Как запаять медную трубку газовой колонки: как согнуть медную трубку
Очень часто люди, имеющие в своей квартире бытовой газ, задаются вопросом, как запаять медную трубку, которая по разным причинам может быть повреждена. Микроотверстия появляются чаще всего по причине превышения срока службы колонки. Однако, такие вещи вполне возможно выполнить своими силами. Что вам понадобится в этой работе:
- флюс паяльный;
- паяльник;
- припой;
- наждачка;
- растворитель и всякая ветошь.
Для начала надо подготовить саму колонку к восстановительным работам. Кроме того, вам необходимо знать, как развальцевать медную трубку в домашних условиях подручными средствами. Вам следует купить припой не текучий и тугоплавкий какой-нибудь популярной марки. Можно использовать проволочный с канифолью, как вариант. Также потребуется флюс, не требующий промывки.
Как паять медные трубы
Перед началом работ спускаем всю воду из теплообменника, открутив накидную гайку с подающей воду трубы. Остатки жидкости следует продуть насосом или обычным пылесосом. Приготовьте паяльник мощностью не менее 100 Вт. Здесь следует уточнить, каким припоем паять медные трубы, используйте распространенную марку ПОС-61или аналогичный. Зачищайте наждачной бумагой место пайки до устранения зеленого оттенка. Затем, протрите растворителем зачищенное место, для удаления пятен и остатков пыли. Обмотайте концы трубок ветошью, чтобы не обжечься и приступайте.
Для тех, кто интересуется не столько вопросом ремонта теплообменника, сколько вопросом «как заглушить медную трубу», описываемая процедура также поможет. Запаяв окончание, вы тем самым надежно закупорите изделие от пропускания жидкости. Продолжим, залудите место пайки и смажьте флюсом, затем паяльником с нанесенным на него припоем прижмите место пайки. Наложите облуженную проволоку на прогретое место стыка, желательно дополнительно добавить припой.
Как согнуть медную трубку
Есть несколько способов согнуть медную трубку в спираль, либо просто под определенным углом. Компания «Региональный дом металла» рекомендует выполнять процедуру с помощью пружины из качественной стали с большим количеством витков. Пружина должна свободно проворачиваться внутри трубки и иметь длину несколько больше, чем длина сгибаемого изделия.
Так как согнуть медную трубу можно несколькими способами, помимо пружины, вы можете использовать газовую горелку. Вы можете придать необходимую форму, когда цвет трубы заметно изменится, что будет свидетельствовать о достаточной степени нагрева.
При помощи пайки вы устраняете не только протечку, но и решаете вопрос как соединить медные трубки между собой без использования фитингов.
Как спаять медь и латунь
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия.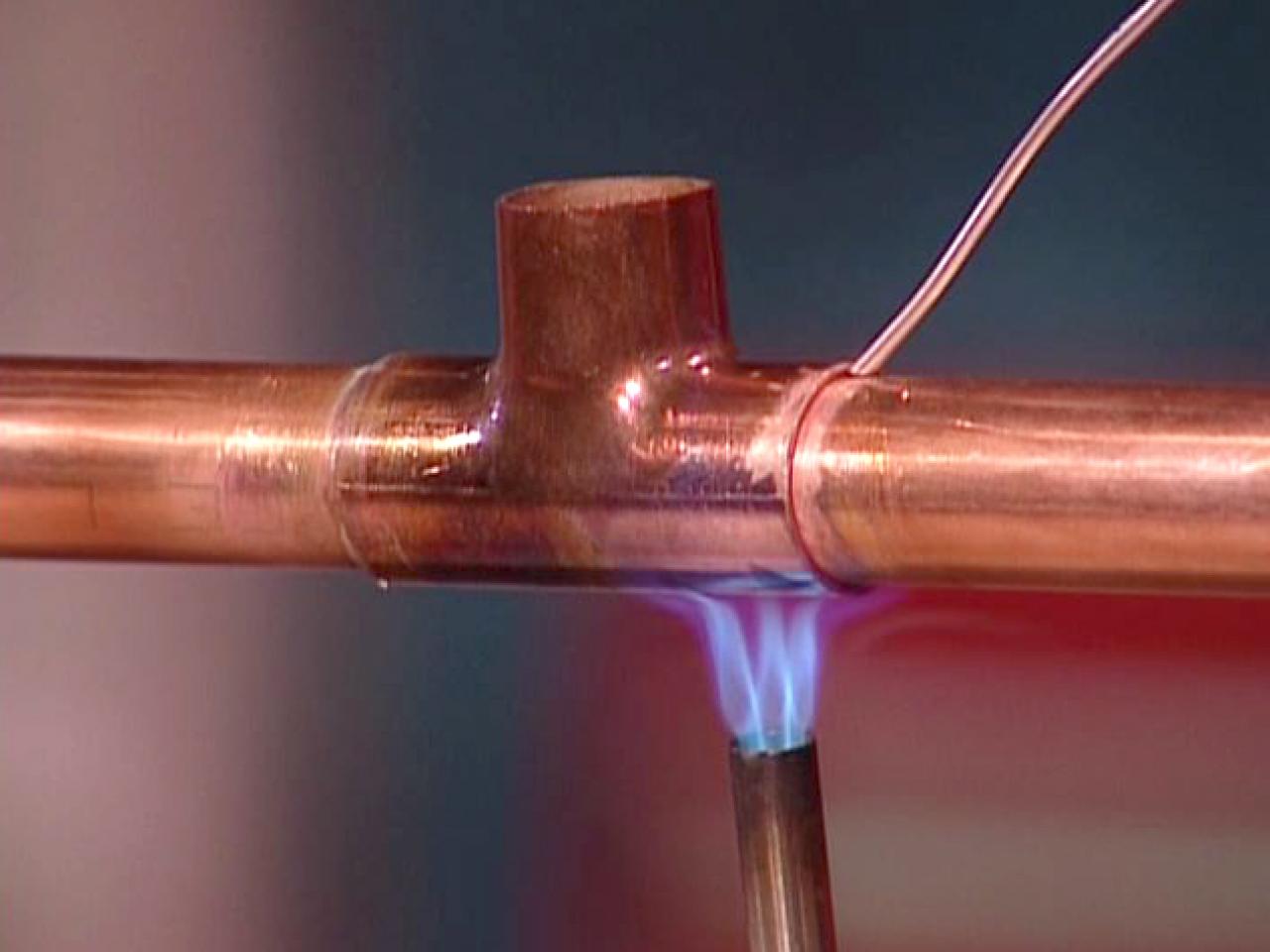 Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Преимущества и недостатки
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.
При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование высокотемпературного варианта пайки невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия.
Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
 Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.:max_bytes(150000):strip_icc()/GettyImages-96364335-5797829b3df78ceb865033aa.jpg)
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
- сначала место предполагаемого соединения двух деталей обрабатывается подходящим по составу флюсом, после чего на него насыпается мелко наструганная крошка материала припоя;
- после этого можно приступать к прогреву латуни (только в месте соединения!) с помощью ранее подготовленной горелки;
- после расплавления материала припоя и заполнения жидким составом имеющихся между деталями зазоров следует выключить горелку и дождаться остывания места соединения.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
В быту нередко встречаются изделия из латуни. Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является медно-цинковым сплавом, в который во время производства добавляют олово, алюминий и другие металлы. Бронза – это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
О флюсах
Их задача – удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. Серебряные припои ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов.![]() Приготовить припой можно и в домашних условиях.
Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.

Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом – концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить – нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.
В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
1 Основы пайки и области применения
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.
Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов. Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.
Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
2 Пайка латуни – особенности материалов
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать.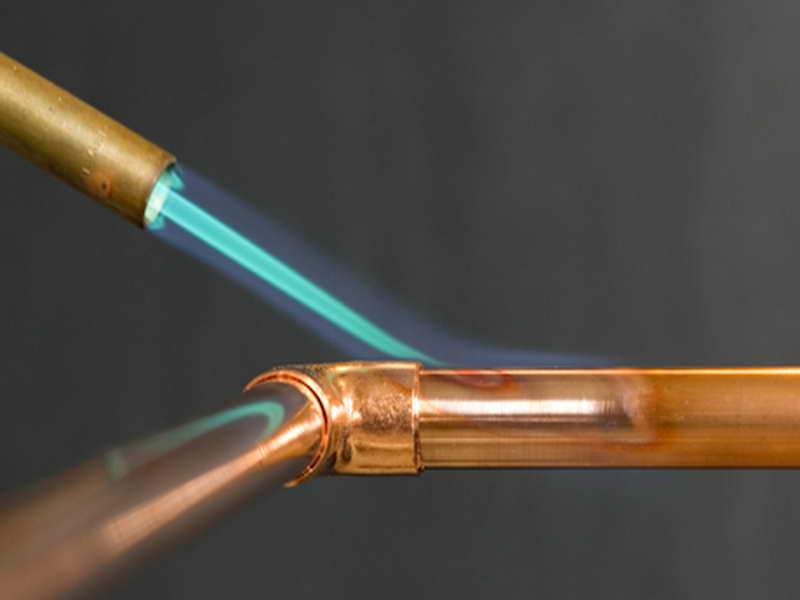 При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой.
3 Как паять латунь – инструкция для домашнего применения
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.
Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.
Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Меднение в домашних условиях — 2 самых эффективных способа
Меднение детали, без опускания в раствор
- небольшие медные пластины,
- несколько метров токопроводящей проволоки;
- источник тока, с напряжением до 6 В;
- рекомендуется также использовать реостат, для регулирования тока и амперметр.
Порядок работы
- В качестве жидкости, хорошо растворяющей медь, применяется обычный электролит. Его можно купить или приготовить в домашних условиях. Для этого потребуется 3 мл серной кислоты, на каждые 100 мл дистиллированной воды. Необходимый раствор, можно получить, добавив в полученный электролит до 20 гр. медного купороса.
- Перед началом процесса меднения детали, ее необходимо очистить наждачкой, чтобы снять оксидную пленку с поверхности.
- Затем, деталь обезжиривается горячим содовым раствором, и промывается чистой водой.
- В стеклянную емкость, нужного объема, наливается приготовленный раствор электролита.
- Затем, туда опускаются две медные пластины, на токопроводящих проводах. Между двумя медными пластинами подвешивается, предназначенная для меднения в домашних условиях деталь, на аналогичном проводе. Необходимо проследить, чтобы медные пластины и деталь были полностью залиты раствором электролита.
- На следующем этапе, концы проводов от медных пластин подсоединяются к плюсовой, а обрабатываемая деталь к минусовой клеммам источника тока. Последовательно, в созданную электрическую цепь нужно подсоединить реостат и амперметр. После включения тока в цепи, он реостатом устанавливается в пределах 15 мА на 1 см? площади поверхности детали.
- Выдержав, обрабатываемую деталь в растворе, в пределах 15-20 минут, нужно выключить электропитание и извлечь изделие из раствора. За этот непродолжительный промежуток времени, поверхность детали покроется тонким слоем меди. Толщина покрытия будет зависеть от продолжительности процесса меднения. Таким образом, можно достичь меднения поверхности любого изделия слоем в 300 мкм и более.
 Его можно купить или приготовить в домашних условиях. Для этого потребуется 3 мл серной кислоты, на каждые 100 мл дистиллированной воды. Необходимый раствор, можно получить, добавив в полученный электролит до 20 гр. медного купороса.
Его можно купить или приготовить в домашних условиях. Для этого потребуется 3 мл серной кислоты, на каждые 100 мл дистиллированной воды. Необходимый раствор, можно получить, добавив в полученный электролит до 20 гр. медного купороса. Последовательно, в созданную электрическую цепь нужно подсоединить реостат и амперметр. После включения тока в цепи, он реостатом устанавливается в пределах 15 мА на 1 см? площади поверхности детали.
Последовательно, в созданную электрическую цепь нужно подсоединить реостат и амперметр. После включения тока в цепи, он реостатом устанавливается в пределах 15 мА на 1 см? площади поверхности детали.Второй способ меднения в домашних условиях металлических изделий, подразумевает выполнение этого процесса без опускания обрабатываемой детали в раствор электролита.
Этот вариант подходит для нанесения покрытия на цинковые и алюминиевые изделия.
Порядок работы
- Для этого способа меднения потребуется многожильный медный провод, с двух концов которого, необходимо снять изоляцию. С одной стороны мягкий провод нужно растеребить. Таким образом получается изделие в виде кисточки. Чтобы удобнее в дальнейшем было работать, к этому концу провода нужно привязать твердый предмет в виде рукоятки. Второй очищенный конец провода нужно соединить к положительной клемме источника электрического тока. Напряжение не должно превышать 6 В.
- Ранее описанным способом нужно приготовить электролит, размешанный с медным купоросом. В этом методе меднения деталей, раствор можно наливать в любую посуду. Рекомендуется выбрать широкую тару, чтобы было удобно макать медную кисточку из проволоки. Далее необходимо небольшую металлическую деталь положить в эту посуду, с невысокими краями. Предварительно ее нужно очистить, прокипятить в жидкости со стиральным порошком, и промыть. Эту деталь нужно соединить с помощью провода к отрицательной клемме источника тока, с напряжением 6 В.
- Процесс меднения происходит следующим образом. Растеребленный конец медной проволоки нужно периодически обмакивать в растворе электролита, с медным купоросом и проводить вдоль детали, не прикасаясь «кистью» к ее поверхности. Но нужно предусмотреть, чтобы между концом кисти и деталью был небольшой слой раствора (катод и анод должны быть всегда смочены электролитом). В процессе меднения отрицательно заряженная деталь притягивает ионы меди и ее поверхность покрывается небольшим красным слоем. После нанесения покрытия, изделие нужно высушить и натереть до блеска.
 С одной стороны мягкий провод нужно растеребить. Таким образом получается изделие в виде кисточки. Чтобы удобнее в дальнейшем было работать, к этому концу провода нужно привязать твердый предмет в виде рукоятки. Второй очищенный конец провода нужно соединить к положительной клемме источника электрического тока. Напряжение не должно превышать 6 В.
