Технология сварки балки из листового материала
Главная » Статьи » Технология сварки балки из листового материала
Сварная балка: технология изготовления — СтеллаСтрой
Главная » Статьи » Сварная балка: технология изготовления
Сварные балки в промышленном виде чаще всего используются двутаврового сечения. Естественно для изготовления такой балки используют специальную технологию, которая подразумевает создание прочной и надежной конструкции. Поскольку металл является одним из самых дорогих строительных материалов, постоянно ведется поиск способа снизить затраты металла при сохранении требуемой прочности конструкции.
Изготовление балки в Москве и Московской области происходит на специальном заводе. Популярность таких балок обусловлена экономией металла при сохранении необходимой несущей способности конструкции. Сварные двутавровые балки представляют собой элементы с уменьшенным поперечным сечением, в сравнении с монолитными конструкциями.
Чаще всего для изготовления балки используют углеродистую сталь. Элемент состоит из трех частей, которые соединяются при помощи сварки. Некоторые виды балок делают с помощью горячего проката. Такое производство требует сложного оборудования. Низкоуглеродистая сталь применяется реже, из нее делают балки только если того требует проектная необходимость.
Элемент состоит из трех частей, которые соединяются при помощи сварки. Некоторые виды балок делают с помощью горячего проката. Такое производство требует сложного оборудования. Низкоуглеродистая сталь применяется реже, из нее делают балки только если того требует проектная необходимость.
Сваривание выполняется под действием флюса автоматическим методом. Для увеличения запаса прочности, приваривание полочки двутавра выполняется с двух сторон. В процессе производства важно следить за точным расположением элементов и плотным их прилеганием друг к другу. Это обеспечит надежность балки в готовом виде.
Себестоимость изготовления сварной балки зависит от масштаба производства и количества партии. Чем меньше завод делает готовых элементов, тем дороже обходится каждый из них. Большое количество изготавливаемых элементов позволяет поставить производство полностью на автоматизированный поток под конкретную задачу.
При изготовлении большой партии сварных балок применяют технологию беспрерывного производства. В таком режиме обслуживание оборудования обходится дешевле, чем его непосредственный запуск в работу. Помимо сборки и сварки листовых элементов двутавра на заводе изготовителе выполняют разные вспомогательные процессы. К ним относится правка деталей, зачистка кромок и точная резка исходного материала.
В таком режиме обслуживание оборудования обходится дешевле, чем его непосредственный запуск в работу. Помимо сборки и сварки листовых элементов двутавра на заводе изготовителе выполняют разные вспомогательные процессы. К ним относится правка деталей, зачистка кромок и точная резка исходного материала.
Все стыковые соединения должны быть плотно проплавлены, а сформированный шов сварки должен отвечать нормативным требованиям. Все изделия проходят операционный контроль на этапе производства и окончательную проверку в готовом виде.
Сварная балка. Пять этапов изготовления
Условно изготовление сварной двутавровой балки можно разделить на пять этапов. Начальный этап подразумевает подготовку и резку листового материала на полосы необходимой толщины. В зависимости от оборудования и толщины обрабатываемого материала, резка одного метра выполняется примерно в течение минуты.
Дальше заготовленные листы подают на фрезерный станок, которые обрабатывает его торцы. Это позволяет улучшить качество сваривания между полкой и стенкой двутавра за счет плотного прилегания хорошо обработанных и подготовленных листов.
Третий этап производства двутавровой балки заключается в правильной сборке конструкции. При изготовлении небольшого количества балок используют стеллаж для сборки, на котором с помощью специальной подъемной техники выполняют установку всех элементов конструкции.
При этом важно соблюдать симметричное расположение полочек и проверять перпендикулярность элементов. Для более крупных партий целесообразно вводить специальное оборудование для сборки, которые максимально исключает ручную трудоемкую работу.
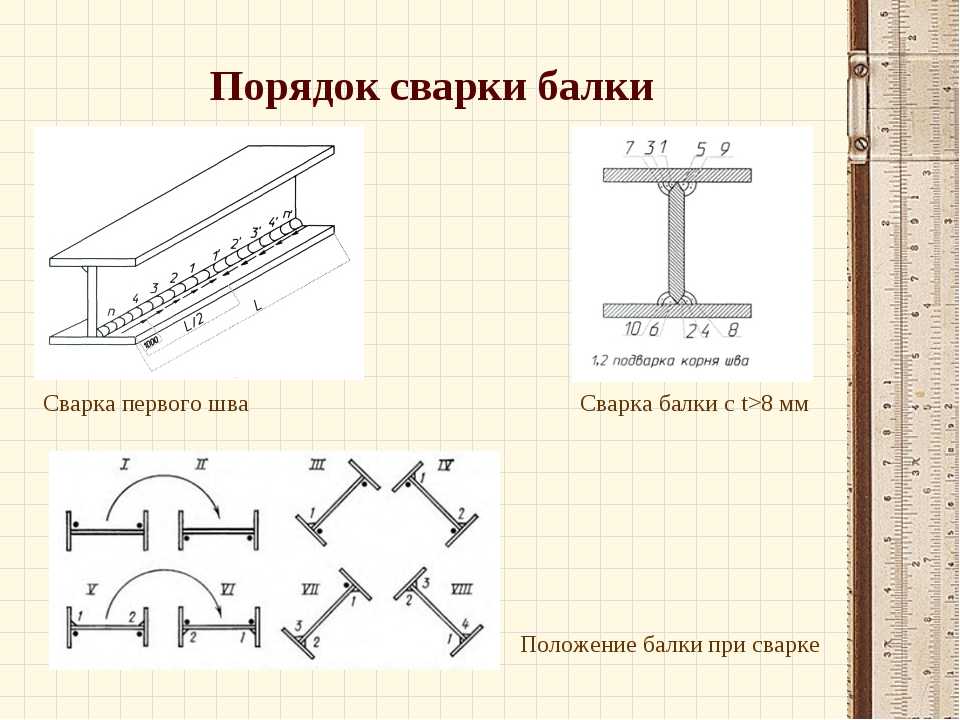
Сваривание на стеллаже выполняется с помощью автоматизированных портальных сварочных установок. В зависимости от задач будущей конструкции применяют разную последовательность наложения швов.
На последнем этапе производится устранение геометрических нарушений, которые неизбежно появляются во время сварки (грибовидность). Готовая балка проходит через систему выравнивающих роликов.
stellastroy.ru
Технология изготовления сварных двутавровых балок
Технология изготовления сварных двутавровых балок, помимо прочности и надёжности, к ним предъявляются и другие требования. Одной из основных характеристик балок является их плотность. Для любых видов работ, плотность металлических балок должна быть максимально высокой. Из основных задач для разработчиков балок, является снижение их металлоёмкости. Это значит, что постоянно ведутся работы по разработке балок, требующих меньшее количество металла при сохранении характеристик прочности.
Одной из основных характеристик балок является их плотность. Для любых видов работ, плотность металлических балок должна быть максимально высокой. Из основных задач для разработчиков балок, является снижение их металлоёмкости. Это значит, что постоянно ведутся работы по разработке балок, требующих меньшее количество металла при сохранении характеристик прочности.
О сварной двутавровой балке и её производстве
Двутавровые балки экономически выгодны в строительстве. Использование сварных двутавровых балок, в качестве строительных металлоконструкций каркасов, даёт возможность не только облегчить элементы конструкции, имеющие неоправданно большой коэффициент запаса прочности, но и создать более экономичную форму опор и сечения отдельных элементов, тем самым уменьшить массу металлической конструкции.
Изготовление сварных двутавровых балок.
Технология изготовления сварнной балки, экономичен и успешно конкурирует с изготовлением балок способом прокатки, по другому называют горячекатанная двутавровая балка. Изготавливаются двутавровые балки, конечно же, из металла. Чаще всего для производства балок применяются углеродистые стали. В частности, довольно распространены двутавровые балки из низкоуглеродистых сталей.
Изготавливаются двутавровые балки, конечно же, из металла. Чаще всего для производства балок применяются углеродистые стали. В частности, довольно распространены двутавровые балки из низкоуглеродистых сталей.
Среди всех видов балок, наибольшее распространение получили балки двухтаврового сечения. В основе этих балок лежит двухтавровый профиль, имеющий поясные швы. Профиль двухтавровых балок состоит из трёх элементов, соединяемых друг с другом посредством сварки. Cварка балки двутавровой происходит под действием флюса. Изготовление профиля для балок, происходит с помощью автоматов для сварки. Для увеличения надёжности балки, соединяемые элементы балки подвергаются сварке с двух сторон. Чтобы гарантировать максимальную прочность сварки балок, при создании сварного шва, балки применяются выходные и заходные планки. Так же следят за перпендикулярностью расположения элементов балки и за качеством их прилегания.
При изготовлении сварных двутавровых балок мелкими партиями, заводы вынуждены использовать примитивную малопроизводительную оснастку, и такие профили обходятся сравнительно дорого. Серийное производство сварных балок в поточных линиях или автоматических станах, которые выполняют весь цикл производства двутавра, на предлагаемом нами современном оборудовании, позволяет поднять производительность труда и снизить стоимость двутавровых балок. Такие поточные линии могут оснащаться либо автоматизированными установками непрерывного действия, либо рядом специализированных приспособлений и установок, последовательно выполняющих отдельные операции при условии комплексной механизации всего технологического процесса.
Серийное производство сварных балок в поточных линиях или автоматических станах, которые выполняют весь цикл производства двутавра, на предлагаемом нами современном оборудовании, позволяет поднять производительность труда и снизить стоимость двутавровых балок. Такие поточные линии могут оснащаться либо автоматизированными установками непрерывного действия, либо рядом специализированных приспособлений и установок, последовательно выполняющих отдельные операции при условии комплексной механизации всего технологического процесса.
Наиболее широкое применение имеет двутавровый профиль с поясными швами, выполняемыми обычно сварочными автоматами под флюсом. Двутавр собирают из трёх листовых элементов. При их заготовке, помимо правки, резки и зачистки кромок, часто предусматривают сборочную и сварочную операции для получения листового элемента требуемой длины и ширины. В этом случае к стыковым соединениям предъявляется требование полного и надежного проплавления с хорошим формированием усиления шва.
Технологический процесс изготовления сварной двутавровой балки.
01Раскрой листового металла на полосы — штрипс нужной длины и ширины изготавливается на установке термической резки с ЧПУ, которая позволяет распускать лист одновременно несколькими резаками. Скорость резки, в зависимости от толщины металла, доходит до 1 метра в минуту.
02Фрезеровка торцов — для улучшения провара шва между полкой и стенкой двутавра производится фрезерная обработка торцов на торцефрезерном станке.
03Сборка балки двутавровой должна быть достаточно точной, особое внимание уделяется симметрии расположения и взаимной перпендикулярности полки и стенки. Сборка на стеллаже с помощью простейших приспособлений является трудоёмкой и может применяться только в единичном производстве. Использование станов для сборки двутавровых балок позволяет повысить производительность сборочных операций в несколько раз.
С помощью стана для сборки двутавровых балок Z15, достигается симметрия расположения стенки относительно полок балки, обеспечивается взаимная перпендикулярность полки и стенки балки. Сборка двутавровой балки осуществляется в 2 этапа: сборка профиля T-образной формы, затем балка кантуется на 180° и собитается двутавр.
Сборка двутавровой балки осуществляется в 2 этапа: сборка профиля T-образной формы, затем балка кантуется на 180° и собитается двутавр.
Эффект использования сборочного стана, обеспечивается быстродействием и надёжностью механизма позиционирования элементов. Закрепление и освобождение элементов балки по всей длине с помощью винтов занимает много времени. Значительно производительнее и удобнее в работе приспособления, оснащенные гидравлическими прижимными механизмами.
xn—-7sbabec1clej3cj.xn--p1ai
Особенности технологии изготовления сварных балок коробчатого сечения
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СВАРНЫХ КОНСТРУКЦИЙ
Балки коробчатого сечения (рис. 36, а) сложнее в изготовлении, чем двутавровые, но они имеют большую жесткость на кручение и поэтому находят широкое применение в конструкциях крановых мостов. При большой длине таких балок полки и стенки сваривают стыковыми соединениями из нескольких листовых элементов.
Рис. 36. Изготовление балок коробчатого сечения: а — сечение балок; б — установка боковых стенок; в — сварка внутренних швов |
Сначала на стеллаж укладывают верхний пояс (полку), расставляют и приваривают к нему диафрагмы. Такая последовательность определяется необходимостью создания жесткой основы для дальнейшей установки и обеспечения прямолинейности боковых стенок, а также их симметрии относительно верхнего пояса. После приварки диафрагм устанавливают, прижимают (рис. 36, б) и прихватывают боковые стенки. Затем собранный П — образный профиль кантуют и внутренними угловыми швами приваривают стенки к диафрагмам (рис. 36, в). Сборку заканчивают установкой нижнего пояса. Сварку поясных швов осуществляют после завершения сборки и ведут
Такая последовательность определяется необходимостью создания жесткой основы для дальнейшей установки и обеспечения прямолинейности боковых стенок, а также их симметрии относительно верхнего пояса. После приварки диафрагм устанавливают, прижимают (рис. 36, б) и прихватывают боковые стенки. Затем собранный П — образный профиль кантуют и внутренними угловыми швами приваривают стенки к диафрагмам (рис. 36, в). Сборку заканчивают установкой нижнего пояса. Сварку поясных швов осуществляют после завершения сборки и ведут
наклонным электродом без поворота в положение «в лодочку». Это объясняется тем, что для балки коробчатого сечения подрез у поясного шва менее опасен, чем для двутавра, поскольку в балках коробчатого сечения сосредоточенные силы передаются с пояса на стенку не непосредственно, а главным образом через поперечные диафрагмы.
При изготовлении полноразмерных балок моста крана все основные операции по заготовке листовых элементов и последующей общей сборки и сварки выполняют в механизированных поточных линиях с использованием автоматической сварки под слоем флюса. Узким местом производства таких балок коробчатого сечения является выполнение таврового соединения диафрагм и стенок угловыми швами. Небольшое расстояние между стенками затрудняет автоматическую сварку в горизонтальном положении (рис. 36, в), а вручную сварщику приходится выполнять эти швы в крайне неудобном положении.
Узким местом производства таких балок коробчатого сечения является выполнение таврового соединения диафрагм и стенок угловыми швами. Небольшое расстояние между стенками затрудняет автоматическую сварку в горизонтальном положении (рис. 36, в), а вручную сварщику приходится выполнять эти швы в крайне неудобном положении.
Особенности производства балок коробчатого сечения рассмотрим на примере поточной линии (рис. 37). Все заготовительные операции выполняются вне линии, и на склад 11 поступают полностью обработанные заготовки. Портальный кран 10 с электромагнитными захватами подает поочередно на рольганг 9 заготовки полок и стенок. В сварочном стенде 8 собирают поперечные стыки элементов балки и сваривают под флюсом за один проход с обратным формированием шва на медной охлаждаемой подкладке. По мере сварки поперечных стыков элемент балки продвигается по рольгангу на участок рентгеновского контроля 7. Обычно рентгенографическому контролю подвергают все поперечные швы нижнего пояса, испытывающего напряжения растяжения, а швы остальных элементов контролируют выборочно. Готовые элементы мостовым краном с помощью жесткой траверсы снимают со стенда и в вертикальном положении устанавливают в накопители 6. Таким же образом эти элементы подают из накопителей к сборочным стендам. Стенды 1, 2, 3 и 5 представляют собой
Готовые элементы мостовым краном с помощью жесткой траверсы снимают со стенда и в вертикальном положении устанавливают в накопители 6. Таким же образом эти элементы подают из накопителей к сборочным стендам. Стенды 1, 2, 3 и 5 представляют собой
систему козелков, размещенных параллельно друг другу на расстоянии 1,5…2
72
м. На стенде 5 собирают и сваривают верхний пояс с диафрагмами — «гребенку». Ее переносят мостовым краном на стенд 3, зачаливая ее эксцентриковыми захватами за диафрагмы в нескольких местах с помощью жесткой траверсы. Центральные козелки стенда 3 имеют регулировку по высоте. Это позволяет задавать верхнему поясу прогиб, равный строительному подъему, если он необходим для компенсации прогиба балки при работе конструкции под нагрузкой. При сборке этот предварительный прогиб пояса закрепляется постановкой боковых стенок, что необходимо иметь в виду при проектировании их раскроя. Сборку боковых стенок с «гребенкой» выполняют с помощью портальной самоходной установки 4, Для сварки диафрагм со стенками используют портальную установку 12, несущую четыре головки для одновременного выполнения четырех вертикальных угловых швов в среде СО 2.
Сборка балки завершается на стенде 2, куда без кантовки передается мостовым краном собранная на стенде 3 балка открытого сечения. Перед постановкой нижнего пояса выправляют искривления верхних кромок боковых стенок, полученные в результате приварки диафрагм. Для этого расположенные на тележках 14 гидродомкраты подводят к концам балки и, нажимая на верхний пояс, прогибают балку до полной выборки ее строительного подъема. Кромки вертикальных стенок оказываются растянутыми в упругой области, и искривления устраняются. Затем мостовым краном укладывают нижний пояс. С помощью самоходного портала 13, имеющего вертикальные пневмоцилиндры, пояс прижимают к балке и закрепляют его прихватками. После освобождения балки от закрепления строительный подъем восстанавливается. Далее балку передают на стенд / для сварки поясных швов наклоненным электродом. Вдоль стенда 1 по рельсовым направляющим перемещаются два сварочных автомата 15, выполняющих; под флюсом одновременно два поясных шва. Автоматы снабжены выносными сварочными головками, закрепленными шарнирно. В процессе сварки пружины постоянно поджимают головку к балке, а копирующий ролик направляет электрод для укладки поясного шва. После, кантовки балки таким же образом выполняют вторую пару швов.
Автоматы снабжены выносными сварочными головками, закрепленными шарнирно. В процессе сварки пружины постоянно поджимают головку к балке, а копирующий ролик направляет электрод для укладки поясного шва. После, кантовки балки таким же образом выполняют вторую пару швов.
Сварные элементы коробчатого сечения нашли применение в качестве стержней ферм железнодорожных мостов (рис. 38, а). В отличие от балок у них нет диафрагм, что затрудняет их сборку. Поэтому в серийном производстве для их сборки используют специальные кондукторы, фиксирующие детали по наружному контуру (рис. 38, б). Кроме того, для предотвращения винтообразного искривления этих элементов сварку осуществляют наложением одновременно двух симметрично расположенных в одной плоскости, угловых швов наклоненными электродами. Для этого используют, двухдуговые тракторы типа ТС-2ДУ.
