Как правильно варить полуавтоматом
Вопрос о том, каким образом правильно варить полуавтоматом, является вполне актуальным, потому что данная технология очень отличается от той, которая основана на ручной дуговой сварке. Здесь и другое оборудование, и другая техника, и другие советы, которые нужно учитывать для того, чтобы получить не просто хороший, а именно наилучший результат.
Для начала, нужно осознать, что вариантов сварочных полуавтоматов огромное количество. В каждой категории есть множество моделей от различных производителей, так что задача подобрать именно то, что по-настоящему вас удовлетворит, не представляет из себя ничего невероятного — здесь нужно только желание и ничего более.
Для начала, стоит определиться с той моделью, которая подходит по типу проволоки. Со временем, некоторые варианты объединились в одни группы, что проще для классификации, но три из них обязательно нужно выделить: использование стальной проволоки, алюминиевой проволоки, а также универсальные варианты.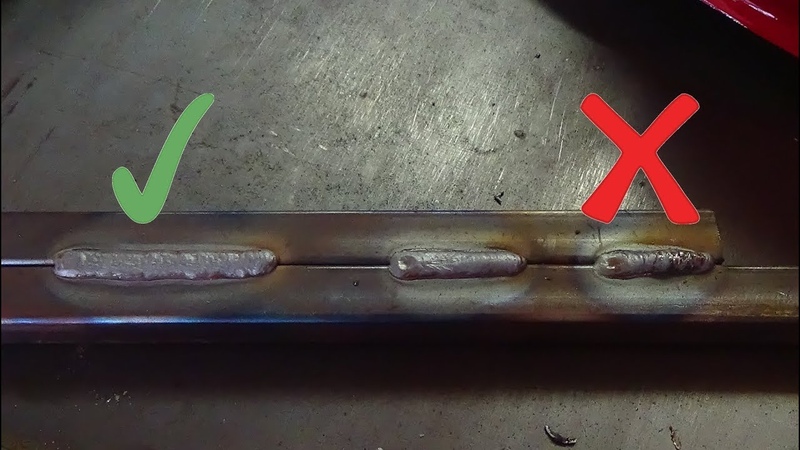
Нам, в данном случае, гораздо важнее обратить внимание не на название категорий, а на достоинства и недостатки различных вариантов сварки. К примеру, если говорить о достоинствах, можно отметить возможность сваривать детали, которые состоят из нескольких элементов тонколистовой стали, что при других вариантах сварки — процедура слишком сложная. Здесь же можно отметить, что чувствительность к ржавчине тоже снижена. Если говорить о финансовой стороне вопроса, то и здесь полуавтоматическая сварка снова впереди планеты всей, потому что она может похвастаться действительно низкой стоимостью, в сравнении с другими путями реализации соответствующих процедур. В большом ассортименте сварочное оборудование представлено на сайте weld-pl.com.ua.
Необходимости выполнять работу исключительно своими руками пугаться не стоит. Для начала, необходимо подобрать силу сварочного тока — ориентироваться она будет относительно толщины металла, с которым будет проводиться работа. Пугаться необходимости самостоятельно искать данные не стоит — есть полноценные инструкции к оборудованию, где всё очень хорошо расписано. Далее, при помощи всё той же инструкции, необходимо корректировать скорость подачи проволоки. Всё это должно потребовать некоторого времени и внимательности с вашей стороны, потому что ошибки не принесут совершенно ничего хорошего.
Для начала, необходимо подобрать силу сварочного тока — ориентироваться она будет относительно толщины металла, с которым будет проводиться работа. Пугаться необходимости самостоятельно искать данные не стоит — есть полноценные инструкции к оборудованию, где всё очень хорошо расписано. Далее, при помощи всё той же инструкции, необходимо корректировать скорость подачи проволоки. Всё это должно потребовать некоторого времени и внимательности с вашей стороны, потому что ошибки не принесут совершенно ничего хорошего.
После того, как всё совершенно точно настроено без ошибок и неоднократно проверено, необходимо переключать режим подачи проволоки во включенное положение. Далее, необходимо наполнить воронку флюсом. Теперь нужно направить наконечник мундштука в сварочную зону и приготовиться к необходимости действовать по-настоящему аккуратно и точно, пока навыки не выработаются сами собой.
Помните о том, что никто не может гарантировать, что сразу начнёт получаться очень хорошо или даже идеально – всё зависит от вашего опыта и косвенных навыков. С другой стороны, вот уж что точно можно гарантировать, так это то, что у вас в итоге всё обязательно получится – было бы к чему стремиться. У вас есть возможность выработать разнообразные навыки, связанные с владением полуавтоматическим сварочным аппаратом, так что правильно ставьте цели, стремитесь к большему и всё обязательно будет хорошо – в этом можете не сомневаться. Есть множество видеоуроков, которые совсем подробно объяснят, что нужно делать в той или иной ситуации – обращайтесь к ним за помощью.