С одной стороны мягкий провод нужно растеребить. Таким образом получается изделие в виде кисточки. Чтобы удобнее в дальнейшем было работать, к этому концу провода нужно привязать твердый предмет в виде рукоятки. Второй очищенный конец провода нужно соединить к положительной клемме источника электрического тока. Напряжение не должно превышать 6 В. Но нужно предусмотреть, чтобы между концом кисти и деталью был небольшой слой раствора (катод и анод должны быть всегда смочены электролитом). В процессе меднения отрицательно заряженная деталь притягивает ионы меди и ее поверхность покрывается небольшим красным слоем. После нанесения покрытия, изделие нужно высушить и натереть до блеска.
Но нужно предусмотреть, чтобы между концом кисти и деталью был небольшой слой раствора (катод и анод должны быть всегда смочены электролитом). В процессе меднения отрицательно заряженная деталь притягивает ионы меди и ее поверхность покрывается небольшим красным слоем. После нанесения покрытия, изделие нужно высушить и натереть до блеска.Таким меднением, без погружения изделия в электролит, чаще обрабатываются детали больших размеров. Они не вмещаются в подобранную посуду с электролитом, и поверхность обрабатывается кистью небольшими участками.
Такая методика подходит лишь для покрытия слоем Cu металлических деталей. По сути, технология мало чем отличается от того же цинкования в домашних условиях.
Подготовка
Ванночка (емкость) стеклянная. Ее вместительность определяется габаритами обрабатываемой детали. Даже литровая банка или стакан – как варианты.
Медные электроды. Как правило, используются два. Это позволяет более качественно покрыть заготовку слоем со всех сторон и упрощает сам процесс. По ходу работы не придется периодически менять положение детали относительно электрода. Что именно использовать, зависит от конкретной ситуации – пластины из меди, куски толстой проволоки. Это непринципиально.
По ходу работы не придется периодически менять положение детали относительно электрода. Что именно использовать, зависит от конкретной ситуации – пластины из меди, куски толстой проволоки. Это непринципиально.
Источник тока и соединительные провода. Достаточно даже маломощного блока питания, на 6 – 8 В. Если в БП нет встроенного амперметра и не предусмотрена плавная регулировка напряжения, то придется использовать соответствующий прибор и реостат как отдельные элементы электрической цепи. Примерная схема, которую собирают для меднения деталей, показана на рисунке.
Электролит. Можно использовать покупной раствор, хотя придется и поискать. Если же его готовить самому, то на 100 мл воды дистиллированной понадобится серная кислота (3 мл) и медный купорос (20 г) – не дефицит.
Процесс меднения
- Деталь зачищается от наслоений. При необходимости – протравливается, погружается в специальные растворы для удаления инородных фракций. Что именно использовать, зависит от степени и вида загрязнения.
- Обезжиривание образца. Самый простой способ – окунуть в раствор соды (горячий), а потом промыть водой для удаления ее остатков.
- В емкость наливается приготовленный состав и помещаются электроды. Уровень раствора выбирается так, чтобы он полностью покрывал обрабатываемую деталь.
- Погружение изделия. Оно подвязывается на проводе, который соединяется с «–» БП. Необходимо проследить, чтобы заготовка не касалась стенок ванночки, ее дна и электродов.

После включения напряжения величина тока постепенно повышается до расчетного значения, и в таком режиме обработка осуществляется в течение ⅓ часа (время ориентировочное). Если меднение проводится впервые, то следует контролировать данный процесс. О том, что деталь можно вынимать из емкости, судят по оттенку ее поверхности и равномерности покрытия (отсутствию необработанных участков, раковин, вкраплений и так далее).
Остается лишь смыть с образца остатки электролита и просушить. Получается, что эта технология для реализации в домашних условиях никакой сложности не представляет.
— в качестве подслоя при нанесении многослойных защитных и функциональных покрытий;
— для улучшения пайки;
— для местной защиты стальных изделий при азотировании, карбонитрации и т.д;
— для взрывобезопасного покрытия инструмента (ключи, плоскогубцы, отвертки и т.д. ) применяемого на автомобилях перевозящих ГСМ, автозаправках, складах ГСМ, при ремонтных работах на газопроводах и в горнодобывающих шахтах.
Толщина слоя меди может быть в приделах от 6 мкм до 47 мкм.
Очень большое практическое применение нашли медно – оловянные (М-О) покрытия, содержащие 10 – 20 % и 40 – 45% олова. Покрытия сплавом содержащим 10-20% олова (Sn), хорошо защищают стальные детали от коррозии в пресной воде при 90 – 100 0С и хорошо поддаются пайке. Также они хорошо защищают изделия в холодной и кипящей водопроводной воде.
Высокооловянистые покрытия (40 -45% Sn), которые называются еще «белой бронзой» применяются нами для покрытия электрических контактов, особенно работающих во влажной атмосфере, а также для покрытия рефлекторов.
Рецепт раствора для омеднения любых поверхностей / Блог компании RUVDS.com / Хабр
В статье представлен вариант экономичного и простого решения по замешиванию собственного раствора для гальванизации различных поверхностей с возможностью дальнейшей пайки. Как обычно, автор приводит множество фотографий и сопутствующее описание, а в конце дает сам рецепт.
3D принтеры отлично подходят для изготовления всевозможных корпусов, но сам по себе пластик, являясь диэлектриком, не обеспечивает нужного экранирования.
Когда мне понадобился корпус для новых трубок зарядочувствительного усилителя (ЗЧУ) и He3, я спроектировал такой вариант:
Спустя 6 часов я уже держал его в руках:
Магический этап
Самая интересная часть заключалась в омеднении этого корпуса изнутри. В линейке Tifoo есть аэрозольная краска «Медь», на которую после высыхания можно наносить гальваническое покрытие. Требуется это только для гальванизации не проводящих ток деталей. После предварительной грунтовки эта краска отлично держится на PLA-пластике, для чего вполне хватает двойного нанесения.

Сразу скажу, что это недешевый вариант покрытия, и tifoo просят еще 30 баксов за электролит. Я же подумал, что сложного тут ничего нет и решил изготовить его сам.
Результатом первой безуспешной попытки оказался просто сульфат меди. Со второго раза я попробовал сульфат меди и серную кислоту, что уже дало некоторые положительные результаты. По крайней мере теперь медь начала оседать. Однако кристаллы получались слишком большими и совершенно неоднородными. Из-за обширной площади покрытия они быстро окислялись и т.д.
Здесь и был задействован магический компонент – сахарин (орто-сульфобензимид). С ним кристаллы получились уже более мелкие и однородные. Самое же главное, что теперь осадок не зависел от геометрии электрода.
Без сахарина
Без сахарина
С сахарином
Этот раствор хорош тем, что им можно гальванизировать практически все (кроме цинка, хрома, алюминия, титана, олова и железа). К тому же его можно паять!
Гальванизированная скандинавская золотая монета.
 Только посмотрите, насколько четкие детали!
Только посмотрите, насколько четкие детали!Гальванизированный графит. Можно даже разглядеть следы машинной обработки!
Припайка к ПЛА. По размеру капли видно, какой нагрев он может выдержать
Припайка к графиту
А вот готовый корпус для моего ЗЧУ, покрытый электролитом:
Инструкции
А теперь самая долгожданная часть.
Использовать нужно только дистиллированную воду температурой 25°C, так как раствор очень чувствителен к загрязнениям.
