Ремонт сварочного инвертора: принципы и правила, как сделать своими руками
Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Общие сведения об инверторах
Сварочные трансформаторные аппараты имеют незначительную стоимость по сравнению с устройствами инверторной сварки и простоту устройства, позволяющую произвести несложные операции по ремонту.
К главным недостаткам нужно отнести их габариты, вес и чувствительность к параметрам питающей сети.
При низких значениях напряжения (U) варить практически невозможно, так как мощность, потребляемая аппаратом, существенно возрастает, а счетчики электроэнергии имеют предел мощности до 6 кВт.
В результате этого происходит срабатывания защиты: срабатывает автомат через определенное время из-за нагрева или сгорают предохранители на пробках. Если поставить автомат защиты с большим значением или использовать «жучок» (шунтирование предохранителя медным проводом большего диаметра), то вероятность возгорания проводки возрастает.
Кроме того, при работе с обыкновенной трансформаторной сваркой происходят кратковременные перепады значения U, из-за которых может выйти из строя другая аппаратура и бытовые приборы. Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства.
Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Устройство и особенности работы
Инверторная сварка применяется в домашних условиях и на различных предприятиях. Она обеспечивает стабильное горение сварочной дуги при высокочастотном токе. Аппарат устроен в виде мощного импульсного блока питания (ИБП), работа которого основана на принципах:
- Преобразование переменного питающего (сетевого) U в постоянное.
- Преобразование постоянного в переменный высокочастотный ток.
- Выпрямление тока с сохранением частоты.
Если следовать этим принципам построения, то происходит значительное уменьшение сварочника в несколько сотен или тысяч раз. Кроме того, такое устройство позволяет оборудовать аппарат дополнительным охлаждением.
Для осуществления качественного ремонта сварочного инвертора нужно знать устройство и принцип работы. Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно. Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):
- Выпрямитель.

- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления (электронный регулятор).

Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и фильтра, выполненного на конденсаторе. Диодный мост выпрямляет переменный ток питающей промышленной сети. При прохождении переменного тока через диод происходит пропускание тока в одном направлении.
В результате этого ток становится постоянным, но в нем преобладают значительные пульсации. Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.
5000 мкФ).
Обслуживание и ремонт перфоратора своими руками
После преобразования U запитывается инвертор. Инвертор представляет собой набор радиоэлементов для генерации необходимого переменного U для высокочастотного импульсного трансформатора.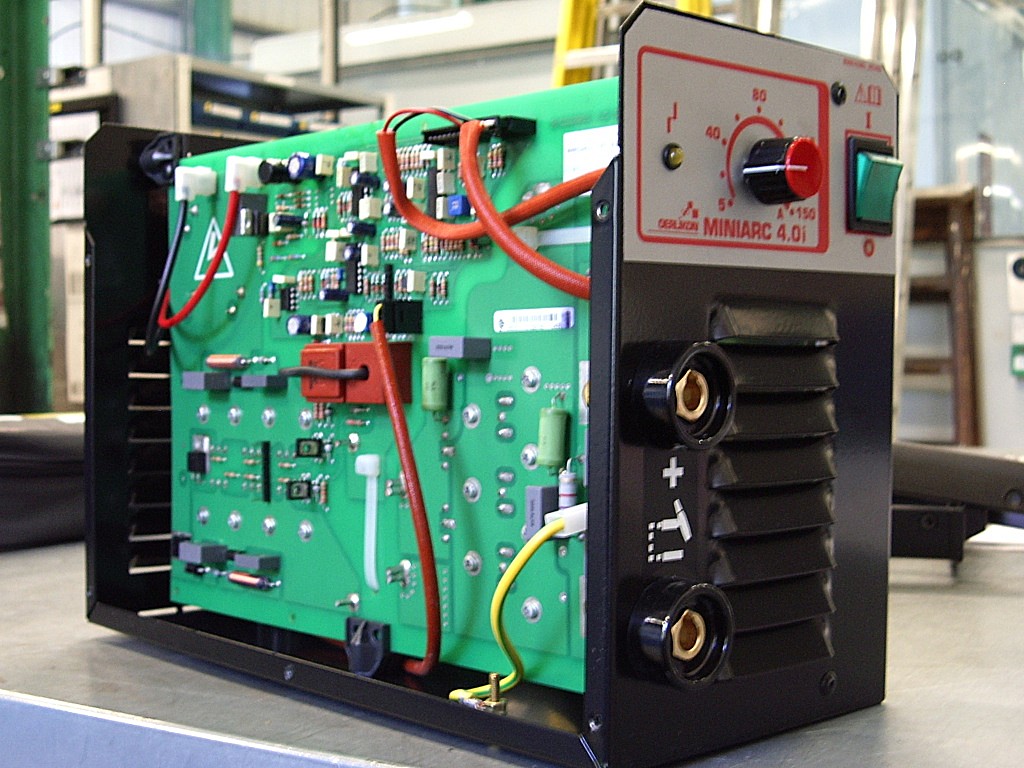
Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего. Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника.
Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует входящее U, полученное на выходе инвертора в низкое. К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
Электронный регулятор применяется для осуществления контроля при работе аппарата, диагностики и выдачи команд для инвертора. Кроме того, он позволяет менять ток сварки.
Кроме того, он позволяет менять ток сварки.
Благодаря такому исполнению, сравнительно мобильные инверторные сварочники обладают отличными характеристиками:
- Первичный источник питания (сетевое U и ток): 157.275 В и 20.30 А.
- Параметры U холостого хода: 70.85 В.
- U при формировании дуги: 22.35 В.
- Диапазон выставления тока сварки: 20.300 А.
- Время нагрузки при максимальном I сварки:5.10 мин.
- Типы электродов: «1», «2», «3», «4», «5», «6».
- Значение средней массы: 5.7 кг.
Ремонт аппаратов инверторной сварки
Для ремонта необходимо изучить схему и неисправности. Неисправности можно разделить на несколько групп: простые, средние и сложные.
Простые поломки
Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям.
Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям.
- Отсутствие сетевого питания инвертора (инвертор «отказывается» включаться).
- Влажность корпуса.
- Пыль внутри инверторного аппарата.
- Нестабильная дуга.
- Отсутствие полной мощности аппарата.
- Залипание электрода.
- Ослабление креплений.
- Разбрызгивание металла.
Принципы ремонта бензопилы своими руками
Отсутствие сетевого питания возможно по нескольким причинам: отсутствие U, дефект кабеля питания инвертора, сгорание предохранителя. Кроме того, существует вероятность поломки электроники аппарата, но эта неисправность не относится к простым, так как требует определенных навыков. Способы устранения очень просты.
Например, при отсутствии питающего U нужно произвести замер вольтметром в розетке.
Если произошло сгорание предохранителя, то следует его поменять на исправный (нельзя ставить «жучок», так как это может привести к окончательному выходу из строя).
При работе во влажном помещении нужно просушить содержимое сварочника. Нельзя запускать его, так как постоянно будет выбивать автоматы и перегорать нить предохранителя. Следует помнить о том, что влага — злейший враг любой аппаратуры.
Пыль является отличным проводником электричества. Сварочный аппарат необходимо периодически чистить. Запыленность может привести к более тяжелым последствиям.
При нестабильной дуге и разбрызгивании металла следует проверить ток сварки. В основном, элементарным решением проблемы является его увеличение. Существует определенная зависимость тока от толщины электрода: диаметр электрода нужно умножить на показатели 20-40 А. При вычислении получается необходима сила тока.
Например, при работе используется электрод «4» и ток для комфортной работы (при нормальном входном напряжении): I = 4 * 40 = 160 А. Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3».
Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3».
Алгоритм расчета следующий:
- Максимальный ток сварки: Iсв = 3 * 40 = 120 А.
- Ток для 2 мм металла: I = Iсв — 2 * 5 = 120 — 10 = 110 А.
Этот алгоритм используется при нормальном сетевом U (210.225 В). При 110 А сварочные работы будут выполнены аккуратно и вероятность прожога металла минимальная.
При прилипании электрода виновником оказывается пониженное U питающей сети, и для устранения этой проблемы нужно увеличить ток сварки. Кроме того, нужно почистить гнезда и контакты, а также удостовериться в проводе переноски, так как ее сечение должно быть больше 3 кв. мм.
Периодическое отключение аппарата происходит в результате перегрева. В этом случае нужно дать ему остыть в течение 25-40 минут.
В этом случае нужно дать ему остыть в течение 25-40 минут.
Средняя степень
Поломки этого типа возникают при сгорании определенного радиоэлемента. Исправление неполадок этого рода не требует особой квалификации. Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:
- Подгорание резисторов.
- Сгорание трансформатора.
- Обугливание диодов.
- Порча монтажной платы при возгорании.
Оптимальным способом исправления является выпаивание детали и замена ее на такую же или аналог.
Сложные неисправности
При средних поломках все выясняется визуально. Однако бывают ситуации, когда визуальный осмотр не дает положительный результат. Для этого применяется метод анализа схемы инвертора и выявление неисправности, а также дальнейшее ее устранение.
Для ремонта нужны знания в области электротехники, контрольно-измерительные приборы (мультиметр и осциллограф), схема инвертора (схема 1) и немного уверенности в своих силах.
«Слабым местом» сварочника инверторного типа являются плата управления и БП.
Если неисправна плата управления, то происходит светодиодная индикация (светодиод желтого цвета), свидетельствующая о невозможности запускаться в нормальном режиме.
Схема 1 — Схема инвертора РЕСАНТА САИ
Для осуществления ремонта нужно разобрать инвертор и произвести снятие разъемов с плат. После этого нужно выполнить контрольные измерения напряжений платы управления и сравнить с табличными исправной ПУ. Например, один из вариантов можно рассмотреть в таблице 1.
| № вывода ПУ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Исправная ПУ | 4,07 | 2,72 | 4,87 | 0,68 | 14,5 | 0,05 | 0,04 | 3,25 | 7,12 | ||
| Измеряемая ПУ | 0,23 | 15 | 0,01 | 2 | 17,2 | 6,99 |
Таблица 1 — Сравнение измерений.
Согласно таблице 1, нужно сделать вывод о неисправности ПУ. На ПУ есть микросхема типа UC3845D, нужно снять контрольные U и сделать выводы (таблица 2).
| № вывода микросхемы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Корректная работа | 1,95 | 0,2 | 2,07 | 2,52 | 15,1 | 5,1 | ||
| Измеряемая микросхема | 0,04 |
Таблица 2 — Сравнение U UC3845B.
На микросхеме (7-я нога) питание отсутствует, следовательно, нужно искать причину в радиокомпонентах, работающих вместе с этой микросхемой. В этой ситуации нужно проверить микросхему LM324N, которая управляет первой при помощи команд-импульсов (таблица 3).
| № вывода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Исправна | 0,81 | 4,02 | 14,87 | 3,06 | 4,73 | 0,02 | 0,04 | 15,1 | 4,82 | 4,87 | 6,74 | 0,88 | ||
| Текущая | 1,91 | 15 | 15,37 | 4,69 | 14,2 | 0,03 | 14,97 | 4,8 | 4,83 | 7,72 | 0,1 |
Таблица 3 — Сравнение режимов работы микросхемы LM324N.
Таким образом, для устранения неисправностей различного вида нужно знать основное устройство инвертора и его принцип действия. В основном устранить неисправность не составляет труда.
Для этого нужно понять причину, разобрать и внимательно осмотреть все соединения, радиодетали (подгоревшие резисторы, «вздувшиеся» электролитические конденсаторы и так далее). Кроме того, нужно следить за правильной эксплуатацией и производить периодически техосмотр аппарата. Эти меры предосторожности позволят существенно увеличить срок службы сварочника.
Источник: https://pochini.guru/remont/svarochnyih-invertorov
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам.
Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок.
В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории. Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
 Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь. Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных.
Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным.
Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата.
Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла.
Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла.
Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах.
Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист.
К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата.
Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером.
Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата.
Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром.
Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты.
Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ).
Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Источник: http://Tehnika.expert/dlya-remonta/svarochnyj-apparat/remont-invertora.html
Ремонт сварочного инвертора своими руками: схемы и диагностика, как отремонтировать
Инверторные сварочные аппараты за непродолжительное время завоевали небывалую популярность среди специалистов. Несмотря на надежность блока питания ремонт сварочного инвертора иногда все же может понадобиться.
Диагностика неисправности и замена вышедшей из строя детали при наличии определенной сноровки может производится в домашних условиях. Для осуществления ремонта необходимо предварительно ознакомиться с конструкцией устройства и лишь потом приступать к ремонту.
Распространенные причины поломок
Ремонт сварочных инверторов своими руками возможен при таких неисправностях:
- Неустойчивая сварочная дуга.
Подобная неисправность в большинстве случаев связана с неправильным выбором режима работы инвертора. Для выбора оптимальной силы тока можно придерживаться правила: на 1 миллиметр диаметра электрода должно подаваться от 20 до 40 ампер тока. - Появление усилий при отрыве электрода от металла.
Типичная неисправность, возникающая из-за низкого напряжения, приходящего на электроды. Наиболее простым способом решения данной проблемы является очистка контактов блока питания от окислов и нагара. - Отсутствие сварочной струи.
Если при повороте тумблера включения устройства нет никакого питания, то следует проверить напряжение в электрической сети. - Отключение инвертора при длительной работе.
Как правило, подобное поведение инвертора может быть связано с перегревом. Выход из положения прост: дать аппарату остыть и через 30 минут вновь приступить к работе.

