Сварочный инвертор Кедр MMA220F — не включается
Сварочный инвертор китайского производства Кедр MMA220F
Введение. От данного ремонта мы безуспешно отбивались, мол не наша специфика, долго разбираться со схемотехникой. Но разобрав аппарат были удивлены, ничего сложного, классический ИБП двойного преобразования, только очень грязный, пыльный и выполнен намного проще. Приятным бонусом было наличие схемы на сварочный инвертор Кедр MMA220F и ремонтной документации, но они больше помешали, чем помогли, точнее увеличили время нахождения в ремонтной мастерской, схема наступила на больную мозоль, в свое время пытались собрать самодельный ИБП, однако безуспешно, а тут такой образчик. Схему перешерстили вдоль и поперек, на предмет что бы слизать у хитроумных китайцев. Поломка характерна для маломощных инверторов, соответственно диагностика и ремонт не представляет особых сложностей, но схема вызвала зависть.
Неисправность со слов заказчика. Сварочный инвертор китайского производства Кедр MMA220F не включается.
Первичная диагностика. Не включая аппарат в сеть, проверяем входные и выходные цепи, благо это можно сделать не разбирая. Проверка входных цепей диодного мостика BD1 (S50VB100 – 1000В, 50А, пиковый ток 500А) показала, входное сопротивление инвертора в норме (около 6 МОм). На выходных клеммах прозванивается диод, в одну сторону падение напряжения 0.350В, в другую обрыв, что тоже соответствует норме.
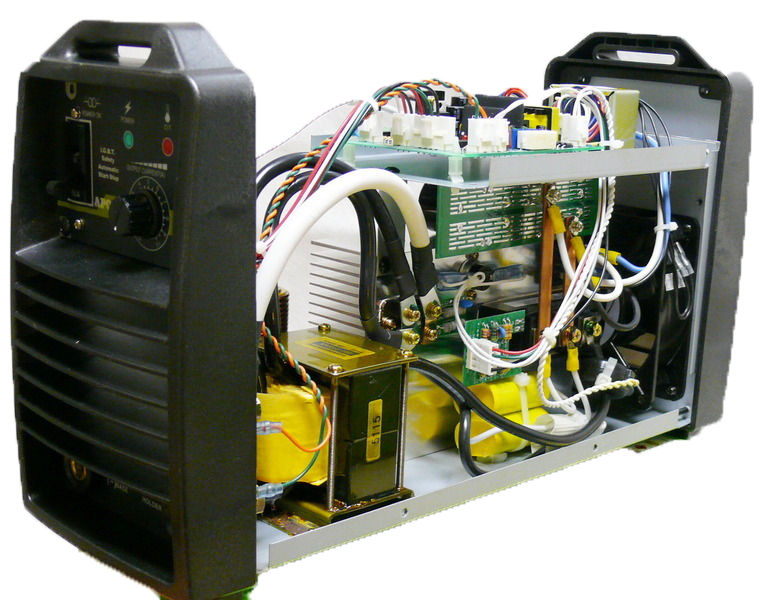
Сварочный инвертор Кедр MMA220F со снятым кожухом.
Ремонт. Так как практика ремонтов инверторов показывает, что проверку надо начинать с силовых элементов, как и следовало ожидать оказались неисправными IGBT транзисторы G1, G14 (FGH60N60SMD), по одному ключу в каждом плече. Рассматриваемый инвертор выполнен по схеме «косого моста», а значит в проверке цепей управления особо не нуждается так как ключи включаются одновременно, при этом исключается возможность короткого замыкания при выходе драйверов или узла управления.
Заключение. Инвертор собрали, заглянули в схему и… снова разобрали, на этот раз для внимательного изучения схемотехники, а посмотреть было на что. Особенно впечатлили вторичные цепи, не смотря на рабочие напряжения 22-30В и напряжение холостого хода в 60В, конденсаторы вторичного фильтра имеют рабочее напряжение 2-3 кВ, можно представить какой ад творится во вторичных цепях, собственно «косой мост» предполагает наличие выбросов во вторичных цепях из-за дроселя L4(16мкГн), он здесь не фильтрующий, а накачивающий. Вторым моментом, который удивил, это использование быстродействующих диодов D1, D2 (MM60FU30 – 300В,60А) итого 120А, при заявленном выходном токе 220А, «косой мост» это трёхактный преобразователь и рассчитывается несколько иначе, чем классический обратноход, но все же 120А хоть и в одном такте при нагрузке в 220А, это как то напрягает.

Следы попадания жидкости внутрь сварочного инвертора.
На плате были обнаружены следы попадания жидкости поэтому на вопрос заказчика о причинах неисправности мы однозначный ответ не смогли дать, либо сварка толстым электродом (4,0-6,0) продолжительное время, либо сварочный инвертор был включен после заливки водой в непросушенным состоянии.
