Сварочный аппарат из микроволновки своими руками
Главная » Блог » Сварочный аппарат из микроволновки своими рукамиПростой сварочный аппарат из микроволновки
Простой сварочный аппарат для электродуговой сварки может сделать каждый в домашних условиях, не применяя никакого специализированного оборудования или схем. Все что нам понадобиться это всего на всего две микроволновые печи, которые можно найти на свалке или два трансформатора из них.Разбираем микроволновки и вытаскиваем трансформаторы.Эти трансформаторы повышающие, то есть преобразуют 220 Вольт в напряжение порядка 2,5 кВ, нужное для работы магнетрона. Поэтому вторичная обмотка у них содержит менее толстый провод и с большим количеством витком. Такой трансформатор имеет мощность порядка 1200 Вт.Чтобы собрать сварочный аппарат для дуговой сварки нам не придется разбирать сердечник этих трансформаторов. Мы просто спилим и высверлим вторичную высоковольтную обмотку. Обычно эта обмотка идет с верху, а первичная на 220 В снизу.
Инструмент, который нам понадобиться для работы.
Изготовление простого сварочного аппарата из микроволновки своими руками
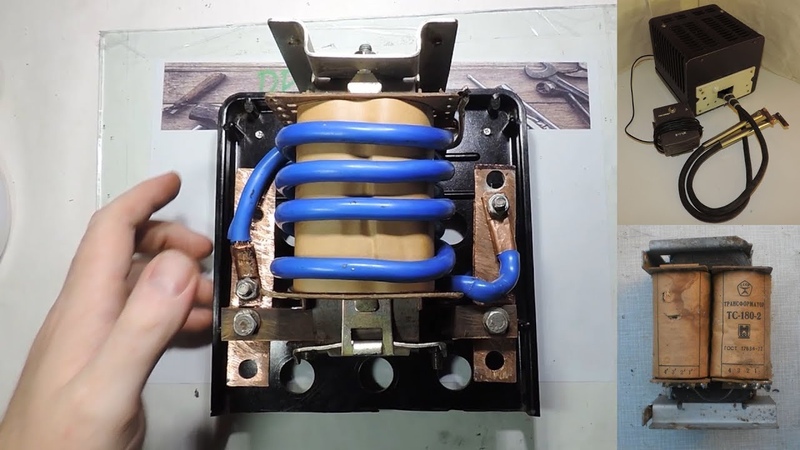
Берем трансформатор и закрепляем, чтобы он не двигался. Берем ножовку по металлу и срезаем вторичную обмотку с обеих сторон у обоих трансформаторов. Если решитесь повторить, то будьте осторожны, не повредите первичную обмотку.Затем сверлим обмотку дрелью со сверлом по металлу, снимаем тем самым внутреннее напряжение металлов, чтобы было проще выбить остатки.Выбиваем остатки намотки.У нас получилось два трансформатора с обмотками на 220 В. Трансформатор с лева, над обмоткой, имеет токовый шунт, разделяющий обмотки. Для увеличения мощности их тоже нужно выбивать. Такая манипуляция повысит мощность трансформатора процентов на 20-25.Ещё бывает между большими обмотками маленькая низковольтная обмотка из пары проводов – её тоже выкидываем.Берем многожильный провод в пластиковой изоляции сечением шесть квадратов и длиной 11-12 метров. Можно взять более многожильный провод, не грубый как у меня в примере. Я намотал примерно 17-18 витков на каждый трансформатор, в высоту 6 рядов и в толщину 3 слоя.Обмотки включаются последовательно. Я мотал все одним проводом, но можно мотать каждый трансформатор в отдельности, а затем соединить. Вся намотка очень плотная, не должна болтаться.После завершения намотки, подключаем высоковольтные обмотки на 220 В параллельно. Я использовал автомобильные наконечники, с изоляцией термоусадочной трубкой.Включаю в сеть всю конструкцию, и замеряю напряжение на вторичке, которую намотал. Получилась порядка 31-32 Вольт.Затем я взял деревянную доску и прикрутил оба трансформатора саморезами, чтобы получилось единое целое.При сварке я буду использовать электроды 2,5 мм и варить две железки толщиной 2 мм.Вот результат.В принципе варить можно, но не долго, так как трансформаторы сильно нагреваются и поэтому после каждого электрода нужно дать время аппарату остыть.Тока хватает, поэтому варить тонкий металл не особо получается, так как его просто режет. Для уменьшения тока в цепи можно использовать дроссель или балансный резистор.
Я намотал примерно 17-18 витков на каждый трансформатор, в высоту 6 рядов и в толщину 3 слоя.Обмотки включаются последовательно. Я мотал все одним проводом, но можно мотать каждый трансформатор в отдельности, а затем соединить. Вся намотка очень плотная, не должна болтаться.После завершения намотки, подключаем высоковольтные обмотки на 220 В параллельно. Я использовал автомобильные наконечники, с изоляцией термоусадочной трубкой.Включаю в сеть всю конструкцию, и замеряю напряжение на вторичке, которую намотал. Получилась порядка 31-32 Вольт.Затем я взял деревянную доску и прикрутил оба трансформатора саморезами, чтобы получилось единое целое.При сварке я буду использовать электроды 2,5 мм и варить две железки толщиной 2 мм.Вот результат.В принципе варить можно, но не долго, так как трансформаторы сильно нагреваются и поэтому после каждого электрода нужно дать время аппарату остыть.Тока хватает, поэтому варить тонкий металл не особо получается, так как его просто режет. Для уменьшения тока в цепи можно использовать дроссель или балансный резистор.
Сморите видео изготовления сварочного аппарата для дуговой сварки
Как самому сделать сварочный аппарат из микроволновки
В своем доме часто возникает потребность в использовании сварочного аппарата. Покупка готового агрегата заметно скажется на семейном бюджете. Выход из положения можно найти, сделав своими руками сварочный аппарат из старой микроволновки.
Финансовые затраты минимальные, а возможности вполне достаточные для решения домашних проблем. Главное, чтобы трансформатор СВЧ-печи был в рабочем состоянии. Именно этот блок микроволновки сможет обеспечить стабильную подачу электроэнергии для сварки металлических деталей.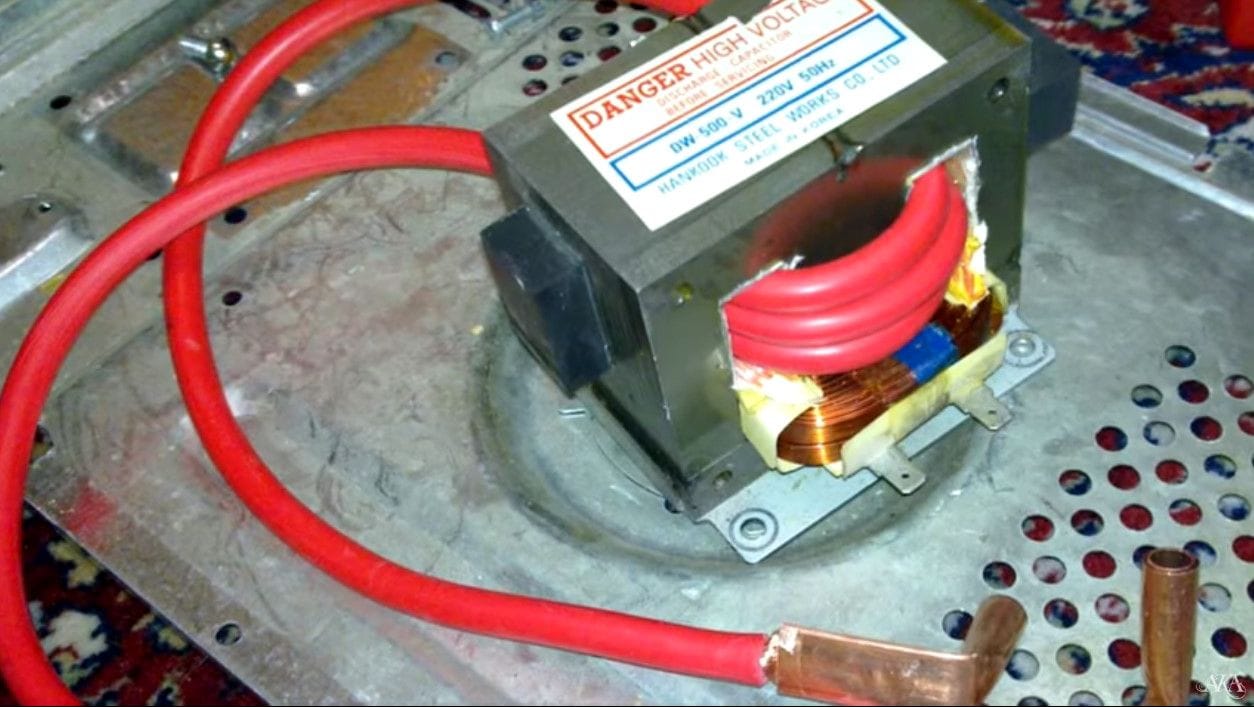
Извлечение трансформатора
Ненужная микроволновая печь легко найдется у друзей, соседей, среди собственного старого хлама. Наш народ привык хранить на всякий случай бывшее в употреблении оборудование, чтобы соорудить из него что-то своими руками.
Достаточно небольшой СВЧ-печки. В большинстве случаев хватит мощности, равной 800-650 Вт. Если значения мощности микроволновки будет выше, возможности сварочного аппарата увеличатся.
Трансформатор имеет две различные обмотки. Одна является первичной, имеет большее количество витков, используется при подключении к централизованной сети снабжения электричеством.
Другая обмотка – вторичная – имеет меньше витков. Для изготовления сварочного аппарата своими руками она не нужна. Задача умельца состоит в ее аккуратном изъятии из трансформатора микроволновки.
Чтобы не повредить первичную обмотку, которая расположена очень близко к вторичной, можно между ними проложить и зафиксировать металлическую пластину, линейку.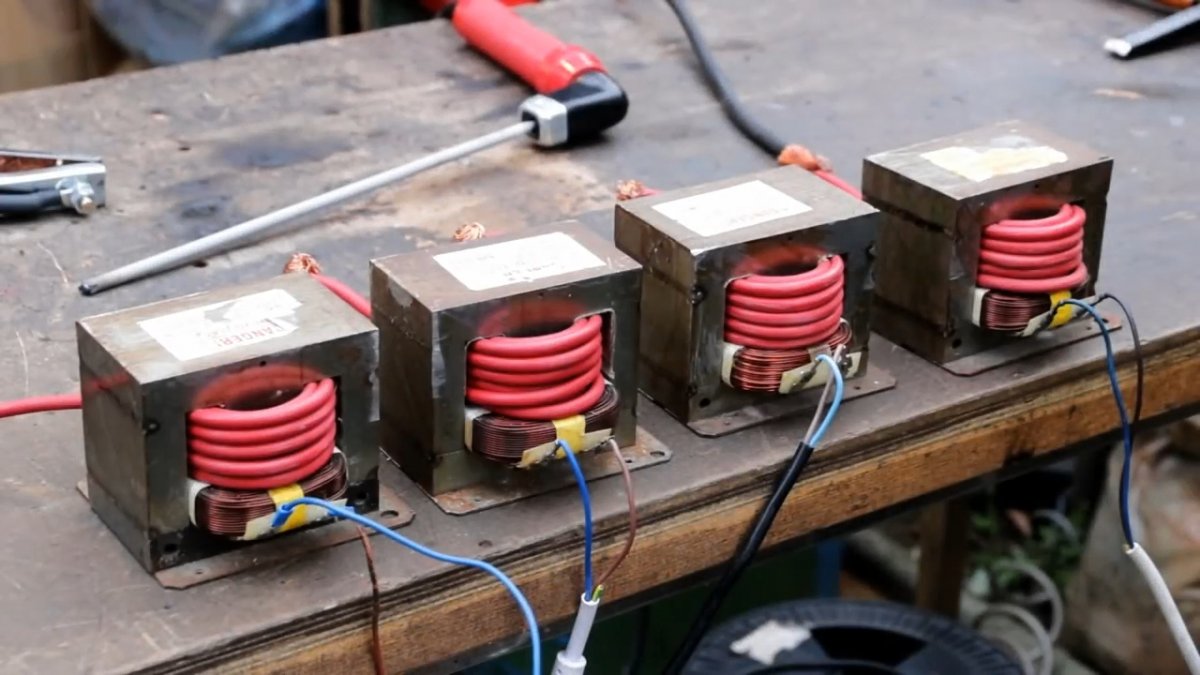
После этого ненужную часть можно спилить ножовкой, не опасаясь повредить витки первичной обмотки. Можно очень осторожно отсечь все ненужное зубилом. Тщательно выверяйте усилия своих рук, чтобы не повредить блоки микроволновки, которые нужно сохранить для сварочного аппарата.
Следует повторить процедуру с другой стороны, аккуратно удалив накальную обмотку. После спиливания, из корпуса трансформатора нужно вытащить все провода вторичной обмотки до полного освобождения обеих ниш. Упрощает очистку трансформатора микроволновки высверливание всего лишнего дрелью.
Иногда обмотки расположены друг к другу очень близко. Аккуратно удалить их можно только разобрав сердечник, а потом заново склеив своими руками.
Новая обмотка
В получившихся нишах делают новую вторичную обмотку из эмалированного или медного провода большого диаметра. Минимальный размер сечения должен составлять 1 см.
Провода могут быть не цельными, а многожильными. Важный показатель для сварочного аппарата из микроволновки – это суммарный диаметр проводов. Укладывать их нужно плотно, не оставляя зазоров.
Укладывать их нужно плотно, не оставляя зазоров.
Точный размер сечения и требуемое количество витков можно вычислить по специальным таблицам или с помощью он-лайн калькуляторов, ориентируясь на размеры сердечника и необходимую мощность на выходе. Некоторые умельцы подбирают провод для сварочного аппарата опытным путем. На концах обмотки следует хорошо закрепить наконечники.
Трансформатор, изъятый из микроволновки, для использования в новом качестве готов. Он сможет поставлять ток, сила которого достигает 1000 А, что вполне достаточно для домашнего агрегата. Главная часть для контактной сварки сделана своими руками из старой микроволновки.
Если нужен более мощный сварочный аппарат, придется переделать два трансформатора. Подключение двух трансформирующих блоков выполняется последовательно.
Важно соединить одноименные обмотки, иначе произойдет замыкание. Правильность действия проверяется по маркировкам или с помощью вольтметра. Когда подключены оба трансформатора из микроволновок, следует проверить силу тока.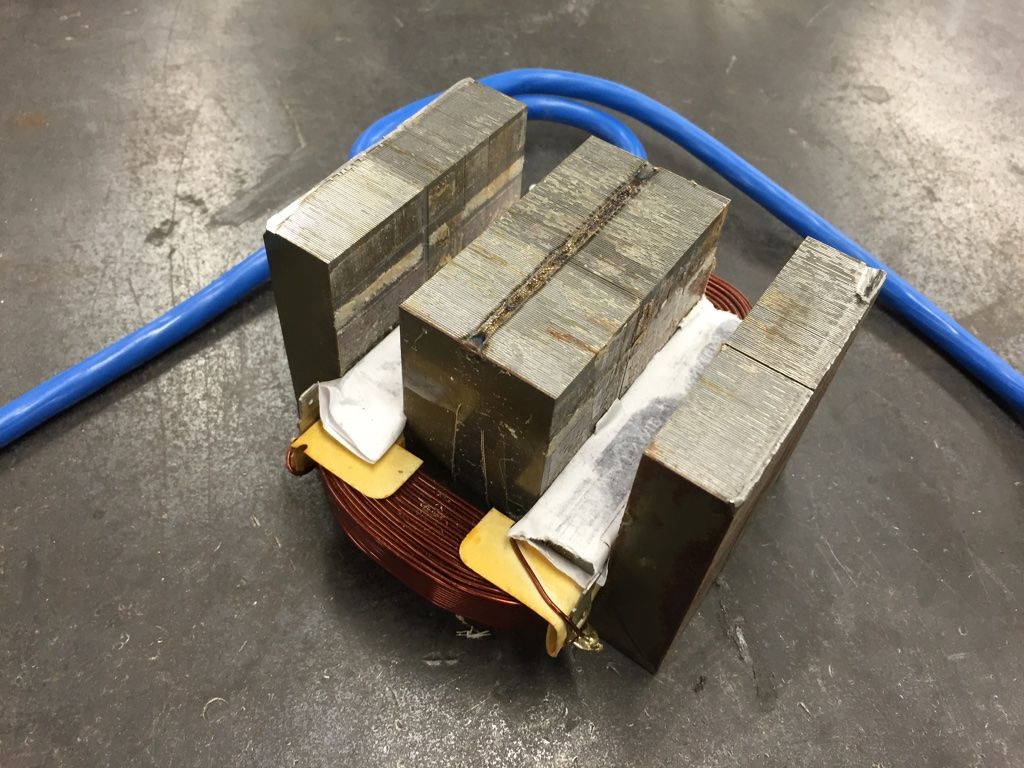
Она не должна превышать 2000 А. Большие значения станут причиной перегрузки домашней электросети, и сварочный аппарат либо вообще не будет работать, либо будет прожигать металл.
Изготовление корпуса
Вариантов изготовления корпуса для сварочного аппарата есть несколько. Некоторые мастера делают корпус из дерева. Однако, удобнее всего пользоваться сваркой из трансформатора от микроволновки, если разместить аппарат в корпусе от системного блока компьютера. Найти старый «системник» несложно. Они тоже накапливаются у многих дома при замене устаревшей техники на новые модели
На фрагмент корпуса с вентилирующими отверстиями снизу прикручиваются ножки. Можно взять опорные ножки от ненужного видеомагнитофона, проигрывателя, любой другой техники.
В боковой части корпуса сварочного аппарата следует вырезать окошко, закрыть его диэлектрической пластинкой из любого термостойкого изолирующего материала. В связи с тем, что клеммы на пластине будут нагреваться, следует исключить расплавление пластины.
В связи с тем, что клеммы на пластине будут нагреваться, следует исключить расплавление пластины.
Использование корпуса от компьютера удобно по нескольким причинам:
- у него присутствует кнопка включения и выключения;
- на корпусе есть готовое гнездо для подключения в сеть, к которому осталось только подсоединить переделанный трансформатор из микроволновки;
- ячейки для вентиляции обеспечивают эффективное охлаждение содержимого корпуса. Вентилятор можно также взять из старого ПК;
- конструкция имеет достойный внешний вид.
На термоизолирующей пластине имеет смысл установить светодиодную индикацию. Это поможет легко заметить состояние сварочного аппарата.
Выбор электродов
Для правильного выбора электродов контактной сварки полезно посмотреть ГОСТы, в которых оговорены все требуемые параметры. Удобный доступ к месту будущего шва обеспечивают электроды прямой формы. Диаметр медных прутьев не может быть меньше диаметра рабочих проводов.
Соединение лучше сделать спаиванием. Это уменьшит вероятность окисления при работе. В связи с тем, что электроды неизбежно расходуются при сваривании, их нужно своевременно затачивать.
В идеальном состоянии электродные концы должны иметь форму отточенного карандаша. Результат работы на аппарате из микроволновки после наработки некоторого опыта будет неотличим от заводской контактной сварки.
Важные дополнительные устройства
Для получения хорошего шва процессом следует умело управлять. Система включения сварочного аппарата может быть использована от старого системного блока.
Для удобства при работе потребуются хорошие рычаги оптимальной длины, которые помогут удерживать деталь и прижать ее. Нетрудно смонтировать самому рычажный механизм на винтах.
Если он будет размещен на самом рычаге, у мастера появится возможность дополнительных манипуляций, освободится вторая рука при работе со сварочным аппаратом.
Для домашней сварки достаточны не очень большие прижимные усилия. Для толстой листовой стали сварочный аппарат, сделанный своими руками, не подойдет по многим причинам. В частности, возможностей трансформаторов из микроволновки для этого не хватит.
Для толстой листовой стали сварочный аппарат, сделанный своими руками, не подойдет по многим причинам. В частности, возможностей трансформаторов из микроволновки для этого не хватит.
Если нужно провести сварку в нескольких точках, вполне достаточно рычага, имеющего длину около 60 см. Это позволит сэкономить физическую нагрузку мастера. Давление на рабочую точку будет в 10 раз больше, чем сила прилагаемая сварщиком.
Для обеспечения статичного положения аппарата из микроволновки, нужно с помощью струбцин накрепко зафиксировать его на рабочей поверхности.
Хорошее сваривание происходит при контакте электродов с рабочей деталью строго определенное время, которое можно при наличии опыта определить зрительно. Если на опыт полагаться не приходится, имеет смысл смонтировать специальное реле.
Во время всего периода работы сварочный аппарат, сделанный из микроволновки, должен хорошо охлаждаться одним или несколькими вентиляторами. Помимо этого всегда полезно делать паузы в работе, позволяющие охладиться оборудованию и отдохнуть мастеру.
Помимо этого всегда полезно делать паузы в работе, позволяющие охладиться оборудованию и отдохнуть мастеру.
Сварочный аппарат из микроволновки: как сделать трансформатор своими руками
Контактную сварку используют зачастую не только в промышленном производстве, но и в домашних условиях в быту. Её применяют для разной работы, где присутствует металл.
Специальные инструменты, которые необходимы для такого процесса, стоят довольно-таки дорого. Однако сварочный аппарат удастся изготовить из микроволновки доступным каждому способом.
Изготовление трансформатора
Сборка сварочного аппарата своими руками.В первую очередь состоит сварочный аппарат из трансформатора от микроволновки. Этот элемент является главным во всей конструкции, а для его получения можно воспользоваться любой микроволновой печью, важным условием является её работоспособность.
Для возможности качественного эксплуатирования изготовляемого оборудования для сварки необходимо, чтобы трансформатор имел мощность от 1 кВт.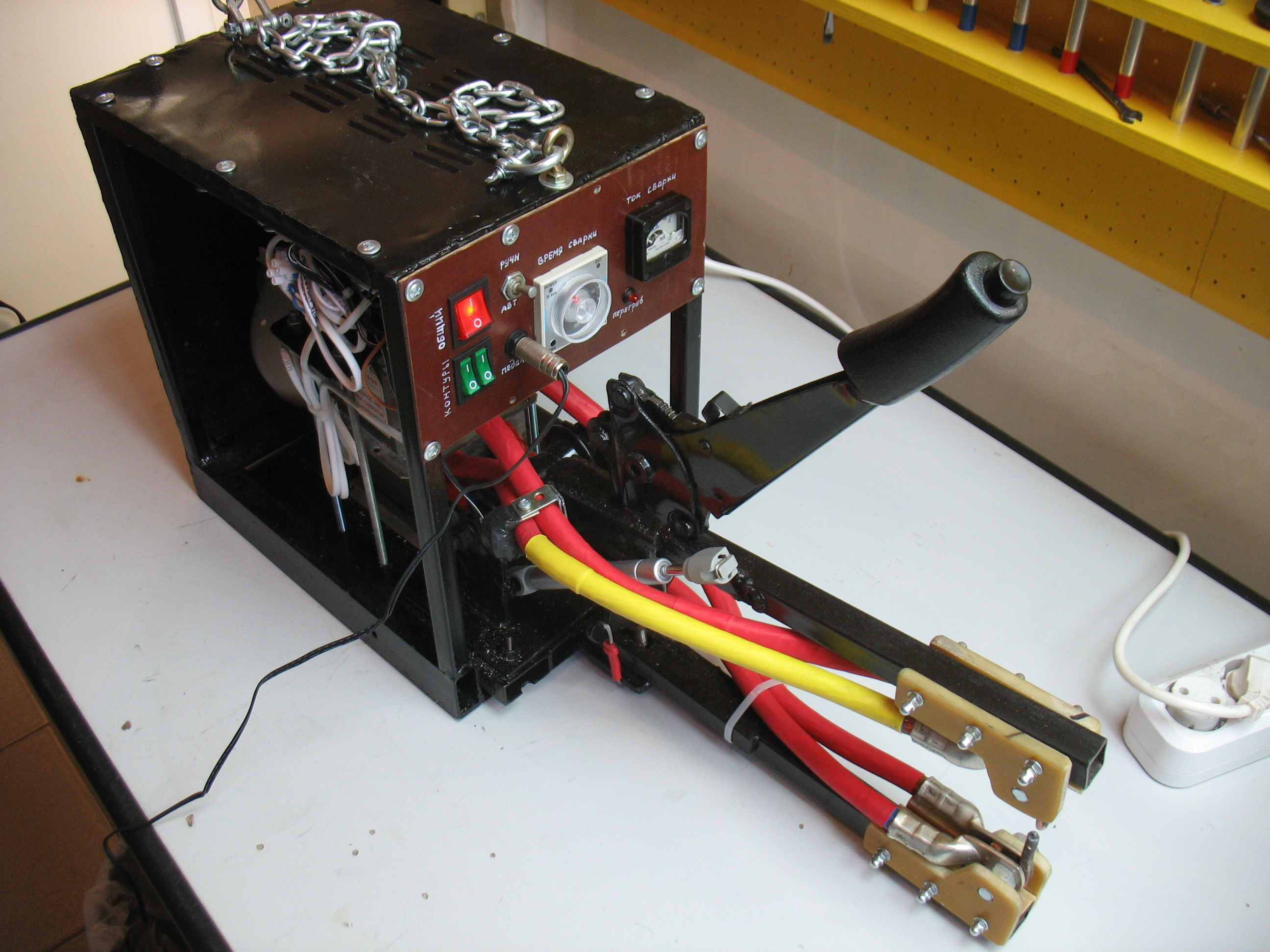 Таким образом, он сможет сваривать материал толщиной до 1 миллиметра. В ситуации с более толстой стенкой, таких оборудований может понадобиться несколько.
Таким образом, он сможет сваривать материал толщиной до 1 миллиметра. В ситуации с более толстой стенкой, таких оборудований может понадобиться несколько.
С целью изготовления дуговой сварки из микроволновки своими руками, необходима только определенная часть от трансформатора, а точнее магнитопровод и первичная обмотка. Также проводится демонтаж вторичной обмотки, снимается шунт, находящийся по обе стороны детали.
Новую обмотку к трансформатору от микроволновой печи можно сделать, используя многожильные проводки, у которых сечение является не меньше, чем 100 кв.миллиметров либо 1 см в диаметре. В этом случае пары-тройки витков будет достаточно.
При чрезмерной изоляции провода её можно убрать, заменив на тканевую изоляционную ленту. Если применяется несколько трансформаторов, то вторичная обмотка должна быть общей. Главное, чтобы выводы были скреплены с первичными витками.
