Как научиться правильно варить сварочным инвертором. Как правильно варить металл сварочным инвертором: видео-уроки и советы
Среди поисковых запросов очень часто встречается один и тот же вопрос – «как варить инверторной сваркой?». Разобраться в тонкостях работы со сварочным инвертором несложно, инструкции по эксплуатации этого аппарата доступны даже начинающим сварщикам.
Благодаря появлению сварочных инверторов процесс сварки стал гораздо проще и для профессионалов в этом деле, и для новичков. Эти устройства позволили осуществить переход к более качественному и быстрому свариванию металлических конструкций. В настоящий момент технология сварки металла инвертором сумела распространиться настолько, что она уже сумела отодвинуть на второй план сварочные работы с помощью классических трансформаторов, выпрямителей и генераторов.
Как работает сварочный инвертор?
Инверторный сварочный аппарат работает от переменного тока. Его частота обязательно должна равняться 50 герцам. Переменный ток в инвертор поступает от потребительской сети и подаётся на выпрямитель.
Переменный ток в инвертор поступает от потребительской сети и подаётся на выпрямитель.
Полученный электроток преобразуется внутри инвертора. Это происходит за счёт работы специальных транзисторов. Они увеличивают частоту коммутаций тока, который потом и используется для сварки. После преобразования его частотный уровень достигает 20-50 килогерц.
Повышенная частота электрического тока – это главная техническая особенность работы сварочного инвертора. Она позволяет добиться высокой производительности в эксплуатации прибора и уменьшить время, затрачиваемое на сваривание металлов. Эта особенность даёт преимущество инвертору при сравнении со сварочными аппаратами других типов.
После преобразования частоты тока в устройстве проводится изменение его напряжения. Оно понижается до тех пор, пока не достигнет показателей в пределах 70-90 вольт. В то же время сила тока поднимается до 100-200 амперов. Несмотря на высокую мощность вырабатываемого тока, габариты инвертора невелики. Это достигается за счёт того, что в его конструкции отсутствуют громоздкие катушки индукции.
Сварка тонкого металла инвертором: руководство для начинающих
Первая рекомендация для начинающих в сварке тонкого металла инвертором – это правильная настройка полярности. Она переключается на самом приборе. Этот параметр определяет направленность передвижения электронов и зависит от подключения кобелей к аппаратным разъёмам.
При сварке тонкого металла инвертором полярность обязательно должна быть обратной. В таком случае электроны будут передвигаться от металлической конструкции к электродам. При обратной полярности электродные элементы будут нагреваться значительно сильнее. Благодаря этому риск прожигания металла снижается в разы.
Также существует ещё три совета новичкам в инверторной сварке металла.
СОВЕТ 1: посмотрите несколько видео о том, как правильно производить инверторную сварку металла. В них содержатся полезные советы от профессионалов в сварочных работах. Также видео помогут увидеть правильную технологию сваривания.
СОВЕТ 2: освойте правильную технику зажигания. Зажечь дугу в сварочном аппарате можно двумя способами – постукиванием или чирканьем об обрабатываемый металл.
СОВЕТ 3: научитесь правильно удерживать сварочный аппарат. Инвертор лучше всего держать над свариваемым металлом под углом 90 градусов. В этом случае сварочный шов получится более качественным.
Как правильно сварить тонкий металл инверторной сваркой
Техника сварки тонкого металла инвертором предполагает под собой тщательной выбор параметров работы и отдельных компонентов сварочного устройства. В первую очередь необходимо установить силу тока, вырабатываемого аппаратом. Чем толще обрабатываемая конструкция, тем сильнее должен быть электроток.
Далее выберите подходящие для сварки электроды. Их диаметр должен быть таким же, как и у свариваемых конструкций. К примеру, если сварку необходимо провести на листе металла толщиной 2 миллиметра, то этот же параметр у электродов должен быть идентичен. При этом сила тока должна быть установлена в пределах 35 амперов.
При этом сила тока должна быть установлена в пределах 35 амперов.
Перед тем, как варить тонкий металл инверторной сваркой, необходимо проверить работу сварочного аппарата на какой-либо ненужной детали. Рекомендуется убедиться, что металл не прожигается и оставляет ровный шов. Если сварка проходит качественно, то это значит, что сила тока и толщина электродов были подобраны правильно.
После проверки можно приступать к свариванию тонкого металла. Двигать инвертор необходимо прерывистыми движениями. Это поможет создать более плотный шов, который будет надёжно противостоять внешнему механическому воздействию и возможным деформациям.
Сваривание инвертором толстых и тонких металлических конструкций
Основная проблема при сварке инвертором тонкого металла к толстому состоит в том, что детали разной толщины требуют различной полярности при сваривании. Если детали потоньше свариваются при установленной обратной полярности, то с изделиями толще 3 миллиметров необходимы другие параметры.
Всё дело в том, что толстые металлы подлежат сварке с высокой температурой. В противном случае, детали не прогреются до необходимого уровня и сварочный шов получится недостаточно качественным. Решить проблему с прогреванием помогает прямая поляризация. Она направляет электроны от электрода к металлу, что помогает нагреть его до приемлемой температуры. Благодаря этому толстые металлы становятся готовыми к сварке.
По этой причине перед свариванием конструкций разной толщины рекомендуется прогреть утолщённые детали. Это позволит эффективно обрабатывать их и плотно приваривать к тонким металлам. Для сварки металлических изделий различной толщины лучше всего установить на инверторе обратную полярность. Сила тока при этом должна колебаться в пределах 30-50 амперов.
Как резать металлические детали инверторной сваркой?
С помощью инверторной сварки можно разрезать металл любой толщины. Для этого необходимо увеличить силу тока, вырабатываемого устройством. Для качественного разрезания металлических изделий подойдёт электроток, чей силовой показатель будет равняться 140-160 амперам. Также необходимо правильно выставить поляризацию аппарата. При резке металла потребуется активировать прямую полярность инвертора.
Также необходимо правильно выставить поляризацию аппарата. При резке металла потребуется активировать прямую полярность инвертора.
Техника инверторного разрезания металлических деталей заключается в том, что электрод вдавливается в обрабатываемую поверхность до тех пор, пока он не образует в ней сквозное отверстие. После того, как оно появилось, инвертор передвигается, и процесс образования новых брешей проходит в том же ключе. Перед началом резки металл рекомендуется прогреть. Разрезать его лучше в вертикальном положении – так капли расплавленного материала будут стекать на рабочую поверхность.
Положительные и отрицательные моменты в использовании инвертора
В заключении ко всему вышесказанному необходимо отметить преимущества и недостатки сварочного инвертора. Главный положительный момент в использовании этого устройства – его небольшой вес. Это помогает в разы увеличить производительность сварки.
Другое наиболее важное преимущество инвертора заключается в возможности широкой регулировки силы сварочного тока. Это позволяет использовать для сварки аргон в качестве инертного газа и неплавящиеся электроды. Также в инверторах присутствует опция прекращения подачи тока при возникновении короткого замыкания.
Это позволяет использовать для сварки аргон в качестве инертного газа и неплавящиеся электроды. Также в инверторах присутствует опция прекращения подачи тока при возникновении короткого замыкания.
Самый существенный недостаток инверторов – его высокая стоимость. Эти устройства стоят в два-три раза дороже обычных сварочных аппаратов. При этом они не обладают более серьёзной защитой от пыли и частиц грязи.
Очень часто начинающие сварщики задаются вопросом о том, как сваривать металл инверторной сваркой при минусовой температуре. Увы, но такой способ сварочных работ не годится для использования при холоде. Зачастую обработка металла инвертором проводится при температуре не ниже 15 градусов по Цельсию. При более сильном холоде устройство не сможет обеспечить качественную сварку.
Несмотря на указанные минусы, инвертор можно назвать надёжным и высокопроизводительным прибором. Проведённые им сварочные работы дают качественный и долговечный результат. По этой причине сваривание инвертором подходит для качественной обработки металлических конструкций. Несмотря на это, новичкам все жё рекомендуется заранее ознакомиться с тем, как сваривать металл инверторной сваркой.
Несмотря на это, новичкам все жё рекомендуется заранее ознакомиться с тем, как сваривать металл инверторной сваркой.
Сегодня в домашней мастерской все чаще появляются современные сварочные инверторы, при использовании которых можно положить качественный шов. Даже новичок сможет быстро обучиться азам того, как правильно варить сваркой.
В этой статье Вы сможете разобрать волнующие начинающего сварщика вопросы. Какие основы сварки нужно знать и что может понадобиться? А также понять значение силы тока в таком виде работ.
В домашних условиях используются два вида : трансформаторные и инверторные. В чем между ними разница и какие есть недостатки и преимущества в этих типах?
Трансформаторные
Исходя из названия, можно понять, что принцип работы таких аппаратов построен на трансформаторе. Электрический ток подается на прибор и в процессе работы повышается его сила. Сам сварочный агрегат не преобразовывает электричество и работает от переменного тока в сети.
Это усложняет обучение и сварочный процесс новичку.
Но большим преимуществом таких аппаратов будет их неприхотливость и живучесть, а также их дешевизна.
Инверторы
Сварочный инвертор намного сложнее трансформатора. Он преобразовывает электрический ток с переменного на постоянный. И опять в переменный, повышая его частоту.
Обучение сварке лучше начать при наличии такого прибора, он более предпочтительный. Дополнительные функции (такие, как антиприлипание и горячий старт) позволяют быстро освоить поджигание дуги и ведение шва. При этом дополнение в виде синергического управления выравнивает электрический ток и сварщику не нужно постоянно контролировать расстояние электрода от свариваемой поверхности.
Сравнение преимуществ и недостатков трансформаторов и инверторов можно рассмотреть в таблице.
Исходя из таблицы, можно понять, что современные инверторы больше подходят для урока по теме сварка для начинающих.
Какие электроды использовать
Часто в самодельных трансформаторных агрегатах не хватает мощности для использования электродов выше третьего номера.
Что нужно знать новичку
Весь сварочный процесс можно провести по такому алгоритму:
- Подготовка поверхности свариваемых деталей.
- Подключение сварочного аппарата и массы.
- Поджигание дуги.
- Сварка.
Стоит знать, что существует три основных вида сварочных швов:
- Горизонтальный. Получается вследствие сваривания деталей в горизонтальном положении. Наиболее простой шов и с него стоит начинать обучение.
- Вертикальный. Детали располагаются вертикально.
- Потолочный. Самый сложный из вариантов и стоит тщательно потренироваться, прежде чем проводить такие сварочные работы.
Итак, как пользоваться сварочным аппаратом?
Подготовка
Две детали нужно хорошо очистить от загрязнения и ржавчины. Также нужно подогнать требуемый размер заранее.
Обязательно стоит уделить внимание одежде. Сварочные работы чреваты брызгами и искрами. Лучше всего — это огнеупорный костюм сварщика, но за неимением такового можно использовать плотную не синтетическую одежду и перчатки.
Обязательно наличие хорошей защитной маски, молотка для сбивания шлака, и защитных очков для глаз.
Подключение
Современные инверторы работают от бытовой сети. Для этого достаточно вставить вилку в розетку.
Кабель массы нужно закрепить к одной из свариваемых деталей. Место, где будет присоединен зажим, желательно зачистить от всякого загрязнения до металла.
Электрод нужно вставить оголенным концом в держатель. Обязательно на аппарате нужно выставить силу тока. Для варки третьим электродом оптимальный показатель в 70 Ампер. Но он может варьироваться. Слишком высокая сила тока будет резать металл, а низкая — не способствует образованию качественной дуги.
Поджигание
В сварочных работах поджигание дуги можно сделать двумя способами: чирканием по поверхности металла или обычным постукиванием.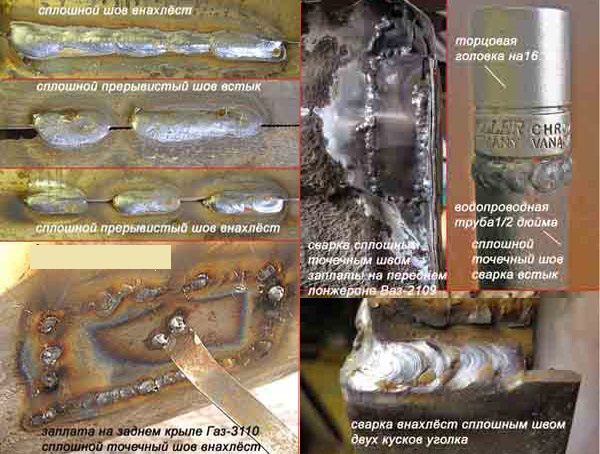
При чиркании в месте начала сварочного шва концом электрода нужно провести несколько раз по принципу поджигания спички.
Постукиванием кончиком стучат в точке, где начнется сваривание.
Если дуга не зажигается, большая вероятность того, что кабель массы плохо подключен к детали. Также для быстрого поджигания можно плоскогубцами очистить кончик электрода от обмазки.
Удобство электросварки в том, что шов можно положить в различных положениях: от себя, на себя, слева направо. Зависит от того, как удобно.
Но, если происходит сваривание вертикальных деталей, то шов обязательно ведут снизу вверх.
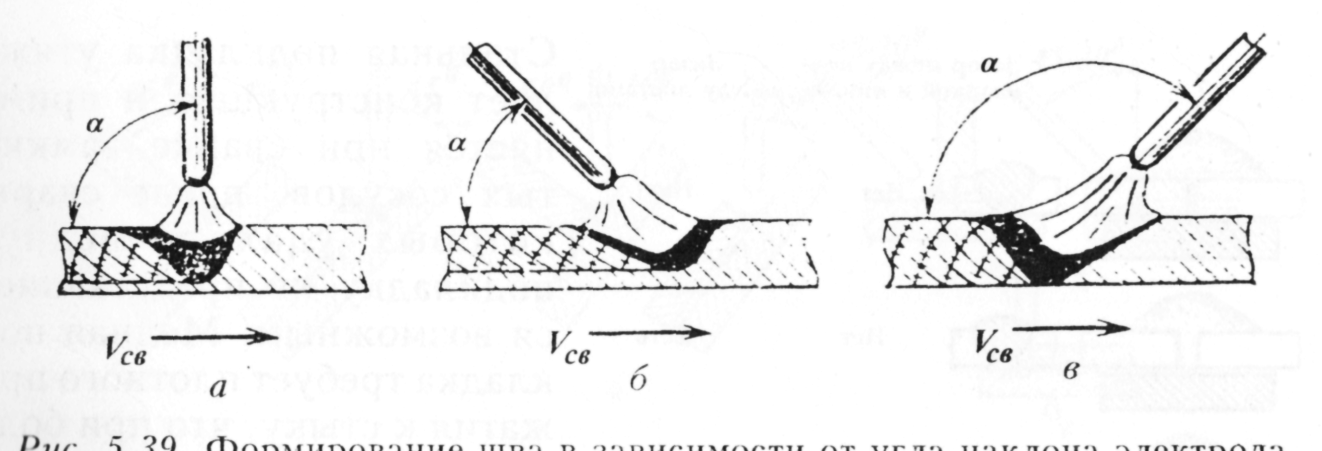
После поджигания дуги электрод ведут под углом в 30-60 градусов до поверхности. Расстояние зависит от сварочной ванны, образуемой при плавлении, обычно 2-3 миллиметра.
При движении электродом нужно контролировать несколько параметров:
- Постепенно вести шов выдерживая расстояние от свариваемой поверхности.

- Следить за сварочной ванной и ускорять или замедлять ведение шва.
- Двигать электрод нужно по непрямой траектории, а, например, в виде «елочки».
- Следить за направление сварочного шва.
Для лучшего ведения шва вначале лучше всего наметить место сварки мелом.
Когда процесс завершен, нужно сбить шлак и осмотреть место сварки на предмет зашлакованности шва или пропусков.
Какие могут быть ошибки
Чтобы понять, как правильно пользоваться сварочным аппаратом, нужно также знать основные ошибки, допускаемые при сваривании.
- Если образовался неровный шов, то движение электрода было слишком быстрым.
- В случае образования прожогов (дырок) в металле — была слишком медленная скорость ведения шва.
- Если шов получился плоским и неровным — был неправильно выдержан угол электрода к поверхности (в таком случае угол наклона составлял почти 90 градусов при оптимальных 30-60).
- Когда при сбивании шлака оказалось, что металл не проварен, то в таком случае был слишком маленький зазор между электродом и поверхностью. Такой дефект образовывается от «всплывания» шва.
- Как и в предыдущем варианте, при слишком большом зазоре детали также не проварятся и шов будет непрочным.
 Такой дефект образовывается от «всплывания» шва.
Такой дефект образовывается от «всплывания» шва.Указанное выше — это только основы. Их можно быстро освоить, особенно пользуясь для обучения инверторными аппаратами.
Они, имея функции выпрямления и контроля сварочного процесса, позволяют при минимальных навыках положить качественный шов.
Для сваривания тонкостенных деталей или профильных труб понадобится более тщательный подход к делу. Очень тонкие детали можно сваривать путем наложения стержня электрода, очищенного от обмазки, и варки прямо по нему. Но здесь нужен опыт, так как можно попросту расплавить металл по верху деталей и не обеспечить достаточное крепление.
Сварочные работы по алюминию или других цветных металлов и сплавов требуют использования специальных электродов. Как правило, такие работы проводят с использование защитной среды (аргон или углекислота).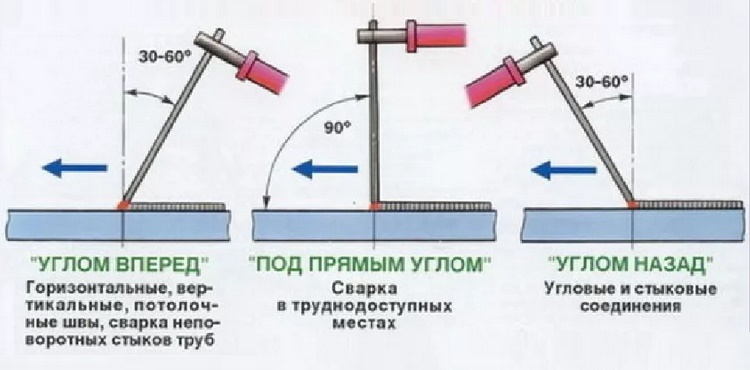 Сегодня можно приобрести универсальные сварочные аппараты с возможностью варки таких материалов.
Сегодня можно приобрести универсальные сварочные аппараты с возможностью варки таких материалов.
Отдельно от обычных работ по сварке, применяются полуавтоматические агрегаты для работ с тонкостенными деталями. Здесь процесс соединения идет за счет плавления сплошной проволоки.
Также более сложными являются вертикальный и потолочный швы.
Для самостоятельного обучения можно воспользоваться видео и другими материалами. Лучше всего, чтобы уроки сварки дал опытный сварщик, который покажет разные виды швов.
Комментариев:
Инверторы являются лучшими аппаратами для сварки. Следует знать, что старые трансформаторы имеют большой вес и использовать их достаточно сложно. С инвертором может работать любой человек. Для этого нужно лишь знать основные принципы сварки металла данным устройством.
Инверторный сварочный аппарат имеет небольшой вес и большую мощность, что позволяет производить сложные сварочные работы даже начинающему сварщику.
Прежде всего достоинствами инверторного аппарата для сварки являются его небольшой вес и большие возможности. Благодаря этому с помощью данного устройства можно выполнить работы, которые раньше производились лишь сложными аппаратами. Электрическая энергия, которая потребляется данным аппаратом небольших размеров, будет направлена только на работу дуги, при помощи которой производится сам процесс сварки.
Благодаря этому с помощью данного устройства можно выполнить работы, которые раньше производились лишь сложными аппаратами. Электрическая энергия, которая потребляется данным аппаратом небольших размеров, будет направлена только на работу дуги, при помощи которой производится сам процесс сварки.
Как научиться сваривать металл, что нужно знать перед выполнением процесса сварки?
Таблица соответствия диаметра электрода и сварочного тока.
Инвертор для сварки является экономичным аппаратом, который удобно использовать. С помощью него могут научиться сваривать металл даже новички. Перед выполнением сварки важно узнать о принципе работы данного устройства. Инвертор является электронным аппаратом для сварки, потому основная нагрузка будет ложиться на электросеть. Когда старые аппараты для сварки включаются в электросеть, происходит сильный и максимально возможный толчок электрической энергии. В связи с этим производится отключение электросети всего района. В инверторе есть накопительные конденсаторы, которые способны накапливать электрическую энергию, в результате чего может быть обеспечена бесперебойная работа электрической сети. Электрическая дуга устройства в таком случае будет разжигаться мягко.
Электрическая дуга устройства в таком случае будет разжигаться мягко.
Следует знать, что чем большим будет диаметр электродов, тем больше электрической энергии он использует. Следовательно, если есть желание проверить сварочный аппарат в работе, понадобится рассчитать, какое количество электрической энергии приблизительно будет потреблять устройство. Это нужно для того, чтобы не сжечь бытовую технику своих соседей.
Для каждого из диаметров электродов показывается минимальная сила тока. Следовательно, если захочется уменьшить силу тока, то шов сделать не выйдет. Если захотелось поэкспериментировать и увеличить силу тока, то шов сделать можно будет, но электрод достаточно быстро сгорит, в результате чего работа не будет комфортной.
Чтобы была возможность правильно установить свариваемые заготовки металла, следует использовать струбцины или тиски.
Вернуться к оглавлению
Как правильно сваривать металл инвертором?
Прежде всего понадобится знать, какие элементы будут необходимы для защиты при работе со сварочным инвертором. Нужно купить следующее:
Нужно купить следующее:
- Перчатки из кожи.
- Шлем для защиты.
- Куртка из плотной ткани.
- Щетка по металлу.
Понадобится настроить ток сварки и выбрать электрод. Для того чтобы варить сварочным инвертором, нужно будет применять электроды от 2 до 6 мм. Ток сварки выставляется в зависимости от толщины элементов аппарата и материала, который сваривается. В большинстве случаев на корпусе аппарата есть информация по поводу того, какая сила тока должна быть. Не нужно подносить электрод к основанию для сварки быстро. Если это сделать, то может произойти залипание.
Сварочный процесс должен начинаться с поджога дуги. Следует поднести электрод под небольшим углом к детали, которая сваривается, после чего несколько раз коснуться к сварочному основанию, чтобы была возможность задействовать электрод для сварки. Электрод удерживается на несколько элементов от заготовки, которая сваривается. В большинстве случаев данное расстояние равняется диаметру имеющегося электрода.
В результате получится шов сварки. Окалина (накипь металла в верхней части шва) убирается молотком небольшого размера. Можно использовать и какой-либо другой прочный предмет, который имеет большой вес.
Вернуться к оглавлению
Как контролировать дуговой промежуток?
Рисунок 1. Дуговой промежуток подходящих размеров поможет сформировать хороший шов.
Дуговой промежуток является зазором, который появляется во время сварки между металлической заготовкой и электродом. Важно непрерывно контролировать и поддерживать одинаковую величину данного промежутка.
- Если есть зазор небольших размеров, то это может привести к тому, что шов будет выпуклым и не сплавлен по бокам из-за того, что главный металл не сможет быстро прогреться.
- Если имеется зазор больших размеров, то не получится проварить деталь, а дуга будет прыгать. В результате металл, который плавится, уложится криво.
- Важно обеспечить зазор необходимой величины. Это нужно для того, чтобы была возможность сформировать нормальный шов, имеющий хороший провар. Визуально зазор подходящих размеров можно увидеть на рис. 1.
 Визуально зазор подходящих размеров можно увидеть на рис. 1.
Визуально зазор подходящих размеров можно увидеть на рис. 1.Если научиться контролировать длину дуги, будет возможность получить оптимальный результат. Дуга будет проходить через зазор и плавить главный металл. В результате образуется ванна сварки. Дуга также сможет обеспечить перенос металла, который проплавляется, в ванну.
Вернуться к оглавлению
Как сделать сварочный шов инвертором правильно?
Если электрод во время сварки будет двигаться быстро, получится шов с дефектами. Линия ванны располагается ниже, чем основание главного металла. Если дуга будет быстро и глубоко проникать в главный металл, то она сможет толкать ванну назад, в результате чего образуется шов. Во время сварки необходимо следить, чтобы шов располагался на уровне металла. Сделать идеальный шов можно, если использовать дуговые и зигзагообразные движения. Во время выполнения круговых движений понадобится контролировать уровень шва, размещая ванну равномерно по кругу. В процессе движений в разные стороны будет формироваться такой же шов, потому нужно контролировать появление шва во время сварки прежде всего с одного края, затем в верхней части ванны, а в конце с другой стороны и так далее.
