Продукция
| ООО «Мелитэк» реализует оборудование для механических испытаний. Это обширная категория устройств, с помощью которых определяется способность различных материалов и изготовленных из них деталей сопротивляться деформации и разрушению под действием приложенных нагрузок. С их помощью можно определить такие важные параметры, как пластичность, предел прочности, предел текучести, модуль упругости, мера ковкости и т. д., а также понять, как в результате различных воздействий меняются свойства и структура металла, пластика, керамики. Это оборудование используется в машиностроительной отрасли, на металлургических предприятиях, в научно-исследовательских лабораториях. |
Основные типы экспериментов
Все разнообразие исследований по времени действующей нагрузки делится на две группы:
- статические;
- динамические.


Во время статических испытаний образцы подвергают воздействию постоянной силы. Механическое динамическое испытание подразумевает, что образец подвергается воздействию удара либо силы, скорость которой быстро возрастает.
Наиболее востребованные исследования, которые проводятся с помощью таких установок ,— на изгиб, растяжение, сжатие либо кручение. Они часто используются для контроля качества сварных швов.
Для статических испытаний применяются, в первую очередь, следующие устройства:
- разрывные машины — производят растяжение деталей, часто используются для испытаний сварных соединений;
- прессы — обеспечивают сжатие с определенной силой, могут применяться для продольного и поперечного изгиба;
- универсальное оборудование — создает воздействие различного типа.
Испытательная машина, обеспечивающая динамическое ударное воздействие, называется копром. Наиболее востребованные аппараты — маятникового типа. Они широко применяются для испытаний на ударную вязкость. Принцип действия копра прост: боек, вращающийся вокруг неподвижной оси, падает с определенной высоты на испытываемую деталь, после чего совершает обратное маятниковое движение, которое фиксируется на специальной шкале. Многие аппараты этого типа комплектуются электронным блоком, сохраняющим информацию, полученную во время эксперимента.
Принцип действия копра прост: боек, вращающийся вокруг неподвижной оси, падает с определенной высоты на испытываемую деталь, после чего совершает обратное маятниковое движение, которое фиксируется на специальной шкале. Многие аппараты этого типа комплектуются электронным блоком, сохраняющим информацию, полученную во время эксперимента.
Отдельная категория исследований касается выносливости материалов при постоянных либо изменяющихся воздействиях. Она направлена на изучение многоцикловой усталости (МнЦУ), вызванной длительной эксплуатацией при нагрузках, близких к пределу текучести или превышающих его. В нашей компании вы можете приобрести машины для испытания лопаток турбинного оборудования, позволяющие имитировать этот эффект в лабораторных условиях.
Широкое разнообразие оборудования
В каталоге представлено множество устройств, различающихся по назначению, принципу работы, конструктивным признакам, наличию либо отсутствию электронного блока и другим параметрам.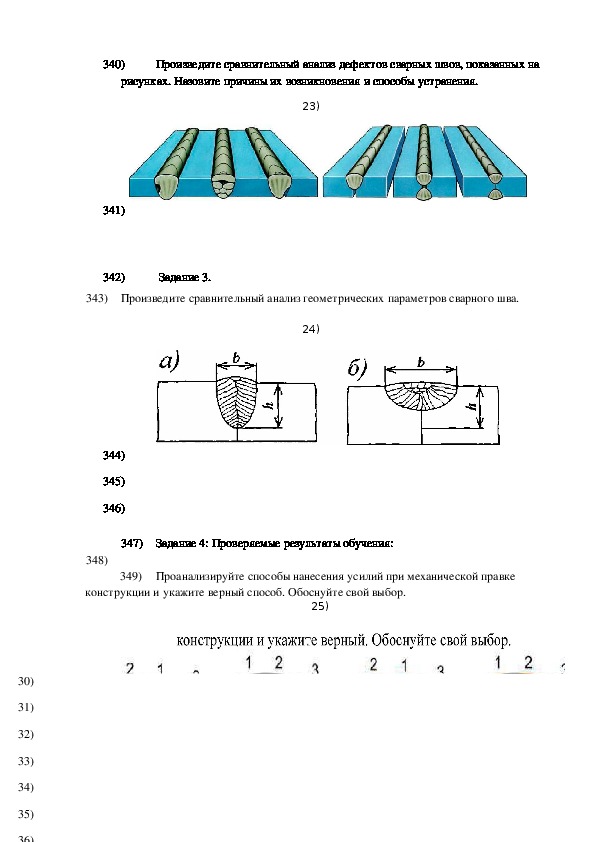 В частности, вы можете приобрести в нашей компании оборудование, предназначенное для работы с различными материалами:
В частности, вы можете приобрести в нашей компании оборудование, предназначенное для работы с различными материалами:
- машину для испытания пластиков,
- аппарат для испытания керамики;
- машину для испытания композитов;
- универсальные испытательные машины.
Еще одна группа устройств — специализированные установки. Это машины для испытаний в вакууме, жидких средах, при повышенной температуре и т. д.
Также ООО «Мелитэк» реализует разнообразные аксессуары для проведения испытаний на сопротивление механическим воздействиям. Это захваты, системы дистанционного управления, измерители деформации (экстензометры) и многое другое. Делительные устройства пригодятся для маркировки образцов различной формы — как плоских, так и цилиндрических.
Достоинства электромеханических разрывных машин и других универсальных и специализированных установок, представленных в этом разделе нашего каталога:
- простота использования;
- возможность регулировки нагрузки в широком диапазоне;
- надежность;
- соответствие современным стандартам.

Многие модели оборудованы электронными блоками. Они значительно упрощают управление, повышают точность измерений и дают возможность хранить информацию в цифровом виде.
Описания и технические характеристики установок, позволяющих проводить испытания на изгиб, растяжение либо сжатие, а также изучать многоцикловую усталость, контролировать качество сварных швов и выполнять другие аналогичные задачи, представлены на нашем сайте. Если вас интересует детальная информация о специализированном и универсальном оборудовании, обращайтесь к сотрудникам ООО «Мелитэк». Они предоставят ясные, аргументированные ответы.
Ультразвуковая ударная обработка сварных швов
Наше предприятие занимается разработкой ультразвукового инструмента для снижения остаточных напряжений в сварном шве.
Предприятием была разработана конструкция ультразвукового ударного инструмента для поверхностного пластического деформирования металла сварного шва и около шовной зоны, обеспечивающих формирование упрочненного поверхностного слоя и снижения остаточных напряжений.
Востребованность данной разработки объясняется следующими факторами:
1) повышение срока эксплуатации магистральных трубопроводов.
2) повышение производительности обработки сварного шва за счет применения ультразвуковых технологий по сравнению с термообработкой;
3) повышение качества за счет снижения остаточных напряжений растяжения
4) сокращение себестоимости процесса за счет уменьшения затрат на электроэнергию по сравнению с термообработкой;
Особенности разрушения магистральных трубопроводов
Часто встречающимися дефектами трубопроводов являются дефекты сварных швов из-за наличия в них напряжений. Различают внутренние (остаточные) и поверхностные напряжения. Первые образуются в сваренных деталях при их охлаждении.
Они вызывают коробление конструкций, а при повышенных параметрах твердости могут приводить к появлению внутренних разрывов в металле. Такие напряжения опасны по следующим причинам:
1) Не могут быть выявлены визуальным осмотром.
2) Не являются постоянными во времени, иногда увеличиваются при эксплуатации сварного узла.
3) Способствуют снижению эксплуатационной стойкости, вплоть до разрушения сварного шва.
Наличие поверхностных напряжений выявляется легко по короблению элементов сварной конструкции, особенно в тонкостенных трубах. Такие напряжения легко исправляются после сварки. Однако, если такие напряжения превышают предел прочности металла, то на поверхности появляются трещины.
Следствием действия напряжений являются возникающие деформации при сварке.
Они могут быть упругими и пластическими.
Упругие деформации возникают в результате действия поверхностных напряжений, когда линейные и объемные параметры металла изменяются: увеличиваются в процессе сварки и уменьшаются при охлаждении зоны сварного шва.
Пластические деформации — следствие необратимых изменений формы изделия под воздействием внутренних напряжений, превысивших предел прочности металла.
Способы снижения остаточных напряжений
Основными способами снижения остаточных напряжений в сварных швах являются:
1) Термическая обработка различного типа: вибрационная обработка, обработка взрывом.
2) Ультразвуковая ударная обработка.
Термическое воздействие занимает от 40 минут до 3 часов в зависимости от метода, диапазон темперетур варьируется от 300 до 1100С
На видео представлен процесс термической обработки сварного шва.
На трубу одевается нагревательный элемент, затем рубашка удерживающая тепло.
Это долгий процесс требующий больших энергетических затрат.
Ультразвуковая обработка основана на ударном воздействии бойка с ультразвуковой частотой на обрабатываемый материал с целью преобразования структуры и пластическом деформировании поверхностного слоя.
Конструкция ультразвукового ударного инструмента
Ультразвук – механическая волна, частота которой превышает 20000 Гц. На практике используются частоты от 18 кГц и выше. Для получения ультразвука в основном используются два явления: обратный пьезоэлектрический эффект и магнитострикция.
Для получения ультразвука в основном используются два явления: обратный пьезоэлектрический эффект и магнитострикция.В разработанной конструкции возбудителем ультразвуковых колебаний является пьезопреобразователь работающий на обратном пьезоэлектрическом эффекте.
«Обратный пьезоэлектрический эффектный состоит в том, что пластинки, вырезанные из кристалла кварца, под действием электрического поля сжимаются. Если поместить такие пластинки между электродами, на которые подаётся переменное напряжение, то пластины придут в вынужденные колебания. Колебания приобретают наибольшую амплитуду, когда частота изменений электрического напряжения совпадает с частотой собственных колебаний пластин. Колебания пластина передаются на обратную и фронтальную массы. Так как обратная масса изготавливается из материала с плотностью выше фронтальной, ультразвуковая волна распространяется во второй, тем самым порождая продольные ультразвуковые колебания в твердом теле (волноводе) которые затем передаются на боек. «
«
Практическое использование ультразвукового ударного инструмента
Моделирование ультразвуковой колебательной системы проводилось в CAE системе COMSOL Multiphysics. Это универсальная программная платформа для моделирования прикладных задач.
На изображении представлена анимация колебаний волновода в увеличенном масштабе для большей наглядности процесса. На нижнем торце волновода зафиксировано 22000 колебаний в секунду, амплитуда колебаний составила 0,41 мм. Расчетная рабочая частота инструмента 22кГц.
На изображении представлен ульзтразвуковой молот производства ООО «ЗВЭК «Прогресс».
instr_2018_1.indd
%PDF-1.6 % 525 0 obj > endobj 547 0 obj >/Font>>>/Fields[]>> endobj 522 0 obj >stream Acrobat Distiller 10.0.1 (Windows)PScript5.dll Version 5.2.22018-01-16T16:22:51+03:002018-01-16T16:18:41+03:002018-01-16T16:22:51+03:00application/pdf
 indd
indd
Механические испытания металлов и сплавов
Механические испытания сварных соединений
Физико-механические испытания изделий и материалов.
Металлографические исследования образцов на микроструктуру и макроструктуру металлография образцов.
Выезд специалистов по всей территории Украины.
Наши услуги по проведению физико-механических испытаний и металлографических исследований дадут возможность получить реальные данные, обеспечивающие соответствие ваших продуктов спецификациям, нормативным требованиям и стандартам качества.
Механические испытания — Испытания на воздействие механических факторов.
ООО «Учебно-технический центр» выполняет работы по контролю качества объектов поднадзорных ДЕРЖПРАЦИ Украины,
Универсальной разрывной машиной Р-50 тонн на растяжение, сжатие и изгиб с усилием разрыва до 50 тонн.