Схема инверторного сварочного аппарата.
При диагностике сварочного аппарата могут выявиться неисправности:
- возникшие в результате неправильного выбора режима сварочных работ;
- возникшие вследствие выхода из строя электронных компонентов оборудования.
- В любом из вышеназванных случает можно провести ремонт сварочного инвертора своими руками.
- Большинство неисправностей данного узла сварочного аппарата связаны с выходом из строя электронных комплектующих.
- Основные виды неисправностей электронной схемы представлены:
- Попаданием влаги внутрь корпуса инвертора.
Окисление токопроводящих дорожек вследствие попадания влаги может служить причиной нарушения контакта между основными компонентами устройства. - Образованием большого количества пыли на основных рабочих элементах.
Обильное пылевое загрязнение элементов инвертора может нарушить естественную циркуляцию воздуха в корпусе и привести к перегреву электронных компонентов. - Выбором неправильного режима работы инвертора, повлекший за собой перегрев электронных компонентов.
Выход из строя инвертора по причине перегрева электронных комплектующих – это одна из наиболее типичных поломок.

В большинстве инверторов используются:
- входной выпрямитель;
- выходной выпрямитель;
- блок управления ключами;
- охлаждающая система.
Общий порядок диагностики сварочных инверторов
В приборе перед его ремонтом следует проверить работоспособность охлаждающей системы. Радиаторы охлаждения, забитые пылью, существенно хуже отводят тепло от силовых элементов, а значит следует полностью очистить ребра от пылевых образований и прочего мусора.
Ремонт инверторных сварочных аппаратов следует начинать с диагностики входного выпрямителя.
Для полной проверки данного узла следует:
- разобрать модуль;
- снять радиатор;
- снять диодный мост;
- прозвонить контакты диодного моста.
Если неполадок диодного моста не выявлено следует переходить к следующему модулю – выходному выпрямителю.
Типичные неисправности инверторов.
Проверка работоспособности выходного выпрямителя осуществляется по следующему алгоритму:
- разобрать модуль;
- выпаять диодные сборки;
- прозвонить диоды.
- Кроме диодов в схеме выходного выпрямителя имеются радиаторы, которые следует установить обратно после ремонта модуля.
- После обследования выходного выпрямителя следует перейти к диагностике модуля ключей.
- Данный модуль инвертора состоит из:
- четырех групп транзисторов;
- платы управления ключами;
- сглаживающих выпрямителей.
Порядок обследования модуля ключей состоит в следующем:
- Проверка транзисторов.
Как правило, неисправный элемент хорошо видно невооруженным глазом. Если такого нет, то следует последовательность проверить тестером все имеющиеся транзисторы. - Если замеры тестером не дали результатов нужно продиагностировать транзисторные сборки при помощи авометра, измерив сопротивление.
- При исправности видимой исправности всех компонентов следует выпаять все транзисторы по очереди.
Такой метод диагностики подойдет, если на плате присутствует короткое замыкание.

Большинство неисправностей инвертора можно диагностировать путем внимательного осмотра электронных компонентов. При выявлении дефективных деталей следует немедленно выпаять их и заменить аналогичными по характеристикам.
Ремонт силового блока инвертора
Электрическая схема сварочного инвертора.
Для ремонта силового блока инвертора могут потребоваться следующие инструменты:
- плоскогубцы;
- два паяльника мощностью 40 и 100 ватт;
- отвертки различных видов;
- гаечные и торцевые ключи;
- нож;
- кусачки;
- тестер для электрической сети;
- осциллограф;
- штангенциркуль;
- микрометр.

Наиболее типичной поломкой силового блока сварочного инвертора является выход из строя мощного транзистора. В большинстве случает поврежденный транзистор можно определить визуально: на нем имеются дефекты, прогары или деформация. Ремонт инвертора в случае обнаружения дефектного транзистора сводится к его замене.
Существует множество случаев, когда пробой транзистора является лишь следствием, а не причиной. При таком развитии событий замена транзисторной сборки может не дать видимого эффекта.
Перед тем, как отремонтировать диодный мост, следует проверить работоспособность всех элементов. Сделать это можно путем поочередного замера сопротивления на ножках элементов. В случае, если сопротивление между щупами мультиметра, находящимися на ножках диода, равняется нулю или бесконечности, то данный элемент следует заменить.
Новые транзисторы или диоды следует набирать из схожих по характеристикам аналогов. Как правило, в продаже имеются аналоги подавляющего большинства моделей электронных компонентов.
Составляющие сварочного инвертора.
При ремонте силового блока инвертора следует придерживаться таких правил:
- Запрещается использование электрического прибора с открытым изолирующим кожухом.
- Диагностику и замену всех электронных компонентов необходимо проводить на обесточенном сварочном аппарате.
- Удаление скопившейся пыли и мусора из устройства лучше всего проводить при помощи компрессора или баллона с сжатым воздухом.
- Очистка платы от липких следов и использованного флюса стоит проводить при помощи нейтральных к пластику растворителей. При этом рекомендуется использовать специальную кисточку для чистки электронных компонентов.
- Хранение исправного прибора должно проводиться в отключенном состоянии и с полностью закрытым кожухом.
Заключение
Ремонт сварочных инверторов своими руками – это достаточно тривиальная задача, требующая небольших знаний и навыков в области электротехники. Большинство неисправностей инверторых блоков питания можно отремонтировать после простейшей диагностики ключевых силовых узлов.
При самостоятельном восстановлении работоспособности инвертора важно обзавестись паяльником, флюсом, мультиметром и осциллографом. При осмотре и ремонте важно полностью обесточивать электронный прибор, дабы не подвергать себя риску поражения электрическим током.
Источник: https://tutsvarka.ru/oborudovanie/remont-svarochnogo-invertora
Как отремонтировать сварочный инвертор своими руками
Сварочные аппараты инверторного типа в наши дни являются надёжными помощниками в выполнении работ квалифицированными специалистами. Их поломка и последующий ремонт у мастера может затянуться, а время простоя — сказаться на оперативности выполнения работ и потере денег. Некоторые прибегают к самостоятельной починке аппарата.
- Ремонт инверторных сварочных аппаратов своими руками довольно прост, если знать типовые неисправности и иметь нужное оборудование и запчасти.
- Здесь помогут как измерительная техника вроде мультиметров и осциллографов, так и обычный мощный паяльник, качественный флюс и припой для замены повреждённых элементов.
- Это ведёт к значительной экономии средств на обслуживание, так как обращаться в специализированные сервисные центры придётся только в случае крупных или фатальных неисправностей.

Как работает сварочный инвертор
Инверторный аппарат — источник постоянного тока, обеспечивающий во время сварки конструкций и изделий из металла зажигание и непрерывность работы электрической дуги. Это достигается высокочастотной трансформацией тока большой силы, что приводит к уменьшению размера трансформатора и делает выходящий ток стабильнее. Нужные параметры тока достигаются в несколько этапов:
- первичное выпрямление тока, поступившего из сети;
- трансформация выпрямленного тока в высокочастотный;
- увеличение силы тока высокочастотным трансформатором, что ведёт к уменьшению его напряжения;
- вторичное выпрямление до заданной величины.
Выпрямление тока происходит с помощью диодных мостов нужной мощности, частоту регулируют высокомощные трансформаторы, которые, имея высокую частоту, обеспечивают необходимую силу тока на выходе.
Конструкция инверторных аппаратов
Большинство сварочных инверторов имеет блочное строение, где каждый из блоков можно, в свою очередь, разделить на собственные составляющие. Основных блоков три:
- блок питания;
- управляющий блок;
- силовой блок.
Блок питания стабилизирует входной ток. От других элементов его обычно отделяет металлическая перегородка. Он состоит из конденсаторов, накапливающих заряд, дроссельной системы управления, собранной на диодах, и управляемого транзисторами многообмоточного дросселя.
В свою очередь, силовой блок, контролирующий процессы преобразования тока, состоит из таких частей, как:
- первичный и вторичный выпрямители — собраны на основе диодных мостов, в случае первичного способных выдерживать ток силой до 40 ампер, напряжением до 250 вольт и частотой 50 Гц, а в случае вторичного — мощных диодов, способных поддерживать ток в 250 ампер с напряжением около 100 вольт;
- инверторный преобразователь — силовой транзистор с пороговыми значениями силы, напряжения и мощности тока, соответственно, 32 ампера, 400 вольт и 8 киловатт;
- высокочастотный трансформатор, состоящий из обмоток медной ленты, делающих возможным повышение силы тока до 250 ампер с напряжением во вторичной обмотке трансформатора не выше 40 вольт.

Тепловая и силовая защита силового блока осуществляется термовыключателями и специальными платами, построенными на основе логических микросхем типа 561ЛА7 или её аналогов (CD4011 или К176ЛА7, например).
Конденсаторы и резисторы входят в состав фильтров высокой частоты, защищающих преобразователи и выпрямители тока.
Для охлаждения всех частей инвертора используются вентиляторы малого диаметра (до 60 мм) и радиаторы, отводящие тепло от самых горячих радиоэлектронных элементов плат.
Управляющий блок, как правило, собирают на основе либо задающего генератора, либо широкоимпульсного модулятора. В его состав входят и резонансные дроссели и конденсаторы.
Типовые неисправности инверторов
Ремонт сварочного инвертора своими руками следует начинать с установления причин выхода аппарата из строя. Таких причин может быть две: неправильно выбранный режим работы аппарата (например, когда его мощности не хватает для разрезания металла большой толщины) или неисправности в силовой и электронной части.
Признаки неправильной работы аппарата помогают понять к какой причине относится неисправность.
Так, если в процессе сварки в горении дуги наблюдается неустойчивость или разбрызгивается металл, следует проверить правильность выставленной величины силы тока.
Её для каждого электрода нужно подбирать в зависимости от его длины, толщины и типа. От силы тока также зависит и скорость сварки.
Если сварочный электрод прилипает к поверхности детали, но при этом величина силы тока установлена в соответствии с его характеристиками, следует проверить длину и толщину провода используемого удлинителя, так как для сварки должны использоваться электрические кабеля небольшой длины, не больше 40 метров, и сечением более 4 квадратных миллиметров. Ещё несколькими причинами этого могут быть упавшее напряжение в сети, плохо подготовленная поверхность сварки, окисление ключевых элементов схемы питания инвертора и плохой контакт блоков инвертора в панельных гнёздах.
Если аппарат отключается при продолжительном выполнении сварки деталей, ему, скорее всего, нужно дать остыть, так как срабатывает защита от перегрева. Получаса достаточно для продолжения работ.
Невозможность включить аппарат может говорить о многих проблемах. В первую очередь следует проверить стабильность напряжения в сети, так как если оно опускается ниже 190 вольт, инвертор работать не будет.
Приступая к ремонту, в первую очередь необходимо снять корпус инвертора, осмотреть на предмет запылённости и проверить основные силовые элементы.
Признаки окисления и потемнения вследствие перегрева на платах основных блоков, вспухшие конденсаторы, выгоревшие детали, канавки на ножках электронных элементов и отсутствие контактов ножек с платой в результате некачественной пайки, всё это может привести к потере работоспособности. Если есть возможность визуально определить такие элементы, они выпаиваются с плат.
Кроме мощного паяльника здесь пригодятся отсос для припоя, легкоплавкие сплавы для упрощения съёма некоторых деталей, в пайке которых применялся, например, бессвинцовый припой, оплётки из медных нитей, позволяющие убрать крупные скопления припоя возле ножек элементов и, конечно же, качественный флюс, улучшающий теплопередачу и позволяющий припою на плате расплавляться легче.
Замена производится на детали с такой же маркировкой или аналогичные, подбираемые с помощью сравнения основных характеристик — конденсаторы могут быть чуть более высокой ёмкости, например. Оборванные провода нужно соединять аналогичными по толщине сечения и использовать термоусадочные трубки в местах спайки двух проводом между собой.
Если замена самых визуально заметных повреждений плат не помогла, следует приступить к прозвонке электронных схем. Самое уязвимое место, с которого следует начать прозвонку — это силовой блок с транзисторами. Если транзисторы не прозваниваются в соответствии с нормой, неисправность могла затронуть и драйвер, который их раскачивает.
Самый сложный ремонт, с которым можно столкнуться, обслуживая инвертор — это ремонт платы управления ключами, подающей управляющие сигналы на шины затворов блока ключей. Здесь необходимо использовать осциллограф, так как только при его помощи можно увидеть наличие этих сигналов и стабильность их прохода на блок управления.
Отремонтировать аппарат своими руками, имея определённые навыки и детали под рукой, не составляет проблем.
Инвертор работает с токами большой силы и при неправильном ремонте может выйти из строя окончательно и грозить покупкой нового аппарата.
Источник: https://tokar.guru/svarka/remont-svarochnyh-invertornyh-apparatov-svoimi-rukami.html
Как отремонтировать сварочный инвертор своими руками?
Предпосылки для проведения ремонта инвертора:
- Горение сварочной дуги сопровождается большим числом брызг от материала электрода. Такой дефект возникает при неправильном выборе тока, диаметра и типа электродов.
- Чрезмерное прилипание к свариваемым деталям. Данная проблема возникает из-за низкого уровня сетевого напряжения.
- При включенном инверторе и при световых индикаторах отсутствует дуга. Отсутствие объясняется наличием перегрева аппарата. Повреждение разъемов проводов сварочного аппарата.
- Отключается напряжение в сети во время сварки. Неправильно подключен автоматический выключатель.
- Инвертор не включается. Отсутствует, либо низкий уровень напряжения в сети.

