Сварная балка: технология изготовления |
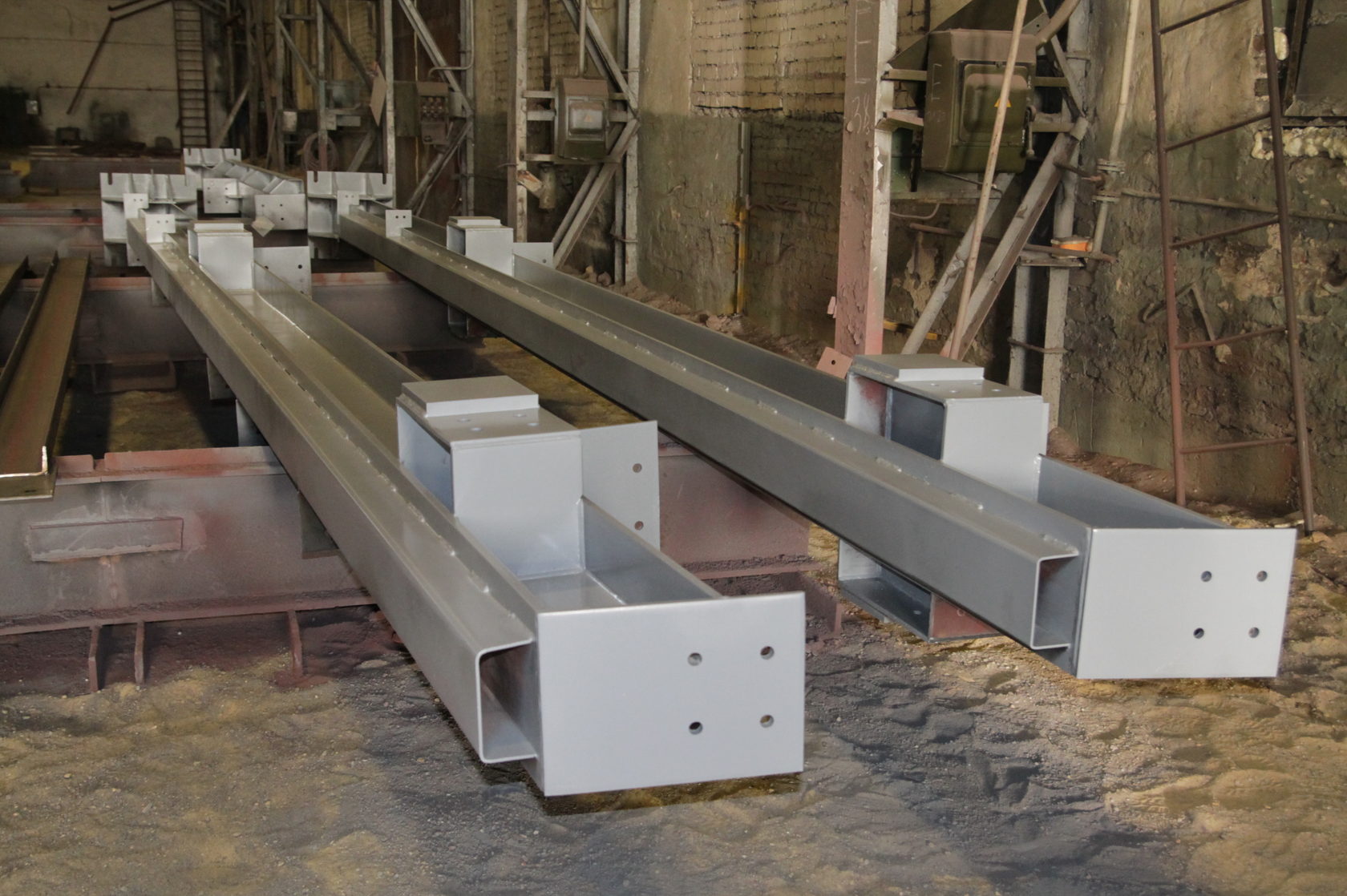
Сварные балки в промышленном виде чаще всего используются двутаврового сечения. Естественно для изготовления такой балки используют специальную технологию, которая подразумевает создание прочной и надежной конструкции. Поскольку металл является одним из самых дорогих строительных материалов, постоянно ведется поиск способа снизить затраты металла при сохранении требуемой прочности конструкции.
Изготовление балки в Москве и Московской области происходит на специальном заводе. Популярность таких балок обусловлена экономией металла при сохранении необходимой несущей способности конструкции. Сварные двутавровые балки представляют собой элементы с уменьшенным поперечным сечением, в сравнении с монолитными конструкциями.
Чаще всего для изготовления балки используют углеродистую сталь. Элемент состоит из трех частей, которые соединяются при помощи сварки. Некоторые виды балок делают с помощью горячего проката. Такое производство требует сложного оборудования.
Сваривание выполняется под действием флюса автоматическим методом. Для увеличения запаса прочности, приваривание полочки двутавра выполняется с двух сторон. В процессе производства важно следить за точным расположением элементов и плотным их прилеганием друг к другу. Это обеспечит надежность балки в готовом виде.
Себестоимость изготовления сварной балки зависит от масштаба производства и количества партии. Чем меньше завод делает готовых элементов, тем дороже обходится каждый из них. Большое количество изготавливаемых элементов позволяет поставить производство полностью на автоматизированный поток под конкретную задачу.
При изготовлении большой партии сварных балок применяют технологию беспрерывного производства. В таком режиме обслуживание оборудования обходится дешевле, чем его непосредственный запуск в работу. Помимо сборки и сварки листовых элементов двутавра на заводе изготовителе выполняют разные вспомогательные процессы.
Все стыковые соединения должны быть плотно проплавлены, а сформированный шов сварки должен отвечать нормативным требованиям. Все изделия проходят операционный контроль на этапе производства и окончательную проверку в готовом виде.
Сварная балка. Пять этапов изготовления
Условно изготовление сварной двутавровой балки можно разделить на пять этапов. Начальный этап подразумевает подготовку и резку листового материала на полосы необходимой толщины. В зависимости от оборудования и толщины обрабатываемого материала, резка одного метра выполняется примерно в течение минуты.
Дальше заготовленные листы подают на фрезерный станок, которые обрабатывает его торцы. Это позволяет улучшить качество сваривания между полкой и стенкой двутавра за счет плотного прилегания хорошо обработанных и подготовленных листов.
Третий этап производства двутавровой балки заключается в правильной сборке конструкции. При изготовлении небольшого количества балок используют стеллаж для сборки, на котором с помощью специальной подъемной техники выполняют установку всех элементов конструкции.
При изготовлении небольшого количества балок используют стеллаж для сборки, на котором с помощью специальной подъемной техники выполняют установку всех элементов конструкции.
При этом важно соблюдать симметричное расположение полочек и проверять перпендикулярность элементов. Для более крупных партий целесообразно вводить специальное оборудование для сборки, которые максимально исключает ручную трудоемкую работу.
Сваривание на стеллаже выполняется с помощью автоматизированных портальных сварочных установок. В зависимости от задач будущей конструкции применяют разную последовательность наложения швов.