Рис. 38. Кондуктор для сборки стержней коробчатого сечения: а — сечение стержня; б — схема кондуктора |
С помощью стекла и алюминия можно создавать не только эффектные экстерьеры зданий, но и формировать элегантные пространственные решения внутри помещений. Предложения компании Фирма «ГлассГрупп» предлагает реализовать под ключ различные архитектурные …
Предложения компании Фирма «ГлассГрупп» предлагает реализовать под ключ различные архитектурные …
В рамах тележек железнодорожного подвижного состава нередко наиболее сложные элементы выполняют в виде стальной отливки с относительно тонкими стенками. Примером этому может служить рама тележки электровоза ВЛ-80 (рис. 51), состоящая …
В тяжелом машиностроении рамы клетей мощных прокатных станов собирают и сваривают из балочных заготовок в виде массивных стальных отливок. На рис. 51 показана рама вертикальной клети прокатного стана, составленная из …
msd.com.ua
Производство балок
Статья про производство балок, оборудование и технологию изготовления. Коротко и подробно о самом главном в этом бизнесе
Балка – представляет собой особый конструктивный элемент, который является наклонным или же горизонтальным брусом, который в основном работает на изгиб.
Чаще всего, как правило, именно горизонтально расположенная балка воспринимает отдельно расположенную вертикальную поперечную весовую нагрузку. Но в отдельных некоторых случаях необходимо также учитывать и влияние вероятных горизонтально расположенных поперечных сил, к примеру, ветровую нагрузку или, же возможное землетрясение. Очень перегруженная балка, в свою очередь, непосредственно воздействует на данные опоры, которыми могут быть такие предметы как, колонны, подвесы, стены или другие балки, перекладины. После же нагрузка передаётся дальше по линии перегруза, и в итоге, в большинстве всех случаев, воспринимается всеми данными конструктивными элементами. Отдельно можно также выделить такой случай ферменной специфической конструкции, в которой все имеющиеся стрежни покоятся непосредственно на горизонтальной балке.
Но в отдельных некоторых случаях необходимо также учитывать и влияние вероятных горизонтально расположенных поперечных сил, к примеру, ветровую нагрузку или, же возможное землетрясение. Очень перегруженная балка, в свою очередь, непосредственно воздействует на данные опоры, которыми могут быть такие предметы как, колонны, подвесы, стены или другие балки, перекладины. После же нагрузка передаётся дальше по линии перегруза, и в итоге, в большинстве всех случаев, воспринимается всеми данными конструктивными элементами. Отдельно можно также выделить такой случай ферменной специфической конструкции, в которой все имеющиеся стрежни покоятся непосредственно на горизонтальной балке.
Оборудование для производства балок
Специфический процесс производства всегда предполагает такое же специфическое или индивидуальное оборудование. Для производства сварных балок используется специальная линия.
Существует всего два варианта такого оборудования. Это такое оборудование как:
- Автоматический стан для производства сварной двутавровой балки.
 Такое устройство дает возможность все процессы изготовления балки на одном целостном станке.
Такое устройство дает возможность все процессы изготовления балки на одном целостном станке. - Линия для производства сварной двутавровой балки. В состав и комплектующие данной линии оборудования могут входить непосредственно:
- станок для сборки двутавровых балок;
- установка для сварки балки;
- станок для правки полок двутавровой балки;
- машина термической резки для раскроя листа.
 Такое устройство дает возможность все процессы изготовления балки на одном целостном станке.
Такое устройство дает возможность все процессы изготовления балки на одном целостном станке.Данное оборудование всегда может не только охватить весь технологический процесс производства стальных двутавровых балок, но и существенно снизить расходы ресурсов на изготовления балок. Такое оборудование можно приобрести по частям, как отдельные устройства, так и как целую непрерывную линию.
Технология производства балок
Существует несколько характеристик и принципов, от которых зависит и по которым определяется прочность балки:
- площадь и форма поперечного сечения;
- длина;
- материал изготовления;
- способ, которым она крепилась.
Существует несколько основных материалов производства балок, и чаще всего это: стальные, железобетонные, деревянные балки. В строительстве в основном используется именно стальная, двутавровая балка, так как она считается самой прочной и самой сильной, выдерживающей очень большие нагрузки.
Двутавровые балки больше всего используют при возведении и конструкции разнообразных каркасов зданий и мостов. Также такие стальные балки применяют тавровые балки, швеллеры, или же балки с полым профилем, и возможно, балки с угловым профилем сечения.
Каждый процесс производства имеет свои принципы и свои нормы, которые зачастую устанавливаются законами или нормами правительства государства, так как большинство производств, будь оно как промышленное так и не промышленное связано либо с людьми которые работают на производстве, либо с людьми, потребляющими или эксплуатирующими полученные продукт.
Такие нормы не обошли и процесс, а вернее технологию производства балок. Данная технология также имеет свои определенные ступени, этапы и процессы. Процесс производства балок имеет всего пять основных этапов:
Процесс производства балок имеет всего пять основных этапов:
- Раскрой листового металла на полосы. Штрипс требуемой длины, а также ширины изготавливается на специфической для данного производства установке термической резки с ЧПУ, которая также позволяет распускать лист на части одновременно несколькими резаками. Скорость процесса резки, в зависимости от толщины и плотности металла, доходит до одного метра за минуту, что довольно быстро в нынешнее время.
- Фрезеровка кромок. Данный процесс направлен на улучшение провара шва между самой полкой и конечно, стенкой. Для этого производится фрезерная регулировка и обработка всех кромок на специальном кромкофрезерном станке.
- Сборка балки. Процесс сборки обязан быть правильным. Вся сборка двутавровой балки должна быть достаточно четкой и точной, а самое главное особое внимание уделяется симметрии территориального расположения и взаимной перпендикулярности полки и двутавровой стенки балки.
- Сварка балки. Весь процесс регулируется автоматизированными линиями производства. Но при этом последовательность, в которой принимаются и налагаются швы, может быть разной в зависимости от самого процесс сварки. Сварка, которая производится наклоненным электродом, позволяет не только одновременно сваривать два шва, но и выполнять шов « лодочку», что обеспечивает только лучшие условия формирования всего периметра шва и глубины проплавления стенки, и при этом поворачивать полностью изделие приходится после сварки непосредственно каждого шва.
- Правка полок двутавровой балки. Во время процесса производства сварной двутавровой балки всегда непременно возникает нарушение ее «геометрии» полок и стенок.
 Но при этом последовательность, в которой принимаются и налагаются швы, может быть разной в зависимости от самого процесс сварки. Сварка, которая производится наклоненным электродом, позволяет не только одновременно сваривать два шва, но и выполнять шов « лодочку», что обеспечивает только лучшие условия формирования всего периметра шва и глубины проплавления стенки, и при этом поворачивать полностью изделие приходится после сварки непосредственно каждого шва.
Но при этом последовательность, в которой принимаются и налагаются швы, может быть разной в зависимости от самого процесс сварки. Сварка, которая производится наклоненным электродом, позволяет не только одновременно сваривать два шва, но и выполнять шов « лодочку», что обеспечивает только лучшие условия формирования всего периметра шва и глубины проплавления стенки, и при этом поворачивать полностью изделие приходится после сварки непосредственно каждого шва.Наглядное видео процесса:
Как видите, сам процесс довольно несложный.
Читайте также
moybiznes.org
Конструкторское бюро “Топинженер” — Изготовление сварной балки
Услуги по изготовлению сварной балки
Наша компания предоставляет услуги по изготовлению сварных балок на заказ и гарантирует качество каждого изделия.
Контроль готовой продукции производят опытные технологи, используя современное оборудование (рентгеноскопия, УЗК).
Для заказа необходимо позвонить по контактному телефону +7 (499) 755-93-16
или оставить заявку на нашей почте [email protected]
Бесплатная оценка вашего проекта
Перетащите файл сюда или Загрузите
Цена изготовления сварных балок зависит от многих факторов .
Всю интересующую информацию вам предоставят наши менеджеры.
Изготовление сварной балки
Сварная конструкция из стальных листов называется сварной балкой.
Как правило, такие балки изготавливаются двутаврового сечения.
Балки могут быть переменного сечения, с различающимися полками, что дает возможность наиболее рационально использовать металл в несущих конструкциях.
Таким образом, сварная балка – это один из видов составных балок.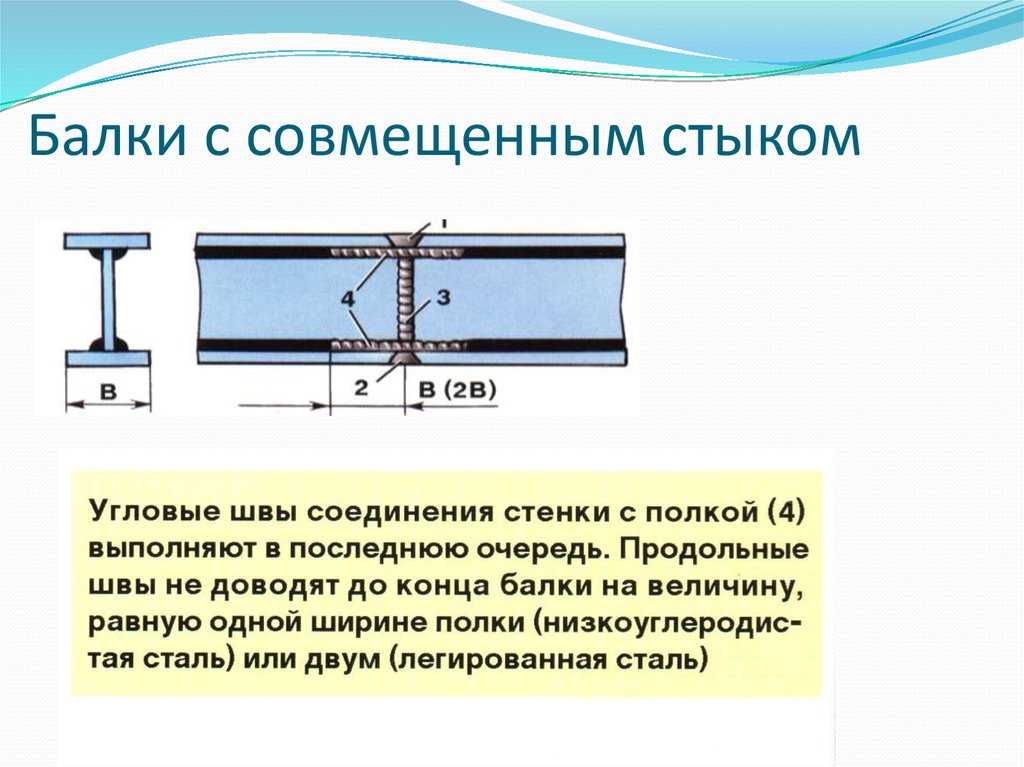
Сфера применения сварной балки
Каждый заказчик стремиться максимально сократить свои расходы.
Сварная балка благодаря своим свойствам нашла массовое применение в гражданском и промышленном строительстве.
Практически все подкрановые балки изготавливают сварными, так как мостовые краны передают значительные нагрузки.
Подобные балки используются в качестве главных балок в перекрытиях, когда большие нагрузки и пролет конструкции требуют значительной прочности сечения.
В случаях, когда использование прокатных балок становиться нерациональным с точки зрения экономии металла, применение сварных балок является оправданным решением.
Таким образом, данный вид балок находит широкое применение в каркасном строительстве зданий и сооружений любого назначения (рабочие площадки, эстакады, мосты, перекрытия, покрытия).
Преимущества сварной балки
В чем же преимущество сварных балок в сравнении с обычным горячекатанным прокатом?
— Производство прокатного двутавра 55 номера и более очень трудоемкий и затратный процесс для заводов металлоконструкций.
Проще собрать балку из листов и сварить. — Из-за больших нагрузок и пролета конструкции требуются профиля, которые просто не выпускаются заводами-изготовителями.
Просто их нет в сортаменте. И даже если бы они были, то как было сказано в п.1 – это не рационально.
Производители стальных конструкций, как правило, не выпускают балки размером более 60Б.
— Сварные балки изготавливаются быстрее прокатных.
— Стоимость сварных балок, как правило, ниже горячекатанных.
— Использование подобных балок несимметричного и переменного сечений позволяет оптимально подобрать сечение конструкции в соответствии с нагрузками.
Таким образом, на 10-15 процентов снижается металлоемкость.
— Изготовить такую балку можно из разных типов сталей.
Сварные балки такого типа называются бистальными.
Различающиеся типы сталей задаются полкам и стенкам сварной балки.
Бистальные сварные балки рационально проектировать с поясами из низколегированной стали и стенкой из малоуглеродистой.
Это дает экономию стали на 12-17 % по сравнению с балками из малоуглеродистой стали.
— Изготовление балок происходит с минимальными отходами производства.
Это достигается возможностью производства изделия нужной длины. — Сварные балки часто изготавливаются с перфорированной стенкой, с различными вырезами и отверстиями.
Данная возможность позволяет не только выиграть в весе металла, но и рационально организовать технологические сети, инженерные системы, коммуникации.
Процесс изготовления сварной балки
Несмотря на простоту конструкции сварной балки, процесс производства ее можно разделить на ряд этапов.
— Раскрой металла. Листовая сталь раскраивается на полосы необходимых размеров на станке с ЧПУ.
— Обработка кромок. На специальном фрезерном станке происходит разделка кромок, которая необходима для улучшения провара.
— Сборка листов. Кран переносит подготовленные к сборке листы на сборочный стан.
Сборочные станы позволяют достаточно точно позиционировать листы, достигается симметричность расположения стенки относительно полок балки и их взаимная перпендикулярность.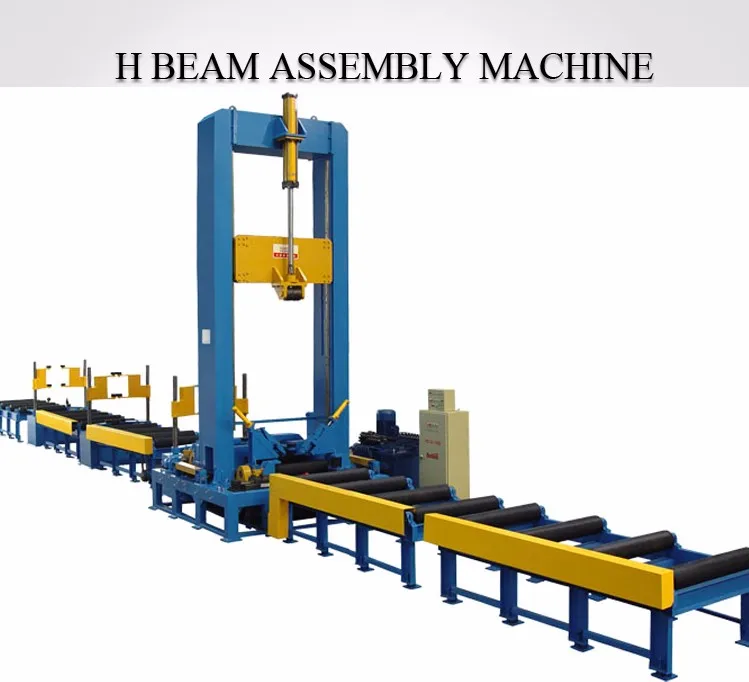
— Сваривание листов. Существуют различные приемы сваривания балок.
Разные последовательности наложения сварных швов практически не оказывают влияния на количество наплавленного металла, но значительно влияют на величину конечных деформаций конструкции и остаточных напряжений в наплавленном металле.
Поэтому технологический процесс сварки листов будущей сварной балки должен предусматривать такую последовательность наложения швов, при которой деформация конструкции и остаточные напряжения в сварном шве минимальны.
Наиболее распространенном приемом наложения сварных швов при изготовлении балок является наложение швов в «лодочку».
Данный способ позволяет лучше сформировать сечение сварного шва, но после завершения шва, заготовку необходимо переворачивать.
Для изготовления сварных балок используются автоматизированные сварочные установки. Сварка производится под слоем флюса.
Сварные швы проходят ультразвуковой контроль. — Правка геометрических размеров сварной балки.
Из-за неравномерного нагрева металла при сваривании листов, происходит деформация полок – «грибовидность». Возникает необходимость исправления геометрии балки.
Для этого сваренную балку пропускают через систему роликов, которые благодаря упругим свойствам металла, придают нужную форму конструкции. Затем торцы балки фрезеруются.
— Финишная обработка поверхностей сварной балки, подготовка к покраске. Наиболее распространенный способ обработки поверхностей балки
— дробеструйный метод, который позволяет качественно подготовить поверхность металла к грунтованию и покраске.
— Покраска сварной балки. В покрасочном цеху производится грунтовка, покраска, сушка и маркировка изготовленной балки.
— Комплектация заказа, упаковка, погрузка и доставка сварных балок заказчику.
Изготовление сварных балок
Изготовление сварных балок о нас
за 60 секунд
Сварочная технология производства балок. Изготовление сварных балок из качественного материала с использованием современных технологий и оборудования. Индивидуальный расчет для каждого клиента и соответствие всем стандартам качества.
Индивидуальный расчет для каждого клиента и соответствие всем стандартам качества.
Оставить заявку
Скачать прайс
Проекты
Оцените нас:
5/5 — (96 голосов)
Резка металла и сборка конструкций
В нашем распоряжении 2 площадки для обработки металла — резка, гибка, сварочные работы, покраска и т.д. Также — сборочный цех площадью более 3000 м².
Промышленные и дизайнерские задачи
Выполняем широкий спектр задач: от сборки крупных промышленных конструкций до изготовления индивидуальных дизайнерских проектов.
Конструкторское бюро
Разработка КМД (конструкции металлические деталировочные), подготовка технической документации к производству.
Об изготовлении сварных балок
в компании Плазма СПБ
Двутавровые балки часто применяются в строительстве, так как они обладают хорошими характеристиками прочности, надежности и долговечности. Для обеспечения этих характеристик, металлоконструкции должны производиться из качественных материалов, с использованием подходящих технологий и оборудования.
Сегодня изготовление сварных балок – это достаточно простая задача, с которой успешно справляются многие производственные предприятия. В своей работе они всегда стремятся сделать изделия максимально прочными и плотными с минимальным количеством металла, чтобы снизить цену производства и конечную стоимость готового продукта.
Наши возможности
Показать больше работ
Связь с нами
Оставить заявку
Нужна консультация по услуге? Заполните форму внизу: представьтесь и оставьте свой контактный номер. Наш специалист свяжется с Вами в кратчайшие сроки и ответит на любые интересующие вопросы.
Введите ваше имя
Введите ваш телефон
Введите ваш e-mail
Согласен с условиями обработки моих персональных данных
Подробнее об изготовлении сварных балок
Сварочная технология производства балок отличается экономичностью, потому успешно конкурирует с другой методикой – прокатной. Производят такие изделия из металла с использованием углеродистой стали.
Балки бывают самыми разными, но наибольшее распространение в строительстве получили изделие с двутавровым сечением. Они имеют двутавровый профиль с поясными швами. Профиль включает в себя три элемента, которые соединяются между собой с использованием сварки.
Сварка осуществляется под действием флюса с использованием автоматических сварочных устройств. Для обеспечения лучших характеристик прочности и надежности элементы конструкции соединяются сразу с двух сторон.
Себестоимость конечного продукта напрямую зависит от используемых средств и объемов производства. В мелкосерийном производстве обычно применяют оснастку низкой производительности, из-за чего конечная продукция оказывается достаточно дорогой. Изделия крупных предприятий, изготовленные с применением поточных линий и автоматического оборудования? обходятся значительно дешевле.
Вся процедура производства двутавра включает в себя несколько основных этапов:
- Раскройка листовых заготовок.
- Фрезеровка торцов. Для этой работы используют специальные торцефрезерные станки, которые обеспечивают качество шва между стенкой и полкой балки.
- Сборка изделия. Изготовленные детали собирают в единую конструкцию. Сборка должна быть максимально точной и симметричной. Для максимально эффективного производства сбор осуществляется на специальных станах.
- Сварочные мероприятия. На последнем этапе собранные детали сваривают в цельное изделие. На крупных заводах сварка осуществляется специальными портальными установками и происходит в автоматизированном режиме. В зависимости от типа используемого прибора последовательность создания швов может сильно различаться.

