Сварочные трансформаторы — устройство, виды
Сварочный трансформатор предназначен для создания электрической дуги, с помощью которой осуществляется дальнейший процесс ручной сварки или сварки под флюсом. Он преобразуют высокое напряжение сети в низкое во вторичной цепи до необходимого для сварки уровня. Такое вторичное напряжение на холостом ходу варьируется от 60 до 75 Вольт. При осуществлении сварки при малых токах (от 60 до 100 Ампер) напряжение холостого хода должно составлять не менее 70 Вольт.
Устройство сварочных трансформаторов
Состоит из силового трансформатора и прибора регулировки сварочного тока. Из-за необходимости большого сдвига фаз тока и напряжения для появления стабильной электрической дуги переменного тока при перемене полярности, необходимо позаботиться об увеличении значения индуктивного сопротивления во вторичной цепи. Если начинает расти сопротивление индуктивности, то вырастает и угол наклона внешней статической характеристики источника питания, а это, в свою очередь, помогает получить падающие характеристики, что требует общая устойчивость системы «дуга — источник питания».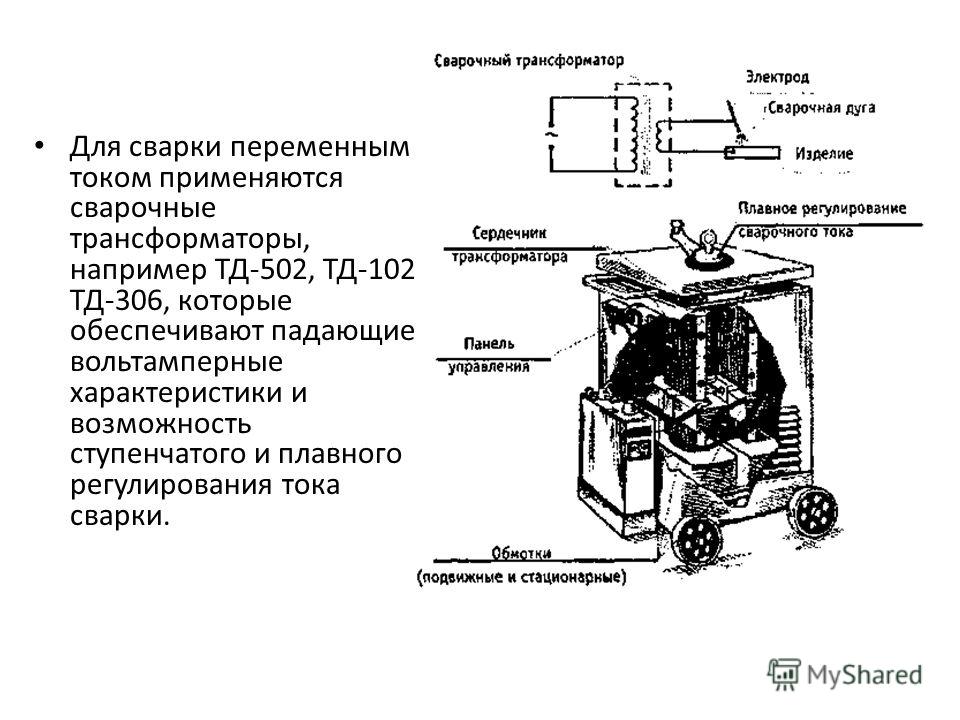
Чаще всего сварочный трансформатор изготавливают двухобмоточным. В таком случае главными его исполнительными деталями выступают первичная и вторичная обмотки, а также магнитопровод. Конструктивное исполнение сварочного трансформатора будет зависеть от следующих показателей и параметров:
- формы и типы обмоток и магнитопровода;
- количество фаз, форма и частота преобразуемого напряжения и тока;
- вид и степень охлаждения обмоток;
- уровень класса изоляции;
- конструкционные параметры машины, где будет монтироваться сварочный трансформатор;
- предъявляемые требования по ограничению массы и снижению уровня сопротивления обмоток.
Сварочные трансформаторы работают в режиме повторно-кратковременной нагрузки с общим числом отключений до 120-ти в минуту, поэтому к их механическим конструкциям принято предъявлять дополнительные требования по показателям прочности.
Внешние характеристики тока и напряжения трансформаторов для ручной сварки делятся на пологопадающие и крутопадающие.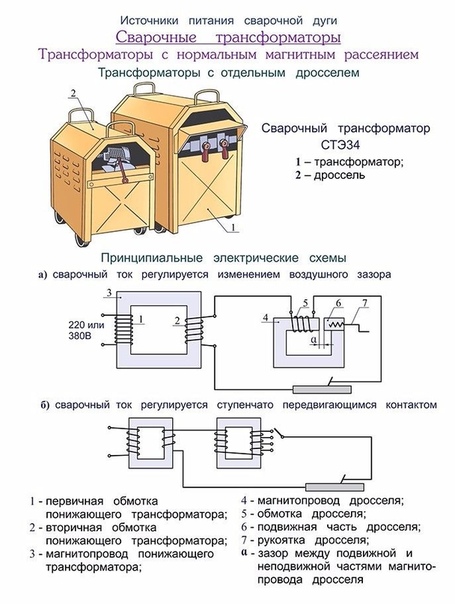 Рабочий режим этого вида трансформатора регулируется с помощью обмоточного сопротивления. Трансформаторы же, которые используются при постоянной сварке без регуляции сопротивления и дуги, обладают жесткой внешней характеристикой.
Рабочий режим этого вида трансформатора регулируется с помощью обмоточного сопротивления. Трансформаторы же, которые используются при постоянной сварке без регуляции сопротивления и дуги, обладают жесткой внешней характеристикой.
Однофазные сварочные трансформаторы на рынке представлены серией ТД. Такие трансформаторы имеют довольно развитое магнитное поле, которое регулируется с помощью регулятора тока. Плотное магнитное рассеивание обеспечивается за счет идеального друг от друга расстояния обмоток. Также в однофазных трансформаторах для возможности осуществления дополнительной регулировки тока используют плавно-ступенчатое регулирование.
Среди переносных сварочных трансформаторов широкую популярность приобрели модели ТД-306 и ТД-102, имеющие номинальные токи в 250 и 160 Ампер. При работе на больших токах обмотки первичной катушки соединяются последовательно, а вторичной – параллельно. При переходе на работу с малыми токами вторичную катушку отключают. В некоторых моделях, таких как ТД-300 и ТД-500, обмотки вторичных катушек являются подвижными.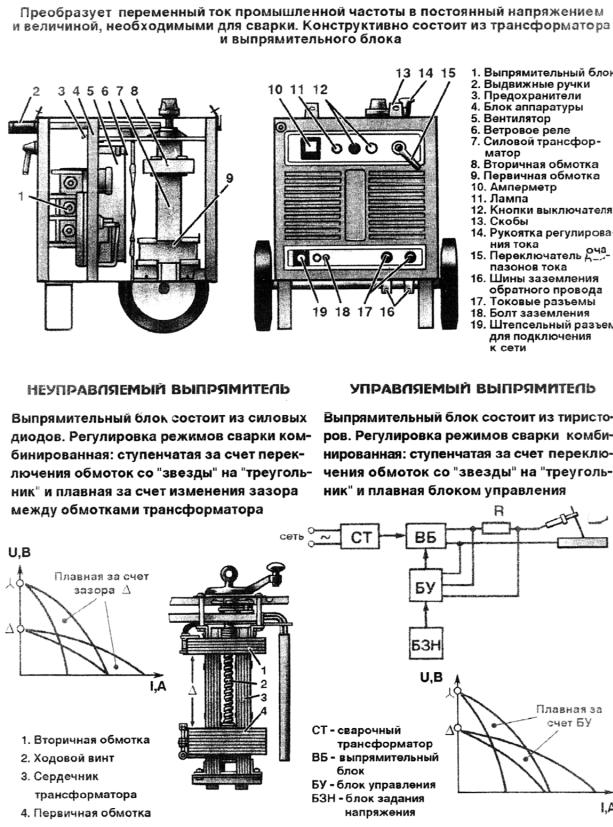
Трансформаторы с нормальным магнитным рассеиванием
У таких сварочных трансформаторов величина тока регулируется с помощью изменения величины воздушного зазора. Это происходит за счет передвижения дросселя. Сейчас трансформаторы с нормальным магнитным рассеиванием практически не встретишь на крупных предприятиях и заводах. Исключение могут составлять только модели ТСД-1000-3 и ТСД-2000-2, да и те используются лишь в автоматизированной сварке под флюсом. А дело все в том, что данные трансформаторы были придуманы одними из первых, а, следовательно, имели максимальное число недостатков (один из них – неимоверно сильная вибрация). Они уже давно сняты с производства, а оставшиеся экземпляры попросту доживают свои дни.
Регулировка сварочного тока
Процесс регулировки воздушного зазора осуществляется путем контрастных изменений воздушного зазора между неподвижной и подвижной частями действующего магнитопровода. Если начать увеличивать магнитный зазор, то произойдет постепенное увеличение сопротивления всего магнитопровода. Величина магнитного потока начнет стремительно падать, вместе с ней снижается сопротивление индуктивности, что приводит к увеличению величины сварочного тока. Если воздушный зазор исключить вовсе, то дроссель берет на себя роль катушки, и тогда величина тока примет минимальную величину. По этим причинам, если мы хотим добиться максимального значения величины сварочного тока, нам необходимо максимально увеличить расстояние между катушками (воздушный зазор). Данная регулировка имеет плавные характеристики настройки, поэтому позволяет осуществлять довольно точные настройки.
Величина магнитного потока начнет стремительно падать, вместе с ней снижается сопротивление индуктивности, что приводит к увеличению величины сварочного тока. Если воздушный зазор исключить вовсе, то дроссель берет на себя роль катушки, и тогда величина тока примет минимальную величину. По этим причинам, если мы хотим добиться максимального значения величины сварочного тока, нам необходимо максимально увеличить расстояние между катушками (воздушный зазор). Данная регулировка имеет плавные характеристики настройки, поэтому позволяет осуществлять довольно точные настройки.
Однопостовые сварочные трансформаторы
Однопостовые сварочные трансформаторы используются при работах с ручной сваркой и сварки под флюс. К таким трансформаторам предъявляются повышенные технологические требования, поскольку они должны позволять осуществлять плавное и устойчивое горение дуги во время работы с электродами, обладающими высоким стабилизирующим действием. Только такие электроды позволяют работать с переменным током так, чтобы выходные характеристики сварочного трансформатора остались без изменений. Использование других типов электродов может привести к нестабильному горению дуги, особенно это наглядно видно при токах ниже 100 Ампер.
Использование других типов электродов может привести к нестабильному горению дуги, особенно это наглядно видно при токах ниже 100 Ампер.
Разновидности
Сварочные трансформаторы принято классифицировать исходя из их электромагнитной схемы и способа регулирования. Трансформаторы амплитудного регулирования со стандартным уровнем рассеивания делятся на трансформаторы, имеющие дроссель насыщения, и трансформаторы, имеющие дроссель магнитного зазора. Трансформаторы амплитудного регулирования с большим уровнем рассеивания бывают с:- подвижным шунтом;
- реактивной обмоткой;
- подвижной катушкой;
- конденсатором;
- подмагниченным шунтом;
- рассеивающими обмотками;
- импульсными стабилизаторами.
Тиристорные трансформаторы, имеющие возможность регулировки фаз, делят на трансформаторы с подпиткой и трансформаторы с импульсной стабилизацией.
Сварочные трансформаторы с отдельным дросселем
Такие трансформаторы обладают крайне жесткими внешними характеристиками, которые появляются из-за малой величины магнитного рассеивания и небольшого показателя сопротивления индуктивности у трансформаторных обмоток.
Сварочные трансформаторы с магнитными шунтами
Данные трансформаторы обладают плавными падающими характеристиками, которые получают за счет увеличения величины рассеивания. Это рассеивание образуется благодаря дальнему расположению друг от друга обмоток и шунта. Изменение выходных характеристик происходит после плавной регулировки шунта и ступенчатого переключения катушек.
Преимущества и недостатки сварочных трансформаторов
29.03.2015
Сварочные трансформаторы — оборудование, преобразующее переменное сетевое напряжение в переменное напряжение для производства сварки путем его понижения до определенного значения (менее 141 В). В виде серийной продукции выпускаются аппараты, позволяющие выполнять автосварку под флюсом, а также ручную дуговую сварку. По видам различают трансформаторы для сварки фазового регулирования (тиристорные) — с подпиткой или импульсной стабилизацией, а также амплитудного регулирования с нормальным или увеличенным магнитным рассеянием.
