Сварочные аппараты постоянно переменного тока
Инвертор варит постоянным или переменным током. Сварочный аппарат инвертор как выбрать и правильно эксплуатировать.
Традиционные сварочные аппараты трансформаторного типа, которые долгое время использовались для выполнения всех видов сварочных работ, в последние годы уверенно вытесняются современными многофункциональными сварочными инверторными устройствами как в бытовой, так и в профессиональной сферах применения. Чтобы получать качественный результат и удовлетворение от работы подобной современной техникой, необходимы знания о том, как она работает, какими обладает преимуществами и недостатками.
Это означает, что при 50% нагрузке он работает непрерывно в течение длительного времени в свою очередь. Сварочная мощность позволяет сваривать металл толщиной от 1 до 10 мм с электродами 1, 6-5 мм. Инвертор имеет встроенную защиту от перегрева, которая отмечает активность индикатора на устройстве. Важным преимуществом этой сварочной машины являются высококачественные кабели с большими поперечными сечениями. Титановый сварочный инвертор 300 гарантирует, что постоянный сварочный ток не зависит от колебаний входного напряжения.
Важным преимуществом этой сварочной машины являются высококачественные кабели с большими поперечными сечениями. Титановый сварочный инвертор 300 гарантирует, что постоянный сварочный ток не зависит от колебаний входного напряжения.
Если для сварки компонентов, деталей и материалов из нержавеющей стали, никеля и медных сплавов могут использоваться специальные принадлежности и материалы машины. Внутренняя температура прибора постоянно контролируется, и если он превышает максимально допустимый, операция сварки приостанавливается до тех пор, пока внутренняя температура не упадет до нормального рабочего диапазона. Этот блок охлаждения и термозащиты продлевает срок службы прибора.
Это позволит использоваться ее с максимальной эффективностью, а также продлит срок эксплуатации сложного оборудования без дорогостоящих поломок и ремонтов.
Принцип действия, преимущества и недостатки инверторных сварочных аппаратов
В отличие от сварочных трансформаторов в инверторах преобразование параметров электрической энергии осуществляется комбинированным способом с помощью силовой полупроводниковой электроники и маломощного трансформатора.
Панель приборов очень проста в использовании и оснащена одним потенциометром для регулировки сварочного тока без шага. Он также содержит кнопку стартера и две лампы питания и перегревающиеся лампочки. Полезно для трудно заправляемых электродов. Избегайте перегрева электрода, защитите его металлургические характеристики. Это увеличивает проникновение электродов, улучшая механические свойства сварных материалов. Может работать на генераторе тока.
Легкий доступ к областям, к которым трудно получить доступ с помощью другого оборудования. Вам не нужно покупать больше сварочных аппаратов, потому что они свариваются электродами нескольких типов. Сварки с электродами всех типов с покрытием. Он имеет широкий спектр материалов, таких как сплав и нелегированная сталь, нержавеющая сталь, чугун, алюминий, медь и т.д.
- Переменный ток с частотой 50 Гц, поступающий из сети, проходит через первичный выпрямитель и преобразуется в постоянный ток, что позволяет сгладить все его колебания фильтром.

- Сглаженный ток преобразуется модулятором на силовых полупроводниковых приборах обратно в переменный, но уже гораздо более высокочастотный (20-100 кГц).
- Понижение напряжения переменного высокочастотного тока и соответствующие повышение значения тока до величин, необходимых для осуществления процесса сварки. Предварительное преобразование электрической энергии в высокочастотную позволяет на данном этапе использовать в инверторных аппаратах понижающие трансформаторы гораздо меньших размеров. Для сравнения, чтобы получить сварочных ток 160А в инверторе используется трансформатор весом около 250 г., а на получение аналогичного показателя в традиционных сварочных аппаратах индукционного преобразования необходим трансформатор весом 18 кг. В этом и заключается основной секрет компактности, небольшого веса и высокого КПД инверторных сварочных аппаратов.
- Преобразование переменного высокочастотного тока на вторичном выпрямителе в постоянный ток и подача его на выход.


Схематично это можно представить следующим образом.
При доставке пакета покупатель проверяет наличие курьерского продукта после оплаты стоимости упаковки. Пакет будет содержать то же самое в упаковочном листе. Это позволило современным сварочным машинам быть маленькими по размеру, но с высоким выходом.
С помощью сварки все типы электродов обертывают широкий спектр материалов, таких как сплав и нелегированная сталь, нержавеющая сталь, чугун, алюминий, медь. Безопасное экранированное заземление. Требуемое местоположение Относительная влажность: 90%. Место сварки не должно содержать вредных газов, химикатов, коррозийных веществ и легковоспламеняющихся, взрывоопасных и коррозионных материалов, сварочный аппарат не должен подвергаться вибрации или ударам. Работа в дождь не допускается.
Список достоинств сварочных инверторов перед их трансформаторными аналогами весьма внушителен.
Как и любое другое техническое решение инверторные сварочные аппаратами кроме несомненных достоинств обладают и некоторыми недостатками.
- Более высокая стоимость по сравнению с аналогичными традиционными сварочными аппаратами трансформаторного типа.
- Гораздо более сложная конструкция, с применением полупроводниковой электроники делает инверторный сварочный аппарат потенциально менее надежным устройством.
- Инверторы чувствительны к строительной пыли и нуждаются в частой очистке при работе в сильно запыленных условиях.
- Не рекомендуется использовать инверторы сразу после резких температурных колебаний. Например, если сварка хранилась в неотапливаемом гараже и зимой вы занесли ее в дом, то перед включением необходимо дать ей пару часов на «акклиматизацию» и испарение конденсата с электронных плат.
- Необходимо следить за любыми нарушениями контакта в кабелях и контактных гнездах. Искрение в этих местах из-за нарушения контактов может создать неконтролируемые скачки тока в выходных цепях, которые автоматика не сможет компенсировать и выйдет из строя.
Учитывая достоинства, а самое главное недостатки инверторной сварки, а также соблюдая правила ее эксплуатации, вы наверняка не раз порадуетесь качественной работе устройства вплоть до того момента, когда на смену ей не придет более современный аппарат.
С помощью инверторной сварки можно достаточно быстро и качественно сварить разнообразные металлические конструкции. Часто инверторами пользуются для того, чтобы осуществить дуговую сварку посредством плавления. Инверторная сварка стала популярной за счет того, что в процессе работы со сварочными аппаратами такого типа обеспечивается стабильность тока, что позволяет достичь отличного качества шва, а это дает гарантию прочного и надежного соединения между собой деталей из металла.
Не размещайте оборудование в воде или на влажных поверхностях. В комплект поставки входят сварочный аппарат, сварочная маска, сварочное стекло, щетко-молот для шлака, плоскогубцы, расположенные на столе с кабелем длиной 2 м, плоскогубцы для кабельных захватов 2 метра.
Частота – 50 Гц Потребляемая мощность – 4 кВт. Все продукты, продаваемые нашим магазином, являются новыми и получают гарантию на производственные дефекты. Мы принимаем возврат продукта с изменением или возвратом. Сварка в вольфраме Невоспламеняющаяся газовая газовая сварка – это процесс, при котором тепло, требуемое для сварки, обеспечивается электрической дугой, создаваемой между невоспламеняющимся электродом и сварочной деталью.
Что собой представляет инверторная сварка? В процессе работы используется определенный прибор или система, благодаря которым создается переменное напряжение во время подключения к источнику постоянного тока. Сваривание металлических деталей при помощи данного метода также не обойдется без применения электродов. К тому же нужны специальные держатели и, разумеется, защитная маска для выполнения работ. Инверторная сварка позволяет пользоваться электродами трех типов: легированными, углеродистыми и высоколегированными. Выбор одного из них зависит от ряда факторов, в том числе от типа металла, который необходимо обрабатывать.
Этот процесс затруднен из-за того, что сварщик должен поддерживать небольшую длину электрической дуги и обозначать хорошие навыки для предотвращения контакта между электродом и частями, подлежащими сварке. В этом процессе сварки оператор должен использовать обе руки, потому что большинство приложений требуют, чтобы сварочный аппарат добавлял материал в ванну расплавленного металла, но также одновременно обрабатывал пистолет. Следует также упомянуть, что соединение двух тонких материалов не требует использования добавочного материала.
Следует также упомянуть, что соединение двух тонких материалов не требует использования добавочного материала.
Естественно, инверторная сварка, отзывы о которой достаточно разнообразны, обладает определенными особенностями и недостатками. Как и любая иная электроника, такие приборы не слишком любят пыль, воду и холод. Именно поэтому сварочный аппарат должен храниться в прохладном и достаточно сухом месте. Достаточно важно осуществлять продувку основных компонентов устройства посредством сжатого воздуха.
Зажигание электрической дуги на сварочном инверторе
Чтобы включить электрическую дугу, вам нужен высокочастотный генератор для подготовки пути сварочного тока через защитный газ, позволяющий дуге зажигаться, когда расстояние между электродом и сварочным элементом составляет около 1, 5-3 мм. Зажигание электрической дуги также может быть выполнено с использованием метода «дуговой дуги» или «дуги подъема», но это имеет недостаток в загрязнении как электрода, так и сварки. Когда электрическая дуга загорается, сварщик должен перемещать круговую факел, чтобы сформировать ванну расплавленного металла.
Когда электрическая дуга загорается, сварщик должен перемещать круговую факел, чтобы сформировать ванну расплавленного металла.
Инверторная сварка чаще всего используется в труднодоступных местах, так как обладает компактными размерами, удобной конструкцией, а также малым весом. Эти характеристики делают ее незаменимой при реализации сварочных работ на высоте. У этой конструкции имеются дополнительные опции, позволяющие исключить сварочные дефекты, снизить уровень разбрызгивания металла и «залипания» электрода. Если использовать этот аппарат, можно обеспечить стабильное качество сварки даже при перепадах напряжения в электрической сети. Выбор инвертора должен осуществляться с учетом того, что он может быть однофазным или трехфазным. Если ваш выбор пал на небольшой бытовой сварочный аппарат, то в магазине вам предложат инверторы, упакованные в кейс для
удобства переноски. Аппарат прост в использовании, с ним могут справиться даже начинающие сварщики.
Его размер зависит от размера электрода, но также от плотности тока. Сварщики имеют быструю технику перемещения горелки и подачи материала наполнителя в ванну расплавленного металла. Когда процесс сварки завершен, интенсивность пружины уменьшается, чтобы окончательный кратер мог затвердеть, а также для предотвращения образования трещин в сварных соединениях. Настойный электрод изготовлен из вольфрама или вольфрамосодержащего материала.
Сварщики имеют быструю технику перемещения горелки и подачи материала наполнителя в ванну расплавленного металла. Когда процесс сварки завершен, интенсивность пружины уменьшается, чтобы окончательный кратер мог затвердеть, а также для предотвращения образования трещин в сварных соединениях. Настойный электрод изготовлен из вольфрама или вольфрамосодержащего материала.
Сварочная ванна защищена инертным газом, который подается в зону сварки с помощью горелки порта-электрода. Без добавления материала – локальное плавление материалов, подлежащих сварке. – с добавлением материала – производится местное плавление основного материала и смеси.
Инверторная сварка своими руками имеет основные преимущества, которые не зависят от мощности аппарата: количество электроэнергии соответствует тому, что используется на сварку, а на холостом ходу употребляется энергия только для управления. Качество сварки определяется тем, в какую розетку включен аппарат: если это бытовая сеть в гараже или на даче, где вместо 220 вольт подается всего 160-180, то не стоит ждать уверенной сварки четырехмиллиметровым электродом. В этом случае уместнее использовать трехмиллиметровый.
В этом случае уместнее использовать трехмиллиметровый.
Формирование сварочной цепи
Цепь сварки состоит из. Краткая история процесса сварки Презентация входного материала Презентация простой в использовании инвертор по сравнению с трансформатором, преобразователем. Этот материал не заменяет и не пытается заменить сварочную подготовку в аккредитованных единицах или формах образования и не заменяет правила использования, школьное и техническое обслуживание и техническую документацию производителей оборудования и материалов, используемых при сварке.
Этот материал является информативным. Краткая история процесса сварки. Он становится очень мягким при температурах, которые на несколько сотен градусов ниже его температуры плавления. Между расходуемым углеродным электродом и рабочим материалом образовывалась дуга. Добавлен металлический стержень, который позволяет добавлять дополнительный металл.
Сварочные аппараты переменного тока
Выпрямительные установки имеют более высокий КПД. Кроме того, следует отметить такие важные преимущества их, как отсутствие вращающихся частей, малую массу, небольшие габариты и дешевизна. Важным преимуществом являются также их высокие динамические свойства вследствие меньшей электромагнитной инерции. Сила тока и напряжение при изменении режима работы сварочной цепи изменяются практически мгновенно. Используемая трехфазная мостовая система выпрямления обеспечивает меньшую пульсацию выпрямленного тока и более равномерную нагрузку фаз силовой сети переменного тока.
Кроме того, следует отметить такие важные преимущества их, как отсутствие вращающихся частей, малую массу, небольшие габариты и дешевизна. Важным преимуществом являются также их высокие динамические свойства вследствие меньшей электромагнитной инерции. Сила тока и напряжение при изменении режима работы сварочной цепи изменяются практически мгновенно. Используемая трехфазная мостовая система выпрямления обеспечивает меньшую пульсацию выпрямленного тока и более равномерную нагрузку фаз силовой сети переменного тока.
6.4. Сварочные аппараты переменного тока
Применяемые на заводах и на строительно-монтажных площадках сварочные аппараты переменного тока подразделяют на четыре основные группы:
1. С отдельным дросселем типа СТЭ.
2. Со встроенным дросселем типа СТН и ТСД.
3. С подвижным магнитным шунтом типа СТАН.
4. С увеличенным магнитным рассеянием и подвижной обмоткой типа ТС и ТСК.
Эти группы отличаются по конструкции и по электрической схеме. Сварочные аппараты состоят из понижающего трансформатора и специального устройства. Трансформатор обеспечивает питание дуги переменным током напряжением 60…70 В, а специальное устройство служит для создания падающей внешней характеристики и регулирования величины сварочного тока.
Сварочные аппараты состоят из понижающего трансформатора и специального устройства. Трансформатор обеспечивает питание дуги переменным током напряжением 60…70 В, а специальное устройство служит для создания падающей внешней характеристики и регулирования величины сварочного тока.
Сварочные аппараты с отдельным дросселем (рис. 6.3) состоят из понижающего трансформатора и дросселя. Трансформатор име ет сердечник (магнитопровод) 2 из штампованных пластан, изготовленных из
тонкой трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная 1 и вторичная 3 обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индуцируется ток напряжением 60…70 В. Небольшое магнитное рассеивание и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения и высокий КПД трансформатора. Последовательно вторичной обмотке в сварочную цепь включена обмотка 4 дросселя Др (регулятора тока). Сердечник (магнитопровод) дросселя набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной 5, на которой расположена обмотка дросселя, и подвижной 6, перемещаемой с помощью винтового приспособления 7.