Совсем немного теории. Такой инвертор работает по однотактной схеме, значит управление не требует особых усилий от инженера разработчика, все IGBT транзисторы управляются однополярными импульсами и открываются одновременно, что значительно упрощает схему.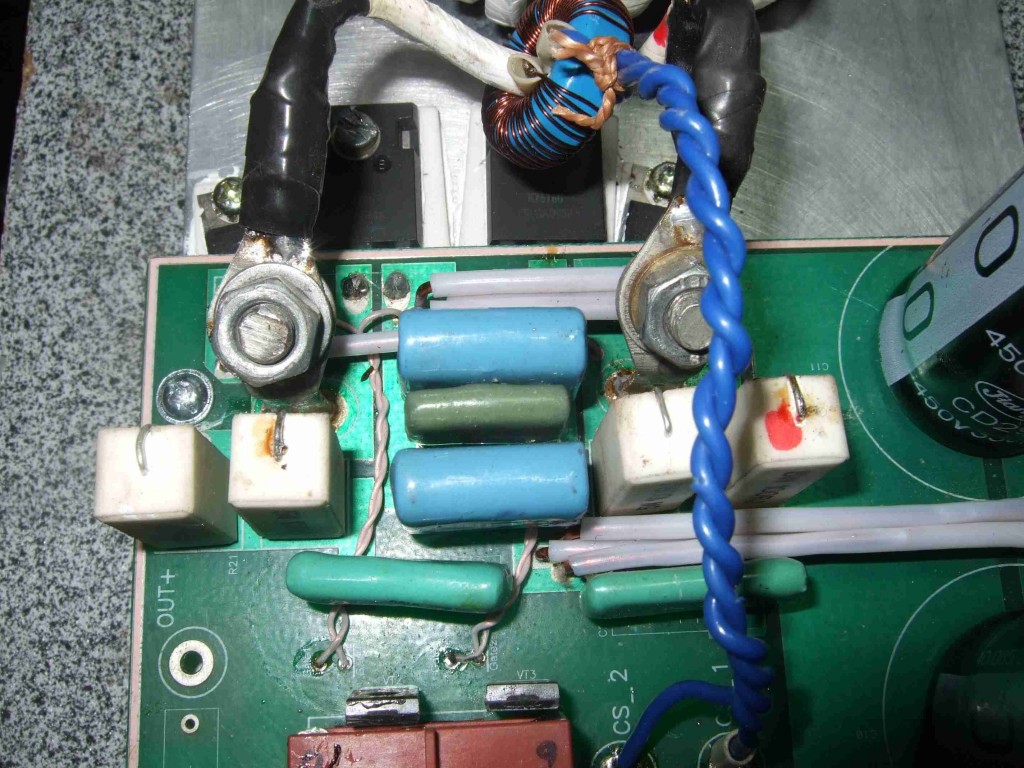 В теории схема работает в три такта.
В теории схема работает в три такта.
Прямой ход
Прямой ход, оба ключа G1+G2(FGH60N60SMD) и G13+G14 (FGH60N60SMD) открыты и энергия заряженного конденсатора входного выпрямителя С1, С2, С3 (560мкФ*400В) через трансформатор T1 передается во вторичную цепь через диод D1+D2 (MM60FU30 – 300В,60А) насыщает дроссель L4(16мкГн) и непосредственно уходит в нагрузку.
Обратный ход
Обратный ход, оба ключа G1+G2(FGH60N60SMD) и G13+G14 (FGH60N60SMD) закрыты и насыщенный трансформатор T1 через диоды D5, D6(MUR1560) отдает накопленную энергию обратно в выпрямитель. В теории на этом этапе сердечник трансформатора должен полностью размагнитится. Во вторичных цепях дроссель L4(16мкГн) через диоды D3, D4(MUR1560) питает нагрузку.
Пауза.
Пауза оба ключа G1+G2(FGH60N60SMD) и G13+G14 (FGH60N60SMD) закрыты и трансформатор T1 стоит с размагниченным сердечником. В теории по трансформатору не должны протекать токи. Во вторичных цепях дроссель L4(16мкГн) через диоды D3, D4(MUR1560) питает нагрузку.
К сожалению на практике все обстоит несколько иначе, получить третий режим без точного расчета нереально за счет паразитных емкостей транзисторов, трансформатора и грифлика выпрямительных диодов, сколько мы не пытались собрать подобный инвертор в результате получается прибор по уничтожению силовых ключей.
Особенности эксплуатации и возможные неисправности сварочных инверторов.
Категории
Главная » Особенности эксплуатации сварочных инверторов.
Особенности эксплуатации и возможные неисправности сварочных инверторов.
Сварочный инвертор — сложный электронный механизм, который и требует аккуратного обращения. Если не соблюдать элементарные правила эксплуатации — это может привести к преждевременной поломке аппарата или к его некорректной работе.
Подготовка устройства к работе
Инвертор обязательно должен быть подготовлен к работе соответствующим образом и должны выполняться следующие действия:
1.
2. Подключаем инвертор к сети питания и проверяем, что регулятор тока находится на минимальном токе.
3. После включения проводим настройку показателя рабочего тока поворотом ручки-регулятора. Сила тока подбирается исходя из толщины электрода и детали.
4. После окончания работ с инвертором устанавливаем сварочный ток на минимум. Если этого не делать, аппарат может выйти из строя.
Особенности эксплуатации сварочного инвертора
- Не включайте инвертор после резкого перепада температур. Например, в теплом помещении после перевозки в холодную погоду. Это приводит к образованию конденсата на электронных элементах и в последующем к выходу из строя инвертора.
-
Если инвертор долгое время стоял без работы рекомендуется включить его в сеть и дать поработать на холостом ходу не менее 30 минут.

- Используйте бытовые сетевые удлинители малого сечения (до 1мм) с осторожностью. Розетка и проводка, к которой подключается инвертор, должна быть по мощности не менее 16А.
- При работе инвертора от электрогенератора включайте аппарат только после выхода генератора на штатный режим. А выключение производите до отключения генератора. Мощность используемого генератора должна превышать потребляемую мощность в 1,5 раза. Важно: в технических характеристиках инвертора должна быть указана способность работы от автономного источника питания. Например, Ресанта САИ 160ПН
- При работе инвертора в местах с большой запыленностью рекомендуется время от времени продувать его сжатым воздухом.

Возможные неисправности сварочных инверторов и их причины
Все поломки сварочного инвертора можно разделить на две группы. Первая — поломки, связанные с некорректной работой электроники аппарата. И вторая — неисправности из за неправильного выбора режима. Второй вид поломок возникает намного чаще и прежде чем обращаться к специалистам для ремонта, следует проверить аппарат на правильность установленных настройках.
Второй вид поломок возникает намного чаще и прежде чем обращаться к специалистам для ремонта, следует проверить аппарат на правильность установленных настройках.
Рассмотрим подробнее, по какой причине может произойти неисправность или некорректная работа аппарата.