Готовое изделие остается только откорректировать, то есть, выполнить его правку.
График работы:
Круглосуточное производство
Адрес производства:
дорога на Петро-Славянку, 5К
Наш телефон:
+7 812 627-63-45
Заполните форму заявки прямо сейчас!
Введите ваше имя
Введите ваш телефон
Введите ваш e-mail
Согласен с условиями обработки моих персональных данных
Сварные балки | «КонкордМеталл» — металлопрокат и металлоконстркции в Санкт-Петербурге
Сварная балка
Эффективным способом снизить затраты на строительство без потери качества возведенных строений является использование двутавровых балок, изготовленных с использованием сварки.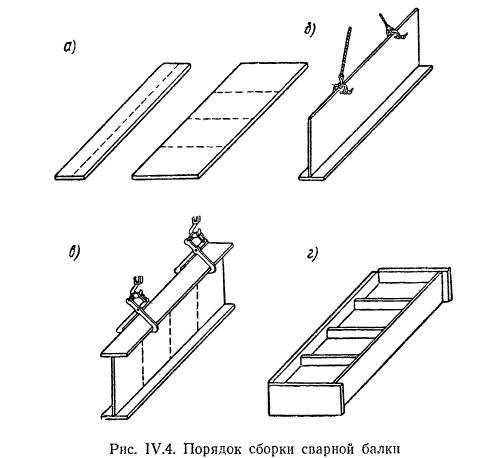 Такая сварная балка гораздо легче и дешевле стандартной горячекатаной, но при этом соответствуют расчетной нагрузке.
Такая сварная балка гораздо легче и дешевле стандартной горячекатаной, но при этом соответствуют расчетной нагрузке.
Особенности конструкции и производства
Для сварной балки характерно наличие двух элементов — это стенка и полка. В компании «КонкордМеталл» изготавливают все виды таких двутавров — с различной толщиной и расположением граней полок. Изготовление сварных балок в Санкт-Петербурге осуществляется из листового проката. Они служат заменой стандартных изделий, произведенных горячекатаным способом.
Основная причина такой замены — это удешевление самого изделия. Такое снижение стоимости происходит за счет более экономичного сечения отдельных частей и форм опор. Благодаря этому происходит минимизация металлоемкости балки.
Дополнительное уменьшение расходов на строительство достигается за счет обустройства фундамента с меньшим запасом прочности, так как металлоизделие небольшого веса оказывает малую нагрузку на фундамент.
Еще один фактор снижения стоимости — это возможность изготовления полок и стенок из разного металла — как по марке, так и по толщине.
Виды сварных балок и сферы использования
Среди многообразия балок можно выделить несколько больших групп, объединенных одним признаком. Это:
- с широкими полками, габаритные размеры которых больше стандартных;
- имеющие параллельные грани;
- с уклоном граней полок под различными углами;
- колонные;
- со стандартными размерами и расположением полок и стенки.
В зависимости от конструктивных особенностей и требований, применяют тот или иной вид изделий. Наилучшим образом показывают себя такие изделия в условиях неравномерного распределения нагрузки. Благодаря разнообразию, можно решить оригинальные конструкторские и архитектурные задачи.
Примером могут служить наличие в зданиях широких пролетов и выносных элементов большой длины. Наиболее востребована такая продукция в жилищном строительстве, а также при возведении сложных в конструктивном плане сооружений — мостов, эстакад, пролетов в производственных цехах.
Преимущества изделий
Помимо минимизации затрат на возведение строений, есть еще несколько причин для применения сварных двутавров. Это:
- снижение веса изделия на 10%, если сравнивать с балкой горячей прокатки аналогичных размеров и прочностных характеристик;
- низкая стоимость;
- высокие прочностные характеристики;
- возможность изготовления двутавра с полками и стенками несимметричного сечения.
Все вместе позволяет сооружать здания улучшенной и нестандартной планировки по более низкой цене.
Этапы технологического процесса
На предприятии «КонкордМеталл» производство сварных балок в СПб полностью автоматизировано. За счет этого готовые изделия прочны, надежны, не содержат дефектов и имеют отличный внешний вид. Технологический процесс включает в себя несколько этапов:
- определение с заказчиком необходимой геометрии изделия и изготовление чертежа;
- раскрой листа металлопроката на нужной ширины и длины полосы, которые называются штрипсы — для резки применяются станки с ЧПУ;
- обработка кромок специальной фрезой — так обеспечивается лучшая провариваемость;
- сборка двутавра на специальном высокопроизводительном оборудовании;
- автоматическая сварка под флюсом;
- проверка качества сварных швов — выполняется при помощи ультразвукового контроля;
- правка готовой продукции — в ходе нее убирается эффект «грибовости», возникающий при нагреве в процессе сварки.

