особенности сварки и материалы для работы, инструкция и рекомендации
Чтобы надежно зафиксировать друг с другом два и больше элементов на основе алюминия, лучше всего применять аргонную сварку. Чтобы выполнять сварочные работы в среде любого инертного газа, потребуется специальное оборудование и оснастка.
А для начинающих в этой сфере очень важно подробно изучить, как варить алюминий аргоном, поскольку специальный аппарат для соединения таких деталей достаточно сложный по своей структуре.
- Свойства алюминия
- Способы алюминиевой сварки
- Сварка алюминия аргоном для начинающих
- Материалы для работы
- Подготовка деталей
- Ключевое описание процесса сварки
- Плюсы и минусы аргоновой сварки
Если соединять их с помощью полуавтомата, то нужно иметь специальную сварочную проволоку и баллон с аргоном. Сварщик должен знать основы работы с металлами и иметь квалификацию. Если вы только учитесь, то лучше посмотрите обучающее видео и изучите инструкцию.
Свойства алюминия
Любой начинающий сварщик должен знать не только об особенностях процесса аргоновой сварки алюминия, но и понимать, какими свойствами обладает данный материал.
Многие называют алюминий «крылатым» металлом из-за его малого удельного веса и прочности. При этом он имеет высокую химическую активность.
В числе особенностей металла:
- Имеет способность на открытом пространстве быстро вступать в кислородную реакцию и покрываться оксидной пленкой.
- Пленка имеет температуру плавления больше 2000 градусов, алюминий же — от 650 градусов соответственно.
- Во время сварки постоянным током окись способна погрузиться в металл сварного шва и нарушить его структуру.
- Алюминий при нагревании не меняет цвет, как и нержавейка или другие сорта стали.
- Алюминий обладает большим коэффициентом объемной усадки. Если такое свойство учтено не будет, то изнутри шва появится напряжение и произойдет деформация. Чтобы такого не произошло, следует повысить количество применяемой сварочной проволоки или же сделать модификацию шва.

Ключевые свойства металла таковы:
- низкая температура плавки;
- высокая химическая активность;
- крупный коэффициент объемной усадки.
Сварка алюминия посредством аргона наиболее частая, особенно с учетом перечисленных особенностей. Данный метод способен защитить сварочную зону от влияния активных газов, которые находятся в атмосфере.
При сварке полуавтоматом присадочная проволока выполняет функцию снижения внутренних шовных напряжений, потому что она компенсирует объемную усадку. Качественное сварное соединение обеспечивается и другими методами.
Способы алюминиевой сварки
Когда вы успешно освоили уроки по металловедению для новичков, можете выбирать тот или иной метод сварки алюминия в среде инертных газов.
Для сварочных работ используются такие виды аппаратов: электродуговой; аргоно-дуговой; газоплазменная установка.
При использовании такой установки применяется флюс, который делают на основе хлористых и фтористых солей. Когда места сварки нагреваются, оксидная пленка разрушается флюсом на поверхности материала, а соединение осуществляется при температуре, которая максимально приближена к температуре плавления.
Само сваривание происходит посредством алюминиевого прутка, при этом материала будет расходоваться минимум. Помните, что флюс поверхность металла разъедает, когда работы по сварке завершатся, его остатки потребуется удалить, а саму деталь промыть водой.
Сварка электродуговым аппаратом осуществляется посредством постоянного тока с обратной полярностью. Применяются при этом алюминиевые электроды либо присадочная проволока с флюсовой обмазкой.
Однако самый качественный шов при сварке алюминиевых деталей обеспечивается при использовании аргонно-дугового аппарата. Дугу создает вольфрамовый электрод. Он работает в течение длительного времени, тем самым сокращая стоимость соединительных работ. Дуга зажигается между деталью и вольфрамовым электродом.
Дуга зажигается между деталью и вольфрамовым электродом.
В зону горения дуги будет подаваться алюминиевая проволока. В зоне горения оксидная пленка на поверхности металла может разрушиться на фоне высокой температуры. Сварку проводят при быстром движении электрода на узком участке. В данном режиме алюминий не успеет перейти в жидкое состояние и вытечь наружу.
Чтобы обеспечить высокое качество сварного шва, проволока должна обладать аналогичной со свариваемым материалом структурой. Данный сварочный способ выполняется с помощью полуавтомата.
В разных условиях производства сварка осуществляется импульсным или постоянным током. На предприятиях есть специальные сварочные установки, работающие с переменным током.
Сварка алюминия аргоном для начинающих
Опытные сварщики рассказывают, что соединение алюминиевых деталей посредством аргона состоит из ряда разноплановых действий. Качество соединения деталей зависит непосредственно от того, насколько согласованными они будут друг с другом.
Качество соединения деталей зависит непосредственно от того, насколько согласованными они будут друг с другом.
Процедура сварки предусматривает применение ряда специальных материалов, приборов и узлов. Например, сварочный аппарат для сварки алюминия аргоном включает в себя несколько элементов, каждый из которых перед работой потребуется привести в работоспособное состояние.
Окончательная стоимость работы зависит от того, каким будет расход сопутствующих ресурсов. Постарайтесь экономно расходовать присадочную проволоку и аргон.
Материалы для работы
Аппарат для сварочных работ состоит из следующих частей: баллона с аргоном; источника электропитания; механизма подачи присадочной проволоки. Такая проволока бывает на катушках или бобинах.
На больших производственных предприятиях подобные аппараты подключают к централизованной магистрали, по ней идет инертный газ. Верстаки для монтажа свариваемых деталей делают на основе нержавеющей стали.
Подготовка деталей
Когда вы привели оборудование для сварки алюминия в рабочее состояние, потребуется подготовить детали для сваривания. Это делается так:
- С их поверхности удалите жир, грязь или машинное масло с помощью растворителя.
- Если толщина деталей составляет 4 мм и больше, нужно разделать кромки.
- Согласно техническим условиям и рекомендациям экспертов листовой алюминий с толщиной в 4 мм и больше нужно сваривать исключительно встык. Перед началом работы всегда нужно уточнять такие параметры, как толщина листа и ширина кромки в миллиметрах.
- Зачистите кромку на наждачном станке или с помощью напильника. Если деталь сложной формы, то место сваривания нужно зачистить мобильной шлифовальной машинкой. Так или иначе, оксидную пленку обязательно нужно убрать с поверхности.
Ключевое описание процесса сварки
Чтобы работа была выполнена качественно, нужно, как уже говорилось ранее, применять вольфрамовые электроды. Их диаметр при этом должен составлять 1,5−5,5 мм.
Их диаметр при этом должен составлять 1,5−5,5 мм.
Во время процесса обязательно следите за ориентацией электрода относительно рабочей поверхности металла. Держите электрод под углом 80 градусов. А присадочную проволоку по отношению к электроду нужно держать под прямым углом.
Максимальная длина дуги составляет 3 мм. В данном положении расход материалов будет наиболее оптимальным. Во время работы присадочная проволока будет двигаться впереди горелки. Она и вольфрамовый электрод должны передвигаться исключительно вдоль сварочного шва. Нельзя допускать поперечных движений.
Если вы работаете с тонкими алюминиевыми листами, то для подкладки хорошо подойдет лист нержавейки. В этом положении выполняется интенсивный отвод тепла от рабочего места сквозь лист нержавейки, при этом риск прожога сократится. Также сократится и расход энергии, потому что работа будет выполняться оперативно.
Плюсы и минусы аргоновой сварки
Метод соединения алюминиевых деталей полуавтоматом в аргоновой среде по сравнению с другими имеет существенные преимущества.
Прежде всего стоит сказать о минимальной области нагрева обрабатываемой детали, что важно при сварке деталей, имеющих объемно-пространственную структуру.
Можно легко просчитать количество требуемого газа и выяснить, какая будет нужна проволока и в каком количестве. Но при этом сложно спрогнозировать внутреннюю деформацию изделия.
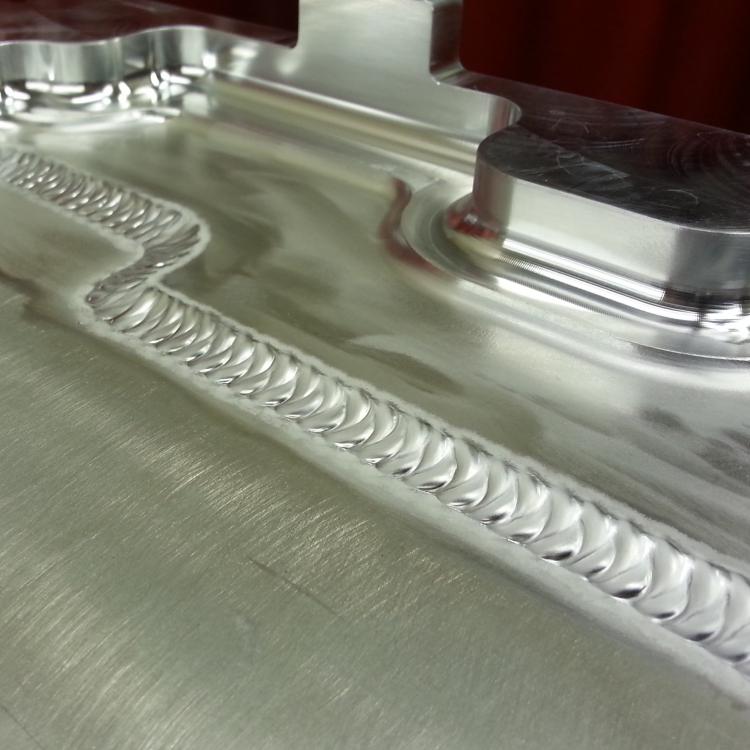
Соединение деталей в среде инертного газа позволит выполнить сварку без примесей, пор и прочих ненужных включений. Сварной шов обладает одинаковой глубиной проплавления по всей длине.
Недостатком данной сварки является то, что оборудование достаточно сложное. Во время работы нужно осуществить тонкую настройку всех составляющих аппарата, при этом важно, чтобы проволока в рабочую зону подавалась постепенно. С этой целью нужно настроить аппарат подачи правильным образом. Если подача будет неритмичной, то горение дуги будет прерываться. В таком случае расход аргона и электроэнергии повысится.
Соединение алюминиевых деталей аргоном — одна из распространенных методик. Однако, прежде чем приступать к работе, нужно тщательно изучить теорию и практику, а также посмотреть обучающее видео, которое можно без труда отыскать в Интернете.
Как варить аргоном алюминий. Как правильно варить алюминий: рекомендации профессионалов
ГлавнаяАргонКак варить аргоном алюминий
Как правильно варить алюминий: пошаговая инструкция
В настоящее время разработано очень много сварочных процессов, которые позволяют варить разнообразные металлы. Процессы постоянно совершенствуются и дорабатываются, регулярно появляются новые, и уследить за всем довольно сложно. Каждая промышленная отрасль требует применения металлов различных типов в зависимости от особенностей своей деятельности. К примеру, алюминий активно применяется в судостроении.
Схема технологии аргонной сварки алюминия.
Это легкий и довольно прочный металл. Корабли получаются с более высокими эксплуатационными характеристиками, чем при использовании стали, они меньше весят и могут развивать высокую скорость. Физические характеристики материала делают возможным его использование и в других промышленных отраслях. К примеру, при изготовлении пищевого оборудования, автомобилей, лестниц и т.д. Периодически возникает необходимость в сварке алюминия. Этот процесс не очень сложен, но требователен. Важно досконально разобраться в технологии и научиться правильно варить алюминий, чтобы работа была максимально эффективной, качественной и производительной.
Корабли получаются с более высокими эксплуатационными характеристиками, чем при использовании стали, они меньше весят и могут развивать высокую скорость. Физические характеристики материала делают возможным его использование и в других промышленных отраслях. К примеру, при изготовлении пищевого оборудования, автомобилей, лестниц и т.д. Периодически возникает необходимость в сварке алюминия. Этот процесс не очень сложен, но требователен. Важно досконально разобраться в технологии и научиться правильно варить алюминий, чтобы работа была максимально эффективной, качественной и производительной.
Сложности при варке алюминия
Профессиональные сварщики часто утверждают, что варить алюминий гораздо сложнее, чем любые другие металлы. Чтобы сварочные работы были максимально эффективными, нужно знать обо всех значимых химических и физических характеристиках металла и быть готовыми к возможным сложностям. К примеру, необходимо знать то, что при нагревании алюминий не меняет цвет. Он характеризуется более широким диапазоном температур плавления, если сравнивать с другими распространенными металлами. Помимо этого, алюминий не проявляет магнитной активности. Поэтому человеку, решившему варить алюминий, необходимо знать, чего можно ожидать от данного материала в процессе работы.
Он характеризуется более широким диапазоном температур плавления, если сравнивать с другими распространенными металлами. Помимо этого, алюминий не проявляет магнитной активности. Поэтому человеку, решившему варить алюминий, необходимо знать, чего можно ожидать от данного материала в процессе работы.
Процесс аргонной сварки.
На поверхности металла образуется окисная пленка, что создает определенные неудобства. Проблема в том, что у пленки более высокая, чем у основного сплава, температура плавления. Она начинает плавиться только при достижении температуры в 2050°. Это делает сварочные работы гораздо более сложными. Материал приходится предварительно очищать, да и варить алюминий можно только при помощи специально разработанного оборудования.
При варке алюминия расходуется большое количество энергии. Этот материал характеризуется гораздо более высокой по сравнению с другими металлами теплопроводностью. К примеру, у обычной стали этот параметр в 5-6 раз меньше. Поэтому сварка алюминия требует внесения тепла в больших количествах, следовательно, нужно использовать дугу высокой мощности. Если нужно варить массивные изделия, специалисты рекомендуют их предварительно подогревать.
Если нужно варить массивные изделия, специалисты рекомендуют их предварительно подогревать.
Алюминий характеризуется низкой температурой плавления и имеет высокую теплопроводность, это делает сварочные работы очень трудоемкими. Имеет место высокая вероятность прожога деталей в процессе работы.
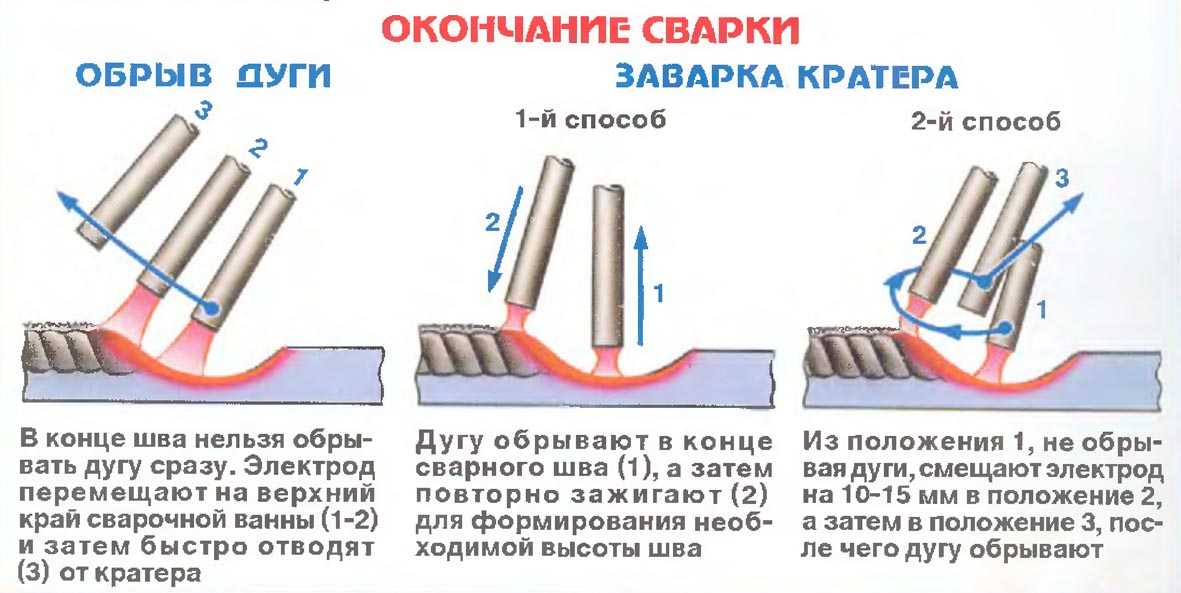
Еще одной проблемой варки алюминия является то, что в конце сварочного шва образуется кратер. Появляется он по той причине, что материал очень быстро затвердевает, и заваривать такие кратеры нужно уметь. Многие современные аппараты имеют такую функцию. Ее суть заключается в том, что в начале сварки подается увеличенный ток, что позволяет пробить окисную пленку, а в конце ток снижается, благодаря этому кратер заваривается.
Химические свойства алюминия.
Перед началом сварочных работ детали нужно соответствующим образом подготовить, а именно — зачистить. Крайне рекомендуется зачищать поверхности перед работой при помощи металлической щетки. Такая механическая обработка позволяет разбить оксидную пленку, снизить необходимость раскисления и увеличить проплавление. Благодаря зачистке увеличивается скорость сварки и уменьшается коробление.
Благодаря зачистке увеличивается скорость сварки и уменьшается коробление.
Для сварки алюминия было разработано множество процессов. Наиболее часто применяются MIG (импульсный полуавтоматический) и TIG (аргонодуговой) режимы.
Особенности аргонодуговой сварки алюминия
Этот метод предполагает варку алюминия в аргоновой среде с использованием неплавящегося вольфрамового электрода. Для такой сварки подойдет не каждый сварочный аппарат. В нем должны присутствовать высокочастотное зажигание дуги и переменный ток. Желательно, чтобы аппарат был оснащен и функцией регулирования частоты переменного тока.
Таблица выбора проволоки для сварки алюминия
Силу тока можно уменьшать или увеличивать в допустимых границах. Благодаря этой функции сварщик сможет лучше контролировать дугу, фокусируя ее по ширине таким образом, чтобы сваривать в наиболее труднодоступных местах. Данная функция будет полезна и при работе с тонкими материалами.
Еще одной полезной функцией является баланс переменного тока. Позволяет управлять раскислением алюминия. Смысл в том, что переменный ток принимает положительную полярность, происходит расплавление оксидной пленки, материал сваривается. Необходимое количество такой чистки меняется в соответствии со скоростью сварочных работ и чистотой обрабатываемого материала. Если баланс будет слишком высоким, это приведет к снижению стабильности дуги. Слишком же низкий баланс не сможет достаточно хорошо разрушить окисную пленку.
Рекомендации и важные параметры полуавтоматической сварки
Этот режим сварки аналогичен полуавтоматической варке стали. Процесс требует подачи сварочной проволоки. Подается защитный газ. Но полуавтоматическая сварка алюминия имеет свои нюансы, которые обязательно должны учитываться сварщиком, если никогда ранее он не работал с этим материалом.
Схема газовой сварки алюминия.
Алюминий характеризуется более высоким показателем теплопроводности. Эта особенность накладывает необходимость контроля скорости подачи проволоки и мощности дуги. Материал довольно мягкий, и проволоки в процессе работы нужно подавать больше.
Ранее для варки алюминия использовали преимущественно аргонодуговую сварку, т.к. полагалось, что лишь она способна обеспечивать высокое качество выполнения работ. Но если правильно подобрать оборудование и во всем следовать технологии, то полуавтоматическая сварка при помощи вольфрамовых электродов позволяет не только получать швы отличного качества, но и существенно увеличивать производительность.
Что нужно знать о варке полуавтоматом
Варка алюминия полуавтоматом в среде аргона требует использования оборудования с режимом импульсной сварки. Импульсы пробьют оксидную пленку. Кроме того, они существенно снижают риск перегрева и прожога алюминия. Двойной импульс позволяет получать прекрасные внешние характеристики соединения.
Алюминий можно варить только с использованием чистого аргона. Смесь аргона и углекислого газа, как в случае работы со сталями, здесь не подойдет.