Затем необходимо провести монтаж всего сварочного оборудования, куда входят непосредственно трансформатор, органы управления, электроды – их производство и припайка, монтаж внутренних механизмов в защищенный корпус.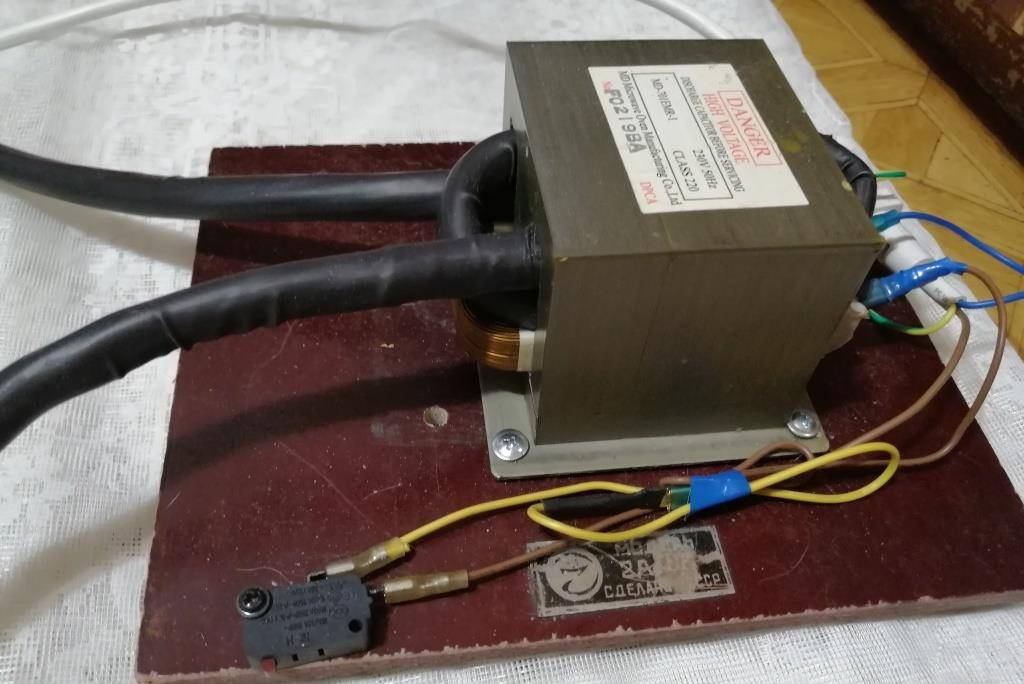 Его также допускается взять с любой микроволновки, даже не функционирующей.
Его также допускается взять с любой микроволновки, даже не функционирующей.
Подготовительный процесс
Чтобы изготовить сварочное оборудование из микроволновой печи дома своими руками необходимо подготовить все детали, запчасти, а также дополнительные инструменты.
Поскольку сварка из микроволновки своими руками изготавливается из трансформатора, он и является главным элементом. Если необходимо, его можно изъять из печи аппарата с увеличенной мощностью, в некоторых случаях таких конструкций может понадобиться несколько штук.
Электрическая схема споттера.Кроме того потребуются:
- кабель, обмоточный материал;
- разнообразные отвертки;
- медные электроды, являющиеся вспомогательными деталями в сварке;
- струбцины для зажима;
- основа, на которую устанавливается сварочное оборудование;
- рычаг с необходимой длиной, впоследствии он будет выполнять роль прижима.
Изготовить контактную сварку из микроволновой печи своими руками достаточно просто, если знать все необходимые нюансы, особенности, возникающие во время процесса, а также при наличии всех необходимых предметов.
Правильное соединение
В процессе создания простого сварочного аппарата из микроволновки в домашних условиях, используя два трансформатора, есть возможность достичь хорошего результата в виде оборудования с увеличенной мощностью. В данной ситуации, мощность увеличится до 2-х раз.
Таким же образом получится увеличить силу подаваемого сварочного тока. Единственным отличием будет являться сильная потеря, поскольку цепь будет иметь также большое сопротивление. Два конца вторичной обмотки потребуется скрепить с помощью электродов.
При наличии двух трансформаторов, напряжения не всегда достаточно достаточно, чтобы изготовить сварочный аппарат из микроволновки, однако есть возможность по очереди прикреплять их обмотки на выходе.
Схема соединения двух трансформаторов.Стоит обратить внимание, что витки должны быть в одинаковом количестве на каждой детали. Это также необходимо тогда, когда не получается намотать нужное количество витков на магнитопровод.
Проводя эксперимент, следует отметить, что определяя правильное крепление возможно использование провода с малым сечением.
Электроды
Чтобы выяснить, как сделать сварочный трансформатор из микроволновки, очень важно выделить тему электродов.
Сборка аппарата точечной сварки из микроволновки.Детали являются многофункциональными и могут:
- сжимать соединяемые листы;
- подводить ток к свариваемому месту;
- отводить тепло.
Подбирая электрод, необходимо учитывать его форму, размер и другие параметры. Именно они определяют, будет ли сварочный шов качественным или нет. Существует несколько видов геометрической формы рассматриваемых деталей – прямой и фигурный.
Зачастую используют прямой, поскольку благодаря ей удастся без труда попасть даже в самый трудный участок, где необходимо провести сварочную работу.
Чтобы правильно выбрать электроды для сварочного трансформатора из-под микроволновки, необходимо внимательно изучить соответствующие ГОСТы, где указываются все параметры касаемо необходимых деталей от 10 до 40 миллиметров.
Чтобы электроды активно не окислялись во время их эксплуатации, их необходимо скрепить с рабочим проводом, применяя пайку.
В любом сварочном оборудовании электроды имеют свойство часто и быстро изнашиваться в период эксплуатации. Чтобы избежать таких неприятных моментов в работе лучше всего их постоянно точить до формы заточенного карандаша. Этого можно добиться, используя напильник.
Сборка устройства
Как уже упоминалось, электроды для использования сварки с соприкосновением изготавливаются из медных прутиков либо жала, от бывшего специализированного паяльника, с условием, что мощность оборудования небольшая.
Аппаратный провод крепиться к электроду за счет наконечника из меди, что соединяется в свою очередь припаиванием.
Конец оборудования ставят в соприкасаемое положение с электродом, используя болтовую технологию, являющуюся достаточно надежной, чтобы усиление сопротивления на участке поврежденных деталей не выводило из строя весь аппарат для контрактной варки.
Для выполнения такого крепления, у электрода и наконечника должны имеется небольшие одинаковые дырки соответственно.
Такие крепежные детали делают эксплуатацию оборудования простой и несложной. Ознакомившись со всеми вышеуказанными рекомендациями станет понятнее, как сделать свч сварку из микроволновки самостоятельно.
Итог
Главной особенностью сборки сварочного аппарата из микроволновки является тот факт, что варка происходит легко, но кратковременно, поскольку трансформатор необходимо беречь от перегревания.
После эксплуатации электроды должны остыть. Тонкую металлическую поверхность не рекомендуется варить, поскольку она скорее повредится, чем расплавится.
Чтобы снизить подачу тока в цепи специалисты рекомендуют пользоваться дросселем либо балансным резистором.
Альтернативным вариантом выступает небольшой кусок проволоки из стали, подсоединяющийся к низковольтной обмотке и под его длину удастся регулировать силу тока и ровность горения дуги. Теперь появилась пользоваться оборудованием, собранным своими силами, без лишних силовых и финансовых затрат.
Теперь появилась пользоваться оборудованием, собранным своими силами, без лишних силовых и финансовых затрат.
Как сделать аппарат для точечной сварки из обычной микроволновки
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации.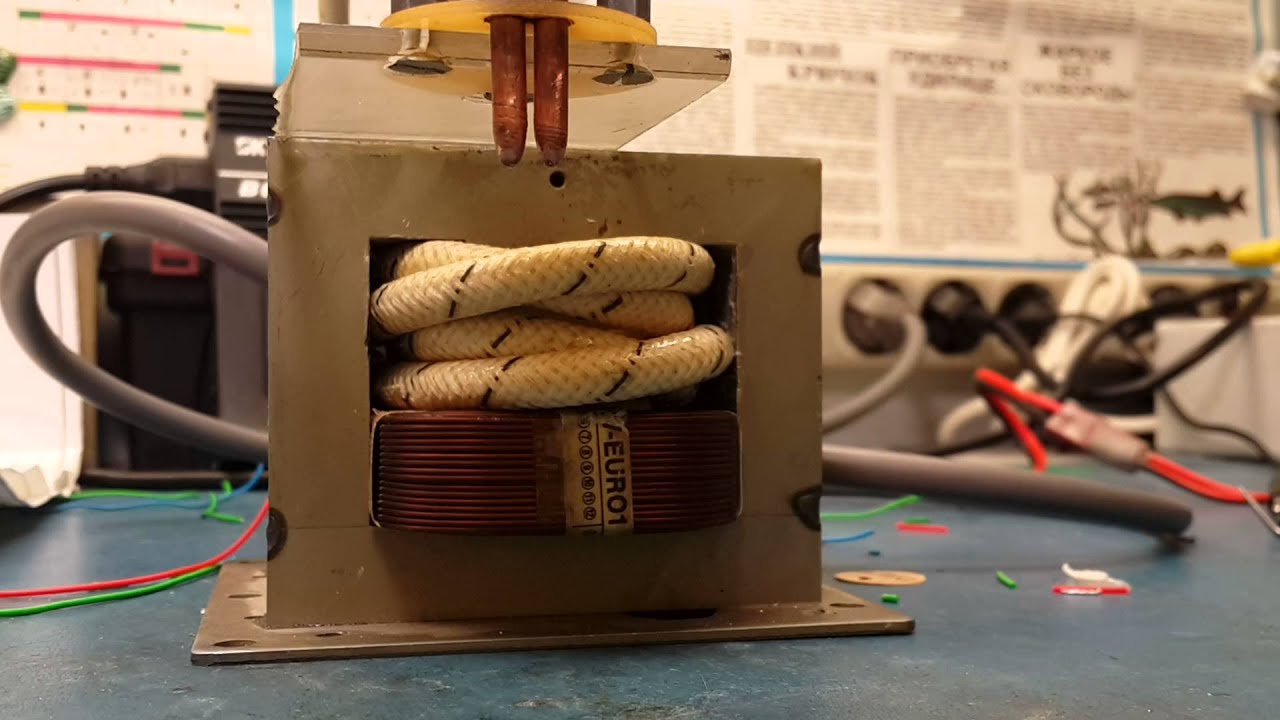 Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.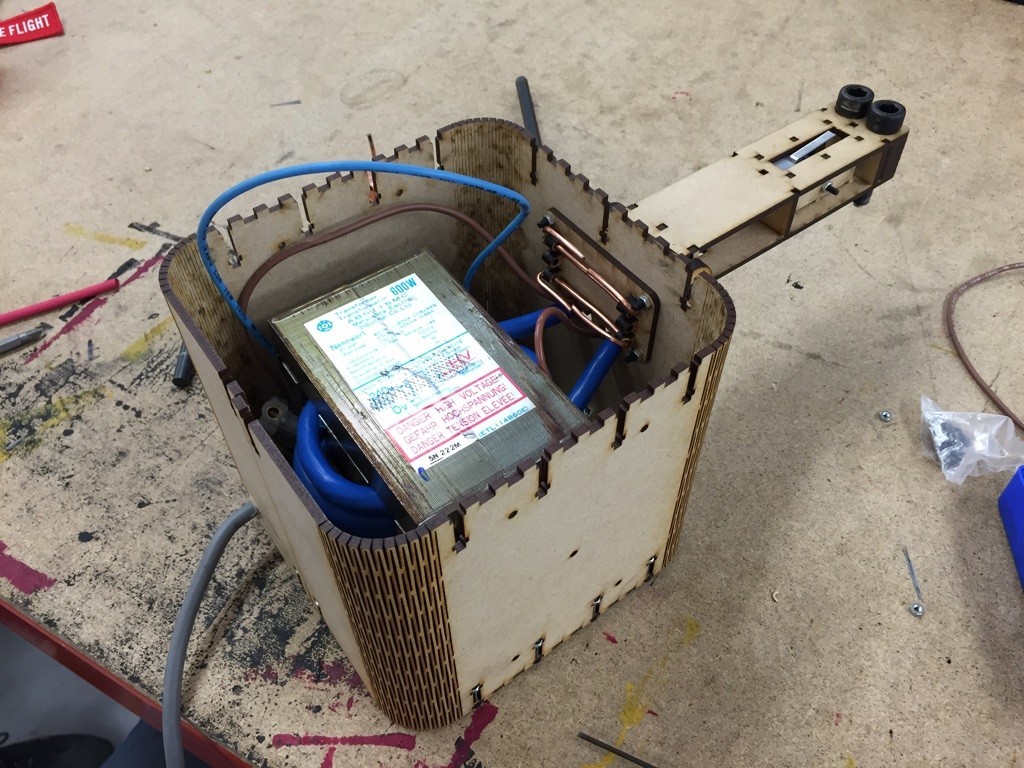
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции.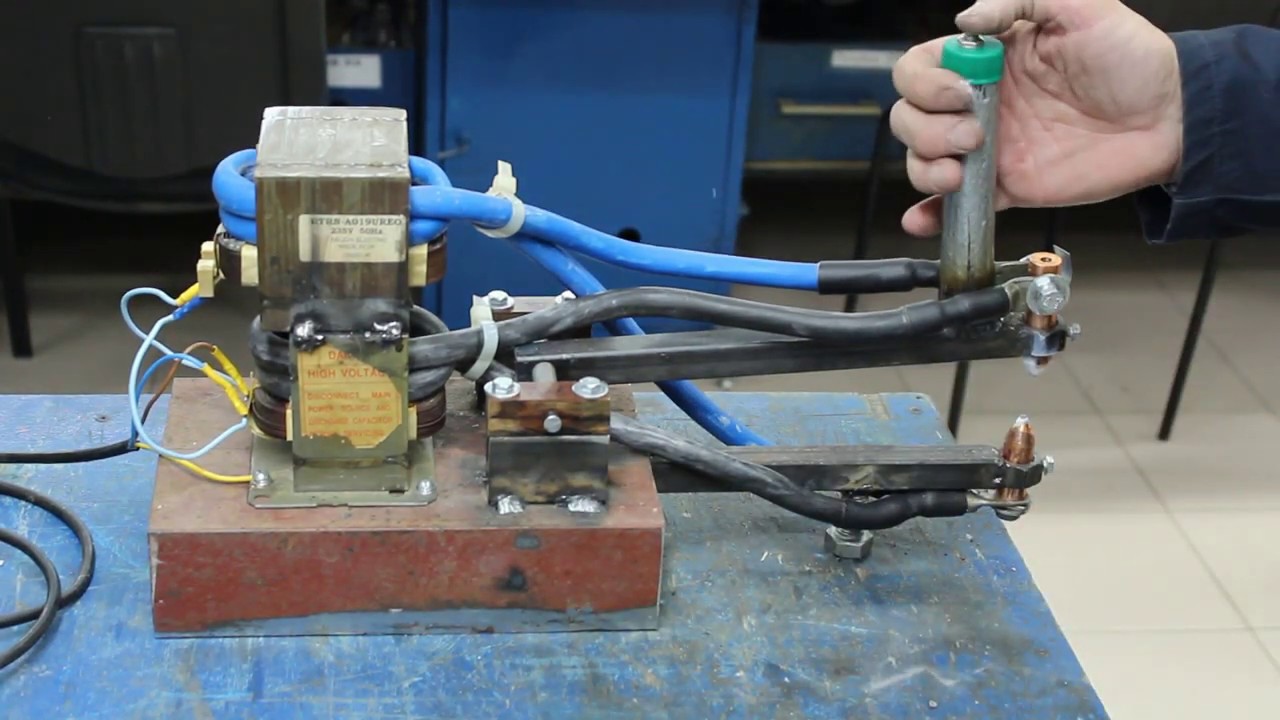 Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют.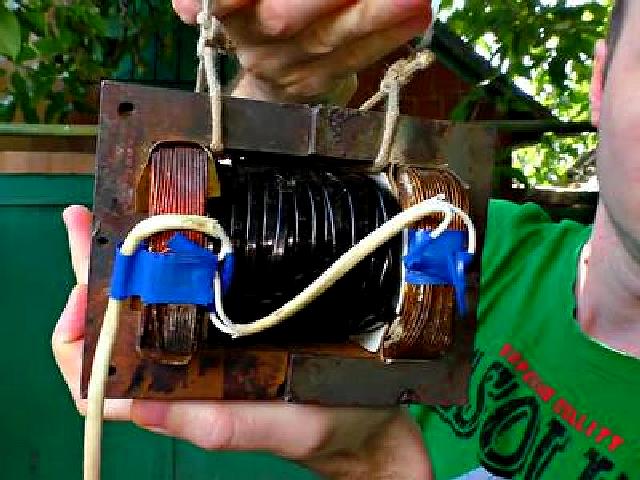 Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.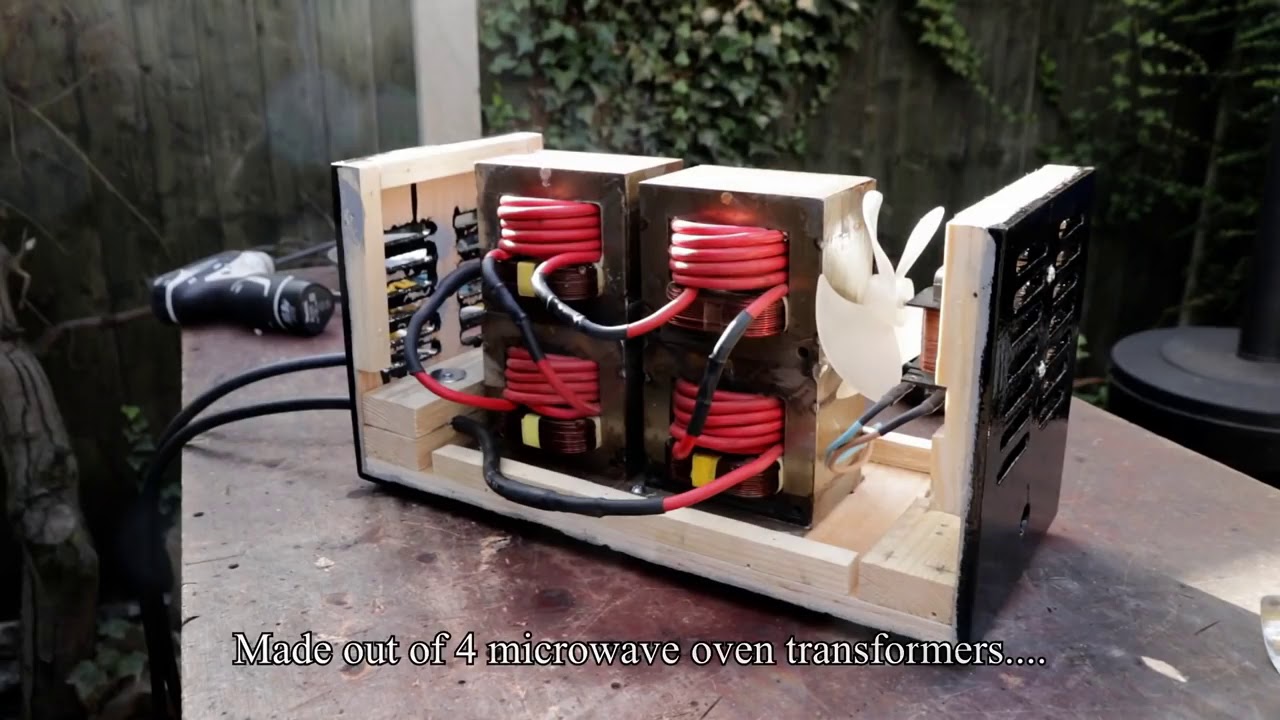
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением.![]() Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной.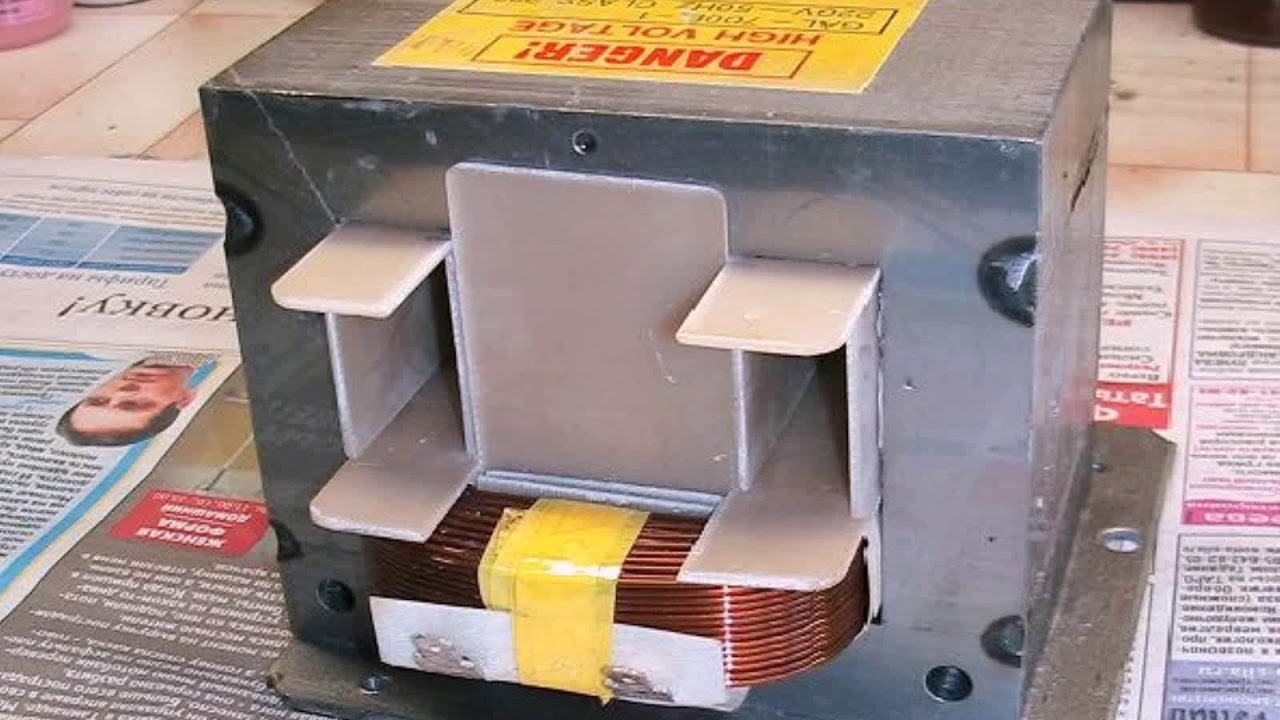 Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.Точечная сварка из микроволновки своими руками
Особенности конструкции
Споттером называют аппарат для односторонней точечной сварки, применяемый при кузовном ремонте. По конструкции прибор достаточно простой, поэтому его необязательно покупать за большие деньги.
По конструкции прибор достаточно простой, поэтому его необязательно покупать за большие деньги.
Споттер применяют для выпрямления вмятин на металле
От старой микроволновой печи для изготовления споттера можно взять и элекротрансформатор, и металлический корпус. Но при этом необходимо учитывать некоторые особенности самодельной конструкции:
- Споттер, сконструированный своими руками, по мощности будет уступать заводскому агрегату. Его получится использовать в домашнем гараже, но если речь идет о профессиональном ремонте, лучше приобрести инструмент за деньги.
- Самодельный споттер из микроволновой печи требует приложения большего усилия при рихтовке кузова и не позволяет проводить работы с высокой скоростью. Правда, для начинающих это становится скорее плюсом, при аккуратном и неторопливом выравнивании вмятины меньше риск ошибиться.
Важно! Перед началом сборки самодельного споттера необходимо учесть, что для него в любом случае понадобится приобрести дополнительные элементы — переменные резисторы, тиристоры, диоды.
Демонтаж микроволновой печи
Электромагнитный излучатель и инвертор в ней требовали высокого напряжения. Поэтому в преобразователе меньшее число витков на первичной обмотке и большее на вторичной. На последней образуется напряжение в 2 киловольта, которое затем возрастает с помощью удвоителя.
Чтобы изготовить аппарат точечной сварки из трансформатора:
- Аккуратно извлекаем его, сняв корпус и отсоединив крепления.
- Удаляем вторичную обмотку, не повреждая первичной.
- Шунты, ограничивающие силу тока, убираем.
- Многожильным проводом с сечением 1 см или собранным в жгут из нескольких тонких до такого же диаметра наматываем два-три витка новой обмотки.
Чтобы толстая изоляция не затрудняла операцию наматывания, удаляем ее и обматываем изолентой из ткани. Для того чтобы не увеличивалось сопротивление и не уменьшалась сила тока, провод должен быть минимально коротким.
Чертежи, схемы с расшифровкой споттеров из микроволновки
Споттер для кузовного ремонта из микроволновки можно изготовить только при наличии минимальных познаний в электротехнике. Перед проведением работ необходимо внимательно изучить чертежи приспособления и понять, как должны располагаться детали в самодельном устройстве.
Перед проведением работ необходимо внимательно изучить чертежи приспособления и понять, как должны располагаться детали в самодельном устройстве.
Приспособление, собранное своими руками из микроволновой печи по стандартной схеме, работает следующим образом:
- при включении прибора в сеть напряжение проходит на первый из преобразователей, понижается, а затем достигает диодного моста и превращается в переменное;
- после этого происходит зарядка конденсатора;
- прибор, запущенный в режим сварки, отключает конденсатор от моста и подключает к тиристору;
- последний запускает в работу второй преобразователь;
- конденсатор разряжается, после чего закрывается тиристор.
Сварка в этот момент прекращается, и для ее продолжения нужно повторить всю процедуру заново.
Самодельный споттер с кнопкой «Импульс» работает по системе многократных повторяющихся циклов
Классическая конструкция споттера своими руками предполагает использование двух трансформаторов от микроволновой печи. Но при желании можно взять также один элемент или сразу три.
Вне зависимости от числа трансформаторов споттер можно подключить к розетке 220 В
Количество преобразователей влияет в основном на производительность устройства. Чем больше элементов в системе, тем мощнее споттер своими руками.
Точечная сварка из микроволновки
Точечная сварка сделанная из трансформатора микроволновки, подробное описание изготовления своими руками.
Приветствую! Однажды увидел на просторах интернета, точечную сварку из трансформатора микроволновки и решил сделать и себе.
Разобрал микроволновку, достал трансформатор с сетевым фильтром микроволновки. Дальше распилил по сварным швам трансформатор для удобства демонтажа старой вторичной обмотки и намотки новой!
Для удобства сборки намотал скотч на сердечник чтоб обмотка лучше скользила при запрессовке
Первичную обмотку я оставил родную, а вторичную намотал проводом КГ-35 квадратов меди, на намотку ушел 1 метр, но чтоб выводы были по длиннее советую брать 2 метра провода.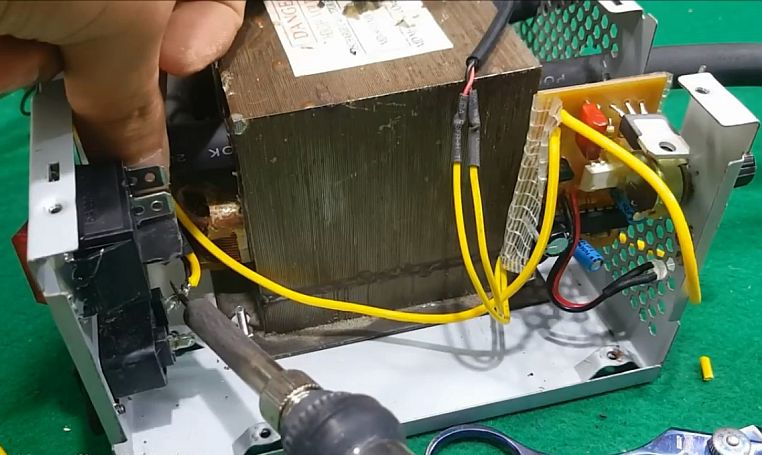 Намотал 3 витка без 1/4 витка.