Контроль качества выполняется как неразрушающими методами, которые не затрагивают физических свойств испытываемых объектов, так и разрушающими методами, при выполнении которых испытываемый образец подвергается механическому разрушению.
Лаборатория оснащена поверенным и калиброванным испытательным оборудованием.
Квалифицированные специалисты, имеющие опыт исследовательских работ в области стандартизированных экспериментальных исследований.
Перечень физико-механических услуг, оказываемых лабораторией контроля и испытаний ООО «Учебно-технический центр»:
- испытание твердости по Роквелу, Бринелю.
- испытание на растягивание с определением предела текучести, предела прочности, относительного удлинения, относительного сужения σ0,2, σв, δ, Ψ при нормальных и повышенных температурах;
- испытание ударной вязкости (ударного изгиба) при пониженной и комнатной температурах;
- испытание на сжимание,
- определение границы выносливости;
- металлографические испытания металлография микроструктуры 500х и макроструктуры 100х;
- испытание на статическое растяжение, сплющиваниесварных соединений из стальных труб;
- испытание сварных соединений из полиэтиленовых труб на растяжение, сплющивание, на отрыв

Для изготовления стандартных образцов в лаборатории работает токарный цех по металлообработке.
Цены на уточняйте по телефонам указанным в контактах.
Главный инженер ООО «УТЦ» Виталий Федорович,
МТС моб. 0509961688,
Киевстар моб. 0673677709.
Испытание на удар маятниковым копром
с потенциальной энергией удара до 300 Дж.
Испытание на ударный изгиб по Шарпи — испытание, при которых призматический образец, лежащий на двух опорах, подвергается удару маятникового копра, причем линия удара находится посередине между опорами и непосредственно напротив надреза у образцов с надрезом.
Существует 20 типоразмеров образцов с концентраторами напряжений в виде U- или V-образного надреза, а для особо жестких условий испытания — усталостной трещины (Т) на дне V-надреза. Если для испытаний на удар используются нестандартные образцы, то следует предварительно провести сравнительные исследования стандартных и нестандартных образцов для получения масштабных коэффициентов.
Если для испытаний на удар используются нестандартные образцы, то следует предварительно провести сравнительные исследования стандартных и нестандартных образцов для получения масштабных коэффициентов.
Основным образцом является стержень квадратного сечения 10 × 10 мм2 и длиной 55 мм с надрезом (концентратор) посередине, который делается шлифовальным кругом толщиной 2 мм и радиусом закругления 1 мм.
Для обозначения ударной вязкости KC добавляют и третью букву, указывает на вид надреза на образце: U, V, Т. Запись KСU означает ударную вязкость образца с U-образным надрезом, KСV — с V-образным надрезом, а kст — с трещиной.
Виды надрезов на образцах для испытания на ударную вязкость:
а — U-образный надрез (KCU)
б — V-образный надрез (KСV)
в — надрез с трещиной (k ст)
Цены на уточняйте по телефонам указанным в контактах.
Главный инженер ООО «УТЦ» Виталий Федорович,
МТС моб. 0509961688,
Киевстар моб. 0673677709.
Общество с ограниченной ответственностью «Учебно-технический центр» (лаборатория контроля и испытаний) при выполнении заявленных работ повышенной опасности при технических испытаниях и исследованиях (КВЭД-2010: 71.20), а именно:
1. испытания (гидравлические (с применением воды или других жидкостей), пневматические (с применением воздуха или инертных газов) неразрушающий контроль: визуально-оптический (VТ), ультразвуковой (UТ), магнитопорошковый (МТ), капиллярный (РТ), радиографический (RT ) разрушающий контроль: механические испытания, определение твердости, металлографический анализ),
паровые и водогрейные котлы теплопроизводительностью более 0,1 МВт (п.9 приложении 3 Порядка)
трубопроводы пара и горячей воды с рабочим давлением более 0,05 МПа и температурой нагрева выше 110 ° С, сосудов, работающих под давлением свыше 0,05 МПа, кроме автомобильных газовых баллонов, есть емкостями для газового моторного топлива (п.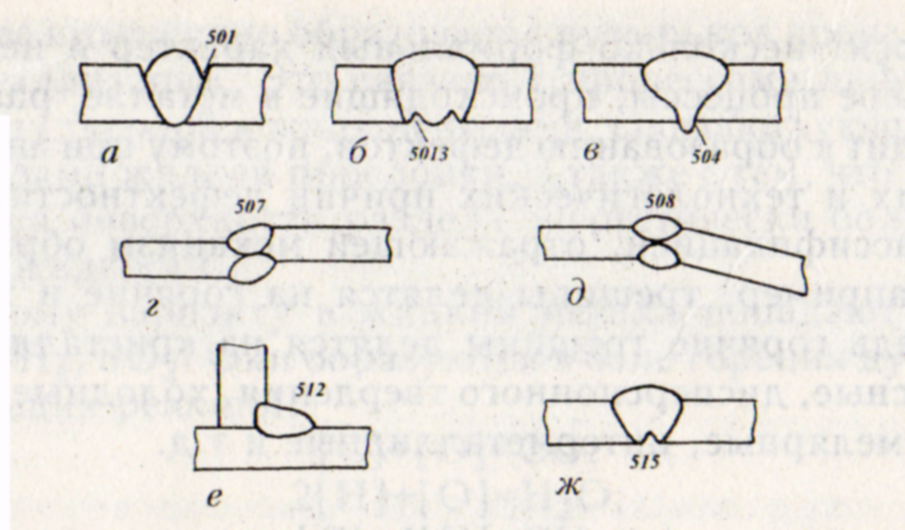 10 приложении 3 Порядка)
10 приложении 3 Порядка)
грузоподъемные краны и машины, подъемники и люльки для подъема работников (п.11 приложения 3 Порядка)
технологическое оборудование и его элементы магистральных газопроводов, нефтепроводов, продуктопроводов (нефтепродуктопроводов, аммиакопроводов, этиленопроводов), систем газоснабжения природным и сжиженным газом субъектов хозяйствования и населенных пунктов, систем промышленного и межпромыслового сбора нефти и газа, объектов нефтегазодобывающей промышленности а также газоиспользующее оборудование мощностью более 0,1 МВт (п.2 приложения 3 Порядка)
горношахтное и горноспасательное оборудования и оборудования для добычи, транспортировки, дробления, сортировки и обогащения полезных ископаемых и окомкования руд и концентратов в угольной, горнорудной, нерудной, металлургической и коксохимической отраслях промышленности (п.4 приложения 3 Порядка)
оборудования и технические средства для изготовления, использования и транспортировки взрывчатых материалов и изделий на их основе, комплексы для их переработки и хранения (п. 5 приложения 3 Порядка)
5 приложения 3 Порядка)
технологическое оборудование химической, биохимической, нефтехимической, нефтегазоперерабатывающей, металлургической, коксохимической, литейной, масложировой, эфиромасличной, деревообрабатывающей, пищевой, перерабатывающей, полиграфической, легкой и текстильной отраслях промышленности, целлюлозно-бумажного, хлор и амиаковикористовуючих производств, переработки пластмасс, полимерных материалов и резинотехнических изделий (п.6 приложении 3 Порядка)
оборудование и защитные системы, предназначенные для эксплуатации (применения) в потенциально взрывоопасной среде (п.7 приложении 3 Порядка)
оборудования напряжением свыше 1000 В (электрическое оборудование электрических станций и сетей; технологическое электрооборудование), (п.8 приложении 3 Порядка)
лифты, эскалаторы, пассажирские конвейеры, пассажирские подвесные канатные дороги, фуникулеры (п.11 приложения 3 Порядка)
технологическое оборудование по переработке природного камня (п. 2 Приложения 7 Порядка)
2 Приложения 7 Порядка)
кузнечно-прессовое оборудование (п.3 приложении 7 Порядка)
аттракционы повышенной опасности (стационарные, передвижные и мобильные), (п.4 приложения 7 Порядка)
технологические транспортные средства (п.5 приложения 7 Порядка).
Для изготовления стандартных образцов в лаборатории работает токарный цех по металлообработке.
Цены на уточняйте по телефонам указанным в контактах.
Главный инженер ООО «УТЦ» Виталий Федорович,
МТС моб. 0509961688,
Киевстар моб. 0673677709.
Перечень действующих НД 2019 г. взамен отмененных
1. ДСТУ EN 10002-1:2006 Матеріали металеві. Випробування на розтяг.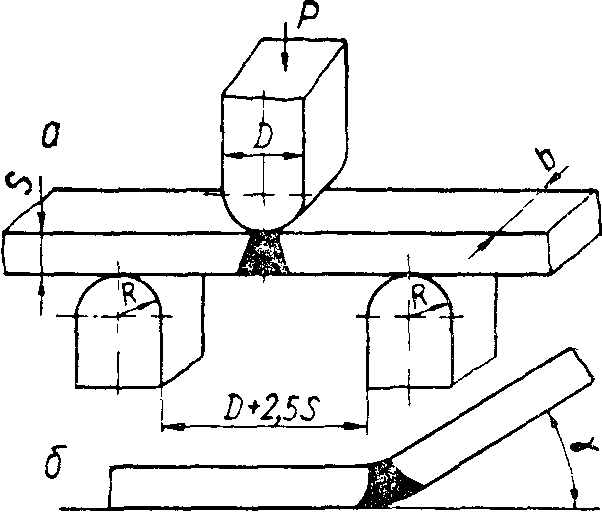 Частина 1. Метод випробування за кімнатної температури (EN 10002-1:2001, IDT)
Частина 1. Метод випробування за кімнатної температури (EN 10002-1:2001, IDT)
http://online.budstandart.com/ua/catalog/doc-page.html?id_doc=60342
2. ГОСТ 25.503-97 Розрахунки і випробування на міцність. Методи механічних
випробувань металів. Метод випробування на стиск
http://online.budstandart.com/ua/catalog/doc-page.html?id_doc=72115
3. ДСТУ ISO 5817:2016 Зварювання. Зварні шви під час зварювання плавленням сталі, нікелю, титану та інших сплавів (крім променевого зварювання). Рівні якості залежно від дефектів (ISO 5817:2014, IDT)
http://online.budstandart.com/ua/catalog/doc-page.html?id_doc=65291
4. ДСТУ EN 12517-2002 Неруйнівний контроль зварних з`єднань. Критерії приймання для радіографічного контролю зварних з`єднань (EN 12517:1998, IDТ)
http://online.budstandart.com/ua/catalog/doc-page.html?id_doc=75813
5. ГОСТ 10243-75 Сталь. Методы испытаний и оценки макроструктуры (СТ СЭВ 2837-81)
http://online. budstandart.com/ru/catalog/doc-page.html?id_doc=69751
budstandart.com/ru/catalog/doc-page.html?id_doc=69751
6. СОУ-Н МПЕ 40.1.17.302:2005 Ультразвуковой контроль сварных соединений элементов котлов, трубопроводов и сосудов (рус)
http://online.budstandart.com/ru/catalog/doc-page.html?id_doc=61602
7. ДСТУ EN 13480-5:2018 Трубопроводы промышленные металлические. Часть 5. Контроль и испытания (EN 13480-5:2017, IDT)
http://online.budstandart.com/ru/catalog/doc-page.html?id_doc=79919
8. СНиП 3.05.05-84. Технологическое оборудование и технологические трубопроводы
http://online.budstandart.com/ru/catalog/doc-page.html?id_doc=4062
9. ДСТУ ISO 15607:2008 Технические условия и аттестация технологии сварки металлических материалов. Общие правила (ISO 15607:2003, IDT)
http://online.budstandart.com/ru/catalog/doc-page.html?id_doc=68812
10. ДСТУ ISO 9016:2008 Испытания сварных соединений металлических материалов разрушающие. Испытания на ударный изгиб. Расположение образца для испытаний, надреза на образцах, протокол испытаний (ISO 9016:2001, IDТ)
Испытания на ударный изгиб. Расположение образца для испытаний, надреза на образцах, протокол испытаний (ISO 9016:2001, IDТ)
http://online.budstandart.com/ru/catalog/doc-page.html?id_doc=60922
— отменен СНиП 3.03.01-87 Несущие и ограждающие конструкции — отменен
— отменен СНиП III-18-75. Правила производства и приемки работ. Металлические конструкции — отменен
Контрольные слова для поиска
Перечень физико-механических услуг, оказываемых лабораторией контроля и испытаний
ООО «Учебно-технический центр» :
испытание твердости по Роквелу, Бринелю Мариуполь Краматорск Артемовск Бахмут Дружковка Авдеевка Красноармейск Покровск Доброполье Курахово Димитров Константиновка Бердянск Запорожье Харьков Днепропетровск Днепр Сумы Полтава Чернигов Киев Черкассы Кировоград Кропивницк Николаев Херсон Одесса Винница Житомир Ровно Хмельницкий Тернополь Луцк Черновцы Ивано-Франковск Львов Ужгород, Кривой Рог, Украина, код ЕДРПОУ 38357085.