Так как в ходе изготовления двутавра методом сварки в компании «КонкордМеталл» применяются автоматические линии, цена сварных балок существенно ниже средней по рынку. При этом качество изделий безупречно за счет контроля на всех этапах производства.
Как сделать заказ
При возникшей у потребителя необходимости купить сварную балку, компания «КонкордМеталл» готова предложить срочное изготовление по чертежам заказчика. Мы гарантируем:
- полноценное консультирование и помощь в выборе нужных изделий из металла;
- изготовление сварных балок в точном соответствии заданным параметрам;
- использование в работе исключительно качественного сертифицированного металла, поступающего от проверенных поставщиков;
- предоставление правдивой и точной информации обо всех этапах изготовления изделий;
- быстрое изготовление в короткие сроки;
- неизменно высокое качество выпускаемой продукции и предоставление гарантийных обязательств.

На сайте есть онлайн-сервисы, с помощью которых сделать заявку проще всего. Здесь же указаны телефоны менеджера, который может помочь в ее заполнении.
Сварная двутавровая балка: производство, расчет, сварка
Применяется металлическая сварная двутавровая балка для возведения конструкций и перекрытий уже давно. Но до этого времени в России ее применение было жестко ограничено сферой промышленного строительства, т.е. когда возводятся действительно грандиозные конструкции, которым все должно быть нипочем.
И только в последние годы стали появляться такие виды двутавровых балок, которые действительно можно применять при строительстве новые дома обычного жилого дома. Вы задумываетесь именно о таком перекрытии? Тогда мы поможем вам изучить все особенности его изготовления!
Сегодня производство сварных двутавровых балок запущено по всей стране, и востребовано даже в частном домостроении. А всему этому виной новые дизайнерские и архитектурные решения! Их современные объемные планировочные проекты требуют особого качества несущего каркаса и надежного перекрытия, которое будет наиболее эффективным при больших пролетах – от 7 метров.
Вы наверняка, замечали насколько загородные коттеджные дома и подобные им постройки по своему только внешнему виду отличается от исконно русской избушки. А вот теперь представьте, насколько отличается их архитектура и принципы строительства! Вот почему стальные двутавровые балки сегодня стали активно применяться для перекрытия пролетов от 4 до 18 м, а для их производства используется как углеродистая, так и низколегированная сталь, которая гарантирует нужные качества и прочность.
Для изготовления таких балок даже существует свой ГОСТ и необходимые сертификаты. Касательные напряжения у них принимаются сплошными стенками, а сжимающие и растягивающие напряжения равномерно распределяются по длине. Чтобы вам было более понятно, роль у такой вертикальной стенки по сути та же, что у зигзагообразной решетки в металлической ферме. Хотя на первый взгляд такие балки не выглядят слишком прочными или монолитными:
По своему типу сечения двутавровые металлические балки сегодня принято делить на прокатные или составные, которые называются еще сварными. Сварная двутавровая балка – это особый вид фасонного металлического проката в форме наклонного или горизонтального бруса. Изготавливают ее сегодня из углеродистой и низколегированной стали, обязательно высокого качества.
Сварная двутавровая балка – это особый вид фасонного металлического проката в форме наклонного или горизонтального бруса. Изготавливают ее сегодня из углеродистой и низколегированной стали, обязательно высокого качества.
Давайте перечислим основные преимущества двутавровых сварных балок:
- Перекрывают большие пролеты со значительным нагрузками.
- Идеально перераспределяют горизонтальные и вертикальные нагрузки.
- Прекрасно работают на изгиб благодаря жесткости профиля балки.
- Не горят и не теряют свою несущую способность при нагревании даже достаточно высокими температурами.
- Устойчивы к биологическим воздействиям.
- Отлично подходят для строительства конструкции быстровозводимых зданий.
- Позволяют значительнее снизить массу всей конструкции, по сравнению с горячей корнями.
- Изготавливаются также с полностью ассиметричным сечением.
Вот почему такие сварные балки используются сегодня и в строительстве жилых домов, и для промышленных комплексов, и даже для мостов и тоннелей. Казалось бы, что такая балка будет слишком тяжелой для частного домостроительства, но на самом деле применение стальных двутавров позволяет в итоге сократить общий вес несущих конструкций. Но помните, что в отношении к перекрытию из сварных стальных двутавров существуют свои строгие требования:
Казалось бы, что такая балка будет слишком тяжелой для частного домостроительства, но на самом деле применение стальных двутавров позволяет в итоге сократить общий вес несущих конструкций. Но помните, что в отношении к перекрытию из сварных стальных двутавров существуют свои строгие требования:
Сегодня металлические двутавровые балки для строительной сферы изготавливают двумя основными способами: горячекатным и сваркой. Сварная двутавровая балка обладает большими преимуществами по сравнению с прокатной. У нее и прочностные характеристики лучше, а масса при этом ниже на целых 30%. И все благодаря тому, что расчет сварной двутавровой балки предполагает грамотное сочетание разных марок стали. Вот почему сварная балка в промышленном изготовлении получается дешевле, чем горячекатаная.
Также по себе сварка как метод хороша тем, что при помощи нее балки из металла можно делать самых разных размеров, даже высотой до 4 метров и более, а ведь это все невозможно провернуть с горячекатными балками. Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Зачем создавать балки с переменным сечением, спросите вы? Дело в том, что такие балка куда более экономна, чем полки с постоянным профилем. Ведь даже человек, который далек от строительства понимает, что в разных местах балки после ее монтажа должно будет воздействовать разное напряжение: где-то она почти не нагружена, а где-то работает на износ. Вот в таких «важных» местах ее делают потолще, а где можно – рационально экономят на материале.
Кроме того, если мы говорим конкретно о сварной балке, то для ее изготовления задействуют самые разные сорта стали. Этот прием позволяет уменьшить металлоемкость. Почти вся балка состоит из обычной стали, а самая ее напряженная часть – из стали повышенной прочности, а наименее напряженная – из низкоуглеродистой стали. Благодаря всему этому стоимость балки при этом снижается на 5%, что достаточно ощутимо.
Качественная саварка двутавровых балок для перекрытия потребует от вас большого внимания и ответственности. Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
На одно только проектирование и планирование двутавровых металлических сварных балок уходит очень много времени. А поэтому мы рекомендуем вам ориентироваться на габариты и предназначения готовой продукции от производителей.
Современный рынок предлагает достаточно большое многообразие размеров готовых двутавровых балок со своими обозначениями и видами. Габариты балки определяют по номеру, который указывает расстояние между внешними гранями, параллельными друг другу.
Например, маркировкой К обозначает колонны и балки, которые должны выдерживать огромные нагрузки. Учитывайте, что существует также определенный вид балок, который применяется не для перекрытий, а для создания только тяжелого оборудования и машин. У таких балок свои нормативы изготовления и свойства.
Для меньших нагрузок подходят широкополочные конструкции. И прочность таких балок будет напрямую зависеть от длины, формулы поперечного профиля, задействования сырьевой базы и способов изготовления, т. е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:
е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:
Вот параметры стальных сварных двутавров для изготовления таких балок:
Как самостоятельно сварить балку?
Если у вас есть уже какое-либо опыт работы с подобным материалом, и вы хотите изготовить сварные балки для строительства своего дома самостоятельно, в качестве основы вам понадобится легированный стальной лист. Горячекатный метод изготовления в домашних условиях довольно сложен, поэтому вам действительно больше подойдет сварной. Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
После того как будут готовы отдельные элементы, произведите сборку конструкции выбранным методом сварки. Сначала вам нужно будет установить вертикальную стенку и закрепить ребра жесткости и придавить все хомутами. Готовую балку обязательно нужно защитить специальным покрытием, чтобы в условиях агрессивной среды у нее не пошла коррозия.
Как избежать деформации?
Если допускать ошибки в процессе изготовления, то можно столкнуться с такими неприятными деформациями балки, которые в будущем значительно усложнят процесс монтажа:
Поясним подробнее. Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Еще учитываете такой немаловажный факт, что сама сварка дает некоторое напряжение в балке, и это не всегда заметно глазу. А поэтому желательно сразу же не приваривать к ней следующую деталь. Просто слегка выгоните шов назад, и балка будет ровной.
Сравнения: чтобы избежать каких-либо деформаций балки, особенно для обустройства междуэтажного перекрытия, в заводских условиях ее подвергают специальной обработке:
Если вы беретесь за изготовление такой балки самостоятельно, вам помогут во всем разобраться такие этапы:
Итак, теперь давайте разберемся с опорными узлами металлических двутавровых балок. Опирание их на стальную колонну (опору) может быть жестким или шарнирным, то есть подвижным.
Само соединение готовых сварных балок между собой в процессе монтажа можно осуществлять двумя способами:
- Первый из которых заключается в том, что двутавры приваривают сначала к специальной пластине, а сварку осуществляют уже по контуру профиля при помощи угловых швов. Преимущество именно этого метода в том, что не приходится разделять кромки балок.
- Второй способ заключается в том, чтобы использовать накладки, которые монтируются симметрично к продольной оси, обрезаются и обвариваются косыми швами. Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома.
- Также сварные балки можно соединить болтовым соединением – это разъемный метод, который нужен для того, чтобы в конструкции отсутствовало остаточное напряжение, а сама конструкция перекрытия была стойкой к ударным и вибрационным нагрузкам. А также тогда, когда нет возможности пригласить профессионалов-сварщиков.
 Преимущество именно этого метода в том, что не приходится разделять кромки балок.
Преимущество именно этого метода в том, что не приходится разделять кромки балок.Вот интересное видео сравнения обоих видов соединения балок:
Как вы уже поняли, в большинстве случаев металлическую сварную балку соединяют при помощи сварки, реже болтами и еще реже – на заклепки. Все это напрямую влияет на стоимость монтажа таких балок.
Все это напрямую влияет на стоимость монтажа таких балок.
Что касается заклепок, работа с ними наиболее трудоемкая, хотя порой, к сожалению, не обойтись без таких элементов. Например, если балка будет постоянно подвергаться вибрации (будет использоваться такое оборудование), тогда нельзя ее слишком жестко связывать с конструкцией.
Если же вы собираетесь соединить всю металлоконструкцию болтами, тогда:
- Вам понадобятся крепежные изделия с нормальной и повышенной точностью. Только в местах тех соединений, где будет нагрузка на срез, нельзя использовать болты нормальной или грубой точности.
- Вам нужно будет заранее проделать просветы на балке (или заказать подобное еще на производстве) так, чтобы внешний диаметр самого отверстия был больше внешнего диаметра болта всего на 2-3 мм. Такая конструкция будет стойкой к деформации, да и сборка в общем попроще.
- Соединение с болтами повышенной точностью хорошо подходит для труднодоступных мест, где невозможны заклепочные соединения. Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.
 Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.
Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.Итак, рассмотрим теперь такой важный этап, как варка главной балки со второстепенной. Делайте все шаг за шагом:
- Шаг 1. В верхней части основной балки сделать треугольный вырез точного размера.
- Шаг 2. Приварить накладку к нижней части основной балки.
- Шаг 3. В нижней части вспомогательной балки сделать вырезы, которые будут равны половине ширины нижней части основной балки.
- Шаг 4. Теперь верхнюю часть второстепенной балки нужно сформировать в треугольную форму, такую же, как была вырезана в верхней части главной балки.
- Шаг 5. Далее осуществляем монтаж: сначала главной балки, затем второстепенный, и все это – методом использования накладки.
- Шаг 6. И, наконец, последний этап – это монтаж примыкания верхних частей и стенок, где к нижним частям балок тоже приваривается накладка.
Закрепить металлические двутавры между собой вы также можете методом болтового соединения. Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения. Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения. Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Жесткий узел: для статических нагрузок
Т.е. балка может опираться сверху, прямо на центр профиля колонны или же балку крепят сбоку. Тогда в колоне возникает но только сжимающая нагрузка, но действие всех сил, поэтому ту приходится делать более крепкой и надежной, а это уже перерасход металла.
Иногда также через пролет приходится класть две балки, тогда их соединяют между собой при помощи болтов и между двумя ребрами устанавливают пластины. При этом важно помнить, что металлы подвержены тепловому расширению из-за перемены температур, а потому нужно оставить небольшое расстояние для их малозаметного движения.
Чтобы передать поперечную силу давления, ребро балки ставится так, чтобы при монтаже она была прямо над полкой колонны. При этом балку соединяют с колонной при помощи специальной накладной пластины, и желательно сразу же с обеих сторон. Но так, чтобы не создавать слишком жесткого узла.
Вот хороший пример, как сочетают сварные балки на двух пролетах, чтобы не создавать точечного напряжения на промежуточную стену перекрытия:
Чтобы создать жесткое соединение балки, вам необходимо будет болтовое соединение или сварочное:
Шарнирный узел: для динамических нагрузок
Теперь о шарнирном опирании сварной балки. Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Приварите столик по трем сторонам балки и сделайте его ширину при этом больше на 2-3 см, чем ребро балки. Так опорное ребро должны полностью лечь на опорный столик.
Сама перекрытие вовсе не обязательно должно состоять только из металлических двутавровых балок. Нередко их используют только в самых напряженных местах, а между металлическими частями устанавливают деревянные двутавры.
Нередко их используют только в самых напряженных местах, а между металлическими частями устанавливают деревянные двутавры.
Почему так? Дело в том, что для сварки нужна высокая квалификация рабочих. Далее, в обычной литературе и интернет-сайтах нет того многообразия узлов и готовых схем конструкции для установки такого перекрытия, здесь действительно требуется грамотный инженер, и даже мы даем только рекомендации. Кроме того, металл обходится недешево. Да и качество сварки очень важно. Она должна работать долго, даже в условиях коррозии или перемены нагрузок.
Поэтому вот такой вариант не только имеет право на жизнь, но и достаточно практичен:
И, наконец, металлическая двутавровая балка нередко служит дополнительным функциональным элементов, который в любом хозяйстве имеет ценность:
Будьте в курсе!
Подпишитесь на новостную рассылку
Технология изготовления сварных балок — презентация онлайн
Похожие презентации:
Технология перевозочного процесса
Организация работы и расчет техникоэкономических показателей участка механической обработки детали
Грузоподъемные машины. (Лекция 4.1.2)
(Лекция 4.1.2)
Безопасное проведение работ на высоте
Геофизические исследования скважин
Система охлаждения ДВС
Эксплуатация нефтяных и газовых скважин. Курс лекций в слайдах
Требования безопасности при выполнении работ на высоте
Проект по технологии «Скалка» (6 класс)
Конструкции распределительных устройств. (Лекция 15)
Приложение 4.1.20
Технология изготовление
сварных балок
Занятие по дисциплине Технология производства сварных
конструкций (МДК 01.02)
Тема: Технология изготовления сварных конструкций
Сварные балки
В конструкциях, работающих при нагрузках, создающих поперечный
изгиб, используют балки различных размеров и поперечных сечений
Краткая характеристика области применения
сварных балок
Строительные
конструкции
Перекрытия жилых и
производственных
помещений
Колонны зданий
Конструкции
стальных мостов
Транспортное и
тяжёлое
машиностроение
Автомобильные
мосты
Рамные конструкции
мостовых кранов
Железнодорожные
мосты
Рамные конструкции
вагонов
Подкрановые пути
Рамные конструкции
автомобилей
Рамные конструкции
Рамные конструкции
экскаваторов
Изготовление
двутавровых балок
Конструкция двутавровой сварной балки
Двутавровые балки в сварном варианте
изготовляют высотой до 2000 мм при толщине
стенки 10. ..16 мм и толщине полок 16…50 мм.
..16 мм и толщине полок 16…50 мм.
Балки высотой более 800 мм имеют на стенке
поперечные ребра жесткости, обеспечивающие
местную устойчивость ее при
эксплуатационных нагрузках.
Все элементы балки должны быть
изготовлены на гильотинных
ножницах, газокислородной,
воздушно-плазменной или
плазменной резкой.
Термическая резка заготовок для изготовления
сварной балки
Термическая резка заготовок для изготовления
сварной балки
После правки кромки полок и стенки
механически обрабатывают на
кромкострогальных станках для
придания им прямолинейности, при
необходимости на кромках стенки
образуют фаски.
При сборке двутавровой балки
необходимо обеспечить симметрию и
взаимную перпендикулярность полок и
стенки, прижатие их друг к другу с
допускаемыми по чертежу местными
зазорами в стыках и закрепление
прихватками.
Для этого используют сборочные
приспособления с винтовыми и
пневматическими прижимами.
Приспособление для сборки балки с
винтовыми зажимами
Приспособление для сборки
двутавровой балки с пневматическими
зажимами
Линия сборки двутавровых балок
Линия сборки двутавровых балок
При изготовлении двутавровых балок сварные швы соединения
полки и стенки выполняют автоматической сваркой под
флюсом или в среде защитных газов.
Сварочные установки комплектуют
сварочными тракторами либо
подвесными головками в зависимости
от габаритов балок и применяемой
конструкции кантователя или
вращателя
Линия сварки двутавровой балки с перемещение трактора
по поверхности изделия
Линия сварки двутавровой балки с перемещение трактора
по направляющим вдоль изделия
Линия сварки двутавровой балки с портальной тележкой,
перемещающейся вдоль изделия
При приварке ребёр жёсткости в первую
очередь выполняют швы, соединяющие ребро
со стенкой. Причем сварку ведут начиная с
ребер в середине балки последовательно в
направлении к краям. Для предотвращения
Для предотвращения
изгиба балки концы ее следует закрепить
жестко к стенду или плите болтовыми или
клиновыми хомутами
При изготовлении двутавровых балок
наблюдаются искажения формы их элементов
под воздействием усадочных сил, возникающих
при сварке.
Поэтому в технологическом процессе следует
предусматривать приемы по компенсации
возможных деформаций либо применять
операции по исправлению их до допускаемых
техническими требованиями значений.
В практике используют три метода правки:
механическую, термическую и
термомеханическую.
Механическую правку осуществляют в холодном состоянии.
Изгиб балок устраняют на горизонтально-правильных прессах.
Грибовидность полок исправляют путем пластического
деформирования винтовыми или гидравлическими струбцинами
либо прокаткой в специальных валковых машинах или
переносных устройствах.
Правка грибовидности двутавровой балки
прокаткой на специальном станке
Термическую правку проводят путем
поверхностного нагрева газовыми горелками до
температуры 600. ..700 град. полос или
..700 град. полос или
«клиньев». Охлаждение водой после нагрева не
допускается.
Термическая правка грибовидности и
перекоса полок
Термическая правка изгиба в
плоскости стенки
Термическая правка изгиба в виде
выпучивания стенки
Параметры клинового нагрева
Термомеханическую правку применяют при изгибе
балки в плоскости полок. Нагрев полос на всю
глубину сечения балки проводят после приложения
необходимого усилия.
Технология изготовления
балок коробчатого
сечения
По характеру эксплуатации элементы балки от сосредоточенной
нагрузки испытывают в верхней части сжатие, а в нижней растяжение. Это условие может быть выполнено лишь при
наличии строительного подъема (fc) в среднем равного 0,001
длины.
Раскрой поясов и вертикальных стенок делают
так, чтобы в центре балки не было сварных
швов.
Заготовки вырезают на гильотинных
ножницах из листов толщиной до 25 мм и
газовой резкой при большей толщине.
Кромки заготовок по контуру обрабатывают на
кромкострогальном станке. Кромки диафрагм,
соединяемые с поясом и вертикальными
стенками, механически обрабатывают при
строгом соблюдении углов 90 град.
Пост сборки-сварки пояса
1 — стенд; 2 — флюсовая подформовка; 3 — катучая балка со сварочным
аппаратом; 4 — катучая балка с аппаратурой для гамма- или рентгеновского
контроля швов
Схема сборки вертикальной
стенки
Пост сборки и приварки диафрагм
к верхнему поясу
Пост механизированной сборки
вертикальных стенок с диафрагмами и
поясом
Пост приварки диафрагм к
вертикальным стенкам
Пост сборки балки с нижним
поясом
Пост автоматической сварки
поясных швов
Первыми сваривают швы нижнего пояса, что
позволяет использовать усадочные силы в этих швах
для получения 1/2 fc
При приварке ребер жесткости, а также боковых ферм,
площадок под механизмы и других элементов конструкции,
устанавливаемых на вертикальные стенки, предварительно
выгибают балку в обратную сторону ожидаемой деформации
при сварочных работах. Усилия создают грузами или
Усилия создают грузами или
грузозахватами.
Устройство для транспортировки и
кантовки коробчатой балки
Схема транспортировки и кантовки
балки четырех крюковым краном
English Русский Правила
Станы для производства сварных двутавров цена. Двутавр сварной
Двутавр сварной металлический широко применяется в строительстве и машиностроении для создания несущих каркасов, перекрытий, вертикальных опор и других конструкций. По сравнению с горячекатаными элементами той же прочности они имеют несколько меньший вес. Наиболее эффективно применение таких двутавров в большепролетных схемах зданий и других сооружений.
Что касается сил заступничества, то сила, которую должен выдержать каждый шнур, считается равномерно распределенной по разрезу. Плоские сварные соединения: это те, в которых разные нити находятся в одной плоскости, или те, которые позволяют складывать все части горловины в одной плоскости.
Пространственные сварные соединения: те, в которых невозможно разрушить в одной плоскости все участки шейки различных нитей, которые их образуют. Смешанные соединения: эти соединения состоят из угловых и стыковых сварных швов. У нас есть сварной шов, и мы сказали, что плоскость горловины определяет биссектрису равнобедренного треугольника.
Смешанные соединения: эти соединения состоят из угловых и стыковых сварных швов. У нас есть сварной шов, и мы сказали, что плоскость горловины определяет биссектрису равнобедренного треугольника.
Применение сварных двутавров в качестве каркасов позволяет уменьшить площадь поперечного сечения элементов, имеющих неоправданно повышенный запас прочности, и уменьшить их массу, получив при этом экономический эффект.
Щелковский завод «Каскад» производит и реализует сварные балки в Москве и Московской области по ценам производителя. Собственное производство позволяет быстро выполнить заказ на любое количество двутавров данного типа без потери качества продукции. Чтобы купить сварную балку в ООО «Каскад», достаточно заполнить заявку на сайте, и менеджеры свяжутся с вами в ближайшее время.
Нормальное напряжение в горловой плоскости. Тангенциальное натяжение, нормальное к краю. Тангенциальное натяжение параллельно краю. Если говорить о плоскостях, составляющих сварной шов. Так мы определяем напряжение, которое нас больше всего интересует.
Так мы определяем напряжение, которое нас больше всего интересует.
Устанавливаем, что он должен быть равен; если мы хотим следовать норме. Мы нашли зависимости напряжений в плоскости от сил в плоскости. Изделия из всех сварных швов, существующих в союзе. В этом случае мы должны изменить ситуацию. Когда они являются растягивающими силами, всегда ставьте две пластины, чтобы избежать момента, т.е.
Этапы изготовления
- Создание заготовки. Листовая сталь для сварной балки поступает на агрегаты термической резки, где ее разрезают на продольные штрипсы заданной длины и ширины.
- Фрезерование кромок. Металлический двутавр обрабатывается на специальном станке. Фрезерование кромок необходимо для обеспечения наилучшего проплавления сварного шва при изготовлении балки.
- Двутавровая балка в сборе. Осуществляется на специальных фрезах, обеспечивающих высокую производительность труда. Изготовление сварной балки осуществляется в два этапа: сначала собирается Т-образный профиль, затем, после кантовки, Н-образный. Для фиксации полос в заданном положении используются гидравлические прижимные механизмы.
- Сварка двутавровых балок. Процесс осуществляется на автоматических линиях под флюсом, что обеспечивает высокое качество шва и прочность готовой сварной балки.
- Изм. В процессе производства полки двутавра могут незначительно изменять свою форму из-за термических деформаций. Поэтому после окончания работы он поступает в вальцовую мельницу, где производится правка.
- Очистка. После сварки поверхность двутавровой балки может иметь загрязнения окалиной. Поэтому на завершающем этапе сборки сварной балки ее очищают пескоструйным аппаратом. На двутавровые балки можно наносить антикоррозионные грунтовки.
 Для фиксации полос в заданном положении используются гидравлические прижимные механизмы.
Для фиксации полос в заданном положении используются гидравлические прижимные механизмы.Готовый двутавр проходит визуальный и ультразвуковой контроль качества сварных швов.
Стабильный сварочный модуль. Сварка 1: рассчитано только по изгибу. Сварной шов 2: рассчитан с учетом комбинированного изгиба и сдвига. Листы V-образной стыковой сварки разных сечений, один из майского сечения будет разведен в зоне контакта с уклонами не выше 25 на 100 для получения плавного перехода сечения.
Стыковая сварка не должна приводить к разрыву в сечении, а ее превышение толщины не должно превышать 10 процентов толщины листа более тонколистового… Рекомендуется, чтобы шейка сварного шва была не больше расчетной , в соответствии с указанным минимумом. Обычно плоские или вогнутые сварные швы предпочтительнее выпуклых.
Правила
Параметры двутавров регламентированы ТУ У 01412851.001-95 и СТО АСЧМ 20-93. Сварные швы соответствуют ГОСТ 23118. Также возможно изготовление балок по стандартам на горячекатаный прокат с параллельными полками.
Преимущества сварных двутавровых балок
Сварные балки часто имеют больше преимуществ, чем горячекатаные двутавровые балки. К их основным преимуществам относятся:
При растяжении профиля или листа нецелесообразно иметь угол сварки, перпендикулярный направлению напряжения. Передний шов должен быть треугольным с неровными сторонами, чтобы обеспечить плавный переход сечения. Когда из-за особых обстоятельств вышеуказанное условие не может быть соблюдено, сварные швы могут быть использованы в листах, образующих часть сжатой детали, для предохранения детали от местного коробления.
Шлифовальные швы следует использовать только при соблюдении условий, изложенных в части. Угловые сварные соединения классифицируются по трем классам контроля. Напряжения, которые следует учитывать при угловой сварке; Вы должны рассмотреть два типа стресса.
- меньше веса. Применение металлических двутавров данного типа значительно облегчает всю конструкцию здания, не снижая ее прочности, за счет оптимального подбора составного сечения. Общая экономия металла может составить до 10-15%;
- возможность индивидуального заказа. Сборка сварной балки позволяет использовать различные марки стали для полок и стен, повышая прочность в отдельных местах, испытывающих большие нагрузки, и уменьшая во второстепенных, тем самым снижая стоимость конструкции;
- большая вариативность … Сварная технология позволяет производить двутавры с несимметричным сечением. Это дает возможность проектировщикам оптимально подобрать площадь поперечного сечения балки в соответствии с расчетными нагрузками;
- относительная дешевизна продукции . .. При аналогичной площади поперечного сечения стоимость производства балки по сварной технологии ниже, чем у горячекатаной двутавровой балки.
 .. При аналогичной площади поперечного сечения стоимость производства балки по сварной технологии ниже, чем у горячекатаной двутавровой балки.
.. При аналогичной площади поперечного сечения стоимость производства балки по сварной технологии ниже, чем у горячекатаной двутавровой балки.Производственный процесс также включает изготовление сварной балки необходимой длины в соответствии с размерами здания. Это не только уменьшает отходы, но и упрощает монтаж двутавра.
Нормальное натяжение перпендикулярно плоскости горловины. A — напряжение сдвига, параллельное кромке. Условия безопасности, экспериментальная база для углового шва. Со — напряжение сравнения. Для угловых швов необходимо соблюдать следующие пороговые значения.
Сейчас он не упадет, но его следует избегать. Он считается единым, только с боковыми шнурами. В основном состоит из сборочной машины, еще одной. передний и задний сварочный аппарат, кантователь, намоточное оборудование. и т. д. Машина для правки фланцев простой конструкции проста в эксплуатации и подходит для легких рабочих балок. Рабочая станция Сварочный аппарат включает функцию сборки. Правильный ролик и главный приводной вал изготовлены из высококачественной легированной стали.
Правильный ролик и главный приводной вал изготовлены из высококачественной легированной стали.
На сегодняшний день существует немало компаний, специализирующихся на изготовлении балок и сварных конструкций. Балки являются основным элементом сварных каркасов и основой металлоконструкций. Изготовление балок – ответственное мероприятие, так как сварная балка выполняет несущую функцию, что предполагает большую нагрузку на металл и сварные швы. От качества изготовления балок и сварных конструкций зависит долговечность и безопасность будущего здания из сварного бруса.
Функция сварки позволяет проектировать сварную конструкцию детали как единой детали. Вы также можете настроить несколько профилей структурных сварных швов как библиотечные операции. Вы можете добавлять различные конфигурации структурных единиц и сохранять их как профиль в библиотечной операции. Например, вместо 50 отдельных файлов операций библиотеки для настройки размера квадратных труб вы можете иметь один файл операций библиотеки с 50 настройками, которыми можно управлять с помощью таблицы компоновки.
Производство сварных балок
Наш завод по производству сварных конструкций производит балки самых разных конструкций. Любая сварная балка, которую мы производим, специально рассчитана на условия эксплуатации и конкретные нагрузки. Мы подберем для клиентов не только форму сварной балки, но и посоветуем, какой металл выбрать для сварной двутавровой балки. Также на основании проектной документации подберем оптимальную конструкцию сварной конструкции. Наш завод по производству балок возьмет на себя полную ответственность за производство балок из любого вида металла.
Балочные конструкции — надежная конструкция
Группы Группа представляет собой совокупность связанных сегментов внутри конструктивного элемента. Добавление структурных элементов Добавление групп Панель инструментов Сварка Операция Сварка Сварка не является операцией в том же смысле, что и закругление или выдавливание. Сварные детали — конфигурации по умолчанию. Вы можете создавать собственные профили сварных деталей для использования при создании конструкционных сварных элементов. Профиль создается как часть работы библиотеки, а затем архивируется в определенном месте, чтобы его можно было выбрать. Сварные детали — точки сверления Точка сверления определяет расположение профиля относительно сегмента эскиза, используемого для создания элемента. Сварка — вырезание и рисование Сегменты и другие тела можно использовать для вырезания других сегментов, чтобы их можно было правильно вставить в сварной шов. Сварные детали — Картели Картели укрепляют область между двумя пересекающимися конструктивными элементами с плоскими краями.
Профиль создается как часть работы библиотеки, а затем архивируется в определенном месте, чтобы его можно было выбрать. Сварные детали — точки сверления Точка сверления определяет расположение профиля относительно сегмента эскиза, используемого для создания элемента. Сварка — вырезание и рисование Сегменты и другие тела можно использовать для вырезания других сегментов, чтобы их можно было правильно вставить в сварной шов. Сварные детали — Картели Картели укрепляют область между двумя пересекающимися конструктивными элементами с плоскими краями.
- Доступен в деталях со сваркой или листовым металлом.
- Сварное изделие создает функциональную среду проектирования.
Завод по производству стали обычно представляет собой стационарную установку, относительно простую и очень гибкую, способную одновременно выполнять ряд конкретных операций.
Мы и наше производство располагаем всей необходимой производственно-технической базой, что гарантирует требуемые объемы готовых изделий из металлопроката (сварных конструкций), а также их качество и надежность. Наши мастера выполняют все виды сварочных работ, строго придерживаясь данных из конструкторской документации. Автоматизированное производство позволяет изготавливать сварные конструкции (балки) самой различной сложности по индивидуальным параметрам.
Наши мастера выполняют все виды сварочных работ, строго придерживаясь данных из конструкторской документации. Автоматизированное производство позволяет изготавливать сварные конструкции (балки) самой различной сложности по индивидуальным параметрам.
Размер завода будет зависеть от желаемой производственной мощности и может состоять из одной секции в случае небольших заводов, где будут выполняться все операции, или состоять из нескольких секций, в случае средних и крупных заводов, где будут выполняться различные технологические операции будут связаны с конкретным сектором.
С определением конструктивного проекта начинается производственный процесс, которому будет предшествовать производственное планирование и контроль. Этот факт подтверждает схожесть процесса изготовления металлоконструкций в США и Бразилии. Конструкционная сталь подвергается различным операциям при изготовлении конструкций. Однако последовательность и важность операций цеха будут варьироваться в зависимости от типа требуемого производства. Это большое изменение в операциях отличает сталелитейный завод от серийного производства.
Это большое изменение в операциях отличает сталелитейный завод от серийного производства.
Технология изготовления сварных балок
Каждое производство имеет свои стандарты и технологии, изготовление сварных конструкций (балок) не исключение. Технология изготовления балки включает пять основных пунктов:
- Разделение листового металла на полосы. Металлический лист на станках с ЧПУ режется по требуемым параметрам. Наше современное оборудование позволяет растворять металл на куски со скоростью до одного метра в минуту, что является достаточно быстрым производством.
- Кромочное фрезерование. Благодаря этой процедуре обеспечивается надежность и необходимая плотность будущих швов и самой сварной конструкции. Весь процесс происходит на специализированном оборудовании.
- Сборка балки. Если все элементы изготовлены в строгом соответствии с проектными данными, то процесс сборки балки не представляет особых сложностей. Симметрия и перпендикулярность деталей должны быть соблюдены точно.
- Сварка элементов. Этот процесс полностью автоматизирован, сварные швы контролируются специальными приборами.
- Редактирование геометрии балки. При изготовлении балок часто наблюдается смещение полок и стенок. Необходимо внимательно следить за всем производственным процессом, а при необходимости корректировать расположение элементов.

