Инструкция сварщика | Домашний мастер
Инструкция по охране труда для сварщиков содержит правила, обязательные для исполнения при производстве сварочных работ, в соответствии с имеющейся квалификацией согласно требований безопасности, изложенными в «Типовой инструкции по охране труда сварщиков».
Сварщик обязан выполнять данную инструкцию,напоминать, при необходимости, о её соблюдении другим работникам, владеть приёмами оказания экстренной помощи пострадавшим во время выполнения работ по свариванию, к выполнению заданий не по специальности приступать только после целевого инструктажа.
Проводить сварочные работы могут граждане старше 18 лет, не имеющие медицинских противопоказаний, которые прошли специальную подготовку и имеют допуск (удостоверение) к сварочным работам.
Общие положения инструкции связаны с подготовкой сотрудника в плане осведомленности о технике безопасности на рабочем месте:
— не реже 1 раза в год сварщик обязан пройти обязательный медосмотр и проверку знаний по вопросам безопасности труда, в соответствии с программой данного предприятия:
— пройти обязательное вводное инструктирование при приеме на работу, а также и первичный инструктаж (не менее обязательный) по охране труда;
— выполнять требования внутреннего трудового распорядка во время выполнения работ, а также придерживаться правил личной гигиены и ношения спецодежды;
— избегать нарушения технологических норм при проведении работ;
— владеть приемами оказания первой помощи пострадавшему (доврачебной).
Инструкция сварщика регламентирует действия работника на разных этапах выполнения работ по свариванию: перед началом работы, во время работы, по окончании выполнения работ, а также в аварийных ситуациях.
1. Перед началом работы он обязан:
— одеть спецодежду;
— получив задание, подготовить средства индивидуальной (персональной) защиты;
— проверить рабочее место;
— подготовить инструмент и оборудование для выполнения работ;— если работы будут производиться в закрытом помещении, проверить вентиляцию в зоне работы;
— при нарушении требований безопасности, не приступать к выполнению работ;
— если обнаруженные неисправности невозможно устранить своими силами до начала работ, следует сообщить о них ответственному лицу.
2. Во время проведения сварочных работ сварщик обязан:
— соблюдать требования безопасности, которые оговаривает инструкция сварщика;
— убедиться перед сваркой в том, что свариваемые детали очищены и надежно закреплены;
— очистить, промыть и осушить до начала сварочных работ емкости, которые использовались ранее для хранения горючих материалов;
— установить светонепроницаемый, несгораемый щит, в случае работы в одном месте нескольких сварщиков;
— избегать одновременной работа газосварщика и электросварщика внутри закрытой емкости;
— отключать от напряжения сварочный аппарат во время перерывов в работе.
3. По окончании работы сварщик обязан:
— отключить аппарат для сваривания;
— привести в порядок рабочее место;
— собрать инструмент и технологическое оборудование, убрав их в предназначенные для хранения места;
— проверить нет ли очагов возгорания, при их наличии залить водой;
— уведомить бригадира или руководителя работ о нарушениях требований безопасности, которые имели место во время сварочных работ.
4. В аварийных ситуациях инструкция сварщика обязывает последнего к таким действиям:
— сообщить в пожарную охрану, руководителю работ и приступить к тушению;
— прекратить работу, если обнаружены неисправности оборудования, и сообщить об этом ответственному лицу;
— при возникновении загазованности помещений приостановить работы и проветрить помещение;
— с началом дождя или снегопада работы под открытым небом прекратить;
— ощутив боль в глазах, прекратить работу, сообщить об этом ответственному лицу и обратиться за медицинской помощью.
Инструкция сварщика – документ, придерживаться которого обязан каждый работник фирмы «Домашний мастер в Краснодаре», потому будьте уверены, что работы, проводимые у вас дома, будут выполнены в соответствии с нею. Обращайтесь, если вам необходимы безопасные и надежные услуги по свариванию, например, системы отопления!
Обращайтесь, если вам необходимы безопасные и надежные услуги по свариванию, например, системы отопления!
должностная инструкция сварщика: ручной техники, рабочая
Электросварку применяют в качестве средства создания неразъемных соединений во многих отраслях промышленности. Должностная инструкция сварщика разрабатывается индивидуально для каждого предприятия, исходя из особенностей технологического процесса, в соответствии с действующими нормам законодательства и правилами по охране труда.
Качества и навыки
Профессию сварщика считают очень тяжелой. Несмотря на то, что государство обеспечивает равные права для обоих полов, женщины крайне редко занимаются сварочными работами, поскольку она связана с высокими физическими нагрузками и большим количеством вредных факторов.
Перед приемом на работу, будь то ЖКХ или предприятие отрасли тяжелой промышленности, соискатель должен пройти медицинский осмотр, по результатам которого будет определено его соответствие вакантной должности. Современные требования к физическому состоянию достаточно велики – даже незначительные нарушения здоровья могут послужить причиной отказа.
Сварщик должен обладать следующими качествами:
- упорство и трудолюбие,
- стабильное физическое и психологическое состояние,
- отсутствие боязни высоты,
- высокий уровень зрительного восприятия,
- способность находится в неудобном положении длительное время,
- аккуратность и требовательность к себе.
Вышеперечисленные качества очень важны, ведь рабочие условия не отличаются комфортом: сварку выполняют в любое время года и различной высоте без возможности удобного расположения.
Инструмент и принадлежности специалиста
Перечень рабочего оборудования зависит от режима сварки. Например, при выполнении аргонодуговых работ, необходимо использование баллона с техническим газом, включая запорный вентиль с конусной резьбой и манометр для регулировки давления.
Помимо аргонщиков, с техническим газом связаны газоэлектросварщики и специалисты, выполняющие работы в полуавтоматическом режиме. Первые используют газ для нагрева поверхности до заданной температуры, а вторые – для защиты горячего шва от взаимодействия с окружающей средой.
Однако самый распространенный вид соединения – ручная дуговая сварка. Для выполнения работ понадобятся следующие принадлежности:
- Сварочный аппарат. Раньше использовались только агрегаты трансформаторного типа. Они были вытеснены выпрямителями и инверторами, которые отличаются лучшими техническими характеристиками.
- Держатель электрода. Главным параметром приспособления является максимальный сварочный ток. Для домашних работ этот показатель не превысит 200-250 А.
- Комплект кабелей. Для подключения аппарата к питающей сети и передачи электрического разряда от источника тока к электроду. К последнему предъявляются особые требования, ввиду высоких нагрузок в процессе эксплуатации. Как правило, это медный кабель с двойной изоляцией и площадью сечения, не менее 25 мм2.
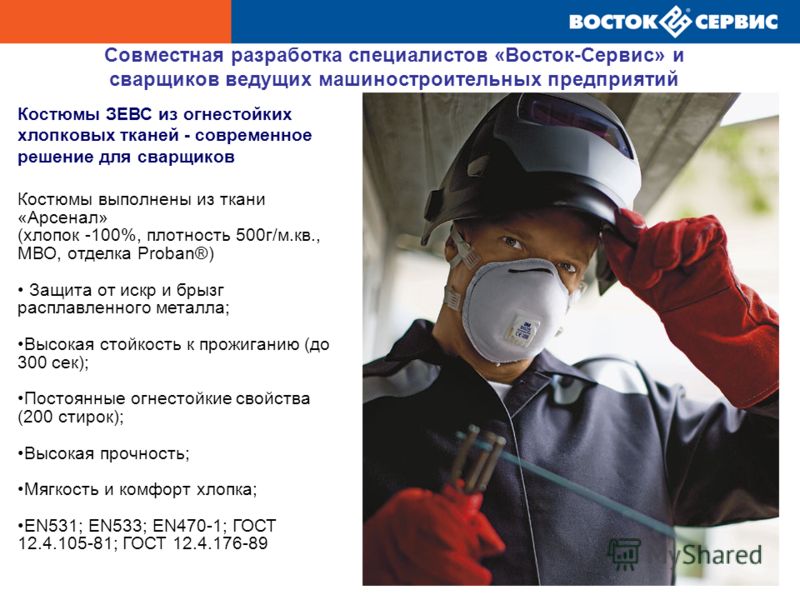
- Маска. Защищает зрение работника. В простых моделях эту функцию выполняет обычное затемненное стекло. Для профессиональных работ используют маску типа «хамелеон» с защитными светофильтрами, работающими от аккумуляторов.