- механическое испытание на растягивание с определением предела текучести, предела прочности, относительного удлинения, относительного сужения σ0,2, σв, δ, Ψ при нормальных и повышенных температурах Мариуполь Краматорск Артемовск Бахмут Дружковка Авдеевка Красноармейск Покровск Доброполье Курахово Димитров Константиновка Бердянск Запорожье Харьков Днепропетровск Днепр Сумы Полтава Чернигов Киев Черкассы Кировоград Кропивницк Николаев Херсон Одесса Винница Житомир Ровно Хмельницкий Тернополь Луцк Черновцы Ивано-Франковск Львов Ужгород, Кривой Рог, Украина, код ЕДРПОУ 38357085.
- испытание ударной вязкости (ударного изгиба) маятниковым копром при пониженной и комнатной температурах Мариуполь Краматорск Артемовск Бахмут Дружковка Авдеевка Красноармейск Покровск Доброполье Курахово Димитров Константиновка Бердянск Запорожье Харьков Днепропетровск Днепр Сумы Полтава Чернигов Киев Черкассы Кировоград Кропивницк Николаев Херсон Одесса Винница Житомир Ровно Хмельницкий Тернополь Луцк Черновцы Ивано-Франковск Львов Ужгород, Кривой Рог, Украина, код ЕДРПОУ 38357085.
- испытание ударной вязкости (ударного изгиба) при пониженной и комнатной температурах Мариуполь Краматорск Артемовск Бахмут Дружковка Авдеевка Красноармейск Покровск Доброполье Курахово Димитров Константиновка Бердянск Запорожье Харьков Днепропетровск Днепр Сумы Полтава Чернигов Киев Черкассы Кировоград Кропивницк Николаев Херсон Одесса Винница Житомир Ровно Хмельницкий Тернополь Луцк Черновцы Ивано-Франковск Львов Ужгород, Кривой Рог, Украина, код ЕДРПОУ 38357085.
- механическое испытание на сжимание Мариуполь Краматорск Артемовск Бахмут Дружковка Авдеевка Красноармейск Покровск Доброполье Курахово Димитров Константиновка Бердянск Запорожье Харьков Днепропетровск Днепр Сумы Полтава Чернигов Киев Черкассы Кировоград Кропивницк Николаев Херсон Одесса Винница Житомир Ровно Хмельницкий Тернополь Луцк Черновцы Ивано-Франковск Львов Ужгород, Кривой Рог, Украина, код ЕДРПОУ 38357085.
- механическое определение границы выносливости Мариуполь Краматорск Артемовск Бахмут Дружковка Авдеевка Красноармейск Покровск Доброполье Курахово Димитров Константиновка Бердянск Запорожье Харьков Днепропетровск Днепр Сумы Полтава Чернигов Киев Черкассы Кировоград Кропивницк Николаев Херсон Одесса Винница Житомир Ровно Хмельницкий Тернополь Луцк Черновцы Ивано-Франковск Львов Ужгород, Кривой Рог, Украина, металлографические испытания металлография микроструктуры 500х и макроструктуры 100х; код ЕДРПОУ 38357085
- механическое испытание на статическое растяжение, сплющиваниесварных соединений из стальных труб Мариуполь Краматорск Артемовск Бахмут Дружковка Авдеевка Красноармейск Покровск Доброполье Курахово Димитров Константиновка Бердянск Запорожье Харьков Днепропетровск Днепр Сумы Полтава Чернигов Киев Черкассы Кировоград Кропивницк Николаев Херсон Одесса Винница Житомир Ровно Хмельницкий Тернополь Луцк Черновцы Ивано-Франковск Львов Ужгород, Кривой Рог, Украина, код ЕДРПОУ 38357085.
- механическое испытание сварных соединений из полиэтиленовых труб на растяжение, сплющивание, на отрыв Мариуполь Краматорск Артемовск Бахмут Дружковка Авдеевка Красноармейск Покровск Доброполье Курахово Димитров Константиновка Бердянск Запорожье Харьков Днепропетровск Днепр Сумы Полтава Чернигов Киев Черкассы Кировоград Кропивницк Николаев Херсон Одесса Винница Житомир Ровно Хмельницкий Тернополь Луцк Черновцы Ивано-Франковск Львов Ужгород, Кривой Рог, Украина, код ЕДРПОУ 38357085.

Испытание металлических конструкций
Конструкции из металла изготавливаются в заводских условиях и испытания — это обязательный этап производства таких объектов. При прохождении исследований, производитель получает сертификат соответствия о подтверждённом качестве и готовности к эксплуатации продукта.
По требованиям законодательства, при производстве конструкций из металла, должны быть соблюдены технические стандарты. Каждый производитель обязан проводить исследования продукции в лаборатории, а результаты записывать в сертификаты качества.
Каждый производитель обязан проводить исследования продукции в лаборатории, а результаты записывать в сертификаты качества.
Сам процесс исследования – это применение методов определения допустимой нормы нагрузки на сооружение, ударостойкости и вероятности разрыва.
Требования к эксплуатации металлоконструкций
При их производстве и эксплуатации должны соблюдаться следующие требования:
— выбор вида металла определен целями применения продукта;
— в производстве используется только качественное сырье;
— после экспертизы подтверждена долговечность, прочность;
— установка, работы по монтажу должны быть несложными процессами;
— постройка эстетически приятно выглядит, помимо соблюдения технических характеристик.
Еще один критерий, который стоит учитывать при оценке металлоконструкций — качество сварных швов. Это гарант долговечности и безопасности объекта. К швам тоже выдвигаются технические требования:
— изготавливаются только из высокопрочных материалов, которые поддаются процессу сварки;
— показатель сопротивления металла совпадает с показателем сопротивления швов;
— минимальная ударная вязкость сварного шва не более 29 Дж/кв. см;
см;
— относительное удлинение металла сварного шва больше 17 %
Также, требования выдвигаются к маркировке продукции. Там фиксируются:
— название предприятия, место производства;
— товарный знак изготовителя;
— марка металла, из которого изготовлен объект;
— марка ГОСТ;
— размеры сооружения.
Результаты испытаний
Если сертификат качества отсутствует, то нельзя гарантировать качество и прочность структуры. Те устройства, которые не проходили проверку, являются угрозой для окружающих при эксплуатации.
Документ получают у компаний, которые занимаются исследованиями металлических конструкций, а также получивших лицензии на предоставление этих услуг. Например, как наша компания, ООО «СКБ-Инжиниринг».
В документе указывается до какого момента он действителен, название производителя, фирма, которая выдала сертификат и результаты проведенных исследований.
Цель – определить техническое состояние объекта, степень физического износа, причины возникновения возможных дефектов, а также разработать мероприятия по безопасной эксплуатации устройства. А объем, состав, характер работ зависят от конкретных задач, поставленных для исследования.
А объем, состав, характер работ зависят от конкретных задач, поставленных для исследования.
Испытания каких конструкций проводим в ООО «СКБ-Инжиниринг»:
kolkata nano шлифовка алюминия с помощью шаровой мельницы
kolkata nano шлифовка алюминия с помощью шаровой мельницы
Изготовление кулаков шарниров и поворотных кулаков
После мойки проводят окончательный контроль размеров детали и расположения поверхностей с помощью скоб, шаблонов, микрометров и специальных приспособлений.
Соединение тел с помощью шарниров
Анализ с помощью гибридной (нейронечеткой) сети. Бог разговаривал с нами. Бог недоволен той помощью, какую вы оказываете Храму. Многие из вас не отдали ему десятину. Бог желает говорить с вами.
Материалы и инструменты для шлифования и полировки
алюминия Зернистость Р60 2000 метода (срезки стекла с помощью струны), нож бережет автомобиль от повреждений внутренней обшивки и лакокрасочного покрытия.
Китайские наждак камень Производители, наждак камень
получить доступ к наждак камень производителям и наждак камень поставщикам из Китая эффективно на ru.MadeinChina.com
Идеальные круги для шлифовки алюминия. GtoolVSM.
May 14, 2019 · Шлифовка алюминия нечастая, но довольно сложная задача. ⠀ Сам алюминий шлифуется очень легко, его легко
Алюминий. Шлифовка сварного шва на угловом профиле.
May 11, 2016 · Технология обработки алюминия. Посмотрев это видео, вы сможете самостоятельно зачистить сварные швы на
Производители и поставщики аналитического оборудования
Ластометр для испытания кожи С помощью Ластометра проводяться испытание на шаровой разрыв (Ball Burst Test). При этом испытании определяются прочность и расширение лицевой стороны кожи (мереи).
При этом испытании определяются прочность и расширение лицевой стороны кожи (мереи).
Частные и коммерческие объявления России
На главную te gg hf eg tg sh uc aa ff fb av se ss tc rf vv zz yy hr gg hf eg tg sh uc aa ff fb av se ss tc rf vv zz yy hr
Китай Энергосберегающее Оборудование, Китай
Китай Энергосберегающее Оборудование, Найти Китай Энергосберегающее Оборудование товары
Шлифовка и полировка алюминия с помощью дисков Scotch
Mar 02, 2019 · Шлифовка и полировка алюминия с помощью дисков ScotchBrite и пасты для металла от 3М. Полировка алюминия
Алмазная шлифовка лица описание процедуры, отзывы
Ранее шлифовка лица осуществлялась с помощью порошка оксида алюминия. Такой абразив хорошо удаляет ороговевшие ткани, но его пыль может оставаться на коже и
Такой абразив хорошо удаляет ороговевшие ткани, но его пыль может оставаться на коже и
Особенности структуры опаловых фотонных кристаллов (1
С помощью уравнения БЭt по адсорбции азота при –195 0 С была определена удельная свободная поверхность полученного образца, которая составила 14 м 2 /г.
1808.Нанотехнологии в керамике монография в 2 ч. Ч. 1
похожие документы ФИРМА ЭЛИЗИУМ Справочник Инструкции pdf 212 Кб
по международному обзору шаровой мельнице
шаровой мельницы и сушилки для обработки . магнетит железа измельчения в шаровой мельнице. УК и воды в шаровой планетарной мельнице "Рг’йсЪ Ри1уепгейе 7".