Обычно выполняются типовые операции. Погрузочно-разгрузочные работы и резка — Изготовление шаблонов — Отслеживание — Обработка и ковка — Сверление — Производительность, фальцовка и каландрирование — Регулировка и расширение отверстий — Отвинчивание и сварка — Отделка — Контроль качества — Очистка и покраска — Доставка.
Как правило, различные производственные операции выполняются с использованием эскизов каждой детали, избегая обработки подробных чертежей, предназначенных для специализированного персонала. С другой стороны, ход работ отслеживается с помощью токенов, которые информируют о положении каждого структурного элемента в технологической схеме производства.
Завод по производству балок
Наш завод по производству балок уже много лет занимается производством сварных конструкций для каркасов зданий. В цехах нашего завода используется самое современное техническое оборудование, что позволяет организовать изготовление продукции высочайшего класса. Балки изготавливаются из горячекатаной стали и свариваются в среде углекислого газа методом автоматической сварки под флюсом. Все сварные (конструкции) балки соответствуют требуемым стандартам, в том числе ГОСТ 26020-83
Закупаемая на заводе сталь предназначена для конкретных работ по перечням, подготовленным конструкторами или отделом снабжения. Это основной источник сырья для металлургических заводов. Материал может поставляться уже нужной длины, при этом его стоимость несколько увеличивается.
Сталь, накопленная самим изготовителем, используется для покрытия потребностей сверх количества, заказанного на заводах. Он также используется для обслуживания небольших работ, которые не оправдывают потребности завода. Сталь, приобретенная у реселлеров, используется, когда заказчик хочет более быстрой доставки, даже если это увеличивает стоимость услуги.
Сталь, приобретенная у реселлеров, используется, когда заказчик хочет более быстрой доставки, даже если это увеличивает стоимость услуги.
Приварная балка к балке (123)
Приварная балка к балке (123) соединяет две балки с помощью цельносварного соединения. Лучи могут иметь сварочные препараты. Также могут быть изготовлены пластины жесткости с заготовками под сварку.
Ограничения
Объектов создано
Элементы жесткости
Порезы
Сварные швы
Использовать для
| Ситуация | Описание |
|---|---|
Полностью сварное соединение балки с балкой |
Порядок выбора
Выберите главную деталь (балку).
Выберите второстепенную деталь (балку).
Соединение создается автоматически, когда второстепенная деталь выбрано.

Идентификационный ключ детали
| Описание | |
|---|---|
1 | Передний элемент жесткости |
2 | Задний элемент жесткости |
Используйте вкладку «Рисунок» для определения размеров смещения балки и элементов жесткости.
Размеры
| Описание | |
|---|---|
1 | Размер зазора между стенкой главной детали и второстепенной край части. |
2 | Вторичная часть
размер смещения от фланца главной детали. |
3 | Вторичная часть размер смещения от нижней стороны главной детали фланец. |
4 | Задний элемент жесткости
размер смещения от стенки главной детали. |
5 | Фронт размер смещения ребра жесткости от стенки основной детали. |


Используйте вкладку «Параметры» для определения пластины жесткости свойств, а также требуется ли подготовка к сварке.
Тарелки
| Опция | Описание |
|---|---|
Жесткая пластина Btm | Толщина и
ширина ребра жесткости со стороны основной балки. |
Задний элемент жесткости | Толщина и ширина ребра жесткости, расположенного за вторичным луч. |

Опция | Описание | По умолчанию |
|---|---|---|
Поз_Номер | Префикс и начальный номер для номера позиции детали. Некоторые компоненты имеют вторую строку полей, в которые можно ввести номер позиции сборки. | Начальный номер детали по умолчанию определяется в Настройки компонентов в Меню «Файл» > «Настройки» > «Параметры». |
Материал | Марка материала. | Материал по умолчанию определен в Коробка материала детали в Настройки компонентов в Меню «Файл» > «Настройки» > «Параметры». |
Имя | Имя, которое отображается на чертежах и в отчетах. |


Подготовка под сварку, толщина стенки и полки балки
| Опция | Описание | По умолчанию |
|---|---|---|
Ар требуется подготовка под сварку | Выберите, нужно ли
для создания разделки под сварку. | Подготовка под сварку не создается. |
Толщина основания стенки при U/S от фланец | Установить минимальная толщина стенки главной балки после сварки подготовительный разрез. Минимальное значение 2,0 мм. Обратите внимание, что если вы определили двустороннюю подготовку под сварку, корень толщина лицевой стороны центрируется на стенке балки. | |
Толщина основания стенки стенки | Установить
минимальная толщина входной стенки балки после сварки
подготовительный разрез. Минимальное значение 2,0 мм. Обратите внимание, что если вы определили двустороннюю подготовку под сварку, корень толщина лицевой стороны центрируется на стенке балки. | |
Толщина притупления передней части элемент жесткости | Установить
минимальная толщина переднего ребра жесткости после сварки
подготовительный разрез. Обратите внимание, что если вы определили двустороннюю подготовку под сварку, корень Толщина лицевой стороны сосредоточена на элементе жесткости. | По умолчанию значение — толщина фланца, то есть без сварного шва подготовка, отличная от зазора, может быть создана, если вы определить толщину поверхности корня. |
Толщина притупления задней части элемент жесткости | Установить
минимальная толщина заднего ребра жесткости после сварки
подготовительный разрез. Обратите внимание, что если вы определили двустороннюю подготовку под сварку, корень Толщина лицевой стороны сосредоточена на элементе жесткости. | По умолчанию значение — толщина фланца, то есть без сварного шва подготовка, отличная от зазора, может быть создана, если вы определить толщину поверхности корня. |
Использовать коэффициент наклона полки | Выберите, нужно ли
коэффициент наклона полки используется в надрезах. |

 Если вы не введете значение,
используется минимальное значение.
Если вы не введете значение,
используется минимальное значение..a87f4cf9306bc1933a3398b0de0c6e7338.jpg)
 Минимальное значение 2.0 мм.
Минимальное значение 2.0 мм. Минимальное значение 2.0 мм.
Минимальное значение 2.0 мм.
Вы можете применять различные виды подготовки под сварку к полкам и стенке главной балки, а также к пластины жесткости.
По умолчанию соединение автоматически определяет, сталкиваются ли верхняя и нижняя полки главной балки с полками второстепенной балки. Это определяет способ сварки. подготовка ведется.
Если дальний свет не имеет тот же размер сечения, что и у второстепенной балки, соединение определяет, какой фланец свободный в зависимости от того, какие из верхних или нижних фланцев все еще конфликтуют.
Ниже поясняются основные ситуаций подготовки под сварку каждой секции главной балки:
| Ситуация | Описание |
|---|---|
По умолчанию | Фланец верхний
обрезается, чтобы не касаться верхней полки второстепенной балки. Комплект Требуется ли подготовка к сварке на Вкладка параметров для Да. |
Сварка снаружи | Чтобы создать
подготовка под сварку, которая формирует верхнюю полку так, чтобы она могла
привариваются снаружи, первый комплект приваривается
подготовка, необходимая на
Вкладка параметров для
Да. Щелкните Кнопка «Сварные швы» для определения сварного шва настройки:
|
Сварка изнутри | Чтобы создать
подготовка под сварку, которая формирует верхнюю полку так, чтобы она могла
привариваются изнутри, первый комплект приваривается
подготовка, необходимая на
Вкладка параметров для
Да. Щелкните Кнопка «Сварные швы» для определения сварного шва настройки:
|
 Вы можете определить смещение второстепенной детали от главной детали.
фланец в и
на
вкладку Изображение.
Вы можете определить смещение второстепенной детали от главной детали.
фланец в и
на
вкладку Изображение.

Стенка главной балки
Обратите внимание, что если вы определяете любой сварной шов
подготовка на стенке балки, подготовка под сварку создается по вертикали
лицевой стороной стенки и горизонтальной лицевой стороной стенки на нижней стороне
полка второстепенной балки.
| Ситуация | Описание |
|---|---|
Ситуация по умолчанию | По умолчанию подготовка под сварку стенки главной балки заключается в подгонке балки к стороне стенки вторичной балки. Комплект
Требуется ли подготовка к сварке на
Вкладка параметров для
Да. При необходимости укажите, что между двумя стенками создается зазор. в на вкладке Изображение. |
Сварка с ближней стороны | Комплект Требуется ли подготовка к сварке на Вкладка параметров для Да. Щелкните
Кнопка «Сварные швы» для определения сварного шва
настройки. Проверьте на вкладке Параметры, что значения толщины поверхности корня являются необходимыми. |
Сварка с дальней стороны | Комплект
Требуется ли подготовка к сварке на
Вкладка параметров для
Да. Щелкните Кнопка «Сварные швы» для определения сварного шва настройки. Для сварки № 2 , заменить нижнюю половину типа от углового шва до проплавляющий шов. Вы можете также определите размер и угол сварного шва. Проверить на Вкладка параметров, что корневая грань значения толщины — по мере необходимости. |
Сварка с обеих сторон | Комплект
Требуется ли подготовка к сварке на
Вкладка параметров для
Да. Щелкните Кнопка «Сварные швы» для определения сварного шва настройки. Для сварки № 2 , заменить верхнюю и нижние половинки набрать из филе сварка с проплавлением. Вы можете также определите размер и угол сварного шва. Проверить на Вкладка параметров, что корневая грань значения толщины — по мере необходимости. |

 Для сварки № 2 , заменить верхнюю половину
Тип от углового шва до проплавления
сварка . Вы также можете определить размер и угол сварного шва.
Для сварки № 2 , заменить верхнюю половину
Тип от углового шва до проплавления
сварка . Вы также можете определить размер и угол сварного шва.

Передняя и задняя пластины жесткости
Если вы определяете какую-либо подготовку под сварку
на переднем и заднем элементах жесткости он создается на трех сторонах элементов жесткости, которые
привариваются к главной и второстепенной балкам.
| Ситуация | Описание |
|---|---|
Ситуация по умолчанию | Для
ситуацию по умолчанию, см. описание полотна главной балки.
Сварные швы, которые необходимо определить, имеют номер сварного шва 5 для
передний элемент жесткости и сварной шов № 6 для спинки
ребра жесткости. |
Сварка с ближней стороны | См. описание полотна главного луча. Сварные швы, которые вам нужны определить сварной шов номер 5 для переднего ребра жесткости и номер сварки 6 для заднего ребра жесткости. |
Сварка с дальней стороны | См. |
Сварка с обеих сторон | См.
описание полотна главного луча. Сварные швы, которые вам нужны
определить сварной шов номер 5 для переднего ребра жесткости и
номер сварки 6 для заднего ребра жесткости. |

 описание полотна главного луча. Сварные швы, которые вам нужны
определить сварной шов номер 5 для переднего ребра жесткости и
номер сварки 6 для заднего ребра жесткости.
описание полотна главного луча. Сварные швы, которые вам нужны
определить сварной шов номер 5 для переднего ребра жесткости и
номер сварки 6 для заднего ребра жесткости.
Используйте Вкладка «Фаски» для определения отверстия для сварки Габаритные размеры.
Доступ к сварке вторичной балки размеры отверстия
| Описание | |
|---|---|
1 | Вертикальный
размер фланца. |
2 | Фланцевый разрез форма. |
3 | Доступ к сварке
форма отверстия. |
4 | Радиус отверстие для сварки. |


Размеры концов балки
| Описание | |
|---|---|
1 | Длина
полотно вторичной балки. Это расстояние отреза фланца от начала веб. |
2 | Вертикальный размер фаски. |
3 | Горизонтальный
размер фаски. |


