Как правильно паять провода паяльником
Как правильно паять провода паяльником
Правильная пайка проводов отличается надежностью, долговечностью и красивым видом. Чтобы правильно паять медные провода нужно подобрать припой, флюс, сделать подготовку жил проводов. В статье рассмотрен вопрос, как правильно паять медные провода разного сечения электрическим паяльником.
Инструменты и материалы для пайки медных проводовПодготовка паяльника для пайки проводов
Выбор мощности паяльника зависит от сечения проводов. Для тонких одножильных, многожильных медных проводов, дорожек печатных плат подойдёт паяльник с жалом в 3 мм и мощностью 25 Вт. Для сечения проводов от 2 мм и более, нужен паяльник мощностью 60 Вт, а для массивных деталей используют молотковый паяльник мощностью 200 Вт.
Жало паяльника должно быть чистым, без раковин. Чтобы выровнять жало паяльника используют мелкий напильник. После обработки жала его лудят, чтобы медь не окислялась. Также важным элементом при пайке является подставка для паяльника. Если хотите качественно паять мелкие провода, элементы радиоэлектронной платы, нужно иметь регулятор температуры жала паяльника.
Если хотите качественно паять мелкие провода, элементы радиоэлектронной платы, нужно иметь регулятор температуры жала паяльника.
Таким регулятором можно точно выставить температуру паяльника для припоев разных марок. Лучшим вариантом регулятора температуры жала паяльника будет устройство с датчиком температуры, который устанавливается на жало паяльника. Установленная температура жала не будет зависеть от изменений сетевого напряжения.
Регулятор температуры для паяльникаТак как при пайке электрическим паяльником образуются ядовитые пары припоя и дым от канифоли, рабочее место нужно оборудовать хорошей вытяжной вентиляции. Освещение рабочего места не должно быть тусклым. Для удобства ремонта электронных плат можно приобрести специальный держатель плат с линзой и подсветкой.
Можно сделать простой регулятор температуры для паяльника своими рукамиВыбор флюса и припоя для пайки проводов
В зависимости от типа пайки выбирается марка припоя. Самая распространенная марка припоя это ПОС-61.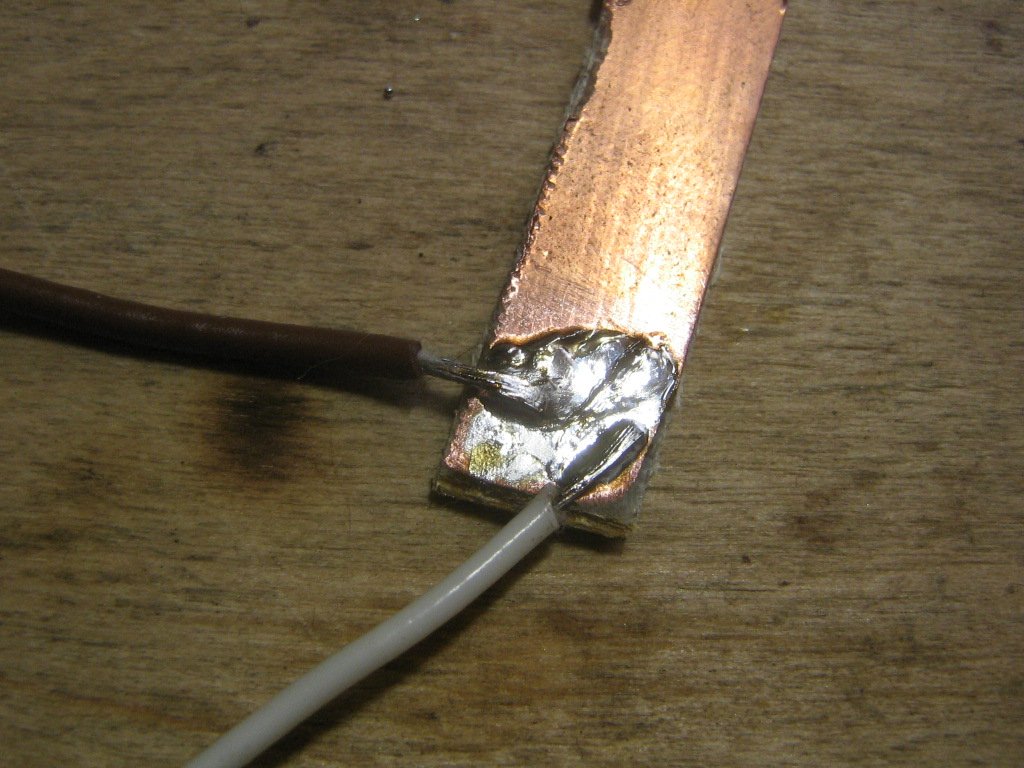 Припой оловянно-свинцовый с содержанием олова 61%. Температура плавления у него 190 С, и подходит он для любых паяльников. Этот припой используется там, где нет нагрузки на соединение.
Припой оловянно-свинцовый с содержанием олова 61%. Температура плавления у него 190 С, и подходит он для любых паяльников. Этот припой используется там, где нет нагрузки на соединение.
Если соединение проводов должно быть прочным, выбирают припой марки ПОС 40 или ПОС 30. Удобно пользоваться припоем ПОС-61 в виде прутка намотанного на катушку. Диаметр припоя от 1 до 3 мм. Иногда встречается полый припой с залитой внутрь канифолью.
Также в зависимости от вида пайки проводов существуют различные флюсы, гели, канифоль. Флюс необходим при пайке проводов, так как он удаляет оксиды с поверхности спаиваемых проводов, а также снижает поверхностное натяжение припоя, что позволяет припою легко растекаться по свариваемым поверхностям.
Также флюсы хорошо обезжиривают поверхности. Ещё одно достоинство флюсов – это защита нагретых поверхностей от оксидов. Без флюсов пайка медных проводов паяльником была бы затруднена. Многие флюсы содержат такие активные вещества как кислоты, растворители. Эти активные вещества остаются на поверхности провода и в припое.
Эти активные вещества остаются на поверхности провода и в припое.
Со временем они разрушают соединения проводов. Поэтому в ПУЭ запрещено использовать активные флюсы для пайки соединений при монтаже электропроводки, в электрических щитах. Эти флюсы запрещены и в радиоэлектронной промышленности, однако многие электрики используют их, ведь не себе же.
Флюсы на основе канифоли для пайки электрическим паяльникомНе спорю, такие флюсы обеспечивают быструю, удобную даже красивую пайку, но никто не задумывается над последствиями. Существует флюс на основе канифоли, который обладает высокими характеристиками при пайке проводов паяльником. Пайки получаются красивые, долговечные и надежные.
Этот флюс используют также при пайке электронных плат. Сделать его довольно легко. Обычно берут кусок канифоли, разбивают его в порошок и растворяют в любом 90% спирте в соотношении 50% на 50%, по объему. Растворяется канифоль в спирте легко. Для работы с канифолью используют кисточку.
Как паять паяльником медные провода
Первым пунктом пайки поставим очистку проводов от оксидной пленки. Окисной пленкой покрыт не только алюминий, но и медь. Присутствие ее на меди затрудняет лужение проводов, лужение происходит участками, неравномерно. Поэтому чистят медный провод острым ножом со всех сторон.
Окисной пленкой покрыт не только алюминий, но и медь. Присутствие ее на меди затрудняет лужение проводов, лужение происходит участками, неравномерно. Поэтому чистят медный провод острым ножом со всех сторон.
После снятия оксидов, поверхность провода смачивают кисточкой с жидкой канифолью. Жалом паяльника берут немного припоя и проводят лужение провода. Провод можно не прокручивать, движение жалом паяльника вперед, и мы видим, как припой мгновенно растекается по всему проводу.
Припой прутком 2 ммТеперь еще один важный момент, перед тем как паять медные провода – это соединение. Запомните, все соединения проводов должны быть закреплены. Способы крепления проводов показаны на рисунке ниже. Нельзя паять внахлёст без крепления. Пайка получается очень слабой, хотя и ровной. Такая пайка долго не выдерживает механическую нагрузку, небольшую вибрацию.
Способы соединения проводов скруткойПосле соединения луженых проводов скруткой, наносят кисточкой немного жидкой канифоли и паяют. Небольшое движение жалом паяльника вперед от изоляции и идеальная пайка готова. Почему здесь можно паять от изоляции, потому что пайка жидкой канифолью происходит за очень короткое время и изоляция провода не успевает подгореть. После пайки остатки канифоли смываются жесткой щеточкой со спиртом.
Небольшое движение жалом паяльника вперед от изоляции и идеальная пайка готова. Почему здесь можно паять от изоляции, потому что пайка жидкой канифолью происходит за очень короткое время и изоляция провода не успевает подгореть. После пайки остатки канифоли смываются жесткой щеточкой со спиртом.
Визуально можно определить качество пайки электропроводки и электронных плат:
1. Пайка должна быть скелетной, то есть должно просматриваться скелетное соединение проводов, выводов элементов.
2. Пайка должна быть глянцевой, без раковин и пузырей.
На качество пайки влияет температура жала паяльника. Для ПОС 61 температура жала 190 С, с небольшой коррекции в верхнюю сторону. Коррекцию температуры жала паяльника определяют опытным путем по плавлению припоя. Припой должен легко плавиться, и хорошо держаться на жале паяльника. Если припой собирается в капли и стекает, значит паяльник перегрет.
Часто спрашивают – можно ли паять под напряжением. Ответ однозначен – нет. Под напряжением любые электротехнические работы (кроме измерительных) запрещены. На корпусе паяльника может присутствовать сетевое напряжение, при попытке пайки проводов под напряжением произойдет короткое замыкание.
Под напряжением любые электротехнические работы (кроме измерительных) запрещены. На корпусе паяльника может присутствовать сетевое напряжение, при попытке пайки проводов под напряжением произойдет короткое замыкание.
Пайка медных проводов: надежный метод соединения электропроводки
Соединение проводов является необходимой операцией при проведении электромонтажных работ. Для каждого способа соединения электропроводки (обжим, скрутка, пайка) есть свои условия для применения. Пайка медных проводов и пайка алюминиевых проводов – самый надежный метод контактного соединения, по прочности она конкурирует только со сваркой.
Что представляет собой процесс пайки проводов
Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком.
Что необходимо для пайки
Чтобы спаять медные проводники, понадобятся следующие приспособления, материалы и инструменты:
- Электрический паяльник мощностью от 80 Ватт
- Припой
- Флюс
- Удалитель (нейтрализатор) флюса
- Пассатижи
- Кисточка для нанесения флюса
- ПВХ-изолента
- Термоусадочная трубка подходящего диаметра
- Фен
Паять медные провода можно не только электрическим паяльником, но и другим оборудованием: пропан-горелкой для пайки медных труб, газовой мини-горелкой или газовым паяльником с насадкой для горелки.
Горелка с небольшим факелом удобна тем, что она обеспечивает локальный нагрев скрутки, не повреждая изоляции проводника. Перед использованием электрического паяльника его жало необходимо очистить надфилем или наждачкой от окислов.
В качестве припоя для меди рекомендуется использовать ПОС-60 или аналоги с температурой плавления 190°C.
Флюс убирает окислы металла, способствует лучшему сцеплению припоя и его равномерному растеканию по поверхности. Лучше использовать флюс на водной основе – он не содержит спирта или кислоты, поэтому не требует последующего удаления. Если использовать в этом качестве ортофосфорную кислоту, жидкую канифоль или ЛТИ-120, то средства необходимо удалять с поверхности после работы – иначе они со временем разрушат медные детали.
Процедура пайки
Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности.
- Провода в распределительной коробке обрезают до необходимой длины – 20–25 см и правильно распределяют по цвету: желто-зеленые – это заземление, синие – ноль, белые (коричневые, красные или черные) – это фаза. При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
- Соединяют провода крест накрест – это необходимо, чтобы скрутка получилась равномерной и плотной. Чтобы сделать скрутку правильно, один провод кладется на другой, для соединения трех проводников первый кладут поверх двух других. Производят скрутку, затем ее обжимают при помощи пассатижей, обрезают лишние хвостики и опять обжимают.
- Перед началом пайки скрутку обильно смачивают флюсом или помещают в него.
- Чтобы спаять провода правильно, скрутку нагревают паяльником или горелкой до тех пор, пока не начнет закипать флюс. Как только флюс начнет закипать, сверху на скрутку кладется припой. Для пайки меди используют припой ПОС-60 или аналоги. При использовании паяльника для соединения проводов его жало располагают снизу скрутки.

- Когда припой расплавится, он под действием сил натяжения растечется и заполнит скрутку, образуя надежное соединение. Красноваты медный цвет проводов приобретет серебристый оттенок.
- Последний шаг – изоляция места соединения. Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.
- Аналогично производится дальнейшая пайка проводов в распределительной коробке – фазных и нулевых.