Сердечник (магнитопровод) дросселя набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной 5, на которой расположена обмотка дросселя, и подвижной 6, перемещаемой с помощью винтового приспособления 7.
Дроссель предназначен для регулирования сварочной силы тока и создания падающей внешней характеристики трансформатора на дуге. При возбуждении дуги (при коротком замыкании) большой ток, проходя через обмотку дросселя, создает мощный магнитный поток, наводящий ЭДС дросселя, направленную против напряжения трансформатора. Вторичное напряжение, развиваемое трансформатором, полностью поглощается падением напряжения в дросселе. Напряжение в сварочной цепи почти достигает нулевого значения.
При возникновении дуги сварочная сила тока уменьшается, вслед за этим уменьшается ЭДС самоиндукции дросселя, направленная
против напряжения трансформатора, и в сварочной цепи устанавливается рабочее напряжение, необходимое для устойчивого горения дуги, меньшее, чем напряжение холостого хода. Изменяя величину зазора а между неподвижным и подвижным магнито — проводом, изменяют индуктивное сопротивление дросселя и тем самым силу тока в сварочной цепи. При увеличении зазора магнитное сопротивление магнитопровода дросселя увеличивается, магнитный поток ослабевает, уменьшается ЭДС самоиндукции катушки и ее индуктивное сопротивление. Это приводит к возрастанию сварочной силы тока. При уменьшении зазора сварочная сила тока уменьшается.
Изменяя величину зазора а между неподвижным и подвижным магнито — проводом, изменяют индуктивное сопротивление дросселя и тем самым силу тока в сварочной цепи. При увеличении зазора магнитное сопротивление магнитопровода дросселя увеличивается, магнитный поток ослабевает, уменьшается ЭДС самоиндукции катушки и ее индуктивное сопротивление. Это приводит к возрастанию сварочной силы тока. При уменьшении зазора сварочная сила тока уменьшается.
По этой схеме изготовлены и эксплуатируются сварочные трансформаторы типа СТЭ. Такие трансформаторы широко применяются на строительномонтажных площадках, на заводах и при сварке магистральных трубопроводов.
Сварочные аппараты со встроенным дросселем (рис. 6.4). Магнитопровод трансформатора состоит из основного сердечника 7, на котором расположены первичная и вторичная 6 обмотки собственно трансформатора, и добавочного сердечника 4 с обмоткой дросселя 5 (регулятор силы тока). Добавочный магнитопровод расположен над основным и состоит из неподвижной и подвижной частей, между которыми при помощи винтового механизма 3 устанавливается необходимый воздушный зазор а.
Регулирование сварочной силы тока производится изменением воздушного зазора а: чем больше зазор а, тем больше сварочная сила тока.
Сварочные аппараты с подвижным
магнитным шунтом (рис. 6.5) имеют целый замкнутый магнитопровод, у которого на одном стержне расположены первичная 4 и вторичная 3 обмотки, а на другом — реактивная обмотка 1. Между ними находится стержень — магнитный шунт 2. Шунт замыкает магнитные потоки, создаваемые первичной и реактивной обмотками. При этом образуются магнитные потоки рассеяния, которые создают значительное индуктивное сопротивление. Таким образом обеспечивается падающая внешняя характеристика трансформатора.
Регулирование сварочной силы тока производится перемещением магнитного шунта вдоль направления магнитного потока. При выдвижении шунта рассеяние магнитных потоков первичной и реактивной обмоток уменьшается, вследствие чего уменьшается индуктивное сопротивление трансформатора. При этом значение сварочной силы тока возрастает. На таком принципе работают сварочные аппараты типа СТАН-0 и СТАН-1.
На таком принципе работают сварочные аппараты типа СТАН-0 и СТАН-1.
Сварочные аппараты с увеличенным магнитным рассеянием и подвижной обмоткой без дросселя. Трансформатор имеет магнитопровод в виде стержней, на которых расположены по две катушки: одна с первичной обмоткой, а вторая со вторичной обмоткой. Катушки обмоток соединены параллельно. Первичная катушка закреплена неподвижно. Катушка вторичной обмотки перемещается винтовым механизмом вручную. Регулирование сварочной силы тока осуществляется путем изменения расстояния между катушками первичной и вторичной обмоток трансформатора. Чем меньше расстояние между катушками обмоток, тем больше сварочная сила тока. Поэтому принципу изготовлены трансформаторы типа ТС и ТСК с алюминиевыми обмотками.
Трехфазные сварочные трансформаторы применяют при сварке трехфазной дугой спаренными электродами. Применение трехфазных сварочных аппаратов имеет большое экономическое значение, так как они обеспечивают высокую производительность, экономию электроэнергии (КПД достигает 0,9) и равномерную загрузку фаз сети при высоком коэффициенте мощности (cos
Современные установки аргонодуговой сварки методом TIG выпускаются для сварки на постоянном токе DC (модели Гудвилл™ TIG-315 Digital, Гудвилл™ TIG-400 Digital, Гудвилл™ TIG-500 Digital) или универсальные установки для сварки на переменном или постоянном токе AC/DC (модели Гудвилл™ TIG-315P AC/DC, Гудвилл™ TIG-500P AC/DC). Выбор той или иной установки обусловлен технологическим процессом и видом свариваемых на предприятии металлов.
Выбор той или иной установки обусловлен технологическим процессом и видом свариваемых на предприятии металлов.
Постоянный ток при TIG сварке применяется для сварки различных металлов, преимущественно нержавеющих сталей. Этот тип тока наиболее широко используется для аргонодуговой сварки. Во время сварки величина тока всегда поддерживается на одном и том же уровне, за исключением начала и конца шва, когда установка поддерживает режим нарастания сварочного тока и режим спада сварочного тока.
Переменный сварочный ток в установках аргонодуговой сварки необходим для TIG сварки алюминия, сплавов на основе алюминия и других металлов, содержащих на поверхности жаропрочные оксиды. При аргонодуговой сварке переменным током, происходит чередование между положительной и отрицательной полярностью сварочного тока.
Процесс аргонодуговой сварки может быть с использованием различных способов подключения: прямая полярность (электрод подключен к отрицательному полюсу, а деталь – к положительному), обратная полярность (электрод подключен к положительному полюсу) и чередование прямой и обратной полярности (переменный ток).![]() Прямая полярность используется наиболее широко и характеризуется ограниченным износом электрода, а также узкой и глубокой сварочной ванной. Она обеспечивает высокую скорость сварки и применяется для большинства металлов. Сварка с обратной полярностью позволяет работать с материалами, которые, как правило, покрыты слоем жаростойкого оксида, например, алюминий, магний или их сплавы. Здесь не могут применяться высокие значения сварочного тока, поскольку при этом типе полярности возникает значительный перегрев электрода.
Прямая полярность используется наиболее широко и характеризуется ограниченным износом электрода, а также узкой и глубокой сварочной ванной. Она обеспечивает высокую скорость сварки и применяется для большинства металлов. Сварка с обратной полярностью позволяет работать с материалами, которые, как правило, покрыты слоем жаростойкого оксида, например, алюминий, магний или их сплавы. Здесь не могут применяться высокие значения сварочного тока, поскольку при этом типе полярности возникает значительный перегрев электрода.
В режиме аргонодуговой сварки на постоянном токе процесс сварки происходит следующим образом: при нажатии на кнопку горелки происходит предварительная продувка защитным газом (0,1 – 15 сек), подача защитного газа создает среду, позволяющую исключить окисление основного металла при начале сварки, далее включается осциллятор и зажигается дуга, зажигание дуги происходит на начальном стартовом токе, сварочный начальный ток постепенно переходит в течение заданного времени (0,2 – 10 сек) в базовый сварочный ток, при отпускании кнопки горелки сварочный ток постепенно спадает в течение установленного времени (0,1 – 15 сек) до установленного значения тока окончания сварки, это позволяет произвести заварку кратера, сварочная дуга гаснет, а защитный газ продолжает поступать в течение установленного времени (0,1 – 60 сек), что позволяет исключить окисление металла сварочной ванны, находящегося на стадии кристаллизации.
В данном режиме сварки наиболее часто применяют прямую полярность, когда горелка и ее кабель подсоединяются к отрицательному полюсу, а свариваемый материал к положительному полюсу источника питания, в этом случае электроны текут от электрода к детали, вызывая плавку. Это обеспечивает хорошую свариваемость почти всех видов металлов, поддающихся сварке, и сплавов, за исключением алюминия. Постоянный ток с прямой полярностью создает узкую глубокую сварочную ванну, а также обеспечивает лучшее проникновение, чем в случае с обратной полярностью.
При аргонодуговой сварке на переменном токе происходит чередование между прямой и обратной полярностью сварочного тока в цикле. Это процесс идеален для сварки алюминия и других материалов, содержащих на поверхности жаростойкие оксиды. Прямая полярность используется для формирования сварочной ванны, тогда как обратная полярность служит для разрушения оксидной пленки и «чистки» свариваемых поверхностей. Баланс переменного тока позволяет перераспределить в цикле прямую и обратную полярность: увеличивая амплитуду обратной полярности (преобладание на электроде « + »), создаем очищающий эффект, увеличивая амплитуду прямой полярность (преобладание на электроде « – »), создаем проплавление металла, соответственно изменяем значение баланса переменного тока в диапазоне от + 30 до – 50%. На Рисунке 13 представлен график переменного тока. Преобладающая положительная составляющая предпочтительнее для сильно окисленного алюминия, а с преобладающей отрицательной составляющей – только для слегка окисленного алюминия. Регулируемый баланс позволяет добиться необходимой очищающей способности, в зависимости от степени окисления основного металла, и идеально подходит для получения качественных сварных швов, особенно при проведении операций технического обслуживания на загрязненных материалах.
На Рисунке 13 представлен график переменного тока. Преобладающая положительная составляющая предпочтительнее для сильно окисленного алюминия, а с преобладающей отрицательной составляющей – только для слегка окисленного алюминия. Регулируемый баланс позволяет добиться необходимой очищающей способности, в зависимости от степени окисления основного металла, и идеально подходит для получения качественных сварных швов, особенно при проведении операций технического обслуживания на загрязненных материалах.
Соотношение полярности в цикле позволяет изменять время нахождения неплавящегося электрода в прямой и обратной полярности за период. При увеличении времени нахождения на электроде прямой полярности (отрицательный потенциал « – »), обеспечивается заданная глубина проплавления металла. При увеличении времени нахождения на электроде в обратной полярности, усиливается очищающий эффект, лучше удаляются оксидные пленки. Управление данным параметром показано на рисунке.
Рис. Управление соотношением полярности в цикле
Аргонодуговая сварка на переменном токе предназначена для сварки алюминия и его сплавов, что обусловлено наличием у металла тугоплавкой и трудноудаляемой оксидной пленки. В данном режиме сварки применяют прямую полярность, когда горелка и ее кабель подсоединяются к отрицательному полюсу.
В данном режиме сварки применяют прямую полярность, когда горелка и ее кабель подсоединяются к отрицательному полюсу.
В установках аргонодуговой сварки частота переменного тока может изменяться в диапазоне от 20 Гц до 200 Гц. Повышение частоты тока приводит к увеличению концентрации дуги, увеличению эффекта балансировки импульса и сужению сварного шва. Таким образом, повышенная частота тока идеально подходит для сварки тонколистовых материалов и прецизионной сварки, а также способствует увеличению объема выпуска продукции при массовом производстве.
При сварке импульсной сварочной дугой, сварочный ток автоматически изменяется от одной установленной величины до другой (пиковый и базовый ток) с заданным значением частоты от 0,2 до 20Гц. Ток сварки имеет прямоугольную форму, поэтому фронты переключения очень быстрые. Эта форма импульса чрезвычайно эффективна для получения удлиненной дуги и для лучшего распада кислорода на загрязненных и окисленных материалах, а также для проведения обслуживания и ремонтов. В этом случае могут применяться электроды меньших размеров, а мощность установки аргонодуговой сварки может быть использована с большей эффективностью. Поскольку скорость сварки на прямоугольных импульсах тока выше, чем на импульсах другой формы, то она идеально подходит для производства.
В этом случае могут применяться электроды меньших размеров, а мощность установки аргонодуговой сварки может быть использована с большей эффективностью. Поскольку скорость сварки на прямоугольных импульсах тока выше, чем на импульсах другой формы, то она идеально подходит для производства.
При сварке пульсирующей дугой получается сварочный шов, состоящий из непрерывного наложения точечных сварок, которые последовательно образуют единый шов. На детали выделяется меньше тепла, площадь термического воздействия имеет меньшие размеры, и деталь меньше подвержена деформациям, вызванным ее перегревом. Этот метод типичен для сварки тонких материалов, когда необходимо контролировать количество тепла для предотвращения перфорации детали без уменьшения проницаемости сварки. Это помогает управлять процессом сварки и получать более однородные и точные сварочные швы с привлекательным внешним видом.
Рис. 1. Импульсный постоянный ток.
На Рисунке 1 представлен график постоянного импульсного тока, где:
I1 – начальный стартовый ток, I2 – ток окончания сварки,
Т1 – время нарастания сварочного тока,
T2 – время спада сварочного тока,
IБ – базовый сварочный ток в импульсном режиме
IП – пиковый сварочный ток в импульсном режиме,
tИ – время протекания тока импульса,
tП – время протекания тока паузы,
TП – время периода.
Время периода – это сумма времени протекания тока импульса и времени протекания тока паузы.
Коэффициент заполнения импульса – это отношение времени импульса ( tИ ) к периоду импульса ( tИ + tП).
Частота импульсов – это количество периодов за одну секунду.
Рис.2. Импульсный переменный ток.
На Рисунке 2 представлен график переменного импульсного тока, где:
t1 − время протекания тока импульса,
t2 − время протекания тока паузы,
А1 − амплитуда тока положительной полярности во время паузы,
А2 − амплитуда тока отрицательной полярности во время паузы,
А3 − амплитуда тока положительной полярности во время импульса,
А4 − амплитуда тока отрицательной полярности во время импульса.
Рис.3. Импульсный ток при изменении коэффициента заполнения импульса.
На Рисунке 3 представлены графики импульсного тока при различных установленных значениях коэффициентах заполнения импульса.
Исходя из вышесказанного, управляя формой тока, можно достичь идеального сварочного шва, соответствующего самым высоким требованиям.
Сварочные инверторы переменного тока: аппарат 380В, электроды
Автор admin На чтение 4 мин. Просмотров 497 Опубликовано
Сварочный инвертор переменного тока обладает чуть большей функциональностью, чем обычный выпрямитель. Ведь этот электроприбор изготавливается путем внедрения в конструкцию сварочного выпрямителя особого блока, генерирующего переменный сварочный ток.
И в данной статье мы расскажем, зачем нужны подобные технологические ухищрения.
Сварочный аппарат переменного тока: особенности конструкции
Компоновка сварочных аппаратов, генерирующих переменный ток, предполагает следующие конструкционные схемы:
- Сочетание аппарата и отдельного дросселя.
- Объединение аппарата и дросселя в общей конструкции.
- Внедрение в конструкцию аппарата магнитного шунта подвижного типа.
- Внедрение в схему аппарата обмотки подвижного типа.