Ванна будет следовать за теплом — это важно помнить, изменяя направление в процессе работ сварки. Образование подреза будет происходить, когда металла электрода начнет не хватать, чтобы полностью заполнить ванну в процессе поперечных движений. Для того чтобы не допускать появления подобной боковой канавки, понадобится контролировать наружные границы, регулярно следить за ванной. Если будет необходимость, можно сделать ее тоньше. Для манипуляции ванной нужно применять силу дуги, которая располагается на конце электрода. В процессе наклона электрода ванна толкнется, но не будет тянуться. Следовательно, чем более вертикальное положение займет во время сварки электрод, тем менее выпуклым будет шов. Когда электрод размещается в вертикальном положении, под ним будет концентрироваться все тепло и ванна вдавится вниз, хорошо проплавится и распространится вокруг.
Когда электрод слегка наклонится, вся сила будет направлена назад, в результате чего шов приподнимется (всплывет).
Когда электрод слишком сильно наклонится во время сварки, сила будет прикладываться по направлению шва, а это не даст полноценно управлять ванной.
Если понадобится сделать плоский шов или передвинуть ванну назад, следует использовать наклоны электрода под различными углами.
Работу нужно начинать от 45° до 90°, потому что подобные углы дают возможность наблюдать за ванной и с легкостью производить сварку.
Сварочный инвертор — устройство, позволяющее выполнить соединение металла свариванием. В сравнении с выпрямителем или трансформатором, сварка инвертором легче, проще и доступнее. Как научиться сваривать металл инвертором?
Сварка инвертором: последовательность операций
Технология сварки состоит из ряда последовательных действий. Их правильное выполнение обеспечивает качественный результат — сплошное прочное соединение двух металлических поверхностей. Как правильно варить металл инвертором, на что обратить внимание при обучении сварке?
Вернуться к оглавлению
Подготовка к сварке
- Подготовка места для сварки. Пространство в радиусе метра освобождается от деревянных, бумажных, пластиковых предметов. Они могут возгореться от горячего электрода или искры. Инвертор устанавливается на землю (бетонный пол) и подсоединяется к электрической сети. Два уса (провода с клеммами «+» и «-») укрепляются следующим образом: клемма плюса крепится к одной из свариваемых металлических поверхностей, в клемму минуса вставляют электрод (такое подключение называют прямой полярностью, оно является наиболее распространенным). Тело сварщика закрывается защитной одеждой (брюки, куртка, перчатки), на лицо надевают щиток с темным стеклом (светофильтр).
- Берем в руки клемму с электродом. Включаем инвертор (тумблером) — появляется небольшой гул. Выставляем значение сварочного тока (регулятором на лицевой панели). Для традиционного электрода диаметром 3 мм необходим сварочный ток величиной 100 А. Опускаем на лицо маску (рис. 1).
 Они могут возгореться от горячего электрода или искры. Инвертор устанавливается на землю (бетонный пол) и подсоединяется к электрической сети. Два уса (провода с клеммами «+» и «-») укрепляются следующим образом: клемма плюса крепится к одной из свариваемых металлических поверхностей, в клемму минуса вставляют электрод (такое подключение называют прямой полярностью, оно является наиболее распространенным). Тело сварщика закрывается защитной одеждой (брюки, куртка, перчатки), на лицо надевают щиток с темным стеклом (светофильтр).
Они могут возгореться от горячего электрода или искры. Инвертор устанавливается на землю (бетонный пол) и подсоединяется к электрической сети. Два уса (провода с клеммами «+» и «-») укрепляются следующим образом: клемма плюса крепится к одной из свариваемых металлических поверхностей, в клемму минуса вставляют электрод (такое подключение называют прямой полярностью, оно является наиболее распространенным). Тело сварщика закрывается защитной одеждой (брюки, куртка, перчатки), на лицо надевают щиток с темным стеклом (светофильтр).Вернуться к оглавлению
Розжиг дуги в начале сварки
Рисунок 1. Зависимость диаметра от толщины деталей.
- Приступаем к сварке. В начале надо разжечь дугу. С опытом это будет получаться легко. Для начинающего сварщика розжиг дуги — первая сложность. Перед началом розжига электрод обстукивают о поверхность металла для удаления обмазки с его конца. Для розжига дуги по холодному металлу (в начале сварки) применяется метод чирканья. Он похож на зажигание спички. Электрод проносят над металлом, слегка задевая поверхность свариваемой детали. У неопытного начинающего сварщика стержень часто залипает (приклеивается к металлу). Чтобы отлепить его, надо резко наклонить клемму с электродом в другую сторону (отломать стержень от детали). Если не получается, выключить питание инвертора. При прекращении подачи тока залипание исчезнет.
- Чиркаем до тех пор, пока не образуется электрическая дуга. Она очень яркая, смотреть на нее можно только через светофильтр.
- Для поддержания дуги фиксируем конец электрода в 3-5 мм от металла. В начале обучения будет сложно выдерживать необходимое расстояние. Если слишком приблизить электрод, произойдет короткое замыкание, и он прилипнет к детали. Если удалить, дуга потеряется, и надо будет разжигать ее вновь. В процессе сварки электрод расходуется, его обмазка выгорает, а основной металл заполняет шов между свариваемыми поверхностями. Поэтому рука с клеммой постепенно опускается вниз.
 Если удалить, дуга потеряется, и надо будет разжигать ее вновь. В процессе сварки электрод расходуется, его обмазка выгорает, а основной металл заполняет шов между свариваемыми поверхностями. Поэтому рука с клеммой постепенно опускается вниз.
Если удалить, дуга потеряется, и надо будет разжигать ее вновь. В процессе сварки электрод расходуется, его обмазка выгорает, а основной металл заполняет шов между свариваемыми поверхностями. Поэтому рука с клеммой постепенно опускается вниз.Вернуться к оглавлению
Сварная ванна и сварной шов
Рисунок 2. Зависимость диаметра от толщины деталей.
- При розжиге дуги образуется жидкая лужица расплавленного металла. Это сварная ванна. Для соединения металлических деталей по всей поверхности контакта электрод медленно перемещается вдоль границы раздела. Следом за ним перемещается сварная ванна (зона жидкого металла). Конец стержня совершает колебательные движения (туда-сюда, вправо-влево) относительно шва между двумя деталями. Так обеспечивается качество соединения.
- Если дуга была потеряна (электрод оказался слишком удален от сварки), повторный розжиг происходит легче. Для возгорания дуги достаточно приблизить конец стержня на расстояние нескольких миллиметров.
- В сварной щиток хорошо видна яркая электрическая дуга и менее яркая сварная ванна. Хуже различимы контактирующие свариваемые поверхности в зоне сварки. Однако снимать щиток и подглядывать на сварку без защитного светофильтра нельзя. В лучшем случае будут неприятно чесаться веки (ощущение песка в глазах). В худшем — можно лишиться зрения без возможности его восстановить.
- Когда стержень укорачивается до 5-6 см, сварку прекращают, инвертор выключают и меняют электрод в клемме.
- В конце сварки застывший шов металла обстукивают молотком для удаления слоя шлака. Очищенный от шлака шов имеет блестящую поверхность.

Такова технология сварки инвертором в целом. А теперь остановимся более подробно на том, как правильно выбрать электрод и сварочный ток.
Вернуться к оглавлению
Какими электродами варить металл?
Электрод — металлический стержень, покрытый снаружи обмазкой. Вещество обмазки является шлаковой смесью, которая при сварке также расплавляется, поднимается на поверхность сварной ванны (она легче металла) и защищает жидкий металл от окисления и насыщения азотом (рис 2). В некоторых случаях в состав обмазки вводят газообразующие добавки, обеспечивающие выделение газа при плавлении электрода.
В некоторых случаях в состав обмазки вводят газообразующие добавки, обеспечивающие выделение газа при плавлении электрода.
Состав внутреннего стержня определяется видом свариваемых металлов (малоуглеродистые и низколегированные стали, латунь и бронза, магниевые сплавы, титановые сплавы). Чтобы сваривать металл обыкновенной углеродистой стали, применяются электроды марки УОНИИ. Их также используют для коррозионностойких сталей. Сварка УОНИИ выполняется только прямым током.
Более универсальными считаются стержни маркировки АНО. Они подходят как для прямого, так и для обратного тока любой полярности.
Электроды отличаются не только составом обмазки и стержня, но и диаметром. Размеры стержня в обмазке варьируются от 1,6 мм до 5 мм в диаметре. Чем толще свариваемые детали, тем больший диаметр электрода необходим для их сплавления. Существуют математические формулы расчета диаметра для заданной толщины металлических деталей. Начинающему сварщику проще пользоваться таблицами.
Второстепенными факторами, влияющими на , является вид соединения деталей (горизонтальная, вертикальная или нависающая сварка, стыковой или угловой шов). Из данных таблицы видно, что диаметр электрода для углового соединения незначительно отличается от диаметра для стыковой сварки деталей.
При этом для сварки нависающих поверхностей не используются сварочные стержни большого диаметра. Для потолка их размеры ограничены диаметром 4 мм.
Варьирование диаметра стержня при сохранении всех других параметров может усилить или ослабить удельный ток сварки (ток, приходящийся на единицу сечения электрода). Это повлияет на глубину проплавления и толщину сварного шва. Если электрод более тонкий, сила тока концентрируется и проплавляет глубже, сварной шов получается узкий. Если электрод более толстый, удельное значение силы тока уменьшается, и глубина проплавления становится меньшей, а ширина шва — большей.
Вернуться к оглавлению
Как выбрать значение сварочного тока и его полярность?
Сила тока определяет глубину проплавления металла.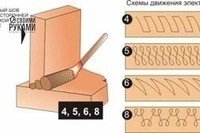 Чем сильнее ток, тем мощнее дуга, тем глубже плавится металл. Сила тока прямо пропорционально зависит от диаметра электрода и толщины сварки. Ее можно определить расчетами по формулам или воспользоваться готовыми таблицами.
Чем сильнее ток, тем мощнее дуга, тем глубже плавится металл. Сила тока прямо пропорционально зависит от диаметра электрода и толщины сварки. Ее можно определить расчетами по формулам или воспользоваться готовыми таблицами.
На силу тока влияет расположение сварного шва. Максимальное значение тока используется для проплавления горизонтальных поверхностей. Для того чтобы сварить вертикальные швы, сила тока меньше на 15%, для нависающих (потолочных) соединений — меньше на 20%.
Бытовой инвертор имеет шкалу силы тока до 200 А. В полупрофессиональных моделях значение шкалы градуировано выше, до 250 А.
Рисунок 3. Движение электрода при сварке.
Полярность — направление движения тока. Инвертор дает возможность изменять направление тока. Как это делается и для чего необходима смена полярности?
Поток электронов (ток движется от минуса к плюсу) в сварке инвертором двигается от клеммы «-» к клемме «+». Та клемма, на которую приходят электроны («+»), прогревается сильнее.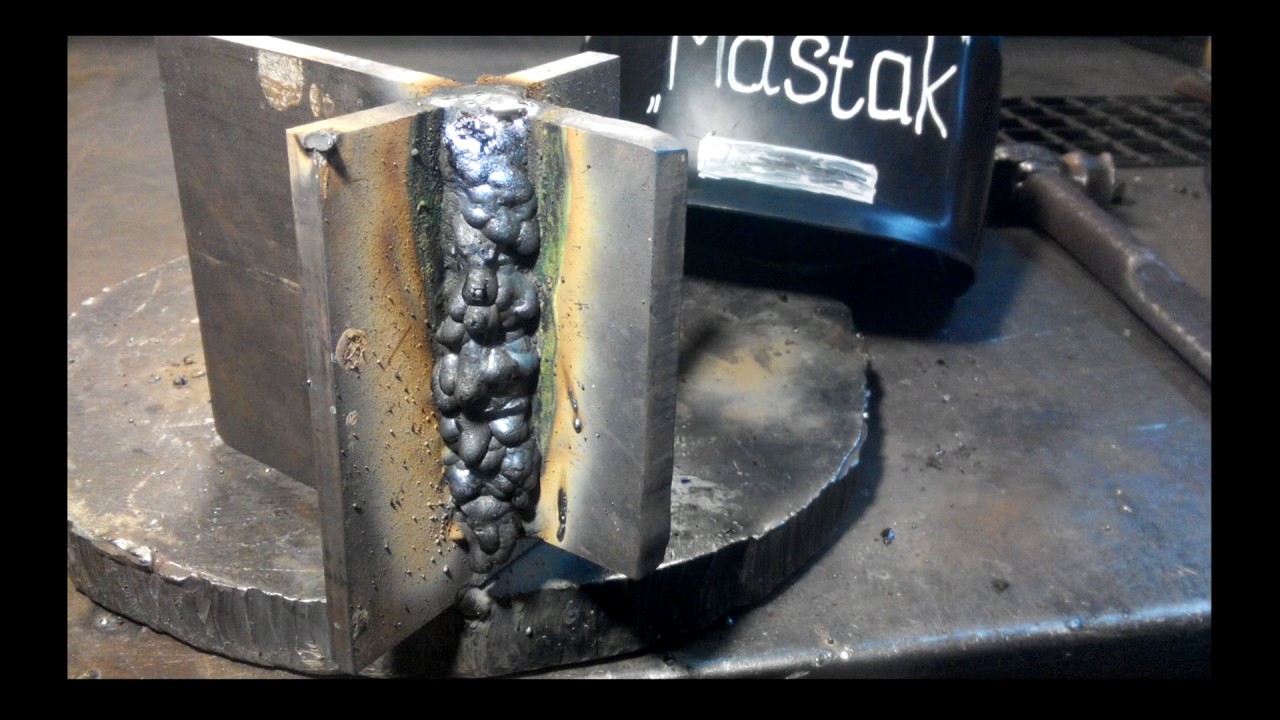 Этот факт используют для обеспечения качественной сварки на различных металлах, при различной толщине элементов. Если детали массивные, то клемма «+» крепится к их металлической поверхности (к одной из деталей). Такое подключение называют прямой полярностью, оно чаще используется в сварочных работах.
Этот факт используют для обеспечения качественной сварки на различных металлах, при различной толщине элементов. Если детали массивные, то клемма «+» крепится к их металлической поверхности (к одной из деталей). Такое подключение называют прямой полярностью, оно чаще используется в сварочных работах.
Если сплавляется тонкий лист стали или высоколегированный сплав, склонный к выгоранию легирующих элементов, то к ним подключают клемму «-». Получаемая полярность называется обратной. При таком движении тока максимальный разогрев происходит в электроде, а основной металл разогревается меньше.
Обратная полярность характеризуется большей стабильностью дуги, ее легче разжечь и поддержать ее горение.
Сварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока.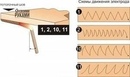 Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Инструкция по сварке
Основы сварки
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата.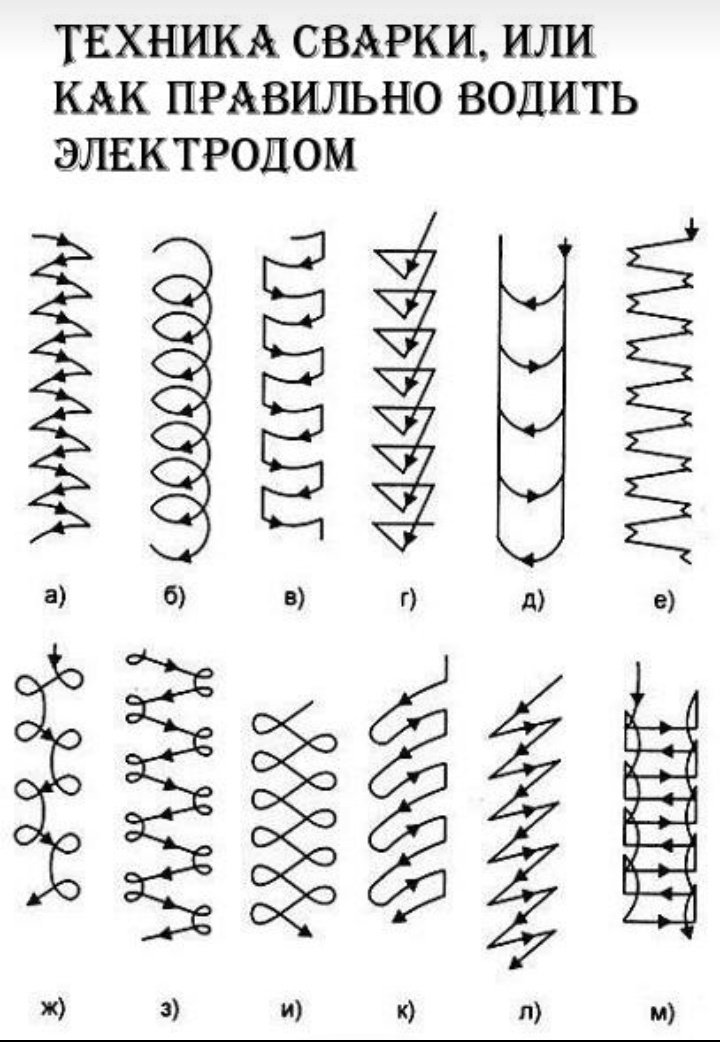 Они представлены на схеме.
Они представлены на схеме.
Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте нужную силу тока. Немного подождите; если поднести электрод сразу к металлу, то произойдёт залипание.
- Крепим зажим (его также называют клеммой массы) к металлической поверхности.
- Поджигается дуга. Затем подносим электрод к металлу и пару раз прикасаемся к нему. Таким образом, стержень как бы «активируется». Расстояние, на котором держится электрод, обычно равно его диаметру.
- Стрежень при сварке может двигаться по таким схемам.

Розжиг дуги в начале сварки + (Видео)
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.
Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Контроль дугового промежутка
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Как научиться варить инвертором | Хочу строиться
Сварка – это достаточно сложный процесс. Чтобы выполнить качественный сварной шов, который будет долговечным, герметичным, однородным по химической структуре, без раковин, люди учатся не один год. На подготовку хорошего сварщика, который способен варить качественные котлы, химические аппараты, оборудование для подводных лодок, может уйти больше времени, чем на подготовку инженера. Тем не менее, если вы хотите научиться варить ворота, калитки и другие несложные предметы быта, причём качество шва вас волнует меньше, чем цена вопроса, вы можете подумать над тем, как научиться варить инвертором.
На подготовку хорошего сварщика, который способен варить качественные котлы, химические аппараты, оборудование для подводных лодок, может уйти больше времени, чем на подготовку инженера. Тем не менее, если вы хотите научиться варить ворота, калитки и другие несложные предметы быта, причём качество шва вас волнует меньше, чем цена вопроса, вы можете подумать над тем, как научиться варить инвертором.
Техника безопасности при сварочных работах
Прежде всего, вы должны позаботиться о технике безопасности. Никогда не варите без маски и рукавиц! Температура в зоне сварки порядка 3000 градусов, можно легко получить ожог, вызвать пожар. Сварочная дуга способна за несколько минут вызвать временное заболевание глаз, когда вы просто не можете открыть их из-за жжения. У сварщиков это называется «поймать зайцев». Для новичка лучше всего будет применять маску-хамелеон. Она позволяет спокойно подвести электрод к металлу, и потом зажечь дугу, не напрягая пространственного воображения, а когда дуга зажигается, автоматически включится затемнение и ваши глаза не пострадают.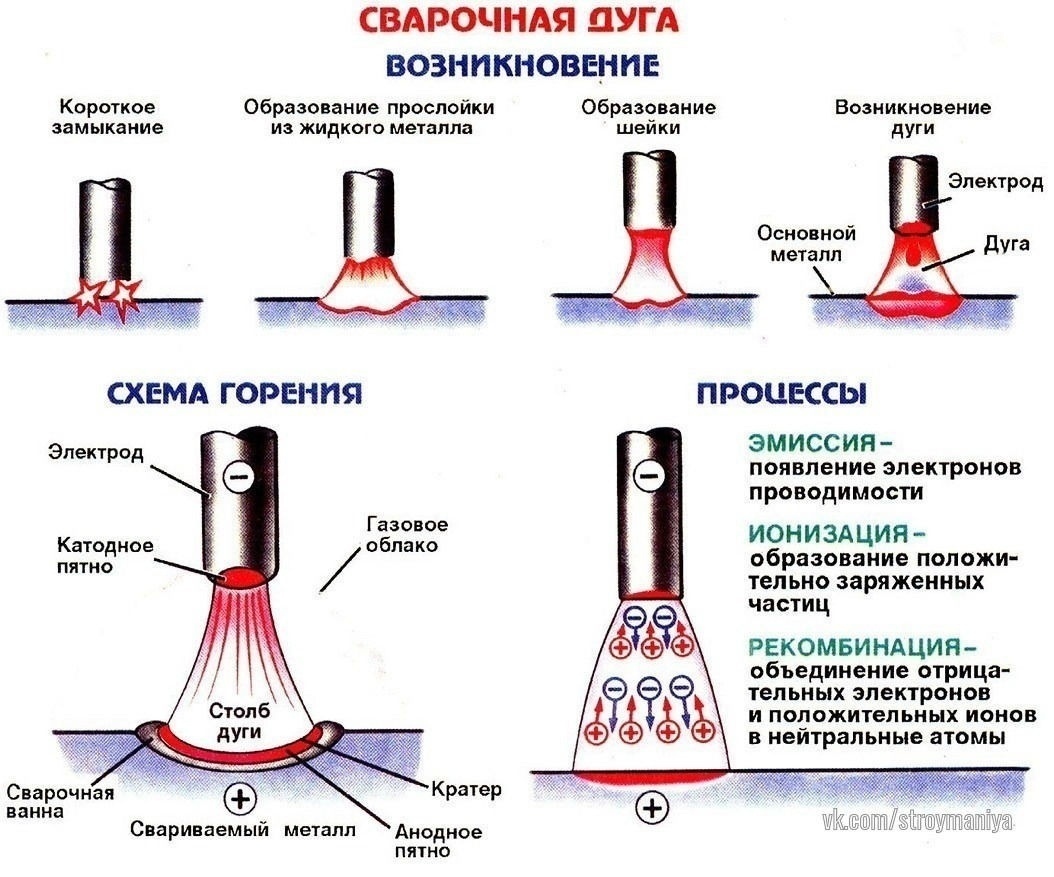
Также нужно применять специальный сварочный комбинезон из брезента или замши, и сварочные перчатки-краги. Если вы применяете сварочные рукавицы, выберите те, что полностью из брезента – рукавицы из ткани с брезентовыми вставками могут загореться.
Нужно соблюдать правила электробезопасности – не варите под дождём или стоя в воде. Если варите в гараже – нужно гарантированно убедиться в отсутствии воспламеняющихся жидкостей вблизи места сварки, если в машине – удалить всё, что может гореть: бензин, детали салона и т.д.
Теперь перейдём к самой сварке
Инвертор позволяет тонко настроить режимы сварки. Используйте правильные режимы – сварочный ток и диаметр электрода должны соответствовать толщине свариваемого металла. Марка электрода также должна соответствовать металлу. Для бытовой сварки инвертором нелегированной стали можно рекомендовать электроды ОЦС, АНО и УОНИ. Последние требуют обратной полярности при включении.
Между электродом и металлом на определённом расстоянии возникает электрическая дуга. В этой дуге металл деталей и электрода плавится, образуется так называемая зона сварки, сварочная ванна.
В этой дуге металл деталей и электрода плавится, образуется так называемая зона сварки, сварочная ванна.
Сварщик перемещает электрод с необходимой скоростью, в нужном направлении, используя определённый «рисунок» движения, и в результате охлаждения сварочной ванны получается сварной шов. Перед сваркой детали нужно предварительно закрепить. Это можно сделать как при помощи струбцин, так и на прихватках. Прихватка – это небольшой участок сварки, который получается простым касанием электрода металла. В ходе выполнения шва прихватки необходимо полностью проварить.
Сварка в нижнем положении
Самый простой вид сварки. Металл в сварочной ванне никуда не вытекает. Просто ведёте электрод прямо, или, если нужно сварить толстый металл, совершаете небольшие колебания из стороны в сторону.
Сварка горизонтальным швом
Металл нужно поддерживать в сварочной ванне за счёт сварочной дуги. Сварочная дуга обладает электромагнитными свойствами – она немного отталкивает от себя металл. Направьте электрод снизу вверх и чуть под углом, чтобы металл не вытекал из шва. При сварке совершайте круговые движения, попутно перемещая электрод вдоль шва.
Направьте электрод снизу вверх и чуть под углом, чтобы металл не вытекал из шва. При сварке совершайте круговые движения, попутно перемещая электрод вдоль шва.
Сварка вертикальным швом
Выполняется снизу вверх. Электрод должен быть направлен тоже снизу вверх. При сварке нужно периодически отдалять электрод и приближать, чтобы ванна могла остывать. Металл в ванне поддерживается как дугой, так и материалом уже наплавленного шва.
Сварка потолочным швом
Самый сложный вид сварки. Металл в ванне поддерживается целиком за счёт давления дуги. Требует определённого опыта.