Настройка режима сварки в моделях сварочных трансформаторов амплитудного типа производится за счет изменения их сопротивления или, как вариант, — путем изменения напряжения холостого хода без искажения синусоидальной формы переменного тока. Напротив, в моделях тиристорного типа, для которых характерно фазовое регулирование, ток синусоидальной формы преобразуется в знакопеременные импульсы, амплитуда и длительность которых зависят от фазы включения тиристоров фазорегулятора.
Преимущества и недостатки
Сварочные трансформаторы имеют как свои преимущества, так и недостатки. В числе последних — необходимость наличия встроенного стабилизатора, который бы обеспечивал необходимую стабильность горения дуги и, соответственно, высокое качество сварки. Кроме того, простые аппараты характеризуются зависимостью от колебаний сетевого напряжения.
Ремонт промышленного сварочного оборудования профессионально производят специалисты «ПромЭлектроРемонт»
Другие событияСварочный трансформатор ТДМ-505
Сварочный трансформатор типа ТДМ предназначен для ручной дуговой сварки покрытыми электродами на переменном токе малоуглеродистых и низколегированных сталей. Регулировка сварочного тока обеспечивается механическим ручным перемещением магнитного шунта. Мощные, надежные, неприхотливые сварочные аппараты с естественным охлаждением. Плавное регулирование сварочного тока. Качественная пропитка катушек электротехническим лаком, позволяющая работать при повышенной влажности. |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Наименование параметра | ТДМ-305 К | ТДМ-405 | ТДМ-505 | ТДМ-505 А |
| Напряжение сети, В | 220/380 | 380 | 380 | 380 |
| Номинальная частота, Гц | 50 | 50 | 50 | 50 |
| Номинальный сварочный ток, А | 300 | 400 | 500 | 500 |
Пределы регулирования свар.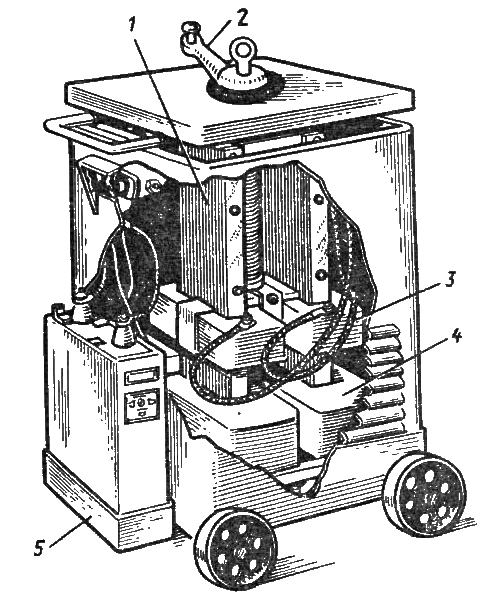 тока, А тока, А | 60-300 | 70-400 | 80-500 | 70-250 250-500 |
| Номинальное напряжение на дуге, В | 34 | 35 | 36 | 36 |
| Напряжение холостого хода, В | 65 | 65 | 70 | 70 |
| Продолжительность нагрузки ПН в %, при цикле 5 мин | 40 (при 300A) 60 (при 200A) 100 (при 140A) | 40 (при 400A) 60 (при 230A) 100 (при 180A) | 40 (при 500А) 60 (при 250А) 100 (при 200А) | 40 (при 500А) 60 (при 250А) 100 (при 200А) |
| Первичный ток при ном. нагрузке, А | 40 | 50 | 70 | 70 |
| Номинальная мощность, Квт | 12 | 18 | 25 | 25 |
| Габаритные размеры, мм | 480х440х500 | 475х475х585 | 475х475х585 | 475х475х585 |
| Масса AL/CU, кг | —/78 | 77/85 | 85/91 | 86/- |
| Способ регулирования сварочного тока | Плавный, механический, с указателем величины сварочного тока | |||
| Транспортные колеса | + | + | + | + |
УСТРОЙСТВО СВАРОЧНОГО ТРАНСФОРМАТОРА
Трансформатор состоит из следующих основных узлов: магнитопровода, сердечника, трансформаторных обмоток (первичной и вторичной), магнитного шунта, автоматического выключателя и кожуха.
Трансформатор однофазный с магнитопроводом стержневого типа. Обмотки трансформатора имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной и вторичной обмотки неподвижны. Катушки обмоток выполнены из изолированного алюминиевого или медного провода. Обмотки изолированы от сердечника магнитопровода стеклопластиком и пропитаны электротехническим лаком. Сердечник трансформатора собран из листов электротехнической стали толщины 0,5 мм.
Сварочный ток регулируется вращением рукоятки, находящейся на верхней панели трансформатора. При вращении ходового винта рукояткой, перемещается магнитный шунт. Опускание магнитного шунта приводит к уменьшению величины сварочного тока и наоборот при его поднятии сила сварочного тока увеличивается. Подключение сетевых проводов к трансформатору осуществляется через сетевой кабель. Включение и выключение трансформатора производится выключателем. Для удобства перемещения трансформатор снабжен колесами и двумя ручками, расположенными на крышке кожуха.
Купить сварочный трансформатор
Трансформатор сварочные агрегаты преобразователь | Источники тока
Трансформатор — это аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения (рис. 18, а). Трансформатор представляет собой сердечник из магнитомягкой стали с двумя обмотками. Обмотка, к которой подводится напряжение, называется первичной, а обмотка, к которой подключается потребитель,— вторичной.
Рис. 18. Схема источника сварочного тока
а — сварочный трансформатор: 1 — электрическая схема; 2 — конструкция трансформатора о подвижным шпунтом; 3 — трансформатор с магнитоуправляемым шпунтом; 4 — трансформатор с подвижными обмотками; б — сварочный преобразователь: 1 — с самовозбуждением; 2 — с независимым возбуждением; в — сварочный выпрямитель: 1 — принципиальная схема выпрямителя о жесткой характеристикой; 2 — принципиальная схема силовой части выпрямителя, предназначенного для ручной и механизированной сварки
Между числом витков в обмотках и напряжением на входе и выходе трансформатора существует строгая зависимость. Напряжение на выходе во столько раз отличается от напряжения на входе, во сколько раз число витков первичной обмотки больше числа витков во вторичной обмотке. Число, показывающее во сколько раз количество витков одной обмотки отличается от количества витков другой обмотки, а соответственно, во сколько раз первичное напряжение отличается от вторичного, называется коэффициентом трансформации.
Напряжение на выходе во столько раз отличается от напряжения на входе, во сколько раз число витков первичной обмотки больше числа витков во вторичной обмотке. Число, показывающее во сколько раз количество витков одной обмотки отличается от количества витков другой обмотки, а соответственно, во сколько раз первичное напряжение отличается от вторичного, называется коэффициентом трансформации.
Трансформаторы, у которых вторичное напряжение меньше первичного, называются понижающими. Именно таким является сварочный трансформатор.
Режим, при котором вторичная обмотка трансформатора разомкнута, а на первичную подается напряжение, называется режимом холостого хода. Ток, потребляемый первичной обмоткой на таком режиме, называется током холостого хода. Величина его в зависимости от устройства трансформатора может составлять от 3 до 10 % тока при номинальной нагрузке. Эта величина для крупных предприятий бывает очень значительна и с целью экономии электроэнергии необходимо предусматривать меры по сокращению времени работы сварочного оборудования на холостом ходу.
Изменение величины сварочного тока в трансформаторах может осуществляться путем изменения числа витков в первичной или вторичной обмотке (применяется только для изменения диапазонов регулирования) или путем изменения индуктивного сопротивления сварочной цепи. Индуктивное сопротивление может изменяться за счет изменения величины воздушного зазора в магнитопроводе, за счет изменения расстояния между первичными и вторичными обмотками, за счет введения магнитного шунта и др.
Сварочные трансформаторы для ручной дуговой сварки изготовляют на номинальные сварочные токи от 100 до 500 А. Такие трансформаторы обычно имеют два диапазона регулирования, обеспечивают падающую вольтамперную характеристику, а отношение величины тока короткого замыкания к рабочему составляет 1,2—1,6.
Для питания постов автоматической сварки и в качестве многопостовых источников изготовляют трансформаторы на ток 1000—5000 А.
Кроме сварочных трансформаторов при изготовлении и монтаже строительных конструкций находят широкое применение сварочные агрегаты, преобразователи и выпрямители.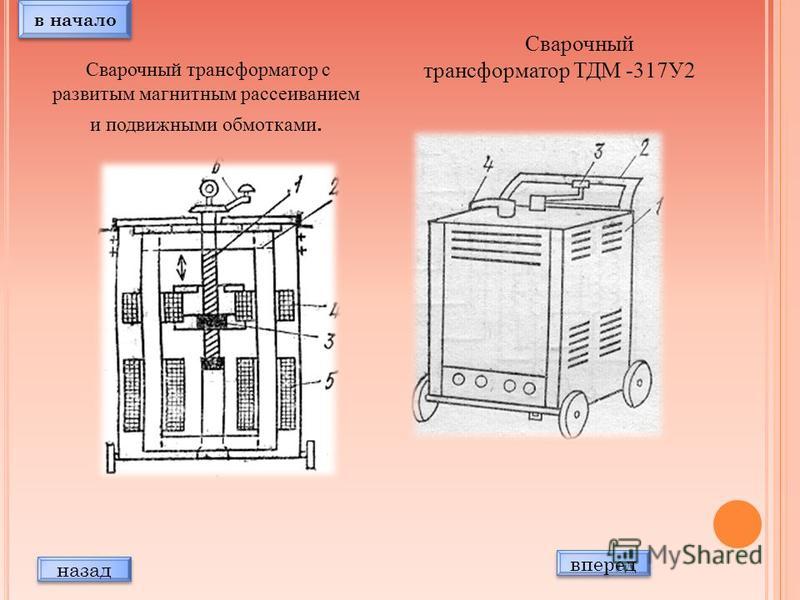
Сварочные агрегаты изготовляют в соответствии с требованиями ГОСТ 2402—82 и состоят из сварочного генератора и двигателя внутреннего сгорания.
Генератор и бензиновый или дизельный двигатель могут быть исполнены для крепления к полу или фундаменту, на автоприцепе или в кузове автомашины.
Сварочный преобразователь по своей сути такой же агрегат и состоит из сварочного генератора и электродвигателя трехфазного переменного тока (рис. 18, 6). Сварочный агрегат применяют в тех случаях, когда нет или затруднена возможность подсоединения к достаточно мощной сети трехфазного тока, а преобразователи используются во всех случаях, где имеется возможность использования электроэнергии в качестве источника энергии для привода в действие электродвигателя.
Сварочные агрегаты и преобразователи выпускают на ток до 1000 А. Многопостовые сварочные преобразователи имеют жесткую или пологопадающую внешнюю характеристику, а каждый сварочный пост должен оснащаться балластным реостатом.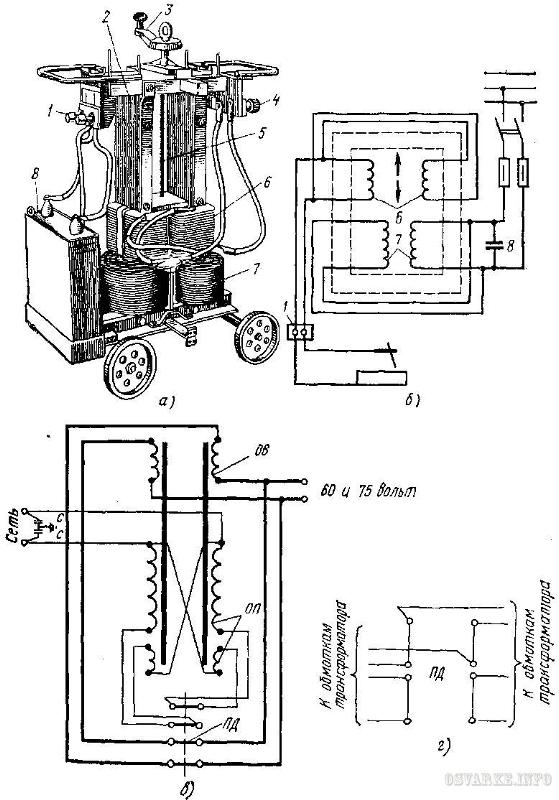
Выбор сварочного трансформатора
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Сварочные аппараты предназначены для широкого спектра работ различного назначения. Наипростейшим аппаратом, который позволяет работать с преобразованием сетевого тока в сварочный, и является самым востребованным и используемым источником питания, является сварочный трансформатор. Востребованность такого трансформатора можно объяснить как сравнительно низкой ценой, так и возможностью работать без особых осложнений. Строение сварочного трансформатора – максимально упрощенное, он не занимает много места, и отличается простым преобразованием тока, которое позволяет осуществлять сварочные работы в самом безопасном режиме.