Внимание: изопропиловый спирт все портит. Даже минимального осадка на поверхности после чистки будет достаточно, чтобы загубить весь электролит.
- Сначала сделайте раствор 96%-й серной кислоты и воды из расчета 30г на литр.
- В него добавьте сульфат меди (пентагидрат) по 300г на литр и дождитесь полного растворения.
- Добавьте сахарин в соотношении 1г на литр.
Вот и все!
Электрическая часть
Покрываемая деталь должна быть катодом, и вам понадобится (чистый!) медный анод, при этом плотность тока должна составлять 20-30 мА на см2.
 Убедитесь, что анод расположен близко к детали, и его площадь не менее площади омедняемой детали.
Убедитесь, что анод расположен близко к детали, и его площадь не менее площади омедняемой детали.На покрытие уходит от 10 минут до 1.5 часов, в зависимости от требуемой толщины. Но после определенного момента ее наращивание останавливается. Не знаю почему, в химии я не силен.
Как припаять медную трубу (важные советы !!)
Сжечь дом дотла…
Это первое, что приходит на ум, когда вы думаете о пайке медных труб?
Может быть, я единственный, кто так думает, смеется.
Впервые мне пришлось паять трубу в секции балок на нашей кухне.
В нашей трубе образовалась мелкая дыра, и потолок медленно превратился в кашу.
Пайка на удивление проста, если вы изучите все основы.
Я уверен, что после прочтения или просмотра сегодняшнего урока вы сможете паять медь за 1 час или меньше.
Эти инструменты и принадлежности делают пайку намного проще.
Изучение того, как паять медную трубу, начинается с резки и подготовки.
Итак, приступим: D
Резка и подготовка медных труб (это веселее, чем Lego) Для резки медных труб используется множество различных инструментов.
Два моих любимых инструмента — труборез AutoCut и Ridgid No.15.
Инструменты AutoCut зажимают трубу, и вы просто поворачиваете их в соответствии со стрелкой.
У них нет развертки для удаления заусенцев. Так что вам придется делать это с помощью отдельного инструмента для развертывания.
Ridgid № 15 (который я дал в другом руководстве) режет медную трубу и имеет развертку.
Отлично подходит для труб на открытых пространствах, а инструмент AutoCut отлично подходит для труб в узких местах.
Всегда расширяйте медную трубу изнутри, затем очищайте ее металлической щеткой или наждачной бумагой.
Продуйте трубу, чтобы убедиться, что все медные биты удалены.
Никогда не кладите только что очищенную трубу.
Грязь на трубе будет мешать пайке.
Нанесите тонкий слой флюса на внешнюю сторону медной трубы.
Я говорю «тонкий», потому что вы не хотите, чтобы избыток флюса попадал внутрь трубы, это может привести к точечной коррозии и, в конечном итоге, к утечкам через отверстия.
Проволочной щеткой очистите внутреннюю часть любого фитинга и выдуйте его.
Снова нанесите тонкий слой флюса на внутреннюю часть фитинга.
Соберите вместе трубы и фитинги.
Убедитесь, что трубы максимально плотно прилегают к фитингам.
Теперь вы готовы приступить к пайке.
Woohoo, пусть начнется самое интересное !!
Пайка медных трубок (играть с огнем всегда весело!)При пайке обязательно использовать огнетушители.
Как бы я ни любил играть с огнем, я все же не хочу сжечь свой дом.
Противопожарные щитки помогут предотвратить возгорание гипсокартона или шпилек, но они могут тлеть.
Если вы видите дым, идущий из отсека для шипов, опрыскайте его водой, чтобы предотвратить пожар.
Безопасность прежде всего!
Пропановые горелки доступны по цене и подходят для любых паяльных работ своими руками.
Синий конус — самая горячая часть пламени.
Установите конус на 1-2 дюйма трубы за фитингом. Нагрейте этот отрезок трубы примерно 10 секунд.
Затем поместите пламя сразу за чашкой фитинга.
Перемещайте пламя вперед и назад, чтобы нагреть всю площадь фитинга.
При этом постоянно промажьте переход фитинга / трубы припоем.
Сгорать флюс очень просто. D
Нанесение припоя позволит вам использовать наименьшее количество тепла, необходимого для пайки ваших труб.
Не волнуйтесь, я покажу вам, как это сделать, в моем видео.
Мне очень хотелось, чтобы в видео было много замечательных советов, поэтому оно получилось немного длинным.
Вы будете паять примерно через 1 час 😀
Что дальше
Мой самый главный совет — практиковаться, практиковаться, практиковаться.Серьезно, сумка с 90-градусной фурнитурой стоит всего 4 доллара.
Купите отрезок медной трубы длиной 2 фута и прикрепите 8-10 фитингов, и вам будет очень удобно паять медную трубу.
Если вы все еще не хотите паять медь, вы можете узнать, как починить трубу, используя эти советы.
Возьмите наше бесплатное руководство, если вы делаете ремонт ванной комнаты своими руками — в нем рассказывается, как отремонтировать ванную комнату за 10 дней или меньше
Отправить мне руководство
Как всегда, спасибо за чтение, просмотр и участие наше потрясающее сообщество.
Задайте свои вопросы ниже, и мы будем рады помочь.
Ура,
P.S. В нашем интернет-магазине есть отличные товары для домовладельцев, занимающихся ремонтом ванных комнат. Вы найдете душевые системы, инструменты для укладки плитки и многое другое.
Как резать и паять медную трубу
Советы эксперта по самостоятельной резке, соединению и пайке медных водопроводных труб
Медь является стандартом для трубопроводов водоснабжения в большинстве регионов. Хотя резка и соединение сплошных медных труб и трубок может выглядеть как задача, выходящая за рамки ваших навыков самостоятельного изготовления, вы можете быть удивлены тем, насколько выполнима эта работа, особенно после небольшой практики.
Хотя резка и соединение сплошных медных труб и трубок может выглядеть как задача, выходящая за рамки ваших навыков самостоятельного изготовления, вы можете быть удивлены тем, насколько выполнима эта работа, особенно после небольшой практики.
Из этой статьи вы узнаете, как резать и паять медные трубы.
Для запотевания медных труб и фитингов (их постоянной пайки) требуется пропановая горелка и припой для труб, не содержащий свинца.
При измерении необходимой длины медной трубы обязательно учитывайте часть, которая входит в фитинг.Перед пайкой просушите детали.
1. Отрежьте медную трубу до необходимой длины.
Первым шагом в создании сантехнической сборки из медных труб и фитингов является измерение необходимой длины трубы. При измерении убедитесь, что длина достаточна для того, чтобы полностью войти в колена, соединители, тройники и другие фитинги.
Запланируйте работу секциями, отмеряя и отрезая необходимые отрезки трубы, и соединяя их вместе, чтобы убедиться, что они подходят друг другу.
Самый простой способ разрезать медную трубу — это использовать приспособление для резки труб, предназначенное для этой работы.Существует несколько типов, но все они включают в себя зажим резака на трубе и постепенное вращение ручки, чтобы режущее колесо инструмента вонзилось в медь, когда вы вращаете резак вокруг трубы. Затягивайте резак после каждого оборота, пока труба не разойдется.