Этапы проведения диагностики инвертора:
- Визуальный анализ транзисторов.
- Проверка на наличие неисправностей драйверов.
- Проверка работоспособности выпрямителей.
- Анализ работы управляемой платы.
Как самостоятельно сделать ремонт
устройствосхема сварочного инвертора
- Прежде всего, для определения типа неисправности и объема предполагаемых работ, следует вскрыть корпус и провести визуальный осмотр. Часто причиной неправильной работы является плохая пайка кабелей, элементов схемы. Решение такой проблемы — банальная перепайка всех поврежденных контактов и элементов схемы.
Детали, вышедшие из строя можно легко определить визуально – это треснутые элементы, имеющие потемневший корпус, либо вздутые (конденсаторы).
- При смене всех негодных частей схемы, производится их аккуратное выпаивание, предварительно зачистив все контактные разъемы. Затем делается замена и повторное запаивание на плате.
Отбор необходимых запчастей производятся по их техническим характеристикам, указанных на корпусе каждой единицы. Либо можно воспользоваться справочными таблицами, для более корректного подбора элементов цепи.
- В случае отсутствия дефектов при визуальном осмотре, применяются специализированные приборы мультиметр, либо омметр.
Одни из самых часто выходящих из строя элементов являются транзисторы. Это один из самых уязвимых элементов инверторного сварочного аппарата. Поломанный транзистор можно достаточно легко обнаружить по разломанному корпусу и выгоревшими выводами. Самый правильным решением в такой ситуации – будет замена сломанного транзистора.
- Для более надежного крепления на радиаторе, используется термопаста, обеспечивающая лучший отвод тепла.
- Затем проверяются выходные и входные выпрямители. Они представляют собой установленный мост.
- В случае проверки, выпаивается мост и снимается с радиатора.
- Каждый диод нужно проверить на наличие короткого замыкания, прозвонив каждый элемент отдельно.
- При монтаже нового диода, учитываются рабочие токи порядка 150 – 200 А.
Следовательно припайка диода должна быть проведена с максимальной аккуратностью, поскольку плохо выполненная пайка приведет к появлению перегрева элемента схемы, и в дальнейшем появлению неисправности.


- Самое сложное при ремонте инверторных сварочных аппаратов – это выявление поломки в схемах управления, которая напрямую влияет на правильную работоспособность устройства.
- Применяется осциллограф для проверки подачи сигналов с платы управления на ключи.
- При появлении всякого рода неисправностей, или отсутствии соответствующих навыков в ремонте инверторов, рекомендуется обращаться к специалистам, это позволит в дальнейшем сохранить свои финансовые расходы и драгоценное время.
- о ремонте сварочного инвертора в двух частях.
- Часть 1:
- Часть 2:

Проведение проверки драйвера, выпрямителей и полуавтомата
- Контроль элементов драйвера. Зачастую, транзисторы не повреждаются вследствие каких-то аномалий. До поломки транзистора из строя выходят сопутствующие ему элементы – драйвера.
Проверить работоспособность можно при помощи омметра, все запчасти, вышедшие из строя, подвергаются замене.
- Контроль выпрямителей. Выпрямители входные и выходные, являясь диодными мостами, смонтированы на радиаторе.
Эти элементы можно назвать самыми надежными фрагментами инвертора. Для проверки диодного моста, следует отпаять все клеммы и демонтировать с платы.
Таким образом можно проводить ремонт, не сомневаясь, что причиной могло стать короткое замыкание цепи.
Если прозвон в электрической цепи закорачивается, то следует произвести поиск поврежденного диода.
- Проверка работы полуавтоматов.
Проблема полуавтоматов заключается в исключительно механических неисправностях. К таким неполадкам можно отнести: задержку подачи сварочной проволоки, вызванным невысоким прижимом, либо высоким трением проволоки с элементами рукава. Самым надежным решением такой поломки является замена сварочного канала.Рекомендация по замене заключается в удалении старого рукава и, установка нового должны проводиться за один поход, то есть, соединив конец старого с началом нового.

Основные неисправности
- Некорректное регулирование сварочного заряда. В каждой конструкции сварочного генератора может возникать такая поломка из-за повреждения механизма регулирования.
Это могут быть:
- попадание различных предметов извне;
- смещение катушек;
- замыкание в катушках. Необходимо разобрать корпус регулятора аппарата и провести контроль всех элементов на наличие неисправностей.
- Невысокое значение сварочного тока.
Данный фактор имеет место – в случае понижения напряжения в сети, а также поломки регулятора свариваемого тока. - Громкий шум при работе генератора. Сильный гул, зачастую свидетельствует о перегреве.
Причина может быть скрыта в таких факторах, как:
- ослабление крепежных элементов, удерживающие детали устройства;
- поломка сердечника;
- смещение катушек;
- перегруженный генератор;
- замыкание сварных проводов. Решение этой проблемы – подкрутить все зажимные элементы, исправить механизмы крепежа сердечника, а также проконтролировать наличие изоляции рабочих кабелей.
- Непрогнозируемое выключение сварочного генератора. Включая аппарат в сеть, происходит срабатывание защиты, и устройство выключается.
В таком случае, наиболее вероятной причиной может стать короткое замыкание в цепи между корпусом и проводом, или между самими проводами. К числу причин замыкания можно также отнести:
- повреждение конденсаторов;
- замыкание между обмотками либо элементами магнитопровода. Для проведения ремонта, обязательно требуется отключение от сети генератора, затем нужно найти поврежденное место и затем аккуратно устранить его.
- Сильное нагревание сварочного устройства.
Возможные причины:- неправильная эксплуатация, то есть значение питаемого тока выше нормы;
- использование аппарата длительное время без остановок;
- выбран очень большой диаметр электрода;
- Резкий обрыв дуги при сварке.
Причинами могут быть:- замыкание цепи между сварочными контактами;
- нарушение связи между контактами;
- Попадание различного рода влаги, как правило, при работе на открытом пространстве (дождь, снег, град).
- Оседание пыли, скопившейся во внутренней части корпуса, может нарушить нормальный уровень охлаждения электронной системы. Пыль может попасть при сварке на строительных площадках и в различных пыльных средах.
 Необходимо разобрать корпус регулятора аппарата и провести контроль всех элементов на наличие неисправностей.
Необходимо разобрать корпус регулятора аппарата и провести контроль всех элементов на наличие неисправностей.

Источник: https://ccm-msk.com/kak-otremontirovat-svarochnyy-invertor-svoimi-rukami/
Ремонт сварочных инверторных аппаратов своими руками: правила и особенности выполнения
Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Общие сведения об инверторах
Сварочные трансформаторные аппараты имеют незначительную стоимость по сравнению с устройствами инверторной сварки и простоту устройства, позволяющую произвести несложные операции по ремонту.
К главным недостаткам нужно отнести их габариты, вес и чувствительность к параметрам питающей сети.
При низких значениях напряжения (U) варить практически невозможно, так как мощность, потребляемая аппаратом, существенно возрастает, а счетчики электроэнергии имеют предел мощности до 6 кВт.
В результате этого происходит срабатывания защиты: срабатывает автомат через определенное время из-за нагрева или сгорают предохранители на пробках. Если поставить автомат защиты с большим значением или использовать «жучок» (шунтирование предохранителя медным проводом большего диаметра), то вероятность возгорания проводки возрастает.
Кроме того, при работе с обыкновенной трансформаторной сваркой происходят кратковременные перепады значения U, из-за которых может выйти из строя другая аппаратура и бытовые приборы. Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства.
Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Устройство и особенности работы
Инверторная сварка применяется в домашних условиях и на различных предприятиях. Она обеспечивает стабильное горение сварочной дуги при высокочастотном токе. Аппарат устроен в виде мощного импульсного блока питания (ИБП), работа которого основана на принципах:
- Преобразование переменного питающего (сетевого) U в постоянное.
- Преобразование постоянного в переменный высокочастотный ток.
- Выпрямление тока с сохранением частоты.
Если следовать этим принципам построения, то происходит значительное уменьшение сварочника в несколько сотен или тысяч раз. Кроме того, такое устройство позволяет оборудовать аппарат дополнительным охлаждением.
Для осуществления качественного ремонта сварочного инвертора нужно знать устройство и принцип работы. Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно. Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):
Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно. Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления (электронный регулятор).
Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и фильтра, выполненного на конденсаторе. Диодный мост выпрямляет переменный ток питающей промышленной сети. При прохождении переменного тока через диод происходит пропускание тока в одном направлении.
В результате этого ток становится постоянным, но в нем преобладают значительные пульсации. Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.
5000 мкФ).
Обслуживание и ремонт перфоратора своими руками
После преобразования U запитывается инвертор. Инвертор представляет собой набор радиоэлементов для генерации необходимого переменного U для высокочастотного импульсного трансформатора.
Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего. Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника.
Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует входящее U, полученное на выходе инвертора в низкое. К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
Электронный регулятор применяется для осуществления контроля при работе аппарата, диагностики и выдачи команд для инвертора. Кроме того, он позволяет менять ток сварки.
Благодаря такому исполнению, сравнительно мобильные инверторные сварочники обладают отличными характеристиками:
- Первичный источник питания (сетевое U и ток): 157.275 В и 20.30 А.
- Параметры U холостого хода: 70.85 В.
- U при формировании дуги: 22.35 В.
- Диапазон выставления тока сварки: 20.300 А.
- Время нагрузки при максимальном I сварки:5.10 мин.
- Типы электродов: «1», «2», «3», «4», «5», «6».
- Значение средней массы: 5.7 кг.
Ремонт аппаратов инверторной сварки
Для ремонта необходимо изучить схему и неисправности. Неисправности можно разделить на несколько групп: простые, средние и сложные.
Простые поломки
Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
- Отсутствие сетевого питания инвертора (инвертор «отказывается» включаться).
- Влажность корпуса.
- Пыль внутри инверторного аппарата.
- Нестабильная дуга.
- Отсутствие полной мощности аппарата.
- Залипание электрода.
- Ослабление креплений.
- Разбрызгивание металла.
Принципы ремонта бензопилы своими руками
Отсутствие сетевого питания возможно по нескольким причинам: отсутствие U, дефект кабеля питания инвертора, сгорание предохранителя. Кроме того, существует вероятность поломки электроники аппарата, но эта неисправность не относится к простым, так как требует определенных навыков. Способы устранения очень просты.
Кроме того, существует вероятность поломки электроники аппарата, но эта неисправность не относится к простым, так как требует определенных навыков. Способы устранения очень просты.
Например, при отсутствии питающего U нужно произвести замер вольтметром в розетке. При обрыве сетевого кабеля нужно его прозвонить, найти проблемный участок и заменить его.
Если произошло сгорание предохранителя, то следует его поменять на исправный (нельзя ставить «жучок», так как это может привести к окончательному выходу из строя).
При работе во влажном помещении нужно просушить содержимое сварочника. Нельзя запускать его, так как постоянно будет выбивать автоматы и перегорать нить предохранителя. Следует помнить о том, что влага — злейший враг любой аппаратуры.
Пыль является отличным проводником электричества. Сварочный аппарат необходимо периодически чистить. Запыленность может привести к более тяжелым последствиям.
При нестабильной дуге и разбрызгивании металла следует проверить ток сварки. В основном, элементарным решением проблемы является его увеличение. Существует определенная зависимость тока от толщины электрода: диаметр электрода нужно умножить на показатели 20-40 А. При вычислении получается необходима сила тока.
В основном, элементарным решением проблемы является его увеличение. Существует определенная зависимость тока от толщины электрода: диаметр электрода нужно умножить на показатели 20-40 А. При вычислении получается необходима сила тока.
Например, при работе используется электрод «4» и ток для комфортной работы (при нормальном входном напряжении): I = 4 * 40 = 160 А. Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3».
Алгоритм расчета следующий:
- Максимальный ток сварки: Iсв = 3 * 40 = 120 А.
- Ток для 2 мм металла: I = Iсв — 2 * 5 = 120 — 10 = 110 А.
Этот алгоритм используется при нормальном сетевом U (210.225 В). При 110 А сварочные работы будут выполнены аккуратно и вероятность прожога металла минимальная.
При прилипании электрода виновником оказывается пониженное U питающей сети, и для устранения этой проблемы нужно увеличить ток сварки. Кроме того, нужно почистить гнезда и контакты, а также удостовериться в проводе переноски, так как ее сечение должно быть больше 3 кв. мм.
Кроме того, нужно почистить гнезда и контакты, а также удостовериться в проводе переноски, так как ее сечение должно быть больше 3 кв. мм.
Периодическое отключение аппарата происходит в результате перегрева. В этом случае нужно дать ему остыть в течение 25-40 минут.
Средняя степень
Поломки этого типа возникают при сгорании определенного радиоэлемента. Исправление неполадок этого рода не требует особой квалификации. Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:
- Подгорание резисторов.
- Вздутие электролитических конденсаторов.
- Сгорание трансформатора.
- Обугливание диодов.
- Порча монтажной платы при возгорании.