- Спецодежда. Рабочая одежда сварщика должна быть устойчивой к перепадам температур, чтобы брызги расплавленного металла не могли попасть на кожу. Это же относится к обуви и защитным перчаткам или рукавицам.
- Инструмент для финишной обработки шва: щетки по металлу, молоток и зубило.
Сложности произведения работ
Специфика выполнения сварки зависит от свойств базового металла и пространственного расположения шва. Материалы обладают различной теплопроводностью, что накладывает свой отпечаток на процесс их соединения. Нарушения технологии могут привести к следующим дефектам:
- трещины,
- сколы,
- наплывы,
- полости,
- прожоги,
- подрезы.


При работе с несущими металлоконструкциями ответственных строительных объектов, вышеперечисленные недостатки являются причиной для механического удаления шва и требований к проведению повторного соединения. Некоторые дефекты идентифицируют путем визуального осмотра застывшего металла, для других применяют методы неразрушающего контроля, которые исследуют внутреннюю структуру сварочной области.
В обязанности сварщика входит процесс изучения структуры шва по окончанию работ и устранение всех выявленных недостатков.
Мероприятия против пожаров
Побочный продукт сварочного процесса – брызги расплавленного металла, может быть причиной возгорания. Согласно требованиям норм пожарной безопасности, на производственной площадке должны находиться средства пожаротушения:
- огнетушитель,
- ведра,
- лопаты,
- песок.
Высокую опасность представляют технические газы. Ацетилен, пропан, водород требуют особого внимания.
Ацетилен может загореться от малейшей искры, поэтому генераторы для синтеза этого газа размещают на значительном удалении от места проведения работ. Утечки пропана также могут стать причиной пожара. Водород при контакте с кислородом образует гремучую смесь, поскольку процесс образования воды сопровождается выделением большого количества энергии, что представляет большую опасность на открытом воздухе.
Самым безопасным методом соединения считают сварку полуавтоматом. Зону расплава защищает инертный газ, а образование шва сопровождается минимальным количеством брызг расплавленного металла.
Должностная инструкция
Каждое предприятие, в штат которого входят сварщики, обязано разработать специальную инструкцию, регламентирующую прием на работу и деятельность сотрудников во время проведения работ. Основным документом, которым необходимо руководствоваться при разработке инструкций, является профстандарт, утвержденный Министерством труда и социальной защиты. Рассмотрим основные требования, предъявляемые к рассматриваемой профессии.
Рассмотрим основные требования, предъявляемые к рассматриваемой профессии.
Знания
- Конструктивные особенности различного сварочного оборудования, а также методы обслуживания основных видов аппаратов и правила их безопасной эксплуатации.
- Физические и химические свойства основных металлов и сплавов, которые используют в промышленности. Это необходимо для выбора оптимальных параметров сварочного агрегата для получения качественного шва.
- Методы подготовки деталей к соединению, включая снятие кромки.
- Иметь представление о коррозионных процессах и факторах, влияющих на его развитие.
- Виды сварочных соединений и область их применения.
- Температурные режимы соединения для основных металлов и сплавов на их основе.
- Методы проверки качества готового соединения.
- Способы финишной очистки шва.
Обязанности
Круг функциональных обязанностей рабочего ограничен должностной инструкцией, при условии ее соответствия требованиям действующего законодательства.
Перечень должностных обязанностей сварщика зависти от уровня подготовки. Основными обязанностями сварщика являются:
- Проведение подготовительных процедур перед сваркой. По окончанию работ сварщик обязан очистить шов от шлака и выполнить финишную обработку.
- Проверять исправность вверенного оборудования и поддерживать его работоспособность.
- Все работы выполняются в соответствии с проектной и технической документацией. Сварщик несет персональную ответственность за качество и надежность выполненного соединения.
- При выявлении дефектов необходимо принять меры к их незамедлительному устранению.
- Проходить периодическую проверку знаний по охране труда и пожарной безопасности. Как правило, интервал между проверками составляет один год.
- Проходить медицинский осмотр в установленные законом сроки.
- Соблюдать правила внутреннего распорядка, действующие на предприятии.
Права электросварщика ручной сварки
Помимо обязанностей, сварщик имеет права, перечень которых устанавливается инструкцией:
- Главное право – возможность отказаться от выполнения работ в условиях, которые не соответствуют требованиям нормативным документам по охране труда.
- Не приступать к работам при выявлении неисправностей сварочного оборудования.
- Требовать от уполномоченных лиц предприятия содействия в выполнении непосредственных обязанностей.
- Своевременное получение специальной одежды и средств индивидуальной защиты.
- Изучать документацию, которая имеет отношение к выполнению обязанностей.
- Предлагать способы совершенствования производственного процесса.
- Повышать квалификационный уровень.
Ответственность
В отдельных случаях сварщик может быть привлечен к дисциплинарной, административной или уголовной ответственности, в зависимости от вида нарушения:
- Ненадлежащее исполнение своих обязанностей или выполнение их не в полном объеме.
- Нарушения правил внутреннего трудового распорядка, техники безопасности или требований охраны труда предприятия.
- Совершение деяний, предусмотренных административным, гражданским или уголовным кодексом, действующих на территории Российской Федерации.
- Причинение умышленного ущерба вверенному оборудованию.
- Разглашение конфиденциальной информации предприятия.
Сварщик 3-го разряда ручной электросварки
С таким удостоверением бывший абитуриент покидает профессиональное техническое училище. Он имеет теоретические навыки работы с различными металлами и общие сведения о выполнении шва в горизонтальном или вертикальном положении по образцу. Различает виды покрытых электродов. Умеет выполнять наплавочные работы.
Дополнительная информация. Как правило, электросварщики 3-го разряда повышают квалификационный уровень в течение 3-4 месяцев.
4-го
Работник этой квалификации способен выполнять следующие работы:
- Дуговая, газовая и плазменная сварка со средним уровнем сложности,
- Резка с применением технического газа,
- Кислородная резка плавательных аппаратов, находящихся в естественных условиях,
- Умеет работать с чертежами,
- Знает принципы соединения чугунных деталей, а также методы их наплавки.
5-го
В должностной инструкции электрогазосварщика 5-го разряда указано, что работник способен выполнять соединение заготовок в любом положении. Данной квалификации достаточно для выполнения сварки трубопроводов, сосудов, работающих под давлением, а также несущих элементов металлоконструкций.
6-го
Самая высокая квалификация, позволяющая выполнять соединение самых сложных узлов в любом положении, независимо от материала их изготовления. Имеет допуск к ремонту балок грузоподъемных кранов, стрел экскаваторов, а также трубопроводов всех групп.
При работе с ответственными сварными соединениями пользуется индивидуальным клеймом, для возможности идентификации работника.
Заключение
Сварщик – тяжелая и опасная профессия. Людям, имеющим проблемы со здоровьем, не следует выбирать ее в качестве основной. Работа на производстве должна регламентироваться должностной инструкцией.
Слесарь-сантехник Бортник Андрей Михайлович. Опыт работы – 18 лет: «Я получил 6 разряд через 12 лет работы на производстве. С повышением квалификации растет круг обязанностей, который устанавливается должностной инструкцией. При выполнении особо сложных работ, оклад может увеличиваться до 50%, по сравнению с текущими ремонтами».[/stetxbox]
Загрузка…Инструкция по эксплуатации маски сварщика
ПЕРЕД ИСПОЛЬЗОВАНИЕМ СВАРОЧНОЙ МАСКИ ВНИМАТЕЛЬНО ОЗНАКОМЬТЕСЬ С ДАННОЙ ИНСТРУКЦИЕЙ.
ВНИМАНИЕ! Сварочная маска с автоматическим светофильтром защищает глаза и лицо от искр, брызг расплавленного металла и вредного излучения сварочной дуги при нормальных условиях сварки. Светофильтр автоматически переключается из светлого состояния в темное при зажигании дуги и возвращается в светлое состояние по окончании сварки. Сварочная маска с автоматическим светофильтром поставляется в полностью собранном состоянии. Перед использованием вам нужно отрегулировать маску в соответствии с вашими индивидуальными особенностями, выбрать и установить требуемую степень затемнения, чувствительность и время задержки светофильтра.