Используйте труборез для чистых резов. Постепенно затягивайте ручку, поворачивая резак вокруг медной трубы.
После обрезки трубы удалите все заусенцы с помощью круглого напильника или выдвижной развертки, установленной на резак для труб.Используйте тонкую наждачную бумагу, наждачную шкурку или стальную мочалку, чтобы разгладить и слегка придать шероховатость примерно на дюйм концу трубы, пока он не станет блестящим.
Также слегка очистите и протрите внутреннюю часть фитинга от конца до плеча, используя наждачную шкурку или стальную мочалку. Проволочная щетка для труб облегчает эту очистку — мы рекомендуем одну из них, если вы собираетесь выполнять много соединений.
2. Нанесите флюс для пайки
Нанесите флюс на внутреннюю часть фитинга и снаружи трубы.
Используя небольшую жесткую кисть, нанесите паяльный флюс на внутреннюю часть фитинга и на внешнюю сторону конца трубы, где они будут соединяться. Надевайте перчатки, чтобы флюс не попал на руки — он может вызвать раздражение.
Установите фитинг на конец трубы и поверните две части вперед и назад, чтобы равномерно распределить флюс. Затем правильно установите фитинг. Продолжайте выполнять другие соединения, пока не закончите раздел и не будете готовы к пайке.
3. Зажгите паяльную горелку.
Зажгите паяльник.
Включите регулирующий клапан газовой горелки, а затем зажгите конец сопла спичкой или ударником. Будь осторожен! Если он не загорается сразу, выключите его и дайте воздуху очиститься, прежде чем повторить попытку. Не направляйте пламя на легковоспламеняющиеся предметы! При необходимости закройте окружающие легковоспламеняющиеся объекты (например, карнизы) пламегасителем. Отрегулируйте пламя, чтобы оно было устойчивым и сильным.
Отрегулируйте пламя, чтобы оно было устойчивым и сильным.
4. Нагрейте медный фитинг.
Сначала нагрейте нижнюю часть фитинга.Нагрейте всю трубу. Соединение достаточно горячее, когда припой при контакте с ним плавится. Проверьте температуру, время от времени прикасаясь к соединению бессвинцовым припоем, пока вы нагреваете фитинг. Как только проволока расплавляется, соединение готово к пайке.
Нагрейте арматуру пропановой горелкой. Проверьте это, прикоснувшись к стыку между трубой и фитингом бессвинцовым припоем — когда он плавится, припаяйте соединение.
5. Нанесите припой.
Когда вы касаетесь бессвинцовой припойной проволокой края фитинга, капиллярное действие должно втягивать расплавленный припой между фитингом и трубой.Если этого не произошло, нагрейте фитинг еще немного. Продолжайте нагревать, пока линия расплавленного припоя не покажется вокруг фитинга. Затем расположите сопло горелки примерно в 4 дюймах от фитинга и перемещайте пламя вперед и назад по фитингу, чтобы равномерно распределить тепло. Важно, чтобы фитинг был горячим, но не слишком горячим, иначе флюс выгорит и просто исчезнет.
Важно, чтобы фитинг был горячим, но не слишком горячим, иначе флюс выгорит и просто исчезнет.
Прикоснитесь припоем к стыку и посмотрите, как капиллярное действие равномерно распределит его по всему месту соединения.Равномерно нагрейте фитинг — по всей длине трубы.
Через несколько секунд, когда припой остынет, сотрите излишки флюса влажной тряпкой. Не трогайте трубу рукой — она будет очень горячей! Подождите час или два, чтобы припой полностью затвердел, прежде чем нарушать соединения.
Как установить переходник
Чтобы установить соединение для медной трубы, начните с пайки запотеванием охватываемого буртика на одну трубу, как описано выше.Затем наденьте гайку на прилегающую трубу и припаяйте охватывающий буртик к концу трубы. Дайте трубам остыть. Затем соедините охватываемую и охватывающую части вместе, наденьте гайку на охватывающий заплечик и скрутите соединение. Используйте два гаечных ключа, чтобы затянуть соединение: один держит заплечик с наружной резьбой, а другой поворачивает гайку.
Штуцер обеспечивает разборное соединение.
Видео: Как правильно припаять медную трубу
Вот отличное видео, созданное Хулио Калуори из GOT2LEARN, в котором подробно показано, как паять медную трубу, включая инструменты и материалы, которые вам понадобятся для работы справа:
Рекомендуемый ресурс: Найдите предварительно проверенного местного специалиста по сантехнике
Позвоните, чтобы получить бесплатные оценки от местных профессионалов прямо сейчас:
1-866-342-3263
Как паять медь с Серебряный припой | Home Guides
Хотя в новых домах используются гибкие трубы, такие как PEX, для сантехнических линий, в большинстве существующих домов сегодня все еще используются медные трубы.Медные трубки обычно бывают диаметром 3/4 дюйма и 1/2 дюйма. Трубки нарезаются резаком для труб, а стыки соединяются путем их пайки серебряным припоем. Существует множество типов соединителей, включая колена, прямые соединители и даже переходники. Правильная техника пайки имеет решающее значение, поскольку соединения могут протечь или лопнуть, что приведет к серьезным повреждениям от воды.
Правильная техника пайки имеет решающее значение, поскольку соединения могут протечь или лопнуть, что приведет к серьезным повреждениям от воды.
Очистите медные стыковые поверхности и потрите их сантехническими щетками с проволочной щетиной. Например, для типичного соединения внешняя поверхность медных трубок и внутренняя часть соединителя должны иметь потертости.
Нанесите флюс на внешнюю сторону трубки и внутреннюю часть соединителя с помощью кисти, поставляемой с флюсом. Флюс сохраняет соединение в чистоте во время пайки.
Вставьте трубку в соединитель, убедившись, что она полностью вынута.
Нагрейте разъем пропановой горелкой примерно на 10 секунд. Не нагревайте шов стыка напрямую.
Прикоснитесь серебряным припоем к стыковому шву. Если трубка достаточно горячая, припой полностью расплавится в шве и вокруг него.Если припой не плавится, приложите больше тепла к стыку в течение нескольких секунд. Не нагревайте припой непосредственно.
Осмотрите соединение, чтобы убедиться, что припой полностью втянулся в соединение и вокруг него. В шве будет видно серебряное кольцо. Оберните стык влажной тряпкой, чтобы он остыл.
В шве будет видно серебряное кольцо. Оберните стык влажной тряпкой, чтобы он остыл.
Ссылки
Наконечники
- Перед пайкой убедитесь, что в трубке нет следов воды. Даже несколько капель помешают правильному расплавлению припоя в шве, что приведет к слабому соединению, которое позже может протечь или сломаться.
Предупреждения
- Всегда имейте при себе огнетушитель. Если вы не будете осторожны, вам, возможно, придется производить пайку в полостях стены, где дерево, гипсокартон или изоляция могут загореться.
Писатель Биография
Эмра Орук — генеральный подрядчик, писатель-фрилансер и бывший механик по гоночным автомобилям, который профессионально пишет с 2000 года. Публикуется в журнале «Семейный разнорабочий» и имеет опыт работы консультантом по разработке и доставке. -пользовательское обучение.Орук имеет степень бакалавра политических наук и экономику в Университете Делавэра.