На последнем этапе производится устранение геометрических нарушений, которые неизбежно появляются во время сварки (грибовидность). Готовая балка проходит через систему выравнивающих роликов.
Производство сварной балки: качество и надежность
Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
Большую популярность в современном строительстве приобрели сборные быстровозводимые здания из металлоконструкций. Одним из каркасных элементов этих сооружений становится балка.
Одним из каркасных элементов этих сооружений становится балка. Если в производстве металлических балок используется технология сварки, они именуются сварными. Полученные методом прокатки называются прокатными. А по конструкционным особенностям наиболее востребованы изделия, которые относятся к категории двутавров.
Двутавровые сварные балки
Если посмотреть на сечение такой балки, нетрудно отметить его сходство с буквой Н. Структура металлического профиля включает три элемента: стенку и примыкающие к обоим ее концам полки. Главное достоинство балок — небольшой удельный вес, а следовательно, простота и скорость монтажа.Ранее при сборке каркасов использовались другие, более мелкие элементы, которые приходилось соединять крепежом. Это затрудняло процесс, а конструкции получались непрочными. Производство стальных балок помогло решить эту проблему.
Изготовление балок
Бапка прокатного типа делается из цельного куска металла на особом оборудовании — прокатном стане. Последовательно проходя цепочку плетей, слиток постепенно приобретает необходимую форму. При производстве сварной балки три ее составляющих — полки и стенка — привариваются друг к другу, образуя единую конструкцию.
Последовательно проходя цепочку плетей, слиток постепенно приобретает необходимую форму. При производстве сварной балки три ее составляющих — полки и стенка — привариваются друг к другу, образуя единую конструкцию. Несмотря на то, что изделие выглядит очень просто и без изысков, процесс его изготовления достаточно сложен. Специалистам важно учитывать особенности сплава: они влияют на прочность, коррозионные свойства, жесткость, плотность и прочие нюансы.
Производство сварных балок
Особо трудоемка, хоть и востребована сварная балка. Ее производство начинается не в цехе, а в технологическом отделе, где с учетом физико-механических характеристик определяется нагрузка на изделие.
Полки и стенка, по сути, представляют собой элементы стальных полос разной толщины, поэтому следующим подготовительным этапом изготовления сварных балок становится резка полосы на заготовки заданной длины и ширины. После этой операции торцевые срезы фрезеруются.
Самый ответственный этап, на котором часто случаются ошибки, — сборка будущей балки. Ее сечение должно иметь идеально правильную форму, любые нарушения геометрической точности недопустимы.
Сегодня ручная сборка, в которой может сыграть негативную роль человеческий фактор, все чаще уступает место автоматической. Современное машиностроение предлагает даже спецоборудование — станы, собирающие балки с точностью до миллиметра. Процедура и ручной, и автоматической сборки проходит в одной и той же последовательности: сначала из стенки и полки формируется Т-образное изделие, затем присоединяется вторая полка.
Не менее важна в производстве сварной балки собственно сварка. Она может осуществляться двумя способами: с наклоненным электродом или “лодочкой”. Первый способ занимает меньше времени, но не гарантирует глубокого шва. Второй более длителен и трудоемок, но шов получается намного надежнее.
Даже при соблюдении всех технических условий готовой сварной балке может потребоваться корректировка.
 Поэтому финишными этапами ее производства становятся замер и правка. Процесс правки проводится еще на одном специфическом оборудовании — правильном стане.
Поэтому финишными этапами ее производства становятся замер и правка. Процесс правки проводится еще на одном специфическом оборудовании — правильном стане. Преимущества сварных двутавровых балок
Несмотря на трудоемкость изготовления балок сварного типа, заказчики и производители не случайно отдают предпочтение им. Прокатные можно получить только “горячим” способом. После термической обработки и деформации они значительно теряют в прочности и жесткости. Сварные, несмотря на наличие двух продольных швов, сохраняют механические свойства. Немаловажным фактором становится и меньший расход стали.Наконец, выпуск сварных изделий более универсален и ориентирован под широкие запросы. К примеру, можно изготовить балки несимметричной формы — с разной шириной полок.
Характеристики сварной двутавровой балки
Балки выполняют ответственную миссию: от их качества зависят целостность конструкции и жизнь людей. Поэтому производство балки должно проходить строго по ГОСТу.
- предельный уклон внутренних граней;
- момент инерции;
- предельный прогиб стенки;
- момент сопротивления, а также многие другие нюансы.
Сортамент сварной двутавровой балки
По ширине полок сварные двутавровые балки делятся на нормальные, широкополочные и колонные. Наибольшую ширину полок и толщину стенок имеют колонные. Чем выше эти показатели, тем в более ответственных конструкциях может использоваться прокат. По типоразмерам балки подразделяются на разновидности, обозначаемые латинскими буквами H, h, S, t и B.В таблицах сортамента также приводятся данные по площади поперечного сечения, массе и справочные значения для осей.
 Все эти данные помогают выполнить производство сварной балки строго по ГОСТам.
Все эти данные помогают выполнить производство сварной балки строго по ГОСТам. Преимущества использования сварной балки
Сварная балка обладает большей легкостью, чем полученная методом прокатки. Ее предпочтительнее использовать, когда требуется существенно снизить массу конструкции, наиболее качественно оптимизировать систему перекрытий. А за счет использования балки с меньшим сечением даже расширить некоторые элементы конструкции — например, увеличить размеры проема.Существует ли сварная балка по размерам
ГОСТ 26020-83? В нашей практике встречаются случаи, когда заказчик просит изготовить для него сварную балку, упоминая ГОСТ 26020-83. Постановка вопроса в этом случае неверна, ведь данный стандарт посвящен изготовлению балок горячекатаного типа. Их масса начинается от 8 кг и доходит до более чем до трехсот. Площадь сечения этих изделий достигает 400 кв.см. Однако мы можем изготовить для вас сварные изделия размеров, аналогичных тем, которые имеют катаные балки по ГОСТу 26020-83, но с ощутимо меньшим удельным весом.

Качественная балка сварная, изготовленная
на профессиональном станке Таким образом, для выпуска балок, геометрические пропорции которых не выходят за пределы допустимых, должно использоваться только качественное оборудование. В нашем цехе работает линия станков по сборке, сварке и правке этих изделий. Их производство поставлено на поток, что позволяет гарантировать серийный выпуск балок любых типоразмеров.
Колонны сварные из двутавра
В специальной литературе по изготовлению сварных балок можно встретить термин “сварная колонна”. По сути, это обозначение это та же балка, но габаритная, основная функция которой — служить вертикальной промежуточной опорой в металлоконструкциях и испытывать воздействие сжатием. “Колонной” обычно именуют массивное изделие, которое используют для возведения промышленных объектов, эстакад, каркасов зданий и прочих сооружений.Двутавровая балка в строительстве
Производство балки призвано решить широкий спектр строительных задач. Она используется в возведении:
Она используется в возведении: - перекрытий между этажами,
- жилых строений,
- коммерческих построек,
- объектов социальной и культурной сферы,
- спортивных сооружений,
- складских комплексов,
- мостов,
- тоннелей.
