Как можно научиться правильно варить сваркой
Сварка представляет собой прочнейшее соединение деталей, такое, что их впоследствии невозможно будет разнять друг от друга. В быту такой способ нашел очень широкое применение.
При обучение сварочным работам, сварочный ток с трансформатора следует увеличить на 15 – 20 %.
К примеру, сварку используют для изготовления:
- рабицы, являющейся видом сетки;
- каркасов для теплицы;
- различного рода печей, использующихся в банях и гаражах;
- каких угодно емкостей, которые будут весьма кстати на даче.
Стоит отметить, что научиться варить желательно каждому человеку, ведь только в этом случае есть возможность придать обычным вещам довольно-таки удивительный и интересный вид. Ведь ажурная ограда смотрится намного лучше, чем обычный забор.
Почему сварка столь надежна?
Таблица выбора сварочного тока.
Сварка используется только тогда, когда необходимо создать действительно крепкое и надежное соединение.
Под действием высоких температур они деформируются и могут принять абсолютно любую форму. И в то же время появляются связи, состоящие из молекул, которые и обладают огромнейшей прочностью.
В наши дни сварка бывает совершенно разной. Так, на рынке можно встретить аппараты, основанные на лазерных и электронных лучах, ультразвуке, а также такие, которые варят с помощью пламени газовой горелки.
Однако для обычной сварки в быту до сих пор применяется всем известное устройство, основанное на электрической дуге. И неспроста, ведь именно оно доступно большинству населения и обладает простым функционалом.
Вернуться к оглавлению
Способы, с помощью которых можно варить
Схема видов сварки электродом.
Для сварки можно применять множество различных способов. Самыми популярными из них являются:
- Газопрессовая, где используется пламя ацетилкислорода.
 Главный плюс этой сварки заключается в том, что она обладает огромнейшей производительностью. Именно поэтому этот вид широко применяется в таких отраслях современной промышленности, как нефтяная и газовая. Частными случаями ее использования является, к примеру, возведение каких-либо магистралей, предназначенных для перемещения полезных ископаемых, и машиностроение.
Главный плюс этой сварки заключается в том, что она обладает огромнейшей производительностью. Именно поэтому этот вид широко применяется в таких отраслях современной промышленности, как нефтяная и газовая. Частными случаями ее использования является, к примеру, возведение каких-либо магистралей, предназначенных для перемещения полезных ископаемых, и машиностроение. - Контактная. Этот вид сварки осуществляется с помощью электрического тока, который обладает достаточно низким напряжением, но тем не менее имеет высокую силу. Этот способ применяется при сварке встык, шок и точечной.
 Главный плюс этой сварки заключается в том, что она обладает огромнейшей производительностью. Именно поэтому этот вид широко применяется в таких отраслях современной промышленности, как нефтяная и газовая. Частными случаями ее использования является, к примеру, возведение каких-либо магистралей, предназначенных для перемещения полезных ископаемых, и машиностроение.
Главный плюс этой сварки заключается в том, что она обладает огромнейшей производительностью. Именно поэтому этот вид широко применяется в таких отраслях современной промышленности, как нефтяная и газовая. Частными случаями ее использования является, к примеру, возведение каких-либо магистралей, предназначенных для перемещения полезных ископаемых, и машиностроение.Помимо всего вышеперечисленного, иногда можно встретить и такие разновидности, как электрошлаковая и роликовая сварки, но применяются они довольно редко и только в определенных условиях.
Вернуться к оглавлению
Как правильно выбрать оборудование?
Схема окончания сварки электродом.
Для того чтобы научиться сварке, необходимо грамотно и ответственно подойти к выбору оборудования для этого действия. Можно как приобрести соответствующий аппарат, так и взять его в аренду на определенный срок.
Можно как приобрести соответствующий аппарат, так и взять его в аренду на определенный срок.
Сейчас можно встретить самые разные современные приспособления, например, такие, которые могут поднимать или опускать силу тока. Для тех же, кто любит все делать своими руками, предлагается смастерить такого рода устройство из каких-либо подручных средств. Но сразу необходимо предупредить, что дело это весьма скрупулезное и даже немного нудное.
Если же рассматривать покупку сварочного аппарата, то лучше всего обратить внимание на такой вид, как инвертор. Он отличается от всех остальных своих собратьев тем, что обладает довольно высокой производительностью и при этом достаточно компактный и легкий. Плюс ко всему, научиться обращаться с ним сможет даже новичок в этом деле, а стоимость такого оборудования приятно удивляет. Помимо всего вышеперечисленного, он начинает работать буквально сразу же после включения, то есть процесс будет идти очень быстро.
Вернуться к оглавлению
Правильный выбор электродов для сварки
Схема процесса сварки.
Если необходимо правильно научиться варить сваркой, то обязательно следует обратить внимание на выбор электродов. Эти устройства предназначены для того, чтобы подводить ток к шву самой сварки. Нетрудно догадаться, что они выполняют важнейшую функцию во всем этом процессе, поэтому без таких приспособлений сварка просто-напросто не удастся.
Как правило, в качестве такого материала используется проволока, которая в своем составе имеет специальный порошок, при необходимости расплавляющийся. Но если приходится работать со сваркой впервые, лучше всего воспользоваться электродами, которые выглядят как твердые стержни с плавящимся покрытием. Все дело в том, что они позволят создать идеально ровный шов как специалисту, так и новичку в этой области.
Вернуться к оглавлению
Как обезопасить себя при проведении сварочных работ?
Те, кто научились варить, скажут, что этот процесс сам по себе является опасным. Ведь яркое излучение света, которым сопровождается данный процесс, может запросто посадить зрение, а брызги горячего металла – нанести существенные ожоги. Именно поэтому сварщики всегда находятся в щитке и маске, которые выполнены из специального материала, предохраняющего от подобных негативных последствий.
Именно поэтому сварщики всегда находятся в щитке и маске, которые выполнены из специального материала, предохраняющего от подобных негативных последствий.
Следует позаботиться и о руках, которым также может достаться при проведении работ. В частности, необходимо обзавестись брезентовыми либо замшевыми рукавицами, которые смогут предохранить от ожогов. Вдобавок ко всему вышеперечисленному, нелишним будет надеть комбинезон, изготовленный из плотного брезента или резины.
Следует отметить и тот факт, что при проведении подобных работ может начаться возгорание чего-либо. Так что всегда нужно иметь при себе емкость с водой или же огнетушитель.
Вернуться к оглавлению
Как правильно выполнять сварочные работы?
Для того чтобы сварка увенчалась успехом, необходимо следовать специальной инструкции, в которой четко прописан порядок действий.
Схема манипулирования электродом.
Естественно, сделать это очень непросто, особенно на первых порах работы, но со временем этот навык выработается автоматически:
- Поверхность, на которой будет осуществляться процесс, необходимо тщательнейшим образом зачистить. В частности, она не должна иметь ржавчину и грязь. В противном случае металл не сможет нормально схватиться.
- Перед тем как приступить к выполнению подобных работ, необходимо поместить электрод в специально отведенное для этого место и сформировать электрическую дугу. Для того чтобы сделать это, необходимо чиркнуть вставленным стержнем по какому-либо металлу.
- После того как электрическая дуга полностью сформировалась, можно создавать зазор между поверхностью, которую необходимо соединить, и самой дугой. Следует отметить, что для достижения более-менее ровного шва это пространство должно оставаться неизменным во время всего процесса сварки.
- Угол, на который необходимо наклонять стержень, должен находиться в пределах 70 градусов. Однако его можно и менять, но только если это действительно необходимо. Ведь при выполнении подобных работ вымерять строгое отклонение невозможно, так как на первый план выходят комфорт и удобство в работе.
- Необходимо учитывать и такой факт, как стабильная подача электротока. В частности если его сила будет выше допустимой, металл просто-напросто проплавится, и в итоге выйдет совсем не то, что нужно. Если же эта самая сила будет заниженной, будет иметь место процесс гашения дуги, что, опять же, отрицательно скажется на результате проделанной работы. На первых порах будет довольно трудно выработать ту самую золотую середину, но со временем опыт придет.
 В частности, она не должна иметь ржавчину и грязь. В противном случае металл не сможет нормально схватиться.
В частности, она не должна иметь ржавчину и грязь. В противном случае металл не сможет нормально схватиться. В частности если его сила будет выше допустимой, металл просто-напросто проплавится, и в итоге выйдет совсем не то, что нужно. Если же эта самая сила будет заниженной, будет иметь место процесс гашения дуги, что, опять же, отрицательно скажется на результате проделанной работы. На первых порах будет довольно трудно выработать ту самую золотую середину, но со временем опыт придет.
В частности если его сила будет выше допустимой, металл просто-напросто проплавится, и в итоге выйдет совсем не то, что нужно. Если же эта самая сила будет заниженной, будет иметь место процесс гашения дуги, что, опять же, отрицательно скажется на результате проделанной работы. На первых порах будет довольно трудно выработать ту самую золотую середину, но со временем опыт придет.Нужно сказать и о том, что начинать следует с простого и постепенно нарабатывать навык обращения с таким оборудованием. Потом, когда результат будет удовлетворять, можно переходить на создание более сложных и интересных вещей.
Почему прилипают электроды при сварке инвертором
Содержание
- Причины залипания электрода при сварке инвертором:
- 1. Отсыревшие электроды
- 2. Неправильный выбор электрода
- 3. Некачественные электроды
- 4. Низкий сварочный ток
- 5.
- 6. Короткая дуга
- 7. Плохо очищенная металлическая поверхность
- Советы по предотвращению прилипания сварочного электрода к металлу:
- 1. Выбирайте соответствующие настройки
- 2. Держите электрод и поверхность в чистоте
- 3. Следуйте правильной технике зажигания дуги
- 4. Используйте соответствующую длину дуги
- 5. Храните электроды в сухом месте
- Вывод

Причины залипания электрода при сварке инвертором:
Существует несколько причин почему электрод может прилипать во время сварки. Рассмотрим основные из них.
1. Отсыревшие электроды
Сварочный электрод состоит из металлического стержня и обмазки, которая подвержена воздействию влаги. Соответственно, при хранении без должной упаковки или в местах с повышенной влажностью электроды отсыревают и теряют свои качественные характеристики, что в конечном итоге приводит к залипанию.