Не забываем про практику
Перед сваркой чего-то нужного, потренируйтесь на простых деталях, обрезках металла, или просто научитесь вести шов на металлической поверхности. Как правило, за день непрофессионал может научиться варить в нижнем положении, для выполнения других швов может уйти больше времени. Сварка при помощи трансформатора или в среде аргона более сложна, чем сварка инвертором при помощи электрода, к тому же при аргонодуговой сварке вы можете без опыта испортить дорогостоящий вольфрамовый наконечник.
А теперь обучающее видео
Короткое введение по теме сварки инвертором:
Серьезный учебный курс (на английском, но с подробными русскими субтитрами):
Русский вариант:
ликбез для чайников и секреты мастерства
Сварка – не так сложно, как может показаться на первый взгляд. Если выучить азы сварочного дела, то процесс обучения не займёт много времени, и уже через пару дней начинающий сварщик справится с изготовлением забора из профлиста или сваркой простейших металлоконструкций. Все азы — в нашем свежем материал
Как правильно варить сваркой: теория, практический опыт, советы и рекомендации профессионалов и опытных любителей.
Если забить в поисковике фразу «Как варить сваркой правильно штучными электродами» или «Научиться варить», то появится несколько десятков статей и видео, где рассказывается и показывается, как сваривать металл самостоятельно инвертором. СМУ 4 обобщил материал. Выбрал самые полезные советы и расскажет новичкам, как освоить инверторную электросварку за несколько дней.Содержание:Теория для начинающих сварщиков Видео, плюсы инвертора Что нужно использовать, чтобы начать работать с инвертором Видео, о преимуществах сварочной маски «хамелеон»Основные виды и типы марок электродов Какую выбрать и применить полярность Как подобрать диаметр электрода Два основных способа розжига электродов Как правильно вести электрод и, под каким углом его держать Видео, как пользоваться сварочным инвертором Практика сварки для начинающих Памятка новичка по сварке, какие требуются приспособления
Теория сварочных работ Начинающий сварщик задумывается, какой сварочный инвертор купить, и какие нужны приспособления для сваривания металла электродами.
Если отбросить профессиональное использование сварки, покупайте сварочный инвертор, а не трансформатор или полуавтомат.

 Если отбросить профессиональное использование сварки, покупайте сварочный инвертор, а не трансформатор или полуавтомат.
Если отбросить профессиональное использование сварки, покупайте сварочный инвертор, а не трансформатор или полуавтомат.Сварочный инвертор преобразует переменный ток из электрической сети в постоянный.
Плюсы инверторного сварочного аппарата, по сравнению с полуавтоматом и трансформатором:
Небольшой вес и габариты, в среднем инвертор весит 3-5 кг.Простота использования для новичков.Позволяет быстро освоить сварочное дело.
О достоинствах инверторов можно рассказывать бесконечно, но лучше один раз увидеть, чтобы понять, какие плюсы есть у этого вида сварочного оборудования.
Теперь расскажем, что за процесс идёт во время сварки металла и как оценивать результат. Есть две металлических заготовки разных размеров. К металлу через электрод и массу подводится постоянное напряжение от сварочного инвертора. Чтобы возникла электрическая дуга, необходимы два токопроводящих элемента с плюсом и минусом. При касании металла электродом, которые имеют разную полярность, зажигается электрическая дуга с выделением высокой температуры.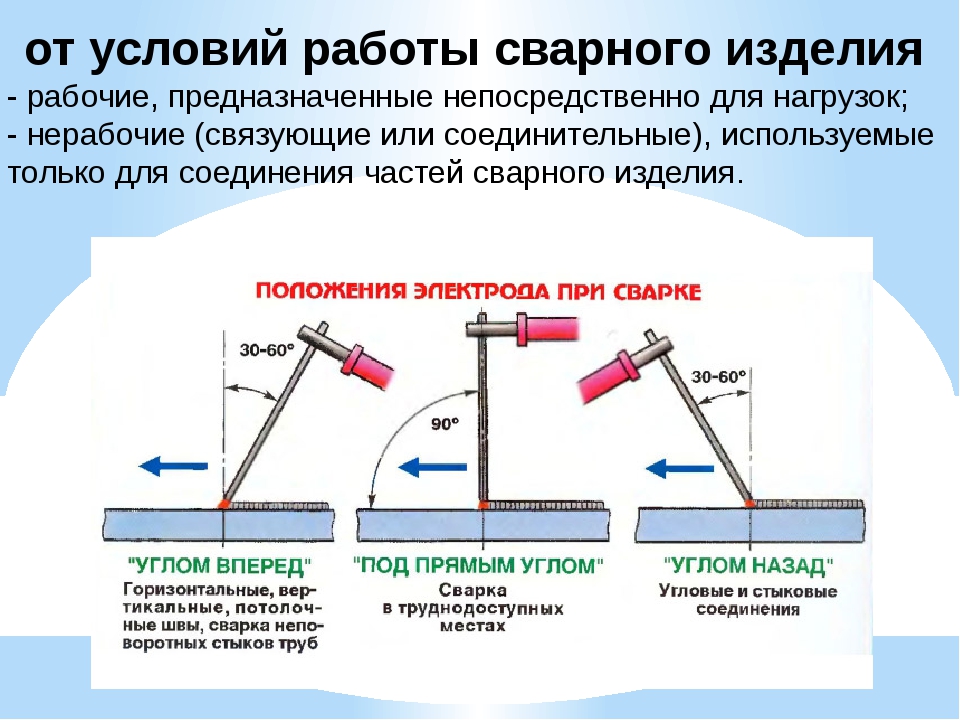 Металл начинает плавиться и, одновременно, при движении, плавится металлический стержень электрода с особым покрытием – обмазкой.
Металл начинает плавиться и, одновременно, при движении, плавится металлический стержень электрода с особым покрытием – обмазкой.
При сгорании, обмазка создаёт газовую защиту шва, предохраняя его от вредного воздействия кислорода.
Также при сварке образуется защитный шлаковый слой сварочной ванны, который, затем, отбивается специальным молотком сварщика.
После окончания сварки деталей, металл остывает, кристаллизуется и образуется прочное сварное соединение.
Что нужно купить, чтобы приступить к сваркеНа этот вопрос отвечает статья — Инструменты для ручной дуговой сварки. Если кратко, то вам потребуются для начала сварки инвертором в домашних условиях:
Электроды.Маска сварщика.Краги или защитные перчатки.Защитная курка, штаны и закрытая обувь.Молоток сварщика и щетка для удаления шлака.
О выборе маски для сварки металла специалист рассказывает в этом видео.
Оптимальный выбор начинающего сварщика – маска со светофильтром типа «хамелеон».

Её неоценимый плюс, по сравнению с обычным защитным щитком с затемнённым стеклом, – сварщик видит свариваемые детали. Ему не нужно поднимать и опускать маску, т.к. «хамелеон» автоматически затемняется при появлении сварочной дуги и надёжно защищает глаза.
При прекращении сварочного процесса стекло автоматически просветляется. Это упрощает работу. Новичок в сварке не нахватается т.н. «зайчиков» от яркой вспышки дуги, если не вовремя опустит маску с обычным стеклом.
Какие бывают виды и типы электродов по маркамЕсли зайти в любой специализированный магазин по продаже сварочного оборудования и посмотреть на ассортимент, то глаза просто разбегаются от предложений разных типов электродов. Что купить?
Выбирая электроды для сварки, обратите внимание на состав сердечника. Металл стержня должен быть идентичен свариваемому металлу. Есть электроды следующих видов. Для сварки:
Углеродистой и легированной стали Для сваривания нержавейки и цветных металлов.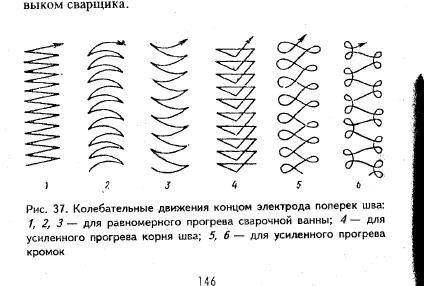
Упростим выбор. В быту чаще всего сваривают обычный «черный» металл – профильные и круглые трубы, уголки, полосы, арматуру, швеллеры, двутавровые балки, трубы водопровода и т.д.
Также обратите внимание на обмазку электродов. Есть четыре типа покрытий – основной, рутиловый, кислый и целлюлозный. Оставим за рамками данной статьи кислое и целлюлозное покрытие электродов. Для домашних работ сварщику достаточно электродов с рутиловым покрытием (марки МР-3 и ОК 63) и основным покрытием (марка УОНИ 13/55).
Плюсы электродов с основным покрытием:
Подходят для сварки ответственных конструкций с высокими требованиями к качеству шва.Шов пластичен и ударостоек.
Недостаток электродов с основным покрытием:
Повышенные требования к чистоте поверхности свариваемого металла и обработке кромок деталей.Для начинающих сварщиков более сложен повторный поджиг электрода.
Плюсы электродов с рутиловым покрытием:
Металл меньше разбрызгивается.Легкий повторный поджиг электрода. Стабильность дуги во всех пространственных положениях.
Стабильность дуги во всех пространственных положениях.
Инвертор для ручной дуговой сварки выдает постоянный ток. Если посмотреть на переднюю панель аппарата, то вы увидите, что на ней находятся два разъёма для подключения сварочных кабелей с метками + и -.
Прямая полярность: к плюсу аппарата подключается «прищепка», а к минусу держак.
Обратная полярность: к плюсу аппарата подключается держатель электрода, а к минусу зажим «прищепка» — масса.
Какую полярность выбрать? Об этот вопрос сломано немало копий. Если открыть учебные материалы по сварочному делу и спросить в интернете, часто можно услышать мнение, что на «прямой полярности» свариваемый металл лучше прогревается и проплавляется.
Практика это опровергает.
При сварке, на контакте с плюсом, выделяется больше тепла, поэтому на обратной полярности, держак подключён к плюсу, провар всегда глубже.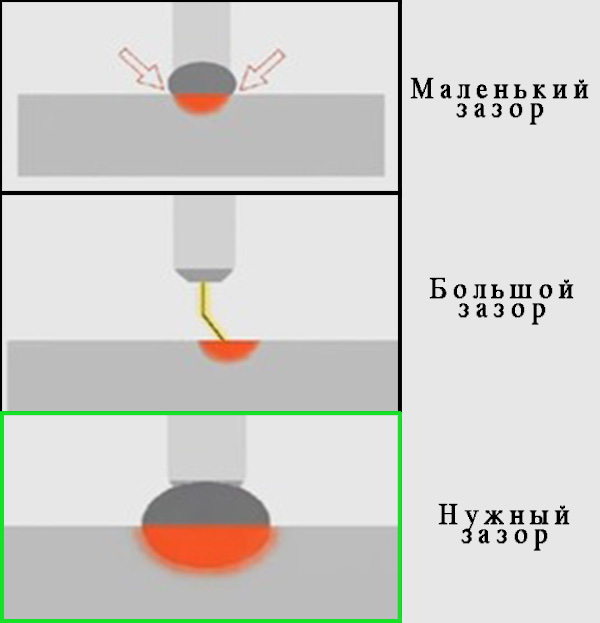 В результате, на обратной полярности лучше сваривать металл с толстыми стенками. Это — профильная труба, пластины, уголок с толщиной 4-5 мм. И наоборот, на прямой полярности надо сваривать тонкий металл, толщиной не более 1.5-2 мм, чтобы избежать проплавления стенок и появления дырок.
В результате, на обратной полярности лучше сваривать металл с толстыми стенками. Это — профильная труба, пластины, уголок с толщиной 4-5 мм. И наоборот, на прямой полярности надо сваривать тонкий металл, толщиной не более 1.5-2 мм, чтобы избежать проплавления стенок и появления дырок.
Убедится в правдивости этого высказывания вы можете на практике. Возьмите сварочный инвертор, установите сварочный ток на 100 А. Подключите к разъёмам аппарата держатель электрода и массу и разрежьте металл, — пластину толщиной 4-5 мм, уголок или арматуру сначала на прямой, а потом на обратной полярности, не меняя силу тока и электрод диаметром 3 мм. Вы увидите, что на обратной полярности резка металла идёт быстрее.
Как подобрать диаметр электрода для сварки металла разной толщиныЗапомните простое правило: диаметр электрода зависит от толщины свариваемого металла. Металл с толщиной меньше 1 мм обычно варят полуавтоматом или аргонодуговой сваркой, а не электродами.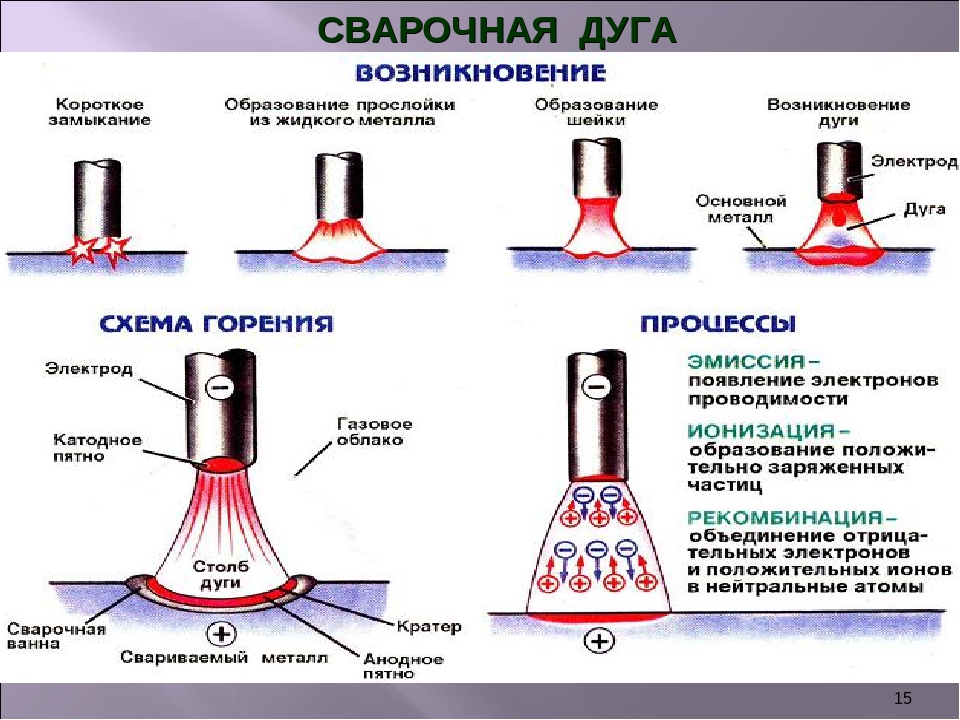 Для ориентира, ниже таблица: «Соотношение толщины стали к диаметру электрода».
Для ориентира, ниже таблица: «Соотношение толщины стали к диаметру электрода».
Для каждого диаметра электроды выставляется свой ток.
Совет начинающим сварщикам: рассчитать силу тока можно так: на каждый 1 мм диаметра электрода нужно примерно 30 А силы тока. Т.е. для электрода «тройки» выставляйте ток около 90-100 А.
На практике, каждый сварщик подбирает диаметр электрода и силу тока на инверторе индивидуально.
Существует два способа. Вариант один: разжечь электрод – впритык (касанием). Вариант два: чирканьем. Способы понятны из фото ниже.
Второй способ похож на разжигание спички об спичечный коробок. Первый способ иногда заменяют легким постукиванием об заготовку. Когда электрод новый и на кончике виден металл стержня, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появится наплыв из обмазки. Защитное покрытие электрода не проводит электрический ток. Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
После розжига дуги контролируйте сварочную ванну. Удерживайте электрод на расстоянии 2-3 мм от поверхности свариваемых заготовок. Вы должны видеть и отделять сварочную ванну от шлака.
Сварочная ванна – это яркое белое пятно из раскалённого металла.
Электрод держите под углом от 30° до 60°, одновременно сохраняя оптимальное расстояние, т.к. стержень плавиться. Контролируйте его положение и состояние сварочной ванны. Ускоряйте или замедляйте движение руки в зависимости от различных условий и случаев.
Угол наклона электрода сварщик выбирает в зависимости от пространственного положения, сварного шва и выставленного тока. Чем быстрей вы ведёте электрод, тем меньше нагрев металла и величина провара. Если вести электрод медленно, то можно перегреть металл и прожечь дыру в изделии.
Тренироваться самостоятельно новичку сначала нужно на толстом листе металла. Задача: научиться разжигать сварочную дугу и вести электрод по горизонтальной поверхности, чтобы получился качественный шов.
После этого можно приступать к сварке в других пространственных положениях. Хорошим подспорьем для новичков станет видео — Сварка для «чайников» от FORUMHOUSE, в котором технический специалист Денис Замыслов расскажет об азах сварочного мастерства и выборе инверторного аппарата.
Правильная сварка инвертором. Как правильно варить сварочным инвертором
Прежде чем ответить на вопрос о том, как варить инверторной сваркой, необходимо узнать, что же такое сварочный инвертор. Сварочный инвертором состоит из:
- системы управления,
- преобразователя частоты,
- трансформатора с высокой частотой,
- силового выпрямителя,
- сетевого фильтра,
- сетевого выпрямителя.
Как правило размеры аппарата позволяют носить его на плече и работать в течение длительного времени. Качественный шов, гарантирующий прочное соединение металла, получается благодаря постоянству и высокой частоте тока. Частота тока в последних поколениях инверторов достигает 60-85 кГц. Еще одним неоспоримым достоинством сварочного инвертора является экономия энергии. Это обусловлено стремлением соответствовать международным европейским стандартам, которые устанавливают жесткие рамки потребления энергии.
Качественный шов, гарантирующий прочное соединение металла, получается благодаря постоянству и высокой частоте тока. Частота тока в последних поколениях инверторов достигает 60-85 кГц. Еще одним неоспоримым достоинством сварочного инвертора является экономия энергии. Это обусловлено стремлением соответствовать международным европейским стандартам, которые устанавливают жесткие рамки потребления энергии.
Дополнительное оборудование, без которого нельзя работать — это держатели, маска (лучше брать ту, которая крепиться на голове, оставляя тем самым свободные руки) и электроды, которые бывают трех видов (выбор зависит от вида стали, с которой придется работать):
- углеродистые,
- легированные,
- высоколегированные.
Выбор сварочного аппарата
Если человек имеет определенные навыки в сварочном деле, то для него не будет сложным научиться правильно и качественно варить металл.
При нулевых знаниях сварочного дела, лучше всего обратиться в специальное учебное заведение, пройти курсы, преподаватели который обязательно научат вас варить сварочным инвертором.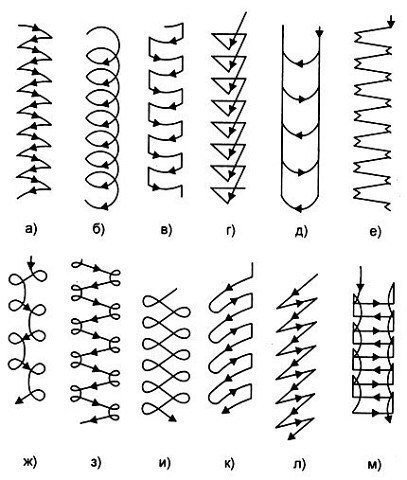
Прежде всего, для того, чтобы варить, используя инверторную сварку, нужно выбрать аппарат. Современный рынок предлагает большой выбор моделей различных ценовых категорий. Чтобы подобрать подходящую именно вам модель, нужно знать некоторые особенности. Прежде всего, обратите внимание на диапазон регулировки сварочного тока. При сварке металла на даче и дома значение этого показателя варьируется в пределах 160-200 А.
видео по выбору сварочного инвертора
Еще одной важной характеристикой является продолжительность включения — это время работы инвертора, которое обычно указывается в процентах. Если эта характеристика равна 40%, то время работы будет составлять 40%, а отдыха 60%. На практике при превышении времени работы, инвертор автоматически отключится. Это относится только к работе на максимальном токе. При сварке металла в быту используется меньший ток, к тому же постоянные остановки работы (смена электродов, места работы, другие остановки) позволяют аппарату остыть.
Еще два показателя, на которые необходимо обратить внимание — это потребляемая мощность и напряжение холостого хода. Потребляемая мощность должна составлять 16-25 А, а напряжение холостого хода 50-90 А.
Кроме этих основных показателей следует обратить внимание на влаго- и пылезащитные свойства инструмента, на его срок службы и условия эксплуатации. Лучше заранее выяснить, как производится гарантийный ремонт, пост гарантийное обслуживание. Это поможет избежать неприятных моментов в дальнейшем.
Выбираем электроды для инвертора
Выбор электродов для инвертора имеет огромное значение, так как во многом от этого зависит качество работы аппарата. При работе с низко- и среднеуглеродистыми сталями, а также некоторыми видами низколегированных сталей необходимо выбрать углеродистые электроды. При работе с легированными сталями нужно использовать легированные, а для наплавки и работе с особыми видами сталей — высоколегированные.
На выбор также влияет вид работ. Если сварка будет проводиться без критических нагрузок (что-то приварить на даче, дома), то можно применять электроды вида МР-3, АНО. При сложных работах лучше использовать такой вид как ОУНИ. Также на выбор этого элемента сварочных работ влияет его диаметр и марка. В этом случае правильный выбор — залог успешной работы.
Если сварка будет проводиться без критических нагрузок (что-то приварить на даче, дома), то можно применять электроды вида МР-3, АНО. При сложных работах лучше использовать такой вид как ОУНИ. Также на выбор этого элемента сварочных работ влияет его диаметр и марка. В этом случае правильный выбор — залог успешной работы.
Учимся варить сваркой
Прежде чем приступить к сварке металла, нужно попробовать ее на чем-то ненужном. Перед началом процесса необходимо заправить электрод в специальный держатель, а зажимы прикрепить к детали. Затем нужно установить ток подходящей частоты и приступить к сварке. Установите электрод под углом в 65 о к детали. При сварке металла зазор между электродом и деталью должен составлять 3-5 мм. После того, как шов остынет, постучите по нему молотком, чтобы осыпался шлак. Шов готов!
После освоения базовой техники нужно изучить 3 вида швов:
- горизонтальный,
- вертикальный,
- потолочный.
видео пособие для начинающих обучение сварке
Если необходимые навыки сварки металла у вас присутствуют, но вы хотите углубить свои знания, научиться производить работы с использованием сварочного инвертора, вам следуют просто найти обучающее видео по теме, которое ответит на все интересующие вас вопросы.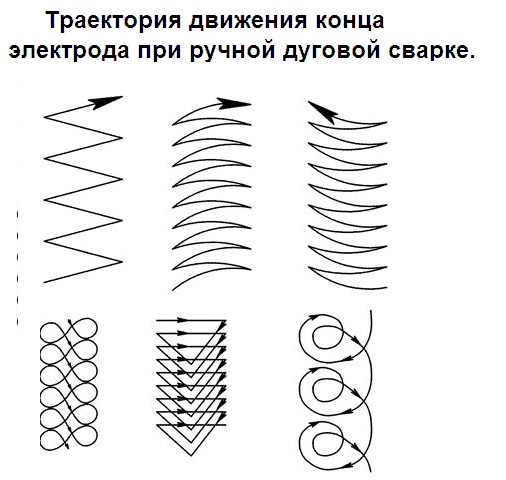
Инверторная сварка, появившаяся сравнительно недавно, значительно облегчила выполнение сварочных работ простотой и легкостью применения. Сварку инверторным аппаратом, имеющим небольшие габариты, легкий вес и несложную систему управления, могут выполнять как опытные сварщики, так и новички.
Принцип работы инвертора
Технология сварки инвертором заметно отличается от работы обычного трансформаторного оборудования для дуговой сварки. В последнем случае процесс повышения силы тока в сварочной дуге заключается в преобразовании электродвижущей силы тока в обмотках. Функциональная схема инверторной аппаратуры базируется на совершенно другом принципе.
Источник питания инвертора – домашняя электросеть переменного тока, с частотой 50Гц. Переменный ток преобразуется в постоянный выпрямляющей схемой аппарата, далее специальный фильтр окончательно сглаживает его показатели. Основным электрическим узлом устройства, с помощью которого выполняется обратное преобразование постоянного тока в переменный с увеличением частоты до огромных показателей (50-60 кГц), является инвертор.
Важно знать! На первый взгляд схема двойного преобразования кажется слишком громоздкой и непонятной. Но ее преимущество заключается в том, что для снижения показателя напряжения тока высокой частоты в данном случае потребуется трансформатор, обладающий небольшими размерами и весом.
Например: для инверторной сварки при силе тока 160А потребуется трансформатор, обладающий массой порядка 0,250 кг, в то время как для устройств старого образца применяется трансформатор массой около 18 кг. Полученный в процессе преобразования ток высокой частоты понижается до 60-90 В (в бытовом оборудовании), сила тока при этом обладает минимальным показателем в 120-200 А которого достаточно для сварки.
