Правильная пайка латунью. Пайка латуни – надежное соединение в домашних условиях Можно ли запаять латунь
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Особенности пайки медных сплавов
В быту часто используются разные детали, в которых использована латунь и бронза. Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов. Бронза – это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Материалы и инструменты для пайки латунных изделий.
Имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди. Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро. Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем имеет прочность в 1,6 раз меньше, чем спайка меди. Это связано с появлением в паяном шве пор за счет испарения цинка.
Способы пайки бронзы зависят от ее состава. Оловянные и никелевые бронзы легко паяются оловянно-свинцовыми припоями. При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
Вернуться к оглавлению
Флюсы для пайки металлов
Для пайки латуни понадобится бура – специальный флюс.
Флюсы предназначены для удаления пленки с поверхности спаиваемых металлов и защиты от образования новых пленок в зоне пайки. Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
В домашних условиях можно сделать следующий флюс, который подойдет для большинства латуней. Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке. Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды.
Из готовых составов в качестве флюсов для латуни можно порекомендовать: отечественные – флюс «Бура»; флюсы ПВ-209 и ПВ-209Х. Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.
Пайку бронз возможно осуществить под флюсом из хлористых солей (например, цинка) с добавлением соляной кислоты. Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Вернуться к оглавлению
Припой для латуни должен быть медно-фосфористыми. припоями
Припой – это металл, который в расплавленном состоянии внедряется в паяемые металлы и после остывания соединяет их. Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава. Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Состав применяемого припоя зависит от вида латуни. Если в латуни преобладает медная составляющая, то можно воспользоваться серебряными припоями от ПСр12 до ПСр72, припоями с содержанием латуни от ПМЦ36 до ПМЦ54 и медно-фосфористыми припоями. В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40. Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
Для ремонта и соединения стационарно закрепленных деталей (например, радиаторов или труб) часто применяются специальные твердые припои со сложным составом. Хорошие результаты показывает припой типа L-CuP6, имеющий температуру плавления порядка 730°C.
Хорошие результаты показывает припой типа L-CuP6, имеющий температуру плавления порядка 730°C.
Вернуться к оглавлению
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Вернуться к оглавлению
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами.
Важно!!! Для всех работ с пищевым оборудованием нужно использовать ТОЛЬКО БЕССВИНЦОВЫЙ припой
Не забываем, что при пайке используются раскалённые предметы, агрессивные жидкости, напряжение 220 В. Будьте предельно бдительны, соблюдайте осторожность.
В этом материале перейдём к практике и попаяем медь. Попутно рассмотрим особенности её пайки.
Пайка меди и латуни не особо отличаются между собой. Основное отличие — теплопроводность, которая у меди в несколько раз выше. Поэтому латунь паять даже проще немного.
Паяются медь с латунью оловянным припоем, в качестве флюса используется канифоль,ортофосфорная и паяльная кислота. Можно паять и с аспирином, но это на крайний случай.
Я предпочитаю паять медь с ортофосфорной кислотой, при этом её не обязательно зачищать механически.
Рассмотрим на примере спайки двух медных трубок между собой..
Для начала, нужно расширить один из концов. Я для этой цели использовал тонкогубцы.
Второй конец наоборот, немного подтачиваем, чтобы он входил в расширенную часть.
Перед самой пайкой соприкасаемые части трубок необходимо залудить, то есть покрыть слоем олова. Да не просто покрыть, а покрыть качественно, чтобы металлы не отслаивались друг от друга. Для этого облуживаемая поверхность должна прогреваться не ниже температуры плавления припоя. А так как у меди очень высокая теплопроводность, то даже не очень толстую трубку одним паяльником прогреть будет очень сложно.
А так как у меди очень высокая теплопроводность, то даже не очень толстую трубку одним паяльником прогреть будет очень сложно.
Для предварительного нагрева я использую газовую горелку, а уже потом быстренько наношу флюс и жалом паяльника наношу и размазываю припой припой.
При этом, перегреть деталь — так же плохо, как и не догреть. Я ориентируюсь по цвету меди, как только немного начинает темнеть — значит достаточно.
Хорошо лужёная поверхность имеет равномерный блеск, и не отстаёт от трубки даже при сильном царапании.
Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является в который во время производства добавляют олово, алюминий и другие металлы. Бронза — это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является в который во время производства добавляют олово, алюминий и другие металлы. Бронза — это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому — испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Причина тому — испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
О флюсах
Их задача — удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.

- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.

Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом — концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить — нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.

В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
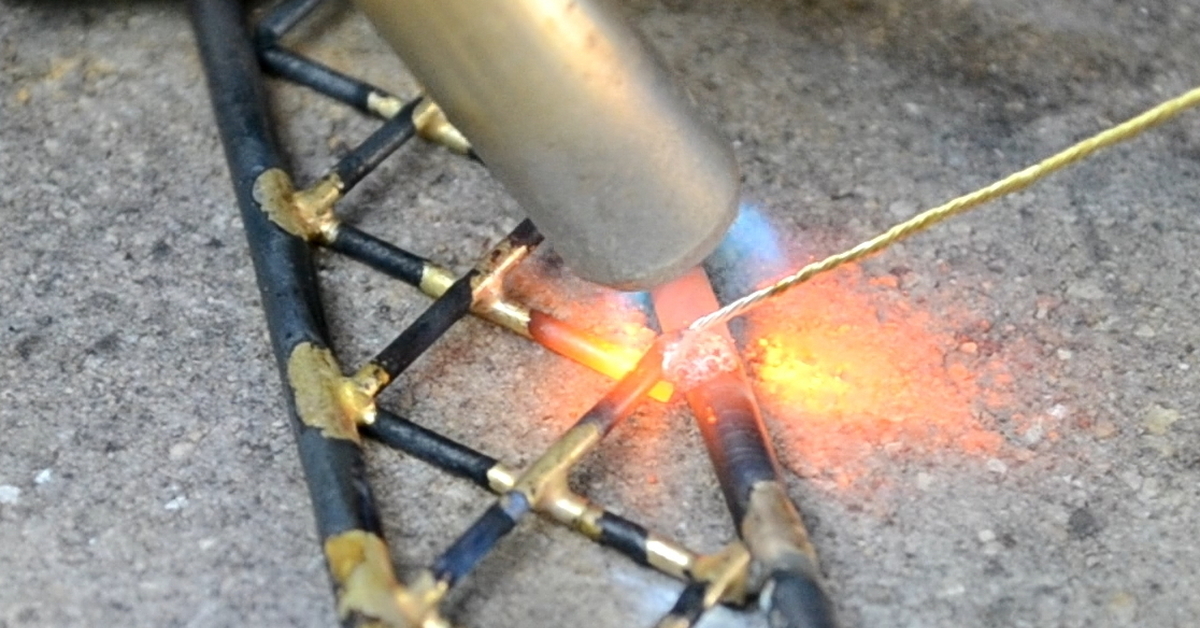
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Вернуться к оглавлению
Пайка латуни газовой горелкой
Достаточно часто умельцы задаются вопросом, как паять латунь. При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
Способ достаточно прост, но обладает существенными недостатками:
- готовый шов выделяется на фоне латуни белым цветом, при этом тонким и аккуратным он сразу выходит далеко не у всех;
- шов получается непрочным, не выдерживает изгибов;
- в процессе чернения оба металла ведут себя по-разному, шов из олова отличается от латунной детали по цвету, они имеют различные оттенки.

Избежать таких проблем поможет пайка с использованием специального припоя для латуни и флюса. Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Работа с латунью, скорее, является сваркой из-за высоких температур, для которых не годится обыкновенный паяльник, но ее принято называть пайкой в основном из-за того, что пользуются припой.
Прежде всего, подготавливается припой.
В его состав входят серебро и медь в отношении 2:1, которые нужно сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее и влить потом расплавленное серебро и перемешать проволокой, загнутой в виде крючка. Готовый припой остужают, раскатывают в вальцах либо на наковальне, после чего нарезают по частям. Существует более доступный способ: с помощью грубого напильника пройтись по отливке, чтобы образовалась стружка.
Далее заготавливается флюс. Бура в порошке смешивается с порошкообразной борной кислотой в равных частях по 20 г, после чего заливается стаканом воды. Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.

Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебра и меди в пропорции 2:1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Графитовый тигель можно произвести из графитовых углей (контактных троллейбусных элементов), найти которые не составит труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
- Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим процедуру од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3%-й).

Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
Пайка латуни в домашних условиях: видео, советы
Главная › Новости
Опубликовано: 06.09.2018
Как паять паяльником, обучениеПайка латуни может быть достаточно просто выполнена и в домашних условиях, хотя многие умельцы и не решаются на такую работу, боясь определенных сложностей, которые могут возникнуть в процессе ее выполнения.
Ремонт шарового крана — пайка латуни корпуса #своими_руками
Между тем, техника выполнения пайки латуни достаточно простая и не требует какой-то специальной подготовки.
Наиболее часто пайку латуни выполняют обыкновенной газовой горелкой и для этих целей в качестве припоя можно воспользоваться оловом, бурой либо иным аналогичным материалом, который может заменить традиционный флюс.
Пайка меднофосфористым припоем
Следует отметить, что данную работу можно также выполнить специальным графитовым электродом или паяльником, используя соответствующий припой.
По своей сути пайка данного материала чем-то напоминает пайку стали, меди или чугуна, однако имеет некоторые особенности и тонкости, которые необходимо в обязательном порядке учитывать.
Следует отметить, что детали из латуни более просто обрабатывать, чем заготовки из стали, меди или чугуна.
Особенностью пайки в домашних условиях латуни, чугуна или меди, в отличие от стали, является то, что на их поверхности образуется оксидная пленка, которая влияет на качество производимого соединения.
Несмотря на это в домашних условиях при правильном подходе к делу, выполнить пайку латунных заготовок бурой, а также деталей из меди можно не только газовой горелкой, но и паяльником, в отличие от чугуна или стали, сварка которых осуществляется исключительно электродом.
Некоторые особенности
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Видео:
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.
Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
Такой припой отлично подходит и для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Видео:
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Именно эти компоненты, главным образом, влияют на качество шва и его пористость.
Выполняя в условиях дома пайку латуни в среде газов, рекомендуется использовать определенный флюс, который в некоторых случаях можно заменить тонким слоем таких материалов, как никель или медь.
Это позволит избежать выделения из латунной поверхности содержащегося там цинка, соответственно, и само соединение получится более прочным и качественным.
В настоящее время можно приобрести припои, которые в своем составе содержат элементы, заменяющие обыкновенный флюс.
Это дает возможность значительно упростить работу, сделать ее более качественной и быстрой.
В качестве такого универсального припоя может выступать меднофосфорный состав.
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Данный материалы следует подбирать максимально внимательно, чтобы в итоге шов получился максимально качественным и плотным.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
Далее приготовленный таким образом припой следует аккуратно измельчить или нарезать.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
Видео:
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут готовы все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен и аккуратно посыпается измельченным припоем.
После этого в действие приводится газовая горелка, при помощи которой производится прогрев рабочих поверхностей до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
Если латунные поверхности имеют большую толщину, то их прогрев следует производить в обязательном порядке постепенно.
При соблюдении всех рекомендаций и порядке действий, шов получится достаточно плотным и качественным.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
Латунный припой своими руками. Пайка металлов латунью. Пайка с помощью паяльника
Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является в который во время производства добавляют олово, алюминий и другие металлы. Бронза — это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому — испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
О флюсах
Их задача — удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.

Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение.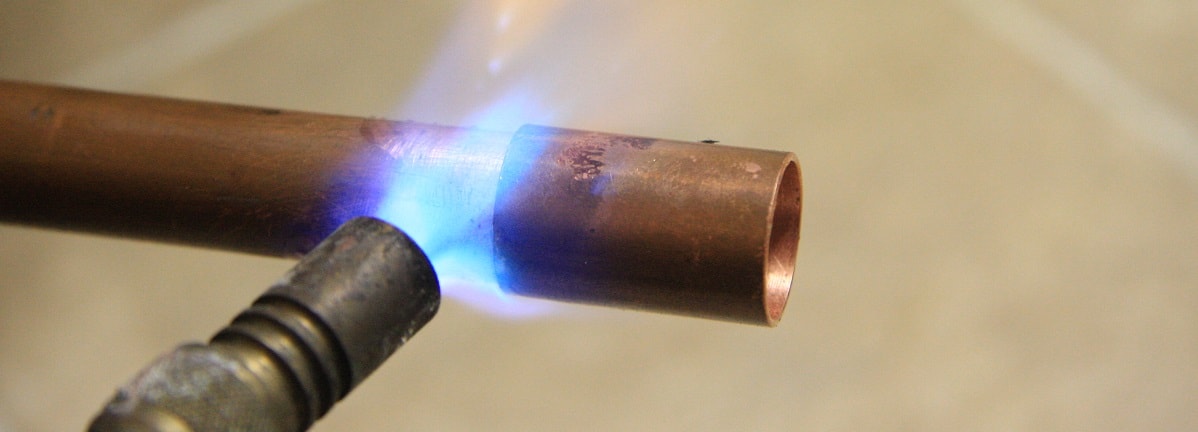 Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом — концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить — нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.
 Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
Основы пайки
Пайка — это процесс соединения с помощью припоя нескольких деталей из твердых металлов, нагреваемых до температуры плавления припоя или несколько выше ее. При этом расплавления металла соединяемых деталей не происходит. Взаимное раство рение, прорастание кристаллов через границу раздела двух фаз или диффузия припоя и основного металла при правильном ведении процесса пайки обеспечивают получение надежного соединения. Латуни всех применяемых в судостроении марок могут быть соединены методом пайки.
По свойствам применяемых припоев этот способ соединения делится на пайку мягкими и твердыми припоями. Под мягкими припоями понимают такие, температура плавления которых не превосходит 400-450° С; твердые припои плавятся при температуре не менее 500° С.
Известно несколько способов твердыми припоями из которых газовый получил наибольшее распространение. Представляет практический интерес также электроконтактная пайка, выполняемая способом сопротивления или способом «горячего контакта». Сущность электроконтактной пайки методом сопротивления.заключается в том, что соединяемые детали, между поверхностями которых помещается флюс и припой, зажимаются электродами контактной машины, через которые пропускается ток большой силы. Вследствие контактного (переходного) сопротивления одновременно происходит нагрев основного металла и расплавление припоя, имеющего более низкую температуру плавления; осуществляется пайка.
Электроконтактная пайка
Сущность электроконтактной пайки способом горячего контакта заключается в том, что в качестве электродов применяется уголь, либо графит, которые быстро разогреваются и своим теплом расплавляют припой. Схема включения машины для электроконтактной пайки приведена на рис. 6.
Схема включения машины для электроконтактной пайки приведена на рис. 6.
Процесс пайки твердыми припоями с применением кислородноацетиленового пламени по своему характеру близок к газовой сварке. То же можно сказать и о пайке латуни некоторыми твердыми припоями, температура плавления которых близка к температуре плавления основного металла. Например, при газовой пайке латуни марки JI62, имеющей интервал кристаллизации в пределах 898-905° С припоем марки Л(Ж59-1-0,3 (температура плавления 860-890° С) практически происходит процесс, близ-1 кий к процессу сварки, так как основной металл будет близок к оплавлению или будет оплавляться вследствие малого отличия температуры плавления его от температуры плавления припоя.При пайке мягкими припоями нагрев чаще всего выполняют паяльниками или газовыми горелками.
Припои
К твердым припоям, применяемым для пайки латуни, предъявляется ряд требований, основные из которых приводятся ниже:
- Температура плавления припоя должна быть на 50-100° С ниже температуры плавления основного металла.

При этом, чем больше разница между температурами плавления припоя и основного металла, тем более благоприятными будут условия ведения процесса пайки.
- Припой должен обладать достаточной жидкотекучестью и способностью затекать или втягиваться вследствие капиллярности в очень узкие зазоры (иногда несколько сотых долей миллиметра) и хорошо смачивать основной металл.