Важно выбрать проволоку подходящего диаметра. Алюминий — это довольно мягкий материал. Это накладывает определенные ограничения. К примеру, использовать проволоку диаметром 0,8 мм трудно, т.к. ее сложно протягивать и подавать через сварочную горелку. Поэтому при варке алюминия не рекомендуется использовать слишком длинные горелки. При желании можно купить горелку, в корпус которой будет встроен механизм подачи. При работе с проволокой диаметром 1,2-1,6 мм придется подавать высокий сварочный ток.
Для работы с алюминием нужно подобрать подходящие расходники. Это специальные контактные наконечники. Ввиду того что в процессе нагрева материал расширяется гораздо сильнее стали, при работе с алюминием горелку нужно оснастить соответствующим наконечником. Он должен иметь большее отверстие, чем наконечники для стали. Но оно должно быть и не слишком большим. Важен хороший электрический контакт.
В процессе работы вам понадобятся U-образные подающие ролики, они обязательно должны быть именно такой формы. В противном случае алюминиевая проволока будет заминаться.
Алюминиевая проволока требует использования неметаллического кабель-канала. Это позволяет снизить трение проволоки в горелке. Чаще всего применяются каналы из графита или тефлона.
Пошаговая инструкция по варке алюминия
В зависимости от особенностей работы набор инструментов может меняться. Перечисленные далее приспособления помогут вам выполнить практически любые задачи, связанные с варкой алюминия. Подготовьте следующее:
- Сварочный агрегат для дуговой сварки.
- Электроды.
- Газосварку.
- Нагревательный прибор.
- Алюминиевую проволоку.
Алюминий может вариться дугой, газовой горелкой и плавлением. Прежде чем приступать к работе, тщательно очистите кромки деталей. Используйте для этого стальную щетку или пескоструйный аппарат. Кромки можно промыть в бензине. Чтобы предотвратить появление коррозии, после такой обработки кромки нужно тщательно промыть чистой проточной водой.
Для выполнения предсварочной сборки деталей используйте специальные машины. На этом этапе важно закрепить все как можно жестче, чтобы вероятность деформации и коробления была сведена к минимуму. Прижимайте свариваемые элементы так, чтобы между ними был минимальный зазор.
Стыковые соединения свариваются на подкладках с канавками. Такое приспособление позволяет сохранить сварочную ванну и сформировать шов с обратной стороны. Для подкладок подходят нержавеющие пластины. В них нужно проделать канавки такой ширины, которая примерно в 2-3 раза превышала бы толщину изделия. Если вы будете варить на большом токе, понадобятся прокладки с водяным охлаждением. При работе с деталями толщиной до 3 мм прихватку необходимо делать на всю толщину заготовки. Если же толщина заготовки превышает 3 мм, глубина прихватки зависит, во-первых, от формы разделки, а во-вторых, от особенностей, которым должен соответствовать сварочный шов.
Мало нагруженные конструкции можно варить покрытыми электродами. Для создания нужного уровня проплавления предварительно подогревайте детали примерно до 300°. Варить нужно на обратном токе. Если детали довольно толстые, подогревать нужно до 400°.
Следуйте этим простым, но очень важным рекомендациям, и вы получите сварочные соединения с максимально высокими характеристиками. Удачной работы!
moyasvarka.ru
|
Благодаря пластичности, высокой тепло и электропроводности – особым качествам алюминия, алюминий и его сплавы используются в промышленности в качестве конструкционного материала. По этой причине нередко возникает необходимость сваривания и ремонта деталей из алюминиевых сплавов и чистого алюминия. Традиционно считается, что сваривание алюминия производится в среде инертного газа аргона или смеси аргона с гелием.
Для сваривания алюминия, силумина и сплавов из алюминия применяются электроды Nobitec 412. Данный вид электродов разработан для ручного электродугового сваривания литых или прокатных сплавов. Содержание кремния в нем составляет более 7%. Данный вид сварочных электродов рекомендуется при сваривании неоднородных сварочных швов, где в основе лежит алюминий или его сплавы. Использование электродов данного вида позволяет создавать герметичные и свободные от пор сварочные швы. Работать с электродами Nobitec 412 можно от любого источника постоянного тока. Если производить сваривание покрытым электродом с использованием метода ТИГ, то такие работы будут более экономичными. Также данный вид электродов часто применяется для работы на открытом воздухе.
Для проведения сварочных работ применяется универсальный алюминиевых пруток, предназначенный для высокотемпературного сваривания алюминия и его сплавов. Данный пруток называется TBW Harasil NC12. Его используют при сваривании тонкостенных элементов из алюминия, например радиаторов в кондиционерных системах вентиляции воздуха. Пруток TBW Harasil NC12, несмотря на трубчатое устройство, не содержит в себе внутри коррозионный флюс и предоставляет возможность капиллярного сваривания и пайки. Пайко-сварка сочетает в себе преимущества процесса сваривания и процесса пайки металла. При использовании пайко-сварки есть возможность получения соединения, равное по прочности основному металлу. В процессе пайко-сварки, вложение тепла в рабочую зону остается минимальным и благодаря этому отсутствует риск перегрева основного металла, а также можно увидеть заметное сокращение затрат времени и энергии. |
 Основным типом применения электродов Nobitec 412 является сваривание головок цилиндров, рам, контейнеров, деталей машин, теплообменников, блоков двигателей и различных емкостей.
Основным типом применения электродов Nobitec 412 является сваривание головок цилиндров, рам, контейнеров, деталей машин, теплообменников, блоков двигателей и различных емкостей.
 Благодаря простейшему техническому оборудованию, пайко-сварка применяется на любом предприятии, где ощущается необходимость ее применения в процессе сваривания.
Благодаря простейшему техническому оборудованию, пайко-сварка применяется на любом предприятии, где ощущается необходимость ее применения в процессе сваривания.
3g-svarka.ru
Как сварить алюминий в домашних условиях?
В сварных конструкциях достаточно часто используют как сам алюминий, так и его сплавы, которые разделяются на деформируемые и литейные. Стоит отметить, что процесс сварки алюминия связан с определенными сложностями, которые вызваны химическими и физическими особенностями этого металла и его сплавов.
Основные трудности при сварке алюминия
Есть некоторые факторы, которые усложняют процесс сваривания конструкций из алюминия и его сплавов. На поверхности данного металла в среде с кислородом образуется тугоплавкая пленка оксида алюминия, которая имеет более высокую плотность, чем сам металл. Перед сваркой алюминия электродами поверхность кромок и присадочных материалов необходимо очистить от пленки механическим или химическим методом. Пленку, которая образуется, можно удалить методом катодного распыления или с использованием флюсов, которые ее растворяют или разрушают, превращая в летучие соединения.
Пленку, которая образуется, можно удалить методом катодного распыления или с использованием флюсов, которые ее растворяют или разрушают, превращая в летучие соединения.
При высоких температурах прочность данного металла резко снижается. Твердый не расплавившийся металл кромок может быть легко разрушен давлением массы сварочной ванны. Алюминий, который обладает высокой текучестью, будет вытекать через шов, а размеры сварочной ванны достаточно сложно контролировать из-за того, что металл не меняет цвет при нагреве. Чтобы избежать прожогов во время однослойной сварки, рекомендуется применить формирующие керамические или металлические прокладки. Также следует отметить, что алюминий и его сплавы имеют большой коэффициент линейного расширения и низкий модуль упругости, а это может привести к возникновению деформаций конструкций. Для их снижение можно применить различные технологические приемы, например, подогрев или электросварку алюминия с оптимальными режимами.
Еще одна сложность при сварке алюминия заключается в том, что появляется не только оксидная пленка, но и пористость, вызываемая водородом. Как правило, она сосредотачивается в районе шва и поражает алюминиево-магниевые сплавы. Кроме того, высокая теплопроводность алюминия требует мощных источников тепла. При сварочных работах в металле шва могут образоваться горячие трещины, что вызвано процессами внутренней деформации во время застывания металла сварочной ванны. Чтобы этого не произошло, в сварочные швы следует добавлять модификаторы. Кроме того, сами швы не желательно располагать слишком близко друг к другу.
Как правило, она сосредотачивается в районе шва и поражает алюминиево-магниевые сплавы. Кроме того, высокая теплопроводность алюминия требует мощных источников тепла. При сварочных работах в металле шва могут образоваться горячие трещины, что вызвано процессами внутренней деформации во время застывания металла сварочной ванны. Чтобы этого не произошло, в сварочные швы следует добавлять модификаторы. Кроме того, сами швы не желательно располагать слишком близко друг к другу.
Процесс сварки алюминия аргоном
На данный момент метод сварки алюминия в защитной среде аргона является самым распространенным. В этом случае работа производиться не плавящимися (вольфрамовыми) электродами, используется технология сварки алюминия со следующими параметрами. Следует применять аргон высшего или первого сорта, а также использовать гелий высокой чистоты или его смесь с аргоном. Как правило, этот способ используют при сварке не длинных швов, и выполнении не больших объемов сварочных работ.
Как уже говорилось, ручной метод сварки не плавящимися электродами в защитной среде аргона производиться вольфрамовыми электродами. Чаще всего выбирают электроды, которые имеют диаметр 2-6 мм. В основном диаметр используемого электрода, сила сварочного тока и расход аргона зависят от толщины свариваемого металла. Например, алюминий толщиной 4-6 мм сваривают вольфрамовыми электродами диаметром 4 мм, при силе сварочного тока в 160-180 Ампер и расходе аргона примерно 10 л/мин. Существуют специальные таблицы, где приводятся подобные данные, при этом желательно выбирать установки переменного тока типа УДГ-300 и УДГ-500.
Чаще всего выбирают электроды, которые имеют диаметр 2-6 мм. В основном диаметр используемого электрода, сила сварочного тока и расход аргона зависят от толщины свариваемого металла. Например, алюминий толщиной 4-6 мм сваривают вольфрамовыми электродами диаметром 4 мм, при силе сварочного тока в 160-180 Ампер и расходе аргона примерно 10 л/мин. Существуют специальные таблицы, где приводятся подобные данные, при этом желательно выбирать установки переменного тока типа УДГ-300 и УДГ-500.
Листы из алюминия и его сплавов толщиной до 3 мм можно сварить за один проход. А при толщине металла в 4-6 мм, не разделывая кромок, листы можно сварить за два прохода — по одному проходу на сторону. Если же сваривается алюминий толщиной более 6 мм, то в этом случае потребуется V-образная разделка стыка и по два прохода на каждую сторону. А для толщины 8-15 мм необходима Х-образная разделка, при этом каждую сторону стыка следует пройти по два раза.
Для увеличения производительности желательно использовать трехфазную дугу. Источник нагрева станет мощнее в три раза, поэтому можно сваривать листы алюминия до 30 мм толщиной, при сварке на прокладке. В этом случае нагрев алюминия происходит одной независимой дугой между электродами, а двумя зависимыми дугами между металлом и электродами. В качестве плавящего электрода вполне можно применить присадочную проволоку из алюминия или его сплавов. При этом, как правило, сварка алюминия аргоном производиться при помощи полуавтоматической или автоматической сварки. При длинных швах и больших объемах сварочных работ, когда необходима большая производительность, приходится варить алюминий аргоном на полуавтоматических или автоматических установках.
Источник нагрева станет мощнее в три раза, поэтому можно сваривать листы алюминия до 30 мм толщиной, при сварке на прокладке. В этом случае нагрев алюминия происходит одной независимой дугой между электродами, а двумя зависимыми дугами между металлом и электродами. В качестве плавящего электрода вполне можно применить присадочную проволоку из алюминия или его сплавов. При этом, как правило, сварка алюминия аргоном производиться при помощи полуавтоматической или автоматической сварки. При длинных швах и больших объемах сварочных работ, когда необходима большая производительность, приходится варить алюминий аргоном на полуавтоматических или автоматических установках.
Диаметр проволоки, которая используется, может составлять 1,5-2,5 мм, сварка алюминия полуавтоматом проводится обратно полярным постоянным током. При этом кромки стыков разделываются Х-образным и V-образным способом, угол раскрытия составляет примерно 70-90 градусов, для размещения наконечника горелки в разделке. Производительность может достигнуть 40 м в час, при подаче проволоки со скоростью до 400 м в час. Это дает возможность сваривать алюминий толщиной 16 мм за один проход при сварке на прокладке, а металл толщиной до 30 мм сваривается за два прохода.
Это дает возможность сваривать алюминий толщиной 16 мм за один проход при сварке на прокладке, а металл толщиной до 30 мм сваривается за два прохода.
Зависимость формы шва от режима сварки
Геометрические параметры сварного шва и глубина провара в основном зависят от всех факторов режима аргонодуговой сварки. Глубина провара зависит от роста сварочного тока, а вот ширина шва от величины тока практически не зависит. Глубина провара увеличивается при уменьшении диаметра электрода. Особенно заметна эта зависимость при небольших значениях тока. Чем выше сварочных ток, тем меньше будет ощущаться влияние диаметра электрода. Чем больший диаметр электрода, тем шире сварочный шов.
Чтобы правильно сварить алюминий, необходимо ознакомиться со сложным влиянием скорости сварки на глубину провара. При малых скоростях провар минимальный, а вот с возрастанием скорости до определенного момента, провар увеличивается. А как только будет достигнуто критическое значение, рост скорости приведет к уменьшению глубины провара. Однако в наиболее часто используемых режимах сварки глубина провара не сильно зависит от изменения скорости. А ширина шва, наоборот, находится в обратной зависимости от скорости сварки. Увеличение амплитуды поперечных движений конца электрода может привести к увеличению ширины сварочного шва. Эта зависимость часто используется при ручной аргоновой сварке.
Однако в наиболее часто используемых режимах сварки глубина провара не сильно зависит от изменения скорости. А ширина шва, наоборот, находится в обратной зависимости от скорости сварки. Увеличение амплитуды поперечных движений конца электрода может привести к увеличению ширины сварочного шва. Эта зависимость часто используется при ручной аргоновой сварке.
Алюминий и его сплавы являются достаточно распространенными материалами, которые используются для изготовления бытовой техники, производства различных строительных конструкций, в судостроении и машиностроительной индустрии. Сварка аргоном является наилучшим решением при возникновении различных повреждений и поломок изделий из алюминия, так как она позволяет сэкономить значительные средства, а также продлить срок эксплуатации конструкций и механизмов.
estroyka.com
Как аргоном варить? Описание процесса и инструкция
Сварка аргоном способна защитить поверхности из металла от проникновения кислорода и вредных примесей. Она обеспечивает получение качественного шва, а также сохраняет все физические характеристики металла. При этом расходование аргона значительно ниже, чем при употреблении другого сварочного оборудования.
Она обеспечивает получение качественного шва, а также сохраняет все физические характеристики металла. При этом расходование аргона значительно ниже, чем при употреблении другого сварочного оборудования.
Аргон относится к разряду инертных газов, поэтому в среде не происходит его соединения с внешними газами и сплавами.
Многие задаются вопросом о том, как аргоном варить алюминий или нержавейку. Техника будет описана в этой статье.
Как варится алюминий?
Как аргоном варить алюминий? Следует отметить, что при работе с этим металлом без такого типа сварки не обойтись, так как от кислорода он возгорается. Этот способ обеспечивает получение высококачественного шва. Дуга образуется при помощи электрода на вольфрамовой основе. Такой электрод может прослужить долго. Между электродом из вольфрама и деталью, предназначенной для сварки, зажигается дуга. В зону горения производится подача алюминиевой проволоки. Сварка производится на узком участке при быстром перемещении электрода. Это позволяет алюминию не расплавиться. Чтобы сварочный шов обладал высоким качеством, проволока должна быть точно такой же структуры, как и свариваемый металл.
Это позволяет алюминию не расплавиться. Чтобы сварочный шов обладал высоким качеством, проволока должна быть точно такой же структуры, как и свариваемый металл.
Что нужно для сварочных работ аргоном?
Аргоновый аппарат для сварки алюминия включает следующие составляющие:
- источник питания током;
- баллон с аргоном;
- устройство для подачи присадочной проволоки.
Подготовка алюминиевой поверхности
Можно ли варить аргоном неочищенную поверхность? С алюминия обязательно нужно удалить грязь, жир и машинное масло. Сделать это можно при помощи растворителя. Если толщина свариваемых деталей составляет более 4 мм, то необходимо разделать кромки.
Специалисты советуют варить алюминий в листах толщиной 4 мм только встык.
Перед тем как приступить к сварке алюминия, мастер должен поинтересоваться, какова толщина листа и ширина кромок. Защита кромок осуществляется напильником или наждачным станком. Если деталь обладает сложной формой, то место сварки следует зачистить посредством машинки для шлифования. С поверхности алюминия удаляется оксидная пленка.
С поверхности алюминия удаляется оксидная пленка.
Особенности сварки алюминия аргоном
Как варить алюминий аргоном? Для качественного выполнения сварки металла этим способом следует прибегнуть к использованию вольфрамовых электродов. Диаметр их должен составлять 1,5-5,5 мм. Электрод держится под углом в 80 градусов. Присадочная проволока находится под прямым углом. Максимальная длина дуги должна составлять 3 мм.
При соблюдении этих правил расход материалов будет экономным. При работе присадочная проволока должна перемещаться спереди от горелки. Электрод и присадочная проволока при сварке алюминия должны передвигаться вдоль сварного шва. Поперечные движения делать нельзя.
При сваривании тонких листов алюминия в роли подкладки может выступить нержавейка. Так будет обеспечен повышенный отвод тепла от зоны работы, и риск прожога станет значительно меньше. Понизится и расход энергии, так как работа будет выполнена быстрее.
Плюсы и минусы сварки алюминия аргоном
Сварка изделий из алюминия в аргоновой среде обладает рядом плюсов по сравнению с другими способами. Сварной шов обладает одинаковой глубиной проплавления по всей протяженности.
Сварной шов обладает одинаковой глубиной проплавления по всей протяженности.
К минусам этого типа сварки можно отнести сложность оборудования. При сварке аргоном нужна точная настройка всех элементов устройства. Проволока должна подаваться в рабочую зону постепенно. С этой целью правильно настраивают аппарат подачи. Если подача проволоки будет проводиться неритмично, то горение дуги будет прерывистым. Это вызовет повышенный расход аргона и электрической энергии. Для качественного сваривания алюминия мастер должен обладать должным опытом. Теоретические знания и советы полезными в этом деле не будут.
Подготовка к сварке аргоном нержавейки
Как аргоном варить алюминий, понятно. Какие правила следует соблюдать при работе с нержавейкой? Для сварки этого типа металла вам будут нужны:
- аппарат для сварки;
- электроды, подбираемые в соответствии с характеристиками материала;
- проволока из нержавейки;
- щетка из стали;
- растворитель.
Перед свариванием деталей обрабатываются их кромки. Следует соблюдать важный принцип: для обеспечения свободной усадки шва при создании сварного стыка делается небольшой зазор.
Следует соблюдать важный принцип: для обеспечения свободной усадки шва при создании сварного стыка делается небольшой зазор.
Перед работой поверхность кромок зачищается. С этой целью применяют стальную щетку. Также кромки промываются растворителем. Можно применить ацетон или авиационный бензин. Такая обработка удалит с поверхности нержавейки жир, который может спровоцировать понижение устойчивости дуги при сварке. Это вызовет появление пор на шве.
Сварка аргоном с применением плавящего электрода
Как правильно варить аргоном, применяя плавящие электроды? Сваривание нержавейки с употреблением покрытых электродов дает возможность получить швы высокой прочности. Если у вас нет высоких требований к качеству соединения, то следует применить именно сварку аргоном.
В ассортименте имеется достаточно широкий ряд электродов. Каждый из них предназначен для определенного типа нержавейки. Если мастер знает тип свариваемой стали, то без труда подберет нужный вид. Следует выбирать такие электроды, которые не будут способствовать снижению коррозийной устойчивости материала и его механических показателей.