Намотал 3 витка без 1/4 витка.
Первичку ставим на место.
Вторичка на месте.
Да, еще между обмотками трансформатора стояли шунты, из того-же трансформаторного железа, нужны они для ограничения тока магнитрона печки, чтоб он не пошел в разнос, я их для сварки убрал!
Это фото нашел в интернете, а то свое забыл сделать.
Сварил обратно трансформатор. Варил его сжав в тисках и сначала точечно прихватив все углы и стороны, а потом варил по одному шву давая остыть трансформатору, чтоб не погорела проводка его! Дальше из той же микроволновки сделал корпус для будущего аппарата. Потом пошла сборка: сетевой провод остался от микроволновки, потом сетевой фильтр, автомат на 25А — можно и на 16А но у меня был только на 25А. Купил наконечники 35/10 — 35 это под квадрат провода, а 10 это отверстие под болт на 10. Залудил кончики проводов и залудил наконечники, лудил в тигеле с припоем, а перед этим протравив в ортофосфорной кислоте. Далее спаял наконечники с проводниками и завершил сборку аппарата.
Напайка наконечников.
Далее было испытание: включил, замерил выходное напряжение, оно было равно 2.5 вольта, Протекающий ток на вторичной обмотке, под нагрузкой замерить было не чем так как токовые клещи уехали на поверку. Для эффектного испытания перед своими сотрудниками на работе брал гвозди 150-250 или проволоку 6мм. Во время испытания контролировал нагрев вторичной катушки, во избежание ее перегрева и выхода ее из строя. В общем 6мм проволоки перегорает за 6-8 сек, а после каждого (выпендривания) температура на трансформаторе поднимается на 8-10 градусов. Думаю поставить еще электронный термометр для контроля нагрева или термо защиту.
Вот электрическая схема.
Для использования аппарата для точечной сварки, будут сделаны медные электроды, аппаратом варил даже скрутки медных проводов, правда медно-графитовый электрод очень сильно нагревается и его нужно менять на стальной. Так же аппаратом можно разогреть заржавевшие болты и гайки, а потом после остывания их выкрутить.
Вот такой электрод использовал.
Видео испытаний самодельной точечной сварки:
Автор самоделки: Сергей Кияшкин.
Какие инструменты и материалы потребуются
Для изготовления споттера из микроволновой печи своими руками потребуется подготовить несколько основных запчастей. Среди них:
- корпус — его можно также взять от старой микроволновой печи;
- электротрансформатор — он станет основным элементом устройства;
- обратный молоток, его можно собрать своими руками или купить в готовом виде;
- сварочный кабель с клеммой для подключения к питанию и резьбой для пистолета;
- схема управления, в базовом варианте она состоит из кнопки на пистолете, провода и блока питания, приводящего систему в работу, и реле входного напряжения;
- сварочный пистолет с возможностью подключения электродов;
- кабель массы, обладающий клеммой и контактной площадкой;
- электроды для шпилек и шайб.
Также для сборки споттера потребуется подготовить рулетку и мультиметр.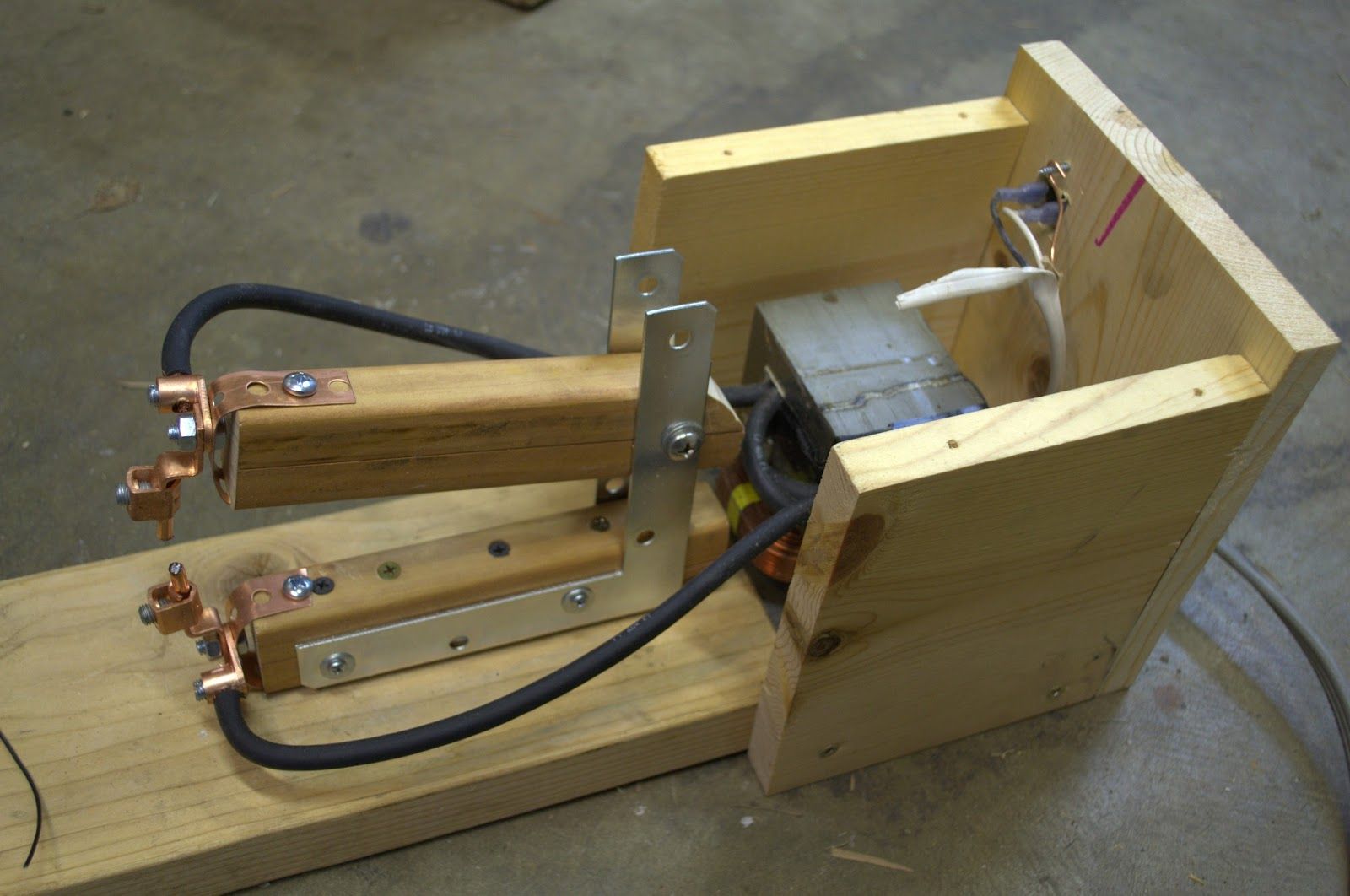
Как сделать споттер из трансформатора от микроволновки своими руками
Видео о споттере из микроволновки своими руками демонстрируют, что переделать высоковольтный преобразователь для домашнего сварочного аппарата довольно просто. Подробный алгоритм выглядит так:
- Со старой, но рабочей микроволновой печи снимают крышку, открутив удерживающие ее шурупы, и демонтируют нужный элемент. Для этого нужно предварительно отключить клеммы, соединяющие деталь с остальными частями СВЧ, и убрать винты крепления.
Перед началом работ микроволновую печь отключают от сети - Трансформатор извлекают из корпуса микроволновой печи. Поскольку для сборки споттера нужен элемент, понижающий напряжение, вторичную высоковольтную обмотку придется удалить. Для этого электротрансформатор от микроволновой печи надежно закрепляют в тисках и спиливают ненужные мотки медной проволоки с двух сторон при помощи ножовки по металлу. Остатки вторичной обмотки внутри корпуса детали сначала высверливают дрелью, а потом выбивают с использованием шпильки и молотка.

При удалении старой обмотки трансформатора от микроволновой печи важно не повредить первичные витки - Подготовленный элемент требуется перемотать в соответствии с новыми целями. Для этого берут медный провод с диаметром не меньше 16 мм и совершают 2-3 витка, этого вполне хватит для получения тока достаточной мощности.
Витки при перемотке трансформатора от микроволновки располагают поближе друг к другу - Трансформатор и элементы управления необходимо разместить в надежном корпусе. Проще всего взять металлическую коробку от микроволновой печи. Переделанный элемент размещают по центру, чтобы сбалансировать конструкцию, согласно схеме, рядом устанавливают резистор, тиристор и диодный мост, преобразующий ток из постоянного в переменный.
Закреплять компоненты споттера нужно на диэлектрическом материале, предотвращающем помехи
В заключение на переднюю панель управления самодельного споттера выводят клеммы для подключения кабелей и основные элементы для осуществления сварки. К агрегату необходимо подсоединить провода питания, обратный молоток и рабочий пистолет.
К агрегату необходимо подсоединить провода питания, обратный молоток и рабочий пистолет.
Важно! Споттер на базе трансформатора от микроволновой печи получается мобильным и достаточно легким. Поэтому к его корпусу имеет смысл приделать ручки для удобной переноски устройства.
Сварочный аппарат из микроволновки
Привет, всем. Ни одна работа с металлом, не обходится без сварочных работ. Сварка режет и соединяет металлические конструкции. Но стоит хороший сварочный аппарат немалых денег. А покупать дешёвые не имеет смысла, ибо варит такими аппаратами та ещё мука. Но сварочный аппарат можно легко изготовить своими руками. В интернете много статей, на эту тему. Ну почти все эти самодельные аппараты получаются очень слабыми. Либо мощными, но громадными, тяжелыми и неудобными. Но нашёлся один вариант изготовление сварочного аппарата, изготовил его автор канала kreosan. Отличается он от других, компактностью и мощностью. Сегодня я покажу и расскажу вам весь процесс изготовления этого аппарата. Если чего не понятно, то внизу статьи есть видео где все подробно показано. Давайте начнём, для изготовления понадобится: 1. Два трансформатора от микроволновки 2. Кабель или провод большого сечения 3. Держатель для электродов 4. Эпоксидный клей 5. Болгарка, молоток ит п инструменты
Если чего не понятно, то внизу статьи есть видео где все подробно показано. Давайте начнём, для изготовления понадобится: 1. Два трансформатора от микроволновки 2. Кабель или провод большого сечения 3. Держатель для электродов 4. Эпоксидный клей 5. Болгарка, молоток ит п инструменты
Шаг 1. Изготовление
Шаг 2. Тестирование
Тестирование
Я не разбираюсь в электронике. Если есть опасения насчёт сборки и эксплуатации этой самоделки или улучшения, то поделитесь ими в комментариях. На этом можно и закончить, спасибо за просмотр. Если статья годная, то ставим лайк.
Источник (Source)
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Как сделать споттер из двух трансформаторов от микроволновки своими руками
Один трансформатор от микроволновой печи позволяет собрать своими руками рабочий споттер, однако мощность устройства будет незначительной. Поэтому чаще используют сразу два преобразователя тока. Оба можно взять от старых СВЧ печей, если таковые есть под рукой.
Оба можно взять от старых СВЧ печей, если таковые есть под рукой.
Споттер из микроволновки своими руками пошагово с двумя электротрансформаторами ненамного сложнее с точки зрения сборки:
- Преобразователи тока для самодельного сварочного аппарата переделывают для новых целей. Вторичную обмотку на обоих элементах, взятых из микроволновой печи, полностью удаляют и наматывают несколько витков проводящей жилы с сечением 50 мм2.
При перемотке трансформаторов важно не забыть проложить между первичными и вторичными витками изоляцию - Согласно принципиальной схеме споттера своими руками электротрансформаторы, снятые с микроволновой печи, устанавливают в корпус или на открытом щите рядом друг с другом.
Между трансформаторами оставляют пространство, чтобы они не соприкасались и не перегревались - В корпус или на площадку помещают диодный мост и переменный резистор. Последнему предстоит пропускать через себя ток с минимальными значениями, поэтому его мощность не играет особой роли. Также в соответствии с выбранной схемой к системе подключают электролитический конденсатор с рабочим напряжением от 25В.
В стенках корпуса нужно предусмотреть отверстия для охлаждения или оставлять крышку открытой
В переднюю часть собранного агрегата выносят клеммы для подключения электрода и кабеля массы. Также можно установить дополнительные элементы — амперметр для контроля сварочного тока, индикаторы сети и регуляторы.
Важно! При сборке споттера с двумя трансформаторами необходимо параллельно соединить между собой их вторичные обмотки. Именно это позволит удвоить выходную мощность, оставив прежним напряжение.
Сборка трансформатора
Основным элементом любого аппарата для контактной сварки является трансформатор, который можно взять из старой, но рабочей микроволновки. Чтобы самодельное сварочное устройство было способно соединять стальные листы толщиной до 1 мм, необходим трансформатор мощностью не менее 1 кВт. В случае, если нужен более мощный аппарат для контактной сварки, потребуется два трансформатора.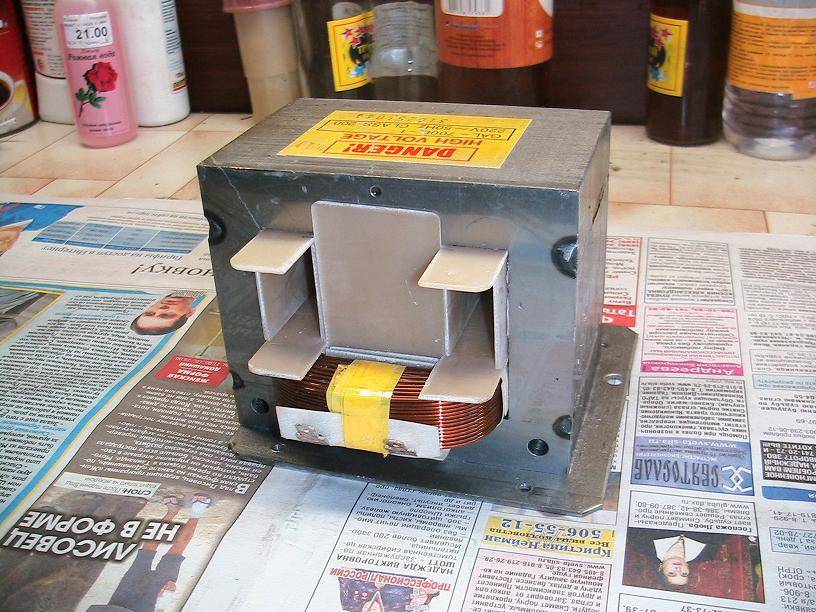
Повышающий трансформатор от микроволновки
Чтобы изготовить своими руками оборудование для контактной сварки, надо взять не весь трансформатор от микроволновки, а только его магнитопровод и первичную обмотку. Вторичную обмотку с трансформатора аккуратно демонтируют, а также из него убираются шунты, которые располагаются с двух его сторон.
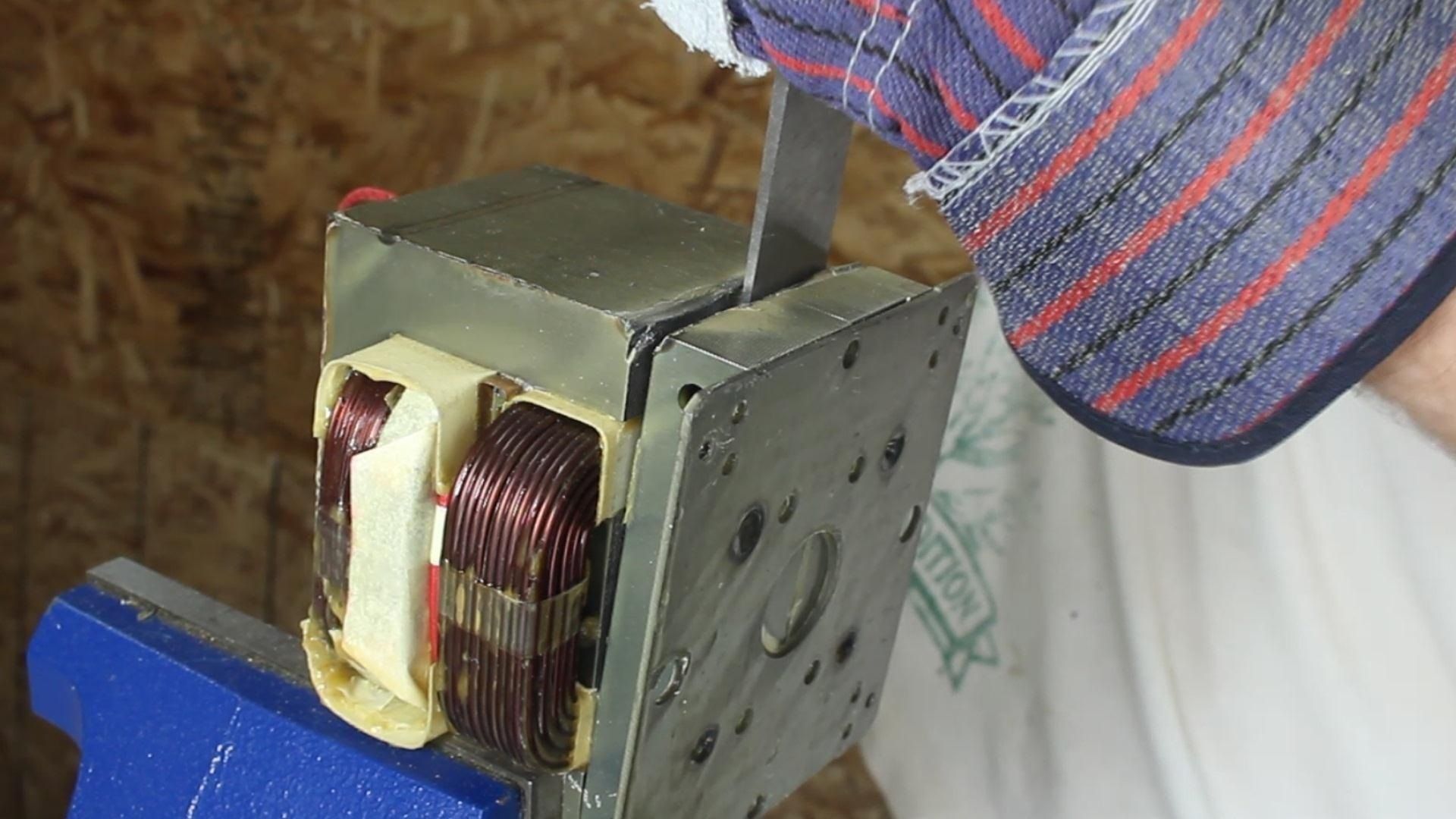
Вторичную обмотку срезаем зубилом (стамеской) или спиливаем ножовкой по металлу
Шунты удаляем
Новая обмотка на трансформатор от микроволновки делается из многожильного провода с сечением не менее 100 мм2 (или диаметром более 1 см). Будет достаточно сделать 2-3 витка. Если провод имеет слишком толстую изоляцию, то допускается удалить ее и заменить тканевой изоляционной лентой. Если используется сразу два трансформатора, то вторичная обмотка для них делается общей, но очень важно правильно соединить выводы с их первичных обмоток.
Трансформатор с новой вторичной обмоткой
Следующими этапами изготовления своими руками контактной сварки из микроволновки являются монтаж органов управления, изготовление и подсоединение электродов, установка внутренней части оборудования в надежный корпус, который тоже можно взять от вышедшей из строя бытовой техники.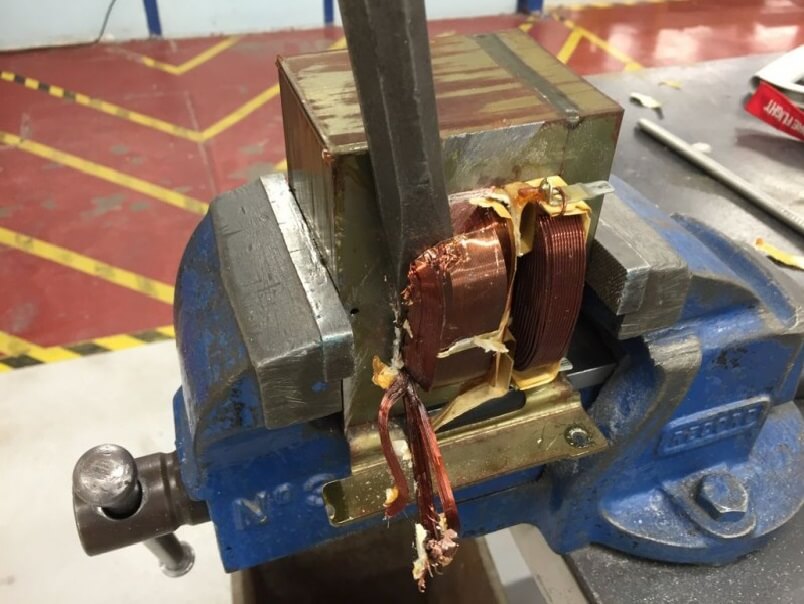
Еще одно отличное видео по теме:
Как сделать споттер из 3 трансформаторов от микроволновки своими руками в домашних условиях
Наибольшую производительность демонстрирует самодельный споттер своими руками из микроволновки, изготовленный с применением сразу трех преобразователей. Единственная сложность при его сборке состоит в том, чтобы достать детали в нужном количестве, в хозяйстве они запасены далеко не всегда. Сама инструкция по созданию агрегата остается стандартной:
- С трех электротрансформаторов из микроволновой печи аккуратно демонтируют вторичную обмотку, не повреждая первичную. На место удаленного медного кабеля наматывают новые проводящие жилы. Вторичную обмотку параллельно соединяют для всех трех элементов.
Сечение вторичной обмотки для трех трансформаторов можно взять от 60 мм2 - Трансформаторы от микроволновой печи устанавливают на листовой материал, не проводящий электричество. В корпус устройства монтируют дополнительные элементы системы, блок управления, конденсатор и резистор. Токопроводящие кабели выводят наружу, на передней панели монтируют клеммы и регуляторы.
Сварочный агрегат из трех трансформаторов по мощности получается ненамного слабее заводского
 Токопроводящие кабели выводят наружу, на передней панели монтируют клеммы и регуляторы.
Токопроводящие кабели выводят наружу, на передней панели монтируют клеммы и регуляторы.К собранному своими руками споттеру на базе микроволновой печи подключают рабочий пистолет и обратный молоток. Устройство остается проверить и убедиться, что оно выдает достаточную производительность.
Разборка микроволновки с целью переделки
Для сборки аппарата точечной сварки можно использовать практически любую микроволновку, можно даже в нерабочем состоянии. Однако трансформатор от микроволновки должен быть рабочим, поскольку именно его нужно будет подвергать основным изменениям.
Сначала нужно разобрать корпус микроволновки и добраться до её внутренних элементов. Внутри устройства расположена текстолитовая плата с трансформатором, именно её и потребуется извлечь из микроволновки. Далее, необходимо будет выпаять трансформатор и уже после этого, можно приступать к его переделке.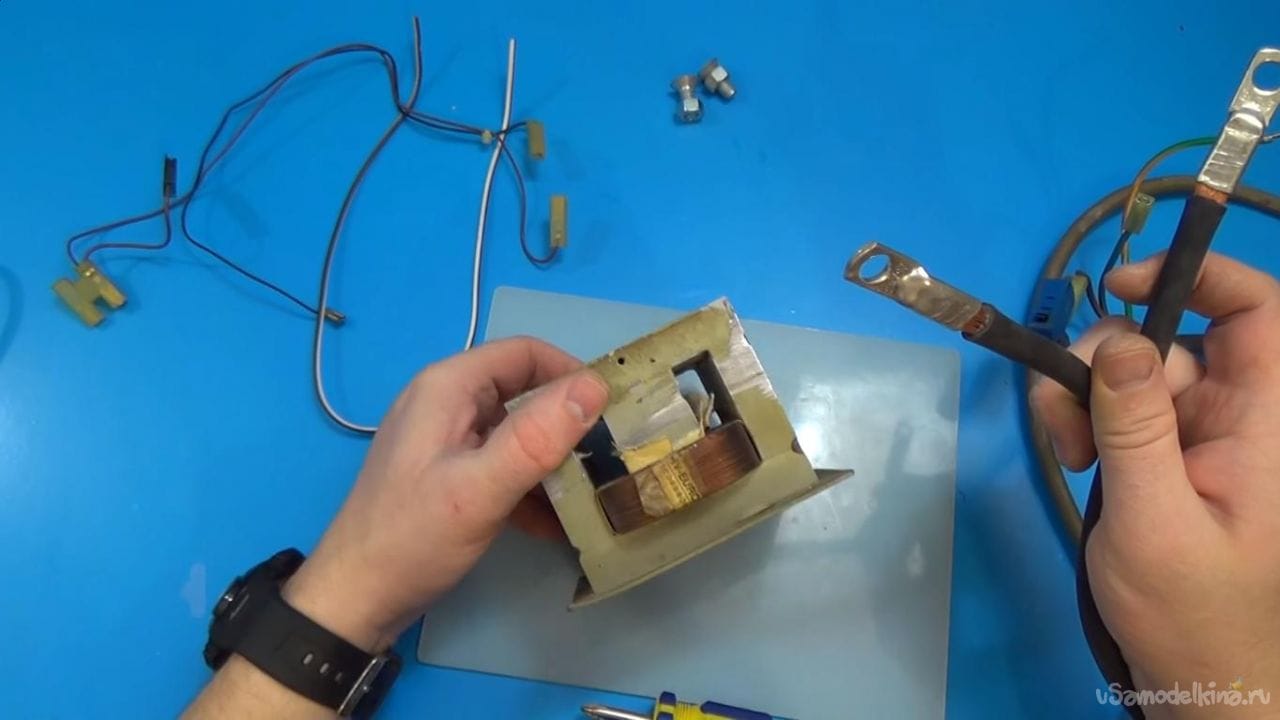
Как переделать трансформатор микроволновки под точечную сварку
В микроволновке установлен повышающий трансформатор, который способен из 220 Вольт выдать 2 500 Вольт. Именно от такого высокого напряжения и питается магнетрон микроволновой печи. С этой целью вторичная обмотка трансформатора изготовлена с большим количеством витков тонкого медного провода, при изготовлении аппарата для точечного сварки, всего этого не нужно.