Как пропотеть медную трубу (Руководство DIYer’s)
Фото: istockphoto. com
com
Для домашних мастеров, стремящихся взять на себя водопроводные работы, одним из самых важных навыков, которым нужно овладеть, является обработка медной трубы потом — процесс, обычно называемый пайка — для получения герметичных соединений. Работа состоит из двух основных задач: сначала подготовительные работы по очистке труб, а затем процесс нагрева для подачи припоя для герметизации деталей (двух труб или, чаще, трубы и стыка) вместе.Обязательно наденьте тяжелую рубашку с длинными рукавами и перчатки, чтобы защитить себя от возможных капель расплавленного металла. Также имейте в виду, что если ваши трубы еще не обрезаны до нужной длины, вам нужно будет сделать это до того, как вспотеть. Хотя поначалу потеющая медная труба может показаться устрашающей, проявив терпение и внимание к деталям, вы скоро станете профессионалом.
Инструменты и материалы Мы рекомендуем вам изучить трубы на практике, что стоит вложения, пока вы не приобретете достаточно уверенности, чтобы заняться водопроводом в своем доме.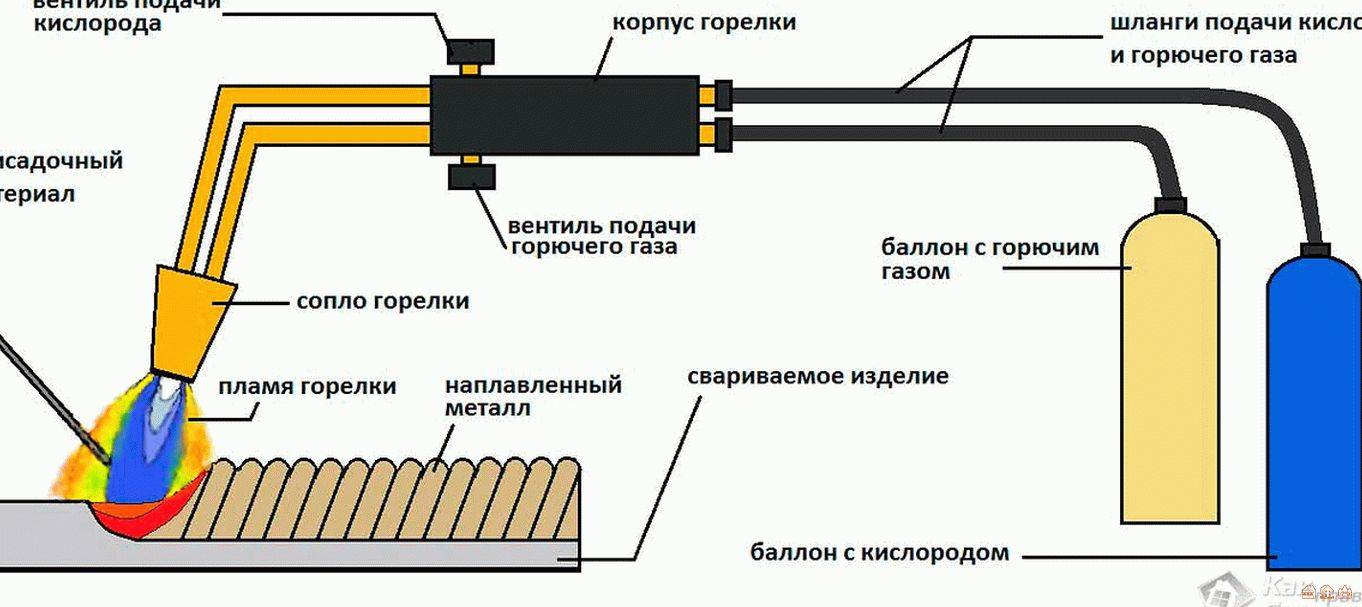
Фото: istockphoto.com
ШАГ 1. Проверьте трубу на наличие заусенцев и удалите все, что осталось.Осмотрите все обрезанные медные трубы изнутри, чтобы убедиться, что заусенец (гребень медных осколков, образовавшийся от пилы в месте разреза) был удален, чтобы обеспечить беспрепятственный поток воды после того, как стыки запотели. Если заусенец остался, выполните следующие действия, чтобы удалить его.
ШАГ 2: Очистите горловину каждой трубы наждачной бумагой.Очистите как внешнюю, так и внутреннюю часть первого дюйма труб (отрезанные отрезки и / или стыки) наждачной бумагой, которую вы можете найти в домашних магазинах и хозяйственных магазинах, продаваемых вместе с флюсом и припоем.Если под рукой окажется щетка для проволочной арматуры, она быстро очистит медную трубу. В противном случае оберните наждачную бумагу вокруг указательного пальца, воткните ее в отверстие трубы и поверните, чтобы очистить.
Очищенная медь будет сиять, как новенький пенни. После очистки крайне важно не прикасаться к медной трубе голыми руками, чтобы натуральные масла и грязь на вашей коже не мешали процессу потоотделения.
После очистки крайне важно не прикасаться к медной трубе голыми руками, чтобы натуральные масла и грязь на вашей коже не мешали процессу потоотделения.
Фото: istockphoto.com
ШАГ 3: Нанесите тонкий ровный слой флюса на трубы.Рабочие перчатки Don изолированные для защиты от кислоты во флюсе. Нанесите тонкий, равномерный слой луженого или водопроводного флюса на только что очищенные участки внешней и внутренней стороны медных труб с помощью кислоты или флюсовой кисти. Сотрите излишки флюса чистой тряпкой.
ШАГ 4: Проведите паяльной горелкой над участками трубы, покрытыми флюсом. Повесьте ткань для защиты от огня на любую поверхность, способную обгореть, в пределах 8 дюймов от рабочей зоны, где вы будете использовать пропановую горелку.Наденьте очки для защиты глаз. Зажгите пропановую горелку и держите ее на расстоянии около 2 дюймов от фитинга. Медленно проведите им по участкам, покрытым флюсом, в течение 10–20 секунд, пока флюс не начнет плавиться, становясь блестящим.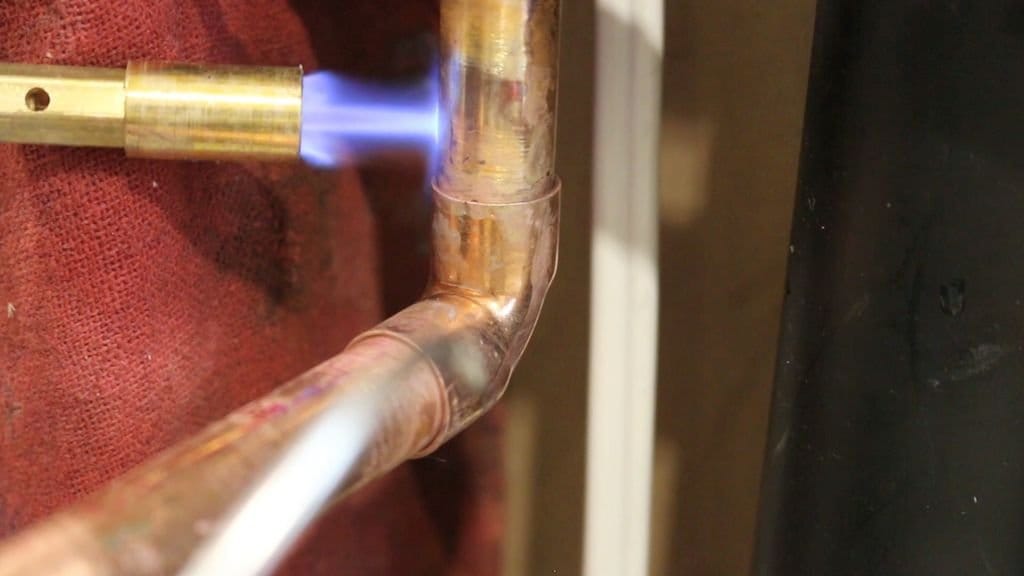 Медь вскоре потемнеет, и флюс начнет шипеть и / или пузыриться, даже дым. Это означает, что кислота начала действовать. Поверхность станет матовой и потускнеть, образуя склеиваемую поверхность.