Неустойчивое горение сварочной дуги или чрезмерное разбрызгивание искр происходит при неправильно подобранном токе сварки. Сварочный ток подбирается исходя из размера электрода, который используется при сварке (все данные по диаметру электрода, значению сварочного тока в нашей статье «Как правильно подобрать расходные материалы для сварки инвертором»). Устранить эту проблему можно изменением силы тока, соответствующей данному электроду. Ниже мы приведем необходимое значение сварочного тока для всех размеров электродов.
Залипание сварочного электрода может происходить по ряду причин:
-
во время процесса сварки произошло снижение напряжения в сети, а инвертор по техническим характеристикам не рассчитан на это. Если скачки напряжения происходят регулярно, лучшим выходом будет приобрести стабилизатор напряжения или, при покупке сварочного инвертора, нужно выбирать модель, которая работает в нужном вам диапазоне входного напряжения. Например, модель Ресанта САИ 220 способна работать в разбеге 140-240В при этом не теряя своей мощности и рабочих характеристик.
- убедитесь, что инвертор подключен к сети или к удлинителю с сечением не менее 2,5мм.
- залипание может происходить при плохо зажатых кабельных вставок в панельных гнездах. Они зажимаются поворотом по часовой стрелке.
- возможная причина подгорание контактов в соединениях питающей сети.
- плохой контакт электрода с рабочей поверхностью. Это может произойти вследствие окисления на поверхности детали. Необходимо прекратить сварку и зачистить поверхность.
-
причина залипания — слишком длинный удлинитель (более 30метров), а в технических характеристиках аппарата не указана возможность работы в таких условиях.
 Если скачки напряжения происходят регулярно, лучшим выходом будет приобрести стабилизатор напряжения или, при покупке сварочного инвертора, нужно выбирать модель, которая работает в нужном вам диапазоне входного напряжения. Например, модель Ресанта САИ 220 способна работать в разбеге 140-240В при этом не теряя своей мощности и рабочих характеристик.
Если скачки напряжения происходят регулярно, лучшим выходом будет приобрести стабилизатор напряжения или, при покупке сварочного инвертора, нужно выбирать модель, которая работает в нужном вам диапазоне входного напряжения. Например, модель Ресанта САИ 220 способна работать в разбеге 140-240В при этом не теряя своей мощности и рабочих характеристик.
Конечно, о таких нюансах лучше позаботиться еще при выборе инвертора и купить модель, которая рассчитана на удлинение провода, например Ресанта САИ 220ПН. Но если уже поздно и нет возможности использовать менее короткий удлинитель, используйте сечение провода не менее 4мм.
Отсутствует сварочный процесс при включенном аппарате. Это может происходить по двум причинам:
- отсутствует масса на поверхности свариваемой детали или плохой контакт зажима «массы» и детали. Для исправления необходимо восстановить контакт.
- повреждение сварочных кабелей. Проверьте и восстановите целостность кабелей.
Отсутствует реакция аппарата на включение в сеть:
- слишком низкое напряжение в сети
-
неправильно выбранный автоматический выключатель в щитке. Слишком маломощный автомат не выдерживает нагрузку инвертора и отключается в момент включения инвертора.

Загорается индикатор перегрева при сварке. Причина этому превышение режима продолжительности включения (ПВ). Индикатор перегрева включается при нагреве свыше 80°С. Для исправления ситуации, прекратите процесс сварки и дайте аппарату остыть до отключения индикатора.
Самопроизвольное отключение инвертора в процессе работы может быть причиной срабатывания температурной защиты. Это происходит в случае перегрева аппарата. Отключите инвертор из сети и дайте остыть не менее 30-40мин.
Ремонт электронных поломок инвертора лучше доверить специалисту. И при покупке старайтесь отдать предпочтение известным торговым маркам оборудования, которые пользуются спросом и имеют отзывы покупателей. Так вы избежите покупки некачественной техники и приобретете именно ту, которая прослужит долго и уверенно.
Мы советуем отдать предпочтение торговой марке «Ресанта» — ведущему производителю сварочных аппаратов и электротехники. Благодаря применению комплектующих от известных мировых производителей и качественной сборке изделий, с поэтапным контролем качества, вы приобретете надежный сварочный инвертор, который не доставит проблем с поломками очень долгое время. Качество техники «Ресанта» подтверждается сроком гарантии 12 месяцев и наличием сервисных центров.
Благодаря применению комплектующих от известных мировых производителей и качественной сборке изделий, с поэтапным контролем качества, вы приобретете надежный сварочный инвертор, который не доставит проблем с поломками очень долгое время. Качество техники «Ресанта» подтверждается сроком гарантии 12 месяцев и наличием сервисных центров.
Все модели сварочных инверторов «Ресанта» Вы можете приобрести в нашем интернет-магазине или в специализированном магазине техники г Екатеринбурга по адресу ул. Новостроя 1А, офис 105.
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте!
Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска «Хамелеон» ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
+ Перчатки сварщика ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ — это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Подписка на новости
Успей купить!
Вступи в нашу группу ВКОНТАКТЕ,
Назови промокод #РЕСАНТРЕСАНТОВИЧ
Получи преимущество!
ООО «РЕСАНТА-УРАЛ»
ОГРН 1146679029749
Копирование материалов на этом сайте
для коммерческих целей запрещено!
Ресанта-Урал — зарегистрированная
торговая марка.
Авторские права защищены.
Ремонт сварочного инвертора своими руками
Довольно часто от клиентов слышу следующий вопрос — возможно ли самостоятельно попытаться отремонтировать сварочный инвертор? и если можно, то хотелось бы получить соответствующие рекомендации. Отвечаю – ремонт сварочного инвертора своими руками возможен, если у вас есть навыки в ремонте оборудования, время и самое главное желание этим заниматься. Если у вас недостаточно знаний и опыта ремонта электронной аппаратуры, но желание самостоятельно отремонтировать свой инвертор велико, то будьте готовы потратить немало времени на изучение принципов работы радиоэлектронных компонентов.