Преимущества инвертора
Небольшие габариты и масса делают аппарат очень удобным для применения в домашних условиях. Но оборудование обладает и другими достоинствами, отличающими его от техники старого образца.
- Электроды для инверторной сварки могут быть как для постоянного, так и для переменного тока. Это существенное преимущество, особенно когда необходимо выполнить соединение чугунных конструкций или деталей из цветных металлов и сплавов.
- Инверторная сварка обладает возможностью регулировать силу тока в достаточно большом диапазоне. Это делает доступным выполнение аргонодуговой сварки инвертором с помощью неплавящихся вольфрамовых электродов.
- Инверторная сварка своими руками – процесс менее трудоемкий и сложный, чем сварка аппаратами старого типа, благодаря схеме управления, позволяющей выполнять большое количество функций, направленных на облегчение сварки. Например: облегченный розжиг сварочной дуги, предотвращение залипания электрода при смене режима работы и другие.
Недостатки
Несмотря на большое количество достоинств, использование инверторной аппаратуры обладает рядом негативных моментов.
- Высокая стоимость – это основной недостаток оборудования, влияющий на выбор покупателя. Инвертор в несколько раз дороже обычного оборудования. Поэтому при единичном пользовании его лучше брать в аренду, или обращаться за помощью к специалистам.
- Аппарат обладает повышенной чувствительностью к пыли, как и все прочие электронные устройства на основе полупроводниковых элементов. Эксплуатация оборудования невозможна без периодической чистки, которую в сезон необходимо производить до 4 раз.
- Некоторые модели устройств нельзя использовать для сварки в условиях отрицательных температур из-за повышенной чувствительности к холоду.
- Сварка инвертором для начинающих может показаться неудобной из-за короткого сварочного кабеля, длина которого по установленным нормам не должна превышать 2,5 метра.
 Поэтому при единичном пользовании его лучше брать в аренду, или обращаться за помощью к специалистам.
Поэтому при единичном пользовании его лучше брать в аренду, или обращаться за помощью к специалистам.При выборе инвертора необходимо определиться с его назначением. Существуют профессиональные и бытовые модели, обладающие рядом отличий.
Отличия бытовых и профессиональных инверторов
Бытовые устройства должны иметь время для остывания через каждые 15-20 минут сварки. При этом длительность остывания в два раза превышает время работы.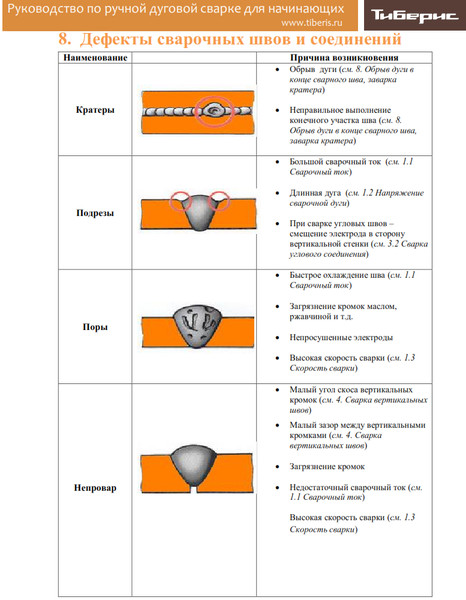 Профессиональная модель может функционировать в течение 8-9 часов, а промышленное оборудование настроено на круглосуточную работу.
Профессиональная модель может функционировать в течение 8-9 часов, а промышленное оборудование настроено на круглосуточную работу.
Приобретая бытовой агрегат необходимо уточнять показатель напряжения в сети. Стабильные параметры и постоянная величина, соответствующая норме, позволяет покупать оборудование, которое рассчитано на сварочный ток 160 А. При низком напряжении, лучше приобретать модель с показателем 200 А, иначе пострадает качество сварного шва.
Особенности инверторной сварки
Основное преимущество аппаратуры заключается в том, что ей может работать даже неопытный сварщик, потому что инвертор, в отличие от сварочных трансформаторов, более легок и удобен в работе. Но все же предварительно следует ознакомиться с тем, как правильно варить инверторной сваркой.
Прямая зависимость между входным и входным напряжением, существующая в трансформаторном оборудовании, при существенных перепадах способствует возникновению сложностей во время розжига дуги, заключающихся в прилипании электрода к соединяемым элементам. Устройство инверторного аппарата исключает подобную зависимость, что облегчает процесс зажигания дуги.
Устройство инверторного аппарата исключает подобную зависимость, что облегчает процесс зажигания дуги.
При сварке трансформаторными аппаратами, которые неспособны удерживать постоянную силу тока, существует возможность возникновения ситуаций, при которых металл не проваривается или наоборот прожигается. Сварка инвертором не имеет подобного недостатка, обладая постоянной величиной сварочного тока.
Качество сварного шва, при работе обычным сварочным оборудованием, зависит от поддержания горения сварочной дуги. Не каждый начинающий сварщик сможет обеспечить подобный параметр. Инверторная аппаратура не требует тщательного контроля этой функции из-за постоянства сварочного тока, который обеспечивает высокое качество сварочного шва даже при небольших изменениях дуги.
Вертикальный шов гораздо быстрее и качественнее получается при сварке инвертором, чем трансформаторным устройством. Обусловлено это исключением постоянного прилипания электрода к соединяемым деталям, что облегчает выполнение сварки прихватками.
Преимуществом инверторной сварки является более простое и качественное выполнение работы.
Полуавтоматическое оборудование
Существует несколько видов инверторной техники. Одним из них является инвертор-полуавтомат, предназначенный для работы в среде защитных газов.
Сварной шов выполняется с помощью присадочной проволоки, подаваемой автоматически в зону горения дуги. Полуавтоматы также обладают небольшими габаритами и весом, применяются на производствах и в быту для соединения деталей из различных металлов и сплавов. Конструкция состоит из сварочного инвертора и аппарата, подающего проволоку.
TIG- сварка
Аргонодуговая сварка является разновидностью инверторных устройств. Схема инвертора – стандартная: преобразование напряжения высокой частоты, обеспечивающего стабильность дуги. Это позволяет выполнять соединения различных металлов.
Выбор режима, постоянного или переменного тока, в современных установках напрямую зависит от характеристик свариваемых металлов. Аргон защищает сварочное соединение от воздействия воздуха. TIG – сварка инвертором применяется для соединения конструкций их алюминия, нержавейки, титана и других металлов и сплавов.
Аргон защищает сварочное соединение от воздействия воздуха. TIG – сварка инвертором применяется для соединения конструкций их алюминия, нержавейки, титана и других металлов и сплавов.
Современный рынок предлагает оборудование, которое поддерживает все перечисленные выше технологии. Универсальные сварочные инверторы могут стать незаменимыми устройствами для частных автосервисов и мастерских.
Сварка – это достаточно сложный процесс. Чтобы выполнить качественный сварной шов, который будет долговечным, герметичным, однородным по химической структуре, без раковин, люди учатся не один год. На подготовку хорошего сварщика, который способен варить качественные котлы, химические аппараты, оборудование для подводных лодок, может уйти больше времени, чем на подготовку инженера. Тем не менее, если вы хотите научиться варить ворота, калитки и другие несложные предметы быта, причём качество шва вас волнует меньше, чем цена вопроса, вы можете подумать над тем, как научиться варить инвертором.
Прежде всего, вы должны позаботиться о технике безопасности. Никогда не варите без маски и рукавиц! Температура в зоне сварки порядка 3000 градусов, можно легко получить ожог, вызвать пожар. Сварочная дуга способна за несколько минут вызвать временное заболевание глаз, когда вы просто не можете открыть их из-за жжения. У сварщиков это называется «поймать зайцев». Для новичка лучше всего будет применять маску-хамелеон. Она позволяет спокойно подвести электрод к металлу, и потом зажечь дугу, не напрягая пространственного воображения, а когда дуга зажигается, автоматически включится затемнение и ваши глаза не пострадают.
Также нужно применять специальный сварочный комбинезон из брезента или замши, и сварочные перчатки-краги. Если вы применяете сварочные рукавицы, выберите те, что полностью из брезента – рукавицы из ткани с брезентовыми вставками могут загореться.
Нужно соблюдать правила электробезопасности – не варите под дождём или стоя в воде. Если варите в гараже – нужно гарантированно убедиться в отсутствии воспламеняющихся жидкостей вблизи места сварки, если в машине – удалить всё, что может гореть: бензин, детали салона и т. д.
д.
Теперь перейдём к самой сварке
Инвертор позволяет тонко настроить режимы сварки. Используйте правильные режимы – сварочный ток и диаметр электрода должны соответствовать толщине свариваемого металла. Марка электрода также должна соответствовать металлу. Для бытовой сварки инвертором нелегированной стали можно рекомендовать электроды ОЦС, АНО и УОНИ. Последние требуют обратной полярности при включении.
Между электродом и металлом на определённом расстоянии возникает электрическая дуга. В этой дуге металл деталей и электрода плавится, образуется так называемая зона сварки, сварочная ванна.
Сварщик перемещает электрод с необходимой скоростью, в нужном направлении, используя определённый «рисунок» движения, и в результате охлаждения сварочной ванны получается сварной шов. Перед сваркой детали нужно предварительно закрепить. Это можно сделать как при помощи струбцин, так и на прихватках. Прихватка – это небольшой участок сварки, который получается простым касанием электрода металла. В ходе выполнения шва прихватки необходимо полностью проварить.
В ходе выполнения шва прихватки необходимо полностью проварить.
Сварка в нижнем положении
Самый простой вид сварки. Металл в сварочной ванне никуда не вытекает. Просто ведёте электрод прямо, или, если нужно сварить толстый металл, совершаете небольшие колебания из стороны в сторону.
Сварка горизонтальным швом
Металл нужно поддерживать в сварочной ванне за счёт сварочной дуги. Сварочная дуга обладает электромагнитными свойствами – она немного отталкивает от себя металл. Направьте электрод снизу вверх и чуть под углом, чтобы металл не вытекал из шва. При сварке совершайте круговые движения, попутно перемещая электрод вдоль шва.
Сварка вертикальным швом
Выполняется снизу вверх. Электрод должен быть направлен тоже снизу вверх. При сварке нужно периодически отдалять электрод и приближать, чтобы ванна могла остывать. Металл в ванне поддерживается как дугой, так и материалом уже наплавленного шва.
Сварка потолочным швом
Самый сложный вид сварки. Металл в ванне поддерживается целиком за счёт давления дуги. Требует определённого опыта.
Металл в ванне поддерживается целиком за счёт давления дуги. Требует определённого опыта.
Не забываем про практику
Перед сваркой чего-то нужного, потренируйтесь на простых деталях, обрезках металла, или просто научитесь вести шов на металлической поверхности. Как правило, за день непрофессионал может научиться варить в нижнем положении, для выполнения других швов может уйти больше времени. Сварка при помощи трансформатора или в среде аргона более сложна, чем сварка инвертором при помощи электрода, к тому же при аргонодуговой сварке вы можете без опыта испортить дорогостоящий вольфрамовый наконечник.
А теперь обучающее видео
Короткое введение по теме сварки инвертором:
Серьезный учебный курс (на английском, но с подробными русскими субтитрами):
- Что нужно и важно знать?
- Как научиться работать инвертором?
- Контроль дуги: особенности
- Сварка проволокой: швы и их дефекты
Сварка инвертором для начинающих имеет свои особенности и требования, ведь те, кто первый раз берет в руки такой агрегат, должны знать, для чего он служит и как работает. Данную аппаратуру используют с целью соединения металлических листов за счет электрического разряда. В отличие от старых моделей, инверторы намного проще в эксплуатации, а сама не представляет собой ничего сложного.
Данную аппаратуру используют с целью соединения металлических листов за счет электрического разряда. В отличие от старых моделей, инверторы намного проще в эксплуатации, а сама не представляет собой ничего сложного.
Популярность такой техники обусловлена тем, что, несмотря на свои компактные габариты, многофункциональность устройства позволяет выполнять достаточно сложные работы, которые старые трансформаторы выполнить не могли. Все потребляемое электричество задействовано в создании дуги и сварочном процессе, поэтому КПД будет выше, а расход электроэнергии ниже.
Что нужно и важно знать?
Сварочные аппараты инверторного типа удобно использовать тем, кто первый раз будет сталкиваться со сварочным делом. Во-первых, они экономичны, а во-вторых, техника сварки достаточно проста, поэтому с ней справится даже новичок.
Инвертор работает от электрической сети, соответственно, в рабочем процессе вся нагрузка идет именно на нее. Но, в отличие от старых прототипов, при включении такой аппаратуры в сеть не будет происходить резких скачков электроэнергии, к тому же устройство подразумевает наличие специального накопительного конденсатора.
- Следует знать, что электросварка производится таким рабочим элементом, как электрод. Его размер будет влиять на количество затрачиваемой электроэнергии, то есть чем он больше, тем больше нужно тока. Если вовремя не обратить внимание на этот момент, то при включении аппарата в сеть есть вероятность сжечь не только свою технику, но и соседскую тоже.
- Чтобы сваривать металл правильно, следует знать, каковы минимальные требования у электрода к электричеству. Дело в том, что если показатель опустить ниже минимума, то шва попросту не создать. На сильном токе электрод быстро сгорает, и хотя стык получается, но его качество оставляет желать лучшего.
- Важно знать угол наклона электрода, так как этот момент напрямую влияет на толщину получаемого стыка.
Вернуться к оглавлению
Как научиться работать инвертором?
Сварка проволокой имеет свои основные шаги. Если новичок внимательно с ними ознакомится, то все у него получится. Но следует сразу сказать, что лучше всего начинать тренироваться на ненужных деталях, т. е. пока набивать руку. Это необходимо для того, чтобы прочувствовать аппаратуру, а также понять, как правильно придерживать электрод, чтобы шов получался тонкий, но качественный и аккуратный.
е. пока набивать руку. Это необходимо для того, чтобы прочувствовать аппаратуру, а также понять, как правильно придерживать электрод, чтобы шов получался тонкий, но качественный и аккуратный.
Итак, руководство к действию выглядит следующим образом:
- В первую очередь необходимо позаботиться о своей безопасности. Так как работа будет проходить с раскаленным металлом, есть риск его разбрызгивания. Поэтому в обязательном порядке стоит подготовить комплект рабочей одежду, куда будут входить защитные перчатки (но ни в коем случае не резиновые), специальный защитный шлем, который имеет щиток со стеклом для видимости, и грубая верхняя одежда (комбинезон и куртка или просто куртка). И обязательно закрытая обувь.
- Далее необходимо настроить инструмент. Для этого ток устанавливается на необходимые значения, которые должны соответствовать рабочим электродам. Оптимальным размером в данном случае будет 2-5 мм. Ток регулируется с расчетом толщины метала и размера детали. Новичкам удобно пользоваться инвертором еще и потому, что современные модели имеют обозначения на своем корпусе, которые подскажут силу энергии, используемую при той или иной толщине. Чтобы избежать залипания электрода, следует инструмент подносить к будущему стыку постепенно. Также нужно клемму массы подключить к рабочей поверхности.
- Сварка проволокой начинается с розжига дуги. Сам электрод должен иметь наклонное положение (45°) по отношению к рабочей поверхности. Чтобы элемент активизировался, им несколько раз необходимо дотронуться до металла. Оптимальное расстояние между деталями равно размеру электрода.
- Такие действия помогут создать сварочный шов. Но стоит знать, что в процессе сварки образуется окалина. Это расплавленный металл, который можно устранить посредством молотка или другого аналогичного тяжелого предмета.
 Новичкам удобно пользоваться инвертором еще и потому, что современные модели имеют обозначения на своем корпусе, которые подскажут силу энергии, используемую при той или иной толщине. Чтобы избежать залипания электрода, следует инструмент подносить к будущему стыку постепенно. Также нужно клемму массы подключить к рабочей поверхности.
Новичкам удобно пользоваться инвертором еще и потому, что современные модели имеют обозначения на своем корпусе, которые подскажут силу энергии, используемую при той или иной толщине. Чтобы избежать залипания электрода, следует инструмент подносить к будущему стыку постепенно. Также нужно клемму массы подключить к рабочей поверхности.Ничего сложного в сварке инвертором нет, поэтому научиться такому процессу может каждый.
Вернуться к оглавлению
Контроль дуги: особенности
Конечно, сама работа достаточно проста: то подводите электрод к поверхности, то отводите. Но дело в том, что качество шва во многом зависит от умения оператора контролировать промежуток между электродом и поверхностью. В зависимости от этого показателя могут возникать и свои проблемы:
Но дело в том, что качество шва во многом зависит от умения оператора контролировать промежуток между электродом и поверхностью. В зависимости от этого показателя могут возникать и свои проблемы:
- если зазор будет маленьким, то сварочное место станет выделяться выпуклостью, особенно наслаивание будет видно по бокам;
- когда зазор имеет большее расстояние, металл не будет провариваться должным образом, а сама дуга постоянно будет пропадать.
И первый, и второй случай существенно сказываются на качестве свариваемой детали, кроме того, внешний вид такого стыка будет оставлять желать лучшего.
При соблюдении правильного промежутка вертикальный шов или горизонтальный будет иметь однородность сцепления. К тому же новичкам следует знать, что в сварке есть такое понятие, как сварочная ванна.
Для осуществления электрической сварки применяется один из трёх видов источников электропитания:
- сварочный ;
- сварочный ;
Их сравнительные характеристики мы рассматривали в статье . Рекомендуем начать знакомство с темой сварочных инверторов, прочитав эту статью.
Рекомендуем начать знакомство с темой сварочных инверторов, прочитав эту статью.
Из этой статьи вы узнаете, что самым удобным и продуктивным является инвертор. Для иллюстрации этого вывода, мы приводим описание популярного среди не только начинающих, но и опытных сварщиков .
Преимущества сварочного инвертора
Преимуществами сварочного инвертора являются:
- незначительный вес. Общая масса стандартного сварочного инвертора в полной комплектации равна, примерно, 6…7 кг. Это позволяет брать с собой сварочный аппарат, практически, всюду;
- небольшой размер;
- возможность плавной регулировки сварочного тока;
- быстродействие;
- высокая производительность.
Из статьи «Как качественно и дёшево осуществить ремонт сварочного инвертора» вы узнали, что комфортная эксплуатация сварочного аппарата обеспечивается его высокой сложностью. Там же даётся краткое описание сварочного инвертора. Поэтому, мы не будем повторяться и приведём, лишь, иллюстрацию его компоновки.
Техника безопасности
Эту статью будут читать не только мастера-сварщики, а и начинающие любители этого увлекательного технологического процесса. Поэтому, начнём с рассказа (для мастеров – это необходимое напоминание) о необходимости соблюдения правил «Техники безопасности» (далее — ТБ).
Правильнее, наверное, говорить «техника без опасности», то есть, как избежать эти самые «опасности» при общении со сварочной техникой. А опасностей при выполнении сварочных работ великое множество:
- можно обжечься брызгами расплавленного металла;
- в атмосферу при сварке выделяются различные токсичные вещества;
- имеется риск поражения электрическим током;
Мероприятия по ТБ до начала работ
До начала сварки нужно уделить должное внимание:
- подготовке защитной экипировки. Сварщик должен быть облачён в специальную одежду, которая защитит его от капель расплавленного металла и непредвиденных контактов с окружающими предметами;
- оборудованию рабочего места. С рабочего места следует убрать всё лишнее, то есть не относящееся к выполняемой операции. Само рабочее место должно иметь достаточное для выполнения работы освещение;
- проверке исправности всей сварочной техники. Необходимо проверить исправность сварочного инвертора и нагрузочных автоматов на распределительном щите электропитания, состояние электрической изоляции на всех проводах, состояние подключения к заземляющему контуру токопроводящих поверхностей (сечение проводов и их целостность, качество электрических контактов и т. п.).
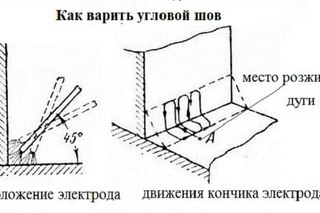 С рабочего места следует убрать всё лишнее, то есть не относящееся к выполняемой операции. Само рабочее место должно иметь достаточное для выполнения работы освещение;
С рабочего места следует убрать всё лишнее, то есть не относящееся к выполняемой операции. Само рабочее место должно иметь достаточное для выполнения работы освещение;На нашем сайте уделено много внимания одному из важнейших компонентов экипировки сварщика — защитным сварочным маскам:
- обычным с постоянно затемнённым стеклом ;
Сварочная маска со светофильтром «Хамелеон» «FOXWELD Lord».
- с автоматически самозатемняющимся светофильтром «Хамелеон» ;;
Рекомендуем ознакомиться с имеющимся материалом. Необходимую вам сварочную маску на сайте можно очень просто найти, используя опцию «Поиск по сайту» на указанных ссылках.
ТБ при выполнении сварки
Большим преимуществом современных инверторов является их безопасность. Все компоненты и проводка размещены в герметичном пластмассовом коробе. Такое конструктивное решение существенно сокращает риск поражения электрическим током. Однако нельзя забывать, что сварочный инвертор, как любой другой электроприбор, является потенциально небезопасным аппаратом.
В комплекте любого инвертора имеется «Инструкция по эксплуатации». Её нужно внимательно изучить и неукоснительно выполнять. В этой «Инструкции по эксплуатации» предельно понятным языком, чтобы даже у новичка не возникло никаких вопросов, изложены «Правила ТБ» при выполнении сварочных работ. Кроме того, даются рекомендации по поведению в форс-мажорных ситуациях. В конце руководства, обычно, дается краткое описание первой медицинской помощи при различных повреждениях и травмах. Что бы эти описания по оказанию первой помощи ни пригодились, при выполнении сварочных работ необходимо выполнять ряд несложных, но очень важных правил:
- категорически запрещается производить сварочные работы под дождем. Сварочный аппарат всегда (а при работе – особенно тщательно) должен быть защищён от возможного намокания;
- электротехническое оборудование должно быть в исправном состоянии;
- сварочные работы можно производить исключительно при наличии сварочной маски (щитка) и специальной робы с перчатками. Эта экипировка защищает роговицы глаз от ожогов, голову — от травм и не оставляет незакрытых участков кожи. Одежда должна быть из толстого брезента или аналогичного материала. Сварочная маска должна иметь соответствующий типу сварки светофильтр;
- рабочее место должно быть оборудовано первичными средствами пожаротушения:
- углекислотный огнетушитель;
- брезентовое одеяло и т. д.
 Сварочный аппарат всегда (а при работе – особенно тщательно) должен быть защищён от возможного намокания;
Сварочный аппарат всегда (а при работе – особенно тщательно) должен быть защищён от возможного намокания;Как выбрать сварочные электроды
Для сварки металла используются плавящиеся электроды. Диаметр электрода и силу сварочного тока выбираем в соответствии с таблицей, которая имеется в «Руководстве по эксплуатации». в зависимости от свариваемых материалов или универсальную (например, ).
Опытные сварщики знают, какие электроды и в каких случаях следует использовать. Новичкам рекомендуем в начале работы применять электроды, выпускаемые в форме твердых стержней и имеющих специальное плавящееся покрытие. С ними можно быстрее научиться варить металл инвертором и создавать ровные четкие линии сварочных швов. В частности, новичкам порекомендуем использовать электроды диаметром Ø 3 мм. Более толстые электроды требуют сварочного оборудования более высокой мощности и определённого опыта. Сварку тонколистового металла лучше осуществлять, применяя электроды диаметром Ø 2 мм. Без отсутствия опыта не рекомендуется использовать старые электроды, позаимствованные у кого-нибудь из знакомых. Дело в том, что залежавшиеся электроды, очень вероятно, окажутся отсыревшими и от них не будет никакого толка (их нужно уметь прокаливать).
Первые шаги или с чего начать
Перед включением сварочного инвертора в электросеть следует обязательно уточнить её (этой самой электросети) технические возможности, то есть, сможет ли она обеспечить необходимую для аппарата электрическую мощность. Это позволит вам предотвратить перегрев электропроводки, короткое замыкание и пожар.
Это позволит вам предотвратить перегрев электропроводки, короткое замыкание и пожар.
При планировании работы обязательно обратите внимание на такой электрический параметр сварочного инвертора, как предельное время работы на полной мощности. В «Руководстве по эксплуатации» этот параметр обозначается как «Продолжительность включения» (далее — «ПВ») и указывается в процентах. Как это понимать? Рабочее время делиться на промежутки (традиционно, каждый промежуток равен 10 минутам. Если он отличается от этого значения, то указывается в «Руководстве по эксплуатации»). Например, в «Руководстве» указано, что ПВ для сварочного аппарата равен 70%. Это означает, что 70% запланированного временного промежутка инвертор сможет работать с полной нагрузкой, оставшиеся же 30% — ему нужно оставить на отдых (технологический перерыв). Иными словами, на максимальном сварочном токе 7 минут варим и 3 минуты остываем. Если сварка производится не на предельном сварочном токе, то время сварки может быть увеличено (значения указаны в таблицах или в виде графиков. Режим возможен, вплоть, до сварки без технологических перерывов). Нарушение этого требования приведёт к перегреву и выходу из строя сварочного инвертора.