С другой стороны, вот уж что точно можно гарантировать, так это то, что у вас в итоге всё обязательно получится – было бы к чему стремиться. У вас есть возможность выработать разнообразные навыки, связанные с владением полуавтоматическим сварочным аппаратом, так что правильно ставьте цели, стремитесь к большему и всё обязательно будет хорошо – в этом можете не сомневаться. Есть множество видеоуроков, которые совсем подробно объяснят, что нужно делать в той или иной ситуации – обращайтесь к ним за помощью.
Как правильно варить вертикальный шов
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки. Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках. Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод. Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение. Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
При этом используется покрытый плавящийся электрод. Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение. Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов. Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз..jpg)
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться. Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу. Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону. Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой. Наиболее качественным получиться соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога.
Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз. При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх. Горелку полуавтомата располагают под углом в 45 градусов к поверхности. Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов.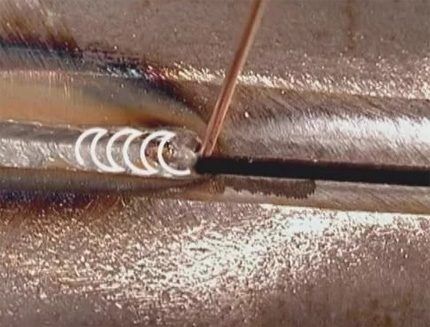 Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора. Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора. Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
Как варить полуавтоматом: правильное обучение приемам сварки в среде углекислого газа для начинающих, особенности технологии, инструкция для чайников
С помощью аналогичного оборудования разные заготовки соединяются надежно и плотно, при этом не имеет особого значения химический состав металла, но влияет толщина. По сравнению с ручной сваркой КПД намного выше, а материальные затраты незначительные. Сварка полуавтоматом для начинающих начинается с изучения теории, затем переходят к практическому применению полученных знаний.
По сравнению с ручной сваркой КПД намного выше, а материальные затраты незначительные. Сварка полуавтоматом для начинающих начинается с изучения теории, затем переходят к практическому применению полученных знаний.
Что такое полуавтомат и его виды
Это электромеханическое устройство, подающее проволоку для припоя в зону горения дуги, у исполнителя одна рука занята плавящимся электродом, а другой он регулирует подачу газа. Начинающих сварщиков интересует вопрос, как варить полуавтоматом и какие специфические знания и навыки для этого требуются?
Все зависит от того, с каким материалом приходится работать, важно знать, каким металлом можно пользоваться, и какое оборудование при этом используется, немаловажное значение имеет и технология: дуговая, контактная, лазерная или плазменная. Чтобы точно знать, как нужно самостоятельно правильно варить промышленным полуавтоматом, достаточно изучить виды аналогичного оборудования и правильно их применять.
В быту и на производстве используются такие полуавтоматы:
- Бытового назначения.
 В основном это инверторы различной модификации, при их использовании от исполнителя не требуется большого опыта и высокой квалификации.
В основном это инверторы различной модификации, при их использовании от исполнителя не требуется большого опыта и высокой квалификации. - Полупрофессиональные аппараты.
- Промышленное профессионально оборудование.
 В основном это инверторы различной модификации, при их использовании от исполнителя не требуется большого опыта и высокой квалификации.
В основном это инверторы различной модификации, при их использовании от исполнителя не требуется большого опыта и высокой квалификации.Только третий вариант подразумевает сварку под насыпной защитой, когда вместо газа используется флюс.
Каждый из перечисленных вариантов имеет личные преимущества и особенности, например, профессиональные оснащаются дополнительными функциями, увеличивающими эффективность их применения на производстве, они выпускаются в стационарном или мобильном виде.
Описание процесса
Сварочное полуавтоматическое оборудование разработано для соединения металлоконструкция при промышленном производстве. Основная задача — обеспечивать непрерывную подачу проволоки в активную зону горения сварочной дуги, а исполнитель производит движение горелки вдоль соединения заготовок. Скорость подачи плавящейся проволоки регулируется вручную.
По степени защиты зоны сварки от воздействия среды устройства разделяются на полуавтоматы для сварки с флюсом, в газовой среде и при использовании специальной порошковой проволокой. В первом случае флюс входит в состав проволоки, она в самодельных аппаратах применяется редко из-за своей дороговизны. Наиболее распространена сварка в газовой среде, а использование порошковой проволоки обычно совмещено с применением защиты газом.