В итоге, классические «переменные» аппараты состоят из следующих блоков:
- Понижающего трансформатора, уменьшающего стандартные 220 (или 380) Вольт до 60-80 Вольт (сварочное напряжение).
- Блока-дросселя и подвижных магнитных шунтов или обмоток, которые отвечают за изменение ЭДС в индукционных катушках, которое и провоцирует трансформацию стандартного напряжения в сварочное.
Согласитесь: схема выглядит очень громоздко. Поэтому «классические» аппараты похожи на миниатюрные (или не очень) трансформаторные будки.
А вот наиболее перспективная схема компоновки — сварочный инвертер AC/DC типа состоит из следующих блоков:
- Преобразователя тока (выпрямителя), который трансформирует переменный ток в постоянный.
- Блока транзисторов, осуществляющих обратную трансформацию (из постоянного в переменный с высокой частотой).
- Понижающего блока, уменьшающего напряжение высокочастотного тока до 70 Вольт и увеличивающего его силу до 200-500 Ампер.

Такая компоновка гарантирует более стабильные характеристики пульсации переменного тока и обеспечивает устойчивое «горение» сварочной дуги.
При этом сам аппарат получается легче и компактнее, чем устройство на стандартном трансформаторе с подвижными шунтами или обмотками. И это сочетание функциональности и небольших габаритов постепенно убивает «индукционные» аппараты.
Зачем нужны аппараты переменного тока?
Понятно, что подобные схемы компоновки разрабатывались не просто так. Ведь «варить» металл можно обычным выпрямителем, генерирующим постоянный сварочный ток. Вот только такой (постоянной) сварке поддаются далеко не все материалы.
Например, алюминий можно «варить» только переменным сварочным током в режиме аргонодуговой сварки (TIG). Такую же «разборчивость» демонстрируют и некоторые сорта чугуна или высокоуглеродистых сталей.
Поэтому в промышленности оперируют либо универсальными аппаратами, генерирующими и AC и DC токи, либо парой из выпрямителя и генератора переменного тока. Впрочем, АС сварке найдется применение и в быту. Ведь «переменным» аппаратом можно заменить большинство сварочных выпрямителей. Поэтому на рынке существуют и бытовые и промышленные модели таких сварочных аппаратов.
Впрочем, АС сварке найдется применение и в быту. Ведь «переменным» аппаратом можно заменить большинство сварочных выпрямителей. Поэтому на рынке существуют и бытовые и промышленные модели таких сварочных аппаратов.
Бытовые и промышленные аппараты переменного тока
Как отличить бытовой аппарат от промышленного устройства? Тут все просто – если напряжение на входе в сварочный аппарат переменного тока – 380 В, то перед вами промышленное устройство. Если на вход подают 220 Вольт – перед вами бытовой аппарат.
Еще один вариант классификации – это сравнение силы сварочного тока. Если аппарат генерирует до 200 Ампер, то его следует отнести в категорию «бытовых устройств». Промышленные сварочные машины способны сгенерировать и 400 и 500-амперный ток. А от силы тока зависит не только производительность, но и работоспособность аппарата (глубина плавления, габариты присадочного материала и так далее).
Сварочные электроды переменного тока
В качестве присадочного материала в переменных аппаратах используют либо прутковые электроды, либо проволоку, изготовленную из того же металла, что и свариваемые детали.
Диаметр электрода или присадочной проволоки зависит от глубины стыка и максимального сварочного тока. Причем первый параметр определяет подходящий габарит, а второй – позволяет сделать заключение о готовности аппарата работать с «подходящим» диаметром присадки. Ведь каждый миллиметр диаметра электрода должен «поддерживаться» 40-60 Амперами сварочного тока.
Флюс (защитная среда) у электродов для «переменных» аппаратов может иметь и стандартный и уникальный состав. Все зависит от режимов сварки и типа свариваемого металла.
В итоге, электроды под переменный ток можно встретить в сериях АНО, МР, ОЗС. Причем все «переменные» марки можно использовать в паре с обычным сварочным выпрямителем.
И еще несколько слов о сварочных инверторах
Сварочный инвертор — это современно и правильно, хотя бы потому, что электроэнергии ему нужно почти в два раза меньше, чем обычному сварочному аппарату. |
Сварочный инвертор это устройство преобразующее входной переменный ток в постоянный, далее с помощью транзисторных ключей постоянный ток преобразуется в переменный с частотой выше 50 кГц и подаётся на высокочастотный сварочный трансформатор с последующим выпрямлением. Система управления с помощью обратных связей формирует идеальные выходные характеристики для любого способа сварки.
Благодаря высокой частоте, вес и размеры силового трансформатора снижаются в разы по сравнению с традиционными сварочными аппаратами. Например, обычный сварочный трансформатор на 160А весит 18кг, в то время как силовой трансформатор сварочного инвертора на 160А весит всего 0,25кг и по размерам чуть больше пачки сигарет.
Сварочные инверторы являются наиболее современными источниками сварочного тока. В отличие от трансформаторов и выпрямителей, у инверторов отсутствует силовой трансформатор. Работа сварочного инвертора построена на принципе фазового сдвига (инверсии) напряжения, осуществляемого электронной микропроцессорной схемой с покаскадным усилением тока (обычно микропроцессором типа IGBT). За счёт применения такого принципа удаётся получить широкий спектр вольт-амперных характеристик — от крутопадающей до возрастающей — с очень гладкой кривой тока, отклонения которого снижены до уровня десятых долей процента, что позволяет добиваться высокого качества сварки. Включение в схему высокочастотного генератора расширяет сферу применения инверторных источников питания и позволяет использовать их практически для любого метода дуговой сварки и для плазменной резки.За счёт небольшой массы, инверторы малой мощности очень перспективны для использования при монтаже ответственных металлоконструкций и трубопроводов, к сварным соединениям которых предъявляются повышенные требования, а условия работы не позволяют применять громоздкое промышленное оборудование, предназначенное для работы в цеховых условиях. Мощные инверторы промышленного типа позволяют создавать сварочные комплексы для любого вида дуговой сварки, построенные по модульному принципу — на основе одного источника тока. Все инверторы имеют плавную регулировку сварочного тока, а цифровая схема микропроцессора и введение ячеек памяти позволяет организовать запоминание нескольких наиболее часто применяемых режимов сварки.
За счёт применения такого принципа удаётся получить широкий спектр вольт-амперных характеристик — от крутопадающей до возрастающей — с очень гладкой кривой тока, отклонения которого снижены до уровня десятых долей процента, что позволяет добиваться высокого качества сварки. Включение в схему высокочастотного генератора расширяет сферу применения инверторных источников питания и позволяет использовать их практически для любого метода дуговой сварки и для плазменной резки.За счёт небольшой массы, инверторы малой мощности очень перспективны для использования при монтаже ответственных металлоконструкций и трубопроводов, к сварным соединениям которых предъявляются повышенные требования, а условия работы не позволяют применять громоздкое промышленное оборудование, предназначенное для работы в цеховых условиях. Мощные инверторы промышленного типа позволяют создавать сварочные комплексы для любого вида дуговой сварки, построенные по модульному принципу — на основе одного источника тока. Все инверторы имеют плавную регулировку сварочного тока, а цифровая схема микропроцессора и введение ячеек памяти позволяет организовать запоминание нескольких наиболее часто применяемых режимов сварки.
Наш — более чем 25-летний опыт продажи и ремонта сварочных инверторов различных типов позволяет сформулировать основные потребительские характеристики этих сварочных аппаратов:
1. Малый вес (3-13 кг) и скромные размеры сварочных инверторов позволяют производить сварку, легко перемещаясь вместе с аппаратом;
2. В инверторе нет силового трансформатора, а значит нет внутренних потерь на перемагничивание железа, на нагрев обмоток при взаимодействии их электромагнитных полей, на поглощение части электромагнитной индукции регулировочным шунтом — то есть КПД инвертора просто несопоставим с КПД обычного сварочного трансформатора или выпрямителя. Так, при сварке электродом диаметром 3 мм обычный аппарат потребляет не менее 6-7 кВт, а любой, даже самый простенький инвертор не более 3,5 кВт;
3. Микропроцессорное управление сварочного инвертора обеспечивает устойчивую обратную связь тока и напряжения на дуге с выходными параметрами аппарата — при зажигании дуги аппарат генерирует дополнительный импульс тока (так называемый «горячий старт»), а при коротком замыкании сварочный ток сразу отключается — то есть «приморозить» электрод здесь практически невозможно;
4. Сварочный инвертор имеет значительно более широкий, чем у обычного аппарата, диапазон регулировки сварочного тока, что особенно важно при сварке тонкими электродами (диаметром 1,6 или 2 мм) — дуга на малых токах «шепчет», брызг нет — не сварка, а одно удовольствие.
Сварочный инвертор имеет значительно более широкий, чем у обычного аппарата, диапазон регулировки сварочного тока, что особенно важно при сварке тонкими электродами (диаметром 1,6 или 2 мм) — дуга на малых токах «шепчет», брызг нет — не сварка, а одно удовольствие.
5. Что же касается стоимости сварочных инверторов, то она уже достаточно давно, и не без участия производителей из КНР, вплотную приблизилась к стоимости традиционных сварочных аппаратов, тем более, что цены на обычные аппараты тоже на месте не стоят — так что разница в цене заслуженная.
Теперь о недостатках (ну как же без них) или, скажем так — об особенностях эксплуатации сварочных инверторов.
Здесь надо четко различать:
— эксплуатация на производстве;
— использование аппарата дома, в гараже, на даче.
На производстве основной враг инвертора пыль, причем любая — и от «болгарки» и от реконструкции стен.
На втором месте — желание, с помощью ивертора, разрезать пополам рельс. Разумеется, такие желания не всегда совпадают с возможностями аппарата, тем более что резать такой «сварщик» старается быстро и тепловое реле аппарата просто не успевает среагировать на такую сверхнагрузку. В результате дорогостоящий модуль I.G.B.T. — «сердце» аппарата, выходит из строя прежде, чем аппарат отключится сам.
Разумеется, такие желания не всегда совпадают с возможностями аппарата, тем более что резать такой «сварщик» старается быстро и тепловое реле аппарата просто не успевает среагировать на такую сверхнагрузку. В результате дорогостоящий модуль I.G.B.T. — «сердце» аппарата, выходит из строя прежде, чем аппарат отключится сам.
Дальше идут такие «мелочи» как небрежное обращение с аппаратом, продолжение его эксплуатации при появлении явных признаков неисправности, ослабление фиксации сварочных кабелей в панельных гнездах, да и просто передача инвертора неквалифицированному сварщику, хотя и «асы» тоже бывают хороши.
Что же касается эксплуатации аппарата в быту, то здесь характерны следующие проблемы: заметно низкое (ниже 180 В) напряжение в дачной или гаражной электросети (владелец аппарата даже и в этом случае, по наивности, ждет от него эффективной работы), а второе место делят между собой зимнее хранение аппарата в сарае или в гараже и передача аппарата соседу.
Но в большинстве случаев, аппараты у частных владельцев живут долго и счастливо.
Есть у сварочных инверторов еще одна особенность. Это труднопроизносимое название. Многие так и норовят сказать «инвектор». Впрочем, на отличные потребительские характеристики инверторов это почти не влияет.
Поэтому, договариваемся сразу, сварочный инвертор, как всякий хороший и дорогостоящий инструмент, надо беречь, на землю не бросать, кому попало не доверять, почаще продувать от пыли (хотя бы «обратным ходом» пылесоса) и все будет хорошо, тем более, что наш Сервис-центр давно уже освоил практически любой ремонт сварочных инверторов. ________________________________________________________________________________
НЕМНОГО ТЕОРИИ.
Принцип действия инвертора.
Инвертор — это устройство, преобразующее постоянное напряжение в высокочастотное переменное. Конвертор — устройство для понижения или увеличения постоянного напряжения, иногда с промежуточным высокочастотным звеном. С появлением инверторных источников более простые неинверторные стали называть конвенциональными, т.е. традиционными.
С появлением инверторных источников более простые неинверторные стали называть конвенциональными, т.е. традиционными.
Схема выпрямителя с двухтактным транзисторным (рис.1) инвертором наиболее удобна для объяснения процесса инвертирования. Входной выпрямительный блок V1 преобразует переменное напряжение сети в постоянное, которое сглаживается с помощью низкочастотного фильтра L1, С1. Затем выпрямленное напряжение Uвс преобразуется в однофазное переменное U1 высокой частоты с помощью инвертора на двух транзисторах VT1 и VT2. Далее напряжение понижается трансформатором Т до U2, выпрямляется блоком вентилей V2, проходит через высокочастотный фильтр L2, С2 и подается на дугу в виде сглаженного напряжения.
Рис.1 Схема выпрямителя с транзисторным инвертором
Подробнее рассмотрим процесс инвертирования. При подаче сигнала на базу транзистора VT1 отпирается его коллекторная цепь, и по первичной обмотке трансформатора Т в интервале времени t1 протекает ток в направлении, показанном тонкой линией. При снятии сигнала с базы этот ток прекращается. С некоторой задержкой отпирается транзистор VT2, при этом в интервале времени t2 ток по трансформатору идет уже в другом направлении, показанном пунктиром. Таким образом, по первичной обмотке трансформатора идет переменный ток. Длительность его периода Т и частота переменного тока f = 1/Т зависят от частоты запуска транзисторов, определяемой системой управления. Обычно частота устанавливается на уровне 1-100 кГц. Поскольку эта частота не зависит от частоты сети, такой инвертор называют автономным. Иногда инвертор конструктивно объединяют с трансформатором Т, выпрямительным блоком V2 и фильтром L2-C2. Такое устройство называют конвертором, у него на выходе, как и на входе, постоянное напряжение, но меньшей величины.
При снятии сигнала с базы этот ток прекращается. С некоторой задержкой отпирается транзистор VT2, при этом в интервале времени t2 ток по трансформатору идет уже в другом направлении, показанном пунктиром. Таким образом, по первичной обмотке трансформатора идет переменный ток. Длительность его периода Т и частота переменного тока f = 1/Т зависят от частоты запуска транзисторов, определяемой системой управления. Обычно частота устанавливается на уровне 1-100 кГц. Поскольку эта частота не зависит от частоты сети, такой инвертор называют автономным. Иногда инвертор конструктивно объединяют с трансформатором Т, выпрямительным блоком V2 и фильтром L2-C2. Такое устройство называют конвертором, у него на выходе, как и на входе, постоянное напряжение, но меньшей величины.
Если на входе инвертора установлен мощный накопительный конденсатор С1, то напряжение инвертора U1 имеет прямоугольную форму, как показано на рис.2. Такую конструкцию называют автономным инвертором напряжения (АИН). Напротив, если на входе инвертора установить мощный дроссель L1, а обмотку трансформатора Т шунтировать конденсатором, то сглажен будет уже входной ток. Такой преобразователь называется инвертором тока (АИТ). Наконец, возможна конструкция, в которой благодаря наличию последовательно соединенных индуктивности и емкости образуется колебательный контур с синусоидальным током, она названа резонансным инвертором (АИР).
Такой преобразователь называется инвертором тока (АИТ). Наконец, возможна конструкция, в которой благодаря наличию последовательно соединенных индуктивности и емкости образуется колебательный контур с синусоидальным током, она названа резонансным инвертором (АИР).
Регулирование режима сварки осуществляется несколькими способами. Например, если входной выпрямительный блок выполнить тиристорным, то при увеличении напряжения Uвс увеличивается и амплитуда высокочастотного напряжения U2 и среднее значение Uв выпрямленного напряжения (рис.2а):
Uвс ↑ => U1 ↑ => U2 ↑ => Uв ↑
Возможно также регулирование изменением частоты импульсов (рис.2б):
f ↑ => T ↓ => Uв ↑
Но наибольшее распространение получил способ широтно-импульсного регулирования (рис.2в):
t ↑ => Uв ↑,
поскольку при постоянной частоте облегчается выбор параметров выходного фильтра, а также снижается спектр электромагнитных помех, которые легче устранить входным фильтром.
Рис.2 Осциллограммы при регулировании напряжения изменением амплитуды (а), частоты (б) и ширины импульсов (в).
В выпрямителе с инвертором используется амплитудное, частотное и широтное регулирование режима.
Естественные внешние характеристики выпрямителя зависят от конструкции инвертора и трансформатора. Искусственные характеристики формируются с помощью обратных связей по току и напряжению.
Сварочные свойства выпрямителей с инвертором, как правило, лучше, чем у конвенциональных источников, и объясняется это высоким быстродействием инвертора. Если у неинверторного однофазного выпрямителя длительность переходного процесса составляет не менее полупериода стандартного переменного тока, т. е. около 0,01 с, то у выпрямителя с инвертором быстродействие характеризуется значениями 0,0005 с и меньше. При механизированной сварке в углекислом газе такой выпрямитель способен обеспечить сложный алгоритм изменения тока с целью управления переносом электродного металла при длительности отдельных этапов цикла около 1 мс. Высокие динамические свойства выпрямителя с инвертором проявляются и в случае программного управления процессом ручной дуговой сварки, например по циклограмме. В этом случае легко обеспечивается горячий пуск в начале сварки, быстрый переход от одного из заранее настроенных режимов к другому при попеременной сварке то нижних, то вертикальных швов, сварка пульсирующей дугой с регулируемой формой импульса и т. д.
Высокие динамические свойства выпрямителя с инвертором проявляются и в случае программного управления процессом ручной дуговой сварки, например по циклограмме. В этом случае легко обеспечивается горячий пуск в начале сварки, быстрый переход от одного из заранее настроенных режимов к другому при попеременной сварке то нижних, то вертикальных швов, сварка пульсирующей дугой с регулируемой формой импульса и т. д.
Достоинства и недостатки выпрямителя с инвертором тесно связаны друг с другом. Здесь энергия претерпевает по крайней мере четыре ступени преобразования. Тем не менее, такой выпрямитель экономичен и весьма перспективен. Дело в том, что сердечник высокочастотного трансформатора имеет очень малые сечение и массу. Обычно сердечник весит в десятки раз меньше, чем сердечник трансформатора на 50 Гц. В целом, такой выпрямитель имеет замечательные массо-энергетические характеристики: 0,02-0,1 кг на 1 А сварочного тока и 1-4 кг на 1 кВт потребляемой мощности, т. е. весит в 5-15 раз меньше других выпрямителей.
Выпрямитель с инвертором пока еще дороже конвенциональных источников, поэтому его рекомендуют использовать в тех случаях, где имеют значение малые масса и габариты — при сварке на монтаже, в быту, на ремонтных работах. В эксплуатации такой источник чрезвычайно экономичен. Его коэффициент мощности близок к 1, КПД не ниже 0,7, а иногда достигает 0,9.
СТАТЬЯ ПО СВАРОЧНЫМ ИНВЕРТОРАМ
Сварочный инвертор – энциклопедия VashTehnik.ru
Сварочный инвертор – прибор, где ток электрода регулируется за счёт изменения режима работы внутреннего преобразователя постоянного напряжения в переменное. Посредством подобного, на первый взгляд, странного хода удалось снизить вес оборудования, обеспечить подстройку под род работ в обширных пределах.
Сварочный инвертор
Сварочный преобразователь
Величина сварочного тока
В первую очередь сварочный инвертор позволяет легко реализовать удобный режим работы. В устройства без труда внедряется режим Антизалипания (автоматическое выключение при коротком замыкании), присутствуют иные особенности. Сегодня утверждение о высокой стоимости сварочного инвертора утратило силу. Огромная часть моделей потребляет настолько мало энергии, что пригодна к использованию в домашних условиях. Желающим купить Ресанту порой сложно понять, сколько Вт потребуется для снабжения устройства энергией.
В устройства без труда внедряется режим Антизалипания (автоматическое выключение при коротком замыкании), присутствуют иные особенности. Сегодня утверждение о высокой стоимости сварочного инвертора утратило силу. Огромная часть моделей потребляет настолько мало энергии, что пригодна к использованию в домашних условиях. Желающим купить Ресанту порой сложно понять, сколько Вт потребуется для снабжения устройства энергией.
У сварщиков в противовес большей части техники принято по-другому подходить к измерению возможностей прибора. Известно, что для использования электрода установленной толщины полагается получить на выходе инвертора определённый ток. Эти значения, как правило, указываются в инструкции. К примеру, для «четвёрки» ток занимает значения 120 – 200 А. Это зажжёт дугу, не допуская шанса спалить все окончательно. Если попробуете ток поставить меньше, работу выполнить окажется попросту невозможно.
Итак, сварочный инвертор характеризуется конкретной областью рабочих токов, по которой мастер делает вывод о пригодности оборудования в определённом случае. Для домашнего применения не берут инструмент с током более 200 А. Этого хватит, чтобы использовать электроды на 5 мм. А сверху ограничивает мощность. В параметрах показатель не фигурирует, но значение вычисляется по типичной формуле. На каждом сварочном инверторе расположена табличка, где указывается, помимо тока, рабочее напряжение. Для читателей показано на картинке, как вычисляется мощность.
Для домашнего применения не берут инструмент с током более 200 А. Этого хватит, чтобы использовать электроды на 5 мм. А сверху ограничивает мощность. В параметрах показатель не фигурирует, но значение вычисляется по типичной формуле. На каждом сварочном инверторе расположена табличка, где указывается, помимо тока, рабочее напряжение. Для читателей показано на картинке, как вычисляется мощность.
Это важный параметр, сварочный инвертор способен легко спалить проводку. У большинства приборов отмечается параметр рабочего цикла (на картинке показан в процентах), определяющий, сколько времени от общего занимает активная часть. У читателей сразу возникнет вопрос: сколько длится общий интервал. По общепринятым соглашениям считается, что он составляет 10 мин. Если на рисунке указано, что током 160 А варят 70% времени, это означает 7 мин. Потом полагается сделать 3-минутную паузу, дать оборудованию остыть.
Применение таблицы значений
Указанные характеристики не затрагивают собственно сварочный инвертор. Большая часть техники выдаёт настраиваемый ток. Но лишь сварочный инвертор позволяет сдвигать настройки чрезвычайно плавно. Если говорить подробно, сварка может идти постоянным током или переменным. В примере рассматривается инвертор первого рода. Это понятно по значку, расположенному левее продолжительности цикла в процентах (две прямые черты, нижняя пунктирная). Переменный ток массово применяется для сварки цветных металлов.
Большая часть техники выдаёт настраиваемый ток. Но лишь сварочный инвертор позволяет сдвигать настройки чрезвычайно плавно. Если говорить подробно, сварка может идти постоянным током или переменным. В примере рассматривается инвертор первого рода. Это понятно по значку, расположенному левее продолжительности цикла в процентах (две прямые черты, нижняя пунктирная). Переменный ток массово применяется для сварки цветных металлов.
Постоянный ток или переменный
В отдельном случае применяется собственная технология. К примеру, алюминий часто варят током обратной полярности, что помогает удалять оксидную плёнку с поверхности. Электроды требуется просушивать, предлагаются отдельные рекомендации по применению флюса. Разработана масса технологий, и сварочный инвертор обычно реализует лишь их часть. Преимущественно подразумевается сварка постоянным током черных металлов. В прочих случаях нужно внимательно изучать литературу. Как говорилось выше, сварка цветных металлов ведётся и постоянным, и переменным током, причём важно правильно соблюсти полярность.
Подчёркиваем, что сварочный инвертор становится лишь технологией получения переменного или постоянного тока, необходимого для правильной работы электродов. За остальное отвечает уже мастер, определяющий, какого рода ток используется, где взять электроды, как правильно подключить. Ряд терминов, идущих рука об руку со сварочными работами:
- Дуговая сварка. Термин популярен в источниках. Означает, что в ходе сварочного процесс образуется дуга из ионизированного воздуха – ослепительное сияние, видимое при работах. Образующееся ударное повышение температуры позволяет без затруднений плавиться электроду (или проволоке). Иной вид сварки в гаражах не встречается.
- Слово полуавтомат подразумевает автоматическую подачу электрода (чаще проволоки), мастеру остаётся лишь идти вдоль шва с заданной скоростью. Полуавтомат вполне способен оказаться инвертором, это сложное оборудование, большинству не по карману.
- Обычно в системе обозначений подразумевается сварка черных металлов. Для этого применяются рядовые электроды, флюс обычно не нужен, как и среда инертного газа: приспособления служат, как правило, для защиты нежного цветного металла от агрессивного действия кислорода. Полярность используется прямая. Заземление подключается на чёрную клемму, а сварочный электрод на красную. Выше мы говорили, что для цветных металлов бывает с точностью до наоборот, но это уже тонкости, на которые обычный сварочный аппарат не рассчитан.
 Для этого применяются рядовые электроды, флюс обычно не нужен, как и среда инертного газа: приспособления служат, как правило, для защиты нежного цветного металла от агрессивного действия кислорода. Полярность используется прямая. Заземление подключается на чёрную клемму, а сварочный электрод на красную. Выше мы говорили, что для цветных металлов бывает с точностью до наоборот, но это уже тонкости, на которые обычный сварочный аппарат не рассчитан.
Для этого применяются рядовые электроды, флюс обычно не нужен, как и среда инертного газа: приспособления служат, как правило, для защиты нежного цветного металла от агрессивного действия кислорода. Полярность используется прямая. Заземление подключается на чёрную клемму, а сварочный электрод на красную. Выше мы говорили, что для цветных металлов бывает с точностью до наоборот, но это уже тонкости, на которые обычный сварочный аппарат не рассчитан.Пособие для сварщика
Какой ток использовать, описано в любом достойном справочном пособии для сварщиков. Настоятельно рекомендуем найти книгу и пользоваться в противовес мнению знакомых мастеров.
Как работает сварочный инвертор
Сказанное выше относится к большей части сварочных аппаратов, включая разновидности инверторов. Чтобы понять, в чем заключается особенность рассматриваемого класса приборов, кратко обратимся к структурной схеме. В состав сварочного инвертора входит блок для преобразования постоянного тока в переменный. Так снижается вес трансформатора. Чем выше частота, тем меньше размеры медной обмотки при равных потерях. Эта идея используется в любом импульсном блоке питания (адаптеры для ноутбуков, зарядные устройства для телефонов, системники персональных компьютеров), где установлен инвертор.
Так снижается вес трансформатора. Чем выше частота, тем меньше размеры медной обмотки при равных потерях. Эта идея используется в любом импульсном блоке питания (адаптеры для ноутбуков, зарядные устройства для телефонов, системники персональных компьютеров), где установлен инвертор.
По утверждению Википедии дело обстояло так. На заре времён всеобщей электрификации требовалось решать задачи преобразования переменного тока в постоянный. Для этого применялись специфические механические устройства, где каждую половину периода направление электродов контакторов менялось на противоположное – инвертировалось. Оказалось, что устройства выполняют и обратную задачу: получение из постоянного тока переменного.
В Википедии прописана оговорка, что указанный путь толкования происхождения термина инвертор применительно к рассматриваемому контексту носит, скорее, характер предположительный. Истинные корни слова остаются неизвестными. А принцип действия понемногу эволюционировал. Если раньше применялись обычные двигатели, где вал сопрягался с контактором, сегодня часто используются электронные ключи в виде транзисторов, тиристоров и прочих силовых элементов. Путь развития последней ветки начался на заре XX столетия, когда впервые осознали полезность тиратронов.
Путь развития последней ветки начался на заре XX столетия, когда впервые осознали полезность тиратронов.
Смысл: по слабому сигналу управляющей микросхемы большой мощности постоянное напряжение нарезается ключом на импульсы, без труда проходящих через трансформатор. Новички спрашивают: «Зачем это нужно?».
Ключ становится дозатором. В зависимости от способа нарезки он пропускает на выход необходимую мощность. Легко заметите, что в режиме на 100 А потребление ниже раза в 1,5. Ситуация реализуется при помощи инвертора. Его ключ нарезает постоянное напряжение пачками, оставляя пустой интервал. И чем пространство шире, тем меньше мощности проходит на выход. Подытожим:
- Высокая частота нарезания импульсов позволяет пройти относительно малогабаритный трансформатор без потерь.
- Электронный способ управления делает возможным варьирование выходной мощности в широких пределах.
Добавим, что в большинстве сварочных инверторов после трансформатора напряжение повторно выпрямляется: это делается для попадания возможностей изделия в круг задач максимального числа пользователей. Что закономерно повышает спрос на продукцию. Сварочный инвертор с режимом переменного тока понадобится далеко не каждому, вдобавок цветные металлы позволяют работать и постоянным током.
Что закономерно повышает спрос на продукцию. Сварочный инвертор с режимом переменного тока понадобится далеко не каждому, вдобавок цветные металлы позволяют работать и постоянным током.
Какой сварочный инвертор выбрать
Большинство сварочных аппаратов сегодня строится по схеме инверторов. Простой трансформатор на три фазы практически не используется. Считается, что сварка цветных металлов переменным током оставляет более аккуратный шов. До покупки прибора узнайте, каким диаметром электрода, каким типом и на каком токе выполняются сварочные работы. Прибор обязан соответствовать. К примеру, сварочный инвертор из нашего примера годится исключительно для сварки покрытыми электродами диаметром до 5 мм включительно.
Выбор идеального прибора
При всем прочем сварка постоянным током плавящимся металлическим электродом обнаруживает максимальную скорость. Аргон стоит денег, выполнение работ в среде инертного газа потребует больших затрат. Получается, выполняется оценка предстоящих мероприятий, изыскивается золотая середина между:
- Ценой.
- Качеством.
- Скоростью.
- Простотой.
- Доступностью расходных материалов.