Поэтому необходимо будет демонтировать вторичную обмотку с трансформатора, таким образом, чтобы не повредить первичную обмотку. Сложность её демонтажа зависит от конструкции трансформатора, поэтому может потребоваться ножовка по металлу, небольшое зубило и молоток. Очень важно при этом не повредить первичную обмотку.
Следующий шаг в переделке трансформатора, после того как вторичная обмотка удалена, намотка новой обмотки, но только другим проводом. Для этих целей потребуется толстый медный кабель, сечением не меньше 100 кв. мм. Именно данным проводом нужно намотать сверху первичной трансформаторной обмотки, вторичную, не меньше 3 витков, уложенных плотно друг к другу.
Рекомендации
При сборке споттера своими руками нужно учесть несколько важных нюансов:
- Новую вторичную обмотку для преобразователей обязательно нужно покрыть слоем надежной изоляции.
- Блок управления для самодельного споттера на базе микроволновой печи можно сделать самостоятельно по соответствующим схемам либо приобрести в готовом виде. В последнем случае процесс создания сварочного агрегата сведется к поиску преобразователей тока и монтажу элементов устройства в корпус.
- При работе со споттером кнопку импульса не зажимают надолго. Сварочное воздействие должно быть коротким, но мощным. Именно для обеспечения последнего условия агрегат делают с использованием двух и трех электротрансформаторов одновременно.
Совет! Если узлы аппарата для сварки расположены в металлическом корпусе, то между ними и стенками можно проложить обычный картон.
Технология изготовления оборудования для точечной сварки из микроволновки своими руками.
 Точечная сварка из двух трансформаторов от микроволновки Сварочный аппарат из трансформатора от микроволновки
Точечная сварка из двух трансформаторов от микроволновки Сварочный аппарат из трансформатора от микроволновкиНасмотревшись интересных видео на YouTube, а также вдохновившись вот этой темой на ЧипМейкере я тоже очень захотел сделать точечную сварку из микроволновки своими руками.
Для изготовления сварки из микроволновки я приобрел трансформатор от микроволновки, медный многожильный провод 50 кв.мм. длиной порядка 2 м, но этого оказалось много… В качестве электродов для точечной сварки я использовал жала от паяльников диаметром 13 мм, другого медного прутка в моем городе раздобыть не удалось.
Итак, как изготавливал точечную сварку из трансформатора от микроволновки.
Как сделать трансформатор
Сначала я распилил трансформатор, чтобы снять вторичную обмотку, и повторю еще раз:
Обратите внимание, что трансформатор от микроволновки опасен для жизни! Т.е. его не стоит включать в сеть для проверки, пока не удалена вторичная обмотка, т.
С медного провода на 50кв. мм я снял изоляцию, т.к. она слишком толстая и рассчитана на 600 вольт, а у точечной сварки бывает напряжение 2-3 вольта всего.
Как шутят бывалые: Хватит и папируса для изоляции 🙂
Новую изоляцию я сделал из тканевой изоленты, провод получился заметно тоньше, в итоге на трансформатор влезло 3 вика провода — это уже хорошо, с родной изоляцией влезало всего 2 витка.
Что следует учесть при намотке вторичной обмотки трансформатора для точечной сварки:
- чем толще провод вы используете, тем меньше он будет греться и больший ток во вторичной обмотке вы получите, лучше даже использовать 70-100 кв.мм. Вся проблема в том, что окно для намотки провода в трансформаторе микроволновки остается не такое большое, как хотелось бы. Но если использовать другой трансформатор с большим железом, например ОСМ-1, то можно впихнуть и провод потолще.
- чем больше витков вы намотаете, тем больше будет напряжение во вторичной обмотке, у меня получилось 2. 5 в, т.е. 0.8 в на виток, а чем выше напряжение, тем длиннее можно будет сделать провода до электродов, т.к. в проводах происходит падение напряжения.
- для наивысшего кпд сварки, провода до электродов должны быть минимальной длины, в проводах длиной пару метров, вы уже получите значительное падение напряжения, также следует максимально заполнить окно магнитопровода обмоткой.
 5 в, т.е. 0.8 в на виток, а чем выше напряжение, тем длиннее можно будет сделать провода до электродов, т.к. в проводах происходит падение напряжения.
5 в, т.е. 0.8 в на виток, а чем выше напряжение, тем длиннее можно будет сделать провода до электродов, т.к. в проводах происходит падение напряжения.После намотки вторичной обмотки транса, я склеил сердечник эпоксидной смолой.
Далее я припаял медные наконечники на концы провода от трансформатора, паял их газовой горелкой, сначала залудив их, а затем вставил в наконечники и добавлял припой пока наконечники не наполнил им полностью. Затем, после остывания я натянул на них термоусадки, которые были заранее надеты на провода. С одной стороны я зачистил наконечники до меди, чтобы избежать лишних потерь из-за сопротивления припоя. Хотя в паяном соединении уже будут потери, но тут уже ничего не поделаешь…
Изготовление электродов точечной сварки
Ознакомьтесь также с этими статьями
Для электродов, как говорилось выше, я использовал 2 жала от паяльников, отпилил необходимые куски, просверлил в них отверстия на 7 мм и нарезал резьбу М8.
Затем я сделал для них медные шпильки, еще из двух жал от паяльников меньшего диаметра 9мм — на них я нарезал резьбу М9, затем резьбу М8, чтобы получить шпильки нужного диаметра. Шпильки закручиваются в электроды, на них одеваются клеммы от трансформатора и сверху притягивается шайбой и обычной гайкой, не медной, так я получил хороший контакт с низким сопротивлением между клеммами от транса и электродами.
Электроды для своей точечной сварки я заточил как иголки, а затем изготовил третий электрод, который не затачивал — с таким электродом гораздо удобнее сваривать проволоку, а двумя острыми удобнее сваривать листовую сталь.
Корпус для сварки из микроволновки
Затем я изготовил корпус из фанеры толщиной 16 мм и верхнюю крышку из стали толщиной 1мм.
В корпус также был установлен компьютерный вентилятор с отдельным трансформатором и диодным мостом для него на 12 вольт, если есть в налчии вентилятор на 220 вольт, то конечно лишний трансформатор уже не нужен. Просто я делал из имеющихся материалов.
Просто я делал из имеющихся материалов.
Ножки у корпуса — ножки от системного блока компьютера.
На задней стенке корпуса я разместил также двухполюсный автомат на 20 А.
На передней панели корпуса я установил 2 лампы — красная — питание прибора включено, зеленая — идет сварка.
Сварочные клещи
Клещи для моей точечной сварки из микроволновки были изготовлен из профильной трубы на 15 мм, снизу нижней части установлена опора из куска профиля, чтобы аппарат не опрокидывался при сильном нажатии.
Ручка — кусок шестигранника на 12 мм и ручка от напильника. Крепление клещей — 2 уголка, купленные в магазине крепежа.
Кстати, электроды крепятся к клещам на уголках специально, чтобы можно было менять их угол наклона.
Выключатель сварки
Использован микропереключатель от микроволновки, который подает 12В на управляющую катушку реле РЭК-77/4. Т.к. моя сварка потребляет ток до 18А, я решил использовать такое реле, в нем есть 4 пары контактов, каждая из которых рассчитана на ток 10А, а соединил их параллельно и получил реле на 40А (спасибо пользователю с форума ChipMaker.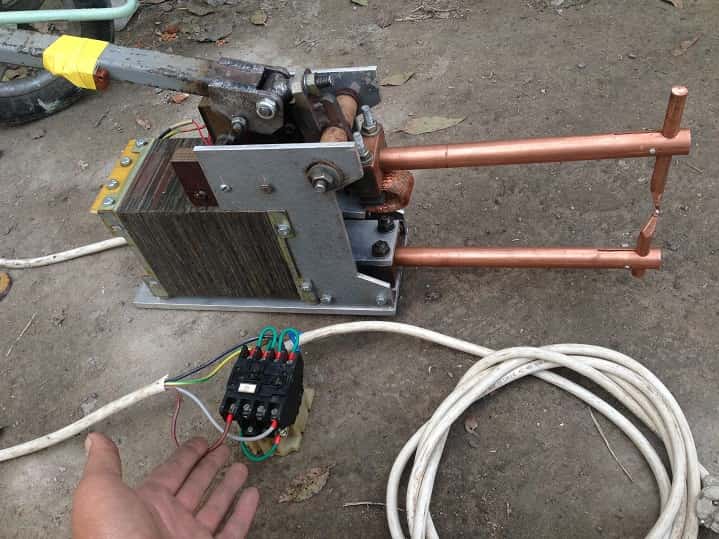 ru).
ru).
Благодаря такому реле я даже не стал сильно изолировать выключатель, т.к. на нем всего 12в и небольшой ток (можно использовать любой микропереключатель), а не 220в, если бы я использовал выключатель без реле, тем более выключатель рассчитан на максимальный ток до 15А всего.
Реле включается в первичную обмотку трансформатора, т.к. использовать реле во вторичной обмотке представляется малореальным из-за большого тока…
Что я получил в итоге
Мощность моего аппарата точечной сварки из микроволновки во время сварки порядка 4150 вт, потребляемый ток после 2 сек. сварки порядка 18 А, напряжение на вторичной обмотке получилось порядка 2.5 В, примерный ток во вторичной обмотке 1650 А.
Аппарат сваривает проволоку 3 мм очень быстро, даже плавит ее, если передержать… Сваривает листовую сталь 2 куска по 1.5 мм отлично, а также сваривает: 2 куска по 1 мм, 3 куска по 1 мм, больше еще не пробовал, думаю, что оно сможет варить сталь до 2 мм (2 куска по 2 мм).
Вторичная обмотка греется после примерно 7-10 точек.
Как можно усовершенствовать сварку из микроволновки?
- можно добавить в него реле времени, т.е. вы сможете выставлять точное время сварки, это удобно при сваривании множества одинаковых деталей.
- возможно, что стоит добавить в него термореле, чтобы при нагреве трансформатора, аппарат отключался до остывания, как в утюге
P.S. Статью написал довольно сумбурно, не все моменты рассмотрел, т.к. их довольно много, аппарат я переделывал 3 раза в течение 3 месяцев, поэтому в будущем статья будет дополняться новым подробностями и фото.
Приятно то, что сделал вполне рабочую точечную сварку из микроволновки своими руками, хотя нельзя сказать, что за так, т.к. на материалы ушло порядка 2 тыс., но настоящий плюшкин, все эти материалы найдет у себя в запасах 🙂
Фото точечной сварки из микроволновки:
Видео о точечной сварке из трансформатора микроволновки:
Сегодня хотелось бы рассказать, как делается точечная сварка своими руками из микроволновки. Данный прибор способен выдать на выходе 800 А, а этого показателя с головой хватит, чтобы сваривать тонкий (от 1 до 1.5 мм) листовой металл.
Данный прибор способен выдать на выходе 800 А, а этого показателя с головой хватит, чтобы сваривать тонкий (от 1 до 1.5 мм) листовой металл.
Разбираем микроволновку и переделываем трансформатор
Для начала возьмем микроволновку. Внутри данного прибора имеется трансформатор, в составе которого сердечник и две обмотки: первичная и вторичная.
Сердечник трансформатора запаян двумя тонкими сварными швами, как показано на картинке.
Для вскрытия шва придется воспользоваться болгаркой или ножовкой, а, чтобы добраться к обмоткам в трансформаторе, потребуется поработать молотком и долотом.
При извлечении первичной обмотки следует быть предельно осторожным и не повредить её, потому, что она будет использоваться нами в дальнейшем.
Намотка вторичной обмотки обычно очень плотная, поэтому она извлекается с трудом. Так как для сварочного аппарата она не пригодится, то её можно распилить и вытащить частями.
После окончания описанных действий, вы должны получить в свое распоряжение целую и неповрежденную первичную обмотку трансформатора и его сердцевину, разделенную на два куска.
Намотка трансформатора
Следующий шаг – намотать вторичную обмотку трансформатора. Как материалом для вторичной обмотки воспользуемся медным кабелем, толщина которого будет приблизительно равняться прорезям сердечника. Кабель наматывается двумя витками.
После намотки кабеля, нужно произвести склейку сердечника трансформатора и основания. Для этого пользуемся обычной 2-х компонентной эпоксидной смолой.
Когда произойдет высыхание эпоксидки, вид трансформатора должен быть приблизительно таким.
Выходное напряжение в трансформаторе — 2 В, однако, ток — 800 А.
Проверим работоспособность точечной сварки:
Корпус для точечной сварки
После этого, следует заняться изготовлением корпуса для нашего прибора. Он может быть даже деревянным.
Заднюю панель корпуса нужно оборудовать выключателем и проводом питания, для которых следует вырезать пару отверстий.
Следующий этап – это шлифовка, грунтовка и окраска всех деталей
Когда произойдет высыхание окрашенного корпуса, следует окончательно собрать наш прибор.
Следует отрезать два медных проводка, примерно 2.5 см в длину, они будут служить электродами, и зажать их в держателях.
После этого, производим монтаж выключателя кабеля питания к задней панели устройства.
Осуществляем крепление трансформатора на деревянную основу обычными саморезами. Одним из этих саморезов крепится клемма, от которой выводится «земля».
Электрическая составляющая прибора на этом завершена, однако, чтобы обеспечить большую безопасность и удобство, выполним монтаж еще одной кнопки (микрика), которая крепится к верхнему рычагу с некоторым уклоном. Это делается для обеспечения работы точечной сварки только при включенном выключателе и нажатом микрике.
Не стоит забывать о тщательной изоляции всех соединений!
Крепление рычагов производится так: рычаги располагаются один поверх другого, а в боковушках сверлятся отверстия для них, к которые вставляются обычные гвозди, кончики которых загибаются.
Установка контактных электродов выполняется с торцов рычагов.
При выполнении различных ремонтных работ иногда возникает необходимость надёжно скрепить между собой тонкие металлические листы или их фрагменты. Идеальным вариантом в этом случае является применение электрической .
В отличие от аппаратов, предназначенных для ручной электродуговой сварки, которые давно стали привычными атрибутами домашних мастерских, приспособления для контактной точечной сварки встречаются гораздо реже.
Главное, чтобы выбранный кабель прошёл в окно магнитопровода. Наматывают два витка выбранным проводником на месте удалённой вторичной обмотки. Теперь можно провести первое испытание сделанного своими руками трансформатора из микроволновки для точечной сварки.
Концы кабеля зачищают от изоляции. Соблюдая правила безопасности, подключают трансформатор микроволновки в сеть 220 вольт. С помощью вольтметра измеряют напряжение на вторичных выводах (то есть, на выводах сварочного кабеля).
Если напряжение находится в пределах 2 – 4 вольта, всё в порядке. После этого проверяют работу трансформатора в режиме точечной сварки, то есть, в режиме короткого замыкания.
Для проверки рабочим током будущего аппарата точечной сварки из трансформатора микроволновки, зачищенные концы сварочного кабеля надёжно соединяют между собой, используя болтовое соединение.
Охватывают вторичный проводник токоизмерительными клещами и кратковременно включают трансформатор. По индикатору токоизмерительных клещей отслеживают значение тока короткого замыкания. Если его величина около 500 ампер и выше, значит, всё сделано правильно.
Сборка аппарата
Для того чтобы аппаратом точечной сварки, сделанным из микроволновки, можно было пользоваться, его необходимо снабдить рычагом для зажима заготовок, контактными точечными электродами и выключателем.
Рычаг, обеспечивающий точечное сжатие заготовок, а также корпус для трансформатора, можно изготовить из дерева. На концах плеч рычага располагаются электроды из толстых медных прутков. К электродам надёжным болтовым подключают выводы сварочного кабеля. В удобном, легкодоступном месте располагают выключатель.
На концах плеч рычага располагаются электроды из толстых медных прутков. К электродам надёжным болтовым подключают выводы сварочного кабеля. В удобном, легкодоступном месте располагают выключатель.
Теперь сделанная своими руками точечная сварка из микроволновки, готова к работе. Свариваемые заготовки помещают между электродами, зажимают их рычагом и включают ток. Так происходит сваривание.
Из 2-х трансформаторов от старой микроволновой печи можно сделать своими руками полезную приспособу для домашней мастерской и гаража — контактную точечную сварку.
Контактная точечная сварка дает возможность работать с самыми разными металлами и их сплавами, что делает ее универсальной в бытовом использовании.
Первым делом демонтируем трансформаторы из корпуса микроволновки. После этого нужно будет аккуратно удалить «родную» вторичную обмотку, не повредив первичную.
Самый простой способ «безболезненно» удалить вторичную обмотку — это обрезать болгаркой выступающие витки.
После этого с помощью электродрели нужно просверлить отверстие внутри трансформатора и вытянуть оставшиеся проводки наружу узкогубцами.
Основные этапы работ
После того как извлекли из трансформатора вторичную обмотку, убираем все лишнее, включая металлические проставки. Должна остаться только вторичная обмотка.
Такую же операцию нужно будет проделать со вторым трансформатором. Потом оба трансформатора мастер сваривает между собой.
Вместо вторичной обмотки на двух трансформаторах автор использует толстый многожильный кабель, который предназначен для сварочного аппарата. Достаточно сделать всего по два витка. Вторичные обмотки подключаются параллельно.
В качестве основания используется кусок швеллера шириной 160 мм. В нем надо просверлить пару отверстий диаметром 8 мм, затем прикручиваем перфорированный профиль. Также к швеллеру надо приварить два уголка с отверстиями.
Сборка точечной сварки
В основании необходимо просверлить четыре отверстия. Затем устанавливаем трансформаторы, предварительно соединив параллельно две первичные обмотки. Делаем все так же, как и со вторичными.
Затем устанавливаем трансформаторы, предварительно соединив параллельно две первичные обмотки. Делаем все так же, как и со вторичными.
Интересуетесь, как сделать сварочный аппарат из микроволновки в домашних условиях на базе трансформатора устаревшей СВЧ печи без крупных вложений и специального оборудования по отработанной схеме? Подскажем. Самоделка в импульсном режиме даёт 5-кратное увеличение мощности, ампераж возрастает в 200 раз. Площадь взаимопроникновения до Ø 10 мм.
Из микроволновки без регулировки силы переменного тока с производственным аппаратом не сравнится, но в рамках бытовой надобности справится с работой не хуже.
Базовый элемент устройства трансформатор . Поиск и приобретение фабричного изделия необязательны, если есть бывшая в употреблении микроволновая печь большой мощности.
Принципиальная схема сборки в обоих случаях однотипна. Визуальный критерий выбора микроволновки для разборки – габариты. Мощность трансформатора жёстко увязана с объёмом.
Коэффициент трансформации в этом случае обеспечит увеличение входного напряжения достаточной величины:
- мощность в 1 кВт обеспечит сварку листов в 1 мм;
- 2 кВт – 1,8 мм.
Потребление напряжения холостого хода незначительно: в пределах 3 В, влияние на глубину и качество проплава не оказывает . Скоростное соединение деталей под давлением для устранения зазора термоэлектрическим методом относится к экономичным и безопасным.
Демонтаж трансформатора магнетрона без повреждений – полдела. Необходимо проверить целостность первичной обмотки, которая станет рабочим органом. Вторичная обмотка повышающая, выполнена из провода меньшего сечения, количество витков увеличено.
Разборка трансформатора
Извлечённый с места установки с помощью отвёртки трансформатор-донор для сварочного из микроволновки мощностью 0,8–1 кВт ценен магнитопроводом и первичной обмоткой
. Демонтаж вторичной обмотки упрощается, если магнитопровод разделить на 2 части по сварному шву.
Но стоит учесть 2 момента:
- в большинстве случаев откроется первичная обмотка, которую из-за плотности посадки снять и установить повторно будет затруднительно;
- резка шва и восстановление целостности сердечника точные операции, лучше обойтись без упрощения, если нет уверенности.
Безопасное освобождение окна без разделения корпуса предусматривает следующие операции:
- Закрепление трансформатора в тисках либо прижатие к верстаку струбциной.
- Между обмотками установить деревянные прокладки, гофрокартон.
- Остро заточенной стамеской срубается наружная чисть вторичной обмотки. Рекомендации по спиливанию ножовкой менее удачны – придётся разрывать проволочки, потерявшие лаковый слой пропитки.
- Шунты для ограничения силы тока удаляются за ненадобностью.
- Плотно забитые провода в окнах высверливаются в несколько приёмов дрелью без касания сверлом стенок корпуса.
- Остатки удаляются плоскогубцами и выколоткой без излишних усилий.

Заключительные действия направлены на окончательную очистку проходов под внедрение проводника большого сечения. Пользуемся только ручным механическим инструментом, чтобы избежать травмирования поверхностей изоляторов.
Подбор кабеля на вторичку
Подбор материала ведётся на основе опыта самодельщиков, расчёты не понадобятся . Промер окон даст понятие о необходимом сечении проводника. Достаточно сделать 1,5–3 оборота, чтобы выходной ток достиг величины порядка 1000 А.
Многожильный кабель предпочтительнее пучка отдельных проводников. Мягкий провод в изоляции с высокими характеристиками синтетической плёночной изоляции и верхнего слоя толщиной 1,2 мм предпочтительнее провода в шланговой резине, который и протягивать трудно, и толщина защитного слоя в 2,2 мм отнимет много места.
Потребуется приобрести 2 м медножильного мягкого кабеля с показателем суммарного сечения жил не менее Ø 10 мм типа КГ 1х35 (ориентируйтесь на 70 мм 2) . Какие паспортные характеристики проводника понижающей обмотки важны при выборе:
- долговременная эксплуатация под напряжением до 1000 В;
- перенесение кратковременных импульсов до 1200 А;
Добавление новой обмотки
Ограничение пространства окон потребуют ухищрений.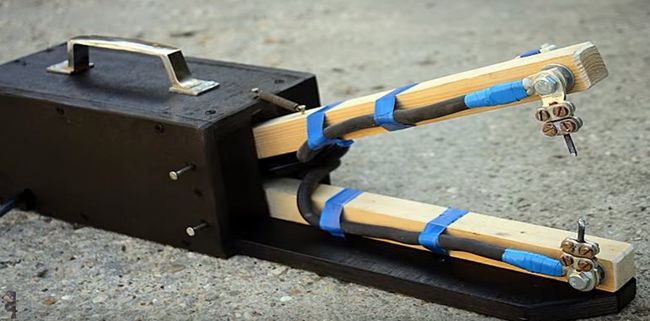 Облегчение скольжения обеспечивается наложением на внутренние поверхности сердечника 2 слоёв скотча. На углах дополнительные накладки. Нанесение продольных полос парафином на проводник увеличит скольжение.
Облегчение скольжения обеспечивается наложением на внутренние поверхности сердечника 2 слоёв скотча. На углах дополнительные накладки. Нанесение продольных полос парафином на проводник увеличит скольжение.
Прокладки из текстолита, если не сохранилась оригинальная изоляция внутри сердечника, будут на пользу. Не забудьте посадить на клей!
Протяжённость кабеля учитывает метраж выводов, и дополнительное удлинение для удобства натяжения при протяжке и укладке по месту. Величина сечения компенсирует уменьшение количества витков.
Максимальное количество витков не превышает 3 . Точность расчёта укладки и протяжки обеспечит равную длину выводов. Первый виток фиксируется встречными деревянными клиньями. В дальнейшем трение воспрепятствует скольжению и сдвигу. Натяжением устраняем слабину. Борьба за укорачивание провода – это увеличение тока за счёт снижения сопротивления проводника.
Манипуляции с изменением соотношения количества витков при начальной мощности трансформатора в 0,8 кВт меняют показатели напряжения и тока в десятки раз. Контрольные показатели катушки в сборе укладываются в рамки:
Контрольные показатели катушки в сборе укладываются в рамки:
- разбег величин напряжения холостого хода – 1,5–3 В;
- импульсный ток min – 800 А.
На этом этапе заботимся об установке защитного кожуха и заземления.
Желание удвоить, утроить мощность осуществляется включением дополнительных сборочных единиц. Вариант с упрощением предусматривает последовательное соединение вторичных обмоток. Корректность соединения проверяется прозваниванием цепи во избежание короткого замыкания.
Точечная сварка своими руками из микроволновки с двумя трансформаторами подчиняется простым правилам сложения: ампераж на выходе при последовательном соединении суммируется . Импульсный сварочный ток так же складывается, но минусуются потери сопротивления электроцепи .
Требуется соблюдение следующих условий при объединении трансформаторов:
- количество витков вторичных обмоток уравнивается;
- во избежание противофазы с падением напряжения до нулевой отметки согласовывается направление витков.

Второй способ соединения мощности в единый блок представлен на фото ниже. Следуем тем же правилам последовательного соединения, но одним проводом. Трудоёмкость протяжки и укладки выше.
Трансформаторы с превышением силы тока в 2000 А предназначены к подключению в промышленную сеть. Бытовая сеть не рассчитана на такие нагрузки.
Определение правильности последовательного соединения трансформаторов
Выводы перемотанных сблокированных устройств точечной сварки из микроволновки могут оказаться без заводской маркировки. Тестирование правильности соединения проводится по шаблонной методе:
- Последовательно соединяются пары первичных и вторичных обмоток.
- На коллективный вход подаётся напряжение, на выходе устанавливается вольтметр переменного напряжения.
- Превышение показателя сети говорит об ошибке сборки – спарены разноимённые выводы: идёт обратный процесс, вторичные обмотки повышают, на первичках падение напряжения.
- Отсутствие напряжения – одно из парных соединений выполнено верно, другое – одноимёнными клеммами; Порядок подключения следует изменить.
- Параллельность соединения выразится в удвоении мощности при показателе напряжения, равным сетевому.
- Корректное подключение даст на выходе сумму расчётных 3–6 В.
Электроды
Подбор материала ограничен медью и сплавами . Торговая сеть предлагает промышленные изделия из бронзы, латуни всевозможных конфигураций. Они предназначены для интенсивного использования, быстрой замены. Державки придётся искать или заказывать под посадочные места.
Самостоятельное изготовление из прутков, адаптация жал паяльников подчиняются требованиям целесообразности:
- Соответствие размера сечению провода понижающей обмотки.
- Форма наконечника выполняется с учётом того, что площадь ядра сварки увеличивается относительно поверхности контакта до 3 раз.
- Величина усилия сказывается на способе крепления, формировании оголовка: металлический рычаг клещевого типа развивает давление более 100 кг.
- Ориентация электродов завязана с родом деятельности: сварку внахлёст ведут встречными электродами, аккумуляторов – расположенными параллельно.
- Минимизация диаметра конца электрода допускает снижение усилия сдавливания при хорошем качестве соединения.
Таблица размерного ряда электродов для сварки внахлёст конструкционных сталей. В скобках указаны размеры для сварки сплавов алюминия и меди:
| Потребная глубина сварки | Размеры электродов | ||
| Ø тела электрода | Ø спущенного конуса | R сферы | |
| 0,5–0,8 | 12 (16) | 4 | 20 (35) |
| 1–1,2 | 14 (18) | 5 | 30 (50) |
| 1,5 | 16 (20) | 6 | 50 (75) |
| 2 | 20 (25) | 8 | 70 (100) |
| 3 | 24 (32) | 12 | 100 (150) |
Мастеру-самодельщику есть резон остановиться на резьбовом соединении. Жёсткой посадки в домашних условиях добиться сложно. Стяжка болт-гайка с фрезерованными лысками под ключ в этом случае лучший выход .
