Что такое катет сварного шва определение
Конечная цель любого сварщика – получение качественного сварочного шва. От этого зависит прочность и долговечность соединения деталей. Для успешной работы важно правильно выполнить подключение; выбрать силу тока, угол наклона электрода; хорошо владеть техникой выполнения шва. Результатом правильной работы будет надежное сваривание металлических деталей.
Наклон электрода
Сварочные швы классифицируют по нескольким признакам. Виды и типы сварочных соединений нужно рассматривать последовательно, вникая в тонкости процесса. НА шов влияет расположение, направление и траектория движения электрода.
После закрепления выбранного электрода в фиксаторе, установки тока, подключения полярности начинается процесс сваривания.
У каждого мастера есть свой предпочтительный угол наклона электрода. Многие считает оптимальным значение 70 ° от горизонтальной поверхности.
От вертикальной оси при этом образуется угол, равный 20 °. Некоторые работают под максимальным углом 60 °. В целом, в большинстве учебных рекомендаций присутствует диапазон значений от 30 ° до 60 ° от вертикальной оси.
Некоторые работают под максимальным углом 60 °. В целом, в большинстве учебных рекомендаций присутствует диапазон значений от 30 ° до 60 ° от вертикальной оси.
В определенных ситуациях, при сварке в труднодоступных местах, нужно ориентировать электрод строго перпендикулярно относительно поверхности свариваемого материала.
Перемещать электрод можно тоже по-разному, в противоположных направлениях: от себя или к себе.
Если материал требует глубокого прогрева, то электродом ведут к себе. В след за ним в направлении сварщика тянется рабочая зона. Образующийся шлак накрывает место сплава.
Если работа не предполагает сильного прогревания, то электрод перемещают от себя. За ним «ползет» сварочная зона. Глубина разогрева при таком исполнении шва минимальна. С направлением вопрос ясен.
Траектория движения
Особое влияние на шов оказывает траекторию движения электрода. Она в любом случае имеет колебательный характер. Иначе две поверхности сшить не удастся.
Колебания могут быть похожи на зигзаги с разным шагом между острыми углами траектории. Они могут быть плавными, напоминающими движение по смещенной восьмерке. Траектория может быть подобна елочке или прописной букве Z с вензелями вверху и внизу.
Идеальный шов имеет постоянную высоту, ширину, равномерный внешний вид без дефектов в виде кратеров, подрезов, пор, непроваров. Название возможных изъянов говорит само за себя. Хорошо отработав умения, можно успешно накладывать любой шов, сваривать разнообразные металлические детали.
Нормативы и понятие катета
Сварной шов начинает формироваться в рабочей зоне при расплавленном состоянии металлов, и окончательно образуется после застывания.
Существующая классификация группирует швы по различным признакам: типу соединения деталей, образующейся форме шва, его протяженности, количеству слоев, ориентации в пространстве.
Типы возможных сварных соединений отображены в стандарте для ручной и дуговой сварки ГОСТ 5264.
Соединения, выполняемые дуговой сваркой в атмосфере защитного газа нормированы документом ГОСТ 14771.
 Соединения, выполняемые дуговой сваркой в атмосфере защитного газа нормированы документом ГОСТ 14771.
Соединения, выполняемые дуговой сваркой в атмосфере защитного газа нормированы документом ГОСТ 14771.В ГОСТах имеется обозначение каждого сварного соединения, а также таблица, содержащая основные характеристики, в частности значения катета сварочного шва.
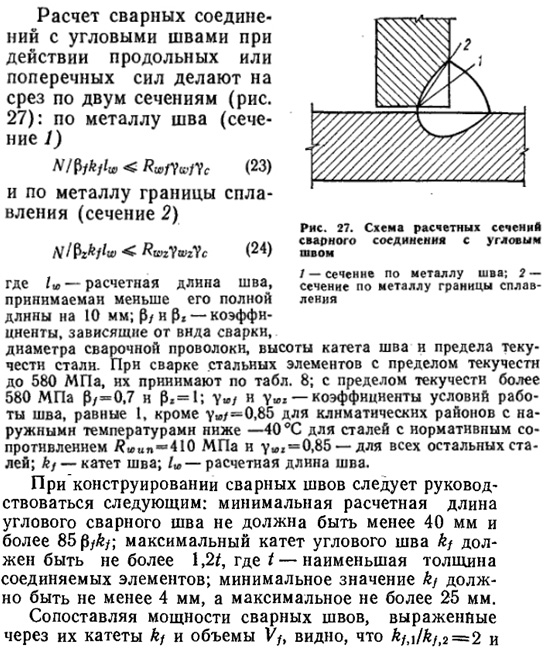
Что такое катет, понять достаточно просто, взглянув на рисунок соединяемых деталей. Это сторона умозрительного равнобедренного треугольника максимальных размеров, который поместится в поперечном сечении шва. Правильно рассчитанное значение катета гарантирует прочность соединения.
У деталей неравномерной толщины за основу берут площадь сечения детали в самой тонкой ее части. Не следует пытаться неоправданно увеличивать катет. Это может привести к деформации сваренной конструкции. К тому же увеличится расход материалов.
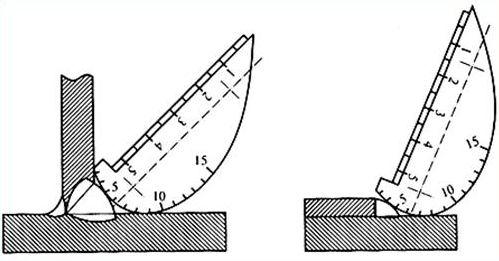
Проверка размеров катета проводится с помощью универсальных справочных шаблонов, представленных в специальной литературе.
Виды соединений
В зависимости от взаимного расположения деталей сварочные соединения происходят:
- встык;
- внахлест;
- угловым способом;
- тавровым способом.

При сварке встык приваривают торцы двух деталей, расположенных в одной плоскости. Стык может выполняться с отбортовкой, без скоса и со скосом. Форма скоса может напоминать буквы Х, К, V.
В некоторых случаях сварку делают внахлест, тогда одна деталь частично водружена на другую, расположенную параллельно. Совмещенная часть является нахлестом. Сваривание при этом делают без скоса с двух сторон.
Часто появляется необходимость сделать сварной угол. Такое соединение относят к угловому типу. Оно всегда выполняется с двух сторон, может не иметь скосов или иметь скос на одной кромке.
Если сварные части образовали в результате букву Т, значит было сделано тавровое соединение. Иногда детали, сваренные тавровым швом, образуют острый угол.
В любом случае одна деталь приваривается при этом к боковой части другой. Сваривание проводят с двух сторон без скоса или со скосами с каждой стороны.
Форма и протяженность
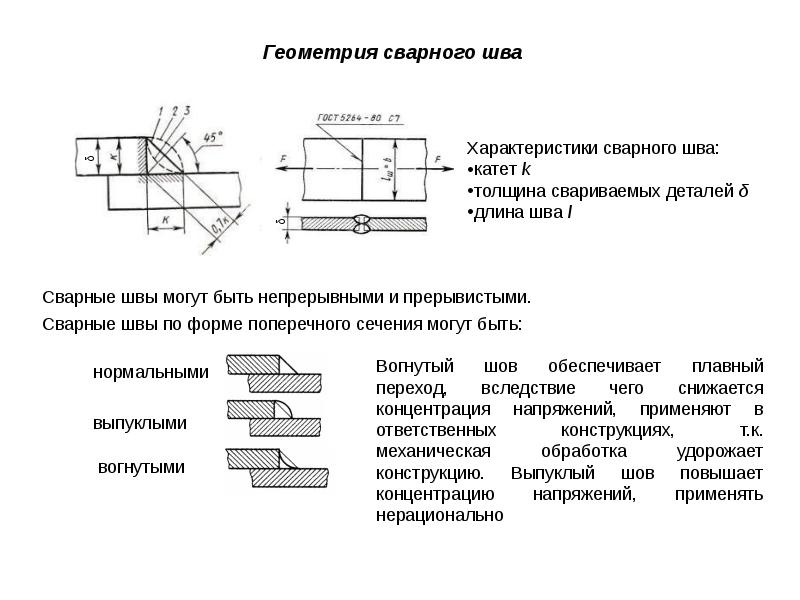
Форма шва может быть выпуклой, ровной (плоской).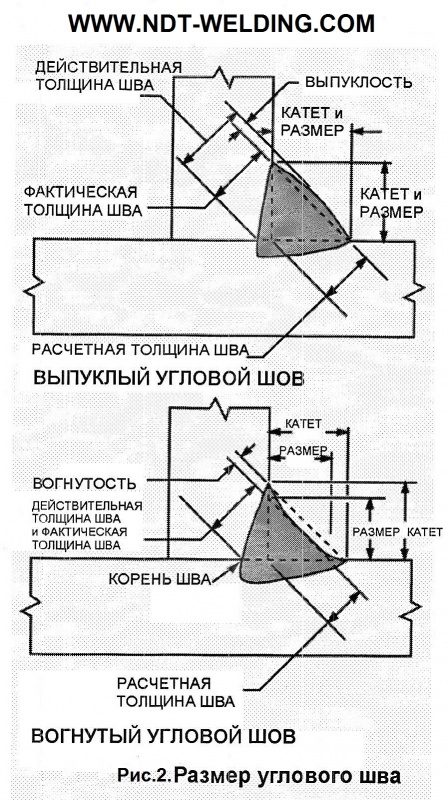 Иногда появляется необходимость сделать вогнутую форму. Выпуклые соединения предназначены для усиленной нагрузки.
Иногда появляется необходимость сделать вогнутую форму. Выпуклые соединения предназначены для усиленной нагрузки.
Вогнутые места сплавов хорошо выдерживают динамические нагрузки. Универсальностью характеризуются плоские швы, которые делают чаще всего.
По протяженности швы бывают сплошными, не имеющими интервалов между сплавленными соединениями. Иногда достаточно швов прерывистого типа.
Интересной промышленной разновидностью прерывистого шва является соединение, которое образует контактная шовная сварка. Делают ее на специальном оборудовании, оснащенном дисковыми вращающимися электродами.
Часто их называют роликами, а такой вид сварки – роликовой. На таком оборудовании можно выполнять также сплошные соединения. Полученный шов очень прочен, абсолютно герметичен. Способ используют в промышленных масштабах для изготовления труб, емкостей, герметичных модулей.
Слои и расположение в пространстве
Шов металла может состоять из валика, сделанного за один проход. В этом случае он называется однослойным. При большой толщине свариваемых деталей выполняют несколько проходов, в результате которых последовательно образуются валики один на другом. Такое сварочное соединение называется многослойным.
В этом случае он называется однослойным. При большой толщине свариваемых деталей выполняют несколько проходов, в результате которых последовательно образуются валики один на другом. Такое сварочное соединение называется многослойным.
Учитывая многообразие производственных ситуаций, при которых происходит сварка, понятно, что сориентированы швы в каждом конкретном случае по-разному. Бывают швы нижние, верхние (потолочные), вертикальные и горизонтальные.
Вертикальные швы проваривают обычно снизу верх. Применяется траектория перемещения электрода по полумесяцу, елочке или зигзагом. Начинающим сварщикам удобнее перемещать полумесяцем.
При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
В нижнем положении проводят сварку встык или любым угловым способом. Хороший результат дает сварка под углом 45 °, «в лодочку», которая может быть симметричной и несимметричной. При сваривании в труднодоступных местах лучше применять несимметричную «лодочку».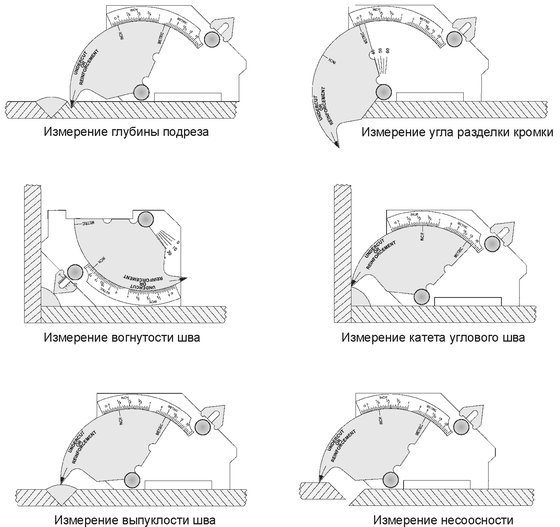
Сложнее всего проводить сварку в потолочном положении. Для этого нужен опыт. Проблема заключается в том, что расплав пытается стечь из рабочей зоны. Чтобы этого не случилось, сварку проводят короткой дугой, силу тока уменьшают на 15-20 % по сравнению с обычными значениями.
Если толщина металла в месте сварки превышает 8 мм, то нужно выполнить несколько проходов. Диаметр первого прохода должен равняться 4 мм, последующих — по 5 мм.
В зависимости от ориентации шва выбирают соответствующее положение электрода. Для выполнения горизонтальных, вертикальных, потолочных соединений, сварки неповоротных стыков труб электрод направляют углом вперед.
При сварке угловых и стыковых соединений электрод направляют углом назад. Труднодоступные места проваривают электродом под прямым углом.
Обработка сварного соединения
При проведении сварки образуются шлаки. Если шлаковые включения попадают в шов, его качество ухудшается. Все шлаковые наслоения обязательно следует зачистить.![]()
Если сварка выполняется несколькими проходками, то зачистка швов выполняется после каждого этапа сварки. При этом используют любые способы. Сначала сваренные детали оббивают молотком и чистят жесткой щеткой.
Затем проводят грубую зачистку. Мелкие детали чистят специальными ножами или шлифовальными кругами. Крупные болванки чистят на станках. На завершающей стадии место сварного соединения полируют.
Часто для этого применяют фибровый круг шлифовальной машины. Существуют другие способы полировки сварных соединений.
Сварочное дело постоянно развивается. Появляются новые материалы, совершенствуется технология. Необходимо следить за новостями в сварочном деле, чтобы узнавать много нового и интересного.
Расчет катета сварочного шва #8211 что это такое?
Начинающих сварщиков интересует следующий вопрос: катет сварочного шва #8211 что это такое?
Схема определения катета сварного шва.
В настоящий момент инженерами разработано более 150 способов осуществления сваривания при помощи дуговой электросварки.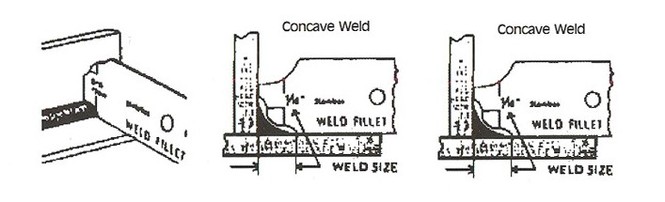 Исследователи в этой области техники утверждают, что это количество способов сваривания металлов не является конечным, и в данный период времени ведутся исследования и эксперименты по проведению сваривания металлов новыми методами.
Исследователи в этой области техники утверждают, что это количество способов сваривания металлов не является конечным, и в данный период времени ведутся исследования и эксперименты по проведению сваривания металлов новыми методами.
Основные типы сварных швов
Швом в сварке принято называть участок соединения, который сформирован за счет прохождения процесса кристаллизации расплавленного металла. Швы, получаемые в процессе проведения сварных работ, делятся на два типа:
Виды сварных швов.
Стыковые швы применяются для получения стыковых соединений. Чаще всего такой тип швов выполняется непрерывным. Отличительная особенность этого типа швов #8211 форма разделки кромок соединяемых заготовок. Разделка позволяет обеспечить подготовку места проведения сварки, помимо этого, за счет разделки кромки достигается высокое качество соединения деталей в месте их сваривания. Для улучшения качества сварного соединения применяют одно- и двухстороннюю разделку сварных кромок. Разделка кромок осуществляется прямыми линиями или в виде буквы U.
Разделка кромок осуществляется прямыми линиями или в виде буквы U.
Угловые швы применяются при необходимости получения тавровых, крестовых и угловых соединений. Этот вид швов различается по форме подготовки кромки и по сплошности стыка. В зависимости от поперечного сечения выделяют швы без разделки, с одно- или двухсторонней разделкой. По протяженности угловые швы делятся на непрерывные, прерывистые, имеющие шахматное и цепное расположение мест сваривания.
Вернуться к оглавлению
Параметры сварного соединения, влияющие на его качество
Характеристику стыка определяет большое количество различных параметров, основными геометрическими параметрами, определяющими характеристики стыка, являются следующие:
- ширина
- вогнутость
- выпуклость
- катет сварного шва
- корень шва.
От качества сварки швов зависит целостность и качество всей конструкции.
Помимо этого, к параметрам, характеризующим качество, относят расчетную высоту углового стыка, его толщину и глубину провара.
Катетом углового шва называется кратчайшее расстояние от плоскости одной из соединяемых заготовок до границы углового сварного соединения на плоскости второй соединяемой заготовки.
Катетом углового шва называется катет наибольшего равнобедренного треугольника, который возможно вписать в поперечное сечение. При осуществлении сваривания деталей с одинаковой толщиной катет можно задать по кромке. В случае использования заготовок, имеющих различную толщину металла, катет задается исходя из толщины металла более тонкой заготовки. При определении катета требуется делать выбор его размерности таким образом, чтобы он мог обеспечить максимальную прочность соединения заготовок, однако стоит помнить, что слишком сильное его увеличение способно спровоцировать процесс деформации заготовки.
Ширина представляет собой минимальное расстояние между границами осуществления сплавления металла.
Вогнутостью и выпуклостью называется величина расстояния между линией основного металла поверхности заготовки и поверхностью, проходящей по линии максимальной вогнутости или выпуклости. Швы, имеющие выпуклую поверхность, являются усиленными. Такого типа соединения лучше всего работают при оказании на изделие статических нагрузок. Вогнутые швы являются ослабленными, но такие соединения лучше всего выдерживают динамическую нагрузку. Чаще всего сварщики на практике используют швы, имеющие плоскую поверхность, так как такой тип соединения является наиболее универсальным.
Швы, имеющие выпуклую поверхность, являются усиленными. Такого типа соединения лучше всего работают при оказании на изделие статических нагрузок. Вогнутые швы являются ослабленными, но такие соединения лучше всего выдерживают динамическую нагрузку. Чаще всего сварщики на практике используют швы, имеющие плоскую поверхность, так как такой тип соединения является наиболее универсальным.
Схема корня шва.
Корнем шва характеризуется часть сварного стыка, которая является максимально удаленной от лицевой поверхности заготовки со стороны проведения сваривания. Корень является обратной стороной шовного соединения.
При использовании двухстороннего сваривания заготовок корень шва перекрывается подварочным швом. Подварочный шов является небольшой частью двухстороннего сварочного соединения, которая выполняется заранее с целью предотвращения образования прожогов при дальнейшем проведении сварных работ по созданию основного шва.
Иногда, при необходимости создания двухстороннего соединения, подварочный шов может укладываться в последнюю очередь в корень основного соединения.
Вернуться к оглавлению
Расчет прочности и катета углового соединения
Прочность углового сварного соединения рассчитывается на основании производной от теоретической толщины соединения и его фактической длины. Катет углового соединения определяет его размер. Размер углового катета измеряется в соответствии с законами геометрии по длине катетов максимально возможного треугольника, который может быть вписан в продольное сечение соединения. Величина катета соединения определяет его толщину.
Катет должен иметь достаточную величину, чтобы соединение, получаемое при сварке, могло выдерживать расчетную нагрузку.
Однако стоит отметить, что слишком большие значения катета сварного соединения могут привести к возникновению сварочных деформаций. Помимо этого, увеличение катета способно привести к увеличению расхода материалов при выполнении работ по свариванию заготовок и, как следствие, увеличению стоимости работ.
В процессе проведения контроля качества угловых соединений при сварке в реальных условиях используются специальные шаблоны нескольких типов.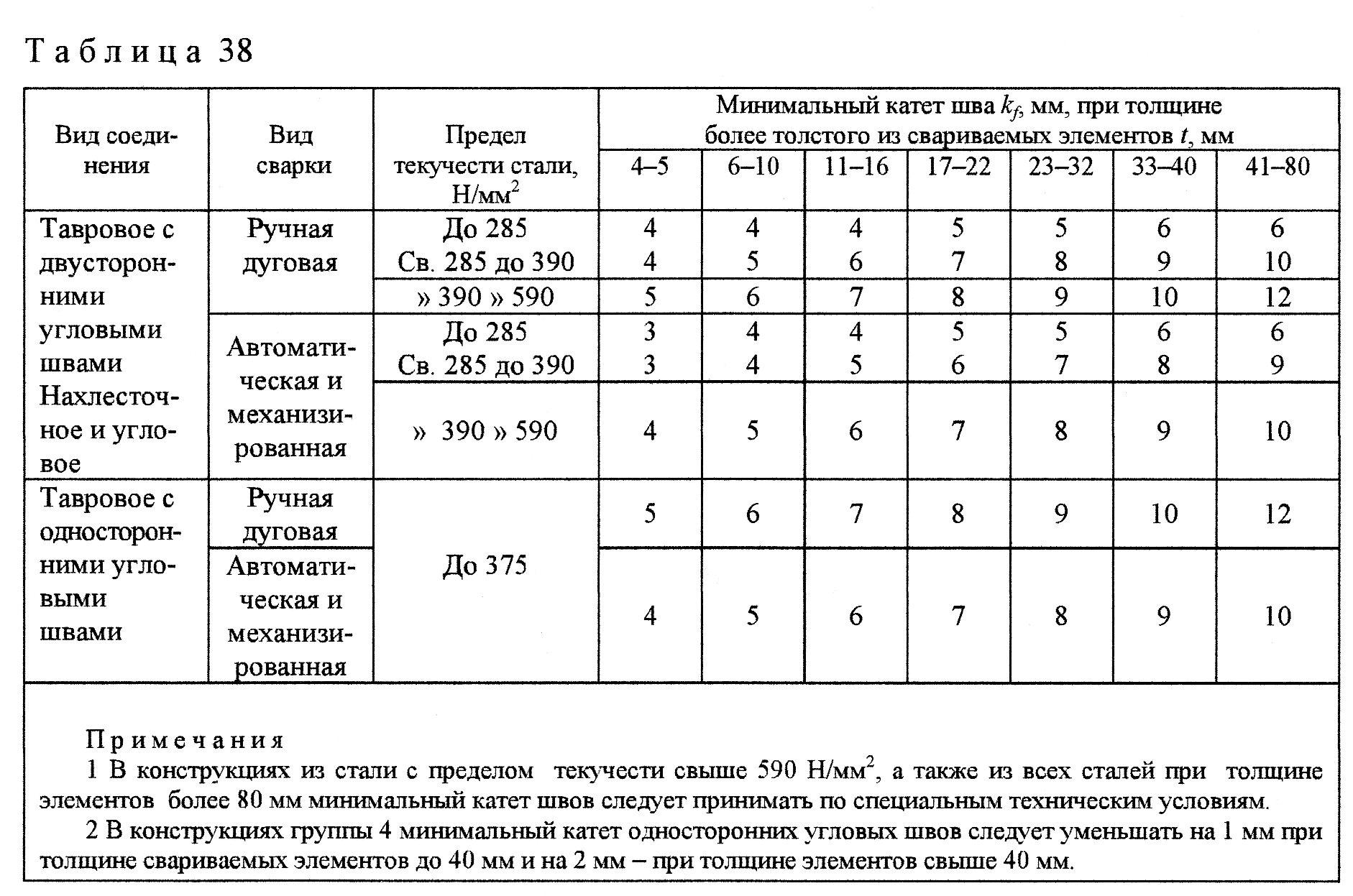 Наиболее распространенным при сварке является определение катета с помощью универсального сварочного шаблона.
Наиболее распространенным при сварке является определение катета с помощью универсального сварочного шаблона.