Сварочные трансформаторы не могут обеспечить высочайшего качества сварочного шва, это объясняется также и довольно-таки простой конструкцией, которая состоит всего лишь из дросселя и силового трансформатора. Ассортимент для выбора подобных трансформаторов не так уж и широк, но он все же имеется, и в зависимости от того, какой же сварочный трансформатор Вы приобретете, с ним можно будет выполнять работы различной сложности и назначения. Так на какие подвиды все же делятся подобные аппараты преобразования тока?
Высокое или нормальное магнитное рассеяние – это главные качества, по которым делятся сварочные трансформаторы. В зависимости от того, какие работы будут проводиться с применением такого оборудования, выбирается либо первая, либо вторая категория. От степени магнитного рассеяния зависит сила образуемого сварочного тока, и ее может быть достаточно или недостаточно для определенных работ. Также помимо трансформаторов, обладающих высокой или нормальной степенью магнитного рассеяния, есть третья категория – те, которые обладают фазовым регулированием. Их чаще всего выбирают в том случае, если сварка может быть автоматической, или хотя бы полуавтоматической.
Их чаще всего выбирают в том случае, если сварка может быть автоматической, или хотя бы полуавтоматической.
Помимо этих, существует еще несколько категорий сварочных трансформаторов, которые помогут Вам выбрать именно тот аппарат, который Вам нужен. В первую очередь, разделяйте трансформаторы по регулированию тока. Тут существует два вида аппаратов – тиристорные и амплитудные. По сути, к амплитудным трансформаторам и относятся те, которые имеют высокую или нормальную степень магнитного рассеяния. Силу продуцируемого тока можно регулировать при помощи такого трансформатора. Тиристорный же относится к фазовому регулированию.
В зависимости от сферы применения, также выбираются сварочные трансформаторы различного типа подключения. Если Вы собираетесь применять аппарат в бытовых условиях и располагаете лишь возможностью подсоединения к сети 220, то бишь стандартной – выбирайте однофазный сварочный трансформатор. Трехфазный сварочный трансформатор – более универсальный, и подойдет для любых работ, в том числе и вне привычных бытовых условий.
Помимо своей простоты, которая не располагает к выполнению многих операций на самом высоком уровне качества, сварочный трансформатор обладает также очень многими преимуществами и является рекомендованным к использованию аппаратом, проверенным тысячами людей.
Здесь вы можете купить сварочный трансформатор и ознакомится более подробно с техническими характеристиками сварочного оборудования.
Устройство сварочною трансформатора — Энциклопедия по машиностроению XXL
Объясните устройство сварочного трансформатора, выпрямителя, генератора. [c.64]Машины для конденсаторной сварки состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной сварке), включателя сварочного тока, вспомогательных устройств и сварочного стола. В зависимости от типа свариваемого соединения выпускают точечные, шовные и стыковые конденсаторные машины, которые могут быть универсальными (автоматические и полуавтоматические) и специализированными. [c.114]
[c.114]
По своему устройству сварочные трансформаторы бывают с отдельной катушкой, т. е. регулятором (дросселем), и транс- [c.318]
Рпс. 44. Устройство сварочного трансформатора СТЭ а — трансформатор, б — регулятор [c.75]
Конденсаторные машины, как правило, состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной конденсаторной сварке), включателя сварочного тока, вспомогательных устройств и сварочного стола. [c.329]
В комплект автомата входят сварочный трактор, шкаф распределительного устройства, сварочный трансформатор ТСД-1000-4, набор запасных частей и специального инструмента. [c.155]
По своему устройству сварочные трансформаторы разделяются на следующие группы [c.75]
УСТРОЙСТВО СВАРОЧНОГО ТРАНСФОРМАТОРА
[c.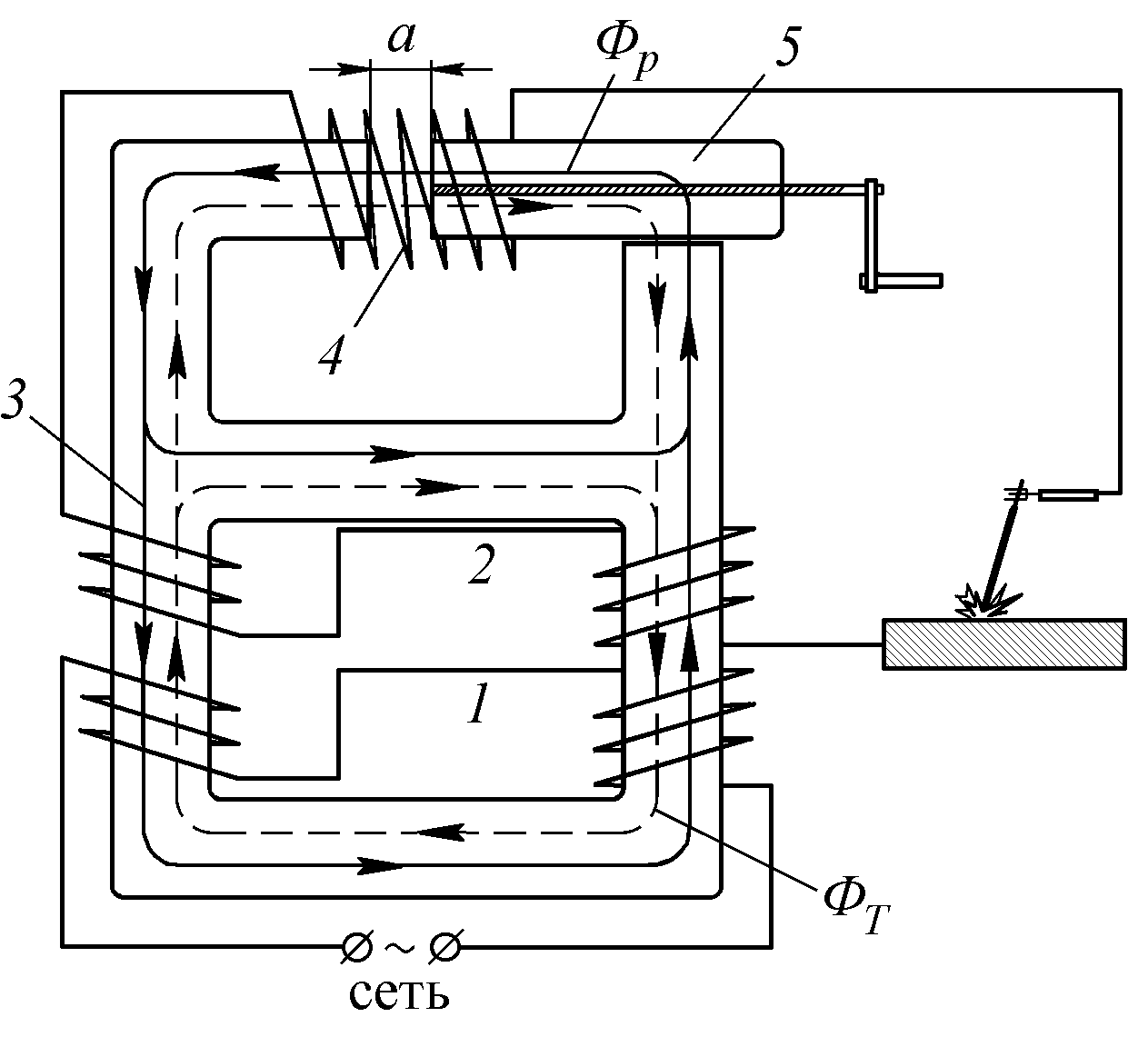 23]
23]
Устройство сварочного трансформатора [c.10]
Понятие об устройстве сварочного трансформатора и регулятора (дросселя) [c.18]
Стыковая сварка — разновидность контактной сварки, при которой заготовки свариваются по всей поверхности соприкосновения. Свариваемые заготовки закрепляют в зажимах стыковой машины (рис. 5.26). Зажим 3 установлен на подвижной плите 4, перемещающейся в направляющих, зажим 2 укреплен на неподвижной плите 1. Сварочный трансформатор соединен с плитами гибкими шинами и питается от сети через включающее устройство. Плиты перемещаются, и заготовки сжимаются под действием усилия Р, развиваемого механизмом осадки. [c.212]
Сварочные выпрямители. Это источники постоянного сварочного тока, состоящие из сварочного трансформатора с регулирующим устройством и блока полупроводниковых выпрямителей (рис. 31). Иногда в комплект сварочного выпрямителя входит еще дроссель, включаемый в цепь постоянного тока. Дроссель служит для получения падающей внешней характеристики. Действие сварочных выпрямителей основано на том, что полупроводниковые элементы проводят ток только в одном направлении. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Сварочные выпрямители выполняют в подавляющем большинстве случаев по трехфазной схеме, преимущества которой заключаются в большом числе пульсаций напряжения и более равномерной загрузке трехфазной сети.
[c.61]
Дроссель служит для получения падающей внешней характеристики. Действие сварочных выпрямителей основано на том, что полупроводниковые элементы проводят ток только в одном направлении. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Сварочные выпрямители выполняют в подавляющем большинстве случаев по трехфазной схеме, преимущества которой заключаются в большом числе пульсаций напряжения и более равномерной загрузке трехфазной сети.
[c.61]
При стыковой сварке свариваемые заготовки 1 закрепляют в зажимах стыковой машины. Один из зажимов 2 — подвижный, другой — неподвижный. Питание электрическим током производят от сварочного трансформатора 3, вторичная обмотка которого соединена с плитами гибкими шинами, а первичная питается от сети переменного тока через включающее устройство. При помощи, механизма осадки подвижная плита перемещается, свариваемые детали сжимаются под усилием Р. [c.107]
Контактную сварку выполняют на специальных машинах, электрическая часть которых состоит из сварочного трансформатора, прерывателя сварочного тока, регулятора (или переключателя) тока первичной цепи трансформатора и токоподводящих устройств, а механическая часть — из механизмов и узлов, создающих необходимое давление для сжатия свариваемых деталей.
 В зависимости от типа выполняемого соединения контактные машины подразделяют на стыковые, точечные и шовные.
[c.112]
В зависимости от типа выполняемого соединения контактные машины подразделяют на стыковые, точечные и шовные.
[c.112]Вентильный эффект обычно ухудшает стабильность процесса, формирование шва, чистоту поверхности, прочностные свойства соединения. Кроме того, постоянная составляющая вредно сказывается на работе сварочных трансформаторов и уменьшает катодное распыление на алюминиевом изделии. Для уменьшения постоянной составляющей включают конденсаторы, аккумуляторы или другие устройства, компенсирующие вентильный эффект. [c.92]
Весь комплект оборудования состоит из простого игнитронного прерывателя, сварочного трансформатора и устройства для крепления и вращения свариваемых изделий. Практически может быть использован любой сварочный трансформатор с сечением сердечника не менее 100 см . Вторичная обмотка трансформатора состоит из шины сечением 6—10 см . [c.149]
Модулирование тока может также осуществляться путём включения обмотки вращающегося ротора преобразователя последовательно с первичной обмоткой сварочного трансформатора. Продолжительность импульсов тока и пауз регулируется изменением числа оборотов ротора и специальным коммутирующим ток устройством. Разрыв цепи происходит всегда при нулевом значении тока. Частота импульсов тока может регулироваться в пределах от 100 до 1500.
[c.292]
Продолжительность импульсов тока и пауз регулируется изменением числа оборотов ротора и специальным коммутирующим ток устройством. Разрыв цепи происходит всегда при нулевом значении тока. Частота импульсов тока может регулироваться в пределах от 100 до 1500.
[c.292]Стыковая сварка производится сопротивлением или оплавлением. В обоих случаях свариваемые детали / и 2 (фиг. 4, а) зажимаются в медных электродах (губках) 3 н 4 правого и левого зажимов. Правый зажим устанавливается на подвижной плите (суппорте) 5, перемещающейся силой Р в направляющих станины 6, а левый — на неподвижной плите 7. Сварочный трансформатор 8 соединяется с плитами при помощи гибких шин и питается от сети через включающее устройство 9. [c.189]
При применении сварочных автоматов, не имеющих устройств, предотвращающих вредное влияние колебаний напряжения в сети, не допускается выполнять автоматическую сварку, если колебание напряжения на зажимах первичной обмотки сварочного трансформатора или выпрямителя превышает 6 % номинального напряжения сети. При ручной сварке переменным током указанная величина не должна превышать 8%.