Если у вас недостаточно знаний и опыта ремонта электронной аппаратуры, но желание самостоятельно отремонтировать свой инвертор велико, то будьте готовы потратить немало времени на изучение принципов работы радиоэлектронных компонентов.
Инверторный сварочный аппарат – достаточно сложное устройство, поэтому вам потребуются навыки работы с измерительной техникой — вольтметром, мультиметром, осциллографом и другими приборами. При отсутствии этих навыков, в лучшем случае – вы напрасно потеряете время, а в худшем – дополните перечень существующих неисправностей. Советую для начала научиться пользоваться мультиметром, осциллографом, паяльником, либо паяльной станцией. Если вы уверены в своих силах, то можно приступать к ремонту.
Снятие защитного кожуха
Перед снятием защитного кожуха убедитесь, что источник не подключен к питающей электросети.
Очистка сварочного инвертора
Очистка производится методом продувки сжатым воздухом. Перед проведением очистки нужно удалить вручную весь крупный мусор – стружку, опилки и т. п.
п.
Также, необходимо осмотреть электронные платы и все элементы электронных плат, проверить крепления радиодеталей к электронным платам и контактные соединения всех проводов и разъемов. Это необходимо для того, чтобы избежать повреждений при продувке сжатым воздухом. В случае некачественного соединения проводов, либо соединительных разъемов необходимо запомнить их расположение, для дальнейшего произведения восстановительных работ.
Далее, производится продувка сжатым воздухом всех электронных плат, трансформаторов и радиаторов охлаждения. Продувку нужно производить осторожно, для предотвращения повреждений мелких компонентов.
Визуальный осмотр сварочного инвертора
После очистки аппарата от пыли производится тщательный осмотр всех узлов и элементов. Необходимо проверить наличие внешних повреждений:
- мест пайки проводов и радиодеталей (при помощи увеличительного стекла), подозрительные, либо окисленные соединения нужно пропаять,
- всех дорожек электронных плат (при помощи увеличительного стекла), при наличии повреждений нужно аккуратно пропаять,
- надежности крепления каждого провода к соединительному разъему,
- надежность крепления трансформаторов и радиаторов охлаждения.

При наличии вентилятора охлаждения проверяется вращение крыльчатки от руки, она должна вращаться свободно и беспрепятственно.
Визуально осмотрите сетевой провод и место соединения с электронной платой, а также место крепления сетевого провода к корпусу аппарата, для исключения непредумышленного отсоединения от аппарата. Чаще всего, сетевой провод подключается к плате управления при помощи соединительного разъема. Этот разъем необходимо проверить более тщательно.
Убедившись в том, что сетевой провод в исправном состоянии и не имеет оголенных токоведущих частей можно приступить к визуализации работы путем подключения к сети.
Ремонт сварочного инвертора
Сварочный инвертор необходимо подключить к сети в открытом состоянии, без защитного кожуха. При наличии сетевого выключателя на аппарате перевести его в положение «Вкл». После этого он должен издавать слышимый звук, граничащий с писком, либо, должен работать вентилятор охлаждения. На некоторых моделях сварочных инверторов вентилятор охлаждения включается после нагрева радиодеталей, установленных на радиаторах охлаждения.
Если после подключения к сети и включения сетевого выключателя в положение «Вкл» инвертор не подает признаков работы, то необходимо мультиметром проверить наличие напряжения на входных контактах блока питания. К ним подключен сетевой провод, либо провода от сетевого выключателя. Напряжение на контактах должно быть не менее 180 В и не более 240 В. Если напряжение меньше 180 В, либо отсутствует, необходимо сначала восстановить полноценное электроснабжение сети. При условии присутствия переменного напряжения в указанном интервале проводим дальнейшую диагностику.
Проверяем присутствие постоянного напряжения на выходе выпрямительного блока. Работа будет намного упрощена, если у вас есть электрическая схема аппарата. На выходе выпрямительного блока обычно стоят большие конденсаторы, соединённые параллельно. Напряжение должно быть не менее 300 В, при условии если напряжение питающей сети 220 – 230 В. Если напряжение меньше или отсутствует совсем, то проверку всех элементов необходимо сделать по цепочке от сетевого провода до последнего конденсатора.
Если неисправен выпрямительный блок и вы нашли деталь, вышедшую из строя, не спешите менять ее на рабочую и включать в сеть аппарат. Следует определить причину выхода из строя этой детали.
Сама по себе радиодеталь выходит из строя очень редко, чаще всего к этому приводят внешние факторы. Выяснить какие факторы привели в негодность радиодеталь поможет характеристика работы данной детали. Например, если это диодный мост, то возможными причинами неисправности может послужить короткое замыкание на выходе диодного моста, либо превышение внешней нагрузки в выходной цепи. Выходная цепь имеет конденсаторы, которые нужно проверить на короткое замыкание. Также, выходная цепь может иметь полевые транзисторы соединенные последовательно с первичной обмоткой трансформатора. Следует отдельно проверить полевой транзистор и трансформатор. Процедура проверки зачастую требует извлечения радиодетали из общей схемы, так как на показания проверки влияют другие компоненты цепи.
После выпрямительного блока следует инвертор, который переводит постоянное напряжение в переменное напряжение высокой частоты. Основными элементами этого блока являются – высокочастотный трансформатор, полевой транзистор типа MOSFET и микросхема ШИМ-контроллера.
Основными элементами этого блока являются – высокочастотный трансформатор, полевой транзистор типа MOSFET и микросхема ШИМ-контроллера.
Начинаем проверку с цепочки полевого транзистора. Если полевой транзистор цел, то высокочастотный трансформатор скорее всего тоже исправен. А вот резисторы, находящиеся в цепи полевого транзистора, необходимо проверить индивидуально. При малейшем подозрении на неисправность их необходимо выпаять и проверить индивидуально на соответствие техническим характеристикам.