2. Неправильный выбор электрода
Неправильный выбор электрода также приводит к залипанию. Сварочные электроды разделяются по типу покрытий. У каждого типа своя область применения и преимущества. Некоторые электроды работают только на постоянном токе, другие работают как на переменном, так и на постоянном. Также обязательно проследите на какой полярности они сваривают и какая стоит на аппарате (электрод на «плюс» или на «минус»).
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с прилипанием электрода. В таких случаях как правило снижают силу тока, опасаясь прожечь тонкий металл и занижают минимальный предел силы тока для нормального горения данного электрода.
3. Некачественные электроды
Использование электродов низкого качества также приводит к залипанию. Данный дефект исправить невозможно, поэтому при покупке расходного материала уделите особое внимание выбору производителя.
Сейчас на рынке сварочных материалов представлен широкий ассортимент электродов различной ценовой категории от разных производителей. Но не стоит гнаться за дешевизной или громким брендом. Главный критерий при выборе сварочных материалов — наличие необходимой документации на эти материалы. Если вы покупаете электроды для сварки высокоответственных конструкций, то обязательно проверяйте их на соответствие ГОСТу и наличие сертификатов НАКС. К примеру, электроды GOODEL-ОК46 с рутилово-целлюлозным покрытием для сварки ответственных конструкций из низкоуглеродистых сталей, сертифицированы в системе ГОСТ Р, аттестованы в системе НАКС и имеют Одобрение Российского Речного Регистра, а УОНИ-13/55 с основным покрытием сертифицированы в ГОСТ Р, НАКС (КСМ), РРР и ИНТЕРГАЗСЕРТ.
4. Низкий сварочный ток
Настройка сварочного тока напрямую зависит от толщины свариваемого металла, диаметра электрода и положения сварки. То есть, если ток низкий, его силы достаточно, чтобы расплавить кончик электрода, но недостаточно для зажигания дуги. Следовательно, перед началом сварочных работ необходимо оценить толщину свариваемого металла, подобрать электроды соответствующего диаметра и выставить необходимые значения тока. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами.
Следовательно, перед началом сварочных работ необходимо оценить толщину свариваемого металла, подобрать электроды соответствующего диаметра и выставить необходимые значения тока. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами.
5. Неверный способ поджигания дуги
Неверная техника поджига дуги также приводит к залипанию. Начинающие сварщики во время работы зачастую постукивают кончиком электрода по свариваемой поверхности, что приводит к короткому замыканию с моментальным нагревом металла, в результате которого и происходит залипание.
6. Короткая дуга
Длина дуги — не что иное, как расстояние между кончиком электрода и поверхностью свариваемого металла. Если поднести электрод слишком близко к заготовке, то он приклеится к металлу. Точно так же, если вы отведете электрод слишком далеко, ваша дуга погаснет. Поэтому, чрезвычайно важно поддерживать оптимальную длину дуги.
7. Плохо очищенная металлическая поверхность
Если поверхность свариваемого металла ржавая или грязная, зажигать дугу становится сложно. Во время работ дуга может начать гаснуть, а с электрода начнет отпадать обмазка. Дальнейшие действия приведут к залипанию кончика стержня.
Советы по предотвращению прилипания сварочного электрода к металлу:
Мы обсудили причины, по которым происходит залипание электрода при сварке. Теперь поговорим о том, как этого не допустить.
1. Выбирайте соответствующие настройки
Убедитесь, что параметры силы тока соответствуют используемым электродам и толщине металла. Если электрод толстый, для его плавления требуется более высокий ток. Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
2. Держите электрод и поверхность в чистоте
Перед началом работ убедитесь, что электроды не повреждены и не заржавели. Попробуйте стереть обмазку со стержня пальцами. Если он легко падает на стержень, то качество электрода плохое, соответственно есть риск залипания.
Попробуйте стереть обмазку со стержня пальцами. Если он легко падает на стержень, то качество электрода плохое, соответственно есть риск залипания.
Не забудьте перед сваркой удалить с поверхности металла ржавчину, влагу, масло и другие загрязнения.
3. Следуйте правильной технике зажигания дуги
Оптимальным способом зажигания дуги принято считать метод «чирканья». Суть в том, чтобы вести электрод как спичку по коробку. При этом рабочий элемент старайтесь держать перпендикулярно заготовке. После того как дуга разгорелась, следует наклонить электрод назад под углом в 15 градусов и вести шов по намеченной линии.
4. Используйте соответствующую длину дуги
Как только удалось стабилизировать дугу, постарайтесь поддерживать соответствующее расстояние между концом стержня и основным металлом. Старайтесь держать электрод на небольшом расстоянии, но не касаться металла. Кроме того, не увеличивайте длину дуги слишком сильно, так как это приведет к разбрызгиванию металла.
Кроме того, не увеличивайте длину дуги слишком сильно, так как это приведет к разбрызгиванию металла.
5. Храните электроды в сухом месте
Как говорилось выше, на срок службы электродов влияет не только качество, но и грамотное их хранение. Для предотвращения загрязнения и отсыревания храните электроды в сухом, чистом месте с относительно постоянной температурой.
Если влага все-таки попала поверхность электрода, то необходима тщательная просушка или прокалка в соответствии с рекомендациями, указанными на упаковке.
Вывод
Правильно подбирайте диаметр электрода и силу тока в зависимости от толщины свариваемого металла. Зачищайте соединяемые поверхности. Соблюдайте условия хранения и прокалки. Используйте для поджига метод «чирканья» и держите оптимальную длину дуги.
Не экономьте при покупке сварочного аппарата. Идеальным вариантом станет оборудование с дополнительными функциями «Hot start» и «AntiStick». «Горячий старт» обеспечит увеличение сварочного тока в момент поджига дуги, а «Антизалипание» автоматически снижает ток при залипании. Но помните, инвертор с данными функциями позволит избежать большинства причин залипания, но не сможет полностью исключить его. А о том как выбрать электроды для сварки читайте здесь.
«Горячий старт» обеспечит увеличение сварочного тока в момент поджига дуги, а «Антизалипание» автоматически снижает ток при залипании. Но помните, инвертор с данными функциями позволит избежать большинства причин залипания, но не сможет полностью исключить его. А о том как выбрать электроды для сварки читайте здесь.
Как правильно варить электродуговой сваркой, что необходимо для безопасности
Ручная электродуговая сварка используется человечеством более ста лет. Она остается наиболее универсальной технологией для соединения металла.
Оглавление
- Методы сварки
- Как выбрать сварочный аппарат
- Основы дуговой сварки
- Техника выполнения сварных швов видео
- Техника безопасности при работе с электросваркой
Методы сварки
Электрическая сварка – это универсальный способ скрепления металлических деталей. Электросварка проста в использовании, а сварной шов долговечен. Сварные работы менее затратнее, нежели другие способы соединений, будь то заклепки, резьбовые или болтовые соединения.
Рассмотрим три основных типа електрической сварки:
- MMA – ручная дуговая сварка, выполняется штучным электродом;
- TIG – сварка производится не плавящимся вольфрамовым электродом;
- MIG-MAG – полуавтоматическая сварка электродной или порошковой проволокой.
Каждый из способов сварки имеет свои плюсы и минусы. В большинстве случаев для частного использования в домашних условиях, здесь нет особых требований к сварным конструкциям и для упрощения сварных работ, – используют технологию ММА. Электроды можно купить в ближайшем хозяйственном магазине и они всегда доступны.
Как выбрать сварочный аппарат
Для технологии сварки ММА применяют два основных типа сварочных аппаратов: трансформаторные и инверторы.
Сварочные трансформаторы – с помощью трансформатора понижают напряжение бытовой электросети 220В к 40-70В рабочего напряжения сварки. Трансформаторы могут работать на переменном (АС) и на постоянном (DC) напряжении. Ток может быть регулируемым плавно или ступенчато в пределах 40-200А.
Трансформаторы могут работать на переменном (АС) и на постоянном (DC) напряжении. Ток может быть регулируемым плавно или ступенчато в пределах 40-200А.
Одним из главных требований сварочного трансформатора является постоянство напряжения в сети. Если ваша электросеть работает нестабильно, то за счет сварочного аппарата она будет «проседать» еще больше. В связи с этим могут возникнуть неудобства у ваших соседей.
Сварочные трансформаторы не имеют сложных электронных компонентов, поэтому они очень надежные и долговечные. Все сварочные трансформаторы дешевле своих собратьев по сварочному делу. Технология изготовления отработанная десятилетиями и очень редко дает сбой.
Инвертор – последнее слово техники в ММА. Ето компактный и легкий сварочный аппарат. Обеспечивает систему стабилизации горения дуги, регулирует выходное напряжение, обладает системой защиты и системой ускоренного поджига дуги.
Поскольку сварочные инверторы высокотехнологичны и имеют серьезную электронную начинку, по этому надежность таких аппаратов меньше. Также не исключено использование китайских запчастей в самых брендовых производителей.
Также не исключено использование китайских запчастей в самых брендовых производителей.
При выборе инвертора следует учесть такие моменты:
Максимальный сварочный ток. В зависимости от максимального тока мы можем использовать электроды большего диаметра – 4-5мм, и варить толстые и глубокие швы. Для бытовых условий достаточно максимального тока в 150 А при работе электродом Ø4мм.
Рабочий цикл – условное количество времени работы и простоя сварочного инвертора для того, чтобы он остыл. Выражается в %. Для всех моделей цикл составляет 5 или 10 мин. Время работы в цикле будет также зависеть от рабочего тока: чем ток ниже, тем больше времени можно варить в одном рабочем цикле.
Гарантия, да-да, именно гарантия, поскольку инвертор – сложное электронное оборудование. По этому, чем больше гарантия, тем больше вероятность того, что он не откажет и в послегарантийный срок. Ведь, если производитель использовал качественные комплектующие для производства инвертора, то и строк гарантии может достигать 3-х лет.