Оптимальным способом исправления является выпаивание детали и замена ее на такую же или аналог.
Сложные неисправности
При средних поломках все выясняется визуально. Однако бывают ситуации, когда визуальный осмотр не дает положительный результат. Для этого применяется метод анализа схемы инвертора и выявление неисправности, а также дальнейшее ее устранение.
Для ремонта нужны знания в области электротехники, контрольно-измерительные приборы (мультиметр и осциллограф), схема инвертора (схема 1) и немного уверенности в своих силах.
«Слабым местом» сварочника инверторного типа являются плата управления и БП.
Если неисправна плата управления, то происходит светодиодная индикация (светодиод желтого цвета), свидетельствующая о невозможности запускаться в нормальном режиме.
Схема 1 — Схема инвертора РЕСАНТА САИ
Для осуществления ремонта нужно разобрать инвертор и произвести снятие разъемов с плат. После этого нужно выполнить контрольные измерения напряжений платы управления и сравнить с табличными исправной ПУ. Например, один из вариантов можно рассмотреть в таблице 1.
Например, один из вариантов можно рассмотреть в таблице 1.
| № вывода ПУ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Исправная ПУ | 4,07 | 2,72 | 4,87 | 0,68 | 14,5 | 0,05 | 0,04 | 3,25 | 7,12 | ||
| Измеряемая ПУ | 0,23 | 15 | 0,01 | 2 | 17,2 | 6,99 |
Таблица 1 — Сравнение измерений.
Согласно таблице 1, нужно сделать вывод о неисправности ПУ. На ПУ есть микросхема типа UC3845D, нужно снять контрольные U и сделать выводы (таблица 2).
| № вывода микросхемы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Корректная работа | 1,95 | 0,2 | 2,07 | 2,52 | 15,1 | 5,1 | ||
| Измеряемая микросхема | 0,04 |
Таблица 2 — Сравнение U UC3845B.
На микросхеме (7-я нога) питание отсутствует, следовательно, нужно искать причину в радиокомпонентах, работающих вместе с этой микросхемой. В этой ситуации нужно проверить микросхему LM324N, которая управляет первой при помощи команд-импульсов (таблица 3).
| № вывода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Исправна | 0,81 | 4,02 | 14,87 | 3,06 | 4,73 | 0,02 | 0,04 | 15,1 | 4,82 | 4,87 | 6,74 | 0,88 | ||
| Текущая | 1,91 | 15 | 15,37 | 4,69 | 14,2 | 0,03 | 14,97 | 4,8 | 4,83 | 7,72 | 0,1 |
Таблица 3 — Сравнение режимов работы микросхемы LM324N.
Таким образом, для устранения неисправностей различного вида нужно знать основное устройство инвертора и его принцип действия. В основном устранить неисправность не составляет труда.
В основном устранить неисправность не составляет труда.
Для этого нужно понять причину, разобрать и внимательно осмотреть все соединения, радиодетали (подгоревшие резисторы, «вздувшиеся» электролитические конденсаторы и так далее). Кроме того, нужно следить за правильной эксплуатацией и производить периодически техосмотр аппарата. Эти меры предосторожности позволят существенно увеличить срок службы сварочника.
Источник: https://pochini.guru/remont/svarochnyih-invertorov
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам.
Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок.
В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
 Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных.
Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным.
Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата.
Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла.
Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах.
Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист.
К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата.
Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером.
Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата.
Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром.
Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты.
Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ).
Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Источник: http://Tehnika.expert/dlya-remonta/svarochnyj-apparat/remont-invertora.html
Ремонт сварочных инверторов: неисправности аппаратов и как проверить полуавтомат
Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
Сварочный полуавтомат инверторного типа обладает рядом особенностей и преимуществ.
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.
Инвертор для сварочных работ.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Функциональная схема сварочного инвертора.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.
Электрическая схема сварочного инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. - Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. - Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.

Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.
Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. - Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. - Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. - Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. - Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. - Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
 В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер.
В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер.
Рекомендации по самостоятельному ремонту
Электрическая схема сварочного аппарата.
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. - Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. - После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. - По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. - Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. - Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.


При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.

Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Заключение
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Источник: https://tutsvarka.ru/oborudovanie/remont-svarochnyh-invertorov
Ремонт инверторных сварочных аппаратов своими руками
Разница между старым сварочным трансформатором и новым инверторным сварочником примерно такая же, как между первыми автомобилями «Даймлер Бенц» и современным «Мерседесом».
Инвертор значительно легче своего неподъемного предшественника, имеет встроенные функции, о которых ранее можно было только мечтать, например, возможность контроля величины сварочного тока или функция предотвращения залипания электрода.
Но у великолепно задуманной идеи есть существенный недостаток – электронная начинка выходит из строя значительно чаще, чем у «старичков», а ремонт инверторных сварочных аппаратов требует немалых знаний и навыков. Любая попытка отремонтировать оборудование вслепую, без подготовки, чревата пожаром или даже травмой.
Разумеется, ситуации, когда электронный сварочный аппарат сгорает, как свечка, и не подлежит дальнейшему ремонту, случаются крайне редко. На практике ремонт сварочного аппарата может оказаться намного проще, чем казалось в первый момент.
В 90% случаев из строя выходят силовые цепи, в 50% — чувствительные управляющие элементы схемы.
Но чтобы выполнять ремонт инверторных сварочных аппаратов своими руками, мало одного желания, как минимум, потребуется следующее оборудование:
- Цифровой тестер или мультиметр, все равно какой, можно с функцией проверки транзисторов;
- Паяльная станция, можно самодельная, но обязательно с регулируемым по температуре феном и исправным низковольтным паяльником;
- Нагрузочный реостат.