Как правило, работу осуществляют с применением обратного постоянного уровня. Нужно работать так, чтобы проплавление шва происходило в меньшей степени. С этой целью применяются небольшие по диаметру электроды. Следует стремиться к тому, чтобы тепловая энергия выделялась в небольшом количестве. Профессионалы в области сварки отмечают, что при работе с нержавейкой следует применять электроэнергию на 20% слабее, чем при сваривании обыкновенной стали.
Электроды обладают низким значением теплопроводности и высоким электрическим сопротивлением. По этой причине употребление высоких токов недопустимо. При нарушении этого правила, электроды будут подвержены перегреванию и разрушению. По этой причине электроды для нержавеющей стали подвержены более быстрому плавлению, чем те, при помощи которых свариваются обычные стали.
Для сохранения устойчивости шва к ржавлению нужно сделать его охлаждение быстрым. К примеру, этого можно достичь посредством прокладки из меди или воздуха. Если нержавейка относится к категории хромоникелевых металлов, то ее можно подвергнуть охлаждению водой.
Если нержавейка относится к категории хромоникелевых металлов, то ее можно подвергнуть охлаждению водой.
Как варить нержавейку вольфрамовым электродом?
Как варить нержавейку аргоном, применяя вольфрамовые электроды? Следует отметить, что такой способ применим в том случае, если требуется сварка предмета из тончайшей нержавейки и получение высококачественных сварных швов. К примеру, сварка аргоном посредством вольфрамовых электродов подходит для труб из нержавейки, по которым происходит транспортировка газов или жидкостей под давлением.
Как правильно варить аргоном нержавейку? Работа проводится при подаче переменного или постоянного тока. Переменный тип подходит для сварки алюминия.
Перед тем как приступить к работе, надо подготовить присадочную проволоку к работе. Хорошо, если она будет обладать более высоким уровнем легирования, чем у нержавейки или алюминия. При работе с вольфрамовым электродом нельзя производить колебательные движения. Они являются причиной нарушения защитного пространства сварочной зоны, металл шва будет подвержен окислению. Обратная сторона сварочного шва защищается от воздуха посредством поддувания аргона.
Обратная сторона сварочного шва защищается от воздуха посредством поддувания аргона.
В ванну для сварки не должен попадать вольфрам. Можно использовать бесконтактный поджог дуги. Также ее можно поджечь на пластине из угля или графита с последующим переносом на основной металл.
По завершении процесса не следует отключать подачу аргона сразу. Сделать это надо примерно через 15 секунд. Таким образом, можно избежать чрезмерного окисления горячего рабочего электрода. Так он сможет прослужить дольше.
Как сваривать нержавейку полуавтоматом в среде аргона?
Как аргоном варить нержавейку, применяя полуавтомат. Этот метод сварки получил широкое распространение, так как обеспечивает высокий уровень производительности и позволяет получать прочные швы. Для повышения качества сварки в проволоку добавляется никель.
Такой тип сварки подходит для соединения материалов большой толщины. В этом случае сварка будет протекать очень быстро. Таким образом, повышается уровень производительности. Защитной средой в этом случае выступает смесь углекислого газа и аргона.
Защитной средой в этом случае выступает смесь углекислого газа и аргона.
Применяется ряд техник, позволяющих сваривать нержавейку полуавтоматом:
- сваривание посредством короткой дуги;
- сваривание посредством струйного переноса;
- применение импульсного режима.
Струйный перенос применяется для сваривания металлов большой толщины, а короткой дугой соединяют более тонкие предметы.
Плюсом импульсного метода является то, что этот процесс наиболее контролируем. Металл проволоки подается в ванну для сварки импульсами. Каждый из них является отдельной сварочной каплей. Этот режим способствует уменьшению среднего значения тока дуги, что является важным при сварке нержавейки. При импульсном режиме металл практически не разбрызгивается. Это дает возможность расходовать материалы экономно и увеличивать уровень производительности за счет сокращения времени, которое требуется для зачистки шва.
В статье было описано, как варить аргоном алюминий и нержавейку.
Данный тип сварки как нельзя лучше подходит для алюминиевой поверхности. Также существует ряд различных техник сваривания нержавейки посредством аргона. Каждый мастер должен выбирать подходящий для конкретного случая вариант.
загрузка…
worldfb.ru
Сварка алюминия полуавтоматом — как правильно варить?
0
Опубликовано: 25.04.2017
Сварка алюминия с помощью полуавтомата предполагает применение специального электрода в виде мягкой проволоки, которая должна подаваться к месту сваривания через специальный рукав, это происходит за счет особой системы роликов. Если имеется некоторый опыт в области сварочных работ, а также при наличии полуавтомата можно несколько изменить подход к данной технологии.
Если имеется некоторый опыт в области сварочных работ, а также при наличии полуавтомата можно несколько изменить подход к данной технологии.
Прежде чем начать варить алюминий полуавтоматом, следует принимать во внимание, что этот металл значительно мягче по сравнению со сталью, поэтому подавать электродную проволоку нужно гораздо быстрее, нежели при работе с другими металлами.
Еще одним свойством алюминиевых изделий является очень высокая теплопроводность, что вынуждает применять большие токи. Лишь в этом случае удастся получить хороший и герметичный шов, нормально проварить металл. Если работы продолжаются достаточно долго, импульсы могут несколько снижаться. При сварке алюминия применение значительной силы тока позволяет уменьшить прилагаемые усилия и сократить время использования оборудования, соответственно, продлить срок его службы.
Оглавление:
- Каким аппаратом лучше пользоваться?
- Особенности проведения работ
- Сварка алюминия полуавтоматом: положительные моменты
- Основы техники безопасности
Каким аппаратом лучше пользоваться?
Чтобы сваривать алюминиевые изделия значительной толщины, понадобиться взять достаточно мощный аппарат. Если работы будут производиться регулярно, то необходимо приобрести оборудование, мощность которого должна быть не менее 200 А. Сварку алюминия специальным полуавтоматом производить гораздо комфортнее, если аппарат оборудован режимом пульсации. Она будет с легкостью пробивать оксидную пленку, которая образуется на поверхности металла при непосредственном контакте с воздухом.
Если работы будут производиться регулярно, то необходимо приобрести оборудование, мощность которого должна быть не менее 200 А. Сварку алюминия специальным полуавтоматом производить гораздо комфортнее, если аппарат оборудован режимом пульсации. Она будет с легкостью пробивать оксидную пленку, которая образуется на поверхности металла при непосредственном контакте с воздухом.
Режим выдачи импульсов не допускает перегрева как самих заготовок, так и аппарата, соответственно, прожечь металл будет довольно проблематично. Также это влияет на создание качественного сварного соединения. Для надежного шва желательно использовать технологию сварки в аргоне, причем можно брать как чистый газ, так и с небольшим добавлением гелия. Этот факт сильно отличает работы от сварки стали, которая нуждается в создании среды углекислого газа. Если в аппарате стоят редуктор и регулятор, рассчитанные именно на углекислоту, их нужно будет заменить.
В качестве электрода лучше всего использовать проволоку, сделанную из алюминия. Если ее диаметр будет составлять 0,8 мм, сопло должно быть не менее 1 мм – это связано с тем, что при сильном нагревании алюминий серьезно расширяется.
Если ее диаметр будет составлять 0,8 мм, сопло должно быть не менее 1 мм – это связано с тем, что при сильном нагревании алюминий серьезно расширяется.
Полуавтомат для сварки алюминия должен иметь подающий механизм с канавками, выполненными в форме буквы U. Стандартные канавки имеют вид буквы V – они не подойдут для данного материала. Оптимальным будет использование аппарата, в механизме которого предусмотрено сразу четыре ролика. Если это не предусмотреть, то заготовки в процессе проведения сварочных работ своими руками можно сильно повредить.
Кабельный канал, по которому будет подаваться сварочная алюминиевая проволока, должен быть сделан из графита или тефлона – это позволяет свести трение к минимуму. Кабель сварочной горелки должен быть не более трех метров.
Особенности проведения работ
Сварка алюминия полуавтоматом без аргона подразумевает постоянное поддерживание горящей дуги, причем ее длина значительно больше, чем при работе со сталью, – порядка полутора сантиметров. Если делать ее короче, то возникает опасность прожечь заготовку и не сплавить кромки. Основные технологические особенности сваривания алюминия своими руками заключаются в следующем.
Если делать ее короче, то возникает опасность прожечь заготовку и не сплавить кромки. Основные технологические особенности сваривания алюминия своими руками заключаются в следующем.
- В автомат подачи проволоки вставляется алюминиевый электрод, сразу протягивается к горелке.
- На передней панели аппарата нужно настроить все необходимые показатели, связанные с силой тока, напряжением, мощностью и так далее.
- В систему включается баллон с аргоном.
- Заготовки нужно зачистить, сняв оксидную пленку, удалив все загрязнения.
- Приступают к проплавлению кратера в районе соединения заготовок, постепенно его заполняют жидким металлом.
- Образовавшееся углубление заливается алюминием вплоть до того, пока не будет полностью сформирован шов.
Полярность настраивают так, чтобы она была обратной, то есть отрицательный заряд будет подаваться на саму заготовку, плюсовая часть станет подаваться на электрод. Сварочный полуавтомат для сваривания толстого алюминия желательно подключать к баллону, который должен содержать смесь аргона и гелия. Если заготовка довольно тонкая, то можно применять газ в чистом виде.
Если заготовка довольно тонкая, то можно применять газ в чистом виде.
Подразумевается, что заготовки должны быть подготовлены к проведению сварочных работ. Если спросить об этом этапе опытного сварщика, то он скажет, что поверхность деталей в районе формирования шва должна быть очищена и обезжирена. Когда во время непосредственной сварки образовывается достаточно сильное загрязнение, в аргон можно добавить не более 3 % кислорода. Это будет выжигать всю грязь, появляющуюся в районе формирующегося шва.
Осуществлять проварку кратера желательно на будущем стыке. Его пробить можно с помощью импульсной технологии подачи напряжения на электрод. Когда работы подходят к концу, шов должен быть полностью закрыт расплавленным металлом. В дальнейшем ему нужно будет дать остыть до 400 градусов в аргоновой среде. Если упустить из виду данный момент, то это приведет к тому, что на поверхности сварного соединения образуется оксидная пленка. Это станет причиной снижения прочности шва.
Если упустить из виду данный момент, то это приведет к тому, что на поверхности сварного соединения образуется оксидная пленка. Это станет причиной снижения прочности шва.
Сварка алюминия полуавтоматом: положительные моменты
Относительно того, как варить алюминий, имеется несколько рекомендаций, позволяющих облегчить проведение работ.
- Полуавтоматическая технология сваривания алюминия является не слишком дорогой, ее цена в плане себестоимости меньше по сравнению с аргоновой и другими технологиями.
- Полуавтоматическая сварка может применяться для различных материалов. Она является универсальной техникой, с которой работает большинство профессиональных сварщиков.
- Сама сварка осуществляется довольно быстро во многом за счет того, что присадочный материал или электродная проволока подается самостоятельно при помощи особого механизма.
- Сварочная проволока, необходимая для работ с алюминием, не является дефицитом – ее можно приобрести по невысокой цене.
- Оборудование и заготовки подготавливаются довольно быстро, к тому же все убирается за короткое время.

Однако стоит учитывать, что при сварке шов получится не слишком прочным, если не применять газ типа аргона. Без использования аргона обязательно нужно брать флюс. Зачастую приходится сваривать не алюминий, а его сплавы. Если не знать точно, из каких металлов состоит заготовка, а также их соотношение в сплаве, то подобрать наиболее подходящую проволоку весьма проблематично. Электрод нужно вести довольно быстро, из-за чего сформировать нормальный валик довольно сложно.
Однако главной сложностью, которая возникает при необходимости сваривания алюминия, является наличие на поверхности заготовок особой оксидной пленки, расплавить которую можно только при температуре более 2 тысяч градусов, причем сам алюминий плавится при меньшей температуре. Из-за слишком большого расширения при нагревании детали будут сильно сжиматься в размерах при остывании, что в конечном счете приведет к тому, что шов запросто может лопнуть либо заготовки будут претерпевать определенную деформацию. Все эти факторы нужно принимать во внимание перед началом работ.
Из-за слишком большого расширения при нагревании детали будут сильно сжиматься в размерах при остывании, что в конечном счете приведет к тому, что шов запросто может лопнуть либо заготовки будут претерпевать определенную деформацию. Все эти факторы нужно принимать во внимание перед началом работ.
Основы техники безопасности
Обязательно следует использовать различные средства защиты дыхания, кожи и зрения. В частности, перед началом работ нужно надевать респиратор, защитную маску, специальную уплотненную одежду, которая будет предохранять поверхность кожи от попадания брызг расплавленного металла. В процессе проведения работ выделяется весьма едкий белый дым, который при попадании в органы дыхания становится причиной сильного кашля и головных болей.
Данная технология представляет собой идеальное решение в случае, если имеется необходимость наплавить металл либо заполнить значительный зазор. В промышленном производстве такая методика проведения сварки с использованием алюминия встречается чаще всего во многом благодаря тому, что она позволяет получить в конечном итоге очень большой объем выполненной работы, так как выполняется очень быстро. Если сварщик квалифицированный, то он будет выдавать превосходную продукцию.
Если сварщик квалифицированный, то он будет выдавать превосходную продукцию.
Сергей Одинцов
tweet
технология, характеристики и рабочие параметры аппарата
Сварка алюминия аргоном – сложный процесс, имеющий как преимущества, так и недостатки. При работе нужно учитывать все свойства «капризного» металла. Однако только с помощью аргоновой сварки получаются эстетичные и прочные соединения, не требующие последующей обработки. Качество работы зависит от правильности выбора аппарата, электродов и соблюдения технологии.
Особенности сварки в аргоновой среде
При соединении алюминиевых деталей учитывают следующие моменты:
- Металл быстро вступает в химические реакции. Под воздействием воздуха поверхности заготовок покрываются оксидным налетом. Он расплавляется при температуре более +2000 ⁰C, основной металл – при +660 ⁰C. При попадании твердых частиц оксидной пленки в сварной шов характеристики соединения ухудшаются.
- Аргонодуговая сварка алюминия и его сплавов – трудно контролируемый процесс, т. к. цвет материала не меняется при расплавлении.
- Металл характеризуется гигроскопичностью. Он впитывает влагу, при нагреве она начинает испаряться с поверхности, прочность соединения снижается.
- Из-за увеличенного коэффициента расширения при охлаждении сварной шов может покрыться трещинами или искривиться. Для снижения усадки выполняют соединение с высоким расходом проволоки или подваривают готовый шов.
- При неправильной настройке подачи и давления аргона расплавленный металл вспенивается, формирование шва затрудняется.
 Под воздействием воздуха поверхности заготовок покрываются оксидным налетом. Он расплавляется при температуре более +2000 ⁰C, основной металл – при +660 ⁰C. При попадании твердых частиц оксидной пленки в сварной шов характеристики соединения ухудшаются.
Под воздействием воздуха поверхности заготовок покрываются оксидным налетом. Он расплавляется при температуре более +2000 ⁰C, основной металл – при +660 ⁰C. При попадании твердых частиц оксидной пленки в сварной шов характеристики соединения ухудшаются.Аргонодуговая сварка по принципу работы представляет собой сочетание газовой и электрической сварки./8ce4a8c4a69941b.s.siteapi.org/img/171827839dd7d8abda9a5f9c88819e94277ebcba.jpg) От первой она получила способ защиты соединяемых областей, от второй – формирование электрической дуги, передающей металлу тепловую энергию.
От первой она получила способ защиты соединяемых областей, от второй – формирование электрической дуги, передающей металлу тепловую энергию.
Особенности во время сварки алюминия
Свариваемые детали из алюминия в большинстве случаев имеют относительно тонкие стенки. Именно такое обстоятельство является основной проблемой при выполнении работ. Во время сварки чаще всего превышают допустимую температуру воздействия на металл. Это самая распространенная ошибка. Из-за этого возникают каверны, а шов получается с нечеткими границами.
Это самая распространенная ошибка. Из-за этого возникают каверны, а шов получается с нечеткими границами.
При высокотемпературной обработке на алюминии появляется оксидная пленка. Она может расплавиться только при 2050°С. При этом алюминий начинает менять свое состояние уже после 650°С. В связи с этим от оксидной пленки при выполнении работ нужно избавляться. Пробивается она лучше всего при помощи импульсной сварки. Также облегчает процесс разрушения оксидной пленки предварительная обработка алюминия щеткой с металлическим ворсом.
Процесс сварки алюминия сегодня выполняется при использовании мягкой проволоки и аргона. Во время подачи газа формируется защитная атмосфера и осуществляется интенсивное окисление металла. Оно способствует стабилизации дуги. В то же время она должна иметь длину постоянного размера. Слишком большая дуга не позволит детали расплавиться. При короткой ее длине металл может загореться. Это происходит благодаря свойствам алюминия. Предотвратить такой эффект можно с помощью подогрева детали. Также за счет этого увеличивается глубина провара.
Также за счет этого увеличивается глубина провара.
Преимущества и недостатки
Сварка алюминиевых изделий аргоном имеет следующие положительные качества:
- Более слабый, по сравнению с другими технологиями, нагрев металлических заготовок. Такое свойство помогает соединять элементы сложных конструкций.
- Шов, получаемый при сварке в среде аргона, характеризуется повышенной прочностью и однородностью. В нем нет шлаковых вкраплений, пустот и трещин.
- Получение равномерной глубины провара по всей протяженности соединения.
 В нем нет шлаковых вкраплений, пустот и трещин.
В нем нет шлаковых вкраплений, пустот и трещин.Рекомендуем к прочтению Как варить алюминий самостоятельно
Технология имеет и недостатки, главный из которых – необходимость использования сложной аппаратуры, тонкой настройки режимов ее функционирования. Основные параметры – скорость формирования шва, равномерность распределения присадочного материала.
Если агрегат настроен некорректно, проволока в сварочную ванну поступает отдельными порциями, сварочная дуга становится нестабильной. Это повышает расход защитного газа и электрической энергии.
Необходимое оборудование
Для сварки алюминия потребуется агрегат, подающий переменный ток. Выполнить работы с помощью устройства с постоянным параметром не получится. Лучший вариант – инверторный сварочный аппарат с режимом ТИГ.
Он должен обладать следующими функциями:
- бесконтактное возбуждение электрической дуги;
- подваривание кратера на конце соединения;
- регулирование параметров тока;
- установка временного интервала, в течение которого газ подается при отключении дуги.

Для снижения расхода аргона потребуется горелка с газовой линзой, в полость которой помещена сетка. Проходя через ячейки, газ лучше защищает сварочную ванну, расходуется медленнее. Для установки линзы предусмотрены сопла разных размеров. Детали большего диаметра обеспечивают лучшую защиту.
Для сварки используют вольфрамовые электроды, предназначенные для работы с переменным током.
Стержни вставляют в сопло с выступом 3-5 мм. При сварке чистого алюминия используют проволоку №5356, сплавов – №4043. Для ТИГ-сварки требуется аргон высокой частоты (с долей аргона не менее 98%).
Технология аргонной сварки
В быту аргонную сварку мы чаще всего можем встретить при ремонте дисков любимой ласточки.
Аргонная сварка дисков, при устранении небольших трещин на данной детали, является попросту — незаменимой (безусловно, выполненная на профессиональном оснащении при применении инновационных высококачественных материалов).
Технология аргонной сварки не имеет практически ничего общего с таким устройством как паяльник. Основной элемент горелки — вольфрамовый электрод. Поясним, вольфрам является исключительно тугоплавким металлом.
Основной элемент горелки — вольфрамовый электрод. Поясним, вольфрам является исключительно тугоплавким металлом.
Плавление его начинается при 3410°С, а кипение — при 5900°С. Уникальность данного металла в том, что даже раскаленный докрасна, он также тверд. Во время сварки вольфрама требуется ничтожно малое количество (на 1 метр сварного шва — сотые доли грамма).