- После спайки и изоляции скруток провода аккуратно укладывают в распредкоробку и закрывают ее.

Специфика соединения алюминиевых проводов
Последовательность действий при работе с алюминиевыми проводами аналогична вышеописанной, но есть специфические нюансы, которые нужно учитывать.
Спаять алюминиевые жилы технически сложнее в силу особенностей металла. Место соединения при этом менее прочно, чем у медных аналогов.
Алюминий мгновенно сильно окисляется, образуя токонепроводящую пленку. Окислы обязательно удаляют, иначе металл не удастся спаять. Для удаления окислов пользуются цинко-вазелиновыми пастами. Для спайки жил нужен алюминиевый припой, а он более тугоплавок, чем олово, поэтому температура нагрева должна быть выше. В расплавленном виде алюминиевый припой более текуч, чем оловянный. Для работы понадобится химически активный флюс Ф-34 или Ф-64, который может справиться с окислами.
Поскольку алюминий – ломкий металл, для надежности соединения лучше припаивать его к медному проводу одинакового сечения. В этом случае слишком ломкий и хрупкий алюминиевый проводник совместно с гибкой и прочной медной проволокой дает прочное соединение, способное выдерживать нагрузки до 2 кВт.
При соблюдении требований и технических условий спаянное соединение медных или алюминиевых проводов прослужит не одно десятилетие без уменьшения контакта или перегрева места спайки.
Как правильно паять паяльником с кислотой
Чаще всего для пайки печатных плат в радиотехнических изделиях и бытовой технике предпочитают использовать обычную канифоль из сосновой смолы, но ее можно заменить другими компонентами. В расплавленном виде она способствует растеканию оловянного припоя по медным дорожкам платы. Это позволяет надежно припаять ножки радиодеталей и концы соединительных проводов. Канифоль позволяет эффективно паять медные, жестяные и серебряные изделия. Для того чтобы паять оцинкованное, нержавеющее железо, радиатор, ведра, кастрюли, различные сплавы, латунь и другие металлы можно использовать кислотные растворы.
Флакон с кислотным раствором для пайки металлов
Кислотные растворы
Важно правильно выбрать кислотный раствор. Зависит это от вида металла, из которого сделаны детали. Это может быть алюминиевый или медный радиатор, чайник, который надо спаять, медь, латунь или кровельное железо:
- Оцинкованное железо. Места, где необходимо паять, обрабатывают кислотным раствором, правильно его называют (хлоратом цинка). Такой состав можно купить в специализированных магазинах, проще всего приготовить его самостоятельно.
Для этого достаточно в 100 мл соляной кислоты бросить кусочки цинка, который можно снять с корпуса пальчиковых батареек. После окончания химической реакции цинк растворится, выделяя при этом большое количество водорода.
Правильно будет осуществлять процесс в хорошо проветриваемом помещении, при отсутствии открытого огня.
После того, как раствор остынет и отстоится, верхнюю прозрачно-желтую часть переливают в чистую стеклянную посуду. Осадок сливают в грунт, в канализацию с металлическими трубами не рекомендуется. Кислотой можно повредить трубы и герметичные прокладки. Оставшаяся часть раствора готова для обработки кровельного оцинкованного железа.
Осадок сливают в грунт, в канализацию с металлическими трубами не рекомендуется. Кислотой можно повредить трубы и герметичные прокладки. Оставшаяся часть раствора готова для обработки кровельного оцинкованного железа.
Как запаять листы кровельного железа
- Нержавеющая сталь. Прежде чем паять, поверхность зачищается и обрабатывается ортофосфорной кислотой, в состав которой входят следующие элементы:
- до 50% хлористого цинка;
- аммиак до 0,5%;
- растворяется водой с концентрацией рН – 2,9%.
Ортофосфорная кислота применяется для пайки в качестве флюса и для очищения металла от ржавчины
Раствор бывает прозрачным светло-желтого цвета или бесцветным, при нагреве до 213ºС преобразуется в H4P2О7 (пирофосфорную кислоту), которая обезжиривает поверхность металлов. Состав растворяет оксидную пленку на различных металлах и сплавах:
- нержавеющая сталь;
- латунь;
- сплавы никеля;
- сплавы меди;
- сплавы углеродистых металлов и низколегированной стали.

Применение кислот
Чтобы паять металлические изделия (трубы, радиатор, ведра, кастрюли), поверхность элементов тщательно зачищается, можно напильником или наждачной бумагой. На очищенные участки кисточкой наносят кислотный раствор, после чего на поверхности паяльником расплавляют до жидкого состояния припой.
Жидкий припой облуживает зачищенные места, при кипении кислотный флюс выходит на поверхность. Когда припой застывает, спаиваемые элементы надежно и герметично фиксируются.
Паять можно мощным паяльником или открытым огнем от газовой горелки. Можно использовать различные источники тепла в зависимости от площади разогреваемой поверхности и температуры плавления припоя.
Остатки кислотного флюса смываются водой, лучше мыльным, щелочным раствором, это исключит дальнейшую коррозию металла.
Обработанные и спаянные элементы нержавеющей стали
Кислотой можно повредить кожу и мышечную ткань, при вдыхании паров поражаются дыхательные органы.![]() Контактируя с воздухом, соляная кислота вступает в химическую реакцию, над открытой емкостью заметен дымок. Работать правильно в этих условиях в защитных очках, резиновых перчатках, противогазе, можно в респираторе.
Контактируя с воздухом, соляная кислота вступает в химическую реакцию, над открытой емкостью заметен дымок. Работать правильно в этих условиях в защитных очках, резиновых перчатках, противогазе, можно в респираторе.
При попадании раствора на кожу промыть этот участок тела 6%-ным щелочным раствором или простым мылом. Не рекомендуется флюсами с кислотой паять радиотехнические платы. Кислотные составляющие с них трудно смываются и способствуют распаду медных дорожек. Их лучше заменить, для этого есть специальная паста.
Хранить растворы с кислотой для пайки правильно будет в емкостях из следующих материалов:
- стекло;
- керамика;
- фарфор;
- фторопласт.
Такая посуда не вступает в реакцию с кислотой, в ней длительное время можно сохранить приготовленный состав.
Пайка без паяльника
В бытовых условиях при отсутствии паяльника можно паять медные провода диаметром до 2 мм. Для пайки радиаторов, посуды используют специальный припой, паяльные лампы, газовые горелки, так как медь стержня паяльника не в состоянии разогреть большую площадь поверхности. Существует несколько способов:
Существует несколько способов:
- Лужение и пайка проводов в расплавленном припое. Предварительно провод нагревают, прикладывают к кусочку канифоли, она плавится и равномерно растекается по поверхности соединения. Провод скруткой опускается в расплавленный припой в жестяной банке на костре, можно греть на паяльной лампе. Для того чтобы запаять скрутку, желательно ее подержать в кипящем олове до 1 минуты. Медные провода прогреются, и сплав заполнит все промежутки между скрученными проводами. Таким способом можно паять мелкие детали из меди, латуни и других сплавов.
Залуженный и спаянный медный провод
- Пайка проводов в желобе. Зачищенные и скрученные провода укладываются в отрезок трубки 2-3 см из алюминия, диаметром 0,5-1см, распиленной вдоль. Сверху засыпается смесью мелкой стружки припоя и канифольной пыли, снизу эта конструкция разогревается зажигалкой, свечкой или малой паяльной лампой.
Разогрев припоя паяльной лампой (горелкой)
Смесь плавится и тщательно обволакивает все места соединения проводов.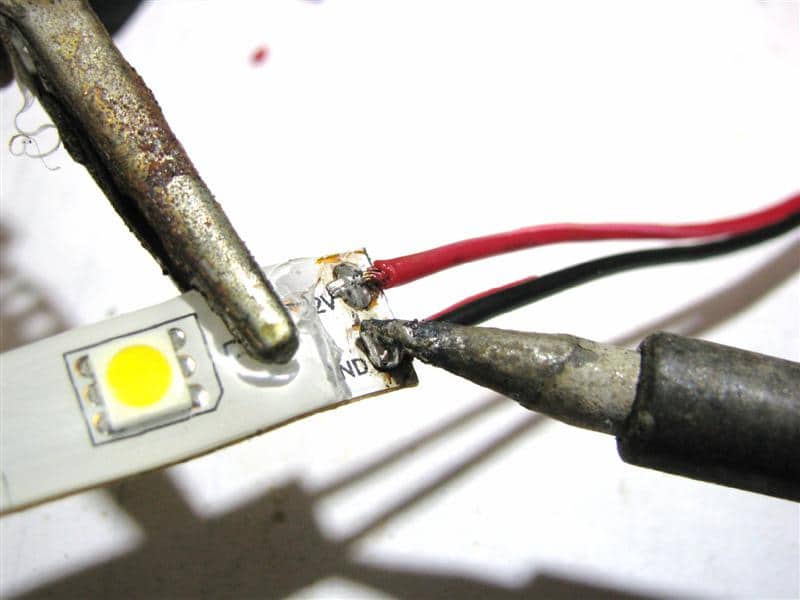 После застывания алюминиевый желоб убирают, место соединения изолируют.
После застывания алюминиевый желоб убирают, место соединения изолируют.
Стружку припоя можно наточить крупнозернистым напильником.
- Тонкий медный провод до 0,75 мм можно уложить на фольгу из алюминия, насыпать смесь из канифоли и стружки олова, герметично завернуть и разогреть 3-4 минуты. Припой равномерно заполнит все элементы на месте спайки, после остывания фольгу можно снять и выбросить.
Как готовится паяльная паста
Паста для пайки продается в магазинах радиодеталей, но можно приготовить самостоятельно. В 32 мл соляной кислоты добавляют 12 мл обычной воды, потом кусочки цинка – 8,1 г. Для этого используется эмалированная посуда.
После окончания реакции растворения, в состав вносят олово – 8.7 г. Когда закончится вторая реакция растворения, выпаривают воду до пастообразной консистенции раствора. Паста перемещается в фарфоровую емкость, куда засыпают порошок, в составе которого:
- свинец – 7,4 г;
- олово – 14,8 г;
- сухой нашатырь – 7,5 г;
- цинк – 29,6 г;
- канифоль – 9,4 г.

Эта паста замешивается на 10 мл глицерина, подогревается и перемешивается.
Как правильно паять, последовательность действий:
- детали на месте пайки зачищают, провода скручивают;
- паста наносится кисточкой, тонким слоем;
- поверхность для спайки разогревается зажигалкой плазменной, горелкой, свечкой или спиртовой таблеткой, можно даже спичками или на костре до момента, когда паста расплавится;
- после плавления элементы пайки удаляются от источника тепла, припой застывает.
Паста очень эффективна, когда необходимо паять медный провод, мелкие детали из сплавов, основой которых является медь, латунь, например радиатор, самовары и другие изделия.
Пайка посуды
Ведра и кастрюли, с отверстиями не более 5-7 мм в диаметре, рекомендуется паять, не используя паяльник, припоем ПОС-60. Дырявые места на посуде можно надежно запаять. Для этого дырки тщательно зачищаются наждачной бумагой изнутри емкости. Отверстию по краям придается конусная форма, очищенные места кисточкой обрабатываются раствором паяльной кислоты.
Для того чтобы исключить утечку припоя с наружной стороны, все донышко или отдельные места, где требуется запаять отверстия, закрывают тонкими жестяными пластинами. С внутренней стороны в зачищенные отверстия насыпают порошкообразный припой с канифолью. Места пайки разогревают на открытом огне до плавления припоя и заполнения им всех щелей.
Для радиаторов зачистка и пайка осуществляются с наружной стороны. Чтобы исключить протекание припоя внутрь, отверстие закрывают пластиной жести, оцинкованного железа, можно заменить на медь или латунь. Выбор зависит от материала, из которого сделан радиатор. Однородные металлы и сплавы, схожие по своему составу, легче запаять.
После окончания процесса пайки радиаторов внутренняя и внешняя поверхности тщательно промываются щелочным, мыльным раствором для того, чтобы исключить воздействие кислотных составляющих на металл.
Флакон с флюсом для пайки алюминия
Когда надо запаять детали из алюминия, используются специальные припои:
- смесь 4:1 олово с цинком;
- смесь 30:1 олово с висмутом;
- порошок 99:1 олова и алюминия.
Последовательность обработки поверхности аналогичная, как и для подготовки железной посуды. Для того чтобы качественно запаять алюминий, в порошок добавляют канифоль, но температура плавления должна быть выше 500ºС. Припой в отверстии рекомендуется помешивать, можно тонким медным жалом паяльника.
Паста для пайки печатных плат
Состав не сильно отличается от пасты, которую используют, чтобы припаять без паяльника, в порошок входят следующие компоненты:
- олово – 14,8 г;
- канифоль – 4 г;
- цинковая пыль – 738 г;
- свинцовый порошок – 7,4 г.