[c.571]
При ручной сварке переменным током указанная величина не должна превышать 8%.
[c.571]
К монтажным и сварочным устройствам относятся передвижные электростанции, электросварочные агрегаты, сварочные трансформаторы, гидравлические прессы, машины для очистки труб от ржавчины. [c.138]
Установка для центробежной заливки втулок состоит из устройства для вращения втулки и небольшой электроплавильной печи. Основными узлами установки являются приводной механизм, желоб для подачи жидкого металла во втулку, винт для перемещения желоба, кожух со смотровым окном для защиты рабочих от попадания жидких брызг. На шпинделе приводного механизма смонтирован самоцентрирующийся патрон с кулачками для закрепления втулки. Питание в электродуговой печи подается от сварочного трансформатора с регулятором. При сливе металла печь поворачивается вокруг двух пустотелых цапф, сквозь которые проходят электроды, закрепленные в специальных держателях, охлаждаемых водой. Техническая характеристика электропечи вместимость 10 кг диаметр электродов 40 мм сила тока 540 А напряжение 56 В мощность 30 кВт время плавления бронзы 20—30 мин длина заливаемой втулки 50— 180 мм производительность установки 3—5 втулок в час.
[c.207]
Техническая характеристика электропечи вместимость 10 кг диаметр электродов 40 мм сила тока 540 А напряжение 56 В мощность 30 кВт время плавления бронзы 20—30 мин длина заливаемой втулки 50— 180 мм производительность установки 3—5 втулок в час.
[c.207]
То же через присадочную проволоку, проходящую сквозь специальное скользящее устройство в трансформаторе 1 — магнитострикционный преобразователь 2 — обмотка возбуждения колебаний и подмагничивания 3 — трансформатор 4 — изделие 5 — присадочная проволока 6 — подающие ролики 7 — плавящаяся проволока 8, 11 — водоохлаждаемые направляющие 9 — сварной шов 10 — сварочная ванна [c.328]
Низкочастотные шовные машины отличаются наличием крупногабаритного сварочного трансформатора, который расположен внутри корпуса. Низкочастотная шовная машина типа МШН-8501 (рис. 1.16) предназначена для полуавтоматической поперечной сварки освинцованных топливных баков по отбортовкам из сталей обычных марок, баков из алюминиевых сплавов, низкоуглеродистых сталей без покрытия. На корпусе 6 машины установлены пневмоприводы 2 с верхним электродным устройством /, пневмогидравлический преобразователь 5, соединенный с гидроприводом 4 прижатия шарошек 3 привода вращения роликов, а также устройства для зачистки и профилирования роликов. Шарошки 3 связаны с электроприводом вращения роликов карданными валами 7. Скользящий токоподвод конструктивно выполнен аналогично показанному на рис. 1.14. Для выверки положения нижнего ролика по высоте по мере его изнашивания служит устройство, позволяющее нижнему кронштейну перемещаться по вертикали при вращении маховика.
[c.180]
На корпусе 6 машины установлены пневмоприводы 2 с верхним электродным устройством /, пневмогидравлический преобразователь 5, соединенный с гидроприводом 4 прижатия шарошек 3 привода вращения роликов, а также устройства для зачистки и профилирования роликов. Шарошки 3 связаны с электроприводом вращения роликов карданными валами 7. Скользящий токоподвод конструктивно выполнен аналогично показанному на рис. 1.14. Для выверки положения нижнего ролика по высоте по мере его изнашивания служит устройство, позволяющее нижнему кронштейну перемещаться по вертикали при вращении маховика.
[c.180]
НИИ сварочных роликов. Машина комплектуется шкафом управления ШУ-342 и четырьмя ножными педальными кнопками. На корпусе машины установлен диафрагменный пневмопривод 5 усилия сжатия с верхним электродным устройством 4, нижний кронштейн 1 с нижним электродным устройством 2, выносной пульт 3 управления, элементы системы охлаждения пневмо-, электрооборудования. Внутри корпуса помещен сварочный трансформатор с блоком диодов, привод вращения сварочного ролика с электромагнитной муфтой и редуктором. [c.181]
[c.181]
Все стыковые машины состоят из следующих основных узлов станины, подвижного И неподвижного зажимных устройств, механизмов подачи и осадки, сварочного трансформатора с вторичным контуром, устройств для коммутации сварочного тока и аппаратуры управления. В зависимости от назначения машин станины имеют горизонтальные, вертикальные или наклонные столы, на которых размещены неподвижные зажимы и плиты с подвижными зажимами, перемещающиеся по направляющим с трением скольжения или качения. В ряде случаев подвижный зажим устанавливается на рычаге, ось которого закреплена на станине. В данном случае подвижный зажим перемещается по дуге окружности. В оборудовании, предназначенном для сварки в полевых условиях, станина отсутствует, и оба зажима перемещаются друг относительно друга. [c.191]
К оборудованию для конденсаторной сварки предъявляют требования стабильности электрических характеристик и точной дозировки тока, а также стабильности сил сжатия. Конденсаторные машины обычно состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной конденсаторной сварке), переключателя тока, разных вспомогательных устройств истанка, на котором выполняют определенную механическую работу.
[c.348]
Конденсаторные машины обычно состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной конденсаторной сварке), переключателя тока, разных вспомогательных устройств истанка, на котором выполняют определенную механическую работу.
[c.348]
Проволоки для продольных стержней / поступают с катушек 7 с помоп ью правильцо-подающего устройства 6 в направляющие кронштейны 5, расположенные в пазах неподвижной плангиайбы 4. Кронштейны 5 могут перемещаться вдоль пазов в радиальном направлении с помощью ходовых винтов 10.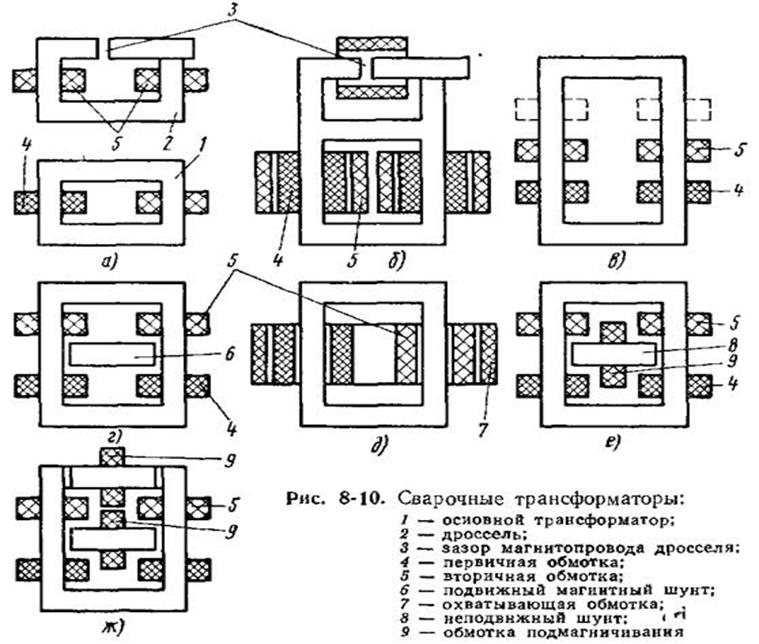 Вокруг планшайбы на специальной кольцевой направляющей перемещается машина 9 для контактной сварки, имеюпия сварочный трансформатор 3, роликовые электроды 2, в бухту 8 с проволокой для скрепляющей спирали. Один из роликовых электродов 2 имеет желоб, корректирующий положение очередного витка спирали, а второй контактирует только с продольным стержнем арматуры. Уста)ювка имеет универсальный характер все три движения— подача продольных
[c.238]
Вокруг планшайбы на специальной кольцевой направляющей перемещается машина 9 для контактной сварки, имеюпия сварочный трансформатор 3, роликовые электроды 2, в бухту 8 с проволокой для скрепляющей спирали. Один из роликовых электродов 2 имеет желоб, корректирующий положение очередного витка спирали, а второй контактирует только с продольным стержнем арматуры. Уста)ювка имеет универсальный характер все три движения— подача продольных
[c.238]
| Фиг. 3. Электрокинематическая схема стыковой машины с гидравлическим подающе-осадочным устройством Г—подвижная плита 2 — неподвижная плита 3 — сварочный трансформатор 4 — выключатель 6 — включающий ток рычажок 6—вспомогательное реле 7—главный контактор 3—вспо.могательный трансформатор , Я — гидравлический цилиндр 40 — золотник Л — насос. |
| Фиг. 4. Электрокинематическая схема стыковой машины с пружинным подаюше-осалочным устройством I — подвижная плита 2 — неподвижная плита 3 — сварочный трансформатор |
Фиг. 5. Электрокинематическая схема стыковой машины с моторно кулачковым подающе-осадочным устройством 2 — подвижная плита 2 — неподвижная плита 3 —сварочный трансформатор 4 — кулачок подающе-осадочного устройства, 5 — кулачок включения тока 6 — пружины возвратного хода плиты. 5. Электрокинематическая схема стыковой машины с моторно кулачковым подающе-осадочным устройством 2 — подвижная плита 2 — неподвижная плита 3 —сварочный трансформатор 4 — кулачок подающе-осадочного устройства, 5 — кулачок включения тока 6 — пружины возвратного хода плиты.
|
| Фиг. 6. Электрокинематическая схема стыковой машины с моторно-винтовым подающе-осадочным устройством 1 — подвижная колонка 2 — неподвижная колонка а — сварочный трансформатор 4 — реле для автоматического реверсирования мотора 5 —мотор б—переключатель моюра на большую скорость для осуществления осадки 7 — выключатель сварочного трансформатора 6 — осадочное устройство. |
Из немагнитного чугуна отливают крышки, кожухи и втулки масляных выключателей обоймы силовых трансформаторов, концевые коробки, колпачки и полу-фланцы трансформаторов тока фланцы, трубы и другие детали бронированных распределительных устройств торцовые шайбы роторов и статоров, внутренние маховики обмотки и шинодержатели электрических машин крышки, кожухи, салазки сварочных трансформаторов некоторые детали подъемных электромагнитов корпусы, крышки, подшипники и другие детали магнитных сепараторов различные детали электрических аппаратов, машин, приборов и др. [c.232]
На АТИ применяют универсальное оборудование, изготавливаемое машиностроением (металлорежущие и деревообрабатывающие станки, прессы, кран-балки, сварочные трансформаторы и др.), а также специализированное, выпускающееся предприятиями Минавтотранса РСФСР и других ведомств (моечные машины, подъемники, диагностические приборы, смазочно-заправочные устройства и др.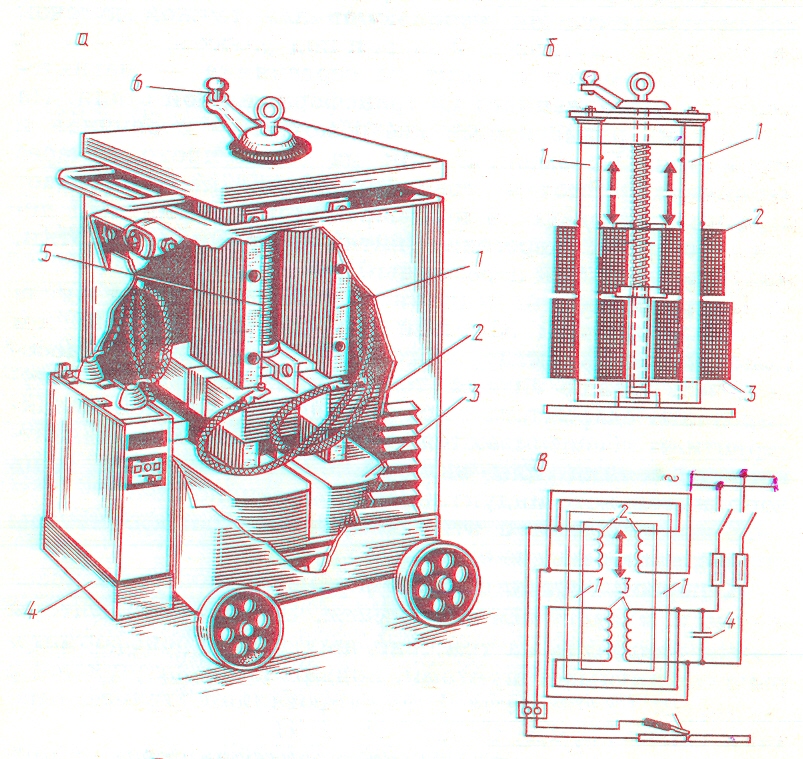 ). Кроме того, п1ироко используют нестандартизироьапное оборудование, изготавливаемое собственными силами (стеллажи, верстаки, тележки и др.).