Дополнительные характеристики, влияющие на качество сварочных стыков
Формы поверхностей образующихся сварочных стыков находятся в большой зависимости от свойств электродов, используемых при проведении сварных работ. Помимо общих требований, которые предъявляются к изготавливаемым промышленностью электродам, таких как устойчивость горения электродуги, определенный специфический состав металла электродного металлического стержня, минимизирование разбрызгивания и т.д. специалисты предъявляют еще и дополнительные требования.
Влияние длины дуги на качество сварного шва: короткая, длинная и нормальная дуга.
К таким специфическим требованиям относится свойство, способствующее получению в результате проведения сварочных работ швов, с заранее заданной формой. Так, например, металлические электродные стержни, которые в результате плавления образуют густую и вязкую массу, способствуют быстрому и легкому формированию выпуклого сварного стыка.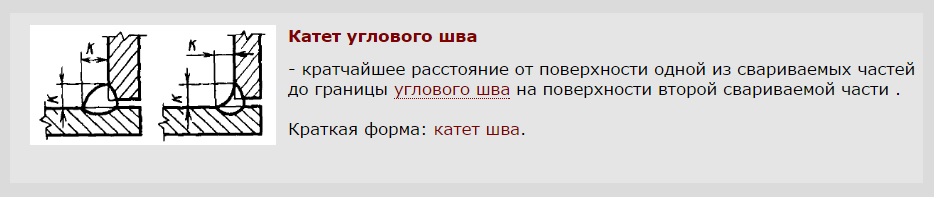 Если в результате плавления металлического стержня электрода образуется жидкий и растекающийся расплав, то при помощи таких электродов формируется вогнутая поверхность сварочного стыка.
Если в результате плавления металлического стержня электрода образуется жидкий и растекающийся расплав, то при помощи таких электродов формируется вогнутая поверхность сварочного стыка.
Выбор электродов для работы осуществляется в соответствии с теххарактеристиками, которые указываются на упаковке.
На качество сварного стыка особое влияние оказывает выбранный режим сваривания. При осуществлении увеличения силы тока повышается глубина проваривания при неизменности ширины стыка. В случае постоянства силы тока и изменении напряжения наблюдается резкое изменение в сторону увеличения ширины сварного стыка при одновременном снижении глубины проваривания. При повышении скорости перемещения электрода до значения в 50 м/ч ширина сварочного стыка уменьшается, а глубина проварки значительно увеличивается. Повышать скорость выше 50 м/ч не рекомендуется, так как высока вероятность значительного снижения качества проведения сварочных работ за счет слабого прогрева основного материала.
Контроль качества соединения сварочного стыка осуществляется двумя наиболее распространенными методами -разрушающим и неразрушающим контролем.
Неразрушающий контроль осуществляется при помощи специализированных шаблонов, которые позволяют визуально установить наличие дефектов в стыке. Шаблоны позволяют измерить внешние показатели сварочного стыка, такие как катет шва, выпуклость, вогнутость и его ширина. Внутренний контроль проводится при помощи специальных ультразвуковых и рентгеновских приборов, выявляющих внутренние дефекты.
Определение катета углового сварного шва
- Какие типы стыков необходимы для различных элементов
- Формула, по которой определяют размер стыка
Специалист должен знать, как производится определение катета сварного шва для сооружения с огромной несущей конструкцией, имеющей сложные углы и состоящей из множества соединений. Отметим, что это понятие применяют не только в обычном строительстве, но и в судостроении, и в тяжелом машиностроении. Для правильного сваривания углов, нахлеста, Т-образного типа соединения применяют экономичный (если сравнивать с таким видом, как разделенная кромка) угловой вид, так как его выполнение намного проще, и при этом нет необходимости подготавливать края.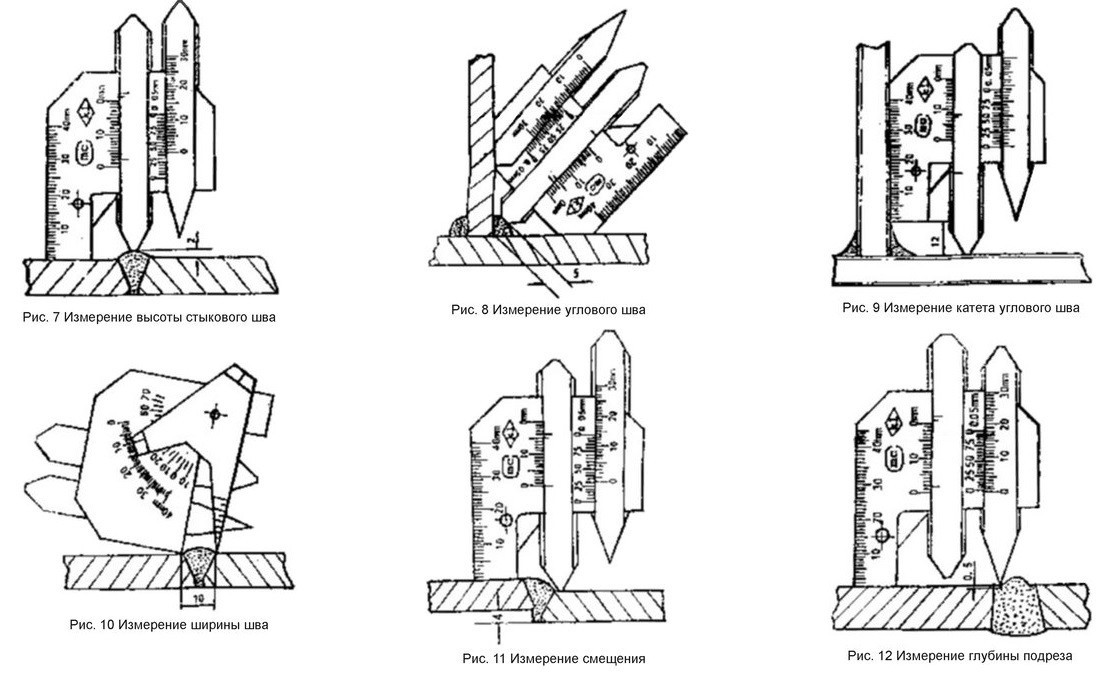
Типы сварных швов и соединений.
Во время проектирования швов учитывают то, что:
- необходимо применить как можно меньшее количество соединений, а их размеры должны быть по возможности минимальны
- применяют высокоэффективные методы сварки
- при работах используют специальные электроды, флюсы, газы и проволоки
- применяют такие размеры швов, для которых нет необходимости производить последующую окантовку изделия
- к соединительным местам должен быть открытый доступ, при котором не нарушается технология наложения шва и применения электродов.
Для определения прочности стыка, нужно вычислить производную не только от расчетной толщины, но и от его величины (фактической). Отметим, что размер такого сварного шва определяют, применив величину катета углового соединения, а поэтому его нетрудно рассчитать. Для его измерения необходимо вычислить размер одной из сторон самого большого прямоугольного треугольника, который вписывают в продольное сечение.
Катет сварного шва (углового) дает возможность определить его расчетную толщину. А для того чтобы он выдерживал определенное давление, стороны, составляющие прямой угол, не должны быть длинными, так как не только отдельные швы, но и вся конструкция может деформироваться, а также возможно, что возрастает стоимость всего сооружения.
Какие типы стыков необходимы для различных элементов
Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом.
Например, в двутавровой стойке и центрально-сжатой колонне используют технику одностороннего поясного соединения, а в узлах крепежа балки или связки, а также в зоне, предназначенной для передачи напряжения, используют двухстороннее поясничное соединение, которое выходит за пределы прикрепленного элемента.
Для крепления к балкам ребер жесткости необходимы поясные непрерывные стыки, здесь же допускается применение одностороннего поясного стыка в двутавровому элементу.
Для укрепления фасовок к решетке фермы применяют сварочный шов, позволяющий вывести его на торец элемента (20 мм), при этом не используют технику лобовых стыков. Если имеется пояс из тавр, двутавровый или одиночный, то для сваривания их с полками делают проварку по всей толщине фасонины.
Существуют специальные правила и нормы для выполнения конструкций из стали. Рассмотрим один из них, например, AWS Dl.1, по которому производят вычисления минимальных размеров стороны прямоугольного треугольника (составляющей угол в 90º). Причем при использовании материала с различной толщины катет также изменяется. В стандарте указано, какое максимальное усиление стыков возможно, потому что если заметно увеличить эту величину, то это вызовет процесс разрушения всех сварных соединений.
Вернуться к оглавлению
Формула, по которой определяют размер стыка
Для того чтобы правильно определить теоретическую толщину угловых сварных соединений, рассмотрим изображение.
Здесь показано, что с применением формулы:
- T = S cos 45º, где S #8211 сторона прямоугольного треугольника,
- T #8211 ширина соединения,
можно произвести качественный расчет, который поможет определить необходимую величину.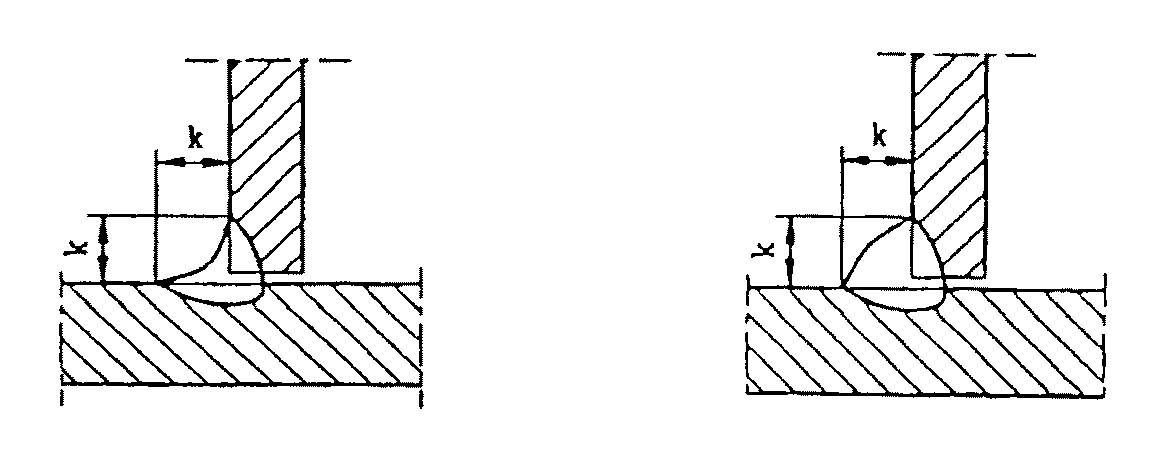
Рассмотрим на примере: S = 3 мм. В данном конкретном случае T = 3 х 0,7 = 2,1 мм. При этом учитывают тот факт, что при толщине материала 12,7 #8211 19 мм, S = 6 мм (по выше приведенному стандарту).
Для контроля качества такого типа соединения на реальном изделии, его размеров, величины, усиления или ослабления, применяют так называемый сварочный шаблон.
На нем показано, как производят замер углового стыка, применив специальный инструмент.
Что такое шаблон сварщика?
Сварочные работы – это целый комплекс мероприятий, который подвергается особому контролю со стороны служб дефектоскопии, целью контроля которого является предотвращение негативных последствий, вызванных некачественной сваркой стыковых соединений на трубопроводах, и других сварных конструкциях.
Существует множество методов неразрушающего контроля за проведением сварочных работ, как на этапе входного контроля, так и на этапе уже готовых сварных соединений и наплавок. Здесь можно выделить:
– метод визуального осмотра.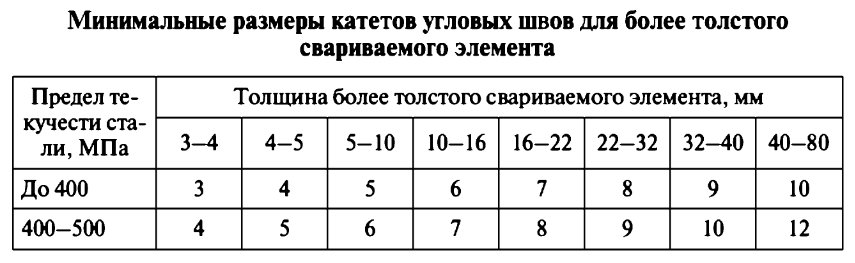
При этом визуальному осмотру подвергается 100% всех сварных соединений.
Шаблон сварщика – это инструмент, который предназначается для проведения визуального контроля сварных соединений.
Существует много видов шаблонов сварщика, которые отличаются друг от друга, не только констркутивными особенностями, но и выполняемыми функциями. Однако самыми распространенными являются шаблоны УШС-2, УШС-3 и УШС-4, а также УШК-1(шаблон Красовского).
1) Универсальный шаблон сварщика УШС-2. называемый, также, катетомером, предназначается для определения катетов угловых сварочных швов в диапазоне от 4 – до 14мм. УШС-2 изготавливается в соответствие с СТБ 1133-98 «Соединения сварные. Метод контроля внешним осмотром и измерениями. Общие требования». При этом, катеты сварных швов контролируют методом ступенчатого подбора соответствующего угла катета на УШС-2 от максимального до минимального зазора.
Рисунок 1. Универсальный шаблон сварщика УШС-2
Конструктивно, УШС-2 представляет собой 3 металлические пластины, соединенные между собой при помощи соединительного кольца.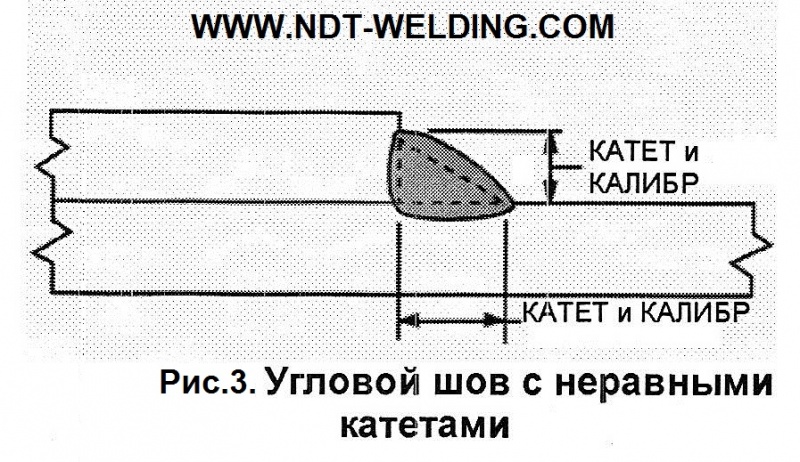 Каждая пластинка имеет выемки определенной величины катета, при этом, каждая из таких выемок промаркирована в соответствии с величиной радиуса катета шва. Последовательно подбирая пластинки с выемками относительно поверхностей, соединенных сварным швом производится контроль катета сварного шва. Размер катета определяется в тот момент, когда длинная сторона пластины и перемычка между катетами пластины без видимого зазора прилегают к свариваемым поверхностям, а зазор между дугой пластины и дугой сварного шва является минимальным. В случаях, когда ни одна ступень пластины размеров не совпадает со сварным швом, значение катета определяется эмпирическим путем.
Каждая пластинка имеет выемки определенной величины катета, при этом, каждая из таких выемок промаркирована в соответствии с величиной радиуса катета шва. Последовательно подбирая пластинки с выемками относительно поверхностей, соединенных сварным швом производится контроль катета сварного шва. Размер катета определяется в тот момент, когда длинная сторона пластины и перемычка между катетами пластины без видимого зазора прилегают к свариваемым поверхностям, а зазор между дугой пластины и дугой сварного шва является минимальным. В случаях, когда ни одна ступень пластины размеров не совпадает со сварным швом, значение катета определяется эмпирическим путем.
2) Универсальный шаблон сварщика УШС-3 предназначается для контроля измеряемых параметров труб и трубопроводов, контроля состояния стыковых соединений торцов труб и трубопроводов, а также визуального контроля качества сварного шва при проведении сварочных работ. УШС-3 применяют, также, перед проведением сварочных работ: для контроля сварочных электродов и элементов разделки под сварной шов.
Рисунок 2. Универсальный шаблон сварщика УШС-3.
УШС-3 основной измерительный инструмент, используемый для обучения будущих специалистов в сварочных учебных центрах, он входит в список обязательного оборудования для визуального контроля, и может быть использован на любых предприятиях и организациях, на которых проводятся сварочные работы.
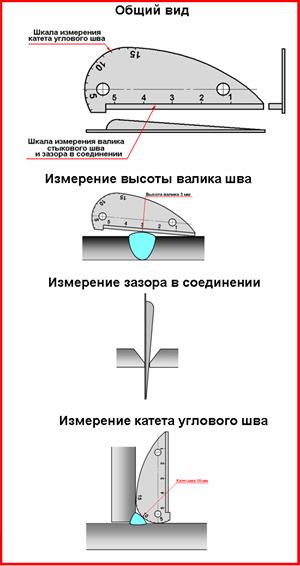
Используя УШС-3 можно производить следующие контрольные измерения:
– Контроль и измерение размеров сварного шва (Рисунок 3), таких, как высота и ширина шва, глубина подреза, величина западаний между валиками шва и др.
Рисунок 3. Измерения при помощи УШС-3: а – измерение высоты сварного шва и глубины подреза б – измерение ширины сварного шва в – измерение западаний между валиками сварных швов.
– Измерение смещения (скосов) наружных кромок деталей (Рисунок 4.)
Рисунок 4. Измерение смещения наружных кромок деталей
– Измерение зазоров в соединениях (Рисунок 5.)
Рисунок 5. Измерение зазоров в соединениях.
– Контроль углов скоса разделки (Рисунок 6.)
Рисунок 6. Контроль угла скоса разделки.
– Опеределение диаметров проволоки и сварочных электродов (используя технологические пазы на верхней стороне инструмента).
Универсальные шаблоны сварщика УШС-3 применяются как в помещениях, так и на открытом пространстве. После использования, шаблон необходимо промыть в бензине и протереть мягкой тканью. Хранение шаблона должно осуществляться в чистом, сухом помещении, при температуре от -45 до +45 o C. Если шаблон не использовался в течение года, его необходимо заново законсервировать в соответствие с требованиями ГОСТ 9.014-78. При этом, транспортировка шаблонов допускается всеми видами открытого транспорта.
3) Универсальный шаблон сварщика УШС-4 – наиболее универсальный инструмент, который предназначается для визуального контроля элементов разделки под сварной шов, электродов, углов скоса кромок, высоты валика усиления и катета углового шва, выпуклости корня шва стыкового сварного соединения, а также величины зазора между свариваемыми деталями (Рисунок 7.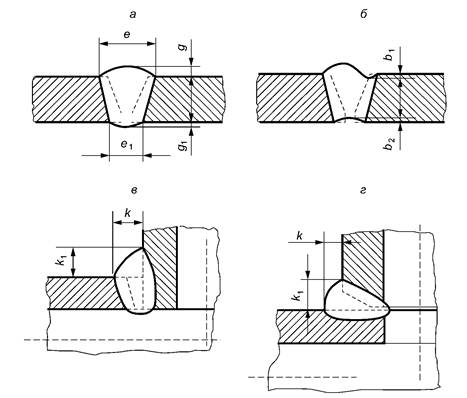 ).
).
Рисунок 7. Универсальный шаблон сварщика УШС-4.
Так же как и УШС-3, УШС-4 может использоваться на любых предприятиях, на которых производятся работы со сваркой.
Принципы измерений УШС-4 схожи с УШС-3, однако, в отличие от третьей модели, в серии УШС-4 реализованы некоторые дополнительные конструктивные возможности. УШС-4, благодаря встроенному шаблону Ушерова-Маршака, внешний вид которого представлен на рисунке 8, может производить некоторые виды измерений гораздо быстрее и удобнее (Рисунок 9.).
Рисунок 8. Шаблон Ушерова-Маршака.
Рисунок 9. Измерения с использованием шаблона Ушерова-Маршака.
4) Универсальный шаблон Красовского УШК-1 – узко специализированный инструмент, который предназначается для осуществления визуального и измерительного контроля стыковых, тавровых и нахлесточных сварных соединений, а также измерения зазора между кромками свариваемых деталей.
Общий вид универсального шаблона Красовского представлен на рисунке 10.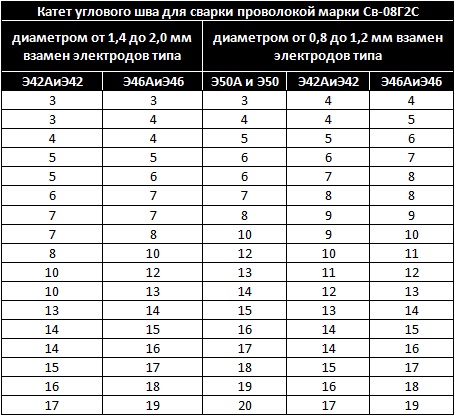
Рисунок 10. Универсальный шаблон Красвоского УШК-1.
Порядок измерений представлен на рисунках 11 и 12.
Рисунок 12. Измерение стыковых швов и зазоров.
Шаблон УШК-1 изготавливается по ГОСТ 15150-69 в исполнении V категории I.
Таким образом, можно сделать вывод о том, что визуальный контроль при проведении сварочных работ, помимо других способов неразрушающего контроля, это неотъемлемая часть всего комплекса работ по обеспечению безопасной эксплуатации сварных конструкций, труб и трубопроводов.
В профессиональном строительстве при возведении металлоконструкций, а также при создании различных транспортных средств, которые обладают большой массой, многие соединения сталкиваются с очень высокими нагрузками. Чтобы их выдержать, следует сделать не только качественное соединение, но и рассчитать его параметры, чтобы при создании он приобрел максимальную прочность. Катет сварного шва является наиболее коротким расстоянием от плоскости соединяемой заготовки №1 до границы углового соединения, которое расположено на плоскости заготовки №2. Иными словами, катет шва при сварке – это катет самого большого условного равнобедренного треугольника, который можно вписать в поперечное сечение.
Иными словами, катет шва при сварке – это катет самого большого условного равнобедренного треугольника, который можно вписать в поперечное сечение.
Данный параметр имеет прямое отношение к тому, насколько крепким будет шов. Это легко объяснить увеличением площади сцепления двух деталей основного металла и наплавочного материала. Нагрузка, которая буде воздействовать, распределится равномерно по всей поверхности, так что изделие сможет выдержать больший, сильный удар и так далее. Но не всегда самый большой размер будет лучшим вариантом. В сварочном деле необходимы тонкие расчеты нагрузок, чтобы не допустить перенапряжение металла. При увеличенном катете может согнуться сама деталь, что приведет к невозможности ее использования.
При выборе данного параметра учитывается множество факторов. Это толщина заготовок, а также одинаковая она или нет. Нужно знать положение сварки и вид используемого шва. Здесь же необходимо учитывать особенности металла, с которым ведется работа. Несмотря на то, что для каждого шва катет подбирается индивидуально, имеются общие принципы его выбора. В частной сфере эта практика практически не применяется, так как нет необходимости в работе со сверх нагрузками, но все равно все стараются создать как можно большую площадь сцепления, чтобы при этом не навредить заготовке.
В частной сфере эта практика практически не применяется, так как нет необходимости в работе со сверх нагрузками, но все равно все стараются создать как можно большую площадь сцепления, чтобы при этом не навредить заготовке.
Когда свариваются детали с одинаковой толщиной стенок, то катет задается по кромке. Но периодически случается и так, что заготовки имеют различную толщину, благодаря чему катет сварочного шва подбирают на основании более тонкой заготовки. Правильный выбор его расположения и размерности является очень важным и ответственным делом. При грамотном подборе он сможет обеспечить максимальную мощность. Если размерность окажется меньше, чем нужно, то прочность шва будет слишком слабой. Если она окажется больше, то это может привести к деформации заготовки. Катет сварного шва должен соответствовать ГОСТ 5264-80.