Для пастообразной консистенции добавляют диэтиловый эфир – 10 мл, его можно заменить, использовать глицерин – 14 мл.
Последовательность пайки:
- зачищаются ножки и дорожки печатной платы;
- для того чтобы запаять, ножки деталей вставляются в отверстия платы;
- места, где надо запаять на плате смазываются пастой;
- паста разогревается паяльником до плавления;
- припой растекается и застывает, обеспечивая надежный электрический контакт деталей с дорожками печатных плат.
Уроки пайки. Видео
Научиться правильно паять можно, просмотрев это видео.
Из вышеизложенной информации следует, что при желании и наличии определенных материалов в бытовых условиях можно паять различными способами, достигая качественного крепления деталей и герметичности емкостей.
Пайка медных труб с помощью горелки
Можно спаять паяльником или без паяльника практически все металлы, сплавы, алюминий, латунь, медь, провода электрических цепей различного назначения, металлическую посуду, корпуса радиаторов и другие элементы оборудования.
Оцените статью:Как правильно паять паяльником. Пайка проводов, транзисторов, светодиодов.
Для того чтобы хорошо и правильно паять, следует знать несколько основных моментов, характеризующих процесс пайки паяльником, причем, безразлично — электрическим или газовым.
Здесь будет рассмотрено как паять припоем ПОС (сплав олова и свинца, в зависимости от пропорций содержания этих металлов меняется температура плавления припоя).
Припоем можно паять между собой различные металлы. Проще всего паять медь, латунь. Несколько сложнее — сталь, пайка других металлов, например алюминия, возможна, но требует применения специальных флюсов и присадок.
Давайте сразу про флюс.
Это вещество, препятствующее окислению металла при пайке.
Самый простой и известный флюс — сосновая канифоль. Используется в кусковой или жидкой (спиртовой раствор) формах для пайки меди, латуни.
Является пассивным флюсом, то есть только препятствует окислению металла при его нагреве паяльником, но уже имеющуюся окисную пленку удалить не может (для этого используются различные активные флюсы или тривиальная механическая зачистка).
Удаление оксидной пленки — процесс при пайке обязательный, поскольку расплавленный паяльником припой должен смочить поверхность металла, о окислы этому препятствуют равно как жир препятствует смачиванию водой любой поверхности. Думаю, при рассмотрении конкретных примеров Вам все будет ясно.
КАК ПРАВИЛЬНО ПОДГОТОВИТЬ ПАЯЛЬНИК
Перед тем как паять следует правильно подготовить паяльник. Его жало должно быть равномерно покрыто припоем. Смотрим фото:
КАК ПАЯТЬ ПРОВОДА
СОЕДИНЕНИЕ ПРОВОДОВ ПАЙКОЙ
| Паять провода между собой можно различными способами, например, наложив предварительно залуженные провода друг на друга разогреть их паяльником до расплавления припоя. | |
| Это результат. | |
| Можно предварительно скрутить зачищенные провода. | |
| Скрутку пропаять как при лужении. Кстати, во всех примерах используется твердая канифоль. Если применяется жидкий флюс, то он просто наносится кисточкой на нужное место. | |
| Получится вот такое соединение. | |
| Если Вы паяете какие либо радиоэлементы без применения печатного монтажа, то вот несколько способов пайки их выводов. | |
| Слева проводник предварительно накручивается на вывод светодиода, справа — паяется «внахлест». Первый способ надежнее, второй — более быстрый, кроме того, при необходимости настройки схемы, многократной замены элементов, он удобнее. | |
| Это просто конечный результат. |
© 2012-2020 г. Все права защищены.
Представленные на сайте материалы имеют информационный характер и не могут быть использованы в качестве руководящих и нормативных документов
Как правильно паять медный провод для электропроводки дома.
Умение паять бывает очень полезным при восстановлении обрывов в кабелях различного назначения. Однако делать это надо не спустя рукава, а тщательно и аккуратно, соблюдая ряд простых правил. Наша статья расскажет вам как правильно паять медный провод для электропроводки дома.
Умение паять бывает очень полезным при восстановлении обрывов в кабелях различного назначения. Однако делать это надо не спустя рукава, а тщательно и аккуратно, соблюдая ряд простых правил. Наша статья расскажет вам как правильно паять медный провод для электропроводки дома.
Перед тем как приступить непосредственно к делу, выберите оптимальную мощность паяльника, так как для качественно выполненной работы необходимо как следует прогреть все элементы, подлежащие пайке. Подберите подходящее жало паяльника. Оно должно быть сопоставимо по размерам с габаритами самой детали, иначе вы рискуете либо повредить соседние элементы, либо некачественно пропаять провода (элементы схемы). При работе с электрическими платами какого-либо оборудования паяльник необходимо заземлять, чтобы не допустить повреждения чувствительных элементов схемы прибора статическим электричеством или напряжением питания паяльника (220 В) в случае выхода инструмента из строя. Приступая к работе, сперва очистите поверхность жала паяльника и проводов, которые необходимо спаять, от загрязнений, так как крупицы мусора, пыли и окисла могут сильно повлиять на качество и долговечность пайки.
После этого включите паяльник в питающую сеть и дождитесь, пока он нагреется до температуры плавления олова. Чем мощнее будет ваш инструмент, тем дольше придется ждать. Провода, которые вы собираетесь паять, предварительно лучше тщательно скрутить между собой, так как олово – мягкий и ломкий металл. Он не выдержит даже слабых нагрузок. После этого обмакните жало паяльника в канифоль и смажьте им получившуюся скрутку. Тем самым вы обеспечите условия для хорошего перетекания олова на место пайки. Затем обмакните жало в припой и приложите его к месту пайки. Держать паяльник прижатым следует около 2-3 секунд. За это время расплавленное олово успеет перетечь на провода (элементы схемы) и как следует пропитать все микротрещинки вокруг.
Теперь осмотрите место пайки. Олово должно лежать равномерно и блестеть. Если припоя оказалось недостаточно, и в некоторых местах заметна часть скрутки или провода не зафиксировались, необходимо повторить действия из предыдущего шага. Помните, что паяльник нельзя держать прижатым слишком долго. Иначе вы рискуете перекалить пайку. В этом случае олово потеряет свой блеск, потемнеет, возможно, пойдет черными пятнами. В такой ситуации пайку можно будет сломать простым нажатием ногтя, поэтому вам потребуется аккуратно снять весь припой, вновь очистить паяльник и повторить все вышеизложенные действия.
Как соединить медный провод с алюминиевым?
Очень часто в старых домах приходится при ремонте электропроводки соединять алюминиевые провода старой проводки с медными- вновь проложенными.
Кто незнаком с этой темой и делает ремонт своими руками- просто тупо скручивают их между собой и закрывают в распредкоробке, не понимая какую головную боль они себе приобретут в дальнейшем…
С этой темой- соединение меди с алюминием- сталкиваются не отлько при монтаже внутренней электропроводки, но и при замене ввода в дом
Дело в том, что провода воздушной линии (ВЛ)- алюминиевые и если вы делаете вводной кабель медный, то просто так накрутить на алюминиевый провод жилу кабеля- нельзя!
А ведь делают же! Сколько раз сам видел… А потом удивляются- “Почему это у меня свет в доме моргает?!”
Да, действительно, а почему? А вот из-за чего.
Немного химии. Алюминий- очень активный метал, попробуйте его спаять простым методом как медный провод, ничего не получится.
Алюминий активно реагирует на воздух, вернее даже не на сам воздух, а на влагу в воздухе, быстро образуя на своей поверхности тонкую пленку окиси.
Эта пленка оказывает высокое сопротивление электрическому току- появляется так называемое “переходное сопротивление” в месте соединения проводов.
Но медный провод тоже окисляется, однако не так сильно и интенсивно как алюминий и пленка окиси на поверхности меди оказывает гораздо меньшее сопротивление протеканию тока.
Получается что при соединении медного и алюминиевого провода они контактируют своими оксидными пленками.
Так же у этих двух металлов разное линейное расширение, поэтому при изменении температуры в помещении или величины тока, протекающего через скрутку медь-алюминий контакт между ними со временем ослабевает.
Переходное сопротивление в скрутке итак “тормозило” электрический ток, да еще ослабление контакта еще более увеличивало величину переходного сопротивления.
Это приводит к тому, что скрутка начинает греться, чем дальше- тем больше, греется изоляция провода. разрушается от нагрева даже может загореть.
Сами знаете сколько домов сгорело из-за неисправностей в электропроводке и зачастую виновато в этом именно переходное сопротивление или плохой контакт.
Кстати о переходном сопротивлении.
Это активное сопротивление, то есть вся мощность на нем на 100% преобразуется в теплоту, ну как в утюге например)))
Что бы понять что это такое- представтье что два провода соединены между собой нихромовой проволокой и по ним протекает электрический ток, который раскаляет нихром докрасна.
Вот внутри скрутки медного и алюминиевого провода и находится такая раскаленная докрасна нихромовая нить. А оно вам надо?!
Запомните- переходное сопротивление- аналог раскаленной нихромовой нити.
Так, химии достаточно. Теперь как выйти из положения если надо соединить медный провод с алюминиевым.
Тут суть вот в чем: главное что бы эти два металла не соприкасались между собой. Между ними должен быть нейтральный по отношению к ним материал, естественно токопроводящий.
Это может быть свинцовый припой, дюралюминий,сталь, нержавейка, покрытие из хрома.
Кстати интересно- нельзя: цинк, углерод (графит) и серебро с золотом и платиной.
Хотя я себе не представляю кто может себе позволить такое удовольствие- соединять медь с алюминием через платину)))
В такм случае если денег море- лучше совсем провода полностью из платины сделать, потери напряжения исчезнут напрочь)))
Итак, соединяем медь с алюминием:
-С помощью клемных зажимов;
-Болтовое соединение через шайбы
-Слой из нейтрального материала
Клемные зажимы- это ответвительные сжимы (так называемые “орехи”), wago, клемники в изоляции и т.п.
Ну болтовое соединение итак понятно- делается петля на проводе, вставляется болт, а между медью и алюминием- стальные шайбы.
Такое соединение гораздо надежнее всех клемников и зажимов, единственный минус- большие габариты, в распредкоробке много метса занимают.
Я так сам делал например на вводе в дом- когда надо было соединить медный кабель с алюминиевым вводом от ВЛ. Да еще кабель был четырехжильным, а сеть- 220.
Тогда сделал на фазу и ноль по две жилы кабеля, соединил через болтовое соединение с обрезком алюминиевого провода, и уже этот обрезок был подключен энергетиками на ввод.
Уже второй год прошел- замечаний нет))) Это при наличии электроплиты в доме и всего прочего- электротитан, чайник, утюг, микроволновка и т.д.
Сейчас про слой из нейтрального материала. Я имею ввиду- свинцово-оловянный припой.
Как это делается покажу на фото:
Это хороший выход из положения когда нет под рукой зажимов или не хочется их использовать, а болтовое соединение не помещается в коробку.
Тогда надо покрыть медный провод припоем и сделать скрутку с алюминием- соединение будет надежным! Хотя и по ПУЭ- неправильным…
Там требуется или пайка-сварка или клемники-болты, чистая скрутка по ПУЭ- вне закона…
Хотя я лично однажды вскрыл распредкоробку освещения в старом доме- там с выключателя медный провод шел, а на лампочку- алюминиевый. Скрутка была чисто медь с алюминием без вских клемников, припоя и т.д.
Так состояние- как будто только что скрутили!
Все чистенько, никакого окисла и подгара. Я думаю это потому, что в квартире было всегда сухо и к тому же распредкоробка была наглухо запечатана в стене- то есть воздух в нее не проникал.
А поэтому и алюминий не окислялся и к тому же нагрузка на скрутку была минимальная- всего одна лампочка подцеплена.
Поэтому если через соединение медь-алюминий будет проходить большой ток, то лучше сделать болтовое соединение как самое простое, посложнее- пайка.
А вот ваговский зажим в таком случае я бы не рекомендовал использовать, лучше другие клемники где провода хотя бы винтом зажимаются.
Итак, сейчас вы знаете как соединять медный провод с алюминиевым и если вам придется это делать- уверен, вы сделаете правильный выбор!
Замена электропроводки в квартире
В последние несколько десятилетий на мировом рынке появилось огромное количество разнообразной бытовой техники, которая значительно улучшает наш быт. Стараясь не отставать от мирового прогресса, мы приобретаем для нашего домашнего очага такие необходимые вещи, как стиральная машина, СВЧ-печь, кофемашина, различные кухонные комбайны, персональный компьютер и многое другое.
При этом не задумываемся, что вся эта техника создает определенную нагрузку на нашу электросеть, в частности, на электропроводку в квартире или в частном доме.
Электроснабжение современных зданий ведется с учетом возросших требований по потребляемой мощности. Что нельзя сказать о зданиях, срок эксплуатации которых более 20-ти лет. В таких домах электропроводка была рассчитана с учетом требований тех лет, когда суммарная мощность всех подключенных бытовых устройств была значительно ниже.