Если рассматривать в данном аспекте вольфрамовые электроды, которые легированы оксидами редкоземельных элементов, то они отличаются еще большей стойкостью.
Сегодня, рынок предлагает электроды из вольфрама, обладающие широчайшим диапазоном химсостава.
К примеру, не секрет, что в чистый вольфрам с целью улучшения сварочно-технологических и сварочных характеристик добавляют разные окислы редкоземельных металлов.
Это может быть и церий, и лантан, и иттрий, и торий, и цирконий. Какой бы не был выбран электрод, он, как правило, окружается керамическим соплом, а при сварке из него выдувается аргон (инертный газ).
Уточним, что первые попытки сварить алюминий без участия аргона, заканчивались тем, что металл начинал гореть, покрывался окислением, а электродуга немедленно прерывалась.
Чего же смогли добиться изобретатели, и что представляет аргонная сварка алюминия на сегодняшний день?
Упрощенно процесс выглядит таким образом. Сначала на деталь посредством спецоборудования (сварочного аппарата) подают «массу», так же как и при обычной электросварке.
Настройка аппарата
При подготовке агрегата к работе задают следующие параметры:
- Расход газа (6-12 л). Показания считывают с манометра, расположенного ближе к шлангу. При работе в помещении выбирают величину, в 1,5 раза меньшую, чем при сварке на открытой площадке. При повышении расхода газ смешивается с воздухом, что ухудшает его защитные свойства.
- Сила. Настройку аппарата выполняют в соответствии с толщиной соединяемых деталей. Правильно выбрать величину помогают специальные таблицы.
- Время отключения дуги. В зависимости от толщины листового металла выбирают значения от 2 до 4 секунд.
- Длительность подачи газа после затухания дуги – 3-5 секунд.
- Полярность. Для алюминия выбирают значение 50/50. При работе с чистым материалом для снижения температуры нагрева регулятор тока смещают в отрицательную сторону. Для сплавов устанавливают положительные значения.
 В зависимости от толщины листового металла выбирают значения от 2 до 4 секунд.
В зависимости от толщины листового металла выбирают значения от 2 до 4 секунд.Рекомендуем к прочтению Технология сварки дюралюминия
Подготовка деталей к сварке
Перед соединением заготовки очищают от пыли и грязи, обезжиривают растворителем. Оксидный налет снимают напильником или металлической щеткой. Использование шлифовальной машины нежелательно: остающиеся на поверхности частицы проникают в шов, снижая его прочность. С краев толстого листа срезают фаски под наклоном 45-60⁰.
Перед тем как варить алюминий аргоном, детали просушивают, прогревая до +150 ⁰C.
Для снижения вероятности прожога тонкого листа под заготовки подставляют стальную пластину – она обеспечивает отвод тепла, ускоряя сварку, снижая расход газа и энергии. Работу начинают сразу, не давая металлу окислиться.
Работу начинают сразу, не давая металлу окислиться.
Технология сварки алюминия с помощью аргона
С появлением современного оборудования аргоновая сварка стала широко доступна даже для использования в бытовых условиях. Она может осуществляться в ручном (TIG сварка), полуавтоматическом и автоматическом режиме. Поможет осуществить сварку алюминия аргоном для начинающих пошаговая инструкция, она позволит сделать все правильно и качественно.
Что нужно для сварки?
Оборудование для сварки алюминия
Для осуществления сварки алюминия аргоном начинающему сварщику необходимо заранее приготовить:
- Источник тока — TIG-инвертор.
- Специальная аргонная горелка. Желательно в нее вставить газовую линзу (цангодержатель) для очистки газа.
- Баллон с аргоном и шланг для его соединения с горелкой.
- Присадочная проволока. Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.
- Вольфрамовые электроды. Рекомендуемые марки: WT 20 (имеет красный наконечник), WC 20 (серый наконечник) или WL 15 (жёлтый наконечник). Минимальный диаметр электрода — 2,4 мм.

Важно! Инвертор следует подбирать с наличием таких функций: бесконтактный поджиг, заварка кратера, регулировка тока.
Как правильно подготовить алюминий?
Качественно сварить алюминий можно только после тщательной предварительной подготовки металлических заготовок. Прежде всего, необходимо очистить поверхность деталей от грязи, жира, машинных масел и окисной пленки. Можно использовать механический и химический метод очистки.
Механический способ подразумевает применение наждачной бумаги, шабера или металлической щетки. Лучше всего, применять специальную щетку для алюминия с нержавеющими проволоками диаметром не более 0,15 мм. Ее не следует использовать для обработки других металлов, чтобы не оставались на ней их частицы.
Химическую очистку можно произвести спиртом, ацетоном или специальными растворителями. Хорошо зарекомендовал себя такой состав: раствор едкого натра (50 г) и фтористого натрия (45 г) в воде (1 л). После обработки таким растворителем чистота поверхности сохраняется до 4 суток.
Хорошо зарекомендовал себя такой состав: раствор едкого натра (50 г) и фтористого натрия (45 г) в воде (1 л). После обработки таким растворителем чистота поверхности сохраняется до 4 суток.
Непосредственно перед сваркой алюминиевые заготовки следует хорошо прогреть (прокалить). Для этого они нагреваются до температуры порядка 300 °С в течение 20–30 минут.
Интересное: Особенности контроля сварных соединений
Подготовки требуют кромки свариваемых заготовок. При толщине металла более 4 мм их необходимо разделать для сварки встык. Большие неровности лучше зачистить шлифовальной машинкой или напильником.
Подготовка аргона для сварки
Важное значение имеет подготовка аргона для проведения сварки. Баллон с газом устанавливается на безопасном расстоянии и обязательно оснащается редуктором понижения давления. При покупке следует выбирать чистый аргон, без примесей воздуха.
В горелку рекомендуется устанавливать цангодержатель. В нем имеется сетка, обеспечивающая дополнительную очистку газа перед подачей его в сварочную зону.
Настраивается расход газа. Он зависит от диаметра присадочной проволоки. Для аргона российского производства устанавливается такой расход: при диаметре до 1 мм — 12–14 л/мин, при 1,2 мм — 14–16 л/мин, при 1,6 мм — до 22 л/мин. При использовании газа чешского производства – расход составляет 7–10 л/мин.
Процесс сварки алюминия аргоном
Схема аргонодуговой сварки
Начинающему сварщику следует придерживаться такой пошаговой инструкции:
- После проведения всех подготовительных работ выбранный электрод диаметром 2,5–5,5 мм вставляется в горелку. Его вылет должен быть порядка 2 мм. Залог обеспечения нужной дуги – хорошая заточка электрода.
- Возбуждение сварочной дуги. В правую руку берется горелка с электродом, а в левую – присадочный пруток (проволока). Электрод подводится на небольшое расстояние к поверхности заготовок (2–3 мм), достаточное для возникновения дуги. Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
- Формирование сварочной ванны. Она обеспечивается за счет расплавления алюминиевой проволоки. Ее следует подавать после обеспечения стабильной дуги. Принято считать, что количество секунд, необходимых для формирования сварочной ванны, совпадает с толщиной заготовки (в мм).
- Формирование сварного шва. После образования сварной ванны обеспечивается регулярная подача проволоки и плавное перемещение горелки вдоль линии соединения заготовок. Электрод держится под углом 60-80°, а присадочный пруток — 10–30°. Желательно, чтобы угол между горелкой и проволокой составлял порядка 90°. Шов формируется пот принципу «капля за каплей», а значит надо следить за их разномерным распределением и одинаковым размером.
- Завершение шва. Последний этап – заварка кратера. Основная цель – избавиться от шлаков. Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.
 Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
Важно! Работа завершается проверкой прочности соединения и визуальным контролем качества шва.
Правила удержания электрода и присадочной проволоки
Технология аргоновой сварки
Соединение алюминиевых деталей выполняют с учетом некоторых правил. Нарушение технологии способствует ухудшению эксплуатационных характеристик металлоконструкции.
Для начинающих сварщиков разработаны такие рекомендации:
- Для формирования однородного шва заготовки захватывают с двух сторон.
- Присадочный материал подают после образования сварочной ванны. Медлить нельзя, это приводит к появлению прожога.
- Длина дуги при аргоновой сварке составляет 3 мм.
- Электрод размещают под углом 80⁰. Проволоку выставляют перпендикулярно стержню. Плавная подача расходного материала снижает вероятность образования брызг.
- При сварке тонких листов стержень ведут вдоль стыка в продольном направлении. При работе с толстыми заготовками допускаются выполнение поперечных движений.
- Завершают работу, нажимая кнопку включения таймера затухания дуги.
- Горелку оставляют в неизменном положении до окончания подачи аргона.

Сварка алюминия аргоном для новичков: основы, техники
Екатерина
Алюминий является одним из самый распространенный металлов, но в то же время и одним из самых сложных, так как на нем образуется оксидная пленка, имеющая температуру плавления выше, чем у самого металла. Это вызывает трудности при газовой сварке алюминия. В современном сварочном деле существует несколько способов для его сварки:
- TIG – ручная методика неплавящимся электродом;
- MIG – полуавтоматический способ.
Эти методы могут проходить как в среде защитного газа, так и без него. Рассмотрим далее, как производится сварка алюминия аргоном.
Аргон представляет собой благородный инертный газ, не имеющий запаха и цвета, почти в полтора раза тяжелее воздуха. Он слишком востребован для использования при соединении деталей из-за своей доступности, в сравнении с другими инертными веществами. Без аргона можно варить, но при этом происходит окисление расплавленного металла (при взаимодействии с кислородом), что значительно влияет на качество и эстетичность соединения. Именно поэтому в приоритете газовая сварка алюминия с использованием данного газа.
Он слишком востребован для использования при соединении деталей из-за своей доступности, в сравнении с другими инертными веществами. Без аргона можно варить, но при этом происходит окисление расплавленного металла (при взаимодействии с кислородом), что значительно влияет на качество и эстетичность соединения. Именно поэтому в приоритете газовая сварка алюминия с использованием данного газа.
Содержание статьи
- Сложности сварки алюминия
- Подготовка алюминия к сварке
- Оборудование для газовой сварки алюминия
- Технология сварки алюминия аргоном
- Как правильно настроить оборудование для газовой сварки алюминия
- Поджог дуги
- Сварочная ванна
Сложности сварки алюминия
Газовая сварка алюминия – процесс довольно сложный и связано это с качествами данного металла. Сварка алюминия аргоном для начинающих требует знаний о характеристике данного металла и навыков при работе с ним. Основные факторы, которые выступают в роли помехи для нормального соединительного процесса, и все эти нюансы должен знать каждый мастер:
- некачественная зачистка металла перед газовой сваркой алюминия – это одна из самых основных ошибок, которую совершают начинающие сварщики. Для того, чтобы разбить оксидный слой на поверхности металла, необходимо добросовестно его зачистить. Например, если на краю останутся пыль, грязь и верхний слой, то о нормальном скреплении и речи идти не может. Верхний оксидный слой плавится при температуре более 2000 градусов, а сам Al при температуре 660;
- аргоновая сварка алюминия требует высоких затрат энергии. Это связанно с высоким уровнем теплопроводности и с малой температурой плавления;
- неправильно выставленный режим на инверторе может привести к пропалу, так как алюминий плавится при низкой температуре;
- за счет того, что расплавленная Al масса быстро кристаллизуется, необходимо заваривать кратер, который образуется при сплавлении в конце дорожки. В агрегате для газовой сварки алюминия есть специальная функция, позволяющая подать проводник усиленный ток в начала процесса чтобы пробить Al пленку, и в конце, чтобы заварить кратер.
 Для того, чтобы разбить оксидный слой на поверхности металла, необходимо добросовестно его зачистить. Например, если на краю останутся пыль, грязь и верхний слой, то о нормальном скреплении и речи идти не может. Верхний оксидный слой плавится при температуре более 2000 градусов, а сам Al при температуре 660;
Для того, чтобы разбить оксидный слой на поверхности металла, необходимо добросовестно его зачистить. Например, если на краю останутся пыль, грязь и верхний слой, то о нормальном скреплении и речи идти не может. Верхний оксидный слой плавится при температуре более 2000 градусов, а сам Al при температуре 660;Подготовка алюминия к сварке
Из вышеописанного, можно сделать вывод, что главным этапом при аргонодуговой сварке алюминия является максимально качественная подготовка самого изделия. Чтобы шов отлично соединился, и при этом не возникло пропалов и деформаций, требуется провести очистку. Это делается несколькими способами:
Чтобы шов отлично соединился, и при этом не возникло пропалов и деформаций, требуется провести очистку. Это делается несколькими способами:
- химический способ позволяет разрушить оксидную пленку на металле за счет воздействия такого раствора: в литре воды необходимо растворить 50 грамм технического натрия и 45 грамм фтористого натрия. Размешать до получения однородного раствора. После минутного травления, деталь необходимо промыть под проточной водой;
- механический способ подразумевает воздействие дополнительный инструментов на деталь. Чаще всего поменяют железную щетку для зачистки заготовок. Важно ,чтобы она была предназначена именно для алюминия. Кроме этого можно использовать наждачную бумагу. Вне зависимости от типа дополнительного инструментария, необходимо, чтобы оно было или новое или использованное только после алюминия. Если в царапины, которые появятся от абразивности, попадут частички другого металла, это значительно ухудшит качество и конечный результат газовой сварки алюминия.
Кроме заготовок, необходимо провести подготовку проволоки для сварки алюминия аргоном. Ее надо так же обезжирить и вымочить в техническом натрии по такой же схеме. Это позволит снять все лишние молекулы с материала и позволит создать идеальный шов сплавом Al.
Оборудование для газовой сварки алюминия
Когда изделие готово к сварке аргоном, необходимо позаботиться о наличие всех необходимых комплектующих и о настройке оборудования. Для совершения процесса требуется следующее:
- аппарат;
- вольфрамовые электроды;
- придаточная Al проволока;
- инертный газ (в нашем случае аргон).
В качестве аппарата используется обычная горелка, применяемая для всех видов газовой сварки, так как производится сварка алюминия постоянным током в среде аргона. Вольфрамовые неплавящиеся электроды бывают разных типов, зависимо от добавок в их составе. Для их различия на конец наносится разноцветная маркировка. Перед использованием электрод требуется заточить. Когда появляется дуга, на его конце образуется шарик. Толщина проводника выбирается в зависимости от толщины изделия, например для тонкого алюминия подходят проводники с диаметром не более 2-х миллиметров.
Когда появляется дуга, на его конце образуется шарик. Толщина проводника выбирается в зависимости от толщины изделия, например для тонкого алюминия подходят проводники с диаметром не более 2-х миллиметров.
Важно все комплектующие, необходимые для газовой сварки алюминия проверить на срок годности. Нельзя варить просроченными материалами.
Технология сварки алюминия аргоном
Чтобы в результате аргонной сварки получилось качественное соединение, необходимо соблюдать все правила при работе. Во-первых, важно приготовить материал и проволоку, во-вторых, настроить аппарат, в-третьих правильно возбудить дуг и удерживать ее до конца процесса.
Как правильно настроить оборудование для газовой сварки алюминия
Рассмотрим на примере стандартного листа Al, толщиной в 2 мм. Всегда при соединении аргоном сначала подается и настраивается поток инертного газа, а затем включается источник тока. В идеале, во время аргонодугового соединения алюминия должно расходоваться около восьми литров защитного газа в помещении и в полтора раза больше, если на улице. Но при этом, важно помнить про турбулентность. Если включить сильно большую подачу газа, он может «закручиваться» и смешиваться с воздухом, чего тоже нельзя допускать. Для такого размера заготовок к сварке аргоном подойдет проводник, диаметром 1,6-2,4 мм.
Но при этом, важно помнить про турбулентность. Если включить сильно большую подачу газа, он может «закручиваться» и смешиваться с воздухом, чего тоже нельзя допускать. Для такого размера заготовок к сварке аргоном подойдет проводник, диаметром 1,6-2,4 мм.
Поджог дуги
После этого можно приступать к образованию дуги. Чем лучше заточен электрод, тем быстрее образуется дуга. Ее можно возбудить ударным способом, ударив проводником по металлу или же автоматическим, если на аппарате предусмотрена такая функция. В самом начале положение его должно быть строго перпендикулярно (90градусов) к положению деталей. Поворачивать или склонять можно электрод, когда уже будет дуга. Далее, очень важно до образования ванны не притрагиваться электродом ни к заготовкам, ни к придаточной проволоке.
Сварочная ванна
Затем происходит процесс формирования сварочной ванны или сварочного ядра (в случае точечного способа). Она появляется за несколько секунд, важно не передержать, чтобы не пропалить изделие. После этого начинается процесс наплавления валиков по стандартной технике и формирования шва. Как это делать, подробнее можно прочесть тут. При этом сопло к детали держится под наклоном, в зависимости от положения соединения. Например, при работе в нижнем положении, сопло от ванны должно находиться примерно под углом 45 градусов. Расстояние от металла до электрода примерно 0,3-0,4 сантиметра. Присадочная проволока держится примерно под углом в 15 градусов во время сварки для деталей из алюминия, как показано на картинке.
После этого начинается процесс наплавления валиков по стандартной технике и формирования шва. Как это делать, подробнее можно прочесть тут. При этом сопло к детали держится под наклоном, в зависимости от положения соединения. Например, при работе в нижнем положении, сопло от ванны должно находиться примерно под углом 45 градусов. Расстояние от металла до электрода примерно 0,3-0,4 сантиметра. Присадочная проволока держится примерно под углом в 15 градусов во время сварки для деталей из алюминия, как показано на картинке.
В процессе проволока для сварки алюминия аргоном постоянно отводится вдоль соединения. То есть, металл плавиться. Добавляем прут, потом убираем его и отодвигаем. При тонком металле не нужно делать никаких движений соплом. Если деталь шире 3 миллиметров, тогда рекомендуется формировать шов «зигзагом» или «петельками». Чтобы к сварке аргоном присоединить еще и наличие фигурного шва, нужно долго тренироваться. Не все мастера так умеют.
Под конец дорожки, нужно уменьшить подачу проволоки для сварки алюминия аргоном и увеличить ток, чтобы заварить кратер – это и будет финальный этап аргонодугового соединения изделий.
После сварки алюминия аргоном постоянным током нужно внимательно осмотреть все соединения, чтобы оценить качество работы своими руками. Если обнаруживаются дефекты – их всегда можно исправить или переделать.
В завершение хотеться отметить, что к аргонной сварке требуется относиться более чем ответственно и долго тренироваться, только тога получится полноценный шов на изделии.
Более подробно, как производится аргонно дуговая сварка алюминия, можно посмотреть в следующем видео:
Похожие публикации
Принципы работы аргонодуговой сварки или как правильно варить аргоном
Одна из разновидностей сварки металлов – аргонодуговая, в процессе которой используется газ аргон и электрическая дуга. Эта технология прекрасно подходит для работы с самыми капризными и устойчивыми металлами. Нет определенных ограничений по составу сплава, толщине изделия и его предназначения. Метод подходит для работы с металлом любой конфигурации.
Метод подходит для работы с металлом любой конфигурации.
Задача электрической дуги заключается в расплавлении кромки материала, которую необходимо сварить и соединение деталей в этом месте. Газ аргон в силу своих химически инертных свойств не взаимодействует с металлом, а наоборот защищает место сварки от воздействия атмосферы. Он вытесняет кислород и изолирует рабочий участок от ненужных примесей и газов. Это нужно преимущественно для защиты цветных металлов и легированных сталей от воздействия химически активных газов, в том числе кислорода. Они ухудшают качество шва, а некоторые металлы могут даже возгораться. Место сваривания в профессиональном жаргоне звучит как «сварочная ванна».
В отличие от гелия, при работе с которым требуется специальная защитная одежда или азота, который подходит не для всех сварочных работ, аргон более универсален и неприхотлив.
- Он тяжелее воздуха на 38%, что позволяет вытеснить его из рабочей зоны, защищая ее от ненужных примесей.