Далее проверяем осциллографом работу микросхемы ШИМ-контроллера. Здесь вам поможет «даташит» радиодетали, содержащий техническое описание компонента, его параметры, режимы эксплуатации и схемы включения. Если в схеме ШИМ-контроллера выявлены неисправности, то нужно проверить блок выходного выпрямителя на наличие короткого замыкания. Этот блок следует за высокочастотным трансформатором.
В случае отсутствия короткого замыкания в выпрямительном блоке, можно заменить вышедшие из строя элементы ШИМ-контроллера на рабочие и подключить сварочный инвертор к сети для дальнейшей диагностики.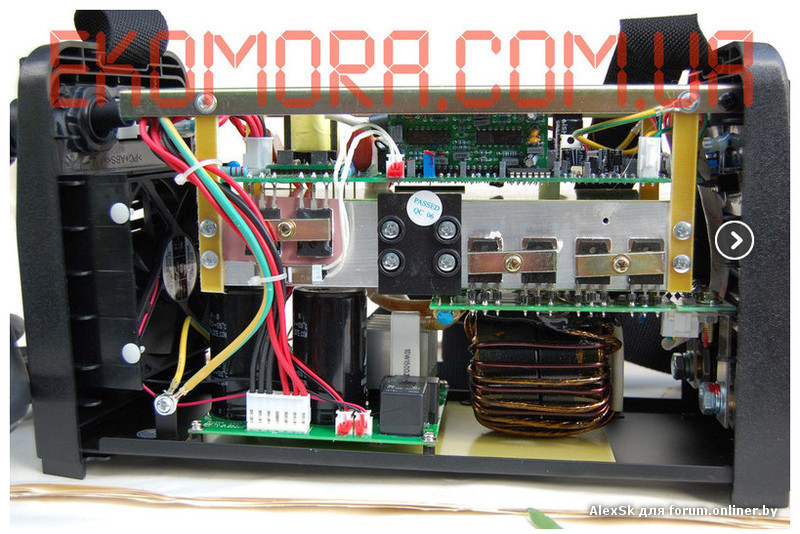 В большинстве случаев сварочный инвертор начинает работать, о чем говорит присутствие постоянного напряжения между зажимом «заготовка» и держателем электродов.
В большинстве случаев сварочный инвертор начинает работать, о чем говорит присутствие постоянного напряжения между зажимом «заготовка» и держателем электродов.
Напряжение между зажимом «заготовка» и держателем электродов проверяем мультиметром. Для этого устанавливаем цифровой мультиметр на измерение постоянного тока напряжением 200 В, отрицательным щупом мультиметра прикасаемся к зажиму «заготовка», а положительным к контактному месту установки электрода на держателе. Мультиметр должен показать напряжение от 40 до 120 В, в зависимости от технических характеристик сварочного инвертора. После замера напряжения нужно установить электрод и сделать несколько сварочных швов.
Если вентилятор охлаждения не включился сразу после подключения аппарата к сети и после проведения сварочных работ, то необходимо проверить напряжение в месте подключения проводов вентилятора. Оно должно соответствовать указанному на вентиляторе рабочему напряжению. Если напряжение отсутствует — необходим ремонт электронной платы управления. Если напряжение соответствует рабочему, но вентилятор не вращается, требуется замена вентилятора.
Если напряжение соответствует рабочему, но вентилятор не вращается, требуется замена вентилятора.
Испытание сварочного инвертора в бытовых условиях
Перед испытанием инвертора необходимо знать условия его эксплуатации, для понимания происходящих процессов в самом аппарате, а именно:
- продолжительность нагрузки в том или ином режиме работы,
- температурные условия,
- технические характеристики сети, необходимые для подключения сварочного инвертора,
- сварочные электроды, используемые для того металла на котором, будут производиться испытания.
Сварочный инвертор не должен сильно гудеть и самопроизвольно отключаться.
При выполнении сварочного шва дуга должна равномерно «шипеть». Громкость «шипения» зависит от выбранного тока сварки.
Если при соблюдении всех условий эксплуатации и правильно выбранного режима сварки не получается добиться равномерного «шипения» дуги, то следует более тщательно проверить блок выходного выпрямителя и выходного дросселя на соответствие вольт-амперным характеристикам.
Самопроизвольное отключение сварочного инвертора
При несоблюдении указаний по продолжительности нагрузки, аппарат может отключаться. Это происходит, если он перегреется и сработает температурная защита, о чем сообщает желтый светодиод на внешней панели. В таком случае следует прекратить процесс сварки на 20-30 минут и дать аппарату остыть. Но не стоит доводить процесс до срабатывания температурной защиты, так как она может отсутствовать в результате предыдущего недобросовестного ремонта.
Подробное руководство по устранению неполадок сварочного аппарата Mig для процедуры заземления оператора — PERFECT POWER — Сварщики, Сварочная проволока, Сварочное оборудование, Аксессуары и снаряжение
by kasonkiu
на
- Прочие питающие кабели, кабели управления, сигнальные и телефонные кабели, расположенные выше и ниже сварочной/резательной машины и ее оборудования,
- Радио- и телевизионные передатчики и приемники,
- Компьютеры и другое аппаратное обеспечение управления,
- Критическое оборудование для обеспечения безопасности, грамм. защита промышленного оборудования,
- Аппараты медицинские для людей, находящихся поблизости, г. Москва, ул. кардиостимуляторы и слуховые аппараты,
- Оборудование, используемое для измерения или калибровки,
- Невосприимчивость другого оборудования к окружающей среде. Пользователь должен убедиться, что другое оборудование, используемое в окружающей среде, не защищено. Это может потребовать дополнительных мер защиты.
- Учитывая время, в течение которого в течение дня выполняются операции по сварке/резке или другие действия, границы зоны исследования могут быть расширены в соответствии с размером здания, конструкцией здания и другими выполняемыми действиями в доме
 защита промышленного оборудования,
защита промышленного оборудования,В дополнение к оценке поля, для устранения эффекта помех может также потребоваться оценка установки устройств. В случае необходимости измерения на месте также могут быть использованы для подтверждения эффективности смягчающих мер.