Альтернативой такому соединению выступает аналог с креплением наконечника к электроду винтовой парой. Этот вариант позволит сэкономить по крайней мере 2 соединительных узла. Величина отверстия превышает диаметр винта не более 0,5 мм. Трудоёмкость изготовления компенсируется надёжностью стяжки.
Концы электродов протачивают на конус . Точки контакта не заостряют, оформляют сферическую поверхность. Шаровый профиль менее поддаётся подгоранию при проскакивании искр разряда, вызванных недостаточным сжатием. Восстанавливается чистота и целостность рабочих зон округлыми движениями напильника.
При планировании активной эксплуатации устройства точечной сварки из микроволновки в качестве производственного оборудования по ремонту автомобилей, другом виде бизнеса, оправдан заказ дублирующих пар электродов. Срок жизни расходных электродов из красной меди короток.
Установка
Важнейшим пунктом выполнения инструкции по изготовлению, эксплуатации точечной сварки из микроволновки есть и будет сокращение протяжённости проводников и плотность соединений. Эти факторы – постоянный источник потерь мощности.
Эти факторы – постоянный источник потерь мощности.
Если сокращение длины токонесущих составляющих выполняется на этапе изготовления, количество узлов соединений сокращается до минимума, то оставшиеся разборные контакты и неподготовленные достаточным образом долговременные соединения – источник постоянных потерь.
Обжимные соединения
То, что хорошо для линейных схем, в сварочном аппарате из микроволновки своими руками даёт осечку. Превратим обжим медного наконечника на проводе из очага роста сопротивления в подобие монолита в два дополнительных шага , благодаря чему наконечник и проводник становятся одним целым:
- лужение зачищенного конца кабеля тугоплавким припоем на полную глубину;
Нижний опорный электрод крепится неподвижно к основанию агрегата. Если основа металлическая, прокладка из диэлектрика обязательна. Подвижный верхний крепится на рычаге, обеспечивающем прилегании деталей без зазора за счёт физического усилия.
Возникает вопрос о соосности электродов. Ось и втулка рычага выполняются без люфта во избежание расхождения центров, иначе расплавления заготовок не произойдёт
. При упрощении конструкции втулка подгоняется под размер стяжного болта.
Ось и втулка рычага выполняются без люфта во избежание расхождения центров, иначе расплавления заготовок не произойдёт
. При упрощении конструкции втулка подгоняется под размер стяжного болта.
Органы управления и контроля
Контрольный орган у сварочного аппарата из микроволновки один – светодиод , предупреждающий, что на сварочное устройство подаётся электроэнергия. Забота о безопасности – вопрос первостепенный. Управление осуществляется силовым рычагом и кнопкой периодического включения.
Длина плеча рычага определяет прилагаемое усилие. Для мощного агрегата применяют трубу прямоугольного сечения. Отношение расстояния ось-электрод к длине рычага показатель кратности увеличения давления.
Возвратный механизм в исходное положение – пружина или резина. Опорная платформа в этом случае усиливается. Принимаются меры воспрепятствования опрокидыванию: к верстаку конструкция крепится струбцинами, саморезами.
Микропереключатель монтируется на рукоять, чтобы высвободить вторую руку. Подключается прерыватель только к цепи первичной обмотки . В момент создания достаточного давления палец касается включателя – подаётся ток.
Подключается прерыватель только к цепи первичной обмотки . В момент создания достаточного давления палец касается включателя – подаётся ток.
Пользователь визуально оценивает результат проплавления, ориентир – изменение цвета точки контакта. Ослабление нажатия на кнопку прерывает подачу энергии. Кратковременность включений не исключает перегрева агрегата.
Электроды, трансформатор, проводники работают в экстремальных условиях. Перерывы на охлаждение либо принудительное вентилирование – необходимость.
Самодельная точечная сварка из микроволновки
Наиболее простой конструкцией для самостоятельного изготовления обладает сварочный аппарат, основанный на принципе работы контактной или точечной электросварки. Причем такая точечная сварка своими руками из микроволновки будет являться и самой доступной технологией не только в плане необходимого багажа знаний, но и по величине затрат для достижения поставленной цели.
Что такое контактная сварка
Контактной точечной сваркой называют способ соединения заготовок в виде листов металлопроката или приваривание к конструкциям различных штучных изделий: болты, шайбы, заклепки и многое другое. Наиболее широкое применение эта технология контактной сварки нашла в таких отраслях промышленности, как автомобилестроение, самолетостроение и приборостроение. Обладание аппаратом точечной сварки дает ряд преимуществ и дополнительных возможностей, а именно: возможность сварки изделий из листового металлопроката с малой толщиной; способность сваривать легкоплавкие металлы; аккуратный и прочный сварочный шов.
Наиболее широкое применение эта технология контактной сварки нашла в таких отраслях промышленности, как автомобилестроение, самолетостроение и приборостроение. Обладание аппаратом точечной сварки дает ряд преимуществ и дополнительных возможностей, а именно: возможность сварки изделий из листового металлопроката с малой толщиной; способность сваривать легкоплавкие металлы; аккуратный и прочный сварочный шов.
Основным достоинством контактной точечной сварки является то, что на ней можно научиться работать самостоятельно, имея всего лишь базовый уровень знаний. Для этого необходимо немного потренироваться и вы сможете добиться при работе на таком аппарате высокой производительности, при сравнительно небольших затратах расходных материалов и электроэнергии.
Трансформатор
Основной составляющей частью любого сварочного аппарата, использующего электрический ток для процесса термического соединения различных металлов, является силовой трансформатор, если не учитывать современные электронное инверторное сварочное оборудование. Причем будущий сварочный трансформатор должен иметь большой коэффициент трансформации для способности генерации больших сварочных токов.
Причем будущий сварочный трансформатор должен иметь большой коэффициент трансформации для способности генерации больших сварочных токов.
Процесс контактной точечной электросварки основывается на законе Ленца-Джоуля, который говорит, что электрический ток при протекании через проводник выделяет количество теплоты, равное квадрату силы электрического тока, умноженному на сопротивление участка этого проводника за единицу времени: Q = I**2 x R x t.
То есть, при силе тока, к примеру, в 1000 ампер на небольшом участке контакта будет выделяться большое количество тепловой энергии. В зависимости от длительности времени прохождения электрического тока сначала тепловой энергии будет хватать для того, чтобы расплавить участок контакта легкоплавких алюминиевых листов, а при длительном контакте — точечно сплавить стальную жесть. Отсюда одним из лучших кандидатов для изготовления аппарата точечной сварки своими руками будет силовой трансформатор, взятый из старой сломанной микроволновки. Как правило, мощность таких повышающих трансформаторов от микроволновой печи колеблется в пределах от 700 ватт до 1,5 киловатта, что вполне достаточно.
Как правило, мощность таких повышающих трансформаторов от микроволновой печи колеблется в пределах от 700 ватт до 1,5 киловатта, что вполне достаточно.
Имейте в виду: что в качестве сварочного трансформатора можно взять любой подходящий силовой трансформатор с мощностью примерно в 1 кВт, но наиболее удобным все-таки, на наш взгляд, является преобразователь напряжения от микроволновой печи, его проще переделать.
Пошаговая инструкция
Прежде всего, для этого нам понадобится минимум инструмента и приспособлений, которыми вполне располагает, пожалуй, любое домашнее хозяйство, а именно: небольшая углошлифовальная машина с отрезным кругом по металлу; электродрель или шуроповерт со сверлами; молоток и зубило; набор слесарного инструмента в виде плоскогубцев, различных отверток и т. п.
Итак, приступаем:
1. Берем силовой трансформатор от микроволновой печи и демонтируем вторичную обмотку, она будет большей по объему, главное, не перепутайте. Для этого лучше всего разрезать по краям в месте сварки стальной сердечник и выбить ненужную обмотку молотком и зубилом. Но также можно попробовать аккуратно срезать болгаркой или ножовкой по металлу выступающие края этой обмотки, а оставшиеся ее части в стальном сердечнике просто выбить зубилом.
Берем силовой трансформатор от микроволновой печи и демонтируем вторичную обмотку, она будет большей по объему, главное, не перепутайте. Для этого лучше всего разрезать по краям в месте сварки стальной сердечник и выбить ненужную обмотку молотком и зубилом. Но также можно попробовать аккуратно срезать болгаркой или ножовкой по металлу выступающие края этой обмотки, а оставшиеся ее части в стальном сердечнике просто выбить зубилом.
Важно! Ни при каких обстоятельствах не повредите первичную обмотку, она является основным элементом будущего сварочного трансформатора. Ее можно не снимать с сердечника.
2. Изготавливаем вторичную обмотку нашего будущего сварочного трансформатора. Для этого нам понадобится отрезок медного изолированного провода сечением примерно в 50 мм2 или около 8-10 мм в диаметре (визуально в палец толщиной) и длиной в 70-100 сантиметров. Основным условием при выборе такого провода — это то, что он должен быть обязательно новым и неповрежденным.
Наматываем этот медный проводник на центральный магнитопровод стального сердечника нашего трансформатора так, чтобы получилось два-три полных витка. Причем это надо сделать таким образом, чтобы витки на магнитопроводе были серединой медного проводника, а оставшиеся концы были примерно равными по длине.
Причем это надо сделать таким образом, чтобы витки на магнитопроводе были серединой медного проводника, а оставшиеся концы были примерно равными по длине.
3. Собираем сварочный трансформатор. Для этого разобранные части стального магнитопровода устанавливаем на место их ровно так, как они стояли, предварительно перед этим смазав места контакта эпоксидной смолой или другим клеем, подходящим для этих целей. Зажимаем всю конструкции в тисках и ждем полного затвердевание клея.
Конечно, если есть возможность, то можно сварить эти части магнитопровода, но при этом необходимо надежно защитить обмотки трансформатора от возможного повреждения расплавленным металлом или искрами.
4. Закрепляем изготовленный сварочный трансформатор на платформе, лучше всего для этого взять какое-нибудь изолированное основание в виде прочной пластмассовой пластины, деревянной доски или толстой фанеры. Размерами примерно по ширине в 150 мм и длиной от 300 до 700 мм, что будет определять в дальнейшем глубину свариваемой заготовки.
Сам трансформатор стоит укрыть защитным коробом, в котором необходимо выполнить вентиляционные отверстия для естественного охлаждения.
5. Далее изготавливаем сварочные контакты. Причем один из них должен быть неподвижный и выдерживать большие нагрузки, поэтому делаем его из прочного кронштейна, который жестко закрепляем на основании трансформатора. К этому кронштейну с помощью медного наконечника подключаем один из концов провода вторичной обмотки.
Другой контакт необходимо выполнить подвижным так, чтобы он мог ровно смыкаться с неподвижным, но в не рабочем состоянии быть нормально разомкнутым. Для этого делаем конструкцию второго контакта в виде рычага, который закрепляем на основании и подпружиниваем с помощью эластичной резиновой ленты или стальной пружины. На рычаге крепим кронштейн сварочного контакта, на который подключаем второй, оставшейся провод вторичной обмотки сварочного трансформатора.
Сварочные контакты проще всего сделать из медного прута 10-20 мм в диаметре, сделав при этом конусообразные заострения на концах.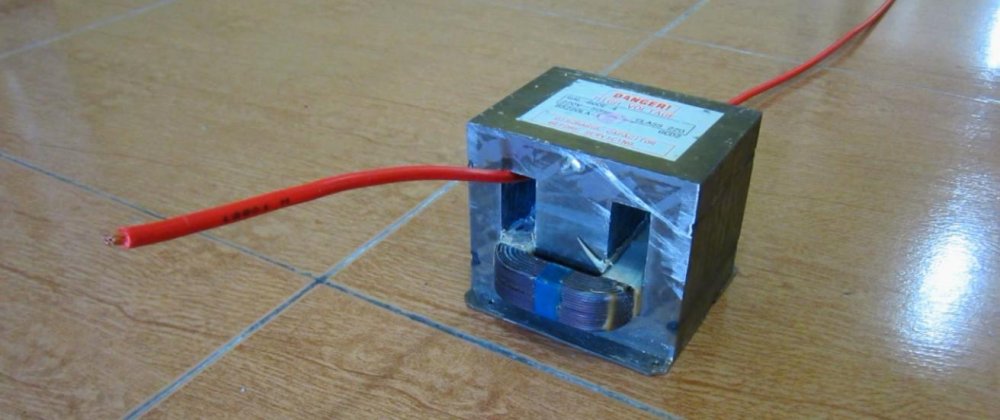 Можно, конечно, использовать специально предназначенные для контактной сварки стержни из вольфрама или на основе сплавов бериллиевой бронзы с цирконием.
Можно, конечно, использовать специально предназначенные для контактной сварки стержни из вольфрама или на основе сплавов бериллиевой бронзы с цирконием.
6. В завершение делаем электрическую часть , то есть подключаем первичную обмотку к сети 220 В. Для этого также можно воспользоваться шнуром питания с вилкой от нашей разобранной микроволновой печи, тем более он там больше уже не нужен.
Для автоматизации процесса сварки необходимо сделать выключатель. Лучше всего для этих целей подойдет так называемый микрик или выключатель нажимного типа, его также можно взять из микроволновки, он будет находиться в цепи блокировки открытия дверцы. Микровыключатель ставим на разрыв первичной обмотки, то есть сети 220 В, а расположить его удобней всего, закрепив на рычаге подвижного контакта.
Внимание! Все контакты и оголенные части электрической цепи 220 В, изготовленного нами сварочного аппарата, необходимо тщательно изолировать с помощью ПВХ изоленты.
7. Все, точечная сварка из микроволновки готова. Вам остается для начала потренироваться, чтобы понять, как протекают основные процессы сварки для различных металлов в зависимости от формы и толщины изделий. А вот после этого можно приступать к практическому применению вашего аппарата контактной сварки по непосредственному предназначению.
Вам остается для начала потренироваться, чтобы понять, как протекают основные процессы сварки для различных металлов в зависимости от формы и толщины изделий. А вот после этого можно приступать к практическому применению вашего аппарата контактной сварки по непосредственному предназначению.
Споттер своими руками из микроволновки
Мы описали изготовление своими руками одного из вариантов конструкции точечной контактной сварки. Хотя с такой же легкостью на основе того же силового трансформатора от микроволновки можно сделать и другие схемы, в том числе и споттер для проведения кузовных сварочных работ на автомобиле. Для этого вместо стационарных прижимных контактов делаем удлиненные гибкие контакты, используя все тот же медный изолированный провод сечением 50 мм в диаметре, но уже длиной не менее 2 метров на каждый сварочный электрод.
Один из контактов будет массой и его выполняют в виде медной клеммы с большой площадью контакта. Второй электрод будет непосредственно сварочным и его изготавливают в виде металлического прута с прочным упором, на конце которого делают специальный заостренный медный контакт на конце для простой точечной сварки. А вот для изготовления настоящего споттера, не уступающего промышленным образцам, понадобится вдобавок выполнить, как минимум, электрическую схему управления и формирования сварочного импульса, а также придется прилично потратиться на различные комплектующие и расходные элементы для проведения полноценных ремонтных кузовных работ.
Микроволновая сварка малоуглеродистой стали
Действия
‘) var buybox = document.querySelector(«[data-id=id_»+ метка времени +»]»).parentNode ;[].slice.call(buybox.querySelectorAll(«.вариант-покупки»)).forEach(initCollapsibles) функция initCollapsibles(подписка, индекс) { var toggle = подписка.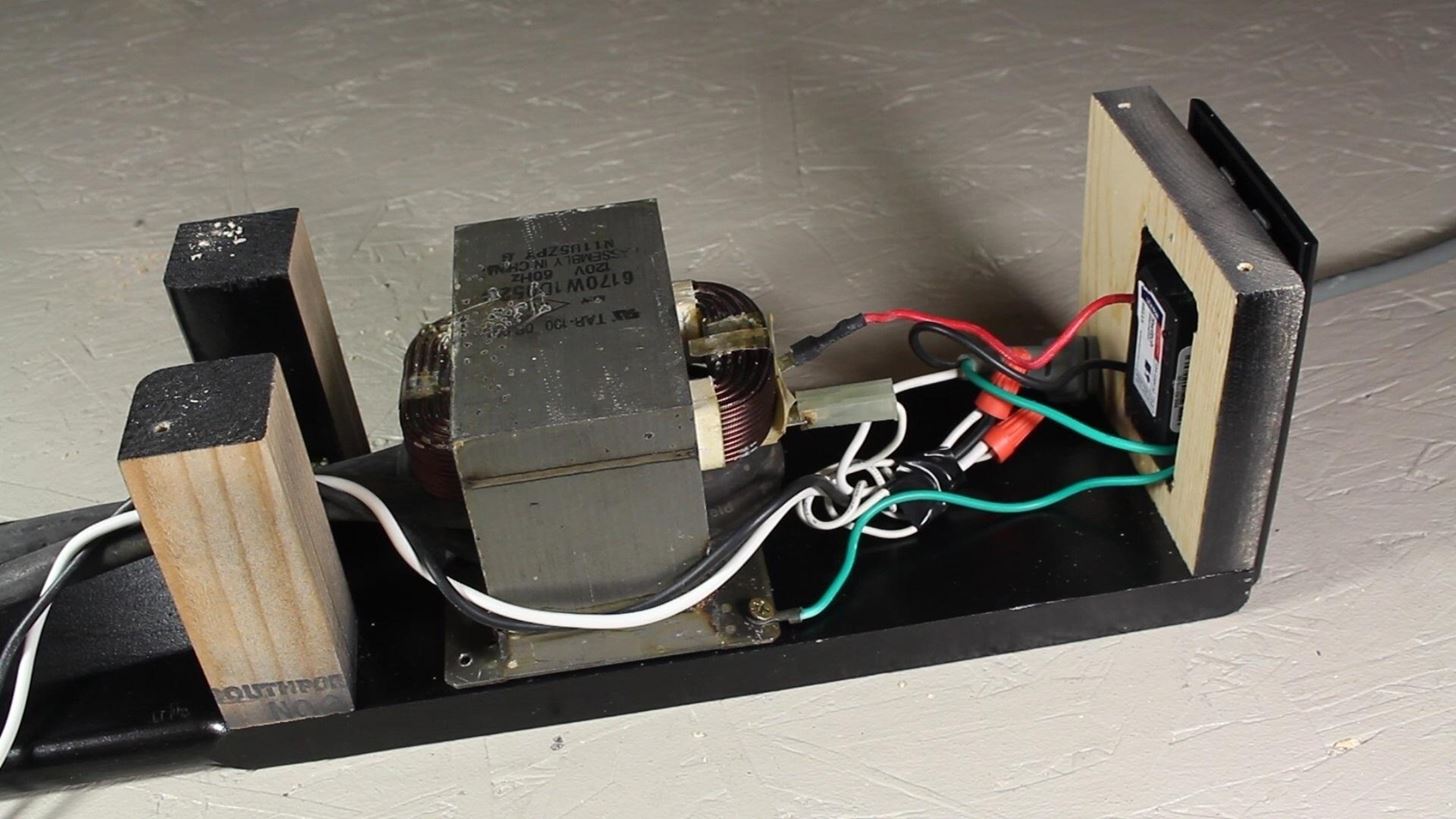 querySelector(«.Цена-варианта-покупки»)
подписка.classList.remove(«расширенный»)
var form = подписка.querySelector(«.форма-варианта-покупки») если (форма) {
вар formAction = form.getAttribute(«действие»)
form.setAttribute(«действие», formAction.replace(«/checkout», «/cart»))
document.querySelector(«#ecommerce-scripts»).addEventListener(«load», bindModal(form, formAction, timestamp, index), false)
} var priceInfo = подписка.селектор запросов(«.Информация о цене»)
var PurchaseOption = toggle.parentElement если (переключить && форма && priceInfo) {
toggle.setAttribute(«роль», «кнопка»)
toggle.setAttribute(«tabindex», «0») toggle.addEventListener («щелчок», функция (событие) {
var expand = toggle.
querySelector(«.Цена-варианта-покупки»)
подписка.classList.remove(«расширенный»)
var form = подписка.querySelector(«.форма-варианта-покупки») если (форма) {
вар formAction = form.getAttribute(«действие»)
form.setAttribute(«действие», formAction.replace(«/checkout», «/cart»))
document.querySelector(«#ecommerce-scripts»).addEventListener(«load», bindModal(form, formAction, timestamp, index), false)
} var priceInfo = подписка.селектор запросов(«.Информация о цене»)
var PurchaseOption = toggle.parentElement если (переключить && форма && priceInfo) {
toggle.setAttribute(«роль», «кнопка»)
toggle.setAttribute(«tabindex», «0») toggle.addEventListener («щелчок», функция (событие) {
var expand = toggle. getAttribute(«aria-expanded») === «true» || ложный
переключать.setAttribute(«расширенная ария», !расширенная)
form.hidden = расширенный
если (! расширено) {
покупкаOption.classList.add(«расширенный»)
} еще {
покупкаOption.classList.remove(«расширенный»)
}
priceInfo.hidden = расширенный
}, ложный)
}
} функция bindModal (форма, formAction, метка времени, индекс) {
var weHasBrowserSupport = окно.выборка && Array.from функция возврата () {
var Buybox = EcommScripts ? EcommScripts.Buybox : ноль
var Modal = EcommScripts ? EcommScripts.Modal : ноль if (weHasBrowserSupport && Buybox && Modal) {
var modalID = «ecomm-modal_» + метка времени + «_» + индекс var modal = новый модальный (modalID)
модальный.
getAttribute(«aria-expanded») === «true» || ложный
переключать.setAttribute(«расширенная ария», !расширенная)
form.hidden = расширенный
если (! расширено) {
покупкаOption.classList.add(«расширенный»)
} еще {
покупкаOption.classList.remove(«расширенный»)
}
priceInfo.hidden = расширенный
}, ложный)
}
} функция bindModal (форма, formAction, метка времени, индекс) {
var weHasBrowserSupport = окно.выборка && Array.from функция возврата () {
var Buybox = EcommScripts ? EcommScripts.Buybox : ноль
var Modal = EcommScripts ? EcommScripts.Modal : ноль if (weHasBrowserSupport && Buybox && Modal) {
var modalID = «ecomm-modal_» + метка времени + «_» + индекс var modal = новый модальный (modalID)
модальный.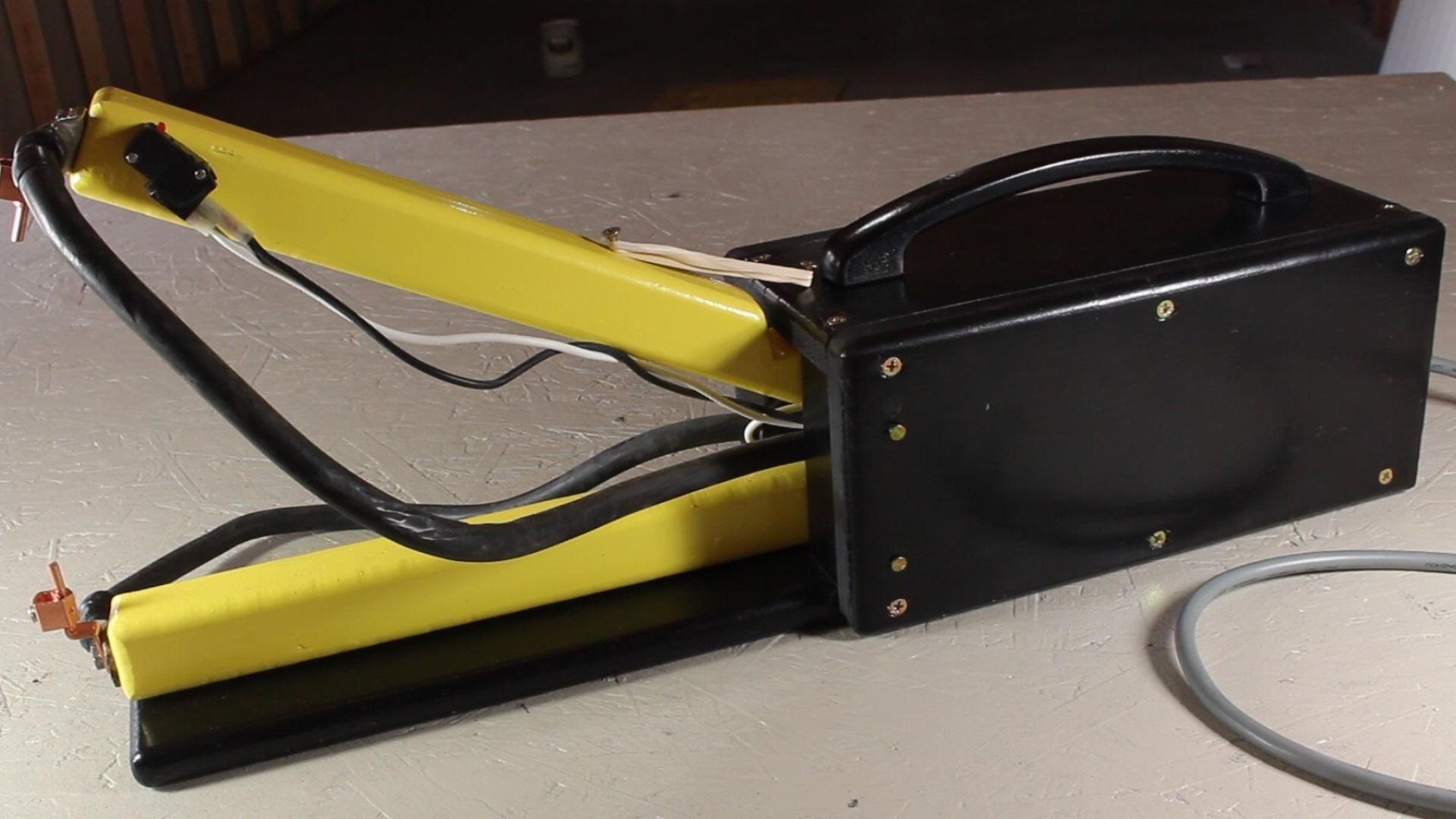 domEl.addEventListener(«закрыть», закрыть)
функция закрыть () {
form.querySelector(«кнопка[тип=отправить]»).фокус()
} форма.setAttribute(
«действие»,
formAction.replace(«/checkout», «/cart?messageOnly=1»)
) form.addEventListener(
«Отправить»,
Буйбокс.перехват формы отправки (
Buybox.fetchFormAction(окно.fetch),
Buybox.triggerModalAfterAddToCartSuccess(модальный),
консоль.лог,
),
ложный
) document.
domEl.addEventListener(«закрыть», закрыть)
функция закрыть () {
form.querySelector(«кнопка[тип=отправить]»).фокус()
} форма.setAttribute(
«действие»,
formAction.replace(«/checkout», «/cart?messageOnly=1»)
) form.addEventListener(
«Отправить»,
Буйбокс.перехват формы отправки (
Buybox.fetchFormAction(окно.fetch),
Buybox.triggerModalAfterAddToCartSuccess(модальный),
консоль.лог,
),
ложный
) document. body.appendChild(modal.domEl)
}
}
} функция initKeyControls() {
документ.addEventListener(«keydown», функция (событие) {
if (document.activeElement.classList.contains(«цена-варианта-покупки») && (event.code === «Пробел» || event.code === «Enter»)) {
если (document.activeElement) {
событие.preventDefault()
документ.activeElement.click()
}
}
}, ложный)
} функция InitialStateOpen() {
var buyboxWidth = buybox.смещениеШирина
;[].slice.call(buybox.querySelectorAll(«.опция покупки»)).forEach(функция (опция, индекс) {
var toggle = option.querySelector(«.
body.appendChild(modal.domEl)
}
}
} функция initKeyControls() {
документ.addEventListener(«keydown», функция (событие) {
if (document.activeElement.classList.contains(«цена-варианта-покупки») && (event.code === «Пробел» || event.code === «Enter»)) {
если (document.activeElement) {
событие.preventDefault()
документ.activeElement.click()
}
}
}, ложный)
} функция InitialStateOpen() {
var buyboxWidth = buybox.смещениеШирина
;[].slice.call(buybox.querySelectorAll(«.опция покупки»)).forEach(функция (опция, индекс) {
var toggle = option.querySelector(«. цена-варианта-покупки»)
var form = option.querySelector(«.форма-варианта-покупки»)
var priceInfo = option.querySelector(«.Информация о цене»)
если (buyboxWidth > 480) {
переключить.щелчок()
} еще {
если (индекс === 0) {
переключать.щелчок()
} еще {
toggle.setAttribute («ария-расширенная», «ложь»)
form.hidden = «скрытый»
priceInfo.hidden = «скрытый»
}
}
})
} начальное состояниеОткрыть() если (window.buyboxInitialized) вернуть
window.buyboxInitialized = истина initKeyControls()
})()
цена-варианта-покупки»)
var form = option.querySelector(«.форма-варианта-покупки»)
var priceInfo = option.querySelector(«.Информация о цене»)
если (buyboxWidth > 480) {
переключить.щелчок()
} еще {
если (индекс === 0) {
переключать.щелчок()
} еще {
toggle.setAttribute («ария-расширенная», «ложь»)
form.hidden = «скрытый»
priceInfo.hidden = «скрытый»
}
}
})
} начальное состояниеОткрыть() если (window.buyboxInitialized) вернуть
window.buyboxInitialized = истина initKeyControls()
})()Исследование сварки нанопроволоки Ag под воздействием микроволн для повышения проводимости мягким электродом
Принадлежности Расширять
Принадлежности
- 1 Институт точной медицины, Первая дочерняя больница Университета Сунь Ятсена, Университет Сунь Ятсена, Гуанчжоу 510080, Китай.