Но это не единственный фактор безопасной эксплуатации электропроводки. Со временем изоляция электропроводки теряет свои изоляционные свойства. Под действием длительного периода климатических воздействий изоляция электропроводки разрушается, что может привести к печальным последствиям. По статистике огромный процент возгораний происходит из-за старой проводки. Поэтому замена старой электропроводки – залог безопасности домашнего очага.
Выбор сечения и марки кабеля.
Прежде чем приступить к работам по замене электропроводки, нужно определиться с маркой нового кабеля. Для монтажа токонесущих линий в жилых зданиях применяют два вида кабеля: медный и алюминиевый. Медный провод по своим электрическим параметрам лучше алюминиевого, но стоимость его выше. К тому же, провод из меди больше подвержен окислению, что отрицательно сказывается на местах его соединения. Поэтому участки медного провода предварительно покрывают слоем припоя (лудят).
Следующий важный параметр, который нужно учитывать при выборе электрического кабеля, это сечение токонесущей жилы. Чем больше площадь сечения провода, тем выше значение по потребляемой мощности, которую он может выдержать. Для зданий специальных назначений сечение кабеля предварительно рассчитывают. Для жилых зданий существуют установленные нормы, по которым площадь сечения составляет:
для скрытой электропроводки:
медный провод – 1,5 мм;
алюминиевый провод – 2,5 мм;
для открытой электропроводки:
медный провод – 2,5 мм;
алюминиевый провод – 4 мм.
После выбора необходимой марки кабеля приступают к демонтажу старой электропроводки, предварительно отключив сетевое напряжение.
Классификация электропроводки по способу исполнения.
По способу укладки провода различают скрытую и открытую электропроводку.
Открытую электропроводку размещают на поверхности стены и используют, в основном, в зданиях деревянного типа.
Скрытую электропроводку применяют в кирпичных и железобетонных зданиях и укладывают в специальных каналах, которые после укладки заделывают штукатурным раствором.
На демонтаж скрытой электропроводки затрачивается больше времени, чем на демонтаж открытой. И связано это с тем, что проводку из канала в стене не всегда удается извлечь, не повредив покрытие стены, так как очень часто скрытую проводку наглухо цементируют в канале.
Чтобы облегчить процесс замены электропроводки в доме, квартире и коттедже, провода помещают в металлические или пластиковые трубы, которые укладывают в каналы и заделывают штукатурной смесью.
Монтаж электропроводки.
После того, как демонтировали старую проводку, приступают к разметке новых электролиний и электроточек. Для этого заранее определяют будущее местоположение всей бытовой техники, для которой необходимо электропитание. Иногда в зданиях, особенно старых конструкций, размещение розеток и выключателей не всегда удовлетворяет в плане эстетики и комфорта. Поэтому новые розетки стараются разместить так, чтобы их положение было скрыто бытовой техникой, а выключатели были доступны и отлично вписывались в дизайн помещения.
Для подводки кабеля к электроточкам можно использовать старые каналы в стене и дополнительно сделать новые.
Прокладка новых каналов связана с определенными трудностями. Если поверхность стены оштукатурена толстым слоем, то сделать канал для электропроводки не составит особого труда. Если стена железобетонная, то нужно использовать специальный строительный инструмент (штроборез) для нарезания каналов.
Каналы для укладки кабеля выполняют перпендикулярно и параллельно полу или потолку, чтобы впоследствии было легко определить местоположение электропроводки при выполнении сверлильных работ.
Соединения электропроводки допускается только в соединительных коробках. Не рекомендуется соединять вместе медные и алюминиевые проводники, так как образуется гальваническая пара, что может вызвать сильное нагревание или искрение контакта. В таких случаях используют специальные переходники или участки соединения медного проводника пропаивают.
Проверка выполненных работ.
После того, как электропроводка уложена в специальные трубы и закреплена в каналах стены, приступают к проверке смонтированной линии на отсутствие короткого замыкания. Проверка выполняется при помощи специального прибора – тестера.
Только после этого, убедившись в отсутствии короткого замыкания в электропроводке, линию подключают к сетевому напряжению и проверяют работоспособность всех установленных электроточек при помощи фазового индикатора или тестера.
В крайнем случае, для проверки можно использовать осветительные приборы.
После поверочных работ приступают к заделыванию каналов штукатурным раствором, тщательно и ровно разравнивая его по плоскости стены.
Следует учесть, что выполнение работ по замене электропроводки связано с риском поражения электрическим током и опасностью возгорания. Поэтому для выполнения качественной работы лучше обратиться к квалифицированному специалисту в этой области.
электропроводка в доме паять медный провод алюминиевый провод Как правильно паять медный провод для электропроводки дома. Обработан
Как припаять медный провод к стали
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.
Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Сварка и пайка металлов относятся к неразъемным соединениям. Однако у таких способов существует важное отличие. При сварке происходит соединение металлов благодаря местному нагреву детали до температуры, когда он начинает плавиться. В результате образуется соединение двух деталей в одно целое. Паяльная операция подразумевает получение прочного соединения разных деталей или конструкций.
Схема сварки металлов.
Существующие методы пайки
Технология пайки классифицируется по нескольким показателям:
Температурный показатель зависит от нагрева металла. В этом случае пайка бывает:
Разделяет эти два способа показатель температуры. Границей разделения считается 450 градусов.
Существует также определение пайки в зависимости от приложенного давления:
- пайка металла с применением фиксированного зазора;
- прессовая пайка.
Как паять вольфрам: особенности
Схема аргонодуговой сварки вольфрама.
Вольфрамовые изделия имеют высокую прочность, что дает возможность применять их в определенных отраслях:
- ракетостроении;
- электроламповой отрасли;
- радиотехнике.
Вольфрам может иметь чистый вид или входить в состав сплава. Этот цветной металл очень хрупок и отличается тугоплавкостью, поэтому его обработка вызывает много сложностей. В связи с этим пайка вольфрама требует своеобразного подхода.
Операция пайки делается при температуре, которая меньше температуры рекристаллизации материала. Обычно она равна 1450 градусам. Если температура намного выше, то начинает уменьшаться прочность металла. Намного легче паять вольфрамовые изделия с деталями из этого же материала. Пайка с различными материалами всегда проходит очень сложно, так как материалы имеют различные параметры линейного расширения.
Прежде чем начинать паяльные работы, поверхность вольфрамовых деталей подвергается тщательной очистке. Ее делают несколькими способами:
- механической очисткой;
- травлением в кислоте, при этом применяют азотную или фтористоводородную кислоту.
Если кислота отсутствует, ее заменяет сильно нагретый едкий натр. После очистки вольфрам протирается спиртом, можно промыть его горячей водой.
Чтобы достигнуть идеальной чистоты и высокой плотности шва, паяльные работы нужно проводить в вакууме. Существует также несколько других восстановительных сред, однако они требуют предварительного покрытия металла никелем. Таким образом получается высокое смачивание вольфрама текущим припоем.
Как проводить пайку дома: рекомендации
Инструменты и материалы для пайки.
В домашних условиях наиболее распространена пайка деталей радиотехники. Операция не вызывает никаких сложностей, ее может выполнять практически любой человек. Пайку всегда можно легко демонтировать, она отличается водоустойчивостью.
К негативной стороне можно отнести низкую прочность. Нет совместимости с другими металлами. Пайка плохо переносит холод и высокую температуру.
Чтобы выполнять паяльные работы, необходимо иметь припой из легкого плавкого металла.
Припой изготавливается из сочетаний свинца с оловом. Благодаря наличию конкретного материала припои могут иметь разную температуру плавления. Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
В домашних условиях паяльные работы должны проводиться очень быстро.
Дело в том, что флюс, обеспечивающий текучесть припоя, начинает быстро обугливаться. Иногда требуется проведение дополнительной зачистки. Пока припой полностью не остынет и не станет твердым, запрещается двигать детали.
Высококачественным признается уровень пайки, когда припой тончайшим слоем обволакивает место пайки.
Как паять сталь: нюансы
Для того чтобы начать пайку стали, необходимо подобрать соответствующий способ. При этом учитывается:
- стойкость окисной пленки;
- взаимодействие стали и припоя;
- изменение характеристики стали, после термического процесса пайки.
Очень легко удаляются окислы, когда подвергается пайке углеродистая сталь. Намного сложнее удалить окисную пленку, когда работа проводится с легированной сталью, в состав которой входит хром, алюминий, титан и кремний.
Схема пайки твердым припоем.
Дело в том, что после нагрева на поверхности стали появляются трудно растворимые окислы Ме203, М203.
Чтобы паять сталь, пользуются припоями, в состав которых входит:
Эти материалы оказывают небольшое влияние на свойства стали, они практически ее не растворяют.
Как паять детали из жести?
Стандартным способом спаивания жести является применение припоя, в котором содержится большое количество олова, флюса и паяльника, имеющего шило.
Профессионалы советуют использовать следующие марки припоя:
Такой выбор припоя связан с химическими показателями материалов, когда выполняется пайка оловом. В этих припоях, кроме олова, содержится также:
Марки и свойства припоев.
Эти марки припоев отличаются показателем сопротивления срезу, благодаря определенному количеству примесей. Кроме того, они увеличивают сопротивление шва на разрыв после окончания пайки. Если в составе припоя недостаточно олова, то повышается количество сурьмы.
В некоторых случаях применяется ПОС 90 с большим количеством свинца. Для оцинкованного материала делается несколько другой подход.
Для пайки оцинкованного железа обязательно должен присутствовать флюс. Он играет роль химического окислителя и одновременно растворителя. Благодаря флюсу исчезает процесс окисления. Вдобавок ко всему, металл смачивается железом, и получается шов высокого качества. Чаще всего в качестве флюса используют соляную кислоту и канифоль.
В радиотехнике больше всего применяют канифоль. Только в некоторых случаях применяют хлористый цинк и борную кислоту.
Для работы используют паяльник, мощность которого должна превышать 40 Вт. Все работы желательно выполнять электрическим паяльником. Он позволяет проводить пайку в удобном положении, шов получается очень прочным и надежным.
Пайка жести: основные моменты
Когда нужно провести пайку металлических изделий и получить качественный шов, требуется выполнить следующие технологические операции:
- очистить поверхность;
- провести обезжиривание;
- нанести флюс;
- нагреть паяльник;
- залудить место пайки;
- припаять детали из жести;
- полученную поверхность очистить бензином;
- проверить получившийся шов.
Чтобы очистить поверхность, необходимо воспользоваться соответствующим инструментом (напильник, шабер).
Чтобы обеспечить появление капиллярных сил, между деталями оставляют зазор величиной 0,3 мм. Металл заливает кромки зазора, что дает возможность получить высококачественный шов.
В некоторых случаях очень трудно очистить детали механическим путем, тогда на помощь приходит травление. Однако для работы с жестью подобное встречается очень редко.
Если на поверхности имеются жировые пятна, применяют 10% содовый раствор. Для обезжиривания в домашних условиях применяют ацетон, бензин, спирт и универсальный растворитель. Свойства этих материалов помогают получить отличную очистку.
О пайке, этом сложном физическом процессе, написано очень много научных работ. Рефераты, описывающие химию процесса, его результаты помогают лучше понять происходящие процессы и выбрать наиболее подходящий способ пайки.
Пайкой называется процесс соединения металлов посредством введенного между ними расплавленного связующего материала — припоя. Последний заполняет зазор между соединяемыми деталями и, застывая, прочно соединяется с ними, образуя неразъемное соединение.
При пайке припой нагревают до температуры, превышающей температуру его плавления, но не достигающей точки плавления металла соединяемых деталей. Становясь жидким, припой смачивает поверхности и заполняет все зазоры за счет действия капиллярных сил. Происходит растворение основного материала в припое и их взаимная диффузия. Застывая, припой прочно сцепляется с паяемыми деталями.
При пайке должно выполняться следующее температурное условие: Т1
Для проведения ремонта любой бытовой техники, мы непосредственно сталкиваемся с такой проблемой,- как самому припаять провода? В теме Вы ознакомитесь с материалами для паяния, с паянием меди с алюминием и паянием меди с железом.
Материалы для паяния
Чтобы разрешить такую проблему, необходимо иметь в наличии такие материалы и инструменты как:
- паяльник;
- паяльное олово;
- паяльная кислота;
- спирто-канифольный флюс;
- флюс для паяния алюминия;
- ортофосфорная кислота;
- пинцет;
- пассатижи;
- ножницы,
а так же другие приспособления для паяния. Изложенная тема здесь как бы простая, но охватывает более такой обширный диапазон,- к чему припаять и как припаять.
Как припаять медь-к алюминию
Как припаять, если металлы допустим имеют различные добавки других металлов,- то есть легированные металлы. Вопросы здесь могут возникнуть при ремонте бытовой техники. Как к примеру припаять медный провод к алюминиевому контакту где нет болтового зажима?