[c.132]
). Кроме того, п1ироко используют нестандартизироьапное оборудование, изготавливаемое собственными силами (стеллажи, верстаки, тележки и др.).
[c.132]
Разделительные трансформаторы. Питание электродвигателей, установленных на конструкциях электролизера (механизмы подъема анодов, анодных рам и штор), осуществляется через разделительные трансформаторы, у которых вторичная обмотка не заземлена. Это позволяет исключить попадание постоянного тока в сеть переменного тока, что могло бы привести к тяжелым авариям в питающих трансформаторах. Поэтому такие разделительные трансформаторы устанавливаются в две ступени трансформаторы первой ступени — на электроподстанции, обеспечивающие потребителей в корпусе напряжением 380/220 В, а трансформаторы второй ступени — непосредственно в корпусе и к ним подключаются 4—8 электролизеров. При необходимости проведения ремонтных работ на электролизерах сварочные трансформаторы и другой электрифицированный инструмент подключается через эти же разделительные трансформаторы. В системах АСУТП смонтированы устройства, позволяющие фиксировать ухудшение электроизоляции между обмоткой двигателя и сетью постоянного тока [9]. На всех КПП или системах АСУТП смонтированы вольтметры, подключенные одним полюсом к крайним ваннам серии, а вторым — к земле, что позволяет контролировать фактическое распределение потенциалов вдоль се-
[c.420]
В системах АСУТП смонтированы устройства, позволяющие фиксировать ухудшение электроизоляции между обмоткой двигателя и сетью постоянного тока [9]. На всех КПП или системах АСУТП смонтированы вольтметры, подключенные одним полюсом к крайним ваннам серии, а вторым — к земле, что позволяет контролировать фактическое распределение потенциалов вдоль се-
[c.420]
Согласно схеме контактной электрозакалки, предложенной Н. В. Геве-лингом, ток из сети идет через обычный сварочный трансформатор мощностью 25—200 кет и при напряжении 2—6 в подводится к двум медным роликам шириной 10 мм. Электрический ток от одного ролика к другому проходит по поверхности закаливаемой детали и нагревает ее. Вслед за роликами перемещается устройство для охлаждения нагретой поверхности струйками воды. Плотность тока 400—700 а на 1 мм ширины ролика давление нажатия 10 кГ на мм ширины скорость качения 5—8 Mj eK, глубина закалки 2—3 мм. [c.270]
Сварочные трансформаторы являются однофазными понижающими трансформаторами, преобразующими высокое напряжение электрической сети (220 или 380 В) в низкое напряжение сварочной цепи — напряжение холостого хода. Сварочные трансформаторы состоят из магнитопровода (сердечника), первичной и вторичной обмоток, устройства создания падающей внешней характеристики и регулирования тока.
[c.381]
Сварочные трансформаторы состоят из магнитопровода (сердечника), первичной и вторичной обмоток, устройства создания падающей внешней характеристики и регулирования тока.
[c.381]
Прослеживается расширение требований к источникам питания. Следует отметить перспективность инверторных источников питания (тиристорных и транзисторных на сверхзвуковых частотах) в установках и станках для дуговой, контактной, электроннолучевой и других видов сварки. Традиционные сварочные источники питания еще не исчерпали своих возможностей, особенно это касается сварочных трансформаторов с устройствами стабилизации горения дуги, источников с индуктивностью и емкостью в сварочной цепи, малогабаритных источников питания с yJ yчшeнными энергетическими показателями, а также многопостовых систем питания постоянного и переменного тока. [c.116]
Машины типов МТВ-4801 и МТВ-4802 выполнены в традиционных конструкторских решениях, свойственных машинам точечной контактной сварки переменного тока. Радиальная точечная машина постоянного тока типа МТВР-4801 имеет следующие конструктивные особенности (рис. 1.8). На корпусе / в подшипниках установлена качающаяся балка/с закрепленным на ней верхним токопод-водом, состоящим из хобота 5, электрододер-жателя 6 с электродом и токоведущих шин 8. В задней части балка 7 соединена со штоком привода усилия сжатия, состоящего из диа-фрагменного пневмоцилиндра и направляющего устройства. Нижняя крышка привода усилия сжатия жестко связана с корпусом электродвигательного привода дополнительного хода верхнего сварочного электрода, обеспечивающего вертикальные поступательные перемещения пневмопривода усилия сжатия с балкой 7. Нижняя электродная часть 2 выполнена традиционно. Внутри корпуса расположены сварочный трансформатор, выпрямительный блок вентилей, тиристорный контактор и другие элементы электрооборудования.
[c.176]
Радиальная точечная машина постоянного тока типа МТВР-4801 имеет следующие конструктивные особенности (рис. 1.8). На корпусе / в подшипниках установлена качающаяся балка/с закрепленным на ней верхним токопод-водом, состоящим из хобота 5, электрододер-жателя 6 с электродом и токоведущих шин 8. В задней части балка 7 соединена со штоком привода усилия сжатия, состоящего из диа-фрагменного пневмоцилиндра и направляющего устройства. Нижняя крышка привода усилия сжатия жестко связана с корпусом электродвигательного привода дополнительного хода верхнего сварочного электрода, обеспечивающего вертикальные поступательные перемещения пневмопривода усилия сжатия с балкой 7. Нижняя электродная часть 2 выполнена традиционно. Внутри корпуса расположены сварочный трансформатор, выпрямительный блок вентилей, тиристорный контактор и другие элементы электрооборудования.
[c.176]
Общие сведения Трансформатор ТДМ-402 У2 предназначен для питания одного
сварочного поста переменным током при ручной дуговой сварке, резке и
наплавке металлов. Структура условного обозначения ТДМ-402 У2: Условия эксплуатации На открытом воздухе под навесом. Нормативно-технический документ ТУ 16-92 ДШИБ.672211.011 ТУ Табл.   Гарантийный срок эксплуатации — 2 года со дня отгрузки трансформатора изготовителем при условии соблюдения потребителем правил хранения и эксплуатации. Трансформатор (рис. 1) представляет собой передвижную установку в однокорпусном исполнении с естественной вентиляцией, состоящую из сварочного трансформатора и устройства стабилизации горения дуги типа УСГД-3У2-100 или СДИ-01-У2, встроенного в корпус трансформатора. Рис. 1.   Общий вид и габаритные размеры трансформатора ТДМ-402 У2   Трансформатор понижает сетевое напряжение до необходимого при сварке, формирует падающую внешнюю характеристику и обеспечивает регулирование сварочного тока в требуемых пределах.   Трансформатор состоит из следующих основных сборочных единиц: магнитопровода-сердечника, обмоток (первичной, вторичной и дополнительной), переключателя диапазонов тока и кожуха.   Трансформатор однофазный стержневого типа. Обмотки трансформатора имеют по две первичные и вторичные катушки, расположенные попарно на обоих стержнях магнитопровода. Катушки первичной обмотки неподвижны и закреплены у нижнего ярма. Катушки вторичной обмотки подвижны.   Катушки первичной обмотки выполнены из изолированного алюминиевого провода марки АПСД. Для межслоевой изоляции катушки применена стеклолакоткань. Вне зоны окна катушки имеются изоляционные рейки, образующие воздушные каналы. Поверх катушек первичной обмотки намотана дополнительная обмотка из провода марки ПЭТВ-2 1,4 для питания УСГД-3У2-100 или СДИ-01-У2.   Катушки вторичной обмотки намотаны «на ребро» неизолированной алюминиевой шины марки АДО. Витки вторичных катушек изолированы стеклянной лентой.   Обмотки от сердечника магнитопровода изолированы специальными планками.   Сердечник трансформатора собран из листов электротехнической стали 3413 и выполнен в виде бесшпилечной конструкции.   Через верхнее ярмо трансформатора пропущен ходовой винт, который ввинчивается в ходовую гайку, вмонтированную в обойму подвижных вторичных катушек. При вращении ходового винта, осуществляемого с помощью рукоятки, находящейся на крышке трансформатора, перемещаются вторичные катушки и тем самым изменяется расстояние между обмотками. Для исключения вибрации подвижных катушек обойма крепления катушек снабжена плоскими пружинами, которые при перемещении скользят по магнитопроводу-сердечнику.   Сетевые и сварочные провода к трансформатору подключаются через специальные разъемы, расположенные с лицевой стороны трансформатора.   Диапазон тока переключают переключателем, рукоятка которого выведена на крышу.   Для указания значения сварочного тока служит стрелка, непосредственно связанная с обоймой крепления вторичных катушек.   Отсчет сварочного тока производится по шкале, расположенной на боковине кожуха. Шкала проградуирована для двух диапазонов тока: при номинальном напряжении сварочной сети и напряжении на выходных зажимах вторичной цепи при сварке U2=20+0,04·I2 в вольтах. Точность показаний шкалы + 7,5% максимального тока, указанного на шкале. Она является ориентировочной, так как значение сварочного тока зависит от подводимого напряжения и длины дуги. Для более точной установки значения сварочного тока необходимо применять амперметр. Концы шкалы снабжены надписями «Стоп», предупреждающими о конце хода подвижных катушек, и «Перегрузка», при работе в зоне которой необходимо снизить ПН.   Трансформатор снабжен емкостным фильтром, предназначеным для снижения радиопомех, создаваемых трансформатором при сварке.   Фильтр состоит из конденсаторов, подключенных между каждым зажимом первичной обмотки и кожухом.   Для удобства перемещения трансформатор снабжен четырьмя колесами и ручкой, которая предназначена одновременно для перемещения грузоподъемным механизмом. Защитный кожух трансформатора крепится винтами к тележке.   Напряжение, требуемое для процесса сварки, и падающая внешняя характеристика, необходимая для стабильного горения сварочной дуги, обеспечиваются конструкцией трансформатора, выполненного в виде понижающего трансформатора с повышенной индуктивностью рассеяния.   Грубое (два диапазона) регулирование тока осуществляется переключателем диапазонов. Более точное регулирование тока обеспечивается изменением расстояния между первичной и вторичной обмотками.   Значение сварочного тока зависит от расстояния между катушками: большие значения сварочных токов имеют место при сдвинутых катушках, меньшие — при раздвинутых.   Внешние характеристики трансформатора имеют крутопадающую часть в зоне горения дуги со сравнительно небольшими кратностями тока КЗ (1,2-1,5 сварочного тока при номинальном рабочем напряжении), что необходимо для ручной дуговой сварки.   Трансформатор может работать параллельно с другими сварочными трансформаторами. На параллельно работающих трансформаторах должны быть установлены в одинаковые положения переключатели диапазонов тока и значения токов по шкале.   Электрическая принципиальная схема трансформатора приведена на рис. 2. Рис. 2.   Электрическая принципиальная схема трансформатора ТДМ-402 У2 с устройством стабилизации горения дуги УСГД-3У2-100:   а — с параллельным соединением трансформаторных обмоток;   б — с последовательным соединением трансформаторных обмоток;   Т — трансформатор;   SA — переключатель;   С1 и С2 — конденсаторы;   ХР — вилка;   XS1 и XS2 — панельные гнезда;   N1 — первичная обмотка;   N2 — вторичная обмотка;   N3 — дополнительная обмотка;   У — устройство стабилизации горения дуги;   Э — электрод В комплект поставки входят: сварочный трансформатор; щиток сварщика; магистральная вставка — 2 шт.; электрододержатель; розетка; паспорт на трансформатор; техническое описание и инструкция по эксплуатации на УСГД-3У2-100 или СДИ-01-У2. Центр комплектации «СпецТехноРесурс» |

Сварочный трансформатор — Джордж, Гленн Г.
Это изобретение относится к трансформаторам переменного тока, используемым для понижения напряжения при электросварке, и основная цель изобретения состоит в том, чтобы обеспечить улучшенную конструкцию таких трансформаторов, благодаря чему характеристики сварочного тока будут более подходящими для предполагаемой цели и Аппарат, особенно когда он используется для точечной сварки, в значительной степени автоматически приспосабливается к требованиям, а также обеспечивает простое ручное управление, когда это необходимо.