Обратите пристальное внимание на последний пункт, если живете в провинции. Местные дельцы не всегда знают, что род тока бывает переменным. Дело доходит до смешного: самоуверенные в собственной неграмотности, бизнесмены даже не попытаются привезти технику на заказ. Не забудьте осведомиться о местах расположения сервисных мастерских. Часто случается, что магазины товар отказываются принимать обратно, даже если в инструкции напрямую указано на обязанность дилера.
Статистику по поломкам рекомендуется набирать на форумах. Наравне с откровенным незнанием темы владельцы сварочных аппаратов охотно делятся опытом и рассказывают о собственных успехах и неудачах.
как сделать инвертор для дома своими руками и схемы для этого, обзор электрического аппарата и отзывы об этом
Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. Например, агрегат марки ВД 306 весит порядка 150 кг.
В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. Например, агрегат марки ВД 306 весит порядка 150 кг.
С развитием полупроводникового оборудования и появление таких элементов, как тиристоры привело к созданию устройств, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше, всего несколько килограмм, например, Ресанта САИ 250 весит всего 5 кг, — сварочного инвертора или инверторного сварочного аппарата.
Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.

Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.

Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно.
К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим.
Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими.
Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов.
В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Какой сварочный аппарат лучше
Выбор аппарата – это по большей части дело сугубо индивидуальное. И каждый выбирает аппарат по своим потребностям, но, можно сказать, что устройства с диапазоном сварочного тока в пределах 200 – 250 А, позволяет выполнять самые сложны работы и обрабатывать детали разной толщины.
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.

Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы.
Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций.
Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Дополнительные функции в инверторах
В современных инверторных устройствах реализованы некоторые опции, которые заметно облегчают работу сварщика:
- Горячий старт – зачастую у начинающих сварщиков, да и не только у них, возникают сложности с розжигом и поддержанием дуги в рабочем состоянии. В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.
- Еще одна проблема, которая преследует новичков – залипание электрода. Причин тому несколько, но решение у нее одно – снижение уровня сварочного тока. Эта операция так же выполняется автоматически.
- Форсаж дуги позволяет выполнять швы в разных пространственных положениях.
- Снижение напряжения холостого хода до безопасного для рабочего и его окружающих людей уровня.
Как и любое техническое оборудование, сварочные инверторы обладают рядом технических параметров, которые определяют их возможности. Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А.
Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А.
После преобразования тока, подаваемого из электрической сети в 220 В, на выходе из аппарата получается ток с напряжением в 50 – 90 В и рабочей частотой в 20 – 50 кГц. Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня.
Режим работы на максимальном токе
Важный показатель работы любого сварочного аппарата это показатель длительности работы. Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения.
Другими словами, если ПВ составляет 50% — это значит что время эффективной работы, составит 5 минут, если показатель составляет 70%, то время составит 7 минут. Этот показатель должен быть отражен в технической документации, входящей в состав поставки сварочного аппарата.
Рекомендации по эксплуатации бытовых инверторов
Инвертор, предназначенный для сварки – это сложное инженерное устройство, которое оснащено множеством уровней защиты.
Аппаратура этого класса показывает стабильность в работе и между тем требует к себе бережного отношения и своевременного обслуживания. Перед приобретением аппарата целесообразно тщательно изучить руководство по эксплуатации.
При работе с инвертором необходимо соблюдать несколько простых правил безопасности:
- Все токопроводящие рукава не должны иметь повреждений, клеммы для подключения должны надежно фиксироваться в аппарате.
- Если в конструкции аппарата предусмотрен вентилятор и во время включения он не вращается, эксплуатация такого устройства недопустима.
- При работе с аппаратом необходимо использовать средства индивидуальной защиты.

Источник: https://stankiexpert.ru/spravochnik/svarka/svarochnyjj-invertor.html
Устройство и принцип работы аппаратов для сварки, как выбрать сварочный аппарат
Дуговая сварка широко применяется, ведь благодаря этой технологии появилась возможность делать неразъемное соединение металлических деталей, а прочность шва при этом такая же, как и у массива материала. Это обстоятельство обусловлено непрерывностью образованных структур и молекулярными сцеплениями между деталями.
Электрическая дуга
Пробой — эмиссия электронов катода. Разогреваемые током электроны выходят и направляются к ионизированным атомам анода. Затем появляется разряд, ионизируется воздух зазора, образовывается плазма, снижается сопротивление воздушной прослойки, ток усиливается, дуга разогревается, и став проводником замыкает цепь. Процесс получил название «розжиг» дуги. Стабилизируется дуга путем установления требуемого расстояния между электродами и поддержанием характеристик энергоснабжения.
Сваривание металлов
Выбор хорошего электрода и способа сварки крайне важен, так как от него зависит, будут ли его механические свойства аналогичны свойствам основного металла.
Сварочная ванна должна быть защищенной от воздействия воздуха для исключения окисления металла. С этой целью в рабочей зоне создается особая среда, что достигается двумя способами:
- Технология MIG-MAG, когда аргон, гелий или CO2 подается из специального баллона.
- Сжигание обмазки электрода и образование при этом защитного шлакового или шлакогазового «купола».
В плане стабильности электроснабжения сварка — процесс довольно капризный, ведь требуемый температурный режим находится в прямой зависимости от параметров тока. Должна быть обеспечена устойчивость электрической дуги. Лишь стабильная дуга предотвратит появления дефектов шва, особенно при розжиге и затухании.
Чем свариваемые детали массивнее, тем более глубоким должно быть плавление, большего диаметра применяется электрод, больше силы и мощности требуется для работы. Определить силу тока оператор зачастую может лишь опытным путем, порой ее регулируют в процессе сварки, а иногда жестко фиксируют. Горение дуги от источника постоянного тока стабильнее, без прерываний.
Определить силу тока оператор зачастую может лишь опытным путем, порой ее регулируют в процессе сварки, а иногда жестко фиксируют. Горение дуги от источника постоянного тока стабильнее, без прерываний.
При потреблении постоянного тока отсутствует полярность, образуется меньшее количество брызг металла, а шов получается качественнее. Сварка с переменным током несколько сложнее, потому что для поддержания дуги рабочий должен иметь серьезные навыки, высокого качества сварки в этом случае добиться сложно. Переменным током рекомендуется варить алюминий и его сплавы. Разные виды аппаратов для сварки имеют разные технические особенности, свои плюсы и минусы.
Инверторы: минусы и плюсы
После частотного инвертирования ток идет на миниатюрный трансформатор, где уменьшается его напряжение и увеличивается сила. Затем свою работу начинает выполнять высокочастотный фильтр и выпрямитель — постоянный ток подается на электроды для образования дуги.
Увеличение частоты тока — главное достижение инвертора. К плюсам относится также:
К плюсам относится также:
- Высокий КПД (85—95%).
- Возможность питания от обычной розетки.
- Большой период непрерывной работы.
- Широкий диапазон значений силы тока.
- Плавная регулировка тока и напряжения.
- Режим работы контролируется микропроцессорами и управляющими схемами.
- Защита от перепадов напряжения.
- Качественный сварной шов.
- Возможность соединения материалов, с трудом поддающихся сварке.
- Повышенная электрическая безопасность.
Недостатки инверторов:
- Высокая стоимость.
- Плохая реакция на проникновение пыли в корпус.
- Электроника чувствительна к влаге и холоду, что может привести к появлению конденсата.
- Вероятность появления в основной сети помех.
Сварочные трансформаторы
Достоинства:
- Низкая стоимость (в два-три раза дешевле инверторов).
- Простота конструкции.
- Ремонтопригодность.
- Надежность.

Недостатки:
- Большой вес и габариты.
- Из-за переменного тока сложно получить высококачественный шов.
- Трудность удерживания дуги.
- Сравнительно невысокий КПД (не более 80%).
- Невозможность подключения к внутридомовой сети.
Сварочные выпрямители
В большинстве случаев требуется охлаждение вентиляторами. Часто устройства имеют дополнительные дроссели, позволяющие улучшить характеристики исходящего тока, который сглаживается и фильтруется. В комплекте с выпрямителями может быть защитная, измерительная и пускорегулирующая аппаратура. Тут важна стабильность температуры и тока, поэтому устанавливаются ветровые реле, термостаты, плавкие предохранители, автоматы. Наиболее распространены выпрямители на три фазы.
Достоинства сварочных выпрямителей:
- Высококачественный шов.
- Легкость поддержания дуги.
- Минимальное разбрызгивание материала присадки.
- Большая глубина плавления.
- Меньшие габариты и вес в сравнении с трансформаторами переменного тока.
- Возможность сваривания чугуна, цветных металлов, теплоустойчивой стали.

Недостатки:
- Высокая стоимость.
- Необходимость внимательного наблюдения за состоянием системы охлаждения.
- Отсутствие в большинстве случаев возможности питания от бытовой сети.
- КПД меньше, чем у инвертора.
- Относительно сложная конструкция.
Полуавтоматы: характеристика
Сварочная проволока при помощи специального механизма подается в рабочую зону, где в активном газе расплавляется и направляется в сварочную ванну. Газ вытесняет воздух около сварочной ванны, защищает шов от кислорода. Применяется с этой целью углекислый газ, аргон, гелий, комбинации этих газов. С использованием флюсовой проволоки газ можно не подавать в рабочую зону.
Плюсы:
- Легкость сваривания тонколистовых деталей.
- Качество шва, возможность получения «короткого шва».
- Широкий спектр свариваемых материалов.
- Высокая производительность.
- Большой разброс настроек и регулировок.

Минусы:
- Высокая цена.
- Высокая стоимость расходных материалов.
- Необходимо применения баллонов или подключения к специальной сети.
- Трудность работы на улице, где газовую среду нужно защищать от сдувания.
Напряжение сети. Бывает одно- или трехфазным. Для непромышленного применения рекомендуется аппарат на 220 В или универсальная машина «220/380». Большинство аппаратов могут выйти из строя или перестать варить из-за перепадов напряжения. В связи с этим инверторы комплектуются защитой от скачков напряжения. У бытовых агрегатов диапазон шире на 10—15%, а профессиональным моделям нужно напряжение 165—270 В.
Напряжение холостого хода. Эта характеристика определяет способность аппарата разжигать электрическую дугу и поддерживать ее горение. Чтобы дуга возбудилась, напряжение должно быть примерно в 1,5—2,5 раза больше напряжения стабильного горения электрической дуги.
Чтобы дуга возбудилась, напряжение должно быть примерно в 1,5—2,5 раза больше напряжения стабильного горения электрической дуги.
Мощность. В паспортах часто указывается максимальная мощность источника питания сварочного аппарата, соответствующая максимальным нагрузкам на сеть. Если единицы измерения кВт, значит, говорится об активной мощности, если кВА — о полной мощности, которая обычно выше из-за поправочного коэффициента.
Реальная мощность определяется силой тока, которую способен выдать аппарат. Этот показатель и определяет толщину свариваемого металла и максимальный диаметр электрода.
Класс защиты. В паспорте должен быть 2-циферный код I. P. Индекс среднестатистических источников питания для сварки — IP21-IP23. Двойка говорит, что внутрь корпуса не проникнут предметы толщиной больше 12 мм.
Вторая цифра говорит о защите от влаги — 1 — означает, что капли воды, вертикально падающие на кожух, вреда не нанесут; 3 означает, что даже под углом 60 ° вода в корпус аппарата не проникнет.
Диапазон температур. Согласно ГОСТ, ручная сварка может осуществляться при температуре -40—40 ° C. Однако не все сварочные аппараты удается пустить в работу при температуре ниже нуля градусов. Чаще всего проблемы появляются с инверторами, в которых при минусовой температуре просто загорается сигнализатор перегрузки, и сварочный аппарат выключается.
Работа от генератора. Эта функция пригождается для работы в полевых условиях. Не все аппараты могут питаться от бытовых генераторов с ДВС.
Многие источники питания облегчают удержание дуги: «Антиприлипание на выключении», «Горячий старт», «Форсирование дуги», «Розжиг на подъёме».
Полезно обратить внимание на индикацию параметров, функциональность, широту рабочих регулировок, защиту от перегрузок, качество маркировки, электробезопасность, комплектность, эргономику, ремонтопригодность.
Рекомендуется приобрести аппарат с максимумом технических характеристик в паспорте, а паспорт рекомендуется купить на русском языке.
Источник: https://tokar.guru/svarka/tipy-svarochnyh-apparatov-princip-raboty-ustroystva.html
Принцип работы сварочного инвертора: устройство аппарата, из чего состоит и как работает?
Сварка относится к самым эффективным методам, позволяющим надежно соединять металлические детали. Достигнуть наиболее качественных результатов в создании разнообразных конструкций из металла можно с помощью инвертора.
Данный инструмент широко применяется не только в производственных целях, но и в бытовых условиях. Поэтому важно понимать принцип работы сварочного инвертора.
Устройство и основные характеристики инверторов
Еще совсем недавно подобные агрегаты были достаточно простыми по схеме работы. Со временем аппарат был существенно модернизирован и дополнен электроникой.
В результате такие характеристики инверторных аппаратов, как его эффективность и функциональность существенно повысились. А самое главное, в процессе подобных модификаций, устройство не стало стоить дороже.
Как показывают современные тенденции, цена на аппарат, наоборот, снизилась, что не может не радовать сварщиков. Устройство сварочного инвертора очень схоже с блоками питания, используемыми в компьютерах.
Их схожесть заключается в принципе преобразования энергии, которое осуществляется в соответствии со следующими основными этапами:
- выпрямление переменного напряжения электросети 220 В;
- преобразование напряжения в переменное высокой частоты;
- снижение высокочастотного U;
- выпрямление пониженного напряжения.
Выше лишь кратко перечислены основные действия данного прибора. Как видно, импульсные блоки питания персональных компьютеров выполняют такие же операции, что известно даже чайникам.
Раньше главным узлом сварочного устройства являлся мощный трансформатор. Он также позволял понижать входное напряжение и снимать со вторичной обмотки большие токи, величина которых могла достигать сотен ампер. Данных параметров было вполне достаточно, чтобы осуществлять сварку.
Недостатком такого агрегата является слишком большой вес, делающий мобильность инструмента минимальной. С целью уменьшения габаритов и веса были разработаны инверторы.
Однако напряжение в сварочном инверторе должно быть постоянным. В этих целях используется выпрямитель, представленный диодным мостом и конденсаторами, работающими на сглаживание выходного напряжения.
Принцип работы устройства
Принцип работы сварочного аппарата с инвертором основан на преобразовании токов высокой частоты до необходимой величины. Это и есть основное отличие от традиционного трансформаторного устройства.
В следствие того, что токи преобразуются непосредственно перед процедурой сварки, подобные устройства отличаются относительно малыми габаритами и весом. Всем известно, в бытовой электросети величина напряжения составляет 220 вольт, а частота переменного тока – 50 Гц. Такие значения не подходят для проведения сварочных работ.
Аппарат инверторного типа позволяет обеспечить необходимые значения, подходящие для розжига дуги и поддержания ее горения.
Важным моментом является возможность инверторной схемы обеспечивать указанные величины питания в широком диапазоне значений, что позволяет сваривать металлы в различных условиях.
Внутреннее устройство прибора предполагает наличие выпрямителя. Он запитывается от обычной бытовой электросети. Его главная задача: преобразование переменного тока в постоянный. Во время данного процесса напряжение не изменяется. Далее блок устройства выполняет обратное преобразование.
В результате указанных операций, частота тока значительно увеличивается. Вместо стандартного значения в 50, оно повышается до нескольких десятков тысяч герц. Такие большие величины достигаются благодаря использованию тиристоров и транзисторов.
В результате, на трансформатор поступает напряжение с высокой частотой. Далее происходит увеличение силы тока за счет снижения напряжения. Трансформаторы, позволяющие осуществить такой переход, отличаются незначительным весом и размерами.
В результате сварочные аппараты стали более мобильными. Такие устройства проще использовать в бытовых целях, например, в маленькой мастерской, на даче или даже дома.
Такие устройства проще использовать в бытовых целях, например, в маленькой мастерской, на даче или даже дома.
Стоит отметить, что современные устройства отличаются высоким коэффициентом полезного действия, вплоть до 90 процентов.
Раньше данные приборы имели более простое устройство, очень близкое к описанному выше. Однако современные конструкции предусматривают наличие дополнительной электроники, повышающей функциональность инструмента.
Достаточно часто используются различные электронные узлы, на основе микропроцессоров. В результате осуществляется контроль напряжения и тока. Если их значения отклоняются от оптимальных, тогда они корректируются.
Таким образом, оборудование может функционировать без сбоев, а также повышается диапазон выбора параметров сварки.
Технические параметры
Итак, как работает инверторный сварочный аппарат – понятно. Данный принцип остается неизменным для всех типов таких устройств. Тем не менее на рынке доступно большое количество различных моделей, представленных как отечественным производителем, так и зарубежными компаниями.
Хотя принцип действия инверторных сварочных аппаратов остается неизменным, некоторые характеристики все же отличаются, а именно:
- величина сварочного тока может варьироваться в широком диапазоне значений: профессиональным устройствам свойственны широкие интервалы, а вот бытовым вариантам более узкие;
- продолжительность включения, показывающая длительность работы на выбранном токе без перерывов.
- холостой ход;
- напряжение электросети.
Таким образом, характеристики будут зависеть от параметров выходного выпрямителя, а также преобразователя частоты тока.
Еще к немаловажным критериям относится мощность прибора. В промышленных агрегатах она может быть очень высокой и достигать двадцати киловатт. Конечно же, использовать подобное оборудование в бытовых целях невозможно. Простая электросеть попросту не рассчитана на подобные нагрузки.
Стоит понимать: стоимость инструмента будет зависеть от мощности. Чем она выше, тем больше придется заплатить.
Практически все современные типы подобных устройств способны осуществлять следующие виды сварки:
- полуавтоматическая в среде инертных или активных газов, так называемая MIG/MAG;
- ручная дуговая с применением электродов;
- аргонодуговая в среде защитного газа.
В случае использования устройств в последнем типе сварки, инверторы могут комплектоваться дополнительными функциями. К таким относится возможность постепенного снижения силы тока, бесконтактное зажигание дуги, сварка в импульсном режиме, регулировка длительности обдува поверхности газом и т.д. Процесс сварки в ручном режиме становится более простым и комфортным из-за наличия функции форсажа дуги – ее розжига простым касанием поверхности соединяемых металлических частей конструкции.
Работа в среде инертных газов также может быть облегчена некоторыми дополнительными возможностями агрегата.
Среди них:
- «мягкий финиш» – автоматическое дожигание проволоки после окончания ее подачи;
- «синергетика» – автоматическое «подстраивание» параметров сварки под значения, заранее заданные мастером;
- «2/ такта» – возможность переключения подачи проволоки с автоматического режима на ручной и обратно;
- «индуктивность» – позволяет понизить количество разбрызгиваемого металла, а также контролировать ширину шва и стабильность дуги.