Смещение отверстия для сварки
| Описание | |
|---|---|
1 | Доступ к сварке смещение отверстия вдоль оси вторичной балки. |
Стенка вторичной балки фаски
| Описание | |
|---|---|
1 | Фаска форма |
2 | Вертикальный размер фаски |
3 | Горизонтальный размер фаски |
Нажмите на ссылку ниже, чтобы узнать больше:
Общие вкладка
Нажмите на ссылку ниже, чтобы узнать больше:
Вкладка «Дизайн»
Нажмите на ссылку ниже, чтобы узнать больше:
Вкладка «Анализ»
Нажмите на ссылку ниже, чтобы узнать больше:
Создание сварных швов
Оценка целостности соединения листов Ti6Al4V, изготовленных методом лазерной сварки с добавками
Реферат
В данной статье исследована возможность соединения листов Ti6Al4V, наплавленных лазером, с помощью лазерной сварки. Листы, изготовленные аддитивным способом, соединяли с помощью иттербиевой лазерной системы CW YLS-2000-TR мощностью 3 кВт. Механические свойства и микроструктура сварных деталей, изготовленных методом аддитивного производства (аддитивных сварных швов), сравнивали со свойствами кованых листов, сваренных с использованием того же лазерного процесса. Сварные швы были охарактеризованы и сравнены с точки зрения геометрии валика, микротвердости, прочности на растяжение, фрактографии и микроструктуры. Различия в характеристиках в основном заключаются в ширине борта и прочности на растяжение. Ширина валика сварных швов AM кажется больше, чем кованые сварные швы, а кованые сварные швы демонстрируют более высокую прочность на растяжение и пластичность, чем сварные швы AM.
Листы, изготовленные аддитивным способом, соединяли с помощью иттербиевой лазерной системы CW YLS-2000-TR мощностью 3 кВт. Механические свойства и микроструктура сварных деталей, изготовленных методом аддитивного производства (аддитивных сварных швов), сравнивали со свойствами кованых листов, сваренных с использованием того же лазерного процесса. Сварные швы были охарактеризованы и сравнены с точки зрения геометрии валика, микротвердости, прочности на растяжение, фрактографии и микроструктуры. Различия в характеристиках в основном заключаются в ширине борта и прочности на растяжение. Ширина валика сварных швов AM кажется больше, чем кованые сварные швы, а кованые сварные швы демонстрируют более высокую прочность на растяжение и пластичность, чем сварные швы AM.
Введение
Начало четвертой промышленной революции (4IR) ознаменовалось стремительным ростом аддитивного производства (AM) или 3D-печати. AM применяет набор данных 3D-проектирования для формирования послойного осаждения материала 1 ; это имеет большое преимущество перед традиционными и нетрадиционными методами обработки, включающими удаление материала. Процесс аддитивного производства приводит к меньшим потерям материала, поскольку источники высокой мощности плавят порошок для формирования трехмерных (3D) объектов 2 . Техника аддитивного производства также способствует легкому ремонту деталей, гибкому изготовлению сложных и сложных форм. Несмотря на многочисленные преимущества процессов аддитивного производства, он также имеет некоторые ограничения, такие как ограниченный размер рабочей камеры, который может не подходить для производства крупных деталей, и плохое качество поверхности продукта 3,4 . Таким образом, эти ограничения привели к изготовлению деталей меньших размеров и последующему их соединению с помощью сварки плавлением.
Процесс аддитивного производства приводит к меньшим потерям материала, поскольку источники высокой мощности плавят порошок для формирования трехмерных (3D) объектов 2 . Техника аддитивного производства также способствует легкому ремонту деталей, гибкому изготовлению сложных и сложных форм. Несмотря на многочисленные преимущества процессов аддитивного производства, он также имеет некоторые ограничения, такие как ограниченный размер рабочей камеры, который может не подходить для производства крупных деталей, и плохое качество поверхности продукта 3,4 . Таким образом, эти ограничения привели к изготовлению деталей меньших размеров и последующему их соединению с помощью сварки плавлением.
Лазерное осаждение металла (LMD) — это процесс аддитивной обработки и технология почти чистой формы, используемая для производства твердых компонентов. Процесс включает в себя загрузку металлического порошка или проволоки, которые плавятся с помощью лазера, образуя ванну расплава, которая затем затвердевает, образуя металлический осадок 9. 1057 2 . По данным Segerstark et al. 5 , LMD можно классифицировать на основе исходного сырья, используемого в процессе производства; порошок и проволока являются сырьем, обычно используемым в LMD. В порошковом LMD (LMD-P) порошок вдувается коаксиально вместе с инертным газом в ванну расплава, которая в большинстве случаев может быть аргоном или гелием или комбинацией обоих газов. С другой стороны, проволока подается в ванну расплава для создания LMD-W 6 . Действительно, LMD помогает в обрабатывающей промышленности. Аэрокосмическая промышленность добилась отличного соотношения «покупка-к-лету» с помощью процесса LMD, а также ремонта компонентов.1057 7,8 . Титан и его сплавы также оказались полезными в четвертой промышленной революции благодаря своему соотношению легкости и прочности и отличной коррозионной стойкости 9 . Аэрокосмическая промышленность использовала титан и его сплавы для проектирования и изготовления фюзеляжа, лопаток турбин, валов и крыльев.
1057 2 . По данным Segerstark et al. 5 , LMD можно классифицировать на основе исходного сырья, используемого в процессе производства; порошок и проволока являются сырьем, обычно используемым в LMD. В порошковом LMD (LMD-P) порошок вдувается коаксиально вместе с инертным газом в ванну расплава, которая в большинстве случаев может быть аргоном или гелием или комбинацией обоих газов. С другой стороны, проволока подается в ванну расплава для создания LMD-W 6 . Действительно, LMD помогает в обрабатывающей промышленности. Аэрокосмическая промышленность добилась отличного соотношения «покупка-к-лету» с помощью процесса LMD, а также ремонта компонентов.1057 7,8 . Титан и его сплавы также оказались полезными в четвертой промышленной революции благодаря своему соотношению легкости и прочности и отличной коррозионной стойкости 9 . Аэрокосмическая промышленность использовала титан и его сплавы для проектирования и изготовления фюзеляжа, лопаток турбин, валов и крыльев. Также благодаря биосовместимости используется в качестве хирургических материалов и имплантатов 10 .
Также благодаря биосовместимости используется в качестве хирургических материалов и имплантатов 10 .
Литература ограничена механическими и микроструктурными свойствами сварных швов Ti6Al4V AM. Тавлович и др. 11 исследовали механические и микроструктурные свойства аддитивных сварных швов с использованием лазерной сварки (LBW) и электронно-лучевой сварки (EBW). Изделия, изготовленные с помощью добавок Ti6Al4V, были изготовлены с использованием процесса селективного лазерного плавления (SLM). Сварные швы АМ сравнивали с деформируемыми швами Ti6Al4V по пределу прочности, профилю наплавленного валика и микротвердости. Сообщалось, что границы зоны сплавления (ЗС) представляют собой существенное различие между методами сварки. FZ сварных швов AM были шире и казались прямыми по сравнению с коваными листами, имеющими форму песочных часов.
В своем исследовании Sun et al. 12 использовали лазерную сварку для соединения электронно-лучевой плавки (EBM), изготовленного из Ti6Al4V, с деформируемым Ti6Al4V, было изучено влияние угла сварки на механические свойства и микроструктуру.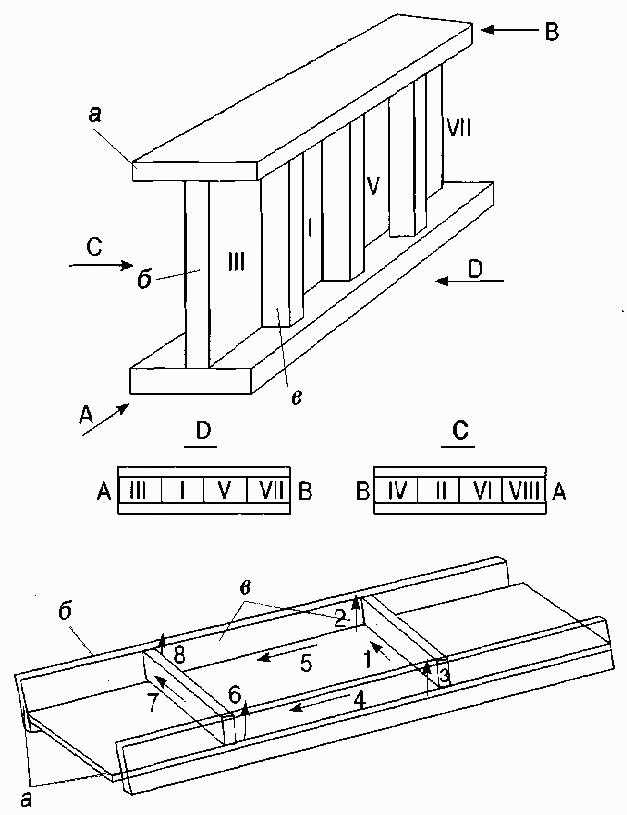 На измеренную микротвердость в основном влияла локальная микроструктура. На предел прочности при растяжении сильно повлиял основной материал (BM) продукта, изготовленного при помощи добавок, из-за дефектов, возникших в основном в процессе EBM. Было замечено, что угол сварки оказывает незначительное влияние на свойства сварных швов при растяжении. Наоборот, имело место снижение относительного удлинения при уменьшении угла сварки от 0 до 45°. Подобно наблюдениям Sun et al. 12 , пористость и неизотропные свойства являются важными характеристиками аддитивных сварных швов, которые вносят значительный вклад в механическую прочность аддитивных сварных швов. Кроме того, требуется увеличение энергии на единицу длины сварного шва, чтобы получить сварной шов с замочной скважиной для сварных швов AM по сравнению со сварными швами Ti6Al4V 13 . В литературных источниках также показано, что на прочность на растяжение аддитивных сварных швов сильно влияет процесс аддитивного производства.
На измеренную микротвердость в основном влияла локальная микроструктура. На предел прочности при растяжении сильно повлиял основной материал (BM) продукта, изготовленного при помощи добавок, из-за дефектов, возникших в основном в процессе EBM. Было замечено, что угол сварки оказывает незначительное влияние на свойства сварных швов при растяжении. Наоборот, имело место снижение относительного удлинения при уменьшении угла сварки от 0 до 45°. Подобно наблюдениям Sun et al. 12 , пористость и неизотропные свойства являются важными характеристиками аддитивных сварных швов, которые вносят значительный вклад в механическую прочность аддитивных сварных швов. Кроме того, требуется увеличение энергии на единицу длины сварного шва, чтобы получить сварной шов с замочной скважиной для сварных швов AM по сравнению со сварными швами Ti6Al4V 13 . В литературных источниках также показано, что на прочность на растяжение аддитивных сварных швов сильно влияет процесс аддитивного производства. Титан и его сплавы очень чувствительны к атмосферным газам, таким как азот и кислород, при температуре 350 °С и выше 14 . Сообщается, что эти загрязнения, вызванные атмосферными газами, влияют на микроструктуру сварных швов. Сообщается, что крупные столбчатые зерна и α’-мартенситная микроструктура ответственны за хрупкость, высокую микротвердость и пониженную пластичность 15 . Таким образом, пластичность и ударная вязкость сварных швов и изделий, изготовленных методом присадок, могут быть улучшены посредством термообработки 11,16 .
Титан и его сплавы очень чувствительны к атмосферным газам, таким как азот и кислород, при температуре 350 °С и выше 14 . Сообщается, что эти загрязнения, вызванные атмосферными газами, влияют на микроструктуру сварных швов. Сообщается, что крупные столбчатые зерна и α’-мартенситная микроструктура ответственны за хрупкость, высокую микротвердость и пониженную пластичность 15 . Таким образом, пластичность и ударная вязкость сварных швов и изделий, изготовленных методом присадок, могут быть улучшены посредством термообработки 11,16 .
Лазерная сварка (LW) предпочтительна в областях, где требуется высокая прочность, например, в морской и аэрокосмической промышленности. Меньшая площадь зоны сварки (WZ) в результате низкого тепловложения и высокой скорости сварки по сравнению с другими методами сварки плавлением, такими как сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG), сделала этот метод более выгодным 15,17 . Несмотря на то, что детали, изготовленные присадкой из Ti6Al4V, были сварены с использованием различных процессов плавления, в некоторых случаях выбор параметров не позволял достичь полного проплавления. Таким образом, это исследование направлено на обоснование влияния мощности лазера и скорости сварки на механические свойства и микроструктуру сварных швов АМ. Изделия, изготовленные аддитивным способом, были сварены с использованием лазерной сварки, и результаты были сравнены с коваными листами, сваренными с использованием того же метода сварки и параметров. Все сварные швы соединялись встык.
Материалы и методы
Кованые листы Ti6Al4V (сорт 5), использованные в данном исследовании, были поставлены компанией Saetra (PTY) Limited, Претория, Южная Африка, в состоянии прокатного отжига. Размер 100 мм × 60 мм × 2 мм, а химический состав в соответствии с ASTM B265 18 показан в таблице 1. Порошок Ti6Al4V (марка 5) 45–90 мкм и химический состав в соответствии с ASTM B215 19 был поставлен компанией WearTech (PTY) Limited, Южная Африка. Продукт аддитивного производства (LMD), показанный на рис. 1, был создан с использованием системы Optomec 850-R LENS, имеющейся в лазерном центре Совета научных и промышленных исследований (CSIR), Претория, с мощностью лазера 400 Вт, скоростью подачи порошка 2,4 г/мин, шаг штриховки 0,9652 мм и сканирование с поворотом на 90° между последовательными слоями. Затем блок AM был разрезан на куски толщиной 2 мм с использованием проволочной электроэрозионной обработки (EDM).
Полноразмерный стол
Рисунок 1Образец для испытаний продукта, изготовленного с использованием добавок.
Увеличить
Лазерная сварка деталей
Перед сваркой лицевые стороны материалов были очищены ацетоном от загрязнений. Для автогенной сварки деталей использовалась иттербиевая лазерная система CW YLS-2000-TR мощностью 3 кВт, имеющаяся в лазерном центре CSIR, Претория. Также использовалась специальная сварочная установка с возможностью обратной продувки для предотвращения загрязнения сварного шва, как показано на рис. 2а и схемы лазерной сварки на рис. 2b. В качестве защитного газа использовался аргон с расходом 15 л/мин. Те же параметры сварки, которые использовались для сварки кованых листов и изделий АМ, представлены в таблице 2.
( a ) Экспериментальная установка, ( b ) схема экспериментальной установки.
Изображение полного размера
Таблица 2 Параметры экспериментального процесса.Полноразмерная таблица
Потребляемая энергия рассчитывается по уравнению (1) 3 .
$$E = \frac{P}{\nu }$$
(1)
где: Потребляемая энергия E (Дж/мм), Мощность лазера P (Ватт), Скорость сварки v (мм/с).
Подготовка образцов и характеристика
Образцы размером 25 мм × 10 мм × 2 мм вырезали из сварных листов поперек сварных швов. Каждый образец устанавливался на термореактивные смолы, затем проводилась шлифовка на бумаге SiC (#320-#1200). Затем их полировали до получения зеркальной поверхности ASTM E3 20 . Реактив Кролла использовался для травления поверхности сварного шва в течение 18 секунд в соответствии со стандартом ASTM E407 21 .
Оптический микроскоп Olympus DP25 (Olympus Corporation, Япония) использовали для съемки микроструктур в основном металле (ОС), зоне сплавления (ЗТ) и зоне термического влияния (ЗТВ). Образцы на растяжение были разрезаны по ASTM E8 9.1057 22 подразмер для кованых сварных швов, а миниатюрный размер, показанный на рис. 3 23 , использовался для сварных швов AM. Каждый испытательный образец вытягивали с использованием универсальной испытательной машины (UTM) Zwick Roell 2250. Для захвата поверхности излома после испытания на растяжение использовали сканирующую электронную микроскопию TESCAN, оснащенную энергодисперсионной спектроскопией (SEM-EDS), доступную в Университете Йоханнесбурга. Микротвердомер Indentec Digital Vickers (Indentec, Англия) при нагрузке 4,9 Н и времени выдержки 15 с, ASTM E384 24 , использовался для профилирования микротвердости поперек сварного шва.
Миниатюрный образец на растяжение для аддитивных сварных швов.
Полноразмерное изображение
Результаты и обсуждение
Геометрия сварного шва
Геометрия сварного шва была получена с помощью макроскопа Olympus SZX16 (Olympus Corporation, Япония), а для измерения геометрии использовалось программное обеспечение stream essentials. Форма сварного шва в зоне сплавления (FZ) как для AM, так и для деформируемого шва имеет форму песочных часов и полное проплавление. Кроме того, поперечное сечение AM-швов, показанное на рис. 4, показывает большую ширину FZ, чем деформируемые швы на рис. 5, при этом средняя ширина AM-шва составляет 1426,9.4 мкм, а сварных швов – 1167,93 мкм. Увеличение ширины сварных швов AM можно объяснить возможностью более быстрой теплопередачи внутри материала AM из-за более высокой теплопроводности материала AM по сравнению с деформируемым материалом. Тавлович и др. 11 обнаружил, что теплопроводность материала AM в 2,5 раза выше, чем у деформируемого материала, даже при температуре до 800 °C. Подводимая энергия также значительно влияет на ширину валика как АМ, так и деформируемого шва, при этом более высокая подводимая энергия приводит к увеличению ширины валика для всех сварных швов, как показано на рис. 6.9.0003 Рисунок 4
Поперечное сечение сварных швов AM.
Изображение в полный размер
Рис. 5Поперечное сечение сварных швов.
Изображение в полный размер
Рис. 6Ширина валика в зависимости от подводимой энергии во время сварки.
Увеличить
Микроструктура
Микроструктура изделий аддитивного производства образована послойной структурой крупных столбчатых зерен средней длины 85,1 мкм, расположенных в последовательности игольчатых мартенситных α и мелких равноосные зерна, что также наблюдается по 25,26,27 показаны на рис. 7а. Средняя ширина слоя столбчатых зерен ~0,11 мм, а по высоте они равны толщине материала 28,29 . Кроме того, в ЗП существуют крупные столбчатые зерна со средней длиной 49,5 мкм, как показано на рис. 7б, в результате охлаждения из β-фазы с высокой скоростью выше критической скорости охлаждения 410 °C/с 30 ,31 . Меньшая длина столбчатых зерен в зоне сплавления (ЗС), наблюдаемая после лазерной сварки, обусловлена повышенным поступлением тепла. Ли и др. 32 объяснил, что увеличение тепловложения к существующим столбчатым зернам приводит к более короткой длине столбчатых зерен. Зона термического влияния (ЗТВ) на рис. 7с состоит из мелких равноосных зерен, что может быть связано с пониженной температурой ниже температуры β-перехода, равной 995 °C, и более высокой скоростью охлаждения в результате более низкой температуры. Юнг и др. 33 также заметил, что более низкая температура вызывает старение мартенситной микроструктуры, превращая ее в мелкие α-частицы.
Микроструктура сварных швов AM, показывающая ( a ) основной металл, ( b ) зону сплавления, ( c ) зону термического влияния.
Увеличенное изображение
