Как правильно варить потолочный шов электродом
Выполнить потолочный шов очень сложно. Ведь в данном варианте сварочная ванна размещается вверх дном. В процессе сварки важно осуществлять все действия в точной последовательности. В противном случае соединение получится непрочное и на изделии будут заметны подтеки металла.
Перед началом работ следует обязательно подумать о защите лица и глаз, поскольку при выполнении потолочных швов на лицо могут попасть горячие капли металла.
Ни в коем случае нельзя пренебрегать техникой безопасности при выполнении потолочных швов.
Рекомендации для начинающих сварщиков
- При создании потолочных швов применяется полуавтомат либо ручной способ.
- Для получения надежного сварного шва применяются покрытые стержни.
- При выполнении потолочного соединения используются электроды размером 4 мм.
- Важно в процессе сварочных работ при использовании дуговой сварки располагать электрод с небольшим наклоном в сторону.

- По своей ширине электрод должен быть толще, нежели сварной шов.
- Во время создания потолочных швов образуются вредные газы, оказывающие негативное влияние на качество сварного шва. Поэтому стоит использовать исключительно сухие электроды.

- Делается потолочный шов, перемещая электрод «на себя». Вследствие этого удастся контролировать процесс и получать надежное соединение.
- Качественное и долговечное соединение удастся получить лишь в том варианте, если предварительно края заготовок будут тщательно зачищены.
Когда толщина свариваемого изделия больше 1 см толщиной, соединение нужно производить в несколько этапов. Изначально применяется электрод диаметром 3 мм, а после работа уже выполняется при помощи стержней по 4 мм.
При сваривании потолочного шва создаются не только вертикальные швы. Также сварка осуществляется под некоторым уклоном. Для этих целей может применяться полуавтомат или ручная сварка.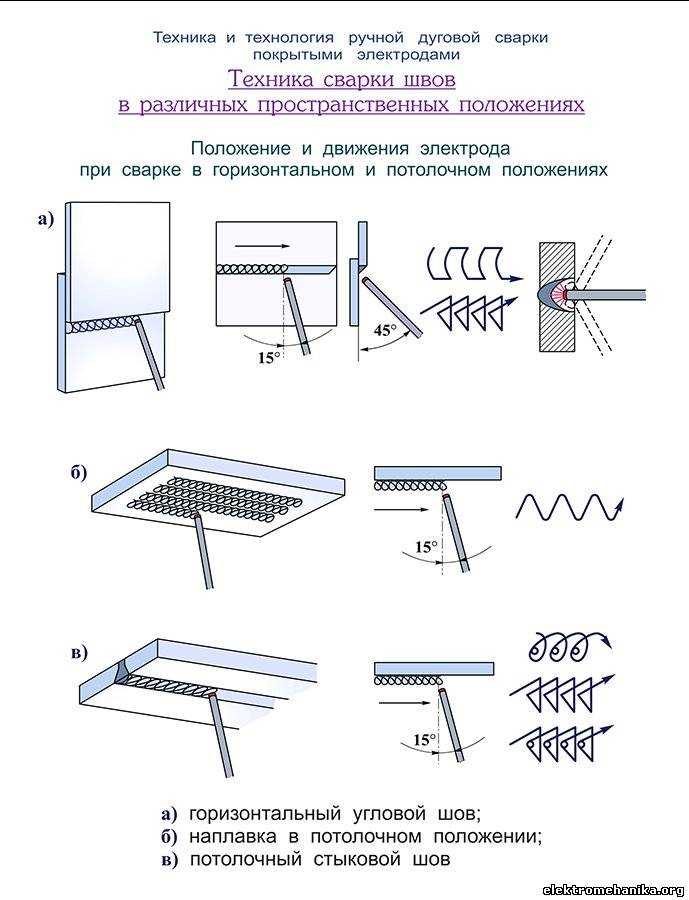 Также допускается использование дуговой сварки покрытыми электродами.
Также допускается использование дуговой сварки покрытыми электродами.
Особенности потолочной сварки
Такая сварка отличается от других тем, что сварная ванна размещается в перевёрнутом состоянии и в таком положении важно удержать горячий металл. Ванна должна обладать небольшими размерами.
Во время потолочной сварки следует периодически отводить в бок электрод. Таким образом, металл сможет остыть и схватиться. При выполнении сварки таким способом удастся избежать появления трещин на сварочном шве.
Способы сварки:
- полумесяцем;
- лесенкой;
- обратно поступательный.
Наиболее простым является способ создания потолочной сварки полумесяцем. Выполнение сварки обратно-поступательным способом и лесенкой более сложные.
Также стоит отметить, что на создание сварочных швов в этих случаях уходит больше времени.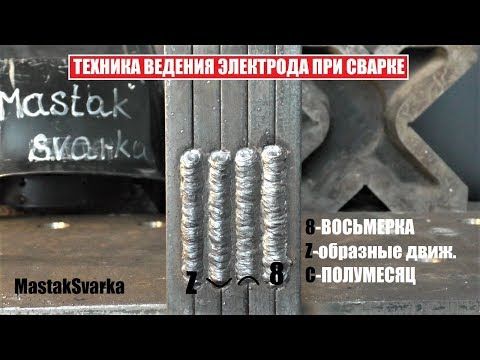 Однако время потратится не зря, и в результате удастся получить максимально качественное и прочное соединение металла.