Медный провод перед паянием протравливается:
- паяльной кислотой;
- спирто-канифольным флюсом;
- канифолью.
Алюминий протравливается перед паянием,- флюсом для паяния алюминия.
Есть и другой вариант для пайки алюминия,- это нанесение медного купороса на поверхность алюминия, так называемое омеднение алюминиевой поверхности. Подробности такого способа омеднения, наглядно представлены на рисунке.
В этом примере необходимо учитывать, чтобы провод намотанный на щетину зубной щетки,- не соприкасался с поверхностью алюминия.
Как припаять медь-к железу
А как припаять допустим медный провод к поверхности железа, если в этом есть такая необходимость? Здесь как бы необходимо изменить поверхностный молекулярный слой железа, чтобы в последствии нанести слой олова. Протравить поверхность железа можно ортофосфорной кислотой.
В этом примере необходимо соблюдать меры предосторожности,- во избежание попадания кислоты на поверхностные участки кожи Вашего тела. Протравить поверхность металла можно тампоном на палочке.
Такое соединение проделывается в крайних случаях, когда невозможно выполнить болтовое соединение. В ремонте бытовой техники возникают и такие приведенные потребности.
В своей практике, мы нуждаемся в различной необходимости, как припаять провода к:
- контактам динамика наушников;
- контактам первичной либо вторичной обмотки трансформатора;
- контактам платы;
- выведенным проводам обмотки статора электродвигателя;
- контактам выключателя настольной лампы;
- контактам разъема;
- светодиодной ленте
и далее. Считаю, что информация (из прочитанной технической литературы), которой я с Вами поделился, — пригодится Вам при ремонте какой-либо бытовой техники.
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
Пайка – это процесс при котором создается соединение металлических частей, за счет химической реакции, которая происходит между металлом и расплавленным припоем. При этом не происходит механического повреждения кристаллической структуры материала соединяемых частей.
Что к чему можно паять?
Не получится паять алюминий или ржавый металл, хромированные объекты, так как на поверхности элементов формируется оксидная пленка, которая будет препятствовать процессу соединения. Выполнять пайку подготовленных поверхностей можно из:
- железа и нержавеющей стали;
- меди, олова и латуни;
- цинка и никеля;
- серебра.
Как производится пайка стали?
Процесс любой пайки производится в три этапа: очистка соединяемых поверхностей от оксидных пленок, нагрев до температуры плавления припоя, нанесение припоя (пайка).
Так как к стали припаять олово? Что бы выполнить пайку стали необходимо выполнить следующие шаги:
- С поверхности соединяемых частей убрать посторонние материалы, стружку. Для этого можно использовать металлическую щетку или наждачную бумагу.
- В зоне соединения, на поверхности частей, необходимо нанести флюс (например, BS-35, при пайке обыкновенной стали, и BS-45, при пайке нержавеющей стали).
- Нагреть детали до требуемой температуры, соединить и нанести припой.
- С помощью воды или специального химического очистителя удалить остатки флюса. Если этого не сделать, то на месте пайки появится ржавчина, так как в состав флюса входит хлорид.
Типы нагревателей
Выбор типа нагревателя зависит от размеров и толщины запаиваемых стальных элементов. Если необходимо выполнить пайку стальной проволоки или тонких листов, то можно воспользоваться паяльником с хромоникелевым или керамическим нагревателем, подобрав соответствующую мощность, или же паяльником без нагревателя, который можно разогреть горелкой или на обычной газовой плите. Если необходимо выполнить пайку толстых листов стали, то для нагрева придется воспользоваться газовой или бензиновой горелкой. Во время работы паяльника, на жале будет образовываться окисление, которое будет снижать температуру паяльника.
Для очистки можно воспользоваться либо простой наждачной бумагой, либо специальным очистителем, например, ST-40. Если наконечник паяльника покрыть припоем, то это обеспечит более широкий диапазон теплопередачи и повысит эффективность пайки.
Выбор припоя
Припой – это сплав олова и свинца в определенном соотношении. Соотношение пропорций сплава определяет температуру плавления и вязкость получаемого сплава. Припой подбирается согласно требуемым характеристикам соединения и видам соединяемых материалов. При пайке стали следует использовать без флюсовые припои, а флюс наносить отдельно.
Как залудить паяльник? Уход за паяльником.
Подготовка и уход за паяльником
Если на эту страничку попали те, кто уже умеет правильно паять, то информация Вам вряд ли пригодится, это мануал для новичков.
Радиоэлектроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, нужна практика. Если паяльный набор готов, то пора приступить к подготовке инструмента.
Заточка жала паяльника.
Прежде чем паять необходимо подготовить новый паяльник к работе, а точнее, заточить жало под определённую форму и покрыть тонким слоем припоя.
Жало необходимо заточить напильником под углом в 30-40 градусов, так, чтобы получился клин. Острый край жала следует затупить, чтобы получился плоский край шириной около 1 мм. Обычно, у новых паяльников жало уже заточено клином, но оно покрыто слоем патины – зеленоватым окислом меди и кислорода. Этот окисел надо убрать напильником по металлу или мелкозернистой шкуркой.
Кроме «классической» клиновидной формы жалу можно придать и другую, всё зависит от того, что вы будете паять. Для пайки мелких деталей можно сделать его форму наподобие вытянутого конуса с шириной края 2 — 3 мм. Или же сделать пропил в краю, чтобы можно было одним касанием выпаивать SMD-резисторы.
Сразу после того, как заточили жало, нужно установить его в паяльник и залудить. Если не сделать этого, медная поверхность жала окислиться на воздухе и его придётся затачивать заново!
Залуживаем жало паяльника.
Далее необходимо залудить жало, т.е покрыть его тонким слоем припоя. Для этого включаем электрический паяльник в сеть и ждём, когда медный стержень прогреется до определённой температуры. Когда жало прогреется, это станет заметно по красноватому оттенку, медь станет красновато-оранжевого цвета. Затягивать прогрев не стоит, иначе жало обгорит. Как только жало приобретёт чуть красноватый оттенок, его необходимо прислонить к кусковой канифоли или смоле.
При этом будет обильное выделение дыма. Расплавленной канифолью покрываем всё жало. Далее расплавляем небольшой кусочек припоя так, чтобы он равномерно растёкся по поверхности. Можно потереть жало о деревянную дощечку, так припой лучше распределиться по медной поверхности.
Медное жало должно быть покрыто ровным слоем припоя. Если на поверхности остались непокрытые припоем участки, процесс лучше заново повторить.
Вот так происходит подготовка паяльника к работе. По мере необходимости процесс надо будет повторять, но делать это часто совсем необязательно.
Писал всё довольно подробно, чтобы новичкам было как можно легче.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением. Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву.
Почему жало паяльника выгорает? Дело в том, что при нагреве медь частично растворяется в припое, а сам край жала подвергается пусть и небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно разогревается и это способствует окислению меди. Поэтому при холостом простое рекомендуют либо выключить паяльник, либо уменьшить температуру. У обычного электрического паяльника типа ЭПСН температурной регулировки нет, поэтому при простое его лучше выключить.
Окалину удаляют следующим образом.
Пассатижами вытаскивают медный стержень из паяльника. Убирают окалину со стержня с помощью мелкозернистой шкурки. Можно покрыть стержень небольшим слоем графита, потерев его о грифель обычного карандаша. Это предотвратит быстрое образование окалины в будущем. Лёгким постукиванием по нагревательному элементу паяльника добиться извлечения окалины из нагревательного элемента, где был установлен медный стержень. Устанавливают медный стержень на прежнее место.
Следует время от времени проверять состояние изоляции электрического паяльника. Для этого замеряют сопротивление между сетевой вилкой паяльника и жалом. О том, как измерять сопротивление я уже рассказывал. На омметре следует выставить мегаомный предел измерения (1 — 10Мом). Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи. Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью.
Для тех, кто уже обзавёлся паяльной станцией, подойдут сменные жала 900М из меди. Они также требуют подготовки перед работой.
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
Можно ли припаять медную трубу паяльником?
Мы можем зарабатывать деньги, просматривая продукты по партнерским ссылкам на этом сайте. Спасибо вам всем!
Умение паять медные трубы — полезный навык, когда у вас есть подходящее оборудование. Для устранения негерметичных соединений в сантехнике или других домашних трубопроводах не нужно привлекать профессионалов. В этом руководстве есть несколько советов.
Необходимые инструменты
- Медная труба
- Фитинги или соединители
- Пропановая горелка
- Припой
- Флюс
Процедура
Подберите правильную медную трубу
Икс
Для просмотра этого видео включите JavaScript и рассмотрите возможность обновления до веб-браузер, который поддерживает видео HTML5
Медь трубы, используемые для водопровода, имеют больший диаметр, чем указанный размер.Большинство труб на 0,125 дюйма больше, поэтому длина медной трубы в один дюйм составляет 1,125 дюйма в диаметре. Если нужно отрезать трубу, воспользуйтесь резаком для труб. и крепко зажать трубу, вращая ее вокруг трубы. Сделайте хотя бы восемь оборотов.Вы также необходимо убедиться, что трубка имеет нужную толщину. Большая часть меди трубы имеют номинальный размер, что означает, что они доступны в четырех вариантах. гири, как правило, с цветовой кодировкой. Для жилой недвижимости трубы Тип L или M.
Те отмечены буквой M красного цвета, имеют самую светлую стену и используются для системы под давлением, в то время как трубы типа L имеют синий ярлык и часто используется для коммерческих или жилых помещений.
Найдите подходящие разъемы
Вы будет иметь комбинацию стыков для системы, в зависимости от систему, которую вы строите. Вам решать, какие из них подходят для вашего проект:
- Переходник с наружной и внутренней резьбой: эти соединители используются для соединения паяльной трубы с трубкой с резьбой
- Тройники и крестовины: они используются для соединения ответвления с основной трубой
- Коленчатые соединения: они помогают поворачивать изгибы на 90 и 45 градусов
- Переходные переходники: они соединяют большие трубы с маленькими
Очистка труб
А ряд инструментов используется для очистки труб.Чаще всего встречается наждак или песчаная ткань. Оберните ткань на небольшом цилиндре и поверните ее внутри примерка; он должен стать чистым в течение нескольких минут. Эксперты также Рекомендуем использовать инструмент на проволочной основе для очистки внешней части трубы.
Вы можно также использовать небольшую проволочную щетину для очистки внутренней части трубы. Проволочная щетина удаляет оксидный слой на внешней части трубки. пока он не станет блестящим.
Выберите подходящий припой
Бессвинцовый припой идеален для водопроводных систем.Это сплав олова и меди с 95% олова и 5% сурьмы.
Пайка медной трубы
Нанесите флюс на стык
Флюс является предварительным условием для нанесения припоя, так как припой нельзя наносить прямо в сустав. Это гарантирует, что припой создает прочную связь однажды нанесенный на сустав. Пропуск этого шага приводит к образованию припоя. поверхностный слой у входа в стык, который не удерживает долго.
Флюс также облегчает дальнейшую очистку компонентов, предотвращает повторное окисление и удаляет атмосферный кислород с поверхностей.Обязательно распределите флюс по обеим сторонам фитинга перед тем, как сдвинуть его. части вместе.
Нагрейте детали
Пайка медные трубы требуют относительно большого количества высокоинтенсивного тепла, обычно 400-500 градусов по Фаренгейту. Пропановая горелка с Правильный размер наконечника пригодится.
Be обязательно равномерно нагреть фитинг в течение 8-10 секунд. Примечание что количество необходимого тепла варьируется в зависимости от проекта.
Применение припоя
тянуть горелку и нанесите припой на одну из медных труб. мгновенно.Припой должен быстро расплавиться, позволяя наносить больше припой для заполнения стыка. Вокруг сустава должна образоваться серебряная полоса. когда вы использовали достаточно припоя.
Применение слишком много припоя вызывает образование небольшого пузыря припоя на нижней части сустава. Обязательно вытрите его, иначе стык будет немного выглядеть грязный. Кроме того, излишек припоя может стекать в трубу, мешая с потоком воды.
Дополнительные советы
- Оберните фитинг влажной тряпкой, чтобы припой не расплавился.
- Используйте газовую горелку MAPP, чтобы ускорить процесс нагрева.При использовании этой горелки вам потребуется всего 5-10 секунд нагрева.
- Удалить любой деревянный материал из рабочего пространства. Если это невозможно, Избегайте пайки рядом с деревянным материалом или другими легковоспламеняющимися поверхностями.
- Используйте новые фитинги. Старые фитинги сложно разобрать и почистить
- Применить нужное количество припоя, например, полдюйма припоя на полдюйма медная труба. Избыток припоя ограничивает поток воды и иногда образует маленькие шарики, которые вырываются и повреждают клапаны крана.