- Металл паяного шва, образуемый расплавлением припоя| газовым пламенем, должен быть плотным (не иметь пор и шлаковых включений).
- Плавление припоя должно осуществляться при минималь-; ном выделении паров цинка.
- Припой должен обеспечивать достаточную прочность, пла*| стичность и непроницаемость паяного соединения.
- Коэффициент теплового расширения припоя должен быть равным или близким к коэффициенту теплового расширения; основного металла, в противном случае в паяном шве могут обра-j зоваться трещины.
Для твердой пайки латуни применяются следующие припои:
Серебряные. Серебряные припои стандартных марок поставляются по ГОСТ 8190-56. Состав и назначение серебряных припоев, применяемых для пайки латуней, показаны в табл. 5.
Серебряные припои стандартных марок поставляются по ГОСТ 8190-56. Состав и назначение серебряных припоев, применяемых для пайки латуней, показаны в табл. 5.
Кроме того, для пайки латуни может применяться серебряный припой марки ПСрМц12-52- 36 (ПСр12М) (табл. 6).
Серебряные припои следует применять, если требуется хорошая растекаемость, жидкотекучесть, низкая температура плавления, высокая прочность и плотность паяных соединений. Припои обычно поставляются в виде пластинок, разрезаемых перед пайкой на узкие полоски. Серебряные припои широко применяются в промышленности.
В литературе имеются сведения также о применении серебряных припоев, в составе которых в качестве легирующих присадок дополнительно присутствуют фосфор или кадмий (около 5%).
Химический состав и назначение медноцинковых припоев
| ; Марка | Химический состав, % | Допустимые примеси не более, % | Температурный интервал кристаллизации, °С | Примерное | ||
| медь | цинк | свинец | железо | назначение | ||
| ПМЦ36 | 34-38 | Остальное | 0,5 | 0,1 | 825-800 | Пайка высокоцинковых |
| ПМЦ48 | 46-50 ‘ | То же | 0,5 | 0,1 | 865-850 | латуней Пайка латуней с высоким содержанием меди |
| ПМЦ54 | 52-56 | 0,5 | 0,1 | 880-876 | ||
ГОСТ 1534-42. Медноцинковые припои поставляются в виде зерен размером от 0,2 до 3 мм (класс А) и от 3 до 5 мм (класс Б).
Медноцинковые припои поставляются в виде зерен размером от 0,2 до 3 мм (класс А) и от 3 до 5 мм (класс Б).
По ряду причин (значительное испарение цинка в процессе пайки и пониженное качество соединений по сравнению с соединениями, паянными другими припоями) применение медноцинковых припоев марок ПМЦ36, ПМЦ48 и ПМЦ54 получило небольшое распространение.
Медноцинковые с присадками олова и кремния. Эта группа припоев представляет собой медноцинковые сплавы, в которые дополнительно введены олово и кремний или только кремний. Кремний вводится для предотвращения испарения и выгорания цинка в процессе пайки. Будучи хорошим раскислителем, кремний образует на поверхности жидкого припоя защитную пленку Si02, препятствующую испарению и окислению цинка. Кроме того, с введением кремния существенно снижается температура плавления припоя.
Припой JIOK59-1-0,3 широко применяется в ряде отраслей промышленности для пайки таких металлов, как медь, сталь, латунь, никель, алюминиевая бронза и т. д., благодаря хорошей жидкотекучести и растекаемости, отсутствию испарений цинка в процессе пайки этим припоем, а также высоким прочностным свойствам паяных соединений.
д., благодаря хорошей жидкотекучести и растекаемости, отсутствию испарений цинка в процессе пайки этим припоем, а также высоким прочностным свойствам паяных соединений.
Имеющееся в литературе указание на то, что припой ЛОК59-1-0,3 не пригоден для пайки латуни, по нашему мнению, не обосновано, так как при содержании в латуни свыше 62% меди разница между температурами плавления припоя и соединяемого металла (латуни) является вполне достаточной для осуществления процесса пайки.
Фосфористые. Введение 3,5-4,0% фосфора в медноцинковый припой резко снижает температуру его плавления и облегчает процесс пайки. В последнее время широкое распространение получили меднофосфористые самофлюсующиеся припои (табл. И).
Недостатком меднофосфористых припоев, так же как и припоя ЛФОК59-4-1-0,3, является повышенная хрупкость паяных соединений.
Серебряные припои, ЛФОК59-4-1-ОД ЛК80-3 и меднофосфористые припой можно применять при всех методах пайки, в то время как припои типа ЛОК и ПМЦ могут быть использованы главным образом для газовой пайки латуни.
Флюсы
Флюсы, применяемые для пайки, должны удовлетворять следующим требованиям:
- Иметь температуру плавления не меньше чем на 50° С ниже температуры начала плавления припоя (ниже линии солидуса).
- Обеспечивать защиту нагретого основного металла и припоя от окисления кислородом воздуха (в зоне пайки).
- Растворять и связывать образующиеся окислы и уменьшать поверхностное натяжение припоя.
- Обладать достаточной жидкотекучестью, чтобы обеспечивать должную очистку металла (особенно в глубоких пазах) и создавать условия для растекания (проникновения) припоя и соединения его с основным металлом.
- Иметь относительно малый удельный вес (в противном случае флюс не всплывет и останется в металле шва).
Основой большинства флюсов для пайки твердыми припоями является плавленая бура (Na 2 B 4 07; ГОСТ 8429-57), уд. вес 2,367 или смесь плавленой буры с борной кислотой (Н3ВО3; ГОСТ 2629-44).
Многие газосварщики стремятся применять неплавленую буру (уд. вес 1,73), потому что она не сдувается пламенем горелки. Но такой выбор нельзя признать правильным, так как неплавленая бура, отдавая в процессе плавления (при пайке) свою кристаллизационную воду, резко вспучивается из-за чего частично «сползает» с основного металла. Для полного удаления кристаллизационной воды необходимо относительно большое время, в течение которого бура, однако, не будет эффективно защищать нагретый металл и припой от окисления кислородом воздуха в зоне пайки.
вес 1,73), потому что она не сдувается пламенем горелки. Но такой выбор нельзя признать правильным, так как неплавленая бура, отдавая в процессе плавления (при пайке) свою кристаллизационную воду, резко вспучивается из-за чего частично «сползает» с основного металла. Для полного удаления кристаллизационной воды необходимо относительно большое время, в течение которого бура, однако, не будет эффективно защищать нагретый металл и припой от окисления кислородом воздуха в зоне пайки.
При использовании в качестве флюса плавленой буры таких явлений не наблюдается. В качестве одного из основных недостатков плавленой буры как флюса в литературе иногда отмечается ее сдуваемость пламенем горелки Однако опыт применения буры при пайке латуни твердыми припоями показывает, что надлежащий предварительный (до внесения буры) нагрев основного металла обеспечивает быстрое расплавление буры и она не уносится действием механического давления пламени. Совершевно исключить улетучивание плавленой буры в процессе пайки можно путем правильного регулирования направления и движения пламени горелки, например постепенно (не резко) подводя пламя.
- a ) t Ua 2 03В 2 0 3 Ка г 0-4В г 0 3
Изменяя количество буры и борной кислоты в смеси, можно существенно изменять свойства флюса , в частности темпера- туру его плавления (рис. 7, а). Как видно из диаграммы плавкости системы Na 2 B 4 07—В 2 0 3 , можно, сравнительно мало изменяя состав флюса, существенно изменять температуру его плавления.
Этим свойством смеси буры и борной кислоты можно пользоваться, выбирая флюс для пайки твердыми припоями, обладающими разной температурой плавления. Очевидно, что при пайке, например, припоем марки ПСр25 или тем более ПСр45(ГОСТ 8190-56), который иногда также применяют для пайки латуни, не следует применять чистую буру, имеющую температуру плавления (741°С), близкую или более высокую, чем температура самого припоя, так как в паяном шве могут оказаться включения нерасплавленного флюса. Небольшая добавка борной кислоты (10-12%) снижает температуру плавления смеси, делая возможным применение этой флюсующей смеси при пайке припоем марки ПСр25. В то же время следует учитывать, что прибавка борной кислоты несколько ухудшает способность буры растворять и связывать образующиеся при пайке окислы.
В то же время следует учитывать, что прибавка борной кислоты несколько ухудшает способность буры растворять и связывать образующиеся при пайке окислы.
При пайке припоем марки ЛОК59-1-0,3 можно применять в качестве флюса чистую плавленую буру.
Следует отметить ошибочность указаний о якобы требующемся повышении рабочей температуры пайки при применении в качестве флюса смеси буры с борной кислотой по сравнению с чистой бурой. Как видно из рис. 7, с введением борной кислоты, почти при всех соотношениях в смеси, температура плавления смеси снижается. Это указывает на отсутствие необходимости в увеличении рабочей температуры пайки, тем более, что последняя при правильно подобранном составе флюса определяется температурой плавления припоя, а не флюса.
Приготовление флюса (смесь буры с борной кислотой) производится обычно так, как описано ниже. Кристаллическая бура засыпается на 7з высоты в металлический противень и загружается в печь, где нагревается до температуры 750° С, т. е. выше температуры плавления. В процессе плавления бура, отдавая свою кристаллизационную воду, сильно вспучивается. Выдержав буру в расплавленном состоянии в течение 10-15 мин., ее выливают на неметаллическую поверхность и после остывания измельчают и смешивают в нужной пропорции с борной кислотой.
е. выше температуры плавления. В процессе плавления бура, отдавая свою кристаллизационную воду, сильно вспучивается. Выдержав буру в расплавленном состоянии в течение 10-15 мин., ее выливают на неметаллическую поверхность и после остывания измельчают и смешивают в нужной пропорции с борной кислотой.
При пайке флюс обычно применяется в виде порошка, насыпаемого на нагреваемую поверхность и вносимого в ванну жидкого припоя на конце присадочного прутка. Известно также, что флюс можно применять в виде пасты, наносимой на соединяемые кромки деталей и
Флюс, как известно, должен главным образом защищать расплавленный металл припоя от окисления, связывать образовавшиеся окислы в шлаки и защищать часть основного металла, прилегающую к участку пайки и нагретую до относительно высокой температуры. Действие буры будет вызывать следующую реакцию:
N336407 2NaB0 2 + В2О3»
2NaB0 2 + В 2 0 3 + CuO 2NaB0 2 Cu0B 2 0 3 , Полученный сплав буры, борного ангидрида и закиси меди Указанные припои по легко отделяется в виде шлака.
В качестве флюсов для пайки мягкими припоями рекомендуются хлористый цинк, водный раствор хлористого цинка (до 50%) и хлористого аммония (до 20%) или канифоль. По некоторым данным можно применять ортофосфорную кислоту (уд. вес 1,2-1,3).
Однако все кислотные флюсы вызывают коррозию места пайки, поэтому при пользовании ими непосредственно после пайки необходимо тщательно промывать паяное соединение. Канифоль и бескислотные флюсы обладают сравнительно малой активностью, вследствие чего при пользовании такими флюсами необходима тщательная зачистка, а иногда и предварительное лужение мест пайки. В то же время по некоторым данным флюсы ЛТИ (Ленинградского технологического института) по; своей активности превосходят кислотные флюсы и при этом не вызывают коррозии места пайки. При их применении отпадает необходимость в предварительной тщательной зачистке и лужении места пайки (что является обязательным при бескислотных флюсах) и в промывке детали после пайки, что является обязательным при использовании кислотных флюсов.
По данным , применение флюсов ЛТИ за счет отказа от лужения и использования припоя с меньшим содержанием олова дает экономию олова от 8 до 15°/о при одновременном снижении трудоемкости на 15-30% и улучшении качества паяного соединения.
Недостатком флюсов ЛТИ-1 и ЛТИ-115 является необходимость применения при пайке интенсивной вентиляции.1ВТУМХП1931-491-21-21-2
В ряде случаев могут применяться скошенные соединения (рис. 8), обеспечивающие большую прочность, чем соединения I,
- 3 (см. табл. 15), однако их выполнение более трудоемко, и поэтому они применяются редко.
Соединения 1, 2, 3 и 5в могут осуществляться с применением твердых и мягких припоев, соединение 4 характерно только для
мягких припоев, а соединения 5а и 56 — только для твердых припоев.
Газовая пайка применяется для изготовления конструкций с толщиной стенок до 5-6 мм, что, как указывалось выше, в большинстве случаев следует считать нерациональным.
Учитывая уровень развития электродуговой сварки, в настоящее время целесообразно применение пайки латуни толщиной до 2 мм, а при малых размерах деталей, исключающих возможность применения дуговой сварки, и для несколько больших толщин,
В некоторых случаях можно допустить применение стыковых паяных соединений; в этом случае пайка должна производиться твердыми припоями типа ЛОК59-1-0,3 или серебряными припоями, обеспечивающими получение прочного паяного соединения.
Перед пайкой встык кромки деталей скашиваются под углом 20-30° с тем, чтобы суммарный угол раскрытия составлял 40- 60° (рис. 9).
При пайке серебряными припоями соединений внакрой зазоры между соединяемыми элементами должны быть не больше 0,08 мм, а при пайке припоем ЛОК59-1-0,3 — не больше 0,5 мм. Это обеспечивает надежное затекание припоев в зазор без образования протеков внутрь изделий и высокую прочность паяного Соединения, которая, как известно, тем выше, чем тоньше слой припоя.
ПОДГОТОВКА СОЕДИНЕНИЙ ПОД ПАЙКУ
При пайке твердыми припоями любым методом, места, подлежащие пайке, должны быть очищены от жиров и загрязнений.
При пайке с нагревом газовым пламенем детали собираются с заданным зазором, зажимаются приспособлениями (жимками, Струбцинами и пр.) или собираются на прихватках так, чтобы исключить возможность смещения кромок деталей. Марка припоя, применяемого для прихватки, как правило, должна быть такой же, как и для пайки.
При электроконтактной пайке способом сопротивления (при котором нагрев и расплавление припоя происходят за счет тепла, выделяемого в соединении) очищенные от грязи и жира поверхности предварительно покрываются тонким слоем флюса. При этом, если применяется сухой порошкообразный флюс, им должна покрываться только часть соединяемой поверхности, в противном случае не будет достигнут электрический контакт в соединении и, следовательно, не сможет осуществиться процесс пайки. После нанесения флюса припой помещается между соединяемыми поверхностями, детали фиксируются приспособлениями или струбцинами и сжимаются между электродами машины (переносными клещами).
При электроконтактной пайке способом „горячих электродов 1 * (при котором нагрев и расплавление припоя происходят за счет тепла, выделяющегося в угольных, графитовых или вольфрамовых
электродах, между которыми зажимаются детали) подготовка соединений может производиться так же, как при пайке способом сопротивления, т. е. припой должен помещаться между поверхностями, подлежащими пайке. Однако возможен и такой вариант, когда припой вносят в процессе пайки вручную по мере нагревания изделия.
При индукционной пайке (где, как известно, нагрев соединения и припоя производится токами, создаваемыми переменным магнитным полем высокой частоты) подготовка соединения заключается в предварительной очистке деталей и сборке их для пайки. После сборки места, подлежащие пайке, можно засыпать флюсом, на который помещается припой, также засыпаемый сверху флюсом. Затем изделие фикоируют в приспособлениях, и на этом подготовка к пайке заканчивается. Возможна также подача прутка припоя к месту пайки уже после нагрева деталей.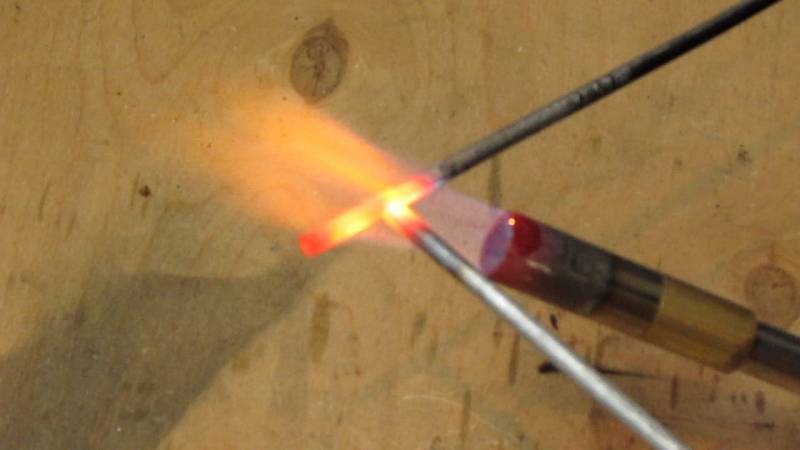
При пайке мягкими припоями поверхности деталей тщательно очищают любым механическим способом или травлением, посла чего обслуживают. При применении флюса ЛТИ травление латуни не обязательно, а очистка может производиться наждачной бумагой. Получающаяся при этом шероховатость улучшает смачиваемость.