Кроме перечисленного, для работы может потребоваться шприц для откачки припоя, кисточка, спирт, лупа, сильный фонарик, лампа накаливания с проводами, ну и, конечно, справочники для заказа запасных частей.
Совет! У большинства профессиональных ремонтников имеется в распоряжении осциллограф. Для ремонта электроники, по сути, незаменимая вещь, если дело касается проверки работы системы управления аппарата.
Не факт, что осциллограф потребуется для ремонта сварочного аппарата своими руками, но в особо сложных случаях без него просто не обойтись.
Перед тем как раскрывать аппарат и вникать в детали поломки, необходимо выяснить у сварщика две основные подробности. Во-первых, необходимо выяснить, как и в каких условиях произошла поломка сварочного инвертора, и во-вторых, были ли попытки выполнить ремонт другими специалистами.
Проблема заключается в том, что «любители» нередко заменяют заводские детали первыми попавшимися под руку компонентами. Без схемы восстановить номинал и марку детали, что крайне важно для качественного ремонта сварочного аппарата, очень сложно.
Процесс восстановления сварочного аппарата выполняется в три этапа:
Нередко любительский ремонт сварочных аппаратов заканчивается проверкой, зажигается дуга или нет. Использование реостата позволяет проверить один из основных параметров работоспособности сварочного инвертора – способность к регулировке и подстройке сварочного тока под нагрузкой.
Перед тем как приступать к ремонту, нужно разобраться и выяснить для себя, как устроен аппарат, и в чем особенности его работы. Например, посмотреть типовую схему или блок схему, тогда станет понятно, что и где находится на плате.
Например, посмотреть типовую схему или блок схему, тогда станет понятно, что и где находится на плате.
Этап первый, определяем проблемы внешним осмотром платы
Чтобы получить доступ к внутренней начинке сварочного агрегата, необходимо освободить электронную плату от корпуса и сетевого шнура.
Совет! Если перед ремонтом аппарат включался в сеть для проверки, перед разборкой сварочного инвертора осторожно замкните выходные муфты под сварочные шланги с помощью пары проводов и обычной лампы накаливания 100-150 Вт. Это поможет избежать ударов током.
Для разборки нужно снять два-четыре винтовых или саморезных крепления корпуса и вытащить из и соединительных фишек провода. Для ремонта остается голая плата, утыканная электронными деталями. Первым делом осматриваем ее, стараемся выявлять критические для ремонта сгоревшие или поврежденные элементы, подгоревшие дорожки платы, черные резисторы и раздувшиеся конденсаторы.
В подавляющем большинстве случаев выходят из строя и подлежат ремонту следующие элементы платы сварочного аппарата:
- Балластное мощное сопротивление, разряжающее конденсаторы в силовом блоке схемы. Если питающий блок исправен, то при попытке включить сварочный аппарат конденсаторы моментально наберут немаленькую емкость и напряжение под 300В. Если в ходе ремонта, при отсутствии резистора, включить аппарат сварочный и случайно коснуться руками клемм, получите крайне болезненный удар током, почти как электрошоком;
- Полевые транзисторы-ключи. Их легко найти, они всегда установлены на массивных алюминиевых радиаторах. Если сгорело сопротивление, почти всегда требуется ремонт и замена как минимум одного из транзисторов;
- Если не регулируется сварочный ток, то, скорее всего, потребуется ремонт драйвера, одного из его каналов или операционного усилителя, входящего в схему управления.
 Если питающий блок исправен, то при попытке включить сварочный аппарат конденсаторы моментально наберут немаленькую емкость и напряжение под 300В. Если в ходе ремонта, при отсутствии резистора, включить аппарат сварочный и случайно коснуться руками клемм, получите крайне болезненный удар током, почти как электрошоком;
Если питающий блок исправен, то при попытке включить сварочный аппарат конденсаторы моментально наберут немаленькую емкость и напряжение под 300В. Если в ходе ремонта, при отсутствии резистора, включить аппарат сварочный и случайно коснуться руками клемм, получите крайне болезненный удар током, почти как электрошоком;Разумеется, приведенный перечень для ремонта является наиболее распространенным, но не исчерпывающим. Например, может сгореть термодатчик, следящий за перегревом сварочного аппарата, токовый трансформатор, работающий в паре с операционником, элементы входного диодного моста и многое другое. Поэтому ремонт сварочного аппарата необходимо начинать с прозвонки элементов по цепи.
Поэтому ремонт сварочного аппарата необходимо начинать с прозвонки элементов по цепи.
Второй этап ремонта, проверяем цепи прозвонкой
В ходе ремонта нужно проверить самые нагруженные элементы платы. Переворачиваем ее тыльной стороной кверху и острыми щупами тестера, продираясь сквозь слой защитного лака, проверяем наличие короткого замыкания.
Первоначально проверим, не пробит ли выпрямительный диодный мост на выходе. Ремонт диодов — довольно редкая вещь, если внутрь сварочного аппарата не попала вода или не произошло КЗ на шнуре.
Аналогично меряем мост на входе.
После блока питания переходим к самым ответственным местам силовой части схемы. Это пара мощных конденсаторов и ключи на полевых транзисторах.
Для ремонта необходимо установить наличие сопротивления между коллектором и эмиттером, или правильнее – переходы сток-сток, сток-затвор.
В 99% случаев полевые транзисторы выходят из строя первыми, как результат — короткое замыкание между коллектором и стоком.
Кроме них, вторым кандидатом на ремонт и замену является драйвер платы сварочного аппарата. Но для его ремонта потребуются очень серьезные навыки и знания. Поэтому, если после замены транзисторов будут определены неисправности в каналах драйвера, лучше поручить его ремонт более квалифицированному специалисту.
Как проверить целостность драйвера
Забегая вперед, можно сказать, что после демонтажа ключей или полевых транзисторов потребность в ремонте драйвера первоначально определяют по состоянию опорных резисторов, соединяющих канал драйвера с затвором полевого транзистора — ключа.
Для этого просто пальцем по плате проследим дорожку от места затвора до первого резистора.
Проверяем его на обрыв, если сопротивления резисторов в каждом канале примерно совпадают, то на 99% можно считать, что устройство управления в рабочем состоянии.
В противном случае для ремонта сварочного аппарата придется обращаться к специалисту.
Простейший ремонт сварочного аппарата
Для ремонта агрегата потребуется снять старые транзисторы и заменить их новыми деталями. Каждый ключ крепится к массивному алюминиевому радиатору болтиком. После снятия болтов выворачивают саморезы крепления радиаторов.
Каждый ключ крепится к массивному алюминиевому радиатору болтиком. После снятия болтов выворачивают саморезы крепления радиаторов.
Для ремонта потребуется аккуратно выпаять полевой транзистор с помощью фена паяльной станции, делается это с максимальной осторожностью, чтобы не повредить дорожки и навесной монтаж.
При выпаивании транзистор должен выйти без усилия, в противном случае поднимутся дорожки, и стоимость ремонта сварочного аппарата может подскочить в несколько раз. Место выпайки нужно освободить от припоя с помощью груши или шприца и очистить от пригорелого лака.
Перед установкой новых полевых транзисторов – ключей нужно выполнить ремонт балластного сопротивления. Вместо старого резистора, впаиваем новую деталь на 47 Ом, 10 Вт. Кроме того, прозваниваем конденсаторы и супрессоры, установленные по схеме на дорожках полевиков.
Чтобы продолжить ремонт, необходимо проверить форму и размер сигнала, приходящего по каждому каналу драйвера на затворы своего ключа — полевого транзистора.
Перед тем как подключить осциллограф, между стоком и затвором рекомендуется выполнить навеску в виде конденсатора в несколько сот пикофарад, тем самым имитируется емкость затвора транзистора.
Такой способ позволяет в ходе восстановления платы сварочного аппарата оптимальным образом нагрузить каждый канал драйвера, поэтому сигнал приходит в том виде, в котором он существует в реальных условиях при проведении сварочных работ.
- После напайки конденсаторов подключаются щупы осциллографа, и включается питание платы сварочного аппарата.
- Форма сигнала подтверждает, что ремонт выполнен правильно, на затворы транзисторов приходит сигнал от драйвера нужной формы и величины.
Осталось только закрепить новые полевые транзисторы с нанесенной теплоотводящей пастой на алюминиевых радиаторах. Радиаторы устанавливаются на плату, а ножки транзисторов поочередно запаиваются. Восстановление сварочного аппарата практически закончено, осталось только испытать устройство.
Заключение
Для этого подключаем к выводным контактам платы сварочного аппарата лампу на 40 Вт и включаем ее, если лампа загорелась вполнакала, значит, восстановление выходных цепей выполнено успешно.
Чтобы удостовериться в полной работоспособности аппарата, к муфтам сварочных шлангов подключают реостат и тестером измеряют напряжение на выходных клеммах.
Если поворотом ручки напряжение на клеммах муфты плавно меняется от 60 В до 10 В, значит, аппарат полностью исправен, в противном случае нужно менять операционный усилитель в цепи регулировки.
Источник: https://rusolymp.ru/raznoe/remont-invertornyh-svarochnyh-apparatov-svoimi-rukami
Ремонт сварочных аппаратов
Производители сварочных аппаратов предлагают достаточно много моделей и разных типов сварочного оборудования. В нашей мастерской выполняется ремонт сварочных аппаратов большинства видов электрической сварки.
Мы специализируемся на послегарантийном ремонте сварочных инверторов, полуавтоматов, трансформаторов и других типов сварочников в СПб:
- инверторные сварочные аппараты
- трансформаторные аппараты
- аппараты полуавтоматической сварки (полуавтоматы)
- сварочные выпрямители
- аппараты для приварки шпилек
- аппараты для сварки полиэтиленовых труб
В числе принимаемых в ремонт сварочных аппаратов:
Awelco, МАСТЕР, Telwin, ФЕБ, Blueweld Prestige, Odnultech, Wester, Gama, ARC, ПДГ, Протон, motoweld, Тритон, ERGUS, FORMULA, Дуга, TechnoWeld, Tecnica, ONDULIX, AIKEN WELD, EPS Vulcan, Genera, Fidaty, FIMER, Русич, Gysmy, Hitachi, Redius, Rilon, Корсар, Brima, Ресанта, Сварог, FoxWeld, Invertor, Linkor, Unitor, Cebora, Evospark, Форсаж, Сталкер, ЭлектроИнтел NEON, ВД, ТДМ, Феникс МИСУ, TopMachine, Merkle, Питон, Циклон, KUHTREIBER, Origo, HELPER EURO, Mitech, Starke, DECA, WECO DISCOVERY, TransPocket, Aurora, Корунд и многие другие.
Определение неисправности
Симптомы, свидетельствующие о том, что сварочному аппарату срочно требуется если не ремонт, то обслуживание или профилактика:
- Сварочный аппарат не включается
- Самопроизвольное отключение сварочного аппарата
- Сильное гудение трансформатора, зачастую сопровождающееся перегревом
- Чрезмерный нагрев сварочного аппарата
- Низкое значение сварочного тока
- Плохая регулировка сварочного тока
- Внезапный обрыв сварочной дуги и невозможность зажечь ее снова
- Потребление большого тока из сети при отсутствии нагрузки
- И другие неисправности
Т.к. сварочные аппараты являются сложными электротехническими устройствами, они как и другая электроника, иногда могут выходить из строя. И причин поломок может быть множество.
Вот только некоторые возможные причины, приводящие к поломке сварочного аппарата:
- механическое повреждение – тяжёлый сварочный аппарат можно случайно уронить или опрокинуть
- Подключение аппарата к электросети, выдающей напряжение несоответствующее нормам – скачки напряжения, чрезмерно низкое или наоборот, высокое напряжение
- нарушение режима эксплуатации – несоблюдение инструкций производителя к продолжительности и интенсивности работ, температуре окружающей среды, сварка несоответствующих материалов и т. п.
- использование в неправильном положении – горизонтально или вертикально в нарушение норм производителя
- попадание внутрь сварочного аппарата влаги или пыли
- продолжение использования сварочного аппарата при явном проявлении признаков неисправности
 п.
п.Приемка, диагностика и ремонт сварочного аппарата
После приема аппарата, мастером проводится его первичная диагностика. Результатом диагностики является звонок нашего специалиста клиенту, с предварительным согласованием списка работ и их стоимостью. При этом клиентам следует учитывать, что в некоторых случаях без частичного ремонта аппарата, является невозможным выяснение всех его неисправностей. В процессе ремонта, могут проявиться неисправности, которые невозможно было выявить, не отремонтировав сварочный аппарат частично. В таких случаях проводится дополнительное согласование списка работ и стоимости, и, при превышении изначально согласованной стоимости ремонта, клиент имеет право отказаться от всех работ.
Убедительная просьба — убирать сильные внешние загрязнения.
При наличии сильных загрязнений вам могут отказать в приемке сварочного аппарата в ремонт.
На все услуги мы даем гарантию 1 месяц для проверки аппарата заказчиком.
Ремонт сварочных аппаратов в СПб.
- Цены на ремонт сварочных аппаратов
РЕМОНТ | 8-(495)-761-58-91 8-(495)-769-31-84 8-(919)-963-30-01 рсо-сервис.рф
|
АВАНТ КОМПАНИЯ | Сварочные инверторы AWI (DC ARC, DC TIG, AC/DC TIG, MIG/MAG) |
ООО»СВАРБИ» | Выпрямители серии «ДУГА» |
| Foxweld 127238, г.  Москва, Москва,Сигнальный проезд, 16 стр.7 тел: (495) 739-07-19, 487-65-05, 487-41-00, 223-26-05 svaga.ru | Ремонт трансформаторов сварочных |
Компания «РУССВАРКА»
ул. Деловая д. 11 корпус 2, телефон: 8 495 602 09 13, 730 05 45 russvarka.ru | ФГУП ГРПЗ (инверторы «Форсаж») |
| НПО «МИДАСОТ» Москва, Шелапутинский пер., дом 1, тел (495) 777-65-49 midasot.ru | Ремонт сварочного оборудования «BRIMA» |
НПП «ЦИКЛ ПЛЮС» | Сварочное оборудование LINKOR |
ЭЛЕКТРОЦЕХ | Ремонт электродвигателей |
«РЕМРОТОР» | Ремонт сварочных аппаратов промышленных и бытовых |
| Специалист по ремонту и наладке сварочного и газоплазморезательного оборудования Данилов Андрей Викторович ICQ 593521076 тел. 8(495)642-79-70 моб. +7(925)079-82-14 | Ремонт и наладка сварочного оборудования EWM, Telwin, Migatronic, Dalex, Fimer, Blueweld, и газоплазморезательного оборудования Koike. Качественно, гарантия, возможен выезд. г.Одинцово, Транспортный проезд, 1, (495)642-79-70, +7(925)079-82-14. Качественно, гарантия, возможен выезд. г.Одинцово, Транспортный проезд, 1, (495)642-79-70, +7(925)079-82-14. |
| ФЕДОТОВ АЛЕКСАНДР НИКОЛАЕВИЧ, тел:916 808 5225, 926 185 2606, м.СВИБЛОВО | Ремонт сварочных аппаратов разных производителей. |
remnext.ru | Ремонт сварочных аппаратов |
РЕМОНТ СВАРОЧНОГО |
8-(495)-761-58-91 8-(495)-769-31-84 8-(919)-963-30-01 рсо—сервис.рф
|
 avantcom.ru
avantcom.ru (495)776-87-27
(495)776-87-27Ремонт сварочных аппаратов — адреса, цены
Главная страница » Сварочное оборудование » Ремонт
Причины поломки и ремонт сварочных аппаратов
Сварочный аппарат незаменим на любом строительстве. Помимо сварки, не существует технологии, которая позволяла бы настолько надёжно соединять металлические детали, используемые в критически важных точках здания, находящиеся под значительной нагрузкой. Соединение болтами или заклёпками, использование хомутов для соединения труб далеко не обеспечивает тот уровень прочности, который достигается сваркой.
Помимо сварки, не существует технологии, которая позволяла бы настолько надёжно соединять металлические детали, используемые в критически важных точках здания, находящиеся под значительной нагрузкой. Соединение болтами или заклёпками, использование хомутов для соединения труб далеко не обеспечивает тот уровень прочности, который достигается сваркой.
Существует множество видов сварочных аппаратов:
- сварочный инвертор;
- сварочный трансформатор;
- сварочный полуавтомат.
- сварочный выпрямитель;
- сварочный генератор;
Производители предлагают множество моделей сварочных аппаратов в каждом из видов перечисленного оборудования. Являясь сложным электротехническим устройством, сварочное оборудование порой может выходить из строя. Полезно знать о наиболее распространённых причинах, приводящих к поломке сварочного аппарата.
- механическое повреждение – тяжёлый сварочный аппарат можно случайно уронить или опрокинуть;
- несоответствующее нормам напряжение электросети – скачки напряжения, чрезмерно низкое или высокое напряжение;
- нарушение режима эксплуатации – несоблюдение требований производителя к продолжительности и интенсивности работ, к температуре окружающей среды, сварка несоответствующих материалов;
- использование в неправильном положении – горизонтально или вертикально в нарушение норм производителя;
- попадание внутрь сварочного аппарата влаги или пыли;
- продолжение использования аппарата при появлении признаков поломки.