Виды швов
| Виды | Описание |
| Стыковой | Один из самых распространенных вариантов. Это простое соединение двух металлических изделий, которые подогнаны друг к другу встык. Оно выполняется как со скосом кромок, так и без него данный тип соединения чаще всего производится в горизонтальной позиции. |
| Тавровой | Данная разновидность предполагает соединение заготовок, находящихся друг к другу перпендикулярно, или же «Т» образно. Шов может находиться как с одно стороны, так и с двух. Часто используют положение под наклоном, чтобы металл ванны не растекался, а находился между бортов заготовок. |
| Угловой | Данный тип предполагает соединение под определенным углом. Как правило, это задается особенностями конструкции. Здесь нужен скос кромок, чтобы была максимальная глубина приваривания |
| Внахлест | Данная разновидность предназначена для сварки листов, толщина является относительно небольшой. Проварка осуществляется с двух сторон. |
Геометрия сварного шва
Рассмотрев разновидности мест, где катет может иметь свои параметры и особенности, стоит взглянуть на другие составляющие сварного соединения, которые также могут оказаться важными. Многие величины взаимозависимы, но некоторые можно доработать уже после создания шва. К примеру, высота валика всегда может стать меньше при обтачивании, если это необходимо. Основные параметры выглядят следующим образом:
Многие величины взаимозависимы, но некоторые можно доработать уже после создания шва. К примеру, высота валика всегда может стать меньше при обтачивании, если это необходимо. Основные параметры выглядят следующим образом:
- E – ширина полученного шва;
- T – толщина созданного шва;
- B – зазор между свариваемыми деталями;
- H – глубина залегания области проварки;
- S – толщина используемой заготовки;
- Q – размер выпуклой части.
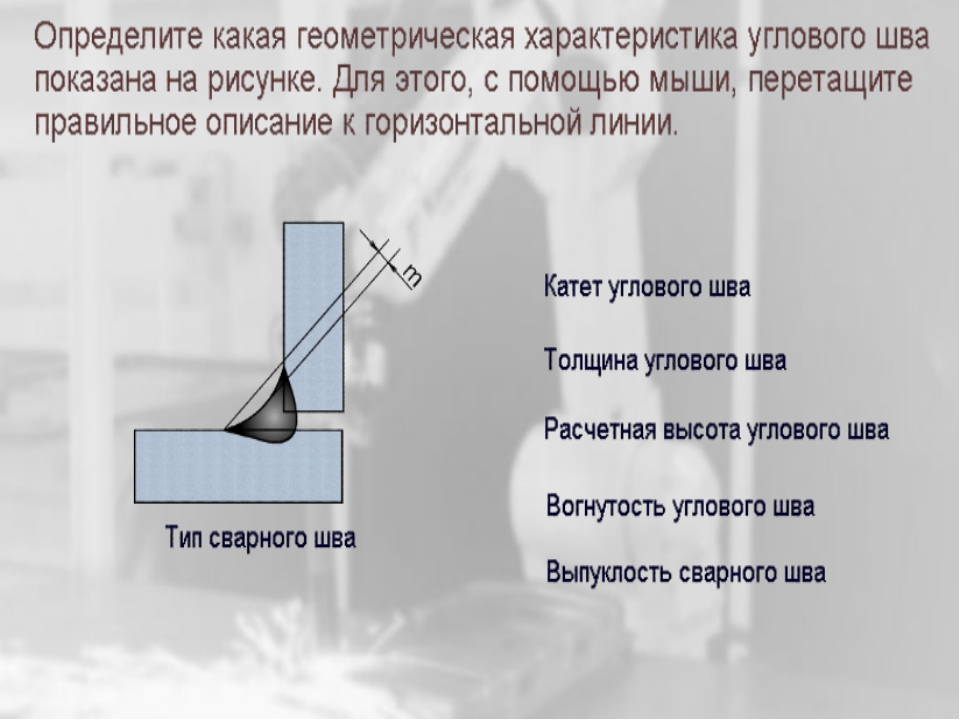
Для углового соединения они несколько отличаются, так как здесь другое геометрическое положение. Тем не менее, важность из значения не становится меньше. Здесь выделяют:
- K – катет шва;
- A – Величина толщины углового шва, к которой относится величина расчетной высоты и выпуклости;
- Q – выпуклость наплавленной области;
- P – расчетная высота, что должна соответствовать перпендикулярной линии, которая проводится из места наиболее глубокого проплавления к гипотенузе наибольшего прямого треугольника, который вписан во внешнюю часть шва.
Свойства
Разобравшись с тем, что такое катет сварного шва, следует отметить свойства, которыми должно обладать соединение. В первую очередь это однородность и равномерность наплавленного валика. Это легко определиться, так как здесь может применяться даже визуально-измерительный контроль сварных швов, самый простой и доступный из них. Высота валика должна быть примерно одинаковой по всей поверхности. Это же касается и его ширины, так как в этом случае нагрузки на нем будут распространяться равномерно. Если будет какое-либо послабление, то вероятность поломки возрастает именно в этом месте.
Однородность состава обеспечивает лучшее скрепление. Как правило, различные марки металла очень плохо свариваются и чем больше различий в составе, тем хуже будут скреплены заготовки. Для высокого качества соединения следует знать, какие электроды выбрать для сварки инвертором, или другим удобным способом. Также следует рассчитать правильное геометрическое расположение шва, чтобы у него был максимальный охват скрепляемых деталей.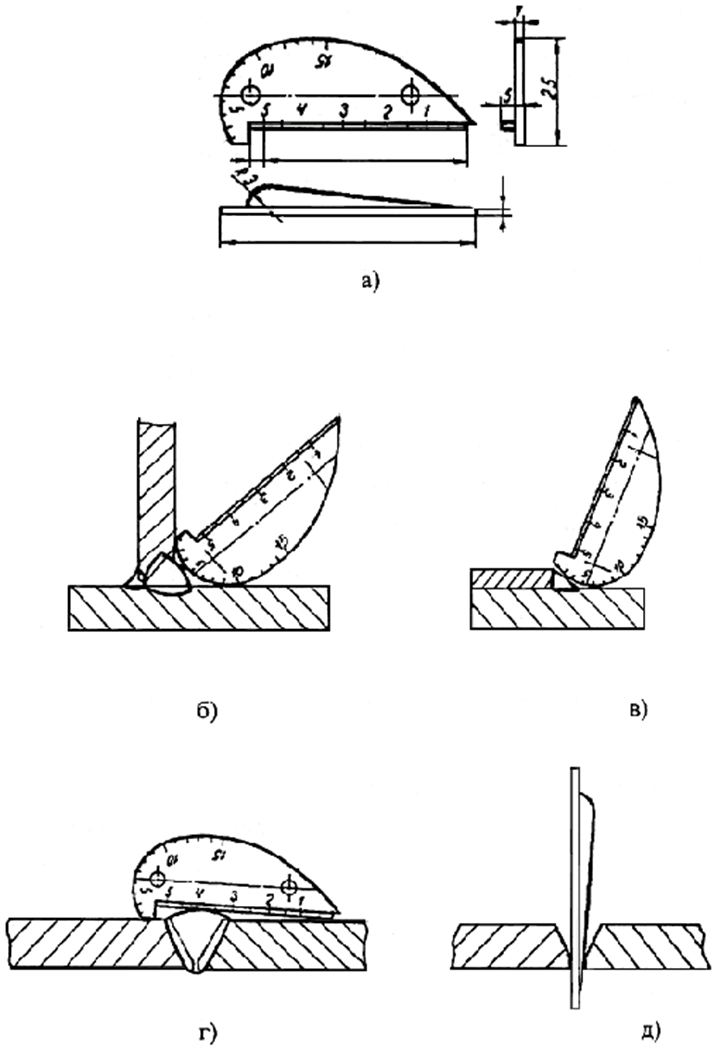
Не менее важным параметром является глубина проварки. Если заготовки будут соединены не по всей возможной площади, то они не смогут выдерживать максимальные нагрузки. В профессиональной сфере рассчитывается каждый параметр соединения, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет сварного шва, чтобы он приобрел требуемые параметры и как провести сварку.
Выбор катета шва
Расчет катета сварного шва совершается под каждое отдельное соединение. Чтобы правильно выбрать его, требуется знать параметры свариваемых деталей. Прочность здесь будет зависеть от толщины соединения и его длины. Основным параметром выбора и расчета является длина, так как от этого зависит прочность. Слишком большая длина приведет к увеличению расхода материалов, а также деформации заготовки.
На практике применяются разнообразные шаблоны, которые проверены опытом предыдущих сварщиков. Для каждого типа соединения, в зависимости от размера заготовки и положения, подбирают готовые размеры.
Как измерить катет сварного шва
Разобравшись с тем, как выбрать катет сварного шва, необходимо узнать, как правильно провести его измерения. Это требуется для того, чтобы проконтролировать полученный результат. Размер искомого значения определяется по обыкновенным геометрическим законам. Для этого требуется вычислить катет максимально возможного треугольника, вписанного в продольное сечение соединения. Итоговый размер катета соединения и будет искомой величиной.
Как рассчитать катет сварного шва
В каждом случае, расчет проводится по-разному, в зависимости от имеющихся условий. К примеру, для определения нахлесточных соединений листов, толщина которых составляет менее 4 мм, катет стараются делать равным по толщине самих листов. Если же толщина листов составляет больше 4 мм, то здесь берется 40% от толщины металла и добавляется 2 мм. Таким и должен быть максимальный катет сварного шва.
Измерение и осмотр
сварного соединения ( шва) является важным этапом контроля качества и надежности сварных
конструкций.
<a href=»http://click.hotlog.ru/?2123565″ target=»_blank»><imgsrc=»http: hit37.hotlog.ru=»» cgi-bin=»» hotlog=»» count?s=»2123565&im=52"» border=»0″ alt=»HotLog»></imgsrc=»http:></a> |
 Внешний осмотр позволяет обнаружить такие наружные дефекты, как
подрезы, незаверенные кратеры, выходящие на поверхность трещины, непровары,
наплывы и т.д. Измерители сварных соединений и сварочные шаблоны ( шаблоны сварщика) позволяют
определить размеры швов, ширину шва, выпуклость, плавность перехода шва к
основному металлу, катет шва и т.д.
Внешний осмотр позволяет обнаружить такие наружные дефекты, как
подрезы, незаверенные кратеры, выходящие на поверхность трещины, непровары,
наплывы и т.д. Измерители сварных соединений и сварочные шаблоны ( шаблоны сварщика) позволяют
определить размеры швов, ширину шва, выпуклость, плавность перехода шва к
основному металлу, катет шва и т.д.
 Имеет шаблоны угла 60°, 70°, 80° и 90°.
Имеет шаблоны угла 60°, 70°, 80° и 90°. 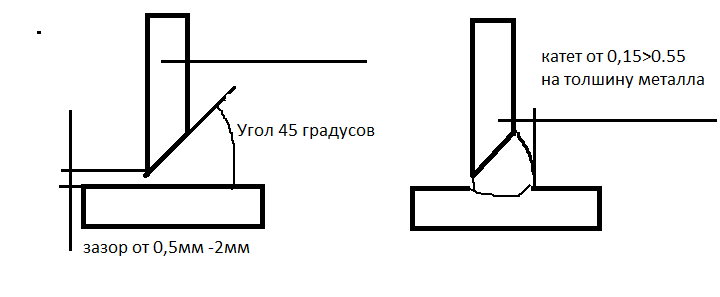
 д.
д.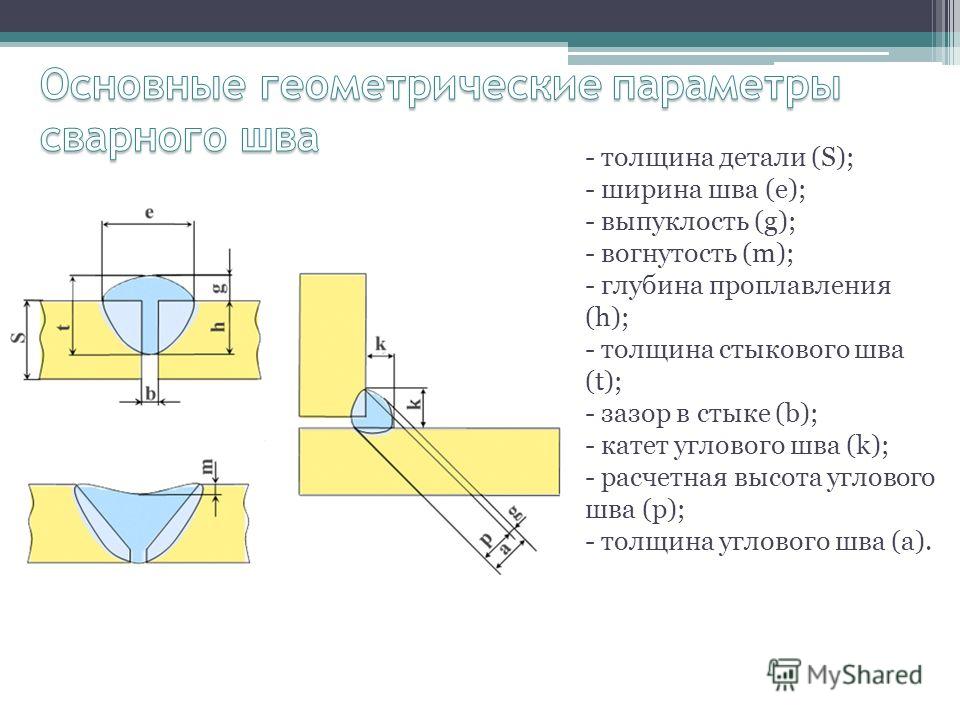 Позволяет проводить контроль глубины раковин, забоин, превышения кромок, глубины разделки стыка до корневого слоя, высоту усиления шва, контроль зазора, притупления шва, ширины сварного шва, углов скоса кромок, а также диаметров электродов.
Позволяет проводить контроль глубины раковин, забоин, превышения кромок, глубины разделки стыка до корневого слоя, высоту усиления шва, контроль зазора, притупления шва, ширины сварного шва, углов скоса кромок, а также диаметров электродов.Что такое катет сварного шва
Сваривание металлических изделий – это наилучший способ получить прочное и надежное сварное соединение. Сварка отдельных элементов в цельные детали должна отвечать высоким требованиям качества, поскольку сложные металлоконструкции имеют огромный вес и должны выдерживать высокие эксплуатационные нагрузки. А это зависит от катета сварного шва.
Сварка отдельных элементов в цельные детали должна отвечать высоким требованиям качества, поскольку сложные металлоконструкции имеют огромный вес и должны выдерживать высокие эксплуатационные нагрузки. А это зависит от катета сварного шва.
Блок: 1/6 | Кол-во символов: 345
Источник: https://SpecNavigator.ru/strojka/svarochnye-raboty/chto-takoe-katet-svarnogo-shva.html
Информация для общего сведения
Итак мы начнем с того, что все таки такое катет соединения, для чего он существует и зачем вообще нам его рассчитывать? Это на самом деле катет того треугольника, в который может влезть продольное сечение.
Влезть конечно не фактично. Но все же вопрос «Зачем это делать?» остаётся у всех, зачем в принципе рассчитывать это для угловых соединения или прямых, швов внахлест или торцовых.
Вы должны знать о том, что на рынке можно найти специальное механическое приспособление, такую себе линейку, но вы все советуем научиться делать такие расчёты самостоятельно, это значительно поднимет ваш профессионализм, и вы обретете новый навык.
Такие расчёты ещё могут показать вам уровень качества сделанного вами соединения, ведь качество это первое в списке приоритетов у мастера, что приступит к такой не простой работе.
Вам не удастся сделать катет шва если вы работаете с большой конструкцией, это не решит вопросов того, что шов может оказаться не надежным. Иногда визуально он может казаться достаточно стойким и качественным, но на самом деле потом подвести вас.
Новичкам может показаться что такую проблему решить не сложно, наплавил побольше и готово, но это далеко не так и большая ошибка.
Пока вы наплавляете горы металла, то поверхность детали все сильнее оказывается под действием температуры, что приведет к неизбежным дефектам как окисление, искривление и коррозии в будущем, и конечно все это сделает качество соединения значительно ниже.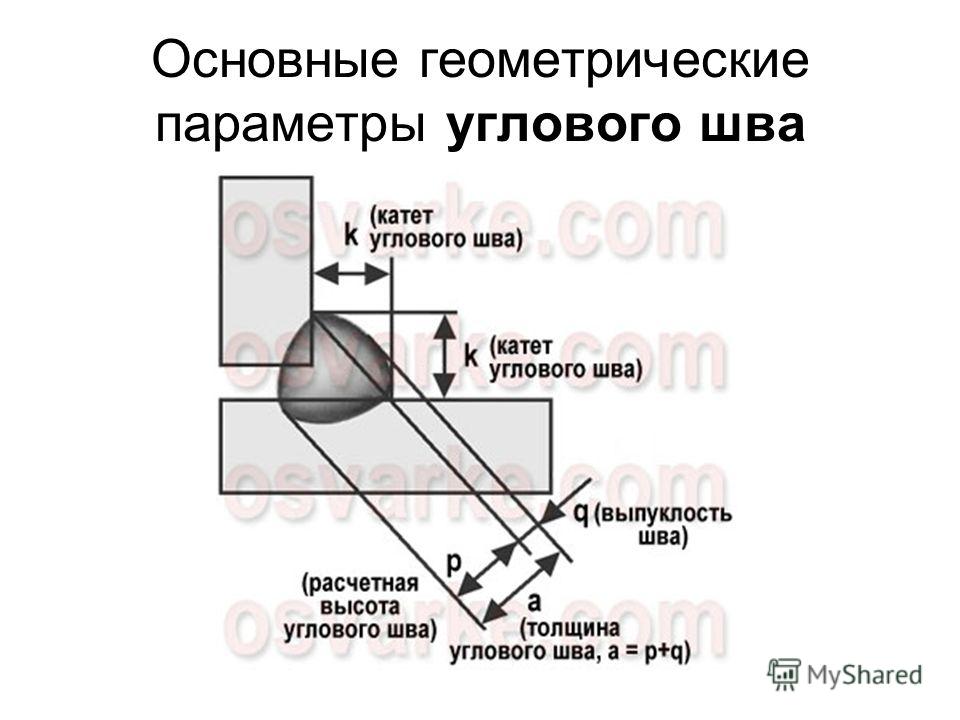
Такое расчёт будет полезен если вам нужно подсчитать смету, то есть на предприятии, или даже на большим домашнем строительстве.
Померять катет вы сможете практически безошибочно подсчитать нужное количество расходных материалов, сил, уже не придется экстренно докупать что-то, когда вы поймете, что шов оказался слишком тонким или узким.
Ещё расчёт будет хорошим вариантом если вам предстоит работа с металлами разной толщины. Если вам приходиться сваривать металлы из рода толстых и тонких просто подсчитайте и не возникнет проблем. Для таких расчётов учитывают параметры тонкого металла.
Если вы прислушаетесь к нашему совету и подсчитает, то ваш шов никогда не получиться слишком узким.
А это дорогого стоит в тех случаях когда предстоит ответственная работа с проблематичной металлической конструкцией, которую после будут дотошно проверять.
Особенно полезен будет такой расчёт при работе со швами на углах, ведь именно там чаще всего возникают трещины, коррозии, деформации.
Обман часто в том, что визуально сваренный элемент выглядит прочно, но когда её приводят в использования о не просчитанные фрагменты могут серьёзно подвести. Рассчитывать катет действительно стоит. А про то как это сделать правильно читайте ниже.
Блок: 2/5 | Кол-во символов: 2704
Источник: https://prosvarku.info/tehnika-svarki/kak-rasschitat-katet-svarnogo-shva
Качественные параметры сварных работ
Чтобы выполнить качественное сварное соединение, необходимо знать его параметры. Одним из таких параметров является катет. Именно соблюдение его размера позволяет выдерживать будущему изделию статические и динамические воздействия. Катет сварочного шва – это расстояние, идущее по плоскости одной детали до угла примыкания с другой. Но чтобы знать этот размер, его надо правильно рассчитать.
Катет и другие характеристики сварного шва
Блок: 2/6 | Кол-во символов: 472
Источник: https://SpecNavigator.ru/strojka/svarochnye-raboty/chto-takoe-katet-svarnogo-shva. html
html
При сборке металлоконструкции соединение деталей сваркой рассматривается как одна из наиболее надежных технологий. Надежность и прочность шва зависит от распределения усилий по металлу, а это в свою очередь определяется геометрическими параметра зоны соединения. Главная особенность технологии состоит в том, что место стыковки заливается металлом, а в процессе его остывания сварочная ванна приобретает единую структуру. Целостность и соединения в дальнейшем зависит от способности этой структуры противостоять нагрузкам.
Особенности стыкового и углового соединения заготовокОсновные параметры, по которым оценивается и рассчитывается соединение, учитывают его геометрические особенности. Для них существуют понятные определения. Они в свою очередь зависят от типа соединения — стыкового, углового, торцевого или нахлеста. При этом имеет большое значение подготовка кромок и торцов деталей. Учитывается ряд особенностей заготовок и самого шва.
Учитывается ряд особенностей заготовок и самого шва.
Стык листов толщиной от 4 мм должен выполняться с подготовкой кромок и торцов таким образом, чтобы образовался треугольный криволинейный зазор для полного проваривания на всю глубину.
Листы толщиной 2 мм варят только нахлестом, избегая сквозного прожога металла.
Полноценный провар соединения достигается только при прогревании металла на всю глубину стыка. Именно для этого прибегают к скосу кромок деталей. При сваривании уголков большой толщины скос выполняется как для листов.
При угловом и тавровом сваривании деталей формируется характерный наплыв, ширина и форма которого определяет прочность и долговечность стыковки.
При стыковании деталей со скосом кромок, как и при угловом соединении, шов в разрезе имеет треугольную форму. В первом случае учитывается соотношение ширины, глубины и высоты шва. Во втором наплыв образует наклонную поверхность — расстояние от ее края до другой детали и есть катет сварного шва, параметры которого определяются ГОСТ 5264-80.
Во втором наплыв образует наклонную поверхность — расстояние от ее края до другой детали и есть катет сварного шва, параметры которого определяются ГОСТ 5264-80.
Блок: 2/5 | Кол-во символов: 1960
Источник: https://rezhemmetall.ru/chto-takoe-raschet-kateta-svarnogo-shva.html
Система расчёта катета сварочного шва
В интернете вам удастся найти очень много разнообразных формул по которым советуют рассчитывать катет соединения.
Формулы разнообразные поскольку работают по различным видам швов, как тавровые, соединения внахлест, прямые, швы на углу. И это далеко не все типы, а каждый имеет ещё большее развёрнутую классификацию.
То есть каждый отдельный шов нужно расчитывать по специальной формуле в общей массе это близка дюжины формул, если мы возьмём в расчёт все нюансы.
Но, как вы понимаете, это слишком большой объём информации и вместит его в регламент одной статьи невозможно.
Но мы расскажем про то как посчитать самый известный и часто используемый тип соединения-мы будем считать по ширине шва.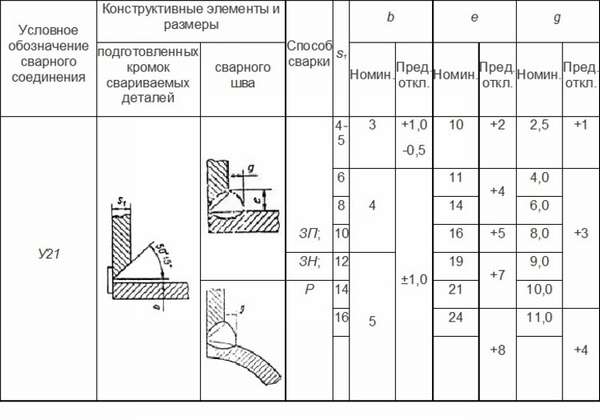 Ниже вы можете видеть нужную нам формулу:
Ниже вы можете видеть нужную нам формулу:
Такая вот простая формула. Она позволяет легко подсчитать размер катета углового шва. А далее все ещё проще катет углового соединения это и есть значение катета треугольника который сможет вписаться.