лучше циркония диск Завод, Вы можете непосредственно
Поисклучше циркония диск завода в Китае, Вы можете непосредственно заказать продукты в списке лучше циркония диск заводов. Мы предоставим вам полные списки надёжных китайскихлучше циркония дискзаводов
Мы предоставим вам полные списки надёжных китайскихлучше циркония дискзаводов
бисер шлифовальные Завод, Вы можете непосредственно
Поискбисер шлифовальные завода в Китае, Вы можете непосредственно заказать продукты в
Как шлифовать алюминий? фото Форум Mastergrad
Mar 02, 2013 · Всем привет! Подскажите, пожалуйста: шлифую лодку из сплава АМГ.Лодке не красится, и так и останется не крашенной.Начал шлифовать разными кругами, получается ровно, но по всей фото Форум Mastergrad
покрытия бисера мельница Завод, Вы можете
Поискпокрытия бисера мельница завода в Китае, Вы можете непосредственно заказать
энергетика, электромеханика и энергоэффективные
похожие документы Адм.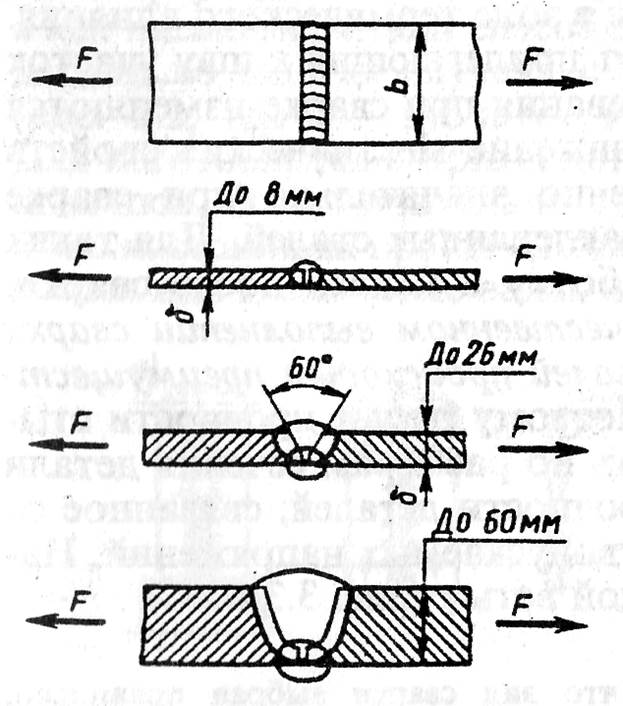 здание Сущевский Вал, 43 Sushchevsky Val 43pdf pdf 402 Кб
здание Сущевский Вал, 43 Sushchevsky Val 43pdf pdf 402 Кб
ru
В коллекции Classic Ikon немецкая марка Wuesthof предлагает кованные ножи, сделанные из единого куска нерж
Британские «Тайфуны» в Румынии помогут эсминцам США взбаламутить Черное море
Эсминцы ВМС США Roosevelt и Donald Cook с группой авиаподдержки в составе шести британских истребителей спешат на очередную «черноморскую вахту» под предлогом якобы российской военной активности на границах Украины. Россия готовит ответные меры
Американские эсминцы типа Arleigh Burke (Roosevelt и Donald Cook) с крылатыми ракетами Tomahawk будут выполнять задачи в акватории Черного моря с 14-15 апреля до 4-5 мая. В поддержку этой миссии Великобритания отправила на румынскую авиабазу «Михаил Когэлничану» шесть многоцелевых истребителей Eurofighter Typhoon, способных нести высокоточные крылатые ракеты Storm Shadow большой дальности (для поражения защищенных командных пунктов).
Общая цель Вашингтона и Лондона – сдерживание «российской агрессии» против Украины. Кроме того, ожидается отправка на Украину до ста британских пехотинцев. По данным ВСУ, украинско-британские командно-штабные учения Cossack Mace 2021 состоятся с участием более тысячи военнослужащих из пяти государств НАТО. Маневры посвящены отражению на украинской территории масштабного наступления вооруженных сил «страны-агрессора».
В Конгрессе США 13 апреля заявлено об отправке в Германию дополнительного контингента в составе 500 американских военнослужащих, и в дальнейшем в Европу перебросят многоцелевые истребители-бомбардировщики F-35. Всё для «сдерживания» РФ.
Пока неизвестно, какие корабли задействуют в Черном море в активной фазе крупномасштабных учений Армии США Defender Europe 2021, однако четыре воздушно-десантные операции с участием семи тысяч военнослужащих пройдут в середине мая на территории Болгарии и Румынии. Поддержка ВМС США предсказуема.
Поддержка ВМС США предсказуема.
Под знаменами Defender Europe 2021 к маю соберутся 30 тысяч военнослужащих из 26 стран. Россия вынуждена адекватно реагировать на очевидные факты и реальные угрозы.
Русский «тир»
Все вошедшие в Черное море корабли США и НАТО берутся на постоянное сопровождение силами и средствами Черноморского флота РФ, это аксиома. Россия готова к прибытию двух американских ракетных эсминцев и значительному усилению британскими истребителями авиакрыла НАТО в Румынии.
Над акваторией Черного моря стартовали масштабные совместные учения двух «воздушных армад» – авиации Южного военного округа (ЮВО) и Морской авиации ЧФ. Фронтовые бомбардировщики Су-24М и Су-34, многоцелевые истребители Су-27СМ и Су-30СМ отрабатывают ракетные пуски и бомбометание по морским целям на предельно малых высотах, прикрытие и сопровождение кораблей ЧФ, которые выполняют боевые задачи по предназначению.
Минобороны России / Ruptly
Российские истребители готовятся к бомбометанию по морским целям
C каждой новой задачей меняются тактический фон, состав разнородной группировки сил вероятного противника. Любые серьезные маневры – это фантастическая многомерность, круглосуточное напряжение десятков тысяч специалистов на боевых постах, очевидное технологическое и боевое превосходство или наоборот. Вне зависимости от времени года, военные учения отличаются от настоящей войны лишь тем, что люди не гибнут.
Любые серьезные маневры – это фантастическая многомерность, круглосуточное напряжение десятков тысяч специалистов на боевых постах, очевидное технологическое и боевое превосходство или наоборот. Вне зависимости от времени года, военные учения отличаются от настоящей войны лишь тем, что люди не гибнут.
В апреле для повышения боевой устойчивости оперативно-тактическая авиация окружного объединения ВВС и ПВО перебазирована на оперативные аэродромы, то есть рассредоточена. Контрольные мероприятия охватывают все войска ЮВО и направлены на повышение уровня боевой и оперативной подготовки с учетом сложной обстановки в зоне ответственности.
Кроме авиации, надводных кораблей и субмарин российского флота, черноморскую акваторию надежно контролируют (простреливают насквозь) береговые ракетные комплексы «Бал» и «Бастион», небо над морем чутко сканируют системы ПВО С-400 «Триумф». Западные эксперты отмечают тотальное военное превосходство России в регионе и делают выводы: Черное море – это русский «тир», а корабли ВМС США в нем – легкие мишени.
Мутные партнеры
Замглавы МИД РФ Сергей Рябков 13 апреля заявил, что США являются противником России, так как Вашингтон делает все возможное, чтобы подорвать позиции Москвы в мире – США и НАТО сознательно подталкивают Киев на конфронтацию с РФ. Секретарь Совета безопасности РФ Николай Патрушев 14 апреля сообщил, что угроза терактов на территории российского Крыма сохраняется из-за «деструктивной деятельности США, контролируемого ими блока НАТО».
Разумеется, подобное «сдерживание» Москву не устраивает. И пока «партнеры» не вернутся в объективную реальность, Россия будет жестко и последовательно отстаивать свои национальные интересы.
Как «партнер с расширенными возможностями» альянса, Украина запланировала на 2021 год восемь совместных военных учений вблизи Крыма, с участием 11 тысяч иностранных военнослужащих.
Россия отвечает. Действия Вооруженных сил РФ в последние две недели – недоступная альянсу по скорости переброска к западным границам двух армий и трех дивизий ВДВ – это сигнал, прежде всего, Вашингтону и Брюсселю. Американцы насчитали (издалека, с беспилотников) 87 тысяч личного состава, 18 оперативно-тактических комплексов «Искандер-М», 1100 танков (Т-72Б/Б2/Б3, Т-80БВ/БВМ, Т-90А), 2600 бронемашин (БТР-82А, БМП-3, «Тигр»), 1170 единиц ствольной артиллерии («Мста-Б», «Акация», «Пион»), 400 систем залпового огня – «Град», «Смерч», «Солнцепек».
Американцы насчитали (издалека, с беспилотников) 87 тысяч личного состава, 18 оперативно-тактических комплексов «Искандер-М», 1100 танков (Т-72Б/Б2/Б3, Т-80БВ/БВМ, Т-90А), 2600 бронемашин (БТР-82А, БМП-3, «Тигр»), 1170 единиц ствольной артиллерии («Мста-Б», «Акация», «Пион»), 400 систем залпового огня – «Град», «Смерч», «Солнцепек».А пока на российской стороне – даже Конвенция Монтрё, которая значительно ограничивает суммарный тоннаж (не более 45 тысяч тонн) и время пребывания в Черном море (не более трех недель) боевых кораблей нечерноморских стран. Заметим, американские эсминцы Roosevelt и Donald Cook имеют суммарное водоизмещение менее 20 тысяч тонн.
Назад к основам: испытание разрушающих сварных швов
Иногда возвращение к основам может иметь решающее значение между качественным ремонтом и неудачным ремонтом. Когда дело доходит до сварки, разрушающее испытание сварных швов гарантирует, что технический специалист подготовлен к этому важному этапу в процессе ремонта.
Почему так важны разрушающие испытания сварных швов? Если деталь будет приварена к транспортному средству без испытания сварных швов, невозможно узнать, позволят ли настройки и методы сварки создать эффективный сварной шов на транспортном средстве.Разрушающий контроль позволяет технику отрегулировать сварщика или его методы для получения качественного сварного шва перед сваркой на автомобиле.
Перед разрушающим испытанием сварных швов их необходимо сначала визуально осмотреть. Это испытание проводится на кусках металлолома транспортного средства или на кусках металла того же типа и толщины, что и транспортное средство. Это позволяет технику увидеть, имеет ли сварной шов надлежащее проплавление или нужно отрегулировать сварщика или технику. Разрушающий контроль проводится путем разрыва и скручивания испытательного сварного шва.Этот тест показывает, был ли создан надлежащий сварной шов.
В зависимости от типа металла вы можете узнать, как разрушающим образом проверить различные виды сварных швов, а также найти информацию о том, как определить правильный сварной шов, в курсах, перечисленных ниже.
Дополнительные новости по ремонту столкновений I-CAR, которые могут оказаться полезными:
Назад к основам: Проверка сварных швов в процессе ремонта
Выбор правильного сварочного оборудования
Шунтирование тока при точечной сварке
Связанные курсы I-CAR
Курс Теория сварки сталей GMA
Курс Обучение и сертификация Сварка стали GMA
Курс Теория сварки алюминия GMA
Курс Обучение и сертификация Сварка алюминия GMA (MIG)
Курс Введение в контактную точечную сварку сжатием
Курс Развитие практических навыков контактной точечной сварки с отжимом
Курс Введение в пайку MIG
Курс Развитие практических навыков пайки MIG
Сварочное оборудование | Материаловедение и инженерия
Asst.Профессор Десмонд Буржуа, член факультета сварочной техники Университет штата Огайо — одна из немногих программ в мире, предлагающих программы бакалавриата, магистратуры и доктора философии. степень в области сварочного оборудования и единственная программа бакалавриата в области сварочного оборудования, аккредитованная ABET, в Соединенных Штатах. Хотя многие люди думают о сварке как о процессе, таком как дуговая сварка, на практике это сложная инженерная дисциплина, которая включает в себя аспекты материаловедения и металлургии, лазеров, термодинамики, проектирования, контроля и обеспечения качества, робототехники и механики, электрические и электронные системы.