Светофильтр автоматически переключается из светлого состояния в темное при зажигании дуги и возвращается в светлое состояние по окончании сварки. Сварочная маска с автоматическим светофильтром поставляется в полностью собранном состоянии. Перед использованием вам нужно отрегулировать маску в соответствии с вашими индивидуальными особенностями, выбрать и установить требуемую степень затемнения, чувствительность и время задержки светофильтра.
- Данная маска не предназначена для газовой и лазерной сварки и резки.
- Никогда не кладите маску и светофильтр на горячую поверхность.
- Запрещается вскрывать картридж светофильтра.
- Данная сварочная маска не предназначена для защиты от серьезных ударов.
- Не используйте эту сварочную маску во время работы с взрывчатыми веществами или агрессивными жидкостями.
- Не вносите никаких изменений в светофильтр или маску, если иное не указано в данной инструкции. Используйте только запчасти, указанные в данной инструкции. В случае внесения неавторизованных изменений и использования неавторизованных запчастей вы подвергнете сварщика риску и лишитесь гарантии.
- Если светофильтр не темнеет после зажигания дуги, немедленно прекратите сварку и устраните возможные причины неисправности. Если самостоятельно не смогли устранить проблему, свяжитесь с техническим специалистом или с дилером.
- Не погружайте светофильтр в воду.
- Не используйте растворители при чистке светофильтра и других частей маски.
- Используйте маску только при температурах от -10ºC до +55ºC.
- Храните маску и светофильтр в сухом, прохладном и в темном месте, когда маска не используется в течение длительного времени. Температура хранения от -20ºC до +70ºC.
- Предохраняйте светофильтр от контакта с жидкостью и грязью.
- Регулярно очищайте поверхность светофильтра от пыли и грязи, не используйте сильные чистящие растворы. Для очистки оптических датчиков и солнечных элементов используйте чистую мягкую ткань без ворса.
- Регулярно меняйте внешнее защитное стекло при налипании брызг расплавленного металла на поверхность, при появлении раковин, трещин, царапин, неровностей и помутнения.
- Оголовье может вызвать аллергическую реакцию у чувствительных людей в местах непосредственного контакта регулировочных ремней с кожей.
- Для продления срока службы элемента питания, переключите светофильтр в режим шлифовки «Grind» после использования. Когда горит красный светодиод «Low Battery» на внутренней стороне светофильтра, замените литиевый элемент.
- Перед началом сварочных работ отрегулируйте маску под себя для достижения максимального комфорта и защиты, выберите и установите требуемую степень затемнения, уровень чувствительности и время задержки высветления светофильтра в зависимости от условий и способа сварки.
 Для очистки оптических датчиков и солнечных элементов используйте чистую мягкую ткань без ворса.
Для очистки оптических датчиков и солнечных элементов используйте чистую мягкую ткань без ворса.- Длину окружности оголовья можно увеличить или уменьшить, вращая ручку с нажатием на затылочной части оголовья. (см. «Y» на рис.1) Данная процедура выполняется при надетой сварочной маске и позволяет получить натяжение, необходимое для надёжной фиксации сварочной маски на голове.
- Если наголовник сидит на голове слишком высоко или слишком низко, отрегулируйте ремень, который проходит через макушку. Для этого ослабьте конец ремня, выдавив стопорный штифт из отверстия в ремне. Переместите две части ремня относительно друг друга на требуемую длину и вставьте стопорный штифт в ближайшее отверстие (см. «W» на рис.1).
- Проверьте подгонку наголовника, приподнимая и опуская сварочную маску в надетом положении. Если при этом ощущается свободный ход оголовья, произведите повторную регулировку, пока не добьётесь надёжной посадки.
- Ослабьте гайки-фиксаторы (см. «T» на рис.1) и двигайте маску к или от вашего лица. Убедитесь, что расстояния между обоими глазами и светофильтром одинаковые, чтобы избежать неравномерного затемнения светофильтра.
- После регулировки затяните гайки-фиксаторы.
 «T» на рис.1) и двигайте маску к или от вашего лица. Убедитесь, что расстояния между обоими глазами и светофильтром одинаковые, чтобы избежать неравномерного затемнения светофильтра.
«T» на рис.1) и двигайте маску к или от вашего лица. Убедитесь, что расстояния между обоими глазами и светофильтром одинаковые, чтобы избежать неравномерного затемнения светофильтра.
Регулировка угла обзора маски
Регулятор угла обзора расположен на правой стороне маски (см. рис.2). Ослабьте правую гайку-фиксатор, выдавите штифт рычага из отверстия стопорной шайбы, поверните рычаг на требуемый угол и вставьте штифт в ближайшее отверстие. Когда затянете гайку-фиксатор, рычаг автоматически зацепится со стопорной шайбой.
Регулировка степени затемнения
В таблице «Степени затемнения» выберите необходимый уровень затемнения в зависимости от способа сварки и величины сварочного тока. Установите регулятор затемнения, расположенный на внутренней стороне маски, в требуемое положение. Степени затемнения могут быть отрегулированы до сварки с помощью регулятора, расположенного на внутренней стороне самозатемняющегося картриджа.
Регулировка чувствительности (SENSITIVITY)
Чувствительность может быть «HI» (высокая) или «LO» (низкая). Плавная регулировка чувствительности светофильтра осуществляется с помощью ручки регулятора «SENSITIVITY», расположенной на внутренней стороне картриджа (см. рис. 3б). Средневысокая чувствительность рекомендуется для большинства областей применения. Максимальная чувствительность подходит для сварки с малой силой тока, TIG и других особых применений. При работе на солнце, в ярко освещенном помещении или рядом с другим сварщиком необходимо поставить ручку регулятора «SENSITIVITY» в положение «LO» (низкая) (см. рис. 3б). Чтобы получить оптимальный эффект, рекомендуется сначала установить высокую чувствительность, а затем постепенно уменьшать до такого уровня, когда светофильтр начнет реагировать только на сварочную дугу, а не окружающее освещение (солнце, яркое освещение в помещение, дуга другого сварщика и т. д.).
д.).
Регулировка времени задержки (DELAY)
Светофильтр автоматически возвращается в светлое состояние по окончании сварки. Регулирование времени задержки может исключить преждевременное открытие по окончании сварки, когда дуги уже нет, но раскаленный металл еще ярко светится, а также для предотвращения «мигания» светофильтра при кратковременных паузах. Задержка может быть короткой «S» (0,1 сек.) и длинной «L» (1,0 сек.). Плавная регулировка осуществляется с помощью ручки регулятора «DELAY», расположенной на внутренней стороне картриджа (см. рис. 3а). Короткая задержка подходит для точечной сварки, длинная задержка для сварки с большой силой тока. Длинная задержка также подходит для TIG сварки на малых токах, и TIG/MIG/MAG сварки в импульсном режиме.
Выбор режима работы
Режим сварки «Weld» используется для большинства сварочных работ. В данном режиме светофильтр автоматически затемняется при обнаружении сварочной дуги оптическими датчиками. В этом режиме регулируется степень затемнения, время задержки и чувствительность. Перед сваркой проверьте регулировку чувствительности и убедитесь, что вы уже вышли из режима шлифовки. Режим шлифовки «Grind» используется при обработке металла абразивными кругами, шлифовании (см. рис. 3б). В данном режиме светофильтр выключается. Степень затемнения зафиксирована на 3,5 DIN, что дает чистую видимость при работе с УШМ.
Питание- Когда горит красный светодиод “LOW BATTERY” на внутренней стороне светофильтра, замените элемент питания.
- Откройте крышку батарей с помощью монеты. (см. рис. 4а и 4б).
- Замените элемент и закройте крышку батарей. (см. рис. 4в).
Для замены используйте новый литиевый элемент типа CR2450. Проверьте дату выпуска и дату, до которого следует использовать данный элемент питания. Обратите внимание, что если на элементе стоит только одна дата, то это окончательная дата использования элемента, а не дата изготовления.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Замена защитных стекол светофильтра. Замена защитных стекол светофильтра выполняется при их повреждении (царапины, трещины, сколы, загрязнения, помутнение). Продвиньте защёлки к середине картриджа (см. рис.5), поднимите картридж и извлеките защитное стекло с резиновой рамкой. Снимите рамку и наденьте на новое стекло, установите стекло обратно на место. Защёлкните картридж в обратном порядке. Замените внутреннее защитное стекло, если оно повреждено (царапины, трещины, сколы, загрязнения, помутнение). Снимите поврежденное стекло концом пальца с помощью ниши, расположенной в нижнем краю смотрового окна. Зафиксируйте новое защитное стекло в обратном порядке.