Основы дуговой сварки
Металлический стержень электрода взаимодействуют с основным металлом при температуре около 5000°К. Расплавленный металл образует сварной шов. Глубина, на которую расплавился металл изделия, называют глубиной проплавления. Ширина, на которую расплавился основной металл называют шириной сварочной ванны. Глубина и ширина сварочной ванны зависит от силы сварочного тока, режима сварки, диаметра электрода.
Выделим главные критерии при работе дуговой сваркой:
Сварочный ток – устанавливается соответственно диаметру и покрытию электрода.
Обратите внимание, что при увеличении диаметра электрода при том же сварочном токе плотность последнего уменьшается. Как следствие уменьшается глубина провара, происходит увеличение ширины шва, появление «блуждающей» дуги.
Напряжение дуги – зависит от ее длины, она должна составлять не больше диаметра электрода.
Скорость сварки – устанавливается таким образом, чтобы металл из сварочного электрода успел заполнить ванну сварного шва, образуя бугорок без подрезов и наплывов.
Типичные проблемы сварного шва:
Сварку переменным током очень часто применяют в бытовом хозяйстве, выполняется электродами с рутиловым покрытием. Хорошо свариваются низколегированные и низкоуглеродистые стали.
Сварку постоянным током применяют для сваривания среднеуглеродистых сталей и чугуна. Обратную полярность применяют для повышения скорости сварки.
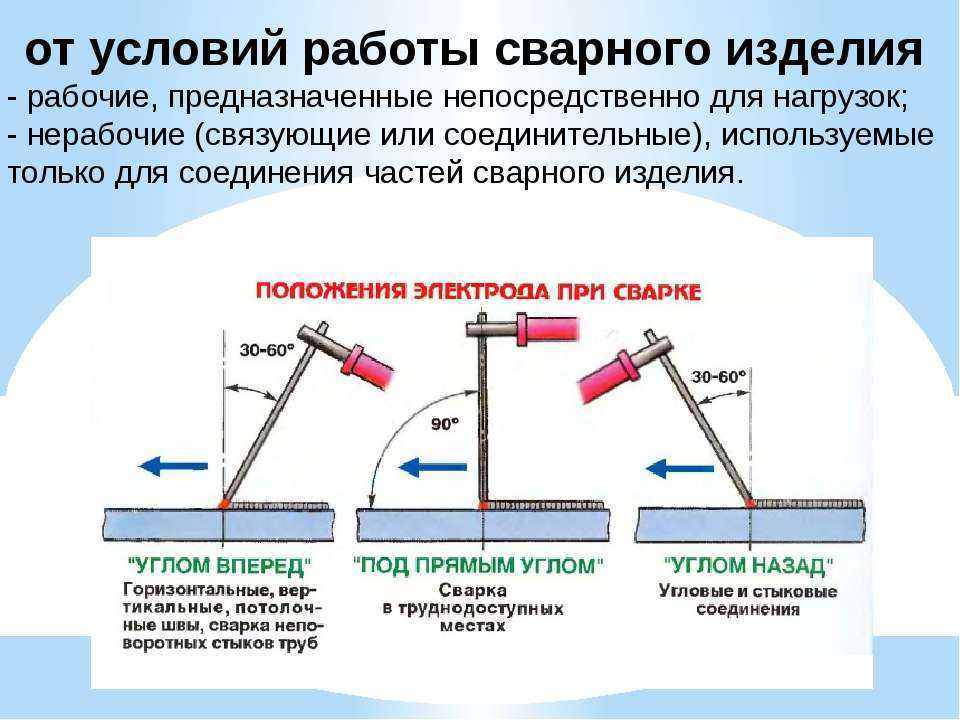
Зажигание сварочной дуги производят серией коротких и резких прикосновений электродом к металлу, или чирканьем электродом о поверхность изделия в направлении будущего сварного шва. Если электрод «прилип» к изделию, его необходимо оторвать резким покачивание вправо-влево с отводом держака вверх. После зажигания дуги электрод может находится в трех положениях:
- углом назад;
- углом вперед;
- под прямым углом.
При завершении сварного шва, для предупреждения образования кратера, дугу необходимо обрывать после заварки кратера несколькими круговыми движениями.
Техника выполнения сварных швов
Существует несколько десятков режимов сварки и методов манипулирования электродом при выполнении сварных швов. В процессе сварки электрод всегда перемещается в трех направлениях:
В процессе сварки электрод всегда перемещается в трех направлениях:
Поступательное движение вниз – поддерживает электрическую дугу в процессе плавки электрода, регулирует глубину сварочной ванны. Скорость движения зависит от скорости горения электрода.
Перемещение электрода вдоль направления сварного шва, образует сварочную ванну. Скорость движения зависит от ширины шва и режима сварки.
Поперечные движения – перемещение электрода в стороны для образования ширины сварочной ванны. Колебательные движения определяют ширину сварного шва, но не должны превышать 3-х диаметров электрода.
Металл нужно держать в расплавленном состоянии до образования валика сварного шва. Нужно не допускать преждевременного остывания металла в сварочной ванне. Необходимо контролировать ширину сварочной ванны, глубину проплавления.
В зависимости от того, где выполняется сварной шов, различают несколько пространственных положений выполнения сварного шва.
Нижнее
Вертикальные
Потолочные
Техника безопасности при работе с электросваркой
Сварочные работы – это работы с повышенным уровнем опасности. Поэтому каждому сварщику необходимо соблюдать правила охраны труда и пожарной безопасности. Все работу должны проводится в защитных костюмах, перчатках или рукавицах, обязательно использовать сварочную маску с различными светофильтрами. Ограждать зону сварки. Правила безопасности регламентируются СНиП 12-03-2001.
Наобилее интересные варианты по теме как правильно варить электродуговой сваркой, что необходимо для безопасности.
Как начать сварку — Полное руководство
Сварка, безусловно, потрясающий навык со многими приложениями, но со всей терминологией, Сварка для начинающих может быть очень сложной, поэтому я решил создать легкое для понимания руководство. руководство по глубине для вас, пытающееся дать четкий ответ на все важные вопросы, которые могут у вас возникнуть.
руководство по глубине для вас, пытающееся дать четкий ответ на все важные вопросы, которые могут у вас возникнуть.
Общие методы сварки
Содержание
Сварка существует уже сотни лет, как и все технологии вокруг нас сварка претерпела значительные изменения за последние несколько лет. десятилетия, что делает его достаточно простым для всех, чтобы выучить его с нужным количеством приложенных усилий.
Теперь, для простоты, мы сосредоточимся на трех самых популярных и интуитивно понятных методах сварки для начинающих.
- Сварка MIG (вы также можете видеть, что она называется MAG) – самая простая сварка для начинающих.
- Дуговая сварка флюсовой проволокой (FCAW, почти идентична MIG, даже менее сложная)
- Сварка электродом (дуговая сварка в защищенном металле или SMAW) – считается наиболее часто используемым методом в Америке, но более сложной сваркой. метод для начинающих
Первый метод представляет собой процесс, в котором проволочный электрод непрерывно подается через гибкую трубку и из сопла сварочного пистолета в сварочную ванну, соединяя основные металлы вместе.
Необходимо понимать, что при сварке MIG и MAG защитный газ используется для защиты сварного шва от других газов в нашей атмосфере. Единственная разница между ними в том, что используется другой газ . В процессе MIG мы используем аргон или аргон в сочетании с гелием. При сварке MAG сварщики используют активный газ (СО2 или смесь СО2 и аргона) для сварки углеродистых и низколегированных сталей .
Обратите внимание, что если вы хотите сваривать как черные, так и цветные металлы , вам нужны разные баллоны с защитным газом, аргон и Co2 (75/25) для мягкой стали, тройная смесь аргона, гелия, и CO2 для нержавеющей стали и для алюминия рекомендуется 100% аргон. В большинстве случаев, если вы работаете только с мягкая сталь , CO2 будет работать нормально, он производит больше брызг, но сварка более толстых материалов с использованием CO2 помогает получить лучшее проплавление, поэтому сварка будет более прочной.
Дуговая сварка порошковой проволокой в основном используется на том же оборудовании, что и сварка MIG, основное отличие заключается в том, что защитный газ обычно не требуется, поскольку проволока, используемая в FCAW, полая и содержит флюс для защиты горячего металла от реакции с воздух, и это еще более интуитивно понятный метод сварки для начинающих.
Вы можете использовать обычную машину MIG с порошковой проволокой, однако вам, возможно, придется заменить обычный подающий ролик на ролик с накаткой, чтобы избежать сплющивания проволоки. Кроме того, имейте в виду, что вам, возможно, придется изменить полярность проволоки для более чистых сварных швов. Это должен быть DCEN , что означает «отрицательный электрод постоянного тока» или, проще говоря, сварочная проволока должна быть отрицательной. Если на вашей машине нет переключателя для этого, загляните в свое руководство, вы сможете самостоятельно изменить полярность проводов.
Я знаю, даже основы сварки кажутся слишком сложными!
Палка — один из старейших и, вероятно, самых простых методов для понимания , он похож на процесс FCAW, поскольку с этим методом вам не нужен защитный газ, потому что проволока или « палка », используемая в этом процессе, уже покрыт флюсом . Когда вы соприкасаетесь электродом с основным металлом, он начинает плавиться, а покрытие вокруг электрода создает облако газов, защищающее горячий металл. Основные преимущества дуговой сварки заключаются в том, что машина дешевле и у вас есть возможность сваривает более толстые материалы , чем MIG. С другой стороны, вам придется менять электроды, потому что они довольно быстро заканчиваются и стоят довольно дорого. Кроме того, как и при FCAW, поскольку используется флюс , после сварки швы необходимо зачищать отбойным молотком и проволочной щеткой, что делает процесс более трудоемким.
Кроме того, как и при FCAW, поскольку используется флюс , после сварки швы необходимо зачищать отбойным молотком и проволочной щеткой, что делает процесс более трудоемким.
Что нужно для начала сварки?
Зависит от разных факторов, но сначала нужно выберите метод , который вы хотите изучить. Вот несколько вопросов, которые вы должны рассмотреть, прежде чем принимать решение:
- Где Я буду работать большую часть своего времени?
- До Я хочу изучить другие методы сварки в будущем?
- Что какие проекты я буду делать?