Лежалые балки
Кроме производства металлических балок многие предприятия сегодня предлагают так называемый лежалый прокат. Это изделия, которые в свое время были выпущены, но так и не нашли покупателя. С одной стороны, они не использовались, а следовательно, не подвергались износу. С другой — долгое ожидание оставило на них свои следы: например, в виде коррозии.Использовать такую балку для капитального и монолитного строительства, конечно же, не стоит. Но она может найти десятки способов применения в других, не таких ответственных сооружениях.
 К тому же современные способы очистки — дробеструйная или пескоструйная обработка — помогут вернуть эти изделиям прежний вид.
К тому же современные способы очистки — дробеструйная или пескоструйная обработка — помогут вернуть эти изделиям прежний вид. Где лучше купить сварные балки
Вы наверняка знаете, что самые выгодные по цене предложения можно найти на складах металлопроката. Однако следует различать склад при прямом производстве стальных балок и коммерческую структуру, которая покупает прокат у производителя, а затем перепродает с большой наценкой.Если вам хочется сэкономить и не сомневаться в качестве товара, советуем обращаться на склад нашего цеха. Там вы найдете основные типоразмеры балок. А если вам требуется нечто особенное или крупная партия проката, мы поработаем по вашему проекту.
Стоимость производства
В рубрике “Стоимость” на этой же странице вы найдете найдете прайс-лист производства сварной балки в нашем цехе. Мы указали в таблице средние цены на услуги. Они складываются из довольно простой формы: стоимость металла плюс стоимость работы наших специалистов. Однако могут корректироваться в зависимости от обстоятельств. Выполнение срочного заказа в предельно сжатые сроки предполагает наценку, а крупный серийный проект — хорошую скидку за тонну.
Однако могут корректироваться в зависимости от обстоятельств. Выполнение срочного заказа в предельно сжатые сроки предполагает наценку, а крупный серийный проект — хорошую скидку за тонну. Сертификаты на производство двутавровой балки
Качество нашей продукции подтверждено не только отзывами клиентов, но и сертификатами на продукцию. Мы делаем все для того, чтобы заказчик получал прокат “высшей пробы”, полностью соответствующий требованиям ГОСТов, и контролируем изготовление сварных балок на всех его этапах. Вам нужны металлоизделия, достоинства которых не вызовут сомнений? Обращайтесь!Сварные двутавровые балки — Ярославский Завод Металлоконструкций
Сварная двутавровая балка находит широкое применение в строительстве при возведении различных металлических конструкций. Для того, чтобы нагрузка на изгиб была наиболее оптимально распределена, в настоящее время сварные балки изготавливаются с поперечным Н-образным сечением, обеспечивая устойчивость объекта.
Данный стройматериал имеет существенные преимущества при строительстве, модернизации или реконструкции:
1) позволяет возводить опоры, уменьшающие вес конструкции;
2) сэкономить на фундаменте сооружения и снизить стоимость самой конструкции;
3) сократить расходы, благодаря производству продукции требуемых размеров;
4) по сравнению с горячекатаной, сварная балка позволяет удлинять перекрываемые пролеты.
НАША ПРОДУКЦИЯ
ЗАО «ЯЗМК» производит двутавровые балки переменного и постоянного сечения. Качество изделия обеспечивает тщательно выбранный металлопрокат, современная производственная линия, постоянный мониторинг качества на всем протяжении процесса изготовления.
Номенклатура предприятия – двутавровые балки:
- сварная балка – для замещения стальных прокатных двутавров по геометрическим параметрам в соответствие с ГОСТ 26020;
- сварная балка – для замещения стальных прокатных двутавров по геометрическим параметрам в соответствие с СТО АСЧМ 20;
- сварная балка – по заявке в соответствие с проектом заказчика с нестандартными размерами полок и стенок балки;
- сварная балка – биметаллическая (из разных марок стали) с переменным сечение стенок и полок.


Максимальная длина производимой балки – 18 метров, высота стенки может быть 300-2000 миллиметров – согласно официально утвержденным МП 53-101 и ГОСТ 23118.
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ДВУТАВРОВЫХ БАЛОК
ЗАО «ЯЗМК» оснащено всеми необходимыми инструментами для производства сварных деталей:
- Резка: оборудование с ЧПУ
- для газовой резки – Кристалл 2.5Н
- для газоплазменной резки – Pierce RUM-4000, источник HYPERTHERM HPR-130XD;
- Voortman-550
- Сварка: балкосварочный стан ННХ-1500 с автоматизированной сваркой Lincoln;
- Сверление: Voortman-613 и Voortman-600 – с ЧПУ;
- Дробеструйка: камеры и установки «ГЕТАРД», степень Sa 2.5;
- Сушка: специализированная камера.
ЦЕНООБРАЗОВАНИЕ
Цены не представлены на нашем сайте. Это связано с тем, что цена на двутавровые балки зависит от сложности, объемов требуемых изделий, срочности исполнения. Узнать стоимость заказа можно, связавшись с нашими специалистами – их контакты вы найдете здесь – или заполнив форму «Разместить заказ».
По запросу ЗАО «ЯЗМК» осуществляет транспортировку и монтаж произведенных изделий.
Сварные двутавровые балки в Ростове
Представляет собой изделие из металла, имеющее особый профиль. Из него делают балки для потолочного перекрытия и используют там, где конструкции необходимо придать жесткость.
Объем производства — до 1500 т. в месяц.
Длина балки — до 15 м.
Высота балки — до 3 м.
Такие двутавровые опоры обладают наиболее выгодным типом сечения — напоминающем букву «Н» — потому распределение нагрузки от изгиба соответствует распределению материала. Благодаря надежности в работе сварная балка применяется в качестве элемента эстакад, колонн и междуэтажных перекрытий, а использование их в каркасных металлоконструкциях позволяет не только до 35% облегчить элементы таких конструкций, но и создать экономичные формы опор.
Сварная двутавровая балка изготовлена методом сварки стальных листов и является аналогом горячекатаной балки. При этом расчетные механические свойства сварной балки не хуже, чем у соответствующего размера горячекатаной.
При этом расчетные механические свойства сварной балки не хуже, чем у соответствующего размера горячекатаной.
Она также позволяет увеличить ширину пролета зданий, значительно повысить рентабельность проектов, уменьшить металлоемкость зданий и сооружений.
Производство
В процессе изготовления сварной двутавровой балки в качестве материала используется исключительно высококачественная сталь. Собирают двутавр из трех листовых элементов, а изготовление балки методом сварки дает возможность не только создать конструкцию любой длины, но также наиболее рационально сочетать толщину полок с вертикальной стенкой. Именно возможность варьирования позволяет подобрать оптимальную площадь сечения.
Завод ООО «РЗМК ЮТМ» изготавливает двутавр по ГОСТ 26020-83, ASTM AG, JISG 3192, СТО АСЧМ 20-93 и т.д. Технологический процесс состоит из следующих стадий изготовления:
— раскрой листового металла. Скорость резки на полосы зависит от толщины материала.
— фрезеровка кромок. Улучшает провар шва между стенкой балки и ее полкой.