Замена картриджа / фильтрующего элемента. Снимите ручку регулятора затемнения, отверните гайку и снимите потенциометр. Продвиньте защёлки к середине картриджа и снимите его (рис.5 и 6). Возьмите новый картридж и вставьте в обратном порядке. Защёлкните картридж и убедитесь, что его передний край надёжно удерживается фиксирующими выступами, как показано на рис.6. Вставьте ось потенциометра в отверстие изнутри маски, снаружи на ось наденьте шайбу со шкалой и затяните гайку. Насадите ручку регулятора затемнения на ось.
Чистка. Протирайте маску мягкой тканью. Регулярно очищайте рабочие поверхности картриджа. Применение концентрированных моющих растворов не допускается. Датчики и солнечные батареи протирайте чистой мягкой тканью без ворса, смоченной этиловым спиртом. После чего производите протирку насухо мягкой тканью без ворса.
Возможные неисправности и методы их устранения
Неравномерное затемнение. Разное расстояние от глаз до фильтра из-за неправильной регулировки крепления. (Отрегулируйте крепление так, чтобы выровнять расстояние от глаз до светофильтра).
Светофильтр не работает или мерцает:
1. Внешнее защитное стекло загрязнено или повреждено. (Замените внешнее защитное стекло).
Внешнее защитное стекло загрязнено или повреждено. (Замените внешнее защитное стекло).
2. Оптические датчики загрязнены или заблокированы. (Очистите поверхность датчиков, выйдите из режима шлифовки «Grind»).
3. Слишком низкий ток сварки. (Установите высокую чувствительность светофильтра).
4. Проверьте элемент питания, убедитесь, что он в хорошем состоянии и вставлен правильно, также проверьте контактные поверхности и при необходимости прочистите их.
Медленный отклик. Слишком низкая рабочая температура. (Не используйте сварочную маску при температуре окружающей среды ниже -10°С).
Плохой обзор. 1. Загрязнение защитных стекол или поверхности светофильтра. (Замените защитные стекла или очистите фильтр от грязи.) 2. Недостаточное освещение. 3. Неверная установка степени затемнения. (Отрегулируйте степень затемнения.) 4. Не удалена пленка с защитных стекол.
Маска плохо держится на голове. Неправильная регулировка наголовника (Отрегулируйте наголовник).
ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ СВАРЩИКА ПЛАСТМАСС 3-ГО РАЗРЯДА I. Общие положения
II. Должностные обязанности
III. Права Сварщик пластмасс 3-го разряда имеет право:
IV. Ответственность Сварщик пластмасс 3-го разряда несет ответственность за:
|



ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ СВАРЩИКА НА МАШИНАХ КОНТАКТНОЙ (ПРЕССОВОЙ) СВАРКИ 5-ГО РАЗРЯДА I. Общие положения
II. Должностные обязанности
III. Права Сварщик имеет право:
IV. Ответственность Сварщик несет ответственность за:
|

| Должность: Нагревальщик (сварщик) металла 3-го разряда |
| Подразделение:……………………………………………………………………………… |
1. Общие положения:Подчиненность:
(указания этих работников вы выполняются только в том случае, если они не противоречат указаниям непосредственного руководителя). Замещение: Прием и освобождение от должности:
|
2. Требования к квалификации: Требования к квалификации:
|
3. Должностные обязанности:
|
4. Взаимодействие:Коммуникации внутренние |
5. Права
|
6. Ответственность
|
7. Показатели оценки Показатели оценки (непосредственный руководитель оценивает работу на основе следующих показателей):
………………………………………………………………………………………………. ………………………………………………………………………………………………. |
| 8. Программа повышения квалификации (для успешного выполнения обязанностей на вашей должности необходимо регулярное повышение квалификации):
………………………………………………………………………………………………. |
| 9. Перспективы служебного роста: ………………………………………………………………………………………………………. (для сотрудника, успешно работающего в данной должности): |
| Настоящая должностная инструкция разработана в соответствии с ………………………………………………………………………………………………………… ………………………………………………………………………………………………………… Руководитель структурного _______________ ________________________
00. Начальник юридического отдела: _______________ ________________________
00.00.00г. _______________ ________________________
00.00.00г. |
 ……………………….
……………………….
 00.00г.
00.00г. | Сварочный аппарат MIG-Stick, 160 А | Руководство, Сервисный бюллетень | ||
| Модель C-5, Модель C5BT, Модель CB, Модель 310, Модель 301, Модель IG-751, Модель I, Модель 5KGW, Преобразователь переменного тока в постоянный, модель A, модель F-100, модель переменного тока, модель F-200 | Брошюра | ||
| Серия 3-фазных кремниевых выпрямителей постоянного тока (3-500 А постоянного тока Hi Pro Welder) | Ручная | ||
| Сварочный аппарат Model 435 AC-DC G — Western Arctronics | Ручная | ||
| Переносной сварочный агрегат мощностью 5 кгВт | Спецификация | ||
| 75468 | Воздушный бак на 5 галлонов | Ручная | |
| Воздушные компрессоры модели ACV 12E-32A и -42A | Ручная | ||
| Сварочный аппарат модели BGW 200 | Ручная | ||
| Модель C-5BT | Флаер, Спецификация | ||
| Модель C6BT, Модель CBBT-70 Сварочный аппарат-зарядное устройство | Ручная | ||
| Модель CB 250, Модель C-5 | Брошюра | ||
| Модель PTO-15F, Модель PTO-20F | Ручная | ||
| Обжимные клещи для гидравлических шлангов серии D165-D160 | Ручная | ||
| D-1006E — D1062E Генератор с приводом от двигателя Двигатели с воздушным охлаждением, штат Висконсин, модель THD, модель TJD | Ручная | ||
| Turbo MIG 80 и 130 газ / без газа (DP130) | Ручная | ||
| Модель F-105 | Ручная | ||
| Сварочные аппараты переменного тока — модели серии F, модели серии C, C6BT, CBBT, C5, модели выпрямителя 301-303 | Ручная | ||
| 141-0, 140-0 | F-125, F-100, WA-100 | Ручная | |
| Модель F-225, Модель FS 225Vw, Модель F225B, Модель F225E, модель S-225vW, модель FS-295 | Ручная | ||
| Модель F230 | Брошюра | ||
| Модель F240 | Спецификация | ||
| Модель F260 AC BT AC / DC и FT225 | Ручная | ||
| Модель F-275 | Ручная | ||
| Генератор FG 2000 | Ручная | ||
| Модель FIG 753 (ArcTron) | Руководство, Сервисный бюллетень | ||
| Модель FS 235 AC / DC | Ручная | ||
| Модель FS-250 AC / DC | Ручная | ||
| Сварочный аппарат для универсального применения, модель FS 295Vw | Ручная | ||
| Heat-a-matic | Ручная | ||
| Трехфазные кремниевые выпрямители постоянного тока серии | Ручная | ||
| Сварочный аппарат постоянного тока и электростанция переменного тока модели F-85 | Ручная | ||
| 302-E | Многодуговая 160 | Ручная | |
| Модель F-225, Модель FT-230, Модель F-240, Модель F-275 | Ручная | ||
| Модель F200P-35M, Модель F200P-35E | Ручная | ||
| 600, 601-0, 605-0, 606-0 | Модель 12EPBPTOC-3, Модель PTO-15-1, Модель PTO-15-3, Модель PTO-20-1, PTO-20-3, Модель PTO | Ручная | |
| 298 | Рукоять 100 ST / TIG (2016) | Ручная | |
| 306 | 130 FI MIG FluxCore | Ручная | |
| 308 | 180 FI MIG FluxCore | Ручная | |
| 314, 313 | 235FI переменного тока, 235 FI переменного / постоянного тока | Ручная | |
| 317 | Плазменный резак 115FI | Ручная | |
| 55652 | Сварочная маска с автозатемнением | Ручная | |
| 55699 | Серия AHV-100 | Ручная | |
| 55777 | FS-2C3 Сварочный фильтр с автозатемнением | Ручная | |
| Спитфайр SI225 | Ручная | ||
| Модель-2400 | Ручная | ||
| Зарядное устройство True-rate 550, 660, 880 | Ручная | ||
| 200, 201, 251 Сварочный аппарат МИГ | Ручная | ||
| Серия VS Forn-A-Matic | Ручная | ||
| 691-E, 692-E | Weldanator 200 AMP Сварочный аппарат постоянного тока и электростанция переменного тока | Ручная | |
Модель 196. 205080 Сварочный аппарат MIG с механизмом подачи проволоки 205080 Сварочный аппарат MIG с механизмом подачи проволоки | Ручная | ||
| 180 МИГ Модель 196.205040 Craftsman Wire Feed MIG Welder | Ручная | ||
| 20569 (402) | Сварочный аппарат для газовой / негазовой сварки MIG Amp | Модель 196.205690 Craftsman Wire Feed MIG Welder | Руководство, Пересмотренное руководство |
| 20568 (401) | Сварочный аппарат 95 MIG Amp Flux Core only Модель 196.205680 Сварочный аппарат MIG с механизмом подачи проволоки | Ручная | |
| Western Arctronics серии 165 | Технический паспорт, список деталей, список деталей -2 | ||
| Комплект Western Arctronics 970 | Ручная | ||
| Аппарат для ручной точечной сварки Western Arctronics серии 165 Серийные номера 2000 года и выше (все модели, кроме 130) | Ручная | ||
| Western Arctronics серии FA-178 Сварочный аппарат для точечной сварки, модель 140-50 кВА | Схема | ||
| Аппарат для автоматической точечной сварки Western Arctronics серии 165 | Ручная | ||
| Полуавтоматический аппарат для точечной сварки Western Arctronics, серия 165 | Ручная | ||
| Western Arctronics Модель WS230 VW | Список запчастей |
Руководство по плазменной резке, кислородно-ацетиленовой, дуговой, MIG- и TIG-сварке Ричарда Финча
«Справочник сварщика» — хорошее вводное пособие по основам сварки.Да, в нем нет бесконечного количества подробностей о большинстве сварочных процессов. И да, чтобы на самом деле сварить, вам нужно будет на самом деле сварить. Но сначала чтение этой книги, а затем получение базовых инструкций от кого-то, кто знает, как выполнять интересующий вас тип сварки, очень эффективно поможет вам начать работу.