степень в области сварочного оборудования и единственная программа бакалавриата в области сварочного оборудования, аккредитованная ABET, в Соединенных Штатах. Хотя многие люди думают о сварке как о процессе, таком как дуговая сварка, на практике это сложная инженерная дисциплина, которая включает в себя аспекты материаловедения и металлургии, лазеров, термодинамики, проектирования, контроля и обеспечения качества, робототехники и механики, электрические и электронные системы.
Инженеры-сварщики должны понимать свойства, лежащие в основе соединения материалов, чтобы обеспечить безопасность соединенных конструкций и принести пользу обществу. Инженеры-сварщики обладают опытом в области материаловедения, в том числе стали, цветных сплавов и полимерных материалов, а также в технологических процессах, включая дуговую сварку, лазеры, контактную сварку, пайку и пайку. Они также являются экспертами в области робототехники, от программирования и приложений до датчиков и средств управления.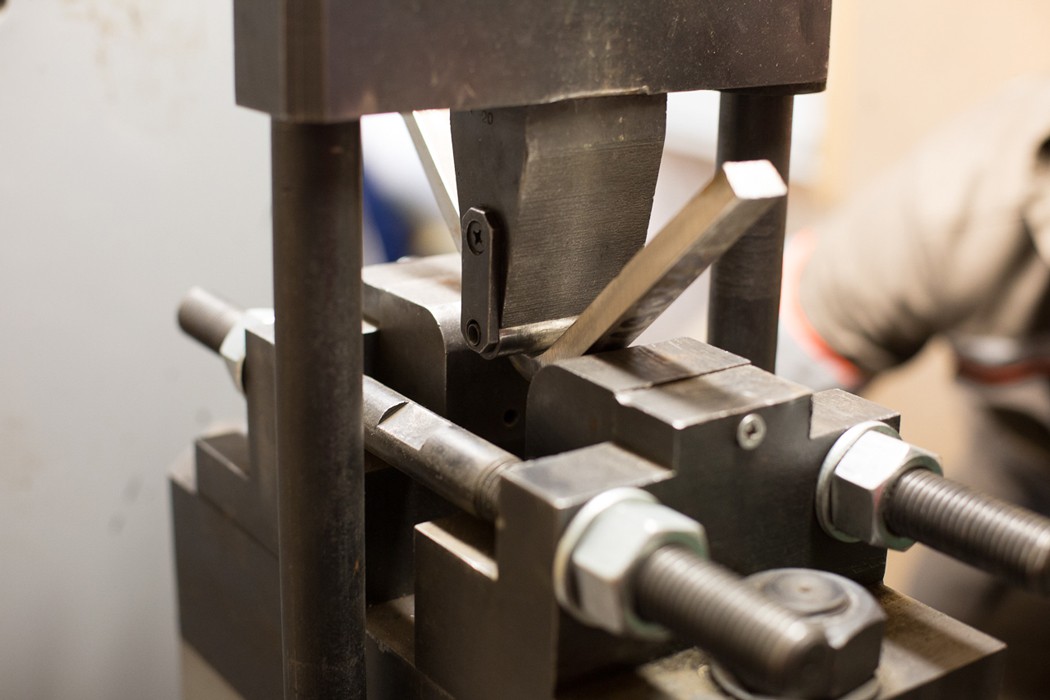
«Инженер-сварщик» хорошо подготовлены к решению сложных проблем и принятию важных инженерных решений в широком диапазоне возможных направлений карьеры и промышленных областей, связанных со сваркой.Рабочие среды включают автоматизацию и высокоскоростное производство, изготовление, производство и исследования. Наши востребованные выпускники в области сварочного инженера устраиваются на работу в различных отраслях промышленности, включая атомную, нефтехимическую, автомобильную, медицинскую, судостроительную, аэрокосмическую, энергетику и производство тяжелого оборудования.
Лаборатория сварочного оборудования в кампусе Университета штата ОгайоИсследования в рамках программы сварочного производства подчеркивают:
- Сварка Металлургия
- Аддитивное производство
- Мониторинг сварочного процесса
- Неразрушающий контроль
- Разработка сварочного процесса
Научно-исследовательские центры сварочного оборудования
Центр инноваций в производстве и соединении материалов
Инновационный центр по производству и соединению материалов (Ma 2 JIC) был одобрен Национальным научным фондом в сентябре 2010 года как Центр совместных исследований промышленности и университетов (IUCRC).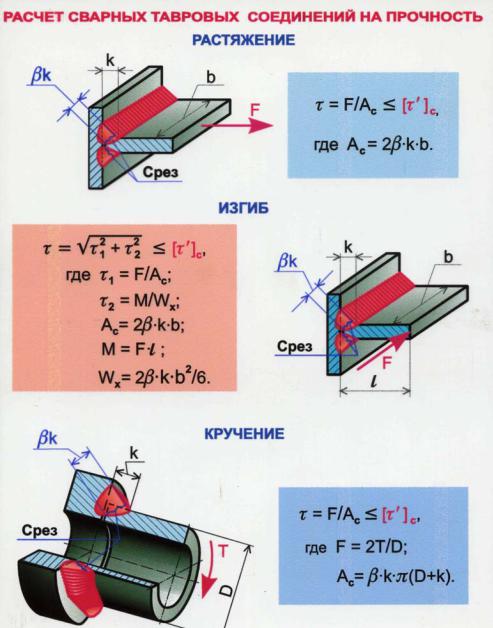 Директор: профессор Антонио Рамирес
Директор: профессор Антонио Рамирес
Являясь вторым по величине IUCRC в стране по доходу, Ma2JIC продвигает материалы, объединяя инновации в различных отраслях, от энергетики и авиакосмической промышленности до автомобилестроения и обороны, с ежегодными инвестициями в исследования в размере 5,3 миллиона долларов от 44 уникальных компаний-членов отрасли. У нас работают 76 преподавателей и студентов-исследователей из пяти наших университетов-партнеров, и у нас есть 29 текущих исследовательских проектов.
Технические потребности, связанные с соединением материалов в ископаемом топливе, ядерной энергии, альтернативной энергии, энергоэффективности и хранении энергии, можно сгруппировать по шести широким категориям:
- соединение существующих материалов
- стыковка новых передовых материалов
- соединение разнородных материалов
- Аддитивное производство гибридных материалов
- Продление срока службы существующих соединений
- Экспресс-оценка ресурса сварных деталей
Центр оценки свариваемости
Центр оценки свариваемости (CWE) расположен на территории EJTC в западном кампусе и предназначен для:
- Устранение отказов и потери свойств сварных швов из усовершенствованных сплавов
- Применение передовых сплавов в критических сварных конструкциях
- Поддержка изобретения и разработки металлических сплавов с улучшенной свариваемостью
- разработка инновационных инструментов и методов оценки свариваемости
- способствует повышению энергоэффективности, безопасности, производительности и надежности в системах выработки и преобразования энергии
Их возможности тестирования включают испытание литого штифта на разрыв, испытание на растяжение DIC, испытание на водородное растрескивание с задержкой и испытание на растрескивание для снятия напряжений.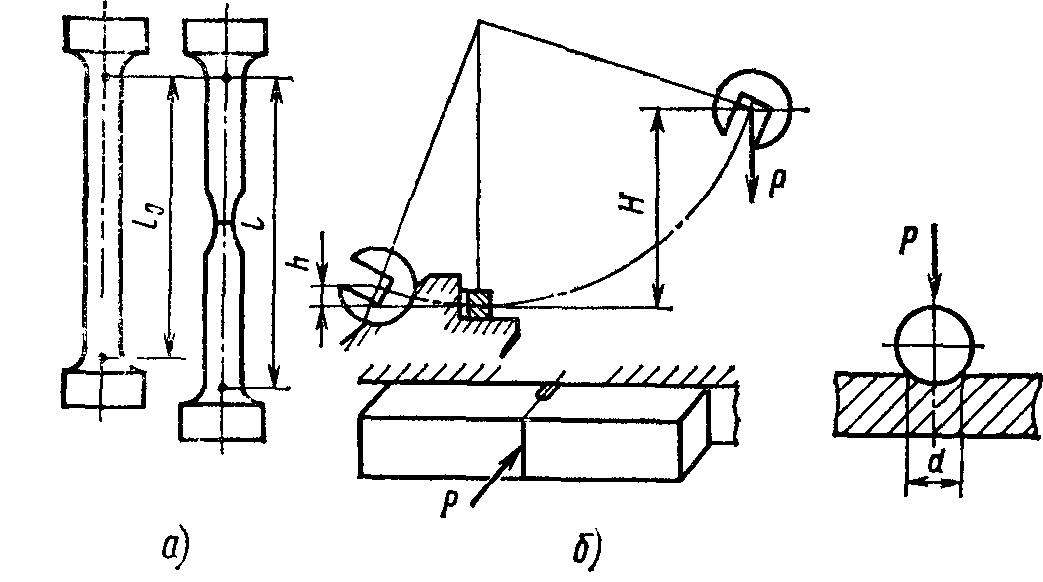 Студенты магистратуры, бакалавриата и докторантуры проводят технические исследования и испытания под руководством профессора Бояна Александрова .
Студенты магистратуры, бакалавриата и докторантуры проводят технические исследования и испытания под руководством профессора Бояна Александрова .
Центр передового опыта в области дизайна и производства
Центр передового опыта в области дизайна и производства (CDME) был создан для обеспечения университетов и промышленных партнеров необходимыми ресурсами для быстрого перехода технологий на более высокий уровень готовности с использованием четырех стратегических направлений деятельности:
- Проведение прикладных исследований и разработок для университетов, промышленности и государственных партнеров
- Использование современного оборудования для проведения стандартизированных испытаний и услуг по механической обработке
- Управление пользовательскими объектами полномасштабного производства
- Предоставление студентам бакалавриата практического опыта в производстве и проектировании во время получения степени
CDME укомплектован двумя десятками опытных инженеров, техников, руководителей программ и около 40 студентов-бакалавров.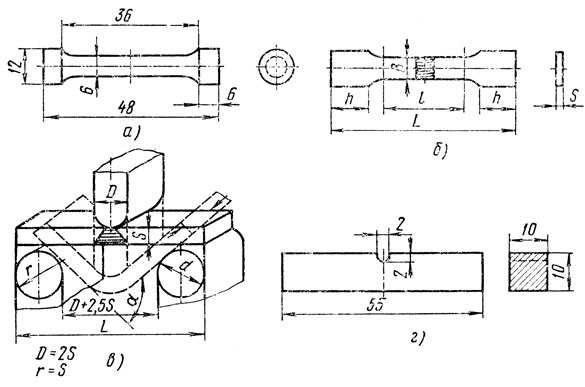 В центре в среднем 50 параллельных проектов со средней продолжительностью от четырех до шести месяцев. Директор: Нейт Эймс
В центре в среднем 50 параллельных проектов со средней продолжительностью от четырех до шести месяцев. Директор: Нейт Эймс
Второй прототип звездолета поврежден при испытании на герметичность
Обновлено 7:15 утра по восточному времени 2 марта с комментариями Илона Маска.
ВАШИНГТОН — Второй прототип ракеты-носителя SpaceX Starship был уничтожен в ходе испытания на герметичность 28 февраля на заводе компании в Бока-Чика, штат Техас.
Видео от нескольких наблюдателей показало взрыв автомобиля около 23:00. Восточный. Транспортное средство без носового обтекателя или с установленными двигателями Raptor находилось на испытательном стенде и загружалось жидким азотом. Автомобиль, казалось, развалился в нижней части, в результате чего верхняя часть полетела со второй очередью после того, как эта часть ударилась о землю.