Если вы собираетесь проводить большую часть времени в помещении , работая с более тонкими металлами, я определенно рекомендую купить MIG . Прежде всего, это намного
легче работать с листовым металлом с помощью MIG, во-вторых, вам не придется менять
провод очень часто, и что не менее важно, он не производит никакого шлака!
Прежде всего, это намного
легче работать с листовым металлом с помощью MIG, во-вторых, вам не придется менять
провод очень часто, и что не менее важно, он не производит никакого шлака!
Если вы работаете в основном за пределами и вам приходится часто перемещать или переносить машину, я бы порекомендовал выбрать между FCAW или методом SMAW . главная причина в том, что для этих процессов не нужен газ, который бы сдуло даже если присутствуют небольшие ветровые потоки, оставляя нам дефектный и слабый сварка.
Если вы уверены, что хотите, чтобы в будущем улучшите свои навыки сварки , а затем изучите дуговую сварку сначала может сузить кривую обучения с TIG и MIG. Еще одна вещь учитывать то, что если вы собираетесь большую часть времени работать с материалами 3/8 дюйма или толще, может быть более разумным купить сварочный аппарат.
В целом сварочные аппараты обычно на дешевле ,
меньше и может лучше проникать в более толстые материалы, но работает с небольшими
проекты с тонким металлом, такие как панели кузова и т. д., были бы более сложными. В
В большинстве случаев я бы порекомендовал MIG каждому новичку, потому что он может больше, чем
достаточно, если вы любитель или новичок. Если вы планируете купить свой первый
МиГ, тогда у меня есть руководство для вас.
д., были бы более сложными. В
В большинстве случаев я бы порекомендовал MIG каждому новичку, потому что он может больше, чем
достаточно, если вы любитель или новичок. Если вы планируете купить свой первый
МиГ, тогда у меня есть руководство для вас.
Если я выберу аппарат для сварки электродом, должен ли это быть аппарат переменного или переменного/постоянного тока?
Переменный или переменный ток означает, что постоянный ток переключает полярность вперед и назад с положительной на отрицательную и с отрицательной на положительную, 120 раз в секунду (60 Гц). В результате сварка на переменном токе не такая гладкая, как сварка на постоянном токе, поэтому качество сварного шва обычно не такое хорошее. Кроме того, из-за переключателей постоянной полярности электроды имеют тенденцию гаснуть при сварке переменным током, поэтому важно помнить, что при настройках переменного тока можно использовать только электроды, предназначенные для переменного тока.
Этот метод выполняет свою работу, но редко используется большинством сварщиков , переменный ток в основном применяется при соединении металлов которые являются магнитными или с очень ржавыми поверхностями (где вы не хотите высокая проникающая способность).
Постоянный ток всегда остается одним и тем же, будь то положительный или отрицательный постоянный ток, что означает, что электроны всегда текут в одном направлении, а не меняют полярность. Для большинства сварщиков этот метод предпочтителен, потому что он имеет некоторые преимущества , такие как более плавный пуск и более стабильная дуга, меньше брызг и легче сваривать в неудобных положениях. Положительный постоянный ток также обеспечивает более высокое проникновение в металлы, а отрицательный постоянный ток приводит к обратному результату. Например, отрицательный постоянный ток используется для сварки тонкие металлы во избежание прожига материала.
В заключение, учитывая, что в будущем вы хотите работать над разными проектами, вероятно, будет лучшим выбором потратить пару сотен лишних долларов на покупку машины переменного/постоянного тока.
Стоит ли покупать плазменный резак?
Как новичок, вам, безусловно, нужно что-то для начала резки материалов, но это не обязательно должен быть плазменный резак . Хорошо иметь плазменный резак, но он довольно дорогой, и использовать его можно только для резки. Кроме того, ему требуется подача воздуха извне, поэтому для его использования вам также потребуется купить воздушный компрессор.
Самым универсальным инструментом, если вы будете работать с более толстыми материалами, безусловно, будет горелка ox ygen/acetylene . Он выполняет свою работу, если вам нужно резать материалы, и, кроме того, вы можете использовать его для нагрева стали для гибки или предварительного нагрева основных металлов для более глубокого проникновения.
Третий вариант, которым я часто пользуюсь, это УШМ с отрезным диском. Угловая шлифовальная машина — отличный вариант, если вы работаете с более тонкими металлами. Вы можете делать очень точные разрезы довольно быстро, и, вероятно, он вам все равно понадобится для шлифовки сварных швов и подготовки материалов, это может быть выходом.
Не хочу вас пугать, но с этим инструментом нужно обращаться уважительно и правильно. Я видел, как режущие диски ломались во время резки, и они могут довольно легко проникнуть в ваше тело, поэтому исход может быть смертельным. Если вы все же решите использовать угловую шлифовальную машину, пожалуйста, прочитайте руководство и самостоятельно изучите, как правильно ею пользоваться.
Несколько советов от меня:
- Перед установкой диска убедитесь, что кофемолка отключена от сети
- Всегда проверяйте наличие защитного кожуха
- Используйте правильный диск, убедитесь, что он не поврежден и не просрочен выдерживать боковое давление, поэтому убедитесь, что ваш металл не находится под напряжением.
Если вы никогда раньше не работали с ним и не знаете никого, кто мог бы показать или научить вас лично, я бы настоятельно не советовал вам использовать его для резки. Просто купите комплект горелки для этого и возьмите напрокат баллоны с кислородом и ацетиленом у местного поставщика или купите плазменный резак. С этими двумя методами, хотя они также опасны, меньше вещей, которые могут пойти не так, поэтому они больше подходят для начинающих.
С этими двумя методами, хотя они также опасны, меньше вещей, которые могут пойти не так, поэтому они больше подходят для начинающих.
Если вы сначала решите не использовать шлифовальную машину, то для подготовки металла у вас должно быть как минимум несколько напильников и проволочная щетка, а в зависимости от выбранного вами метода сварки может понадобиться отбойный молоток.
Другое оборудование, которое может вам понадобиться
Существует множество инструментов и предметов, облегчающих сварку для начинающих, в зависимости от проектов, над которыми вы будете работать, но первое, что вам обязательно понадобится, — это что-нибудь, чтобы пометить заготовку перед резкой. Для этого вы можете увидеть людей, рекомендующих мыльный камень , но я предпочитаю карандаши сварщика Riter. Маркировка не снимается с недрагоценного металла так легко, как с мыльного камня, и вы можете рисовать очень четкие и четкие линии.
Для измерения, конечно, нужен рулетка а для мелких вещей неплохо бы иметь металлическую линейку. Для рисования идеальных углов в 90 градусов у вас должен быть хотя бы один обрамляющий квадрат.
Для рисования идеальных углов в 90 градусов у вас должен быть хотя бы один обрамляющий квадрат.
Много раз я использовал свои сварочные клещи MIG , но пара обычных отлично. Они очень удобны, если вам нужно сменить насадку или подержать горячие предметы. из стали.
И последнее, но не менее важное: если вы планируете выполнять небольшие проекты, вы можете приобрести сварочный стол , или сделайте его самостоятельно в качестве первого проекта. Сначала вы можете обойтись без него, но рано или поздно вам захочется его иметь. Поверьте, ваши колени и спина будут вам за это благодарны.
После того, как у вас есть стол, прикрепив a Тиски были бы отличным улучшением, они очень удобны.
Прежде всего, прежде чем приступить к работе, обязательно прочтите инструкцию сварщика.
руководство по эксплуатации, оно содержит важных
информация по безопасности . Эта статья не должна использоваться в качестве замены
рекомендации производителя. С учетом сказанного, есть четыре основные вещи, которые мы
нужно защитить себя от:
С учетом сказанного, есть четыре основные вещи, которые мы
нужно защитить себя от:
- УФ лучи
- Токсичные дым
- искры
- горячий металл
Помню, когда я был ребенком, мой папа не всегда обращал внимание на технику безопасности. Иногда, когда стояла жара, он занимался сваркой только в хлопчатобумажной футболке с короткими рукавами и джинсовых джинсах. Иногда, когда ему нужно было сделать небольшой сварной шов в неудобном положении, он даже не использовал сварочную маску ! Я знаю, что у него был фиксированный фильтр (который не затемняется автоматически), и я могу представить, что работать с ним было не очень удобно, но это не оправдывает такие действия. Для защиты глаз и лица от ожогов УФ-лучи , он просто носил обычную джинсовую кепку , а во время сварки просто смотрел вниз. В основном, он сварился полностью своим нутром. Я знаю, это звучит безумно, и я никому не рекомендую делать это! На сегодняшний день средства защиты относительно дешевы и настолько хорошо отработаны, что НЕТ повода сдуреть и рисковать своим здоровьем.
Чтобы защитить себя от УФ-лучей, горячего металла и искр, вы должны быть укрыты с головы до ног с огнестойким редуктором . НИКОГДА не носите полиэстер! Я сам совершил эту ошибку, вы, наверное, не представляете, как быстро искры прожигают полиэстер и как это больно, когда горячий металл в сочетании с расплавленным полиэстером обжигает кожу.
Таким образом, в основном вам нужно:
- Сварка шлема
- Сварные перчатки
- Сварка и брюки
- Кожаные ботинки
- Сварка сварки
Первая часть. Самая важная часть для защиты. Сварка производит ультрафиолетовое и инфракрасное излучение, которое может привести к серьезному повреждению ваших глаз и кожи, если они не защищены должным образом. Мы все испытали солнечные ожоги, не очень хорошо себя чувствуем, не так ли?
Моя первая личная сварочная маска, которую мне подарил отец, была с фиксированной линзой с фильтром , которую можно было поднять, чтобы получить обзор заготовки, не поднимая всю маску. Это, безусловно, было полезно, если мне приходилось сваривать в ограниченном пространстве. Позже я купил один с самозатемняющимся объективом , который, должен сказать, изменил правила игры, я больше не могу представить себе жизнь без него. И с каждым годом линзы становятся все больше и больше, что еще лучше, теперь в некоторых из них есть функция изменения диапазона затемнения линзы. Это означает, что вы можете настроить затемнение объектива в соответствии со своими потребностями и желаниями.