Автор Ричард Финч, который занимается сваркой на протяжении десятилетий, систематизирует книгу по всем основным темам.
«Справочник сварщика» — хорошее вводное пособие по основам сварки.Да, в нем нет бесконечного количества подробностей о большинстве сварочных процессов. И да, чтобы на самом деле сварить, вам нужно будет на самом деле сварить. Но сначала чтение этой книги, а затем получение базовых инструкций от кого-то, кто знает, как выполнять интересующий вас тип сварки, очень эффективно поможет вам начать работу.Автор Ричард Финч, десятилетиями занимающийся сваркой, выстраивает книгу по всем основным темам. Он охватывает оборудование, основы безопасности и основы работы с металлом, а также очистку и установку.Он подробно обсуждает кислородно-ацетиленовую сварку (и резку), используя кислородную сварку, чтобы рассказать об основах создания сварочной ванны, нагрева металла и т. Д. Последующие главы посвящены дуговой сварке, сварке MIG, сварке TIG, плазменной резке и специальным процессам. В каждой главе Финч описывает методы сварки различных металлов. Затем он предлагает несколько проектов и дополнительные ссылки для дальнейшего чтения. Вот и все. Ничего особенного, и не много лишних слов.
Заплатил бы я 150 долларов за это — стоимость гораздо более объемного «Сварочные процессы и приложения», часто используемого в качестве учебника? Нет. Но я с радостью заплатил бы за это 10 или 15 долларов, и я заплатил. И с минимальным обучением и практикой я могу сваривать — случайно, а не профессионально. Если бы я больше практиковался, я стал бы лучше сваривать, и эта книга помогла мне уверенно начать работу. Обычно это все, что нужно домашнему мастеру.
Pipefitter.com> Руководства по монтажу трубопроводов> Карманное руководство для монтажников и сварщиков Audel
Наша политика возврата
Если вам нужно вернуть товар, напишите нам по адресу info @ pipefitter.com или позвоните нам по телефону 910-592-1310 в течение 30 дней с момента получения для получения инструкций. Вы получите дальнейшие инструкции с номером разрешения на возврат. Номер разрешения на возврат ДОЛЖЕН быть на упаковке. Любой возврат, запрошенный через 30 дней, получит 20% комиссию за пополнение запасов.
Транспортные расходы при возврате / обмене оплачиваются покупателем. Pipefitter.com не несет ответственности за недостающие поставки.
Все возвраты должны быть в пригодном для перепродажи состоянии и содержать все исходное содержимое.
Товар, который был использован или имеет какие-либо признаки злоупотребления, не может быть возвращен для возврата или обмена. Возможно, на вас распространяется гарантия, и для решения проблемы необходимо обратиться к производителю. Мы оплатим транспортные расходы при возврате дефектных товаров или в случае, если мы допустили ошибку в вашем первоначальном заказе. Любые посылки, которые возвращаются нам по причине «Неполный адрес», «Недостаточный адрес» или «Адрес — неизвестен», будут храниться на нашем объекте. Покупатель будет нести ответственность за вторую стоимость доставки в полной сумме или, если потребуется, возмещение только за продукты.
Кредиты на возвращенные товары
Кредиты будут оцениваться для каждого возвращенного товара индивидуально. Мы вернем только стоимость товара. Как только товар будет получен, с вами свяжутся, чтобы мы могли обработать ваш возврат.
Причины возврата
Обмен или кредит
Все возвраты будут проверены при получении. После подтверждения получения вам будет либо начислено денежное выражение, либо денежное выражение будет переведено на обмен.Вам будет либо начислен кредит, либо списана оставшаяся часть нового заказа.
Если вы получили товар в подарок, при необходимости вам нужно будет указать свой собственный способ оплаты.
Функциональные или визуальные дефекты
Мы проверяем все товары перед отправкой. В случае, если ваш товар неисправен, с ним можно справиться одним из следующих способов:
О визуальных дефектах «из коробки» необходимо сообщить в течение 30 дней с момента получения.
О функциональных дефектах необходимо сообщать производителю.Вот список информации о производителе.
Возврат
После утверждения квитанции с вами свяжутся, чтобы узнать исходный способ оплаты вашего заказа. Приемлемые возмещения будут зачислены на этот метод оплаты. Если этот способ оплаты отклонится, вы получите уведомление о ситуации, и вам потребуется указать другой способ оплаты.
Ресурсы для оборудования | Аренда аппарата для дуговой сварки Red-D-
Пожалуйста, начните с ввода номера вашей модели в поле поиска и выберите из списка подходящих опций или просто выберите продукт из полного списка ниже.Для получения дополнительной информации относительно руководств по эксплуатации оборудования, руководств по запчастям или безопасности, пожалуйста, свяжитесь с вашим местным представительством Red-D-Arc или свяжитесь с Бобом Дежарденом по электронной почте [email protected].
Искать товары:
Подходящих товаров не найдено
- * Aero 40
- * SubArc AC / DC 1250 Digital
- * SubArc DC 1250 Digital
- Комплект поворотных роликов 10 тонн RDA CR10 NA
- Устройство подачи проволоки 12VS Extreme-Duty
- Комплект 20-тонных роликов RDA CR20 NA
- Комплект поворотных роликов 200 тонн TDSA-200
- Вальцы 250, 300, 400 тонн
- Набор поворотных роликов 30 тонн RDA CR30 NA
- 375HH
- 4 Cu Ft Contractor Media Blast Machine
- Набор 5 тонн поворотных роликов RDA CR5 NA
- 5-ламповый взрывозащищенный светодиодный струнный светильник 120В / 12В
- 5-ламповый водонепроницаемый светодиодный струнный светильник 120В
- 6-футовая струйная машина для подрядчиков
- Aero C100, пневматический
- Дополнительный охладитель 400P / E
- Летчик Дизельный воздушный компрессор PDS185S
- Arcon Studhorse 1000DM
- Аппарат для кольцевой сварки (AGW-I, AGW-II)
- Аппарат для вертикальной сварки вверх (VUP)
- Axxair Fusion Закрытые орбитальные сварочные головки
- Axxair Орбитальные пилы
- Axxair Орбитальный инверторный источник питания для сварки
- Big Blue Air Pak CC / CV DC 5.Дизельный сварочный аппарат мощностью 5 кВт
- Brick 9610C
- Цилиндровый сепаратор CC20
- CLEARBLAST 150 Wet Media Blaster
- Cold Jet PLT60 Струйно-струйный очиститель сухим льдом
- ColdJet Cold Aero 40 HP Dry Ice Blaster 90Jet Ice Blaster
- ColdJet Ice Blaster
- ColdJet Aero 40FP Устройство для струйной обработки сухим льдом 80 л.с.