- Сотрите весь припой, забивающий резьбу.Из-за засоров сложно создать хорошее уплотнение.
- Используйте флюс для лужения вместо стандартного флюса. Он содержит небольшой процент серебряного порошка, который плавится при нагревании
Как пользоваться паяльником
Руководство по основам пайки Weller
Пайка — полезный навык, независимо от того, планируете ли вы использовать его в профессиональном плане или в проектах DIY.Качественный паяльник — один из самых важных инструментов, который вам понадобится для ваших паяльных работ.
Это руководство содержит краткий обзор того, как пользоваться паяльником. Он даст вам основы, которые применимы к большинству паяльных работ, а также советы для конкретных типов проектов.
Хотя вся пайка основана на одних и тех же принципах, методы и инструменты, которые вы используете, могут различаться в зависимости от типа материалов, которые вы паяете, и желаемого результата.На этой странице мы рассмотрим пошаговую пайку проводки, печатных плат, витражей и украшений.
Вот ваше вводное руководство по использованию паяльника.
Основы
Основы пайки в основном одинаковы для разных типов проектов. Ниже вы найдете информацию об основах пайки, описание задействованного оборудования и базовое пошаговое руководство по использованию паяльника.
1. Что такое пайка?
Пайка — это метод соединения металлических деталей.Он включает плавление металла, известного как припой, в пространстве между двумя металлическими компонентами. Когда этот припой остывает и затвердевает, он образует прочное соединение между частями. Припой действует как своего рода металлический клей, соединяющий элементы вместе.
Соединение электронных компонентов может быть наиболее распространенным применением паяльников. Вы также можете использовать их на трубопроводах для сантехники, компонентов двигателя, декоративно-прикладного искусства и многого другого.
2. Какое оборудование вам нужно?
В этой статье рассказывается, как пользоваться паяльником, но сам по себе утюг — не единственное, что вам понадобится.Вот краткое изложение некоторых расходных материалов, которые могут вам понадобиться, включая паяльник, для паяльного проекта.
- Паяльник: Паяльник подает тепло, плавящее припой. Он состоит из наконечника, который вы прикладываете к металлическим частям, которые хотите спаять, и изолированной ручки, чтобы вы могли держать утюг. Есть несколько разновидностей паяльников. Часто они бывают электрическими и используют электрический шнур или аккумулятор. Некоторые также используют сжигание газа, такого как бутан, или открытого пламени.Некоторые утюги позволяют регулировать температуру утюга.
- Припой: Припой — это вещество, которое плавится и образует связь между двумя припаянными компонентами. Это тонкая проволока, сделанная из одного из нескольких сплавов олова. Сплавы состоят либо из олова и свинца, либо из олова и меди. Все чаще бессвинцовые припои становятся все более популярными из этих двух вариантов. Эта тенденция является ответом на ужесточение правил техники безопасности, а также на пользу для окружающей среды и здоровья от поиска бессвинцовых альтернатив.Некоторые типы припоев также содержат флюс — вещество, которое удаляет оксидные слои на металлических деталях и способствует лучшему прилипанию припоя.
- Паяльная станция: Паяльная станция действует как управляющая станция для вашего паяльника, если у вас есть регулируемый утюг. На станции есть элементы управления для регулировки температуры утюга, а также других настроек. Вы можете подключить свой утюг к этой паяльной станции.
- Подставка для паяльника: Вы также можете использовать подставку для паяльника, которая обеспечивает безопасное и прочное место для хранения вашего паяльника, когда вы им не пользуетесь.В нем также может быть место для хранения принадлежностей для чистки утюга.
- Подушечка для чистки: Для правильной работы важно содержать утюг в чистоте во время его использования. Вы можете использовать чистящую салфетку, стальную или латунную вату или влажную губку.
- Защитные очки: Защитные очки защитят ваши глаза в случае несчастных случаев и предохранят глаза от раздражения паров.
- Оборудование для удаления дыма: Пары, образующиеся при пайке, могут быть токсичными.Устройства для удаления дыма вытягивают пары из воздуха, чтобы снизить риски для здоровья и безопасности.
Подготовка к работе
Перед тем, как начать пользоваться паяльником, убедитесь, что вы приняли все необходимые меры безопасности и подготовили инструменты.
1. Меры безопасности
Здоровье и безопасность всегда должны быть приоритетом при пайке. При пайке используются очень жаркие и токсичные вещества. Хотя это связано с определенными рисками, если вы примете надлежащие меры предосторожности, пайка является относительно безопасным занятием.
Перед началом работы прочтите инструкции, а также предупреждения о здоровье и безопасности, прилагаемые ко всему вашему оборудованию, чтобы убедиться, что вы используете его правильно. При пайке надевайте защитные очки и держите все волосы, свободную одежду и украшения в безопасности, чтобы они не мешали вашим инструментам. Вы также можете надеть защитные перчатки.
Убедитесь, что вы работаете в хорошо вентилируемом помещении, или используйте устройство для удаления дыма. Пары флюса токсичны. Если используемый припой содержит свинец, вымойте руки после того, как закончите с ним работать.
2. Очистка и лужение
Для правильной работы жала паяльника его необходимо очистить и залудить. Любые загрязнения или окисление снизят эффективность теплопередачи, что усложнит вашу работу и снизит качество паяных соединений.
Перед тем, как приступить к пайке, очистите кончик утюга, потерев им чистящую салфетку. Если ваш наконечник сильно окислен, вам может потребоваться реактиватор для наконечника. После очистки или повторной активации он должен выглядеть блестящим, а не тусклым.
Лужение кончика утюга включает покрытие его слоем припоя. Такая практика защищает наконечник от окисления и улучшает его способность проводить тепло. Залуживайте жало непосредственно перед тем, как приступить к пайке.
В дополнение к чистке и лужению жала вашего паяльника перед каждым сеансом пайки, вы также должны делать это после каждых двух или трех стыков, которые вы паяете, и в конце каждого проекта пайки. Это продлит срок службы жала паяльника и улучшит качество паяльных соединений.
Соединительные детали
После того, как вы выполнили вышеуказанные шаги, вы готовы спаять компоненты вместе. Методы, которые вы будете использовать, будут отличаться от проекта к проекту, но основные пошаговые инструкции следующие:
- Сначала определите правильную температуру для вашего проекта. Выбор температуры зависит от материалов, которые вы соединяете, и от типа припоя. Как правило, лучшая температура для использования — это как можно более низкая, но при этом достаточно высокая для выполнения работы.Другими словами, если температура, необходимая для выполнения работы, составляет 370 градусов или выше, установите температуру ровно 370. Это поможет продлить срок службы ваших инструментов и избежать повреждения любых электронных компонентов.
- Как только утюг нагреется до нужной температуры, возьмите его за ручку в одну руку, а в другой возьмите кусок припоя. Поднесите горячий утюг к месту встречи двух металлических компонентов примерно на секунду, чтобы нагреть их. Вы хотите нагревать металлические детали, а не сам припой.
- Затем коснитесь припоем нагретых компонентов. Когда припой плавится, он будет стекать в зазоры, которые необходимо заполнить. Продолжайте подавать припой, пока не расплавится достаточное количество припоя. Хотя вам нужно достаточно, чтобы сформировать прочное соединение, вы также не хотите иметь слишком много припоя. Правильная сумма будет варьироваться от проекта к проекту. Обычно это занимает не более нескольких секунд.
- Дайте припою остыть. Вам не нужно предпринимать никаких действий, чтобы он остыл. Он сделает это самостоятельно и не займет больше нескольких секунд.
- Проверить качество пайки. Хорошее соединение будет гладким, однородным и блестящим. Убедитесь, что между компонентами нет проблемных зазоров или шариков излишка припоя.
Удаление припоя
Если вы сделали ошибку при пайке, не волнуйтесь. Вы можете относительно легко отменить и исправить любые проблемные области. Если проблема не в избытке припоя, возможно, вы сможете спаять первое соединение новым припоем.
Более тщательный метод исправления ошибки пайки состоит в том, чтобы повторно нагреть нанесенный припой, а затем использовать такой инструмент, как «присоска для припоя», которая представляет собой небольшое устройство, похожее на шприц, которое использует вакуумное давление для удаления припоя.Вы также можете использовать фитиль для припоя, также называемый оплеткой для удаления припоя, которая впитывает расплавленный припой за счет капиллярного действия.
Уборка
После завершения пайки очистите и залудите жало паяльника. Дайте утюгу остыть и храните его в надежном месте. Чтобы еще больше предотвратить окисление, особенно если вы не собираетесь использовать утюг в течение длительного времени, поместите его в герметичный контейнер.
Советы для конкретных паяльных проектов
Теперь, когда мы рассмотрели основы, давайте посмотрим, как выполнять некоторые конкретные типы пайки.
1. Как использовать паяльник для соединения проводов
Вы можете использовать паяльник, чтобы создать электрическое соединение между двумя проводами. Очень полезно иметь инструмент, например устройство, называемое третьей рукой помощи, для удержания кабелей. Третья рука помощи состоит из утяжеленного основания, металлических рычагов и зажимов типа «крокодил», которые удерживают провода на месте. Вы также можете использовать плоскогубцы для аналогичного эффекта.
- Сначала убедитесь, что с концов двух проводов снята изоляция, чтобы обнажить металлические нити.
- Затем скрутите нити каждой проволоки вместе, чтобы они действовали как единое целое.
- Далее залудим провода. Для этого прикоснитесь кончиком паяльника к каждому проводу, чтобы нагреть их. Затем наносите припой, пока провод не пропитается. На всех нитях должен быть припой, но не настолько, чтобы кабель стал слишком жестким. Это поможет более эффективно распределять тепло по нитям и упростит пайку.
- Соедините провода механическим способом, чтобы не только припой скреплял их.Для этого оберните первую проволоку вокруг второй, оставив достаточно места, чтобы намотать вторую проволоку вокруг первой. Витки кабеля должны лежать рядом.
- Нагрейте механически соединенные провода паяльником и нанесите припой. Используйте достаточно припоя, чтобы заполнить все пустоты и сформировать надежное электрическое соединение.
- После соединения двух проводов наденьте термоусаживаемую трубку, чтобы изолировать провода и защитить их от любых внешних сил. Эта трубка сжимается под воздействием тепла, помогая ей плотно прилегать к проводам и создавая плотно прилегающее защитное покрытие.
2. Как паять печатные платы
Пайка деталей на печатных платах — еще одно частое применение паяльников.
- Начните с самых высоких компонентов и припаяйте соединительные провода в последнюю очередь. Для компонентов со сквозными отверстиями поместите их в правильные отверстия на печатной плате. Убедитесь, что они плотно прилегают к доске.
- Слегка согните вывод детали, чтобы он оставался на месте.
- Как только паяльник достиг желаемой температуры, прикоснитесь к контактной площадке, чтобы нагреть вывод компонента и контактную площадку.Убедитесь, что температура правильная. Слишком низкая температура может привести к образованию стыка, который не обеспечивает надлежащего электрического соединения. Слишком высокая температура может повредить компоненты и плату.
- Затем нанесите припой. Припой обтекает жидкий компонент. Используйте достаточно, чтобы создать прочное соединение без зазоров, но не настолько, чтобы остался лишний припой.
- Вытяните утюг из компонента прямо вверх. Паяное соединение должно иметь форму конуса.
- Проверьте соединение, чтобы убедиться, что он блестящий, нет ли зазоров или слишком большого количества припоя
- Если паяное соединение в порядке, отрежьте лишний провод компонента над соединением.
3. Как паять витраж
Припой — это то, что скрепляет отдельные кусочки стекла в произведении искусства из цветного стекла. Вот как можно наносить припой на витражи.
- Перед пайкой убедитесь, что части витража хорошо прилегают друг к другу и что стекло чистое.
- Наклейте медную фольгу на края стекла, потому что припой не прилипает к стеклу. Эта фольга должна быть гладкой и ровной, чтобы припой тек равномерно. Зазоры между деталями не нужны, но небольшие зазоры можно заполнить припоем.
- Нанесите небольшое количество флюса, а затем припаяйте каждое соединение, чтобы они удерживались на месте.
- Затем нанесите слой флюса на все швы. Покрытие должно быть ровным и легким, но достаточно, чтобы покрыть всю фольгу.
- Начните пайку примерно в четверти дюйма от края вашей детали.Слегка коснитесь нагретым утюгом медной фольги и введите припой. Переместите утюг и припой по шву фольги. Если паяный шов кажется плоским, попробуйте действовать медленнее и использовать больше припоя. Если он пролился на стекло, попробуйте поскорее. Чтобы сделать это правильно, нужна практика.
- Когда закончите с первой стороной, осторожно переверните ее, удерживая за края ближе к середине детали. Нанесите небольшое количество флюса и припаяйте эту сторону.
