффективный пылесос недоступен, тогда материал следует увлажнить, чтобы минимизировать количество пыли.
Имеется коммерчески доступное шлифовальное оборудование, разработанное специально для подготовки сварочных электродов, такое как показано на рисунке 2. Что касается зажигания дуги, то все электроды, легированные оксидом, работают лучше, чем электроды из чистого вольфрама. При определенных условиях лантана и церий дают значительные преимущества. Добавление любой тугоплавкой оксидной легирующей добавки к вольфрамовым электродам улучшает стабильность дуги, но наиболее эффективными являются оксид церия или многолегированный вольфрам, содержащий оксид оксида церия. Добавки всех типов уменьшают эрозию электрода при некоторых обстоятельствах, но ни одна из присадок не превосходит другие при всех условиях сварки.
Добавление любой тугоплавкой оксидной легирующей добавки к вольфрамовым электродам улучшает стабильность дуги, но наиболее эффективными являются оксид церия или многолегированный вольфрам, содержащий оксид оксида церия. Добавки всех типов уменьшают эрозию электрода при некоторых обстоятельствах, но ни одна из присадок не превосходит другие при всех условиях сварки.
 www.huntingdonfusion.com
www.huntingdonfusion.com2. Castner H R Новые разработки электродов для газо-вольфрамовой дуговой сварки, Институт сварки Эдисона
3. Мацуда и др. Исследование газо-вольфрамового дугового электрода Trans Japan WRI V15 № 1 1986 V15 № 2 1986
4. П. Ли и др., «Сварочные характеристики нескольких новых электродов из редкоземельного вольфрама», Форум по материаловедению, Vol. 898, стр. 1117-1122, 2017
5. Huntingdon Fusion Techniques Ltd Испытания ручной сварки с вольфрамом MultiStrike® на алюминиевых площадках Испытания май 1999 г.
6.Winson & Turk Сравнительное исследование электродов из торированного, циркониевого и чистого вольфрама Welding Journal Res Supp March 1957
7. Управление по охране труда и технике безопасности HSE 564/6 (Rev) Хранение и использование торированных вольфрамовых электродов
8. Руководство по охране здоровья и безопасности: Инструктивная записка EH53 Средства защиты органов дыхания для использования против радиоактивности в воздухе
9.