- Он не реагирует с рабочими поверхностями и с металлами в составе сплавов в силу своей химической инертности.

Аргоновая сварка металлов и сплавов
Существует несколько видов и особенностей аргонодуговой сварки в зависимости от уровня механизации сварочных работ:
- Ручная сварка при участии неплавящихся вольфрамовых электродов. Процесс полностью управляется сварщиком.
- Полуавтоматическая сварка или же механизированный тип предполагает подачу проволоки машиной, а аргоновую горелку держит мастер.
- Полностью автоматизированная аргонодуговая сварка проводится без участия сварщика. Подача проволоки и перемещение горелки происходит при помощи роботизированного автомата, работа которого контролируется оператором дистанционно. Этот вид наиболее популярен в современной промышленности, как правило, с крупными элементами.
При работе с аргонодуговыми сварочными аппаратами стоит учитывать особенности и порядок действий:
- Перед началом сварочных работ необходимо позаботиться об очистке рабочих деталей от масел и различного рода грязи. Для этого подойдут как механические, так и химические методы.
- Подачу газа подключают предварительно, за 20-30 секунд до начала работы. В левой руке необходимо держать проволоку, а в правой горелку и поднести их как можно ближе к варочной поверхности. Когда происходит включение тока, между электродом и металлом возникает дуга.
- Проводить горелку необходимо вдоль шва с подачей присадочной проволоки. Действие необходимо проводить постепенно, без поперечных движений и не торопиться, иначе можно разбрызгать металл.
- Чем ближе к сварочной поверхности расположена горелка и проводник, тем короче получится дуга. Именно в таком случае удастся получить глубокий узкий и эстетичный на вид шов.
- Для наибольшей прочности и защиты от примесей горелка и проволока должны находиться в зоне газовой защиты.
- Подача газа прекращается через 15 секунд после окончания работы.
 Для этого подойдут как механические, так и химические методы.
Для этого подойдут как механические, так и химические методы.Качество шва при аргонодуговой сварке, удобство использования для тонкостенных элементов и регуляция длины дуги позволяет осуществлять работы с цветными металлами, сплавами различного состава и легированными сталями. Благодаря этому аргонодуговая сварка широко распространена в авиастроении и автомобильной промышленности.
Благодаря этому аргонодуговая сварка широко распространена в авиастроении и автомобильной промышленности.
СВАРКА АЛЮМИНИЯ АРГОНОМ
Чаще всего его используют для варки алюминия. Являясь одним из самых распространенных в быту и очень легким металлом, алюминий в то же время химически активен. Сложность сварки алюминия объясняется его молниеносной реакцией с кислородом воздуха. В результате образуется тончайшая, но весьма прочная оксидная пленка. Разрушить эту пленку можно только при высокой температуре, превышающей температуру плавления самого металла. Чтобы этого не произошло, сварку проводят в потоке аргона, который препятствует доступу кислорода, вытесняя его из рабочей ванны. Шов получается красивым и достаточно прочным.
Главное учитывать состояние подаваемого тока. При работе следует использовать только переменный ток. В случае с током обратной полярности температура в рабочей зоне значительно повышается, что может привести даже к плавлению вольфрама.
Использование постоянного тока при варке алюминия теоретически возможно и даже применяется в некоторых случаях, но только при использовании другого инертного газа – гелия. В этом случае стоимость варочных работ обходится в несколько раз дороже.
В этом случае стоимость варочных работ обходится в несколько раз дороже.
Еще несколько нюансов подготовки поверхности алюминия к сварке:
- Обязательное обезжиривание металлической поверхности растворителями;
- Удаление прочной оксидной пленки механическим путем или химическими реагентами;
- Дождаться полного высыхания поверхности.
СВАРКА МЕДИ АРГОНОМ
Аргонодуговая сварка подходит для работы не только с алюминиевыми поверхностями (легкий цветной металл), но и для сварки тяжелых цветных металлов, в том числе и меди.
Медь обладает хорошей коррозионной устойчивостью, а также выдерживает воздействие различных агрессивных сред. Для наибольшего качества сварочного шва в случае с медными поверхностями стоит использовать смесь аргона с гелием при постоянном токе.
При этом образуется устойчивая дуга, которая помогает приварить присадочную проволоку из меди. Высокая теплопроводность меди обязывает разделывать медные детали, имеющие толщину более 10 мм и обрабатывать их с двух сторон.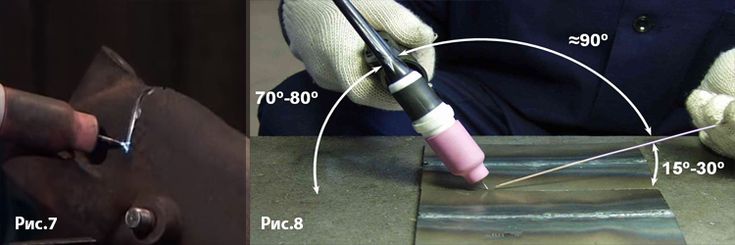
MIG сварка алюминия для начинающих|YesWelder
перейти к содержаниюСварка алюминия сложнее, чем сварка стали, но у вас гораздо больше шансов получить качественные сварные швы, если вы изучите основы.
Сварка алюминия MIG проще, чем сварка алюминия TIG, и для этого требуется менее дорогое оборудование. Тем не менее, есть еще много переменных и областей, где вы можете ошибиться.
В этом руководстве по сварке алюминия методом MIG для начинающих вы узнаете, почему алюминий сложно сваривать, как настроить аппарат для сварки MIG, очистить алюминий и узнать об основных методах сварки алюминия.
Итак, приступим к основному пункту.
Почему сложно сваривать алюминий
Алюминий имеет большое сродство к кислороду, в результате чего его атомы соединяются с кислородом воздуха, образуя оксидный слой на поверхности алюминия. Этот оксид имеет более высокую температуру плавления, чем чистый алюминий под ним, и это первая проблема, с которой вы столкнетесь при сварке алюминия.
Чистый алюминий имеет температуру плавления 1200°F (650°C), а оксид на поверхности имеет температуру плавления 3700°F (2037°C). В двух словах это означает, что вы должны удалить оксидный слой, прежде чем пытаться сварить алюминий MIG.
Следующая проблема, с которой вы столкнетесь, это высокая проводимость алюминия. Этот металл быстро отводит тепло от сварного соединения. Это означает, что для сварки этого металла требуется большее количество тепла, чем для сварки мягкой стали.
Однако низкая температура плавления чистого алюминия в сочетании с необходимостью применения высоких температур из-за высокой проводимости алюминия приводит к узкому диапазону рабочих температур. Это означает, что его легко прожечь или недостаточно нагреть, чтобы образовалась лужа.
Кроме того, алюминиевые сварные швы уменьшатся в объеме примерно на 6 процентов после того, как сварной шов остынет. Усадка может привести к трещинам из-за чрезмерной деформации соединения из-за возникающих напряжений.
Алюминий сильно подвержен загрязнению. Поэтому его необходимо тщательно очищать и сваривать в относительно чистой среде. Будьте осторожны с перекрестным загрязнением частицами металлической пыли в воздухе, такими как пыль из мягкой стали и искры.
Очистка алюминия перед сваркой MIG
Естественный оксидный слой на поверхности алюминия необходимо удалить перед сваркой. Но удалять этот слой сначала — не лучшая идея.
Во-первых, алюминиевую деталь необходимо очистить от грязи, масел и жира. В противном случае вы рискуете внедрить эти примеси в алюминиевую деталь, когда начнете удалять оксид алюминия.
Совет по безопасности: алюминий — немагнитный металл. Если в глаза попадет пыль или мусор, офтальмологам будет сложно оказать медицинскую помощь. Убедитесь, что вы носите все необходимое защитное оборудование, включая защиту для глаз.
Алюминий обычно чистят щеткой из нержавеющей стали. Однако вы должны использовать проволочную щетку, предназначенную только для алюминия. Если вы используете щетку, которой раньше чистили мягкую или нержавеющую сталь, вы загрязните алюминий, и сварной шов будет слабым из-за пористости.
Если вы используете щетку, которой раньше чистили мягкую или нержавеющую сталь, вы загрязните алюминий, и сварной шов будет слабым из-за пористости.
Также можно использовать специализированные шлифовальные круги для алюминия для удаления поверхностного окиси. Но использовать обычные шлифовальные круги не рекомендуется. Они быстро заполнятся алюминием, потому что алюминий мягкий и имеет низкую температуру плавления.
Этот металл также можно очищать сильной щелочью или кислотой, но перед сваркой его необходимо промыть и тщательно высушить. Но большинству сварщиков-любителей следует придерживаться ручной щетки для сварки MIG алюминия.
Защитное оборудование для сварки MIG алюминия
Как и при любом процессе дуговой сварки, MIG требует, чтобы вы носили сварочный шлем для защиты глаз и лица от вредного излучения. Вы также должны носить сварочные перчатки, сварочную куртку и как минимум фартук для защиты от радиации, высокой температуры и брызг расплавленного металла.
Использование сварочного респиратора также является хорошей идеей, особенно при сварке в неидеальной вентилируемой среде.
Убедитесь, что под сварочной маской надеты защитные очки, особенно при шлифовке или резке. Всегда соблюдайте кодекс и законы вашего региона. Помните, что сварка — отличное хобби, но также и опасное занятие, если вы не защищены.
Подготовка оборудования к сварке алюминия методом MIG
Теперь давайте рассмотрим все, что вам нужно знать, чтобы успешно сварить алюминий новичку. Мы расскажем об алюминиевой сварочной проволоке MIG, пистолете для катушки, защитном газе, сварочном аппарате, переносе распылением, подаче проволоки и других важных деталях.
Защитный газ
Сварка алюминия методом MIG в большинстве случаев требует использования 100% защитного газа аргона. Сварщики-любители не выиграют от любой другой газовой смеси, но вы должны знать, что добавление гелия может помочь вам добиться более глубокого проплавления очень толстых алюминиевых профилей.
Чистый аргон является наиболее популярным защитным газом, так как он обеспечивает отличный старт и стабильность дуги. Добавление гелия способствует проплавлению, но за счет стабильности дуги. Кроме того, он расширяет сварной шов. Таким образом, для большинства людей подходит чистый аргоновый защитный газ.
Выбор алюминиевой проволоки для сварки MIG
Выбор присадочной проволоки для алюминиевой сварки зависит от основного алюминиевого сплава и условий, которым будет подвергаться готовая деталь. Поэтому очень важно сопоставить присадочную проволоку с этими двумя переменными.
Наиболее часто используемыми алюминиевыми сварочными проволоками MIG являются ER4043 и ER5356.
ER4043 — это универсальная сварочная проволока MIG, используемая для сварки алюминиевых сплавов 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Сварные швы обладают высокой пластичностью и отличной стойкостью к растрескиванию. Кроме того, проволока содержит добавки кремния, которые снижают температуру плавления и повышают текучесть сварочной ванны.
ER5356 содержит добавки магния для повышения прочности на растяжение, но в отличие от ER4043, ER5356 имеет более низкую стойкость к растрескиванию при сварке. ER5356 сваривает алюминиевые сплавы 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454 и 5456.
Катушка или графеновый вкладыш для горелки MIG
Вы можете успешно сваривать MIG алюминий без катушки, если вы используете графеновый вкладыш для горелки MIG и несколько других деталей, которые может указать производитель сварочного аппарата MIG.
Ручной пистолет также является опцией, но требует дополнительных затрат. Пистолет с катушкой имеет систему катушки, прикрепленную к горелке MIG, и приводной ролик подачи проволоки. Таким образом, алюминиевая проволока не должна перемещаться с катушки с проволокой внутри сварочного аппарата и, возможно, вызывать вложенность проволоки. Преимуществом шпульного пистолета является повышенная надежность. Тем не менее, недостатком является более высокая стоимость и невозможность доступа в труднодоступные места из-за прикрепленной к нему большой катушки.
Некоторые сварочные аппараты, такие как сварочный аппарат YesWelder 250A Aluminium MIG Welder, совместимы с катушечным пистолетом. Использование защитного газа, состоящего из 100 % аргона, U-образного валика, наконечников A+ и графенового вкладыша обеспечит хорошие результаты при сварке MIG алюминия любителями.
Для сварки алюминия методом MIG требуется установка графенового вкладыша или катушечного пистолета. Это связано с тем, что алюминиевая проволока мягкая и может легко перегибаться при обычной подаче проволоки, предназначенной для проволоки из мягкой стали.
Получение струйного переноса при сварке MIG алюминия
При сварке MIG можно использовать режим переноса металла шаровым, коротким замыканием или распылением. Тем не менее, MIG-сварка алюминия лучше всего достигается с помощью распыления.
Распылительный перенос требует высокой скорости перемещения и подачи проволоки. В нем используются высокие значения силы тока и напряжения, что приводит к образованию крошечных капель расплавленного металла поперек дуги. Дуга постоянно горит, а скорость наплавки металла высокая. Эффективность использования проволоки также выше, чем при шаровом замыкании или коротком замыкании, потому что при разбрызгивании теряется очень мало присадочного металла.
Дуга постоянно горит, а скорость наплавки металла высокая. Эффективность использования проволоки также выше, чем при шаровом замыкании или коротком замыкании, потому что при разбрызгивании теряется очень мало присадочного металла.
Для обеспечения переноса распылением при сварке MIG алюминия необходимо настроить скорость подачи проволоки и напряжение для совместной работы. Ни один из них не должен быть слишком низким или слишком высоким по сравнению с другим. Лучше всего использовать рекомендуемые настройки сварочного аппарата MIG и точно настроить их в соответствии с вашими личными предпочтениями.
Как новичок вы должны знать, что если вам нужно увеличить скорость подачи проволоки и напряжение для сварки более толстых участков, вы должны пропорционально увеличить оба параметра. Кроме того, лучше начинать с более низкого напряжения, чем со слишком высокого напряжения, потому что наконечник горелки MIG может выйти из строя и его потребуется заменить. Затем постепенно увеличивайте напряжение на испытательном алюминиевом образце, пока не почувствуете его.
С другой стороны, если вы работаете слишком сильно и прожигаете алюминий, уменьшите скорость подачи проволоки и напряжение, но опять же с упором на то, чтобы сначала проверить более низкие напряжения. Как только вы освоитесь в этом, вам не нужно будет делать пробные сварные швы.
Предварительный нагрев алюминия
Обычно в профессиональных условиях нет необходимости предварительно нагревать алюминий. Тем не менее, вы можете извлечь выгоду из предварительного нагрева при сварке алюминия методом MIG в небольших сварочных мастерских или для любителей. Использование стандартного бутона розы для предварительного нагрева примерно до 200 ° F поможет вам сваривать более толстые материалы и массивные алюминиевые секции.
Поскольку алюминий обладает высокой электропроводностью, иногда сложно сваривать более толстые детали на стандартном оборудовании. В профессиональной среде сварка более толстого алюминия выполняется с помощью дорогостоящего оборудования с высокой силой тока и не требует предварительного нагрева, но у большинства людей нет необходимости или ресурсов для сварщиков промышленного уровня.
Никогда не нагревайте до температуры выше 200°F, поскольку алюминий теряет механические свойства при слишком сильном воздействии тепла. Таким образом, сведите предварительный нагрев к минимуму и применяйте его только в случае необходимости.
Сварка алюминия методом МИГ
Для достижения наилучшего качества сварки алюминия методом МИГ следует использовать метод сварки проталкиванием. Отталкивание сварочной горелки MIG от ванны вместо ее вытягивания приводит к более качественной очистке, лучшему покрытию защитным газом и уменьшению загрязнения сварного шва.
Поскольку температурный диапазон между низкой температурой плавления алюминия и высокой теплопроводностью является узким, что требует высокой подводимой энергии, сварку необходимо проводить быстро и в горячем состоянии. Это означает использование высокой скорости перемещения, поскольку в противном случае вы рискуете прожечь металл, особенно при сварке тонких листов алюминия. Кроме того, поскольку вся алюминиевая деталь нагревается во время сварки, вам придется еще больше увеличить скорость перемещения.
Если вам нужно сваривать медленнее, вы можете использовать теплоотвод для поглощения избыточного тепла, отводимого от сварного шва.
При сварке MIG алюминия с переносом напыления, как обсуждалось выше, вам понадобится более длинный выступ проволоки. Это расстояние между кончиком проволоки и металлической деталью. В этом случае у вас должен быть примерно 3/4 дюйма выступа проволоки. Использование более короткого выступа приводит к подгоранию наконечников и затрудняет поддержание стабильного переноса распыления. около 1/8 дюйма внутри сопла. Поскольку сварочная ванна и тепло, отражающееся от нее, сильно нагреваются, держите контактный наконечник ближе, чем это увеличивает вероятность обратного пригорания проволоки к нему.
Перемещение вокруг детали приведет к распространению тепла, что полезно, если вы хотите уменьшить деформацию тонких алюминиевых деталей и проплавление. Поэтому, если возможно, целесообразно разбивать сварные швы на несколько этапов.
Заключение
Сварка алюминия в среде инертного газа – сложная задача, но с небольшой практикой вы сможете добиться хороших результатов. После нескольких выполненных проектов вы почувствуете себя увереннее и улучшите свои навыки.
После нескольких выполненных проектов вы почувствуете себя увереннее и улучшите свои навыки.
Соединение алюминия с помощью процесса сварки MIG проще, чем сразу приобрести аппарат для сварки TIG на переменном токе, но он обеспечивает меньшую технологичность и регулировку. Итак, после того, как вы освоите этот метод, возможно, вам стоит попробовать сварку алюминия методом TIG на переменном токе.
Всегда помните о мерах безопасности при сварке, независимо от процесса или выполняемой работы. Сварка алюминия так же опасна, как сварка MIG мягкой стали, если не соблюдать необходимые меры предосторожности. Носите надлежащие средства индивидуальной защиты и соблюдайте инструкции по эксплуатации сварочного аппарата и другого оборудования.
15 комментариев
Назад к YesWelder
Сварка MIG и MAG – есть ли разница?
Как сварить нержавеющую сталь TIG
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
 «,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено,
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердить аккаунт»,»spending_card»:»Карта правил расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»}
Как сваривать алюминий — Australian General Engineering Vietnam
Руководство по сварке алюминия
Алюминий — это легкий тонкий металл, который очень часто используется в сварочных мастерских. С этим металлом сварка должна выполняться при низких температурах, иначе вы просто пробьете дыры в своих материалах. Алюминий довольно реактивен, поэтому образует оксидный слой при воздействии. Это создает препятствие для сварки, так как приводит к пористым сварным швам, поэтому перед сваркой вам необходимо очистить оксидный слой с помощью проволочной щетки. Тем не менее, вам придется работать быстро, так как восстановление формы займет всего несколько минут. Научиться сваривать алюминий — это более сложен, чем сварка стали , поскольку требует гораздо больше внимания, внимания и специального оборудования. Каждый отдельный тип сварки требует различного оборудования и методов, но как только вы поймете все, что с этим связано, сварные швы алюминия будут выглядеть чистыми, гладкими, умными и очень прочными.
Алюминий довольно реактивен, поэтому образует оксидный слой при воздействии. Это создает препятствие для сварки, так как приводит к пористым сварным швам, поэтому перед сваркой вам необходимо очистить оксидный слой с помощью проволочной щетки. Тем не менее, вам придется работать быстро, так как восстановление формы займет всего несколько минут. Научиться сваривать алюминий — это более сложен, чем сварка стали , поскольку требует гораздо больше внимания, внимания и специального оборудования. Каждый отдельный тип сварки требует различного оборудования и методов, но как только вы поймете все, что с этим связано, сварные швы алюминия будут выглядеть чистыми, гладкими, умными и очень прочными.
Почему мы используем алюминий?
Алюминий является одним из самых популярных материалов для сварки, и на это есть несколько веских причин. Будучи тонким, он невероятно легкий, но при этом очень прочный и упругий. Чистый алюминий имеет температуру плавления около 1220ºF (660ºC) и хорошо проводит как тепло, так и электричество.