Паять латунь можно не только в промышленном производстве, но и в домашних условиях. Таким образом можно изготавливать самые разнообразные вещи (различные украшения и технические приспособления). При этом необходимо пользоваться пайкой, соединять провода и детали из металла. И вот здесь как раз необходимо уметь правильно паять латунь.
Для эффективной и надежной пайки латуни в домашних условиях необходимо использовать газовую горелку.
Для того чтобы такой процесс был завершен с максимальной эффективностью, необходимо следующее:
- Газовая горелка.
- Серебро.
- Графитовый тигель.
- Медь.
- Борная кислота.
- Асбестовое основание.
- Может быть использована бронза.
Как осуществляется процесс пайки такого материала, как латунь?
Для эффективной пайки латуни обыкновенная оловянная пайка не подходит. Дело в том, что такая пайка в большинстве случаев оставляет достаточно заметный след. Да и такой показатель, как прочность, здесь не на высоте. Для пайки латуни целесообразнее всего использовать иной способ, который отличается повышенной надежностью. Для эффективной и надежной спайки деталей из латуни необходимо использовать газовую горелку.
Что касается припоя из латуни, то необходимо использовать одну часть меди и две части серебра, все это должно быть тщательно перемешано и сплавлено вместе посредством газовой горелки в графитовом тигеле. Тигель надо опустить в холодную воду, после чего извлекается припой, который уже расплавлен и застыл. После этого его необходимо расплющить, потом нарезается или натачивается стружка из припоя, в этом плане целесообразно воспользоваться крупным напильником.
Теперь необходимо взять 20 г порошка буры и такое же количество борной кислоты, из всего этого изготавливается флюс. После этого полученная порошковая смесь должна быть залита 250 мл воды.
Детали латуни, которые необходимо спаять, следует аккуратно положить на основание, сделанное из асбеста. Теперь все это соединение деталей должно быть посыпано кусочками припоя, которые предварительно надо заточить. А после этого настала очередь аккуратного нагревания соединения газовой горелкой. Нужно делать всю эту работу с максимальной аккуратностью.
Когда припаиваешь детали, надо постепенно доводить температуру нагревания до определенного уровня. Максимальный уровень, который может быть допустим, составляет 700 градусов. Нужно четко знать, что латунь ни в коем случае не должна быть перегрета, иначе могут быть безнадежно испорчены все детали. Если есть необходимости в спаивании крупных и массивных деталей, то они должны греться постепенно, в противном случае последствия могут быть самыми негативными.
Если паяются мелкие и тонкие детали, то необходимо быть очень осторожными, поскольку их нагревание осуществляется довольно быстро.
Надо не забывать о том, что такой метод пайки простотой не отличается, если проводить сравнение с обычной пайкой оловом. Но время, несомненно, потрачено не зря: такой метод пайки отличается повышенной степенью надежности и прочности при соединении с латунными деталями.
Надо не забывать о том, что пайка латуни отличается некоторыми особенностями по причине испарения горячего цинка. Кроме того, на поверхности металла образуется оксидная пленка. Нужно не забывать о том, что приступать к смешиванию компонентов тиноля с помощью проволоки можно только после того, как серебро и медь будут полностью расплавлены.
Что касается графитового тигеля, то его можно без особого труда изготовить из графитовых углей. Такой материал нет никакой необходимости покупать в магазине, так как его можно безо всякого труда отыскать на остановках электрического транспорта. Что касается его размера, то он должен составлять примерно 20 на 20 миллиметров. Сделать это своими руками совсем нетрудно, а рабочий процесс при этом в значительной степени упрощается.
Что касается его размера, то он должен составлять примерно 20 на 20 миллиметров. Сделать это своими руками совсем нетрудно, а рабочий процесс при этом в значительной степени упрощается.
- Пайку рекомендуется осуществлять на каком-нибудь теплостойком материале.
- Полученный шов должен иметь идентичный ярко выраженный цвет со спаиваемыми деталями.
- В конце рабочего процесса необходимо тщательно промыть изделия от флюса. Промывку лучше всего осуществлять в горячей серной кислоте (она должна быть 3-процентной).
Если все сделать таким образом, то можно не сомневаться в том, что результаты будут самыми положительными. И нет никакой необходимости прибегать к услугам специалистов, которые порой стоят очень недешево. Все можно сделать самостоятельно и в короткие сроки. После этого можно даже давать мастер-классы своим друзьям и знакомым, они будут очень благодарны за полезные уроки.
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Вернуться к оглавлению
Пайка латуни газовой горелкой
Достаточно часто умельцы задаются вопросом, как паять латунь. При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
Способ достаточно прост, но обладает существенными недостатками:
- готовый шов выделяется на фоне латуни белым цветом, при этом тонким и аккуратным он сразу выходит далеко не у всех;
- шов получается непрочным, не выдерживает изгибов;
- в процессе чернения оба металла ведут себя по-разному, шов из олова отличается от латунной детали по цвету, они имеют различные оттенки.
Избежать таких проблем поможет пайка с использованием специального припоя для латуни и флюса. Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Работа с латунью, скорее, является сваркой из-за высоких температур, для которых не годится обыкновенный паяльник, но ее принято называть пайкой в основном из-за того, что пользуются припой.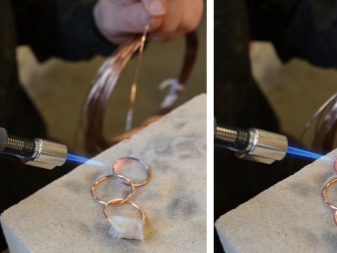
Прежде всего, подготавливается припой.
В его состав входят серебро и медь в отношении 2:1, которые нужно сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее и влить потом расплавленное серебро и перемешать проволокой, загнутой в виде крючка. Готовый припой остужают, раскатывают в вальцах либо на наковальне, после чего нарезают по частям. Существует более доступный способ: с помощью грубого напильника пройтись по отливке, чтобы образовалась стружка.
Далее заготавливается флюс. Бура в порошке смешивается с порошкообразной борной кислотой в равных частях по 20 г, после чего заливается стаканом воды. Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
Пайка латунью относится к разряду высокотемпературной пайки (ее температура плавления составляет 880-950°С). Она применяются в тех случаях, когда возникает необходимость получить более прочное соединение, чем при использовании мягких припоев. Также преимуществами данного вида пайки является устойчивость к высоким температурам полученного соединения и отсутствие изменений в структуре металла (что неизбежно при использовании сварки).
Она применяются в тех случаях, когда возникает необходимость получить более прочное соединение, чем при использовании мягких припоев. Также преимуществами данного вида пайки является устойчивость к высоким температурам полученного соединения и отсутствие изменений в структуре металла (что неизбежно при использовании сварки).
По сравнению с другими тугоплавкими припоями (серебряным, медно-фосфорным) данный сплав является самым прочным и высокотемпературным. Благодаря наличию цинка в составе латунь имеет повышенную устойчивость к окружающей среде, слабо подвержена коррозии. Олово, входящее в состав некоторых видов латуни, повышает текучесть и понижает температуру плавления, а кремний не дает цинку окисляться и испаряться.
Применяются данные припои исключительно при , стали, меди и оловянистой бронзы (с содержанием олова до 8%).
Для данного вида пайки не подходит обычный паяльник. Необходимо оборудование, способное разогреть изделие до температуры, которая несколько превышает температуру плавления латуни (900-1000°C). В большинстве случаев применяются разнообразные газопламенные горелки и печи. Значительным недостатком использования горелок является быстрота и неравномерность нагрева. В совокупности со свойством латуни в жидком состоянии проникать по границам зерен стали (что может вызвать хрупкое разрушение под напряжением) это способствует образованию трещин. Вероятность их появления становится значительно ниже при в печах или в солевых ваннах, где обеспечивается равномерный нагрев паяемых изделий. Повторная пайка в любом случае увеличивает данную опасность.
В большинстве случаев применяются разнообразные газопламенные горелки и печи. Значительным недостатком использования горелок является быстрота и неравномерность нагрева. В совокупности со свойством латуни в жидком состоянии проникать по границам зерен стали (что может вызвать хрупкое разрушение под напряжением) это способствует образованию трещин. Вероятность их появления становится значительно ниже при в печах или в солевых ваннах, где обеспечивается равномерный нагрев паяемых изделий. Повторная пайка в любом случае увеличивает данную опасность.
В качестве флюса используется бура, смешанная с борной кислотой в соотношении 1:1 и залитая водой (на 20 г каждого компонента необходимо взять 250 мл жидкости).
Технология пайки латунью при помощи газопламенной горелки
- Прежде всего необходимо зачистить места стыковки деталей. Это делается для того, чтобы удалить стойкую оксидную пленку, которую не способен снять флюс. Для этого используют слесарные инструменты (напильники, шаберы, надфили и ножовки).
- Соединить детали при помощи тисков (либо любым другим способом).
- Промазать зону пайки флюсом, который снимет оксидную пленку с металла и обеспечит лучшую адгезию.
- Зажечь горелку, настроить пламя с небольшим избытком кислорода (с целью исключения окисления поверхности металла).
- Разогреть кончик припоя и окунуть его во флюс (в случае если припой изначально не был офлюсован).
- Равномерно разогреть изделие в месте стыковки до вишневого цвета.
- Расплавить припой по месту пайки (если было достаточное количество флюса, то он легко растечется и затянет стык).
- Дать припою застыть.
- Зачистить спай.

Серебряная пайка/пайка нержавеющей стали 303 с латунью
Еще раз привет, СтэнСтэн сказал:
Дин: Забавно, что вы упомянули ювелиров, потому что они используют точно такие же материалы, которые мы используем в двигателях моделей. Они продают его в меньших количествах по более высокой цене, но это тот же сплав.
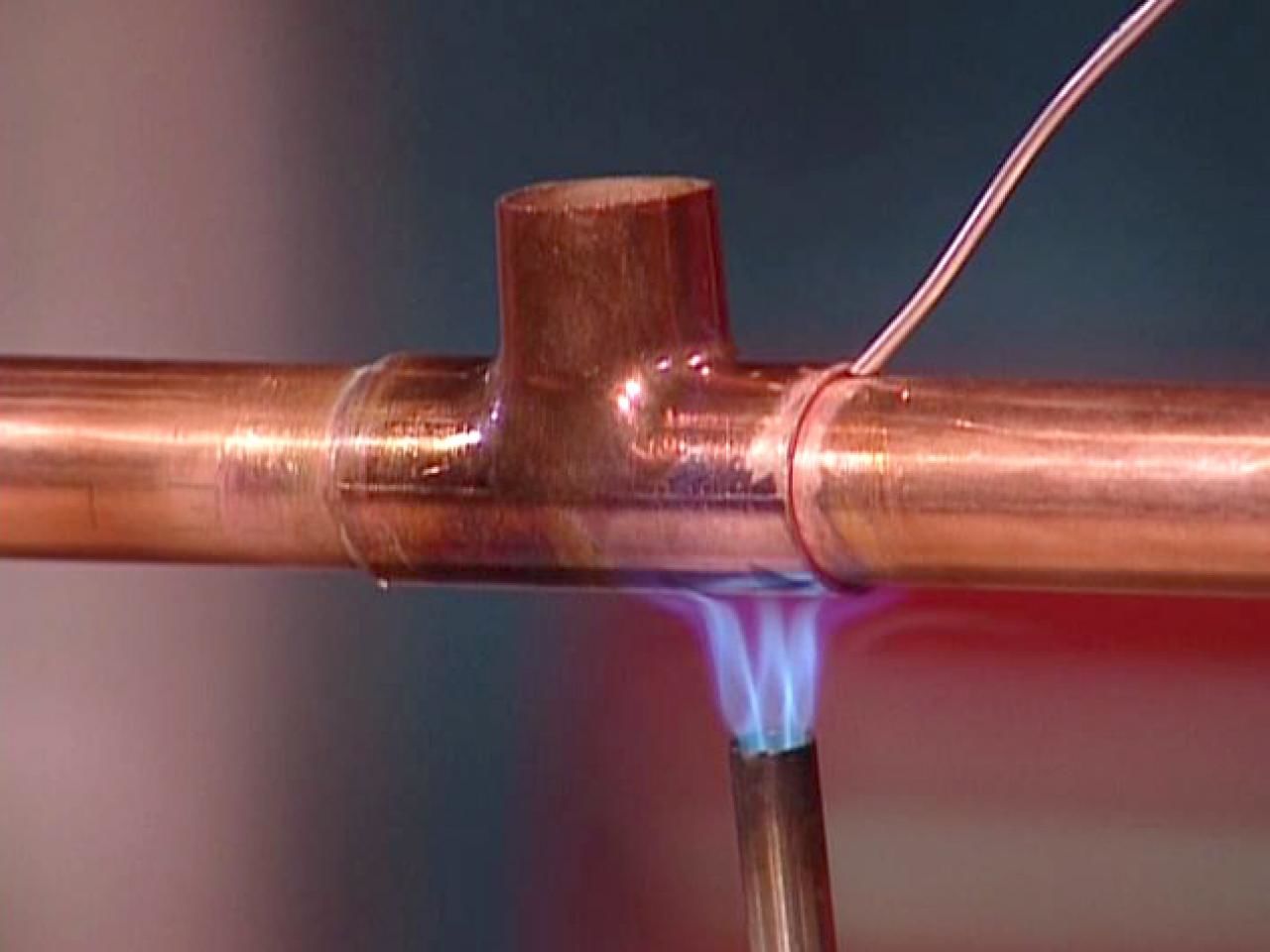 Они используют разные термины для сплава, потому что они будут работать с тремя или более сплавами на одной и той же заготовке, так что каждый шаг будет работать при более низкой температуре.
Они используют разные термины для сплава, потому что они будут работать с тремя или более сплавами на одной и той же заготовке, так что каждый шаг будет работать при более низкой температуре. Ювелирный припой, который я нашел в Интернете, имеет другой состав, чем любой из обычных сплавов
для пайки серебром.Что касается использования трех (или более) сплавов на изделии, вы можете сделать то же самое с серебряными припоями.
Каждый сплав плавится при разной температуре. Сначала используйте ту, которая имеет самую высокую температуру плавления, и двигайтесь вниз.
Большинство производителей серебряных припоев в США имеют полный состав каждого сплаваЯ думаю, все согласны с тем, что каждый производитель, имеющий торговую марку для стандартного продукта, нелеп и сбивает с толку. Становится еще хуже, когда они отказываются публиковать спецификации своего продукта для широкой публики.
они продают на своих сайтах.
 Из них пять крупных производителей, Lucas, Uniweld, Harris, Aufhauser и SRA, всего
Из них пять крупных производителей, Lucas, Uniweld, Harris, Aufhauser и SRA, всего один из них не показывает содержание металла в своем списке продуктов. У кого нет, СРА, всего
показывает спецификацию AWS (номер BAg-X), которая должна соответствовать AWS для данной спецификации.
Все производители, которые хотят продавать рабочие места в Губменте или получить одобрение FDA, должны показать номер AWS. Если у него
номер, он будет таким же, как у ЛЮБОГО другого производителя, который делает этот конкретный номер, и это не
какое бы глупое имя они ему ни дали.
То есть, БАг-5 одной компании (45% серебра), она будет такой же, как БАг-5 любой другой компании.