Плюсы и минусы инверторной сварки
Устройство инверторного сварочного аппарата обладает рядом несомненных преимуществ. Благодаря им данный тип оборудования получил широкое распространение как в промышленности, так и в домашнем использовании.
Как известно, все, что необходимо от сварщика – это плавное перемещение электрода над линией соединения без соприкосновения с поверхностью детали. Электрод должен находиться на расстоянии в несколько миллиметров от изделия.
На первый взгляд кажется, что подобная операция достаточно легка. На деле же этот простой процесс превращается в невероятно тяжелую процедуру. Это связано с особенностями работы в маске, в которую постоянно летят искры, не дающий контролировать процесс соединения с высокой точностью.
Так, например, касание электрода поверхности изделия приведет к короткому замыканию. Если подобное произойдет, то оторвать его будет достаточно тяжело. Придется приложить приличные усилия, в противном случае сработает теплозащита или, что еще хуже, загорится обмотка трансформатора.
В инверторе такой недостаток попросту отсутствует. Случайное прикосновение электрода к поверхности не повлечет за собой катастрофических последствий. Микропроцессор практически мгновенно отреагирует на падение напряжения и подплавит электрод. В результате оторвать его от детали не составит труда.
Если же соприкосновения не происходит, но электрод находится достаточно близка к поверхности конструкции, процессор распознает такой сценарий действий и прекратит поступление выходного напряжения. Это позволит избежать перегрева трансформатора.
Технологические достоинства
Устройство и принцип работы сварочного инвертора обладает рядом преимуществ по сравнению со своими традиционными аналогами, работающими по трансформаторной схеме, а именно:
- достаточно большая мощность, соизмеримая с низкочастотными трансформаторами;
- маленький вес и габариты, позволяющие без труда перемещать оборудование по цеху, мастерской или дому;
- широкие возможности по настройке параметров сварки;
- низкий расход электродов;
- высокая эффективность;
- возможность осуществления сварочного процесс в различных пространственных положениях;
- совместимость с разными типами электродов.

В любом случае повышенный комфорт сварки и возможность выполнения более качественной работы по достоинству оценит любой сварщик.
Недостатки
Как показано выше, принцип работы сварочных инверторов обладает множеством положительных моментов. В таком случае возникает вопрос: почему же многие сварщики до сих пор используют традиционные трансформаторные приборы?
Главной причиной такого положения вещей является высокая стоимость оборудования. Инверторы минимум в два раза дороже. Данный факт относится к ключевым при ответе не поставленный вопрос.
Еще одним недостатком сварочного инвертора является высокий процент выхода устройств из строя. Достаточно лишь загрязниться электронике – и аппарат может сломаться.
В связи с отмеченной проблемой возникает необходимость в постоянной чистке «внутренностей» с применением сжатого воздуха.
Маленькие размеры инструмента также не относятся только к плюсам. Есть и обратная сторона медали. Наличие большого количества электронных систем ограничивает возможность работы с устройством на открытой местности во время дождя или при повышенной влажности.
Плохая погода может попросту поломать прибор, а ряд дешевых устройств и вовсе не будет функционировать при отрицательных температурах. Работа в пыльных условиях также сопряжена с риском поломки.
Со сваркой тоже не все так гладко, как может показаться на первый взгляд. В первую очередь это относится к резке толстого металла. Если напряжение на выходе сварочного аппарата будет нестабильным, что связано с перепадами в сети, характерными для сельской местности, то преобразующий узел выйдет из строя.
Подобные агрегаты сильно востребованы в сельской местности, где постоянно появляются задачи, связанные с соединением тех или иных металлических изделий.
Высокая мобильность позволяет без труда использовать их во дворе, перенося устройство с одного места на другое. Однако отсутствие сервисных центров станет большой проблемой в случае выхода аппарата из строя.
Итог
Принцип работы сварки с использованием инвертора вместо трансформатора обладает рядом достоинств. Благодаря им подобное оборудование широко применяется и в промышленности и бытовых условиях.
Благодаря им подобное оборудование широко применяется и в промышленности и бытовых условиях.
В данной статье достаточно детально рассмотрено устройство такого аппарата. Эта информация позволит не только разобраться с основами работы инвертора, но и поможет при выборе и покупке инверторной сварки.
Источник: https://tutsvarka.ru/vidy/printsip-raboty-svarochnogo-invertora
Особенности работы инвертора для сварки
Сварочные инверторы всё более уверенно занимают нишу производственного сварочного оборудования, приходя на смену традиционной трансформаторной технике. В том, что этот тренд носит глобальный характер, сомневаться не приходится. Инверторное оборудование объективно успешней справляется со стоящими перед ним задачами.
Преимущества инверторной техники
Превосходство сварочных инверторов над классическими преобразователями трансформаторного типа просматривается как в технологическом, так и в экономическом аспекте.
Если вкратце перечислить преимущества, приобретаемые при внедрении инвертора, получится примерно следующее:
- более высокий коэффициент полезного действия, превышающий 90%, что предопределяет само устройство сварочного инвертора, характеризуемое отсутствием магнитных потерь в стальном сердечнике трансформатора, присущим «классике»;
- способность работать в условиях изменения уровня питающего напряжения в широких пределах, не снижая при этом технологических параметров;
- возможность очень точной установки тока сварки с цифровой индикацией его величины и жёстким поддержанием уровня в процессе сварки;
- кардинально сниженные габаритные размеры и вес конструкции;
- целый ряд совершенно новых возможностей, присущих только инверторным аппаратам, вот только некоторые из них.

К новым возможностям относится наличие специфических функций, среди которых hot start, anti sticking, arc force, и других, делающих процесс сварки доступным даже новичку. Есть возможность использования электродов, предназначенных для сварки, как переменным, так и постоянным током.
Что касается обычно называемых недостатков, присущих данному виду оборудования, то в первую очередь, речь идёт о сравнительно высокой цене этих приборов.
По этому поводу можно сказать следующее. Вспомните, как изменялись цены компьютерных и мобильных новинок буквально в течение нескольких лет. Дальнейшее совершенствование технологии и увеличение массовости производства неизбежно приведут к значительному снижению цен на сварочные инверторы.
Пояснения на схеме
Принцип работы сварочного аппарата, построенного на основе инвертора, иллюстрирует схема.
Структурная схема инвертора для сварки начинается с обозначения входящего тока и выпрямителя. Сетевое напряжение выпрямляется мостом из мощных диодов, установленных на радиаторы для рассеивания выделяющегося тепла.
Форма выпрямленного напряжения, имеющая ярко выраженные пульсации, схематически изображена в квадрате схемы, соответствующем выпрямителю.
Перед входом в инвертор, в общем-то, представляющем собой преобразователь напряжения, пульсации фильтруются с помощью конденсаторов большой ёмкости (на структурной схеме не показаны).
В инверторе, поступающее постоянное напряжение преобразуется в переменное, имеющее высокую частоту. Преобразование осуществляется за счёт переключения с большой частотой мощных ключевых полевых транзисторов, созданных по IGBT технологии.
При работе транзисторов выделяется большая мощность, поэтому их монтируют на массивных алюминиевых радиаторах. В свою очередь, работой транзисторов управляет высокочастотный генератор, основу которого составляет микросхема контроллера, работающего по принципу широтно-импульсного модулирования.
- В этой части, принципиальная схема сварочного инвертора повторяет схемы импульсных блоков питания, используемых в радиоэлектронной аппаратуре с прошлого века.
- Полученные в результате инвертирования высокочастотные импульсы поступают на трансформатор, где происходит снижение их амплитуды до уровня, на котором будет осуществляться сварка.
- Далее, трансформированное высокочастотное напряжение окончательно фильтруется конденсаторами и поступает на выходные клеммы сварочного инвертора.

Частота генерируемого при работе инвертора тока достигает значения нескольких десятков килогерц. Именно высокая частота лежит в основе принципа работы аппарата инверторной сварки.
Благодаря принципу высокочастотного преобразования удалось добиться снижения веса и уменьшения размеров сварочных аппаратов в несколько раз.
В основном это обусловлено очень малой массой и габаритами высокочастотных трансформаторов, конденсаторов и дросселей.
Управление током
Регулирование сварочного тока инвертора производится посредством электронного регулятора с обратной связью, изображённого на схеме. С помощью потенциометра, расположенного на лицевой панели сварочного инвертора, выбирается требуемая величина тока сварки.
- При вращении ручки потенциометра, устанавливается некий уровень опорного напряжения на входе логических элементов, построенных на операционных усилителях.
- Сигнал, поступающий по линии обратной связи с датчика тока, расположенного на выходе аппарата, сравнивается компаратором с уровнем заданного регулирующим потенциометром напряжения.
- При несовпадении уровней напряжения задающей цепи и сигнала датчика тока, происходит изменение амплитуды управляющего импульса, поступающего на контроллер.
- При этом происходит изменение скважности импульсов, генерируемых контроллером, что вызывает изменение режима переключения транзисторов и в конечном итоге, величины тока сварки.
- То есть, принцип регулирования заключается в том, что схема всегда стремится поддерживать соответствие между значениями заданного и фактического тока, что обеспечивает его стабильность.
- В качестве контроллера, формирующего регулируемые сигналы широтно-импульсной модуляции, обычно применяется микросхема TL494, производимая американской фирмой Texas Instruments, либо её аналоги.