Чистый алюминий имеет температуру плавления около 1220ºF (660ºC) и хорошо проводит как тепло, так и электричество.
Кроме того, алюминий может быть легирован многими другими металлами, что делает их еще более прочными и долговечными.
Алюминиевые сплавы
Существует множество различных типов алюминиевых сплавов, поэтому может быть сложно запомнить детали каждого из них. Существует система классификации, согласно которой каждому алюминиевому сплаву присваивается четырехзначное число, и учитывается первая цифра. Вот краткое описание того, что означает каждое число:
- 1XXX: Алюминиевые сплавы, которые начинаются с цифры 1, очень чистые. Они почти полностью изготовлены из алюминия с содержанием алюминия более 9%.9%.
- 2XXX: Обычно используемые в авиастроении сплавы, начинающиеся с цифры 2, обычно изготавливаются из меди с алюминиевым покрытием. Они очень прочные, но не очень устойчивы к коррозии.
- 3XXX: Алюминиевые сплавы, начинающиеся с цифры 3, содержат около 1,5% марганца. Они не поддаются термической обработке, но с ними очень легко работать, и они станут отличной отправной точкой для всех, кто плохо знаком со сваркой алюминия и алюминиевых сплавов.
- 4XXX: Нередко можно найти сварочные электроды, начинающиеся с цифры 4. Этот тип сплава содержит кремний, который может значительно снизить температуру плавления металла.
- 5XXX: Сплавы, начинающиеся с цифры 5, содержат магний; они довольно просты в использовании, они прочны и устойчивы к коррозии, но они не самые прочные. Хотя при сварке алюминия обычно используются относительно низкие температуры, при сварке этих сплавов следует избегать слишком низких температур.
- 6XXX: Эти сплавы достаточно прочны и универсальны, поскольку они поддаются термообработке. Это потому, что они содержат долю как кремния, так и магния.
- 7XXX: Также используются для самолетов, сплавы, начинающиеся с цифры 7, имеют очень высокую прочность. Они содержат цинк и, как правило, магний, что делает их термообрабатываемыми.
 Они не поддаются термической обработке, но с ними очень легко работать, и они станут отличной отправной точкой для всех, кто плохо знаком со сваркой алюминия и алюминиевых сплавов.
Они не поддаются термической обработке, но с ними очень легко работать, и они станут отличной отправной точкой для всех, кто плохо знаком со сваркой алюминия и алюминиевых сплавов.
Только начинаете? Начните свой путь к знаниям со статьи: » Три основных этапа работ по изготовлению металлоконструкций »
Как сваривать алюминий MIG
Сварка алюминия MIG возможна при условии, что ваше оборудование настроено на постоянный ток и настройки обратной полярности. Эта сварка возможна в любом положении, хотя более сложные положения должны быть сохранены для более опытных сварщиков.
Прежде чем вы сможете начать сварку алюминия MIG, вам необходимо достать баллон с защитным газом . Обычный аргон идеально подходит, так как это приведет к действительно ровной устойчивой дуге. Однако смесь аргона с гелием также будет работать эффективно. Основным преимуществом использования газообразного аргона/гелия является то, что он обеспечивает более глубокое проникновение, но будьте осторожны с этим, если ваш металл очень тонкий. Если вы все же решите выбрать защитный газ, состоящий из комбинации обоих, газ, содержащий около 75% гелия и 25% аргона, должен дать вам лучшее из обоих.
Алюминиевая присадочная проволока очень легко забивает систему, поэтому попробуйте использовать двухтактную систему подачи проволоки или шпульный пистолет, чтобы избежать этой проблемы. Если вы работаете в стесненных условиях или выполняете много работы вне рабочего места, то пистолет с катушкой должен быть вашим предпочтительным выбором.
Ударьте чистым сварочным электродом примерно в дюйме от начала сварного шва, затем быстро переместите его к точке, где вы хотите начать сварку.
При перемещении вдоль сварного шва используйте технику наматывания, но будьте осторожны, чтобы не изменить угол наклона электрода. В любом случае, вы должны двигаться довольно быстро, , но по мере приближения к концу сварки попытайтесь увеличить скорость. Это уменьшит размер сварочной ванны и, в свою очередь, уменьшит количество трещин.
При сварке в горизонтальном положении рекомендуется направлять горелку вверх.
Как сваривать алюминий методом TIG
Сварка алюминия TIG обычно предпочтительнее , чем сварка MIG, потому что она дает очень чистые, гладкие, аккуратные результаты.
Вы должны быть разборчивы при выборе оборудования для сварки TIG. При использовании с алюминием сварка TIG должна выполняться на переменном токе — постоянный ток просто не подходит. Не все аппараты для сварки TIG настроены для работы на переменном токе, поэтому перед началом сварки обязательно внимательно ознакомьтесь с особенностями каждого аппарата.
Кроме того, контроль температуры важен при сварке алюминия, так как металл очень тонкий. В результате сварочный аппарат с импульсной функцией идеален, так как это предотвратит слишком высокое повышение температуры.
Опять же, как и при сварке MIG, вам понадобится защитный газ, который должен содержать аргон или смесь аргона и гелия.
Деформация является распространенной проблемой при сварке алюминия из-за высоких температур, поэтому вы можете рассмотреть возможность сварки прихватками, прежде чем начать правильно. Это сэкономит вам много хлопот и потраченного времени в дальнейшем.
Это сэкономит вам много хлопот и потраченного времени в дальнейшем.
Сварка TIG потребует от вас использования обеих рук , поэтому убедитесь, что вы надели подходящую пару сварочных перчаток и сварочный шлем, чтобы защитить себя, оставив руки свободными. В одной руке вы держите электрододержатель, а в другой — наполнительный стержень.
При использовании методов старта с нуля и подъема существует риск того, что часть вольфрама из электрода останется на металле, загрязняя сварной шов. Чтобы избежать этого, сформируйте дугу на блоке царапин, чтобы нагреть электрод, прежде чем гасить дугу и снова запускать сварочный шов. В качестве альтернативы, высокочастотные пуски вообще не требуют, чтобы ваш электрод касался металла, поэтому проверьте технические характеристики вашей машины, чтобы узнать, есть ли у нее такая возможность или нет. Независимо от того, какую технику запуска вы используете, вы всегда должны дождаться образования сварочной ванны, прежде чем начинать движение по длине сварного шва.
Независимо от того, какую технику запуска вы используете, вы всегда должны дождаться образования сварочной ванны, прежде чем начинать движение по длине сварного шва.
Двигайтесь вдоль стыка, медленно двигаясь назад и немного вперед, следя за тем, чтобы присадочный стержень и электрод никогда не соприкасались.
Как только вы дойдете до конца сварного шва, если вы просто внезапно прервете дугу, вы получите растрескавшиеся дефектные сварные швы. Вы можете избежать этой проблемы, плавно уменьшая ток ближе к концу, что очень легко сделать, если вы используете педаль.
Как сваривать литой алюминий
Литой алюминий гораздо труднее сваривать, чем чистый или легированный алюминий, так как он уже загрязнен и пористый. Как только металл нагревается, примеси и воздушные карманы будут пузыриться на поверхности.
Когда дело доходит до защитного газа, вам нужно использовать аргон, а не смесь с гелием или углекислым газом.
Сварка ВИГ является лучшим сварочным процессом для этих работ, так как она дает вам больший контроль над сваркой, особенно с точки зрения температуры и скорости. Включение элементов кремния в работу, особенно в алюминиевые сплавы, может серьезно улучшить окончательный вид сварных швов, поэтому рассмотрите возможность использования этих металлов в своей работе.
Включение элементов кремния в работу, особенно в алюминиевые сплавы, может серьезно улучшить окончательный вид сварных швов, поэтому рассмотрите возможность использования этих металлов в своей работе.
Как приварить алюминий к стали
Алюминий — относительно мягкий, тонкий и легкий металл, в то время как сталь намного прочнее, тяжелее и толще, поэтому соединить их может быть очень сложно.
Существует два простых метода сварки алюминия со сталью, хотя оба требуют больше времени и усилий, чем обычная сварка.
Первый заключается в использовании специально изготовленного куска металла, называемого биметаллической переходной вставкой, что означает просто небольшой кусок металла, содержащий два разных металлических элемента. Одним из таких материалов является алюминий; другой уже приварен (без использования дуговой сварки) на месте и может быть легко соединен со сталью. Первым шагом в использовании этих вставок является приваривание алюминиевой стороны вставки к металлической части вашей работы; второй шаг — приварить сталь к другой стороне вставки. Выполнение нескольких шагов займет больше времени, но это действительно эффективный способ создания прочных и эффективных сварных швов между алюминием и более прочными металлами.
Выполнение нескольких шагов займет больше времени, но это действительно эффективный способ создания прочных и эффективных сварных швов между алюминием и более прочными металлами.
В качестве альтернативы вы можете попробовать покрыть сталь погружением в алюминий или покрыть ее серебряным припоем. Эти методы более дорогие и требуют еще одного сложного набора навыков, но они значительно облегчают сварку деталей из стали и алюминия.
Другие вещи, которые следует помнить В отличие от стали, алюминий не меняет свой внешний вид при нагревании . Он остается серебристым: нет раскаленного свечения. В результате вам нужно обратить пристальное внимание на то, чтобы ваши материалы не перегревались, иначе они развалятся и разрушят всю работу. Не существует простого и очевидного способа сделать это – практика и опыт подскажут вам по ощущению машины, металла и сварки, что все становится слишком горячим.
Кроме того, независимо от вашего положения при сварке, вы должны стремиться сваривать от себя, а не приближать к себе горелку. Другими словами, вы должны толкать сварной шов, а не тянуть . На первый взгляд может показаться, что это не имеет большого значения, но продавливание уменьшит вероятность пористых дефектных сварных швов.
ЗаключениеК этому моменту вы уже должны были видеть, что сварка алюминия представляет гораздо больше проблем, чем сварка стали или других металлов. Тем не менее, вся дополнительная практика и расходы на специализированное оборудование окупятся, так как результаты будут выглядеть действительно профессионально. Алюминий — отличный материал для работы, поэтому любой, кто серьезно относится к сварке, должен обладать этим навыком.
Я надеюсь, что наша статья даст вам фундаментальную базу, из которой вы сможете получить самые последние знания и информацию о производстве листового металла области.
Как сваривать алюминий? Подробное руководство
Рамы велосипедов или мотоциклов, прицепы для грузовых автомобилей, профили рельсовых транспортных средств, материалы для космических путешествий — алюминий является материалом, когда речь идет о снижении веса и сохранении стабильности. Кроме того, красиво сваренный алюминиевый шов привлекает внимание.
Благодаря низкой плотности и хорошей прочности алюминий стал неотъемлемой частью современного производства. Помимо всех достоинств, при обработке этого металла есть и некоторые каверзные моменты.
Любой, кто когда-либо случайно прожигал дыру в алюминиевом листе, знает, о чем мы говорим. Сварка алюминия требует специальных знаний и навыков. Узнайте больше в этом блоге о том, что важно для сварки алюминия и как правильно сваривать алюминий.
Почему сварка алюминия сложна? Алюминий — широко используемый в производстве металл. Он не вызывает коррозии, легкий и приятный на вид, что делает его идеальным материалом для широкого спектра сварных швов. Однако те же свойства, которые делают алюминий желанным, также могут затруднить работу с ним.
Однако те же свойства, которые делают алюминий желанным, также могут затруднить работу с ним.
Так почему же алюминий так трудно сваривать? Этот материал мягкий, высокочувствительный и изолирован прочным оксидным слоем. В расплавленном состоянии алюминий восприимчив к примесям, что может привести к пористым и слабым сварным швам.
Алюминий и его сплавы имеют большое сродство к кислороду. Чистый алюминий плавится при 1200°F (650°C), а оксид, защищающий металл, плавится при 3700°F (2037°C). Поскольку оксид плавится при температуре примерно на 2500°F (1370°C) выше, чем сам алюминий, перед началом сварки оксид необходимо очистить от металла.
Так как алюминий имеет более высокую теплопроводность и низкую температуру плавления, он имеет меньший интервал обрабатываемости, чем другие металлы, и может легко привести к прожогу. Это, в сочетании с тем, что труднее определить ход и качество сварки, может сделать алюминий сложным материалом для работы.
Как сварить алюминий ? Сварка алюминия сводится к выбору правильного процесса сварки. Для сварки стали разработано множество инструментов и методов, но для алюминия требуется своя техника и оборудование.
Для сварки стали разработано множество инструментов и методов, но для алюминия требуется своя техника и оборудование.
Перед началом процесса сварки сварщик должен тщательно очистить алюминий. Как упоминалось ранее, одна из проблем с алюминием заключается в том, что он более подвержен примесям. Поэтому важна правильная подготовка материала. Вот несколько шагов, которые нужно выполнить:
- Используйте растворитель, такой как ацетон, или слабый щелочной раствор, например сильное мыло, чтобы удалить масло, жир и водяной пар с поверхности алюминия.
- Используйте проволочную щетку из нержавеющей стали (используется исключительно для алюминия) для удаления поверхностных оксидов. Это также можно сделать с помощью сильной щелочи или кислоты. Перед сваркой обязательно промойте и полностью высушите деталь.
- Соберите стык и закройте его, если вы не собираетесь сразу его сваривать. Это предотвратит попадание грязи или песка в соединение.
- Всегда держите алюминий сухим и храните его при комнатной температуре. Его следует заварить в течение нескольких дней, а если нет, снова зачистить стык.
 Его следует заварить в течение нескольких дней, а если нет, снова зачистить стык.
Его следует заварить в течение нескольких дней, а если нет, снова зачистить стык.Безопасность является еще одним важным компонентом сварки алюминия или любого материала в этом отношении. Всегда убедитесь, что вы носите надлежащее защитное снаряжение, такое как очки, защитные очки, сварочный шлем с соответствующим номером затемнения линз для защиты глаз, перчатки и кожаную одежду для защиты от металлических искр и брызг, подходящую обувь для защиты ног и надлежащая вентиляция дыма, чтобы сварочный дым не попадал в зону дыхания.
Сварка алюминия Различные методы сварки алюминияЕсли вам интересно, как сваривать алюминий, важно знать, что существует несколько способов сварки, которые можно использовать: Сварка GMAW/MIG
Итак, каких видов сварки следует избегать при работе с алюминием? В общем, любой тип сварки с использованием флюса не идеален для алюминия, так как может привести к пористости. К ним относятся дуговая сварка с флюсовой проволокой (FCAW), дуговая сварка под флюсом и сварка электродами.
К ним относятся дуговая сварка с флюсовой проволокой (FCAW), дуговая сварка под флюсом и сварка электродами.
Дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), является одним из наиболее популярных способов сварки алюминия. Этот метод сварки часто используется автомобильными энтузиастами и сварщиками для профессиональных гоночных команд.
Для GTAW требуется оборудование постоянного тока с возможностью работы на переменном токе, использующее 100-процентный аргон в качестве защитного газа. Он не требует механической подачи проволоки, что может создать проблемы с подачей.
Скорее сварщик подаст присадочный материал в ванну. Этот процесс также очень чистый, так как переменный ток очищает оксидированный слой алюминия во время сварки. Это также предотвращает загрязнение алюминия на протяжении всего процесса.
Советы по сварке TIG:
- Выберите правильный вольфрамовый электрод или стержень — лучший выбор для алюминия — это, как правило, стержень из чистого вольфрама
- Не торопитесь, чтобы подготовить алюминий, очистив и подогрев его
- Убедитесь, что на горелку не поступает слишком много аргона, который может вызвать неравномерную дугу
- Во избежание коробления используйте теплоотвод
- При сварке не допускайте загрязнения соответствующего алюминиевого присадочного электрода или стержня и расплавляйте его основной материал для создания постоянной сварочной ванны
- Одним из многих преимуществ сварки алюминия ВИГ является отсутствие необходимости использования флюса. В результате сварка свободна от источника коррозии.
- Сварку можно выполнять в любом положении. Сварка TIG также обеспечивает лучшую видимость и позволяет выполнять высокоскоростную сварку.
- Герметичные соединения могут быть получены с очень низкой деформацией и высокой прочностью.
- GTAW относительно прост в выполнении и представляет собой высокоскоростную технику сварки. Это одна из причин, по которой TIG предпочтительнее других методов сварки плавлением.
- Для сварки TIG используются неплавящиеся электроды и переменный ток. В качестве инертного защитного газа используется аргон или гелий. Если необходим наполнительный материал, его можно подавать автоматически или вручную.
- Очень тонкий алюминий (0,6 мм или 0,025 дюйма) можно сваривать, но материалы толщиной 1 мм и более дают хорошие результаты.
 В результате сварка свободна от источника коррозии.
В результате сварка свободна от источника коррозии. Дуговая сварка металлическим электродом в среде защитного газа (GMAW), обычно называемая сваркой в среде инертного газа (MIG), является еще одним распространенным методом, используемым для сварки алюминия.
Этот тип сварки обычно имеет более высокую скорость перемещения и более высокую скорость наплавки, чем сварка TIG, что влияет на качество сварки. Однако в нем используется механическая система подачи проволоки, что означает, что сварщику, возможно, придется использовать шпульный пистолет или двухтактный пистолет, чтобы обеспечить подачу проволоки
Кроме того, чтобы предотвратить риск пористости алюминия, основной материал и присадочный стержень должны быть чистыми, не содержать влаги и иметь отличное покрытие защитным газом, обычно с содержанием чистого аргона.
Советы по сварке MIG:
- Подготовьте двухтактный механизм подачи проволоки
- Очистите алюминий, удалите окись и подпилите края, которые будут соединяться угол 15 градусов
- Используйте многопроходные прямые валики, чтобы улучшить внешний вид сварного шва и помочь избежать дефектов
- Используйте теплоотвод, который будет поглощать дополнительное тепло и позволит сваривать медленнее
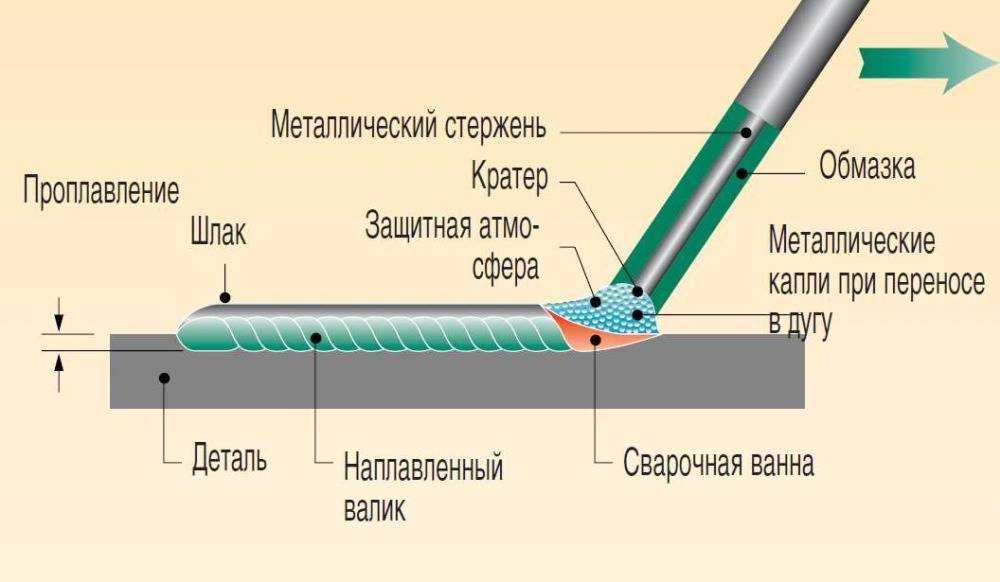 Лазерная и электронно-лучевая сварка
Лазерная и электронно-лучевая сварка Методы сварки балкой обычно используются для алюминия. Электронно-лучевая сварка имеет очень точную зону термического влияния, которую легко контролировать, что делает ее идеальной для алюминия. Лазерная сварка отлично подходит для быстрых и чистых сварных швов и идеально подходит для материалов, чувствительных к растрескиванию, таких как алюминий.