Особенностью изобретения является обеспечение трансформатора упомянутого характера, в котором есть средства для большего или меньшего шунтирования магнитного потока в виде подвижной секции сердечника, расположенной таким образом, что она всегда является частью основного пути. потока через сердечник.
Другой особенностью является использование обмотки на сердечнике шунта или рядом с ним, который включен последовательно либо с вторичной, либо с первичной обмоткой, и при этом создается противодействие некоторой неопределенной природы, которое способствует желаемым эффектам при сварке. схема.
Другие особенности и преимущества изобретения будут представлены в следующем описании и сопроводительном чертеже.
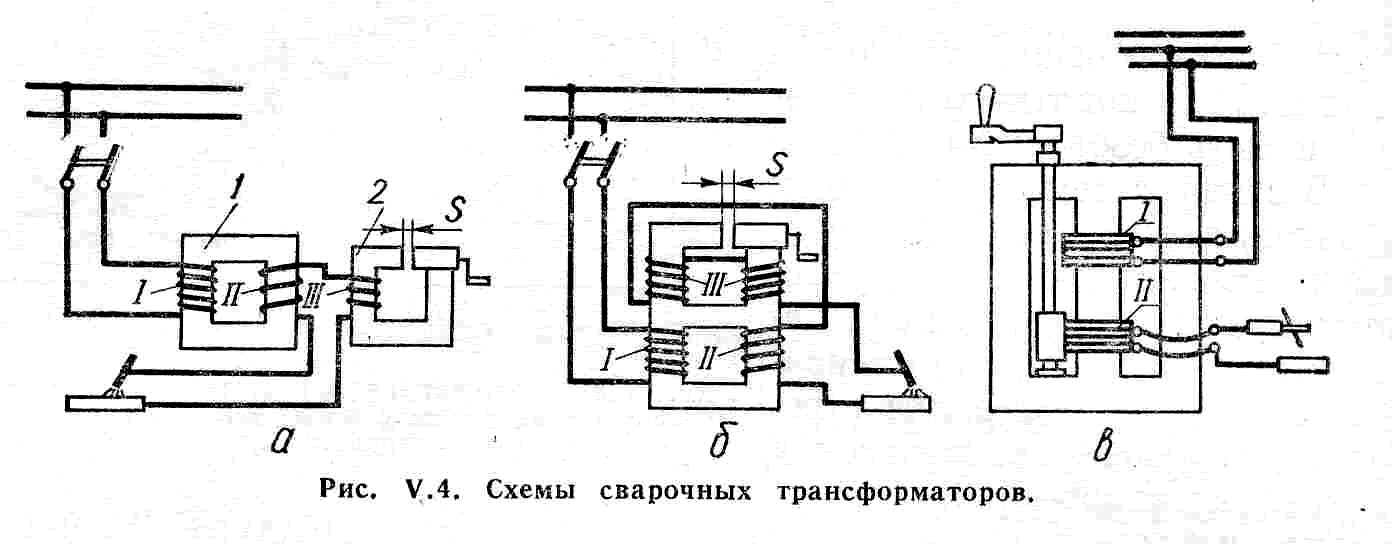
На чертеже: Фиг. 1 представляет собой схематический чертеж, показывающий элементы и схемы усовершенствованного трансформатора, расположенные таким образом, который специально адаптирован для использования при точечной сварке или контактной сварке.
На фиг. 2 схематически показаны элементы и схемы усовершенствованного трансформатора, который больше подходит для дуговой сварки, и показана катушка на шунтирующем сердечнике последовательно с вторичными обмотками.
На рис. 3 представлена схема, аналогичная схеме на рис. 2, но на которой показана катушка на шунтирующем сердечнике последовательно с первичными обмотками.
На фиг. 4 показан вид сбоку сердечника трансформатора и его секции магнитного шунта, чтобы проиллюстрировать механическую конструкцию, используемую для осуществления изобретения.
Рисунок 5 — вид с торца керна, показанного на Рисунке 4.
Перед тем, как описывать чертеж более подробно, можно сказать, что основной особенностью изобретения является обеспечение в кольцевом железном сердечнике сварочного трансформатора отдельной секции сердечника, скользящей через зазор, вырезанный в одной ветви трансформатор для более или менее шунтирования магнитного потока в зависимости от степени, в которой секция шунтирующего сердечника проталкивается к противоположной ветви трансформатора, при этом секция шунтирующего сердечника плотно прилегает к зазору, а ее пластинки граничат с основной слоистость сердечника так, чтобы всегда образовывать часть основного пути потока в сердечнике, независимо от того, вдвигается ли секция внутрь или вытягивается до упора.
В трансформаторе, предназначенном для дуговой сварки, где требуется наибольшая степень управления, подвижная секция сердечника также снабжена катушкой или обмоткой, предпочтительно окружающей ее и по которой она скользит, причем эта катушка включена последовательно либо с вторичной обмоткой, либо с первичные обмотки трансформатора, и какая катушка предпочтительно соединена в цепи с реверсивным переключателем, так что направление тока, проходящего через нее, можно контролировать для достижения наилучших результатов в некоторых случаях.
На чертеже провода переменного тока обозначены цифрами I, 2, линейный выключатель 3, многослойный сердечник 4 кольцевого типа трансформатора, первичные обмотки P, вторичные обмотки S, сварочные клеммные провода 6, 1, скользящий или шунтирующий сердечник. секция 8 плавно скользит вперед и назад в зазоре 9, прорезанном через одну ветвь сердечника, а вспомогательная или шунтирующая обмотка сердечника обозначена 10 на фиг. 2 и I на фиг. 3. На фиг. 2 катушка 10 шунтирующего сердечника расположена последовательно со вторичными обмотками и подключается через реверсивный переключатель 12.
На рисунке 1 многослойный сердечник трансформатора представляет собой двойное кольцо или фигуру 8, с секцией шунтирующего сердечника, скользящей только через одну петлю или кольцо 4 сердечника, а другое кольцо 4 ‘остается без управления, поскольку это было установлено, что дает достаточный контроль для точечной сварки. С таким трансформатором, рассчитанным на 110 В переменного тока на первичной обмотке и от 6 до 8 В на выходе на вторичной обмотке, около 20000 ампер, напряжение упадет примерно до 1/2 В или менее при замыкании цепи точечной сварки.При вдавливании скользящего сердечника выходная сила тока снизится с примерно 20 000 до примерно 500 или менее, без использования какого-либо реактивного сопротивления в первичной цепи.
В конструкции, показанной на рисунках 2 и 3, сердечник представляет собой пластинчатое одинарное прямоугольное кольцо с первичной и вторичной обмотками, расположенными на обоих ответвлениях сердечника, и хотя обмотки здесь показаны соответственно последовательно, одна или обе могут быть параллельно, в зависимости от сетевого напряжения и требуемого сварочного тока, такие сварочные токи обычно составляют примерно от 60 до 68 открытого напряжения и примерно от 15 до 200 ампер., и падение до 38 или 40 вольт на рабочей дуге.
На обоих рисунках 2 и 3 показана вспомогательная обмотка 10 или Ii, окружающая скользящую секцию сердечника 8 и расположенную рядом с основным сердечником, так что подвижная секция сердечника может скользить вперед и назад через нее, чтобы более или менее отводить поток от прохождения через вторичные обмотки. Реверсивный переключатель 12, показанный на фиг. 2, также может использоваться для катушки 11 на фиг. 3, которая включена последовательно с первичными обмотками.
Когда трансформатор, как описано выше, настраивается на максимальную силу тока в сварочной цепи путем перемещения сердечника внутрь, если это может потребоваться, ток становится в значительной степени саморегулирующимся, чтобы соответствовать различным условиям либо точечной сварки, либо дуги. сварка до такой степени, что точечная сварка железных пластин толщиной примерно от% дюйма вплоть до сварки пары проволок диаметром A «вместе в перекрестном положении не требует регулировки.
При дуговой сварке плавное регулирование величины вторичного тока между максимальным и минимальным значениями достигается за счет регулировки подвижного шунтирующего сердечника без изменения сварочных характеристик тока, а также лучшее зажигание дуги при заданном напряжении, и более высокая стабильность дуги, а также очень высокий электрический КПД от 80,6% до 94%.
Точная причина стабилизации тока и управляющего действия трансформатора не выяснена, но она возникает из-за противодействующих сил магнитного потока и / или противоэлектродвижущей силы, особенно когда используется шунтирующая обмотка, и, как следствие, волновая характеристика Сварочный ток, наблюдаемый на осциллографе, показывает, что вершины синусоидальных кривых почти сглаживаются и уширяются, а также с почти резким и мгновенным переходом от максимума одного потенциала к максимуму противоположного потенциала.4 В некоторых сварочных работах аппарат дает лучшие результаты, когда ток проходит через шунтирующую катушку в одном направлении ее обмотки, в то время как в других случаях справедливо противоположное, и я предпочитаю предусмотреть реверсивный переключатель для этой катушки, как указано в 12 на Рисунке 2. Похоже, что нет большой разницы в результате, запитана ли шунтирующая катушка от первичной или вторичной цепи- ..
Хотя я предпочитаю, чтобы вспомогательная обмотка 5 10 или i была закреплена, а сердечник шунта скользил через него, для получения наилучших эффектов, тем не менее, он может перемещаться с помощью скользящего сердечника или размещаться рядом с подвижным сердечником, не окружая его , когда не требуются лучшие эффекты.
Фактически, секция шунтирующего сердечника изготовлена из многослойного железа, такого же, как и основной сердечник, с пластинами, проходящими в одной плоскости, так что они находятся в краевом контакте с пластинами сердечника в положении скольжения. Зазор и секция сердечника точно обработаны и обработаны, так что во всех точках будет существовать идеальный скользящий контакт, и предусмотрены средства для упругого принуждения зазора 6 плотно закрыться относительно подвижного сердечника, чтобы обеспечить хороший магнитный контакт.
На рисунках 4 и 5 показаны некоторые основные детали конструкции. Ламинированные пластины сердечника 4 изолируют обычным способом 7 и скрепляют вместе латунными или изолированными болтами или заклепками 13 в изоляционных трубках 14, и такая же конструкция применяется к скользящей части сердечника 8, за исключением того, что она защищена оболочкой. на противоположных сторонах с несколько более широкой пластиной из бакелита или другого изоляционного материала 15, которая перекрывает края зазора сердечника 9 для обеспечения надлежащего направления секции при скольжении, а внешний конец секции предпочтительно снабжен выступающим стержнем с резьбой 18, с помощью которого секция может перемещаться вперед и назад, либо путем поворота стержня в подходящей гайке 17, прикрепленной к концу секции, и при свободном проходе стержня в отверстии в секции, либо путем поворота гайки на стержень, вращающийся на неподвижной опоре, не показан.Однако для простой и недорогой конструкции секцию можно регулировать вручную, и подходящие калибровочные метки могут быть сформированы вдоль одного края, чтобы помочь в сбросе на любое конкретное значение.
Чтобы обеспечить плавное и плотное прилегание скользящей секции в зазоре, я предпочтительно делаю круглое соединение через все сегменты сердечника в точке 18, расположенное в шахматном порядке для перекрытия в последовательных слоях, а затем удерживаю оба соединения и соединение между зазором и подвижной секцией, закрытой пружиной, приложенной любым желаемым образом.
Удобный способ приложения натяжения пружины к соединениям состоит в том, чтобы установить пару угловых пластин 19, 20-21, 22 в противодействии на противоположных сторонах обоих соединений и на противоположных сторонах пакета пластин сердечника, и угловые пластины, удерживаемые на месте латунными болтами или заклепками 23, проходящими через изолирующие трубки или втулки 24, и каждая пара противостоящих пластин, упруго притягиваемая друг к другу пружинными болтами, такими как болты 25, головки которых опираются на слегка изогнутые пружинные пластины 26 на одной из угловых пластин, или такая пружинная пластина может быть на обоих концах болта.Эта конструкция обеспечивает плотное соединение с достаточным трением для того, чтобы можно было перемещать секцию 8 шунтирующего сердечника по мере необходимости, хотя может быть предусмотрена возможность слегка ослабить соединение, например, слегка ослабив болты, чтобы сдвинуть сердечник и затем затяните их. Такое положение может иметь несколько различных форм, например, с помощью кулачка или клина под головкой или гайкой болта, при этом концы болтов 23 могут быть эксцентричными, чтобы их можно было повернуть, или с помощью относительно быстрого или грубого поворота. навинтить болты 25 и обеспечить небольшой рычаг, выступающий из гаек 27, как показано позицией 28, который можно повернуть на пол-оборота, чтобы ослабить болты в достаточной степени, чтобы позволить секции сердечника скользить более легко.Это положение для ослабления натяжения пружины на болтах было бы желательно только на щелевом соединении, поскольку другое положение 18 почти не влияет на способность скольжения секции сердечника. В прилагаемых мною пунктах формулы изобретения слова «кольцевой сердечник или сердечник кольцевого типа» следует понимать как включающий любой сердечник трансформатора из магнитного материала в общей форме кольца, или квадратной, или продолговатой петли, или двойной петли 0, или фигуры 8, в любом из сердечников обычно имеется замкнутый полный магнитный путь для магнитного потока, если бы он был свободен от затвора, дополнительно изложенного в формуле изобретения и в зазоре Swich, в котором работает мой подвижный шунтирующий сердечник, Swhile все время заполняет и закрытие указанного пробела.