Я могу скинуть ссылки на всех этих производителей, если кто-то хочет увидеть, что все производители крутят
. из того же материала.
Если вы находитесь не в США, цифры могут ничего вам не говорить, но знание того, что все продавцы должны использовать одну и ту же классификацию
, поможет вам снова и снова получать один и тот же товар от разных поставщиков в США.
Трой, у вас есть серебряный припой, и это правильный и правильный термин для него. Это действительно (мягкий) припой,Я также видел / слышал термин «серебряный припой» и в конечном итоге использовал то, что было помечено так в хозяйственном магазине… оказывается, это был не тот материал! (США здесь..)
. что следует из его названия. Обычно этот материал состоит из 96% олова и 4% серебра. Это хорошо для многих вещей в
магазин слесарей. Для мягкого припоя он достаточно прочный. Не может использоваться с котлами высокого давления, так как имеет
. довольно низкая температура плавления около 450° F.
Ваша сумма процессов довольно близка.Пара дополнений может помочь или нет;
Пайка, как и при пайке серебром: выше 840°F, основные металлы не плавятся, соединение происходит за счет капиллярного действия.
Сварка: плавление основных металлов (любыми способами) и соединение путем сплавления этих металлов с или
без использования присадочного металла. И это действительно жарко. Достаточно горячий, чтобы расплавить сталь, то есть выше 2600°F, или там
И это действительно жарко. Достаточно горячий, чтобы расплавить сталь, то есть выше 2600°F, или там
о. Обычная дуговая сварка делает около 6500°+F на дуге, оксиацетат, около
5600°F. капиллярное действие.При сварке пайкой обычно используется наполнитель из медного сплава, такого как бронза, и он не просачивается в соединение, как это происходит при пайке серебром. Основной металл не расплавляется, а присадочный металл
просто прилипает к поверхности соединяемых деталей, как полоска клея. Вы можете заполнить им широкий зазор,
, так же, как вы могли бы с металлическими сварочными прутьями.
Дин
Сварка латуни с латунью【Все, что нужно знать прямо сейчас】 —
Итак, вы хотите сварить латунь с латунью. Работа с латунью может быть простым методом.Это также очень выгодно, потому что латунь выглядит великолепно в сочетании с деревом или другими металлами.
Brass обычно производит компоненты или, возможно, всю автоматизацию, если вы строите двигатель с дипломом младшего специалиста. Как только вы научитесь работать с латунью и сможете научиться сваривать латунь с латунью, вы сможете создать несколько прекрасных изделий!
Как только вы научитесь работать с латунью и сможете научиться сваривать латунь с латунью, вы сможете создать несколько прекрасных изделий!
Итак, как происходит процесс сварки латуни с латунью? это ужасно потенциал для пайки TIG также как припой латуни к латуни.Чтобы попытаться сделать это эффективно, вам нужно сначала нарезать, манипулировать и паять латунь, чтобы вы могли ее сварить.
Латунь невероятно проста в обращении. Поскольку он припаян и спаян, крепление латунных изделий (эффективно и эстетично) довольно просто, если вы понимаете основные этапы работы с латунью.
Как сварить дома
Поскольку в наши дни в сети можно найти не так уж много информации о соединении латуни с латунью, мы решили создать это руководство, чтобы помочь вам учиться.Ниже мы расскажем, как резать латунь перед сваркой, как работать с латунью.
Таким образом вы сможете подготовить его к креплению, а также способу сварки и пайки латуни.
Если вы хотите получить урок по основам, ознакомьтесь с нашей подробной статьей о том, что такое насадка TIG и как начать ее изучать здесь. Чтобы узнать больше о латуни, продолжайте читать!
Чтобы узнать больше о латуни, продолжайте читать!
Подготовка к сварке:
Резка изделий из латуни
Понимание способа резки латунных изделий заключается в том, что отверстие движется в процессе обучения способу сварки 2 латунных изделий вместе.Вы будете достаточно сообразительны, чтобы управлять медными вещами, с которыми вы собираетесь разбираться. И первая часть этого понимания заключается в том, что вы сможете резать свои латунные изделия.
К счастью, как только вы разрежете латунные изделия, чтобы организовать свой следующий проект крепления, у вас будет много вариантов. Тем не менее, есть разные типы латунных изделий.
Итак, если вы хотите понять, как правильно резать: вам нужно освоить область выбранного вами устройства для резки совершенно разных сортов латуни.
Различные виды латунных изделий, с которыми вы, вероятно, будете работать, включают латунные стержни, которые вы сможете разрезать кусачками или пилой, латунный трубопровод.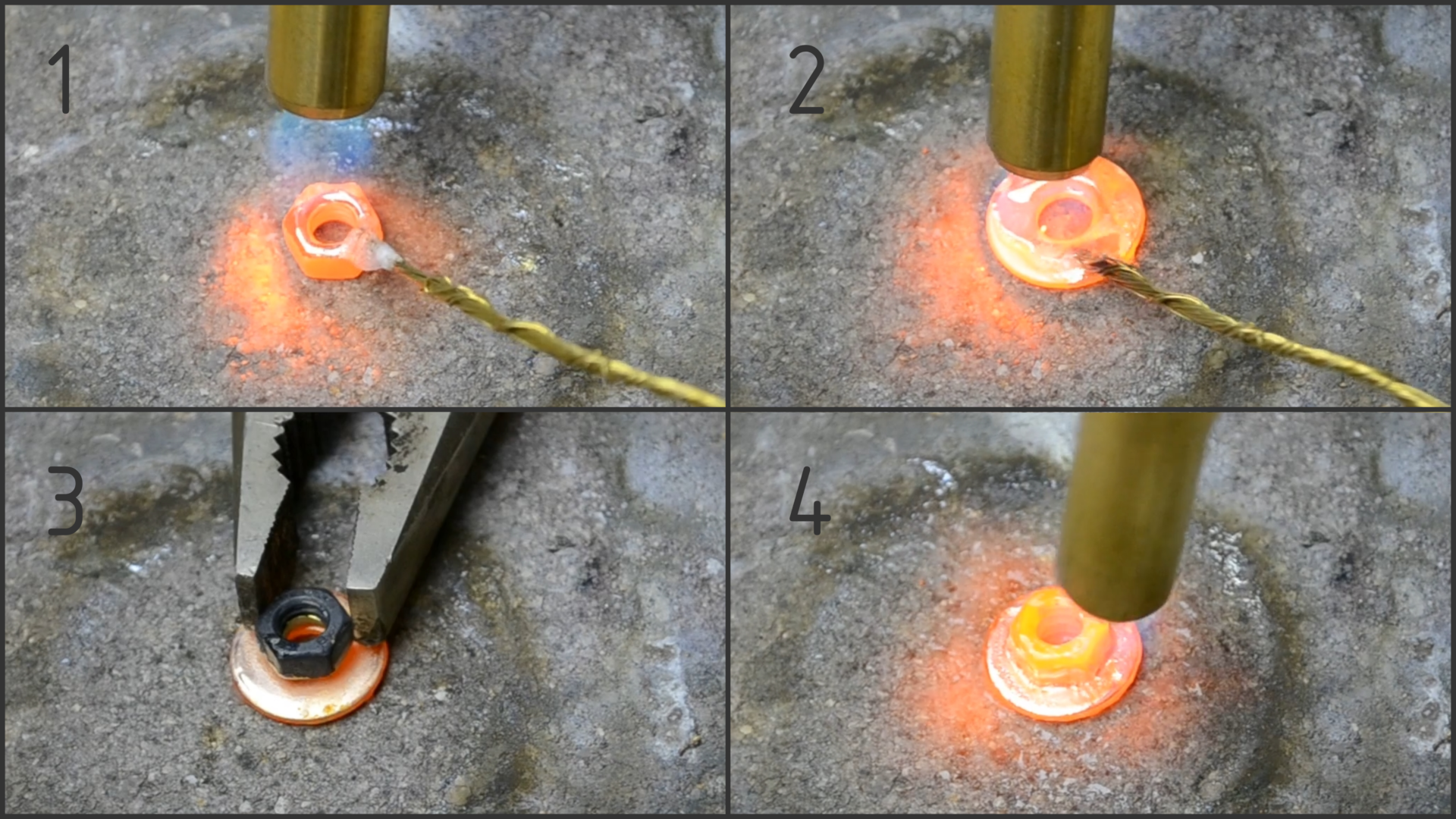 Которые вы сможете разрезать пилой или труборезом, а также латунными листами. Который вы сможете разрезать пилой или ножницами.
Которые вы сможете разрезать пилой или труборезом, а также латунными листами. Который вы сможете разрезать пилой или ножницами.
Но сначала мы начнем с различных стратегий, которые вы сможете использовать, чтобы разрубить медный стержень.
Резка латунного стержня перед сваркой
Когда речь идет о резке латунных стержней, у вас есть 2 варианта инструментов, которые вы сможете использовать для создания разрезов.Вы либо должны использовать кусачки, либо вам придется взять пилу. Ниже мы опишем, как вы сможете резать латунь каждым инструментом.
Поэтому убедитесь, что вы подробно изучите их, изложение основ вашего проекта сварки латуни с латунью может решить или разрушить его в целом.
Кусачки и латунный стержень
Если у вас есть очень маленькие изделия из проволоки или прутка, то все, что вам нужно для резки латуни, — это несколько кусачек. Однако, если у вас есть больший калибр, вам, возможно, понадобится много больших комбайнов кусачек. Возможно, даже кусачки для болтов, если кусок гигантский.
Возможно, даже кусачки для болтов, если кусок гигантский.
Вы сможете использовать любой из этих инструментов, если поместите стержень в челюсти, прежде чем рубить.
Если вы используете кусачки для резки латуни, иногда рассчитывайте на тип кусачек, которые вы используете. Вы, возможно, приземлитесь с острыми концами, как только закончите резать. Если это произойдет, не забудьте напилить, отшлифовать и отшлифовать кончик только что отрезанного куска, пока он не станет плоским.
Пила и латунный стержень
Если у вас есть пила и вы хотите отпилить кусок побольше, то вы все равно должны уметь отрезать латунный стержень. Во-первых, поместите стержень, который вы только что установили при резке, в удерживающее устройство и убедитесь, что он надежно удерживает заготовку. Далее режьте так близко к удерживающему устройству, как вы, скорее всего, будете резать вибрацией.
Также постоянно помните, что пила может быть двуручным инструментом. Итак, когда вы используете пилу, положите одну руку на рукоятку, а другую руку на раму пилы. Вы рубите пилой, пока перемещаете инструмент вдали от себя.
Вы рубите пилой, пока перемещаете инструмент вдали от себя.
Итак, начните резать небольшими движениями, начиная с ближайшего к рукоятке лезвия. После того, как вы сделали канавку для лезвия, продолжайте наносить удар руками и весом при каждом ударе.
Когда вы обрезаете латунный стержень, чтобы прикрепить его к креплению, вам не придется использовать большое давление вниз вместе с пилой. специализируются на создании длинных, устойчивых движений и использовании всей длины лезвия, а не на резких резких движениях.сохраняйте цель и сохраняйте свое время, когда вы прорубаете металл.
Таким образом, вы не пройдете ни одной вещи, которую не вырезали.
Разрезание латунного канала перед креплением
Теперь, когда мы дали вам некоторые указания относительно резки латунных стержней, мы перейдем к латунному трубопроводу. Если вы планируете работать с латунным трубопроводом после сварки, вам нужно сначала разрезать его, прежде чем приступать к монтажным элементам. Вы сможете разрезать латунный трубопровод, либо распилив его, либо используя резак для кабелепроводов.
Вы сможете разрезать латунный трубопровод, либо распилив его, либо используя резак для кабелепроводов.
Ниже мы подробно обсудим каждую стратегию.
A Пила и латунный трубопровод
Один из способов, которым вы сможете разрезать латунные трубы, — это использовать маленькую или большую пилу. Мы склонны выступать за разрезание латунного канала внутри стусла. поместите трубу в одну из канавок на стусле, затем начните резать. Пила может проходить по трубопроводу и резать каждую из стенок только один раз.
Когда это произойдет, ваша пила застрянет, а это значит, что вы сейчас заметите, что она способна пилить канал.Вместо этого постарайтесь избежать заедания пилы, поворачивая трубу в сторону от себя во время резки. Таким образом, вы перепиливаете только одну часть канала за раз.
Резак для кабелепровода и латунный кабелепровод
Вы можете купить резак для труб в любом местном магазине скобяных изделий, этот резак поможет вам разрезать любой имеющийся у вас металлический трубопровод, включая латунь. Если у вас есть резак для кабелепровода, вам придется закрепить инструмент в кабелепроводе. Итак, во-первых, поместите инструмент там, где вы хотите нарезать.
Если у вас есть резак для кабелепровода, вам придется закрепить инструмент в кабелепроводе. Итак, во-первых, поместите инструмент там, где вы хотите нарезать.
Далее вы будете много раз перемещать инструмент по каналу.
После этого вам нужно слегка повернуть ручку, чтобы лезвие вернулось на канал, и сделать круг еще раз. Вам придется повторять этот метод, пока ваш канал не разделится. Убедитесь, что вы не начинаете переделывать ручку слишком сильно, иначе трубка может начать хотеть быть обжатой после того, как вы ее обрежете.
Если кабелепровод выходит из строя, как будто один из концов обжат, вы можете использовать коническую развертку, чтобы исправить этот недостаток.Вы должны подпилить гофрированную поверхность или отшлифовать ее, чтобы закончить. Кроме того, убедитесь, что вы нарезаете свой кусок задолго до того, как начнете метод.
Просто на тот случай, если вы захотите что-то отшлифовать благодаря гофрированному покрытию.
Резка латунных листов перед креплением
Последний тип латуни, который вам нужно научиться резать, прежде чем навесное оборудование, — это латунные листы. Листы латуни режут ножницами или пилой. Ниже мы рассмотрим каждую из этих стратегий.
Листы латуни режут ножницами или пилой. Ниже мы рассмотрим каждую из этих стратегий.
Ножницы и латунный лист
Ножницы — хороший инструмент для резки латунного листа.Мы склонны защищать авиационные ножницы, если они у вас есть, которые обычно бывают трех типов: правый, левый и прямой. Вы сможете использовать прямую сортировку для резки кривых, если вы делаете это с поверхности.
После того, как вы вырезаете круг, убедитесь, что вы обрезаете углы куска, пока он не станет своего рода кругом. После этого используйте внутреннюю часть челюстей для последнего изогнутого разреза.
A Пила и лист латуни
Вы также можете использовать пилу, чтобы разрезать лист латуни.Если вы собираетесь использовать пилу, вам нужно поместить латунь между двумя кусками ламината и зажать все детали с помощью удерживающего устройства. Древесина должна способствовать удержанию металла на месте, пока вы его рубите. Если вы хотите отметить линию на латуни, используйте немного ламината на одной стороне латуни.
Помните, что вы должны тянуть вниз только после того, как используете пилу.
Теперь, когда вы только что поняли, как резать различные виды латуни, готовясь к соединению латуни с латунью.Мы скроем, но вы сможете согнуть латунь и придать ей форму, прежде чем вы начнете прикреплять свои латунные изделия.
Подготовка резки к сварке: сгибание латуни
После того, как вы нарежете латунь, вам, вероятно, придется согнуть ее, прежде чем вы сможете сваривать латунные изделия. Итак, мы рассмотрим некоторые подходы к гибке латунных стержней, труб и листов. когда вы согнете и поработаете со своей латунью, вы сможете перейти к последнему шагу, то есть к соединению латуни с латунью, о котором мы расскажем подробнее чуть позже.
Изгиб латунной проволоки перед креплением
Вы можете просто согнуть латунную проволоку плоскогубцами. Поместите проволоку в плоскогубцы и держите их одной рукой, а другой рукой манипулируйте другой частью проволоки. Если вы хотите изогнуть проволоку бюстгальтера и создать формы, вы сможете обжимать, сгибать, а затем развязывать стержень в определенных точках по мере его сгибания.