БМ деформируемого материала на рис. 8а состоит из равноосных α- и β-фаз со средним размером зерна 0,68 мкм 6,14,34 . ЗТВ на рис. 8б в основном состоит из блочной α и некоторых непреобразованных β и α фаз, близких к основному металлу (BM). ЗТВ вблизи FZ состоит из α-мартенситной микроструктуры, что приводит к более высокой твердости в этой области, чем BM. Аналогичное явление также наблюдали Kabir et al. 35 . Как и в FZ AM-швов, в FZ деформируемых сварных швов существуют крупные столбчатые зерна со средней длиной 43,3 мкм, как показано на рис. 8c. Зерна выглядят как игольчатые α пластинчатые и игольчатые α’, возникающие в результате того, что зона достигает температуры ликвидуса и охлаждается со скоростью выше критической скорости охлаждения 410 °C/с, как объяснялось и также наблюдалось в 36,37, 38 . Длина столбчатых зерен близка к длине АМ-швов.
Микроструктура сварных швов, показывающая ( a ) основной металл, ( b ) зону термического влияния, ( c ) зону сплавления.
Увеличить
Профиль микротвердости
Профиль микротвердости измеряется в зоне сварного шва (WZ) и основном металле (BM). Каждое углубление было сделано с интервалом в 1 мм. Результаты деформационных сварных швов показаны на рис. 9а. FZ имеет самое высокое значение микротвердости в диапазоне от 420 до 438 HV за счет α’-мартенситной микроструктуры, аналогичной наблюдениям из 38,39,40,41 . Аналогично, зона термического влияния (ЗТВ) характеризуется грубой α’-мартенситной микроструктурой с микротвердостью в диапазоне от 372 до 392 HV. БМ имеет среднее значение микротвердости 350 ± 10 HV, аналогично 40,41,42 наблюдениям.
Рисунок 9 Профиль микротвердости ( a ) сварных швов кованых листов, ( b ) сварных швов изделий, изготовленных аддитивным способом.
Изображение полного размера
На рис. 9б показан профиль микротвердости АМ-швов поперек WZ и BM. Так же, как и деформируемые швы, ФЗ показал самую высокую микротвердость в диапазоне от 416 до 459.HV, а затем ЗТВ с микротвердостью от 339 до 376 HV. БМ показывает относительно почти одинаковое значение микротвердости со средним значением 357 ± 2 HV. В целом микротвердость ЗТВ и ЗТВ АМ-швов выше, чем у деформируемых швов в среднем на 8,5 HV из-за быстрого охлаждения уже преобразованной микроструктуры АМ-изделий при лазерной сварке. Наоборот, микротвердость ЗТВ АМ-швов была снижена в среднем на 24,5 HV по сравнению с деформируемыми швами. Это может быть связано с более мелкими зернами микроструктуры в этой зоне. Несмотря на то, что микроструктура BM и FZ трансформируются в крупные столбчатые зерна, микротвердость FZ может быть связана с более высокой скоростью охлаждения во время лазерной сварки по сравнению со скоростью охлаждения после процесса LMD 42 .
Анализ прочности на растяжение
Сварные швы AM демонстрируют небольшое снижение относительного удлинения по сравнению с исходным/основным материалом с пределом прочности на растяжение 672 МПа. Предположительно, это связано с α-мартенситной микроструктурой в зоне сплавления (FZ), что приводит к снижению пластичности Ti6Al4V, что также наблюдалось 43,44 . Максимальное напряжение сварных швов АМ, показанных на рис. 10а, зафиксировано при напряжении 829 МПа для образца АМ23, сваренного с использованием мощности лазера 2,7 кВт и скорости сварки 2,8 м/мин, с самым низким при 457 МПа, который был сварен при мощность лазера 2,8 кВт и скорость сварки 2,6 м/мин. Что касается подводимой энергии, то наблюдается улучшенная прочность на растяжение при более низкой подводимой энергии из-за более высокой скорости охлаждения, которую Юнг и соавт. 33 , как сообщается, улучшает пластичность сварного шва. По сравнению с коваными сварными швами, показанными на рис. 10b, пластичность AM-швов снижается в среднем на 50%, предположительно из-за высокого термического напряжения в зоне FZ. Максимальное напряжение 1104 МПа было зафиксировано при скорости сварки 2,8 м/мин и мощности лазера 2,8 МПа для деформируемых швов. Все деформируемые сварные швы имели предел прочности при растяжении над основным/основным материалом с пределом прочности при растяжении 950 МПа, за исключением образца L24 с мощностью лазера 2,7 кВт и скоростью сварки 2,6 м/мин. Деформируемые сварные швы показали превосходную прочность по сравнению со сварными швами.
Диаграмма напряжения-деформации ( a ) AM сварные швы, ( b ) кованые сварные швы.
Увеличенное изображение
Фрактографический анализ
Поверхность излома аддитивного изделия перед сваркой показана на рис. 11а. На изображении видны кратеры, которые можно предположить из-за отсутствия склеивания в процессе производства. На рис. 11b показана поверхность излома изделия AM, сваренного лазером, со скоростью сварки 2,6 м/мин и мощностью лазера 2,8 кВт, которая показала самую низкую прочность на растяжение. Наличие микропустот в этом образце могло привести к колоссальной концентрации напряжений вокруг пустот, что привело к разрушению. На рис. 11в показана фрактограмма деформируемых сварных швов, сваренных с использованием мощности лазера 2,7 кВт и скорости сварки 2,6 м/мин, которые показали наименьшую прочность на растяжение. Наличие кратера и включений в образце L24 могло привести к разрушению материала. Эти кратеры являются одной из основных причин распространения трещин в материалах 9.1057 45,46,47 .
Фрактограмма ( a ) LMD Ti6Al4V, ( b ) образца AM22, ( c ) образца L24.
Увеличить
Выводы
Изучена возможность соединения аддитивных изделий, изготовленных методом лазерного осаждения металлов (LMD). Оцененные результаты показывают, что целостность соединения сварных образцов значительно выше исходного/основного материала. Сделаны следующие выводы:
- 1.
Полное проплавление было достигнуто во всех сварных швах, а ширина валика сварных швов AM шире, чем у сварных швов из-за более высокой теплопроводности продуктов AM.
- 2.
Прочность на растяжение и пластичность кованых сварных швов выше, чем у аддитивных сварных швов.
- 3.
Микротвердость АМ-швов выше, чем деформируемых швов.
- 4.
Исследование показывает, что можно соединить изделия аддитивного производства с помощью лазерной сварки и при этом получить сварные швы хорошего качества.
Будущие исследования будут посвящены моделированию распределения температуры во время лазерной сварки изделий аддитивного производства, производимых LMD, и влиянию толщины материала на механические свойства сварного шва. Кроме того, будет оцениваться соединение изделий AM с деформируемым материалом. Наконец, будет рассмотрено влияние термической обработки для снятия напряжений на изготовленные изделия аддитивного производства.
Доступность данных
Данные будут доступны по запросу.
Ссылки
Нахмани, М., Розенталь, И., Беништи, И., Фраге, Н. и Штерн, А. Электронно-лучевая сварка заготовок AlSi10Mg, изготовленных с использованием выбранной технологии лазерного плавления присадок. Доп. Произв. 8 , 63–70 (2015).
КАС Google ученый
Омоний П.О., Акинлаби Э.Т. и Махамуд Р.М. Микроструктурные и механические свойства сплава Ti–6Al–4V, осажденного лазером: обзор. В 4-я Международная конференция по инженерии для устойчивого мира (2021). https://doi.org/10.1088/1757-899X/1107/1/012110.
Матилайнен В. П., Пеккаринен Дж. и Салминен А. Свариваемость нержавеющей стали, изготовленной присадкой.
Физ. Procedia 83 , 808–817 (2016).ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Хасанин А. Эль и др. Исследование твердофазного соединения компонентов, изготовленных аддитивным способом. В RTSI 2017 — 3-й Международный форум IEEE по исследованиям и технологиям для общества и промышленности, Материалы конференции (2017). https://doi.org/10.1109/RTSI.2017.8065967.
Сегерстарк А., Андерссон Дж. и Свенссон Л.-Э. Экономическая целесообразность лазерного напыления металлов. В 6-м Международном шведском производственном симпозиуме (ред. Старе, Йохан, Йоханссон, Бьоркман, Б. и Матс) 1–8 (2014).
Азарния А. и др. Аддитивное производство деталей из Ti–6Al–4V посредством лазерного осаждения металла (LMD): Процесс, микроструктура и механические свойства Аддитивное производство деталей из Ti6Al4V посредством лазерного осаждения металла (LMD): Процесс, микроструктура и мех.
J. Alloys Compd. 804 , 163–191 (2019).КАС Статья Google ученый
Махамуд, Р. М. и Акинлаби, Э. Т. Влияние скорости сканирования и расхода газа на шероховатость поверхности титанового сплава LMD. Проц. Всемирный конгресс англ. вычисл. науч. II , 1–5 (2016).
Google ученый
Махамуд, Р. М., Акинлаби, Э. Т., Шукла, М. и Питяна, С. Материальная эффективность лазерного осаждения металла Ti6Al4V: влияние мощности лазера. англ. лат. 21 , 1–5 (2013).
Google ученый
Омоний П., Махамуд М., Джен Т. и Акинлаби Э. Сварка ВИГ сплава Ti6Al4V: микроструктура, фрактография, данные по прочности на растяжение и микротвердости. Данные Бр. 38 , 107274 (2021).
Артикул Google ученый
Тавлович Б., Ширизли А. и Кац Р. EBW и LBW изделий из Ti6Al4V, изготовленных аддитивным способом. Сварка. Рез. 97 , 179–190 (2018).
Google ученый
Sun, YY и др. Лазерная сварка электронно-лучевого расплава Ti-6Al-4V с деформируемым Ti-6Al-4V: влияние угла сварки на микроструктуру и механические свойства. J. Alloys Compd. 782 , 967–972 (2019).
КАС Статья Google ученый
Wits, W.W. & Jauregui Becker, J.M. Лазерная сварка деталей, изготовленных с использованием титановых добавок.
Procedia CIRP 28 , 70–75 (2015).Артикул Google ученый
Омоний П.О., Махамуд Р.М. и Акинлаби Э.Т. Влияние параметров процесса лазерной сварки на механические свойства Ti6Al4V: обзор. J. Chem. Технол. Металл. 56 , 1074–1081 (2021).
КАС Google ученый
Омонийи, П.О. и др. Исследование механических и микроструктурных свойств сплава Ti6Al4V, сваренного методом ВИГ. Доп. Матер. науч. англ. Выбирать. Арктика. ICMMPE 2020 , 111–118 (2021).
Артикул Google ученый
Омоний П.О., Акинлаби Э.Т. и Махамуд Р.М. Термическая обработка сплавов Ti6Al4V для промышленного применения: обзор. В 4-я Международная конференция по инженерии для устойчивого мира (2021). https://doi.
org/10.1088/1757-899X/1107/1/012094.Casalino, G. & Campanelli, S.L. Лазерно-дуговая гибридная сварка кованой и селективной лазерной расплавленной нержавеющей стали. Междунар. Дж. Адв. Произв. Технол. https://doi.org/10.1007/s00170-012-4721-z (2013 г.).
Артикул Google ученый
ASTM B265. Стандартные спецификации для полосы, листа и плиты из титана и титанового сплава. Стенд ASTM. 03 , 1–9 (2010).
ASTM B215. Стандартные методы отбора проб металлических порошков. Стенд ASTM. 1–7 (2015). https://doi.org/10.1520/B0215-15.1.5.
ASTM E3. Стандартное руководство по подготовке металлографических образцов. АСТМ междунар. и , (2011).
Стандарт, A.S.T.M. Стандартная практика микротравления металлов и сплавов ASTM E-407.
Стенд ASTM. 07 , 1–22 (2016).Google ученый
ASTM E8. Стандартные методы испытаний металлических материалов на растяжение 1. Стенд ASTM. (2016). https://doi.org/10.1520/E0008.
Колхаткар А., Картик В., Чайтанья Г. М. С. К., Кумар А. и Рамчандран Д. Разработка и проверка миниатюрного образца на растяжение для определения механических свойств. Дж. Тест. оценка 47 , 3417–3431 (2019).
Артикул Google ученый
ASTM E384. ASTM E384-2016: Стандартный метод определения твердости материалов по Кнупу и Виккерсу. Стенд ASTM. и , 1–43 (2016).
Ву, X. и др. Микроструктуры лазерно-осажденного Ti–6Al–4V. Матер. Дес. 25 , 137–144 (2004).
КАС Статья Google ученый
Чжун, К., Лю, Дж., Чжао, Т., Шопфовен, Т. и Фу, Дж. Лазерное осаждение металла Ti6Al4V — краткий обзор. Заяв. науч. 10 , 1–12 (2020).
Google ученый
Кобрин П. А. и Семиатин С. Л. Эволюция микроструктуры и текстуры в процессе затвердевания Ti–6Al–4V. Дж. Матер. Процесс. Технол. 135 , 330–339 (2003).
КАС Статья Google ученый
Келли, С. М. и Кампе, С. Л. Эволюция микроструктуры в многослойных сборках Ti–6Al–4V, осажденных лазером: Часть I. Характеристика микроструктуры. Металл. Матер. Транс. А 35 , 1861–1867 (2004).
Артикул Google ученый
Верлинден Б., Драйвер Дж., Самайдар И. и Доэрти Р. Термомеханическая обработка металлических материалов (Эльзевир, Нью-Йорк, 2007 г.).
Google ученый
Махамуд, Р. М. и Акинлаби, Э. Т. Влияние скорости сканирования на микроструктуру и свойства микротвердости титанового сплава, полученного в процессе лазерного осаждения металла. В Материалы Сегодня: Материалы . Том. 4 5206–5214 (Elsevier Ltd, 2017).
Ли, З. и др. Снижение тепловложения дуги и получение равноосных зерен термопроволочным методом при дуговом аддитивном производстве титанового сплава. Матер. науч. англ. А 742 , 287–294 (2019).
КАС Статья Google ученый
Юнг В.К.
С., Ральф Б., Ли В.Б. и Фенн Р. Исследование параметров сварки, влияющих на свойства титановых сварных швов при растяжении. Дж. Матер. Процесс. Технол. 63 , 759–764 (1997).Артикул Google ученый
Омоний П.О., Акинлаби Э.Т., Махамуд Р.М. и Джен Т.С. Коррозионная стойкость термообработанного Ti6Al4V в NaCl. Хим. Сбор данных. https://doi.org/10.1016/j.cdc.2021.100780 (2021).
Артикул Google ученый
Кабир, А. С. Х. и др. Влияние скорости сварки и расстояния расфокусировки на качество лазерной сварки Ti–6A1–4V. Матер. науч. Технол. 4 , 2787–2797 (2010).
ОБЪЯВЛЕНИЕ Google ученый
Омоний П. и др. Лазерная стыковая сварка тонких листов Ti6Al4V: влияние параметров сварки. Дж.
Компос. науч. 5 , 1–9 (2021).Артикул Google ученый
Сквиллаче А., Приско У., Чилиберто С. и Астарита А. Влияние параметров сварки на морфологию и механические свойства стыковых соединений Ti–6Al–4V, сваренных лазерным лучом. Дж. Матер. Процесс. Технол. 212 , 427–436 (2012).
КАС Статья Google ученый
Cao, X. & Jahazi, M. Влияние скорости сварки на качество стыкового соединения сплава Ti–6Al–4V, сваренного с использованием мощного лазера Nd:YAG. опт. Лазеры инж. 47 , 1231–1241 (2009).
Артикул Google ученый
Liu, J., Gao, X.L., Zhang, L.J. & Zhang, J.X. Исследование развития усталостных повреждений на импульсных сварных соединениях лазером Nd: YAG Ti6Al4V. англ. Фракт.
мех. 117 , 84–93 (2014).Артикул Google ученый
Кашаев Н., Венцке В., Фомичев В., Фомин Ф. и Рикер С. Влияние лазерной сварки Nd:YAG на морфологию сварного шва и механические свойства стыковых соединений Ti–6Al–4V и Т-образные соединения. опт. Лазеры инж. 86 , 172–180 (2016).
Артикул Google ученый
Казалино Г., Мортелло М. и Кампанелли С. Л. Сварка сплава Ti6Al4V лазером на иттербиевом волокне. J. Изготовитель. Процесс. 20 , 250–256 (2015).
Артикул Google ученый
Махамуд, Р. М. Влияние скорости сканирования на свойства микротвердости титанового сплава. Нигер. Дж. Технол. Дев. 13 , 1–5 (2016).
Артикул Google ученый
Omoniyi, P. O. и др. Исследование и оптимизация процесса термической обработки на растяжение сплава Ti6Al4V. Матер. Werkstofftech 52 , 1057–1063 (2021).
КАС Статья Google ученый
Икубанни П.П., Оки М., Аделеке А.А. и Омонийи П.О. Синтез, физико-механические и микроструктурные характеристики гибридных армированных композитов Al6063/SiC/PKSA. науч. Отчет https://doi.org/10.1038/s41598-021-94420-0 (2021 г.).
Артикул пабмед ПабМед Центральный Google ученый
Gao, X.L., Zhang, L.J., Liu, J. & Zhang, J.X. Сравнительное исследование импульсной лазерной сварки Nd:YAG и сварки TIG тонкой пластины из титанового сплава Ti6Al4V. Матер. науч. англ. А 559 , 14–21 (2013).
КАС Статья Google ученый
Ченг К., Си М., Чен С., Цуй Г. и Чжоу Х. Микроструктура и механические свойства сплава Ti6Al4V, восстановленного по технологии точечной ковки и лазерного ремонта. опт. Лазерная технология. 144 , 107410 (2021).
КАС Статья Google ученый
Todaro, C. J. et al. Контроль зернистой структуры при 3D-печати металла высокоинтенсивным ультразвуком. Нац. коммун. 11 , 1–9 (2020).
Артикул Google ученый
Раджу, Р., Дурайселвам, М., Петли, В., Верма, С. и Раджендран, Р. Микроструктурные и механические характеристики восстановленных деталей Ti6Al4V, полученных лазерным осаждением металла. Матер. науч. англ. А 643 , 64–71 (2015).
КАС Статья Google ученый
Gao, X.L., Zhang, L.J., Liu, J. & Zhang, J.X. Влияние профилей поперечного сечения сварного шва и микроструктуры на свойства импульсной лазерной сварки Nd:YAG листа Ti6Al4V. Междунар. Дж. Адв. Произв. Технол. 72 , 895–903 (2014).
Артикул Google ученый
Ссылки для скачивания
Информация об авторе
Авторы и организации
Факультет машиностроения, Йоханнесбургский университет, почтовый ящик 524, Йоханнесбург, Южная Африка
P. O. Omoniyi, R. M. Mahamood, T. C. Jen & E. T. Akinlabi
Mechanical Engineering Department, University of Ilorin, P.
M. B. 1515, Ilorin, NigeriaP. O. Omoniyi
Department of Materials and Metallurgical Engineering, University of Ilorin, P. M. B. 1515, Илорин, Нигерия
Р. М. Махамуд
Национальный лазерный центр, CSIR, почтовый ящик 395, Претория, Южная Африка
Н. Артур, С. Питьяна и С. Скосане
Высшая школа естественных наук и технологий Университета Окаямы, Окаяма, Япония
Ю. Окамото и Т. Шинонага
Факультет мехатроники, Сельскохозяйственный и технологический университет Джомо Кеньятта, 62000-00200, Найроби Кения
М. Р. Майна
Панафриканский институт наук о жизни и Земле, 200132, Ибадан, Нигерия
Э. Т. Акинлаби
Авторы
- П. О. Омонийи
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Р. М. Махамуд
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Н. Артур
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- С. Питяна
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- S. Skhosane
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Y. Okamoto
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- T. Shinonaga
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- M. R. Maina
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- T. C. Jen
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- E. T. Akinlabi
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Академия
Взносы
P.O., R.M., E.T., S.P., N.A., S.S., T.C.J. составление рукописи, рецензирование, С.С. Сварка материалов, Р.М., Э.Т., С.П., Т.С., Ю.О., М.М. задумал исследовательскую идею, П.О. выполнили экспериментальную работу и анализ данных, Р.М., Э.Т., С.П., Н.А., С.С., Т.С.Дж., Т.С., Ю.О., М.М. участвовал в научных дискуссиях.
Автор, ответственный за переписку
П. О. Омонийи.
Декларации этики
Конкурирующие интересы
Авторы заявляют об отсутствии конкурирующих интересов.
Дополнительная информация
Примечание издателя
Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Права и разрешения