Фотографии, сделанные на следующий день, показали, что мало что осталось от корабля, известного как Starship SN1. Никаких сообщений от местных властей о травмах не поступало.SpaceX не ответила на запрос о комментарии в начале 29 февраля об испытании, а основатель компании Илон Маск, который регулярно делился подробностями о разработке Starship в Twitter, изначально ничего не сказал об инциденте.
Никаких сообщений от местных властей о травмах не поступало.SpaceX не ответила на запрос о комментарии в начале 29 февраля об испытании, а основатель компании Илон Маск, который регулярно делился подробностями о разработке Starship в Twitter, изначально ничего не сказал об инциденте.
Маск опубликовал в Твиттере видео теста в начале 2 марта. «Итак… как прошла ночь?» он написал. В последующих твитах он сказал, что сейчас рабочие сосредоточили внимание на разрабатываемом автомобиле Starship SN2, чтобы подготовить его к аналогичным испытаниям на герметичность.
Уничтожение Starship SN1 похоже на потерю другого прототипа, названного Starship Mark 1, в ноябре.Этот автомобиль также подвергался испытанию на герметичность, когда переборка вышла из строя, в результате чего часть автомобиля взлетела в воздух. SpaceX заявила, что инцидент произошел во время испытания «максимального повышения давления в системах» и что отказ не был неожиданным и не был «серьезной неудачей».
Маск на сентябрьском мероприятии в Бока-Чика сказал, что Starship Mark 1 полетит через один или два месяца, но после инцидента в компании заявили, что это не так. «Уже было принято решение не запускать этот тестовый образец, и команда сосредоточена на сборках Mk3, которые предназначены для орбиты», — заявили в компании.Позже SpaceX переименовал Starship Mark 3 в Starship SN1.
SpaceX, похоже, готовила Starship SN1 к статическому огневому испытанию с как минимум одним установленным двигателем Raptor. «Танк Starship SN1 готовится к установке Raptor и статическому огню», — написал Маск 25 февраля в Твиттере. Также были уведомления для летчиков (NOTAM), связанные с испытательной деятельностью на месте, но было неясно, покрывали ли эти уведомления какой-либо запланированный статический огонь. испытания или только испытание на герметичность.
За этим статическим испытанием должен был последовать по крайней мере один суборбитальный испытательный полет транспортного средства, во время которого он должен был взлететь, взлететь на высоту 20 километров и приземлиться обратно в Бока-Чика.В своем твите в конце декабря Маск сказал, что полет, скорее всего, состоится через два-три месяца.
SpaceX еще не получила лицензию на запуск или экспериментальное разрешение от Управления коммерческого космического транспорта Федерального управления гражданской авиации для суборбитального испытательного полета, но подала две заявки в Федеральную комиссию по связи на лицензии, необходимые для работы телеметрии и транспортных радаров для этой миссии. . Обе заявки на лицензию запрашивали шестимесячный период работы, начинающийся в середине марта.
Было предположение, что Starship SN1 мог использоваться только для статических огневых испытаний, а другой строящийся прототип, Starship SN2, использовался для тестовых полетов. Версия SN2 отличается улучшенными технологиями производства и сварки.
«Спроектировать ракету — нетрудно», — сказал Маск в интервью 28 февраля на ежегодном зимнем симпозиуме Ассоциации ВВС, за несколько часов до злополучного испытания на герметичность, обсуждая свою философию в отношении инноваций. Напротив, «самая сложная часть — это сделать, сделать много и часто запускать.”
Повышение производительности с помощью ударопоглощающих инструментов, разработанных для закаленной стали
Вибрация, вызванная травмами, падение более чем на 50%. Человеко-часы сократились на 75%
В соответствии со старой аксиомой «работайте умнее, а не усерднее», усовершенствования в области электроинструментов с эргономичной конструкцией теперь позволяют линейным рабочим «работать мягче, а не усерднее». Подобно железному кулаку в бархатной перчатке, эти мощные ударные инструменты могут пробивать твердую борсодержащую сталь, одновременно смягчая удар рабочего, держащего пистолет.
Многочисленные исследования документально подтвердили эффективность систем поглощения вибрации и ударов в таких инструментах, как пневматические молоты и долота. Согласно статистическим данным, собранным Департаментом труда и промышленности штата Вашингтон, сокращение повторяющихся стрессовых травм составляет от 50 до 95%, а повышение производительности — от 50 до 75%, а экономия затрат превышает 25%.
Если какая-либо отрасль производства могла бы получить наибольшую выгоду от таких достижений, то это были бы испытания разрушающих сварных швов, особенно при производстве автомобилей, где обеспечение качества сварных швов невозможно.Подтверждение того, что сварные швы, выполняемые роботом, соответствуют проектным спецификациям, помогает гарантировать, что транспортное средство может выдерживать ожидаемые нагрузки и усталость на протяжении всего срока службы продукта, что значительно снижает вероятность поломки в полевых условиях и дорогостоящих отзывов, штрафов и судебных исков.
«Обеспечение качества начинается в кузовном цехе, когда сварочные роботы выполняют свою работу, а команда по разрушению сварных швов выполняет свою работу», — говорит Фил Шабо, вице-президент Honsa Ergonomic Technologies, Inc., производителя эргономичных изделий из Милана, штат Иллинойс. усовершенствованные ударные и вращающиеся инструменты, в которых используется технология пассивного снижения вибрации.
«Когда я представил наши инструменты людям на заводах, где производятся Taurus и Explorers, это изменило правила игры для Ford», — продолжает Шабо. «Раньше команде из четырех человек требовалось шесть часов, чтобы полностью разобрать тело. Мы оснастили их эргономичными инструментами для снижения вибрации, и теперь всего два человека выполняли работу всего за 3 часа; сокращение человеко-часов на 75% ».
Деструктивные методы в автомобилестроении
В типичном «кузовном цехе» до 50 роботов точечной сварки собирают каждую цельную конструкцию, выполняя множество сварных швов на каждое транспортное средство.Средние объемы производства колеблются от 1100 до 1200 автомобилей в сутки. Чтобы гарантировать, что все эти устройства построены в соответствии со спецификациями, обычно требуется полный демонтаж одного из каждых 20 000, сходящих с линии.
Тело подопытного отправляется в комнату разборки, где команда операторов с помощью мощных пневматических отбойных молотков проводит 100% разборку. Это испытание на разрушающий удар показывает твердость и устойчивость сварного шва к ударным нагрузкам путем количественной оценки энергии, необходимой для его разрушения.
Проблема начинается с нынешней тенденции к использованию борсодержащих и двухфазных сталей, которые обладают чрезвычайно высокой прочностью. Но недостатком является то, что такие материалы очень сложно разорвать ручными инструментами. Здесь страдают как безопасность работников, так и время производства.
«В Ford Motor Company мы столкнулись с двумя серьезными проблемами, — говорит Мэтт Лорайн, инженер по сварке в Ford. «Во-первых, мы должны были проверить сварные швы большего размера, которые соединяли самые толстые и самые прочные стали, когда-либо использовавшиеся при строительстве автомобилей.Во-вторых, нам было поручено получить эргономичные инструменты для разрушения сварных швов, которые уменьшили бы вибрацию и травмы оператора ».
Ударные инструменты, такие как воздушные зубила передачи высокие уровни повреждения вибрации непосредственно к оператору, что приводит к серьезным и разрушительным опорно-двигательного аппарата и заболеваний мягких тканей рук и рук.
«Постоянно высокие уровни ударов заставляют рабочих брать отпуск для посещения врача», — отмечает Шабо. «Это влияет на чистую прибыль, потому что расходы на оплату труда работников растут вместе с взносами на медицинское страхование.”
В то же время производительность падает, потому что рабочие — чтобы уменьшить физическую нагрузку на свое тело — выполняют демонтаж в более медленном темпе.
Послевоенные технологии уступают место послевоенному
До недавнего времени многие производственные предприятия по-прежнему использовали тяжелые заклепочные пистолеты, шлифовальные машины, пневматические молоты и долота времен Второй мировой войны. Операторы ощущали удары не меньше, чем металлические материалы, над которыми они работали.
Внедрение активных систем амортизации механических ударов около 20 лет назад помогло значительно снизить травматизм рабочих.Однако в этих системах используются пружины или пневмоцилиндры для уменьшения вибрации. Таким образом, их эффективность ограничивается калибровкой устройства, которая со временем меняется; а также техническое обслуживание или отсутствие такового механизма. В конечном итоге эти механические устройства ломаются. Поскольку большинство этих инструментов нестандартных размеров производится за рубежом, доступ к деталям еще больше замедляет производственные графики.
Избежание таких недостатков — новое поколение систем поглощения ударов, которые полностью пассивны.Эти конструкции включают немеханическое демпфирование в виде полиуретановых эластомеров, которые требуют минимального обслуживания или вообще не требуют его.
«Лучшей аналогией может служить полиуретановая опора двигателя, которая изолирует пассажиров от вибраций двигателя», — поясняет Шабо. «Вы встраиваете его в машину, вам не нужно смазывать или обслуживать его, и он служит практически вечно».
Часто эти пассивные системы используются вместе с рукоятками на гибкой шее на инструментах, которые дополнительно снижают прямую передачу ударных сил.Эта комбинация настолько эффективна, что для изготовления корпусов инструментов можно использовать более легкие материалы, такие как алюминий, в отличие от литой стали. Этот меньший вес также снижает утомляемость рабочего.
Учитывая, что сегодня используются более жесткие материалы, Honsa создала новый класс инструментов для снятия сварных швов. В этих новых современных ударных молотах и долотах используются улучшенные конструкции клапанов инструментов с превосходным материалом сборки ствола для прорезания борсодержащей стали и связанных сварных швов. Поскольку рабочий настолько хорошо изолирован от резкого удара инструмента, более сильные ударные силы могут быть использованы для ускорения разрушающего процесса через любой материал.
«Honsa Tools прислушалась к нашим запросам и создала новое поколение инструментов, отвечающих всем нашим требованиям», — говорит Лаурен. «Незаменимо, чтобы поставщик поставлял качественный продукт, который соответствует нашим потребностям и превосходит наши ожидания».
Проверенные результаты
Тот факт, что вибрация демпфированием, эргономичные инструменты снижения рабочих травм, медицинские расходы и связанные с ними простои неоспоримо.
Как сообщается в публикации Департамента труда и промышленности штата Вашингтон, исследование Д.С. Чаттерджи из исследования заболеваний верхних конечностей на рабочем месте у 695 рабочих-автомобилестроителей обнаружил, что «совокупные травмы верхних конечностей» снизились на 95% за один год с внедрением электроинструментов с пониженной вибрацией.
В той же публикации отмечается, что Смоленский и Замиска обнаружили, что использование модернизированных инструментов в группе работников автомобильной промышленности снизило совокупный травматический синдром более чем на 50% за двухлетний период.
Такое улучшение здоровья рабочих напрямую влияет на повышение производительности.Уменьшение силы удара на оператора позволяет увеличить ударную силу инструмента. Следовательно, можно выполнить больше работы за меньшее время.
«Если рабочие могут пробивать сварные швы в два раза меньше времени, не получив травм, это вдвое сокращает время, которое транспортное средство должно проводить в помещении для разрушения сварных швов», — отмечает Шабо. «Другой положительный момент заключается в том, что рабочие подвергаются вдвое меньшему шуму».
Та же публикация Министерства труда и промышленности также включила исследование оборудования для разборки резервуаров, в котором использовались ударные гайковерты с низким уровнем вибрации и эргономичными характеристиками.Завод сумел сократить процесс удаления почти на 50%. В другом отчете отмечен один случай, когда ручные инструменты с уменьшенной вибрацией сократили время выполнения ремонтных работ с 15 до 11 дней. Соответствующие годовые затраты на рабочую силу упали с 72 000 до 52 800 долларов, что составляет 26,6% годовой экономии.