Если вы хотите изогнуть проволоку бюстгальтера и создать формы, вы сможете обжимать, сгибать, а затем развязывать стержень в определенных точках по мере его сгибания.
Чем ближе интервалы, тем круче кривая.
Если вы хотите сформировать заостренную кривую, то лучше использовать для этой работы круглогубцы.Вы должны начать с того, что согните стержень в челюстях. Вы можете одновременно использовать комбинацию плоскогубцев в каждой руке, если вам нужен особенно острый изгиб.
Существует множество вариантов плоскогубцев для формовки металла, которые могут помочь вам согнуть любую форму в проволоку. Вы сможете создать большинство таких же изгибов, просто используя одну комбинацию плоскогубцев с острыми концами рядом с круглогубцами.
Однако, если вы чувствуете, что ваши плоскогубцы создают изгибы, которые выглядят хуже, а следы усилия выглядят хуже, подумайте о покупке плоскогубцев с нейлоновыми накладками.
Сгибание латунного стержня перед прикреплением
Если у вас есть действительно значительный латунный стержень, вам следует подумать об использовании приспособления для гибки, чтобы сэкономить много времени. Вы сможете установить приспособление на скамейку, а затем зажать его. После того, как вы используете приспособление, вам нужно поместить удилище в пазы или колышки.
Вы сможете установить приспособление на скамейку, а затем зажать его. После того, как вы используете приспособление, вам нужно поместить удилище в пазы или колышки.
Затем руками согните стержень и вставьте его в это пространство приспособления. Таким образом, вы сможете использовать каждую из своих рук, и вам не придется беспокоиться о появлении следов инструментов на проводе.
Изгиб латунной трубки перед креплением
Латунная трубка — одна из самых сложных вещей, которую нужно согнуть после того, как вы научились сваривать. Вот в результате латунная трубка будет просто перегибаться и раздавливаться. Мы склонны выступать за использование пружинного гибочного станка для такого типа ткани.
Возьмите пружинный гибочный станок, который может работать с трубой, которую вы собираетесь сгибать. Переместите его на трубу и отцентрируйте в том месте, где вы хотите сформировать изгиб.
Теперь, ругая каждую руку, согните трубку и надавите большими пальцами на изгиб. Если вы сможете дополнительно использовать другую пружину с трубкой, у вас будет даже большой успех после того, как вы попытаетесь согнуть латунь.
Если вы сможете дополнительно использовать другую пружину с трубкой, у вас будет даже большой успех после того, как вы попытаетесь согнуть латунь.
Сгибание латунных листов перед креплением
Изгиб металлического листа также не является простой задачей. Тем не менее, определенные инструменты облегчат создание полного метода из множества простых вещей. Поместите лист латуни между двумя кусками ламината и зажмите их тисками.
Теперь возьмите другой кусок дерева и используйте его, чтобы надавить на латунь, чтобы вы могли произвести изгиб. С деревянным блоком вы должны быть в состоянии оказать давление на весь край, который вам просто нужно согнуть, не испортив металл.
Теперь, когда мы упомянули различные способы резки латуни и гибки латуни перед сваркой латуни с латунью. Мы перейдем к обсуждению способа сварки и пайки латуни к латуни.
Сварка латуни к латуни
Теперь, когда вы только понимаете все относительно того, что вы подготовите свои латунные изделия, разрезав и согнув их, прежде чем сваривать их. Вы можете научиться сваривать эти латунные изделия. Сварка латуни очень проста, потому что вы сможете использовать сварку латуни с латунными материалами для завершения сварного шва.
Вы можете научиться сваривать эти латунные изделия. Сварка латуни очень проста, потому что вы сможете использовать сварку латуни с латунными материалами для завершения сварного шва.
Ниже квадратного метра несколько вещей, которые вам нужно собрать, прежде чем вы научитесь сваривать латунь с латунью:
- Молоток
- Огнеупорный кирпич
- Пинцет
- Напильник по металлу
- Изделия из латуни
- TIX полный припой
- Полный флюс TIX
- Абразивная подушка
- Бывший в употреблении инструмент
- Бутановая горелка для пайки/сварки
- Спиртовые тампоны
Теперь, когда вы только что поняли материалы, которые вам придется использовать после того, как вы начнете сваривать латунь с латунью, мы рассмотрим категории припоя и флюса, с которыми мы будем плохо обращаться, чтобы завершить этот крепежный проект.
Припой для крепления
Для этих этапов крепления мы переходим к использованию более мягкого припоя от производителя Tix. Этот припой используется многими людьми, которые ремонтируют часы и выполняют сварку латуни. У нас есть тенденция путешествовать с Tix из-за его более мягкого припоя, который также предлагает более низкую температуру замерзания.
Этот припой используется многими людьми, которые ремонтируют часы и выполняют сварку латуни. У нас есть тенденция путешествовать с Tix из-за его более мягкого припоя, который также предлагает более низкую температуру замерзания.
После того, как вы закрепите латунь по квадрату, вам понадобится более мягкий припой с более низкой температурой замерзания, так как более высокие температуры приводят к тому, что латунь выглядит обесцвеченной и неровной, а этого нам следует избегать.
Сварка и пайка латуни к латуни ступенчато
Теперь, когда вы только знаете, как подготовить латунные изделия, сгибая и разрезая их, мы познакомим вас с методом сварки латуни с латунью с помощью неправильного припоя.
Шаг 1. Подготовьте рабочее место
Во-первых, вам придется подготовить свое рабочее место. Вам также нужно убедиться, что вы приняли во внимание безопасность.
Возьми что-нибудь горючее и убери из своего пространства. Убедитесь, что вы находитесь в хорошо проветриваемом помещении, или соберите несколько вентиляторов, чтобы выдуть пары.
Убедитесь, что вы находитесь в хорошо проветриваемом помещении, или соберите несколько вентиляторов, чтобы выдуть пары.
Шаг № 2. Очистите изделия из латуни
Теперь вам нужно будет взять наждачную бумагу, напильник, абразивный материал с высшим образованием, подушечки Scotch-Brite или что-то еще, что вам нужно, чтобы вы могли очистить латунные квадратные меры, которые ты просто пристегиваешься.
Это неплохой вариант, чтобы оставить щетку для царапин из стекловолокна, чтобы вы могли чистить труднодоступные места.
Помните, что некоторые предметы из латуни могут быть покрыты слоем прозрачного лака, чтобы они оставались яркими. Однако после того, как вы тщательно соедините изделия из латуни, вам придется избавиться от лака. В противном случае вы не сможете использовать припой для их эффективного смешивания.
После того, как вы очистите изделия из латуни, протрите их спиртом. Спирт должен способствовать удалению частиц, мусора и масла, оставшихся на латуни. как только вы закончите это, возьмите спиртовой пульт из своего помещения (помните, спирт легко воспламеняется) и дайте латунным предметам высохнуть, прежде чем начать.
как только вы закончите это, возьмите спиртовой пульт из своего помещения (помните, спирт легко воспламеняется) и дайте латунным предметам высохнуть, прежде чем начать.
Шаг 3. Разместите элементы на своих местах
Вам придется схватиться за зажимы, поэтому вы готовы носить с собой свои латунные предметы. Вы сможете дополнительно использовать высокие Т-образные штифты для переноски предметов или более тяжелых золотых предметов.
Что бы вы ни выбрали, подтвердите, что ваши предметы находятся в нужном месте. Кроме того, имейте в виду, что ваши элементы могут стать очень популярными, поэтому вам не нужно размещать что-то готовое в месте соединения, которое вы крепите.
Если вы это сделаете, то в конце концов он перехватит тепло и испортит сварной шов.
Шаг 4. Используйте Flux
Ранее мы уже упоминали, что для этого метода вам просто нужно использовать припой TIX. Припой TIX включает в себя флюс, похожий на прозрачную жидкость.
Ваш флюс TIX может составить компанию бутылке и щетке. в то время как вы можете предположить, что внешний вид расчески удобен, это не так. Гребень перемещает поток в неправильные места, поэтому мы склонны не пропагандировать плохое обращение.
Это связано с тем, что припою может потребоваться перемещаться в любое место, куда вы поместили флюс. Если вы попытаетесь сделать это плотно, вы сможете ухватиться за очень тонкую проволоку. Нанесите небольшое количество флюса туда, куда вы хотите, чтобы он перемещался.
Все, что вы хотите, это несколько капель, и вы получите капиллярность, которая может облегчить втягивание жидкости между двумя вашими латунными элементами. Кроме того, если вы хотите немного упростить этот шаг, TIX предлагает антифлюсовую защиту, которую вы можете применять в любом месте, где вы хотите, чтобы ваш припой избегал.
Шаг №5: Подготовка припоя к креплению
Теперь вы должны быть вынуждены подготовить свой припой для крепления. Какую пропорцию припоя вы хотите использовать и где вы размещаете, это простой метод, и вам не нужно будет что-то откусывать, пока вы это делаете.
Какую пропорцию припоя вы хотите использовать и где вы размещаете, это простой метод, и вам не нужно будет что-то откусывать, пока вы это делаете.
Поскольку сферическая проволока для припоя очень толстая и может повторять ваши латунные изделия, мы склонны выступать за то, чтобы проволока припоя была полностью плоской.Вы сэкономите много припоя, неправильно обращаясь с этой техникой.
После того, как вы выровняете свои полоски, вы хотите отрезать небольшую половину от плоского пространства, затем используйте пинцет, чтобы нанести припой на шов, который вы скрепляете. После этого капните флюс на припой.
Тем не менее, всегда подтверждайте, что вы предпринимаете шаги, чтобы избежать попадания флюса на ваши инструменты, так как флюс вызывает ржавчину.
Шаг № 6: Возьмите фонарь
Теперь вам нужно будет получить правильно очищенную сварочную горелку и заставить припой течь к вершине, которую вы создаете вместе со своей горелкой.
Когда вы нагреваете элементы, припой может продолжать течь к ним, поэтому убедитесь, что вы получаете припой повсюду, чтобы сваривать элементы.
Во-первых, вам придется зажечь факел, поэтому время от времени доводите пламя до нужного уровня. Неправильное обращение с низкотемпературной установкой нагревает латунные изделия. Может быть сложно заставить каждый из ваших латунных предметов поддерживать постоянную температуру в постоянное время, особенно если один из них больше, чем другой.
Итак, вам придется решить поджечь каждый кусочек пропорционально масштабу каждого куска.Чем больше кусок латуни, тем больше тепла вам придется приложить к нему.
Как только вы доведете латунные изделия до нужной температуры, вы увидите, как весь припой течет через несколько секунд и разворачивается в шов и другие области, на которые нанесен флюс.
Припой может содержать стык и внешний вид блестящий. после того, как вы это увидите, уберите пламя. Вы больше не хотите тепла.
Вы больше не хотите тепла.
Шаг 7. Охладите ваши вещи и очистите их
Теперь придется дать припою пару минут остыть.Как только вы обнаружите, что он остыл, вам придется промыть латунные предметы в раковине, чтобы избавиться от лишнего флюса. Теперь высушите свою деталь и очистите ее, поэтому у вас нет дополнительного припоя.
Как только это будет сделано, вы должны успешно приварить латунь к латуни.
Заключение
Теперь, когда вы получили всю необходимую информацию, чего еще вы ждете? Запачкайте руки и приступайте к сварке!
Если вам понравилась эта статья и вы хотели бы узнать больше о том, как сваривать латунь с латунью:
Пайка vs.Фьюзинг в ювелирном деле и когда что делать
Паять или сплавлять, вот в чем вопрос! В прямом смысле. Это вопрос, который мои ученики задают довольно часто. Поскольку плавление и пайка занимают первые места в моем списке методов кузнечного дела, я хочу поделиться с вами некоторыми своими наблюдениями и обсудить различия и достоинства каждого метода.
Это вопрос, который мои ученики задают довольно часто. Поскольку плавление и пайка занимают первые места в моем списке методов кузнечного дела, я хочу поделиться с вами некоторыми своими наблюдениями и обсудить различия и достоинства каждого метода.
Пайка включает в себя соединение металлов с использованием дополнительного металлического сплава, называемого припоем. Небольшой кусочек припоя помещается на соединение и нагревается с помощью горелки.Когда припой плавится, а затем остывает, металл соединяется в месте соединения, образуя прочную связь. Таким образом спаивают медь (даже если она чистая), серебро, латунь, бронзу и золото. Однако при нагревании этих металлов на поверхности образуется слой оксида меди, известный как накипь. Его необходимо удалить с помощью кислого раствора (называемого травлением) или путем напильника и шлифовки, прежде чем можно будет выполнить дополнительную пайку на изделии. Это занимает много времени, но необходимо для пайки.
Фьюзинг немного отличается. Этот метод требует использования чистых металлов, чистого или «чистого» серебра и 24-каратного золота, а не сплавов. Чтобы соединить (сплавить) эти два металла друг с другом, припой не требуется. На этот раз факел используется для быстрого плавления металла, и он соединяется (плавится) по мере остывания. Поскольку металлы чистые и не содержат меди (виновника образования накипи), обесцвечивания нет, и металл блестит так же, как и до нагревания факелом. Никакого надоедливого травления не требуется.
Этот метод требует использования чистых металлов, чистого или «чистого» серебра и 24-каратного золота, а не сплавов. Чтобы соединить (сплавить) эти два металла друг с другом, припой не требуется. На этот раз факел используется для быстрого плавления металла, и он соединяется (плавится) по мере остывания. Поскольку металлы чистые и не содержат меди (виновника образования накипи), обесцвечивания нет, и металл блестит так же, как и до нагревания факелом. Никакого надоедливого травления не требуется.
Теперь давайте сравним сплавленные и спаянные детали, чтобы увидеть, чем они отличаются.
 Один из недостатков заключается в том, что тонкое серебро сплавляется, не оставляя крошечного комочка на стыке. Расплавленный металл течет и следует за теплом факела, поэтому иногда, если пламя задерживается в одном месте, расплавленный металл может скопиться в этом месте и вызвать комок.
Один из недостатков заключается в том, что тонкое серебро сплавляется, не оставляя крошечного комочка на стыке. Расплавленный металл течет и следует за теплом факела, поэтому иногда, если пламя задерживается в одном месте, расплавленный металл может скопиться в этом месте и вызвать комок.Теперь взгляните на эти припаянные кольца ниже. Так как они сделаны из стерлингового серебра, меди и латуни, их нельзя оплавить. Если вы хотите работать с металлами, отличными от чистого серебра и чистого золота, требуется пайка.
Это медное кольцо готово к пайке. Медный припой (этот вид уже содержит флюс, поэтому дополнительный флюс не нужен) помещается под соединение, деталь нагревается горелкой. Припой затекает в соединение, создавая соединение. В этот момент шов все еще будет виден, и его необходимо спилить.Используйте напильник для ювелирных изделий или вытащите Dremel, чтобы удалить шов.
Далее, давайте посмотрим на пару изделий, которые я изготовил из чистого серебра и припаял кольца:
Проверьте прекрасный серебряный компонент. Видите, как все ссылки сидят на одном уровне? Чтобы иметь успешный плавкий предохранитель, соединения должны быть заподлицо. Теперь вот предохранитель. Вы действительно можете увидеть расплавленные соединения. Это классный, органичный вид, но не такой чистый, как припаянная версия.
Видите, как все ссылки сидят на одном уровне? Чтобы иметь успешный плавкий предохранитель, соединения должны быть заподлицо. Теперь вот предохранитель. Вы действительно можете увидеть расплавленные соединения. Это классный, органичный вид, но не такой чистый, как припаянная версия.
Кольца с медной проволокой готовы к работе.Паяная версия с неповрежденными кольцами и прочными соединениями.
Прекрасно смотрятся как спаянные медные, так и плавленые серебряные изделия; один органический (плавленое чистое серебро), а другой имеет более чистые линии (паяная медь). В сравнении ниже вы можете увидеть, как они выглядят после забивания молотком. Они готовы к включению в украшение.