Ещё мы вам расскажем как произвести расчёт катета шва от толщины. Но тут не нужно даже элементарных формул, будет достаточно взят толщину по наименьшему участку и это число и будет вашим показателем.
Примеры выходят элементарные если мы имеем металл, толщина которого 4 миллиметра и мы должны его сварить, то нужно посчитать катет по толщине.
Тогда оцениваем правда ли толщина 4 миллиметра по всей площади поверхности и делаем вывод, что толщина 4 миллиметра.
Рассчитывать катет сварочного соединения от толщины удобно когда вы собираетесь варить с помощью нахлёстанного шва или диалектные, тонкие участки. А если ваша деталь внушительно толстая то найдите 40 процентов от показателя.
Ниже мы нашли для вас схему наименьших катетов сварочных соединения для тавровых соединений.
Оно послужит вам если нет времени долго рассчитывать, или в таблице просто уже имеются точные данные под ваши параметры. Добавьте её и попробуйте использовать в работе.
Блок: 3/5 | Кол-во символов: 1923
Источник: https://prosvarku.info/tehnika-svarki/kak-rasschitat-katet-svarnogo-shva
Размер катета углового шва
Надежность сварного стыка зависит от его толщины и длины. Эти размерные величины должны быть достаточными, чтобы выдерживать заданные нагрузки. Согласно расчетной нагрузке выбирают катет углового шва.
Экспериментальным путем были разработаны специальные приспособления, определяющие характеристики будущего углового соединения. Наиболее распространенным прибором является сварочный шаблон. При его создании прибегли к известным законам геометрии, согласно которым произвели расчет катета сварного шва.
Схема определения катета сварного шва
Применяя шаблон на практике, придерживаются таких условий:
- для соединения листов, имеющих толщину меньше 4 мм, катет углового шва принимают равным этой величине;
- при больших поперечных размерах металла за необходимую величину катета сварочного шва берут 40% от толщины деталей плюс 2 мм к получившейся цифре.
Слишком большой катет брать нерационально. Это, возможно, и приведет к усиленной прочности, но скажется негативно на других факторах:
Таблица минимальных катетов углового шва
- увеличит расход материала;
- поднимет стоимость строительных работ;
- спровоцирует деформацию изделия.
Наружный контроль качества сварного соединения выполняется двумя способами – разрушающим и неразрушающим. При неразрушающем контроле применяют сварочный шаблон, с помощью него визуально определяют наличие дефектов. А для обнаружения внутренних дефектов используют метод внутреннего контроля, который проводят при помощи ультразвуковых и рентгеновских приборов.
Блок: 5/6 | Кол-во символов: 1511
Источник: https://SpecNavigator.ru/strojka/svarochnye-raboty/chto-takoe-katet-svarnogo-shva.html
Выбор катета
Данный параметр напрямую определяет надежность изготовленных деталей. Это объясняется площадью их соединения и наливочного материала.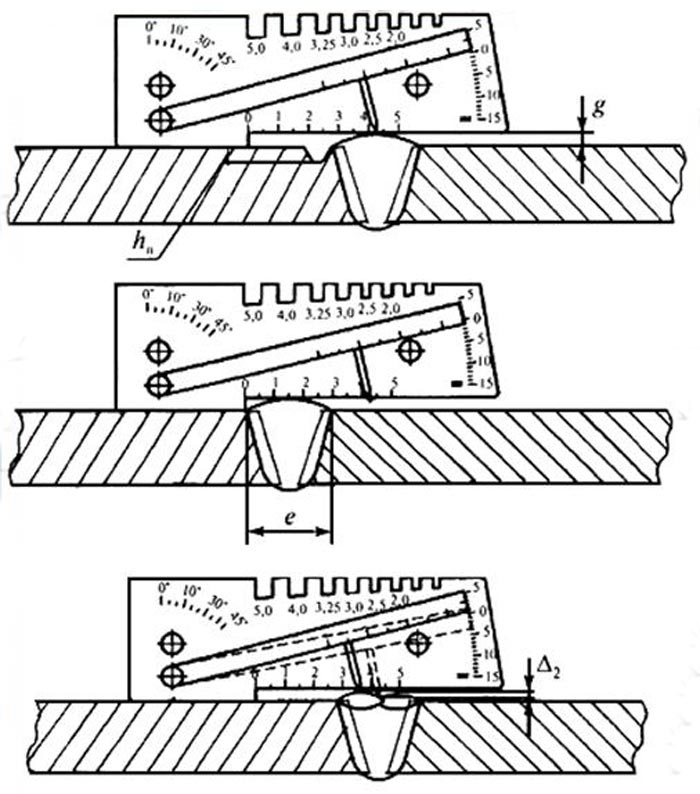 Если все сделано правильно, тогда нагрузка на конструкцию распределится равномерно по всей площади контакта. Такое изделие может выдерживать сильные удары и т.д.
Если все сделано правильно, тогда нагрузка на конструкцию распределится равномерно по всей площади контакта. Такое изделие может выдерживать сильные удары и т.д.
В то же время большой шов не всегда является показателем высокой надежности. В данном вопросе необходимы тонкие расчеты нагрузок. Нельзя допускать перенапряжения металла, иначе деталь может попросту согнуться, и ее нельзя будет использовать.
В связи с вышесказанным, сварочный стык необходимо выбирать в соответствии с поставленными задачами и свариваемыми материалами. От этого будет зависеть результат работы.
Катет сварного шва.
Чтобы правильно выбрать катет в той или иной ситуации, необходимо понимать, какими свойствами он должен обладать. В первую очередь необходимо обратить внимание на его форму. Он должен быть однородным и равномерным. В данном случае достаточно даже визуального контроля.
Высота шва должна быть одинаковой вдоль всей площади контакта. Его ширина также должна быть одинаковой. Это позволит нагрузкам на конструкцию из металла распространяться равномерно вдоль всего соединения.
Это позволит нагрузкам на конструкцию из металла распространяться равномерно вдоль всего соединения.
Важным параметром является его однородность. Обычно материалы с разным составом свариваются плохо. Чтобы получить высококачественную сварку необходимо правильно выбирать электроды.
Контакт должен иметь правильное геометрическое расположение и максимально охватывать скрепляемые изделия.
Не менее значимым параметром является глубина провара. Заготовки должны контактировать по всей возможной площади, иначе они не смогут выдерживать значительные нагрузки.
В профессиональной сфере рассчитывается каждый параметр стыка, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет, чтобы он приобрел требуемые параметры и как провести сварку.
Шов рассчитывается в зависимости от типа свариваемых деталей. Для правильного выбора необходимо учесть все параметры материалов: размеры, ширину и т.д. Стойкостные характеристики соединения зависят от его толщины и длины.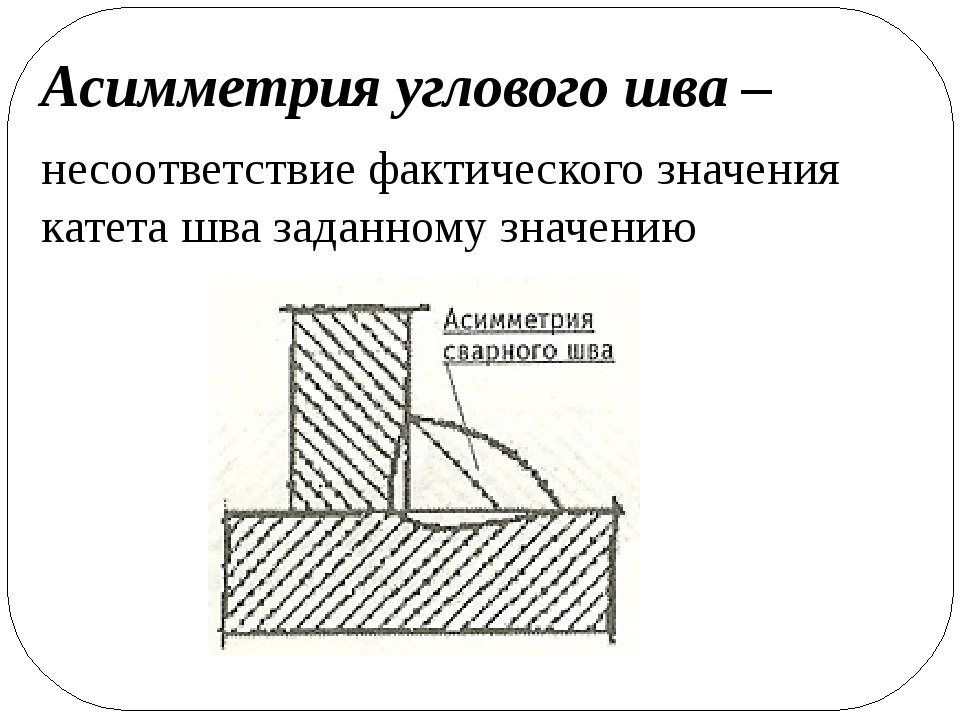
Именно длина является главным критерием расчета и выбора шва, так как от нее зависит прочность. При достаточно большом значении длины может наблюдаться расход материалов изделия и их деформация.
Правильное использование шаблонов позволит избежать появления дефектов, характерных сварке. В большинстве случаев достаточно использования универсального шаблона, чтобы получить качественную и надежную конструкцию из металла.
Блок: 4/6 | Кол-во символов: 2572
Источник: https://tutsvarka.ru/vidy/katet-svarnogo-shva
Неопытные сварщики могут допускать ошибки, связанные с неправильным расчетом параметров катета шва при угловом соединении. Излишек металла по линии стыка не придает прочности, он становится причиной повышенного расхода энергии и электродов, приводит к разбрызгиванию металла и возникновению не связанного с поверхностью детали наплыва. Формула расчета катета сварного шва используется для определения его максимального и минимального размера.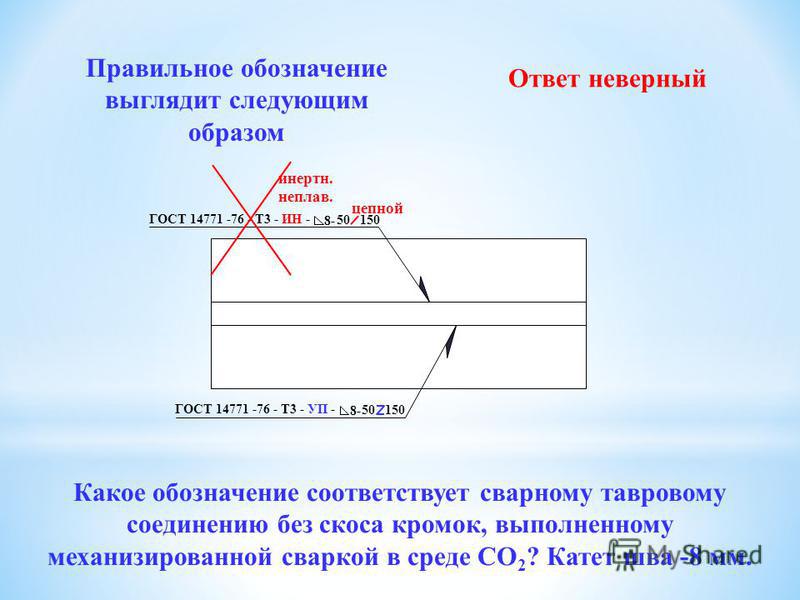
Так как шов имеет форму треугольника, то достаточно использовать коэффициент 0,7 для ширины полученного валика. Это касается и сварки встык, когда торцы деталей образуют откос. Но следует учитывать, что при таком соединении угол может составлять от 30 до 60 градусов, и тут могут действовать другие коэффициенты.
Блок: 4/5 | Кол-во символов: 806
Источник: https://rezhemmetall.ru/chto-takoe-raschet-kateta-svarnogo-shva.html
Как измерить катет шва?
Для контроля выполненных работ необходимо точно произвести измерения. Это позволит определить, не были ли допущены ошибки при расчете, и оценить качество изделия.
Сварной шов с усилением.
Искомый размер стыков измеряется в соответствии с геометрическими формулами. Для этого достаточно рассчитать катет максимального равностороннего треугольника, вписанного в сечение контакта между деталями.
В зависимости от ситуации расчет выполняется по-разному. Например, если сварка была сделана нахлестом листов, толщиной до 4 мм, то катет стараются делать той же толщины. В других случаях его размер должен составлять 40% от толщины.
В других случаях его размер должен составлять 40% от толщины.
Блок: 5/6 | Кол-во символов: 649
Источник: https://tutsvarka.ru/vidy/katet-svarnogo-shva
Пример: для сварки двух листов менее 4 мм толщиной можно взять минимальны катет сварного шва 4 мм при угловом соединении. Если толщина металла превышает 4 мм, то для расчета можно взять 40 % толщины листа (детали) и прибавить еще 2 миллиметра. Занижать значение не стоит — шов получится непрочным. Превышение может привести к возникновению в металле, а это снизит прочность и долговечность конструкции.
Все значения параметров можно найти в таблице — это приложение к ГОСТ. Для сварщиков существуют специальные шаблоны-катетометры, позволяющие быстро и точно проверить качество и правильность формы соединения.
Блок: 5/5 | Кол-во символов: 680
Источник: https://rezhemmetall.ru/chto-takoe-raschet-kateta-svarnogo-shva. html
html
Количество использованных доноров: 6
Информация по каждому донору:
- https://prosvarku.info/tehnika-svarki/kak-rasschitat-katet-svarnogo-shva: использовано 2 блоков из 5, кол-во символов 4627 (26%)
- https://tutsvarka.ru/vidy/katet-svarnogo-shva: использовано 2 блоков из 6, кол-во символов 3221 (18%)
- http://solidiron.ru/obrabotka-metalla/svarka/raschet-kateta-svarnogo-shva-ot-tolshhiny-metalla.html: использовано 1 блоков из 3, кол-во символов 1126 (6%)
- https://SpecNavigator.ru/strojka/svarochnye-raboty/chto-takoe-katet-svarnogo-shva.html: использовано 3 блоков из 6, кол-во символов 2328 (13%)
- https://WikiMetall.ru/metalloobrabotka/katet-svarnogo-shva.html: использовано 2 блоков из 5, кол-во символов 2840 (16%)
- https://rezhemmetall.ru/chto-takoe-raschet-kateta-svarnogo-shva.html: использовано 3 блоков из 5, кол-во символов 3446 (20%)
| модель | фото | описание | ||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Универсальный измеритель для сварных соединений WG 01 | Измеряет: смещение, угол разделки кромки, величину зазора, угол раскрытия Х-шва, высоту шва, размеры углового шва, ширину шва, глубину подреза и пр.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный измеритель для сварных соединений WG 1 | Позволяет измерять: смещение, угол разделки кромки, величину зазора, угол раскрытия Х-шва, высоту шва, размеры углового шва, ширину шва, глубину подреза и пр.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный измеритель для сварных соединений WG 2 | Позволяет измерять: смещение, угол разделки кромки, величину зазора, угол раскрытия Х-шва, высоту шва, размеры углового шва, ширину шва, глубину подреза и пр.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Измеритель для сварных соединений WG3, «ласточка» (Универсальный шаблон УШЕРОВА-МАРШАКА) | Предназначен для измерения выпуклости сварного шва, угла разделки кромок соединяемых частей угловым и стыковым сварными швами, скоса кромок при подготовке свариваемых соединений деталей, измерения высоты катета углового шва, измерения высоты валика усиления, измерения зазора в соединении при подготовке
деталей к сварке.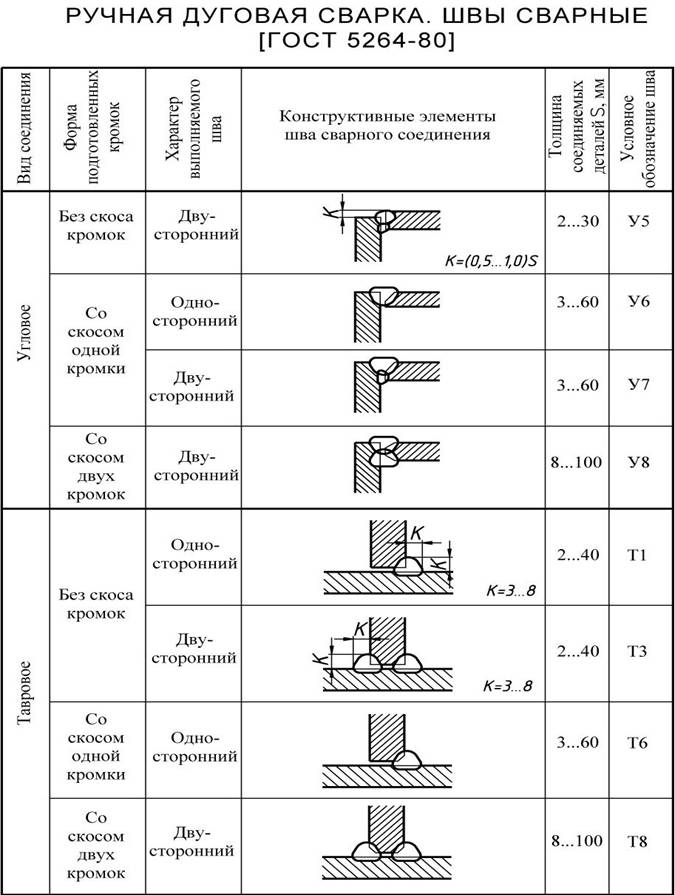 диапазон измерения — 0-20 мм цена деления — 0,01 мм размеры углов — 60 / 70 / 80 / 90 C Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Цифровой измеритель WG3 Digital (цифровой шаблон Ушерова-Маршака) | Предназначен для измерения выпуклости сварного шва, угла разделки кромок соединяемых частей угловым и стыковым сварными швами, скоса кромок при подготовке свариваемых соединений деталей, измерения высоты катета углового шва, измерения высоты валика усиления, измерения зазора в соединении при подготовке
деталей к сварке. диапазон измерения — 0-20 мм цена деления — 0,01 мм питание – одна батарея типа SR 44 (1,55 В) габаритные размеры — 100х64х14 мм размеры углов — 60 / 70 / 80 / 90 C Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Измеритель для сварных соединений HI-LO (WG4) | предназначен для измерений: — внутренней несоосности — зазора при сборке — угла разделки кромок — высоты короны — катета углового шва Отсчет результатов измерения в миллиметрах и дюймах по соответствующим шкалам на противоположных сторонах измерителя.  Имеет шаблон угла 37½°. Имеет шаблон угла 37½°.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
Приспособление контроля качества сварки Hi-Lo economy (Q. C. WG) C. WG) (Шаблон сварщика) | Приспособление используется для измерения относительного положения поверхностей, промежутка между трубами и разными поверхностями. Приспособление состоит из корпуса, 2-х внутренних подвижных зубцов и 2-х подвижных ног, на тонкой ноге нанесена шкала с шагом 1 мм, стопорного винта. Диапазон измерений 0 — 30 мм с шагом 1 мм (риска 1 соответствует 0 мм, риска 4 – 3 мм) Погрешность ±0,15 мм Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Измеритель для сварных соединений WG5 (аналог УШС-2) | Набор шаблонов для контроля катетов угловых сварных соединений, а так же для измерения выпуклости и вогнутости шва.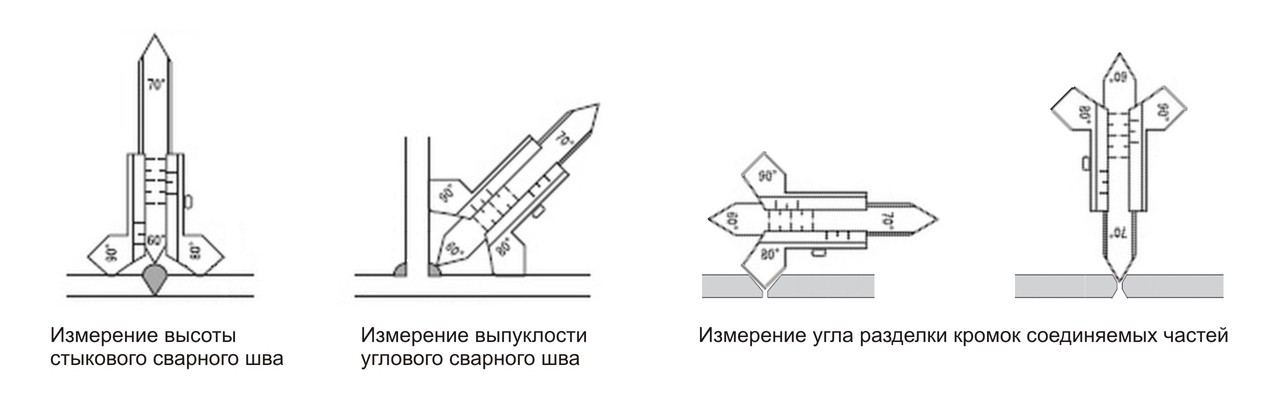 Диапазон измерений — 3,2 — 25,4 мм Погрешность: ± 0,1 мм / ± 0,005” Кол-во шаблонов – 7 штук Материал – нержавеющая сталь Каждый из шаблонов имеет точно выполненные выточки определенного катета. Для удобства контроля рядом с каждой выточкой выбит размер соответствующего радиусу катета шва. Контроль катета сварного шва производиться путем последовательного соприкосновения (подбора) лепестков с соединенными сваркой деталями. Размер считается установленным, если длинная сторона лепестка и перемычка между катетами лепестка прилегают к деталям без видимого зазора, а зазор между дугами лепестка и шва является минимальным. | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный измеритель для сварных соединений WG 6 | Позволяет измерять: смещение, угол разделки кромки, величину зазора, угол раскрытия Х-шва, высоту шва, размеры углового шва, ширину шва, глубину подреза и пр.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный измеритель размеров сварного шва WG7 | Измеритель состоит из двух компонентов: основной пластины и подвижного указателя. Используется для измерения высоты углового шва, высоты стыкового шва, толщины выпуклого и вогнутого углового шва, имеет 4 шкалы: Используется для измерения высоты углового шва, высоты стыкового шва, толщины выпуклого и вогнутого углового шва, имеет 4 шкалы:MAX-MIN (высота стыкового шва) — 0-3 мм MAX CONCAVITY(макс. вогнутость) – 0-20 мм MAX CONVEXITY(макс. выпуклость) – 0-20 мм LEG LENGTH (катет углового шва) — 0-20 мм Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Измеритель Bridge Cam (“CAM TYPE”) | Предназначен для измерений : — вогнутости углового шва — выпуклости шва — катета углового шва — глубины подреза — несоосности/смещения — глубины точечной коррозии, а также для использования как линейки до 60 мм / 2” и измерения угла разделки кромок 0 °- 60 °.
Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
G. A.L. Измеритель параметров углового шва WG8 A.L. Измеритель параметров углового шва WG8 | G.A.L. Измеритель параметров углового шва WG8 имеет 3 шкалы: 2 подвижные, одна стационарная. Размер 87х57 мм Вес 43 гр.
Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный калибр для сварных швов со считывающим окном WG 9 | Предназначен для измерений углового шва: высоты шва, катета углового шва Измеритель изготовлен из нержавеющей стали, состоит из двух деталей: подвижная пластина с тремя нелинейными шкалами и схемами измерений, пластина с окном для считывания.  Три нелинейные шкалы: А.В.С. Цена деления 0,1 мм
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Шаблон для измерения ямок труб WG10 | Шаблон состоит из: основной пластины с измерительной шкалой в дюймах с формулами и таблицами, подвижного индикатора с острием.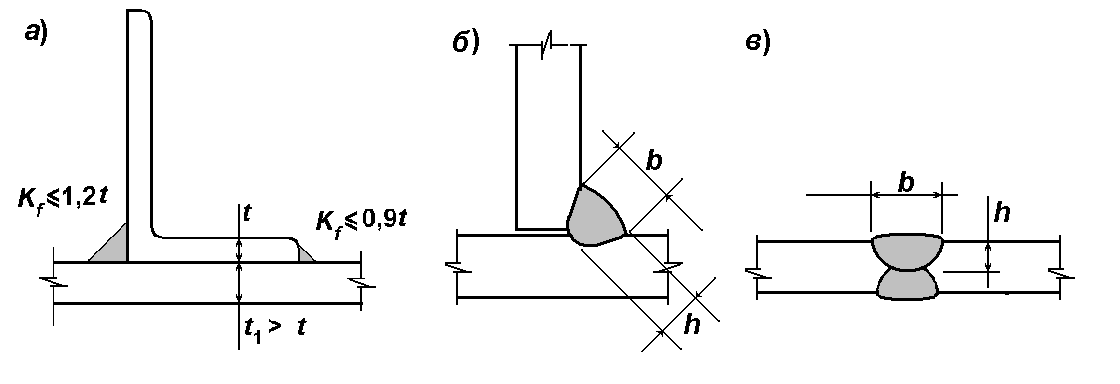 Диапазон измерения глубины — 0-12,7 мм (1/2’’) Цена деления – 1,59 мм (1/16’’) Габаритные размеры – 68,3х133,3х4,8 мм Вес – 227 гр | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный измеритель WG11 | Универсальный многофункциональный измеритель WG11 изготовлен из нержавеющей стали и предназначен для измерений высоты заклепок, сварных швов на сосудах высокого давления и трубах, угла кромки, смещения края, вогнутости, выпуклости и кривизны поверхности, глубины ямок. — Габаритный размер: 320x170x15 мм — Сфера применения: используется на поверхностях с криволинейностью радиусом φ400-φ1800, другие параметры не лимитируются: — Основной принцип: длина и высота основного отклонения внутреннего или внешнего диаметра цилиндра является функцией его диаметра. Формула: H=f (φ) Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Измеритель отклонений сварного шва WG12 | Предназначен для измерения: — угла вертикального участка — острой стороны шва — тупой стороны шва Поставляется с калькулятором — сборником математических формул для легкого вычисления значений угла сварного шва, отклонений сварного шва и т. 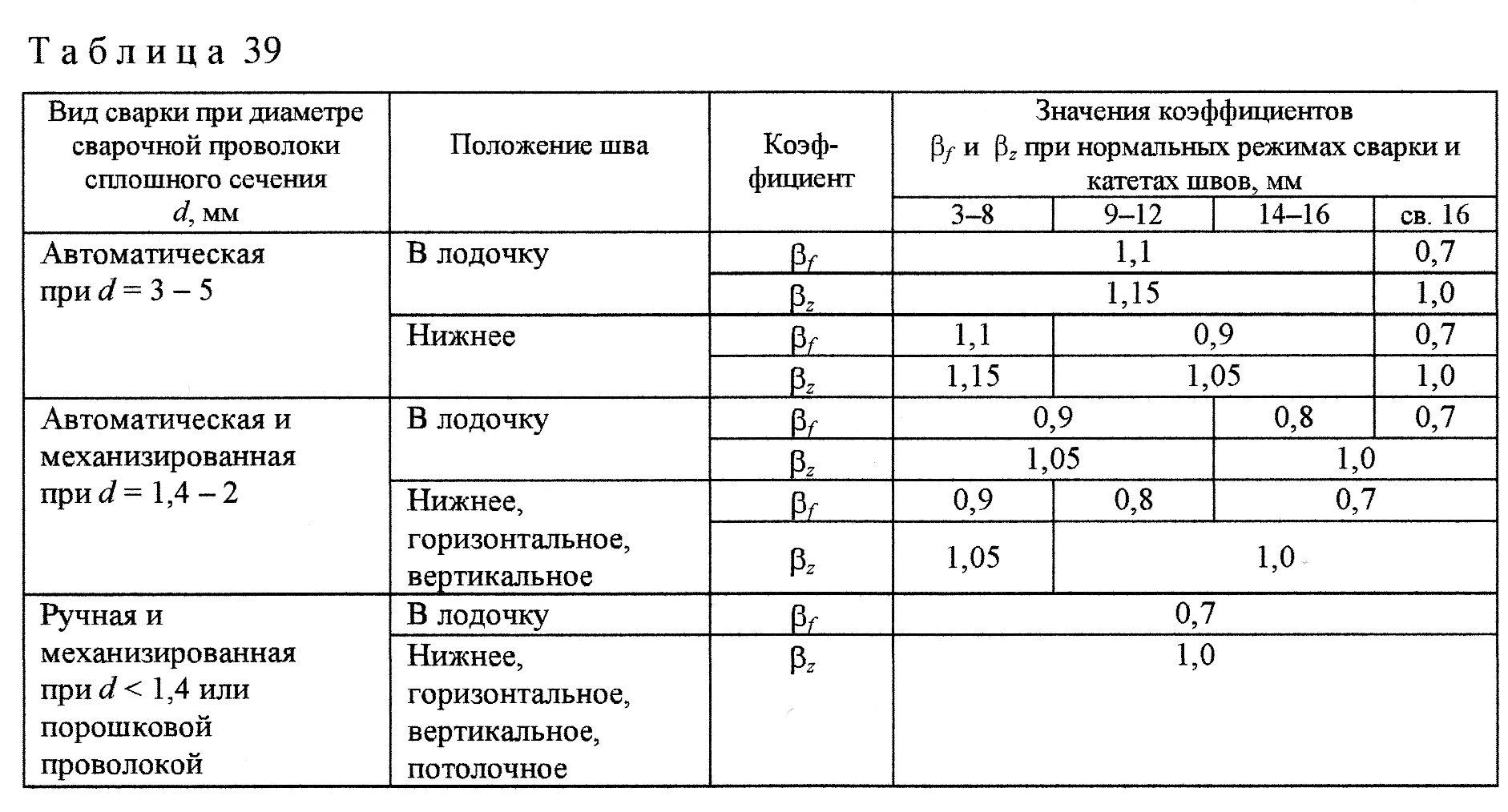 д. д. Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Шаблон конусный для контроля отверстий WG13 | Шаблон конусный для контроля отверстий WG13 состоит из одной конусной детали, изготовленной из нержавеющей стали. На одной стороне нанесена метрическая шкала, на обратной стороне – дюймовая шкала. Диапазон измеряемых отверстий – 0-15 мм Погрешность — ± 0,1 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Шаблон сварщика «V-WAC» | Применяется для визуальной проверки качества сварных швов. Шаблон имеет: Шкала 0 – 24 мм, для измерения линейных размеров, погрешность 0,2 мм Шкала 0 ± 6 мм, для измерения углублений и высоты шва, погрешность 0,2 мм Отверстия 1,5 мм и 3,0 мм, для измерений раковин, погрешность 0,3 мм Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Шаблон «Mini Sub » | Применяется для измерения горла сварного шва | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Карманный измеритель Bridge Cam | Предназначен для измерений : — угол подготовки — избыток наплавленного металла — глубину подреза — глубину коррозии — размер разделки шва — некоаксиальность
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Измеритель углов WG14 | Измеритель углов до 180°, указатель уровня. | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Шаблон сварщика УШС-3 | Применяется для визуальной проверки качества сварных швов. Шаблон имеет: Шкала 0 – 24 мм, для измерения линейных размеров, погрешность 0,2 мм Шкала 0 ± 6 мм, для измерения углублений и высоты шва, погрешность 0,2 мм Отверстия 1,5 мм и 3,0 мм, для измерений раковин, погрешность 0,3 мм Подробнее |
 Внешний осмотр позволяет обнаружить такие наружные дефекты, как подрезы, незаверенные кратеры, выходящие на поверхность трещины, непровары, наплывы и т.д. Измерители сварных соединений
и сварочные шаблоны (шаблоны сварщика) позволяют определить размеры швов, ширину шва, выпуклость, плавность перехода шва к основному металлу, катет шва и т.д.
Внешний осмотр позволяет обнаружить такие наружные дефекты, как подрезы, незаверенные кратеры, выходящие на поверхность трещины, непровары, наплывы и т.д. Измерители сварных соединений
и сварочные шаблоны (шаблоны сварщика) позволяют определить размеры швов, ширину шва, выпуклость, плавность перехода шва к основному металлу, катет шва и т.д. 5
5Ширина сварного шва это — Яхт клуб Ост-Вест
У сварочных швов есть различные характеристики. Например, ширина, толщина или высота усиления. И эти характеристики напрямую зависят от разновидности соединения: прямого или углового сварного шва. С помощью таких характеристик можно без труда рассчитать катет сварочного шва. Это очень полезный расчет, он позволит вам улучшить качество своей работы и не только.
Это очень полезный расчет, он позволит вам улучшить качество своей работы и не только.
Но что такое катет сварного шва? Как измерить катет шва по его ширине? И зачем вообще необходимо измерение катета? В этой статье мы постараемся кратко ответить на эти вопросы и рассказать, как произвести расчет катета сварного шва от толщины металла. Новичкам будет достаточно прочтения одного этого материала, чтобы вникнуть в суть.
Общая информация
Катет сварочного шва — это катет треугольника, который мы можем вписать в продольное сечение. Вписать, конечно, условно. Но зачем вообще производить расчет катета углового сварного шва (или любого другого типа соединения, будь то прямой, стыковой или внахлест)? Конечно, вы можете приобрести для этого специальную механическую линейку, но мы рекомендуем научиться производить расчеты самостоятельно. Это улучшит ваши профессиональные навыки.
С помощью расчетов вы сможете буквально измерить прочностные характеристика вашего шва. Вы не можете просто сделать катет шва при сварке большего размера, чтобы решить проблему слабого соединения (хотя на первый взгляд вам даже может показаться, что шов и так достаточно прочный). Многие новички считают, что можно просто увеличить наплавку и проблем не будет, но это большая ошибка. Чем больше вы наплавляете металл, тем больше нагревается деталь, а перегрев может стать причиной деформации металла.
Вы не можете просто сделать катет шва при сварке большего размера, чтобы решить проблему слабого соединения (хотя на первый взгляд вам даже может показаться, что шов и так достаточно прочный). Многие новички считают, что можно просто увеличить наплавку и проблем не будет, но это большая ошибка. Чем больше вы наплавляете металл, тем больше нагревается деталь, а перегрев может стать причиной деформации металла.
Также расчет необходим с финансовой точки зрения. Вы сможете до копейки рассчитать себестоимость работ и вам не придется увеличивать количество комплектующих, электричества и сил, чтобы сделать слишком толстый или широкий шов. Еще расчеты полезны в случаях, когда есть серьезные различия по толщине свариваемых деталей. Например, вы свариваете деталь из тонкого металла с деталью из толстого металла. В таких случаях нужно проводить расчет детали из тонкого металла.
Произведя расчеты вы просто не сможете сделать шов слишком узким. А это особенно важно, если вам нужно сварить важную металлоконструкцию, к которой предъявляются повышенные требования.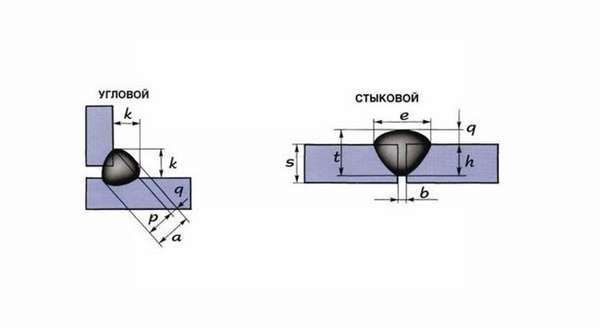 Особенно, если нужно сделать много угловых швов, которые больше остальных подвержены деформации. С виду ваши соединения могут казаться вполне прочными, а по факту ответственная конструкция может просто не выдержать механическую нагрузку при эксплуатации. Словом, расчет катета — это действительно важно. Ну а как произвести расчет мы расскажем далее.
Особенно, если нужно сделать много угловых швов, которые больше остальных подвержены деформации. С виду ваши соединения могут казаться вполне прочными, а по факту ответственная конструкция может просто не выдержать механическую нагрузку при эксплуатации. Словом, расчет катета — это действительно важно. Ну а как произвести расчет мы расскажем далее.
Как рассчитать катет сварного шва
Существует огромное количество формул, с помощью которых можно рассчитать катет шва. Вместе с ними есть и различные типы швов: стыковые, тавровые, нахлесточные, угловые, и каждый из типов имеет свои подтипы. Получается, что каждому типу шва по формуле, а их около десятка (с учетом всех особенностей, конечно). Их все мы не сможем раскрыть в рамках этой статьи, поэтому расскажем, как рассчитать катет по ширине шва, поскольку это самая популярная и часто применимая формула.
Т — это наш катет
S — ширина нашего шва
cos45° — это косинус, равный 45 градусам (значение неизменно, cos45°= примерно 0.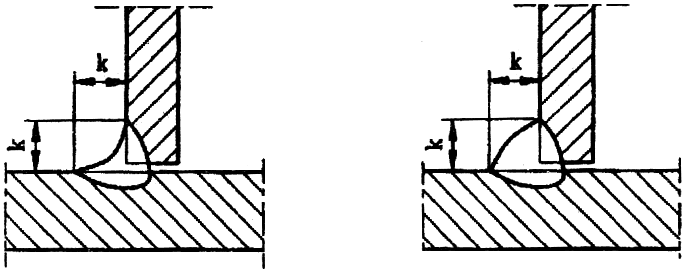 7)
7)
Вот и вся формула. По ней несложно узнать размер катета углового шва, например. Потому что по сути своей катет углового соединения равен катету треугольника, который мы можем вписать.
Мы не будем производить расчет катета сварного шва от толщины металла, поскольку здесь даже формулы не нужны. Нужно просто взять значение по наименьшей толщине и это будет наш ответ. Простой пример: у нас есть металл толщиной 3 миллиметра. Нам нужно его соединить. Мы будет выяснять катет по толщине. Просто смотрим, что толщина металла действительно 3 миллиметра по всему периметру и используем это значение. Расчет катета сварного шва от толщины металла очень удобен, если используются нахлесточные швы и детали достаточно тонкие. Если детали толстые, то просто рассчитайте 40% от толщины.
Ниже таблица минимальных катетов сварных швов для тавторвых соединений. Она будет полезна, если у вас нет возможности произвести быстрый расчет. Сохраните ее себе и попробуйте применить в работе.
Свойства качественного шва
Теперь мы знаем, как рассчитать катет сварного шва. Но этого недостаточно для того, чтобы соединение гарантировано получилось качественным и надежным. У сварного соединения есть свои свойства и особенности, которые нужно учитывать. Самое главное — шов должен быть равномерным и однородным по всей длине. Не должно быть никаких отклонений в сторону или слишком большой наплавки в отдельных местах.
Но этого недостаточно для того, чтобы соединение гарантировано получилось качественным и надежным. У сварного соединения есть свои свойства и особенности, которые нужно учитывать. Самое главное — шов должен быть равномерным и однородным по всей длине. Не должно быть никаких отклонений в сторону или слишком большой наплавки в отдельных местах.
Контролируйте себя, визуальный контроль доступен без приборов и особых навыков. Один небольшой недостаток может обернуться обрушением металлической конструкции спустя время. Также ширина шва должна быть одинаковой. Если ширина шва будет меняться, то нагрузки будут распределяться неравномерно, что может привести к образованию трещин и разрушению сварного соединения.
Также следите за толщиной шва (проще говоря, его глубиной). Глубина провара должна быть тоже равномерной, чтобы не возникали внутренние трещины. Профессиональные сварщики на крупном производстве буквально до миллиметра рассчитывают будущие характеристики шва, его толщину, ширину и длину.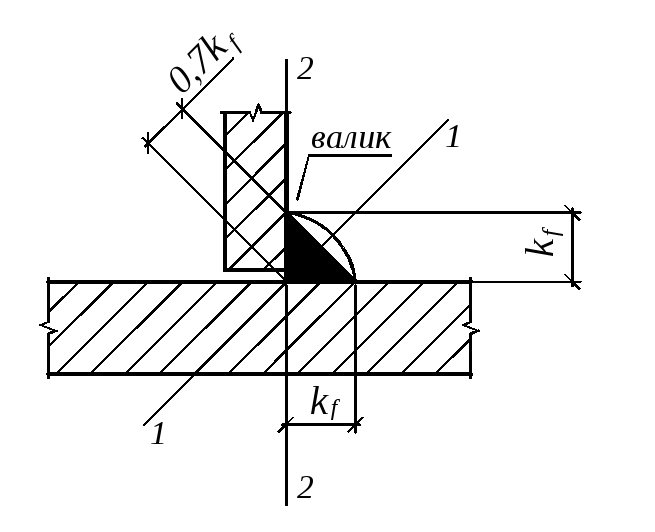 И выполняют работу согласно этим расчетам. Конечно, это излишне в любительской и полулюбительской сварке, но вы должны заранее понимать, какой шов необходимо получить в итоге.
И выполняют работу согласно этим расчетам. Конечно, это излишне в любительской и полулюбительской сварке, но вы должны заранее понимать, какой шов необходимо получить в итоге.
Чем больше сходств у свариваемых деталей, тем лучше. Конечно, существуют методы сварки неоднородных металлов, состав которых сильно отличается, но соединение все равно никогда не будет таким прочным, как при сварке однородных металлов. Установите правильную силу тока, используйте в работе профессиональное сварочное оборудование (если занимаетесь сваркой не на любительском уровне), подберите правильные электроды для сварки. Только соблюдая все это расчеты будут иметь смысл. Если вы сделаете миллион расчетов, но не установите на сварочнике правильную силу тока, то ваши старания просто пойдут насмарку.
Вместо заключения
Измерение катета шва в зависимости от толщины металла или его ширины крайне необходимо, это всего лишь один из «инструментов» сварщика, такой же как сварочный аппарат или теоретические знания.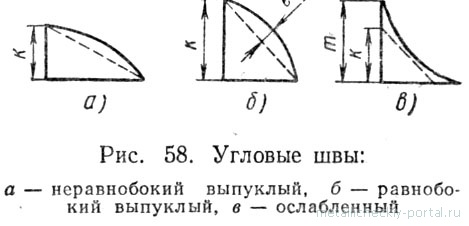 Зная минимальный катет сварного шва можно в буквально смысле рассчитать прочностные характеристики сварочного соединения.
Зная минимальный катет сварного шва можно в буквально смысле рассчитать прочностные характеристики сварочного соединения.
Также не забывайте соблюдать остальные правила: правильно подберите стержни, настройте аппарат и не спешите во время сварки. С опытом к вам придет понимание всех особенностей этого интересного дела. Если у вас уже есть опыт расчета катета для разных типов швов, то поделитесь им в комментариях к этой статье. Мы уверены, ваши советы будут не лишними для многих новичков. Желаем удачи в работе!
Опубликовал: Антон Чураков
В сварочной практике, в нормативной и технической документации имеются некоторые разногласия в требованиях к выполнению облицовочных и заполняющих слоев. В данной публикации рассмотрим и проведем небольшой анализ требований к ширине валиков.
В технической литературе и нормативных документах встречается несколько значений терминов: узкий, ниточный, стрингерный, уширенный, широкий шов, проход, валик. Определения этих швов, как и поперечные размеры, разнятся от источника к источнику. Для примера можете ознакомиться приведенными ниже выдержками из различных источников.
Для примера можете ознакомиться приведенными ниже выдержками из различных источников.
- РД 558-97 Руководящий документ по технологии сварки труб при производстве ремонтно-восстановительных работ на газопроводах:
п. 3.2.21. При эллиптической форме обработки дефектного участка (рис.1.3) независимо от прочности металла выполняется первый наплавочный слой, заполняющие слои, контурный слой, облицовочный слой. Сварка осуществляется электродами диаметром 2,5-3,25 мм узкими валиками («стрингерные швы») шириной 8-12 мм.
- Солнцев Ю.П. «Металлы и сплавы. Справочник»:
Stringer bead — Узкий валик.
Валик непрерывного сварного шва без заметного колебания в поперечном сечении. В отличие от волнистого шва.
п. 7.14.9. В случаях указанных в пп. 7.14.7 и 7.14.8 ремонт сварных соединений (наплавку валиков) проводить по технологиям сварки как для разнотолщинных соединений одного диаметра с выполнением ниточных (стрингерных) швов для обеспечения плавного перехода от сварного соединения к основному металлу.
п. 3.12. Ниточный валик: Одиночный сварной шов, выполняемый без поперечных колебаний и накладываемый на основную трубу или на торец муфты при заварке коррозионных и механических повреждений, а также установке приварных ремонтных конструкций (муфт, усиливающих накладок и патрубков).
п. 7.1.5. Сварка стыков труб в узкую разделку с углом скоса кромок 7° (тип Тр-3а по табл. 6.2) во избежание зашлаковки и несплавлений в корневой части шва должна выполняться следующим образом:
корневой слой накладывается ниточным швом без колебательных поперечных движений электрода; диаметр электрода – не более 3 мм;
п. 13.2. Сварка стыков труб из аустенитных сталей должна производиться с минимальным тепловложением. С этой целью следует:
ручную дуговую сварку вести почти без поперечных колебаний электрода узкими валиками шириной не более трех диаметров электрода; при диаметре электрода 2,5 мм высота валика должна быть 2,5 – 4 мм, при диаметре электрода 3 мм высота валика – 3 – 5 мм.