- Устройство для струйной обработки сухим льдом ColdJet Aero 80FP
- Компактная система облицовки (CCS)
- D300K Сварочный аппарат для дизельного двигателя 3 + 3
- D300K 3 + 3SE Сварочный аппарат для дизельного двигателя
- D325K 3 + 12 Сварочный аппарат для дизельного двигателя
- D500K 5 + 3
- D502K 5 + 20 Сварочный аппарат для дизельного двигателя
- D502K 5 + 4 Сварочный аппарат для дизельного двигателя
- D503K 5 + 3HO Сварочный аппарат для дизельного двигателя
- D550K HO Сварочный аппарат для дизельного двигателя
- DC1000 Многопроцессорный сварочный аппарат постоянного тока 9057 Сварочный аппарат
- DC400 Универсальный сварочный аппарат
- DC400 Multioperator Paks
- DC400 Сварочный аппарат под флюсом
- Универсальный сварочный аппарат DC600
- Аппарат для дуговой сварки под флюсом DC600
- Дизельный воздушный компрессор Doosan HP450
- Панель распределения питания DP225
- Панель распределения питания DP25
- Панель распределения питания DP50DST в стиле Dolly-Style
- Панель распределения питания DP75
- X Dual Maverick 20057 Сварщик дизельного двигателя DX350
- Сварщик дизельного двигателя DX450
- E.Гильотинная трубная пила H. Wachs
- E.H. Серия Wachs HDSF — разъемная рама для тяжелых условий эксплуатации
- E.H. Серия Wachs LCSF — Разъемная рама с малым зазором
- E.H. Серия Wachs SDB — Станки для снятия фаски малого диаметра
- E300
- E300 3 + 2
- E300 3 + 2 многооператорные пакеты
- Многооператорные пакеты E300
- E500 Multioperator Paks
- E500 Stick Welder
- ES275
- ES275i Stick Welder
- EX300
- EX300 Multi-Operator Paks
- EX350i Advanced Process
- EX350i Multi-Operator Paks
- EX360 Multi-Operator Welder Paks
- Взрывозащищенный светильник Express 120572 9057 LED 9057 Переносная осветительная мачта Express Combo Trailer
- EXtreme 360 MAP
- EXtreme 360 MAP Алюминиевый сварочный аппарат MIG
- Многофункциональный сварочный аппарат EXtreme360
- Farrow 150
- Farrow 185 Мобильная уборочная установка
- Farrow F250MAX
- Farrow F72 FUB
- Farrow F72
- Пакеты мультиоператора FX360XL
- FX360XL с CrossLinc
- FX450 Многопроцессорный Сварочный аппарат
- Многооператорные пакеты FX450
- Многопроцессорный сварочный аппарат FX500XL
- Многопроцессорный сварочный аппарат FX650
- FX650XL с CrossLinc
- FX650XL с CrossLinc Многооператорные пакеты1
- G-8502 9057 Сварочный аппарат G-850 2 9057 4
- GX271
- GX271 LPG
- GX300
- GX330XL
- Ленточные фрезерные станки H&M
- H&M Седловые фаски для труб
- Сварочный позиционер HD-400 H&M
- Сварочный позиционер HD-400
- Сварочный позиционер HD-400 Дизельный генератор
- Дизельный генератор HIPOWER HRJW 175 T6
- Дизельный генератор HIPOWER HRJW 205 T6
- HIPOWER HRJW 310 T6 Дизель-генератор 300 кВА
- HIPOWER HRJW 75 T6 75 кВА Дизель-генератор HRJW
- HIP72 Дизель-генератор 9057 T6 Генератор сжиженного газа HIPOWER HRNG 165 T6
- Генератор сжиженного газа HIPOWER HRNG 230 T6
- Плазменный резак Hypertherm MAXPRO200
- H Плазменный резак ypertherm Powermax 105
- Плазменный резак Hypertherm Powermax 1650
- Плазменный резак Hypertherm Python 125
- Hypertherm Python 85
- Hypertherm Viper 30 Воздушно-плазменный резак Plasma Cutter Hypertherm Viper 30 Плазменный резак Hypertherm 905 Плазменный резак Viper 65
- i³ MicroClean Dry Ice Blaster
- Одеяла с индукционным нагревом
- Грейферы с индукционным нагревом
- Внутренние индукционные заглушки
- Invincible 682 Система рекуперации флюса
- K4000 Ручная угольно-дуговая горелка с дизельным двигателем Mobil Air Compress
- Leadlock & # 9415; Защитный кожух кабельного соединения
- LF72, LF74 Промышленные устройства подачи проволоки
- Легкий автоматический аппарат для кольцевой сварки (AGW-LW)
- Lincoln AC1200 Устройство для дуговой сварки под флюсом
- Устройство подачи проволоки Lincoln Activ8
- Lincoln DC1500 Аппарат для дуговой сварки под флюсом Источник
- Lincoln Electric AC1200 Multiprocess SubArc Welder
- Lincoln Idealarc DC1500 Multi-Process
- Lincoln Invertec STT II
- Lincoln Orbital MIG Welding System
- Lincoln Orbital Welding TIG Welding System
- Lincoln Orbital Welding TIG Welding System 9057 Lincoln Orbital Welding TIG Welding System 9057 9057 Сварочный аппарат
- Lincoln Power MIG 255C Сварочный аппарат с механизмом подачи проволоки
- Lincoln Power MIG 350MP Push-Pull One-Pak
- Lincoln Power Wave 355M
- Lincoln Power Wave 455M
- Lincoln Power Wave 455M / STT
- Lincoln Power 1000
- Lincoln Power Wave AC / DC 1000 Аппарат для дуговой сварки под флюсом
- Lincoln Power Wave S350
- Lincoln Power Wave S500
- Lincoln Ranger 305 G
- Lincoln Ranger 305 LPG
- LN15 Portable Wire Feeder 9057 Wire Feeder 9057 Wire Feeder 9057 Устройство подачи проволоки LN25 ProExtreme
- Устройство подачи проволоки LN25X с CrossLinc
- LN7, LN7 GMA Механизмы подачи проволоки
- LN9, LN9 Устройства подачи проволоки GMA
- LT7 Дуговый трактор под флюсом
- MA-1212HD
- MA-44LD
- MA-66LD
- MA-99MD
- Mariner 5 + 3 9057 Mark Offshore
- Плазменный резак MAX200
- Сварочный агрегат MIG EX360, LN25 PRO / S74
- Сварочный агрегат MIG FX360XL / FX650XL, LN25
- Устройство подачи проволоки Miller 74 МПа Plus
- Miller 74S, 74Duma Сварочное устройство Synergic AlderMeduma Сварочное устройство MIG
- Miller ArcReach Induction Heater
- Miller Big Blue Air Pak (Deluxe) CC / CV AC / DC 20 кВт
- Miller Bobcat 250
- Miller Bobcat 250 LPG
- Miller Dynasty 200
- Miller Dynasty 350
- Miller Runnerasty 400 TIG
- Miller Maxstar 200 SD
- Miller ProHeat 35 Индукционная система с воздушным охлаждением
- Miller ProHeat 35 IHS
- Вальцовый индуктор Miller ProHeat
- Mille r Spoolmatic 30A Золотниковый пистолет
- Miller SubArc AC / DC 1000 Digital
- Miller SubArc DC 650 Цифровой аппарат для дуговой сварки под флюсом
- Miller Syncrowave 250 DX
- Miller Syncrowave 350 LX
- Miller Trailblazer 275 LPG Двигатель )
- Miller Trailblazer 325 Сварочный аппарат с дизельным двигателем
- Miller XMT 350 FieldPro Multiprocess
- Miller XMT 350 МПа
- Miller XMT 350 МПа Сварочный аппарат MIG для алюминия
- Miller XMT 450 МПа
- Miller Process XMT 450
- Miller Process XMT 450 Пневматический пистолет Aluma-Pro
- Millermatic 180 MIG Сварочный аппарат с механизмом подачи проволоки
- Millermatic 251 MIG Сварочный аппарат с механизмом подачи проволоки
- Millermatic 252 MIG Wire Feed Welder
- Millermatic 350P Aluminium Push-Pull Gun System
- Millermatic 350P MIG Wire Feed Welder
- Аппарат для кольцевой сварки мини (MGW)
- MMD PowerPro 125 кВА Дизель-генератор
- MMD PowerPro 150 1 Дизель-генератор 50 кВА
- Дизельный генератор MMD PowerPro 40
- Дизельный генератор MMD PowerPro 45 кВА
- Дизельный генератор MMD PowerPro 65
- MMD PowerPro HDF 100 кВА Двухтопливный генератор
- MMD PowerPro HDF 150 кВА 72 Двухтопливный генератор 9057 MMD PowerPro HDF 150 кВА Топливный генератор
- Mobilair M57
- Электродная печь модели 10B