- 2 Государственная ключевая лаборатория оптоэлектронных материалов и технологий, Школа электроники и информационных технологий, Университет Сунь Ятсена, Гуанчжоу 510006, Китай.
- 3 Колледж физики и материаловедения, Университет Гуанчжоу, Гуанчжоу 510006, Китай.
- 4 Колледж физики и электронной информации Аньхойского педагогического университета, Уху 241003, Китай.
Элемент в буфере обмена
Мэн Чжан и соавт.
Микромашины (Базель). .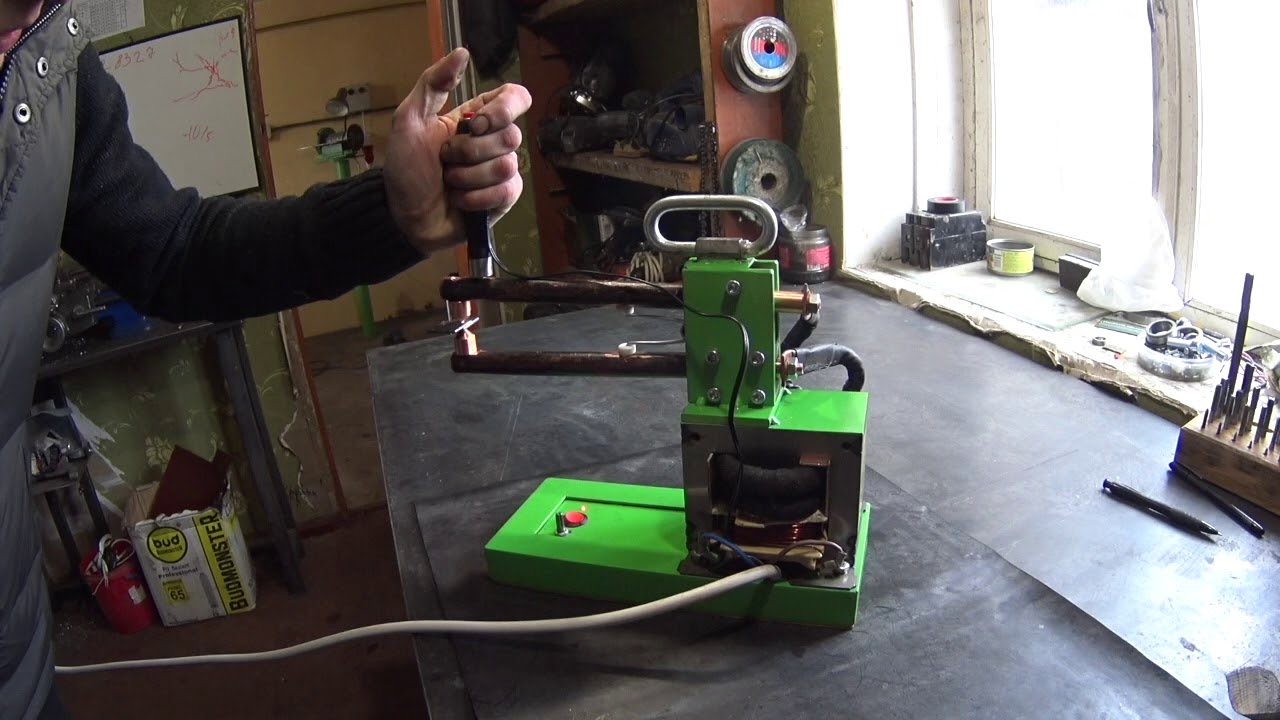
Показать варианты
Формат АннотацияPubMedPMID
Принадлежности
- 1 Институт точной медицины, Первая дочерняя больница Университета Сунь Ятсена, Университет Сунь Ятсена, Гуанчжоу 510080, Китай.
- 2 Государственная ключевая лаборатория оптоэлектронных материалов и технологий, Школа электроники и информационных технологий, Университет Сунь Ятсена, Гуанчжоу 510006, Китай.
- 3 Колледж физики и материаловедения, Университет Гуанчжоу, Гуанчжоу 510006, Китай.
- 4 Колледж физики и электронной информации Аньхойского педагогического университета, Уху 241003, Китай.

Элемент в буфере обмена
Полнотекстовые ссылки Параметры отображения цитированияПоказать варианты
Формат АннотацияPubMedPMID
Абстрактный
Тонкие пленки, покрытые серебряными нанопроволоками (AgNW), широко используются в мягкой электронике благодаря их хорошей проводимости, прозрачности и гибкости.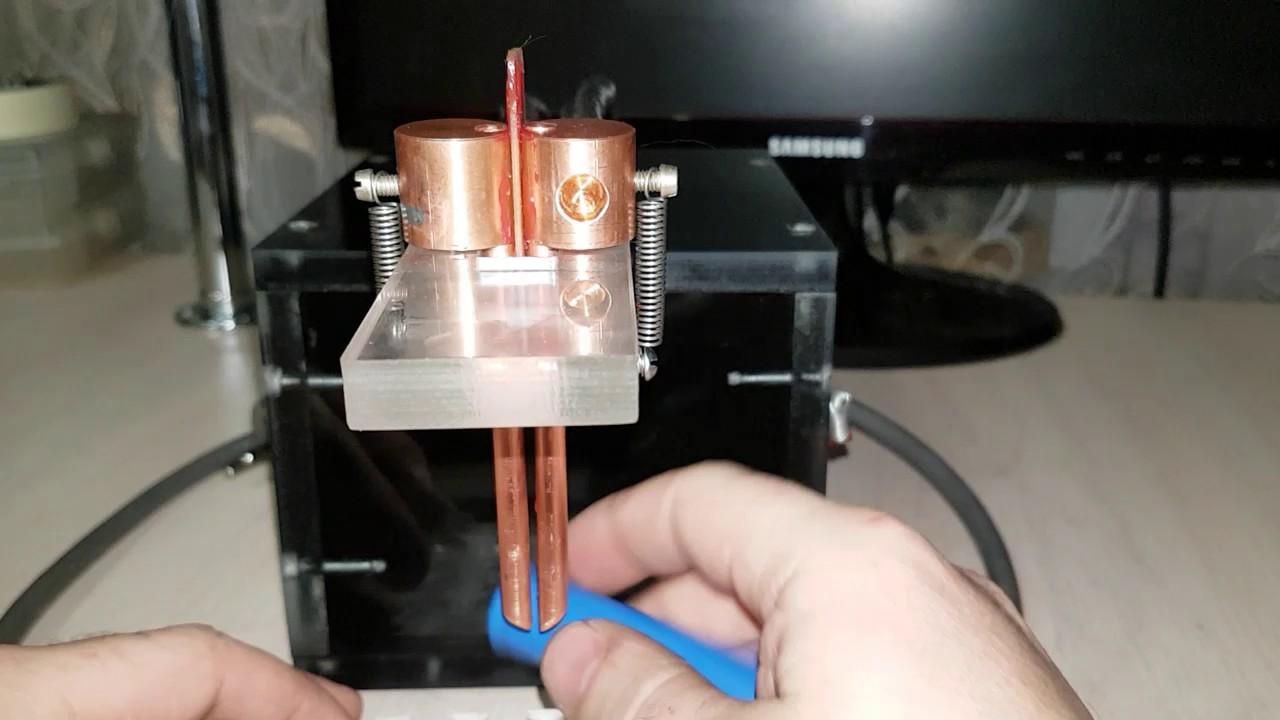 Здесь мы изучили микроволновую сварку мягких электродов на основе AgNW для повышения проводимости. Тепловое воздействие микроволн на AgNW анализировалось путем диспергирования нанопроволок в неполярном растворе, температура которого оказалась пропорциональной диаметру нанопроволок. Затем AgNW были нанесены на тонкую пленку и сварены при микроволновом нагреве, что позволило повысить проводимость пленки до 79%. Однако микроволновый перегрев AgNW расплавил и разорвал нанопроволоки, что значительно увеличило сопротивление пленки.Наконец, был продемонстрирован мягкий электрод с использованием тонкой пленки AgNW, сваренной в микроволновой печи, и была получена чувствительность 1,13 мкА / мМ для определения глюкозы. Прежде всего, мы проанализировали микроволновое тепловое воздействие на AgNW, чтобы дать рекомендации по контролю эффекта сварки нанопроволоки, который можно использовать для повышения проводимости пленки и применять для мягких и биосовместимых электродов.
Здесь мы изучили микроволновую сварку мягких электродов на основе AgNW для повышения проводимости. Тепловое воздействие микроволн на AgNW анализировалось путем диспергирования нанопроволок в неполярном растворе, температура которого оказалась пропорциональной диаметру нанопроволок. Затем AgNW были нанесены на тонкую пленку и сварены при микроволновом нагреве, что позволило повысить проводимость пленки до 79%. Однако микроволновый перегрев AgNW расплавил и разорвал нанопроволоки, что значительно увеличило сопротивление пленки.Наконец, был продемонстрирован мягкий электрод с использованием тонкой пленки AgNW, сваренной в микроволновой печи, и была получена чувствительность 1,13 мкА / мМ для определения глюкозы. Прежде всего, мы проанализировали микроволновое тепловое воздействие на AgNW, чтобы дать рекомендации по контролю эффекта сварки нанопроволоки, который можно использовать для повышения проводимости пленки и применять для мягких и биосовместимых электродов.
Ключевые слова: нанопроволоки Ag; определение глюкозы; микроволновый нагрев; термическая сварка.
Заявление о конфликте интересов
Авторы заявляют об отсутствии конфликта интересов.
Цифры
Рисунок 1
( a ) Агрегация AgNW…
Рисунок 1
( a ) Агрегация AgNW в растворе Isopar H; ( б ) AgNWs…
Рисунок 1 ( a ) Агрегация AgNW в растворе Isopar H; ( b ) Дисперсия AgNW в базовом растворе Isopar H, Span-20 и CH-5; ( c ) Установка для приготовления основного раствора, нагретого микроволновкой.
Рисунок 2
AgNW, нанесенный на ПЭТ-пленку…
Рисунок 2
AgNW, нанесенный на ПЭТ-пленку с помощью стержня Мейера.
фигура 2AgNW, нанесенный на ПЭТ-пленку с помощью стержня Мейера.
Рисунок 3
Процесс изготовления электродов из PDMS с покрытием AgNW.
Рисунок 3
Процесс изготовления электродов из PDMS с покрытием AgNW.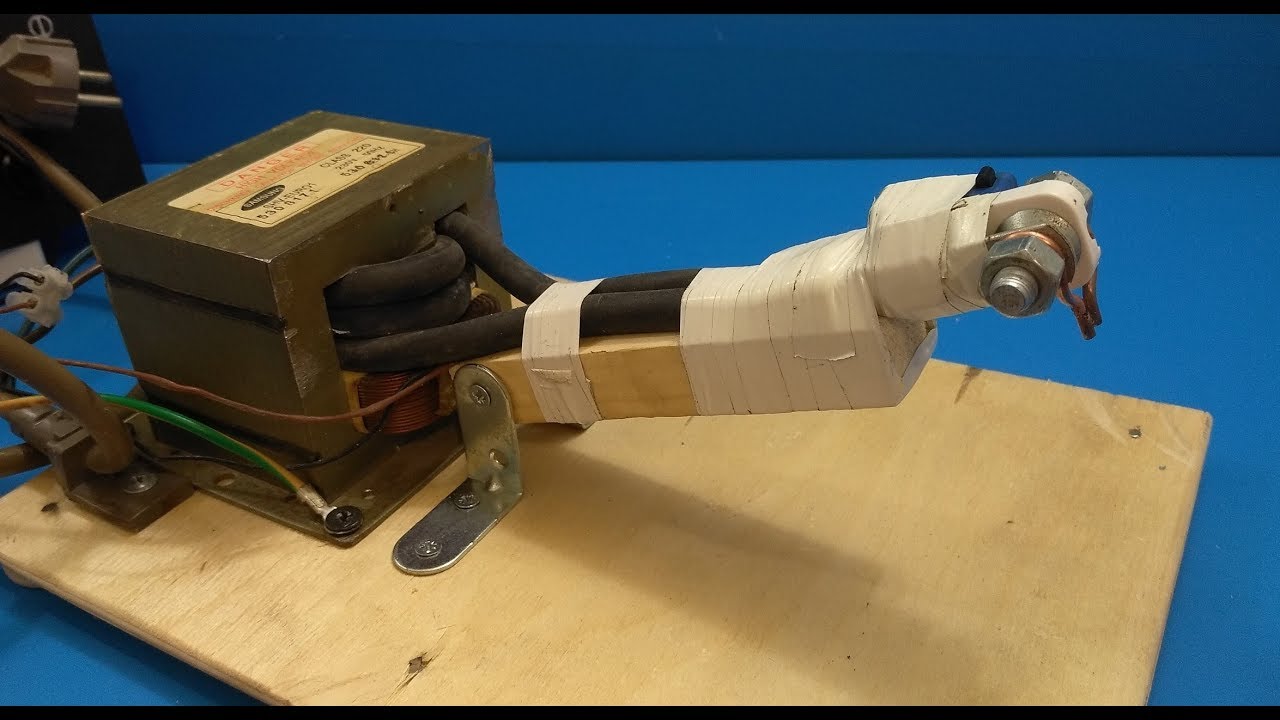
Процесс изготовления электродов из PDMS с покрытием AgNW.
Рисунок 4
( a ) Сеть AgNWs; ( b ) крупное изображение AgNW с…
Рисунок 4( a ) Сеть AgNWs; ( b ) крупное изображение AgNW со средним диаметром 30 нм; ( c ) средний диаметр 90 нм; и ( d ) средний диаметр 120 нм.( e ) Средний диаметр AgNW при различном добавленном объеме CuCl 2 в процессе.
Рисунок 5
Сравнение повышения температуры для базовой…
Рисунок 5
Сравнение повышения температуры основного раствора и воды при микроволновом нагреве.
Сравнение повышения температуры основного раствора и воды при микроволновом нагреве.
Рисунок 6
( a ) Изменение температуры…
Рисунок 6
( a ) Изменение температуры AgNW в неполярном основном растворе при…
Рисунок 6( a ) Изменение температуры AgNW в растворе неполярного основания при различных концентрациях; ( b ) изменение температуры AgNW в неполярном основном растворе при различной мощности микроволн.
Рисунок 7
Изменение температуры дисперсии AgNW…
Рисунок 7
Изменение температуры дисперсии AgNW при мощности 300 Вт с…
Рисунок 7 Изменение температуры дисперсии AgNW при мощности 300 Вт с концентрацией 0. 05 мас.% для AgNW с различными диаметрами 30, 90 и 120 нм.
05 мас.% для AgNW с различными диаметрами 30, 90 и 120 нм.
Рисунок 8
( a ) Фотография двухслойной ПЭТ-пленки с покрытием AgNW; ( б )…
Рисунок 8( a ) Фотография двухслойной ПЭТ-пленки с покрытием AgNW; ( b ) структура нанопроволоки под оптическим микроскопом; ( c ) оптическое пропускание пленки AgNW.
Рисунок 9
( a ) Соединение AgNW до микроволнового нагрева; ( b ) Соединение AgNWs…
Рисунок 9 ( a ) Соединение AgNW до микроволнового нагрева; ( b ) Соединение AgNW после микроволнового нагрева; ( c ) Соединение AgNWs путем чрезмерной обработки микроволнами.
Рисунок 10
( a – e ) Изменение сопротивления пленки при различном времени микроволнового нагрева…
Рисунок 10( a – e ) Изменение сопротивления пленки при различном времени микроволнового нагрева с 1–5-слойными AgNW.( f ) Относительное сопротивление R T / R 0 при различном времени СВЧ-нагрева с 1–5-слойными AgNW.
Рисунок 11
Рост клеток Т24 на…
Рисунок 11
Рост клеток Т24 на AgNW в течение 72 ч и сравнение с этим…
Рисунок 11 Рост клеток T24 на AgNW в течение 72 ч и сравнение с таковым на культуральном планшете.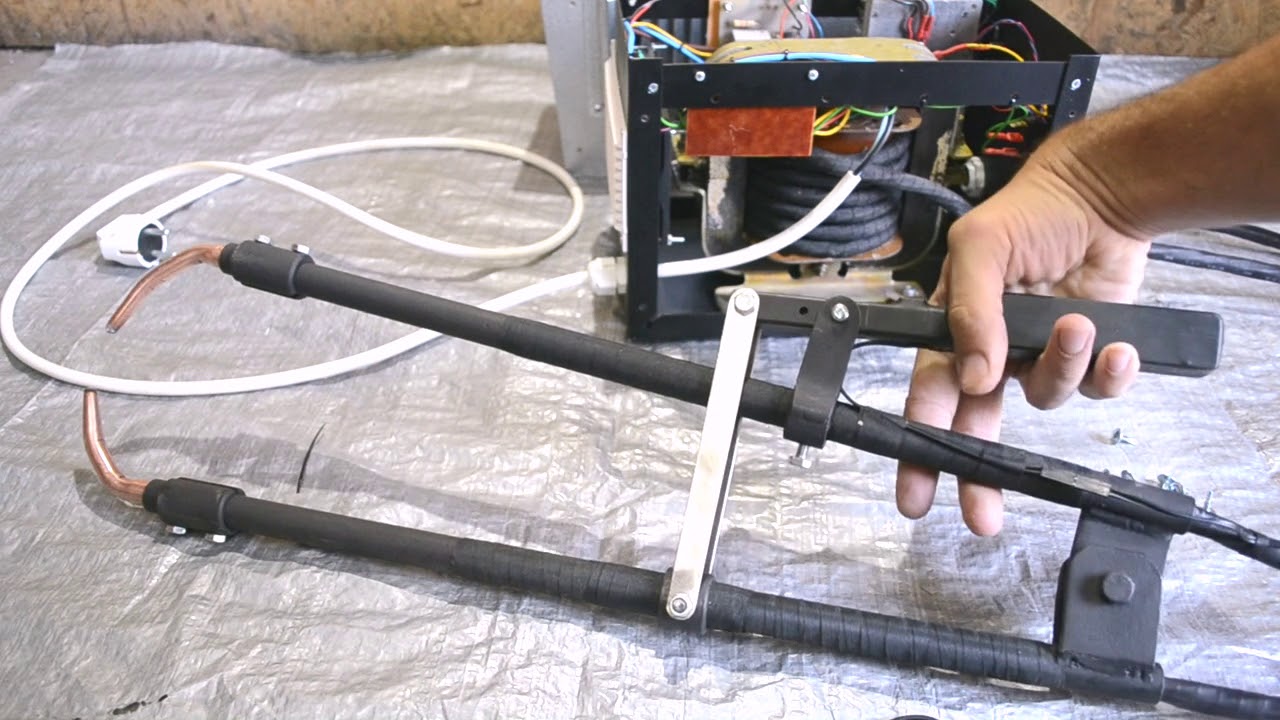
Рисунок 12
Электрод AgNWs ( a ) до и ( b ) после GO x…
Рисунок 12 ЭлектродAgNWs ( a ) до и ( b ) после покрытия GO x ; ( c ) Изгиб электрода.
Рисунок 13
( a ) Установка для измерения уровня глюкозы с электродом AgNW; ( б )…
Рисунок 13 ( a ) Установка для измерения уровня глюкозы с электродом AgNW; ( b ) кривая циклической вольтамперометрии для определения глюкозы; ( c ) измеренный ток для различной концентрации глюкозы; ( d ) средний ток при различной концентрации глюкозы и линейной аппроксимации.
Все фигурки (13)
Похожие статьи
- Галогенная сварка серебряного электрода из нанопроволоки.
Кан Х, Ким И, Чеон С, Йи ГР, Чо Дж. Х. Кан Х и др. Интерфейсы приложений ACS. 2017 13 сентября; 9 (36): 30779-30785.doi: 10.1021/acsami.7b09839. Epub 2017 29 августа. Интерфейсы приложений ACS. 2017. PMID: 28820234
- Электроосажденные прозрачные проводящие электроды из нанопроволоки серебра для тонкопленочных солнечных элементов.
Lee S, Jang J, Park T, Park YM, Park JS, Kim YK, Lee HK, Jeon EC, Lee DK, Ahn B, Chung CH. Ли С. и др. Интерфейсы приложений ACS. 2020 5 февраля; 12 (5): 6169-6175.
дои: 10.1021/acsami.9b17168. Epub 2020 24 января.
Интерфейсы приложений ACS. 2020.
PMID: 31933356 - Рулонная окислительно-восстановительная сварка и заделка серебряных сетчатых электродов из нанопроволоки.
Ким И , Сул Е , Кан Х , Чой И , Лим ХС , Ли С , Пу Л , Йи Г.Р. , Чо С.М. , Чо Д.Х. Ким Ю и др. Наномасштаб. 2018 21 октября; 10 (39): 18627-18634. дои: 10.1039/c8nr01040d.Epub 2018 27 сентября. Наномасштаб. 2018. PMID: 30259934
- Недавний прогресс в области проводящей пленки из серебряных нанопроволок для гибкой электроники.
Чжан Л., Сун Т., Ши Л., Вэнь Н., У З., Сунь С., Цзян Д., Го З. Чжан Л. и др. J Nanostructure Chem. 2021 июль 31:1-19. doi: 10.1007/s40097-021-00436-3. Онлайн перед печатью.
J Nanostructure Chem. 2021.
PMID: 34367531
Бесплатная статья ЧВК.Обзор. - Синтез серебряных нанопроводов и стратегии изготовления прозрачных проводящих электродов.
Кумар А., Шейх М.О., Чуанг Ч. Кумар А. и др. Наноматериалы (Базель). 2021 10 марта; 11 (3): 693. doi: 10.3390/nano11030693. Наноматериалы (Базель). 2021. PMID: 33802059 Бесплатная статья ЧВК. Обзор.
 дои: 10.1021/acsami.9b17168. Epub 2020 24 января.
Интерфейсы приложений ACS. 2020.
PMID: 31933356
дои: 10.1021/acsami.9b17168. Epub 2020 24 января.
Интерфейсы приложений ACS. 2020.
PMID: 31933356 J Nanostructure Chem. 2021.
PMID: 34367531
Бесплатная статья ЧВК.Обзор.
J Nanostructure Chem. 2021.
PMID: 34367531
Бесплатная статья ЧВК.Обзор.использованная литература
- Триколи А., Насири Н., Де С. Носимые и миниатюрные сенсорные технологии для персонализированной и профилактической медицины. Доп. Функц. Матер. 2017;27:1605271. doi: 10.1002/adfm.201605271. — DOI
- Хехт Д. С., Ху Л.Б., Ирвин Г. Новые прозрачные электроды на основе тонких пленок углеродных нанотрубок, графена и металлических наноструктур.Доп. Матер. 2011; 23:1482–1513. doi: 10.1002/adma.201003188.
—
DOI
—
пабмед
- Хехт Д.
- Кинтеро А.В., Молина-Лопес Ф., Смитс Э.Ч.П., Данеш Э., ван ден Бранд Дж., Персо К., Опря А., Барсан Н., Веймар У., де Рой Н.Ф. и соавт. Этикетка Smart RFID с печатной мультисенсорной платформой для мониторинга окружающей среды. Флекс. Распечатать. Электрон. 2016;1:025003. дои: 10.1088/2058-8585/1/2/025003. — DOI
- Фалько А. , Salmerón J.F., Loghin F.C., Lugli P., Rivadeneyra A. Полностью напечатанная гибкая одночиповая RFID-метка с возможностью обнаружения света. Датчики. 2017;17:534. дои: 10.3390/s17030534.
—
DOI
—
ЧВК
—
пабмед
- Фалько А.
- Маглиуло М., Мулла М.Ю., Сингх М., Маккиа Э., Тивари А., Торси Л., Маноли К. Печатная и гибкая электроника: от TFT до биоэлектронных устройств. Дж. Матер. хим. C. 2015;3:12347–12363. DOI: 10.1039/C5TC02737C. — DOI
 , Salmerón J.F., Loghin F.C., Lugli P., Rivadeneyra A. Полностью напечатанная гибкая одночиповая RFID-метка с возможностью обнаружения света. Датчики. 2017;17:534. дои: 10.3390/s17030534.