Режим возможен, вплоть, до сварки без технологических перерывов). Нарушение этого требования приведёт к перегреву и выходу из строя сварочного инвертора.
Первые шаги в инверторной сварке следует начинать на плоской поверхности. Рекомендуем осваивать процесс сварки в следующей последовательности:
- учимся правильно выбирать сварочный ток. При этом следует иметь в виду, что:
- недостаточный сварочный ток не позволит поддерживать постоянную и достаточную дугу;
- чрезмерный ток вызовет прожиг металла;
- учимся вести электрод по заготовке. Сварочный стержень держите под углом 70…75° к поверхности и на расстоянии 3…5 мм от свариваемого металла. Старайтесь, чтобы это расстояние сохранялось по всей длине шва, так как в противном случае он будет иметь дефекты;
Запоминаем и выполняем правило: свариваемые поверхности обязательно очищаются от коррозии и других всевозможных загрязнений.
Для обучения сварке готовим ненужные изделия и разные металлические отходы, на которых будем осваивать правила расплавления металла. Переходим к созданию сварочного валика.
Переходим к созданию сварочного валика.
Небольшое видео, где дилетант-самоучка делится опытом с новичками:
Сварочный валик
Чтобы создать валики, придерживайтесь такой последовательности действий:
- вставьте сварочный электрод в держатель инвертора;
- сделайте поджиг сварочной дуги, чиркнув концом стержня по металлу (будто спичкой). Допускается несколько раз коснуться заготовки постукивающими движениями;
- после появления электрической дуги выдерживайте постоянное расстояние между обрабатываемым металлом и электродом: оно не должно выходить за пределы 3…5 мм. Не забывайте о том, что качество шва напрямую зависит от умения поддерживать это расстояние постоянным. Если расстояние будет меняться, то вы получите некачественный шов;
- стержень старайтесь держать, как сказано выше, под углом 70…75° к поверхности заготовки. Лучшим считается уклон в 70°;
- электрод пробуйте наклонять назад и вперед — выберите, как вам удобнее. Со временем вы сможете подобрать такой уклон, который будет самым лучшим и удобным именно для вас.
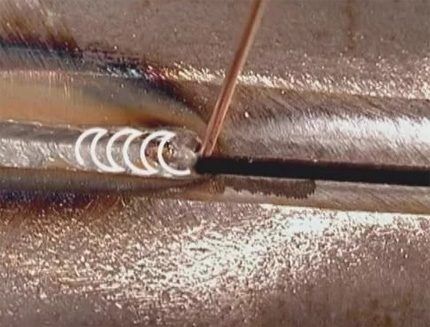
На этом этапе вам необходимо научиться выбирать такую силу тока, чтобы обеспечивалось стабильное горение сварочной дуги. Уделите этому достаточно времени и подберите подходящие значения.
Пошаговая инструкция по выполнению сварки
Процесс сварки выполняется в следующей последовательности:
После успешного поджига, электрод необходимо, не спеша, вести вдоль стыка свариваемых металлов. Главное, чтобы все было сделано аккуратно. При сварке отдельных изделий, вполне возможно, вам будет необходимо совершать возвратно-поступательные движения. Впоследствии, получив необходимый опыт, вы сможете совершать движения электродом по траекториям, указанным на рисунке.
Сварите небольшой участок, выключите инвертор и оцените выполненную работу. Удалите сварочный шлак с помощью металлической щетки или молотка. Если всё вас устраивает, то на этом завершите работу.
В итоге, создан ваш первый сварочный шов. Вряд ли первые из них будут идеальными. Чтобы получать швы высокого качества, нужен большой опыт. С течением времени вы освоите эту интересную работу и сможете выполнять идеальные сварочные швы между разными металлами и в любых пространственных положениях.
С течением времени вы освоите эту интересную работу и сможете выполнять идеальные сварочные швы между разными металлами и в любых пространственных положениях.
Узнать больше:
Какую помощь в сварке оказывают встроенные автоматические системы
Успешной и плодотворной работе с современными инверторами способствуют встроенные в них автоматические системы, создающие дополнительные опции. К ним относятся:
Эксплуатация инвертора с такими опциями позволит существенно облегчить работу, как профессионального сварщика, так и сгладить типичные ошибки новичка. Это позволяет создавать приближенные к идеалу сварочные швы.
В заключение, предлагаем вашему вниманию обучающий видеоролик. Желаем успехов!
Много материалов по обучению сварке в разделе: « «.
Умный магазин Miller® Welding
Shop Miller Welding / ITW категории сварки
Выберите правильный сварочный аппарат Miller
 vimeo.com/video/428548729″ frameborder=»0″ webkitallowfullscreen=»» mozallowfullscreen=»» allowfullscreen=»»/>
vimeo.com/video/428548729″ frameborder=»0″ webkitallowfullscreen=»» mozallowfullscreen=»» allowfullscreen=»»/>
Miller Welding: какой сварочный аппарат MIG или многопроцессорный сварочный аппарат лучше всего подходит для вашего дома или магазина?
Правильное выполнение работы начинается с наличия подходящего сварочного аппарата.Miller Welding упрощает это. Посмотрите видео, чтобы узнать, какой сварочный аппарат Miller подходит вам.
Учебные ресурсы Miller Welding
Чем больше вы знаете, тем лучше ваши сварные швы
Сварка — это не то, что нужно освоить за день или два, это процесс на всю жизнь. Будьте в курсе последних событий, посетив Учебный центр Miller Welding и видео-библиотеку Miller Welding, где вы найдете советы, тенденции и другую полезную информацию о сварочных изделиях Miller и о том, как их лучше всего использовать.
Будьте в курсе последних событий, посетив Учебный центр Miller Welding и видео-библиотеку Miller Welding, где вы найдете советы, тенденции и другую полезную информацию о сварочных изделиях Miller и о том, как их лучше всего использовать.
Магазин сварочной продукции Miller
Miller Millermatic 252 Сварочный аппарат MIG
Сварочный аппарат с приводом от двигателя Miller Bobcat ™ 250
Miller Millermatic 211 Сварочный аппарат MIG
. 045-дюймовая сварочная проволока для труб из углеродистой стали с металлическим сердечником HOBART
045-дюймовая сварочная проволока для труб из углеродистой стали с металлическим сердечником HOBART
Сопло Bernard ™ серии 5/8 «Bore Centerfire ™
1/8 «X 14» E7018 h5 R Электрод из углеродистой стали Hobart 418
Черная сварочная маска Miller Digital Elite ™ с переменными оттенками 3, 5 — 13 Технология линз ClearLight ™
Miller Maxstar 161 Сварочный аппарат TIG
Miller XMT 350 Универсальный сварочный аппарат
HOBART FabCO 86R Защитная газовая проволока из углеродистой стали с металлическим сердечником трубчатая сварочная проволока
Tregaskiss ™
Сопло
Большие синие и черные перчатки Miller Premium из свиной кожи и разрезной воловьей кожи без подкладки для сварщиков MIG / Stick
Насадка Bernard ™, модель NS-5818C Centerfire ™
. 052 «E71T-1C Excel-Arc ™ 71 Сварочная проволока для труб из углеродистой стали с сердечником из газозащитного флюса
052 «E71T-1C Excel-Arc ™ 71 Сварочная проволока для труб из углеродистой стали с сердечником из газозащитного флюса
Контактный наконечник Bernard ™ 0,045 «X 1,5» Centerfire ™ серии T
Tregaskiss ™
.045 «Контактный наконечник
Пистолет Bernard ™, 300 А, BTB MIG
Сопло Bernard ™ с отверстием 5/8 «Quik Tip ™ серии 1
Tregaskiss ™
Защита от брызг
Tregaskiss ™
. 045 «Контактный наконечник
045 «Контактный наконечник
Miller Weldcraft
W-250 Комплект горелки TIG на 250 А
Weldcraft 150 Amp
A-150 Гибкая горелка TIG с воздушным охлаждением, пакет
Комплект горелки Weldcraft Crafter ™
W-310 3TIG
Корпус ручной горелки TIG с воздушным охлаждением Weldcraft, 150 А
Комплект горелки Weldcraft W-225 Modular 225 A TIG
Miller Weld-Mask ™ Черно-синий сварочный шлем с 1. 8 «X 2» переменных оттенков 5–13 Линза с автоматическим затемнением
8 «X 2» переменных оттенков 5–13 Линза с автоматическим затемнением
Miller XMT 350 CC / CV Трехфазный многопроцессорный сварочный аппарат
Miller Multimatic 215 Многофункциональный сварочный аппарат CC / CV, однофазный, 120 В,
Узнайте, что еще предлагает семейство сварочных аппаратов ITW
Получите максимальную отдачу от своей машины Miller, сочетая ее с другими замечательными продуктами, такими как присадочные металлы Hobart ® , пистолеты Bernard ® MIG и многое другое.
Изготовление аппарата для дуговой сварки — Часть 1 из 2: 6 шагов (с иллюстрациями)
Чтобы сделать жизнь намного проще, вам нужно будет построить небольшое приспособление для намотки вторичной обмотки.Вряд ли вы получите все необходимые витки провода в таком тесном пространстве без него.
Чтобы сделать это приспособление, я использовал кусок древесины и отрезал его так, чтобы он был шириной с центр трансформатора и немного короче его вершины. Длина была обрезана так, чтобы она выступала примерно на 1/2 дюйма от концов.
Я прикрутил деревянные панели сверху и снизу, чтобы направлять провода и удерживать их на месте, затем сложил лист бумаги так, чтобы он вошел в отверстие.
После установки в тисках для закрепления трос можно наматывать.
Для этого проекта попробуйте закупить около 50 футов многожильного медного кабеля 8 AWG из местного хозяйственного магазина. Вы, вероятно, могли бы сэкономить немного денег, собирая бесплатный провод, но я решил взглянуть на раздел «конец катушки» в хозяйственном магазине и смог договориться о сделке за полцены на кабель, так что 50 футов стоили только мне около 17 долларов.
Этим модифицированным МОТ потребуется новая вторичная обмотка, состоящая из 18 витков кабеля 8 AWG, и обе МОТ будут соединены последовательно. Я также обнаружил, что мне нужно запустить систему на 240 вольт переменного тока, чтобы получить выходную мощность для хорошей сварки.Моей целью было 30+ вольт переменного тока с переменной силой тока от 0 до 120 + ампер.
На практике это означает, что вам нужно намотать катушку на форму так, чтобы в итоге получилось 6 отрезков кабеля в высоту и 3 длины в ширину. Ах да, и все это должно уместиться обратно в трансформатор, так что наматывайте его плотно!
Первый слой неплохой, но наматывание второго и третьего слоев становится все труднее и может показаться почти невозможным.
После того, как 18 витков провода поместятся в канавку, можно сложить бумагу и скрепить ее скотчем, чтобы катушка удерживалась вместе.
Вот сложная часть … снимите его с приспособления, не позволяя ему распутаться!
Верхнюю и нижнюю панели можно снять, а блок вытолкнуть из центра змеевика.
Я использовал изоленту, чтобы убедиться, что катушки плотно прилегают.
Сварочные работы. Как правильно варить металл сварочным инвертором: видеоуроки и советы
Квартира, а тем более частный дом, требует регулярного ухода и ремонта. Домашний мастер должен быть разносторонним человеком, способным выполнять множество различных работ.Поэтому мастера хотят освоить как можно больше технологий.
Сварка — одна из самых востребованных. Практика показывает, что электросварка для новичков проста и доступна каждому, кто хочет научиться ею пользоваться.
Электросварка — это один из методов сварки, когда электрическая дуга используется для нагрева и последующего плавления металлов.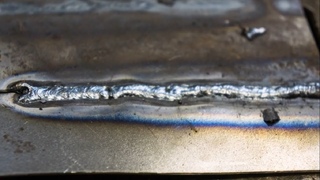 Температура последнего достигает 7000 градусов С, что намного выше температуры плавления большинства металлов.
Температура последнего достигает 7000 градусов С, что намного выше температуры плавления большинства металлов.
Процесс электросварки происходит следующим образом.Для формирования и поддержания электрической дуги в рабочем состоянии от сварочного аппарата к электроду подводится ток.
В процессе сварки основной металл и металлический сердечник электрода расплавляются и смешиваются, образуя прочный и неразрывный шов.
Когда стержень электрода касается свариваемой поверхности, течет сварочный ток. Под его воздействием и воздействием электрической дуги электрод и металлические кромки свариваемых элементов начинают плавиться.Из расплава, как говорят сварщики, образуется сварочная ванна, в которой расплавленный электрод смешивается с основным металлом.
Расплавленный шлак всплывает на поверхность ванны, образуя защитную пленку. После выключения дуги металл постепенно остывает, образуя шов, покрытый окалиной. После того, как материал полностью остынет, его счищают.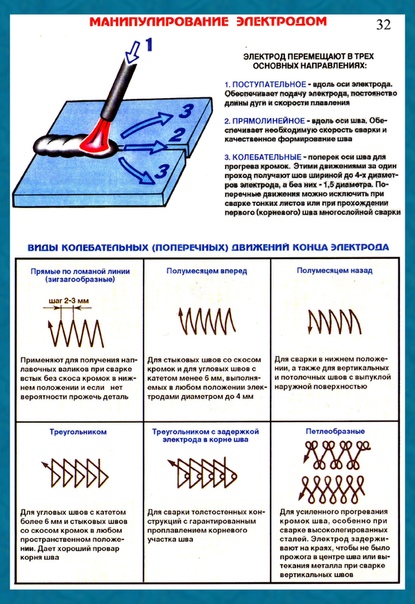
Для сварки можно использовать неплавящиеся и плавящиеся электроды. В первом случае для образования шва в расплав вводится присадочная проволока; во втором этого не требуется.Для образования и последующего поддержания электрической дуги используется специальное оборудование.
Что нужно сварить дома?
Для проведения работ вам понадобится, прежде всего, сварочный аппарат. Есть несколько его разновидностей. Решим, какому из них отдать предпочтение.
- … Отличительной особенностью является возможность вырабатывать электрическую энергию и использовать ее для создания дуги. Будет полезно там, где нет источника питания. Он имеет внушительные габариты, поэтому пользоваться им не очень удобно.
- Сварочный трансформатор … Устройство преобразует переменное напряжение, подаваемое из сети, в переменное напряжение другой частоты, необходимое для сварки. Устройства просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки напряжения.
- Сварочный выпрямитель … Устройство, преобразующее напряжение, подаваемое из сети, в постоянный ток, необходимый для образования электрической дуги. Их отличает компактность и высокая эффективность работы.

Для домашнего использования предпочтительнее выпрямитель инверторного типа. Их обычно называют просто инверторами. Оборудование очень компактное. При работе вешается на плечо. Принцип работы устройства довольно прост. Он преобразует ток высокой частоты в постоянный ток. Работа с этим типом тока обеспечивает высочайшее качество сварки.
Сварочный генератор может работать при отсутствии сети. Он сам генерирует ток.Система очень громоздкая, работать с ней довольно сложно.
Инверторы экономичны и работают от бытовой электросети. К тому же именно с ними лучше работать новичку. Они чрезвычайно просты в эксплуатации и обеспечивают стабильную дугу.
К недостаткам инверторов можно отнести более высокую стоимость, чем у других устройств, чувствительность к пыли, влаге и скачкам напряжения. Выбирая инвертор для домашней сварки, обратите внимание на диапазон значений сварочного тока.Минимальное значение 160-200А.
Выбирая инвертор для домашней сварки, обратите внимание на диапазон значений сварочного тока.Минимальное значение 160-200А.
Дополнительные функции оборудования могут облегчить работу новичку. Среди таких приятных «бонусов» стоит отметить Hot Start, означающий увеличение начального тока, подаваемого в момент зажигания сварочной дуги. Это значительно упрощает активацию дуги.
Функция Anti-Stick автоматически снижает сварочный ток, если электродный стержень застревает. Это облегчает выполнение. Функция Arc Force увеличивает сварочный ток, если электрод слишком быстро подносится к заготовке.В этом случае залипания не происходит.
Помимо сварочного аппарата любого типа необходимы электроды. Подбирать их марку лучше всего по специальной таблице, в которой указывается вид свариваемого материала.
Также требуется сварочная маска. Лучше всего тот, который надевается на голову. Модели держать в руках крайне неудобно.
Сварку следует производить только в защитном костюме. Специальная маска защитит глаза от ультрафиолета и брызг, плотный костюм и брезентовые перчатки предотвратят ожоги.
Специальная маска защитит глаза от ультрафиолета и брызг, плотный костюм и брезентовые перчатки предотвратят ожоги.
Маска может быть простым тонированным стеклом или так называемым «хамелеоном».Последний вариант предпочтительнее, потому что при появлении дуги стекло автоматически затемняется. Работать необходимо только в специальной одежде, защищающей от брызг и ультрафиолета. Это может быть толстый хлопковый комбинезон, сапоги или унты, парусиновые или прорезиненные перчатки.
Электросварочная техника
Лучше научиться правильно сваривать детали электросваркой под руководством опытных сварщиков. Если по каким-то причинам это не сработает, вы можете попробовать сами.Для начала нужно правильно организовать свое рабочее место. Это очень важно, поскольку сварка — высокотемпературный и, следовательно, пожароопасный процесс.
Для работы нужно выбрать верстак или любую другую основу из негорючего материала. Деревянные столы и подобные предметы строго запрещены.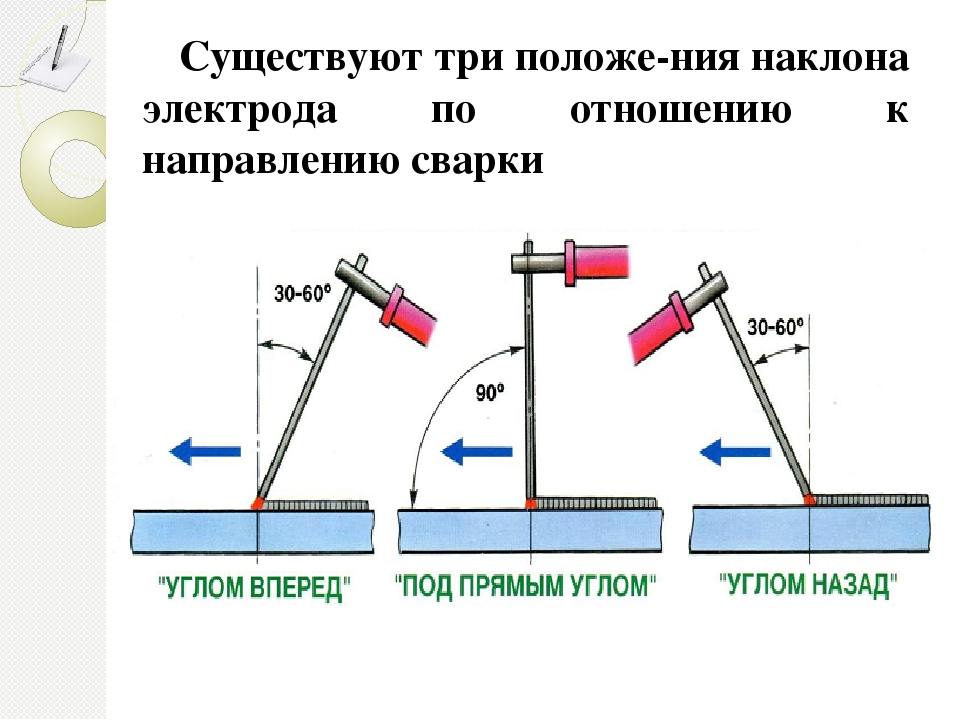 Желательно, чтобы рядом с местом, где будет проводиться сварка, не было легковоспламеняющихся предметов.
Желательно, чтобы рядом с местом, где будет проводиться сварка, не было легковоспламеняющихся предметов.
Обязательно поставьте рядом с собой ведро с водой, чтобы тушить возможные возгорания. Кроме того, нужно определить безопасное место, где будут скапливаться остатки использованных электродов.Даже самое маленькое из них способно спровоцировать пожар.
Сварочные электроды разного диаметра можно найти в продаже. Необходимый размер стержня подбирается исходя из толщины свариваемого металла
Для первых самостоятельных швов нужно подготовить ненужный кусок металла и подобрать к нему электроды. В таких случаях специалисты рекомендуют использовать стержни диаметром 3 мм. Меньший диаметр используется для сварки тонких листов, на которых неудобно учиться. Для электродов большего размера требуется оборудование большой мощности.
Начинаем с очистки участка металла, на котором будет располагаться шов. Здесь не должно быть ни ржавчины, ни грязи. После того, как деталь подготовлена, берем электрод и вставляем в зажим сварочного аппарата. Затем берем зажим «заземления» и плотно прикрепляем к деталям. Еще раз проверьте кабель. Его следует заправить в держатель и хорошо изолировать.
Затем берем зажим «заземления» и плотно прикрепляем к деталям. Еще раз проверьте кабель. Его следует заправить в держатель и хорошо изолировать.
Теперь вам нужно выбрать рабочую мощность сварочного аппарата. Он соответствует диаметру электрода.Выставляем выбранную мощность на панели сварочного оборудования.
Следующим шагом будет зажигание дуги. Для этого электрод нужно подвести к детали под углом примерно 60 ° и очень медленно перемещать его по основанию. Должны появиться искры. Как только это произойдет, слегка прикоснитесь электродом к детали и сразу поднимите его на высоту не более 5 мм.
Сварочный инвертор готов к работе. К нему подключаются два кабеля: один с зажимом электрода, другой с зажимом заземления
В этот момент горит дуга, которую необходимо поддерживать в течение всего времени работы.Его длина должна быть 3-5 мм. Это расстояние между концом электрода и заготовкой.
Поддерживая дугу в рабочем состоянии, нужно помнить, что в процессе эксплуатации электрод выгорает и становится короче. Если электрод находится слишком близко к заготовке, может произойти прилипание. В этом случае нужно немного повернуть ее в сторону. Дуга может не загореться с первого раза. Возможно не хватает силы тока, тогда ее нужно увеличить.
Если электрод находится слишком близко к заготовке, может произойти прилипание. В этом случае нужно немного повернуть ее в сторону. Дуга может не загореться с первого раза. Возможно не хватает силы тока, тогда ее нужно увеличить.
После того, как начинающий сварщик научится зажигать дугу и поддерживать ее в рабочем состоянии, можно приступать к сварке валика.Это самая простая из всех операций. Зажигаем дугу и начинаем очень плавно и осторожно перемещать электрод по будущему шву.
При этом совершаем колебательные движения, напоминающие полумесяц с небольшой амплитудой. Мы как бы «сгребаем» расплавленный металл к центру дуги. Таким образом у вас должен получиться ровный шов, как у валика. У него будут маленькие волнистые металлические бусинки. После того, как шов остынет, нужно в него сбить чешуйку.
Техника дуговой сварки — методы сварки
Чтобы получить качественный шов, вам нужно научиться поддерживать дугу, а затем перемещать ее.Особенно влияет на качество длина дуги. Если он больше 5 мм, то считается длинным. В этом случае происходит азотирование и окисление расплавленного металла. Брызгается каплями, при этом шов пористый и недостаточно прочный. Если дуга слишком короткая, может возникнуть нарушение плавления.
Если он больше 5 мм, то считается длинным. В этом случае происходит азотирование и окисление расплавленного металла. Брызгается каплями, при этом шов пористый и недостаточно прочный. Если дуга слишком короткая, может возникнуть нарушение плавления.
Стержень электрода может перемещаться по разным траекториям. С опытом каждый сварщик выбирает «свой» вариант, и чаще всего сочетание нескольких движений
Для выполнения сварки используются различные приемы.Разберем основные из них подробнее.
Вариант №1: стыковые соединения нижние
Самый распространенный и простой способ соединения деталей. Двусторонняя сварка применяется для металла толщиной до 0,8 см. Для металлических стыков толщиной менее 0,4 см выполняется только односторонняя сварка. Для работы подбираются электроды, диаметр которых равен толщине металла. Если он превышает 8 мм, сварку проводят с проточкой. В этом случае угол паза составляет около 30 °.
Сварка выполняется в несколько проходов. Желательно использовать съемные стальные или медные прокладки, чтобы избежать прожога. Первый проход выполняется электродом небольшого диаметра, не более 4 мм. В процессе изготовления первого шва очень важны его точность и глубина проплавления. После нанесения за края не должно быть пробитого металла.