Описав таким образом мое изобретение и некоторые его модификации, я заявляю следующее: 1. Сварочный трансформатор, содержащий сердечник кольцевого типа с зазором в одной точке кольца, отдельную подвижную удлиненную секцию шунтирующего сердечника, перемещаемую с возможностью скольжения в указанном зазоре и может перемещаться в нем рядом с точкой кольцевого сердечника, противоположной упомянутому зазору, и от нее, причем упомянутый участок сердечника имеет длину, чтобы заполнить упомянутый зазор во всех точках рабочего движения, чтобы поддерживать замкнутый путь для магнитного потока через упомянутое кольцо. типа сердечника в любое время, а первичная и вторичная электрические обмотки на упомянутом сердечнике кольцевого типа, соответственно, расположены на противоположных сторонах плоскости движения упомянутой секции сердечника, пропорционально, чтобы обеспечить выход сварочного тока из вторичных обмоток.
2. В конструкции сварочного трансформатора по п.1, указанный сердечник кольцевого типа образован из многослойного железа с пластинами, расположенными в плоскости кольца, и указанная секция сердечника шунта также образована из многослойного железа с пластинами, выступающими в в той же плоскости, что и у упомянутого сердечника кольцевого типа, и в скользящем контакте с ним на обеих сторонах упомянутого зазора.
3. В электрическом трансформаторе описанного характера, кольцевой сердечник, образованный соединением, промежуточным между одним плечом и зазором в плече, противоположным упомянутому соединению, секция шунтирующего сердечника, установленная с возможностью скольжения в упомянутом зазоре для перемещения к упомянутому соединению и от него. при этом всегда заполняя указанный зазор, и означает упругое принуждение зазора к плотному охвату указанной секции сердечника шунта.
4. В электрическом трансформаторе описанного характера, кольцевой сердечник, образованный соединением, промежуточным между одним плечом и зазором в плече, противоположным упомянутому соединению, секция шунтирующего сердечника, установленная с возможностью скольжения в упомянутом зазоре для перемещения к упомянутому соединению и от него. при этом всегда заполняя указанный зазор, и означает упругое принуждение зазора к плотному охвату указанной шунтирующей секции сердечника, и означает упругое принуждение элементов сердечника на противоположных сторонах указанного соединения к тесному контакту.
5. В конструкции по п.4 средство, упруго прижимающее зазор и соединительные элементы сердечника вместе, содержит кронштейны, прикрепленные к сердечнику на противоположных сторонах соединения и зазора, и пружинное средство, подталкивающее кронштейны друг к другу.
6. В конструкции по п. 4 средство, упруго прижимающее зазор и соединительные элементы сердечника вместе, содержит кронштейны, прикрепленные к сердечнику на противоположных сторонах соединения и зазора, и пружинное средство, подталкивающее кронштейны друг к другу, и средство для снятия натяжения упомянутых пружинных средств для облегчения скольжения упомянутой секции сердечника шунта.
7. В конструкции по п.3, указанное соединение образовано смещенными торцами раструба, сформированными на слоях сердечника.
8. Сварочный трансформатор, содержащий первичную и вторичную электрические обмотки, пропорциональные выходу сварочного тока из вторичной обмотки, причем железный сердечник имеет множество ветвей, образующих замкнутый сердечник кольцевого типа. 5 и несущие упомянутые обмотки, одна из упомянутых ветвей образована в промежуточной точке со сквозным зазором с противостоящими стенками, отдельная секция железного шунтирующего сердечника заполняет упомянутый зазор и размещается в нем с возможностью скольжения, причем упомянутая секция шунтирующего сердечника имеет длину для скольжения в упомянутом зазоре. перемещать внутренний конец упомянутого шунтирующего сердечника рядом с точкой на противоположной ветви упомянутого сердечника кольцевого типа и от нее, чтобы более или менее шунтировать нормальный путь потока к упомянутой противоположной ветви, упомянутые первичная и вторичная обмотки расположены на упомянутом сердечнике кольцевого типа соответственно на противоположных сторонах плоскости движения упомянутой секции сердечника шунта, и упомянутая секция сердечника шунта имеет размер, чтобы всегда заполнять упомянутый зазор во всех положениях использования, и средства для упругого зажима секции сердечника шунта между противостоящими стенками зазора .
9. В сварочном трансформаторе по п.1 отдельная обмотка, смежная с указанной подвижной частью сердечника, последовательно с одной из обмоток трансформатора.
10. В сварочном трансформаторе по п.1 отдельная обмотка, смежная с указанной подвижной частью сердечника, последовательно с первичными обмотками трансформатора.
11. В сварочном трансформаторе, показанном в штиле 1, отдельная обмотка, примыкающая к указанной подвижной секции сердечника, последовательно с вторичными обмотками трансформатора.
12. В сварочном трансформаторе по п.1 — отдельная обмотка, примыкающая к указанной подвижной секции сердечника, последовательно с одной из обмоток трансформатора и подключенная к цепи через реверсивный переключатель.
13. В конструкции сварочного трансформатора по п.1 означает взаимодействие с подвижной секцией сердечника шунта и краями указанного зазора, направляющими секцию для скольжения через зазор.
14. В конструкции сварочного трансформатора по п.1 означает взаимодействие с подвижной секцией сердечника шунта и краями указанного зазора, направляющими секцию для скольжения через зазор, содержащую пару пластин на внешних сторонах указанного секция сердечника шунта, перекрывающая границы указанного зазора.
HERMAN J. FANGER.
СВАРОЧНЫЙ ТРАНСФОРМАТОР | КОНСТРУКЦИЯ МОДЕЛИ
Редкая конструкция может быть построена без использования сварки, особенно электрической дуги. Вот почему хороший сварщик — мечта многих дизайнеров и энтузиастов. Его «сердце» — сварочный трансформатор, о котором и пойдет речь. Обмотка понижающего трансформатора (рис. 1), включенная в исходную схему (рис. 2), обеспечивает стабильность дуги. Для сварки использовать электрод Ø 3 мм, рассчитанный на переменный ток. (В форсированном режиме трансформатора можно использовать электроды Ø 4 мм.)С вторичной обмотки допустимо снимать напряжение 50, 60, 70, 80 В при токах от 60 до 150 А. Точное значение выбирается путем попарного замыкания одноименных отводов первичной обмотки, подключенных к гнездам.
Вот данные нашего трансформатора. Сечение магнитопровода 25 см 2 . Две катушки намотаны на отдельные картонные рамки без бортов длиной 260 мм. Внутренний Ø 65 мм. В начале вторичной обмотки находится 125 витков медной шины сечением 5X3 мм с попстоянной изоляцией.Он расположен поверх первичной обмотки — 275 витков изолированного провода Ø 2,5 мм.
Обе половины вторичной обмотки соединены параллельно. И напряжение на нем увеличить до 60, 70 или 80 соответственно, чтобы уменьшить первичную обмотку. На ней с двух сторон выполнены отводы со 172, 197 и 230-го витков.
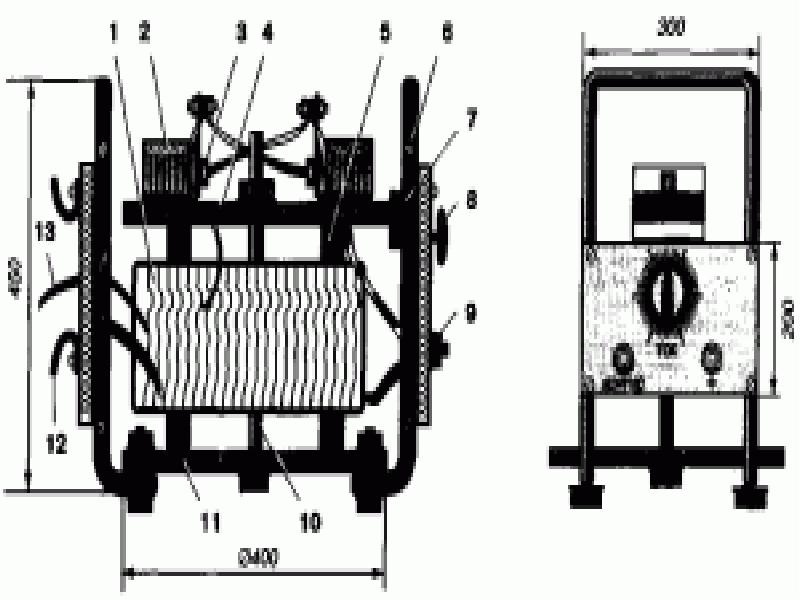
Рис. 1. Сварочный трансформатор:
1 — корпус 2 — крышка вентиляционных окон, 3 — крышка корпуса, 4 — ручка, 5 — розетка, 6 — заглушка, 7 клемм, 8 — болт для заземления
Рис.2. Обмотка трансформатора:
вторичная 1 и первичная 2.
Рис. 3. Сборка сварочного трансформатора:
1 — корпус, 2 наружные панели (Micarta S-5), 3 — винт М5Х10, 4 — стержень, 5 — винт М4Х12, 6 — внутренняя панель (Micarta S-5), 7 — квадрат верх, 8 — прокладка (картон), 9 — угольник, нижняя гайка 10 M10, 11 — шайба Ø 10 мм, 12 — основание, 13 — болт M10 * 20, 14 — рамка с обмотками, 15 — втулка (карта), 16 — болт М10Х70, 17 — винт М6Х18, 18 — шайба Ø 6 мм , 19 — выводы вторичной обмотки 20, гайка М6, 21 — шнурок, 22 — рамка 23 — вторичная обмотка 24, первичная обмотка.
Трансформатор имеет «запас прочности». Так что кратковременное включение в сетевую обмотку с малым количеством витков на ее КПД существенно не влияет. Витки обеих обмоток располагаются по часовой стрелке, укладывая от 3 до 4 слоев бумаги, а выводы укрепляют хлопковую тесьму. Готовые змеевики (рис. 3) необходимо пропитать бакелитовым лаком и тщательно просушить.
Порядок сборки трансформатора показан на рисунке 3.Коромысло натягивается болтами М10 и покрывается бакелитовой шайбой для защиты от коррозии. Выводы обмоток следует хорошенько залудить.
Корпус сварен из стального листа толщиной 1 — 1,5 мм. В передней стенке прямоугольная прорезь камница, а на задней — вентиляционное окно размером 180X150 мм.
При диаметре электрода 15-20 Ø 3 мм температура нагрева обмоток не должна превышать 70 °.
В.ЗАЙЦЕВ, инженер
Заметили ошибку? Выделите его и нажмите Ctrl + Enter , чтобы сообщить нам.
Рекомендую к прочтению
- СВАРОЧНЫЙ МАШИНА
Провести воду и канализацию, сделать клетки для домашних и птиц, красивые подставки для цветов и много других полезных вещей в хозяйстве поможет дугосварочная машина, сделанная из подручных деталей и … - STABLE ARC
Если слесарь-механик сам делает различные станки, например небольшие инструменты, облегчающие работу на ферме и в домашних условиях, то без сварочного аппарата он не справится.Среди конструкторов и …
Принцип работы и применение сварочного трансформатора
Принцип работы и применение сварочного трансформатора
Введение
В этой статье мы узнали о работе и применении сварочного трансформатора.