Приведённая структурная схема показывает только принцип работы и взаимодействия отдельных функциональных блоков. Детализованная электросхема каждого типа инверторов может иметь индивидуальные особенности.
Автоматические функции сварочного оборудования
Чтобы понять, как работают инверторные сварочные аппараты в различных ситуациях, следует ознакомиться с принципом работы некоторых их функций.
ARC FORCE
Эта функция призвана осуществлять форсирование дуги. В процессе работы сварщика иногда капля расплавленного электрода, не оторвавшись вовремя и не попав в сварочную ванну, зависает, уменьшая зазор.
Это может грозить прилипанием электрода к детали. Принцип работы arc force заключается в кратковременном увеличении тока, который «сдувает» каплю металла.
ANTI STICK
В начале работы, в процессе розжига дуги, электрод может прилипнуть к заготовке. Принцип функции anti stick состоит в том, что в этот момент происходит резкое снижение сварочного тока. После отрыва электрода режим работы аппарата возвращается к норме.
После отрыва электрода режим работы аппарата возвращается к норме.
HOT START
Работа этой опции помогает легко зажечь электрическую дугу. Принцип данной автоматической функции прост. При разжигании дуги, в момент отрыва электрода от заготовки, происходит кратковременное увеличение значения сварочного тока, что способствует более надёжному розжигу дуги.
Все функции способствуют более быстрой и надежной работе инвертора, что в итоге приводит к высокому качеству сварного шва.
Источник: https://svaring.com/welding/apparaty/princip-raboty-svarochnogo-invertora
Принцип работы сварочного аппарата
Дачнику, собственнику частного дома или гаража, вполне доступно выполнять сварочные работы самостоятельно. Выбор типа бытового сварочного аппарата зависит от того, что и как требуется надежно соединить.
Консультации и советы продавцов, конечно, помогут сориентироваться в многообразии коммерческих предложений. Однако личная осведомленность покупателя и самые элементарные знания помогут задать правильные вопросы и понять ответы на них.
В этой статье вы найдете для себя базовую информацию о том, что такое сварка и на чем основан принцип работы сварочного аппарата.
Что такое сварка?
Процесс неразъемного соединения нескольких деталей в единое целое посредством нагрева, деформирования и применения присадочных материалов (электродов) называется сваркой.
Материалы твердых соединяемых компонентов нагреваются до состояния, когда возникают межмолекулярные или межатомные связи в месте сварки. Аналогичного эффекта можно достичь, оказывая давление на поверхности в месте желаемого соединения.
Сочетание давления и нагрева позволяет оптимизировать и регулировать процесс сварки. Причем чем выше температура, тем меньшее требуется давление. При достижении температур плавления материалов соединяемых деталей потребность в давлении на них и вовсе исчезает.
Способ сварки, будучи зависимым от ряда факторов, влияет на выбор сварочного оборудования. В этой статье мы говорим не о промышленных, а о бытовых сварочных аппаратах, которые можно купить в магазинах. Поэтому ограничимся описанием оборудования, в котором реализуется принцип электродуговой сварки, и сварочных полуавтоматов, для сварки которыми необходима газовая среда.
Поэтому ограничимся описанием оборудования, в котором реализуется принцип электродуговой сварки, и сварочных полуавтоматов, для сварки которыми необходима газовая среда.
Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают на переменном токе, сила которого регулируется путем изменения напряжения с помощью понижающего трансформатора. В итоге обеспечивается надежное питание сварочной дуги, температура которой может составлять несколько тысяч градусов по Цельсию.
В большинстве конструкций понижение напряжения до требуемого для поддержки стабильности сварочной дуги уровня достигается за счет перемещения одной из обмоток по магнитопроводу-сердечнику. Полученное рабочее напряжение, как правило, не превышает 80В при исходных уровнях 220-380В. Индуктивное сопротивление обмоток изменяется и таким образом регулируется величина сварочного тока. Кроме этой применяются также конструкции с подвижным магнитным шунтом или тиристорами.
Принцип работы сварочного инвертора
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220В) до значений, необходимых для возникновения и поддержания сварочной электродуги.
Схематично это происходит так:
- Сначала переменный ток трансформируется в постоянный с помощью первичного выпрямителя. Для понижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток становится снова переменным, но высокочастотным, как и напряжение.
- В трансформаторе полученное высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований сила тока значительно повышается.
- После оптимизации напряжения высокочастотный переменный ток во второй раз преобразуется в постоянный. Далее его сила регулируется до требуемых величин.
Таким образом, в сварочном инверторе ток и напряжение четко контролируются. Это позволяет плавно регулировать их уровни и выполнять широкий диапазон сварочных работ для соединения деталей даже из самых тугоплавких металлов и сплавов.
Принцип работы сварочного полуавтомата
Электроды тут не нужны. Потому что в сварочном полуавтомате применяется специальная сварочная проволока, которая плавится в газовой среде.
Для облегчения понимания, что такое сварочный полуавтомат, достаточно знать, что это – установка, в которую входят:
- Источник питания, которым может быть сварочный инвертор или сварочный выпрямитель
- Устройство подачи сварочной проволоки
- Сварочная горелка
- Система управления
- Соединительные кабели и шланги
Сварочная проволока через специальное устройство плавно и корректно поступает в сварочную горелку. В место сварки также подается чистый углекислый газ или его смесь с аргоном.
Так что к вышеперечисленным компонентам установки логично добавить и специальные газосодержащие емкости, а также катушки с намотанной сварочной проволокой.
Информация о том, на чем основан принцип работы сварочного аппарата, в зависимости от его типа, надеемся, поможет лучше разобраться в потребительских характеристиках этого необходимого в быту оборудования и сделать оптимальный выбор.
Источник: http://semidelov.ru/mar/printsip-raboty-svarochnogo-apparata/
Государственный Рязанский приборный завод
Государственный Рязанский приборный завод – крупный российский производитель сложной радиоэлектроники.
Мощная производственно-техническая база, постоянная модернизация производства, внедрение новейших технологий и оборудования, высокий уровень квалификации персонала позволяют предприятию выпускать современную инновационную продукцию.
Наукоемкая продукция высокого качества, которая производится предприятием, успешно конкурирует на российском и международном рынках. Многие изделия не имеют аналогов в мире, что подтверждено международными патентами, а также многочисленными дипломами и наградами.
Рязанский приборный завод – надежный деловой партнер, открытый ко всем видам сотрудничества в сфере развития отечественного приборостроения.
Сварочное оборудование ФОРСАЖФОРСАЖ — это профессиональное оборудование для высококачественной ручной дуговой, аргонодуговой и полуавтоматической сварки.
Промышленные сварочные аппараты ФОРСАЖ воплотили в себе все последние достижения в области инверторных технологий. Широкий набор функций, оптимальные свойства сварочной дуги, компактность, реализация на современной элементной базе ведущих мировых производителей, жесткий внутризаводской контроль, высочайший уровень качества и надежности, – вот неполный список достоинств марки ФОРСАЖ, заслуживший благодарные отзывы потребителей по всей территории России и Белоруссии.
Индикаторы и тонометры АО «ГРПЗ» для измерения внутриглазного давления – единственные в мире приборы для измерения внутриглазного давления через верхнее веко.
На сегодняшний день транспальпебральная склеральная тонометрия не имеет альтернативы и является наиболее оптимальным методом при проведении массовой диспансеризации и в сложных клинических случаях, когда невозможно применение классических методов тонометрии.
Качественно новый подход к измерению ВГД открывает широкие клинические возможности и неоспоримые преимущества для врача и пациента.
Средства связиЦифровое оборудование обработки и передачи данных производства ГРПЗ пользуется заслуженной репутацией, как на отечественном, так и на зарубежном рынке. Передовые решения позволяют обеспечивать надёжность канала связи до 99,99%.
Достижения в области микроэлектроники и лазерных технологий позволили создать оборудование, обеспечивающее наивысшую помехозащищенность и надёжность канала связи с гарантированной пропускной способностью до 10 Гбит/с на дальностях до 7 километров.
Уникальность оборудования подтверждают 5 патентов и экспорт изделия во многие развитые страны.
Инвертор
Инвертор — устройство для преобразования постоянного тока в переменный
Применяются обычно для питания устройств переменного тока от батарей и сетей постоянного тока, например, автомобильных. Кроме того, инверторы широко используются в компактных блоках сетевого питания, в которых сетевое напряжение выпрямляется, а затем инвертируется в переменное напряжение более высокой частоты. Это позволяет существенно снизить размеры и вес силового трансформатора.
НЕОБХОДИМА КОНСУЛЬТАЦИЯ?
Основным блоком инвертора является коммутатор, с заданной частотой изменяющий полярность подключения нагрузки к источнику постоянного тока, что и создает в нагрузке переменный ток. Кроме коммутатора, инвертор обязательно содержит электронную схему управления коммутатором (в современных приборах реализуемую часто с использованием микропроцессоров), а также может содержать трансформатор для повышения или понижения выходного напряжения, фильтры, приближающие форму выходного напряжения к синусоидальной, а также различные устройства защиты, стабилизации и т.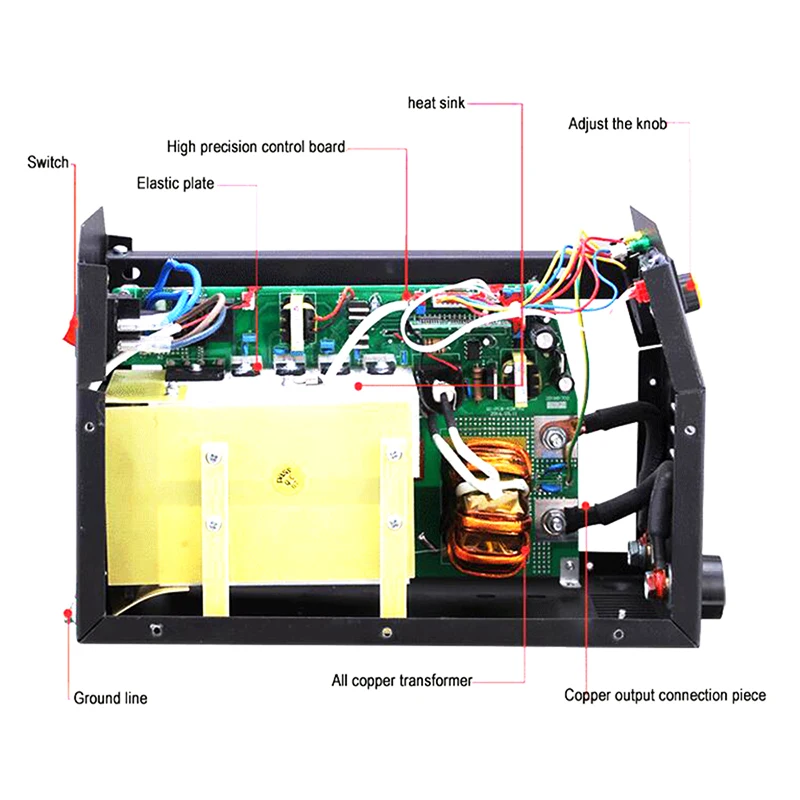 д.
д.
Широкое применение инверторы получили в электросварке. Сварочные установки, использующие инверторы, по сравнению с традиционными трансформаторными, имеют существенные преимущества – компактность, малый вес, более гибкое управление сварочным процессом и т.д. Сварочные аппараты постоянного тока – а именно такими и является большинство из сварочных устройств, использующих инверторы, отличаются меньшими пульсациями сварочного тока, так как отфильтровать высокочастотные пульсации с помощью дросселя и конденсатора легче, чем низкочастотные пульсации после традиционного сварочного трансформатора и диодного выпрямителя. Кроме того, использование инверторных установок позволяет сэкономить электроэнергию, так как небольшой вес позволяет расположить преобразователь непосредственно вблизи места проведения работ, и исключить тем самым выделение энергии на длинных подводящих проводах. По некоторым оценкам, экономия при сварке больших конструкций может достигать 50% и более.
Упрощенная принципиальная схема источника питания сварочного аппарата с использованием инвертора, а также типичные осциллограммы напряжения в различных ее точках приведены на рисунке.
Перед подачей на инвертор сетевое напряжение выпрямляется и сглаживается фильтром, состоящим из дросселя и накопительного конденсатора C1. Напряжение на выходе выпрямителя пульсирует с частотой 300 Гц при питании его от трех фаз (как это изображено на схеме) и 100 Гц при питании от одной фазы. Эти пульсации частично сглаживаются дросселем, но ток на его выходе остается пульсирующим. Накопительный конденсатор заряжается в те интервалы времени, когда этот ток близок к максимальному, и разряжается, питая инвертор, в остальное время. Величина емкости накопительного конденсатора должна быть достаточной для обеспечения максимального тока, потребляемого инвертором, который, в свою очередь, определяется максимальным сварочным током и коэффициентом трансформации трансформатора Т. Коммутатор инвертора на транзисторах VT1 и VT2 переключает полярность тока в первичных обмотках трансформатора с частотой от единиц до десятков килогерц. Трансформатор Т понижающий, он понижает напряжение до 50 – 80 В (амплитудного значения) в режиме холостого хода, и, соответственно, повышает ток в рабочем режиме. На выходе переменный ток высокой частоты сглаживается фильтром L2 C2. Емкость конденсатора C2 значительно меньше C1, так как частота пульсаций на нем значительно выше.
Важно: конденсаторы являются существенными элементами инверторов, и подбор их характеристик прямо влияет на эффективность и работы устройства.
НЕОБХОДИМА КОНСУЛЬТАЦИЯ?
Покупка бывшего в употреблении сварочного аппарата переменного тока по сравнению с новым сварочным аппаратом постоянного тока
Поскольку сварочные аппараты серии AC выходят из моды, вы можете увидеть гораздо больше в продаже в Интернете. Это открывает ящик Пандоры для обучения перспективных клиентов. Обсуждение с клиентами причины покупки продукта Everlast вместо бывшего в употреблении сварочного аппарата Buzz Box , как правило, требует значительного обучения и рассуждений. Но часть уравнения, которую мы пытаемся подчеркнуть, заключается в том, что инверторные сварочные аппараты постоянного тока просто более эффективны и портативны. Это единственное, против чего нельзя поспорить. Вы бы предпочли носить с собой коробку для жужжания 125 фунтов или инверторный сварочный аппарат на 35 фунтов, который имеет больше возможностей? Конечно, цена является важным фактором, поскольку многие из сварочных аппаратов сильно теряют в стоимости, даже если в них может остаться немного жизни. Жужжалки, как правило, довольно надежны, но стоимость одного ремонта легко превосходит стоимость самого сварщика, поэтому покупать его без гарантии просто не имеет финансового смысла. Одна из следующих проблем, с которыми я столкнулся: «А что, если мне НУЖЕН AC?» Я просто отвечаю: «Когда вам понадобится кондиционер?» Я почти не могу вспомнить ответ на свой вопрос.Кажется, это решает проблему. Но для справедливости обсуждения я упоминаю тот факт, что AC выгодно иметь, если вы страдаете от состояния, известного как «дуговая дуга». Здесь дуга постоянного тока дестабилизируется из-за магнитного поля. В этой ситуации дуга переменного тока из-за ее постоянного потока вперед и назад создает более стабильную дугу.
Это единственное, против чего нельзя поспорить. Вы бы предпочли носить с собой коробку для жужжания 125 фунтов или инверторный сварочный аппарат на 35 фунтов, который имеет больше возможностей? Конечно, цена является важным фактором, поскольку многие из сварочных аппаратов сильно теряют в стоимости, даже если в них может остаться немного жизни. Жужжалки, как правило, довольно надежны, но стоимость одного ремонта легко превосходит стоимость самого сварщика, поэтому покупать его без гарантии просто не имеет финансового смысла. Одна из следующих проблем, с которыми я столкнулся: «А что, если мне НУЖЕН AC?» Я просто отвечаю: «Когда вам понадобится кондиционер?» Я почти не могу вспомнить ответ на свой вопрос.Кажется, это решает проблему. Но для справедливости обсуждения я упоминаю тот факт, что AC выгодно иметь, если вы страдаете от состояния, известного как «дуговая дуга». Здесь дуга постоянного тока дестабилизируется из-за магнитного поля. В этой ситуации дуга переменного тока из-за ее постоянного потока вперед и назад создает более стабильную дугу.![]() Но опять же, это, как правило, можно свести к минимуму или полностью решить, обернув сварочный провод вокруг всего, над чем вы работаете, или намотав его обратно, или вы можете перемещать рабочий зажим и т.В редких случаях вы никогда не сможете решить проблему, если у вас есть постоянный ток и возникает дуга. Это 99,9 процента случаев. Я сваривал достаточно долго, чтобы испытать несколько проблем с дугой, но мне всегда удавалось с этим справиться. По сути, это сводится к трем вещам, которые следует учитывать.
Но опять же, это, как правило, можно свести к минимуму или полностью решить, обернув сварочный провод вокруг всего, над чем вы работаете, или намотав его обратно, или вы можете перемещать рабочий зажим и т.В редких случаях вы никогда не сможете решить проблему, если у вас есть постоянный ток и возникает дуга. Это 99,9 процента случаев. Я сваривал достаточно долго, чтобы испытать несколько проблем с дугой, но мне всегда удавалось с этим справиться. По сути, это сводится к трем вещам, которые следует учитывать.
1) Производительность. Инверторные сварочные аппараты DC превосходят почти во всех отношениях. Единственная очень маленькая причина для покупки переменного тока от дугового разряда — это еще не причина для покупки сварочного аппарата переменного тока.Не зря больше сварочных стержней работают с постоянным током, чем с переменным током.
2) Гарантия. Если сравнивать использованный блок питания переменного тока, найденный в списке Крейга, против устройства Everlast по равной цене, Everlast обычно превосходит его с точки зрения гарантии. Люди раньше задавались вопросом, просуществуем ли мы достаточно долго, чтобы выполнить гарантию. Мы работаем здесь с 2004 года. Этого времени достаточно, чтобы срок нашей гарантии истекал несколько раз. Наша нынешняя линейка продуктов серии «Power» отсутствует с начала 2009 года.Делать математику. Мы точно пробудем здесь какое-то время.
Люди раньше задавались вопросом, просуществуем ли мы достаточно долго, чтобы выполнить гарантию. Мы работаем здесь с 2004 года. Этого времени достаточно, чтобы срок нашей гарантии истекал несколько раз. Наша нынешняя линейка продуктов серии «Power» отсутствует с начала 2009 года.Делать математику. Мы точно пробудем здесь какое-то время.
3.) Цена. Наши инверторные сварочные аппараты DC производятся в Китае. Мы не скрываем этого факта. Цена, которую у нас есть на них, намного ниже, чем у известного американского бренда. Они действительно сделаны из деталей известных брендов, но полностью собираются в Китае. Раньше было несколько лет назад, люди указывали на бренды в США, которые производятся прямо здесь. Даже тогда это утверждение не было полностью правдой. Практически все агрегаты в настоящее время производятся в других странах. Lincoln производит инверторы в Италии в основном из китайских компонентов.Они даже производят прямо в Китае вместе с компонентами мексиканской сборки. Miller перешла на маркировку «собран в США» на большей части своей продукции. Они не могут соответствовать стандартам, необходимым для обозначения «Сделано в США». Практически вся электроника сейчас производится в Китае или какой-нибудь азиатской стране. Конечно, мы предлагаем хорошую цену. Нет проблем. Но за бывшую в употреблении коробку для жужжания «США» она может быть примерно такой же.
Miller перешла на маркировку «собран в США» на большей части своей продукции. Они не могут соответствовать стандартам, необходимым для обозначения «Сделано в США». Практически вся электроника сейчас производится в Китае или какой-нибудь азиатской стране. Конечно, мы предлагаем хорошую цену. Нет проблем. Но за бывшую в употреблении коробку для жужжания «США» она может быть примерно такой же.
Тем не менее, некоторые люди беспокоятся о технологиях и этой «новой» причудливой штуке, называемой инвертором.Инверторы существуют с 80-х годов. Достаточно сказано?
Информация о продукте — AMADA CO., LTD.
- Компании группы (по видам деятельности) Производство листового металла (AMADA) Производство отрезных и шлифовальных станков (AMADA MACHINERY) Производство прецизионной сварки (AMADA WELD TECH) Решение для автоматизации прессы (AMADA PRESS SYSTEM)
- Информация о продукте группы AMADA
- Глобальный
- JP
- EN
- 中文
- ДОМА
- О нас
О нас
- Обращение Президента
- профиль компании
- История
- Наша философия управления
- Кодекс корпоративного поведения
- Основные бизнес-компании AMADA Group
- Внутренняя сеть и базы
- Зарубежная сеть и базы
- Корпоративные имиджевые видео
- Товары
- Акционерам и инвесторам
Акционерам и инвесторам
- Политика управления
- IR Новости
- Финансовая информация
- ИК-материалы
- Корпоративное управление
- Информация о запасах
- ИК-календарь
- Часто задаваемые вопросы
- Политика раскрытия информации
- Меры предосторожности при использовании этого сайта
- Экологические и социальные взносы
Экологические и социальные отчисления
- Экологическая декларация Группы AMADA
- Управление окружением
- Эко продукты AMADA
- Эко-объекты и природная среда
- Экологическая коммуникация
- Социальная деятельность и прочее
- Контакт
Контакт
- Чтобы узнать о наших продуктах или услугах, свяжитесь с нами.
- По вопросам экологических и социальных взносов обращайтесь сюда.
- Для IR и акционеров, свяжитесь здесь.
- Запросы относительно корпоративной деятельности
- Чтобы узнать о наших продуктах или услугах, свяжитесь с нами.
- Компании группы (по видам деятельности) Производство листового металла (AMADA) Производство отрезных и шлифовальных станков (AMADA MACHINERY) Производство прецизионной сварки (AMADA WELD TECH) Решение для автоматизации прессы (AMADA PRESS SYSTEM)
- Информация о продукте группы AMADA
- Связаться
- Глобальный
- JP
- EN
- 中文

AMADA CO.
 , ООО
Станок для резки и шлифования металла
, ООО
Станок для резки и шлифования металла AMADA MACHINERY CO., LTD. Прецизионная сварка
AMADA WELD TECH CO., LTD. Решение для автоматизации прессов
AMADA PRESS SYSTEM CO., ООО
- Дом
- Информация о продукте
Ключевые слова:
数:
ДОМ
О нас
- Обращение Президента
- профиль компании
- История
- Наша философия управления
- Кодекс корпоративного поведения
- Основные бизнес-компании AMADA Group
- Внутренняя сеть и базы
- Зарубежная сеть и базы
- Корпоративные имиджевые видео
Продукты
Акционерам и инвесторам
- Политика управления
- IR Новости
- Финансовая информация
- ИК-материалы
- Корпоративное управление
- Информация о запасах
- ИК-календарь
- Часто задаваемые вопросы
- Политика раскрытия информации
- Меры предосторожности при использовании этого сайта
Экологические и социальные отчисления
- Экологическая декларация Группы AMADA
- Управление окружением
- Эко продукты AMADA
- Эко-объекты и природная среда
- Экологическая коммуникация
- Социальная деятельность и прочее
Контакт
- Чтобы узнать о наших продуктах или услугах, свяжитесь с нами.
- По вопросам экологических и социальных взносов обращайтесь сюда.
- Для IR и акционеров, свяжитесь здесь.
- Запросы относительно корпоративной деятельности

Группа компаний AMADA
- АМАДА
- МАШИНЫ AMADA
- AMADA WELD TECH
- ПРЕСС-СИСТЕМА AMADA
Политика сайта ソ ー シ ャ ル メ デ ィ ア ポ リ シ ー © 2020 AMADA CO., ООО Все права защищены.