— сборка заготовки. На данной стадии изготовления обеспечивается взаимная перпендикулярность и симметрия расположения стенок и полок двутавра.
— сварка балки.
— правка полок. Данный этап предусматривает исправление нарушенной геометрии.
Кроме стандартных балок завод готов изготовить:
Перфорированная балка.
Облегченная балка с «окнами» в
стенке с сохранением всех
механических параметров.
Балка переменного сечения.
Балка с изменением высоты
стенки вдоль длины.
Разнополочная балка.
Балка с
различной шириной полок.
Бистальная балка.
Балка с
использованием разных марок
сталей для станки и полок (что
значительно снижает ее
стоимость по отношению к
прокатной).
Сварные балки на заказ от завода изготовителя
Геометрические и эксплуатационные характеристики сварных двутавровых балок, позволяют им выдерживать большие нагрузки. Что расширило сферы их применения:
Что расширило сферы их применения:
- в строительстве зданий, заводских цехов, производственных комплексов, ангаров;
- в машиностроении;
- в судостроительной отрасли.
Они незаменимы для создания:
- обрешетки несущих металлоконструкций;
- в качестве межэтажных перекрытий;
- стоек;
- эстакад;
- подвесных путей;
- опорных сооружений;
- многопролётных конструкций;
Производственные мощности завода металлоконструкций «СТАЛЬ-43» ориентированы, как на мелкосерийное, так и на крупносерийное производство металлических балок (сварных двутавров).
Этапы производства сварной двутавровой балки
1. Заготовка.
Металлический лист при помощи термической резки делится на отрезки необходимого размера. Одновременно можно изготовить несколько таких полос. При этом скорость резки составляет 1 м/мин.
2. Обработка кромки.
Обработка кромки.
Края получившихся металлических полос обрабатываются на фрезере, для того чтобы потом эти кромки лучше сваривались друг с другом.
3. Монтирование заготовки.
На этом этапе большое внимание уделяется симметричности расположения стенки и полок и их взаимной перпендикулярности. При единичном производстве монтаж происходит на специальном стеллаже с зажимами. Применение для сборки автоматизированных станков позволяет значительно уменьшить время и снизить себестоимость производства.
Использование сборочных станков – гарантия высокого уровня надежности отдельного механизма и готового изделия в целом. Станки с прижимным гидравлическим механизмом более эффективны, так как не нужно тратить время для того чтобы закрепить или открепить прижимные винты.
Монтаж сварной балки происходит в 2 этапа:
- собрать профиль в форме буквы Т;
- переворачивание его на 180 градусов.
4. Методика сварки двутавровой балки.
Для сварки двутавровой балки используются автоматизированные сварочные аппараты с защитным слоем флюса. Последовательность и виды швов могут быть самыми разными.
Защита от коррозии
Для продления срока службы сварных балок и сохранения эстетического вида металлоконструкций на выбор предлагается защита:
- цинконаполнение лакокарочными материалами;
- горячее цинкование;
- покрытие порошковыми красками.
Преимущества заказа в «СТАЛЬ-43»
- Производство сварных балок по индивидуальным проектам заказчика и чертежам, созданными сотрудниками проектных институтов и конструкторских бюро – это главное преимущество нашей компании.
- Изготовление металлических балок нестандартных форм. Завод принимает заказы на изготовление металлоконструкций нестандартных форм и размеров.
- Собственная разработка чертежей КМД. Специалисты завода по предоставленным проектам, изготовят детализированные чертежи (сборочные чертежи и монтажные чертежи). После чего передадут их на производственный участок.
- Современное производство. Производственная база завода «СТАЛЬ-43» оснащена по последнему слову техники, что дает возможность использовать различные методы обработки при изготовлении сварных балок.
 После чего передадут их на производственный участок.
После чего передадут их на производственный участок.Сделать заказ
При наличии готового проекта Вы можете обратиться к менеджерам завода «СТАЛЬ-43» в Кирове, для оформления заказа на изготовление металлоконструкции.
В случае, если у вас нет проекта, а потребность в металлических балках есть – мы разработаем проект для Вас и передадим его на производственный участок для дальнейшего изготовления.
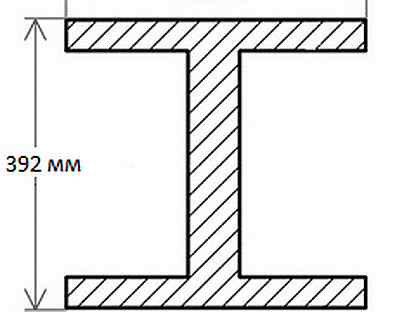
|
Пример условного обозначения сварной балки с высотой 400 мм, номером 40Б2 из стали С245 по ГОСТ 27772: Балка св 40Б2 С245 по ГОСТ 27772-88 |
|||||||
Производство сварной балки, изготовление по ГОСТ, сварные балки ГОСТ 19425 74 и другие.
 Санкт-Петербург
Санкт-ПетербургСП 53-101-98 — Изготовление и контроль качества стальных строительных конструкций.
Балки изготавливаться из листового горячекатаного проката углеродистых сталей (3 пс/сп) и сталей повышенной прочности (09Г2С).
Марка, категория качества, класс прочности стали оговариваются в заказе и указывается в чертежах КМ и КМД.
Балка сварная производится на линиях автоматической резки, сварки и сборки под флюсом с последующим исправлением «грибовидности».
Сварные двутавровые балки используются для изготовления:
- несущих конструкций зданий;
- металлоконструкций;
- металлических каркасах БМЗ;
- межэтажных перекрытий;
- перекрытий крыш;
- металлических опор;
- эстакад;
- мостов.
Балки сварные также используются при ремонте и реконструкции:
- зданий промышленного назначения;
- торговых центров;
- спортивных комплексов;
- офисных зданий;
- складских объектов;
- ангаров;
- хранилищ для с/г продукции.

Балка сварная и преимущества ее использования
Использование в изготовлении металлоконструкций балки сварной является экономически оправданным. Свое главное предназначение, перераспределение нагрузки от металлической конструкции, сварная балка выполняет на «отлично». Двутавр используется в металлических каркасах для быстровозводимых зданий, позволяя существенно снизить вес данных конструкций. Кроме того, из сварных балок сооружаются экономичные формы опор.
Согласно действующим стандартам горячекатаные двутавровые балки не выпускаются размером больше чем 60Б. Поэтому целесообразно для конструкций с высоким требованием к жесткости и несущей способности использовать сварные двутавровые балки.
Прочность сварной балки зависит не только от прочности шва, но и от марки листовой стали из которой она изготовлена. Технология изготовления позволяет использовать в производстве балки стали различных марок, что дает возможность снизить ее стоимость до 5%.
Балка сварная может быть изготовлена под заказ необходимых размеров, что делает производство металлоконструкций практически безотходным. В зависимости от требований проекта возможно изготовление с определенными требованиями для размеров сечения, благодаря чему вес конструкции в целом может быть снижен до 10%.
Использование в строительстве сварных балок позволяет увеличить широту пролета зданий, разнообразить архитектуру сооружения, уменьшить вес несущих элементов, повысить рентабельность проекта.