—
DOI
—
ЧВК
—
пабмед
, Salmerón J.F., Loghin F.C., Lugli P., Rivadeneyra A. Полностью напечатанная гибкая одночиповая RFID-метка с возможностью обнаружения света. Датчики. 2017;17:534. дои: 10.3390/s17030534.
—
DOI
—
ЧВК
—
пабмедПоказать все 28 ссылок
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности.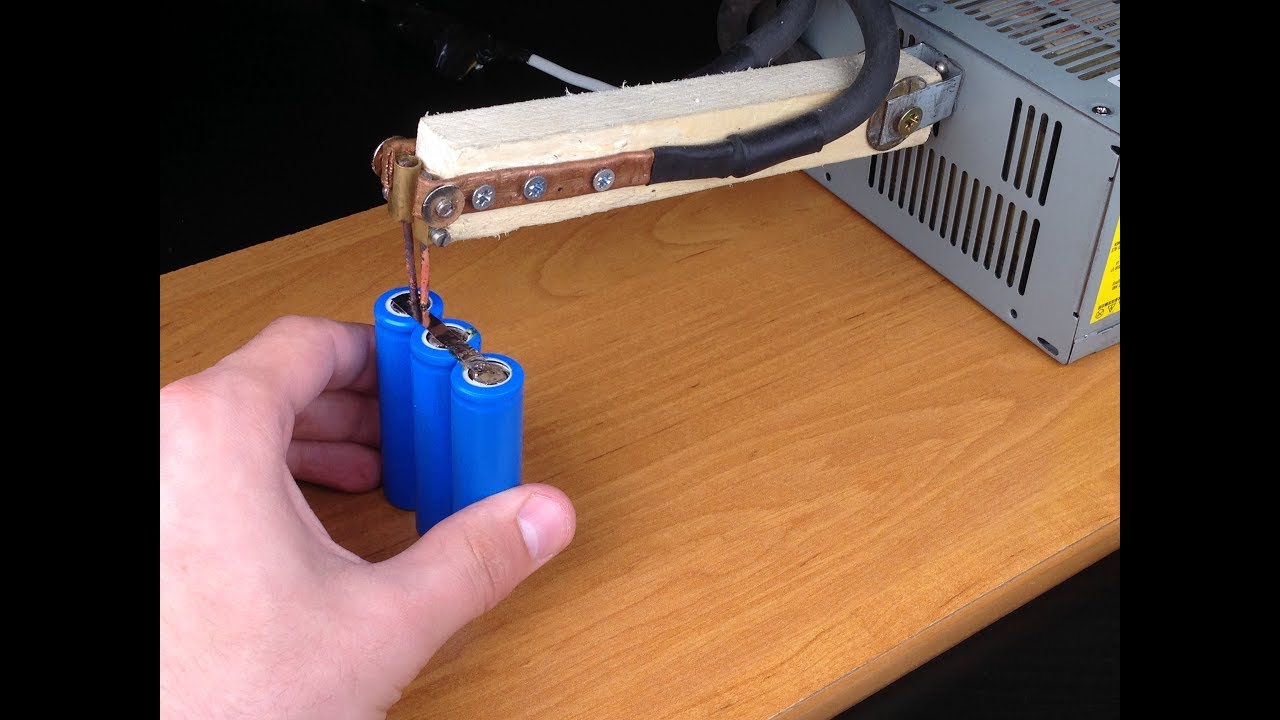 Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка браузера на прием файлов cookie
Существует множество причин, по которым файл cookie не может быть установлен правильно. Ниже приведены наиболее распространенные причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки браузера, чтобы принять файлы cookie, или спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает, хотите ли вы принимать файлы cookie, и вы отказались.Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файл cookie.
- Ваш браузер не поддерживает файлы cookie. Попробуйте другой браузер, если вы подозреваете это.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г.,
браузер автоматически забудет файл cookie. Чтобы это исправить, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
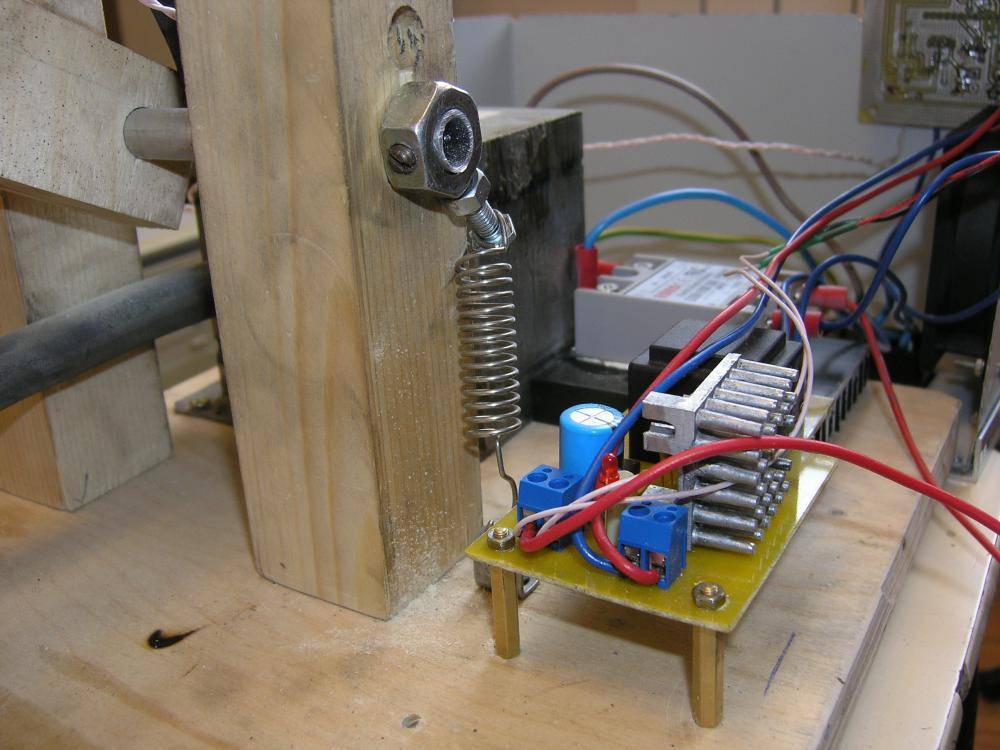
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Предоставить доступ без файлов cookie потребует от сайта создания нового сеанса для каждой посещаемой вами страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в файле cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только та информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт
не может определить ваше имя электронной почты, если вы не решите ввести его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступ к
остальной части вашего компьютера, и только сайт, создавший файл cookie, может его прочитать.
Например, сайт
не может определить ваше имя электронной почты, если вы не решите ввести его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступ к
остальной части вашего компьютера, и только сайт, создавший файл cookie, может его прочитать.
Технология: искры холодного чая от энергоэффективной сварки
Мик Хамер
Благодаря чашке чая Кембриджский институт сварки разрабатывает первый новый источник тепла для сварки за 25
лет.Чай Билла
Лукаса остыл, и он поставил его в микроволновую печь, чтобы нагреть
. Но чаша была с золотым ободком. Таким образом, вместо того, чтобы разогревать чай, микроволны
производили искры.
Лукас, глава отдела дуговой сварки в институте, понял, что микроволновую дугу
можно использовать при сварке. Поэтому он вместе со своим братом
Джимом, профессором электротехники Ливерпульского университета
, разработал микроволновую сварку.
Институт сварки и Ливерпульский университет совместно разработали
прототип мощностью 1 киловатт, который использует микроволновую энергию для ионизации газа, например
, такого как аргон, и создания плазмы с температурой 4000 °C, которая может
сваривать или резать металл.Конструкция может концентрировать микроволновый плазменный пучок
до диаметра 2 мм.
Ключ к конструкции, говорит Роджер Уайз, физик-исследователь из института
, который в настоящее время разрабатывает микроволновую сварку для коммерческого использования,
— это «настроенный резонатор», который максимизирует электрическое поле в его центре. По словам Уайза, полость
диаметром 10 сантиметров действует как резонатор скрипки
. Волны отскакивают назад и вперед в полости и резонируют,
создавая сильные изменения в электрическом поле, которые ионизируют газ.
Уайз говорит, что размер полости пропорционален длине волны
микроволн: более короткая длина волны и, следовательно, высокая частота
потребовали бы полости меньшего диаметра. В аппарате
В аппарате
используются микроволны с частотой 2,45 гигагерца — той же частоты, что используется в микроволновых печах.
Институт сварки провел испытания и успешно сварил
тонких листов металла. Следующим этапом разработки является создание 6-киловаттной машины
, способной прогревать металл на глубину в несколько миллиметров, что
сравнимо по производительности с дуговой сваркой.Уайз говорит, что
машина такого размера может иметь коммерческое применение.
В институте говорят, что микроволновая сварка будет иметь энергоэффективность
около 60 процентов. Для сравнения, лазерная сварка, например, может иметь
энергоэффективность всего 10 процентов.
Институт считает, что микроволновая сварка будет стоить в разы дешевле лазерной сварки
. Лазерная насадка для типичного сварочного аппарата, используемого в автомобильной промышленности,
может стоить около 75 000 фунтов стерлингов.Сопоставимый микроволновый сварочный аппарат может стоить
меньше, чем четверть стоимости.
Совместно с партнерами института в Ливерпуле Wise также
занимается разработкой гибридной машины. Такое устройство объединило бы микроволновый источник тепла
с дугой постоянного тока, поместив один электрод в плазму
, а другой — на свариваемый металл, тем самым создав машину с еще большей мощностью
.
Заявка на патент США для МИКРОВОЛНОВОЙ СВАРКИ ПОРОШКА ЭЛАСТОМЕРА Заявка на патент (заявка № 201
494, выданная 3 октября 2019 г.)Настоящее изобретение относится к способу изготовления формованных изделий на основе порошка на основе термопластичных эластомеров, при котором порошок нагревается электромагнитным излучением и, таким образом, сваривается с получением формованного изделия.Изобретение также относится к формованным изделиям, полученным этим способом, и к порошкам термопластичных эластомеров и их применению, подходящим для изготовления этих формованных изделий.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИПорошки на основе эластомеров в соответствии с предшествующим уровнем техники перерабатывают в формованные изделия с помощью процесса порошковой суспензии, такого как описанный, например, в DE 3916874, DE 4006648 и DE 4107454, или процесса ротационного спекания, такого как раскрытый, например в DE 102007019862 A1 путем нанесения на горячую металлическую форму.
Для этого на первом этапе формы нагревают, например, в печи, инфракрасным излучением или газовыми горелками. Температура форм должна быть достаточно высокой для того, чтобы порошок термопластичного эластомера, добавляемый на следующем этапе, подвергся по меньшей мере частичному плавлению на горячей стенке, чтобы он мог спекаться вместе, обеспечивая, таким образом, стабильное формованное изделие.
На следующем этапе металлическую форму необходимо снова охладить до такой степени, чтобы эластомер затвердел и можно было снять форму.
Для дальнейшего формования форму необходимо снова нагреть выше температуры плавления порошка термопластичного эластомера.
Время нагрева и охлаждения делает этот процесс очень длительным.
Поскольку в результате многократного нагрева и охлаждения обычно массивных металлических форм потребление энергии очень велико, из соображений энергосбережения уже давно ведется поиск альтернативных производственных процессов. Например, в DE 4006648 А1 описано производство пористых полиуретанов не только путем нагревания форм в печах, но также и посредством поверхностного теплового излучения.
Компактные термопластичные эластомеры обычно производятся путем экструзии или литья под давлением. В обоих процессах в качестве исходного материала для изготовления компонентов используются термопластичные гранулы. Для литья под давлением требуются формы, которые сложны в изготовлении, негибкие и дорогие. В отличие от литья под давлением, экструзию можно легко использовать для массового производства тонких пленок, но, в отличие от процесса порошковой суспензии, толщину пленки нельзя гибко изменять, и можно производить только двухмерные структурированные компоненты.
Соответственно, целью настоящего изобретения является преодоление недостатков описанных способов и создание лучшего способа.
ОПИСАНИЕНеожиданно это достигается, когда отливки изготавливаются из порошка на основе термопластичных эластомеров, предпочтительно термопластичного полиуретана, при этом порошок помещается на форму или в форму и с помощью электромагнитного излучения нагревается до такой степени, что порошок подвергается по меньшей мере частичному плавлению и, таким образом, плавится, образуя форму, при этом частота электромагнитного излучения находится в пределах от 0.от 01 ГГц до 300 ГГц, предпочтительно от 0,01 ГГц до 100 ГГц, особенно предпочтительно от 0,1 ГГц до 50 ГГц.
В предпочтительных вариантах электромагнитные волны используются с помощью труб дрейфа, таких как клистроны, лампы бегущей волны или магнетроны, диоды Ганна для фиксированных частот. В других предпочтительных вариантах используются генераторы обратной волны для больших частотных диапазонов или мазеры для направленного облучения и нагрева отдельных областей и/или слоев отливок.
Проникновение электромагнитного излучения в этом диапазоне частот, что невозможно в случае спекания в горячих формах, обеспечивает быстрый, специфический и точно контролируемый нагрев порошка эластомера и, таким образом, быстрое контролируемое спекание без необходимости нагрева медленно переходить снаружи внутрь.Таким образом, также возможно послойное напекание слоя порошка термопластичного эластомера на теплонепроводящих, устойчивых к микроволновому излучению твердых подложках или гибких тканях.
Еще одним преимуществом этого процесса по сравнению с обычным процессом является то, что формы больше не должны быть теплопроводными или иметь высокую теплоемкость для накопления энергии плавления. Поэтому можно отказаться от металлических форм.
Вместо них предпочтительно использовать устойчивые к высоким температурам полимерные материалы, керамику или стекло, не поглощающие микроволны.Эти материалы известны, например, как материалы для посуды для микроволновой печи.
Использование пластиковых форм позволяет описанному процессу стать очень рентабельной альтернативой для производства небольших партий, поскольку затраты на производство форм заметно ниже по сравнению с металлическими формами.
Окрашивание эластомерного порошка дополнительно позволяет создавать самые разнообразные дизайны.
Еще одним преимуществом этого процесса является то, что один или несколько дополнительных слоев могут быть нанесены на первый слой эластомера.Возможно также спекание с первым полиуретановым слоем.
Предложенное изобретение сплавление порошков термопластичных эластомеров электромагнитным излучением с указанными частотами, в частности таких порошков эластомеров, изготовленных из термопластичного полиуретана, также представляет собой совершенно новый способ производства компактных эластомеров.
В предпочтительном варианте порошок основан на эластомере, поглощающем электромагнитное излучение благодаря своей химической структуре.
Предпочтительные порошки термопластичных эластомеров включают порошки на основе термопластичного полиуретана (ТПУ), термопластичного полиэфирного эластомера, предпочтительно сложного полиэфира и/или сложного полиэфира, термопластичных сополиамидов, предпочтительно термопластичных блок-сополимеров стирола или бутадиена.
Предпочтительные термопластичные эластомеры дополнительно включают эластомеры на основе термопластичного полиуретана (ТПУ), термопластичный полиэфирный эластомер, предпочтительно выбранный из группы сложного полиэфира и сложного полиэфира, и термопластичные сополиамиды, предпочтительно выбранные из группы полиэфирамида и сложного полиэфирамида.
Предпочтительные эластомеры также включают полиамид 12, полиамид 6/12 и полиамид 12/12.
Особенно предпочтительными являются эластомеры на основе термопластичного полиуретана (ТПУ).
В одном предпочтительном варианте термопластичный эластомер, предпочтительно термопластичный полиуретан, используется без покрытия или добавления добавки, поглощающей электромагнитное излучение.
Термопластичные эластомеры предпочтительно имеют твердость по Шору в диапазоне от 30 А до 78 D. случай ТПУ также улучшает поглощение микроволн и сокращает время, необходимое для обработки этого материала.
ТПУ ХимияТермопластичные полиуретаны хорошо известны. Производство осуществляют реакцией (а) изоцианатов с (б) изоцианат-реактивными соединениями/полиолом, имеющим среднечисловую молекулярную массу от 0,5×10 3 г/моль до 100×10 3 г/моль и необязательно (c) удлинители цепи с молекулярной массой от 0,05×10 3 г/моль до 0,499×10 3 г/моль, необязательно в присутствии (d) катализаторов и/или (e) обычных вспомогательных веществ и/или добавок .Компоненты (а) изоцианат, (б) соединения, реагирующие с изоцианатом/полиол, (в) удлинители цепи также называются по отдельности или вместе компонентами синтеза. Компоненты синтеза, включая катализатор и/или обычные вспомогательные вещества и/или добавки, также называются исходными материалами.
Для регулирования твердости и индекса расплава ТПУ используемые количества компонентов синтеза (b) и (c) могут варьироваться в их молярных соотношениях, при этом твердость и вязкость расплава увеличиваются с увеличением содержания удлинителя цепи (c), в то время как индекс расплава снижается.
Для производства относительно мягких термопластичных полиуретанов, например, имеющих твердость по Шору А менее 95, предпочтительно от 95 до 75 по Шору А, в основном бифункциональные полиолы (b), также называемые полигидроксильными соединениями (b), и удлинители цепи (c) может предпочтительно использоваться в молярных соотношениях от 1:1 до 1:5, предпочтительно от 1:1,5 до 1:4,5, так что полученные смеси компонентов синтеза (b) и (c) имеют эквивалентную массу гидроксила более 200 и особенно от 230 до 450, в то время как для получения относительно твердых ТПУ, например, имеющих твердость по Шору A более 98, предпочтительно от 55 по Шору D до 75 по Шору D, молярные отношения (b): (c) находятся в диапазоне от 1:5.от 5 до 1:15, предпочтительно от 1:6 до 1:12, так что полученные смеси (b) и (c) имеют эквивалентную массу гидроксила от 110 до 200, предпочтительно от 120 до 180.
Для получения ТПУ согласно изобретению: компоненты синтеза (а), (б), а в предпочтительном варианте также (в) реагируют предпочтительно в присутствии катализатора (г) и необязательно вспомогательных веществ и/или добавок (е) в количествах таким образом, что отношение эквивалентности групп NCO диизоцианатов (а) к сумме гидроксильных групп в компонентах (б) и (в) равно 0.от 95 до 1,10:1, предпочтительно от 0,98 до 1,08:1 и, в частности, приблизительно от 1,0 до 1,05:1.
Согласно изобретению предпочтительно производятся ТПУ, где ТПУ имеет средневесовую молекулярную массу не менее 0,1×10 6 г/моль, предпочтительно не менее 0,4×10 6 г/моль и, в частности, более чем 0,6×10 6 г/моль. Верхний предел среднемассовой молекулярной массы ТПУ обычно определяется технологичностью, а также спектром желаемых свойств.Среднечисловая молекулярная масса ТПУ предпочтительно составляет не более 0,8×10 6 г/моль. Средние молекулярные массы, указанные выше для ТПУ, а также для компонентов синтеза (а) и (б), являются средними массами, определенными с помощью гель-проникающей хроматографии.
Предпочтительно используемые органические изоцианаты (а) представляют собой алифатические, циклоалифатические, аралифатические и/или ароматические изоцианаты, более предпочтительно три-, тетра-, пента-, гекса-, гепта- и/или октаметилендиизоцианат, 2-метилпентаметилен 1,5- диизоцианат, 2-этилбутилен 1,4-диизоцианат, пентаметилен 1,5-диизоцианат, бутилен 1,4-диизоцианат, 1-изоцианато-3,3,5-триметил-5-изоцианатометилциклогексан (изофорондиизоцианат, IPDI), 1,4 -бис(изоцианатометил)циклогексан и/или 1,3-бис(изоцианатометил)циклогексан (HXDI), 2,4-парафенилендиизоцианат (PPDI), 2,4-тетраметиленксилендиизоцианат (TMXDI), 4,4′-, 2, 4′- и 2,2′-дициклогексилметандиизоцианат (h22-MDI), 1,6-гексаметилендиизоцианат (HDI), 1,4-циклогександиизоцианат, 1-метил-2,4- и/или -2,6-циклогексан диизоцианат, 2,2′-, 2,4′- и/или 4,4′-дифенилметандиизоцианат (МДИ), 1,5-нафтилендиизоцианат (НДИ), 2,4- и/или 2,6-толуилендиизоцианат (TDI), дифенилметандиизоцианат, 3,3′-диметилдифенил d изоцианат, 1,2-дифенилэтандиизоцианат и/или фенилендиизоцианат.
Предпочтительно использовать изоцианаты 2,2′-, 2,4′- и/или 4,4′-дифенилметандиизоцианат (МДИ), 1,6-гексаметилендиизоцианат (ГДИ) и 4,4′-, 2,4′- и 2,2′-дициклогексилметандиизоцианат (h22-MDI), особенно предпочтительным является 4,4′-дифенилметандиизоцианат (4,4′-MDI).
Предпочтительными изоцианат-реактивными соединениями b) являются соединения с молекулярной массой от 500 г/моль до 8×10 3 г/моль, предпочтительно от 0,7×10 3 г/моль до 6,0×10 3 г/моль. моль, в частности 0.8×10 3 г/моль до 4,0×10 3 г/моль.
Изоцианат-реактивное соединение (b) имеет в среднем по меньшей мере 1,8 и не более 3,0 активных по Церевитинову атомов водорода, это число также относится к функциональности изоцианат-реактивного соединения (b) и указывает количество изоцианат-реактивные группы в молекуле теоретически рассчитаны на одну молекулу из количества вещества. Функциональность предпочтительно составляет от 1,8 до 2,6, более предпочтительно от 1.9 и 2.2 и, в частности, 2.
Изоцианат-реактивное соединение является по существу линейным и представляет собой изоцианат-реактивное вещество или смесь различных веществ, и в этом случае смесь удовлетворяет указанным требованиям.
Эти соединения с длинной цепью используются в соотношении количества вещества от 1 молярного эквивалента к 80 молярным эквивалентам в расчете на содержание изоцианатных групп в полиизоцианате.
Предпочтительно, когда реагирующее с изоцианатом соединение (b) имеет реакционноспособную группу, выбранную из гидроксильной группы, аминогруппы, меркаптогруппы или группы карбоновой кислоты.Гидроксильная группа является предпочтительной. Особенно предпочтительно, когда реагирующее с изоцианатом соединение (b) выбрано из группы полиэфиролов, полиэфиролов или поликарбонатдиолов, которые также охватываются общим термином «полиолы».
Особенно предпочтительными являются полиэфирные диолы, предпочтительно поликапролактон и/или полиэфирные полиолы, предпочтительно полиэфирные диолы, более предпочтительно на основе этиленоксида, пропиленоксида и/или бутиленоксида, предпочтительно полипропиленгликоля. Особенно предпочтительным полиэфиром является политетрагидрофуран (ПТГФ), в частности полиэфиролы.Особенно предпочтительно выбирать полиолы, например, из следующей группы, включающей: сополиэфиры на основе адипиновой кислоты, янтарной кислоты, пентандиовой кислоты, себациновой кислоты или их смесей и смесей 1,2-этандиола и 1,4-бутандиола, сополиэфиры на основе на основе адипиновой кислоты, янтарной кислоты, пентандиовой кислоты, себациновой кислоты или их смесей и смесей 1,4-бутандиола и 1,6-гександиола, сложных полиэфиров на основе адипиновой кислоты, янтарной кислоты, пентандиовой кислоты, себациновой кислоты или их смесей и 3- метил-1,5-пентандиол и/или политетраметиленгликоль (политетрагидрофуран, ПТГФ).Особое предпочтение отдается использованию сополиэфира на основе адипиновой кислоты и смесей 1,2-этандиола и 1,4-бутандиола, или сополиэфира на основе адипиновой кислоты и 1,4-бутандиола и 1,6-гександиола, или полиэфир на основе адипиновой кислоты и политетраметиленгликоля (политетрагидрофуран ПТГФ) или их смеси.
Особенно предпочтительно использовать в качестве полиолов сложные полиэфиры на основе адипиновой кислоты и политетраметиленгликоля (ПТГФ) или их смесей.
В предпочтительных вариантах осуществления используются удлинители цепи (с); это предпочтительно алифатические, аралифатические, ароматические и/или циклоалифатические соединения, имеющие молекулярную массу 0.от 05×10 3 г/моль до 0,499×10 3 г/моль и, предпочтительно, имеющие 2 реагирующие с изоцианатом группы, которые также называются функциональными группами.
Предпочтительно, когда удлинитель цепи (с) представляет собой по крайней мере один удлинитель цепи, выбранный из группы, состоящей из 1,2-этиленгликоля, 1,2-пропандиола, 1,3-пропандиола, 1,4-бутандиола, 2 ,3-бутандиол, 1,5-пентандиол, 1,6-гександиол, диэтиленгликоль, дипропиленгликоль, 1,4-циклогександиол, 1,4-диметанолциклогексан и неопентилгликоль.Особенно подходящими являются удлинители цепи, выбранные из группы, состоящей из 1,2-этиленгликоля, 1,3-пропандиола, 1,4-бутандиола и 1,6-гександиола. Особенно предпочтительными удлинителями цепи являются 1,4-бутандиол, 1,6-гександиол и этандиол.
В предпочтительных вариантах катализаторы (d) используются с компонентами синтеза. Это, в частности, катализаторы, которые ускоряют реакцию между NCO-группами изоцианатов (а) и гидроксильными группами изоцианат-реакционноспособного соединения (b) и, если используется, удлинитель цепи (с).Предпочтительными катализаторами являются третичные амины, в частности триэтиламин, диметилциклогексиламин, N-метилморфолин, N,N’-диметилпиперазин, 2-(диметиламиноэтокси)этанол, диазабицикло-(2,2,2)-октан. В другом предпочтительном варианте осуществления катализаторы представляют собой органические соединения металлов, такие как сложные эфиры титаната, соединения железа, предпочтительно ацетилацетонат железа (III), соединения олова, предпочтительно соединения карбоновых кислот, особенно предпочтительно диацетат олова, диоктоат олова, дилаурат олова или диалкиловые соли олова, более предпочтительно диацетат дибутилолова, дилаурат дибутилолова или соли висмута и карбоновых кислот, предпочтительно деканоат висмута.Особенно предпочтительными катализаторами являются диоктоат олова, деканоат висмута, сложные эфиры титаната.
Катализатор (d) предпочтительно используют в количествах от 0,0001 до 0,1 весовых частей на 100 весовых частей изоцианат-реакционноспособного соединения (b).
К компонентам синтеза (а)-(с) можно добавлять не только катализаторы (d), но и обычные вспомогательные вещества (e). Примеры включают поверхностно-активные вещества, наполнители, антипирены, зародышеобразователи, стабилизаторы окисления, вспомогательные вещества для смазки и извлечения из формы, красители и пигменты, необязательно стабилизаторы, предпочтительно против гидролиза, света, тепла или обесцвечивания, неорганические и/или органические наполнители, армирующие вещества и /или пластификаторы.
В контексте настоящего изобретения стабилизаторы представляют собой добавки, которые защищают пластмассу или смесь пластмасс от вредного воздействия окружающей среды. Примеры включают первичные и вторичные антиоксиданты, стерически затрудненные фенолы, светостабилизаторы на основе пространственно затрудненных аминов, поглотители УФ-излучения, стабилизаторы гидролиза, гасители и антипирены. Примеры коммерческих стабилизаторов можно найти в справочнике по добавкам для пластмасс, 5-е издание, изд. Х. Цвайфеля, издательство Hanser Publishers, Мюнхен, 2001 г. ([1]), стр. 98-136.