Открытый доступ Эта статья находится под лицензией Creative Commons Attribution 4. 0 International License, которая разрешает использование, совместное использование, адаптацию, распространение и воспроизведение на любом носителе или в любом формате, при условии, что вы укажете соответствующую ссылку на оригинальный автор(ы) и источник, предоставьте ссылку на лицензию Creative Commons и укажите, были ли внесены изменения. Изображения или другие сторонние материалы в этой статье включены в лицензию Creative Commons на статью, если иное не указано в кредитной строке материала. Если материал не включен в лицензию Creative Commons статьи, а ваше предполагаемое использование не разрешено законом или выходит за рамки разрешенного использования, вам необходимо получить разрешение непосредственно от правообладателя. Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/.
Перепечатка и разрешения
Об этой статье
Комментарии
Отправляя комментарий, вы соглашаетесь соблюдать наши Условия и правила сообщества. Если вы обнаружите что-то оскорбительное или не соответствующее нашим условиям или правилам, отметьте это как неприемлемое.
Сталь
Сталь
Сталь-Инвест
Линии сварных балок для производства широкополочных балок
Лидеры в области автоматизированных систем производства сварных балок
Широкий выбор систем и конфигураций линий
Возможность создания большинства профилей
Балки различных форм и профилей
Узнать о Steel-Invest
Линии сварных балок SCI
История
Продукты
Анкета
Примечания
1. Краткая история Steel-Invest
г.Steel-Invest — один из ведущих мировых производителей автоматических линий балочной сварки. Ассортимент нашей продукции охватывает все оборудование, необходимое для сварки. производитель балок: входные конвейеры, SCI — сварочные аппараты, оборотное оборудование, передаточные конвейеры. Steel-Invest предлагает как поставку оборудования, так и полный комплекс услуг «под ключ», включая завод и оборудование.
Всемирный успех Steel-Invest основан на захватывающем сочетании технологического совершенства, экономичности производства и дизайна всех наших сварочные системы. Стандартные формы включают: I, L, T, U, прямоугольные, радиусные, смещенные, конические, квадратные, прямоугольные и несимметричные балки. SCI-лучевая сварка линии и системы охватывают диапазон производительности от самого маленького SCI-500 до самого большого SCI-5000, где размер означает максимальную высоту луча. Steel-Invest также имеет полностью автоматические линии SCI/CPS для самой передовой балочной сварки.
Steel-Invest Group — Steel-Invest имеет дочернюю компанию H-Steel Oy Ltd., которая производит сварные балки в Северной Европе. Основана компания H-Steel. в 1974 году. Она специализируется на поставке металлоконструкций для автодорожных и железнодорожных мостов, рельсов для промышленных кранов, элементов конструкционной стали для строительство, оффшорное и судостроение, а также общее строительство.
2. Производственные системы Steel-Invest — Продукция
Ниже приведен список предлагаемых линий и систем сварных балок Steel-Invest. Для получения конкретной информации существует Анкета (Часть 3.) это может быть завершено, что поможет в определении своих потребностей.
Steel-Invest предлагает линии сварки балок, которые обеспечивают максимальную гибкость в этой отрасли.
SCI Beam Lines — модели для легких и тяжелых балок
SCI/E — Предприниматель, гибкие производственные линии малого количества
SCI/ALU — Алюминиевые балки
SCI/Q – Коробчатые балки
SCI/SR и HSK — линии сварки полых профилей
SCI/MP — многопрофильные балки
SCI/CPS — полностью автоматизированные линии сварки балок — Top Producer
Схема линии SCI
Посетите таблицу ( Продукты ) различных примеров систем Steel-Invest. В этой таблице приведены некоторые характеристики, фотографии и информация о некоторых из вышеперечисленных линий Steel-Invest по производству сварных балок.
Кто использует Steel-Invest:
Судостроение мосты тяжелые колонны краны шасси для железнодорожного/грузового транспорта легкое структурное
металлические здания mfrs архитектурный металлы тяжелые промышленный транспорт
3.
Перейдите к Анкете, чтобы определить свои требования.
4. Примечания
Если вы изготавливаете балку по индивидуальному заказу и хотите узнать, может ли Steel-Invest произвести такой продукт, отправить по электронной почте файлы САПР или чертежи по факсу, чтобы мы могли ответить. Весь представленный материал является конфиденциально.
Нужны ссылки? — запросите у нас список пользователей.
Адрес электронной почты: [email protected]
Факс: 416-498-4582 Тел.: 416-498-1591 или 1-800-276-5044
вернуться на главную страницу
Сайт для посещения: www.steel-link.com для отраслевых новостей, обмена технологиями, работы и карьеры, программного обеспечения
Электронно-лучевые технологии в различных отраслях промышленности
Автомобили и электромобили
Узкие сварные швы и оптимальная закалка компонентов
Короткое время цикла, высокий уровень автоматизации и низкий процент брака являются ключевыми параметрами в автомобильной промышленности. Электронно-лучевая технология предлагает идеальные предпосылки для сварки проводящих металлов, таких как медь и никель, или легких металлов, таких как алюминий и алюминиевые сплавы, с очень узкими швами или для закалки компонентов.
Электронный луч также является эффективным и экономичным инструментом для точной сварки филигранных медных шпилек, таких как те, которые используются в электроприводах. Электронно-лучевая технология предлагает производителям простую автоматизацию, всесторонний контроль всех параметров процесса и большую свободу проектирования для производства компонентов транспортных средств, таких как шасси, трансмиссии, трансмиссии и двигатели.
Частое применение
- Корпус регулятора заряда, шпилька, ролик короткого замыкания
- Заслонка (клапан) для турбонагнетателей
- Механизмы управления
- Водила планетарной передачи (снижение веса на 30 %)
Что говорят о нас наши клиенты
Готовность помочь, гибкость, высококвалифицированный персонал и сотрудничество, ориентированное на поиск решений, – вот что такое наша компания. Мы настоятельно рекомендуем pro-beam за их надежное обслуживание клиентов — до и после фазы проекта.
Ярфас Давид, Audi Hungaria
Аэрокосмическая промышленность
Автоматическое отслеживание швов даже для сложных компонентов
Аэрокосмические компании уже много лет полагаются на продукты, разработанные pro-beam. Электронно-лучевая технология идеально подходит для крупных компонентов с аэродинамическими свойствами, сложных структур и сложных материалов, таких как титановые сплавы. Благодаря автоматизированному процессу отслеживания шва мы в пять раз увеличиваем производительность при сварке лопаток двигателей. Электронно-лучевая технология в настоящее время также является основным процессом, используемым для ремонтной сварки, поскольку она гарантирует требуемое качество, которому доверяют авиапассажиры. Непрерывная запись параметров процесса обеспечивает постоянный контроль качества и документирование.
Типичные области применения
- Компоненты двигателя, напр. лопасти турбины
- Подлокотники для пассажирских самолетов
- Топливные баки (например, для ракеты и спутников для космических исследований Ariane)
Что говорят о нас наши клиенты
MT Aerospace AG уже много лет тесно сотрудничает с pro-beam. Вместе мы смогли добиться массового производства по самым высоким стандартам, в три раза более строгим, чем обычно. Это особенно примечательно, если рассматривать его в контексте крупного компонента диаметром 6 м и глубиной сварного шва 70 мм, а также использования специальных алюминиевых сплавов для аэрокосмической отрасли.
MT Aerospace AG
Машиностроение и машиностроение
Сварка толстостенных деталей и нержавеющих сталей
При потенциальной глубине проплавления более 150 мм и узкой геометрии шва электронный луч идеально подходит для сварки толстостенных деталей. компоненты и нержавеющие стали, например, используемые для контейнеров и сосудов в машиностроении и производстве оборудования. Сварные швы E-Beam обладают не только высокой несущей способностью, но и обеспечивают герметичность. Эта технология соединения надежно предотвращает загрязнение содержимого сосуда в процессе производства, поскольку для этого процесса не требуется никаких дополнительных материалов. Кроме того, время производства может быть сокращено благодаря одноэтапному процессу сварки и тому факту, что, в отличие от обычных процессов сварки, не требуется доработка.
Типичные применения
- Суда и контейнеры для инженерии растений
- Заживание для инструментов
- Поршневые стержни
- Центрифужные роторы
, что наши клиенты говорят о США
в стадии машины. часто используются. В сочетании с «производством напитков и продуктов питания» все компоненты быстро становятся элементарным компонентом для обеспечения гигиены, безопасности и качества. Независимо от того, имеем ли мы дело с крупными деталями или просто незначительным сварным швом. pro-beam — это компания Krones, отвечающая всем требованиям. Сотрудничество с pro-beam выходит за рамки обычных отношений между заказчиком и поставщиком. Для Krones это стало настоящим партнерством.
Hermann Schuster, Krones AG
Энергетика
Уникальная комбинация: вольфрам и медь
Выключатели из вольфрама часто соединяются с медью в энергетике. Вольфрам обеспечивает высокую температурную стабильность, а медь обладает электро- и теплопроводностью. Электронно-лучевой процесс хорошо подходит для сварки комбинаций обоих металлов. Кроме того, электронно-лучевая технология обеспечивает практически беспористые сварные швы, что является важной предпосылкой для применений, в которых высокие электрические токи протекают по движущимся точкам контакта.
Типичные области применения
- Высокопроводящие линии
- Автоматические выключатели
- Силовые кольца
Полупроводники
Сварка вместо охлаждения при изготовлении пайки
9000 из меди, алюминия или титана, которые используются, например, в системах покрытий для полупроводниковой промышленности. В результате электронно-лучевая сварка представляет собой популярную альтернативу пайке в высокотехнологичной промышленности. Благодаря низкому подводу тепла и минимальному короблению сохраняются механические и технологические свойства. Это позволяет производителям использовать более доступные материалы.Типичные области применения
- Охлаждающие пластины
Медицинская техника
Имплантаты без остатков, которые можно установить немедленно
Безопасность имеет первостепенное значение в медицинской технике. Поэтому продукты и производственные процессы подчиняются строгим стандартам и правилам. Все металлы, используемые в медицинской технике (включая титан, который особенно популярен в качестве материала для имплантатов), могут быть успешно соединены с помощью электронно-лучевой технологии. И их биосовместимость остается неизменной.
В этом отношении электронно-лучевая сварка отвечает всем требованиям, создавая очень узкие и устойчивые к коррозии швы прямым способом. Благодаря низкому подводу тепла свойства материала имплантатов остаются неизменными. Имплантаты можно использовать почти сразу и без остатков сварки, поскольку процесс электронно-лучевой сварки происходит в вакууме.
Типичные области применения
- Резервуары для анестезии
- Компоненты для протезов
- Кардиостимуляторы
- Искусственные суставы
Наука и исследования
Группы экспертов для проектов с крупными компонентами
Мы обладаем многолетним опытом и проверенными ноу-хау в качестве партнеров по разработке проектов «Большая наука». Благодаря современному оборудованию, ориентированному на технологический процесс, и команде опытных инженеров-технологов и руководителей проектов мы лучше всего подготовлены для удовлетворения ваших отраслевых требований. Наш процесс управления качеством регулируется различными стандартами. pro-beam также работает, в частности, в соответствии с RCC-MR (французский ядерный кодекс).
Крупные исследовательские проекты с участием про-пучков
- Ксенон: Нейтринный эксперимент в Гран-Сассо (Италия) для промышленной лаборатории ЦЕРН Центр Дрезден-Россендорф (Германия)
- ИТЭР: термоядерный реактор для производства энергии, Кадараш (Франция)
Контрактное производство
Сварка, закалка, сверление и покрытие для вас
Производство промышленных предприятий
Цифровые системы и интеллектуальные решения для автоматизации
Преимущества лазерной резки при производстве сварных соединений
Точность и технологические особенности лазерной резки открывают новые перспективы в производстве сварных соединений конструкционного назначения, позволяя создавать соединения сложной геометрии с большей точностью и скоростью, чем в прошлое.
Производителям ежедневно приходится решать множество технологических и нормативных требований при преобразовании балок и труб в сложные изделия, такие как рамы или конструкции.
Возможные операции с трубами или балками большого диаметра, в основном:
- Обработка конца трубы , обычно состоящая из резки по размеру, надрезов для вставки соединений или фитингов различных типов, фасок или зубьев для облегчения опоры сборочно-сварочные работы
- Обработка вдоль центральной части , обычно состоящая из облегчающих вырезов, вырезов для прохода труб, различных геометрических форм для пересечения других балок, труб или компонентов
Особенно важным для строительного сектора является создание соединений . Основные соединительные элементы между балками и/или трубами постоянно совершенствуются в стальных конструкциях.
Соединение балки и трубы HE создано с помощью LT24, системы лазерной резки труб и профилей большого размера производства BLM GROUP.
К основным преимуществам лазерной резки в этой области относятся:
- Экономия материала и простота сборки
- Точность и качество
- Изготовление готовых к сварке деталей за один процесс.
Экономия материала и простота сборки
Точность и универсальность, обеспечиваемые лазерной резкой, позволяют создавать самые разнообразные решения по соединению профилей для повышения механической прочности, а также для снижения сложности сборки и сэкономить время.
Соединение, выполненное с помощью системы лазерной резки LT24 для труб и профилей большого размера производства BLM GROUP.
Соединение, показанное выше, является практическим примером. Изготовленный без использования болтов, заклепок, или других соединительных элементов, он позволил сэкономить 63% массы материала и 62% производственных затрат .
На следующем рисунке сравнивается тот же тип соединения, выполненного с помощью пластин и болтов (рисунок a), и отдельных элементов конструкции соединения, выполненного с помощью 9Система лазерной резки 0234 LT24 (рис. б, в, г).
Чертеж соединения, выполненного с использованием болтов и пластин (а), вид сверху на соединение, выполненное системой лазерной резки LT24 для крупногабаритных труб и профилей (б), обработка на балке ИПЭ, проходящей через соединение ( в), обработка конца трубы на двух других балках ИПЭ (г).
Точность и качество
Использование системы 3D-лазерной резки означает, что требуемые операции могут выполняться с большей точностью, чем при использовании технологий плазменной и газокислородной резки. Он производит гладкие режущие кромки без заусенцев с чрезвычайно малым зона термического влияния* .
Это позволяет избежать шлифования заготовки и обеспечивает готовность различных компонентов конструкции к сборке и сварке, экономя время и энергию.
Подготовка трубчатого элемента под сварку на установке лазерной резки труб LT24 BLM GROUP.
Уменьшение площади термического влияния означает уменьшение части материала, химические или механические свойства которого могут измениться в результате изменения температуры.
Кроме того, самые передовые системы лазерной резки имеют функции, предназначенные для автоматической оптимизации параметров резки. Это не только повышает производительность и надежность процесса, но и обеспечивает наилучшее качество резки вне зависимости от опыта оператора.
Узнайте больше об этих типах установок
*Зона термического влияния Зона термического влияния — это часть стали, химические и механические свойства которой были изменены интенсивным теплом, выделяемым в процессах термической резки (в этих процессах используется плавление или локальная сублимация материала для резки металла). В случае со сталью такое быстрое изменение температуры может вызвать локальную закалку, которая одновременно делает материал более твердым и более хрупким. Это также может вызвать химические изменения, такие как окисление и/или азотирование. Преимущества лазера Лазер, в отличие от плазменного и газокислородного, значительно уменьшает зону термического влияния благодаря своим технологическим особенностям и тому, что вся энергия пучка концентрируется на предельно малом участке поверхности. |
Изготовление готовых к сварке деталей за один процесс до трех типов:
- сварка с полным проплавлением;
- сварка с частичным проплавлением;
- сварка угловых швов.
(a) Сварка с полным проплавлением, (b) Сварка с частичным проплавлением, (c) Сварка углового шва.
Хотя сварка с полным проплавлением обеспечивает наилучшие характеристики, поскольку она не нарушает непрерывность материала в любой точке. При использовании традиционных производственных систем это также является наиболее дорогостоящим, поскольку требуется, чтобы опытные операторы вручную и точно подготавливали кромки к сварке. Геометрия кромок по установленной нормативной базе должна соответствовать заданным геометрическим характеристикам, таким как угол и глубина фаски, размер уступа и взаимное расстояние между свариваемыми кромками.
В этом контексте использование системы трехмерной лазерной резки особенно выгодно, поскольку детали изготавливаются в рамках единого процесса лазерной резки, вырезаются в соответствии со спецификацией и готовы к сварке .
Система трехмерной лазерной резки крупногабаритных труб или профилей позволяет производить фаски с различным наклоном и с переменным наклоном по всей режущей кромке. Это позволяет удерживать угол фаски в пределах параметров, установленных нормативной базой, даже при сварке между трубами или трубами и/или профилями, не взаимно ортогональными.
Кроме того, разнообразие геометрических форм, которые можно получить с помощью систем трехмерной лазерной резки труб и профилей большого размера, позволяет включать зубья, которые можно использовать для усиления соединения и упрощения процесса сварки за счет сохранения расстояния между края, которые необходимо соединить.