Steel Beam Fabriction
Стальные балки — это тип конструкционной стали, широко применяемой в строительстве. Они могут быть изготовлены во множестве различных форм и размеров, чтобы соответствовать требованиям любой конструкции. Давайте подробнее рассмотрим изготовление стальной балки.
Давайте рассмотрим изготовление стальных балок — различные типы стальных балок и обзор конструкционной стали.

Что такое конструкционная сталь?
Конструкционная сталь — это сталь, которая была изготовлена специально для использования в качестве конструктивного элемента здания или других конструкций (башни, мосты, корабли, трубопроводы и т. Д.).Он подразделяется на формы, каждая из которых имеет свои собственные композиционные свойства, которые регулируются стандартами, которые различаются в разных странах. Стальные балки — один из самых распространенных видов конструкционной стали.
Стандартные типы стальных балок
Балка с коническим фланцем
Балки с коническими полками представляют собой двутавровые секции, а также доступны в широком диапазоне размеров. В строительстве они часто используются для поперечных сечений балок. Хотя они имеют довольно высокий коэффициент сопротивления, они обычно не рекомендуются при наличии давления по всей длине, поскольку они не устойчивы к скручиванию (скручиванию).
Универсальная балка
Универсальные балки, также известные как двутавровые или двутавровые балки, имеют форму своего тезки: буква «I» в вертикальном положении и буква «H» на боку. Универсальные балки обычно изготавливаются из конструкционной стали и используются, в том числе, в строительстве и гражданском строительстве.
Универсальные балки обычно изготавливаются из конструкционной стали и используются, в том числе, в строительстве и гражданском строительстве.
Балка сварная
Сварные балки состоят из 3 отдельных стальных пластин, сваренных вместе, и состоят из верхнего фланца, стенки и нижнего фланца.Размеры фланцев и перегородки изготавливаются в соответствии с требованиями к нагрузке по длине балки. Они используются в строительстве и в промышленности, например, в кранах.
Универсальная колонна
Универсальные колонны также широко используются в конструкционных целях. Они похожи на балки и часто называются двутавровыми или двутавровыми, однако все три секции имеют одинаковую длину. Как следует из названия, они в основном используются для колонн и обладают фантастической несущей способностью.
Изготовление стальной балки
Изготовление высококачественной стальной балки имеет решающее значение для обеспечения абсолютной целостности конструктивных элементов здания. Это может показаться простым процессом, но для изготовления стальных балок требуются годы профессионального опыта и технических знаний, и поэтому вам обязательно нужно работать с опытным производителем металла.
Это может показаться простым процессом, но для изготовления стальных балок требуются годы профессионального опыта и технических знаний, и поэтому вам обязательно нужно работать с опытным производителем металла.
Если вы рассматриваете возможность изготовления стальных балок для любых строительных целей и хотите получить профессиональное мнение, мы можем помочь.Наша команда экспертов имеет опыт и знания, чтобы ответить на любые ваши вопросы о конструкционной стали и гарантировать, что вы найдете лучшее решение, соответствующее вашим потребностям.
Чтобы связаться с нами сегодня, просто позвоните, отправьте факс, отправьте электронное письмо и узнайте цену на сталь или зайдите в наш офис в Brookvale.
Сварные балки | Производитель сварных балок, Компания-поставщик, Индия
Балка сварная
Балки и колонны сварные Конструкции под брендом Fermos Engineering стремятся стать мировым стандартом стали для сварных конструкций. Традиционные горячекатаные балки и колонны не обеспечивают гибкости для некоторых клиентов, которым нужна гибкость в конструкции, весе и сроках поставки.
Традиционные горячекатаные балки и колонны не обеспечивают гибкости для некоторых клиентов, которым нужна гибкость в конструкции, весе и сроках поставки.
Fermos Engineering предоставляют клиентам ряд ключевых преимуществ.
Соблюдение всемирно признанных стандартов качества.Фирменные балки и колонны Fermos Engineering производятся в соответствии с AS / NZS 3679.2: 1996, который определяет требования к сварным двутавровым профилям для общих структурных и инженерных функций, включая функции, которые могут потребовать обработки динамических и других специальных нагрузок.
Неограниченное разнообразие дизайна Сварные конструкции под торговой маркой Fermos Engineering производятся из стальных листов, образующих стенку и двух фланцев. Ограничения по толщине стенки и фланца ограничиваются только наличием на рынке листов такой толщины. Таким образом, это дает нашим клиентам неограниченное количество вариантов конструкции с учетом ограничений по применению и изготовлению.
Таким образом, это дает нашим клиентам неограниченное количество вариантов конструкции с учетом ограничений по применению и изготовлению.
Fermos Engineering также обладают преимуществом в весе по сравнению с горячекатаными балками и колоннами, поскольку плиты, используемые в сварных конструкциях, могут быть подобраны в соответствии с требованиями заказчика по весу и, следовательно, обеспечивают экономическую выгоду.
Требования к запросуДля того, чтобы предоставить точное ценовое предложение, запросы должны содержать следующую информацию.
- Высота, мм (фланец)
- Ширина в мм (полотно
- Толщина полотна в мм
- Толщина фланца в мм
- кг на штуку или метр требуется
- Мин. Требуемый предел текучести и или предел прочности на разрыв.
- Применение сварной конструкции.
- Кол-во в штуках
- Срок поставки
- Любые особые требования к испытаниям, если таковые имеются.
- Дополнительные ценности, такие как
- Требования к пескоструйной очистке и грунтовке
- Требования к цинкованию.
- чертежи для вырезов и т. Д.
 Требуемый предел текучести и или предел прочности на разрыв.
Требуемый предел текучести и или предел прочности на разрыв.Сварные профили Bhullar | Bhullar Group Австралия | Сварные балки, стальные сварные изделия
Профили сварные по Бхуллару
Bhullar Steel уже более 10 лет с гордостью поставляет сварные профили на австралийский рынок.
Мощность производства 10 000 тонн в год, мы можем удовлетворить проект любого масштаба.
Сварные балки Bhullar поставляются прямо с производственной линии в самых богатых сортах и спецификациях.
Наш ассортимент
- Сварные балки (СТАНДАРТНЫЕ И НЕСТАНДАРТНЫЕ)
- Сварные колонны (стандартные и не стандартные)
- Швеллеры сварные
- Коробчатые балки
- Подвесные балки
- Профиль сварной конический
Доступные классы
- AS / NZS 3678: 250 — 250L15
- AS / NZS 3678: 300 — 300L0 — 300L15
- AS / NZS 3678: 350 — 350L0 — 350L15
- AS / NZS 3678: 400 — 400L15
- AS / NZS 3678: 450 — 450L15
- 300 Plus S0 — Сталь А сейсмостойкости
- Пластина класса Z как Z25 или Z35, эквивалентная BS EN 10164: 2004
- Высокопрочный бисплав (закалка и отпуск)
ПРОИЗВОДСТВО СВАРНОГО БАЛКА
| ||||||||
|
Профили сварные изготавливаются в соответствии с AS3679. 2: 2010 и стандарту сварки AS1554.1 категории SP.