В предпочтительном воплощении поглотители УФ-излучения имеют среднечисловую молекулярную массу более 0,3×10 3 г/моль, в частности более 0,39×10 3 г/моль. Кроме того, предпочтительно используемые УФ-поглотители должны иметь молекулярную массу не более 5×10 3 г/моль, особенно предпочтительно не более 2×10 3 г/моль.
Особенно подходящими поглотителями УФ-излучения являются группы бензотриазолов. Примерами особенно подходящих бензотриазолов являются Tinuvin® 213, Tinuvin® 234, Tinuvin® 571, а также Tinuvin® 384 и Eversorb® 82.УФ-поглотители обычно добавляют в количестве от 0,01% по весу до 5% по весу в расчете на общую массу ТПУ, предпочтительно от 0,1% по весу до 2,0% по весу, в частности, от 0,2% по весу до 0,5% по весу.
Описанной выше УФ-стабилизации на основе антиоксиданта и УФ-поглотителя часто еще недостаточно для обеспечения хорошей устойчивости ТПУ согласно изобретению к повреждающему действию УФ-излучения. В этом случае светостабилизатор на основе стерически затрудненных аминов (HALS) все же может быть добавлен к ТПУ согласно изобретению в дополнение к антиоксиданту и поглотителю УФ-излучения.Активность соединений HALS основана на их способности образовывать нитроксильные радикалы, которые вмешиваются в механизм окисления полимеров. HALS являются высокоэффективными УФ-стабилизаторами для большинства полимеров. Соединения
HALS общеизвестны и коммерчески доступны. Примеры коммерчески доступных стабилизаторов HALS можно найти в Plastics Additives Handbook, 5-е издание, H. Zweifel, Hanser Publishers, Munich, 2001, стр. 123-136.
Предпочтительно используемые светостабилизаторы на основе затрудненных аминов представляют собой светостабилизаторы на основе пространственно затрудненных аминов, имеющие среднечисловую молекулярную массу более 500 г/моль.Кроме того, предпочтительные соединения HALS должны иметь молекулярную массу не более 10×10 3 г/моль, особенно предпочтительно не более 5×10 3 г/моль.
Особенно предпочтительными светостабилизаторами на основе затрудненных аминов являются бис-(1,2,2,6,6-пентаметилпиперидил)себацинат (Tinuvin® 765, Ciba Spezialitätenchemie AG) и продукт конденсации 1-гидроксиэтил-2,2,6,6 -тетраметил-4-гидроксипиперидин и янтарная кислота (Тинувин® 622). Особенно предпочтительным является продукт конденсации 1-гидроксиэтил-2,2,6,6-тетраметил-4-гидроксипиперидина и янтарной кислоты (Тинувин® 622), когда содержание титана в готовом продукте составляет менее 150 м.д., предпочтительно менее 50 м.д. частей на миллион, в частности менее 10 частей на миллион, в расчете на используемые компоненты синтеза.
Соединения HALS предпочтительно используют в концентрации от 0,01 % по массе до 5 % по массе, особенно предпочтительно от 0,1 % по массе до 1 % по массе, в частности, от 0,15 % по массе до 0,3 % по массе, в расчете на общая масса термопластичного полиуретана в пересчете на используемые компоненты синтеза.
Особенно предпочтительная УФ-стабилизация включает смесь фенольного стабилизатора, бензотриазола и соединения HALS в вышеописанных предпочтительных количествах.
Дополнительные сведения о вышеупомянутых вспомогательных веществах и добавках можно найти в технической литературе, например, в справочнике по добавкам для пластмасс, 5-е издание, изд. Х. Цвайфеля, издательство Hanser Publishers, Мюнхен, 2001 г.
ТПУ могут производиться серийно или непрерывно с помощью известных процессов, например, с использованием реактивных экструдеров или ленточного процесса с помощью «однократного» процесса или форполимерного процесса, предпочтительно с помощью «однократного» процесса. В «однократном» способе подлежащие взаимодействию компоненты (а), (b), а в предпочтительных вариантах осуществления также компоненты (с), (d) и/или (е) последовательно смешивают друг с другом. или одновременно, что приводит к немедленному началу реакции полимеризации.В процессе экструдера компоненты синтеза (а), (б), а в предпочтительных вариантах также (в), (г) и/или (е) вводят в экструдер по отдельности или в виде смеси и доводят до реакции предпочтительно при температуры от 100°С до 280°С, предпочтительно от 140°С до 250°С. Полученный полиуретан экструдируют, охлаждают и гранулируют.
Предпочтительно использовать для производства термопластичного полиуретана двухшнековый экструдер, так как двухшнековый экструдер обеспечивает принудительную транспортировку, что позволяет более точно регулировать температуру и выходную мощность экструдера.
Используемые эластомеры имеют форму порошка. Все обычные технологии измельчения и измельчения, такие как микрогранулирование, измельчение, криогенное измельчение, осаждение, диспергирование расплава, могут быть использованы в этом случае для получения порошка из исходных материалов, которые предпочтительно находятся в форме гранул. В предпочтительном варианте используют криогенное измельчение и микрогранулирование, особенно предпочтительно микрогранулирование. Эти порошки имеют особенно гладкую поверхность и, следовательно, демонстрируют лучшие характеристики текучести и меньшее количество воздушных включений в отливке, что проявляется в улучшенных механических свойствах, в частности в улучшенном удлинении при разрыве и прочности на растяжение испытуемых образцов.
В предпочтительных вариантах порошки имеют максимальную пространственную протяженность в диапазоне от 1 мкм до 3 мм, предпочтительно от 50 мкм до 2 мм и особенно предпочтительно от 200 мкм до 1,0 мм.
В предпочтительном варианте осуществления порошок имеет насыпную плотность в диапазоне от 200 кг/м 3 до 900 кг/м 3 .
В еще одном предпочтительном варианте осуществления порошок на основе термопластичного эластомера содержит по меньшей мере одну добавку, поглощающую электромагнитное излучение.Поглощение электромагнитного излучения нагревает до точки плавления в первую очередь добавки, но также и порошок термопластичного эластомера, который содержит указанные добавки.
В еще одном предпочтительном варианте доля добавки, поглощающей микроволны, составляет от 0,01% по весу до 30% по весу, предпочтительно от 0,01% по весу до 10% по весу, особенно предпочтительно от 0,01% по весу до 5% по весу, в расчете на на общий порошок. В предпочтительном варианте осуществления добавка, поглощающая электромагнитное излучение, смешивается с термопластичным эластомером, а в другом предпочтительном варианте осуществления эластомер в порошке по меньшей мере частично окружен покрытием, содержащим добавку, поглощающую электромагнитное излучение.
Таким образом, изобретение также обеспечивает способ получения порошков согласно изобретению, в котором термопластичный эластомер смешивают с добавкой, поглощающей электромагнитное излучение, или в котором эластомер по меньшей мере частично покрывают добавкой, т.е. наносят покрытие к эластомерному порошку.
Эти добавки предпочтительно наносят на полиуретановый порошок в виде чистого материала, раствора, порошка или дисперсии с помощью обычных процессов смешивания и нанесения покрытия, таких как распыление, погружение или смачивание с дополнительными вспомогательными веществами или без них.Предпочтительно для этой цели используют смесители, распылительные аппараты, погружные аппараты/барабанные аппараты.
Особенно предпочтительно, когда порошок эластомера обогащен пластификатором, поглощающим электромагнитное излучение, или покрыт эмульсией вещества, поглощающего электромагнитное излучение в пластификаторе.
Примеры пластификаторов включают: фталаты, алкилсульфонатные эфиры, цитратные эфиры, адипатовые эфиры, диизононил-1,2-циклогександикарбоксилат и глицериновые эфиры.
В способе получения порошка согласно изобретению поверхности частиц вначале тонко покрывают веществом, сильно поглощающим микроволны, например, в барабанном смесителе. Покрытый таким образом порошок помещают в форму, не поглощающую электромагнитное излучение, и затем сваривают путем облучения электромагнитным излучением. Добавка предпочтительно представляет собой высокополярное жидкое соединение, такое как триацетат глицерина, триэтилен- или трипропиленгликоль или цитратный эфир.Особенно предпочтительными являются триацетат глицерина, триэтиленгликоль или трипропиленгликоль и цитратный эфир.
Добавка поглощает электромагнитное излучение и таким образом вызывает специфический нагрев точек контакта порошка, так что они свариваются. Благодаря своей растворимости вещества через короткое время равномерно распределяются в полимере и сохраняются в нем стабильными. Если отказаться от дополнительных поглотителей, достаточно полярные полимеры также могут быть сварены подходящим высокочастотным излучением (МВ), но требуемое время нагрева будет больше, а достигаемая температура может быть ниже.
Особенно предпочтительно, когда термопластичные порошки обогащены триацетатом 1,2,3-пропантриола (триацетином).
В предпочтительном варианте покрытие основано на веществе, которое имеет температуру кипения выше 120°С и растворимо в эластомере.
В еще одном предпочтительном варианте осуществления добавка, поглощающая электромагнитное излучение, выбрана из группы, включающей триацетат глицерина, триэтиленгликоль, трипропиленгликоль или цитратный эфир.В одном варианте присутствует только одна добавка, поглощающая электромагнитное излучение, а в другом варианте в порошке присутствуют по меньшей мере две такие добавки.
В другом предпочтительном варианте осуществления порошок эластомера перед облучением смешивают с цветным пигментом, обычно имеющим максимальный размер частиц от 5 мкм до 10 мкм, или с жидким красителем.
В еще одном предпочтительном способе цветной пигмент неоднородно смешивается с порошком эластомера. Это приводит к тому, что слои имеют разные механические свойства.Также может быть достигнута различная окраска.
В другом предпочтительном варианте пудру наносят по меньшей мере двумя разными слоями разной окраски. Здесь также можно повлиять на механику за счет соответствующего выбора пигментов. Соответствующий выбор пигментов также может быть использован для определения оптической конфигурации формованного элемента.
В настоящем изобретении дополнительно предлагается отливка, получаемая одним из описанных способов, предпочтительно имеющая удлинение при разрыве более 100%, более предпочтительно более 200%.
Настоящее изобретение дополнительно предусматривает использование молдингов, изготовленных в соответствии с изобретением, для видимых компонентов автомобилей, искусственной кожи, сумок, упаковок, обуви, обуви, подошв для обуви, предметов интерьера, мебели. Предпочтительными видимыми компонентами в автомобилях являются рулевые колеса, ручки переключения передач и ручки.
Изобретение дополнительно предусматривает использование порошка согласно изобретению для изготовления полых тел, предпочтительно методом ротационного спекания.В предпочтительном варианте форма вращается в микроволновой печи, в другом предпочтительном варианте во вращающуюся форму встроен микроволновый передатчик. Изобретение также предлагает сам процесс в сочетании со всеми указанными параметрами процесса.
В другом предпочтительном варианте волокна, предпочтительно изготовленные из пластика, стекла и/или металла, помещают в термопластичный порошок и после обработки образуют собственную сеть внутри составных частей. Это может привести к улучшению механических свойств отливки.
Изобретение дополнительно обеспечивает способ изготовления формованных изделий путем соединения порошка термопластичного эластомера с помощью электромагнитного излучения в диапазоне частот от 0,01 ГГц до 300 ГГц, предпочтительно в диапазоне частот от 0,01 ГГц до 100 ГГц, более предпочтительно в диапазоне частот от 0,1 ГГц. и 50 ГГц, более предпочтительно электромагнитное излучение воздействуют на порошок в течение от 0,1 до 15 минут.
В предпочтительном варианте осуществления этого процесса порошки термопластичных эластомеров согласно изобретению помещают в форму, не поглощающую микроволновое излучение, и в ней сваривают в микроволновой печи.
Изобретение дополнительно предлагает эластомеры, получаемые описанным выше способом.
Предпочтительно, когда эластомеры, используемые для изготовления формованных изделий, выбирают из группы, включающей покрытия, демпфирующие элементы, сильфоны, пленки, волокна, формованные изделия, полы для зданий или транспорта, нетканые материалы, уплотнения, ролики, подошвы для обуви, шланги, кабели , кабельные заглушки, оболочки кабелей, подушки, ламинаты, профили, ремни, седла, пены, дополнительным вспениванием препарата, соединительные муфты, два кабеля, солнечные модули, отделка автомобилей, щетки стеклоочистителей.
Каждое из этих применений, взятое само по себе, является предпочтительным вариантом осуществления, также описываемым как приложение.
ПРИМЕРЫ 1. Пример — исходные материалы и производство- Порошок ТПУ: термопластичный полиуретан, полученный из гранулированного термопластичного полиуретана от BASF Polyurethans GmbH, Лемфёрде, Германия
Экструзию проводили в двухшнековом экструдере, получая экструдат диаметром около 2 мм.
Материалы микрогранул были производится на двухшнековом экструдере Berstorff ZE 40, оснащенном пластиной с микроотверстиями и подводным микрогранулятором от Gala.
Измельчение порошка проводили в мельнице Retsch ZM200, снабженной различными ситовыми вкладышами 0,35 мм, 1 мм и 2 мм, с охлаждением сухим льдом или азотом и просеиванием фракций, описанных в примерах.
2. Пример — приборыЛабораторная микроволновая система MLS-Ethos plus с максимальной мощностью 2,5 кВт.
3. Пример — методы измерения 3.1 Размер частиц: определение с помощью микрофотографий 3.2 Плотность насыпанияДля определения плотности насыпания сосуд емкостью 700 мл заполняли порошком, а массу определяли с помощью весов.Точность ±10 г/л.
3.3 ПлотностьПлотность определяли в соответствии с версией стандарта DIN EN ISO 1183-1, действующей на дату подачи заявки.
3.4 Удлинение при разрыве и прочность на разрывУдлинение при разрыве и прочность на разрыв определяли в соответствии с версией стандарта DIN 53504-S2, действующей на дату подачи заявки.
3,5 Твердость по Шору АТвердость по Шору А определяли в соответствии с версией стандарта DIN ISO 7619-1, действующей на дату подачи заявки
3.6 ИстираниеИстирание определяли в соответствии с версией стандарта DIN ISO 4649, действующей на дату подачи заявки.
4. Пример — пример изобретения B1ТПУ 1 был изготовлен с размером частиц менее 500 мкм путем гранулирования под водой (микрогранулированный порошок). Насыпная плотность этого микрогранулированного порошка составляет 660 г/л. В каждом случае 15 г порошка равномерно распределяли по тефлоновым формам размером 100 мм × 70 мм и облучали в микроволновой печи в течение 2 минут при мощности 700 Вт.Для достижения однородного микроволнового облучения формы вращались на поворотном столе во время облучения. Кроме того, через 1 мин отдельные формы вручную поворачивали на 180° вокруг своей горизонтальной оси. Через 2 минуты порошок спекался, образуя лист. После короткой фазы охлаждения в течение 3 минут на воздухе при комнатной температуре около 20°С листы удаляли из форм. Одновременно с этими испытательными листами для испытаний на растяжение и прочность на разрыв, имеющими размеры 700 мм × 70 мм × 2 мм, в каждом случае использовали 6 г порошка для изготовления листов размером 35 мм × 35 мм × 6 мм для определения плотности. твердость берега и истирание.
5. Пример — пример изобретения B2Материал гранул ТПУ 1 измельчали до особенно мелких частиц размером менее 165 мкм в криогенной штифтовой мельнице. Насыпная плотность этого порошка составляет 470 г/л. В каждом случае 15 г порошка равномерно распределяли по тефлоновым формам размером 100 мм × 70 мм и облучали в микроволновой печи в течение 2 минут при мощности 700 Вт. Для достижения однородного микроволнового облучения формы вращали на поворотный стол во время облучения и, кроме того, отдельные формы вручную поворачивали на 180° вокруг своей горизонтальной оси через 1 мин.Через 2 минуты порошок спекался, образуя лист. После короткой фазы охлаждения в течение 3 минут на воздухе при комнатной температуре около 20°С листы удаляли из форм. Одновременно с этими испытательными листами для испытаний на растяжение и прочность на разрыв, имеющими размеры 700 мм × 70 мм × 2 мм, в каждом случае использовали 6 г порошка для изготовления листов размером 35 мм × 35 мм × 6 мм для определения плотности. твердость берега и истирание.
6. Пример — пример изобретения B3ТПУ 2 был изготовлен с размером частиц менее 500 мкм путем подводного гранулирования.Насыпная плотность этого порошка составляла 700 г/л. В каждом случае 15 г порошка равномерно распределяли по тефлоновым формам размером 100 мм × 70 мм и облучали в микроволновой печи в течение 2 минут при мощности 700 Вт. Для достижения однородного микроволнового облучения формы вращали на поворотный стол во время облучения и, кроме того, отдельные формы вручную поворачивали на 180° вокруг своей горизонтальной оси через 1 мин. Через 2 минуты порошок спекался, образуя лист.После короткой фазы охлаждения в течение 3 минут на воздухе при комнатной температуре около 20°С листы удаляли из форм. Одновременно с этими испытательными листами для испытаний на растяжение и прочность на разрыв, имеющими размеры 700 мм × 70 мм × 2 мм, в каждом случае использовали 6 г порошка для изготовления листов размером 35 мм × 35 мм × 6 мм для определения плотности. твердость берега и истирание.
7. Пример — пример В4, предпочтительный согласно изобретениюТПУ 1 был изготовлен с небольшим размером частиц менее 500 мкм путем подводного гранулирования.Насыпная плотность этого порошка составила 660 г/л. Этот порошок был обогащен 3 мас.% триацетина. Добавление осуществляют путем добавления 3 г триацетина к 97 г порошка, который полностью перемешивают в течение более 4 часов в закрытом сосуде на электрической роликовой ленте. В каждом случае 15 г этого порошка равномерно распределяли в тефлоновых формах размером 100 мм × 70 мм и облучали микроволновым излучением мощностью 700 Вт. Для достижения однородного микроволнового облучения формы во время облучения вращали на поворотном столе. и, кроме того, отдельные формы вручную поворачивали на 180° вокруг своей горизонтальной оси через 1 мин.Всего через 90 секунд порошок, содержащий триацетин, спекался вместе с образованием листа. После короткой фазы охлаждения в течение 3 минут на воздухе при комнатной температуре листы удаляли из форм. Одновременно с этими испытательными листами для испытаний на растяжение и прочность на разрыв, имеющими размеры 700 мм × 70 мм × 2 мм, в каждом случае использовали 6 г порошка для изготовления листов размером 35 мм × 35 мм × 6 мм для определения плотности. твердость берега и истирание.
8. Пример — сравнительное испытание V1Сравнительный образец V1 был изготовлен в соответствии с общеизвестным процессом литья под давлением.В качестве базового материала использовали ТПУ 1. Испытания проводились на листах, полученных литьем под давлением, имеющих толщину 2 мм и 6 мм. Листы для испытаний подвергали термообработке при 80°С в течение 20 часов для улучшения механических свойств. Листы, изготовленные методом литья под давлением, достигают оптимальных механических свойств и служат эталоном механических свойств в способе согласно изобретению:
9. Пример — сравнительное испытание V2Сравнительный образец V2 был изготовлен методом порошковой суспензии.В качестве основного материала использовали ТПУ 1, который был в порошкообразной форме с размером частиц менее 500 мкм. Порошок помещали в металлическую форму с температурой 230°С, которую предварительно нагревали в печи с циркуляцией воздуха в течение 45 минут, а затем выдерживали в термошкафу с температурой 240°С до полного расплавления порошка. Для расплавления 100 г порошка с начальной высотой 3 мм потребовалось 2 минуты. Для плавления 70 г порошка с начальной высотой 10 мм потребовалось 4 минуты.
Затем металлические формы охлаждали до комнатной температуры в течение 5 минут на водяной бане. Расплав затвердевал при охлаждении и удалялся в холодном состоянии. Были изготовлены тестируемые листы толщиной 2 мм и 6 мм.
Образцы, изготовленные с помощью обычного процесса порошковой суспензии, требуют около одного часа для изготовления отливки, в то время как, в отличие от описанного здесь процесса спекания, отливки можно получить уже через несколько минут.
10. Пример — результатыСвойства эластомерных листов из примеров от B1 до B4 и сравнительных испытаний V1-V2 приведены в таблице 1.
По всем свойствам материалы, описанные в примерах изобретения В1-В4, достигли высокого уровня сравнительного примера 1, стандартного ТПУ, который был получен на машине для литья под давлением в обычном процессе, а для дальнейшего улучшения механических свойств был нагрет обрабатывают в печи с циркуляцией воздуха при 80°С в течение 20 часов. Материалы, спеченные микроволновым излучением, также имеют качество, эквивалентное сравнительному примеру 2, способу порошковой суспензии, а время производства составляет лишь часть времени изготовления известного процесса порошковой суспензии.
Использование триацетина в примере B4 позволяет сэкономить время по сравнению с B1 во время обработки, а значения прочности на разрыв, удлинения при разрыве и истирания остаются сравнимыми.
3дерс.org — Микроволновая сварка может укрепить межслойные соединения в напечатанных на 3D-принтере деталях, говорят исследователи Texas A&M
20 июля 2017 г. | Бенедикт
Исследователи из Техасского университета A&M говорят, что они нашли способ сделать напечатанные на 3D-принтере детали более прочными и более полезными для реальных приложений. Метод включает в себя склеивание слоев 3D-печатной детали в микроволновой печи с использованием композитов углеродные нанотрубки-полимер.
Для большинства пользователей 3D-принтеров микроволны используются для разогрева карманов для пиццы между заданиями на печать.Но для группы исследователей из Техасского университета A&M печи, генерирующие волны, играют гораздо более важную роль: они укрепляют связи между слоями печати.
Брэндон Суини, аспирант кафедры материаловедения и инженерии Texas A&M, недавно объединился со своим консультантом доктором Микой Грином для разработки нового способа упрочнения деталей, напечатанных на 3D-принтере. Метод использует традиционные концепции сварки, но применяет их к ультратонким слоям 3D-печатного объекта.
Интерес Суини к 3D-печати возник в несколько неожиданном месте: в армейской исследовательской лаборатории на Абердинском испытательном полигоне в Мэриленде, где ранее работал докторант.
«Я смог увидеть удивительный потенциал технологии, например, то, как она ускорила наше производство и позволила нашим проектам САПР воплотиться в жизнь за считанные часы», — недавно сказал Суини своему университету. «К сожалению, мы всегда знали, что эти части недостаточно прочны, чтобы выжить в реальном приложении.
Но вместо того, чтобы заставить его отказаться от аддитивного производства, отказ некоторых печатных деталей побудил Суини посвятить целый исследовательский проект 3D-печати.
«Я знал, что почти вся отрасль сталкивается с этой проблемой, — сказал Суини. «В настоящее время детали-прототипы можно распечатать на 3D-принтере, чтобы увидеть, впишется ли что-то в определенный дизайн, но на самом деле их нельзя использовать для других целей».
Оказавшись в этом очевидном тупике, Суини вступил в диалог с Грином и доктором Уилсоном.Мохаммад Саед, доцент кафедры электротехники и вычислительной техники Техасского технологического университета.
Вместе трио решило изучить возможность использования микроволн для сварки слоев напечатанных на 3D-принтере деталей. Немикроволновые печи просто плавили пластик 3D-печатных деталей, но исследователи думали, что микроволны можно использовать для выборочного соединения более слабых областей 3D-печатного объекта, оставляя его общую структуру нетронутой.
«Мы поняли, что нам нужно позаимствовать концепции, которые традиционно используются для сварки деталей вместе, когда вы будете использовать точечный источник тепла, такой как горелка или сварочный аппарат TIG, чтобы соединить поверхность раздела деталей вместе», — Суини. объяснил.«Вы не плавите всю деталь, а просто нагреваете то, что вам нужно».
С помощью специального материала Суини и его команда действительно смогли обеспечить тепло там, где оно было необходимо. В их уникальном процессе тонкий слой композита из углеродных нанотрубок помещается на внешнюю сторону пластиковой нити для 3D-печати, в конечном итоге «встраиваясь в интерфейсы всех пластиковых нитей» при печати.
Когда напечатанная на 3D-принтере углеродная деталь готова, ее помещают в сложную микроволновую печь.Затем его температуру контролируют с помощью инфракрасной камеры.
В научно-исследовательской работе, документирующей исследование, Суини пишет, что «микроволновое облучение повышает прочность сварного шва на излом на 275%», что, по мнению аспирантов, «откроет совершенно новые возможности проектирования для аддитивного производства».
Технология лицензирована местной компанией Essentium Materials и ожидает получения патента. Если они смогут получить этот патент и коммерциализировать процесс, исследователи считают, что технология, вдохновленная сваркой, может быть использована практически во всех отраслях, где задействована 3D-печать.
«Если вы инженер и действительно заботитесь о механических свойствах того, что вы делаете, то в идеале это должно быть на каждом принтере в этой категории», — подстрекал Суини.
Исследование было недавно опубликовано в Science Advances под названием «Сварка 3-D печатных углеродных нанотрубок-полимерных композитов с помощью локального микроволнового нагрева».
Опубликовано в Приложение для 3D-печати
Возможно, вам также понравится:
ИИС 10.0 Подробная ошибка — 404.11
Ошибка HTTP 404.11 — не найдено
Модуль фильтрации запросов настроен на отклонение запроса, содержащего двойную управляющую последовательность.
Наиболее вероятные причины:
- Запрос содержал двойную escape-последовательность, а фильтрация запросов настроена на веб-сервере для отклонения двойных escape-последовательностей.
Что вы можете попробовать:
- Проверьте конфигурацию/систему.webServer/security/requestFiltering@allowDoubleEscaping в файле applicationhost.config или web.confg.
Подробная информация об ошибке:
| Модуль | RequestFilteringModule | |
|---|---|---|
| Уведомление | Beadrequest | |
| Handler | StaticFile | |
| Код ошибки | 0x00000000 |
| Запрошенный URL-адрес | http://search.ebscohost.com:80/login.aspx?direct=true&profile=ehost&scope=site&authtype=crawler&jrnl=00469092&an=123436210&h=vaigkjb6vqjspfta0xtkc32cjodrcqhbgvqwkeizgmk9sus%2bao1jpsnmuvfisgdjyzasnkccqspajyoyw1qtsw%3d%3d&crl=c |
|---|---|
| Физический путь | C: \ WebApps \ аф-webauth \ login.aspx? прямой = истина & профиль = ehost & Объем = сайта & AuthType = гусеничного & Jrnl = 00469092 & ап = 123436210 & ч = vaigkjb6vqjspfta0xtkc32cjodrcqhbgvqwkeizgmk9sus% 2bao1jpsnmuvfisgdjyzasnkccqspajyoyw1qtsw% 3d% 3d & CRL = с |
| входа Метод | пока не определено |
| входа пользователя | пока не определено |