Желательно использовать съемные стальные или медные прокладки, чтобы избежать прожога. Первый проход выполняется электродом небольшого диаметра, не более 4 мм. В процессе изготовления первого шва очень важны его точность и глубина проплавления. После нанесения за края не должно быть пробитого металла.
Электродные стержни большего диаметра используются для второго и всех последующих проходов. Их выбирают для качественного заполнения образовавшейся выемки между краями.Электрод медленно перемещают по шву, совершая при этом колебательные движения, как бы раскачивая электрод из стороны в сторону, чтобы полностью заполнить пустоты расплавленным металлом.
Вариант №2: нижние угловые соединения
Опытные сварщики утверждают, что хороших результатов можно добиться, если сварить углы в лодке. Это означает, что соединяемые детали устанавливаются под углом 45 ° или иначе. Таким образом обеспечивается максимально качественное проникновение стенок продукта и снижается риск поднутрения и непровара. Этот метод сварки позволяет сваривать швы большого сечения за один проход.
Этот метод сварки позволяет сваривать швы большого сечения за один проход.
Мастера напоминают, что при сварке углового соединения Т-образного типа электрическая дуга должна зажигаться только в горизонтальной плоскости.
Есть два вида сварки «в лодке» — симметричная и асимметричная:
- В первом случае наклон деталей составляет 45 °. Вероятность провисания или подрезания одной из стен минимальна. Сварка с обратной и прямой полярностью выполняется при максимальных значениях тока.При сварке с обратной полярностью длина дуги должна быть как можно короче.
- Асимметричная лодка предполагает, что части наклонены под углом 60 ° или 30 °. Этот вариант очень удобен, если работа выполняется в труднодоступных местах, так как амплитуда электрода небольшая. Сварщик направляет дугу в самый корень шва, при этом следя за тем, чтобы она не выходила за границы будущего шва. Также не допускается сваривать слишком много металла за один проход.
Угловые соединения могут быть Т-образными, поэтому необходимо научиться сваривать металл электросваркой в несколько проходов правильно и без ошибок. Использование за один проход возможно только при сварке простых конструкций со сторонами, образующими угол 45 ° с угловым швом. При этом диаметр электрода не может превышать толщину металла более чем на 0,15-0,3 см.
Использование за один проход возможно только при сварке простых конструкций со сторонами, образующими угол 45 ° с угловым швом. При этом диаметр электрода не может превышать толщину металла более чем на 0,15-0,3 см.
Стандартный многопроходный Т-образный шов выполняется следующим образом. Для первого прохода берется электрод большего диаметра, чем выбранный для последующих проходов.Например, используется электрод, размеры которого варьируются от 0,4 до 0,6 см.
Некоторые сварные швы выполняются за несколько проходов. При этом размер электрода для первого прохода и для всех последующих проходов разный.
Сварка выполняется плавно, без поперечных колебательных движений. При выполнении оставшихся пасов их необходимо выполнить. Важно, чтобы амплитуда вибрации находилась в пределах допустимой ширины шва. Еще один важный момент.При выполнении угловых швов Т-образной сваркой дуга всегда должна зажигаться на горизонтальной полке.
При выполнении электросварки уголков своими руками можно использовать соединение внахлест. В этом случае свариваемые детали кладут одна на другую внахлест. Дуга при прямой полярной сварке должна быть короткой, при обратной — как можно короче. Дуга направлена точно к корню шва.
В этом случае свариваемые детали кладут одна на другую внахлест. Дуга при прямой полярной сварке должна быть короткой, при обратной — как можно короче. Дуга направлена точно к корню шва.
В процессе сварки необходимо совершать возвратно-поступательные движения малой амплитуды электродом.Таким образом получится равномерно прогреть всю область сустава. В этом случае сварочная ванна заполнится равномерно, а шов будет выпуклым и полноразмерным.
Вариант №3: вертикальные швы
Вертикальные швы выполняются только короткой дугой. В этом случае рабочий ток должен быть на 10-20% меньше, чем при сварке деталей в нижнем положении. Эти требования легко объяснить. Более низкая сила тока предполагает, что расплавленный жидкий металл не будет стекать из сварочной ванны.С дугой меньшего размера легче работать.
Сварка вертикальных швов имеет свои особенности. Объясняются они тем, что в таком положении жидкий металл может стекать по шву. Поэтому необходимо правильно подбирать сварочный ток и угол наклона электрода.
Опытные сварщики предпочитают сваривать вертикальные швы снизу вверх. Дуга зажигается в самой нижней точке будущего шва. После этого готовится небольшая горизонтально расположенная площадка, размеры которой соответствуют сечению будущего шва.Затем стержень электрода медленно продвигается вверх. В этом случае движения обязательно выполняются через соединение.
Они могут быть в форме елочки, уголка или полумесяца. Последний вариант выполнить проще всего. Также важно поддерживать правильное положение электрода. Теоретически проплавление лучше всего производить, если стержень расположен перпендикулярно шву, то есть горизонтально.
Практика показывает, что при таком положении стержня электрода жидкий металл стекает по шву.Чтобы этого избежать, угол наклона стержня выбирают в пределах 45 ° -50 °. Это лучший вариант для вертикальной сварки. Для сварки деталей снизу вверх выбираются электроды, диаметр которых не превышает 0,4 см.
Вариант №4: детали трубопроводов
В домашних условиях часто приходится вспоминать, как сварить металлическую трубу электросваркой. На боковой стороне детали обычно делают вертикальный шов, а по окружности — горизонтальный. Стальные трубы свариваются встык.Все края необходимо хорошо сварить.
На боковой стороне детали обычно делают вертикальный шов, а по окружности — горизонтальный. Стальные трубы свариваются встык.Все края необходимо хорошо сварить.
Чтобы минимизировать провисание внутри трубы, электрод подводят к изделию под углом не более 45 °. Ширина шва должна быть 0,6-0,8 см, высота — 0,2-0,3 см.
Сварка труб выполняется с различными швами и на разных участках. В зависимости от толщины стенки детали и ее расположения подбирается диаметр электрода и вид шва.
Перед началом сварки соединяемые детали тщательно очищаются.Концы трубы исследуются. Если они деформируются, их выпрямляют или подрезают. Затем края деталей зачищаются до металлического блеска изнутри и снаружи на расстоянии не менее 1 см от края. Затем приступают к сварке.
Шов сваривают без перерыва до полного сваривания. Для неподвижных стыков труб со стенками шириной до 0,6 мм делают два сварочных прохода, для изделий с шириной стенок от 0,6 до 1,2 см — три прохода, для деталей со стенками шириной более 1.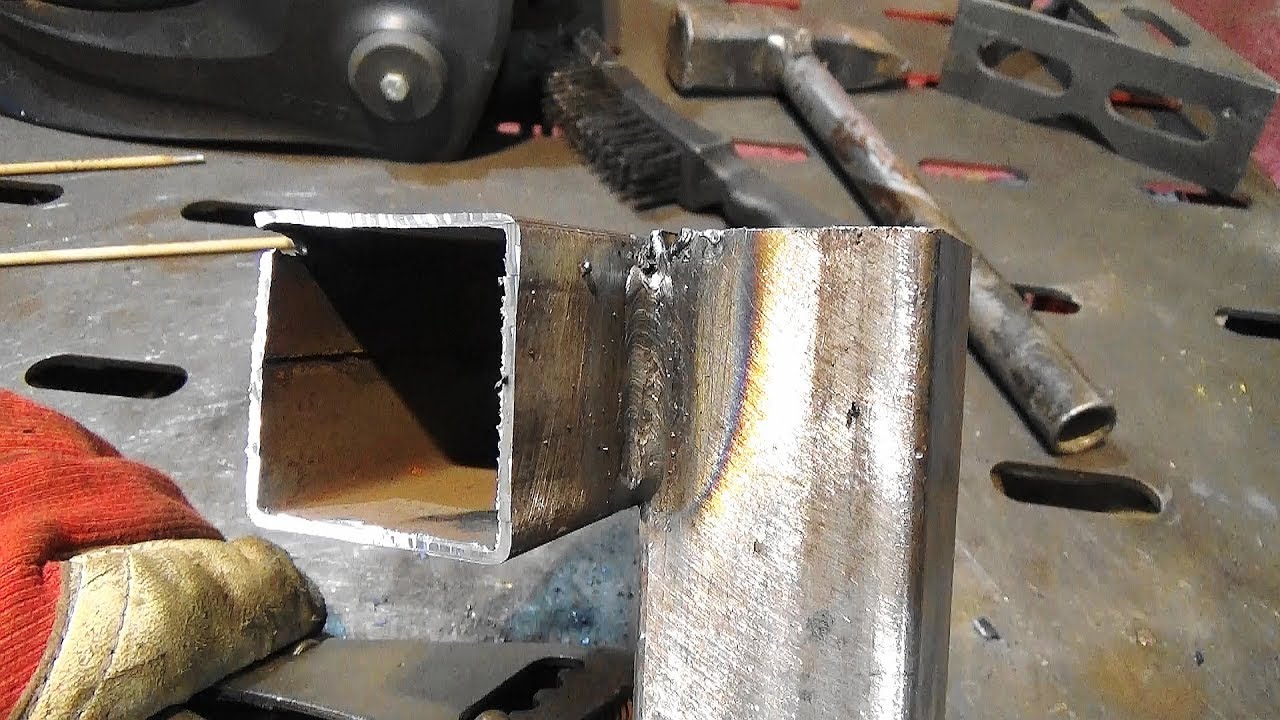 9 см — четыре прохода. В этом случае каждый последующий шов накладывается только после снятия накипи с предыдущего.
9 см — четыре прохода. В этом случае каждый последующий шов накладывается только после снятия накипи с предыдущего.
Качество первого шва очень важно. В процессе его выполнения все затупления и кромки должны полностью расплавиться. Трещин, даже самых мелких, быть не должно. Если есть, их либо переплавляют, либо вырубают. После чего фрагмент снова заваривается. Аналогичным образом осуществляется сварка поворотных труб.
Возможные дефекты сварных соединений и швов
Электросварка — процесс сложный, и не всегда все идет гладко.В результате ошибок в работе швы и стыки могут иметь различные дефекты, в том числе:
- Кратеры. Небольшие вмятины на бусине. Может произойти в результате обрыва дуги или ошибки на окончательном участке шва.
- Поры. Сварной шов становится пористым в результате загрязнения кромок деталей ржавчиной, маслом и т. Д. Кроме того, пористость может появиться при слишком быстром охлаждении шва, при высоких скоростях сварки и при работе с невыушенными электродами.
- Поднутрения. Похоже на небольшие вмятины по обе стороны от нити. Они появляются при смещении электродов в сторону вертикальной стены при сварке угловых соединений. Кроме того, поднутрения возникают при использовании длинной дуги или при слишком высоком сварочном токе.
- Включения шлака. Внутри сварочного валика есть куски шлака. Это может произойти из-за загрязнения кромок, высокой скорости сварки или слишком низкого сварочного тока.

Это наиболее распространенные дефекты сварных швов, но могут быть и другие.
Выводы и полезное видео по теме
Особенности сварки труб:
Как правильно выбрать сварочный инвертор:
При желании любой домашний мастер сможет освоить азы сварки. Это не так уж и сложно. Потребуется терпение, аккуратность и, конечно же, точное выполнение всех инструкций. Все будет намного проще, если процессом овладения новым навыком будет руководить опытный специалист.
Итак, если вы новичок в сварке и благодаря TD Doka только что приобрели отличный инверторный сварочный аппарат и замечательную маску-хамелеон, то эта статья для вас.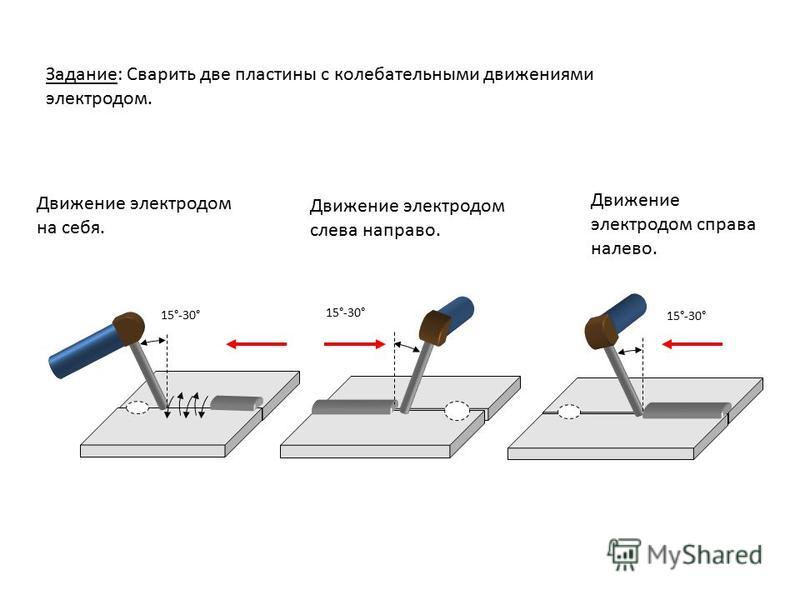
Прежде чем приступить к сварке, хотелось бы рассказать о правилах безопасности при работе со сварочным оборудованием. Не игнорируйте этот момент. Настоятельно рекомендуем ознакомиться с ПУЭ (Правила эксплуатации электроустановок), раздел 7.6 «Электросварочные установки». Будьте уверены, что из этого документа вы получите много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и об электробезопасности всего вашего загородного дома, дачи.
Далее вам обязательно потребуются качественные перчатки сварщика (гетры) и одежда из негорючего материала. Многие стараются готовить в хозяйственных (садовых) перчатках, а иногда даже в одежде без рукавов. Поверьте, ожоги от сварочных брызг очень болезненны и заживают очень долго. Также не забудьте застегнуться и надеть качественную обувь. Особенно запомнились случаи с полетом раскаленного металла и шлака за воротник и в сапоги с заправленными в них брюками. Крики, танцы, чудеса ловкости начинающих сварщиков.
Старайтесь по возможности избегать использования длинных рукояток, так как это приводит к значительным потерям мощности сварочных аппаратов. Если вы все же используете такой носитель, размотайте трос с катушки до конца.
Электроды необходимо просушить, при необходимости прокалить. Вам как новичку может быть непросто разжечь сварочную дугу, гораздо сложнее сделать это с непрокаленными электродами. Режимы (температура и время) прокаливания указаны на упаковке электродов.В нашем магазине есть все для сварки, поэтому если вы решили купить печь или ящик для прокаливания электродов, мы с радостью поможем вам в выборе.
Маска хамелеона должна быть настроена для конкретного вида работы и значения сварочного тока. Обязательно внимательно ознакомьтесь с паспортом или инструкцией по эксплуатации сварочного шлема. Не начинайте сварку, не убедившись в исправности фильтра. Некоторые забывают перевести это с позиции Гринда — получают приличный «зайчик».
Сварочный ток нужно подбирать в соответствии с типом выполняемого сварочного соединения, не забывайте, что в нижнем положении он всегда на 20-30% выше, чем в потолочном, и на 10-20% выше, чем в вертикальном. один. Примерная сила тока указана на коробке с электродами.
один. Примерная сила тока указана на коробке с электродами.
Новичкам рекомендуется начинать готовку с рутиловыми электродами, такими как MP3-C.
Не стоит сразу пытаться приготовить продукт: емкость для бани, или поставить забор и т. Д., несмотря на то, что в целом это не очень сложно. Помните, что главное оружие солдата-новичка — лопата, а начинающего сварщика — угловая шлифовальная машина, также известная как «болгарка». Поэтому, чтобы в будущем свести использование основного инструмента к минимуму, необходимо начинать с наложения (наплавки) пробных валиков, чтобы «почувствовать сварной шов».
Желательно найти толстую металлическую пластину достаточного размера для первых тренировок.Отшлифуйте металлическую поверхность шлифовальной машиной до металлического блеска и примените испытательный ролик в нижнем положении под углом вперед, не раскачивая электрод слева направо, если вы правша, и справа налево, если вы левша.
Эксперимент со сварочным током и манипуляциями с электродами.
Затем приварите валики, используя колебательные боковые движения. Обычно геометрия манипулирования электродами показана на рисунке ниже. Валик должен быть гладким с однородными хлопьями.Общее правило для профессионалов: сварочный ток должен быть максимально возможным для качественного проплавления и внешнего вида.
Старайтесь поддерживать короткую дугу, т.е. электрод должен постоянно находиться на расстоянии 2-3 мм от сварочной ванны, для этого его необходимо постепенно подводить в зону сварки, исходя из скорости и величины тока. Это тоже нужно почувствовать.
Постарайтесь закрепить клемму заземления или «массу» как можно ближе к месту сварки. Плотно зажмите электрод в держателе.Проследить, чтобы огарка была не менее 10 см, дальше электрод не обжечь.
Следите за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску выглядит как темные пятна на солнце.
По окончании сварки осторожно постучите по шлаку специальным молотком. Подчеркиваю внимательно, не стоит забивать всю свою дурь, случаев попадания горячего шлака в открытую кожу и в глаза масса, и страдают, как правило, новички.Если у вас есть маска-хамелеон, то во время операции желательно ее вообще не поднимать.
Подчеркиваю внимательно, не стоит забивать всю свою дурь, случаев попадания горячего шлака в открытую кожу и в глаза масса, и страдают, как правило, новички.Если у вас есть маска-хамелеон, то во время операции желательно ее вообще не поднимать.
Подожгите сварочный электрод легким прикосновением или голубой спичкой.
Если электрод застрял и после того, как вы его оторвали, не загорается, то нужно медленно отламывать покрытие руками, так как в таких случаях стержень электрода обычно выгорает. Если электродом постучать, что есть моча, то наоборот покрытие слетит больше, чем нужно и останется голый стержень, и снова вероятность прилипания увеличится в геометрической прогрессии.
Мы также рекомендуем поэкспериментировать со скручиванием Arc Force на сварочном аппарате. Он предназначен для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает низкий уровень разбрызгивания и перенос мелких капель, а «жесткая» дуга обеспечивает глубокое проплавление сварного шва. Кроме того, многие сварщики используют регулировку силы дуги для предотвращения прилипания электрода. Обычно в таких случаях в начале сварки выкручивают полностью, а после зажигания дуги возвращают в необходимое положение.
Кроме того, многие сварщики используют регулировку силы дуги для предотвращения прилипания электрода. Обычно в таких случаях в начале сварки выкручивают полностью, а после зажигания дуги возвращают в необходимое положение.
Следующий этап курса юного бойца — вертикальные ролики.
Прихватываем пластину, например, к столбу забора, и пробуем поставить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка выполняется в «перерыв», иначе сварочная ванна «потечет».
В принципе, если вы успешно выполнили вертикальную облицовку, то можно потихоньку начинать «строительство забора». Для новичков этого будет достаточно, а остальное научитесь «в бою».
Но для особо любознательных можно потренироваться в горизонтальном и потолочном положениях.
Конечно, мало кто сразу сможет хорошо сварить бортик в верхнем положении, но это даст вам пищу для размышлений о том, как формируется сварной шов, как ведет себя металл во время сварки и т. Д.
Д.
Успешный забор- Строительство требует не только знаний о сварке, но и правильной настройки и подготовки к сварке.
Обратите внимание, что при сварке металл всегда «сжимается», и он также уходит в сторону, с которой вы свариваете.При сварке учитывайте поводки и защемления, так как это может сильно повлиять на размер ваших конструкций. Рекомендуем по возможности собрать конструкцию прихватками, использовать специальные приспособления (струбцины и т. Д.), После чего еще раз проверить размеры и геометрию, а в самом конце «плотно» ошпарить конструкцию. Если шов длинный, то настоятельно советую готовить его от центра к концам короткими прострочными швами, в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один раз отрежь» как никогда актуален для сварочных работ.Это поможет избежать проблем, описанных выше.
Если что-то не получится, не отчаивайтесь — обязательно получится позже. Сварка любит терпеливых и настойчивых, учит их быть такими. В любом случае, Торговый Дом «Дока» желает вам удачи!
Владение электросваркой — навык, который всегда пригодится в строительстве и быту. На данный момент другого способа соединения металлических элементов, как сварка, нет. Выучить это ремесло можно самостоятельно, освоив начальные навыки сварщика и выполнив несложные сварочные работы.Рассмотрим, с чего начать изучение электросварки новичкам и что для этого нужно.
Обучение электросварке — это практический процесс, требующий некоторой подготовки. В первую очередь нужно позаботиться о безопасности. Работа сварщика довольно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсичными выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Повреждение глаза без защитных очков.
Правильный выбор оборудования и оборудования для электросварки — залог безопасности процесса. Для проведения сварочных работ вам потребуется:
- Костюм из плотной ткани, полностью закрывающей тело, руки и ноги;
- Для защиты глаз можно использовать специальные очки, но мы рекомендуем обратить внимание на маски. Они также защитят лицо и безопаснее в процессе сварки;
- Сварочное оборудование качественное;
- Электроды;
- Ведро с водой для тушения возможных пожаров;
- Правильно выбранная точка сварки.Лучше оставаться на улице и убрать все горючие предметы поблизости.
На современном рынке представлен широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным типам:
- Трансформатор, преобразующий переменный ток для сварки. Этот тип сварочных аппаратов часто не дает стабильной электрической дуги, но потребляет большое напряжение;
- Выпрямитель преобразует в постоянный ток от потребительской сети. Эти устройства позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовывать ток из бытовой сети в постоянный для сварки.Эти агрегаты отличаются простотой зажигания дуги и высокой производительностью.
Сварка для начинающих: видеоуроки — смотрите и узнавайте нюансы.
Новичкам рекомендуется выбирать электроды типа цельных стержней, покрытых плавящимся составом. Начинающему сварщику таким электродами будет проще сделать ровный шов. Размер стержней для новичка — 3 мм.
Обучение электросварке
Подключение электродов и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги.Начать уроки сварки удобнее на универсальных электродах диаметром 3,2 мм. Такие электроды дороже, но они значительно облегчают работу сварщика.
Первый этап обучения: ролики
Необходимо начать обучение основам электросварки роликами — сварке швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и сварочными швами.
Последовательность создания роликов следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и в очках для глаз!
- После зажигания дуга подводится к металлу на расстоянии 3-5 мм.Важно следить за тем, чтобы расстояние между заготовкой и дугой было одинаковым, это залог ровного и равномерного шва. Электрод держат под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга погасла, необходимо добавить напряжение. Если напряжение будет слишком высоким, дуга не расплавится, а порежет металл;
- Рассмотрите структуру металла, контактирующего с дугой. Важно понимать, где при сварке образуется сварочная ванна, и следить за этим.Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
- Когда сварочная ванна появляется под зажженной дугой, вы можете начать делать шов, перемещая электрод. Ванна будет следовать за дугой, и давление дуги заставит ванну двигаться в противоположном направлении, что приведет к раскатыванию;
- При создании валиков необходимо придерживаться определенных схем движения электродов — это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
После того, как металл остынет, необходимо срезать шлак с поверхности ванны молотком и произвести детальный осмотр проделанной работы. Если есть сырые элементы, то необходимо прибавить силу тока. Если ток будет чрезмерно завышен, то это будет видно по большому прожогу металла.
Сварные соединения
Электросварка своими руками предполагает создание сварных швов. К их практике можно приступать после освоения роликов.Это требует практических навыков владения сварочным аппаратом, поэтому так важно отрабатывать свои движения на заготовках, прежде чем переходить к сварке элементов.
Сварку металлических элементов рекомендуется начинать на небольших заготовках. Последовательность работ следующая:
- Перед сваркой детали закрепляются в необходимом положении с помощью вспомогательных инструментов;
- В первую очередь выполняются прихватки — точечные швы с шагом 8-10 см, которыми скрепляются металлические элементы в определенных местах.Это необходимо для того, чтобы придать заготовке определенную прочность и металл не коробится при выполнении длинного шва. Выполнение таких прихваток также значительно облегчает создание основного длинного шва. Как правило, зажимы делают с двух сторон детали;
- После изготовления зажимов создается общий шов, которым свариваются края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, сгребая расплавленный металл в сварочную ванну с обеих свариваемых плоскостей.
После остывания шов выковывается из шлака и проверяется на качество. Если есть изъяны или сырые пятна, их нужно заварить еще раз.
Подведем итоги
Электросварка — полезный навык в быту и строительстве. Вы можете освоить это сами. Такое обучение будет основано на:
- понимание теории процесса сварки, которое необходимо для правильной настройки сварочного аппарата и проведения сварки металлов;
- соблюдение правил безопасности при сварке, которое сводится к использованию защитного костюма, очков или маски, сварке вдали от легковоспламеняющихся предметов;
- практический опыт, который начинается с умения зажигать дугу и сваривать валики.