- Сварка за один проход предпочтительнее при ширине шва не более 14-16мм, т.к. дает меньше остаточных деформаций. При толщине металла более 15 мм сварка каждого слоя «напроход» нежелательна. Первый слой успевает остыть, и в нем возникают трещины [Лосев В.А., Юхин Н.А. – Иллюстрированное пособие сварщика]
- Валик – Металл сварного шва, наплавленный или переплавленный за один проход [ГОСТ 2601-84 Сварка металлов. термины и определения основных понятий]
- Уширенный валик – валик, полученный при сварке с поперечными колебаниями сварочной проволоки или сварочного инструмента [ГОСТ Р ИСО 857-1-2009. Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения]
- Валик/проход – валик, полученный при сварке без поперечных колебаний сварочной проволоки или сварочного инструмента [ГОСТ Р ИСО 857-1-2009. Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения]
- Узкий валик – валик сварного шва, образованный без заметного поперечного движения [ASME SECIX-2001 QW/QB-492];
- Уширенный валик – для ручного или полуавтоматического процесса, валик сварного шва, сформированный с помощью возвратно-поступательного поперечного движения. Смотрите также осцилляция [ASME SECIX-2001 QW/QB-492]
- Узкий валик; ниточный валик (stringer bead) – Валик, наплавленный без поперечных колебаний прутка присадочного материала или сварочного инструмента [CEN/TR 14599:2005 – Термины и определения по сварке в соответствии с EN 1792]
- Широкий валик (weave bead) – Валик, наплавленный при поперечном колебании прутка присадочного материала или сварочного инструмента [CEN/TR 14599:2005 – Термины и определения по сварке в соответствии с EN 1792]
- Если продольное перемещение электрода производить без поперечных колебаний, то ширина валика обычно составляет: b = (0,8 ÷ 1,5) dэл. Такие валики применяют при выполнении первого слоя в разделку многопроходного шва, при сварке тонкого металла, а также при сварке с опиранием на чехольчик толстого покрытия. Нормально сформированный однопроходный шов в большинстве случаев должен иметь ширину b = (2 ÷ 4) dэл. [Думов С.И. – Технология электрической сварки плавлением]
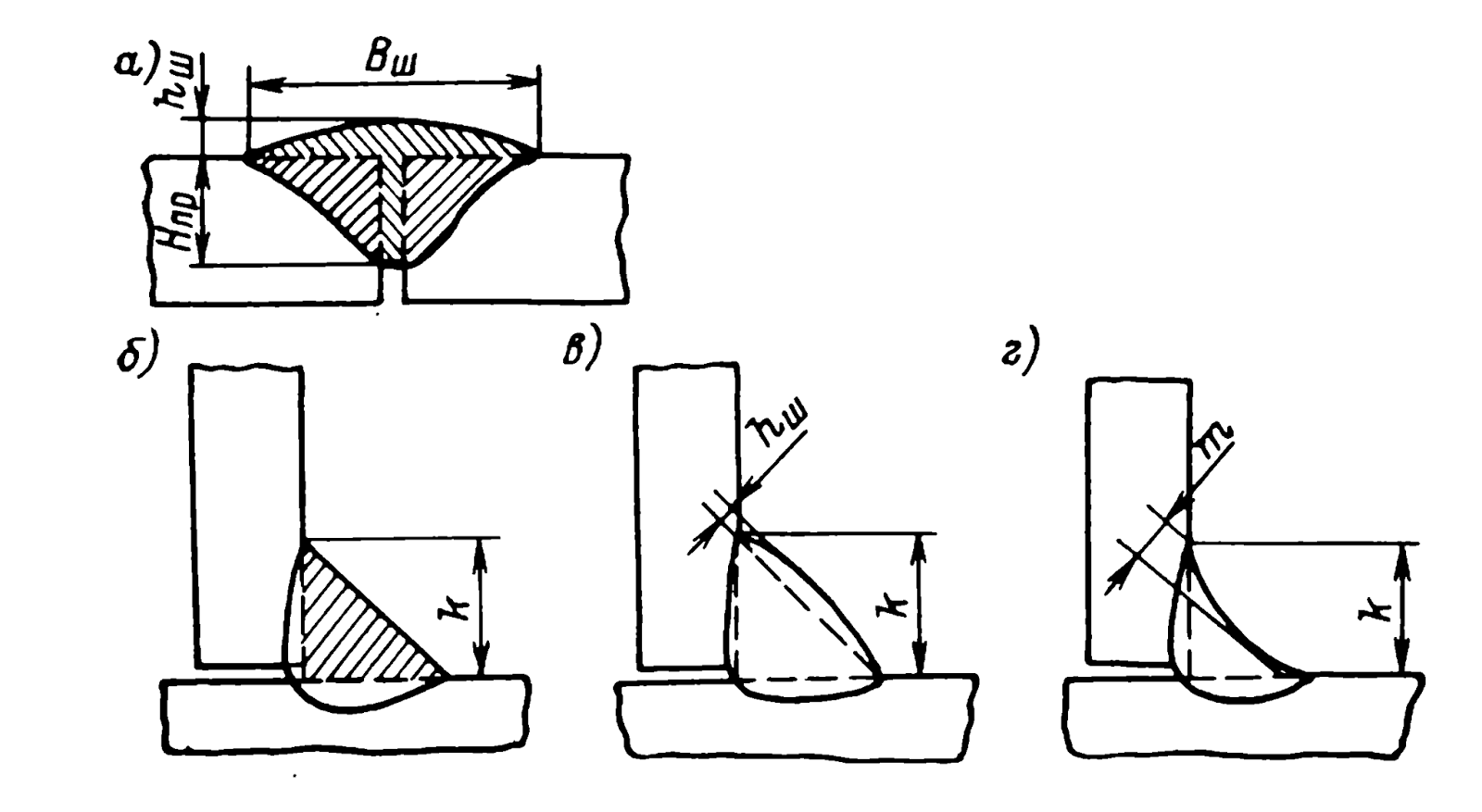 Смотрите также осцилляция [ASME SECIX-2001 QW/QB-492]
Смотрите также осцилляция [ASME SECIX-2001 QW/QB-492]- Узкий валик накладывают при проваре корня шва, сварке тонких листов и других случаях. Чем медленнее сварщик перемещает электрод вдоль шва, тем шире получается валик. Обычно при сварке тонкопокрытыми электродами ширина узкого валика колеблется в пределах 0,8 – 1,5 диаметра стержня электрода. При узком, но высоком валике объем наплавленного металла невелик, он застывает быстрее и растворенные в металле невыделившиеся газы делают шов пористым. Поэтому чаще применяют уширенные валики. Лучшее качество сварки получается при ширине валика, равной 2,5 – 3 диаметра электрода. [Глизманенко Д.Л. – Сварка и резка металлов]
 Чем медленнее сварщик перемещает электрод вдоль шва, тем шире получается валик. Обычно при сварке тонкопокрытыми электродами ширина узкого валика колеблется в пределах 0,8 – 1,5 диаметра стержня электрода. При узком, но высоком валике объем наплавленного металла невелик, он застывает быстрее и растворенные в металле невыделившиеся газы делают шов пористым. Поэтому чаще применяют уширенные валики. Лучшее качество сварки получается при ширине валика, равной 2,5 – 3 диаметра электрода. [Глизманенко Д.Л. – Сварка и резка металлов]
Чем медленнее сварщик перемещает электрод вдоль шва, тем шире получается валик. Обычно при сварке тонкопокрытыми электродами ширина узкого валика колеблется в пределах 0,8 – 1,5 диаметра стержня электрода. При узком, но высоком валике объем наплавленного металла невелик, он застывает быстрее и растворенные в металле невыделившиеся газы делают шов пористым. Поэтому чаще применяют уширенные валики. Лучшее качество сварки получается при ширине валика, равной 2,5 – 3 диаметра электрода. [Глизманенко Д.Л. – Сварка и резка металлов]В нормативной и технической документации требования к ширине облицовочных и заполняющих валиков сварного соединения даны в очень малом объеме. Таблица ниже взята из Рекомендаций по применению РД 03-615–03.
Выдержки из документов, рекомендующих сварку облицовочного и заполняющего слоя в несколько валиков:
ОСТ 36-57-81 Трубопроводы стальные технологические из углеродистых и легированных сталей на давление Ру до 9,81 МПа (100 кгс/см2).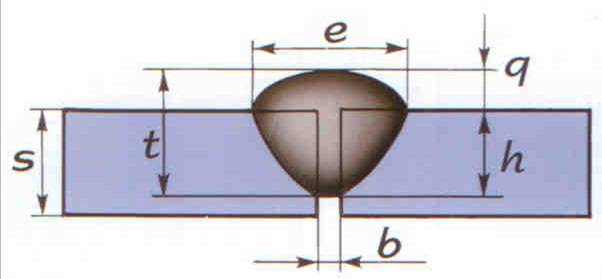 Ручная аргонодуговая сварка. Типовой технологический процесс. П. 2.4.22 Таблица 4.
Ручная аргонодуговая сварка. Типовой технологический процесс. П. 2.4.22 Таблица 4.
Примечания. Заштрихованы валики сварных швов, выполненных аргонодуговым способом.
Цифры обозначают последовательность наложения валиков в слоях сварного шва
РД 558-97 Руководящий документ по технологии сварки труб при производстве ремонтно-восстановительных работ на газопроводах. Таблица 2.10
Проанализировав информацию из различных источников, я условно выделил три разновидности валиков, применительно к РД сварке:
1) Ниточный / узкий валик – валик, накладываемый без поперечных колебаний электрода или сварочного инструмента.
Чаще всего применяется для заварки корневого слоя, сварки аустенитных сталей, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
2) Уширенный валик – валик шириной до 14 мм (в среднем не более 3-х диаметров электрода).
Чаще всего применяется для сварки угловых швов, горизонтальных швов, толстостенных конструкций, сварки аустенитных сталей.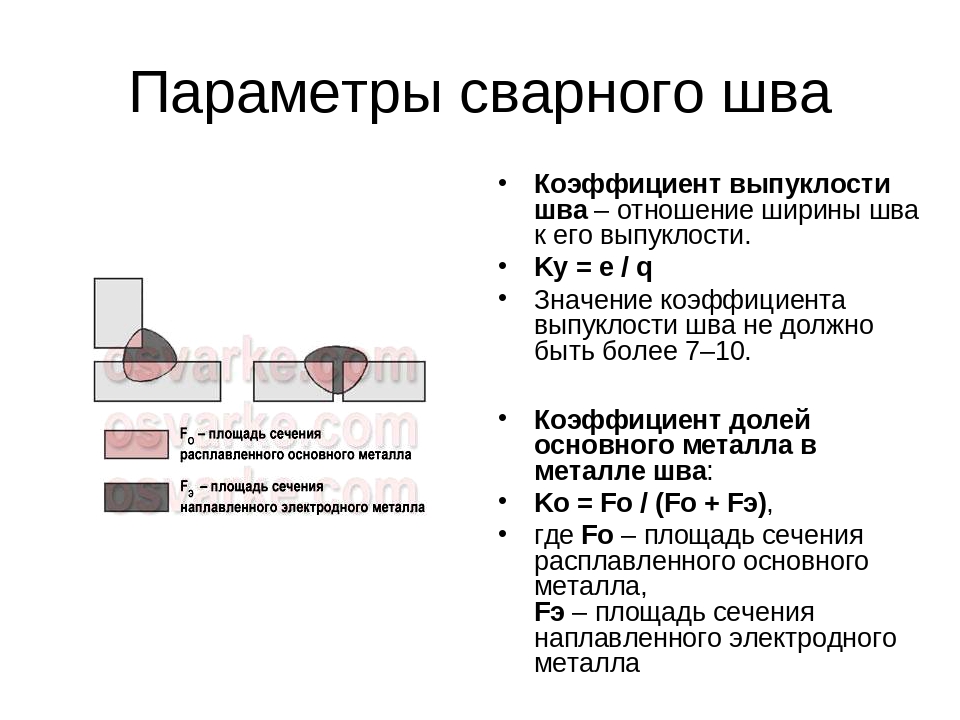
3) Широкий валик – валик шириной 14-35 мм.
Чаще всего применяется для заполняющих слоев в нижнем и вертикальном положениях (техника сварки слоями повышенной толщины по РТМ-1с).
Необходимо указать, что для других способов сварки и марок сталей размеры этих валиков будут существенно различаться.
В заключение хотелось бы отметить, почему сварка узкими валиками более предпочтительна.
Сварка уширенными и в обоснованных случаях узкими валиками (многослойными многопроходными швами) способствует следующему:
– остаточные сварочные напряжения имеют более низкие значения [Каракозов Э.С. – Справочник молодого электросварщика]
– металл сварного шва имеет более мелкозернистую структуру за счет меньшего объема сварочной ванны [Каракозов Э.С. – Справочник молодого электросварщика]
– облегчается обеспечение более плавного перехода к основному металлу [СТО Газпром 2-2.4-083-2006]
– При слишком широком валике производительность сварки будет меньше [Глизманенко Д. Л. – Сварка и резка металлов]
Л. – Сварка и резка металлов]
* Тудвасев в своей книге указывает, что ширину валика брать по диаметру электрода с покрытием. Ниточный валик по ширине равен 1-2 диаметрам электрода с покрытием, среднее значение ширины валика – 1,5-3 диаметра электрода с покрытием.
Такие швы, сваренные узкими валиками, отличаются надлежащим качеством и хорошим внешним видом шва. Это показывает высокую квалификацию сварщика.
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
Комментарии
Вы не можете оставлять комментарии
Сварочные швы характеризуются различными параметрами: выпуклостью, шириной, толщиной провара и прочими. Все зависит от конкретного типа шва: прямого или углового. Для прямоугольных соединений одна из таких характеристик — это катет сварного шва.
В данном материале мы разъясним, что это такое, как сделать нужные расчеты и какими свойствами обладает такая характеристика углового соединения.
Типы швов и геометрия угловых соединений
Сварочный шов — это место соединения деталей, образованное за счет расплавления и остывания металла.
В зависимости от геометрии заготовок, различают два типа: стыковые и угловые. Их различие происходит по пространственному размещению двух деталей.
Стыковые швы соединяют два элемента торцами в одной плоскости. Чаще всего такой вид крепления выполняют в горизонтальном положении.
Угловые сварные соединения составляют двумя деталями угол. Наиболее распространенным видом является прямой в 90 градусов. Производные таких типов швов — это двутавровые виды соединений в виде буквы «Т».
Основные характеристики угловых сварных составлений: толщина, выпуклость, высота и катет шва. Что это за параметры?
- Толщина включает в себя высоту и выпуклость шва. Говоря проще — это наибольшая глубина провара деталей от их стыка до выпуклой части.
- Высота характеризует расстояние от начала соединения до его гипотенузы (прямой линии, соединяющей крайние кромки шва).
- Выпуклость — это длина от гипотенузы до наиболее выпуклой и высокой точки.
- Катет — расстояние от кромки шва до поверхности другой детали.
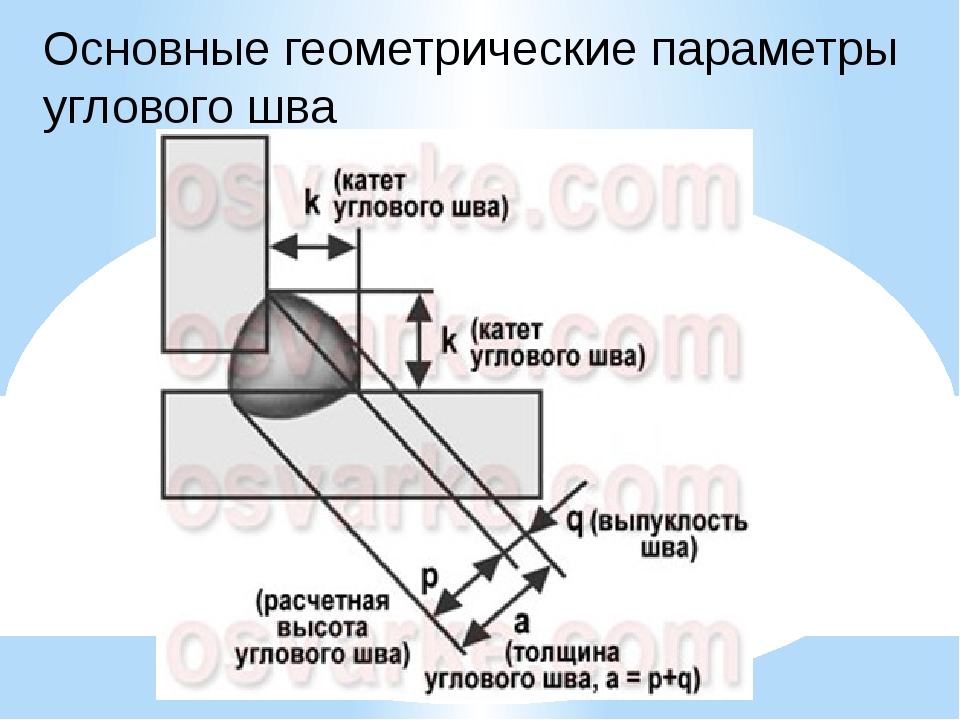
Зачем нужен расчет катета сварочного углового соединения и что от него зависит?
Зачем нужен расчет катета
Зачем нужно делать расчеты катетов углового сварного соединения, если можно просто сделать наплавку побольше? На какие нюансы влияет величина этого значения?
- С учетом такого параметра изменяются все другие прочностные характеристики. Нельзя просто сделать катет как можно большим, хотя на первый взгляд и кажется, что так соединение будет более прочным.
- При большей ширине охвата возрастает площадь нагревания деталей и объем расплавленного металла. В итоге это может привести к деформации всего изделия.
Слишком широкие швы увеличивают затраты расходных материалов, что недопустимо, особенно при массовом производстве.
- Также расчет катета важен, например, при сварке деталей разной толщины, тонкостенных и толстых конструкций. В этом случае нужно учитывать параметры более тонкой заготовки.
- Слишком узкие швы не обеспечивают должной прочности всего соединения и изделия. Особенно это учитывается при сварке несущих конструкций и перекрытий, которые будут испытывать постоянные нагрузки.
 В этом случае нужно учитывать параметры более тонкой заготовки.
В этом случае нужно учитывать параметры более тонкой заготовки.Катет — одна из основ прочного и качественного соединения деталей под углом. Но как рассчитать оптимальное значение, какими способами можно это сделать?
Как сделать расчет катета сварного соединения
В промышленных условиях расчеты прочности и параметры сварочных соединений проводят математическим путем с использованием формул.
В бытовых условиях можно использовать готовые шаблоны. Самый распространенный — универсальный сварочный шаблон. Это набор из тонких металлических пластинок, скрепленных между собой с одного конца. Закрепив заготовки под прямым углом, шаблоны прикладывают поочередно к углу. Которая из них будет прилегать к поверхностям лучше всего (плотно), та и определяет параметры сварочного шва.
Если сварочный шов не будет испытывать сильных нагрузок, а сама конструкция не несет большую ответственность, габариты можно прикинуть исходя из толщины металла.
Например, нужно сварить две детали, толщина которых в пределах четырех-пяти миллиметров. В этом случае приблизительный катет должен составлять не более 4 мм. При более толстых заготовках (5-6мм) этот показатель составляет максимум 5 мм.
Более точно можно сделать расчет, используя геометрию. Если нужно прикинуть параметры катета прямоугольного соединения, подойдет такая формула:
Т — это длина катета сварного шва
S — ширина самого шва от одной плоскости до другой
Косинус 45 градусов равняется значению 0,7
Исходя из этого, стоит замерить расстояние между плоскостями деталей и рассчитать показатель катета.
Например, нужно сделать расчеты катета будущего шва с шириной в 4 мм. Для этого подставляем в формулу Т=4×0,7, в итоге имеем показатель в 2,8 миллиметра.
После расчетов проводят сварочные работы.
 По окончанию работу можно проверить соответствующим шаблоном. Если есть зазор — соединение выполнено неправильно.
По окончанию работу можно проверить соответствующим шаблоном. Если есть зазор — соединение выполнено неправильно.Оптимальная геометрия углового шва
Кроме прочности такой параметр, как катет, влияет и на правильную геометрию сварного соединения.
Качество и прочность шва будет зависеть от того, насколько симметрично соединение. Смещения в стороны, слишком большое углубление или выпуклость неприемлемы. В разрезе шов должен представлять собой идеальный треугольник с одинаковыми сторонами и равномерно выгнутой гипотенузой (выпуклостью).
Если одна из сторон шва будет очень вытянутой, то это означает, что расплав наложен на одну из заготовок, а вторая плоскость лишь слегка держится. Исходя из этого, катеты должны быть одинаковыми с обеих сторон изделия. Изъян такого характера является следствием смещения дуги влево или вправо.
Плоская и растянутая форма свидетельствует о растекании расплавленного металла по поверхности заготовок. В таком случае изделие также не качественно.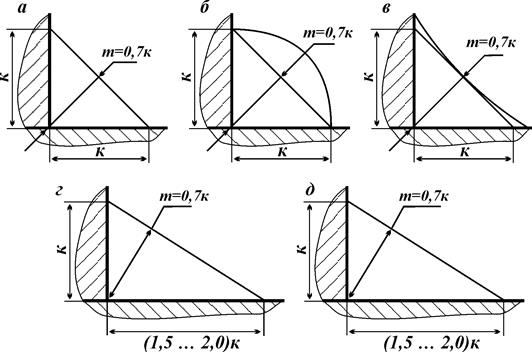 Такой брак возникает в случае слишком короткой дуги (утапливание электрода в сварочную ванну).
Такой брак возникает в случае слишком короткой дуги (утапливание электрода в сварочную ванну).
Слишком короткие катеты соединения способствуют большой выпуклости сварного шва. Металл просто застыл сверху деталей и держится непрочно. Этот дефект возникает вследствии длинной дуги.
Идеальным считается сварочный шов с одинаковыми катетами и слегка выпуклой поверхностью (лучше даже, когда соединение имеет небольшую вогнутость). Такой результат свидетельствует о получении надежного качества изделия.
Получить шов с оптимальными геометрическими параметрами можно только соблюдая технику сварочного дела. После зажигания дуги она выдерживается точно по центру будущего соединения. Ее длина должна составлять 1-1,5 диаметра электрода. Угол наклона держателя составляет 60-80 градусов. Обязательно в процессе сварки нужно контролировать форму сварочной ванны и скорость движения. Отклонения недопустимы. Если ванна вытянулась или, наоборот, сформировалась в круг, это значит, что работа делается неправильно. Она должна быть слегка овальной.
Она должна быть слегка овальной.
При слишком большой скорости движения электрода возникнет так называемый непровар металла. Если двигаться очень медленно, то детали можно прожечь насквозь.
Соблюдая технику сварки со всеми необходимыми расчетами можно получить отличный сварной крепеж, который обеспечит надежную службу любого изделия.
А что Вы можете добавить к этому материалу? Насколько важно в сварочном деле учет таких характеристик соединения? Поделитесь своим опытом по расчетам параметров сварного шва? Как Вы считаете — что нужно учитывать при сварке угловых соединений? Нам очень важен Ваш опыт, поделитесь им в блоке комментариев к этой статье.
Шаблон сварных швов WG2+ со скидкой в NDTesting со склада, быстрая доставка
Шаблон сварных швов WG2+ предназначен для контроля геометрических размеров сварного шва и измерения: смещения, угла кромки, величины зазора, угла раскрытия Х-шва, высоты стыкового шва, углового шва, высоты углового шва (измерение катета), ширины шва, глубины подреза
Универсальный измеритель для сварных соединений WG2+ состоит из четырех компонентов: основной шкалы, измерителя высоты, измерителя глубины подреза и универсального измерителя.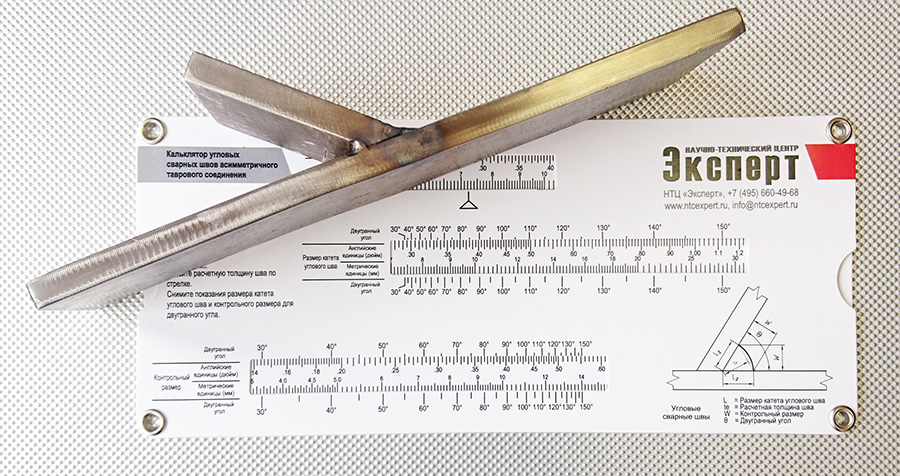 Применяется для измерения смещения, угла кромки, высоты, ширины зазора и глубины подреза сварного шва, и др. и подходит для контроля котлов, мостов, кораблей, сосудов давления и труб нефтяного сортамента.
Применяется для измерения смещения, угла кромки, высоты, ширины зазора и глубины подреза сварного шва, и др. и подходит для контроля котлов, мостов, кораблей, сосудов давления и труб нефтяного сортамента.
Универсальный измеритель для сварных соединений WG2+ компактный и простой в эксплуатации, изготовлен из нержавеющей стали и имеет широкое применение, является аналогом по применению универсального шаблона сварщика УШС-4.
Технические характеристики шаблона сварных швов WG2+:
| Функция | Диапазон | Разрешение | Погрешность |
| Использование как линейки | 0-50 мм | 1 мм | ±0,2 мм |
| Измерение смещения | до 15 мм или до 30 мм | 1 мм | ±0,20 мм |
| Измерение угла кромки | 80°-60° | 5° | ±30 |
| Измерение величины зазора | 1-6 мм | 1 мм | ±0,20 мм |
|
Измерение угла раскрытия Х-шва 60° Измерение угла раскрытия Х-шва 70° |
60°; 70° | 5° | ±30’ |
| Измерение высоты стыкового шва Измерение углового шва |
до 15 мм | 1 мм | ±0,20 мм |
| Измерение высоты углового шва (катет) | до 15 мм | 1 мм | ±0,20 мм |
| Измерение ширины шва | 0-60 мм | 1 мм | ±0,30 мм |
| Измерение смещения | до15 мм | 1 мм | ±0,20 мм |
| Измерение глубины подреза | до 25 мм | 0,05 мм | ±0,10 мм |
ГОСТ 33976-2016 Соединения сварные в стальных конструкциях железнодорожного подвижного состава.