- Электродная печь модели 125
- Электродная печь модели 350
- Система модульного привода
- MQ 180SSV Super Silent Diesel Generator
- MQ 220SSV Super Silent
- MQ 300SSK Super Silent
Дизельный генератор 300 кВА - MQ 400SSV Super Silent
Дизельный генератор 400 кВА - MQ 70SSJ Super Silent Дизельный генератор 70 кВА
- MQ Power 125USJ Дизельный генератор Ultra Silent MWCT72 9057 Прицеп
- MX350 Multi-Weld
- Система удаления металла N6000
- NA3S Автоматический механизм подачи проволоки
- NA4 Автоматический механизм подачи проволоки
- NA5R Автоматический механизм подачи проволоки
- Night-Lite PRO II LD
- Night-Lite PRO II LD Portable Light Tower
- PA-100 HD12 Сварочный позиционер
- PA-15 HD4 Сварочный позиционер Preston-Eastin 1500 фунтов
- PA-160 HD12 Сварочный позиционер 16000 фунтов
- Сварочный позиционер PA-240 HD12
- Сварочный позиционер PA-30 HD6
- Сварочный позиционер PA-300
- PA-45 HD12 Сварочный позиционер
- Сварочный позиционер PA-5MT
- Сварочный позиционер PA-60 HD12
- Система PipeWorx 350 FieldPro
- Сварочная система PipeWorx 400
- Портативные индукционные печи
- Плазменный резак Powermax 1000
- Ячейка технологической трубы (PPC) Система ProHeat 35 с жидкостным охлаждением
- Proweld ARC-1850 Сварочный аппарат для шпилек
- Proweld ARC-3000 Сварочный аппарат для шпилек
- Proweld CD-212 90 571 Proweld CD-312 Сварочный аппарат для шпилек
- Плазменный резак Python
- Ranger 225
- RDA AHPS4 Трубная стойка
- RDA AHPS4-40 Трубный ролик
- RDA AHVP100-6 Сварочный позиционер
- RDA
- RDA AHVP15-4 Сварочный позиционер -4M Сварочный позиционер
- Сварочный позиционер RDA AHVP30-6
- Сварочный позиционер RDA AHVP30-6M
- Сварочный позиционер RDA AHVP60-6
- RDA CR125 NA Набор поворотных роликов
- RDA CR200 NA Набор поворотных роликов NA Набор поворотных роликов
- RDA CR300 NA Набор поворотных роликов
- RDA CR300-S NA Набор поворотных роликов
- RDA CR500 NA Набор поворотных роликов
- RDA CR60 NA Набор поворотных роликов
- RDA EHTS200 NA Позиционер головки и задней бабки
- RDA Сварочный позиционер FHV220-M —
- RDA Сварочный позиционер FHV440-M
- RDA Сварочный позиционер FHVP5-3
- RDA HD 16X16 NA Сварочный манипулятор
- RDA Man -O-Matic Позиционер головки и задней бабки
- RDA MD 12X12 NA Сварочный манипулятор
- RDA MD 6X6 NA Сварочный манипулятор
- RDA MD 9X9 NA Сварочный манипулятор
- RDA MFUB-TW Ролик для установки резервуара
- RDA Port-A Сварочная система (PWS)
- Red-D-Arc RDA150T3S Дизельный генератор 150 кВА
- Дизельный генератор Red-D-Arc RDA60T3S 60 кВА
- Настольный сварочный позиционер RP1
- SE1400 Сварочный вытяжной аппарат
- SE1 Багги
- SubArc DC 1000 Цифровой аппарат для дуговой сварки под флюсом
- SubArc DC 800 Digital
- Чемодан X-treme 12VS
- Sullair 375HH Дизельный воздушный компрессор
- Symex STAR-TRAC II1 120571 TDRA-10 Комплект поворотных валков 9057 Набор поворотных валков
- TDRA-20 Набор поворотных валков
- Токарный валок TDRA-3
- Токарный валок TDRA-5
- Поворотный валок TDRA-60
- Truweld TWE SC2400 9 0572
- Truweld TWE SC3400
- Станок для резки VCM200
- Вертикальная облицовочная система (VCS)
- Viper
- Wel-Handy Multi
- XR-Control, XR-Edge Gun Алюминий Сварочный аппарат MIG
- XVC-O 9057
- XVC-S +
- ZR8
Для получения инструкций по эксплуатации или запчастей, не указанных в списке, или для получения дополнительной информации свяжитесь с производителем.
|
| |||||||
Ручная сварка TIG по сравнению с автоматической орбитальной сваркой TIG
Вы часто создаете сварные швы труб из нержавеющей стали толщиной менее 3 мм (требуется один сварочный проход плавлением) или труб толщиной более 5 мм (может потребоваться несколько слои).
Этот вопрос часто возникает, когда дело доходит до оснащения завода или участка сварочным оборудованием: ручная сварка TIG или автоматическая орбитальная сварка TIG?
Речь не идет о сравнении ручного сварочного аппарата и аппарата, поскольку работу, выполняемую квалифицированным сварщиком, нельзя сравнивать с повторяющимися задачами, выполняемыми аппаратом. Это больше касается сравнения различных ситуаций и определения решения, которое подходит вам лучше всего. Вот 4 наиболее важных критерия, которые следует учитывать, чтобы выбрать наиболее подходящее решение:
1.Стоимость подготовки пробирок и расходных материаловМожно выделить два различных типа подготовки трубы перед сваркой:
- Простая подготовка путем разрезания трубы и / или снятия фаски: если качество поверхности неудовлетворительное, необходимо приступить к снятию фаски на трубе, в противном случае достаточно простого разрезания трубы. Затем вы выравниваете трубы и выполняете прихваточный шов перед окончательной сваркой.
- Вам также может потребоваться канавка для подготовки трубки, если у вас толщина более 3 мм.Эта канавка обеспечит лучшее проникновение сварного шва с идеальной герметизацией и защитой.
МЕТАЛЛ КАНАВКИ И НАПОЛНИТЕЛЯ
При ручной сварке подготовка трубок заключается в создании V-образной канавки и выравнивании труб с соблюдением небольшого расстояния между трубками для размещения сварочного стержня. Проникновение осуществляется путем пропуска провода изнутри. В этих условиях вам понадобится большое количество проволоки для заполнения канавки.
В случае автоматической сварки необходимо подготовить V- или J-образные канавки в соответствии с толщиной свариваемых труб… для создания дуги.В этом случае заполняемое пространство меньше и вам потребуется меньше присадочного металла.
ИНЕРТНЫЕ ГАЗЫ
Если вы приступите к ручной сварке с расстоянием между свариваемыми трубами, вы потребляете больше инертного газа по сравнению с автоматической сваркой с герметичными сварными швами, когда в процесс добавляется меньше газа. Потребление газа является одним из важных факторов, которые следует учитывать с точки зрения производительности: автоматическая сварка более интересна (экономически эффективна).
ЭЛЕКТРОДЫ
При использовании автоматической сварки вы будете использовать меньше электродов, поскольку сварочное оборудование позволяет вам работать без какого-либо контакта между электродом и сварочной ванной — при выборе решения для орбитальной сварки TIG.Механические направляющие системы гарантируют постоянное расстояние между электродом и трубками (в случае открытых сварочных головок). Можно рассмотреть и более сложные варианты, например, регулировку напряжения дуги (AVC), которая регулирует натяжение дуги между электродом и трубками и, следовательно, расстояние между ними.
В обоих случаях вы избегаете контакта электрода со сварочной ванной и любого загрязнения сварного шва включениями вольфрама. Вы также уменьшаете расход электрода.Зажигание дуги происходит периодически с регулируемым станком расстоянием между электродом и трубками, что увеличивает срок службы электродов.