Coreone Welding> TIG> Профессиональный сварочный аппарат TIG 200 AC / DC
Сварочное оборудование TIG от Coreone
Сварочное оборудование Coreone TIG
Поставляется в комплекте с TIG-машиной AC / DC 200 Ампер, 13-футовой горелкой WP / SR17 TIG, 13-футовым заземляющим кабелем с зажимом, аргоновым расходомером с 6-футовым газовым шлангом с фитингами, адаптером входного шнура 115/230 В. Расходные материалы для сварки TIG продаются отдельно
Сварочный аппарат Coreone TIG
Генератор прямоугольных импульсов CoreTig Digital Pulse на 200 А переменного / постоянного тока с инверторным управлением устанавливает стандарт для ТИГ-машины «премиум-класса» по привлекательной цене.С 3-летней гарантией эта машина обладает невероятной производительностью и функциями. Работает от 115 В и 230 В.
Конкурентное преимущество
Этот сварочный аппарат построен в соответствии с нашими строгими спецификациями и изготовлен в соответствии с CAN / CSA 60974. 1
1
Полная функциональность TIG, предлагает простое пошаговое цифровое управление функциями и параметрами, обеспечивая полный профессиональный контроль. ВЧ-зажигание дуги обеспечивает мгновенное зажигание дуги Pre Gas, не оставляя включений вольфрама или загрязнения вольфрамового электрода.Цифровая настройка времени подачи газа перед подачей газа, пускового тока, времени нарастания и спада, уровня конечного тока и времени подачи газа после окончания с возможностью выбора функции триггера 2T или 4T позволяет управлять процессом сварки на профессиональном уровне с самого начала заканчивать. Цифровое импульсное управление обеспечивает полную настройку пикового и базового тока, частоты и ширины импульса, обеспечивая контроль тепловложения, проникновения и искажений. Балансировка прямоугольной волны переменного тока позволяет контролировать поток электронов в вольфраме, дугу TIG на переменном токе можно регулировать от максимальной очистки оксидного слоя на алюминии до более глубокопроникающего шва.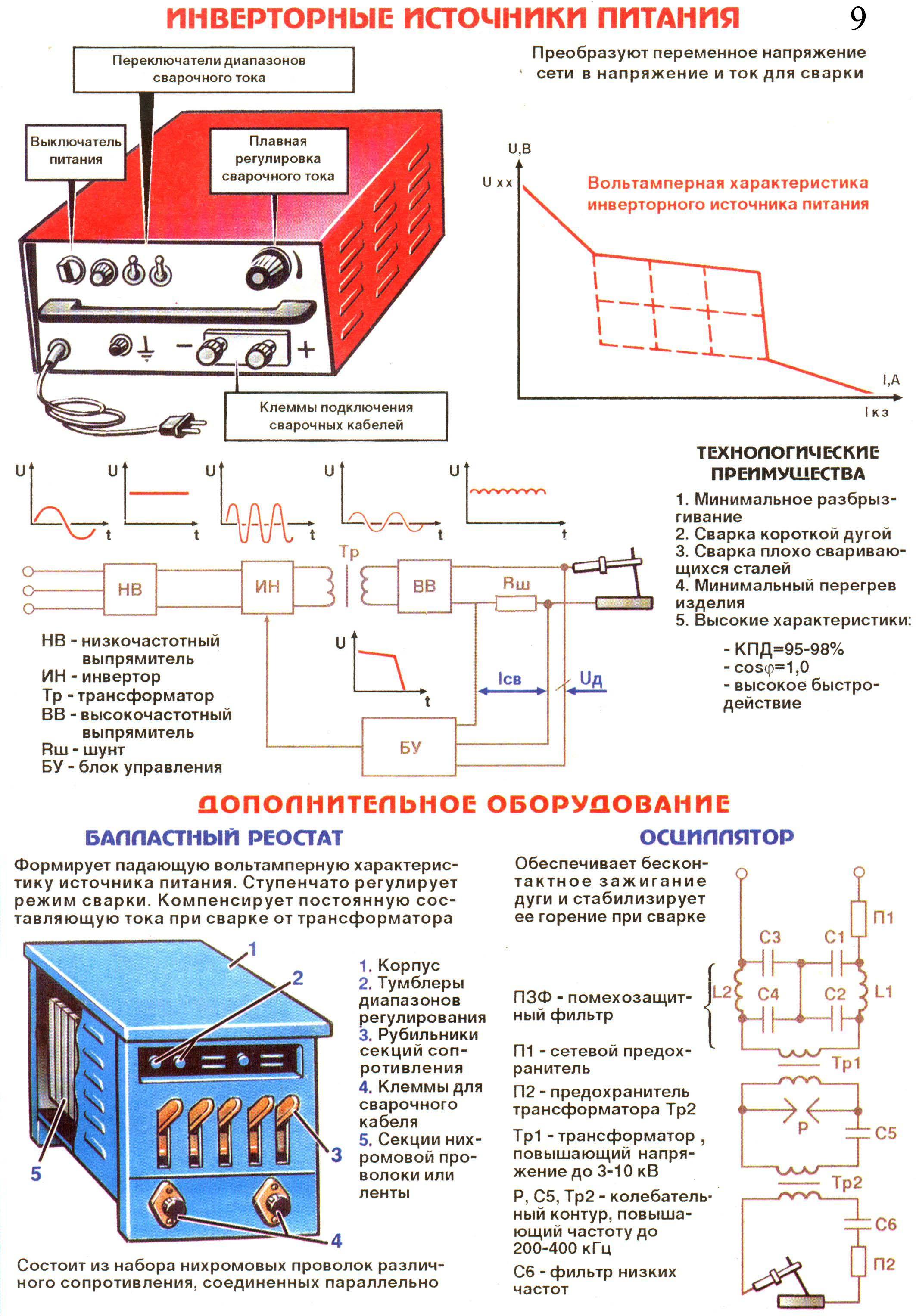 Интерфейс дистанционного управления обеспечивает дистанционное управление силой тока на педали. Функция выбора вольфрама позволяет пользователю инициировать более мягкий запуск дуги при использовании небольшого вольфрама с тонкими металлами, избегая прожигания при работе. При использовании большего размера вольфрама требуется больший начальный ток, а за счет выбора большего размера вольфрама он позволяет избежать заикания дуги или отсутствия зажигания дуги. Сварка DC ARC обеспечивает гладкую и стабильную дугу для легкой сварки электродов, обеспечивающих высокое качество сварных швов, включая чугун, нержавеющую сталь с низким содержанием водорода.Управление зажиганием дуги и силой дуги позволяет вам установить идеальные условия дуги независимо от того, какой электрод вы выберете. Оптимизированная автоматическая защита входного питания обеспечивает автоматическое отключение машины при возникновении значительных колебаний. Уникальная конструкция воздушного канала увеличивает тепловыделение силового устройства, цепей управления, сводит к минимуму поглощение пыли, тем самым значительно увеличивая срок службы и надежность.
Интерфейс дистанционного управления обеспечивает дистанционное управление силой тока на педали. Функция выбора вольфрама позволяет пользователю инициировать более мягкий запуск дуги при использовании небольшого вольфрама с тонкими металлами, избегая прожигания при работе. При использовании большего размера вольфрама требуется больший начальный ток, а за счет выбора большего размера вольфрама он позволяет избежать заикания дуги или отсутствия зажигания дуги. Сварка DC ARC обеспечивает гладкую и стабильную дугу для легкой сварки электродов, обеспечивающих высокое качество сварных швов, включая чугун, нержавеющую сталь с низким содержанием водорода.Управление зажиганием дуги и силой дуги позволяет вам установить идеальные условия дуги независимо от того, какой электрод вы выберете. Оптимизированная автоматическая защита входного питания обеспечивает автоматическое отключение машины при возникновении значительных колебаний. Уникальная конструкция воздушного канала увеличивает тепловыделение силового устройства, цепей управления, сводит к минимуму поглощение пыли, тем самым значительно увеличивая срок службы и надежность.
Руководства для оборудования Coreone
Полный список руководств: нажмите здесь
Подробнее о продукте
- Новейшие инверторные технологии 43 кГц
- AC / DC HF TIG / ARC Функция
- Зажигание дуги ВЧ колебание
- прямоугольная волна переменного тока 20 — 250 Гц
- Регулируемый регулятор баланса переменного тока
- Частота импульса 1 — 200 Гц
- Ширина импульса 50%
- Базовый ток 5 — 200 А
- Наклон вверх 0-10 с
- Нисходящий наклон 0-15 с
- Предварительный газ 0-5 с
- Post Gas 0.5-20 сек
- Функция триггера 2 / 4T-Spot
- Ток зажигания дуги Автоматическая
- Время зажигания дуги Автомат
- Педаль стандартная
- Расходные детали для сварки TIG продаются отдельно
% PDF-1.5
%
228 0 объект
>
endobj
xref
228 88
0000000016 00000 н.
0000002535 00000 н. 0000002668 00000 н.
0000002712 00000 н.
0000003980 00000 н.
0000004028 00000 н.
0000004065 00000 н.
0000004113 00000 п.
0000004161 00000 п.
0000004275 00000 н.
0000005534 00000 н.
0000005651 00000 п.
0000006943 00000 н.
0000008145 00000 н.
0000009467 00000 н.
0000010208 00000 п.
0000010965 00000 п.
0000011077 00000 п.
0000011348 00000 п.
0000011939 00000 п.
0000012207 00000 п.
0000012826 00000 п.
0000014091 00000 п.
0000015606 00000 п.
0000015747 00000 п.
0000015774 00000 п.
0000016411 00000 п.
0000017658 00000 п.
0000018815 00000 п.
0000021465 00000 п.
0000021535 00000 п.
0000021644 00000 п.
0000029778 00000 п.
0000030060 00000 п.
0000030556 00000 п.
0000039118 00000 п.
0000048338 00000 н.
0000048394 00000 п.
0000048440 00000 п.
0000048553 00000 п.
0000048968 00000 н.
0000049653 00000 п.
0000050359 00000 п.
0000087560 00000 п.
0000087599 00000 п.
0000123815 00000 н.
0000123854 00000 н.
0000127362 00000 н.
0000127401 00000 н.
0000131743 00000 н.
0000002668 00000 н.
0000002712 00000 н.
0000003980 00000 н.
0000004028 00000 н.
0000004065 00000 н.
0000004113 00000 п.
0000004161 00000 п.
0000004275 00000 н.
0000005534 00000 н.
0000005651 00000 п.
0000006943 00000 н.
0000008145 00000 н.
0000009467 00000 н.
0000010208 00000 п.
0000010965 00000 п.
0000011077 00000 п.
0000011348 00000 п.
0000011939 00000 п.
0000012207 00000 п.
0000012826 00000 п.
0000014091 00000 п.
0000015606 00000 п.
0000015747 00000 п.
0000015774 00000 п.
0000016411 00000 п.
0000017658 00000 п.
0000018815 00000 п.
0000021465 00000 п.
0000021535 00000 п.
0000021644 00000 п.
0000029778 00000 п.
0000030060 00000 п.
0000030556 00000 п.
0000039118 00000 п.
0000048338 00000 н.
0000048394 00000 п.
0000048440 00000 п.
0000048553 00000 п.
0000048968 00000 н.
0000049653 00000 п.
0000050359 00000 п.
0000087560 00000 п.
0000087599 00000 п.
0000123815 00000 н.
0000123854 00000 н.
0000127362 00000 н.
0000127401 00000 н.
0000131743 00000 н. 0000131782 00000 н.
0000131857 00000 н.
0000131888 00000 н.
0000131963 00000 н.
0000134085 00000 н.
0000134409 00000 н.
0000134475 00000 н.
0000134591 00000 н.
0000136713 00000 н.
0000137216 00000 н.
0000137574 00000 н.
0000137649 00000 н.
0000137680 00000 н.
0000137755 00000 н.
0000162964 00000 н.
0000163295 00000 н.
0000163361 00000 н.
0000163477 00000 н.
0000188686 00000 н.
0000195926 00000 н.
0000196314 00000 н.
0000199546 00000 н.
0000719701 00000 н.
0000733040 00000 н.
0000741180 00000 н.
0000754789 00000 н.
0000768128 00000 н.
0000775799 00000 н.
0000779890 00000 н.
0000783981 00000 п.
0000790796 00000 н.
0000812346 00000 н.
0000819759 00000 н.
0000827172 00000 н.
0000832587 00000 н.
0000859179 00000 н.
0001906732 00000 п.
0000002056 00000 н.
трейлер
] / Назад 3500907 >>
startxref
0
%% EOF
315 0 объект
> поток
htO [(a ~ o? l2r4L & JkjZI9 \ JYNjRB% MRj 傘 «r [.ޭ E>}
0000131782 00000 н.
0000131857 00000 н.
0000131888 00000 н.
0000131963 00000 н.
0000134085 00000 н.
0000134409 00000 н.
0000134475 00000 н.
0000134591 00000 н.
0000136713 00000 н.
0000137216 00000 н.
0000137574 00000 н.
0000137649 00000 н.
0000137680 00000 н.
0000137755 00000 н.
0000162964 00000 н.
0000163295 00000 н.
0000163361 00000 н.
0000163477 00000 н.
0000188686 00000 н.
0000195926 00000 н.
0000196314 00000 н.
0000199546 00000 н.
0000719701 00000 н.
0000733040 00000 н.
0000741180 00000 н.
0000754789 00000 н.
0000768128 00000 н.
0000775799 00000 н.
0000779890 00000 н.
0000783981 00000 п.
0000790796 00000 н.
0000812346 00000 н.
0000819759 00000 н.
0000827172 00000 н.
0000832587 00000 н.
0000859179 00000 н.
0001906732 00000 п.
0000002056 00000 н.
трейлер
] / Назад 3500907 >>
startxref
0
%% EOF
315 0 объект
> поток
htO [(a ~ o? l2r4L & JkjZI9 \ JYNjRB% MRj 傘 «r [.ޭ E>}
Spawarka Paton ADI 200 PRO DC TIG / MMA RIV PULSE
Цифровой инверторный сварочный аппарат PATON ™ ADI 200 PAC цифровой инверторный сварочный аппарат оптимизирован для дуговой сварки в среде защитного газа с использованием постоянного или переменного тока «TIG» Метод (AC / DC) и ручная дуговая сварка экранированным электродом постоянного тока «MMA». Устройство серии «Professional» было разработано для потребителей, которым требуется компактная конструкция и оптимальное соотношение портативности и функциональности устройства с его полным номинальным током.
Устройство серии «Professional» было разработано для потребителей, которым требуется компактная конструкция и оптимальное соотношение портативности и функциональности устройства с его полным номинальным током.
Лучшее решение для сварки постоянным и переменным током широкого спектра материалов: алюминия, алюминиевых сплавов (режим TIG AC), деталей и материалов из стали, цветных металлов и медных сплавов (режим TIG DC). Аппарат также можно использовать для сварки покрытыми электродами (режим MMA). Кроме того, производитель использовал в этом устройстве функцию RIV (SPOT). Инверторный сварочный аппарат ПАТОН АДИ 200РАС обеспечивает отличное бесконтактное свечение, постоянную и стабильную электрическую дугу, а также высокое качество сварки и простоту использования.Устройство имеет модуль защиты от слишком низкого и слишком высокого напряжения питания. Благодаря увеличенной частоте входного напряжения, питающего трансформатор, оно в несколько раз меньше, поэтому устройство имеет в несколько раз меньший вес и габариты при одинаковых выходных параметрах по сравнению с другими устройствами с аналогичными характеристиками.
Инверторный сварочный аппарат PATON ™ ADI 200 РАС предназначен для дуговой сварки:
— TIG AC / DC (постоянный / переменный ток)
— MMA (постоянный ток)
— RIV (режим заклепочной сварки)
Характеристики & Преимущества:
Высокое качество сварных швов и безопасность сварочного инвертора обеспечивается дополнительными регулируемыми функциями. 12.5 мм и обеспечивает защиту от дождя. Устройство можно размещать и эксплуатировать на открытом воздухе. Внутренние электрические части устройства защищены от прямого воздействия влаги, но не защищены от конденсации.
Благодаря прочной и компактной конструкции сварочные аппараты серии Professional идеально подходят для полевых работ и полупромышленных условий. Небольшие размеры машины делают ее очень мобильной. Сварочные аппараты PATON ™ имеют систему стабилизации, поэтому они могут получать питание от генератора.
| Диаметр электрода (мм) | Фиксированное значение тока при MMA и TIG | Минимальная мощность генератора |
| Ф 2 | 9075 кВ не болеекВ А | |
| Ф 3 | не более 120 А | 4,5 кВА |
| Ф 4 | не более 160 А | 6,2 кВА |
| Ф 5 | не более 200 А | . 0 кВА 0 кВА |
Стоит отметить, что параметры сварки полностью соответствуют реальным рабочим параметрам сварщика, что определяется применением качественных электронных компонентов с тщательным контролем на каждом этапе производства.
Сравнить MFDC и AC при контактной сварке?
MFDC расшифровывается как MID FREQUENCY DIRECT CURRENT. Входной трехфазный переменный ток с частотой 60 Гц преобразуется в высокочастотный входной сигнал с частотой 400-4000 Гц для трансформатора.Затем трансформатор выдает на сварочный аппарат постоянный ток.
СХЕМА И ПРЕОБРАЗОВАНИЕ МОЩНОСТИ В УПРАВЛЕНИИ И ТРАНСФОРМАТОРЕ ПРЕОБРАЗОВАТЕЛЯ СРЕДНЕЙ ЧАСТОТЫ
AC означает переменный ток. Исторически в Северной Америке стандартное управление сваркой было однофазным переменным током с частотой 60 Гц. Трансформатор вырабатывает низковольтный выход переменного тока высокой силы тока с частотой 60 Гц, подходящий для получения требуемых параметров сварки. Типичные выходы синусоидального сигнала переменного тока будут выглядеть так, как показано ниже.
Типичные выходы синусоидального сигнала переменного тока будут выглядеть так, как показано ниже.
Каждый раз, когда синусоида пересекает ноль, сварной шов на переменном токе фактически мгновенно охлаждается. Дополнительное охлаждение происходит в зависимости от величины фазового сдвига, как показано выше. По мере накопления тепла деталь нагревается. Оборудование переменного тока очень надежно и может прослужить весь срок службы при правильном охлаждении и эксплуатации в пределах своих номинальных характеристик.
MFDC отсчитывается в миллисекундах (мс). В одной синусоидальной волне переменного тока 60 Гц есть 16 мс. Поскольку MFDC нагревается непрерывно, постоянный ток фактически может производить такое же количество тепла, как одна синусоидальная волна переменного тока, за гораздо меньшее время, как показано ниже:
Этот атрибут нагрева без перехода через нуль и без фазового сдвига позволяет MFDC быстро нагреваться.Другой особенностью является то, что индуктивные потери практически исключаются при использовании постоянного тока. Поэтому трансформаторы MFDC могут нагревать детали с меньшей мощностью. Кроме того, трансформаторы MFDC работают на более высоких частотах, что позволяет делать их меньше. Меньше означает меньший вес для манипулятора робота.
Поэтому трансформаторы MFDC могут нагревать детали с меньшей мощностью. Кроме того, трансформаторы MFDC работают на более высоких частотах, что позволяет делать их меньше. Меньше означает меньший вес для манипулятора робота.
MFDC стала предпочтительной системой в мире автоматизации. Время в (мс) позволяет более точно контролировать процесс, что может привести к лучшим результатам процесса.
Многие приложения обращаются к MFDC, потому что этот процесс может:
Нижний груз
Быстро
Снижение требований к мощности
Лучшее разрешение терморегулятора
Каждая операция отличается, но принципы одинаковы.При сравнении двух процессов можно было ожидать найти следующие
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ:
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ MFDC И AC
Многие приложения продолжают использовать и указывать оборудование переменного тока. MFDC стал предпочтительным продуктом, используемым для автоматизированного оборудования..jpg)
Ссылка: RWMA — Руководство по контактной сварке, 4-е издание
AWS — Welding Journal, Q & A July 2019
Настройка параметров инверторного сварочного аппарата TIG
Технология, лежащая в основе конструкции сварочного аппарата, постоянно развивается.В то время как инверторные сварщики какое-то время определяли верхнюю часть рынка, теперь многие основные сварщики используют эту технологию. Нет сомнений в том, что инверторные сварочные аппараты имеют много преимуществ по сравнению с их простыми трансформаторами и выпрямителями, но есть кривая обучения, чтобы понять, когда и как использовать эти расширенные функции.
Многие строители модернизировали свои сварочные аппараты TIG за последние несколько лет, и многие люди просто не знают, с чего начать настройку своих новых современных инверторных аппаратов.Это краткое руководство поможет вам быстро и легко освоиться.
Начнем с определения инверторной технологии. Все сварочные аппараты принимают ток, идущий от розетки в вашем гараже или магазине, и преобразуют его в ток, необходимый для сварки. В США наиболее распространен ток 120 и 240 В, и он доставляется с частотой 60 циклов в секунду или герц (Гц). Все сварщики используют трансформатор для преобразования этого высокого напряжения в более низкое напряжение, подходящее для сварки, а электрическая схема позволяет аппарату подавать ток большой силы в течение продолжительных периодов времени.