2: 2010 и стандарту сварки AS1554.1 категории SP.
Мы также можем производить по другим стандартам сварки, таким как AS1554.5, или любым другим ведущим стандартам, таким как британские, американские, европейские и японские.
Мы не только можем изготовить весь ассортимент сварных профилей в соответствии с австралийскими стандартами, но также можем изготовить индивидуальные профили в соответствии с требованиями клиента.
(PDF) Сварные соединения балок фермы — производственные дефекты и решения по укреплению
Александр Седмак1, Дорин Раду2
Сварные стыки балок фермы — ИЗГОТОВЛЕНИЕ НЕИСПРАВНОСТЕЙ И РЕШЕНИЯ
NEVOKIER
NEVOKI
NEVADI
NEVADI
REŠAVANJE OJAČANJA
Originalni naučni rad / Оригинальная научная статья
УДК / УДК: 624.014.2.072.336
Rad primljen / Бумага получена: 31.03.2014
Adresa autora / Адрес автора:
1) Белградский университет, факультет инженеров-механиков —
ing, Белград, Сербия электронная почта: asedmak@mas. bg. ac.rs
bg. ac.rs
2) Университет Трансильвании, Брашов, Гражданский факультет
Инженерное дело, Румыния, электронная почта: [email protected]
Ключевые слова
• сварные соединения
• ферменные балки
• дефекты сварки
• стальные конструкции
Реферат
В случае зданий из стальных конструкций с большими пролетами, из-за простоты изготовления и оптимизации веса
, профили типа H или I для балочных элементов фермы с
сварными соединениями используются все чаще.
Для обеспечения прочности и устойчивости сборки
изготовление сваркой и расположение диагоналей
на верхнем и нижнем поясах очень важны для соблюдения
, как представлено в дизайн-проекте (чертежах). .
Во многих случаях эти соединения имеют производственные дефекты
, которые приводят к высоким напряжениям в области соединения.
В статье представлен случай профильной фермы типа HEA
балочных соединений, спроектированных в соответствии с EN1993-1-8. Мануфактура
Мануфактура
выявляет эксцентриситет в шарнирах и высокий уровень дефектов
. Представлены эффекты дефектов
и укрепляющие растворы для суставов.
Ključne Reci
• zavareni spojevi
• rešetkasti nosači
• greške zavarivanja
• čelične konstrukcije
Izvod
U slučajevima zgrada спосо čeličnih Konstrukcija širokog
raspona, zbog jednostavnosti izrade я poštujući optimizaciju
težine, H или я профили Elemenata rešetkastih nosača sa
zavarenim spojevima se sve češće koriste.
Radi postizanja čvrstoće i stable sklopa, izrada
zavarivanjem, kao i položaj dijagonala u gornjim i donjim
Elementima rešetke su veoma bitne činakbaenje 9000, 9000 точек 9000 может быть 9000 единиц 9000 может быть 9000 единиц. U mnogim slučajevima se kod ovih spojeva javljaju
greške u izradi koje dovode do pojave visokih napona i
oblastima veza.
U radu je prikazan slučaj veze profila tipa HEA rešet-
kastog nosača projektovanog prema EN1993-1-8. Открытие
Открытие
су эксцентричити у везама и велик брой грешака. Prikazani
su uticaji grešaka i rešenja za ojačavanje spojeva.
ВВЕДЕНИЕ
В случае строительных стальных конструкций, сварные соединения
ферменных балок все шире использовались в двадцатом веке
с масштабным развитием благодаря возможности
увеличивать пролеты в зданиях. Из-за дешевой рабочей силы
в прошлом решение с угловыми профилями
, приваренными к косынкам, впервые получило широкое распространение.
В настоящее время решением с профилями типа RHS / MSH является
, которое чаще используется с соединениями, выполненными сваркой непосредственно на
нижнем и верхнем поясе балок фермы. В случае
балок фермы большого пролета или несущих балок фермы принимается решение
с профилями HEA / IPE для элементов фермы.
Очень важный шаг в развитии этих конструктивных решений был сделан путем настройки режима расчета совместного проекта
, установленного Еврокодом. В соответствии с приложением
В соответствии с приложением
стандартов EN1993-1-8 и EN1090 / 1, стандартом EN1090 / 2
, все виды сварных соединений могут быть спроектированы и произведены
с контролем качества.
ПРОЕКТИРОВАНИЕ СВАРНЫХ СОЕДИНЕНИЙ В СООТВЕТСТВИИ С EN
1993-1-8
Сварные соединения балок фермы с элементами HEA / IPE
можно уподобить сварным соединениям балки с колонной
, где ферма является балкой и поясом (внизу или вверху)
представляет столбец.Такой вид ассимиляции дает
преимущество применения компонентного метода в конструкции
этих типов соединений.
Согласно компонентному методу, / 1 /, каждое соединение
разделено на три области с различными видами напряжений:
— область растяжения,
— область сжатия,
— область силы сдвига.
Каждую область можно идентифицировать по разной деформируемости
источников, которые представляют простые элементы (или «компоненты»)
, которые вносят вклад в глобальную реакцию узла. В теории
В теории
эта методология может быть применена к любой конфигурации узла
с любым типом нагрузки с условием наличия очень точного описания
каждого базового компонента.
INTEGRITET I VEK KONSTRUKCIJA
Vol. 14, комн. 1 (2014), стр. 29–34
СТРУКТУРНАЯ ЦЕЛОСТНОСТЬ И ЖИЗНЬ
Том. 14, № 1 (2014), стр. 29–34
29
Поле или цех: какой процесс сварки лучше всего подходит для изготовления металлоконструкций?
Производители металлоконструкций сталкиваются с трудностями на каждой работе: от составления точных заявок для поддержания своей конкурентоспособности до соблюдения сроков проекта и требований кодекса, прохождения проверок и проведения эффективного обучения операторов.Выбор наилучшего процесса сварки и присадочного металла для сварки конструкционной стали является ключевым, независимо от того, используется ли это мост, здание или другой подобный проект. Это помогает производителям достичь максимальной эффективности и качества в своей работе. Во-первых, подумайте, будет ли сварка металлоконструкций производиться в помещении магазина или на открытом воздухе в полевых условиях, поскольку сам по себе этот фактор либо вводит, либо устраняет множество элементов, включая ветер, врага защитного газа и сварочные процессы, которые зависят от Это.
Во-первых, подумайте, будет ли сварка металлоконструкций производиться в помещении магазина или на открытом воздухе в полевых условиях, поскольку сам по себе этот фактор либо вводит, либо устраняет множество элементов, включая ветер, врага защитного газа и сварочные процессы, которые зависят от Это.
Ручная сварка и дуговая сварка самозащитой порошковой проволокой (FCAW-S) наиболее часто используются для изготовления конструкционных сталей в полевых условиях, тогда как дуговая сварка порошковой проволокой в среде защитных газов (FCAW-G) и дуговая сварка под флюсом (SAW ) используются для сварки конструкционной стали внутри помещений. Сварка MIG сплошной и порошковой проволокой также используется в цехе, но не так широко, как FCAW-G. Производители должны взвесить плюсы и минусы этих сварочных процессов и выбрать вариант, который лучше всего подходит для их применения.Например, для применения в полевых условиях выбирайте между портативностью и простотой сварки штангой или производительностью FCAW-S. При заводской сварке необходимо учитывать гибкость FCAW-G, чистоту MIG (сплошной или металлической) или производительность SAW.