Это, безусловно, было полезно, если мне приходилось сваривать в ограниченном пространстве. Позже я купил один с самозатемняющимся объективом , который, должен сказать, изменил правила игры, я больше не могу представить себе жизнь без него. И с каждым годом линзы становятся все больше и больше, что еще лучше, теперь в некоторых из них есть функция изменения диапазона затемнения линзы. Это означает, что вы можете настроить затемнение объектива в соответствии со своими потребностями и желаниями.
Если вы новичок в , не совсем уверены, действительно ли вы занимаетесь сваркой или нет, покупка шлема с самозатемняющимся стеклом может быть разумной, но если у вас есть серьезный интерес к сварке, то я определенно рекомендую потратить пару больше баксов, чтобы купить один с регулируемым объективом. Шлемы сегодня стоят так, что практически нет смысла покупать шлем без регулируемого затемнения.
Выбор сварочной маски для новичков может оказаться непростой задачей, я знаю, что выбор кажется бесконечным. Если вы чувствуете себя подавленным, я скоро создам для них руководство.
Если вы чувствуете себя подавленным, я скоро создам для них руководство.
- Сварочные перчатки
Сварочные перчатки обязательны! Как вы понимаете, расплавленный металл горячий, и без перчаток вы, скорее всего, поранитесь. На самом деле, однажды было проведено исследование, в котором говорилось, что 70% сотрудников, получивших травмы рук, признались, что в момент инцидента на них не было перчаток. Для некоторых 70% могут показаться не такими уж большими, но лучше перестраховаться, чем потом сожалеть.
- Куртка и брюки сварщика
Итак, наше лицо и предплечья защищены, теперь нам нужно прикрыть каждый сантиметр нашего обнаженного тела от ультрафиолета и горячих искр. Для верхней части корпуса , я бы посоветовал вам купить огнестойкую сварочную куртку . Под него можно надеть обычную хлопчатобумажную рубашку в качестве дополнительного слоя защиты от горячих искр. Для нижней части тела у вас должны быть огнестойкие сварочные штаны или, по крайней мере, очень плотные джинсы из денима. Чего следует избегать, так это штанов с манжетами, они ловят летящие искры.
Чего следует избегать, так это штанов с манжетами, они ловят летящие искры.
- Кожаные ботинки
Вы определенно не хотите носить теннисные или тканевые туфли. Что вам нужно, так это кожаные сапоги как минимум, но для дополнительной защиты я бы посоветовал вам надеть кожаные сапоги со стальным носком . Они не такие легкие, но даже если вы не работаете с очень тяжелыми материалами, я бы все равно их рекомендовал. Поверьте мне, даже если небольшой отбойный молоток упадет вам на пальцы ног, это будет больно. Ваши ноги могут быть недовольны ношением сверхмощных ботинок, но, на мой взгляд, лучше оставить пальцы ног целыми после дня, проведенного в гараже.
Дополнительно для шлифовки и резки необходимо приобрести беруши , защитные очки, и пластиковый лицевой щиток. Если вы купили или имеете сварочную маску с регулируемым затемнением, включая шлифовку, защитная маска не обязательна.
Начало работы с MIG
Как я уже говорил, MIG считается самым простым типом сварки для начинающих. Прохождение курса может быть хорошей идеей, но если вы просто любитель, то методом проб и ошибок вы можете научиться сварке MIG самостоятельно. Когда у вас есть все необходимое, пора класть бусы!
Унция практики лучше тонны теории!
- Подготовьте поверхности
Чтобы получить хороший, чистый сварной шов, вам необходимо очистить основные металлы от краски, ржавчины, жира и других избыточных загрязнений. Вы можете просто использовать шлифовальную машину, проволочную щетку или напильник, чтобы очистить места, где вы собираетесь накладывать сварной шов.
- Настройте машину
Убедитесь, что у вас есть правильный провод .
Простое правило для этого: более тонкая проволока для тонких металлов и более толстая проволока.
для более толстых металлов. То же самое касается типа провода: для алюминия используйте алюминий. проволока, для мягкой стали используйте стальную проволоку. Если вы только начинаете, я бы
рекомендуется начинать с проволоки 0,30, с помощью которой можно сваривать более тонкие материалы, т.к.
а также более толстые материалы, где вам нужно больше присадочного металла.
проволока, для мягкой стали используйте стальную проволоку. Если вы только начинаете, я бы
рекомендуется начинать с проволоки 0,30, с помощью которой можно сваривать более тонкие материалы, т.к.
а также более толстые материалы, где вам нужно больше присадочного металла.
- Выбор правильная скорость подачи проволоки и сила тока
Большинство сварочных аппаратов имеют для этого диаграмму напряжения/силы тока за крышкой. Не стесняйтесь немного изменить их и посмотреть, что лучше всего подходит для вас. Если вы прожигаете отверстия в заготовке, это означает, что ваша мощность слишком высока, а если ваши сварные швы образуются рывками, это может означать, что ваше заземление недостаточно хорошее, скорость проволоки слишком низкая или ваш сварочный пистолет находится слишком далеко от сварного шва. Вы можете сказать, что настройки правильные, по звуку сварки, он должен звучать как жареный бекон, но определенно не как попкорн.
Не забудьте проверить правильность полярности, для флюсового сердечника DCEN (отрицательный электрод постоянного тока) и для одножильного провода с газом это должно быть DCEP (положительный электрод постоянного тока).
- Просто наложите несколько бусинок
Просто найдите немного металлолома, очистите его, прикрепите заземляющий зажим к основному металлу, откройте газ и начните тренироваться . Начните с выполнения нескольких прихваточных швов, потратив около двух секунд на укладку каждого. Затем вы можете попытаться провести прямую линию, каждая длиной около дюйма, удерживая ручку под углом 15 градусов, медленно двигаясь слева направо, если вы правша. Соблюдайте равное расстояние между основным металлом и соплом, около ¼ дюйма.
- Попробовать различные движения
Проще всего попробовать круговое движение. Просто начните делать круги, каждый из которых перекрывает предыдущий наполовину. Попробуйте держать сварочный пистолет двумя руками, одной в качестве опоры, а другой для направления сопла, чем устойчивее ваши движения, тем лучше.
Если вы используете порошковую проволоку, важно постоянно вытягивать ручку из сварочной ванны, чтобы избежать попадания флюса в расплавленный металл.
- Знать ваши суставы
После того, как вы немного попрактикуетесь, пора начинать портить металлы вместе. Есть пять основных соединений типы : Соединение встык, соединение внахлестку, угловое соединение, Т-образное соединение и краевое соединение. Я бы начал с стыковки внахлестку. Просто наложите два куска металла, прикрепите их как минимум в двух местах и выполните фактический сварной шов.
Начало работы с палкой
Обучение сварке палкой для начинающих — это много сложнее освоить самостоятельно, чем сварку MIG, но, безусловно, возможно. Это всего лишь общий обзор, потому что было бы практически невозможно охватить все детали в этом посте. Чтобы научиться сварке электродом , я действительно советую вам пройти курс по этому вопросу или просто использовать возможности Youtube, вы можете найти там массу отличного контента.
- Подготовьте поверхности
Очистка поверхностей для сварки электродом не так важна, как для сварки MIG и TIG, для достижения наилучших результатов я бы все же посоветовал вам используйте проволочную щетку или шлифовальную машину для удаления грязи и ржавчины с места сварки.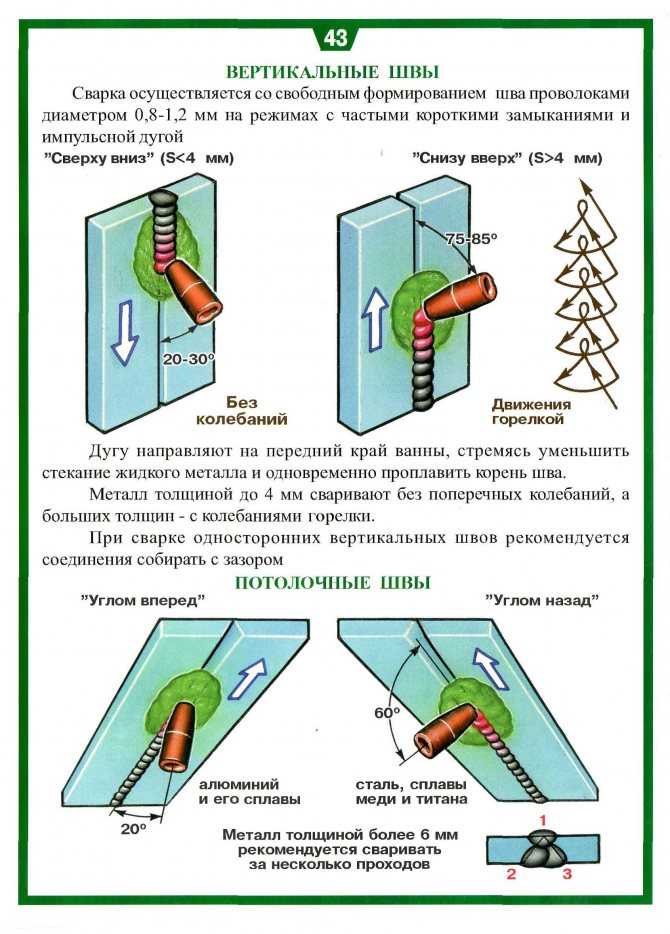 Для начала было бы разумно попрактиковаться на стальной пластине размером ¼ дюйма 5X5.
Для начала было бы разумно попрактиковаться на стальной пластине размером ¼ дюйма 5X5.
- Установка аппарата
Если вы используете подержанный сварочный аппарат , важно, чтобы соединения между кабелями и аппаратом были плотными, а изоляция вокруг кабелей была неповрежденной, не должно быть оголенной меди. Затем прикрепите зажим заземления к основному металлу, или, если у вас есть металлический сварочный стол, вы также можете прикрепить его к своему столу.
Возьмите электрод и вставьте его в электрододержатель. Я бы использовал стержни 6013 1/8” , у них могут быть не самые лучшие механические свойства, но они хороши для более тонких материалов и с ними легче зажечь дугу, кроме того, шлак с этих стержней имеет свойство отрываться довольно легко.