Не отчаивайтесь, если первые эксперименты по электросварке не порадуют вас красивыми швами. Поверьте, у каждого опытного сварщика есть подобные сварочные каркасы. Умение создавать не только качественные, но и визуально привлекательные швы придет с опытом и частой практикой сварки.
Сейчас многие хотят изучить основы сварки. Это всегда может пригодиться в повседневной жизни. Сварка для начинающих не требует профессиональных навыков и специальных знаний.Этого уровня достаточно для работы в гараже или в хозяйственном дворе.
При изучении основ сварки нужно использовать электроды диаметром не более 3 мм.
Основы и основные понятия электросварки
Прежде всего, чтобы освоить ручную сварку, следует приобрести сварочный аппарат и запастись электродами. Их должно быть как можно больше, так как они часто будут ухудшаться до получения первого положительного результата.Изучая основы сварки, лучше всего использовать электроды диаметром 3 мм. Более тонкие используются специалистами для работы с тонким металлом, а более толстые перегружают электросеть.
Универсальным и самым простым способом соединения металлических поверхностей является метод ручной дуговой сварки. Он заключается в передаче электрического тока от источника с образованием дуги между электродом и обрабатываемым материалом. При такой технологии сварки горение смеси на поверхности электрода обеспечивает выделение газа, что не позволяет контактировать обрабатываемый участок с кислородом воздуха.
В любом руководстве по сварке говорится, что первое, что нужно изучить, — это правильно направлять сварной шов. Поэтому во введении содержится информация об используемом оборудовании. Среди блоков питания выделяются следующие исполнения:
- трансформаторы сварочные;
- выпрямители сварочные;
- инверторы сварочные.
Для тех, кто изучает основы сварки, третий вариант — лучший выбор. Металл можно сваривать полуавтоматом.Часто используется сварочная проволока.
После покупки оборудования необходимо предварительно обезопасить себя от вредных воздействий. Безопасность сварки требует специальной маски для защиты кожи лица и глаз со встроенным светофильтром, подобранной в соответствии с определенными критериями. К ним относятся сила тока, окружающее освещение и обзор сварщика. Порядок сварки подразумевает строгое соблюдение правил безопасности.
Для того, чтобы использовать сварки, вы должны выбрать брезентовый фартук или костюм с огнеупорной пропиткой из спецодежды, а также спилка леггинс.Обувь должна быть прочной и устойчивой.
Вернуться к содержанию
Во время сварки электрод необходимо держать над металлической поверхностью. Образовавшийся зазор называется дугой. Контроль над ним особенно важен при работе, поэтому его следует освоить в первую очередь. Электрод опускается, потому что он расходуется при продвижении к шву. Всегда сохраняйте зазор между металлом и кромкой инструмента на одном уровне. Готовьте электродами осторожно, чтобы не испортить расходный материал.
Особенности работы:
- Если зазор недостаточно велик, не хватит времени на разогрев обрабатываемого материала. Шов получится выпуклым, а края расплывчатыми.
- При большем зазоре наблюдаются значительные скачки дуги. Качество проплавления будет низким, и контроль наплавки металла шва будет затруднен.
- Поддерживая оптимальный размер зазора на постоянном уровне, можно легко контролировать ванну, формировать хороший шов.
Технология сварки током заключается в следующем: при прохождении через зазор дуга создает сварочную ванну, переводя в нее расплавленный металл на поверхности электрода. В случае недостаточного значения тока основной металл не нагреется, и электрод будет двигаться быстрее сварочной ванны. При более высоком токе дуга проникает в металл на определенную глубину, отталкивая его назад. Когда значения оптимальны, ванна расширяется и имеет тонкие края, поэтому ее можно расширять и перемещать с помощью электрода, контролирующего рабочий процесс.
Текущие настройки часто меняются в зависимости от процесса сварки и опций. Например, для отвода тепла от толстого металла потребуется более высокий ток. Для меньшей толщины нужен более низкий уровень. Точная настройка текущих показателей, чтобы правильно приготовить, будет зависеть только от того, как поведет себя баня. Поэтому нужно начать с рекомендаций производителя, а потом поэкспериментировать с уменьшением или увеличением силы тока.
Завершая шов, перед снятием электрода нужно сделать еще немного наплавки металла.
Это поможет избежать брызг из нижних слоев шва, которые могут привести к образованию кратера. Для этого достаточно сделать один круг, а затем нанести удар в направлении, противоположном направлению шва.
Вернуться к содержанию
Ручная дуговая сварка: особенности технологического процесса
Течение постоянного и переменного тока от источника питания в направлении электрода и металла обеспечивает образование дуги, удерживает ее.Этот тип ручной сварки с прямой полярностью выполняется путем соединения анода с заготовкой. При подключении отрицательного полюса сварка выполняется с обратной полярностью.
Руки и лицо при сварке должны быть защищены.
Металл, из которого состоит стержень электрода, под действием дуги плавится вместе с покрытием, а также с поверхностью свариваемой детали. С этого момента материал электрода представляет собой капли шлака, которые попадают внутрь сварочной ванны, смешиваясь с обрабатываемым металлом.
Размер ванны находится в прямой зависимости от следующих критериев:
- режим, в котором выполняется сварка;
- конструкция сварного шва;
- форма паза и размеры соединительных кромок.
- позиция в пространстве;
- скорость дуги на изделии.
Стандартный размер ванны: глубина 6 мм, ширина 8-15 мм и длина 10-30 мм.
Расстояние между двумя активными областями (у сварочной ванны и на конце электрода) называется длиной дуги.В процессе плавления покрытия вокруг дуги и ванны образуется слой газа, который вытесняет кислород из рабочей зоны, препятствуя его взаимодействию с расплавленным материалом.
Шлак, покрывающий металлические капли электрода, а также сварочную ванну, не допускает воздействия атмосферного воздуха на обрабатываемый материал. Постепенное снятие дуги обеспечивает кристаллизацию металла, который образует стык, покрытый слоем затвердевшего шлака.
К преимуществам данного вида сварки можно отнести следующее:
- работа может выполняться с ограниченным доступом;
- многие типы электродов позволяют сваривать различные марки стали;
- относительно быстрая смена соединяемых материалов;
- процесс может происходить в любом положении;
- рабочее оборудование легкое и транспортабельное.
К недостаткам можно отнести невысокую производительность по сравнению с другими видами сварки, вредные условия и необходимость квалификации сотрудников с высокими требованиями к качеству.
Необязательно знать все о сварке, для простых повседневных ситуаций достаточно соблюдать правила и основные требования в работе.
Овладение техникой получения прочного сварного шва — отличный навык, который приносит много пользы настоящему владельцу. Хорошо проработанный процесс может быть настолько увлекательным, что после изготовления простого каркаса для теплицы, печи для гаража или резервуара для дачи вам захочется создать что-то сложное и оригинальное, например, ажурный забор, скамейку, мангал. .Но прежде чем реализовывать задуманное, нужно выяснить все вопросы о том, как научиться готовить электросваркой, ознакомиться с информацией и обучающими видео. Освоив азы, можно смело приступать к созданию уникальных шедевров из металла.
Другие виды соединения металлических деталей вряд ли смогут конкурировать по прочности сварных швов, если их соединение должно быть неразъемным. Нагрев металлических сплавов электрической дугой вызывает пластическую деформацию материалов.В результате взаимного проникновения электродных частиц и соединяемых элементов образуются сверхпрочные межмолекулярные связи.
Электросварка — залог прочности соединения металлических частей
Внедрение передовых технологий теперь позволяет выполнять сварку с использованием лазерного и электронного излучения, металлы сваривают ультразвуком и газовым пламенем. Самый распространенный источник энергии — электрическая дуга, создаваемая инвертором или сварочным аппаратом.Самым простым и распространенным способам сварки стоит начать обучение.
Подготовка к практическим занятиям
Сварочные навыки приобретаются в основном на практике. Поэтому нужно знать, чем нужно запастись начинающему сварщику, получившему теоретическую информацию и желающему применить знания.
Внимание. Сварка чревата опасностью получения ожогов от брызг расплавленного металла, отравлением ядовитыми выделениями, с возможностью поражения электрическим током.Радиация может обжечь роговицу глаз. Готовьтесь тщательно, не экономя на снаряжении и снаряжении.
Работа сварщика чревата угрозой травмы, отравления газом и ожогов
Выбор подходящего оборудования
Для практических занятий вы можете сделать сварочный агрегат своими руками. Но если практики в этом вопросе нет, желательно арендовать или купить сварочное оборудование с устройством для плавной регулировки показателей силы тока, максимальные значения которых составляют около 160 А.Следующее поможет вам освоить навыки сварщика:
- Сварочный трансформатор, преобразующий переменный ток, подаваемый в сеть, в переменный ток сварочного процесса. Простой в обслуживании, эффективный и дешевый блок имеет недостатки: он не обеспечивает высокой стабильности дуги, «проседает» напряжение, слишком тяжелый.
- Сварочный выпрямитель, действие которого основано на получении постоянного сварочного тока путем преобразования переменного тока сети.По совокупности недостатков и преимуществ агрегат аналогичен предыдущему варианту, но лучше сохраняет стабильность дуги, за счет чего повышается качество сварных швов.
- Сварочный инвертор, подающий постоянный ток и напряжение для сварки из переменного тока. Это легкий и компактный прибор с плавной регулировкой текущих параметров, быстродействующим и эффективным оборудованием с легким зажиганием.
Выбор сварочного оборудования должен основываться на потребностях
Опытным сварщикам рекомендуется покупать инвертор.Он не займет много места и поможет вам лучше тренироваться. Посмотрите видео о том, как выбрать аппарат, как приготовить и как научиться готовить электросваркой — видео поможет наглядно представить начало практического курса.
Чем отличаются электроды?
Дуговая сварка выполняется плавящимися электродами. Их функция — подводить ток к шву. Основным компонентом автоматической или полуавтоматической сварки может быть порошковая проволока, механически подаваемая в зону плавления по мере использования.Однако большинство учебных курсов рекомендуют начинать с электродов, которые имеют форму цельных стержней со специальным легкоплавким покрытием. С их помощью вы сможете быстро «набить» руку и получить навыки формирования четких плавных сливающихся линий.
Сварочные электроды в виде металлических стержней — лучший выбор для новичков
Электроды-стержни диаметром 3 мм считаются оптимальными для новичков. Для более толстых электродов требуется мощное оборудование. Прутки сечением 2 мм используются для сварки деталей из тонколистового металла.Не стоит использовать оставшиеся от кого-то старые комплектующие для дуговой сварки, а если они еще и влажные, толку не будет вообще.
Сварочное оборудование — безопасность
Будущему сварщику обязательно понадобится защитный экран или маска сварщика. Они защищают глаза от ожогов от воздействия яркого излучения, а кожу лица — от брызг горячего металла.
Для практических занятий требуется защитный экран или маска сварщика.
Кожа рук также должна быть защищена от обжигающих брызг расплавленного металла.Вам понадобятся рабочие брезентовые перчатки или перчатки из замши (трикотажные и хлопчатобумажные не подойдут).
Костюм или халат с брюками должны быть из плотного материала, предпочтительно из толстого брезента высокой плотности.
Важно. Рядом с местом работы нужно поставить ведро с водой, запастись старым толстым одеялом, чтобы от случайной искры можно было тушить пожар.
Для практических занятий желательно, но не обязательно, сидеть на улице. Все легковоспламеняющиеся предметы в зоне работы и вероятной досягаемости искры должны быть удалены.
Первые шаги будущего хорошего сварщика
Вначале каждый из стажеров делает ролики на ненужных кусках металла, просто расплавляя материал, не создавая соединительных швов. Поверхность необходимо очистить от ржавчины и грязи.
Начало работы: как сделать ролики
- Электрод вставляется в держатель сварочного аппарата.
- Подача тока в зону плавления может быть инициирована ударом по металлу концом стержня, например, спичкой, или прикосновением к заготовке постукивающими движениями.
- После создания электрической дуги электрод необходимо направить на заготовку. Зазор между электрической дугой и металлом должен быть постоянным, не менее 3, но не более 5 мм.
Примечание. От качества будущего шва зависит умение выдерживать постоянный зазор. При изменении расстояния дуга прерывается, шов будет дефектным.
- Стержень держится под углом к плоскости заготовки. Удобным считается наклон в 70º, а электрод можно наклонять вперед или назад, так как это удобнее для исполнителя.В дальнейшем размер уклона может быть изменен в зависимости от предпочтений сварщика и от специфики выполняемой операции.
На этом этапе практического обучения необходимо научиться выбирать силу тока для его стабильного питания. При отсутствии тока дуга погаснет, слишком мощный поток расплавит металл. Навыки настройки режима сварки можно получить только экспериментальным путем.
Учимся делать сварные швы
Убедившись, что валики выходят ровно и почти красиво, можно попрактиковаться в выполнении соединительных швов.Это действия для уверенной руки практически опытного ученика, который умеет правильно научиться готовить электросваркой и осознает полученную информацию.
Шаг 2 учебного пособия: моделирование сварного шва на заготовке
Все начальные шаги для зажигания электрода аналогичны процессам, описанным выше. Только рука сварщика, соединяющего детали, движется не по прямой, а совершает колебательные движения, как бы перераспределяя расплавленный металл одной детали на соседний элемент и наоборот.Траектория движения может быть зигзагообразной, петлевой, напоминать череду елок или серпов.
Несколько типов швов, выполненных электродуговой сваркой
Вам нужно снова потренироваться на куске ненужного металла, проведя на нем мелом линию, видимую через затемненное стекло маски. По нему нужно проложить своеобразный шов, проведя непрерывную узкую полосу по одной из указанных выше траекторий.
Необходимо отбить шлак от остывшего шва молотком, после чего работа сварщика предстанет перед глазами.
Шлак из остывшего шва нужно сбивать маленьким молотком
После получения первых навыков можно приступать к изготовлению соединительных швов. Они бывают Т-образными, стыковыми, угловыми, внахлест, выполняются горизонтально или вертикально снизу вверх и в обратном направлении. Чтобы рука уверенно двигалась, нужно много тренироваться и только потом приступать к изготовлению полезных красивых самоделок.
Виды сварных соединений и их внешний вид
Видеоурок для начинающих
Навыки работы со сварочным аппаратом помогут сделать множество полезных металлоконструкций для дачи, гаража, бани, хранилища.Наверняка после первых шагов вам захочется сделать что-нибудь потрясающее. Просто чтобы овладеть всеми нюансами мастерства, нужно много потрудиться, чтобы получить мастерство. И, конечно же, более сложные методы сварки потребуют более подробной информации, такой как профессиональные руководства с описанием сложных процессов и перечнем технических регламентов.
Если вы заметили ошибку, выделите фрагмент текста и нажмите Ctrl + Enter
Сравнительный анализ трех сварочных систем
ЖурналAJM Magazine попросил меня провести сравнительный анализ характеристик трех сварочных систем в нескольких различных областях сварки драгоценных металлов.Я должен был проанализировать точечный сварочный аппарат PUK 2, который был разработан Lampert Tools USA Inc. и предоставлен мне SEP Jewelry Tools из Чикаго; Mini Pulse III от Aelectronic Bonding Inc. (ABI) в Крэнстоне, Род-Айленд; и лазерный сварщик. (Я использовал свой Starweld от Rofin-Baasel, который я купил в Manufacturing Technologies в Сан-Диего, но результаты, представленные в этой статье, верны для большинства лазерных сварочных аппаратов, используемых в ювелирной промышленности.) лучше всего подходит для различных приложений.Но, как и нашему герою Кирку, мне пришлось изменить исходные правила задания, чтобы достичь своей цели.
У меня был опыт написания этой статьи Кобаяши Мару. Поклонники Star Trek, или Trekkies (на самом деле я не претендую на это), запомнят это как загадку, предложенную Академии Звездного Флота для зачисления в университет — ситуация с двойным связыванием, не имеющая четкого или правильного решения. Капитану Джеймсу Т. Кирку удалось быть единственным курсантом, который переиграл тест, взломав тестовую консоль и изменив правила … и я последовал его примеру в моем сравнении практического применения трех различных сварочных инструментов для прикрепления результатов, общей сборки, и ремонт.Пожалуйста, позвольте мне осветить мои результаты.
| Фото Гэри Доусона |
Моя первоначальная попытка определить, какой инструмент может быть более полезным для конкретных сварочных операций, привела меня к выводу, что во многих случаях одна машина не была четко определена. лучший »для выполнения заявки. Фактически, существует так много переходов в полезном использовании этих машин, что было бы трудно подойти к этой теме именно таким образом.
Спонсором Ганоксина являетсяКроме того, решение о том, какая система лучше всего подходит для вашего магазина, зависит от экономических факторов, таких как общий денежный поток, маржа на единицу, стоимость рабочей силы по сравнению с технологией, управление временем и расходы на обучение. Поэтому я решил объяснить преимущества и недостатки того, как каждая машина работает в конкретных приложениях, а также предоставить технические характеристики, доступные для каждой из них.Я надеюсь, что эти данные позволят вам лучше взвесить плюсы и минусы каждой системы и решить, какая из них лучше всего соответствует вашим потребностям.
Технология
Из трех испытанных мной сварочных систем в PUK 2 и Mini Pulse III используются схожие технологии импульсной дуги. Между неплавящимся вольфрамовым электродом и свариваемым металлом образуется дуга, образуя ванну расплава. Если используется наполнитель, он подается отдельно в ванну расплава. Использование защитного газа аргона может значительно снизить окисление и способствует более плавному переносу присадочного материала.
Это очень похоже на GTAW (газо-вольфрамовая дуговая сварка), которую часто называют сваркой TIG (вольфрамовым инертным газом) — метод выбора в цехах по производству стали, где требуется высококачественная прецизионная сварка. Самая большая разница между испытанными мною импульсно-дуговыми системами и аппаратами для сварки TIG заключается в том, что в последних используется непрерывная дуга, что обеспечивает непрерывный шов при перемещении электрода по границе раздела сварного шва. Сварщики с импульсной дугой делают именно то, что они говорят — генерируют дугу в виде всплеска электрической энергии.
Спонсором Ганоксина является С другой стороны, аппараты для лазерной сваркииспользуют лазерные лучи Nd: YAG, генерируемые импульсными лампами. Хотя высокая частота импульсов лазерного сварочного аппарата может заставить вас поверить в то, что он создает непрерывный сварной шов, на самом деле он также производит одиночные перекрывающиеся точечные швы, как и аппараты для импульсной дуговой сварки, только гораздо быстрее.
Сварочные приложения
Когда два аппарата для импульсной дуговой сварки прибыли в мой цех для испытаний, я с нетерпением ждал начала работы.И то, и другое было очень легко настроить, и после нескольких недель исследований и предварительного тестирования я был готов начать их сравнение. Ниже приведены результаты нескольких тестов приложений.
1. Сварка непрерывным швом: установка застежки на браслет и выполнение калибровки «ласточкин хвост».
Полунепрерывный шов может быть получен на любой из этих машин с использованием точечной сварки внахлест, но это может быть утомительной задачей, если требуется длинный сварной шов. Скорость, безусловно, является преимуществом в этом приложении.
Спонсором Ганоксина являетсяЕсли для выполнения задания требуется несколько импульсов, лазер — самый быстрый инструмент для выполнения этой задачи. Большинство из них могут генерировать импульсы до 20 раз в секунду — это скорость деформации по сравнению со сварочными аппаратами с импульсной дугой, которые требуют гораздо более сильного электрического импульса для создания сварочной дуги и, следовательно, имеют более высокую частоту обновления конденсатора. Mini Pulse III имеет более быстрое обновление, чем PUK 2, обеспечивая два импульса в секунду по сравнению с одним импульсом за 1.7 секунд соответственно. Из-за немного более высокой частоты импульсов Mini Pulse III может быть лучшим выбором, чем PUK 2, для сварочных работ, требующих непрерывного сварного шва.
Интересно, что невероятно высокая частота обновления, достигаемая лазером, которая также позволяет очень быстро нарастать металл и накладывать его, значительно нагревает заготовку. В моем магазине мы обычно используем пинцет, плоскогубцы или изолирующие перчатки, чтобы удерживать предметы, требующие многократных импульсов высокой энергии. Иногда нам приходится откладывать изделие на охлаждение перед продолжением процесса сварки, что может стоить драгоценного рабочего времени.Мы не сталкивались с этой проблемой ни с одним из аппаратов для импульсной дуговой сварки, поскольку более низкая частота импульсов предотвращает быстрый нагрев большинства компонентов.
2. Сварка в узких местах: прикрепление головки с четырьмя зубцами к кластерному кольцу произвольной формы.
Одним из самых больших преимуществ лазера является его доступность практически в любом месте детали. В принципе, если вы его видите, вы можете сварить его лазером. Используя мощный бинокулярный микроскоп, вы можете разместить перекрестие лазера в самых утопленных и скрытых областях детали.Это позволяет производить чрезвычайно сложную сборку и ремонт, как, например, в показанном здесь проекте, в котором я прикрепляю основание головки с четырьмя зубцами к кластерному кольцу произвольной формы.
Спонсором Ганоксина являетсяВ отличие от аппаратов лазерной сварки, оба аппарата импульсной дуги полагаются на наконечник с вольфрамовым электродом и отдельным заземлением для подачи дуги. Оба имеют некоторые ограничения в досягаемости из-за длины электрода, но PUK 2 предлагает некоторое преимущество в том, что в нем используется очень тонкий открытый электрод.Вы касаетесь электродом участка, который нужно соединить, а затем электрод втягивается наконечником электронным способом, создавая дугу в автоматическом цикле. Тонкий электрод позволяет очень точно разместить дугу, обеспечивая большую точность и контроль, чем Mini Pulse III, для обработки мелких деталей. Одним из недостатков этой системы является возможность загрязнения вольфрамом, поскольку электрод фактически касается изделия.
Mini Pulse III отличается тем, что в нем используется система, активируемая педалью, которая защищает электрод керамической манжетой.Устройство поставляется с тремя наконечниками электродов / хомутов. В каждом из них электрод немного утоплен (примерно на 1,5 мм) в керамическую манжету, диаметр которой, в зависимости от выбранного размера электрода, составляет от 1,58 мм до 3,23 мм. Хотя хомут исключает возможность загрязнения электродом, он может препятствовать сварке в очень труднодоступных местах. Чтобы решить эту проблему в некоторых случаях, вы можете отшлифовать хомут до определенной формы, чтобы увеличить его радиус действия, при условии сохранения углубления электрода.
3. Прикрепление стойки серьги к голове.
Хотя прикрепление стойки серьги к голове — это быстрая и простая задача с любым из трех протестированных здесь сварочных аппаратов, вы можете остановиться и дважды подумать, прежде чем пульсировать. Иногда лучше всего подойдет старомодная пайка.
Спонсором Ганоксина являетсяПо словам Боба Линна из Lynn ‘s Jewelry в Вентуре, Калифорния, лазерная сварка — один из худших инструментов для этой работы.«Проблема с лазерным сварочным аппаратом заключается в том, что он частично отжигает штифт, поэтому штифт легче сгибается прямо над сварным швом», — говорит он.
Ошибка оператора или сложные сплавы (например, никелевое белое золото) могут еще больше усложнить задачу для лазерных сварщиков или сварщиков с импульсной дугой в этом приложении. Эти системы могут фактически стать причиной хрупких сварных швов, которые просто не выдерживают таких крошечных приспособлений.
При установке стоек для серег, особенно на производстве, другие технологии могут быть более подходящими, чем те, которые исследованы в этой статье.Сварочный аппарат плавлением, такой как Sparkie II, производимый Triad Inc. в Чарльтоне, Массачусетс, кажется очень полезным инструментом для этого приложения. Небольшие магазины с ограниченным производством могут захотеть придерживаться старомодной пайки для прочного сварного шва.
Спонсором Ганоксина являетсяПо словам Уэйна Ленкейта, сертифицированного мастера-ювелира из Темекулы, штат Калифорния, и владельца PUK 2, для этого применения лучше всего подходят хорошо соединенные и скругленные паяные соединения.«Паяное соединение чрезвычайно прочное, обрабатывается относительно быстро и не требует дополнительной очистки, кроме полировки», — говорит он. «На скругление такого стыка с помощью PUK требуется много времени, а без скругления он не очень прочный.
«Для приложений, где нельзя использовать резак, я делаю столб с небольшой подушечкой на конце, а затем привариваю подушку к детали с помощью PUK», — добавляет он. «Большая окружность подушки обеспечивает большую площадь сварного шва и, следовательно, более прочное соединение».
4. Области применения, требующие особенно твердой руки: установка зубцов рядом с драгоценными камнями, которые особенно чувствительны к нагреванию или случайному пульсу.