Итак, подведем итоги. Фьюзинг лучше всего использовать для изготовления колец и цепочек. Компоненты могут быть сделаны с ним, но помните, что вы получите «расплавленный» вид, где части соединяются вместе.Фьюзинг работает только с чистыми металлами и имеет то преимущество, что не содержит накипи. Для придания прочности его следует закалить в тумблере.
Для придания прочности его следует закалить в тумблере.
Пайка используется для изготовления всех типов металлических компонентов. Вам нужно будет применить припой и флюс перед пайкой, и после того, как он проведет некоторое время под горелкой, вам нужно будет протравить (или напилить и отшлифовать) деталь, чтобы удалить накипь. Полученные детали имеют четкие линии и (надеюсь) не расплавленный металл.
Надеюсь, вам понравится экспериментировать с плавлением и пайкой так же, как и мне.Оба метода удобны и позволяют производить отличные ювелирные компоненты. — Кейт
Узнайте все о пайке вместе с Кейт из ее новой книги с DVD «Простая пайка » или сразу загрузите цифровую версию.
Пайка и плавление — рабочее серебро
Пайка против плавления
В чем разница между пайкой и плавлением? Каковы преимущества каждого метода и каковы трудности? Какие инструменты и оборудование необходимы для каждой техники? Это лишь некоторые из вопросов, которые нам часто задают в Worksilver.
Вот ответы.
Что такое пайка?
С точки зрения изготовления ювелирных изделий пайка представляет собой соединение двух кусков металла с другим металлическим сплавом, называемым припоем, с использованием тепла (горелки) и флюса. Небольшой кусочек припоя помещается на соединение и нагревается до точки текучести, что при охлаждении приводит к прочному соединению между частями. Паять можно многие металлы, используемые в ювелирном деле, в том числе стерлинговое серебро, чистое серебро, латунь, медь, золото и золото с наполнителем.
Сплавление, с другой стороны, возможно только с чистыми металлами, такими как чистое серебро (99.9% чистоты) и 24-каратного золота или некоторых «устойчивых к потускнению» серебряных сплавов, таких как True Silver, Sterlium Plus или Argentium. Сплавление достигается без использования припоя путем нагревания двух соприкасающихся кусков металла до температуры их плавления, в результате чего два куска соединяются (плавятся) в один кусок.
Поскольку при плавлении используются металлы, которые не окисляются в процессе нагрева, можно выполнить эту технику с меньшим количеством инструментов и расходных материалов, чем необходимо для пайки. Наиболее примечательным является отказ от использования флюса и припоя, а также необходимость очистки окисления с помощью травления (раствор слабой кислоты).
Плавка, при тщательном выполнении, дает чистое соединение с небольшой потребностью в дополнительной шлифовке или удалении лишнего металла. Однако, если деталь нагреть немного слишком сильно, металл будет иметь тенденцию к комкованию и создаст очень органичный результат (не всегда отрицательный результат, но его трудно контролировать)
(Изображение 1) правильно сплавленное кольцо
(Изображение 2) Некоторые проблемы, которые могут возникнуть при сплавлении. Первое кольцо было слишком сильно нагрето, второе не имело достаточно плотного соединения.
Пайка создает соединение, которое, хотя и не такое прочное, как сварное соединение, при правильной очистке и обработке становится практически невидимым.
(Изображение 3) Хорошо припаянное кольцо
Использование чистых металлов в ювелирных изделиях также имеет свои плюсы и минусы. Чистое серебро никогда не тускнеет, как стерлинговое серебро, но поскольку оно не содержит меди или другого металла, делающего его более твердым сплавом, оно невероятно мягкое и не подходит для некоторых ювелирных изделий. Кольца и браслеты, изготовленные из чистого серебра, могут погнуться и принять неправильную форму, в то время как изготовление звеньев цепи или безеля из того же материала может дать замечательные результаты.Поскольку чистое серебро такое мягкое и податливое, создавать текстурированные звенья и компоненты легко и весело.
Если вам любопытно и не терпится приступить к созданию прекрасных ювелирных компонентов или цепочек ручной работы, но вы не уверены в том, стоит ли полностью погрузиться в процесс и инвестировать в полную настройку паяльной станции, то попробовать свои силы в плавке — это отличное место для начала.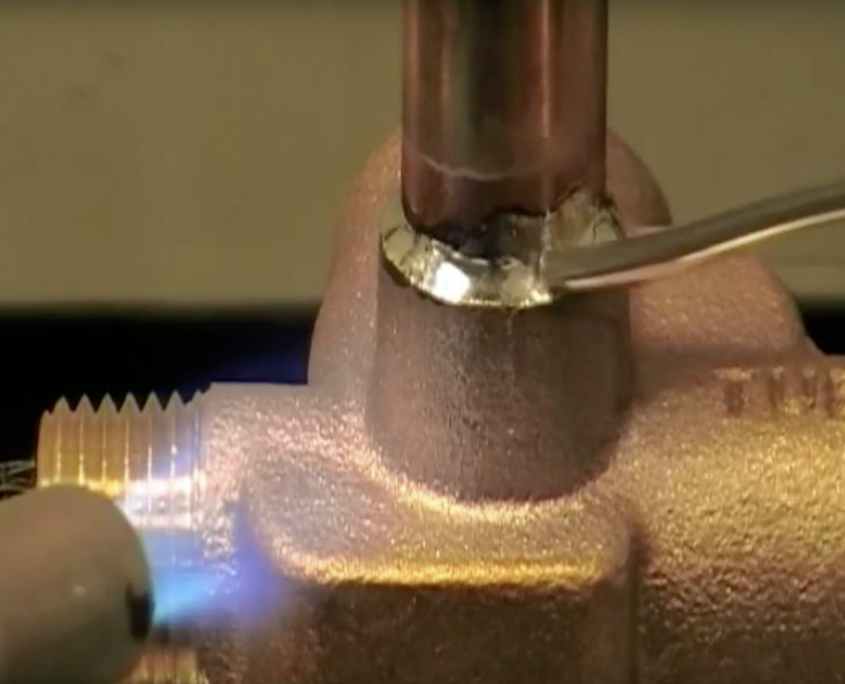 Основные инструменты, которые вам потребуются для успешного плавления:
Основные инструменты, которые вам потребуются для успешного плавления:
Горелка – микробутановая горелка достаточно горячая, чтобы плавить чистое серебро до 14-го калибра на угольном блоке, если кусок не слишком большой.
Поверхность для пайки – рекомендуется использовать древесный уголь, так как он способствует сохранению тепла, или огнеупорный кирпич
Чистое серебро
Инструменты для получения хорошего соединения для сплавления; плоскогубцы, кусачки, напильник
Какую бы технику вы ни выбрали, развлекайтесь и творите… и всегда будьте в безопасности!
Пайка рецептов украшений из латуни
Пайка рецептов украшений из латуниПодробнее о «рецептах пайки украшений из латуни»
ПАЙКА ИЗ ЛАТУНИ | БУСИНЫ И КОСТИ — YOUTUBE
08.08.2019 · Задумывались ли вы когда-нибудь, как профессиональные мастера по металлу получают самые совершенные швы? Секрет начинается с самого припоя! Вы узнаете о пайке бюстгальтера…
С youtube.com
Автор Украшения из бисера и костей Просмотров 12K
РЕЦЕПТ ДЛЯ ИЗГОТОВЛЕНИЯ НАТУРАЛЬНОГО ЮВЕЛИРНОГО РАСА СВОИМИ СВОИМИ РУКАМИ — …
25 04 2013 · Если вы работаете с металлом и используете тепло, кастрюля для рассола просто необходима. По сути, травление — это просто кислый раствор, удаляющий окисление и флюс…С natashalh.com
Отзывы 157 Расчетное время чтения 7 минут
КАК ПАЯТЬ ЛАТУНЬ — YOUTUBE
17.09.2014 · Посетите меня на Facebook: https://www.facebook.com/ethansdiecast?ref=hlС youtube.com
Автор Проекты Итана Просмотров 94K
ПАЙКА ИЗ ЛАТУНИ И МЕДИ: 12 ШАГОВ (С ИЗОБРАЖЕНИЯМИ …
Серебряный припой также частично смешивается с основным металлом, в то время как мягкий припой подобен поверхностному клею и сидит на поверхности меди и, таким образом, является более слабым соединением. Вы…С instructables.
 com
com Расчетное время чтения 8 мин.
ПАЯЛЬНАЯ МЕДЬ И AMP; ЛАТУННЫЕ МЕТАЛЛЫ В ЮВЕЛИРНОЙ СТУДИИ
2019-03-12 · Пайка меди и латуни может быть сложной задачей, но здесь, в нашей студии для сотрудников, мы используем недрагоценный металл для многих проектов.Все наши занятия для начинающих начинаются с этих двух металлов для изготовления деталей из смешанных металлов. Мы используем …От halsteadbead.com
ПАЙКА ЖЕЛТАЯ ЛАТУНЬ — ОБСУЖДЕНИЕ УКРАШЕНИЙ — ГАНОКСИН…
Обсуждение украшений. Мари_Мейер. 8 сентября 2016 г., 3:50 № 1. Я заинтересован в изготовлении изделия из смешанных металлов — желтой латуни, меди и стерлингового серебра. Кто-нибудь может посоветовать, что можно и к чему нельзя припаивать и какой припой использовать? Это может быть камень, который лучше всего будет смотреться на фоне желтой латуни — есть ли какая-то причина, по которой я…Из орхидея.ganoksin.com
Расчетное время чтения 3 мин.

ИЗГОТОВЛЕНИЕ ЮВЕЛИРНЫХ ИЗДЕЛИЙ ИЗ ЛАТУНИ: 6 ПРИЧИН БЫТЬ ПОКЛОННИКОМ ЛАТУНИ …
14.01.2013 · Пайка латуни. Паять украшения из латуни не так сложно, как вы думаете, особенно если у вас есть только один шаг для пайки. Для латуни есть только один вид припоя (нет твердого, мягкого и т. д., которые нужно понять и разделить, как для серебра), поэтому здесь нет путаницы, и он поставляется в виде простой в использовании пасты. Подробнее о пайке украшений из латуни можно узнать здесь и …Из переплет.com
Отзывы 420 Расчетное время чтения 5 мин.
КРАТКОЕ РУКОВОДСТВО ПО ПАЙКЕ ЛАТУНИ | ДЭВИДНИТ
03.05.2015 · Металлические детали, подлежащие соединению, нагревают кончиком утюга, чтобы они были достаточно горячими, чтобы расплавить нанесенный на них мягкий металлический припой. Для прочного соединения важно, чтобы сам металл плавил припой таким образом, а не расплавлял припой на наконечнике утюга и переходил на соединение, потому что это приведет к очень слабому соединению. Можно подумать…
Можно подумать… С davidneat.wordpress.com
Расчетное время чтения 13 минут
КАК РЕМОНТИРОВАТЬ ИЗДЕЛИЯ ИЗ ЛАТУНИ | БЫСТРЫЙ РЕМОНТ ЮВЕЛИРНЫХ ИЗДЕЛИЙ
08.05.2020 · В отличие от ювелирного золота и серебра, не существует стандартного «рецепта» для создания латуни, а это означает, что некоторые изделия из латуни могут содержать больше меди, чем цинка, или наоборот. Это прямо противоположно золоту и серебру — например, стерлинговое серебро означает, что металл всегда будет содержать 92.5% серебра.Из quickjewelryrepairs.com
Расчетное время чтения 3 мин.
6 ШАГОВ К ПАЯНИЮ УКРАШЕНИЙ — ПОДЕЛКИ ИЗ ЕЛИ
Взято с thesprucecrafts.com
Автор Tammy Powley Опубликовано 17 февраля 2008 г. Расчетное время прочтения 4 мин.
ПАЙКА МЕДИ И ЛАТУНИ: КАК ПАЯТЬ АЛЬТЕРНАТИВНО…
04.04.2012 · Пайка латуни: успешное травление. Karatium and Sterling Band Кэтрин Рихерт.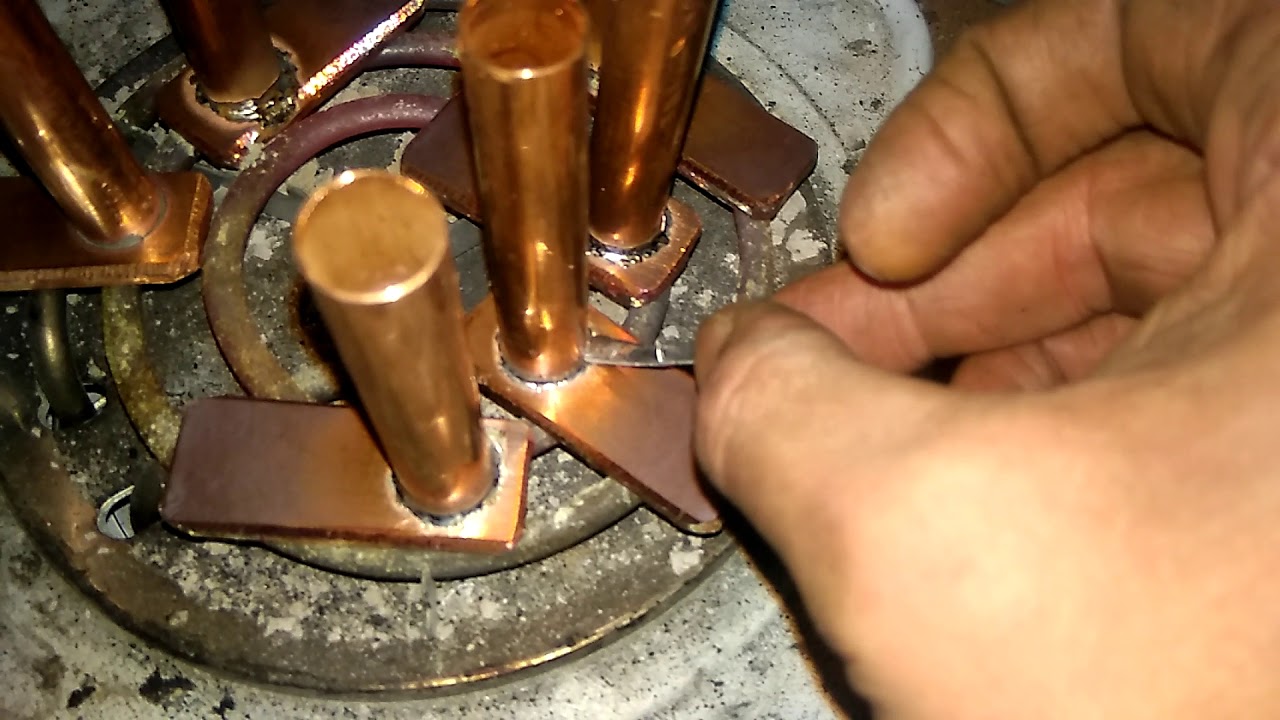 Если ваша латунь не такая медная после травления, «смешайте раствор из двух частей перекиси водорода [с] тремя частями белого уксуса [и] замочите в нем деталь на 20–30 минут, и латунь снова станет латунной. снимает медь с латуни Не хранить…
Если ваша латунь не такая медная после травления, «смешайте раствор из двух частей перекиси водорода [с] тремя частями белого уксуса [и] замочите в нем деталь на 20–30 минут, и латунь снова станет латунной. снимает медь с латуни Не хранить… С interweave.com
Отзывы 2 Расчетное время чтения 3 мин.