Установите полярность на DCEN , если
у вас есть машина переменного тока, все в порядке, электроды 6013 совместимы с переменным током, так как
Что ж.
Сила тока для этих стержней должно быть где-то между 110-120 ампер.
- Научитесь зажигать дугу
После того, как вы очистите поверхности, правильно настроите машину, она пора включать сварочный аппарат.
Первое, что вы должны практиковать как новичок, это удар по дуге . Большинство людей описывают это как «чиркнуть спичкой», потому что это очень похоже на это, но поверьте мне, хотя это может показаться простым, если вы впервые используете сварочный аппарат, есть много способов сделать это неправильно. Описать, как это сделать правильно, даже опытному сварщику довольно сложно, поэтому новичкам я бы порекомендовал посмотреть несколько видеороликов, прежде чем пробовать.
https://www.youtube.com/watch?v=SzDuQpHId10
- Научитесь бегать по прямой бусине
Как только вы почувствуете себя уверенно, начиная дугу, вы можете потренироваться бегать по прямой. Найти приличного размера металлическую пластину 4×4 или 5×5 было бы хорошо, не тоньше 3/8”. Прежде чем начать, вам нужно найти хорошее устойчивое положение, чтобы сделать один последовательный сварной шов от одного конца до другого. Во время сварки стержень должен находиться под углом 15-20 градусов в направлении сварки, едва касаясь основного металла. Как и в случае с FCAW, важно, чтобы вы последовательно тянуть , не выталкивая дугу из сварочной ванны во избежание загрязнения сварного шва шлаком. Начните с края пластины и используйте его в качестве ориентира для первого прямого сварного шва.
Прежде чем начать, вам нужно найти хорошее устойчивое положение, чтобы сделать один последовательный сварной шов от одного конца до другого. Во время сварки стержень должен находиться под углом 15-20 градусов в направлении сварки, едва касаясь основного металла. Как и в случае с FCAW, важно, чтобы вы последовательно тянуть , не выталкивая дугу из сварочной ванны во избежание загрязнения сварного шва шлаком. Начните с края пластины и используйте его в качестве ориентира для первого прямого сварного шва.
После того, как вы сделали первый валик, очистите шлак с помощью отбойного молотка и проволочной щетки, а затем повторите процесс. Следующая бисерина должна быть рядом с последней. Продолжайте повторять процесс, пока вся тарелка не будет покрыта бусинками .
Основы сварки для начинающих могут показаться скучными, но чтобы освоить искусство сварки , вы должны изучить основные основы сварки, прежде чем вы сможете начать работать над более сложными проектами.
Заключение
Можно заняться сваркой самостоятельно, но эта статья предназначена только для того, чтобы дать вам обзор основных вещей, которые вам нужно знать о процессе обучения и инструментах, которые вам понадобятся. Освоение сварки новичком, как я уже сказал, требует времени и усилий, как и любой новый навык.
Я не хочу вас пугать, потому что изучение основных -х сварки проще, чем вы думаете (вероятно), но, как я уже сказал, чтобы действительно начать что-то делать, вам нужно приложить некоторые усилия.
После того, как вы выбрали предпочтительный метод сварки, вы можете ознакомиться с моими более подробными руководствами в разделе блога MIG или Stick. Чтобы узнать больше о безопасности, обязательно ознакомьтесь с моими постами об инструментах и безопасности.
10 советов, которые помогут вам стать лучшим сварщиком MIG
29 ноября 2011 г.
Итак, у вас есть сварочный аппарат MIG, и вы, наконец, можете склеить два куска металла, но теперь вы хотите узнать, как сделать эти сварные швы красивыми и прочными. В этом кратком руководстве из 10 шагов мы дадим вам советы, как сделать сварные швы великолепными и максимально прочными.
В этом кратком руководстве из 10 шагов мы дадим вам советы, как сделать сварные швы великолепными и максимально прочными.
1. Чистота превыше всего. Мы понимаем, что иногда не всегда удается хирургически очистить рабочую зону при сварке MIG, но вы должны сделать все возможное, чтобы сделать это, если хотите получить чистый и прочный сварной шов. На рабочей зоне не должно быть ВСЕЙ ржавчины, жира и покрытий. Мы обнаружили, что использование проволочного круга на электрической угловой шлифовальной машине позволяет быстро избавиться от ржавчины, грунтовки и других покрытий. Обязательно подготовьте рабочую зону до и после сварки с помощью Eastwood After Weld. Вы будете поражены тем, насколько лучше будет формироваться и выглядеть ваша сварочная ванна, когда она выполняется на чистой поверхности.
2. Проверьте свой газ. Чтобы получить чистый сварной шов, необходимо очистить сварочную ванну во время ее формирования. Здесь вступает в действие защитный газ. Это еще один важный ключ к получению чистого сварного шва. Убедитесь, что во время сварки из сопла выходит достаточное количество газа, необходимое количество может варьироваться в зависимости от условий, в которых вы свариваете (старайтесь находиться вдали от любого прямого движущегося воздуха, такого как вентиляторы, ветер и т. д.), и поверхностей. вы привариваете. Сварку MIG можно выполнять с помощью аппаратов, в которых используется только проволока Flux Core MIG, но мы рекомендуем выбрать сварочный аппарат MIG, который достаточно универсален для использования газа. Сварка в среде защитного газа — лучший способ сделать самый чистый шов практически без очистки.
Убедитесь, что во время сварки из сопла выходит достаточное количество газа, необходимое количество может варьироваться в зависимости от условий, в которых вы свариваете (старайтесь находиться вдали от любого прямого движущегося воздуха, такого как вентиляторы, ветер и т. д.), и поверхностей. вы привариваете. Сварку MIG можно выполнять с помощью аппаратов, в которых используется только проволока Flux Core MIG, но мы рекомендуем выбрать сварочный аппарат MIG, который достаточно универсален для использования газа. Сварка в среде защитного газа — лучший способ сделать самый чистый шов практически без очистки.
//
3. Звучит как бекон. Прежде чем что-либо сваривать, необходимо правильно настроить машину. Если вы не уверены в правильности настройки для работы, мы предлагаем взять металл того же калибра и потратить дополнительное время на правильную настройку машины. Ключом к быстрому подключению вашего аппарата является прослушивание звука дуги во время сварки. В идеале вы хотите, чтобы дуга звучала как «шипящий бекон», не слишком много хлопков или выплевывания, а просто приятное ровное шипение/потрескивание. Следующее, чтобы убедиться, что бусина красивая и плоская. Распространенная ошибка новичков заключается в том, что бусина сидит очень «гордо» и нагромождается поверх металла. В этих случаях вам часто нужно либо уменьшить скорость проволоки, либо увеличить нагрев (напряжение). Как только вы научитесь слушать своего сварщика и то, как звучит дуга, и как «должен выглядеть валик», ваши сварные швы мгновенно улучшатся.
Следующее, чтобы убедиться, что бусина красивая и плоская. Распространенная ошибка новичков заключается в том, что бусина сидит очень «гордо» и нагромождается поверх металла. В этих случаях вам часто нужно либо уменьшить скорость проволоки, либо увеличить нагрев (напряжение). Как только вы научитесь слушать своего сварщика и то, как звучит дуга, и как «должен выглядеть валик», ваши сварные швы мгновенно улучшатся.
4. Правильная конструкция шва. Еще одна ошибка новичка при сварке шва заключается в том, что он оставляет слишком большой или неровный зазор между двумя соединяемыми панелями. В некоторых соединениях вам может понадобиться очень маленький зазор, но в большинстве случаев между панелями при сварке зазора практически не будет. Слишком большой зазор, и вам будет трудно прожечь края двух панелей и открыть зазор еще больше. Опять же, если вы потратите время на то, чтобы собрать ровный шов с плотным зазором, это значительно улучшит окончательный вид и прочность работы. Нашими фаворитами для надлежащей подготовки швов являются зажимы для панелей Intergrip, система удержания панелей Clecos и набор плоскогубцев для сварочных зажимов, они действительно значительно облегчают работу!
5. Проверьте заземление. Обнаружили, что ваш сварочный аппарат сваривает плохо или непоследовательно, даже после проверки настроек на металлоломе? Велика вероятность, что у вас плохой грунт. Мало того, что вы хотите иметь как можно более чистую рабочую зону, вам нужна чистая поверхность для заземления машины. Небольшой совет, если у вас нет подходящего места для зажима, — приварите болт или шпильку к рабочей зоне, чтобы получить хорошее непрерывное заземление. Попробуйте, это действительно удобно!
Проверьте заземление. Обнаружили, что ваш сварочный аппарат сваривает плохо или непоследовательно, даже после проверки настроек на металлоломе? Велика вероятность, что у вас плохой грунт. Мало того, что вы хотите иметь как можно более чистую рабочую зону, вам нужна чистая поверхность для заземления машины. Небольшой совет, если у вас нет подходящего места для зажима, — приварите болт или шпильку к рабочей зоне, чтобы получить хорошее непрерывное заземление. Попробуйте, это действительно удобно!
6. Шлем с автоматическим затемнением; это не только для НАСА! Старая традиция заключалась в том, чтобы использовать сварочный шлем статической темноты при сварке. Они работают «хорошо», если вы находитесь в очень хорошо освещенном месте или если вы умеете опускать шлем и зажигать дугу одним быстрым движением, но с достижениями в области современных сварочных принадлежностей в этом нет необходимости. больше. Теперь вы можете легко найти недорогие качественные сварочные маски с автоматическим затемнением. Удобство во время сварки помогает выполнять качественные сварные швы и позволяет правильно видеть рабочую зону до, во время и после сварки.
Удобство во время сварки помогает выполнять качественные сварные швы и позволяет правильно видеть рабочую зону до, во время и после сварки.
7. Вылет имеет значение. При настройке аппарата необходимо убедиться, что контактный наконечник выступает в соответствии с типом сварки, которую вы выполняете. Общее эмпирическое правило заключается в том, что вы хотите, чтобы ваш сварочный наконечник выступал менее чем на 1/2″. Если вы свариваете более тонкий листовой металл, такой как панели кузова, вам может сойти с рук немного больше, но вам нужно придерживаться этого диапазона для большинства применений. Всегда проверяйте вылет каждый раз перед сваркой.