4. Сварка сопротивлениемЭтот тип сварки соединяет металлы путем приложения давления и пропускания тока через соединяемые участки металла. Его можно использовать для алюминия; однако сварщик должен знать о высокой тепло- и электропроводности этого металла.
5. Дуговая сварка защищенным металлом (SMAW) Этот тип сварки может использоваться для сварки алюминия, но не рекомендуется. В некоторых случаях он используется для ремонта литого алюминия с использованием оборудования постоянного тока с алюминиевым электродом с использованием положительной полярности электрода.
В целом, вот некоторые из наиболее распространенных факторов, затрудняющих сварку алюминия:
- Окисление: Поверх алюминия находится слой оксида алюминия, который значительно более высокая температура, чем алюминий. Проплавление этого слоя требует высокой температуры, однако сварщик должен быть осторожным, чтобы не прожечь дыры в алюминии под ним.
- Пористость: В расплавленном состоянии алюминий поглощает водород тем быстрее, чем больше он нагревается. Этот водород выделяется по мере того, как металл возвращается в твердую форму, что может оставлять пузырьки в материале, в результате чего металл становится пористым и слабым.
- Примеси: Поскольку алюминий очень чувствителен, существует несколько способов его загрязнения грязью, воздухом и водой в процессе сварки. Алюминий может загрязняться воздухом, достигающим сварного шва из-за плохой защиты или чрезмерно длинных дуг. Кислород может снизить прочность, пластичность алюминия и вызвать образование оксида на алюминиевых сварных швах, что влияет на его внешний вид и усложняет многопроходную сварку. Водород может поступать из многих источников, таких как влага в электродных флюсах, влажный воздух, влажные сварные швы и многое другое. По всем этим причинам важно тщательно очистить алюминий и правильно хранить его перед сваркой.
- Толщина: Сварка алюминия предполагает работу с материалами разной толщины. Сварщики должны знать, как избежать прожигания более тонкого материала, а также проварить достаточно толстый материал, чтобы создать прочный сварной шов.
 Кислород может снизить прочность, пластичность алюминия и вызвать образование оксида на алюминиевых сварных швах, что влияет на его внешний вид и усложняет многопроходную сварку. Водород может поступать из многих источников, таких как влага в электродных флюсах, влажный воздух, влажные сварные швы и многое другое. По всем этим причинам важно тщательно очистить алюминий и правильно хранить его перед сваркой.
Кислород может снизить прочность, пластичность алюминия и вызвать образование оксида на алюминиевых сварных швах, что влияет на его внешний вид и усложняет многопроходную сварку. Водород может поступать из многих источников, таких как влага в электродных флюсах, влажный воздух, влажные сварные швы и многое другое. По всем этим причинам важно тщательно очистить алюминий и правильно хранить его перед сваркой.Несмотря на то, что сварка алюминия сопряжена с определенными трудностями, этому можно научиться. К счастью, существуют инструменты и методы, разработанные для помощи при работе с уникальными свойствами алюминия.
Зная, как реагирует алюминий и как эффективно использовать эти инструменты и методы, вы сможете овладеть искусством сварки алюминия.
Теперь, когда мы рассмотрели различные методы сварки алюминия, давайте поговорим о некоторых распространенных ошибках, которых следует избегать.
- Универсальный подход : Когда дело доходит до сварки алюминия, сварщик должен использовать совершенно другой подход, чем при сварке такого материала, как сталь. Для сварщика крайне важно не основывать свою технику на опыте работы с другими металлами или материалами, поскольку алюминий очень уникален и может представлять опасность при неправильном обращении.0156
- Отсутствие надлежащих средств индивидуальной защиты : Говоря об опасностях, сварка алюминия или любого другого материала по своей сути опасна. Для сварщиков важно всегда носить правильные средства индивидуальной защиты (СИЗ) и изучать процедуры безопасности и передовой опыт. Это залог долгой и успешной карьеры в отрасли.
- Отсутствие подготовки : Подготовка имеет ключевое значение как для сварщика, так и для свариваемого материала. Всегда тщательно очищайте алюминий и правильно храните его перед началом сварки. Кроме того, не забудьте подготовиться, изучив искусство сварки алюминия и обучаясь ремеслу. Никогда не прыгайте ни во что, пока вы не будете должным образом подготовлены.
- Игнорирование мелких деталей : Самые успешные сварщики скажут вам, что детали решают все. В этой отрасли малейшая ошибка может привести к сложной ошибке, особенно при сварке алюминия. Всегда обращайте внимание на каждую деталь и дважды проверяйте свою работу, так как это принесет пользу вашим клиентам и вашей карьере в долгосрочной перспективе.
- Отсутствие терпения : Обучение сварке алюминия требует времени. Продолжайте практиковаться и упорно трудитесь, и настойчивость в конце концов окупится!
 Всегда тщательно очищайте алюминий и правильно храните его перед началом сварки. Кроме того, не забудьте подготовиться, изучив искусство сварки алюминия и обучаясь ремеслу. Никогда не прыгайте ни во что, пока вы не будете должным образом подготовлены.
Всегда тщательно очищайте алюминий и правильно храните его перед началом сварки. Кроме того, не забудьте подготовиться, изучив искусство сварки алюминия и обучаясь ремеслу. Никогда не прыгайте ни во что, пока вы не будете должным образом подготовлены.Часто задаваемые вопросы.
Как сварить алюминий?
Сварка алюминия: Выберите правильный вольфрамовый электрод или стержень, лучшим выбором для алюминия обычно является стержень из чистого вольфрама. Потратьте время, чтобы подготовить алюминий, очистив и подогрев его. Убедитесь, что на горелку не поступает слишком много аргона, что может привести к неравномерной дуге. Чтобы предотвратить деформацию, используйте радиатор.
Потратьте время, чтобы подготовить алюминий, очистив и подогрев его. Убедитесь, что на горелку не поступает слишком много аргона, что может привести к неравномерной дуге. Чтобы предотвратить деформацию, используйте радиатор.
Какой тип сварочного аппарата используется для алюминия?
Дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), является одним из самых популярных сварочных процессов, выбранных для алюминия.
Сложно ли сваривать алюминий?
Проще говоря, алюминий плохо поддается сварке, потому что это мягкий, высокочувствительный металл, изолированный более прочным оксидным слоем. Алюминий очень восприимчив к примесям в расплавленном состоянии, что увеличивает риск получения слабых пористых сварных швов.
Как лучше всего сваривать алюминий?
Одним из самых популярных процессов сварки алюминия является дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG). GTAW — отличный процесс для алюминия, потому что он не требует механической подачи проволоки, что может создать проблемы с подачей.
GTAW — отличный процесс для алюминия, потому что он не требует механической подачи проволоки, что может создать проблемы с подачей.
Можно ли сваривать алюминий дома?
Сварка алюминия не так сложна, как вы думаете. Оказывается можно сварить алюминий без сварщика! Это руководство научит вас, как использовать пропановую горелку и несколько алюминиевых стержней для пайки для быстрого соединения алюминия без использования сварочного аппарата.
Как сварить алюминий в домашних условиях?
Можно ли сваривать алюминий с помощью MIG?
Толщина материала: Большинство известных аппаратов MIG можно использовать для сварки алюминия толщиной до 3 мм. Для успешной сварки материалов толщиной менее 3 мм может потребоваться использование специализированных сварочных аппаратов MIG или TIG с импульсным режимом. (Примечание: для сварки алюминия методом TIG вам понадобится аппарат «AC/DC», такой как 202T).
Можно ли сваривать алюминий без газа?
Можно ли сваривать алюминий без газа? Да, алюминий можно сваривать без газа в вакуумной камере. Тем не менее, сварка алюминия без газа подвергает металл воздействию кислорода воздуха, циркулирующего вокруг вашего рабочего места, и делает сварку менее надежной.
Тем не менее, сварка алюминия без газа подвергает металл воздействию кислорода воздуха, циркулирующего вокруг вашего рабочего места, и делает сварку менее надежной.
Является ли пайка алюминия такой же прочной, как сварка?
Сравнительные преимущества. Во-первых, паяное соединение является прочным соединением. Правильно выполненное паяное соединение (например, сварное соединение) во многих случаях будет столь же прочным или прочным, как и соединяемые металлы. Во-вторых, соединение производится при относительно низких температурах, в пределах примерно от 1150°F до 1600°F (от 620°C до 870°C).
Что лучше для сварки алюминия – MIG или TIG?
Типы металлов: сварка MIG с большинством типов металлов. Вы можете использовать алюминий, нержавеющую сталь и мягкую сталь. Сварка TIG также совместима с этими металлами, но лучше работает с более тонкими материалами. Скорость: TIG — более медленный метод, но обеспечивает более высокий уровень детализации.
Можно ли сваривать алюминий сварочным аппаратом TIG?
Обычно для сварки алюминия используются два процесса: GTAW (TIG) и GMAW (MIG). Большинство сварщиков в бизнесе скажут, что TIG — лучший вариант для сварки алюминия, поскольку он позволяет получить лучшие результаты при сварке более легких материалов. При правильном выполнении сварка алюминия методом TIG может производить качественные сварные швы.
Большинство сварщиков в бизнесе скажут, что TIG — лучший вариант для сварки алюминия, поскольку он позволяет получить лучшие результаты при сварке более легких материалов. При правильном выполнении сварка алюминия методом TIG может производить качественные сварные швы.
Можно ли сваривать алюминий с помощью сварочного аппарата с подачей проволоки?
Что произойдет, если сварить алюминий стальной проволокой?
При непосредственной дуговой сварке таких металлов, как сталь, медь, магний или титан, с алюминием начинают образовываться очень хрупкие интерметаллические соединения. Чтобы избежать этого, вы должны изолировать другой металл от расплавленного алюминия в процессе дуговой сварки.
Можно ли паять алюминий пропановой горелкой?
Да, вы можете сваривать алюминий с помощью пропановой горелки и алюминиевых прутков для пайки, если это касается неконструкционных металлов, которые не являются утяжеленными, нагруженными или критическими деталями.
Вам нужен флюс для пайки алюминия?
Флюс для пайки алюминия требуется при пайке полностью алюминия. Флюсы для пайки алюминия состоят из различных комбинаций фторидов и хлоридов и поставляются в виде сухого порошка. Для пайки в горелке и печи флюс смешивают с водой, чтобы получилась паста.
Флюсы для пайки алюминия состоят из различных комбинаций фторидов и хлоридов и поставляются в виде сухого порошка. Для пайки в горелке и печи флюс смешивают с водой, чтобы получилась паста.
Можно ли использовать припой для сварки алюминия?
Для принятия припоя алюминию требуется нагрев, обычно до температуры 300°C или выше. И вы хотите измерять температуру алюминия, а не источника тепла. Алюминий является отличным теплоотводом, поэтому источник тепла должен быть еще выше, чтобы нагреть алюминий до нужной температуры.
Можно ли сваривать алюминий безгазовым сварочным аппаратом MIG?
Для поиска «безгазовая алюминиевая проволока MIG» или других подобных запросов Google показывает многообещающие объявления. Но никакого успеха. Продукция представляет собой твердый алюминий или стальную проволоку с флюсовым сердечником. Они не будут работать с алюминием или нуждаются в защитном газе.
Насколько прочны алюминиевые сварочные прутки?
При низкой рабочей температуре от 720 до 750 градусов по Фаренгейту эти стержни также можно использовать для создания алюминиевых соединений без деформации, обесцвечивания или потери прочности. У них предел прочности 33 000 фунтов на квадратный дюйм .
У них предел прочности 33 000 фунтов на квадратный дюйм .
Какой газ лучше всего использовать для сварки алюминия?
Чистый аргон является наиболее популярным защитным газом и часто используется как для газовой, так и для вольфрамовой дуговой сварки алюминия. Смеси аргона и гелия, вероятно, являются следующими распространенными, а чистый гелий обычно используется только для некоторых специализированных приложений GTAW.
Вам нужна высокая частота для сварки алюминия?
Установка частоты от 120 до 200 Гц обеспечивает идеальную частоту для сварки алюминия. Конус дуги на частоте 400 Гц еще более плотный и сфокусированный; улучшает стабильность дуги; и идеально подходит для угловых сварных швов или других подгоночных швов, требующих глубокого и точного проплавления.
Сколько ампер нужно для сварки алюминия?
Общее эмпирическое правило заключается в том, что вам понадобится 1 ампер на каждые 0,001 дюйма металла, который вы собираетесь сваривать, когда другие переменные неизменны. Это означает, что если вы хотите сварить 1/8-дюймовый алюминий, вам потребуется около 125 ампер, если другие факторы неизменны.
Это означает, что если вы хотите сварить 1/8-дюймовый алюминий, вам потребуется около 125 ампер, если другие факторы неизменны.
Какой полярностью сваривать алюминий?
При сварке ВИГ переменным током (алюминий) полярность обычно* противоположна полярности постоянного тока: горелка ВИГ подключается к положительной (+) клемме, а провод заземления к отрицательной (-) клемме. *Примечание. В то время как «положительная полярность горелки» является наиболее распространенной полярностью для сварки TIG на переменном/постоянном токе, для некоторых аппаратов TIG на переменном/постоянном токе может потребоваться «отрицательная полярность горелки».
Можно ли сваривать алюминий со сталью?
Алюминиевые сплавы относительно легко соединяются со сталью с использованием таких методов, как склеивание, механические крепления или пайка, но когда требуется превосходная структурная целостность, предпочтение отдается сварке. Однако сварка алюминиевых сплавов со сталью затруднена.
Какой тип флюса используется для алюминия?
Исторически коррозионный флюс был стандартом для соединения алюминиевых материалов. Коррозионный флюс водорастворим, содержит как хлоридные, так и фторидные соли.
Можно ли сваривать алюминий проволокой из мягкой стали?
Этот процесс может соединять вместе самые разные совместимые и несовместимые металлы — больше, чем другие формы сварки. Это делает его идеальным способом сварки разнородных металлов. Итак, сварка алюминия и стали возможна.
Можно ли сваривать вместе два куска алюминия?
Алюминий можно сваривать различными способами, а именно TIG, MIG и плазмой. Процесс сварки TIG на переменном токе в основном используется для более тонких листов. В частности, стыковые соединения хорошо свариваются с помощью горелки TIG.
Сварка алюминия со сталью — blog.red-d-arc.com Red-D-Arc Welderentals
05, 20 марта, 9:25 · Оставить комментарий · Tom Masters
Если вы новичок в сварке, вам может быть интересно, сможете ли вы сварить алюминий со сталью. Сварка «похожих» металлов, таких как сталь к стали и алюминий к алюминию, обычно очень проста. Однако, когда вы пытаетесь сварить вместе два очень разных металла, таких как алюминий и сталь, например, два компонента, изготовленных с помощью лазерной резки труб, все может стать немного сложнее. Итак, можно ли сваривать алюминий со сталью? Каковы ваши варианты для этого? Давайте обсудим все, что вам нужно знать.
Сварка «похожих» металлов, таких как сталь к стали и алюминий к алюминию, обычно очень проста. Однако, когда вы пытаетесь сварить вместе два очень разных металла, таких как алюминий и сталь, например, два компонента, изготовленных с помощью лазерной резки труб, все может стать немного сложнее. Итак, можно ли сваривать алюминий со сталью? Каковы ваши варианты для этого? Давайте обсудим все, что вам нужно знать.
Можно ли сваривать алюминий со сталью?
Ответ и да, и нет. Прямая дуговая сварка разрозненных металлов непосредственно с алюминием не является хорошей идеей. Сварка таких металлов, как магний, титан, медь или сталь, непосредственно с алюминием очень сложна. Это связано с тем, что когда алюминий плавится при высокой температуре дуговой сварки, образуются хрупкие «интерметаллические» соединения. Эти кристаллизованные структуры чрезвычайно хрупкие и склонны к поломке. Это делает их очень хрупкими, поэтому любой стальной компонент, приваренный непосредственно к алюминию, будет очень слабым в сварном шве. Итак, как вы можете избежать этого? Все просто – в процессе сварки вы должны изолировать другой металл от алюминия. Когда алюминий вплавляется в алюминий, эти интерметаллические соединения не образуются, что обеспечивает правильное сцепление свариваемых металлов. Есть два распространенных способа сделать это успешно, и мы рассмотрим их ниже.
Итак, как вы можете избежать этого? Все просто – в процессе сварки вы должны изолировать другой металл от алюминия. Когда алюминий вплавляется в алюминий, эти интерметаллические соединения не образуются, что обеспечивает правильное сцепление свариваемых металлов. Есть два распространенных способа сделать это успешно, и мы рассмотрим их ниже.
«Использование биметаллической переходной вставки — определенно лучший способ сварки стали с алюминием для конструкционных применений»
Сварка алюминия со сталью с помощью биметаллических переходных вставок алюминий для конструкционных применений. Он создает сварной шов превосходного качества и такой же прочный, как соединение алюминия с алюминием или стали со сталью. Биметаллическая переходная вставка — это именно то, на что она похожа. Размер и форма могут различаться, но эта вставка представляет собой часть материала, состоящего из одной части алюминия и равной части нержавеющей стали, которая приклеена непосредственно к алюминию.
 Для соединения стали можно использовать самые разные процессы. и алюминий вместе, чтобы создать биметаллическую вставку. Популярным методом является прокатка, а также сварка трением, сварка взрывом и сварка горячим давлением.
Для соединения стали можно использовать самые разные процессы. и алюминий вместе, чтобы создать биметаллическую вставку. Популярным методом является прокатка, а также сварка трением, сварка взрывом и сварка горячим давлением. После изготовления вставки ее можно поместить между свариваемым стальным и алюминиевым материалом. Затем для завершения сварки можно использовать традиционную сварку GMAW или GTAW. Стальная секция будет приварена непосредственно к стальному компоненту, а алюминиевая секция будет приварена непосредственно к алюминиевому компоненту. Обычно сначала выполняется сварка алюминия с алюминием, чтобы избежать перегрева вставок в процессе сварки. После того, как первоначальный сварной шов будет выполнен, алюминиевые компоненты помогут поглотить тепло и предотвратят перегрев вставки во время сварки стали со сталью. Этот метод сварки часто используется для соединения труб теплообменников, создания соединений между стальными и алюминиевыми трубопроводами, а также в судостроении для соединения алюминиевых рубок со стальными палубами.
Сварка алюминия со сталью с покрытием погружением (горячее алюминирование)
Во многих случаях создание биметаллической вставки для сварки алюминия со сталью нецелесообразно для малых предприятий или отдельных сварщиков, поскольку требует сложного промышленного процесса и встроенная вставка. Другой вариант сварки алюминия со сталью — это покрытие погружением, которое также иногда называют «горячим алитированием погружением». В этом процессе стальной компонент погружается в алюминий, чтобы полностью покрыть его металлом. Это предотвращает образование интерметаллических соединений в процессе сварки.
Расплавленный алюминий от сварки будет контактировать со стальной деталью с алюминиевым покрытием, и, поскольку он не будет контактировать со сталью напрямую, соединение будет относительно прочным. Однако процесс выполнения этого может быть довольно сложным для сварщиков, не имеющих опыта в этом процессе. Обычно используется дуговая сварка. Но дуга не должна напрямую контактировать со сталью. Для сварки необходимо использовать специальную технику. Сварочная дуга должна быть направлена только на алюминиевую деталь. Затем алюминий, расплавившийся в сварочной ванне, нужно направить на сталь с алюминиевым покрытием. Дуга не должна напрямую контактировать со стальной деталью.
Для сварки необходимо использовать специальную технику. Сварочная дуга должна быть направлена только на алюминиевую деталь. Затем алюминий, расплавившийся в сварочной ванне, нужно направить на сталь с алюминиевым покрытием. Дуга не должна напрямую контактировать со стальной деталью.