Методы уменьшения электромагнитных помех
- Прибор должен быть подключен к электросети в соответствии с рекомендациями компетентным лицом. При возникновении помех могут применяться дополнительные меры, например, фильтрация сети. Подача стационарного оборудования для дуговой сварки должна осуществляться в металлической трубе или эквивалентным экранированным кабелем. Корпус источника питания должен быть соединен и обеспечен хороший электрический контакт между этими двумя конструкциями.
- Необходимо проводить рекомендуемое плановое техническое обслуживание устройства. Все крышки на корпусе устройства должны быть закрыты и/или заблокированы во время использования устройства. Любые изменения, кроме стандартных настроек, без письменного разрешения производителя не могут быть изменены на приборе. В противном случае ответственность за возможные последствия несет пользователь.
- Кабели для сварки / резки должны быть максимально короткими. Они должны проходить по полу рабочей зоны бок о бок. Сварочные / режущие кабели ни в коем случае не должны быть намотаны.
- Во время сварки на аппарате создается магнитное поле. Это может привести к тому, что аппарат притянет к себе металлические детали. Чтобы избежать этого притяжения, убедитесь, что металлические материалы находятся на безопасном расстоянии или закреплены. Оператор должен быть изолирован от всех этих взаимосвязанных металлических материалов.
- В случаях, когда заготовку нельзя заземлить из-за электробезопасности или из-за ее размера и положения (например, при строительстве корпусов морских судов или при производстве стальных конструкций), соединение между заготовкой и заземлением может в некоторых случаях снижают выбросы, следует помнить, что заземление изделия может привести к травмам пользователей или поломке другого электрического оборудования в окружающей среде. В случаях, когда необходимо, изделие и заземляющее соединение могут быть выполнены как прямое соединение , но в некоторых странах, где прямое подключение не допускается, подключение может быть установлено с использованием соответствующих элементов емкости в соответствии с местными правилами и постановлениями.
- Экранирование и экранирование других устройств и кабелей в рабочей зоне может предотвратить наложение спектров Экранирование всей зоны сварки/резки может быть оценено для некоторых конкретных применений.
 При возникновении помех могут применяться дополнительные меры, например, фильтрация сети. Подача стационарного оборудования для дуговой сварки должна осуществляться в металлической трубе или эквивалентным экранированным кабелем. Корпус источника питания должен быть соединен и обеспечен хороший электрический контакт между этими двумя конструкциями.
При возникновении помех могут применяться дополнительные меры, например, фильтрация сети. Подача стационарного оборудования для дуговой сварки должна осуществляться в металлической трубе или эквивалентным экранированным кабелем. Корпус источника питания должен быть соединен и обеспечен хороший электрический контакт между этими двумя конструкциями. Это может привести к тому, что аппарат притянет к себе металлические детали. Чтобы избежать этого притяжения, убедитесь, что металлические материалы находятся на безопасном расстоянии или закреплены. Оператор должен быть изолирован от всех этих взаимосвязанных металлических материалов.
Это может привести к тому, что аппарат притянет к себе металлические детали. Чтобы избежать этого притяжения, убедитесь, что металлические материалы находятся на безопасном расстоянии или закреплены. Оператор должен быть изолирован от всех этих взаимосвязанных металлических материалов.
Электромагнитное поле (ЭМП)
Электрический ток, проходящий через любой проводник, генерирует зональные электрические и магнитные поля (ЭМП).
Все операторы должны соблюдать следующие процедуры, чтобы свести к минимуму риск воздействия ЭМП;
- Во имя уменьшения магнитного поля кабели для сварки / резки должны быть собраны и закреплены, насколько это возможно, с помощью соединительных материалов (ленты, кабельных стяжек и т. д.).
- Тело и голова оператора должны находиться как можно дальше от аппарата для сварки / резки и кабелей,
Электрический ток, проходящий через любой проводник, генерирует зональные электрические и магнитные поля (ЭМП).
Все операторы должны соблюдать следующие процедуры, чтобы свести к минимуму риск воздействия ЭМП; - Во имя уменьшения магнитного поля кабели для сварки / резки должны быть собраны и закреплены, насколько это возможно, с помощью соединительных материалов (ленты, кабельных стяжек и т. д.).
- Тело и голова оператора должны находиться как можно дальше от сварочного / режущего аппарата и кабелей,
- Сварочные / режущие и электрические кабели никоим образом не должны оборачиваться вокруг корпуса аппарата,
- Корпус машины не должны застревать между сваркой/резкой Кабели питания должны находиться вдали от корпуса машины, оба должны быть расположены рядом,
- Обратный кабель должен быть подсоединен к заготовке как можно ближе к рабочая зона,
- Аппарат для сварки/резки не должен упираться в блок питания, упираться в него и не работать слишком близко к нему,
- Работы по сварке/резке не должны выполняться при переноске блока подачи проволоки или источника питания
 д.).
д.). ЭМП также может нарушать работу медицинских имплантатов (материалов, помещаемых внутрь тела), таких как кардиостимуляторы. Следует принимать защитные меры для людей, которые носят медицинские имплантаты. Например, может быть введено ограничение доступа для прохожих или может быть проведена индивидуальная оценка рисков для сварщиков. Медицинский работник должен провести оценку риска и дать рекомендации для пользователей, которые носят медицинские имплантаты.
Медицинский работник должен провести оценку риска и дать рекомендации для пользователей, которые носят медицинские имплантаты.
Защита
- Не подвергайте аппарат воздействию дождя, брызг воды или пара под давлением
Энергоэффективность
- Выберите метод сварки/резки и сварочный аппарат, который вы выполняете выполнять.