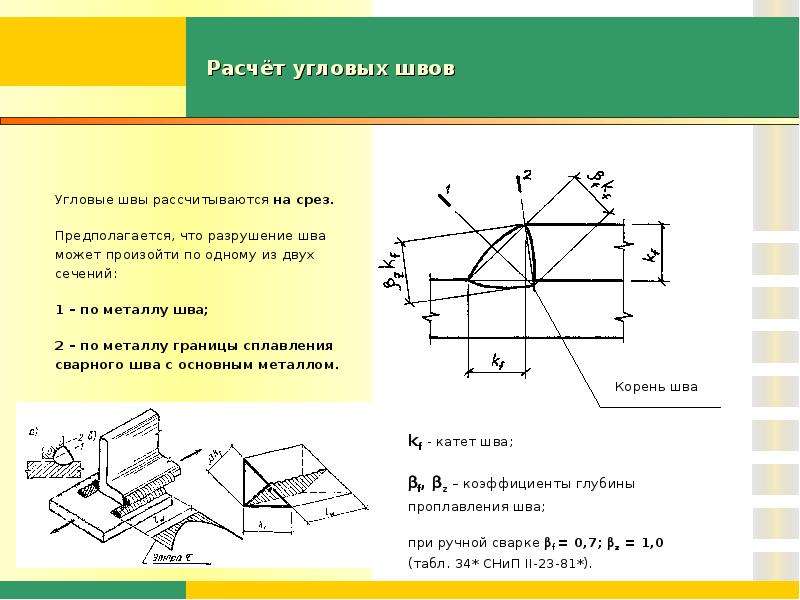 Требования к проектированию, выполнению и контролю качества
Требования к проектированию, выполнению и контролю качества
ГОСТ 33976-2016
МКС 45.060
Дата введения 2017-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2015 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ВНИИНМАШ) и Акционерным обществом «Научно-исследовательский институт железнодорожного транспорта» (АО «ВНИИЖТ»)
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 524 «Железнодорожный транспорт»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 октября 2016 г.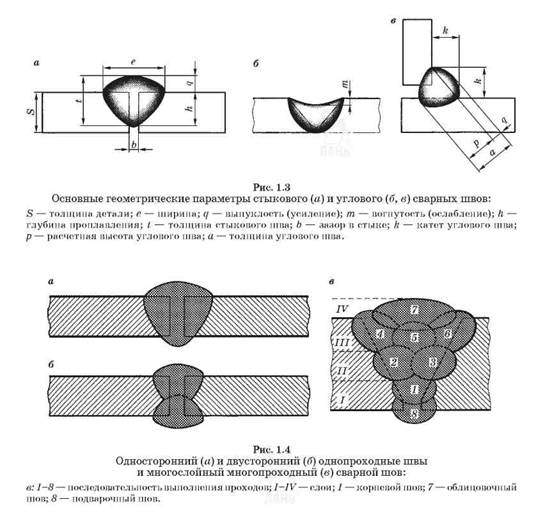 N 92-П)
N 92-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ |
Руководство по подбору размеров и инструкции по уходу — СПЕЦИАЛЬНАЯ ОДЕЖДА ДЛЯ ТОЧКИ СМАЗКИ
Размер
Чтобы выбрать правильный размер и хорошо сидеть, рекомендуется измерить одежду, которая подходит вам так, как вам нравится, и сравнить его с таблицами размеров при условии.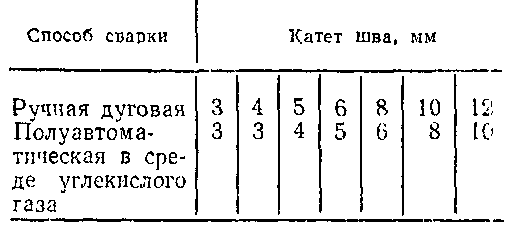
Все размеры сняты в дюймах
ТАЛИЯ — растяните и разгладьте пояс так, чтобы он лежал как можно более ровно и измерял ровно.Это значение увеличивается вдвое, поэтому, например, если вы измеряете 16,5 дюйма, ваши брюки будут иметь измеренную талию 33 дюйма. Это наиболее важный показатель для правильного выбора размера. Сложность заключается в том, что большинство тканей растягиваются в талии примерно на 1 дюйм после их длительного ношения, поэтому это необходимо учитывать. Так что, если ваши брюки имеют размер 33 дюйма, вам, скорее всего, понадобится размер 31 TAGGED в Grease. Point Workwear, потому что они будут иметь размер 32 дюйма и растянутся до 33 дюймов после нескольких носков. Если вы просто хотите измерить свои штаны и отправить нам электронное письмо с номерами, мы будем рады помочь вам info @ greasepointworkwear.com Большинство людей в конечном итоге покупают их типичный размер или тот, который очень близок к нему, но для уверенности полезно измерить размер штанов.
БЕДРА — измеряется на 1 дюйм вниз от промежностного шва до края штанины. Убедитесь, что вы измеряете всю ширину штанины, а не только расстояние от шва до шва, так как это может дать вам неточные измерения.
КОЛЕНЬ — измерено 14 дюймов вниз от внутреннего шва по прямой к внешней стороне штанины.
ОТКРЫТИЕ НОЖКИ — измеряется прямо по краю.
ПЕРЕДНИЙ И ЗАДНИЙ ПОДЪЕМ. Измерьте расстояние от шва до пояса спереди и сзади соответственно.
ВНУТРЕННИЙ ШВ — измеряется от промежностного шва до подола.
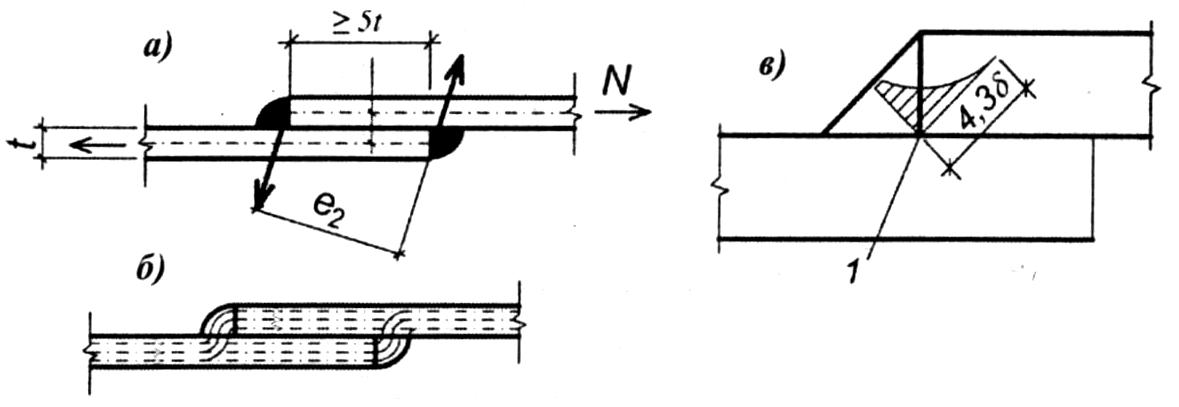
Если у вас есть какие-либо вопросы об измерениях, размерах или подборе, пожалуйста, напишите по адресу [email protected]
КАК МЫ ИЗМЕРИМ
Первое правило покупки джинсов в Интернете: никогда не выбирайте размер на основе бренда, который вы носили ранее.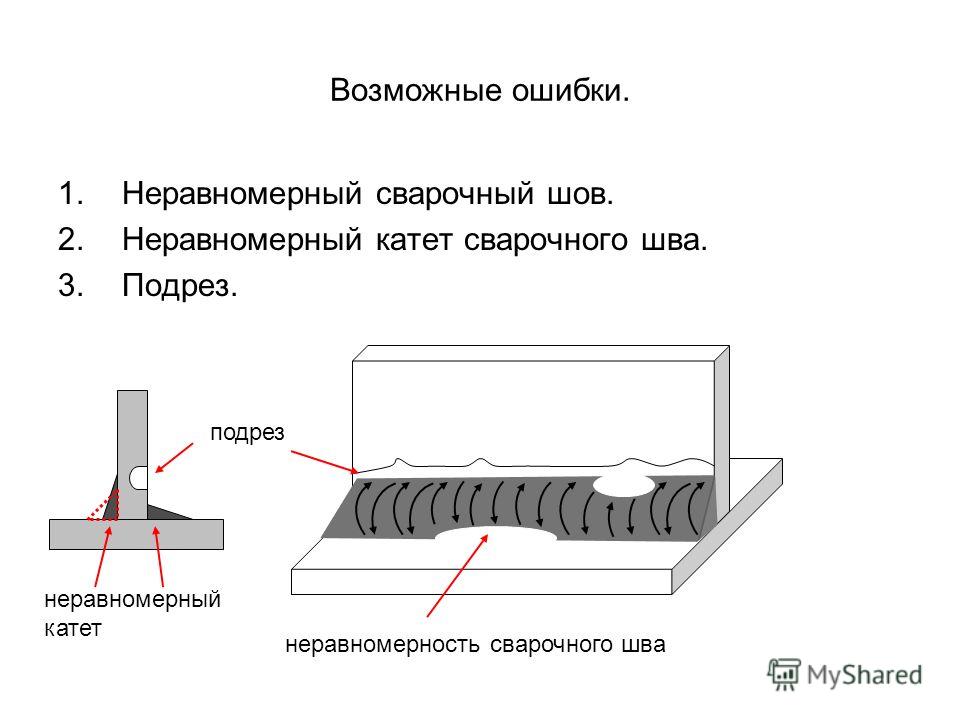 Вы обязательно ошибетесь. Размеры значительно различаются, и наши обычаи нередко варьируют от 3 до 4 размеров талии в зависимости от бренда.
Вы обязательно ошибетесь. Размеры значительно различаются, и наши обычаи нередко варьируют от 3 до 4 размеров талии в зависимости от бренда.
Возьмите пару джинсов, рубашку или куртку, которые подходят вам, и измерьте их в соответствии с этим руководством. Вот как мы измеряем. Затем свяжите свои выводы с нашей таблицей размеров, которая есть на каждой странице продукта.
Если у вас есть сомнения, не забудьте связаться с нами. Мы быстро отвечаем и можем помочь вам выбрать подходящий размер: info @ rivetandhide.com
Измерь мою нижнюю часть Измерь мою верхнюю часть
Готовы измерить низ?
Положите одежду на поверхность и застегните пуговицы или молнию, выполните все 8 этапов
Этап 1: Талия
Начинаем с застегивания джинсов. Затем кладем джинсы плоско так, чтобы верхняя полоса талии была равномерно плоской на спине. Мы измеряем от одной стороны до другой, держа джинсы плоскими, и удваиваем размер.
Этап 2: бедро
Мы измеряем 3 дюйма или 7. 5см от промежности. Затем измерьте расстояние от стороны до стороны вдоль джинсовой ткани в этот момент.
5см от промежности. Затем измерьте расстояние от стороны до стороны вдоль джинсовой ткани в этот момент.
Этап 3: Передний подъем
После того, как разложим и измеряем от шва промежности до верха джинсов с застегнутой верхней пуговицей.
Этап 4: Задний подъем
Затем мы измеряем расстояние от шва промежности до верхней части спинки джинсов.
Этап 5: бедро
Затем мы ложимся на плоскую поверхность и измеряем расстояние от промежности до внешней стороны ноги.
Этап 6: Колено
После того, как мы уложим ткань и измеряем 13 дюймов или 33 см от промежности до внутреннего шва джинсов.Отсюда измерьте расстояние от одной стороны джинсов до другой.
Этап 7: ширина низа / ширина штанины
Затем с помощью джинсовой ткани измерьте расстояние от одной стороны проема штанины до другой.
NB для очень плотного денима 18 унций и выше измерьте всю окружность внешней кромки подола с помощью рулетки и разделите на 2 для получения более точного значения.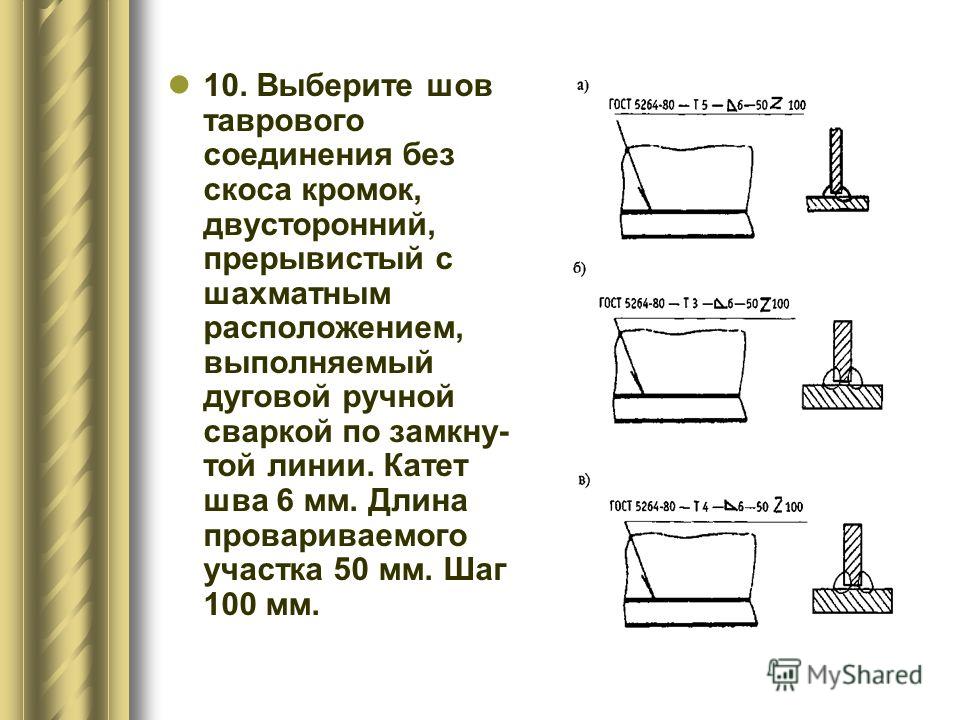
Этап 8: Внутренний шов / внутренняя часть ноги
Наконец, укладываем джинс на плоской подошве так, чтобы шов по центру. По внутреннему шву измерьте расстояние от промежности до конца штанины.
Готовы измерить свой топ?
Положите одежду на поверхность и застегните пуговицы или молнию, выполните все 6 этапов
Этап 1: Сундук
Измерьте расстояние от ямы до ямы и удвойте показание.
Этап 2: Плечо
Измерьте расстояние по верху от одного плечевого шва до другого.
Этап 3: Талия
Измеряем самую узкую часть внешнего шва одежды до внешнего шва между ямкой и отверстием. Если же рубашка имеет ластовицы, талия будет соответствовать размеру разреза.
Этап 4: Открытие
Здесь мы измеряем поперечный размер от шва до шва внизу рубашки.
Этап 5: Длина
Измерьте расстояние от верхней части плеча по воротнику до низа одежды.
Этап 6: Рукав
Измерьте расстояние от верхней части плечевого шва до края манжеты.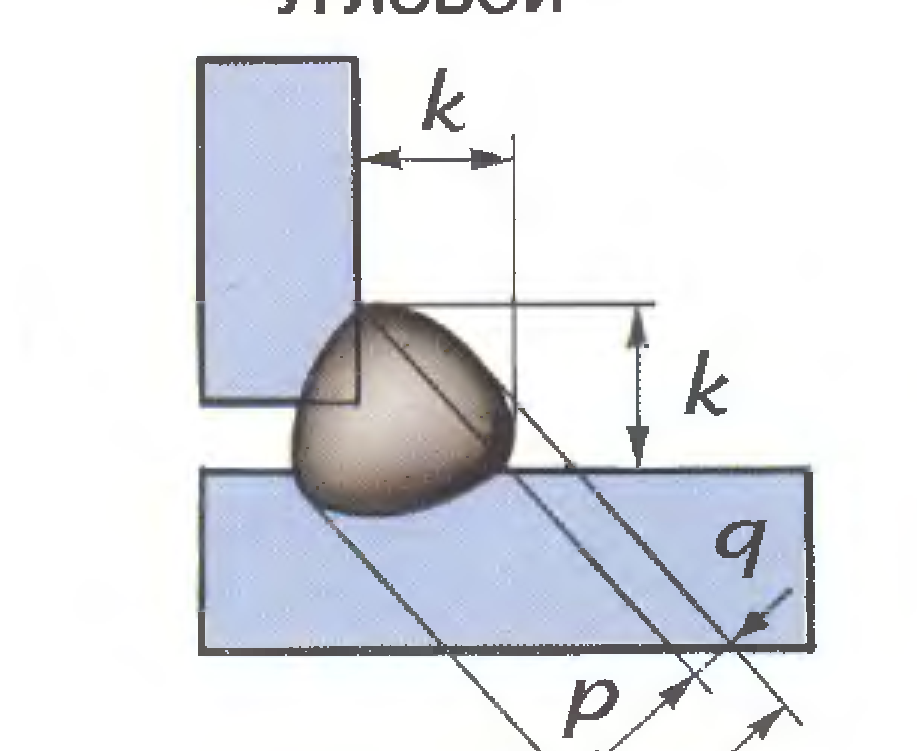
Как измерить брюки для мужчин
Важно знать свои собственные размеры, так как они могут отличаться от бренда к бренду.Но прежде чем начать, убедитесь, что у вас под рукой есть нужные инструменты. Лучше всего снимать мерки с помощью «мягкой» рулетки, которую также иногда называют портновской рулеткой. В отличие от жесткой измерительной ленты, которая выходит из держателя, портновская измерительная лента мягкая и гибкая, что позволяет более точно определять истинные размеры одежды.
Размеры мужских брюк могут показаться достаточно простыми. Размер талии — это просто окружность талии брюк, а внутренний шов — это расстояние от верха брюк до низа штанины.Разве это не так просто? В приведенном ниже руководстве мы расскажем о некоторых простых методах, которые вы можете использовать, чтобы каждый раз получать правильные измерения.
Размеры облегающих брюк:
1. Внутренний шов — Положите хорошо сидящие брюки на землю и измерьте длину внутренней части штанины от низа до промежности.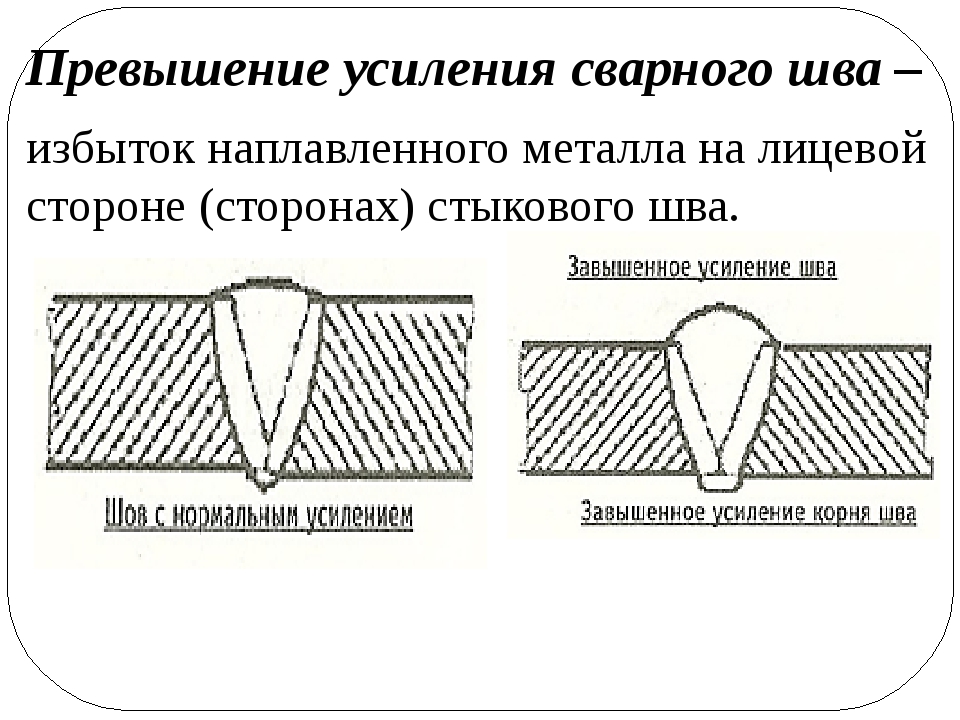
2. Талия — Используйте рулетку, чтобы полностью измерить расстояние от одной стороны пояса до другой. Умножьте это число на два.
3. Подъем — Измерьте расстояние от верхней части пояса спереди до верхней части пояса сзади.
4. Подъем спереди — Измерьте расстояние от шва в самом центре промежности брюк до верхней части переднего пояса.
5. Back Rise — Измерьте шов на промежности брюк и проследите по нему до верхней части заднего пояса.
6. Внешний шов — Измерьте расстояние от верхней части пояса до низа брюк.
7. Открытие штанины — Измерьте ширину раскрытия штанины с одной стороны от другой. Удвойте это число, чтобы получить полное измерение раскрытия ноги.
Для получения дополнительной информации о том, как проводить каждое измерение, см.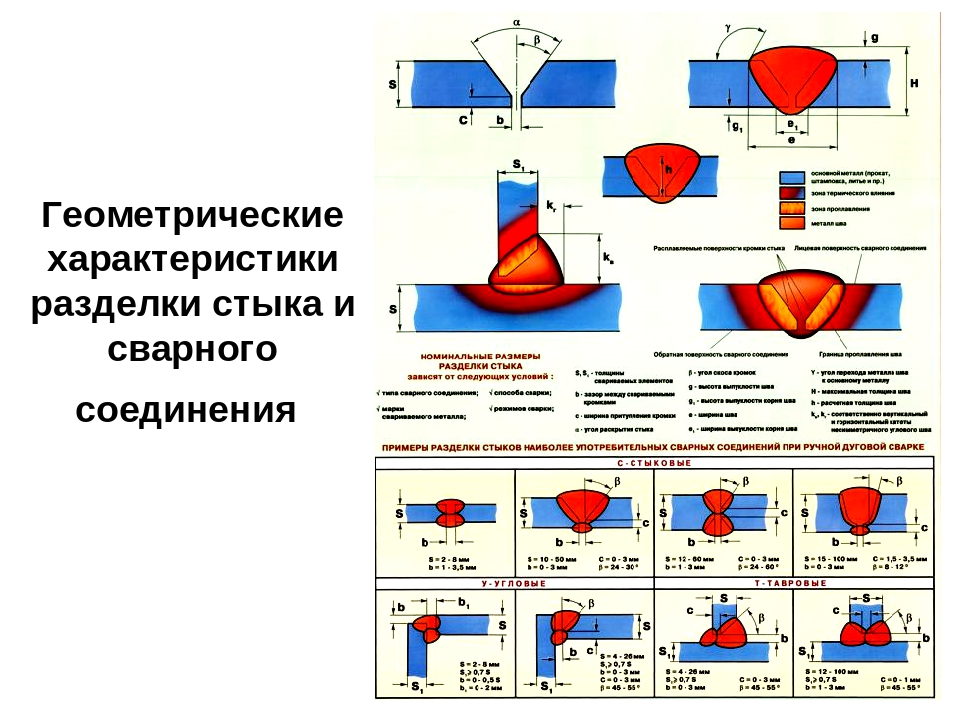 Ниже:
Ниже:
Как измерить внутренний шов
Существует распространенное заблуждение, что внутренний шов означает расстояние от самого верха пояса до самого низа. сама трусики. Фактически, это измерение — внешний шов.Внутренний шов, который в США обычно обозначается рядом с поясом на ярлыках размеров, является внутренним швом. Внутренний шов измеряет расстояние от промежностного шва (да, та же начальная точка, которая использовалась для измерения подъема) до низа брюк.