«Важно отметить, что этот метод сварки алюминия со сталью не должен обеспечивать полную механическую прочность». прожечь алюминиевое покрытие, что приведет к плавлению стали и образованию хрупких интерметаллических соединений с алюминием. Важно отметить, что этот метод сварки алюминия со сталью должен не 0634 , чтобы обеспечить полную механическую прочность. Алюминий и сталь, соединенные с помощью этого метода соединения типа покрытия, не будут такими прочными, как соединение алюминия с алюминием или сталь со сталью или соединение, созданное с помощью биметаллических переходных вставок. Вместо этого этот метод сварки обычно используется только для герметизации швов, а не в конструкционных целях.
Болтовое крепление стали к алюминию обычно лучше, чем сварка
Даже если у вас есть ресурсы для создания биметаллических вставок для ваших компонентов при сварке стали и алюминия, стоимость этого может быть непомерно высокой, а детали с покрытием погружением не должны использоваться для структурных применений. Итак, что делать, если вам нужно сварить алюминий со сталью для конструкционного применения? В большинстве случаев проще, быстрее и дешевле просто соединить компоненты вместе. Пока вы не создаете соединение, которое должно быть полностью бесшовным, например соединение труб, скрепление болтами или заклепками компонентов вместе является гораздо лучшим вариантом. Тем не менее, есть некоторые соображения, которые следует учитывать при соединении болтами стали и алюминия.
Во-первых, вы должны принять меры для предотвращения коррозии. Когда сталь и алюминий соединяются и присутствует проводник, подобный соленой воде, создается напряжение.Знать, как сваривать алюминий и сталь — и хорошая ли это идея!
Мы надеемся, что эта информация была полезной и помогла вам узнать о некоторых проблемах сварки разнородных металлов, таких как алюминий и сталь. Сварка алюминия со сталью с помощью биметаллических переходных вставок — отличный способ обеспечить бесшовное, прочное соединение, и он полезен для конструкционных применений, но может быть очень дорогим. Напротив, покрытие погружением дешевле и проще в применении, но его нельзя использовать для структурных применений.
- Отказ от ответственности
Информация, предоставленная Red-D-Arc Ltd. («мы», «нас» или «наш») на сайте blog.red-d-arc.com («Сайт»), предназначена только для общих информационных целей. Вся информация на Сайте предоставляется добросовестно, однако мы не даем никаких заверений или гарантий, явных или подразумеваемых, в отношении точности, адекватности, достоверности, надежности, доступности или полноты любой информации на Сайте.
Как сваривать алюминий методом TIG
Добавление большего количества присадочного металла — это один из приемов, который можно использовать для достижения эффекта стопки десятицентовиков при сварке алюминия методом GTAW.
Изготовление изделий из алюминия может помочь продлить срок службы деталей, уменьшить вес и обеспечить большую целостность при низких температурах, что делает этот материал подходящим для таких применений, как производство грузовиков и прицепов, криогенных трубопроводов и компонентов лодок.
Однако сварка алюминия сопряжена с некоторыми трудностями, начиная с регулирования подводимого тепла и заканчивая оксидным слоем. Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) традиционно считается методом сварки алюминия из-за высокой целостности сварного шва и эстетичного внешнего вида, который обеспечивает этот процесс.
Достижение высокого качества сварных швов и желаемого внешнего вида при сварке алюминия методом GTAW требует практики и навыков. Также полезно следовать некоторым ключевым рекомендациям.
Преодоление проблем с алюминием с помощью GTAW
Несмотря на то, что GTAW является медленным процессом и обычно не используется в высокопроизводительном производстве, он часто является хорошим выбором для сварки алюминия, где производительность не так важна, как качество и внешний вид.
При сварке алюминия методом газовой дуговой сварки металлическим электродом (GMAW) присадочный металл подается в сварочную ванну, как только сварщик нажимает на спусковой крючок горелки.
С помощью GTAW вы контролируете время добавления присадочного металла и можете создать ванну и обеспечить надлежащее проникновение перед добавлением присадочного металла. Имейте в виду, что больший контроль над этой переменной добавляет еще один уровень сложности и навыков оператора по сравнению с другими процессами, такими как GMAW.
Правильный подвод тепла является решающим фактором для успешной сварки алюминия методом GTAW. Поскольку алюминий обладает высокой проводимостью, тепло сварочной ванны можно быстро отвести. Эта характеристика требует подачи большого количества тепла для образования сварочной ванны. Тем не менее, это тепло необходимо контролировать, чтобы предотвратить неуправляемую лужу или прожог.
Нагрев при сварке зависит от силы тока и напряжения, а это означает, что чем выше напряжение дуги, тем больше энергии поступает в деталь. Хотя сварка с использованием более длинной дуги увеличивает напряжение дуги, что, в свою очередь, приводит к большему выделению тепла, она также нагревает гораздо большую площадь материала.
В дополнение к правильному регулированию температуры, примите во внимание эти советы, чтобы оптимизировать результаты при сварке алюминия методом GTAW.
Используйте правильную полярность
Многие операторы, особенно новички в сварке алюминия, могут не осознавать, что материал образует оксидный слой. Окисление алюминия имеет тенденцию быть тускло-серебристым, и его труднее увидеть, чем красное окисление или ржавчину на стали. Кроме того, температура плавления оксида алюминия примерно в три раза превышает температуру плавления основного материала.
Алюминийобладает электропроводностью, поэтому тепло сварочной ванны можно быстро отвести. Эта характеристика требует подачи большого количества тепла для создания сварочной ванны, но контроль этого тепла является ключом к предотвращению неконтролируемого образования ванны или прожога.
Перед сваркой важно очистить оксидный слой с помощью специальной проволочной щетки из нержавеющей стали или твердосплавного резака. Однако даже при надлежащей очистке оксидный слой немедленно начинает формироваться заново, что может затруднить обзор сварочной ванны.
Это делает критическим использование полярности переменного тока (AC) в процессе GTAW на алюминии. При переменном токе направление тока постоянно меняется по всему сварному шву. Полярность переменного тока обеспечивает очищающее действие, которое помогает удалить оксидный слой на алюминии, позволяя увидеть расплавленную сварочную ванну.
Регулировка баланса
Другим шагом, который способствует получению хорошего сварного шва алюминия, является настройка правильного баланса. Когда вы выполняете сварку с полярностью переменного тока, сварка имеет отрицательный электрод (EN) и часть положительного электрода (EP). EN часто считают стороной сварки формы волны переменного тока, в то время как EP — это место, где происходит очистка или удаление оксидов.
В то время как старое оборудование имело действительно сбалансированное соотношение EN и EP 50-50, многие современные источники питания GTAW имеют заводскую настройку баланса 75% EN и 25% EP. Если во время сварки в ванне появляются маленькие черные точки, часто называемые «перчинкой», значит, ваш регулятор баланса не отрегулирован должным образом. Поворот регулятора баланса вниз, чтобы было меньше EN и больше EP, помогает удалить больше оксида во время сварки и должно уменьшить перчинку.
Уменьшение значения EN для обеспечения большего очищающего действия может быть необходимо, когда вы свариваете материал, который был в эксплуатации или подвергался воздействию элементов и, как следствие, имеет толстый оксидный слой, который не был полностью удален во время подготовки материала. Но имейте в виду, что использование более низкой настройки баланса (больше EP) отдает большую часть тепла на вольфрам и может привести к тому, что вольфрамовый наконечник отклонится назад, что повлияет на вашу способность контролировать направление дуги и размещение сварного шва.
Регулировка баланса не устраняет необходимость надлежащей подготовки и очистки материала при сварке алюминия.
Установка выходной частоты переменного тока
Другим фактором, облегчающим размещение сварных швов, является выходная частота переменного тока. Это также можно установить и отрегулировать на современных источниках сварочного тока. Выходную частоту переменного тока не следует путать с высокочастотным зажиганием дуги, которое используется только для зажигания дуги.
Выходная частота показывает, сколько раз в секунду источник питания переключает полярность. Старые источники питания GTAW имеют частоту 60 Гц, которая определяется входной мощностью, но современное оборудование имеет заводскую предустановку выходной частоты 120 Гц. Чем выше выходная частота переменного тока, тем стабильнее становится дуга. В результате получается более плотный и узкий столб дуги, который обеспечивает более точное управление направлением, что позволяет легче выполнять сварку в ограниченном пространстве и точно выполнять сварку без блуждания дуги.
Уменьшение выходной частоты переменного тока до 80 или 90 Гц обеспечивает более широкий конус дуги, что может быть полезно при сварке наружного углового соединения.
Используйте выходную частоту от 150 до 250 Гц для тонких материалов, которые требуют точного размещения сварного шва, чтобы предотвратить нагрев большой площади или прожог. Для сварки толстых материалов низкая частота переменного тока от 80 до 120 Гц обычно хорошо подходит для материалов толщиной 3/8 дюйма и более и поможет вам получить более широкий профиль сварного шва.
Правильный подвод тепла является решающим фактором в успешной сварке алюминия методом GTAW.
Используйте соответствующую силу тока
В GTAW сила тока регулируется ножной педалью или сенсорным управлением, но лучше всего установить соответствующую максимальную силу тока на оборудовании. Эмпирическое правило для алюминиевой GTAW заключается в том, чтобы использовать 1 ампер на каждую тысячную (0,001) толщины материала.
Когда толщина материала основания превышает ¼ дюйма, эмпирическое правило начинает отклоняться, и требуется не такая большая сила тока. Например, вы можете сварить 3⁄8 дюйма. материала с источником питания на 280 ампер.
Геометрия соединения также может влиять на необходимую силу тока. При сварке Т-образного соединения тепло может течь в трех направлениях, по сравнению со сваркой стыкового соединения, где тепло может течь только в двух направлениях. Это означает, что Т-образное соединение требует большего подвода тепла.
Независимая установка силы переменного тока
Некоторые современные источники сварочного тока позволяют вам независимо настраивать силу переменного тока, что помогает добиться большего провара и производительности.
С помощью этой функции можно увеличить силу тока во время фазы EN цикла, чтобы добиться большего провара в сварном шве, поскольку большая сила тока обычно коррелирует с большим проплавлением.
Эта функция обычно используется в приложениях с более высокой силой тока, которым может потребоваться только 200 ампер для цикла EP для достижения необходимой очистки от оксидов, но вам может потребоваться 300 ампер для цикла EN для достижения большего проникновения. Независимая установка силы тока переменного тока также может предотвратить необходимость увеличения размера вольфрама, поскольку большая часть тепла передается вольфраму в EP-фазе цикла. Источник питания с правильной технологией позволяет независимо настраивать каждую силу тока для достижения желаемых результатов.
Регулятор баланса и независимая сила тока переменного тока могут звучать одинаково, но они управляют двумя разными аспектами. Регулировка баланса влияет на уровень очистки от оксида, а регулировка силы переменного тока может обеспечить большее проникновение при сохранении геометрии вольфрама.
Добавление присадочного металла для эффекта стопки десятицентовиков
Добавление дополнительного присадочного металла — это один из приемов, который можно использовать для получения эффекта стопки десятицентовиков при сварке алюминия методом GTAW.
Поскольку присадочный металл представляет собой твердое вещество, превращающееся в расплавленную жидкость, для изменения материального состояния требуется энергия — это похоже на то, как положить кубики льда в стакан с горячей водой. Кубики льда тают, но охлаждают жидкость.
Та же идея применима к добавлению присадочного металла во время GTAW. Добавление большего количества присадочного стержня вызывает охлаждающий эффект на обратной стороне сварочной ванны, что помогает придать законченному сварному шву вид десятицентовика. Добавление большего количества присадочного металла с каждым мазком дает более выраженный внешний вид, в то время как добавление меньшего количества присадочного металла с каждым мазком дает сварной шов с довольно гладким внешним видом.
Хотя в этом нет необходимости, некоторые операторы также используют ножную педаль для изменения силы тока, чтобы добиться эффекта стопки десятицентовиков. Разные сварщики используют разные методы, но могут достигать одинаковых результатов.
Сделайте безопасность приоритетом
Хотя GTAW традиционно представляет собой чистый процесс сварки без брызг, по-прежнему важно носить надлежащие средства индивидуальной защиты, включая защитные очки, сварочную куртку, перчатки и сварочный шлем. Поскольку алюминий обладает высокой отражающей способностью и требует большого количества энергии для сварки, интенсивность дуги GTAW может вызвать солнечные ожоги на открытых участках кожи.
Поскольку при сварке алюминия очень важно четко видеть дугу, рассмотрите возможность использования новой технологии шлема, которая улучшает видимость и четкость сварочной ванны. Технология, доступная на некоторых шлемах с автоматическим затемнением, позволяет большему количеству цветов проходить через линзу, поэтому вы можете видеть больше контраста между объектами в зоне обзора. Это может помочь вам достичь лучших результатов при одновременном снижении напряжения и усталости глаз.
Как сваривать алюминиевые отливки
Как сваривать алюминиевые отливки может быть непростой задачей.
Наша статья здесь, чтобы поговорить о другой стороне, подробной стороне. Например, какой алюминиевый припой использовать или какой метод лучше всего подходит для сварки алюминиевых отливок.
Можно ли сваривать алюминиевые отливки?
Совершенно верно, что большинство алюминиевых отливок легко поддаются сварке. Однако уровень свариваемости зависит от многих факторов. Здесь необходимо задать два наиболее важных вопроса: «Сваривается ли состав отливки?» и «Как проходил кастинг?»
Прежде всего, большая часть алюминиевых отливок относится к термообрабатываемой серии 3ХХ.0. К ним относятся 356.0, 357.0 и 319..0, представляющие собой алюминиево-кремниево-магниевые сплавы.
Другие распространенные типы алюминиевых отливок включают сплавы AlMg 5XX.0, в том числе 535.0. На самом деле они не подлежат термообработке, но также легко свариваются с помощью присадочной проволоки 5356. Однако алюминиево-цинковые литейные сплавы 7ХХ.0 считаются достаточно трудносвариваемыми, хотя и поддаются термообработке. На самом деле, некоторые из них считаются полностью несвариваемыми.
Во-вторых, алюминиевые отливки создаются с использованием множества различных процессов литья. Некоторые из наиболее известных из них включают литье под давлением, литье по выплавляемым моделям, литье в постоянные формы или литье в сырой песок.
Отливки в песчаные формы, отливки по выплавляемым моделям и отливки в постоянные формы считаются полностью свариваемыми. Это связано с тем, что в этом случае расплавленный алюминий отливается в форму, которая обладает несколько плохими свойствами теплопроводности, а это означает, что отливки требуют больше времени для затвердевания.
Но литье под давлением — это нечто странное. Используемые здесь процессы включают расплавленный алюминий, который впрыскивается под давлением в стальную форму с водяным охлаждением. Из-за того, что отливка остывает гораздо быстрее, в этом случае образующиеся газы не имеют возможности выхода. Это приводит к образованию газовых карманов в самих отливках. Эти газовые карманы делают вещи очень неудобными для сварщиков, так как их приходится вытачивать или ремонтировать.
Как узнать, имеете ли вы дело с литьем под давлением?
Существует несколько способов определить, имеете ли вы дело с литьем под давлением. Первый и самый заметный способ — смотреть на поверхность. Если он более гладкий, чем другие отливки, то это определенно литье под давлением. Во-вторых, если вы заметите наличие от четырех до десяти отметок выталкивающего штифта диаметром около ⅛ дюйма как на внутренней, так и на внешней части поверхности.
Выталкивающие штифты обычно открываются и выталкивают отливку из формы. Если эти отметки отсутствуют, то вы имеете дело не с литьем под давлением.
Как лучше всего сваривать литой алюминий?
Сварщики используют несколько способов сварки алюминиевых отливок. Однако каждый из них предполагает в качестве главного фактора правильную подготовку. Во-первых, каждую часть алюминиевой отливки следует обрабатывать отдельно, так как выбор адекватного метода будет зависеть от ситуации в каждом конкретном случае.
Предварительный нагрев — хороший способ начать. Но будьте осторожны с тем, как вы это делаете, так как это может снизить прочность материалов, которые вы планируете сваривать. Кроме того, предварительный нагрев не рекомендуется при попытке вернуть деталь к определенным условиям термообработки. Это также превратит выбор материала наполнителя в кошмар.
Кроме того, отливки, требующие термической обработки, должны подвергаться термической обработке после завершения их сварки.
Шлифование прямошлифовальной машиной также следует рассматривать как часть подготовки. Однако сварщикам следует избегать использования масел или других шлифовальных средств. Если вы все же в конечном итоге используете их, лучше сначала использовать ацетон, а затем спирт, и протирать детали непосредственно перед сваркой. Кроме того, убедитесь, что ничего не свариваете, пока все химикаты не испарятся.
Сварка алюминиевых отливок методом ВИГ
Мы уже знаем, что сварка литых алюминиевых сплавов методом ВИГ – сложная задача. Но чтобы сделать это как можно лучше, есть несколько лучших практик, которые вы можете попробовать.
- Как можно тщательнее очистите свариваемую деталь.
- Вы можете предварительно нагреть его примерно до 200°F.
- Установите баланс переменного тока на 65% или меньше.
- Сначала выполните чистящий проход, используйте дугу для травления поверхности перед созданием сварочной ванны.
- Используйте технику прямого и обратного протекания металла сварного шва перед протеканием сварочной ванны с соответствующей силой тока.
- Сварочная проволока 4047 мягче, чем проволока 4043, но предлагает меньшую интонацию.
MIG сварка алюминиевых отливок
Сварка MIG тяжелая. Сварка алюминия методом MIG тяжелее. MIG-сварка литого алюминия является самой сложной. Это не должно быть вашим выбором при ремонте литого алюминия. Поскольку есть и другие способы сделать это, сварка MIG должна быть вашим последним вариантом.
Но если вы все же решите это сделать, использование сварочного аппарата ТА на 250 ампер с катушечным пистолетом HTP — хороший способ начать.
Хороший совет — запустить несколько пробных шариков на металлоломе. Поскольку слишком большое количество тепла может расплавить алюминий, а слишком низкое не запустит его, определение нужного количества его на каком-то ломе должно подготовить вас к окончательной работе. Расточите бусины и обрежьте края, и все готово.
Пайка алюминия Отливки
Поскольку литой алюминий является прочным и долговечным сплавом, пайка литого алюминия может быть идеальным выбором. И алюминиевые припои Super Alloy 1, и Super Alloy 5 подходят для ремонта алюминия, но только последний подходит для ремонта литого алюминия. Для этого процесса вам также понадобится кислородно-ацетиленовая горелка.
Чем выше температура плавления, тем прочнее связь.
По существу, наилучшей комбинацией при пайке литых алюминиевых сплавов является проволока Super Alloy 5 диаметром 3/32 и кислородная горелка.
Какой сварочный аппарат мне нужен для сварки литого алюминия?
Выбор сварочного аппарата, который вы собираетесь использовать для сварки литых алюминиевых сплавов, во многом зависит от используемого процесса — MIG, TIG или пайка. Но какой бы сварщик или процесс вы ни выбрали, подготовка по-прежнему имеет ключевое значение.
Лучшее предположение не вариант, но правильная подготовка определенно возможна. Мы рекомендуем использовать сварочный аппарат, который позволяет очищать поверхность. Сварочный аппарат TIG на переменном токе отлично справится с этой задачей. В случае пайки, конечно, вам понадобится сварочный аппарат с кислородно-ацетиленовой горелкой в сочетании с подходящим прутком для пайки. Поскольку MIG-сварка литого алюминия является самым сложным выбором, мы рекомендуем сварочный аппарат TA на 250 ампер, но только в том случае, если вам это действительно необходимо.
Окончательный вердикт
В конце концов, никому не хочется заниматься ремонтом литого алюминия. Это может быть хлипким и обидчивым, но это может быть сделано с надлежащей подготовкой.