- Выберите ток и/или напряжение сварки/резки в соответствии с материалом и толщиной, которые вы собираетесь обрабатывать. охладил его Наши машины с интеллектуальным управлением вентилятором выключаются сами по себе.
Процедура утилизации
- Это устройство не является бытовым мусором. Он должен быть направлен на переработку в рамках директивы Европейского Союза и национальных законов.
- Получите информацию от вашего дилера и уполномоченных лиц об утилизации ваших бывших в употреблении аппаратов
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
Общая информация
monoSTICK 165i — это портативный сварочный аппарат ММА инверторного типа с однофазным постоянным током, предназначенный для сварки стержневыми электродами. до 3,25 мм. Этот аппарат также можно использовать в качестве источника питания постоянного тока TIG для приложений с сенсорным пуском. Несмотря на то, что машина является однофазной, благодаря инверторной технологии она обеспечивает стабильную дугу и хорошие характеристики повторного зажигания, а также потребление электроэнергии примерно на 10 % меньше, чем у оборудования с кремниевым выпрямителем, и на 25 % меньше, чем у оборудования с магнитным управлением. monoSTICK 165i хорошо зарекомендовал себя в том, что он может работать при напряжении сети от 185 до 250 В 50/60 Гц. Поэтому этот аппарат совершенно невосприимчив к перепадам сетевого напряжения и прекрасно стыкуется с генераторными установками. monoSTICK 165i также можно использовать с длинными сварочными кабелями до 25 м. Машина охлаждается вентилятором и имеет термическую защиту от перегрева.
до 3,25 мм. Этот аппарат также можно использовать в качестве источника питания постоянного тока TIG для приложений с сенсорным пуском. Несмотря на то, что машина является однофазной, благодаря инверторной технологии она обеспечивает стабильную дугу и хорошие характеристики повторного зажигания, а также потребление электроэнергии примерно на 10 % меньше, чем у оборудования с кремниевым выпрямителем, и на 25 % меньше, чем у оборудования с магнитным управлением. monoSTICK 165i хорошо зарекомендовал себя в том, что он может работать при напряжении сети от 185 до 250 В 50/60 Гц. Поэтому этот аппарат совершенно невосприимчив к перепадам сетевого напряжения и прекрасно стыкуется с генераторными установками. monoSTICK 165i также можно использовать с длинными сварочными кабелями до 25 м. Машина охлаждается вентилятором и имеет термическую защиту от перегрева.
Компоненты машины
- Ручка
- Термический / Ошибка светодиод
- Регулировка тока
- Земный кабель и сварка (-)
- Светодиод силовой светодиод
- Земный кабель и сварочный кабель (+)
- Линейный кабель в ячеи.
- Выключатель питания

Этикетка продукта
Как определено в стандарте EN 60974-1, коэффициент рабочего цикла включает 10-минутный период времени.
Например, если машина, указанная как 250 А при %60, должна работать при 250 А, машина может сваривать без перерыва в течение первых 6 минут 10-минутного периода (зона 1). Тем не менее, следующие 4 минуты следует оставить бездействующими, чтобы машина остыла (зона 2).
Technical Data
| TECHNICAL DATA | UNIT | monoSTICK 165i | |
| Mains Voltage (1-phase 50-60 Hz) | V | 230 | |
| Номинальная мощность | кВА | 7,7 | |
| Скорость рабочего цикла (25 ° C) | %35 | 9029||
| %35 | 9029|||
| %35 | 9029|||
| %35 | 9029|||
| %35 | 9029|||
| %35 | 9029|||
| %35 | 9029%35 | ||
| . | |||
| Welding Current Range | ADC | 10 – 160 | |
| Rated Welding Current | ADC | 160 | |
| Open Circuit Voltage | VDC | 65 | |
| Stick Electrode Diameter Range | мм | 1,60 – 3,25 | |
| Размеры (Д x Ш x В) | мм | 467 x 160 x 312 | |
| Защита Класс | IP 23S |
 0226
0226Аксессуары
Установка. Если какой-либо материал отсутствует или поврежден, немедленно обратитесь по месту покупки.
Стандартная коробка включает следующее;
- Сварочный аппарат и подключенный сетевой кабель
- Зажим заготовки и кабель
- Электродные зажимы и кабель
- Гарантийный талон
- Руководство пользователя
В случае повреждения при доставке составьте отчет, сфотографируйте повреждение и сообщите транспортной компании вместе с ксерокопией накладной. Если проблема не устранена, обратитесь в службу поддержки клиентов.
Если проблема не устранена, обратитесь в службу поддержки клиентов.
Символы и их значения на устройстве
- Сварка может быть опасной. Должны быть обеспечены надлежащие условия труда и приняты необходимые меры предосторожности. Специалисты несут ответственность за машину и должны быть оснащены необходимым оборудованием, а те, кто не имеет отношения к делу, должны находиться вдали от зоны сварки.
- Это устройство несовместимо с IEC 61000-3-12. Если желательно подключиться к сети низкого напряжения, используемой в домах, важно, чтобы установщик или лицо, которое будет эксплуатировать машину для выполнения электрического подключения, располагало информацией о подключении машины. В этом случае ответственность берет на себя лицо, которое будет производить установку, или оператор.
- Необходимо соблюдать символы безопасности и предупреждения на устройстве и в инструкции по эксплуатации, этикетки нельзя удалять.
- Сетки предназначены для вентиляции. Отверстия не должны быть закрыты для обеспечения хорошего охлаждения и не должны быть вставлены посторонние предметы.
 Отверстия не должны быть закрыты для обеспечения хорошего охлаждения и не должны быть вставлены посторонние предметы.
Отверстия не должны быть закрыты для обеспечения хорошего охлаждения и не должны быть вставлены посторонние предметы. Рекомендации по установке и эксплуатации
- Для повышения производительности разместите машину на расстоянии не менее 30 см от окружающих предметов. Обратите внимание на перегрев, наличие пыли и влаги рядом с машиной.