Основная идея сварочного трансформатора
Сварочный трансформатор — это понижающий трансформатор, который имеет тонкую первичную обмотку с большим количеством витков, а его вторичная обмотка имеет большую площадь поперечного сечения и меньшее количество витков, что обеспечивает меньшее напряжение и очень высокий ток во вторичной обмотке.Сварочный трансформатор снижает напряжение от источника до более низкого напряжения, подходящего для сварки. Обычно от 15 до 45 вольт. Вторичный ток достаточно высокий и обычно может составлять от 200 до 600 А, но может быть намного выше. Вторичная обмотка может иметь несколько отводов для регулировки вторичного напряжения для управления сварочным током. Ответвители обычно подключаются к нескольким сильноточным штепсельным розеткам или к сильноточному переключателю. Один конец вторичной обмотки подсоединен к сварочному электроду, тогда как другой конец вторичной обмотки подсоединен к сварочному электроду, а другой конец подсоединен к свариваемым деталям.При протекании сильного тока выделяется тепло из-за контактного сопротивления между электродом и свариваемыми деталями. Вырабатываемое тепло расплавляет электрод, и зазор между двумя частями заполняется. Фиггер показывает простой сварочный трансформатор.Полное сопротивление сварочного трансформатора может быть выше, чем полное сопротивление трансформатора общего назначения. Импеданс сварочного трансформатора может играть роль в процессе создания дуги и управления током.Сварочные трансформаторы большой мощности, скорее всего, будут рассчитаны на трехфазный ввод. Есть много трансформаторов меньшего размера, которые предназначены для однофазного ввода.
Сварочный трансформатор постоянного тока
Для сварки постоянным током (DC) к вторичной обмотке трансформатора подключается выпрямитель. Также может быть фильтрующий дроссель или индуктор для сглаживания постоянного тока. весь узел трансформатора и выпрямителя можно назвать источником сварочного тока. Обмотка сварочного трансформатора имеет высокую реактивность.В противном случае может быть добавлен отдельный реактор последовательно со вторичной обмоткой.Управление сварочным трансформатором ARC
Для управления дугой используются различные реакторы со сварочными трансформаторами. Ниже приведены некоторые методы управления дугой.Реактор с отводом
С помощью кранов на реакторе регулируется выходной ток. Это ограниченное количество текущих настроек.Реактор с подвижной катушкой
Реактор с подвижной катушкой — это реактор, в котором реактивное расстояние между первичной и вторичной обмотками регулируется.Ток становится меньше, если расстояние между катушками велико.Движущийся шунтирующий реактор
Подвижный шунтирующий реактор — это реактор, в котором можно регулировать положение центрального магнитного шунта. Изменение выходного тока достигается за счет регулировки шунтируемого потока.Реактор бесступенчатого действия
Непрерывно регулируемый реактор — это такой реактор, в котором высота реактора постоянно изменяется. Большее реактивное сопротивление получается из-за большей вставки сердечника и, следовательно, выходной ток меньшеНасыщаемый реактор
Для регулировки реактивного сопротивления реактора требуемый постоянный ток, если постоянный ток возбуждения больше.Следовательно, изменения тока получаются за счет изменения реактивного сопротивления
(PDF) КОНЕЧНО-ЭЛЕМЕНТНЫЙ АНАЛИЗ СВАРОЧНОГО ТРАНСФОРМАТОРА
IJRRAS 18 (3) ● март 2014 г.
Nogueira ● Конечно-элементный анализ сварочного трансформатора
9
A.2. Расчет взаимной индуктивности
В этом конкретном анализе конечные постоянные токи первичной и вторичной обмоток численно равны
пиковых значений номинальных токов, чтобы знать, ip = 191.43 А и is = 348,05 А соответственно. В эксперименте, в котором токи
ориентированы так, чтобы их потоки складывались, запасенная магнитная энергия составляет Wa = 906,997 Дж. В эксперименте
, в котором токи двух обмоток ориентированы так, чтобы их потоки пересекали друг друга,
накопленной энергии составляет Wb = 47,5903 Дж. Взаимная индуктивность Mp, относящаяся к первичной цепи с 40 витками, составляет
мГн. 7260.11
) 43.191) (43.191 (2 5903.47997.906
p
M
(A-4)
Взаимная индуктивность Ms, относящаяся к 22-витковой вторичной цепи, составляет
мГн. 5472,3
) 05,348) (05,348 (2 5903,47997,906
с
M
(A-5)
) Вычисленные взаимные индуктивности правильно связаны отношением витков
в квадрате. .3. Расчет индуктивности утечкиЕсли Lp обозначает полную или самоиндуктивность первичной обмотки, а Mp обозначает взаимную индуктивность трансформатора
по отношению к первичной стороне, индуктивность рассеяния lp первичной обмотки вычисляется путем вычитания:
мГн.2975.1 ppp ML1
(A-6)
Аналогичным образом индуктивность рассеяния ls вторичной обмотки равна
мГн. 3932.0 sss MLl
(A-7)
Отношение вычисленных индуктивностей рассеяния lp / ls = 3,26, что близко к квадрату номинального отношения витков.
8. ВЫВОДЫ
В настоящем исследовании реактивные сопротивления утечки сварочного трансформатора сравниваются с реактивными сопротивлениями обычного понижающего трансформатора
эквивалентных номиналов.В статье объясняется, как использовать решения статического численного поля для расчета
собственной индуктивности и взаимной индуктивности силовых трансформаторов. Испытания на разомкнутую цепь используются для определения самоиндукции
обмоток трансформаторов, а испытания на замыкание используются для расчета взаимных индуктивностей. Во всех расчетах использовалась уникальная модель конечных
элементов. На этапе предварительной обработки наиболее важной особенностью
является правильное определение направлений тока в областях, которые представляют собой торцы обмоток трансформаторов
.На этапе постобработки важнейшей задачей является расчет собственных и взаимных индуктивностей
из численных полевых решений. Исследование выявляет различные модели циркуляции магнитного потока
, когда два трансформатора работают с номинальной нагрузкой. Результаты работы с номинальной нагрузкой помогают понять влияние
высокого реактивного сопротивления сварочных трансформаторов на потребление реактивной мощности и коэффициент мощности.
9.БЛАГОДАРНОСТЬ
Автор благодарит Дэвида Микера ([email protected]) за использование конечно-элементной САПР FEMM.
Автор также благодарит Федеральное агентство последипломного образования Бразилии (CAPES) за предоставленный
доступ к нескольким научным веб-сайтам.
10. СПРАВОЧНАЯ ИНФОРМАЦИЯ
[1]. З. Бумерзуг, К. Дерфуф, Тьерри Боден, «Влияние сварки на микроструктуру и механические свойства
промышленной низкоуглеродистой стали», Engineering, doi: 10.4236 / eng.2010.27066
[2]. В. Подлогар, Б. Клопчич, Г. Стумбергер и Д. Долинар, «Модель магнитопровода среднечастотного резистивного трансформатора
для точечной сварки», IEEE Trans. по магнетике, DOI: 10.1109 / TMAG.2009.2031979
[3]. G.R. Слемон и А. Страуген, Электрические машины (издательство Addison Wesley Publishing Company, Лондон, 1982),
,, стр. 172.
[4]. A.F.L. Ногейра, «Расчет параметров эквивалентной схемы силовых трансформаторов с использованием числового поля
решений», Международный журнал исследований и обзоров прикладных наук, 17 (1) октября 2013 г.
[5]. Д. Микер, Магнетизм метода конечных элементов, руководство пользователя.
[6]. Доступно: http://www.femm.info/Archives/doc/manual42.pdf
ДОБРО ПОЖАЛОВАТЬ В IJSTR (ISSN 2277-8616) —
|
Мне нужно меньше кВА для трансформатора MFDC, чем для трансформатора переменного тока?
При контактной точечной сварке, контактной сварке с выступом и контактной шовной сварке среднеквадратичный ток, необходимый для сварки определенного материала определенной толщины, будет аналогичен для MFDC и для переменного тока.Если все считается одинаковым, когда единственной переменной является тип сварочного трансформатора, для выполнения той же работы контактной сварки требуется один и тот же трансформатор постоянного тока постоянного тока или переменного тока в кВА.
Однако можно ожидать, что трансформатор MFDC будет иметь меньший ожидаемый срок службы, чем такой же трансформатор переменного тока, кВА. Таким образом, рекомендуется выбрать трансформатор MFDC большей мощности, чем необходимо, потому что его работа ниже номинального значения в кВА позволит диодам в трансформаторе прослужить дольше, прежде чем они выйдут из строя. Трансформатор переменного тока не имеет диодов и может выдержать гораздо больше злоупотреблений без сбоев.
Какой бы тип трансформатора ни был выбран, его размер должен соответствовать требованиям к электричеству при выполнении самых больших сварочных работ, выполняемых на машине.
При контактной сварке швов материалов, таких как инконель, импульсы тока с четко определенным временем охлаждения между каждым импульсом приводят к более надежным сварочным характеристикам. Это достигается с помощью сварочного трансформатора переменного тока, потому что ток быстро спадает до нуля после каждого импульса. MFDC ухудшает способность создавать четко определенные времена охлаждения между каждым импульсом.Это связано с тем, что току требуется больше времени для спада до нуля после каждого импульса. В результате снижается надежность сварки. Это также приводит к тому, что колеса для сварки швов с трансформатором постоянного тока изнашиваются быстрее и становятся более горячими, чем при выполнении тех же сварных швов с трансформатором переменного тока.
Эффект Пельтье, возникающий в результате сварки на постоянном токе, заставляет колесо, подключенное к клемме положительной полярности трансформатора, работать сильнее, чем колесо, подключенное к клемме отрицательной полярности трансформатора.Это смещает положение стержня, образовавшегося между свариваемыми деталями. Колесо с положительной полярностью деградирует быстрее, чем колесо с отрицательной полярностью, и происходит ускоренный захват материала, сплавленного с поверхностью электрода положительной полярности. Эти явления не происходят при переменном токе.
Сварочный ток постоянного тока также намагничивает деталь и аппарат. Магнитные опилки притягиваются к намагниченной машине, которые со временем проникают в движущиеся связи машины.Это ухудшает плавность подъема цилиндра и его динамику движения, что приводит к ухудшению механической повторяемости машины и более частому обслуживанию. Сварочный ток переменного тока естественным образом размагничивает деталь и машину, что не позволяет аппарату превращаться в магнит, притягивающий опилки.
Сварочный токAC также более эффективен, чем сварочный ток постоянным током, при прожиге поверхностных загрязнений, таких как масло и оксиды.
Инверторные системыWeldComputer® могут управлять трансформатором MFDC с большей точностью, чем любая другая инверторная система, которую мы тестировали.Однако с помощью запатентованной технологии синтеза волн WeldComputer® достигается большее количество регулировок в миллисекунду и более высокая степень детализации управления при управлении трансформатором переменного тока, чем это теоретически возможно при управлении трансформатором MFDC.
У вас недостаточно прав для чтения этого закона в это время
У вас недостаточно прав для чтения этого закона в это время Логотип Public.Resource.Org На логотипе изображен черно-белый рисунок улыбающегося тюленя с усами. Вокруг печати красная круглая полоса с белым шрифтом, в верхней половине которого написано «Печать одобрения», а в нижней — «Общественность».Resource.Org «На внешней стороне красной круглой марки находится круглая серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.Public.Resource.Org
Хилдсбург, Калифорния, 95448
Соединенные Штаты Америки
Этот документ в настоящее время недоступен для вас!
Уважаемый гражданин:
В настоящее время вам временно отказано в доступе к этому документу.
Public Resource ведет судебный процесс за ваше право читать и говорить о законах.Для получения дополнительной информации см. Досье по рассматриваемому судебному делу:
Американское общество испытаний и материалов (ASTM), Национальная ассоциация противопожарной защиты (NFPA), и Американское общество инженеров по отоплению, охлаждению и кондиционированию воздуха (ASHRAE) против Public.Resource.Org (общедоступный ресурс), DCD 1: 13-cv-01215, Объединенный окружной суд округа Колумбия [1]
Ваш доступ к этому документу, который является законом Соединенных Штатов Америки, был временно отключен, пока мы боремся за ваше право читать и говорить о законах, по которым мы решаем управлять собой как демократическим обществом.
Чтобы подать заявку на получение лицензии на ознакомление с этим законом, ознакомьтесь с Сводом федеральных правил или применимыми законами и постановлениями штата. на имя и адрес продавца. Для получения дополнительной информации о постановлениях правительства и ваших правах гражданина в соответствии с нормами закона , тел. пожалуйста, прочтите мое свидетельство перед Конгрессом Соединенных Штатов. Вы можете найти более подробную информацию о нашей деятельности на публичном ресурсе. в нашем реестре деятельности за 2015 год. [2] [3]
Спасибо за интерес к чтению закона.Информированные граждане — фундаментальное требование для работы нашей демократии.