2. Операторы и квалификацияКВАЛИФИЦИРОВАННЫЕ СВАРОЧКИ И ТЕХНИЧЕСКИЕ ОПЕРАТОРЫ
Вы должны отличать сварщика от оператора. Сварщик более квалифицирован, и у него есть неизмеримое преимущество: его техническое ноу-хау!
Операторы аппаратов орбитальной сварки могут иметь менее важную подготовку, чем квалифицированный сварщик, поскольку большинство задач выполняется аппаратом.За успешную работу в правильной последовательности отвечает оператор. Он будет выполнять автоматизированные задачи, не требующие более важной квалификации.
Для справки: обучение оператора простой сварки плавлением занимает всего два дня, а для многослойной сварки — два раза по три дня! Таким образом, невозможно сравнить полное обучение сертифицированного сварщика.
СЛОЖНЫЕ СИТУАЦИИ
Есть еще один момент, которым нельзя пренебрегать: ситуация на рабочем месте и, в частности, когда окружающие условия стесненные или трудные.Для выполнения некоторых задач сварщикам приходится очень долго оставаться в неудобном или опасном положении. В этих случаях орбитальная сварка TIG помогает сохранить здоровье сварщиков, когда дело доходит до работы в труднодоступных местах.
3. Реальное время сварки: время работы дугиЕсли вы хотите выбрать наиболее подходящий процесс, вы также должны учитывать реальное время сварки. Существует определенная разница между ручной сваркой TIG и автоматической орбитальной сваркой TIG.Когда вы выполняете сварку вручную, время сварки может увеличиваться, поскольку сварщику иногда требуется перерыв, а его концентрация не всегда находится на одном уровне.
Это моменты, которые следует учитывать, когда мы говорим о людях. Таким образом, мы говорим не о скорости сварки, поскольку нет большой разницы между ручной и автоматической скоростью в целом (за исключением сложных условий сварки), а о общем периоде использования времени дуги.
Когда вы используете оборудование для орбитальной сварки TIG, вы заранее знаете реальное время дуги, так как вы знаете, когда дуга является ходовой и когда машина завершит сварку.Когда вы переходите к ручной сварке, все зависит от сварщика. На него автоматически влияют контекст, окружающая среда, непрофессиональные аспекты, болезненность работы … Когда мы говорим о сложных сварочных ситуациях, мы, конечно, принимаем во внимание безопасность сварщика и условия работы, и автоматическая орбитальная сварка TIG является лучшее решение в этих случаях.
Но это еще не все. Фактически, мы знаем все, что сварщик может выполнить сварку в ограниченном пространстве и что конечный результат будет хорошего качества, но важно отметить, что рабочая скорость будет ниже.Когда ваша цель — получить хорошее качество, орбитальный сварочный аппарат будет иметь лучшие временные характеристики по сравнению с ручной сваркой, так как вы должны учитывать трудности условий работы.
4. Стоимость качества и выигрыш во времениКогда я говорю о качестве, я также подразумеваю его отсутствие, и в частности сумму денег, которую вы можете потерять из-за выброшенного материала. В случае некачественного сварного шва при ручной сварке будет намного больше брака в зависимости от способностей и состояния сварщика.Сварные швы забраковываются и их необходимо отремонтировать или повторить.
В случае автоматической орбитальной сварки TIG выбросы очень малы: принимаются 99% сварных швов (даже 100%, если все параметры хорошо управляются). Это означает выигрыш с точки зрения времени и денег: вы никогда не будете работать над одним и тем же сварным швом дважды!
Благодаря этим 4 критериям вы можете понять, что орбитальная сварка может использоваться в большом количестве ситуаций и помогает сварщикам, выполняющим ручную сварку, работать в сложных или опасных ситуациях.Настоящая задача — найти правильный баланс для вашей компании: между квалифицированными сварщиками и подходящим оборудованием, чтобы использовать и то, и другое там, где они наиболее полезны, для получения наилучшего качества.
Рентабельность инвестиций не может быть определена заранее, если вы рассматриваете ручную сварку и автоматическую сварку. Когда вы начинаете проект, некоторые элементы неизвестны, такие как количество сварных швов, которые необходимо реализовать, стоимость оператора, конечное применение и их требования. Некоторые заказчики окупают орбитальный сварочный аппарат всего за один проект, так почему бы не вам?
Подводя итог , отмечу как минимум 6 преимуществ:
1.Обучение персонала, оператор — сварщик
2. Прирост расхода газа
3. Прирост расхода электродов
4. Прирост присадочного металла, связанный с подготовкой шва
5. Оптимизированное время дуги
6. Качество: меньше бракованных сварных швов после контроля (рентгеновский контроль)
Мы готовы обсудить ваш проект орбитальной сварки и вместе определить лучшее решение.
Каковы преимущества роботизированной сварки перед ручной сваркой?
Сварка — это процесс, при котором два материала сливаются вместе посредством нагрева, смешивания, а затем охлаждения материалов и / или наполнителя для образования прочного соединения.От дуговой сварки до точечной сварки новые и бывшие в употреблении сварочные роботы обычно используются в сварочных процессах, где требуемый шов является повторяющимся, а качество и скорость имеют решающее значение. Роботизированная сварка — это автоматизированный процесс, повышающий эффективность, стабильность и рентабельность инвестиций.
Автоматизация завода с помощью сварочных роботов дает несколько преимуществ, в том числе более быстрое и стабильное время цикла, отсутствие перерывов в производстве и лучшее качество сварки. В основном, используя автоматизацию сварочного робота, процесс занимает меньше времени, а производители могут снизить затраты на рабочую силу и безопасность, а также сэкономить материалы.
Роботизированные сварочные ячейки обеспечивают еще более безопасную рабочую среду, значительно уменьшая блики дуги, чрезмерное распыление и прямой контакт с роботом и деталью. Робот-сварщик более последователен и может быстро переходить от одного шва к другому, что ускоряет весь процесс.
Меньше времени:
Роботизированные сварочные системы выполнят свою работу быстро. Независимо от того, есть ли у вас новые или бывшие в употреблении сварочные роботы, у них меньше ошибок, чем при ручной сварке. В отличие от рабочих, роботам не нужны перерывы, отпуска и т. Д.Ваша работа может продолжаться без перерывов, 24/7. Это, в свою очередь, увеличит вашу пропускную способность и производительность.
Снижение затрат на прямой труд и безопасность:
Стоимость ручной сварки может быть высокой. Это требует времени, навыков и концентрации. Это тоже опасно. Вспышка, дым, искры и нагрев делают ручную сварку утомительной и опасной работой. Роботизированная сварка защитит рабочих и снизит затраты. Эти системы выдерживают опасности и часто увеличивают производительность. Также значительно снижаются расходы на страхование и несчастные случаи.
Консервные материалы:
Ошибки совершают даже самые опытные сварщики. Однако с новой и бывшей в употреблении сварочной робототехникой все регулируется, включая мощность и проволоку. Бывшие в употреблении автоматизированные сварочные роботизированные системы экономят энергию за счет стабильной работы (меньшее количество запусков). Кроме того, создаваемые сварные швы становятся более плотными. Точность роботизированных систем означает меньше потерь материала и времени. Сохраните свой материал и одновременно улучшите качество своей продукции!
Некоторые компании переходят на роботизированную сварку постепенно, начиная с одной сварочной ячейки и постепенно переходя к полностью автоматизированному процессу сварки.Роботы могут быть полезны, когда доступ к детали ограничен или труднодоступен. Производители создали конструкции, которые позволяют тонкой роботизированной руке дотягиваться до небольших участков.
Беспокоитесь об оправдании стоимости?
Быстрый взгляд на рентабельность инвестиций проясняет, как можно оправдать НЕ инвестирование в роботизированную сварку? RobotWorx также предлагает отремонтированных сварочных роботов за небольшую часть цены нового сварочного робота.
RobotWorx имеет большой запас как новых, так и отремонтированных роботов-сварщиков.Мы предлагаем продукцию ведущих брендов, таких как FANUC, Motoman, ABB и KUKA, чтобы предоставить нашим клиентам больше возможностей. Мы обладаем более чем 25-летним опытом, особенно в области применения сварочных роботов, и можем помочь вам автоматизировать процесс сварки, чтобы улучшить общее производство.