8. Угол имеет значение. Угол наклона наконечника при сварке также может быть важен при наплавке валика. В идеале вы должны быть прямо при выполнении быстрой точечной сварки или сварки электросваркой, сохраняя при этом угол приблизительно 10 градусов при сварке методом проталкивания или протягивания.
9. Выберите правильный размер провода. В этом случае «чем больше, тем лучше» не всегда верно. Все зависит от типа сварки, которую вы выполняете, и поверхности, на которую вы свариваете. Если вы в основном работаете с тонким металлом, например, панелями кузова автомобиля, вам лучше использовать проволоку со сплошным сердечником 0,023. Это позволит вам снизить температуру по сравнению с использованием гораздо более толстого провода. И если вы не знали, слишком много тепла равносильно деформации металла, что ПЛОХО в мире автомобильных кузовов. Имейте в виду, однако, что если вы выполняете работы с подвеской или шасси, где металл значительно толще, вам следует перейти на сплошную проволоку .30 или .35. Для этого потребуются машины на 110 В (например, наш MIG 135), чтобы работать на более высоком уровне их спектра напряжения.
В этом случае «чем больше, тем лучше» не всегда верно. Все зависит от типа сварки, которую вы выполняете, и поверхности, на которую вы свариваете. Если вы в основном работаете с тонким металлом, например, панелями кузова автомобиля, вам лучше использовать проволоку со сплошным сердечником 0,023. Это позволит вам снизить температуру по сравнению с использованием гораздо более толстого провода. И если вы не знали, слишком много тепла равносильно деформации металла, что ПЛОХО в мире автомобильных кузовов. Имейте в виду, однако, что если вы выполняете работы с подвеской или шасси, где металл значительно толще, вам следует перейти на сплошную проволоку .30 или .35. Для этого потребуются машины на 110 В (например, наш MIG 135), чтобы работать на более высоком уровне их спектра напряжения.
10. Будьте осторожны. При сварке существует множество опасностей, многие из них совершенно очевидны, а другие легко не заметить. При сварке обязательно надевайте соответствующую одежду. Это означает обувь с закрытым носком (предпочтительно кожаные рабочие ботинки), длинные брюки, кожаные перчатки для сварки и жилет для сварщика. Правильная одежда может уберечь вас от сильных ожогов от интенсивного света и тепла, выделяемых при сварке. Также имейте в виду, что вам необходимо обеспечить безопасность вашей рабочей зоны, что означает накрытие или удаление всех легковоспламеняющихся предметов с вашей рабочей зоны, а также обеспечение надлежащей вентиляции от любых паров, которые могут образовываться при сварке.
Правильная одежда может уберечь вас от сильных ожогов от интенсивного света и тепла, выделяемых при сварке. Также имейте в виду, что вам необходимо обеспечить безопасность вашей рабочей зоны, что означает накрытие или удаление всех легковоспламеняющихся предметов с вашей рабочей зоны, а также обеспечение надлежащей вентиляции от любых паров, которые могут образовываться при сварке.
Что такое сварка электродом? – Оборудование и способы его выполнения
Сварка электродом выполняется путем зажигания электрической дуги между металлическим электродом и заготовкой. Электрический ток проходит через электрод и вплавляет его в заготовку, образуя сварочную ванну. Электрод покрыт слоем флюса, который плавится и защищает сварочную ванну от загрязнения атмосферой.
Флюс образует слой шлака, образующийся поверх наплавленного валика, который необходимо сколоть и счистить щеткой после завершения сварки. Это простая процедура, которая популярна среди сварщиков на открытом воздухе, поскольку на нее не влияет ветер, в отличие от сварки MIG и TIG, в которой используются газовые баллоны.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMA или MMAW), дуговая сварка в среде защитного флюса или, неофициально, сварка стержнем, представляет собой процесс ручной дуговой сварки, в котором используется расходуемый электрод, покрытый флюсом. заложить сварной шов.
Электрический ток в виде переменного или постоянного тока от сварочного источника питания используется для образования электрической дуги между электродом и соединяемыми металлами. Заготовка и электрод плавятся, образуя ванну расплавленного металла (сварочная ванна), которая охлаждается, образуя соединение.
По мере выполнения сварного шва флюсовое покрытие электрода распадается, выделяя пары, служащие защитным газом, и образуя слой шлака, которые защищают зону сварки от атмосферных загрязнений.
Из-за универсальности процесса и простоты его оборудования и эксплуатации дуговая сварка защищенным металлом является одним из первых и самых популярных сварочных процессов в мире.
Он доминирует над другими сварочными процессами в сфере технического обслуживания и ремонта, и хотя дуговая сварка с флюсовой проволокой становится все более популярной, SMAW продолжает широко использоваться при строительстве тяжелых стальных конструкций и в промышленном производстве. Этот процесс используется в основном для сварки железа и стали (включая нержавеющую сталь), но этим методом также можно сваривать алюминиевые, никелевые и медные сплавы.
Что нужно для начала сварки? 1. Оборудование для обеспечения безопасностиПри сварке самым важным фактором всегда является ваша безопасность. Вы должны прочитать и соблюдать всю информацию и инструкции по технике безопасности, содержащиеся в руководстве для любого оборудования, которое вы используете при сварке электродом.
При сварке вам понадобится защита тела для защиты от тепла, ультрафиолетовых лучей и искр, образующихся при дуговом разряде. Огнестойкая одежда с длинными рукавами защитит ваше тело, а защитные очки и сварочный шлем защитят голову и глаза.
Сварку следует проводить только при наличии достаточной вентиляции из-за выделяющихся дымов. Если вы находитесь на улице на ветру, все будет в порядке, но если вы находитесь в помещении, вам нужна вентиляция. Вытяжка – лучший способ удаления паров из помещения.
2. Сварочный аппаратВы не сможете выполнить сварку электродом без сварочного аппарата. Вы можете использовать многоцелевой сварочный аппарат, который позволит вам выполнять более одного типа сварки, например, MIG, TIG и Stick. Или вы можете использовать только сварочный аппарат, который намного дешевле.
На рынке много сварочных аппаратов. Вы можете ознакомиться с нашим полным руководством по выбору сварочного аппарата для получения дополнительной помощи.
3. Зажим заземленияЗаземляющий зажим обычно поставляется со сварочным аппаратом. если его следует подключить к сварочному аппарату и закрепить на заготовке.
4. Инструменты для удаления шлака
Сварка электродами приводит к образованию шлака на сварном шве. По этой причине вам нужно будет очистить сварной шов после того, как вы это сделали. Лучше всего использовать шлаковую стружку и молоток, чтобы отколоть шлак, а затем очистить его проволочной щеткой.
По этой причине вам нужно будет очистить сварной шов после того, как вы это сделали. Лучше всего использовать шлаковую стружку и молоток, чтобы отколоть шлак, а затем очистить его проволочной щеткой.
Существуют сотни различных типов стержневых электродов, и вам нужно выбрать тот, который соответствует вашему проекту сварки. Наиболее популярны 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
При работе с мягкой сталью подойдет любой электрод E60 или E70. 7018, вероятно, самый популярный электрод из всех, и он обеспечивает действительно прочные сварные швы, но 6013 — хороший выбор для начинающих.
Чтобы понять, какой электрод выбрать, нужно понять, что означает каждая из 4 цифр.
- Первые две цифры показывают минимальную прочность на растяжение. Например, электрод с пределом прочности на разрыв 60 000 фунтов на квадратный дюйм будет начинаться с 60. Это должно соответствовать прочностным свойствам основного металла.
- Третья цифра указывает, в каких положениях можно использовать электрод при сварке. Номер один представляет возможность использования в любом положении, в то время как номер 2 можно использовать только в горизонтальном положении.
- Четвертая цифра указывает на ток, который можно использовать для электрода, и на покрытие электрода. У нас есть справочная таблица для этого ниже.
Сварка электродом — довольно простая установка. Помните, что ваши настройки полярности будут зависеть от используемого электрода, поэтому обязательно дважды проверьте, является ли он AC/DC-/DC+. Для начала попробуйте несколько электродов 6013 на DCEN на стальной пластине толщиной 3/16 дюйма.
Как сделать первый сварной шов Итак, вы все настроили, теперь можно приступить к сварке. Убедитесь, что все ваши настройки верны, возьмите пару кусков металлолома и поместите их встык. Сварка стержнем требует определенных навыков, поэтому всегда лучше сначала потренироваться на металлоломе, прежде чем прыгать туда и начинать пытаться сваривать реальный проект.
Когда весь электрод окажется в электрододержателе, включите сварочный аппарат. Чтобы зажечь дугу, поместите кончик электрода на металл и быстро проведите им, как если бы вы чиркали спичкой. Если дуга образовалась, слегка приподнимите электрод, и тогда вы сможете потянуть за него и металл.
Электрод прилипает к металлу, отламывая его легким поворотом. Если дуга гаснет, значит, вы слишком высоко подняли электрод от поверхности и должны опустить его ниже. Как только дуга зажжется, она должна издать звук, похожий на жарящийся бекон, он звучит громко и агрессивно, тогда вам нужно уменьшить силу тока.
Перемещение электродаПосле того, как вы зажгли дугу, вы должны провести электродом по стыку, чтобы выполнить сварку. Прежде чем перемещать электрод, необходимо установить его под правильным углом, который составляет от 15 до 30% к вертикали.
Угол для сварки стержнем После того, как вы установите нужный угол, медленно потяните электрод назад к себе. Вы не можете проталкивать электрод, потому что шлак попадет в сварочную ванну и вызовет пористость.
Вы не можете проталкивать электрод, потому что шлак попадет в сварочную ванну и вызовет пористость.
Вам нужно держать руку твердо, поэтому попробуйте положить другой локоть на стол и удерживать руку, которая держит электрод, чтобы зафиксировать его. Проверьте это несколько раз и устраните неполадки, используя раздел устранения неполадок в конце этого поста.
Другие положения сваркиЕсли вы выполняете угловую сварку перевернутого Т-образного шва, вы должны отрегулировать угол примерно на 35% вверх от тона горизонта. Это связано с тем, что сварной шов начнет немного опускаться из-за силы тяжести, если угол не отрегулирован, чтобы помочь вытолкнуть валик обратно против силы тяжести.