Медь вскоре потемнеет, и флюс начнет шипеть и / или пузыриться, даже дым. Это означает, что кислота начала действовать. Поверхность станет матовой и потускнеть, образуя склеиваемую поверхность.
Надев изолирующие перчатки, сдвиньте соединительные детали вместе до полного уплотнения (или до упора).Слегка поверните медные трубки, чтобы флюс равномерно распределился внутри соединения. Сотрите излишки флюса чистой тряпкой.
ШАГ 6. Нагрейте трубы в месте их соединения и сделайте шов. Включите в фонаре слабое пламя «бутон розы». Пламя факела на полной мощности напоминает конус с узким острием — острие нагревает область, к которой прикасается, больше, чем остальную часть медной трубы. А вот пламя из бутона розы обвивает трубку, сразу нагревая всю трубку до температуры потоотделения.Это обеспечивает более чистое и равномерное потоотделение. Используя пламя бутона розы, начните нагревать соединительные трубы в месте стыка.
Фото: istockphoto.com
ШАГ 7. Прикоснитесь припоем к стыку труб и дайте ему расплавиться вокруг шва.Держите бессвинцовый припой напротив пламени «бутона розы» под углом 90 градусов к стыковому шву. (Поскольку этилированный припой по-прежнему продается в магазинах, убедитесь, что поставляемые вами материалы действительно не содержат свинца — решающий выбор для труб, по которым проходит питьевая вода.)
Теперь прикоснитесь к нагретой трубе припоем. Если труба достаточно горячая, припой расплавится — это называется «растекание припоя». Если труба недостаточно горячая, припой не расплавится и не потечет, поэтому держите его вместе с горелкой, пока припой не расплавится при прикосновении к стыку. Как только температура плавления будет достигнута, припой будет стекать вниз, течь по шву, герметизируя две трубы вместе, успешно пропотев стык.
ШАГ 8: Очистить. Выключите пропановую горелку и положите ее. Примечание: Никогда не оставляйте горелку включенной, когда она не используется, поскольку она может легко упасть и стать причиной серьезной опасности возгорания.) Удалите излишки припоя чистой тряпкой.
Примечание: Никогда не оставляйте горелку включенной, когда она не используется, поскольку она может легко упасть и стать причиной серьезной опасности возгорания.) Удалите излишки припоя чистой тряпкой.
Дайте трубе остыть в течение не менее полной минуты, прежде чем прикладывать какое-либо давление. Вы успешно пропотели свою первую медную трубку — молодец!
Узнайте, как паять медные трубы
Узнайте, как легко паять медные трубы. Протрите суставы горелкой Bernzomatic Hose Torch.
* Этот пост спонсируется The Home Depot и содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после нажатия на мои ссылки.
Медные трубы очень распространены в доме в основном из-за их гибкости, долговечности и устойчивости к бактериям. Знание того, как паять или соединять медные трубы и фитинги, может оказаться очень полезным в крайнем случае или при бюджетных ограничениях.
ЗДЕСЬ, ЧТО ВАМ НУЖНО
ИНСТРУМЕНТ
Для этого проекта комплект горелки для шланга Bernzomatic MAP-Pro — отличное универсальное решение. Он идеально подходит для пайки, пайки и термообработки.В этот комплект входит фонарик для шланга весом 14,1 унции. Баллон MAP-pro и кобура для топлива. У него есть воспламенитель с автоматическим запуском, что делает его очень простым в использовании. Топливо также можно прикрепить к ремню с инструментами с помощью чехла для ремня с топливом, который снижает вес руки от резака. Пламя также регулируется, и вы можете заблокировать его для непрерывного использования.
Он идеально подходит для пайки, пайки и термообработки.В этот комплект входит фонарик для шланга весом 14,1 унции. Баллон MAP-pro и кобура для топлива. У него есть воспламенитель с автоматическим запуском, что делает его очень простым в использовании. Топливо также можно прикрепить к ремню с инструментами с помощью чехла для ремня с топливом, который снижает вес руки от резака. Пламя также регулируется, и вы можете заблокировать его для непрерывного использования.
НАЧНИТЕ ПОЗНАКОМЬТЕСЬ С ФАКЕЛОМ.
Присоедините резак для шланга к топливному баллону, скручивая баллон, а не шланг.Полностью откройте регулирующий клапан, повернув ручку против часовой стрелки. Как только он перестанет нажимать, направьте факел от себя и нажимайте кнопку зажигания, пока не появится пламя.
Верхняя кнопка — это кнопка блокировки работы. Это заблокирует пламя.
Вы можете отрегулировать высоту пламени, повернув регулирующий клапан в верхней части топливного цилиндра.
Поместите топливный цилиндр в держатель топлива.
КАК ПАЙТЬ ИЛИ ЗАПОМИНАТЬ ТРУБУ
Убедитесь, что размер фитинга соответствует размерам ваших труб.
Очистите трубу и фитинг
Подготовьте трубу и фитинг, осторожно отшлифуя их наждачной бумагой. Отшлифуйте, пока поверхность трубы не станет гладкой. Вы также можете использовать металлическую щетку. Выровняйте внутреннюю часть фитинга.
Нанесите флюс
Используя кислотную щетку, нанесите флюс на медную трубу и внутри фитинга.
Вставьте трубку в медный фитинг и поверните ее, чтобы флюс полностью распространился.
Подготовка припоя
Возьмите припой и разверните его до нужной длины. Обычно это около 10 дюймов.
Выпейте трубу.
Зажгите фонарик и равномерно распределите тепло по всей трубе и фитингу.
Вы увидите, как флюс начинает пузыриться по мере нагрева трубы. Обязательно полностью нагрейте обе стороны трубы.
Обязательно полностью нагрейте обе стороны трубы.
Нанесите припой
Не снимая пламени, коснитесь припоем трубы.Он должен начать таять. Если этого не происходит, труба недостаточно горячая.
Нанесите припой на трубу и фитинг и устраните пламя.
Проверьте место пайки вокруг фитинга.
Осмотрите припой вокруг трубы и фитинга. Посмотрите вокруг соединения. Не трогайте его, потому что труба очень горячая. Убедитесь, что в припое нет пузырей или отверстий, через которые может вытекать вода.
Очистите фитинг.