Такое оборудование используется в промышленности для сварки тонкостенных конструкций, например, кузова легковых автомобилей, при этом сварочный шов, выполненный полуавтоматом, получается аккуратным и малозаметным.
Какие материалы следует использовать в работе
В качестве плавящегося электрода применяется проволока, диаметр которой варьируется в пределах 0,5—3,0 мм, что напрямую зависит от толщины соединяемых конструкций. Чем меньше диаметр, тем глубже провариваются заготовки, при его увеличении существенно возрастает сила тока, примерно 100 ампер на каждый дополнительный миллиметр.
Защитные газы, находящиеся в баллонах, используются в чистом или смешанном виде — это зависит от режима сварных работ и видов соединяемых металлов. Наибольшее применение в промышленности в чистом виде имеет аргон, так как по себестоимости он занимает лидирующее место.
Сила тока и напряжение
От силы подаваемого тока зависит производительность, установка тока производится на основании размеров диаметра используемой электродной проволоки и толщины заготовок. Чем больше ампер, тем глубже проплавливается шов. Большое влияние на весь процесс сварки оказывает скорость подачи проволоки.
Напряжение напрямую зависит от силы тока, а регулировка производится путем изменения холостого хода источника питания. При повышении напряжения ухудшается газовая защита, снижается целостность и однородность шва, так как возрастает разбрызгивание металла. Глубина проварки также снижается, практика показывает, что при полуавтоматическом процессе соединения деталей применяют высокую силу тока и небольшую величину напряжения.
Расход газа
Этот параметр сильно зависит от диаметра используемой проволоки и силы тока. При проведении сварочных работ на открытом пространстве и при наличии сквозняков, надо существенно увеличивать подачу газа, а это приводит к лишнему перерасходу. Для более эффективной защиты зоны горения сварочной дуги снижают скорость или сопло горелки располагают ближе к поверхности металлоконструкций. Эффективна защита места работы сварщика от влияния сквозняка специальными переносными экранами.
Техника сварки
Вопрос — как же правильно надо сваривать полуавтоматом, чтобы образовался красивый качественный шов, волнует многих начинающих сварщиков. Для этого нужно знать и выполнять порядок необходимых действий, как говорится, инструкция для чайников:
- Выбрать ток (переменный или постоянный), полярность, прямую или обратную.
- Подобрать актуальный диаметр проволоки, наиболее часто используемым считается 0,8 мм, но его применение оправдано для сварки конструкций не толще 5 мм.
- Выбрать нужную величину тока, всё полуавтоматическое оборудование выпускается с фиксированным положением переключателей, которые имеют дополнительные регулировки, а таблицы соответствия силы тока с толщиной заготовок приведены на лицевой стороне аппаратуры.
- Установить нужную скорость подачи проволоки для сварки.
- Расход защитного газа корректировать в зависимости от скорости сварочного процесса.
- Постоянно следить за наклоном и выносом сопла горелки.

В качестве защиты применяется смесь из аргона, углекислого газа и кислорода — при этом процесс происходит мягко, сварочная дуга горит стабильно, нет затухания, в результате шов получается плотный и без видимых изъянов.
В среде защитного газа
Такой вид соединения металлов выполняется при помощи специального оборудования, например, сварка полуавтоматом для начинающих в среде углекислого газа выполняется на специально оборудованном посту, где имеется все необходимые инструменты и баллон с углекислым газом, в том числе.
Если сравнивать с другими видами сварочных работ, то сварка с применением углекислого газа довольно проста и имеет такие особенности:
- проводится на обратной полярности, чтобы исключить деформацию конструкции и добиться стабильных параметров дуги,
- при наплавке металла используется прямая полярность, КПД во время проведения этой операции возрастает в 1,8 раза, по сравнению с первым вариантом,
Сварку лучше проводить с подключением к сети переменного тока, для этого используется осциллятор.
Технология для алюминия
Полуавтоматические аппараты используют для сварки изделий из алюминия, в качестве защиты применяется аргон, но при этом нужно учитывать, что цветной металл обладает высокой текучестью при расплавлении. Особенностью этого метода является обратная полярность, когда к горелке подключается минус, а на свариваемые заготовки — плюс.
Поверхностная амальгама алюминия успешно разрушается, деталь начинает плавиться без помех. При значительном слое окиси нужно провести предварительную механическую обработку для удаления окисной пленки с поверхности конструкции.
При значительном слое окиси нужно провести предварительную механическую обработку для удаления окисной пленки с поверхности конструкции.
С проволокой
В качестве плавящегося электрода используется специальная проволока в мотках, которая заправляется в автомат ее подачи в зону горения дуги. Из газов не рекомендуется пользоваться водородом, так как при этом происходит сильное разбрызгивание и шов получается плохого качества. Специальный ГОСТ нормирует применение сварочной проволоки 75-ти марок, поэтому сварщику надо сопоставлять ее с маркой свариваемых деталей, давать какие-то рекомендации здесь трудно.