Может наступить день, когда OSHA и государственные агентства потребуют использования электроинструментов с пониженной вибрацией. Между тем, как OEM-производители, так и рядовые поставщики могут, по крайней мере, сегодня защитить работников, а также защитить их рентабельность.
За дополнительной информацией обращайтесь: Honsa Ergonomic Technologies, Inc .; 1300 11-я улица Запад; Милан, Иллинойс, 61264; 800.800.9371; Факс 309.756.0700; [email protected]; или www.honsatools.com .
Моделирование и моделирование растрескивания при затвердевании сварного шва, часть III
Для калибровки и оценки модели WSC, которая была разработана в частях I и II настоящего исследования, на испытаниях сплава 718 Varestraint, поле температуры и поля макроскопической деформации Необходимо знать тесты Varestraint.Эти поля используются для расчета давления GBLF (см. Часть II [13]), которое, в свою очередь, используется для расчета длины зарождения трещины (см. Часть 1 [12]). В этом исследовании поля температуры и макроскопической механической деформации были получены с помощью модели вычислительной механики сварки (CWM) теста Varestraint. Классические модели CWM обычно используются для расчета деформаций и остаточных напряжений, которые не очень чувствительны к свойствам материала при высоких температурах. Поэтому часто используется температура отсечки около 70% от гомологической температуры, T m , выше которой свойства материала устанавливаются на постоянные значения [21].Таким образом, модели материалов в классических моделях CWM не могут быть использованы при изучении WSC, потому что они не могут разрешить высокотемпературное механическое поведение мягкой зоны, в которой расположены WSC. Точно смоделировать механическое поведение мягкой зоны очень сложно. Твердое вещество кашицы пористое; таким образом, пластические деформации твердого каркаса зависят не только от девиаторного напряженного состояния, как в случае пластичности J2; это также зависит от гидростатического давления. Это особенно верно для более низких фракций твердого вещества.Чтобы уловить подобное поведение, можно использовать материальные модели, такие как Cam-Clay [22]. Основным недостатком этих моделей является то, что их очень сложно откалибровать. Еще одна проблема с мягкой зоной заключается в том, что она анизотропна, если содержит столбчатые дендриты. Насколько известно авторам, никогда не публиковалось никаких работ по моделям CWM с моделями материалов, которые могли бы справиться с этими проблемами. Однако Goldak et al. [23, 24] представили предварительную попытку моделирования напряжений и деформаций вблизи сварочной ванны с изотропной пластичностью J2 и различными определяющими уравнениями для различных температурных интервалов.Используется линейно-вязкая модель при температуре выше 0,8 T м . В диапазоне температур 0,5 T м < T <0,8 T м , используется модель пластичности в зависимости от скорости и для температур ниже 0,5 T м , используется модель пластичности, не зависящая от скорости. Вдохновленные моделью Голдака, мы представляем в этой главе модель материала для сплава 718 для оценки механического и термического поведения мягкой зоны.
Тепловые свойства
В этом разделе представлены тепловые свойства модели материала для сплава 718.
Твердая фракция
Твердая фракция является важной переменной в модели WSC. Он используется как для расчета скорости затвердевания, так и для определения средних свойств материала мягкой зоны. В этом исследовании мы используем зависящую от температуры твердую фракцию, определенную с помощью многокомпонентной модели Шейля-Гулливера (см. Часть II). Sames et al.[25] использовали модуль Scheil и базу данных никеля TTNi7 в программном пакете Thermo-Calc для расчета мольной доли твердого вещества как функции температуры для сплава 718. Результат показан на рис. 3.
Рис. 3Зависимость мольной доли твердой фазы сплава 718 от температуры. График основан на данных, полученных в [25]
Из графика видно, что прогнозируемые температуры ликвидуса и солидуса составляют приблизительно T l = 1360 ∘ C и T s = 1100 ∘ С соответственно.
Теплопроводность
Теплопроводность сплава 718, как в твердой, так и в жидкой фазе, была оценена путем измерения удельного электрического сопротивления с использованием соотношения Видеманна-Франца-Лоренца. Результаты представлены в [26] для широкого диапазона температур. Этот метод измерения не является точным в мягкой зоне из-за сосуществования как жидкости, так и твердого вещества в этой области. Чтобы получить теплопроводность кашицы, проводимости твердой и жидкой фаз экстраполировали в температурный диапазон кашицы, т.е.e, T s < T < T l , а проводимость кашицы была рассчитана по следующему линейному правилу смеси:
$$ k _ {\ text {Mush}} = k_ {s} f_ {s} + k_ {l} \ left (1 — f_ {s} \ right) $$
(2)
, где k s и k l — экстраполированные значения теплопроводности твердой и жидкой фаз соответственно. f s — объемная доля твердого вещества. Для учета теплопередачи за счет конвекции в сварочной ванне теплопроводность жидкой фазы была увеличена в 5 раз (т. Е. Для T > T l ). Это тот же фактор, что и у Feng et al. [27] использовали в своей модели CWM для исследовательского суперсплава на основе Ni. Результирующая теплопроводность в интервале температур 0 < T <1600 ∘ C показана на рис.4а.
Рис. 4a Теплопроводность и удельная теплоемкость, b Модуль Юнга и коэффициент теплового расширения для сплава 718 как функция температуры
Удельная теплоемкость
Удельная теплоемкость сплава 718 была измерено DSC. Результаты представлены в [26] для широкого диапазона температур как в твердой, так и в жидкой фазе. Что касается теплопроводности, то удельная теплоемкость в мягкой зоне определялась по линейному правилу смеси следующим образом:
$$ c_ {p, \ text {Mush}} = c_ {p, s} f_ {s} + c_ {p, l} \ left (1 — f_ {s} \ right) $$
(3)
, где c p , s и c p , l — экстраполированные удельные теплоемкости твердой и жидкой фаз соответственно. {T_ {2}} L_ {f} \ frac {df_ {s}} {\ text {dT}} \ text { dT} $$
(4)
Уравнение 4 использовалось для распределения скрытой теплоты плавления по всему интервалу затвердевания T с < T < T l в модели FE в следующей главе.
Механические свойства
Коэффициент Пуассона и модуль Юнга
Пластины из сплава 718 в данном исследовании предполагались изотропными. Таким образом, упругие свойства могут быть охарактеризованы модулем Юнга и коэффициентом Пуассона. Последний оказывает меньшее влияние на пластические деформации и был установлен на постоянное значение ν = 0,29 [14]. Модуль Юнга сплава 718 в твердой фазе был измерен Special Metals Corporation до 1090 ∘ ° C с помощью ультразвукового метода.Измеренные значения приведены в [14].
Чтобы упростить механическое поведение материала, находящегося в жидком состоянии, мы считаем его «мягким» изотропным твердым телом с тем же коэффициентом Пуассона, что и полностью твердая фаза (т.е. ν = 0,29). Модуль Юнга этого «мягкого» материала был определен по модулю объемной упругости жидкости. Авторам не удалось найти никакой информации об объемном модуле упругости жидкого сплава 718. Только для жидкого железа удалось найти информацию об объемном модуле упругости, который является одним из основных элементов в сплаве 718 (остальные — никель и хром).Это было установлено Белащенко и соавт. [29], которые использовали молекулярную динамику для расчета K l = 62 ГПа. Из-за отсутствия данных мы предполагаем, что объемный модуль упругости жидкого сплава 718 такой же, как и модуль жидкого чугуна. Модуль Юнга для изотропного «мягкого» материала может быть получен следующим образом:
$$ E_ {l} = 3K_ {l} (1-2 \ nu) = 78 ~ \ text {GPa} $$
(5)
Для оценки модуля Юнга мягкой зоны использовалось правило линейной смеси.Предполагалось, что мягкая зона имеет тот же модуль Юнга при температурах выше когерентной температуры, что и жидкая фаза. Это связано с тем, что каша не может передавать растягивающие нагрузки выше когерентной температуры. Тогда модуль Юнга можно записать следующим образом:
$$ E _ {\ text {Mush}} = \ left \ {\ begin {array} {ll} E_ {s} f_ {s} + \ left (\ frac {E_ {l} — E_ {s} ( T_ {c}) f_ {s} (T_ {c})} {1 — f_ {s} (T_ {c})} \ right) \ left (1 — f_ {s} \ right), & T \ leq T_ {c} \\ E_ {l}, & T> T_ {c} \ end {array} \ right., $$
(6)
, где E s — модуль Юнга твердой фазы, который экстраполируется на мягкую зону, а E l — модуль Юнга жидкой фазы. T c — когерентная температура, значение которой составляет 1278 ∘ C в зоне плавления (дополнительную информацию о T c см. В разделе 3.2.3). Кроме того, в разделе 3.2.3 представлена конститутивная модель «мягкого» твердого тела. На рисунке 4b показан полученный модуль Юнга в диапазоне температур 0 < T <1600 C.
Коэффициент теплового расширения и коэффициент усадки при затвердевании
Объемное расширение сплава 718 было измерено Blumm et al.[30] с тестом на дилатометре при нагревании. Это объемное расширение можно преобразовать в линейное расширение путем деления на 3, которые, в свою очередь, можно дифференцировать в зависимости от температуры, чтобы получить тангенциальный коэффициент теплового расширения. Предполагается, что материал в мягкой зоне имеет такое же тепловое расширение, что и твердый каркас кашицы, вплоть до когерентной температуры. Предполагается, что твердый каркас, в свою очередь, имеет такое же тепловое расширение, что и полная твердая фаза, что определяется путем экстраполяции коэффициента теплового расширения твердой фазы на мягкую зону.Для более высоких температур, чем когерентная температура, предполагается, что тепловое расширение материала вызывает только потоки жидкости, а не деформацию твердого каркаса кашицы. Поэтому коэффициент теплового расширения был установлен на ноль для температур выше когерентной температуры. На рисунке 4b показан результирующий коэффициент теплового расширения в диапазоне температур 0 < T <1600 ∘ C.
Blumm et al. [30] также измерили увеличение объема из-за плавления сплава 718 с помощью дилатометрического теста.Было оценено 3,1 % . Это значение использовалось для коэффициента усадки при затвердевании β в модели давления жидкости на границах зерен в части II настоящего исследования.
Модель пластичности
Мы аппроксимируем сплав 718 как изотропный эластопластический материал, который определяется пластичностью по Мизесу с изотропным упрочнением. Область, содержащая жидкость, аппроксимируется как «мягкое» изотропное упругопластическое твердое тело. Для моделирования механического поведения используются четыре различные конститутивные модели, действующие в разных температурных интервалах.{B_ {5}} + B_ {6} \ right) \ end {array} $$
(7)
Параметры модели были откалиброваны для испытаний на растяжение, проведенных при 20, 200, 600 и 700 ∘ C. Их оптимизированные значения приведены в таблице 2.
700
∘ C < T ≤ 1050 ∘ CДля температур выше 700 C сплав 718 зависит от скорости деформации.{1/2} \ right] $$
(9)
и
$$ \ ln \ left (\ varepsilon_ {p} \ right) = B_ {1} \ ln \ left (Z \ right) + B_ {2} $$
(10)
, где α , A , n , B 1 и B 2 — константы. Z — параметр Зинера – Холломона, т. Е.
$$ Z = \ dot {\ overline {\ varepsilon}} \ exp \ left (\ frac {Q} {\ overline {R} T} \ right) $$
(11)
, где Q — постоянная, \ (\ overline {R} \) — молярная постоянная газа, а T — температура в Кельвинах.Все значения параметров приведены в таблице 3.