При необходимости ремонта сварочного оборудования лучше всего обратиться в специализированный сервисный центр. Однако в случае выхода из строя некоторых электронных компонентов ремонт сварочного инвертора своими руками возможен для человека, у которого имеется радиотехнического образование и опыт ремонта промышленного радиоэлектронного оборудования. Следует знать, что импульсные программируемые сварочные аппараты таким образом практически не ремонтируются, поскольку в случае их поломки требуется замена недешёвых импортных плат; с другой стороны, такие сварочные аппараты отличаются высокой надёжностью и сравнительно редко выходят из строя.
Можно отметить, что ремонт сварочного трансформатора является достаточно дорогой и трудоёмкой процедурой. Иногда стоимость проведения такого ремонта сопоставима со стоимостью нового инверторного аппарата. Стоимость ремонта недорогого сварочного аппарата, который был куплен с целью максимальной экономии средств, также может быть сравнима со стоимостью нового устройства – в данном случае из-за низкого качества монтажа и трудоёмкости ремонта в поисках отказавшего звена приходится перебирать практически весь аппарат.
Проще производится и дешевле всего обходится ремонт сварочных полуавтоматов европейских брендов.
Сервис Северные Стрелы — Ремонт сварочных аппаратов в Санкт-Петербурге
ДИАГНОСТИКА
Диагностика
700
490
560
560
Ремонт сварочного аппарата, категория сложности №1
2 100
700
2 100
2 100
Ремонт сварочного аппарата, категория сложности №2
4 200
1 400
3 220
3 220
Ремонт сварочного аппарата, категория сложности №3
6 300
2 100
4 200
4 200
Ремонт сварочного аппарата, категория сложности №4
7 700
2 800
5 180
5 180
РЕМОНТ СВАРОЧНОГО АППАРАТА
Замена блока питания
560
—
—
700
Замена вентилятора
420
420
420
700
Замена выключателя
420
420
420
700
Замена горелки
1 260
—
—
1 260
Замена дросселя
1 680
—
—
1 680
Замена ЕВРО разъема
1 960
—
—
1 680
Замена коннектора
280
350
420
—
Замена корпусных деталей
420
280
280
280
Замена механизма подачи проволоки
—
—
—
1 400
Замена панели управления
980
1 120
350
1 120
Замена платы логики
840
—
840
—
Замена платы мощности
840
—
840
—
Замена трансформатора
—
2 100
—
—
Замена электрического шнура
280
280
280
280
Ремонт платы логики
2 520
—
1 400
—
Ремонт платы мощности
1 820
—
1 260
—
Настройка выходных параметров
280
—
210
—
Замена регулятора тока
420
—
420
420
Замена светодиодов
280
—
280
—
Ремонт контактных соединений
574
574
574
574
Опрессовка выходных клемм
420
420
—
—
Замена стекла
—
210
—
—
Профилактика (продувка, прочистка от пыли)
490
420
420
420
Ремонт платы управления
1 400
—
1 120
1 260
Замена платы управления
560
—
560
700
Чистка влагоотделителя
350
—
—
—
Замена основной платы
1 120
—
1 120
—
Ремонт силовой части
1 400
—
1 400
—
Ремонт задающего генератора (внутренний источник питания)
1 260
—
1 260
—
Замена выходных диодов
1 120
—
—
1 680
Замена блока питания
560
—
—
700
Замена вентилятора
420
420
420
700
Замена выключателя
420
420
420
700
Замена горелки
1 260
—
—
1 260
Замена дросселя
1 680
—
—
1 680
Замена ЕВРО разъема
1 960
—
—
1 680
Замена коннектора
280
350
420
—
Замена корпусных деталей
420
280
280
280
Замена механизма подачи проволоки
—
—
—
1 400
Замена панели управления
980
1 120
350
1 120
Замена платы логики
840
—
840
—
Замена платы мощности
840
—
840
—
Замена трансформатора
—
2 100
—
—
Замена электрического шнура
280
280
280
280
Ремонт платы логики
2 520
—
1 400
—
Ремонт платы мощности
1 820
—
1 260
—
Настройка выходных параметров
280
—
210
—
Замена регулятора тока
420
—
420
420
Замена светодиодов
280
—
280
—
Ремонт контактных соединений
574
574
574
574
Опрессовка выходных клемм
420
420
—
—
Замена стекла
—
210
—
—
Профилактика (продувка, прочистка от пыли)
490
420
420
420
Ремонт платы управления
1 400
—
1 120
1 260
Замена платы управления
560
—
560
700
Чистка влагоотделителя
350
—
—
—
Замена основной платы
1 120
—
1 120
—
Ремонт силовой части
1 400
—
1 400
—
Ремонт задающего генератора (внутренний источник питания)
1 260
—
1 260
—
Замена выходных диодов
1 120
—
—
1 680
Ремонт сварочных аппаратов Сварка-74 в Уральском Федеральном Округе
Содружество компаний «Сварка-74» предлагает услуги сервисного центра по ремонту и гарантийному и постгарантийному обслуживанию сварочных аппаратов. За 15 лет наш сервисный центр наработал богатый опыт в сфере ремонта и способен обслуживать любые виды сварочного оборудования. Помимо непосредственно ремонта сварочных аппаратов наши специалисты могут предложить Вам проведение диагностики, чистки и другого обслуживания техники и оборудования.
За 15 лет наш сервисный центр наработал богатый опыт в сфере ремонта и способен обслуживать любые виды сварочного оборудования. Помимо непосредственно ремонта сварочных аппаратов наши специалисты могут предложить Вам проведение диагностики, чистки и другого обслуживания техники и оборудования.
Сервисный центр «Сварка-74» предлагает широкий спектр услуг:
- обслуживание и ремонт сварочного оборудования по гарантии производителя;
- послегарантийный ремонт сварочных аппаратов;
- проведение диагностики в специализированной лаборатории;
- проведение поверки оборудования с выдачей соответствующих заключений;
- ежегодное техническое обслуживание аппаратов по договору;
- продление гарантии на приобретенное оборудование марки Kemppi;
- выезд специалистов для проведения первичной диагностики и небольшого ремонта;
- вывоз оборудования собственным автотранспортом для ремонта;
- продажа запасных частей и многие другие
Сервисный центр «Сварка-74» прошел авторизацию у ведущих производителей сварочных аппаратов и оборудования. Наши специалисты сертифицированы такими компаниями, как Kemppi, Hypertherm, Сварог и многими другими. Ремонт сварочного оборудования в нашем центре выполняется соответствии со стандартами производителей.
Наши специалисты сертифицированы такими компаниями, как Kemppi, Hypertherm, Сварог и многими другими. Ремонт сварочного оборудования в нашем центре выполняется соответствии со стандартами производителей.
Сертификат Kemppi | Сертификат Hyperthem | Сертификат Selco | Сертификат Сварог | Сертификат ТОРУС |
|
Помимо доступа ко всей необходимой технической документации мы также приглашаем иностранных специалистов для консультации в ходе ремонта сварочных аппаратов. Специалисты сервисного центра «Сварка-74» регулярно повышают свою квалификацию, проходят обучение по работе и обслуживанию новейших сварочных аппаратов на базе производителей. Все это гарантирует нашим клиентам высокое качество обслуживания.
Все это гарантирует нашим клиентам высокое качество обслуживания.
Диагностика и ремонтные работы проводятся на специализированном оборудовании. Наши специалисты в ходе ремонта используют только оригинальные комплектующие и запасные части для сварочных аппаратов, поставляемые напрямую от производителей. Сотрудничество с производителями и проверенными поставщиками радиоэлектроники и электротехники, а также постоянно обновляемый склад запасных частей обеспечивает оперативность при проведении ремонтных работ.
На выполняемые в сервисном центре работы предоставляется гарантия 3 месяца. Стоимость услуг сервисного центра зависит от вида сварочного оборудования, его мощности и комплектности. Сроки ремонта определяются после первичной диагностики в индивидуальном порядке.
Для получения подробной консультации Вы можете обратиться к специалистам сервисного центра «Сварка-74».
Менеджер по сервису: Андреева Татьяна
Телефон: 8 (804) 333-18-18 доб.101, моб. 8 912 790 22 65
8 912 790 22 65
E-mail: [email protected]
Адрес: г.Челябинск, ул. Томинская 8/1
Дополнительную информацию можно посмотреть в разделах:
Схема проезда
загрузка карты…
Лучший ремонт инверторных сварочных аппаратов — Выгодные предложения по ремонту инверторных сварочных аппаратов от глобальных продавцов ремонта инверторных сварочных аппаратов
Отличная новость !!! Вы попали в нужное место для ремонта инверторного сварочного аппарата. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях.Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший ремонтный инверторный сварочный аппарат вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили инверторный сварочный аппарат на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в ремонте инверторных сварочных аппаратов и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз.
Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress.Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, мы думаем, вы согласитесь, что вы получите ремонт инверторного сварочного аппарата по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Начните самый лучший шоппинг прямо здесь.
| Новости техники и ремонта электроники
Главная> Гостевой пост> Ремонт электронного сварочного инвертора. Модель: Selco Genesis 140 Джестин Йонг, 8 июня 2013 г.Техник-сварщик принес мне этот сварочный инвертор, и проблема заключалась в том, что он не сваривает. Он сказал, что раньше это работало, но поскольку он использовал генератор энергии для питания этой машины, она перестала работать.К сведению, электронный сварочный аппарат не должен работать от генераторов. Это первое предупреждение в руководстве пользователя, написанное крупным выделенным шрифтом. Многие люди не читают руководство пользователя перед использованием машины, и это действительно плохо.
Я включил машину и слышал, как работает вентилятор. Когда я попытался сварить им, это не сработало, и я увидел предупреждающее сообщение на дисплее машины с горящим желтым светодиодом. Я загрузил руководство пользователя, и в предупреждении говорилось, что это связано с перегревом.Я отключил машину от сети, открыл крышку и заглянул внутрь. Я не увидел там ни одного сгоревшего компонента, поэтому, думаю, пора проверить, нет ли плохого компонента.
Я загрузил руководство пользователя, и в предупреждении говорилось, что это связано с перегревом.Я отключил машину от сети, открыл крышку и заглянул внутрь. Я не увидел там ни одного сгоревшего компонента, поэтому, думаю, пора проверить, нет ли плохого компонента.
Я проверил какой-то компонент на плате и обнаружил, что три диода SMD закорочены. У двух из них был номер детали 1016, а на меньшем диоде было написано DS6. Заменил их на исправные SMD диоды. Я нашел еще один диод рядом с реле на той плате и тоже заменил его. Все эти замены диодов не повлияли на ситуацию, потому что проблема осталась.
Мои мысли были направлены на замену компьютерного чипа на основной плате, потому что я думаю, что это основная проблема, но я не мог найти заменяемую деталь. Я отправил компании сообщение с просьбой об этой части, и они сказали, что отправят ее сразу. Чип был не так уж и дорог, а стоимость доставки была разумной.
Я установил чип. Я включил машину, и она загорелась, но на этот раз желтый светодиод не загорелся. Я подключил сварочные кабели и попробовал аппарат.Это прекрасно сработало. Я мог видеть, как желтый светодиод загорается и выключается, но не очень часто, и позже я обнаружил, что это нормально для этой машины.
Я подключил сварочные кабели и попробовал аппарат.Это прекрасно сработало. Я мог видеть, как желтый светодиод загорается и выключается, но не очень часто, и позже я обнаружил, что это нормально для этой машины.