При заводской сварке необходимо учитывать гибкость FCAW-G, чистоту MIG (сплошной или металлической) или производительность SAW.
НАПОЛНИТЕЛЬНЫЕ МЕТАЛЛЫ И ПРОЦЕССЫ ДЛЯ ПРИМЕНЕНИЯ В ПОЛЕВЫХ УСЛОВИЯХ
Хотя операторы часто используют сварку штучной сваркой для наружных работ, переход на FCAW-S может значительно повысить производительность. Сварка палкой — это знакомый процесс, который более портативен, поэтому операторы часто предпочитают его, особенно если приложение требует, чтобы они много перемещались.Но он также заведомо медленный из-за частого использования электр.
переключений од (электроды расходуются примерно каждые 12 дюймов и должны быть заменены). Вот почему, когда в полевых условиях выполняется большой объем сварки в одном месте, несколько больших и / или многопроходных сварных швов, было бы гораздо более продуктивно преобразовать проволоку в проволоку FCAW-S.
В конце концов, выбор правильного процесса для полевого применения зависит от того, сколько времени будет потрачено на сварку по сравнению с тем, сколько времени будет потрачено на перемещение. Если оператор в основном неподвижен во время работы на открытом воздухе, следует рассмотреть возможность использования FCAW-S для повышения производительности. В противном случае, возможно, будет разумнее придерживаться процесса сварки штангой. Если желательно изменить процесс сварки, изготовителю может потребоваться повторная аттестация процедур сварки для применения. Хотя это требует как времени, так и усилий, это может быть оправдано, учитывая долгосрочную экономию средств за счет повышения производительности. При сварке конструкций обычно используются процедуры сварки с «предварительной квалификацией», которые требуют гораздо меньшего количества испытаний, что сводит к минимуму это потенциальное препятствие.
Если оператор в основном неподвижен во время работы на открытом воздухе, следует рассмотреть возможность использования FCAW-S для повышения производительности. В противном случае, возможно, будет разумнее придерживаться процесса сварки штангой. Если желательно изменить процесс сварки, изготовителю может потребоваться повторная аттестация процедур сварки для применения. Хотя это требует как времени, так и усилий, это может быть оправдано, учитывая долгосрочную экономию средств за счет повышения производительности. При сварке конструкций обычно используются процедуры сварки с «предварительной квалификацией», которые требуют гораздо меньшего количества испытаний, что сводит к минимуму это потенциальное препятствие.
В некоторых случаях может оказаться наиболее эффективным квалифицировать и использовать как сварку штучной сваркой, так и FCAW-S в одной работе. Области, которые требуют минимальной сварки, могут использовать сварку штучной сваркой, чтобы воспользоваться преимуществами портативности, и оставить тяжелые области сварки для FCAW-S, где процесс более высокой производительности будет сиять. Другие соображения включают:
Другие соображения включают:
- Уровни водорода : Наиболее широко используемые стержневые электроды 7018 Американского общества сварки (AWS; Майами, Флорида) имеют низкий уровень диффузионного водорода (обычно 4 мл на 100 г или h5).Проволока FCAW-S — H8 (8 мл на 100 г) или выше; h5 недоступен.
- Источники питания : FCAW-S следует использовать с источником питания постоянного напряжения (CV). В зависимости от классификации провода может потребоваться полярность DCEN или DCEP. DCEN более распространен, но не используется для всех проводов FCAW-S. Во многих случаях оператор может уже иметь многопроцессорную машину, способную выполнять эти настройки. Если нет, необходимо приобрести источник питания с постоянным током.
- Обучение : Провода FCAW-S имеют различные характеристики и эксплуатационные требования в зависимости от классификации AWS (тип провода), включая настройки определенного напряжения и вылета (удлинение электрода). Эти проволоки также требуют использования определенных углов горелки и скорости перемещения, чтобы добиться наилучшего качества сварки. Обучение операторов сварки без опыта работы с FCAW очень важно.
 Эти проволоки также требуют использования определенных углов горелки и скорости перемещения, чтобы добиться наилучшего качества сварки. Обучение операторов сварки без опыта работы с FCAW очень важно.
Эти проволоки также требуют использования определенных углов горелки и скорости перемещения, чтобы добиться наилучшего качества сварки. Обучение операторов сварки без опыта работы с FCAW очень важно. НАПОЛНИТЕЛЬНЫЕ МЕТАЛЛЫ И ПРОЦЕССЫ ДЛЯ МАГАЗИНОВ
Для изготовления металлоконструкций в мастерских широко используется проволока FCAW-G из-за ее простоты использования и возможности установки во всех положениях. Эти особенности позволяют операторам сварки разного уровня подготовки. Эти провода обычно имеют очень большие окна параметров, в которых они очень хорошо работают, и они очень прощают неправильную или непоследовательную технику.Проволока FCAW-G также может сваривать более грязные основные металлы, такие как прокатная окалина на горячекатаной стали — обычное явление при изготовлении конструкций. И, наконец, эти проволоки обладают высокой производительностью наплавки. Однако дополнительные действия, связанные с процессом, могут снизить общую производительность. Проволока FCAW-G образует шлак, который необходимо удалять между проходами и после сварки. Этот шлак может легко накапливаться в цехе, оборудовании и приспособлениях, что требует дополнительной очистки.
Проволока FCAW-G образует шлак, который необходимо удалять между проходами и после сварки. Этот шлак может легко накапливаться в цехе, оборудовании и приспособлениях, что требует дополнительной очистки.
В некоторых сварочных операциях вместо FCAW-G можно использовать сварку MIG, что позволяет исключить в цехе операции, не создающие добавленной стоимости. Поскольку при сварке MIG не образуется шлак, после сварки, такие как шлифовка или скалывание, нет необходимости, что позволяет экономить труд, время и деньги. У MIG есть некоторые недостатки по сравнению с FCAW-G. Это не так просто в использовании или не прощает сварщиков, а также труднее и медленнее выполнять сварку в нерабочем положении. Он также менее способен сваривать через прокатную окалину.
Присадочные металлы, доступные для сварки MIG, включают сплошную проволоку и проволоку с металлическим сердечником (или композит). Порошковая проволока устраняет некоторые из перечисленных выше недостатков. Они более снисходительны к технике сварщика, что упрощает их использование. Эта особенность является следствием широкой и очень жидкой сварочной ванны, характерной для этих проволок. Металлопорошковая проволока также работает в более широком диапазоне параметров, что облегчает сварщикам настройку источника питания. Наконец, эти проволоки содержат более высокие уровни раскислителей (чистящих элементов), которые позволяют им лучше работать с прокатной окалиной или грязным основным металлом.