Все сварочные аппараты принимают ток, идущий от розетки в вашем гараже или магазине, и преобразуют его в ток, необходимый для сварки. В США наиболее распространен ток 120 и 240 В, и он доставляется с частотой 60 циклов в секунду или герц (Гц). Все сварщики используют трансформатор для преобразования этого высокого напряжения в более низкое напряжение, подходящее для сварки, а электрическая схема позволяет аппарату подавать ток большой силы в течение продолжительных периодов времени.
Эта схема более эффективна на более высоких частотах, поэтому инверторные машины повышают ток 60 Гц примерно до 10 000 Гц, чтобы максимизировать эту эффективность. Схема управления также позволяет использовать такие функции, как пульсирование, управление формой волны переменного тока и частоту дуги переменного тока. Вскоре мы подробно рассмотрим эти настройки.
Первое, что вы заметите в инверторной машине, — это ее размер и вес — они намного меньше и легче, чем старые «унаследованные» машины, которые принципиально не изменились с середины прошлого века. Помимо того, что инверторные машины легче, они намного эффективнее и потребляют лишь небольшую часть энергии, необходимой для старых машин. Вот почему большинство производителей перешли на инверторы в течение последних нескольких лет.
Помимо того, что инверторные машины легче, они намного эффективнее и потребляют лишь небольшую часть энергии, необходимой для старых машин. Вот почему большинство производителей перешли на инверторы в течение последних нескольких лет.
Мы собираемся использовать для этой статьи первоклассный аппарат Miller Dynasty 350, и хотя простая панель управления с сенсорной панелью может отличаться от других инверторных сварочных аппаратов, принципы, используемые для выбора и настройка каждой переменной будет одинаковой для всех сварочных аппаратов.
Миллер, надо отдать им должное, проделал большую работу по упрощению панели управления. Некоторые другие инверторные сварочные аппараты могут иметь более дюжины шкал для регулировки, но машины Миллера имеют одну шкалу плюс аккуратные вертикальные столбцы настроек, с одной кнопкой сенсорной панели для каждого столбца, которая циклически переключает параметры, что упрощает установку и пойми. Имеются три цифровых индикатора, показывающих каждый параметр в процессе его настройки и дающих вам быстрый визуальный ориентир для выбранных вами настроек.
Мы начнем с просмотра левого столбца полярности. Это одна из самых простых настроек — если вы свариваете алюминий (или магний), вы выбираете режим AC (переменный ток), для всех остальных видов сварки выбираете режим DC (постоянный ток). Видишь ли, я же говорил, что это будет легко!
Следующий столбец — для процесса. Здесь есть три возможных настройки. Самый верхний вариант — для высокочастотной импульсной сварки TIG. Это наиболее часто используемый режим, при котором сварочную дугу можно создать, не касаясь электрода основным металлом.Следующий выбор — для TIG Touch Start. Это в первую очередь используется в ситуациях, когда недопустимы высокочастотные дуги. Маловероятно, что вы будете использовать это, если только не привариваете чувствительную электронику, но при необходимости она есть. Нижний вариант предназначен для сварки штангой переменного или постоянного тока.
Переходя к следующему столбцу, они управляют выходом. Эти элементы управления настроены в соответствии с типом используемого вами контроллера. Наивысшая настройка — дистанционный стандарт, который используется при использовании ножного или ручного управления для регулирования силы тока во время сварки.Следующая настройка предназначена для удаленного удержания триггера 2T. Это позволяет вам предварительно установить силу тока на сварочном аппарате, и одно касание спусковой кнопки на горелке включает ток, а второе касание выключает его. Нижняя настройка — Вкл., При которой сварочный ток поддерживается постоянно и используется для сварки штучной сваркой или для сварки TIG с подъемом дуги без дистанционного управления силой тока.
Эти элементы управления настроены в соответствии с типом используемого вами контроллера. Наивысшая настройка — дистанционный стандарт, который используется при использовании ножного или ручного управления для регулирования силы тока во время сварки.Следующая настройка предназначена для удаленного удержания триггера 2T. Это позволяет вам предварительно установить силу тока на сварочном аппарате, и одно касание спусковой кнопки на горелке включает ток, а второе касание выключает его. Нижняя настройка — Вкл., При которой сварочный ток поддерживается постоянно и используется для сварки штучной сваркой или для сварки TIG с подъемом дуги без дистанционного управления силой тока.
Центральная колонна предназначена для генератора импульсов, который обычно используется только для сварки постоянным током. Это позволяет сварочному току автоматически переключаться между верхним значением пикового значения и нижним значением фона.По моему опыту, не многие сварщики-любители понимают или используют эту функцию. Одним из больших преимуществ использования генератора импульсов является то, что вы можете снизить нагрев при сварке тонких металлов, что может значительно снизить степень деформации. Если вы занимаетесь кузовными работами, я думаю, вам понравится эта функция.
Одним из больших преимуществ использования генератора импульсов является то, что вы можете снизить нагрев при сварке тонких металлов, что может значительно снизить степень деформации. Если вы занимаетесь кузовными работами, я думаю, вам понравится эта функция.
Верхнее значение для PPS (импульсов в секунду). Некоторые люди устанавливают это на низкое значение, например 1 PPS, и используют пульсацию, как метроном, для измерения времени добавления наполнителя, помогая добиться эффекта «копейки на копейку», который так ценят многие строители.Более высокое значение PPS дает более плавный эффект волнистости, более узкий борт и более высокую скорость движения.
Следующая настройка предназначена для пиковой силы тока. Это устанавливает процент времени, в течение которого ток будет на максимальном значении; 40-50 процентов — хорошее место для начала. Последняя настройка предназначена для фоновой силы тока, которая устанавливается в процентах от пикового значения. Именно здесь реализуются охлаждающие преимущества импульсных настроек, и 25 процентов — хорошая отправная точка. Нижний свет показывает, включен или выключен генератор импульсов.
Именно здесь реализуются охлаждающие преимущества импульсных настроек, и 25 процентов — хорошая отправная точка. Нижний свет показывает, включен или выключен генератор импульсов.
Следующий столбец предназначен для секвенсора. Это используется в основном для производственной сварки или для автоматизированных приложений и позволяет вам установить начальную силу тока, начальное время нарастания тока для достижения пикового значения силы тока, время уменьшения скорости разгона и конечную силу тока. Вряд ли многие из наших читателей будут использовать эту функцию для создания одноразовых грузовиков.
Следующий столбец — это меню Gas Dig. Верхняя настройка — это предварительная подача или время, в течение которого защитный газ должен течь до начала дуги.Для большинства приложений достаточно одной или двух десятых секунды. Средняя настройка предназначена для пост-потока или времени, в течение которого газ продолжает поступать после того, как дуга остановлена. Рекомендуемая настройка — одна секунда на каждые 10 ампер. Нижнее значение используется для предотвращения прилипания или короткого замыкания электрода при сварке штангой.
Рекомендуемая настройка — одна секунда на каждые 10 ампер. Нижнее значение используется для предотвращения прилипания или короткого замыкания электрода при сварке штангой.
Крайний правый столбец предназначен для Waveshape. Это мощная функция, уникальная для инверторных сварочных аппаратов, позволяющая регулировать многие параметры переменного тока.
Сначала я опишу функцию «Баланс», хотя это уже третий вариант. Это позволяет вам изменять процент времени, в течение которого ток находится в режиме EN (отрицательный электрод) и режиме EP (положительный электрод). Самый простой способ понять это — вы жертвуете чисткой на проникновение. Для достаточно чистого металла, 75% EN должно быть хорошим началом. С выветрившимся алюминием или алюминием с покрытием более низкий процент EN, который обеспечивает более эффективное очищающее действие, может работать лучше.Слишком маленький процент (менее 60 процентов) может привести к ухудшению острия на кончике вольфрамового электрода.
Верхняя настройка позволяет регулировать силу тока EN. Это не то же самое, что и количество времени, которое было установлено с помощью элемента управления «Баланс». Следующая настройка позволяет вам установить силу тока EP независимо. Рекомендуемые значения: от 1 до 0,75, например, 100 ампер EN и 75 ампер EP, но не более чем соотношение 2: 1, например, 100 ампер EN и 50 ампер EP. Установленное здесь соотношение будет сохранено, когда вы вернетесь на главный экран.
Нижняя настройка для частоты переменного тока. Низкая частота (менее 100 Гц) дает мягкую широкую дугу, которая может быть полезна для тонких краев внешнего углового стыка. Чем выше частота, тем уже конус дуги, и он будет более устойчивым при сварке тройников, внутренних углов и материалов разной толщины. Более высокие частоты обычно используются для тонких материалов, и 200 Гц являются хорошей отправной точкой. Вы можете поэкспериментировать, чтобы увидеть, что лучше всего подходит для вас.
В верхнем левом углу панели управления находится кнопка памяти, которая позволяет сохранять девять программ для сварки TIG на постоянном токе, девять — для сварки на переменном токе, девять — для карты постоянного тока и девять — для карты переменного тока.Если вы выполняете сварку определенного типа неоднократно, эти настройки памяти могут быть очень полезны.
Вы можете подумать, что мы здесь закончили, но есть скрытое меню настройки, которое я кратко рассмотрю. Это позволяет настраивать зажигание дуги, формы сигналов и многое другое. Чтобы войти в это меню, нажмите и удерживайте кнопку «A» (сила тока) и нажмите кнопку Gas Dig. Затем вы можете переключаться между различными вариантами, несколько раз нажимая кнопку Gas Dig, внося изменения по своему желанию.
Аппарат имеет настройки по умолчанию для зажигания дуги для вольфрама 3/32 дюйма, но если вы регулярно используете другой диаметр, вы можете настроить аппарат для настройки зажигания дуги по желанию. Вы также можете изменить форму волны переменного тока, выбрав Advanced Square, Soft Square, Triangle и Sine Wave. Я обнаружил, что настройки по умолчанию мне очень подходят, но вы можете поэкспериментировать с этими настройками, если хотите. Форма волны треугольника сохраняет тепло на минимальном уровне, что дает наибольшие преимущества для тонких металлов.
Вы также можете изменить форму волны переменного тока, выбрав Advanced Square, Soft Square, Triangle и Sine Wave. Я обнаружил, что настройки по умолчанию мне очень подходят, но вы можете поэкспериментировать с этими настройками, если хотите. Форма волны треугольника сохраняет тепло на минимальном уровне, что дает наибольшие преимущества для тонких металлов.
Есть еще несколько настроек, которые вы можете сделать в этом меню настройки, но я рассказал о функциях, которые, я думаю, наши читатели оценят больше всего. Дайте мне знать, если у вас есть конкретные вопросы, и, возможно, на них можно будет ответить в будущих колонках профессора Хаммера.
Если вы еще не пробовали новые инверторные сварочные аппараты, вас ждет большое удовольствие!
Посмотреть все 16 фотографий Посмотреть все 16 фотографий На панели управления этого аппарата есть семь столбцов настроек, каждый столбец управляется кнопкой, плюс поворотный диск управления и три окна цифрового дисплея. См. Все 16 фотографий Первый столбец предназначен для полярности. Он позволяет выбирать между сваркой на переменном и постоянном токе. Если вы не свариваете алюминий или магний, вы, вероятно, будете использовать постоянный ток. См. Все 16 фотографий Второй столбец предназначен для процесса.Он позволяет выбрать высокочастотный импульс TIG, запуск TIG Touch Start и Stick. Верхняя настройка обычно используется для сварки TIG. См. Все 16 фотографий. Третий столбец предназначен для вывода. Он позволяет вам переключаться между Remote Standard, который является нормой при использовании ручного или ножного управления силой тока, или Remote 2T, который используется с дистанционным переключателем включения и выключения. См. Все 16 фотографий В среднем столбце вы можете установить Pulser . Это может уменьшить нагрев и деформацию при сварке листового металла. Эту функцию можно включать и выключать.Здесь мы устанавливаем 30 импульсов в секунду. См. Все 16 фотографий. Пятая колонка предназначена для Sequencer, который предназначен для автоматизированной или производственной сварки и, вероятно, не будет широко использоваться производителями классических грузовиков.
См. Все 16 фотографий Первый столбец предназначен для полярности. Он позволяет выбирать между сваркой на переменном и постоянном токе. Если вы не свариваете алюминий или магний, вы, вероятно, будете использовать постоянный ток. См. Все 16 фотографий Второй столбец предназначен для процесса.Он позволяет выбрать высокочастотный импульс TIG, запуск TIG Touch Start и Stick. Верхняя настройка обычно используется для сварки TIG. См. Все 16 фотографий. Третий столбец предназначен для вывода. Он позволяет вам переключаться между Remote Standard, который является нормой при использовании ручного или ножного управления силой тока, или Remote 2T, который используется с дистанционным переключателем включения и выключения. См. Все 16 фотографий В среднем столбце вы можете установить Pulser . Это может уменьшить нагрев и деформацию при сварке листового металла. Эту функцию можно включать и выключать.Здесь мы устанавливаем 30 импульсов в секунду. См. Все 16 фотографий. Пятая колонка предназначена для Sequencer, который предназначен для автоматизированной или производственной сварки и, вероятно, не будет широко использоваться производителями классических грузовиков. См. Все 16 фотографий. называется Gas Dig. Здесь вы устанавливаете предварительную и последующую подачу защитного газа, а также можете вносить корректировки, чтобы предотвратить прилипание электрода при дуговой сварке. См. Все 16 фотографий Последний столбец посвящен форме волны переменного тока, где одни из самых больших преимуществ инверторной технологии доступны.Это позволяет вам установить баланс переменного тока, частоту и выбрать из нескольких форм волны. Здесь мы устанавливаем частоту 200 Гц. См. Все 16 фотографий. Вот пример того, как генератор импульсов может уменьшить искажения на листовом металле. Соединение слева было выполнено с помощью генератора импульсов, и вы можете видеть, что зона термического влияния меньше. См. Все 16 фотографий Если вы поднесете линейку к сварному шву, сделанному без генератора импульсов, вы увидите, насколько сильно деформировался металл. Посмотреть все 16 фотографий На сварном шве, выполненном с помощью генератора импульсов, искажения значительно уменьшены.
См. Все 16 фотографий. называется Gas Dig. Здесь вы устанавливаете предварительную и последующую подачу защитного газа, а также можете вносить корректировки, чтобы предотвратить прилипание электрода при дуговой сварке. См. Все 16 фотографий Последний столбец посвящен форме волны переменного тока, где одни из самых больших преимуществ инверторной технологии доступны.Это позволяет вам установить баланс переменного тока, частоту и выбрать из нескольких форм волны. Здесь мы устанавливаем частоту 200 Гц. См. Все 16 фотографий. Вот пример того, как генератор импульсов может уменьшить искажения на листовом металле. Соединение слева было выполнено с помощью генератора импульсов, и вы можете видеть, что зона термического влияния меньше. См. Все 16 фотографий Если вы поднесете линейку к сварному шву, сделанному без генератора импульсов, вы увидите, насколько сильно деформировался металл. Посмотреть все 16 фотографий На сварном шве, выполненном с помощью генератора импульсов, искажения значительно уменьшены.