Чем больше образуется шлака, тем больший угол вам понадобится. Если ваш угол слишком мал, шлак попадет в сварочную ванну и вызовет дефекты сварки.
Распространенные ошибки и способы их уменьшения Когда вы начинаете сварку электродами, вы, вероятно, совершите несколько ошибок, даже если у вас есть опыт сварки MIG или TIG. Наиболее распространенные ошибки, которые я вижу, это слишком длинная дуга, неправильный угол сопротивления, сварка с неправильной скоростью и неправильная температура.
Наиболее распространенные ошибки, которые я вижу, это слишком длинная дуга, неправильный угол сопротивления, сварка с неправильной скоростью и неправильная температура.
Advertisements
- Много брызг: Существует множество причин образования слишком большого количества брызг во время сварки, одна из наиболее распространенных — слишком длинная дуга. Вы должны держать электрод лишь немного над заготовкой, иначе дуга не сможет сфокусироваться и будет хаотично прыгать, а не быть плавной. Если есть брызги и дуга издает громкий визжащий звук, возможно, вы установили слишком высокую силу тока и должны уменьшить ее.
- Пористость: Одной из основных причин пористости при сварке электродом является расположение электрода под слишком крутым углом. Если вы не удержите шлак в задней части сварочной ванны, потянув электрод назад под углом, шлак смешается с лужей и вызовет пористость.
- Подрез: Подрез — это небольшой кратер на кромке сварного шва между сварным швом и металлической пластиной, который делает сварной шов слабее. Если у вас есть подрез и сварной шов выглядит перегоревшим, попробуйте уменьшить силу тока, потому что он слишком горячий.
- Тонкий сварочный валик: Идеальный валик сварного шва примерно в 2,5 раза больше диаметра электрода. Если шов действительно узкий, то он не будет иметь достаточного провара. Попробуйте снизить скорость примерно на половину скорости, с которой вы сначала тянули электрод, и вы должны увидеть лучшие результаты.
- Кусковой сварной шов: Если тянуть электрод слишком медленно, присадочный металл будет скапливаться и будет комковатым. Другой причиной является слишком низкая сила тока, что ограничивает проникновение и приводит к тому, что присадочный металл просто сидит поверх соединения.
- Проблемы с запуском дуги: Если у вас возникли проблемы с запуском дуги, это может быть связано с тем, что слишком холодно, что вызывает слабую дугу. Попробуйте увеличить его на 15 ампер или около того и посмотрите, станет ли легче.
 Если у вас есть подрез и сварной шов выглядит перегоревшим, попробуйте уменьшить силу тока, потому что он слишком горячий.
Если у вас есть подрез и сварной шов выглядит перегоревшим, попробуйте уменьшить силу тока, потому что он слишком горячий.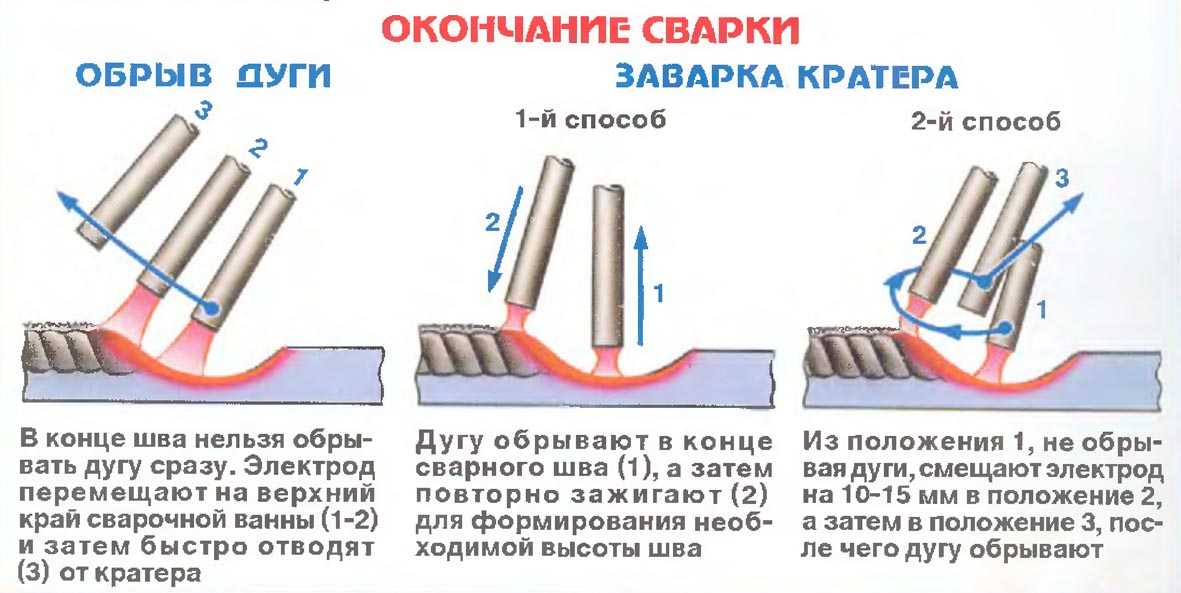
Для многих людей, особенно для тех, кто плохо знаком с этим или, возможно, не занимается сваркой каждый день, дуговая сварка электродом в среде защитного газа (SMAW) является один из самых сложных процессов для изучения. Опытные сварщики, которые могут взять в руки жало, вставить электрод и раз за разом прокладывать великолепные сварные швы, могут внушать благоговейный трепет остальным из нас. Они заставляют это выглядеть легко.
Хотя остальные из нас могут с этим бороться. И нам это не нужно, если мы будем обращать внимание на пять основных элементов нашей техники: установка тока, длина дуги, угол наклона электрода, манипулирование электродом и скорость перемещения или CLAMS, для краткости. Правильное обращение к этим пяти основным областям может улучшить ваши результаты.
1. Предварительная подготовка Хотя сварка электродом может быть самым щадящим процессом для грязного или ржавого металла, не используйте это как оправдание для неправильной очистки материала. Используйте проволочную щетку или шлифовальную машину для удаления грязи, сажи или ржавчины с места сварки.
Используйте проволочную щетку или шлифовальную машину для удаления грязи, сажи или ржавчины с места сварки.
Игнорирование этих шагов снизит ваши шансы на хороший сварной шов с первого раза. Грязные условия могут привести к растрескиванию, пористости, несплавлению или включениям. Пока вы это делаете, убедитесь, что у вас есть свободное место для рабочего зажима. Хорошее, надежное электрическое соединение важно для поддержания качества дуги.
Встаньте так, чтобы хорошо видеть сварочную ванну. Для лучшего обзора держите голову в стороне и подальше от сварочного дыма, чтобы убедиться, что вы выполняете сварку в месте соединения и держите дугу на передней кромке сварочной ванны. Убедитесь, что ваша поза позволяет удобно поддерживать электрод и манипулировать им.
Не расстраивайтесь! Существует кривая обучения сварке электродом, которая, по мнению многих, получила свое название, потому что при обучении сварке каждый прикрепляет электрод к заготовке.
2. Настройка тока
Настройка тока Электрод, который вы выберете, определит, должна ли ваша машина быть настроена на положительный постоянный ток, отрицательный постоянный ток или переменный ток. Убедитесь, что он правильно установлен для вашего приложения. (Положительный электрод обеспечивает примерно на 10 процентов больше провара при заданной силе тока, чем переменный ток, в то время как постоянный ток с прямой полярностью и отрицательным электродом лучше сваривает более тонкие металлы.)
Правильная настройка силы тока в первую очередь зависит от диаметра и типа выбранного вами электрода. Производитель электрода обычно указывает рабочие диапазоны электрода на коробке или прилагаемых материалах.
Выберите силу тока в зависимости от электрода (общее эмпирическое правило: 1 ампер на каждые 0,001 дюйма диаметра электрода), положения при сварке (приблизительно на 15 % меньше тепла при работе над головой по сравнению с плоской сваркой) и визуального осмотра. готового шва. Регулируйте сварочный аппарат на 5–10 ампер за раз, пока не будет достигнута идеальная настройка.
Правильная длина дуги зависит от электрода и области применения. В качестве отправной точки длина дуги не должна превышать диаметр металлической части (сердцевины) электрода. Например, 1/8-дюймовый электрод 6010 удерживается на расстоянии около 1/8 дюйма от основного материала.
4. Манипуляции с электродомКаждый сварщик манипулирует электродом по-своему. Развивайте свой собственный стиль, наблюдая за другими, практикуясь и отмечая, какие приемы дают наилучшие результаты. Обратите внимание, что на материале толщиной 1/4 дюйма и тоньше плетение электрода обычно не требуется, поскольку валик будет шире, чем необходимо. Во многих случаях прямая бусина — это все, что нужно.
Чтобы создать более широкий валик на более толстом материале, перемещайте электрод из стороны в сторону, создавая непрерывную серию частично перекрывающихся кругов в виде буквы «Z», полукруга или прерывистого шага. Ограничьте движение из стороны в сторону до двух диаметров сердцевины электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или используйте стрингеры.
Чтобы покрыть более широкую область, сделайте несколько проходов или используйте стрингеры.
При сварке вертикально вверх, если вы сосредоточитесь на сварке сторон соединения, середина позаботится о себе сама. Двигайтесь через середину стыка достаточно медленно, чтобы сварочная ванна могла догнать сварочную ванну, и немного остановитесь по бокам, чтобы обеспечить прочное соединение с боковой стенкой. Если ваш сварной шов выглядит как рыбья чешуя, вы слишком быстро двигались вперед и недостаточно долго держались по бокам.
5. Скорость перемещенияСкорость перемещения должна позволять удерживать дугу в передней трети сварочной ванны. Слишком медленное перемещение приводит к образованию широкого выпуклого валика с неглубоким проплавлением и возможностью холодного притирания, когда кажется, что сварной шов просто сидит на поверхности материала.
Чрезмерно высокие скорости перемещения также уменьшают проплавление, создают более узкий и/или сильно утолщенный валик и, возможно, недостаточное заполнение или подрезание, когда область за пределами сварного шва вогнута или утоплена.