- Не используйте машину под прямыми солнечными лучами. Если температура окружающей среды превышает 40°C, используйте машину при более низком токе или более низком рабочем цикле.
- Избегайте сварки на открытом воздухе в ветреную и дождливую погоду. Если в таких случаях необходима сварка, защитите зону сварки и сварочный аппарат завесой и навесом. Если вы свариваете в помещении, используйте подходящую систему удаления дыма. Используйте дыхательный аппарат, если существует риск вдыхания сварочного дыма и газа в замкнутом пространстве.
- Соблюдайте коэффициенты рабочего цикла, указанные на этикетке изделия. Превышение коэффициента рабочего цикла может привести к повреждению машины и аннулированию гарантии.
- Используйте предохранитель, совместимый с вашей системой.
- Закрепите кабель заземления как можно ближе к месту сварки.
- Не допускайте прохождения сварочного тока через оборудование, кроме сварочных кабелей.
- Прикрепите газовый баллон к стене с помощью цепи.
- Сварочные кабели и сетевой кабель не должны быть завернуты в корпус машины во время работы.
 Превышение коэффициента рабочего цикла может привести к повреждению машины и аннулированию гарантии.
Превышение коэффициента рабочего цикла может привести к повреждению машины и аннулированию гарантии.Соединения для сварки ММА
Перед подключением аппарата к сети проверьте напряжение в сети.
Вставляя вилку шнура питания в розетку, убедитесь, что выключатель питания установлен в положение «0» в выключенном положении.
- ВКЛЮЧИТЕ машину с помощью выключателя питания и проверьте, горит ли индикатор питания и работает ли вентилятор охладителя.
- В соответствии с полярностью используемого электрода вставьте сварочные кабели в соответствующее гнездо и затяните их, поворачивая по часовой стрелке.
- Плотно подсоедините зажим заземления к заготовке как можно ближе к зоне сварки.
- Отрегулируйте нужный ток, и аппарат готов к сварке.
- В таблице ниже приведены справочные данные по регулировке тока электродов из мягкой стали. См. рекомендации производителя электродов.

Покрытый электрод Диаметр (мм) | Рекомендуется Текущий 2 2 906os ruleile.0003 | |
2.0 | 40-60 A – | – |
2.5 | 60-90 A 60-90 A | 60-100 A |
3.25 | 100-140 A 100-130 A | 70-130 A |
4,0 | 140-180 A 140-180 A30226 | 120-170 A |
Соединения для сварки TIG
Перед подключением аппарата к сети проверьте напряжение в сети.
Вставляя вилку шнура питания в розетку, убедитесь, что переключатель питания установлен в положение «0» в выключенном положении.
- Запустите машину с помощью выключателя и проверьте, горят ли светодиоды и работает ли охлаждающий вентилятор.
- Следует использовать горелку TIG с клапаном.
- Подсоедините кабель питания горелки TIG к отрицательной сварочной розетке, а кабель заземления — к положительной сварочной розетке аппарата.
- Установите регулятор газа аргона на баллон с аргоном.
- Подсоедините газовый шланг горелки к газовому регулятору.
- Отрегулируйте нужный ток, и аппарат готов к сварке.
- Соединения для сварки TIG
- Соединение газового баллона
Техническое обслуживание и ремонт
- 900 должен выполняться квалифицированным персоналом. Наша компания не несет ответственности за любые несчастные случаи, которые могут произойти в результате несанкционированного вмешательства.
- Детали, которые будут использоваться во время ремонта, можно приобрести в наших авторизованных сервисных центрах. Использование оригинальных запасных частей продлит срок службы вашей машины и предотвратит снижение производительности.
- Всегда обращайтесь к производителю или в авторизованный сервисный центр, указанный производителем.
- Никогда не вмешивайтесь самостоятельно. В этом случае гарантия производителя перестает действовать.
- При техническом обслуживании и ремонте всегда соблюдайте действующие правила техники безопасности.
- Перед выполнением любых ремонтных работ на машине отсоедините вилку питания машины от источника питания и подождите 10 секунд, пока разрядятся конденсаторы.

Техническое обслуживание
Ежедневное техническое обслуживание
- Не удаляйте предупреждающие этикетки с устройства. Замените изношенные/порвавшиеся этикетки на новые. Этикетки можно получить в авторизованном сервисе.
- Проверьте горелку, зажимы и кабели. Обратите внимание на соединения и прочность деталей. Замените поврежденные/дефектные детали новыми. Никогда не добавляйте/не ремонтируйте кабели.
- Обеспечьте достаточно места для вентиляции.
- Перед началом сварки проверьте расход газа от наконечника горелки с помощью расходомера. Если поток газа высокий или низкий, доведите его до уровня, соответствующего процессу сварки.

Каждые 6 месяцев
- Очистите и затяните крепежные детали, такие как болты и гайки.
- Проверьте кабели зажима электрода и зажима заземления.
- Откройте боковые крышки машины и очистите их сухим воздухом под низким давлением. Не применяйте сжатый воздух к электронным компонентам на близком расстоянии.
- Проверьте розетку, к которой подключена вилка питания машины. Если в местах подключения силового кабеля к розетке имеются люфты, устраните люфты. При наличии дуги или расширения в гнездах гнезд замените их новыми.
- Проверьте вилку питания машины. Если есть какие-либо ослабления в точках подключения питания или кабеля в электрической вилке, устраните их. Если на концах вилки есть дуга или деформация, замените ее новой.
ПРИМЕЧАНИЕ: Вышеуказанные периоды являются максимальными, которые следует применять, если в вашем устройстве не возникло проблем. В зависимости от рабочей нагрузки и загрязнения рабочей среды вы можете повторять вышеуказанные процессы чаще.

Поиск и устранение неисправностей
В следующих таблицах приведены возможные ошибки и способы их устранения.
 Осмотрите вентилятор, чтобы убедиться, что он работает правильно.
Осмотрите вентилятор, чтобы убедиться, что он работает правильно. 