Однако время потратится не зря, и в результате удастся получить максимально качественное и прочное соединение металла.
Post Views: 153
Новости СМИ2
углом вперед или углом назад, особенности сварки
Содержание:
Как лучше варить: углом вперед или углом назад, особенности сваркиКогда вы свариваете, то редко удерживаете электрод перпендикулярно поверхности металла. Так варят только в труднодоступных местах, когда нет другого выбора.
В основном же, электрод ведётся вдоль свариваемой заготовки под определённым углом — 30 или 60 градусов. При этом движение электродом может быть выполнено как вперед, так и назад.
Соответственно возникает простой вопрос: как лучше варить, углом назад или углом вперед? Варить можно и так, и так, но есть определённые моменты, которые связаны с глубиной провара, шириной шва, а также с величиной его выпуклости.
Сварка электродом может осуществляться в различных пространственных положениях. При этом происходит расплавление электродного торца, и постепенное сгорание покрытия.
Само же электродное покрытие в момент расплавления формирует «пузырь» из газообразующих элементов, который защищает сварочную ванну от кислорода. Ну а то, что не сгорело, мы можем лицезреть в виде шлака…
Сварка углом назад
В данном случае используется угол наклона электрода до 60 градусов. В процессе движения электродом назад, расплавленный шлак вытесняется из сварочной ванны. При этом нужно следить за тем, чтобы шлаковые выделения успевали перекрывать металл.
Что даёт сварка углом назад и где она применяется:
- Данным способом сварки можно получить наибольшую глубину провара;
- Использовать сварку углом назад нужно всегда с рутиловыми электродами;
- Когда нужно сварить корневые швы в горизонтальном и нижем положении;
- При сварке стыковых соединений швеллера. Заказать швеллер б/у можно у компании «Металлмос» — комплексного поставщика металлопроката;
- Для короткой сварочной дуги.
Как видно, сварка «углом назад» характеризуется лучшим проваром металла.
При этом глубина провара больше, а ширина соединения получается меньше, почти, что в два раза. Таким образом, шлак как бы отбрасывается назад, если значения тока на инверторе выставлены правильно.
Сварка углом вперед
Углом вперед осуществляют сварку тонких металлов. Это правило не относится к вертикальным сварочным швам, поскольку расплавленный металл здесь всё время норовит стечь вниз. При этом глубина провара оказывается меньше, но заметно увеличивается ширина сварного соединения.
Сварку углом вперед лучше осуществлять на повышенных скоростях, когда важно не прожечь металлическую заготовку. Данный вид сварки хорошо подходит для соединения тонкостенных изделий из стали, например, профильных труб, изделий из нержавейки и т. д. Таким образом, уменьшается вероятность образования прожогов.
В любом случае нужно следить за тем, чтобы угол наклона электрода был выбран правильно. Здесь важно соблюдать определённый баланс, поскольку шлак не должен в большом количестве оставаться позади электрода или наоборот, забегать слишком далеко вперед.
Биполярный испарительный электрод | Биполярный трансуретральный плазменный диск Cook Medical
Узнайте, как сделать заказ» Создайте учетную запись клиента и закажите этот или другие продукты Cook
Задать вопрос в службу поддержки» Спросите службу поддержки клиентов о наших продуктах или услугах
Характеристики
| Порядковый номер | Справочный номер детали | Инструкции по применению (IFU) | MR Статус | Продукт Описание | Диск Диаметр дюймов | Оболочка Фр |
|---|---|---|---|---|---|---|
| Биполярный трансуретральный плазменный диск® | ||||||
| G59114 | БТПД-2400 | Н/Д | Plasma Disc® Испарение | 0,125 | 24 | |
Продается в коробках по 6 электродов.
Предназначен для установки на биполярные рабочие элементы Olympus WA22366A Active и пассивные рабочие элементы WA22367A.
Используйте с генераторными системами Olympus PK Superpulse, Olympus UES-40 или ESG-400. Плазменный диск
является зарегистрированным товарным знаком Omnitech Systems Inc.
URO-D64087-EN
Документы
Брошюра
Спецификация
Библиотека изображений
Ищете дополнительную информацию об этом продукте?
Позвоните нам по бесплатному номеру 800.457.4500 или заполните форму ниже.
Пожалуйста, ознакомьтесь с нашей Политикой конфиденциальности, чтобы ознакомиться с уведомлениями о защите данных, касающимися сбора и использования нами ваших данных.
Заголовок: * — Г-жа Миссис Доктор.