Таблица 2 Значения параметров для модели напряжения текучести, не зависящей от скорости Таблица 3 Значения параметров для модели напряжения течения Чена. С [31]Эффективная пластическая деформация, которая действует как переменная состояния для упрочнения в вышеупомянутой модели, была сброшена на ноль для температур выше 1100 71 C, чтобы учесть быстрое восстановление, которое происходит при высоких температурах. Таким образом, эффективные пластические деформации, возникающие выше этой температуры, не способствуют упрочнению материала.
1050
∘ C < T ≤ T cВ этом диапазоне температур жидкость и твердое тело сосуществуют, но поскольку T ≤ T c , твердый каркас кашицы все еще может передавать нагрузки. Чтобы упростить механическое поведение материала в этой области, мы считаем его «мягким» однородным изотропным твердым телом, которое ослабляется присутствием жидкости.Для этого «мягкого» твердого вещества используется следующая простая модель материала, зависящая от скорости, которая основана на экспериментах по затвердеванию in situ, проведенных Антонссоном и др. [32]. Они использовали зеркальную печь для нагрева образцов для испытаний на растяжение примерно на 5 C выше температуры ликвидуса. В результате образовывалась жидкая зона длиной 5 мм, которая стабилизировалась поверхностным натяжением жидкости. После нагрева до жидкого состояния образцы для испытаний охлаждали до заданных температур выдержки со скоростью 400 C / мин.Когда была достигнута заданная температура выдержки, испытание на растяжение проводилось со скоростью 0,1 с — 1 до тех пор, пока не произошло разрушение. График на рис. 5 показывает измеренный предел прочности при растяжении, UTS, образцов in situ при различных температурах выдержки. На рисунке также показан UTS для образцов, подвергнутых высокотемпературной термообработке на твердый раствор, HST, сплава 718, измеренный Antonsson et al. [32]. Эти образцы нагревали в зеркальной печи до максимальной температуры 1210 C, что примерно на 10–20 C ниже температуры нулевой прочности ZST.После нагрева образцы охлаждали со скоростью 400 C / мин до заданной температуры выдержки при испытании на растяжение. UTS образцов HST на рисунке расширены до ZST экстраполяцией [32].
Рис. 5UTS для in situ и HST образцов сплава 718 при различных температурах
Для температур в диапазоне 900 < T <1050 ∘ C, который не показан на рисунке, материалы in situ и HST имеют почти одинаковые значения UTS, несмотря на их разную микроструктуру [32].
В этом исследовании данные UTS для материала in situ и HST использовались для оценки предела текучести материала в FZ и PMZ, соответственно, при температурах выше 1050 C. дендритная микроструктура. Несмотря на то, что скорость охлаждения была не такой высокой, как при сварке, полученная микроструктура может рассматриваться как грубая оценка микроструктуры, обнаруженной в FZ сварного шва, тогда как материал HST можно рассматривать как представление материала. в ПМЗ, где образуются зернограничные жидкие пленки, но не все исходные зерна полностью расплавляются.
Чтобы получить предел текучести из UTS, материал в FZ и PMZ был принят идеально пластичным. Это довольно хорошее приближение для сплава 718 при температурах от 1050 до 1200, C, как показали испытания на горячее сжатие [31, 33,34,35,36]. Эти испытания на горячее сжатие также показывают, что сплав 718 сильно зависит от скорости деформации при высоких температурах. Данные UTS из экспериментов Антонссона были получены при единственной скорости деформации приблизительно 0.{-1} \). Модель предела текучести теперь выводится следующим образом. Пусть p fz и p pmz — кривые, подогнанные к данным UTS для образцов in situ и HST, соответственно, которые показаны на рис. 5. Предыдущее предположение об идеальной пластичности дает то же самое, что UTS, и поэтому его можно записать следующим образом в диапазоне температур 1050 ∘ C < T ≤ T c :
$$ \ sigma_ {y} \ left (T, {\ dot {\ overline {\ varepsilon}}} ^ {p} \ right) = \ left \ {\ begin {array} {ll} p _ {\ text {pmz}} f, & T _ {\ text {peak}} (13) , где f определяется формулой. 12. T пик — это пиковая температура, которая указывает, был ли материал полностью расплавлен, и, следовательно, принадлежит FZ или PMZ. Когерентные температуры, T c , для FZ и PMZ были определены из нулевых вращений p fz и p pmz , соответственно, что составляет T c. = 1278 ∘ C для FZ и T c = 1230 C для PMZ. Для температур выше T c материал все еще был приблизительно «мягким» изотропным твердым телом, но теперь с более жидкими свойствами. Следующая модель напряжения течения, где предел текучести пропорционален скорости деформации, чтобы «напоминать» ньютоновское поведение жидкости [37], использовалась следующим образом: $$ \ sigma_ {y} = C {\ dot {\ overline {\ varepsilon}}} ^ {p} + \ sigma_ {y, {\ min}} $$ (14) , где C — калибровочная постоянная, а \ (\ sigma _ {y, {\ min}} \) — минимально допустимое напряжение потока, которое предотвращает численные трудности, которое было установлено на 0.{-3} \) 1 / с, что дает C = 10 МПа. В приведенном выше описании для моделирования механического поведения сплава 718 используются четыре различных определяющих уравнения, применимых в различных диапазонах температур. Таким образом, необходимо изменить основные уравнения во времени и пространство при изменении температурного поля. Это не вызывает проблем в модели FE [24]. Начальные условия, необходимые для каждого временного шага КЭ-модели, — это начальная геометрия, начальное напряжение, начальная деформация, граничные условия предыдущего и текущего временных шагов и определяющие уравнения внутри временного шага; нет необходимости определять определяющее уравнение иногда раньше, чем на предыдущем временном шаге [24]. В дополнение к макроскопическим полям температуры и деформации, модель давления в части II и критерий трещины в части I требуют для оценки вязкости жидкости и межфазной энергии газ-жидкость. Для этих величин были использованы следующие данные. Saunders et al. [38] вычислили динамическую вязкость сплава 718 с помощью программного пакета JMatPro для всего диапазона температур затвердевания.{-4} T + 0,171 \ left [\ text {Pas} \ right] $$ (15) действителен в диапазоне 1100 < T <1360 C. Эта вязкость использовалась в настоящем исследовании. Для вычисления индекса зарождения трещины (CII) в части I этого исследования необходимо знать коэффициент \ (\ gamma _ {gl} \ cos \ theta \), где γ gl — энергия границы раздела газ-жидкость, а 𝜃 — угол смачивания (см. часть I).{-1} \ right] $$ (16) в диапазоне температур 1350 < T <1600 ∘ C. Мы предполагаем, что γ gl может быть аппроксимировано этим поверхностным натяжением, и предполагаем, что уравнение. (16) допустимо экстраполировать до температуры солидуса. Испытания на отслаивание — это практика проверки адгезионных свойств пленки, прикрепленной к подложке, обычно при растяжении.Прочность на отслаивание определяет адгезионную прочность (также называемую адгезионной вязкостью разрушения). Физические испытания упаковочной продукции путем отслаивания могут многое рассказать нам о ее свойствах и производственном процессе, таких как плотность герметизации, прочность склеивания, способность склеивания, когезионные свойства поверхности раздела, долговечность скрепления и другие параметры. Есть две основные причины для проведения теста на отслаивание: 1. Оценка однородности адгезии данного типа чувствительной к давлению адгезионной поверхности раздела, которая указывает на плохую адгезию между адгезивами и адгезивами. 2. Различение приемлемых и неприемлемых критериев путем определения диапазона прочности клея, приемлемого для потребителя или для использования клея. Как проходит тест на отслаивание? Для измерений требуются датчик силы, подходящие захваты (способные надежно зажимать образцы и без проскальзывания на протяжении всего испытания) и механизм с приводом от двигателя, чтобы тянуть испытуемый продукт с постоянной скоростью и под контролируемым углом. Зажмите изогнутые и несвязанные концы испытуемого образца зажимами для испытаний. Приложите нагрузку. Измерьте и запишите силовую реакцию. В идеале должна быть записана кривая зависимости силы от смещения для инициирования и распространения реакции. Кривая зависимости нагрузки от снятого расстояния показывает начальный пик и линию соединения, пример испытания на отслаивание: ВИДЕО теста на Т-отслаивание, проведенного Andilog Существуют ли разные протоколы тестирования? Важно отметить, что сила адгезии зависит от угла отслаивания, и для анализа и проведения теста на отслаивание требуется знание фазовых углов.Вот несколько примеров различных методов тестирования: Какие преимущества или эффективность дает использование тестера на отслаивание? Эти тесты являются инструментами для контроля качества и использования, преимущество выполнения объективных, точных и повторяемых испытаний на отслаивание может улучшить консистенцию продукта и оценить адгезию на поверхности раздела. Пример измеренных свойств : статическая адгезия, долговечность склеивания, сравнение межслойной прочности, скрининг поверхности и адгезивов, производственный контроль склеенных композитных деталей Пример испытанной продукции : лента, этикетки, покрытие, склеенные материалы, герметичные материалы Andilog предлагает обширную линейку продуктов для проведения тестов на отслаивание: (mettre des liens hypertextes vers les pages produits) Запросить цену Несмотря на то, что ряд методов испытаний был оценен на свариваемость и качество сварки в приложениях RSW, квазистатическое испытание на растяжение и сдвиг внахлест является наиболее часто используемым лабораторным и поточным методом испытаний для определения прочности сварного шва.Основная привлекательность испытания на растяжение и сдвиг внахлест заключается в его общей простоте: простая подготовка образца, простой метод испытаний и легкая интерпретация результатов. На рисунке 1 показана конфигурация типичного образца для испытания на растяжение и сдвиг внахлест для испытания одиночной точечной сварки. Критические размеры испытательного образца или «купона» обычно определяются размером сварного стержня и варьируются в зависимости от различных международных стандартов испытаний. Важно определить надлежащий стандарт тестирования для вашей отрасли (т. Е.аэрокосмическая промышленность, автомобилестроение) и диапазон применения (например, высокопрочная сталь, алюминий и т. д.), чтобы гарантировать, что подготовка проб и метод испытаний соответствуют надлежащим стандартам для вашей отрасли. Испытание образцов осуществляется путем их закрепления между зажимами или «захватами» на стандартной универсальной испытательной машине или «приборе для испытания на растяжение». После установки между зажимами образец растягивается с постоянной скоростью нагружения, и результирующая сила или «нагрузка», приложенная к купону со сдвигом внахлест, измеряется с помощью встроенного датчика силы. Точечные сварные швы хорошего качества будут демонстрировать прогрессию до отказа, показанную на Рисунке 2, где отказ на стыке самородков называется «вытягиванием». Однако плохой сварной шов может привести к «межфазному разрушению» — различия в результатах испытаний на разрыв при нагрузке на растяжение внахлест обеспечивает четкое определение качества сварного шва, как показано на Рисунке 3. Испытания на растяжение при сдвиге внахлест за многие годы доказали свою превосходную чувствительность к качеству сварного шва и стали стандартом для аттестации RSW во многих отраслях промышленности. RSW испытание сварного шва на прочность может быть легко выполнено с использованием базовой квазистатической системы испытаний на растяжение. При выборе подходящей системы тестирования следует обратить внимание на то, чтобы выбрать блок с прочной рамой высокой жесткости — для проверки качества на линии предпочтительны простые операторские интерфейсы из-за простоты использования и производительности. Изменение определяющих уравнений во времени и в пространстве
Дополнительные данные о материале
Вязкость жидкости
Энергия границы раздела газ-жидкость
Что такое тест на отслаивание?
Отслоение под углом 180 ° Снятие под углом 90 ° Тест на Т-отслаивание гибких Плавающий роликовый кожух Методы и оборудование для испытаний точечной сварки
Испытания точечной сварки с использованием тестера United LCH «Speedy»