- Чтобы закончить внешние края, залудите их, убедившись, что вся медная фольга покрыта припоем.В качестве альтернативы вы можете использовать U-образный канал — небольшую U-образную металлическую деталь — для более рамочного вида.
Некоторые другие насадки включают использование припоя только с твердым сердечником, а не припоя с кислотным сердечником или канифолью, а также недопущение слишком длительного нагревания какой-либо одной области, так как это может привести к поломке стекла.
4. Как паять украшения
Вы можете паять ювелирные изделия с помощью горелки с открытым пламенем, которая может обеспечивать более высокие температуры, но также можно делать это с помощью паяльника.Точные методы различаются в зависимости от типа изделия, которое вы хотите сделать, и больше возможностей для творчества при пайке ювелирных изделий. Поищите в Интернете инструкции о том, как создавать определенные изделия или экспериментировать и создавать собственные дизайны.
Например, из серебряной, медной или другой проволоки можно сгибать кольца. Вы можете спаять два конца изогнутой проволоки, чтобы создать одно кольцо, или спаять несколько колец вместе, чтобы сделать ожерелье или браслет. Нагрейте провод в том месте, где вы хотите его соединить, а затем нанесите припой.
Некоторые полезные принадлежности для пайки ювелирных изделий включают в себя высококачественные кусачки и вспомогательный инструмент.
Изучите инструменты Weller для ваших нужд пайки
Какой бы тип пайки вы ни выполняли, правильные инструменты и методы имеют решающее значение. Weller предлагает одни из самых качественных, но доступных паяльных инструментов на рынке. WE 1010 идеально подходит для профессионалов начального уровня и любителей. Он обеспечивает максимальную мощность в своем классе, простые в использовании элементы управления и экономичную работу по доступной цене.Изучите наши паяльники, станции и аксессуары на нашем веб-сайте или у дистрибьютора Weller.
Как паять медные трубы за 5 простых шагов
Почти все проекты или цели любого размера или важности требуют выполнения нескольких шагов в течение определенного периода времени. Ценные проекты и цели почти всегда требуют тщательного планирования, нескольких шагов в течение определенного периода времени и настойчивости, чтобы довести проект до конца.Подводка к припою Медные трубы не исключение. Чтобы припаять медные трубы , тоже нет одношагового проекта. Но вот лучший способ добиться этого за 5 простых шагов.
Паяльник WellerШаг 1. Убедитесь, что вы выполнили работу всухую, сначала соединив трубы и соединяя их вместе. Это будет важно, потому что это снижает вероятность головной боли, когда действительно приходит время пайки . Если вы пропустите или проигнорируете это, у вас может быть утечка в вашем соединении, что приведет к другим проблемам в зависимости от цели использования труб.
Паяльник Weller
Шаг 2. Очистите концы труб наждачной бумагой или наждачной бумагой. Это может быть очень важный шаг. Это требует концентрации наряду с вашим полным вниманием. Это может быть лучше для тех, кто может сделать это таким образом: это очень хорошая идея — очистить фитинг, который вы собираетесь использовать. Это важно для обеспечения чистой посадки и фиксации без протечек.
Шаг 3. Используйте припой для флюса на концах, которые вы только что очистили, в том числе внутри фитинга.Основная причина заключается в том, что мы просто хотим убедиться, что у нас есть надежное соединение. Еще одна важная причина — исключить любую вероятность утечек в будущем.
Шаг 4. Соедините трубы и фитинги вместе и подайте тепло. Чтобы вдаваться в подробности и немного разобраться в этом, соедините трубы, на которые вы только что наложили флюс, плотно вместе, убедившись, что все хорошо сочетается. Нагрейте трубу и фитинги одинаково в течение 8–10 секунд.
Шаг 5. Нанесите припой на одну трубу к соединению фитинга за раз.Еще одно предложение, когда припой начинает стекать, переходите к следующему стыку и припаяйте вместе. Общее практическое правило — использовать полдюйма бессвинцового припоя на полдюйма трубы.
Наконец, если вы внимательно следовали вышеупомянутым советам, вы добьетесь успеха и будете наслаждаться плодами этого успеха! Похлопайте себя по спине, будьте немного довольны собой. Вы достигли того, что намеревались попробовать и сделать! Насладитесь сладким вкусом успеха! А теперь наслаждайтесь!
Если вы не придерживались вышеперечисленных советов, хорошо… в любом случае удачи. Скорее всего, она вам понадобится … 😉
Как паять медные трубы за 5 простых шагов
Паяльник Weller
Щелкните, чтобы увеличить изображение и просмотреть
- Идеально подходит для широкого спектра электронных задач
- Использует наконечники с двойным покрытием из железа с долгим сроком службы серии St
- Температура наконечника: 850 ° F
- Быстросменный воротник с накаткой и ствол из нержавеющей стали
- Голубой с подушкой Ручка и вставной нагревательный элемент
Weller WP35 35-ваттный профессиональный паяльник Обзор
Особенности продукта: # Идеально подходит для широкого спектра электронных задач — имеет паяльное жало ST3 # Использует долговечные жала из железа с двойным покрытием серии ST # Температура наконечника: 850 ° F # Быстро заменяемый рифленый воротник — корпус из нержавеющей стали # Голубой с рукоятка с мягкой подушкой и вставной нагревательный элемент # 6 футов, 3-жильный шнур — длина железа 7 7/8 # ВАЖНО: Используйте только наконечники Weller® # UL и cUL внесены в списки (только для блоков 120 В переменного тока) СОХРАНИТЕ СЕЙЧАС на специальных предложениях ниже!| В наличии на складе. |
| Этот профессиональный паяльник Weller WP35 мощностью 35 Вт доставляется БЕСПЛАТНО с доставкой Super Saver. |
| |
Заказать сейчас Профессиональный паяльник Weller WP35 35 Вт Лучшая цена на Amazon.com
В чем разница между электрическим припоем и медным водопроводным припоем?
Автор Майлз Будимир
Старший редактор, WTWH Media
Пайка электрической платы с помощью паяльника и электрического припоя.
Пайка — это метод, используемый для соединения двух отдельных металлов с использованием другого металла (или металлического сплава) с низкой температурой плавления. Источник тепла, такой как паяльник, повышает температуру соединяемых двух металлов. Когда припой соприкасается с нагретыми металлами, он плавится. Расплавленный припой растекается по металлам и быстро затвердевает, связывая их друг с другом.
Этот плавящийся металлический сплав, сам припой, бывает разных видов в зависимости от предполагаемого использования.Таким образом, припой для электротехники отличается от припоя, используемого, например, для медной сантехники. Исторически свинец был обычным компонентом припоя из-за его относительно низкой температуры плавления. Другие сопутствующие металлы, часто встречающиеся в припое, — это олово, медь и серебро.
Припой можно разделить на две категории; припои на основе свинца (обычно комбинация свинца и олова) и более новые бессвинцовые припои, в которых олово используется вместе с другими металлами, такими как серебро, медь, висмут или сурьма.
Электрические припои имеют более низкую температуру плавления (около 360 ° F), в то время как припои, используемые в сантехнике, имеют более высокие температуры плавления, обычно значительно превышающие 400 ° F. Вот почему электрическая пайка может выполняться с помощью паяльника, в то время как в большинстве случаев пайки в сантехнике используется газовая горелка для нагрева металлов. Электрические припои, как правило, имеют меньшую толщину, что означает, что они плавятся быстрее, в отличие от водопроводных припоев, которые обычно имеют большую толщину и для плавления требуется больше тепла.
В водопроводах существует еще одно различие в том, используются ли трубы для канализации или для питьевой воды.Для первых приемлем припой на основе свинца. Однако большинство местных норм и правил требуют использования бессвинцового припоя для всех соединений водопровода.
Возможно, ключевое различие между электрическим припоем и водопроводным припоем заключается в типе флюса, используемого в каждой области применения. Флюс используется для очистки соединяемых металлов, удаления окислов и предотвращения их образования. Флюс также способствует смачиванию, помогая припою течь и легче сцепляться с металлами.
Обычно электрический припой содержит канифольный сердечник; В припое для сантехники используется флюс на кислотной основе.Поэтому не рекомендуется использовать водопроводный припой для электрических соединений, потому что кислота во флюсе может повредить проводку и привести к сбою соединения.
Что такое пайка? Полное руководство (значение, определение и типы)
Пайка — это процесс соединения, используемый для соединения различных типов металлов путем плавления припоя. Припой — это металлический сплав, обычно состоящий из олова и свинца, который плавится горячим утюгом. Утюг нагревается до температуры выше 600 градусов по Фаренгейту, а затем остывает, чтобы создать прочную электрическую связь.
Содержание
Щелкните здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Припой плавится за счет тепла от утюга, подключенного к контроллеру температуры. Он нагревается до температуры, превышающей его точку плавления, около 600 градусов по Фаренгейту, что затем вызывает его плавление, которое затем охлаждается, образуя паяное соединение.
Помимо создания прочных электрических соединений, припой можно удалить с помощью приспособления для удаления припоя.
Припой — это металлический сплав, используемый для создания прочных постоянных связей; например, соединение меди в печатных платах и соединения медных труб. Он также может поставляться двух разных типов и диаметров, бессвинцовый и бессвинцовый, а также может быть от 0,032 дюйма до 0,062 дюйма. Внутри сердечника припоя находится флюс — материал, используемый для усиления и улучшения его механических свойств.
Присадочные металлы, используемые при пайке, когда-то были на основе свинца (свинцовый припой), однако, в соответствии с правилами, припои на основе свинца все чаще заменяются бессвинцовыми припоями, которые могут состоять из сурьмы, висмута, латуни, меди, индия, олова или серебра. .
Иногда в месте соединения присутствуют загрязнения, такие как масло, грязь или окисление, флюс помогает предотвратить окисление, а иногда может химически очистить металл. Используемый флюс — канифольный флюс , который способствует механической прочности и электрическому контакту электрических соединений. Иногда также можно нанести «смачивающий агент» для уменьшения поверхностного натяжения.
Существует три типа пайки, в которых используются все более высокие температуры, которые, в свою очередь, обеспечивают все более прочное соединение:
- Пайка мягким припоем (90 ° C — 450 ° C) — Этот процесс имеет самую низкую температуру плавления присадочного металла среди всех типов пайки при температуре менее 400 ° C, эти присадочные металлы обычно представляют собой сплавы, часто содержащие свинец с температурами ликвидуса ниже 350 ° C.Из-за низких температур, используемых при пайке мягким припоем, он наименее термически нагружает компоненты, но не обеспечивает прочных соединений и, следовательно, непригоден для механических нагрузок. Он также не подходит для использования при высоких температурах, поскольку этот тип припоя теряет прочность и плавится.
- Твердая (серебряная) пайка (> 450 ° C) — Латунь или серебро являются связующим металлом, используемым в этом процессе, и для достижения температур, при которых паяются металлы, требуется паяльная лампа.
- Пайка (> 450 ° C) — В этом типе пайки используется металл с гораздо более высокой температурой плавления, чем при твердой и мягкой пайке. Однако, как и при твердой пайке, склеиваемый металл нагревается, а не плавится. Когда оба материала достаточно нагреются, вы можете поместить между ними припой, который плавится и действует как связующее.
Паяльник — это ручной инструмент , используемый для нагрева припоя , обычно от источника питания при высоких температурах, превышающих точку плавления металлического сплава.Это позволяет припою течь между деталями, которые необходимо соединить.
Этот паяльный инструмент состоит из изолированной ручки и металлического металлического наконечника с подогревом. На хорошую пайку влияет чистота жала паяльника. Для поддержания чистоты пользователь будет держать паяльник и использовать влажную губку для очистки жала паяльника перед пайкой компонентов или выполнением паяных соединений.
Помимо паяльника, более старые присоски являются важной частью паяльной установки.Если применяется чрезмерное количество припоя, эти небольшие инструменты используются для удаления припоя, оставляя только то, что нужно.
Паяльные пистолетыиспользуются там, где требуется больше тепла, поскольку утюги потребляют меньшую мощность. Этот инструмент используется для соединения витражей, легкого листового металла и тяжелых работ по пайке электроники. Когда вам нужно паять с перерывами, паяльник намного практичнее, так как он намного быстрее остывает.
Паяльная медная заглушка — Fine Homebuilding
Заглушка, устанавливаемая на верхнюю часть кожуха, является первой линией защиты окна от проникновения воды.При сгибании крышки я предпочитаю использовать 20 унций. медь как для внешнего вида, так и для долговечности. В отличие от алюминия, гнутые медные концы можно припаять, поэтому мне не нужно полагаться на герметик для герметизации стыка. Я использую 20 унций. медь, потому что она достаточно тонкая, чтобы работать легко, но обеспечивает защиту намного дольше, чем я жил. Я использую переносной тормоз для листового металла, который можно взять напрокат в большинстве домашних магазинов, чтобы согнуть профиль планки.