Оба аппарата с импульсной дугой, которые я тестировал для этой статьи, имели множество вариантов заземления, включая площадку заземления, на которую деталь может опираться во время сварочных операций, а также заземленный пинцет и заземленные плоскогубцы. Пинцет и плоскогубцы делают оба этих сварочных аппарата более гибкими в использовании, но в силу его рабочей конструкции PUK 2 требует большего мастерства оператора в приложениях, требующих особенно устойчивой руки. По мере того, как электрод отводится от заготовки, оператор имеет тенденцию подталкивать ее к заготовке.Если электрод не втянут должным образом, повышается вероятность загрязнения электрода или плохой сварки. Производители PUK признают чувствительность инструмента на ощупь в их инструкции по применению, подчеркивающей в приготовилсю, устойчивое положение рук: «всегда поддерживают оба руки на базовый (рабочем столе), а дрожание рук будут искажать параметр устройства.»
Спонсором Ганоксина являетсяИнструкции Mini Pulse оправдывают работу от руки.Фактически, утопленный электрод и ножная педаль позволяют вам просто прижать керамическую манжету к обрабатываемой детали и активировать импульс, что несколько упрощает работу в этом режиме.
Опять же, лазер обеспечивает максимальные возможности позиционирования, так как он управляется ножной педалью, и деталью можно манипулировать обеими руками.
Выводы
В конечном счете, я думаю, будет справедливо сказать, что лазерный сварочный аппарат более полезен и удобен для множества применений, чем импульсно-дуговые системы, которые я тестировал в этой статье.Но удивительно ли это для технологии, которая стоит примерно в 10 раз дороже?
Тем не менее, импульсно-дуговые системы могут использоваться во многих сварочных операциях и, по цене, могут быть привлекательной альтернативой. Нетрудно представить себе, что производственная сборка относительно доступных деталей, таких как петли для браслетов или детали, могла бы быть легче и экономичнее решить за счет высокой частоты обновления машины ABI Mini Pulse III. Я считаю, что в этом сценарии машина ABI будет превосходной и обеспечит фантастическое соотношение цены и качества сварного шва.И наоборот, если вам нужен чрезвычайно точный контроль сварки в областях, которые постоянно труднодоступны, например, в определенных заказных производственных работах, и вас не слишком заботит частота обновления импульсов, PUK 2 может иметь для вас больше смысла.
Несмотря на то, что у всех трех систем есть свои преимущества и недостатки, все они зарекомендовали себя как ценное дополнение к арсеналу инструментов ювелирных мастеров. Это приятный контраст со статьей, которую я написал для AJM почти 10 лет назад, в которой я упомянул, что ювелирная промышленность «имеет богатые традиции.«С тех пор многое изменилось. Подобно капитану Кирку и его космическому кораблю «Энтерпрайз», мы сейчас «смело идем туда, где еще никто не ступал» — в некоторые очень интересные области инновационных инструментов.
Сварщик готов
В каком-то смысле можно сказать, что Ready Welder — это «первопроходец» в новой «подотрасли» сварочной промышленности, которая теперь известна как «портативная сварочная промышленность. Ready Welder» в конце 90-х разработал первый легкий сварочный аппарат MIG с батарейным питанием, который появился на рынке в конце 1997 года.В последующие годы были разработаны новые модели Ready Welder для удовлетворения определенных потребностей пользователей. С тех пор другие компании выпустили портативные MIG-сварочные аппараты, призванные быть конкурентоспособными, но большинство из них прослужили недолго, а другие, все еще работающие, не могли сравниться с Ready Welder успех и рост, особенно в последние несколько лет после того, как он был обнаружен армией США.- ПОРТАТИВНОСТЬ: Ready Welder в этом случае достаточно легок, чтобы его можно было переносить в руке.
- МОЩНЫЙ: Этот сварочный аппарат MIG может работать от батарей или от переменного тока при подключении к сварочному аппарату в качестве катушечного пистолета.
- ДИАПАЗОН АМПЕРАТУРЫ : Ready Welder сваривает очень тонкие металлы, используя батарею на 12 и 6 вольт (18 вольт), или очень толстые металлы с напряжением 36 вольт постоянного тока (три батареи на 12 вольт), обеспечивая ток от 45 до 350 ампер. мощность.
- УНИВЕРСАЛЬНОСТЬ : Сварка стали, нержавеющей стали, алюминия или любого свариваемого металла или сплава; Дополнительно: используйте его как катушечный пистолет или как автономный сварочный аппарат. Ready Welder II выполняет сварку с газовым баллоном или без него, как и электродную проволоку с флюсовым сердечником.
- ЭКОНОМИЧНОСТЬ : Удобство для пользователя, быстрая установка, экономичность в использовании, низкая стоимость покупки — вот те факторы, которые делают его обязательным для любого ящика для инструментов.
- УНИКАЛЬНОСТЬ : Дизайн, защищенный авторским правом, и запатентованная схема делают его уникальным продуктом, который удовлетворяет ранее неудовлетворенные потребности во всем мире.
- ФАКТОР БЕЗОПАСНОСТИ : После почти 10 лет работы Ready Welder Corporation не получала отчетов или претензий о каких-либо травмах в результате использования Ready Welder.
- КУПИТЬ СЕЙЧАС! Если вы готовы приобрести Ready Welder, просто позвоните по телефону 1 (310) 834-3321 и разместите заказ сегодня!
С момента появления в 1997 году Ready Welder в качестве первого портативного сварочного аппарата с батарейным питанием на рынке появились и другие сварочные аппараты с батарейным питанием.Ни один из них не обладал всеми желательными качествами Ready Welder II. В результате армия США является и остается одним из самых важных клиентов Ready Welder. (см. Свидетельства военных) Кредитные карты IMPAC подтверждены. НСН № 5130-01-522-1379 Военный пакет. Тел. 1-800 935 3644
Ready Welder — это компактный сварочный аппарат MIG с батарейным питанием. Он работает от двух или трех последовательно соединенных 12-вольтных батарей постоянного тока, вырабатывающих от 200 до 350 ампер мощности для глубокого проникновения в металлы. Для более тонких металлов батареи на 12 и 6 вольт, соединенные последовательно, чтобы производить 18 вольт постоянного тока и более низкий ток, отлично подходят.Обычно не рекомендуется использование одной 12-вольтовой батареи.
Специалисты, которые его используют, сообщают, что Ready Welder является высокодоходным активом в их сварочной отрасли, поскольку он имеет более низкую первоначальную стоимость и более низкие эксплуатационные расходы. Для ремонта в полевых условиях с Ready Welder можно использовать грузовик меньшего размера. Затраты на установку и использование электроэнергии меньше, чем до начала использования этого Продукта.
Ready Welder также можно использовать как катушечный пистолет, подключив его к Stick Welder или обычному сварочному аппарату MIG.Он работает от 115 вольт переменного тока, когда он подключен к любому сварочному устройству, для которого может потребоваться катушечный пистолет, например, как при сварке алюминия.
Наша модель 10000 — это оригинальная Ready Welder II, представленная в 1997 году. С тех пор мы разработали несколько новых моделей, каждая из которых имеет все те же основные функции, что и модель 10000. Последней из новых моделей, представленных в начале 2004 года, является вариации модели -CS. В моделях с холодным выключателем добавлена функция безопасности — отключение пускового курка под напряжением к устройству, когда сварка не выполняется.
Прежде чем купить или даже подумать о приобретении сварочного аппарата MIG, мы рекомендуем вам щелкнуть «Отзывы и военные отзывы», чтобы узнать, что пользователи Ready Welder думают о продукте после его покупки и использования. Затем просмотрите сравнительную таблицу , чтобы узнать, на что способен Ready Welder и как он отличается от других сварочных аппаратов MIG.
Каждый клиент обслуживается индивидуально обученным сотрудником, стремящимся удовлетворить потребности клиента. Мы гордимся нашим сервисом, тем, что делимся с ними нашим опытом, и нашей годовой ограниченной гарантией.
Модель № 10000MVP-CS, известная как «Пакет для обслуживания автомобилей», специально разработана для грузовых автомобилей для обслуживания или мобильных ремонтных автомобилей. Каждый грузовик для обслуживания должен иметь такой.
- Техническое обслуживание самолетов
- Производители алюминия
- Ремонт автомобилей и досуга
- Кузнецы
- Лодочная верфь и доки
- Ремонт котла
- Здания металлические
- Грузовые контейнеры
- Колледж, Средняя школа и ПТУ Магазин
- Художественные факультеты колледжей, старших классов и профессиональных училищ
- Бетонная промышленность
- Металлические конструкции
- Служба контейнерных перевозок
- Контейнеры грузовые и фрахт — Ремонт
- Подрядчики (всех типов)
- Подрядчики — Оборудование и материалы — Аренда
- Морские подрядчики
- Конвейеры и конвейерное оборудование
- Исправительные учреждения
- Палубы, строительство и обслуживание —
- Самостоятельные мастера
- Док-платы и пандусы
- Инженерные мастерские
- Экспортеры в Европу, Азию, Южную часть Тихого океана, Южную Америку, Индию, Пакистан, Австралию, Ближний Восток и т. Д.
- Руководители по техническому обслуживанию объектов
- Службы закупок федерального правительства (военные и прочие)
- Строители и установщики заборов (кованое железо и т. Д.)
- Вилочные погрузчики и грузовики промышленные
- Грузовые контейнеры
- Решетки
- Шлифовальные станки и оборудование
- Термическая обработка — металл
- Конструкция Hi Rise
- Подъемное и такелажное оборудование
- Подъемное и такелажное оборудование — Аренда
- Домовладельцы
- Хонингование и доводка
- Свалки
- Карты — моторизованные
- Подрядчики по ландшафтному дизайну
- Механические цеха
- Станки — ремонт и восстановление
- Машины — новые
- Машины — ремонт
- Машины — Аренда
- Обслуживающий персонал
- Сервисные компании
- Погрузочно-разгрузочное оборудование
- Резка металла
- Скульптура из металла
- Специальные металлы
- Металлообрабатывающее оборудование
- Внедорожники / гоночные автомобили
- Гибка и изготовление труб
- Ремонт бассейнов и спа
- Стеллажи
- Железнодорожное оборудование и материалы — ремонт
- Ремонт железных дорог
- Строительные леса и подъемники
- Школы и университеты для учителей и студентов
- в классах ручного и производственного обучения
- Металлолом
- Оборудование станций технического обслуживания — Обслуживание
- Расходные материалы для станций технического обслуживания
- Работа с листовым металлом
- Судостроители и ремонтники
- Изготовители и установщики вывесок
- Солнечная энергия и системы — установка и ремонт
- Установщики арматуры
- Установщики солнечных панелей
- Структуры и оборудование для управления звуком
- Государственные и местные органы власти
- Производители стали
- Обработка стали
- Оборудование для обработки и производства стали
- Цистерны металлические
- Танки — ремонт
- Производители и оптовики шин
- Производители инструментов — OEM
- Пункты проката инструментов
- Буксировочное оборудование — автомобильное
- Дистрибьюторы и производители тракторов
- Оборудование и запчасти для тракторов
- Аренда и лизинг тракторов
- Ремонт и обслуживание тракторов
- Прицепы — грузовики, лодки
- Кузова грузовые
- Ремонт и обслуживание грузовиков
- Грузовые автомобили
- Гибка и изготовление труб
- Установщики телевизионных спутниковых антенн
- Армия США, ВМС США, ВВС США
- Морские пехотинцы США, Береговая охрана США,
- Национальная гвардия США во всех штатах
- Сварщики профессиональные
- Сварщики, мастера своего дела
- Сварочное оборудование — Аренда
- Сварочное оборудование — ремонт
- Сварка — коммерческая и промышленная
Ready Welder II
Ready Welder II предпочитают и доверяют его пользователям, прежде всего из-за его портативности, исключительной мощности и универсальности.Среди других важных характеристик — экономичность, легкий вес и возможности пистолета-катушки. Мы гордимся своей годовой гарантией и быстрым и эффективным обслуживанием, которое наш ремонтный отдел оказывает в случае необходимости.
-RWC-
The Ready Welder Corp. — это ВЕТЕРАНСКИЙ ПРЕДПРИЯТИЕ США, принадлежащее США
Б / у сварочные аппараты MIG на продажу
Сварка MIGобычно считается одним из самых простых в освоении сварочных процессов. Если вы новичок в этой технике, узнайте, что означает MIG, в нашем руководстве по блогам.
Мы продаем широкий ассортимент высококачественных промышленных и профессиональных новых сварочных аппаратов MIG и бывшего в употреблении оборудования, включая синергетическое и импульсное, от ряда ведущих производителей, включая Miller Electric, Lincoln Electric, GYS, Fronius, ESAB. , Lorch и Kemppi. Вы можете значительно сэкономить, купив бывшие в употреблении или отремонтированные сварочные аппараты, которые быстро доступны.
Если вы продаете сверхмощный сварочный аппарат MIG , свяжитесь с нами, чтобы продать или обменять.
Когда требуется универсальность и важна скорость, сварщики обращаются к сварке MIG (металлическая вставка в газовой среде). Это одна из наиболее распространенных форм промышленной сварки, которая иногда выполняется автоматически, а не вручную. Сварка MIG — это форма дуговой сварки, при которой используется защитный газ для защиты области сварного шва во время сварки.
Зачем нужны сварщики MIG?
Сварочные аппаратыMIG очень универсальны и могут использоваться для сварки различных металлов, что сделало его очень популярным в промышленной области благодаря скорости нанесения.Они постоянно совершенствовались с момента своего первого изобретения, и сейчас существует ряд различных вариантов сварочных аппаратов MIG, таких как синергетические / импульсные аппараты, использующие множество новых инноваций, таких как холодная MIG и high PULSE. Это самый простой из сварочных процессов, который легко выполнять, что делает его удобным и продуктивным. Westermans специализируется на подержанных и восстановленных сверхмощных сварочных аппаратах MIG. Просмотрите наши текущие акции выше или позвоните нам сегодня.
Нам необходимо постоянно закупать сверхмощное сварочное оборудование MIG.Дайте нам возможность купить любые сварочные аппараты MIG, от которых вы избавляетесь, прежде чем продавать или частично обменивать при инвестировании в новый завод.
Сварка МИГ
MIG означает механизированную сварку в инертном газе и представляет собой наиболее простой вид сварки. Газовая дуговая сварка металла (GMAW) часто называют сваркой MIG. Сварка MIG — это широко используемый процесс сварки с высокой скоростью наплавки. Проволока непрерывно подается с катушки. Поэтому сварка MIG считается полуавтоматической сваркой.
Преимущества сварки MIG
Возможность любого положения
Более высокая производительность наплавки, чем у SMAW
Требуется меньше навыков оператора
Длинные сварные швы можно выполнять без пусков и остановок
Требуется минимальная очистка шва после сварки
Защитный газ для сварки MIG
Защитный газ образует плазму дуги, стабилизирует дугу на свариваемом металле, экранирует дугу и расплавленную сварочную ванну и обеспечивает плавный переход металла от сварочной проволоки к расплавленной сварочной ванне.
Хотите узнать, как и почему появилась и работает сварка MIG?
Это базовое руководство по сварке с использованием сварочного аппарата в среде инертного газа (MIG). Сварка MIG — это процесс использования электричества для плавления и соединения металлических частей. Сварку MIG иногда называют «горячим клеевым пистолетом» в мире сварки и обычно считают одним из самых простых в освоении видов сварки.
Сварка — это навык, который необходимо развивать с течением времени, держа перед собой кусок металла и сварочный пистолет / горелку в руках.Существует множество онлайн-руководств, видеороликов на YouTube и форумов, которые помогут вам стать сварщиком MIG.
СваркаMIG была разработана в 1940-х годах, и 60 лет спустя общий принцип остается неизменным. Сварка MIG использует электрическую дугу для создания короткого замыкания между анодом с непрерывным питанием (+ сварочная горелка с подачей проволоки) и катодом (- свариваемым металлом).
Тепло, выделяемое при коротком замыкании, вместе с инертным (следовательно, инертным) газом локально плавит металл и позволяет им смешиваться.Как только тепло снимается, металл начинает остывать и затвердевать, образуя новый кусок расплавленного металла.
Несколько лет назад полное название — сварка в среде инертного газа (MIG) было изменено на сварку в среде газа и металла (GMAW), но название MIG-сварка по-прежнему широко используется во всем мире.
СваркаMIG полезна, потому что вы можете использовать ее для сварки многих различных типов металлов: углеродистой стали, нержавеющей стали, алюминия, магния, меди, никеля, кремнистой бронзы и других сплавов.
Вот некоторые преимущества сварки MIG:
Способность соединять широкий диапазон металлов и толщин
Возможность сварки в любом положении
Хороший сварной шов
Минимум брызг при сварке
Легко выучить
Вот некоторые недостатки сварки MIG:
Сварка MIG может использоваться только для металлов тонкой и средней толщины
Использование инертного газа делает этот тип сварки менее портативным, чем дуговая сварка, которая не требует внешнего источника защитного газа. TIG (сварка вольфрамовым электродом в среде инертного газа)
Чтобы получить больше технических знаний о сварочных аппаратах MIG и MIG … мы предлагаем вам найти в Интернете форум по сварке mig или посетить специальный веб-сайт, посвященный этому процессу.У нас есть в наличии импульсный MIG, MAG, синергетический MIG, многопроцессорный MIG, MIG для алюминиевых машин.
Производители сварочного оборудования MIG MAG включают Murex, ESAB, Kemppi, Fronius, Miller, Lincoln, Butters, NBC, Migatronic, Hobart, SAF, Messer
.
Обновлено 2021 г .: Как использовать сварочный аппарат с механизмом подачи проволоки в первый раз
Существует два основных типа сварщиков: аппарат для ручной сварки и сварщик с механизмом подачи проволоки. Когда вы впервые учитесь пользоваться сварочным аппаратом с механизмом подачи проволоки, вы должны начать с простого в управлении и управлении аппаратом, который существенно упростит обучение.
Для начинающих, все еще изучающих термины. Чаще всего используются подача проволоки и сварка MIG как взаимозаменяемые.
Если вы еще этого не сделали, я настоятельно рекомендую вам приобрести себе справочное руководство. Даже будучи опытным сварщиком, вы все равно будете обращаться к руководству. Так что лучше всего найти тот, который вам нравится, в начале работы, поскольку вы будете использовать его всю жизнь. На самом деле любой из них будет отлично работать. Все сводится к предпочтениям. Это тот, который я использую Audel Welding Pocket Reference
.17 долларов.39
$ 24.95
в наличии
29 новых от 11 $.99
22 б / у от 11,99 $
Amazon.comБесплатная доставка
$ 9,04
$ 9.95
в наличии
9 новых от 9,04 $
8 б / у от 5 долларов.04
Amazon.comБесплатная доставка
Последнее обновление: 27 февраля 2021 г., 15:38
Дополнительные книги по началу работы вы можете найти в нашей публикации в наших любимых книгах по сварке.
Сварщик с механизмом подачи проволоки намного проще в эксплуатации с первого раза по сравнению с аппаратом для ручной сварки. Эти сварочные аппараты и методы имеют некоторые сходства, некоторые из которых будут рассмотрены в этой статье.
В этом посте мы предполагаем, что у вас уже есть сварочный аппарат с механизмом подачи проволоки. Если вам нужен сварочный аппарат с механизмом подачи проволоки, который больше подходит для новичков, мы настоятельно рекомендуем Flux 125 Welder
.При использовании сварочного аппарата с механизмом подачи проволоки важно определить, сколько проволоки будет оставаться на конце медного сварочного наконечника сварочного пистолета.
Нажмите на спусковой крючок сварочного пистолета MIG до тех пор, пока электродная проволока не станет равной 6 мм. Если он больше торчит, лишнее отрезаем плоскогубцами.
Рекомендуемая длина составляет примерно три четверти дюйма. Чтобы убедиться, что сварочный аппарат с механизмом подачи проволоки используется эффективно.
По сравнению с аппаратами для ручной сварки , аппараты для сварки с механизмом подачи проволоки намного проще в использовании . Однако с помощью аппарата для ручной сварки легче увидеть, где выполняется сварка. Неправильное использование сварочного аппарата может привести к выходу сварного шва из стыка . Следовательно, необходимо развивать навыки сварки с подачей проволоки.
Чтобы избежать этой проблемы, нужно сначала включить сварочный аппарат с механизмом подачи проволоки и дать ему поработать в течение минуты, прежде чем приступить к сварке. Затем начните сварку и следите за , чтобы не пропустить синие пятна . Это хороший знак, поскольку они указывают на то, что у вас хороший провар как с правой, так и с левой стороны сварного шва, а не на ситуацию, когда нет настоящего соединения.
Также , при использовании сварочного аппарата с подачей проволоки необходимо установить правильную скорость подачи проволоки . Это поможет вам предотвратить будущие проблемы, которые могут возникнуть в результате неправильной настройки. Определение правильной скорости подачи проволоки — не точная наука. Это требует некоторых проб и ошибок, чтобы понять это правильно.
Наилучший способ сделать это — произвести регулировку при сварке стального лома в качестве тестера.
Регулировка скорости несложная. Вы должны прислушиваться к звуку, который издает сварочный аппарат при укладке прямого сварного шва.
Если скорость подачи проволоки слишком высока, большая часть проволоки, выходящей из сопла, будет раскалена докрасна, и будет слышен громкий треск. Поэтому вам необходимо постепенно регулировать скорость сварочной проволоки, пока не будет слышен постоянный треск.
Как держать сварочный пистолет с механизмом подачи проволоки
Наиболее рекомендуемый вариант — держать сварочный пистолет MIG в горизонтальном или почти горизонтальном положении, поскольку это позволяет лучше контролировать сварочную ванну, получать гладкие и красивые сварные швы и оптимизирует действие защитного газа на сварной шов. лужа.
Есть случаи, когда удобно сваривать куски, наклоненные примерно на 10 или 20 градусов. Если это так, сварка выполняется в направлении вниз. С помощью этого метода достигаются более плоские валики и увеличивается скорость сварки.
В сварке MIG / MAG есть два режима движения пистолета:
- Слева: Оружие перемещается справа налево
- Справа: Направление пистолета слева направо
Эти переменные зависят от материала и толщины свариваемой детали.
Для сварки стали или аналогичных металлов направление сварки не имеет значения. При сварке алюминия необходимо использовать метод «левой руки».
B Перед тем, как приступить к сварке любого типа, убедитесь, что у вас есть необходимое защитное оборудование . Это особенно важно, если вы работаете с газом, что может иметь место при использовании сварочного аппарата с механизмом подачи проволоки. Это оборудование включает в себя защитные очки, сварочные перчатки, кожаный фартук, сварочную бандану, сварочную куртку, джинсовые брюки без манжетов и кожаную обувь.
Также следует избегать любого загрязнения окончательного сварного шва, которое также может повлиять на эффективность сварочного аппарата с подачей вина. Следовательно, поверхность неблагородных металлов следует очищать очень тщательно.
Перед запуском сварочного аппарата обязательно проверьте кабели, чтобы убедиться, что все соединения выполнены плотно, а также оценить любые другие повреждения. Затем вам нужно выбрать полярность электродов, проверив эти соединения.
Еще раз, в зависимости от свариваемого металла и толщины, существует три типа переноса присадочного металла :
- Передача короткого замыкания: в этом случае напряжение и сила тока находятся на самом низком уровне.Этот метод используется с проволокой малого диаметра для сварки тонких пластин с корневыми проходами.
- Шаровидный перенос: проволока плавится, и клетки крови падают в лужу. Этот метод подходит для сварки толстых листов и присадочных слоев.
- Перенос разбрызгиванием или распылением: в этом случае увеличиваются напряжение и сила тока. Этот метод используется в среде инертного газа и подходит для сварки нержавеющей стали.
Это обычно тот шаг, который я предпочитаю проверять в таблице сварки для подтверждения размеров, типов сварных швов и т. Д.Вот тот, который я использую. Вы можете получить эту диаграмму сварки на Amazon, и она сэкономит вам часы времени при обучении сварке. (мы все еще используем ту же таблицу с годами сварки)
Проволока, которую вы подаете в машину, также важна, поэтому вам следует убедиться, что вы используете правильные приводные ролики. На производительность механизма подачи проволоки может влиять степень натяжения проволоки, поэтому вам следует проверить это, чтобы убедиться, что оно не слишком велико или слишком мало на ступице катушки с проволокой или приводных роликах.
Прежде чем возиться с машиной, вы должны найти время, чтобы прочитать руководство и понять, как лучше всего вносить изменения. В зависимости от толщины проволоки отрегулируйте напряжение и силу тока, которые вы будете использовать со своим сварочным аппаратом с механизмом подачи проволоки . Вы легко сможете это сделать, обратившись к некоторым справочным таблицам.
При сварке сварочным аппаратом с механизмом подачи проволоки следует использовать технику перетаскивания. При этом кончик сварочного пистолета направлен назад в сторону сварочной ванны, а затем отведен от завершенного шва.