Имя: *
Фамилия: *
Название компании: *
Номер клиента:
Страна/регион:
* —AfghanistanAlbaniaAlgeriaAmerican SamoaAngolaArgentinaArubaAustraliaAustriaBahamasBahrainBangladeshBarbadosBelarusBelgiumBeninBermudaBhutanBolivia, Plurinational State ofBosnia and HerzegovinaBotswanaBrazilBrunei DarussalamBulgariaBurkina FasoBurundiCameroonCanadaCayman IslandsCentral African RepublicChadChileChinaColombiaCongoCongo, The Democratic Republic of TheCosta RicaCroatiaCubaCyprusCzech RepublicCote d’IvoireDenmarkDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEstoniaEthiopiaFijiFinlandFranceFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGuadeloupeGuamGuatemalaGuernseyGuineaHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsraelItalyJamaicaJapanJordanKazakhstanKenyaKorea, Democratic People’s Republic ofKorea, Republic КувейтЛаосская Народно-Демократическая РеспубликаЛатвияЛиванЛиберияЛивийская Арабская ДжамахирияЛихтенштейнЛитваЛюксембургМакаоМакедония, Бывшая Югославская РеспубликаМадаг ascarMalawiMalaysiaMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMexicoMontenegroMoroccoMozambiqueMyanmarNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNorwayOmanPakistanPalestinian Territory, OccupiedPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaudi ArabiaSenegalSerbiaSierra LeoneSingaporeSlovakiaSloveniaSomaliaSouth AfricaSpainSri LankaSudanSurinameSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTanzania, United Republic ofThailandTogoTrinidad and TobagoTunisiaTurkeyUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States Minor Outlying IslandsUruguayVenezuela, Bolivarian Republic ofViet NamVirgin Islands, U.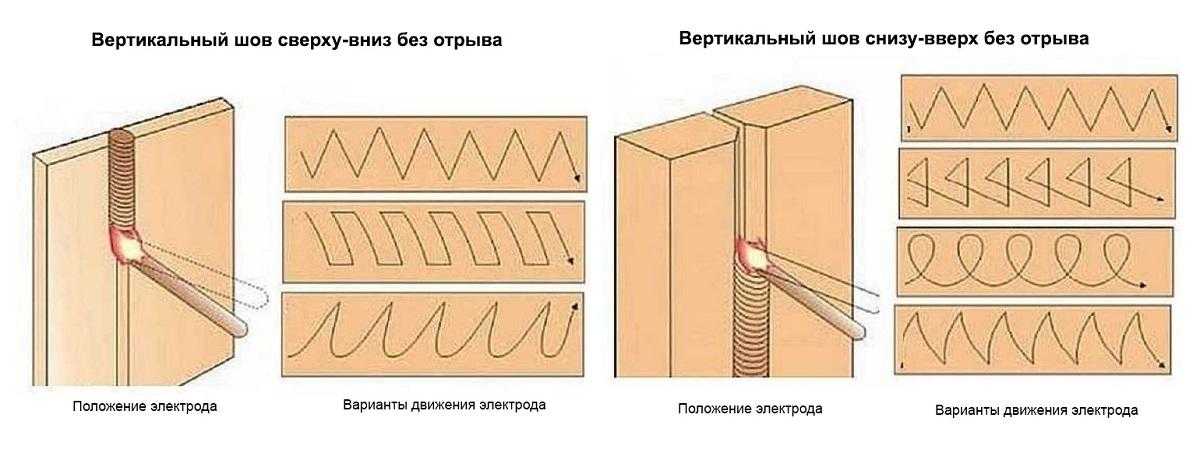
Тема запроса: —Кто мой торговый представитель?Доступен ли этот продукт в моем регионе?Какой материал продукта?Какова единица измерения?Какова цена для клиента?
РПН:
GPS:
Эл. адрес: *
Телефон:
Предпочтительный способ связи:
Комментарий: *
Наименование товара:
* Обязательные поляJade Range 3000012374 Тройной электрод, трубчатая горелка
Только
$ 146,86 / Каждый
- OEM -деталь обеспечивает гарантию / соблюдение агентства и лучшая производительность
Код UPC: 400014438453
Доставка: обычно поступает в тот же день до 40 0003
.
 Мы делаем все возможное, чтобы предоставлять самую актуальную информацию на нашем сайте, но мы не можем гарантировать, что это прояснит все возможные сценарии. Если вам требуется дополнительное подтверждение того, что эта деталь подходит для вашего устройства, мы рекомендуем обратиться к литературе производителя и ресурсам для вашего оборудования, чтобы проверить правильность детали.
Мы делаем все возможное, чтобы предоставлять самую актуальную информацию на нашем сайте, но мы не можем гарантировать, что это прояснит все возможные сценарии. Если вам требуется дополнительное подтверждение того, что эта деталь подходит для вашего устройства, мы рекомендуем обратиться к литературе производителя и ресурсам для вашего оборудования, чтобы проверить правильность детали. Деталь, эквивалентная OEM, может давать или не давать такие же гарантии.
Деталь, эквивалентная OEM, может давать или не давать такие же гарантии.