Для показанных здесь паяльных работ я использую пропановый паяльник (в отличие от горелки), потому что паяльник дает мне больше контроля над нагревом, который я прикладываю к медному сгибу.Вы также можете купить электрические паяльники в большинстве хозяйственных магазинов.
Перед пайкой концов наношу флюс на оклад. Флюс позволяет припою прилипать к меди. Я также смешиваю 1 часть флюса Ruby (4,95 доллара за пинту) и 3 части воды в моем сосуде для окунания, который я использую, чтобы содержать утюг в чистоте.
Согните профиль, затем концы створок
Согните простой Z. Начните с 4-дюймовой. кусок меди на 3 дюйма длиннее кожуха окна. Используя тормоз для листового металла ( FHB # 190), согните медь так, чтобы она соответствовала накладке.
Разрез по швам. На обоих концах планки прорежьте примерно 1–1 / 2 дюйма вдоль обоих сгибов. Таким образом, расстояние между резами равно длине кожуха головки. Используйте ножницы для олова и старайтесь не помять медь.
Загните закрылки. Чтобы конец выглядел бесшовным, сначала отогните верхний клапан, а затем передний клапан назад. Плоскогубцы подходят для этих небольших изгибов.
Сформируйте конец. С помощью молотка с гладкой поверхностью аккуратно постучите концом, придав ему желаемую форму.Для этой кепки передний угол был оставлен с небольшой округлостью, чтобы облегчить вид. Наконец, отрежьте лишний металл от складок.
Нанесите флюс, нагрейте и припой в указанном порядке.
Припой изнутри. Положите конец колпачка на негорючую поверхность. Нанесите флюс, также называемый лужением, непосредственно на медь. Прижмите горячий утюг к углу, чтобы нагреть медь и флюс. Прикоснитесь припоем к утюгу. Припой расплавится и стечет по утюгу в угол.Когда припой начинает вытекать с другой стороны, все готово. При работе с медью без покрытия используйте припой, состоящий на 50% из припоя и на 50% из свинца.
Очистите проволочной щеткой. Удалите излишки припоя снаружи проволочной щеткой. Если вы слишком щедро использовали припой, вы заплатите за него сейчас. Чтобы смахнуть большие капли припоя, нужно время.
Snips: не сокращайте расходы
Недорогие ножницы по металлу — проклятие для любого проекта. В результате вы получите неряшливые порезы, складки там, где металл должен быть плоским, и, возможно, лишние порезы на пальцах, когда вы будете работать над проектом.Высококачественные ножницы, показанные здесь (www.cooperhandtools.com), стоят всего на 5 долларов дороже, чем обычные бренды. Всего за 14,95 доллара вы можете позволить себе избежать разочарования.
Если вы действительно хотите побаловать себя покупкой дополнительных инструментов, вы можете приобрести две пары, красную и зеленую. Используя эти ножницы, вы скоро обнаружите, что цвета нужны не только для моды. Ножницы с зеленой рукояткой режут отходы справа, а красные режут отходы слева. Это удобно при резке чего угодно, кроме самых простых профилей.Конечно, если вы купите две пары ножниц по металлу, вам придется купить две кобуры (14,95 доллара США; www.bestbelt.com), чтобы носить их с собой.
—Джон Росс, веб-продюсер
Дополнительная информация в журнале: Каждый может получить основы, наблюдая, как Джон формирует и припаял медный колпачок. А участники FineHomebuilding.com могут выйти за рамки основ и узнать, как Джон применяет дополнительные изгибы с помощью своего тормоза, чтобы сделать декоративную медную заглушку.
Фотографии Джона Росса, если не указано иное.
Подпишитесь на участие в голосовании сегодня и получите последние инструкции от Fine Homebuilding, а также специальные предложения.
Получайте советы, предложения и советы экспертов по строительству дома на свой почтовый ящик
×7.1.1 Основы пайки
Процесс пайкиПайка — это процесс соединения двух металлов с использованием припоя, и это одна из старейших известных технологий соединения.Неисправные паяные соединения остаются одной из основных причин выхода оборудования из строя, и поэтому важность высоких стандартов качества при пайке невозможно переоценить.
Следующий материал охватывает основные процедуры пайки и был разработан, чтобы предоставить фундаментальные знания, необходимые для выполнения большинства высоконадежных операций ручной пайки и удаления компонентов.
Свойства припоя
Припой, используемый для электроники, представляет собой металлический сплав, полученный путем соединения олова и свинца в различных пропорциях.Обычно вы можете найти эти пропорции, отмеченные на различных типах припоя.
Для большинства комбинаций припоя олово / свинец плавление не происходит сразу. Припой 50-50 начинает плавиться при температуре 183–361 F, но он не расплавляется полностью, пока температура не достигнет 216–420 F. Между этими двумя температурами припой находится в пластичном или полужидком состоянии.
Диапазон пластичности припоя варьируется в зависимости от соотношения олова и свинца. Для припоя 60/40 диапазон намного меньше, чем для припоя 50/50.Соотношение 63/37, известное как эвтектический припой, практически не имеет пластического диапазона и почти мгновенно плавится при температуре 183 ° C-361 F.
Для ручной пайки в электронике чаще всего используются припои типа 60/40 и типа 63/37. Из-за диапазона пластика типа 60/40 вам нужно быть осторожным, чтобы не сдвинуть какие-либо элементы соединения во время периода охлаждения. Движение может вызвать нарушение сустава. Нарушенный сустав имеет грубый, неправильный вид и выглядит тусклым, а не ярким и блестящим.Нарушение паяного соединения может быть ненадежным и может потребовать доработки.
Смачивание
Когда горячий припой соприкасается с медной поверхностью, происходит действие растворителя металла. Припой растворяется и проникает через поверхность меди. Молекулы припоя и меди смешиваются, образуя новый сплав, состоящий частично из меди, а частично из припоя. Это действие растворителя называется смачиванием и формирует интерметаллическую связь между деталями. (См. Рис. 1). Смачивание может происходить только в том случае, если на поверхности меди отсутствуют загрязнения и оксидная пленка, которая образуется при контакте металла с воздухом.Кроме того, припой и рабочая поверхность должны нагреться до нужной температуры.
Хотя паяемые поверхности могут выглядеть чистыми, их всегда покрывает тонкая пленка оксида. Для хорошего соединения припоя поверхностные оксиды должны быть удалены в процессе пайки с помощью флюса.
Flux
Надежные паяные соединения могут быть выполнены только на действительно очищенных поверхностях. Для очистки поверхностей перед пайкой можно использовать растворители, но их недостаточно из-за чрезвычайно высокой скорости образования оксидов на поверхности нагретых металлов.Чтобы преодолеть эту оксидную пленку, в электронной пайке необходимо использовать материалы, называемые флюсами. Флюсы состоят из натуральных или синтетических канифолей и иногда химических добавок, называемых активаторами.
Функция флюса состоит в том, чтобы удалять оксиды и удерживать их в удалении во время пайки. Это достигается действием флюса, который очень агрессивен при температурах расплава припоя и объясняет способность флюса быстро удалять оксиды металлов. Однако в ненагретом состоянии канифольный флюс не вызывает коррозии и не проводит электричество и, таким образом, не влияет на электрическую схему.Это флюсирующее действие, заключающееся в удалении оксидов и их уносе, а также в предотвращении повторного образования новых оксидов, что позволяет припою образовывать желаемую интерметаллическую связь.
Флюс должен плавиться при температуре ниже, чем припой, чтобы он мог выполнять свою работу до начала пайки. Он будет очень быстро улетучиваться; таким образом, обязательно, чтобы флюс плавился для стекания на рабочую поверхность, а не просто улетучивался горячим железным наконечником, чтобы обеспечить полное преимущество флюсового действия.Существуют разновидности флюсов для различных целей и применений. К наиболее распространенным типам относятся: канифоль — без очистки, канифоль — слабоактивированная и водорастворимая.
При использовании жидкий флюс следует наносить тонким, ровным слоем на соединяемые поверхности до нагрева. Припой с порошковой проволокой и паяльную пасту следует размещать в таком положении, чтобы флюс мог стекать и покрывать стыки по мере плавления припоя. Флюс следует наносить так, чтобы не повредить окружающие детали и материалы.
Паяльники
Паяльники бывают разных размеров и форм. На рабочей поверхности жала паяльника необходимо поддерживать непрерывно луженую поверхность, чтобы обеспечить надлежащую теплопередачу и избежать переноса примесей на паяное соединение.
Перед использованием паяльника следует очистить жало, протерев его влажной губкой. Когда утюг не используется, его следует держать в держателе с чистым наконечником и покрытым небольшим количеством припоя.
Примечание
Хотя температура жала не является ключевым элементом при пайке, всегда следует начинать с минимально возможной температуры.Хорошее практическое правило — установить температуру жала паяльника на 260 C — 500 F и увеличивать температуру по мере необходимости для получения желаемого результата.
Контроль нагрева
Контроль температуры жала паяльника не является ключевым элементом при пайке. Ключевым элементом является контроль теплового цикла работы. Насколько быстро нагревается изделие, насколько оно нагревается и как долго остается горячим, является элементом, который необходимо контролировать для надежных паяных соединений.
Тепловая масса
Первый фактор, который необходимо учитывать при пайке, — это относительная тепловая масса паяемого соединения.Эта масса может варьироваться в широких пределах.
Каждое соединение имеет свою особую тепловую массу, и то, как эта объединенная масса сравнивается с массой железного наконечника, определяет время и повышение температуры работы.
Состояние поверхности
Вторым важным фактором при пайке является состояние поверхности. Если на прокладках или выводах есть оксиды или другие загрязнения, это будет препятствием для потока тепла. Даже если железный наконечник имеет правильный размер и температуру, он может не подавать достаточно тепла к стыку, чтобы расплавить припой.
Тепловая связь
Третий фактор, который следует учитывать, — это тепловая связь. Это область контакта наконечника утюга с изделием.
На рис. 2 показан вид паяльного жала, на котором паяется вывод компонента. Тепло передается через небольшую площадь контакта между наконечником паяльника и площадкой. Площадь теплового соединения небольшая.
На рис. 3 также показан вид жала паяльника, припаивающего вывод компонента. В этом случае площадь контакта значительно увеличивается за счет небольшого количества припоя в точке контакта.Наконечник также контактирует как с подушкой, так и с компонентом, что дополнительно улучшает тепловую связь. Этот паяльный мостик обеспечивает тепловую связь и обеспечивает быструю передачу тепла в работу.
Нанесение припоя
Обычно жало паяльника следует прикладывать к точке максимальной массы соединения. Это позволит быстро припаять детали под действием тепла. Расплавленный припой всегда течет из более холодной области в более горячую.
Перед нанесением припоя; температура поверхности паяемых деталей должна быть выше точки плавления припоя.Никогда не расплавляйте припой о металлический наконечник и не позволяйте ему стекать на поверхность, температура которой ниже температуры плавления припоя. Припой, нанесенный на очищенную, флюсовую и должным образом нагретую поверхность, плавится и течет без прямого контакта с источником тепла и обеспечивает гладкую, ровную поверхность, переходящую в тонкую кромку. Неправильная пайка приведет к появлению наростов, неправильного вида и плохого скругления. Для обеспечения хорошей прочности паяного соединения паяемые детали необходимо удерживать на месте до тех пор, пока припой не затвердеет.
Если возможно, нанесите припой на верхнюю часть соединения, чтобы рабочие поверхности, а не железо, расплавляли припой, и чтобы сила тяжести способствовала течению припоя. Выбор припоя с сердечником подходящего диаметра поможет контролировать количество припоя, наносимого на соединение. Используйте маленький калибр для маленького стыка и большой калибр для большого стыка.
Очистка после пайки
При необходимости очистки остатки флюса следует удалить как можно скорее, но не позднее, чем через час после пайки.Некоторые флюсы могут потребовать более немедленных действий, чтобы облегчить адекватное удаление. В сочетании с чистящим раствором могут использоваться механические средства, такие как перемешивание, распыление, чистка щеткой и другие способы нанесения.
Используемые чистящие растворители, растворы и методы не должны влиять на очищаемые детали, соединения и материалы. После очистки доски должны быть тщательно просушены.
Повторная пайка
Следует соблюдать осторожность, чтобы избежать необходимости пайки.Когда требуется перепайка, стандарты качества перепаянного соединения должны быть такими же, как и для исходного соединения.
Для холодного или нарушенного паяного соединения обычно требуется только повторный нагрев и оплавление припоя с добавлением подходящего флюса. Если повторный нагрев не исправляет состояние, следует удалить припой и пропаять соединение.
Качество изготовления
Паяные соединения должны иметь гладкий вид. Допускается атласный глянец.На стыках не должно быть царапин, острых краев, шероховатости, неплотности, пузырей или других признаков плохого качества изготовления. Следы щупа от испытательных штырей допустимы при условии, что они не влияют на целостность паяного соединения.