Для измерения длины внутреннего шва возьмите пару хорошо сидящих джинсов и разложите их на полу. Внутренний шов — это длина внутренней части ноги от низа до промежности, и ее можно легко измерить, если у вас есть под рукой рулетка.
Как измерить талию
Чтобы измерить талию на паре брюк, полностью застегните брюки и положите их на плоскую поверхность.Затем с помощью мягкой рулетки полностью измерьте расстояние от одной стороны пояса до другой. Умножьте это число на два, и вы получите точный размер талии брюк.
Как измерить подъем
Подъем брюк — это линия, идущая от верхней части пояса спереди до верхней части пояса сзади. Подъем обычно определяется путем раздельного измерения подъема спереди и сзади.
Как измерить подъем спереди
Чтобы измерить подъем спереди, убедитесь, что брюки полностью застегнуты, а затем положите их на плоскую поверхность.Затем измерьте расстояние от шва в самом центре промежности брюк до верхней части переднего пояса. Это измерение (без умножения) и есть передняя подъема брюк.
Как измерить подъем спины
Чтобы измерить подъем спины, полностью застегните брюки и положите их на плоскую поверхность. Затем измерьте этот шов на промежности брюк и проведите по нему до верхней части заднего пояса. Это измерение (без умножения) и есть подъем брюк на спину.
Как измерить внешний шов
Если вы все же хотите найти измерение внешнего шва, метод очень прост.Просто положите застегнутые брюки на плоскую поверхность и измерьте расстояние от верхней части пояса до низа брюк.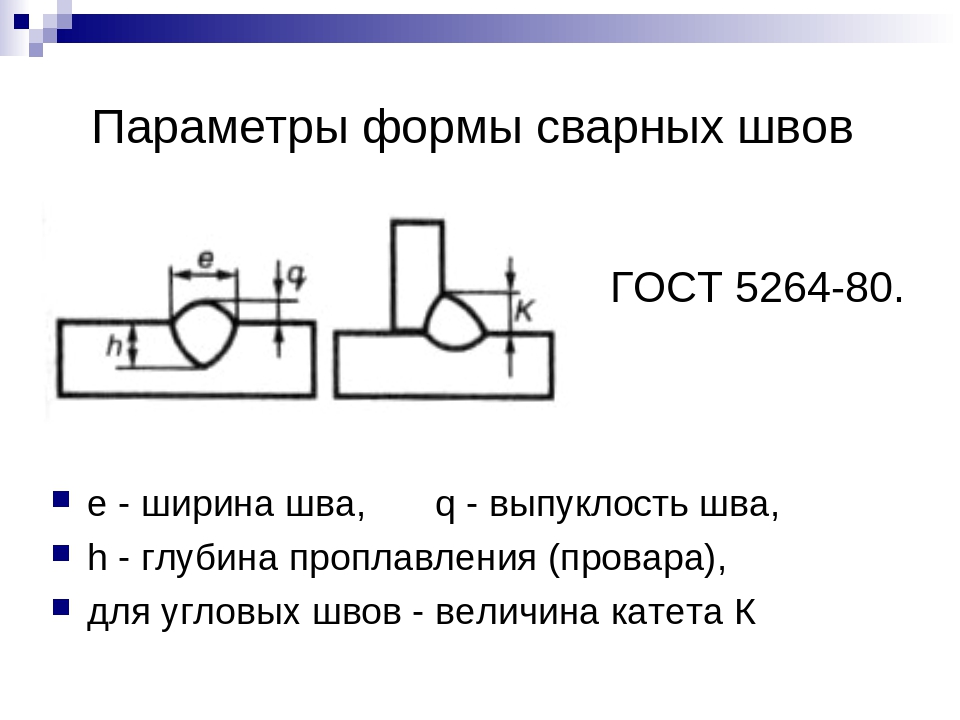
Как измерить раскрытие ноги
Измерение раскрытия ноги особенно важно для людей с более спортивным телосложением или более крупными икрами. Отверстие для брюк измеряет окружность каждой штанины. Чтобы найти это измерение, положите одежду на плоскую поверхность и просто измерьте ширину раскрытия штанины с одной стороны от другой.Удвойте это число, чтобы получить полное измерение раскрытия ноги.
Статьи по теме
Как измерить классические брюки и повседневные брюки — Правильная ткань Артикул
Ширина талии
Положите брюки на ровную поверхность лицевой стороной вверх. Руками расправьте брюки, застегивая пояс на пуговицах спереди и застегивая ширинку на молнии. Передняя часть пояса должна лежать прямо поверх задней части пояса. Измерьте длину верхней части пояса от одной стороны брюк до другой.
Ширина бедра
Положите брюки лицевой стороной вверх на плоскую поверхность, расправьте их руками, застегивая пояс на пуговицах спереди и застегивая молнию.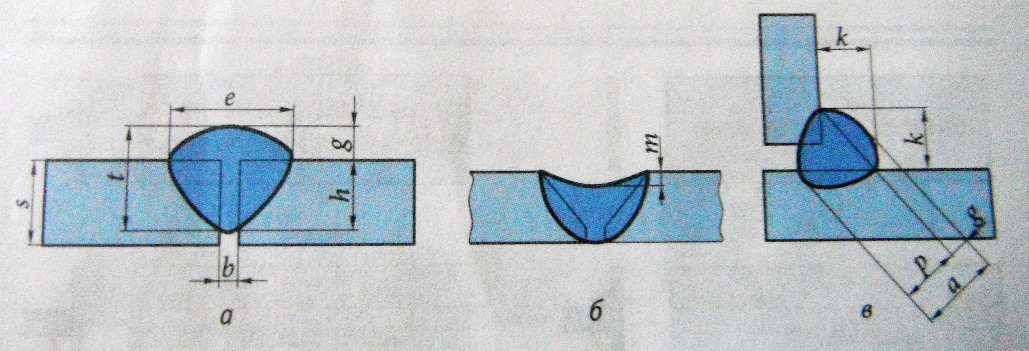 Начиная на 7 дюймов ниже верха пояса, измерьте расстояние параллельно верху пояса от одной стороны брюк до другой.
Начиная на 7 дюймов ниже верха пояса, измерьте расстояние параллельно верху пояса от одной стороны брюк до другой.
Ширина бедра
Положите брюки на бок так, чтобы штанины были сложены по передним и задним складкам. Сложите верхнюю штанину над поясом так, чтобы была видна низ промежности.Руками расправьте нижнюю часть штанины по бедру. Измерьте расстояние на 1 дюйм ниже самой нижней части промежности (где стыкуются внутренние швы каждой ноги) и измерьте прямо по ширине ноги, перпендикулярно шву.
Ширина колена
Положите брюки на бок так, чтобы штанины были сложены по передним и задним складкам. Сложите верхнюю штанину над поясом так, чтобы была видна низ промежности. Руками расправьте нижнюю часть штанины и распрямите ее.Ширина колена должна быть измерена на 2 дюйма выше середины шва. На этом этапе измерьте ширину ноги перпендикулярно внутреннему шву.
Например, если длина внутреннего шва составляет 32 дюйма, ширину колена следует измерять на 14 дюймов ниже нижней части промежности. То есть на 2 дюйма выше средней точки (16 дюймов) всего 32 дюйма по внутреннему шву.
Ширина проема для ног
Положите брюки на бок так, чтобы штанины были сложены по передним и задним складкам.Сложите верхнюю штанину над поясом так, чтобы была видна низ промежности. Руками разложите и разгладьте нижнюю часть штанины. Измерьте расстояние по низу подола брюк от одного края брючины до другого.
Передний подъем
Положите брюки лицевой стороной вверх на плоскую поверхность, расправьте их руками, застегивая пояс на пуговицах спереди и застегивая молнию. Разведите ноги дальше друг от друга, чем они находятся в положении покоя, так, чтобы нижняя часть промежности была хорошо видна.Измерьте расстояние от верха пояса вниз по ширинке до стыка внутренних швов ног.
Back Rise
Положите штаны горизонтально лицевой стороной вниз, расставьте ноги дальше друг от друга, чем их положение покоя. Затем согните ноги вверх так, чтобы отверстие для ног находилось выше пояса. Потяните вниз за нижнюю часть промежности, пока не станет видно пересечение швов. Измерьте расстояние от верхней части пояса по центральному шву спины до стыка внутренних швов ног.
Потяните вниз за нижнюю часть промежности, пока не станет видно пересечение швов. Измерьте расстояние от верхней части пояса по центральному шву спины до стыка внутренних швов ног.
Длина по внутреннему шву
Положите брюки на бок так, чтобы штанины были сложены по передним и задним складкам. Сложите верхнюю штанину над поясом так, чтобы была видна низ промежности. Руками распрямите и разгладьте нижнюю часть штанины. Длина по внутреннему шву измеряется от нижней части промежности (где стыкуются внутренние швы) вниз по внутренней стороне штанины до нижней части проема штанины.
Общая длина
Положите брюки на бок так, чтобы штанины были сложены по передним и задним складкам.Руками распрямите и пригните штанины брюк. Измерьте расстояние от верхней части пояса до нижней части проема ноги, следуя по боковому шву ноги.
Как измерить джинсы ?. Прежде чем приступить к измерениям, положите… | by Sizely
Перед тем, как начать измерения, положите джинсы на ровную твердую поверхность и разгладьте складки. Как только это будет сделано, выполните следующие действия:
Как только это будет сделано, выполните следующие действия:
1. ТАЛИЯ: Для измерения талии сначала застегните джинсы вверх. Затем расстелите джинсы на поверхности и удалите с них складки и складки.
2. ПЕРЕДНЯЯ ПОДАЧА: Застегнув джинсы, расстелите их на полу или на столе; Затем удалите все морщины и измерьте эту область, начиная от места шва промежности до места пояса.
3. БЕДРА: Измерьте поперек области бедер, в большинстве случаев это на 1 1/2 дюйма ниже молнии.
4. БЕДРО: Начиная от промежностного шва и заканчивая на 1-2 дюйма ниже области бедер.
5. ДЛИНА: Застегнув джинсы, расстелите их на столе, полу или любой другой плоской поверхности так, чтобы внешние швы были по обоим углам. После удаления всех складок и полноты измерьте длину от верхней части пояса.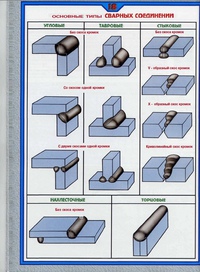
6. КОЛЕНЬ: Затем удалите все складки и полноту, если они есть. Измерьте расстояние в области колен.
7. ВНУТРЕННИЙ ШВ: Застегнув джинсы, расстелите их на ровной поверхности. Теперь измерьте зазор по внутреннему шву от промежности, в том месте, где встречаются передний и задний швы, и именно там, где именно, зависит от желаемой длины.
8. ОТКРЫТИЕ НОЖКИ: Теперь на последнем шаге следуйте той же схеме, что и на предыдущих шагах, то есть расстелите джинсы на плоской поверхности, например. стол или пол. После удаления складок и складок начните измерение, начиная с одной стороны отверстия для ног до другой стороны отверстия для ног.
Совет для профессионалов: если вы продаете одежду в Интернете, зарегистрируйтесь в программе создания бесплатных таблиц размеров .
- Все измерения снимайте, лежа. Делайте это на чистом полу или столе. Подвешенная одежда может растягиваться при измерении, и если она у вас на модели платья другого размера, это может исказить ваши измерения.
- Используйте гибкую рулетку длиной не менее 36 дюймов. Не пытайтесь снимать мерки одежды с помощью стандартной 12-дюймовой линейки, вы получите неточный результат.Если у вас нет под рукой рулетки и это в какой-то мере экстренных случаях, вы всегда можете скачать его для печати онлайн.
- Отмерь дважды! Если оба раза результат не будет одинаковым, попробуйте еще раз.
- Запишите результат измерения с точностью до 1/4 дюйма. Что-либо более конкретное не имеет значения, но помните, что измерения в горизонтальном положении обычно удваиваются (например, плоская талия в 12,5 дюймов можно понимать как талию 25 дюймов), поэтому дюйма может иметь значение.
- Снимайте мерки во время фотосъемки.Попытка измерить, когда ваше объявление на вашем столе, в конечном итоге отнимает гораздо больше времени и энергии, перемещаясь между задачами.
 Делайте это на чистом полу или столе. Подвешенная одежда может растягиваться при измерении, и если она у вас на модели платья другого размера, это может исказить ваши измерения.
Делайте это на чистом полу или столе. Подвешенная одежда может растягиваться при измерении, и если она у вас на модели платья другого размера, это может исказить ваши измерения.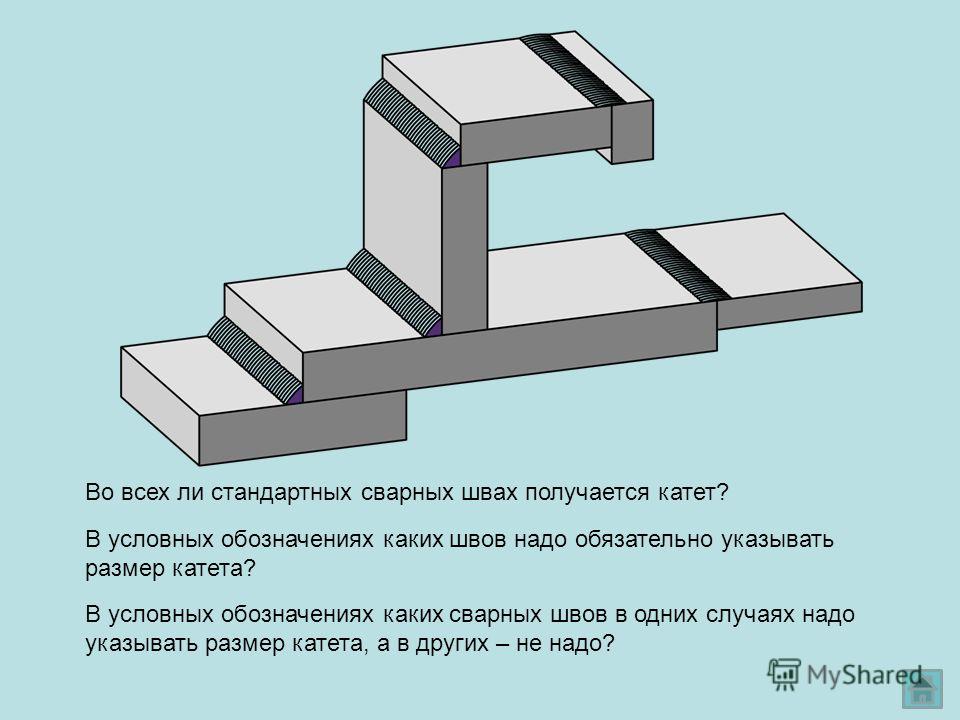
Наши друзья из Dyer & Jenkins сняли отличный видеоролик о том, как измерить брюки.
Сократите прибыль вдвое, точно указав размеры в своих объявлениях. Создание таблиц размеров с помощью Sizely занимает секунды и экономит ваше время, отвечая на вопросы клиентов о размерах.
Используется более чем 35 000 онлайн-продавцов по всему миру, Size.Ly помогает продавцам проиллюстрировать измерения размеров.
Бесплатный конструктор таблиц и шаблоновДоступ к более чем 220 дизайнам во всех основных категориях электронной коммерции. 5 звезд.
Sizely Template Creator в действииДополнительные руководства по измерениям и другие советы продавцов можно найти в нашем блоге.
The Clothes Mine Руководство по измерениям RISE & INSEAM
Это руководство, чтобы показать, как мы проводим измерения и округление, когда речь идет о RISE и INSEAM на прииске одежды. Да, есть несколько способов сделать это.Мы не говорим, что наш путь правильный или лучший, мы просто хотим иметь возможность сравнивать «яблоки с яблоками» для согласованности и помочь вам получить наилучшие возможные впечатления от покупок.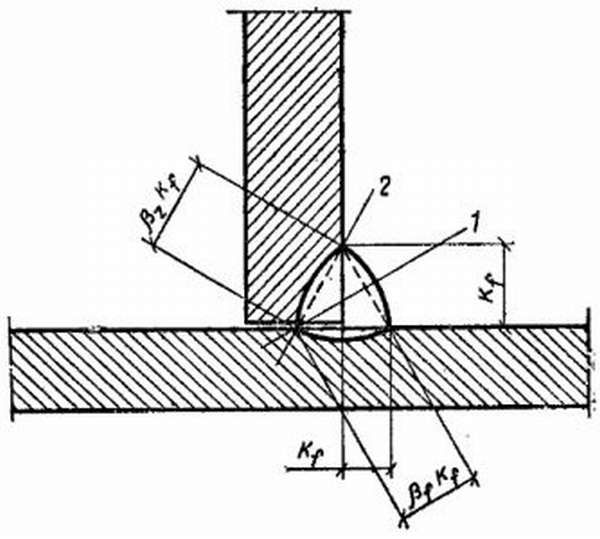
Мы также рекомендуем снимать мерки дома, если вы не можете прийти к нам ИЛИ если вы просто предпочитаете делать покупки в Интернете. Некоторые бренды перечисляют / маркируют / печатают свои RISE и INSEAM, но, поскольку для этого нет настоящего отраслевого стандарта, версия MID RISE одного бренда не будет такой же, как версия другого бренда.
Измерение помогает нам проводить точные сравнения!
ИЗМЕРЕНИЕ ТАЛИИ ?: Мы специально не включили ИЗМЕРЕНИЕ ТАЛИИ в это руководство.Размеры талии существенно отличаются от размеров талии, опять же из-за отсутствия отраслевых стандартов, но также из-за содержания ткани и других факторов, влияющих на расчет при работе с РАЗМЕРОМ ТАЛИИ. Если вам нужна конкретная помощь в отношении РАЗМЕРА ТАЛИИ, пожалуйста, назначьте виртуальную и / или физическую встречу с нами 🙂
ПЕРЕД НАЧАЛОМ : Вам понадобится чистая ровная поверхность и измерительная лента в дюймах вместе с брюками / шортами, которые вы будете измерять.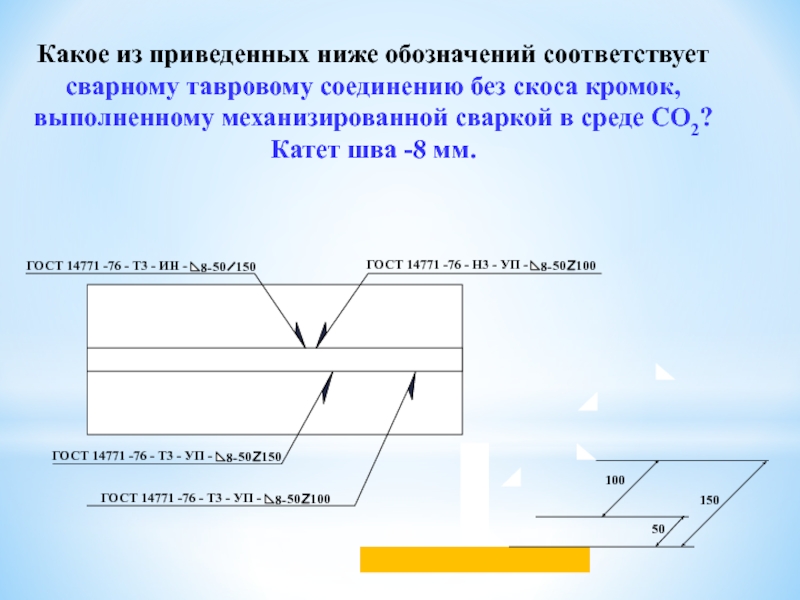
- Положите брюки / шорты на ровную поверхность, убедитесь, что передняя часть смотрит вверх, и разгладьте область от пояса до нижней части переднего кармана.
- Потяните и распрямите шов от центрального шва промежности до верхней части пояса, включая переднюю молнию и / или пуговицу
- Возьмите мерную ленту и измерьте расстояние от нижней части промежностного шва до верхней части пояса непосредственно над верхней частью передней застежки (как показано на фото выше)
- ЕСЛИ измерение находится на уровне ½ (.5) шаг в дюймах или выше, округляем ВВЕРХ до следующего целого шага в дюймах. Например, если размер составляет 9,5 дюймов или больше, но не совсем 10 дюймов, мы рассматриваем размер 10 дюймов
- ЕСЛИ размер немного больше целого шага в дюймах, но не до ½ (0,5) дюйма, то мы округляем ВНИЗ до целого шага в дюймах. Например, если размер больше 9 дюймов, но не совсем 9,5 дюймов, мы рассматриваем размер 9 дюймов
- Используя этот показатель скорректированного роста , мы применяем следующие категории The Clothes Mine RISE :
| ЖЕНЩИНЫ: 8 дюймов = малый подъем 9–10 дюймов = средняя высота 11–13 дюймов = высокая высота | МУЖЧИНЫ: 8–9 дюймов = малый подъем 10–11 дюймов = средняя высота 12–13 дюймов = высокая высота |
ИЗМЕРЕНИЕ ШВА *
- Положите брюки / шорты на плоскую поверхность поясом слева и низом брюк справа. Затем откройте правую штанину от внутреннего шва промежности вниз до подола так, чтобы внутренний шов ноги был направлен вверх и как можно более прямо к низу ноги (как показано выше)
- После разглаживания открытой штанины держите внутренний шов как можно центрированным по всей штанине слева направо, снимите мерную ленту и с правой стороны промежностного шва измерьте по внутреннему шву штанины вниз до низа. подол.
- ЕСЛИ измерение немного меньше целого шага в дюймах, мы округляем до следующего целого шага в дюймах. Например, если размер составляет где-то между 30 дюймов и 31 дюйм, округлите до 30 дюймов
- Этот Скорректированный обмер по внутреннему шву теперь является вашим измерением The Clothes Mine INSEAM
 Затем откройте правую штанину от внутреннего шва промежности вниз до подола так, чтобы внутренний шов ноги был направлен вверх и как можно более прямо к низу ноги (как показано выше)
Затем откройте правую штанину от внутреннего шва промежности вниз до подола так, чтобы внутренний шов ноги был направлен вверх и как можно более прямо к низу ноги (как показано выше) * ПРИМЕЧАНИЕ ПО ВНУТРЕННЕМУ ШОВУ: имейте в виду, что если брюки, которые можно стирать в машине и не были предварительно усажены / постираны перед измерением, ТО после первой СТИРКИ / СУШКИ произойдет потеря от до ½ дюйма в ДЛИНА из-за усадки. Помните об этом, сравнивая / измеряя брюки NWT со свежевыстиранными штанами из переработанных материалов!
Помните об этом, сравнивая / измеряя брюки NWT со свежевыстиранными штанами из переработанных материалов!
Fit Guide | Джек Доннелли
Тонкий M4
Наш M4 Slim — наш самый тонкий крой — узкий через сиденье, бедро и штанину с конической отделкой.
- — ниже талии
- — Тонкие бедра и бедра
- — Тонкая коническая ножка
свиток →
| Размер бирки | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 36 |
|---|---|---|---|---|---|---|---|---|---|
| Талия | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 36 | 37 |
| Передний подъем | 8.75 | 9 | 9,25 | 9,5 | 9,75 | 10 | 10,25 | 10,5 | 10,75 |
| Подъем назад | 14,5 | 14,75 | 15 | 15,25 | 15.5 | 15,75 | 16 | 16,25 | 16,5 |
| Бедро (в промежности) | 23 | 23,75 | 24,25 | 25 | 25,25 | 26,25 | 26,34 | 27,25 | 28 |
| Колено | 15.5 | 15,75 | 16 | 16,25 | 16,75 | 17,25 | 17,25 | 18 | 18,25 |
| Отверстие для ног | 13,5 | 13,75 | 14 | 14,25 | 14.5 | 14,75 | 15 | 15,25 | 15,5 |
| Внутренний шов | 39 | 39 | 39 | 39 | 39 | 39 | 39 | 39 | 39 |
^ к началу
.