ИСПОЛЬЗУЕТЕ ЛИ ВЫ ПРАВИЛЬНОЕ ОГНЕЗАЩИТНОЕ ПОКРЫТИЕ ДЛЯ ПАЯНИ…
27 03 2019 · Предотвращайте образование накипи на украшениях после пайки.Один из лучших способов предотвратить образование накипи — смешать противопожарное покрытие, в которое вы будете окунать украшения перед пайкой. Он состоит из борной кислоты и изопропилового спирта. Раньше люди использовали денатурированный спирт. Имейте в виду, что денатурированный спирт может быть опасен. Когда он сожжен, …С gotcharocks.com
Расчетное время чтения 2 минуты
ДОМАШНИЙ РАССОЛ | ЮВЕЛИРНЫЙ БЛОГ | ИНФОРМАЦИЯ…
19 февраля 2016 · Травильный раствор используется для удаления окалины с металлических деталей после нагревания их горелкой, например, при отжиге или пайке. Не у всех есть специальный горшок для рассола или потребность или желание его иметь. Если вам нужно засолить всего несколько продуктов в течение года, возможно, приготовление собственного маринада — правильное решение для вас. Домашний рассол: принесите ½ стакана уксуса и ½ стакана…КАК ПАЯТЬ СТЕКЛЯННЫЕ КУЛОНКИ — КОЛЬЦА И ВЕЩИ — УКРАШЕНИЯ …
18.04.2013 · Никогда не используйте паяльник для ювелирных изделий из драгоценных металлов: это испортит украшение.Поэтому, если украшение изготовлено из серебра или золота, оно должно быть спаяно горелкой. Успешная пайка требует нагревания металлических деталей, а не только плавления припоя, поэтому, если деталь очень большая или толстая, она, вероятно, также припаяна горелкой. Ожерелье Mollie’s Poppy Field с припаянным кулоном состоит из двух …From blog.rings-things.com
Расчетное время чтения 8 минут
СОВЕТЫ ПО ПАЯНИЮ ЛАТУНИ | НАШИ РАЗВЛЕЧЕНИЯ
2009-09-27 · Процесс пайки на самом деле представляет собой не что иное, как склеивание двух кусков металла вместе, при этом припой является клеем. Поскольку латунь — это металл, сочетающий в себе красоту и долговечность, она имеет множество применений. Латунь содержит как медь, так и цинк и имеет высокую температуру плавления от 900 до 940 градусов по Фаренгейту. Когда вы используете простой припой, такой как один …
Поскольку латунь — это металл, сочетающий в себе красоту и долговечность, она имеет множество применений. Латунь содержит как медь, так и цинк и имеет высокую температуру плавления от 900 до 940 градусов по Фаренгейту. Когда вы используете простой припой, такой как один … От ourpastimes.com
Автор Пегги Эпштейн
РАБОТА С ЛАТУНЬЮ, ЧАСТЬ 3 — ПАЙКА ЛАТУНИ — НАКОНЕЧНИКИ КОРПУСОВ …
21.01.2015 · Пошаговая инструкция по пайке латуни. Шаг 0: Подготовьте рабочее место Безопасное рабочее место имеет важное значение.Уберите с участка все легковоспламеняющиеся материалы. Работайте в хорошо проветриваемом помещении или используйте небольшой вентилятор для удаления паров при пайке. Я использую огнеупорный кирпич, чтобы создать безопасную поверхность для пайки. Я часто использую два кирпича, ставя один за другим, один лежит горизонтально. Это создает …От cabaret.co.uk
Расчетное время чтения 7 минут
130 ИДЕЕЙ ДЛЯ ПАЯНИ В 2021 ГОДУ | ПАЙКА УКРАШЕНИЙ, ПАЙКА .
 .. 13 июня 2021 г. — Исследуйте доску Карен Сноуден «пайка», за которой следят 211 человек на Pinterest.Смотрите больше идей о пайке ювелирных изделий, пайке, уроки ювелирных изделий.
.. 13 июня 2021 г. — Исследуйте доску Карен Сноуден «пайка», за которой следят 211 человек на Pinterest.Смотрите больше идей о пайке ювелирных изделий, пайке, уроки ювелирных изделий. От pinterest.com
ЛАТУННЫЕ ШТАМПОВКИ С ПРИПАЯНЫМИ МЕТАЛЛАМИ — NUNN DESIGN …
Ювелирные изделия смешанной техники. Штамповка металла. Штамповка в молтонном припое. Латунь, залитая припоем, трубчатый ободок, припой подогрет до расплавленного состояния, несмонтированный резиновый штамп (покрытый чернильной подушечкой Versamark), помещенный в расплавленный припой, удалите штамп, когда припой затвердеет. Википаттерсон.От pinterest.com
РЕЦЕПТЫ ДЛЯ ФЛЮСОВ — LIVINGSTON JEWELERS
Рецепты флюса Это рецепты флюса, которые обычно используются в кузнечном деле.Флюс Припа Оригинальный рецепт флюса Джона Припа. … не забудьте использовать щетку без металлического наконечника. При нанесении этого флюса я предлагаю использовать «распылитель глазури». Я использую такой, который выглядит как набор трубок с шарниром. Дешевый, простой в использовании и легко чистится, когда флюс высыхает. Я использую …
Я использую такой, который выглядит как набор трубок с шарниром. Дешевый, простой в использовании и легко чистится, когда флюс высыхает. Я использую … От livingstonjewelers.com
КАКИЕ ПРИПОИ ИСПОЛЬЗУЮТСЯ В ИЗГОТОВЛЕНИИ ЮВЕЛИРНЫХ ИЗДЕЛИЙ? — ДРАГОЦЕННОЕ ОБЩЕСТВО
Припой — это небольшой кусочек легированного металла, который вы плавите, чтобы сплавить два других куска металла.Место сплавления металлов называется стыком. Припои бывают трех типов: твердые, средние и легкие. Каждый тип имеет разную температуру плавления. Твердо плавится при высокой температуре, средне плавится при более низкой температуре и легко плавится при еще более низкой температуре. При создании или …От gemsociety.org
КАК ПАЯТЬ ЮВЕЛИРНЫЕ ИЗДЕЛИЯ — ДОМАШНИЙ СКЛАД
Пайка — это процесс, при котором металлический сплав, называемый припоем, нагревают до точки плавления. Затем припой можно использовать для образования связи между двумя частями материала. Пайка ювелирных изделий — это вариант для тех, кто ищет ремонт своими руками сломанных деталей, таких как застежки, зажимы и манжеты. Если вы увлекаетесь ремонтом, вы можете найти множество применений для пайки ювелирных изделий и колец…
Пайка ювелирных изделий — это вариант для тех, кто ищет ремонт своими руками сломанных деталей, таких как застежки, зажимы и манжеты. Если вы увлекаетесь ремонтом, вы можете найти множество применений для пайки ювелирных изделий и колец… From homedepot.com
ПАЙКА 101 | ЮВЕЛИРНЫЕ ПРИНАДЛЕЖНОСТИ | КОЛЬЦА И AMP; ВЕЩИ
Серебряные и золотые украшения требуют твердой пайки. Компоненты из меди, латуни и бронзы также можно сплавлять твердыми припоями. В дополнение к флюсу твердые припои обычно также требуют использования травильных растворов для очистки и удаления окисления с поверхности готовой детали.Твердые серебряные припои подходят для сборки серебряных украшений, а также могут использоваться для сплавления латуни и/или меди…ЮВЕЛИРНАЯ ПАЙКА 101: FIRESCALE & ТРАВЛЕНИЕ
04.08.2015 · На стерлинговом серебре образуется много накипи, и вот почему: мастера по металлу несколько раз нагревают детали в процессе изготовления ювелирных изделий. Когда металл становится нагартованным, мы его отжигаем. Когда мы спаиваем стыки вместе, мы их поджигаем. Простое использование Flex Shaft или настольной полировальной машины также нагревает его, поэтому мы постоянно наносим оксиды меди на поверхность, где …
Когда металл становится нагартованным, мы его отжигаем. Когда мы спаиваем стыки вместе, мы их поджигаем. Простое использование Flex Shaft или настольной полировальной машины также нагревает его, поэтому мы постоянно наносим оксиды меди на поверхность, где … Из halsteadbead.ком
БРОНЗОВАЯ ПРОВОЛОКА ДЛЯ ПРИПОЯ, 20-GA. — ПОСТАВКА ЮВЕЛИРНЫХ ИЗДЕЛИЙ РИО-ГРАНДЕ
Компания Rio Grande производит ювелирные изделия из лучших ювелирных изделий и драгоценных камней, инструментов, расходных материалов и оборудования для ювелирных изделий, а также упаковки и экспонатов, необходимых для успеха вашего ювелирного бизнеса с 1944 года. Rio Grande предлагает конкурентоспособные цены, отличный сервис, удобство заказа и быстрая доставка товара. Серебро S 23,66 $ Золото G 1802,30 $ Платина PT …От riogrande.ком
НУЖНЫ НЕКОТОРЫЕ СОВЕТЫ ПО ПАЯКЕ ЛАТУНИ ИЛИ МЕДИ …
Изготовление металлических украшений → Нужны некоторые практические советы по пайке латуни или меди. 17 Нужны некоторые советы по пайке латуни или меди. Робин Миллер. (Округ Бакс, Пенсильвания) Я работаю с латунью и медью и хочу узнать, как использовать припой. Делает ли кто-нибудь это и может посоветовать, какой припой подойдет, использовать ли горелку или паяльник, …
17 Нужны некоторые советы по пайке латуни или меди. Робин Миллер. (Округ Бакс, Пенсильвания) Я работаю с латунью и медью и хочу узнать, как использовать припой. Делает ли кто-нибудь это и может посоветовать, какой припой подойдет, использовать ли горелку или паяльник, … Из jewelrymakingjournal.ком
НА РАССОЛЯХ, КИСЛОТЕ, МАРКИРОВКАХ И ПИЩЕВОЙ СОДЕ | НЭНСИ Л Т …
28.12.2020 · Этот рецепт предоставлен организацией Jewelry Studies International. … Пайка ювелирных изделий – Пайка пот, заподлицо или аппликация – Как припаять друг к другу два куска металла. Изучите приемы успешного соединения деталей разного размера и способы применения припоя. Связанные веб-страницы. 4 шага для успешной пайки – 4 шага помогут вам добиться пайки…От nancylhamilton.ком
ПОИСК ПО КАТЕГОРИЯМ — EBAY
Суммы, выделенные курсивом, относятся к товарам, перечисленным в валюте, отличной от канадских долларов, и являются приблизительным пересчетом в канадские доллары на основе конвертации BloombergС ebay.
 ca
ca ПАЙКА 101 – 4 ШАГА ДЛЯ УСПЕШНОЙ ПАЙКИ …
Припой. Припой — это клей, который скрепляет различные куски металла. Чтобы припой тек, металл должен быть чистым — весь, включая припой и флюс.Причина этого в том, что грязь, жир, оксиды и т. д. создают барьер между металлом и припоем. Думайте о грязной поверхности, как о полиэтиленовой пленке, покрывающей бутерброд с ветчиной (ваш потенциальный припой).От nancylhamilton.com
Вы в настоящее время на диете или просто хотите контролировать состав пищи и ингредиенты? Поможем подобрать рецепты по способу приготовления, пищевой ценности, ингредиентам…
Проверьте это »Связанный поиск
Различия между сваркой, пайкой и пайкой
1) UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www. uti.edu/disclosures.
uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к работе. На момент составления отчета около 6700 человек были трудоустроены в течение одного года после выпуска, что в общей сложности составляет 84%. Эта ставка не включает выпускников, недоступных для трудоустройства в связи с продолжающимся образованием, военной службой, состоянием здоровья, лишением свободы, смертью или статусом иностранного студента.В рейтинг входят выпускники, прошедшие программы повышения квалификации для производителей, и лица, занятые на должностях которые были получены до или во время обучения в области ИМП, при этом основные должностные обязанности после его окончания совпадают с образовательными и учебными целями программы. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
5) Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве техников для автомобилей, дизельных двигателей, ремонта после столкновений, мотоциклов и морских техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от
в качестве техника, например: помощник по запчастям, автор услуг, производитель, покраска и подготовка к покраске, а также владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от
в качестве техника, например: помощник по запчастям, автор услуг, производитель, покраска и подготовка к покраске, а также владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
6) Достижения выпускников УТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.ИМП это учебное заведение и не может гарантировать трудоустройство или заработную плату.
7) Для прохождения некоторых программ может потребоваться более одного года.
10) Финансовая помощь, стипендии и гранты предоставляются тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и штата.
11) См. сведения о программе, чтобы узнать о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных Бюро статистики труда США, прогнозы занятости (2016–2026 гг.), www.bls.gov, просмотрено 24 октября 2017 г. Прогнозируемое количество вакансии по классификации должностей: Техники и механики по обслуживанию автомобилей, 75 900; Специалисты по механике автобусов и грузовиков и дизельным двигателям, 28 300 человек; Кузовные и смежные ремонтные мастерские, 17 200. Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и права сотрудников определяются работодателем и доступны в определенных местах. Могут действовать особые условия.Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем регионе.
15) Оплачиваемые производителем программы повышения квалификации проводятся UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI. Программы доступны в некоторых местах.
Программы доступны в некоторых местах.
16) Не все программы аккредитованы ASE Education Foundation.
20) Пособия по программе VA могут быть доступны не во всех кампусах.
21) GI Bill® является зарегистрированным товарным знаком США.С. Департамент по делам ветеранов (ВА). Дополнительную информацию о льготах на образование, предлагаемых VA, можно найти на официальном сайте правительства США.
22) Грант Salute to Service предоставляется всем ветеранам во всех кампусах. Программа Yellow Ribbon утверждена в наших кампусах в Эйвондейле, Далласе/Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников для работы в качестве автомехаников начального уровня.Выпускники, изучающие факультативы, посвященные NASCAR, также могут иметь возможность трудоустройства в отраслях, связанных с гонками. Из выпускников 2019 года, сдавших факультативы,
примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Ориентировочная средняя годовая заработная плата техников и механиков по обслуживанию автомобилей в Бюро статистики труда США по занятости и заработной плате, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Достижения выпускников UTI могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Зарплата начального уровня ниже. Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников, таких как сервисный писатель, инспектор смога и менеджер по запчастям.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023), составляет от 32 140 до 53 430 долларов США (Массачусетс Labour and Workforce Development, данные за май 2020 г. , просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.59. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда, Министерство труда США, Профессиональная занятость и заработная плата, май 2020 г. Техники и механики автомобильного обслуживания, просмотрено 2 июня 2021 г.) Статистика занятости и заработной платы Бюро статистики труда США, май 2020 г.UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов.
, просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.59. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда, Министерство труда США, Профессиональная занятость и заработная плата, май 2020 г. Техники и механики автомобильного обслуживания, просмотрено 2 июня 2021 г.) Статистика занятости и заработной платы Бюро статистики труда США, май 2020 г.UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Зарплата начального уровня ниже. Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, таких как инспектор и контроль качества.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и сварщиками в Содружестве Массачусетса (51-4121), составляет от 36 160 до 50 810 долларов США (Развитие труда и рабочей силы штата Массачусетс, май Данные за 2020 г., просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.
Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Зарплата начального уровня ниже. Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, таких как инспектор и контроль качества.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и сварщиками в Содружестве Массачусетса (51-4121), составляет от 36 160 до 50 810 долларов США (Развитие труда и рабочей силы штата Массачусетс, май Данные за 2020 г., просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов. 28. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 16,97 и 14,24 доллара соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Сварщики, резчики, припойщики и сварщики, просмотрено 2 июня 2021 г.)
28. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 16,97 и 14,24 доллара соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Сварщики, резчики, припойщики и сварщики, просмотрено 2 июня 2021 г.)
27) Не включает время, необходимое для прохождения квалификационной программы предварительных условий. 18 недель плюс дополнительные 12 недель или 24 недели обучения для конкретного производителя, в зависимости от производителя.
28) Ориентировочная средняя годовая заработная плата специалистов по ремонту автомобильных кузовов и связанных с ними ремонтных мастерских согласно данным Бюро статистики труда США о занятости и заработной плате, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Зарплата начального уровня ниже.Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, оценщик, оценщик и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве ремонтников автомобильных кузовов и связанных с ними автомобилей (49-3021) в Содружестве Массачусетса, составляет от 30 400 до 34 240 долларов США (Развитие труда и рабочей силы Массачусетса, данные за май 2020 г., просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Зарплата начального уровня ниже.Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, оценщик, оценщик и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве ремонтников автомобильных кузовов и связанных с ними автомобилей (49-3021) в Содружестве Массачусетса, составляет от 30 400 до 34 240 долларов США (Развитие труда и рабочей силы Массачусетса, данные за май 2020 г., просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных техников по ДТП в Северной Каролине, опубликованная в мае 2021 года, составляет 23,40 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Automotive Body and Related Repairers, просмотрено 2 июня 2021 г.)