Эта статья была подготовлена для вас Валидом Ришмави, одним из наших «главных авторов», который в настоящее время работает в районе Вифлеема в Палестине, ремонтируя электрическое и электронное оборудование. Пожалуйста, окажите поддержку, нажав на кнопки социальных сетей ниже. Ваш отзыв о публикации приветствуется.Пожалуйста, оставьте это в комментариях.
Нравится (122) Не нравится (4) Советы по поиску и устранению неисправностей сварочного аппарата— Сварочные инструменты
Сварочные аппараты необходимы для различных видов работ, включая строительство, машиностроение, механику, работу с деревом и множество других применений.
Однако они также более сложные и иногда более хрупкие, чем инструменты различных типов, что обычно приводит к ряду проблем, которые могут привести к их неправильной работе, потере вашего времени, денег и усилий.
Чтобы этого избежать, здесь мы рассмотрим почти каждую из этих проблем и в то же время поможем вам исправить и предотвратить их. Приходите и прочтите эту статью, чтобы узнать больше!
Общие проблемы и советы по устранению неисправностей сварочного аппарата
Прежде чем приступить к предотвращению проблем со сварочным аппаратом, необходимо знать, что, как и почему может возникнуть при его использовании. Вам необходимо знать следующие:
Машина не запускается
Сварочный аппарат иногда может не запускаться, и это может быть либо очевидная проблема, например, перегрузка или неправильное входное напряжение, либо ужасная проблема, например, короткое замыкание, повышенное напряжение. поставка, а то и хуже.
Первое и самое главное здесь — проверить, включен ли выключатель машины. Затем, если это так, убедитесь, что он подключен напрямую к входу, который соответствует его электрическим потребностям.
Если все в порядке, подождите несколько минут, прежде чем снова включить его, не менее 30 минут, чтобы проверить, не перегружается ли он. Если не работает, значит, еще хуже.
Если не работает, значит, еще хуже.
Теперь пора проверить таблицу цепей, если она закорочена, пора менять. Если блок питания взорвался, его также необходимо заменить, чтобы избежать проблем в будущем.
И если ничего из этого не работает, возможно, шнур питания или что-то более электронное, чем электрическое или физическое. В этом случае вызовите специалиста.
Начинает перегорать предохранитель
Это обычное дело, когда машина запускается правильно, и вы почти готовы начать владеть, но предохранитель перегорает.
Здесь у вас, несомненно, есть проблема с электричеством, и это может быть как из-за того, что предохранитель слишком мал для машины, так и из-за короткого замыкания.
Чтобы проверить, предохранитель ли это, замените его и посмотрите, сохраняется ли проблема.Если это так, пора убедиться, что машина не закорочена внутри.
Проверьте все, от кабелей и изоляции до таблицы цепей, убедитесь, что все в порядке — чего, вероятно, не будет. Если все в порядке, возможно, вам понадобится новый блок питания, так как он перегорает ваши предохранители.
Если все в порядке, возможно, вам понадобится новый блок питания, так как он перегорает ваши предохранители.
Сварка останавливается во время работы
Иногда случается, что во время сварки аппарат внезапно останавливается без видимой причины. Здесь может быть плохая вентиляция, перегрузка или неисправный вентилятор охлаждения, не выполняющий свою работу.
Для проверки убедитесь, что все вентиляторы и вентиляционные отверстия устройства очищены и работают при включении. При необходимости замените вентиляторы или очистите оборудование.
Если все в порядке, проверьте, не перегружен ли он, подождите не менее 30 минут после повторного включения и использования.
Если проблема не устраняется, скорее всего, это проблема короткого замыкания — поэтому вы должны проверить цепи и кабели внутри, и вы обязательно найдете причину.
Переключатель полярности не работает
Переключатель полярности необходим для определенных сварочных работ, а некоторые используют его практически для всего. Когда это не работает, это может стать настоящей головной болью. Причина может быть в том, что кабель изношен или используется во время работы.
Когда это не работает, это может стать настоящей головной болью. Причина может быть в том, что кабель изношен или используется во время работы.
Чтобы исправить это, убедитесь, что все кабели правильные и в хорошем состоянии, в противном случае просто замените их. Также помните, что никогда не используйте выключатель, когда сварщик находится под нагрузкой, это важное правило для использования этих устройств.
Держатель горячего электрода
Причина в том, что держатель ослаблен или неправильный рабочий цикл, это может стать проблемой, которая делает сварку практически невозможной.
Просто убедитесь, что держатель правильно затянут на устройстве. Если это не так, просто затяните его правильно. В противном случае замените держатель на правильный, так как он может уже сломаться.
Поражение электрическим током
Чаще всего поражается электрическим током при прямом прикосновении к сварщику.Это не обычная проблема, но это может случиться и быть опасным. В основном возникает, когда устройство не заземлено должным образом.
В основном возникает, когда устройство не заземлено должным образом.
Лучший способ устранить поражение электрическим током — это ознакомиться с руководством по эксплуатации продукта и узнать, как заземлить его в зависимости от его размера и элементов управления. Если нет, попробуйте укоренить его самостоятельно, если знаете, как это сделать, или поговорите со специалистом. Затем убедитесь, что он больше не сотрясает.
Кабель для горячей сварки
Некоторые сварочные кабели имеют тенденцию к нагреванию во время использования, но никогда не должно быть чего-то, что заставляет их плавиться или становится неприкасаемым.
Когда это происходит, нет другой причины, кроме неподходящего размера кабеля для устройства. Это означает, что вам нужно заменить сварочный кабель на соответствующий размер, обычно на размер, указанный в руководстве, или, естественно, на более толстый, чем настоящий.
Машина не выключается
Если аппарат не хочет выключаться, это означает, что шнур питания работает неправильно или выключатель перегорел. И, конечно же, это может повредить устройство или, что еще хуже, навредить вам во время его использования.
И, конечно же, это может повредить устройство или, что еще хуже, навредить вам во время его использования.
Чтобы исправить это, вам нужно будет проверить переключатель в следующий раз, когда вы подключите его, убедитесь, что он выключен, а затем включите его, чтобы увидеть, работает ли он. Если на этот раз он выключается и включается без проблем, это означает, что вам придется заменить шнур питания или внутренние соединения.
Недостаточная сварка
Иногда случается, что аппарат плохо сваривает, с малой искрой сварщика, что не подходит для ваших нужд. Здесь наиболее вероятная причина в том, что наконечник, касающийся предохранителя, или предохранитель изношен.
Единственный способ исправить это — заменить наконечник внутри пистолета, обычно бронзовую деталь, которая будет выглядеть изношенной и может вызвать еще больше проблем. Как только вы почувствуете слабую сварочную искру, замените эту деталь, пока не стало слишком поздно.
Пористость
Когда вы что-то свариваете и чувствуете, что поверхность припаянного металла слишком пористая, это означает, что у вас могут быть проблемы с проводкой или несоответствующий поток газа в машине.
Убедитесь, что шнур питания и внутренние соединения работают правильно и не имеют физических признаков неисправности.Затем, если устройство работает на газе, убедитесь, что источник газа подает постоянное и равномерное топливо. Если этого не происходит, скорее всего, это засоренный клапан или трубка, проверьте и отремонтируйте.
Трещины при сварке
Если вы видите сварной шов с трещинами, это означает, что сварка работает неправильно. Опять же, это означает, что в устройстве могут быть проблемы с электричеством, либо вы используете изношенный предохранитель или припой.
Убедитесь, что вы используете правильный предохранитель и припой для ваших нужд, и что все устройство не имеет электрических проблем.Проверьте все, от шнура питания до внутренних соединений.
Слишком много искр
Когда устройство выполняет сварку, и припой создает слишком много искр при соприкосновении с металлом, это означает, что оно перегружено или вы используете слишком большой импеданс.
Для решения обеих этих проблем просто убедитесь, что напряжение соответствует устройству. Кроме того, убедитесь, что каждый элемент управления находится на нужном уровне, чтобы уменьшить проблемы с импедансом. Это обязательно поможет.
Советы по обслуживанию сварочного аппарата
Теперь, когда вы ознакомились с наиболее распространенными проблемами, с которыми вы можете столкнуться со сварочным аппаратом, пора посмотреть, как вы можете предотвратить все эти проблемы еще до того, как они возникнут.Следуйте этим советам и никогда не терпите их!
- Во избежание неправильного использования всегда соблюдайте технические характеристики устройства. Сварочный аппарат сложнее и хрупче, чем думает большинство людей.
- Рабочие циклы всегда рекомендуются во избежание перегрузки или чрезмерного использования устройства.
- Никогда не толкайте сварочный аппарат для выполнения каких-либо действий, для которых он не предназначен. Используйте маленькие устройства для небольших проектов, а большие — для больших.
- Очищайте свои устройства не реже одного раза в месяц, чтобы внутри не оставался мусор или пыль.Они могут повредить ваш сварочный аппарат без вашего ведома.
- Правильно накройте все сварочные аппараты, убедитесь, что никакие частицы не могут попасть внутрь них.
- Никогда не выполняйте деревообработку или аналогичные работы рядом с такими машинами, как сварочные. По возможности перенесите устройство в другое место, прежде чем начинать какие-либо действия, при которых в воздухе остается пыль, мусор или другие частицы (включая искры и воду).
- Время от времени смазывайте сварочный аппарат, смазывайте то, что необходимо для смазывания, и выполняйте техническое обслуживание в соответствии с потребностями аппарата.
- Запланируйте ежемесячный или двухмесячный процесс обслуживания сварочного аппарата. Включите его, очистите, смажьте и смазайте маслом, сделайте все необходимое, чтобы оно продолжало работать правильно. В зависимости от того, как вы его используете, вам может потребоваться проводить техническое обслуживание даже каждые две недели.
- Замените детали, которые труднее исправить. Некоторые детали, например электрические цепи, шнуры питания и другие внутренние кабели, не подлежат ремонту. Всегда приятно заменить их новыми и избежать дальнейших проблем.
- Всегда выбирайте правильные предохранители и припои для использования с устройством.Неправильный размер или тип могут в конечном итоге повредить сварочный аппарат.
- Примите правильные меры предосторожности. Даже если вы хотите позаботиться о своей машине, если вы не соблюдаете надлежащие меры предосторожности, вы можете навредить себе.