Эта особенность является следствием широкой и очень жидкой сварочной ванны, характерной для этих проволок. Металлопорошковая проволока также работает в более широком диапазоне параметров, что облегчает сварщикам настройку источника питания. Наконец, эти проволоки содержат более высокие уровни раскислителей (чистящих элементов), которые позволяют им лучше работать с прокатной окалиной или грязным основным металлом.
Процесс SAW используется для максимальной производительности при обработке конструкционной стали в цехе, где требуются длинные, непрерывные и, возможно, многопроходные сварные швы, например, на двутавровой балке. Хотя SAW требует больших первоначальных капитальных затрат, она также обеспечивает высочайшую производительность. Инвестиции могут быстро окупиться, если структурное приложение требует много времени на дугу. SAW может также использовать сплошную или порошковую проволоку. Трубчатая конструкция порошковой проволоки обеспечивает более высокую скорость наплавки при той же силе тока, что и сплошная проволока, увеличивая скорость перемещения для получения сварного шва того же размера. Это, в свою очередь, повышает производительность и снижает тепловложение, что может свести к минимуму необходимость в дорогостоящих операциях правки.
Это, в свою очередь, повышает производительность и снижает тепловложение, что может свести к минимуму необходимость в дорогостоящих операциях правки.
Например, сплошная проволока SAW диаметром 1/8 дюйма, используемая при скорости подачи проволоки 100 (wfs) и 30 вольт, даст 650 ампер и скорость 22 дюймов в минуту для получения определенного размера сварного шва «X», тогда как 1 / Для проволоки с металлическим сердечником диаметром 8 дюймов, используемой при токе 650 ампер, потребуется 150 wfs, 30 вольт и скорость 27,5 дюймов в минуту для получения того же размера сварного шва «X». Это означает, что процесс SAW с использованием порошковой проволоки увеличил скорость движения на 25 процентов и снизил тепловложение на 25 процентов.Для сценария сварки конструкционной стали такое повышение производительности сварки наряду со снижением тепловложения, которое может минимизировать операции после сварки, может привести к значительной экономии. Поскольку затраты на рабочую силу являются самыми большими затратами при любой сварочной операции, даже небольшое сокращение времени цикла может обеспечить огромную экономию в долгосрочной перспективе. Это может происходить из-за увеличения скорости наплавки, что сократит время, затрачиваемое на сварку, или за счет сокращения / исключения несварочных операций, таких как шлифование, очистка после сварки, правка балок и т. Д.
Это может происходить из-за увеличения скорости наплавки, что сократит время, затрачиваемое на сварку, или за счет сокращения / исключения несварочных операций, таких как шлифование, очистка после сварки, правка балок и т. Д.
ЗАКЛЮЧИТЕЛЬНЫЕ МЫСЛИ
В любом случае качество, производительность и экономия средств имеют решающее значение для обеспечения эффективной и прибыльной сварки. Сварка конструкционной стали, будь то в поле или в магазине, требует такой же осторожности и внимания. Чтобы получить наилучшие результаты, производители должны спросить себя: «Правильно ли я использую процесс?» Если есть возможности для улучшения или возникли проблемы, возможно, стоит подумать о новом присадочном металле и технологии для работы.
Все, что вам нужно знать о производстве стальных балок
09 сентября 2017 г. | 0 комментариев Все мы знаем, как выглядят стальные балки, но знаете ли вы, где изготавливаются стальные балки и как они производятся? На первый взгляд может показаться, что изготавливать стальные балки несложно. Это просто длинный кусок металла, соединенный с другим, верно? Эта статья покажет вам четкую картину, описывающую, как изготавливаются стальные балки.
Это просто длинный кусок металла, соединенный с другим, верно? Эта статья покажет вам четкую картину, описывающую, как изготавливаются стальные балки.
Прежде всего, очень важно знать области применения стальных балок.Как правило, они используются в строительных целях для возведения зданий, промышленных навесов и т. Д. Без соблюдения строгих мер безопасности не рекомендуется начинать процесс изготовления. Вот почему лучше всего нанять квалифицированных и опытных производителей стальных балок , чтобы выполнить свою работу.
Давайте углубимся в процесс изготовления стальных конструкций, чтобы узнать больше о стальных балках:
Что такое изготовление стальной балки?
Проще говоря, изготовление металла — это резка, гибка и придание формы конструкционной стали.Сталь тщательно обрабатывается для формирования различных конструкций для самых разных целей. Производители металла должны уметь читать и интерпретировать инженерные схемы и чертежи, использовать современные методы и программное обеспечение и оборудование для изготовления изделий из металла. Наиболее важными аспектами производства стали являются инструменты и оборудование. Без новейших и передовых технологий изготовление металлоконструкций может быть как медленным, так и сложным процессом. Для создания стальных балок требуется высококачественная конструкционная сталь, а также подходящие инструменты, методы, знания и опыт.
Наиболее важными аспектами производства стали являются инструменты и оборудование. Без новейших и передовых технологий изготовление металлоконструкций может быть как медленным, так и сложным процессом. Для создания стальных балок требуется высококачественная конструкционная сталь, а также подходящие инструменты, методы, знания и опыт.
Какие инструменты и методы используются для изготовления стальных балок?
Поскольку технологии развиваются очень быстрыми темпами, производители металлоконструкций нуждаются в обучении и опыте, чтобы иметь возможность использовать все новейшие инструменты и методы. Причина, по которой производители предпочитают использовать все новейшие инструменты и оборудование с ЧПУ, заключается в том, что они позволяют им выполнять работу с максимальной точностью и аккуратностью. Различные сварочные инструменты и компьютеризированное оборудование облегчают работу производителям.
Какие стандартные методы соответствия необходимо соблюдать?
В зависимости от региона, использования и других факторов при производстве стальных балок следует учитывать множество стандартов. Некоторые из них являются обязательными методами соблюдения, предусмотренными верховенством закона для этой конкретной области, в то время как есть другие методы и практики, которые необходимы для обеспечения безопасности. Вот почему крайне важно, чтобы специалист, занимающийся производством стальных балок, досконально знал все соответствующие стандарты, чтобы обеспечить соблюдение требований от проектирования до поставки.
Некоторые из них являются обязательными методами соблюдения, предусмотренными верховенством закона для этой конкретной области, в то время как есть другие методы и практики, которые необходимы для обеспечения безопасности. Вот почему крайне важно, чтобы специалист, занимающийся производством стальных балок, досконально знал все соответствующие стандарты, чтобы обеспечить соблюдение требований от проектирования до поставки.
Изготовление стальных балок, безусловно, не является сложным процессом для наших профессиональных производителей металлоконструкций. Они имеют опыт и используют все новейшие и лучшие инструменты и оборудование для изготовления. Компания Northern Weldarc имеет многолетний опыт производства изделий из конструкционной стали в соответствии с лучшими производственными технологиями.
Теги: Изготовление стальной балки
Отправлено в Изготовление стальной балки, Без категории | Нет комментариев »
Мы не можем найти эту страницу
(* {{l10n_strings. REQUIRED_FIELD}})
REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.ТОВАРЫ}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings. LANGUAGE}}
{{$ select.selected.display}}
LANGUAGE}}
{{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}} .