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных техников по ДТП в Северной Каролине, опубликованная в мае 2021 года, составляет 23,40 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Automotive Body and Related Repairers, просмотрено 2 июня 2021 г.)
29) Ориентировочная средняя годовая заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в отчете Бюро статистики труда США о занятости и заработной плате, май 2020 г. UTI является образовательным учреждения и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.Зарплата начального уровня ниже. Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве техников-дизелистов. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от должности техника по дизельным грузовикам, например, техник по техническому обслуживанию, техник по локомотивам и техник по морским дизельным двигателям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков и специалистов по дизельным двигателям (49-3031) в штате Массачусетс, составляет от 32 360 до 94 400 долларов США (Massachusetts Labor and Workforce Development, Данные за 2020 г., просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.Зарплата начального уровня ниже. Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве техников-дизелистов. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от должности техника по дизельным грузовикам, например, техник по техническому обслуживанию, техник по локомотивам и техник по морским дизельным двигателям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков и специалистов по дизельным двигателям (49-3031) в штате Массачусетс, составляет от 32 360 до 94 400 долларов США (Massachusetts Labor and Workforce Development, Данные за 2020 г., просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 23,20 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотрено 2 июня 2021 г.)
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 23,20 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотрено 2 июня 2021 г.)
30) Ориентировочная средняя годовая заработная плата механиков мотоциклов в отчете Бюро статистики труда США о занятости и заработной плате, май 2020 г. MMI является образовательным учреждением и не может гарантировать занятость или заработную плату. Достижения выпускников ММИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.Зарплата начального уровня ниже. Программы MMI готовят выпускников к карьере в отраслях с использованием предоставляемого обучения, в первую очередь в качестве техников по мотоциклам. Некоторые выпускники MMI устраиваются на работу в рамках своей области обучения на должности, отличные от техников, например, автор услуг, техническое обслуживание оборудования и помощник по запчастям. Информация о заработной плате для Содружества Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетс, составляет 30 660 долларов США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2020 г., просмотрено 19 января 2022 г., https://лми.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных специалистов по ремонту мотоциклов в Северной Каролине, опубликованная в мае 2021 года, составляет 15,94 доллара США.
Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.Зарплата начального уровня ниже. Программы MMI готовят выпускников к карьере в отраслях с использованием предоставляемого обучения, в первую очередь в качестве техников по мотоциклам. Некоторые выпускники MMI устраиваются на работу в рамках своей области обучения на должности, отличные от техников, например, автор услуг, техническое обслуживание оборудования и помощник по запчастям. Информация о заработной плате для Содружества Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетс, составляет 30 660 долларов США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2020 г., просмотрено 19 января 2022 г., https://лми.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных специалистов по ремонту мотоциклов в Северной Каролине, опубликованная в мае 2021 года, составляет 15,94 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 12,31 и 10,56 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Мотоциклетная механика, просмотрено 2 июня 2021 г.)
Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 12,31 и 10,56 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Мотоциклетная механика, просмотрено 2 июня 2021 г.)
31) Ориентировочная средняя годовая заработная плата механиков моторных лодок и техников по профессиональной занятости и заработной плате Бюро статистики труда США, май 2020 г. MMI является образовательным учреждением и не может гарантировать трудоустройство или оплата труда. Достижения выпускников ММИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.Зарплата начального уровня ниже. Программы MMI готовят выпускников к карьере в отраслях с использованием предоставляемого обучения, в первую очередь в качестве морских техников.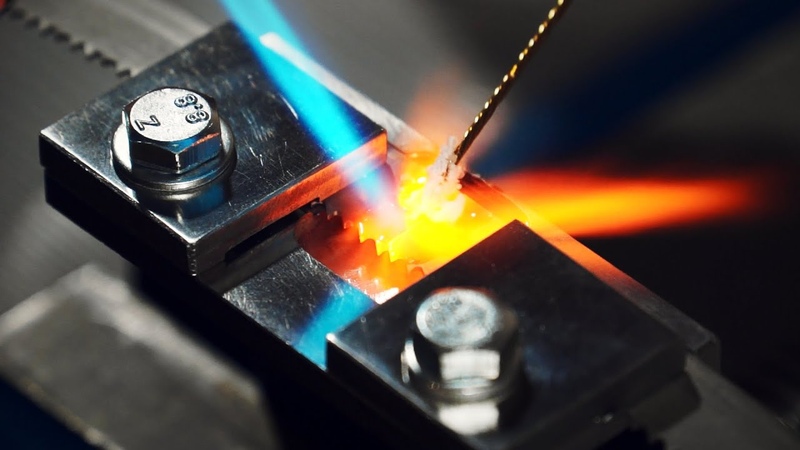 Некоторые выпускники MMI устраиваются на работу в рамках своей области обучения на должности, отличные от техников, например, по обслуживанию оборудования, инспектору и помощнику по запчастям. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в Содружестве Массачусетс, составляет от 32 760 до 42 570 долларов США (Развитие труда и рабочей силы Массачусетса, данные за май 2020 г., просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18,61 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 15,18 и 12,87 долларов соответственно.
Некоторые выпускники MMI устраиваются на работу в рамках своей области обучения на должности, отличные от техников, например, по обслуживанию оборудования, инспектору и помощнику по запчастям. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в Содружестве Массачусетс, составляет от 32 760 до 42 570 долларов США (Развитие труда и рабочей силы Массачусетса, данные за май 2020 г., просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18,61 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 15,18 и 12,87 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Механики моторных лодок и техники по обслуживанию, просмотрено 2 июня 2021 г.)
(Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Механики моторных лодок и техники по обслуживанию, просмотрено 2 июня 2021 г.)
33) Курсы различаются в зависимости от кампуса. Для получения подробной информации свяжитесь с представителем программы в кампусе, в котором вы заинтересованы.
34) Ориентировочная средняя годовая заработная плата операторов станков с числовым программным управлением в отчете Бюро статистики труда США о занятости и заработной плате, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут различаться.Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Зарплата начального уровня ниже. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по обработке с ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников, таких как оператор станков с ЧПУ, ученик машиниста и инспектор по обработанным деталям.Информация о заработной плате для Содружества Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением по металлу и пластмассе (51-4011) в Содружестве Массачусетса, составляет 35 140 долларов США (Развитие труда и рабочей силы штата Массачусетс, май 2020 г.). данные, просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.24. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 16,56 и 13,97 долларов соответственно.
Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников, таких как оператор станков с ЧПУ, ученик машиниста и инспектор по обработанным деталям.Информация о заработной плате для Содружества Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением по металлу и пластмассе (51-4011) в Содружестве Массачусетса, составляет 35 140 долларов США (Развитие труда и рабочей силы штата Массачусетс, май 2020 г.). данные, просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.24. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Операторы станков с числовым программным управлением, дата просмотра 2 июня 2021 г.) Программа. Участвующие работодатели свяжутся с отобранными кандидатами для проведения собеседований.Решения о найме, удержании сотрудников и компенсации принимаются исключительно потенциальным работодателем. Участие работодателей и детали программы могут быть изменены. За дополнительной информацией обращайтесь в Службу занятости. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату.
(Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Операторы станков с числовым программным управлением, дата просмотра 2 июня 2021 г.) Программа. Участвующие работодатели свяжутся с отобранными кандидатами для проведения собеседований.Решения о найме, удержании сотрудников и компенсации принимаются исключительно потенциальным работодателем. Участие работодателей и детали программы могут быть изменены. За дополнительной информацией обращайтесь в Службу занятости. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату.
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Для получения информации о результатах программы и другой раскрытой информации посетите сайт www.uti.edu/раскрытия.
38) Бюро статистики труда США прогнозирует, что общая занятость в стране по каждой из следующих профессий к 2030 году составит: Техники и механики автомобильного обслуживания, 705 900; Сварщики, резчики, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик
Специалисты по механике и дизельным двигателям — 296 800 человек; Кузовные и связанные с ними ремонтные мастерские — 161 800; и операторы станков с числовым программным управлением, 154 500 человек. См. Таблицу 1.2. Занятость по профессиям, 2020 г. и прогноз на 2030 г., США.S. Бюро статистики труда, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
39) Повышение квалификации доступно для выпускников только при наличии курса и свободных мест. Студенты несут ответственность за любые другие расходы, такие как плата за лабораторные работы, связанные с курсом.
41) Бюро трудовой статистики США прогнозирует, что в период с 2020 по 2030 год для специалистов по обслуживанию автомобилей и механиков в среднем ежегодно будет открываться 69 000 вакансий.Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. таблицу
1.10 Профессиональные увольнения и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI — это образовательное учреждение.
и не может гарантировать занятость или заработную плату. Обновлено 18 ноября 2021 г.
Обновлено 18 ноября 2021 г.
42) Бюро статистики труда США прогнозирует ежегодное открытие в среднем 49 200 вакансий для сварщиков, резчиков, паяльников и сварщиков в период с 2020 по 2030 год.Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. таблицу 1.10 Профессиональные увольнения и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI — это образовательное учреждение. и не может гарантировать занятость или заработную плату. Обновлено 18 ноября 2021 г.
43) По прогнозам Бюро статистики труда США, для механиков автобусов и грузовиков и специалистов по дизельным двигателям в период с 2020 по 2030 год ежегодно будет открываться в среднем 28 100 вакансий.Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами.
См. Таблицу 1.10. Увольнения по профессиям и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. учреждения и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
учреждения и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
44) Бюро статистики труда США прогнозирует ежегодное открытие в среднем 15 200 вакансий в период с 2020 по 2030 год для компаний, занимающихся ремонтом кузовов и связанных с ними автомобилей.Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. Таблицу 1.10. Профессиональные увольнения и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI — это образовательное учреждение. и не может гарантировать занятость или заработную плату. Обновлено 18 ноября 2021 г.
45) Согласно прогнозам Бюро статистики труда США, для операторов станков с числовым программным управлением в период с 2020 по 2030 год ежегодно будет открываться в среднем 16 500 вакансий.Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. Видеть
Таблица 1.10. Увольнения по профессиям и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www. bls.gov, просмотрено 18 ноября 2021 г.
учреждения и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
bls.gov, просмотрено 18 ноября 2021 г.
учреждения и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
46) Учащиеся должны поддерживать минимальный средний балл 3,5 и посещаемость 95%.
47) Бюро статистики труда США прогнозирует, что к 2030 году общая занятость техников и механиков автомобильного обслуживания в стране составит 705 900 человек.См. Таблицу 1.2. Занятость по роду занятий, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 года.
48) Бюро статистики труда США прогнозирует, что к 2030 году общая занятость в стране для механиков автобусов и грузовых автомобилей и специалистов по дизельным двигателям составит 296 800 человек. У.S. Бюро статистики труда, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
Обновлено 18 ноября 2021 г.
49) Бюро статистики труда США прогнозирует, что к 2030 г. общая занятость в автомобильных кузовных и смежных ремонтных мастерских составит 161 800 человек. Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Обновлено в ноябре 18, 2021.
50) Бюро статистики труда США прогнозирует, что к 2030 году общая занятость сварщиков, резчиков, паяльщиков и сварщиков в стране составит 452 400 человек. Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Обновлено в ноябре 18, 2021.
51) Бюро статистики труда США прогнозирует, что к 2030 году общая занятость операторов станков с числовым программным управлением в стране составит 154 500 человек.См. Таблицу 1.2. Занятость по роду занятий, 2020 г. и прогноз на 2030 г. , Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
52) Бюро статистики труда США прогнозирует среднегодовое количество вакансий по стране в каждой из следующих профессий в период с 2020 по 2030 год: техников и механиков по обслуживанию автомобилей, 69 000; Механика автобусов и грузовиков и дизельный двигатель Специалисты — 28 100 человек; и сварщики, резчики, паяльщики и паяльщики — 49 200 человек.Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. Таблицу 1.10 Увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро США. of Labor Statistics, www.bls.gov, просмотрено 18 ноября 2021 года. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Утверждено 18 ноября 2021 г.
53) Бюро статистики труда США прогнозирует, что к 2030 г. общая занятость в стране по каждой из следующих профессий составит: Техники и механики по обслуживанию автомобилей — 705 900 человек; Сварщики, резчики, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик
Специалисты по механике и дизельным двигателям, 296 800 человек.См. Таблицу 1.2. Занятость по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
общая занятость в стране по каждой из следующих профессий составит: Техники и механики по обслуживанию автомобилей — 705 900 человек; Сварщики, резчики, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик
Специалисты по механике и дизельным двигателям, 296 800 человек.См. Таблицу 1.2. Занятость по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета высшего образования штата Иллинойс.
Ступени, используемые для пайки латуни
Латунные квадратные трубки и другие детали из латуни популярны благодаря своей пластичности, долговечности и красоте.Несмотря на все это, все еще бывают случаи, когда латунь может повредиться, треснуть, а иногда даже полностью отломиться. Когда это происходит, некоторые совершают ошибку, немедленно заменяя и выбрасывая поврежденную часть, а поврежденные части просто выбрасывают. Правда в том, что есть еще способ спаять эти металлические детали. Вот краткое руководство по пайке латуни.
Когда это происходит, некоторые совершают ошибку, немедленно заменяя и выбрасывая поврежденную часть, а поврежденные части просто выбрасывают. Правда в том, что есть еще способ спаять эти металлические детали. Вот краткое руководство по пайке латуни.
Пайка во многом зависит от наличия всех необходимых инструментов и наличия хорошего рабочего места.Соберите следующие материалы:
- Паяльная горелка
- Предпочтительная марка припоя и флюса
- Огнеупорный кирпич
- Молоток
- Пинцет
- Напильник по металлу
- Осколки латуни
- Шлифовальная подушка
- Тампон со спиртом
Найдите чистое место, где можно безопасно паять. Уберите все легковоспламеняющиеся предметы и выберите хорошо проветриваемое место. Небольшой вентилятор также поможет сдуть пары.Вы также можете создать небольшое, но безопасное пространство для пайки, используя огнеупорные кирпичи, чтобы удерживать тепло от паяльной лампы.
Чем чище латунные детали, тем лучше результаты пайки. Отшлифуйте детали, которые необходимо припаять, с помощью наждачной бумаги или чего-то подобного. Обязательно удалите слой лака, иначе припой не прилипнет. После подачи протрите поверхность спиртом, чтобы удалить все масла и мелкие частицы.
Шаг 4. Нанесение флюса и припояФлюс представляет собой прозрачную жидкость, которая добавляется в припой для создания более прочного соединения.Припой обычно представляет собой круглую проволоку, что затрудняет его приклеивание и удержание на месте. Тем не менее, растирание материала поможет ему оставаться ровным. Добавьте каплю флюса в припой. Не допускайте контакта флюса с вашими инструментами, потому что он вызывает коррозию.
Шаг 5: Нагрев Усильте связь с помощью факела. Приложите равное количество тепла с обеих сторон, чтобы склеить кусочки вместе. Непрерывно перемещайте пламя, чтобы тепло распространилось по всей латунной детали. Обратите особое внимание, чтобы избежать перегрева.
Обратите особое внимание, чтобы избежать перегрева.
Дайте только что припаянным деталям остыть, чтобы они правильно застыли, прежде чем чистить их. Высушите и очистите от излишков припоя и остатков флюса. Если вы были очень осторожны, не должно быть слишком много лишнего, с чем можно было бы иметь дело.
Практика, практика, практикаСначала паять латунь будет непросто, но со временем и практикой вы постепенно освоите эту технику и будете ремонтировать сломанные детали, как профессионал.
Источники:
Краткое руководство по пайке латуни, DavidNeat.Wordpress.com
Работа с латунью, Часть 3 — Пайка латуни — Советы Дага 15, Cabaret.co.uk
.