Начните заботиться о своем сварочном аппарате прямо сейчас!
Когда дело доходит до ухода и устранения неисправностей сварочного аппарата, когда это необходимо, почти нет ничего сложного.
Это сложнее, чем другие инструменты, но по сравнению с самыми твердыми инструментами — это несложный кусок пирога.
Итак, начните выполнять это критическое обслуживание вашего устройства, оно может уже работать со сбоями, и один из этих советов может быть решением для этого! Попробуйте эти рекомендации сегодня и забудьте о паршивых сварочных аппаратах!
Превосходный ремонт инверторных сварочных аппаратов по привлекательным сделкам
Повысьте производительность и эффективность своего сварочного бизнеса с помощью сенсационного ремонта инверторных сварочных аппаратов , доступного по привлекательным предложениям на Alibaba. com. Эти инверторные сварочные аппараты для ремонта содержат революционные инновации, которые делают сварку простой и приятной.Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы. Инверторный сварочный аппарат для ремонта потребляет низкую электроэнергию при сохранении заданной мощности, независимо от того, используется ли он в личных целях или в деловых целях.
com. Эти инверторные сварочные аппараты для ремонта содержат революционные инновации, которые делают сварку простой и приятной.Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы. Инверторный сварочный аппарат для ремонта потребляет низкую электроэнергию при сохранении заданной мощности, независимо от того, используется ли он в личных целях или в деловых целях.
Передовые изобретения, лежащие в основе ремонта инверторных сварочных аппаратов Конструкции и стили делают их очень гибкими и применимыми для решения широкого круга сварочных задач. На инверторный сварочный аппарат ремонт не оказывает неблагоприятное воздействие сильная жара или холод, что делает их пригодными и применимыми в широком диапазоне погодных условий.Они поставляются с широким выбором, который учитывает многочисленные факторы и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящий для своих нужд ремонтный инверторный сварочный аппарат .
Доступность этих инверторных сварочных аппаратов для ремонта на Alibaba.com вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность. Ремонт инверторного сварочного аппарата Расходы на эксплуатацию и техническое обслуживание также невероятно низкие благодаря легкодоступным запасным частям и простоте их ремонта.Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными поставщиками и продавцами по ремонту инверторных сварочных аппаратов на месте, если вам потребуются дополнительные инструкции.
Поднимите свой сварочный бизнес на новый уровень с помощью увлекательного ремонта инверторного сварочного аппарата на Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете наиболее подходящий инверторный сварочный аппарат для ремонта для их выполнения. Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
Завод Инжиниринг | Техническое обслуживание позволяет избежать поломок сварочного аппарата
Сварка и техническое обслуживание
Билл Батлер, инженер по продажам / применению, Miller Electric Mfg. Co., Appleton, WI, Марк Джеклин, Interstate Welding Sales Corp., Marinette, WI
Ключевые концепции
Сварочные аппараты в плохом ремонте тратить деньги
Аутсорсинг обеспечивает квалифицированное обслуживание
Из-за своей прочности и длительного срока службы сварочные аппараты иногда не требуют регулярного обслуживания.Для некоторых компаний сломанный сварочный аппарат — незначительное вмешательство. Для тех, кто сильно полагается на сварку, сломанный аппарат может вызвать серьезные головные боли. Обычно это означает потерю дорогостоящего производства. Сварочные аппараты с неустойчивой дугой также тратят энергию. Ремонт сварных швов, не прошедших рентгеновские, ультразвуковые или другие испытания, требует больших затрат.
Сварочные аппараты с неустойчивой дугой также тратят энергию. Ремонт сварных швов, не прошедших рентгеновские, ультразвуковые или другие испытания, требует больших затрат.
Серьезные отказы, такие как взорванные печатные платы или электрически «поджаренные» компоненты, непредсказуемы. Однако владельцы сварочного оборудования могут напрямую контролировать «мягкие отказы», ремонтируя изношенные детали, такие как кабели, соединения, внутреннюю проводку, системы приводных роликов, пистолеты, горелки и расходные материалы.Предотвращение мягких отказов также включает удаление коррозии и переносимых воздухом загрязнений из машины, которые приводят к перегреву и отказу печатной платы.
Сжатые сроки и другие приоритеты часто приводят к задержкам в обслуживании, пока не станет слишком поздно. В этом случае настоятельно рекомендуется передать обслуживание на аутсорсинг квалифицированному источнику.
Предотвратимая экономическая эффективность
Предпосылка аутсорсинга технического обслуживания заключается в том, что производители могут не иметь внутренних ресурсов для выполнения технического обслуживания или их внутренние ресурсы уже перегружены более насущными проблемами технического обслуживания.
В то время как некоторые люди могут не решаться отдать работу на аутсорсинг, потому что считают, что она стоит дороже, расчет предотвращаемой экономической эффективности (PCE) может решить проблему с помощью реальных цифр. PCE — это фактор стоимости простоя производства в час и стоимости обслуживания в час. Следующий расчет иллюстрирует потенциальную экономию:
PCE = Стоимость обслуживания / час
Если поставщик услуг взимает 75 долларов в час за обслуживание, а время простоя стоит 500 долларов в час, то PCE составляет 15%.Другими словами, потратьте 15 долларов на профилактическое обслуживание сейчас или заплатите 85 долларов, чтобы исправить это позже. Эксперты по обслуживанию считают, что профилактическое обслуживание обычно снижает вероятность серьезных отказов до 50%.
Контрольный список системы
Перед обслуживанием оборудования отключите его от сети; сюда входят все вилки 115 В от фидеров и охладителей воды. Всегда соблюдайте установленные процедуры блокировки / маркировки и следуйте инструкциям по безопасности, приведенным в руководстве оператора. В случае сомнений обратитесь к производителю.
Всегда соблюдайте установленные процедуры блокировки / маркировки и следуйте инструкциям по безопасности, приведенным в руководстве оператора. В случае сомнений обратитесь к производителю.
Ниже приводится основной список сервисных мероприятий для большинства сварочных систем. Для получения полного подробного списка обратитесь к руководству пользователя или к авторизованному поставщику услуг.
Рис. 1. Сварочные аппараты необходимо регулярно продувать для обеспечения надежной работы.
Источники питания. Примерно каждые шесть месяцев продувайте внутреннюю часть машины чистым сухим воздухом. В тяжелых условиях эксплуатации может потребоваться ежемесячная или еженедельная чистка (рис. 1). Для инверторных машин оставьте крышку и направьте воздушный поток через переднюю часть машины.Если не продуть машину, это может привести к перегреву, нестабильной работе дуги, отказу платы или электричества и преждевременному износу.
Тестирование банка нагрузки. Испытайте каждую машину под нагрузкой, чтобы убедиться, что мощность сварки точна, это необходимо для соответствия ISO.
Кабельные соединения, кабели и держатели электродов. Плохое соединение сварочного контура может вызвать множество проблем. Это включает в себя чрезмерное сопротивление в сварочной цепи, что, в свою очередь, приводит к блужданию дуги, дуге, которая не зажигается, или дуге, которую трудно запустить.
Рис. 2. Осмотрите кабели, чтобы убедиться, что они не повреждены.
Часто проверяйте все части цепи. Затяните ослабленные соединения и осмотрите кабели, держатели электродов и заземляющие провода на предмет износа, трещин и повреждений (рис. 2). Немедленно замените те, которые сильно изношены или повреждены. Обратите внимание, что избыточная длина кабеля и наматывание кабеля вокруг черного металла, такого как ножка стола или труба, также вызывают неустойчивые дуги и дрейф параметров сварного шва. Используйте быстроразъемные соединения, чтобы добавить или убрать кабель по мере необходимости, чтобы избежать этих проблем.
Пистолеты. Пистолет — это не молоток, но операторы часто используют его как один. Стук может ослабить соединения внутри пистолета и привести к возникновению нестабильной дуги. Осматривайте пистолеты каждые шесть месяцев, затягивайте ослабленные соединения и выдувайте все частицы.
Стук может ослабить соединения внутри пистолета и привести к возникновению нестабильной дуги. Осматривайте пистолеты каждые шесть месяцев, затягивайте ослабленные соединения и выдувайте все частицы.
Кабели и лайнеры. Очищайте кабельную сборку после обработки катушки с проволокой или примерно два раза в неделю. Отсоедините кабель от устройства подачи и проверьте надежность соединения. Продуть кабель, направляя воздух на конец контактной трубки. Постучите по кабелю через каждые несколько футов, чтобы удалить остатки, застрявшие в лайнере, и снова выдуйте его.
Без регулярной очистки лайнер со временем забивается и заедает проволоку. Это вызывает проблемы с подачей, обычно соскальзывание, что может привести к тому, что проволока снова подожжет контактную трубку. Это может привести к появлению птичьего гнезда на приводных роликах. Если лайнер очищен, но проблемы с подачей проволоки все еще остаются, вероятно, лайнер изношен и нуждается в замене.
Приводные ролики. Осмотрите приводные ролики после очистки кабеля. В случае загрязнения удалите их и очистите металлической щеткой. Если деформированы, замените их.Кроме того, проверьте входные и выходные направляющие и замените их, если они деформированы из-за износа проволоки. Более выраженный износ входной направляющей может указывать на необходимость переустановки узла ступицы катушки с проволокой.
Осмотрите приводные ролики после очистки кабеля. В случае загрязнения удалите их и очистите металлической щеткой. Если деформированы, замените их.Кроме того, проверьте входные и выходные направляющие и замените их, если они деформированы из-за износа проволоки. Более выраженный износ входной направляющей может указывать на необходимость переустановки узла ступицы катушки с проволокой.
Кулеры для воды. Поддерживайте надлежащий уровень охлаждающей жидкости. Вместо воды используйте смешанную охлаждающую жидкость от производителя. Он решает проблемы, связанные с накоплением шлама и вспениванием.
Шланги газовые. Пористость сварного шва и плохой цвет валика могут быть результатом недостаточного покрытия защитным газом.Регулярно проверяйте шланги на предмет утечек, износа и ослабленных соединений. Погрузите шланг под давлением в воду, чтобы проверить герметичность. Отремонтируйте негерметичный или изношенный шланг, вырезав поврежденный участок и срастив его. Не используйте скотч.
Регуляторы. После закрытия клапана баллона выведите неисправный регулятор из эксплуатации для ремонта. Внешние утечки газа, чрезмерная ползучесть (когда давление подачи продолжает расти с выходным клапаном закрыт) и неисправными датчиками (указатель не перемещается от стопорного штифта, когда под давлением, и не возвращается к стопорному штифту после сброса давления) указует на неисправность регулятора.Не пытайтесь отремонтировать неисправный регулятор; отправьте его в назначенный производителем ремонтный центр.
Двигатели на сварочных генераторах. Базовое обслуживание включает замену масла, масляного фильтра, воздухоочистителя и топливного фильтра. Информацию об интервалах обслуживания см. В руководстве пользователя, так как они сильно различаются для бензиновых и дизельных двигателей.
Отредактировал Джозеф Л. Фощ, старший редактор, 630-320-7135
Подробнее
Для получения дополнительной информации по обслуживанию сварочного оборудования посетите веб-сайт компании millerwelds. com.
com.
Ремонт сварочных аппаратов | Ремонт и осмотр сварщика
Westermans International рада предложить нашим клиентам еще один выбор, когда дело доходит до обслуживания сварочного оборудования для их мастерских.
Благодаря опытной и преданной команде британских инженеров по обслуживанию мы предлагаем конкурентоспособные цены на ремонт сварочного оборудования и связанного с ним оборудования.
Обладая многолетним опытом и квалификацией в ESAB, Miller, Fronius и Kemppi, чтобы назвать несколько марок сварочных аппаратов, мы — рекомендуемый выбор, когда сварщику требуется ремонт оборудования по разумной цене.Пожалуйста, примите во внимание, что наши инженеры заняты и не могут просто выбирать себе мозги!
Вы можете отправить свои машины на проверку для диагностики , которая оплачивается по установленному тарифу . Наши технические специалисты свяжутся с вами и сообщат результаты и расскажут о стоимости ремонта, которая будет включать детали и работу.
Мы также предлагаем этот отличный сервис для систем плазменной резки с ЧПУ и позиционирующего оборудования, хотя в этом случае, возможно, будет более экономически выгодно отправить нам элементы управления или организовать посещение объекта.В ходе обсуждения с нашей сервисной командой будет принято решение о наиболее подходящих действиях.
Поскольку мы торгуем уже более 50 лет, наш отдел запасных частей содержит множество деталей от современного и устаревшего сварочного оборудования. Пещера Аладдина! В любом случае Westermans International может обслуживать, ремонтировать и ремонтировать большинство сварочных аппаратов, произведенных в Европе или США.
Осмотр, обслуживание и ремонт провел 3-фазное оборудование всех ведущих брендов, включая ESAB, Miller, Kemppi, Fronius, Bode, Esprit, Farley, Migatronic, Hypertherm, AMI, Murex, Nederman, Kemper и Lincoln.У нас есть многолетний опыт — от устройств для сварки шпилек, тракторов с подводной дугой до автоматических систем для наложения швов.
Еще один довольный клиент …
«Отправил мой компьютер, часть горелки для профилей Burny 2.5 down была исправлена на следующий день и восстановлена на следующий день. Отлично.»
Каллум
Ваша машина нуждается в ремонте?
Тогда посмотрите эту видеосылку, чтобы узнать подробнее о нашем процессе ремонта сварочного и режущего оборудования. Мы применяем этот же процесс ко всему оборудованию, которое мы продаем в отремонтированном виде.Дополнительной выгодой от покупки сварщика в Westermans является Гарантия.
Хотите поговорить с нашей командой?
Позвонить +44 (0) 116 269 6941
|