Протрите трубу и фитинг ветошью и с помощью металлической щетки удалите излишки припоя.
Выключите и уберите фонарь
По завершении переведите зажигание в положение выключения. Закройте регулирующий клапан, полностью повернув его по часовой стрелке. Снимите резак с баллона и храните комплект в хорошо вентилируемом месте, температура которого не превышает 120 градусов (F).
Я подтверждаю, что The Home Depot сотрудничает со мной для участия в кампании ProSpective 2018.В рамках программы я получаю компенсацию в виде продуктов и услуг с целью продвижения The Home Depot. Все высказанные мнения и переживания — мои собственные слова. Мой пост соответствует Этическому кодексу Ассоциации маркетинга из уст в уста (WOMMA) и применимым правилам Федеральной торговой комиссии.
Для получения дополнительных обучающих материалов по инструментам и проектов «сделай сам» ознакомьтесь с этими публикациями:Инструменты 101: как использовать торцовочную пилу
Оставайтесь организованными с помощью Husky Storage Solutions
Пайка Медь Трубы — DIY
Сантехника вашей ванной комнаты с помощью линий водоснабжения из PEX-AL-PEX, подходящих для самостоятельного изготовления (см.
Пайка (также называемая «запотеванием») — это процесс, при котором используется расплавленный металл для соединения медных водопроводных труб с помощью прочного, долговечного и водонепроницаемого соединения.Первоначально припой водопроводчика был сделан из свинца, но, поскольку теперь известно, что свинец токсичен, припой теперь в основном делают из олова. Но независимо от того, из какого металла он сделан, процесс пайки включает одни и те же три этапа: очистить и нагреть металл, добавить припой, а затем дать стыку остыть и затвердеть.
Все хорошие паяные соединения начинаются с ярко отполированных сухих медных труб, потому что расплавленный припой лучше всего проникает в поры чистой меди. Как внутренняя, так и внешняя стороны каждого соединения, а также сам припой перед сборкой должны блестеть.Используйте наждачную бумагу с зернистостью 120 или наждачную шкурку, чтобы отполировать все внешние поверхности сантехнических соединений, и используйте проволочную щетку, созданную специально для этой работы, для очистки внутренних поверхностей. Перед сборкой соединений перед пайкой нанесите на обе половины каждого соединения флюс — вазелиноподобное вещество, которое помогает припою течь и соединяется с медными трубами.
Теперь соберите соединение, наденьте защитные очки и зажгите ручную пропановую горелку. Нагрейте область соединения кончиком пламени, пока сама медь не станет достаточно горячей, чтобы расплавить припой при соприкосновении с трубой.Очень важно, чтобы припой плавился от тепла трубы, а не от пламени. Вы знаете, что выпаяли хорошо спаянное соединение, когда видите серебряную полоску припоя, которая сама по себе течет по всему стыку трубы. Паяное соединение не требует большого количества расплавленного металла, поэтому наносите его легко. Если припой плавится и прилипает к трубе каплями, значит, труба недостаточно горячая. Если вы хотите, чтобы стыки выглядели чистыми, протрите стык влажной тряпкой, чтобы удалить излишки припоя, когда он еще расплавлен.
Вы знаете, что выпаяли хорошо спаянное соединение, когда видите серебряную полоску припоя, которая сама по себе течет по всему стыку трубы. Паяное соединение не требует большого количества расплавленного металла, поэтому наносите его легко. Если припой плавится и прилипает к трубе каплями, значит, труба недостаточно горячая. Если вы хотите, чтобы стыки выглядели чистыми, протрите стык влажной тряпкой, чтобы удалить излишки припоя, когда он еще расплавлен.
Единственное, что может доставить вам неприятности, — это вода внутри трубы. Даже одна-две капли могут помешать трубе стать достаточно горячей, чтобы расплавить припой для соединения. Есть еще один вариант, если вы добавляете трубопровод к существующей сети, в которой есть вода, которую нельзя сливать. Не бойтесь просверлить отверстие диаметром в одну восьмую дюйма на низком месте поблизости, чтобы вся вода могла вытечь. Вы можете легко залатать трубу позже каплей припоя после того, как закончите соединение.
Паяльные инструменты Труборез и мини-резак для труб: Эти инструменты за 30 долларов делают резку медных труб легкой, чистой и быстрой. Используйте минорез в местах, слишком тесных для полноразмерного инструмента.
Используйте минорез в местах, слишком тесных для полноразмерного инструмента.
Пропановая горелка: Многоцелевой инструмент, экономичный в эксплуатации; идеально подходит для пайки медных водопроводных труб.
Наждачная ткань и щетки для очистки:
Кисть для флюса и флюса: Химически очищает медь для достижения наилучших результатов. Кисть делает нанесение флюса аккуратным и легким.
Сотрудник редактора Стив Максвелл помогает людям ремонтировать, строить и поддерживать свои дома на протяжении более двух десятилетий. «Самый умелый человек Канады» — отмеченный наградами авторитет в области жилищного строительства и эксперт по деревообработке. Свяжитесь с ним, посетив его веб-сайт и блог , Maxwell’s House. Вы также можете подписаться на него в Twitter , поставить лайк на Facebook и найти его в Google+ .
Первоначально опубликовано: август / сентябрь 2006 г.
Соединение медных труб с припоем — City Mill
Шаг 1
С помощью трубореза отрежьте трубу до нужной длины. Рекомендуется использовать труборез, потому что он разрезает трубу идеально под прямым углом, позволяя ей плотно прилегать к выступу внутри фитинга. Также можно использовать ножовку в коробке для резки под углом, но остатки металла, оставшиеся на трубе после разреза, необходимо удалить с помощью конической развертки.Резак для труб обычно оставляет чистый срез.
Шаг 2
Сделайте все необходимые разрезы на всем участке трубопровода и соберите участок всухую, чтобы можно было выполнить любые регулировки.
Шаг 3
С помощью куска стальной мочалки обработайте конец каждой трубы там, где она войдет в фитинг, пока медь не станет яркой, как новый пенни. Не прикасайтесь к полированному концу, потому что ваши пальцы будут оставлять масло на трубе, препятствуя правильному прилипанию припоя.
Шаг 4
Нанесите на блестящие концы трубы пастообразный припой.Используйте кисть для флюса и убедитесь, что блестящие концы полностью покрыты тонким слоем пастообразного флюса.
Шаг 5
Наденьте фитинги на трубу и убедитесь, что труба плотно прилегает к буртику фитинга.
Шаг 6
Нагрейте арматуру пропановой горелкой. Прикоснитесь проволокой припоя к стыку между фитингом и трубой. Когда фитинг достаточно горячий, припой, прикоснувшийся к стыку, будет втягиваться капиллярным действием.Когда соединение заполнено припоем, припой автоматически образует валик вокруг соединения. Вам не нужно наматывать проволочный припой вокруг стыка. Просто удерживайте припой в одной точке и позвольте капиллярному действию делать свою работу.
Шаг 7
Дайте стыку остыть. Не погружайте припаянный конец в воду, потому что это иногда приводит к растрескиванию соединения. Медь остынет всего за несколько минут.
Вот уловка старого сантехника:
Медная труба не может быть правильно спаяна водой в трубе.