Стандартный комплект сварочного оборудования для MIG/MAG сварки.
Основные правила при проведении работ
Исполнитель должен помнить и строго выполнять следующие важные моменты:
- Перед началом основной сварки сделать пробный шов на постороннем куске металла — так проводится регулировка подачи проволоки и силы тока, чтобы шов был высокого качества.
- Сварку изделий производить строго по инструкции, которая имеется у любого аппарата.
- При проведении работ сварщик должен быть экипирован в защитную одежду. Если работы проводятся в помещении, то надо обеспечить надежную вентиляцию.
- Для каждого вида проволоки существует канавка определенной формы. У припоя без присадок углубление имеет V-образную форму, при наличии в составе проволоки флюса — аналогичная, но с боковыми насечками.
- Нельзя проводить сварку, когда на поверхности металлов имеются горючие материалы — они должны удаляться, а свариваемые поверхности перед соединением хорошо зачистить.

Важно! Сварщику запрещается работать постоянно – надо делать технические перерывы.
Первый опыт
Чтобы научиться использовать сложное оборудование, нужно внимательно ознакомиться с инструкцией, обратить особое внимание на раздел: как правильно пользоваться полуавтоматом. Затем настроить его, потому что верная регулировка силы тока позволит выполнить сварочный шов без изъянов и досадных пропусков.
В. В. Тунгусков, Образование: АНО Учебный центр ИТЦ Эксперт (г. Москва), сварщик 4 разряда, опыт работы с 2009 года:«Для полуавтоматов лучше использовать импортную проволоку, т. к. она намного качественнее отечественных аналогов, но стоимость изделий при этом повышается».
Баллон с редуктором
Для сварки используются только проверенные баллоны, на поверхности которых указана дата заполнения. Наиболее бюджетный вариант — использование углекислого газа в качестве зашиты места сварки от окисления, для этого приобретается баллон с редуктором. Устанавливается манометр, чтобы надежно контролировать давление газа в системе — оптимальная величина около 0,2 атмосфер.
Основные компоненты регулирования подачи газа от баллона к горелке.
Защитная маска
Для защиты лица и глаз используются специальные сварочные маски с затемненным окошком, которые надеваются на голову и высвобождают руки для работы. Производители современных аналогов разработали уникальную систему наподобие очков Хамелеон — стекло маски мгновенно становится непроницаемым при активации сварочной дуги.
Во время прекращения сварки окно становится прозрачным, так что маску можно не снимать, что намного упрощает действия сварщика, особенно когда он не обладает большим опытом проведения подобных работ.
Технология
После тщательной подготовки оборудования исполнитель делает легкое касание проволоки о поверхность свариваемых деталей для активации дуги. После её появления проволока ведется вдоль стыка на постоянном расстоянии, при этом одна рука занята горелкой, а второй — сварщик придерживает конструкцию. Зазор при толщине заготовок до 10 мм — 1 мм, далее он составляет не более 10% от толщины детали.
Проволока подается автоматически с выставленной заранее скоростью, а исполнитель формирует шов при плавлении металлов. Полуавтоматические аппараты выпускаются с газовой защитой или с применением флюса, каждый вариант имеет характерные особенности, но оба эффективны и позволяют получить качественное соединение конструкции.
Виды швов: коренные, заполняющие и косметические
При толщине металла 1,5 мм или менее, сплошной шов не применяется, так как возникает коробление от высокой температуры, при этом делается сварка с использованием точек диаметром 3—4 мм и шагом 10—25 мм. Заготовки с толщиной до 4 мм соединяют поэтапно, сначала с лицевой стороны, а потом с изнанки.
Заготовки с толщиной до 4 мм соединяют поэтапно, сначала с лицевой стороны, а потом с изнанки.
Для сварки конструкций, имеющих толщину 6 мм и более, требуется подготовка: кромки подтачивают до плотного соединения, с лицевой стороны снимается фаска под углом в 300. Перед сваркой детали закрепляют в струбцинах с зазором не менее 0,5 и не более 2 мм. Вначале выполняют коренной шов при циклическом замыкании и заполняют дно стыка до начала скоса фасок.
Затем аппаратура переводится в режим сварки методом распыления, производят полное заполнение шва на всю глубину за несколько заходов. После окончания работ поверхность зачищается металлической щеткой или кругом с абразивом. Теперь покрывается заполненный зазор косметическим швом, при этом скорость подачи проволоки снижают, а сварку ведут широким фронтом по ширине 8—15 мм, что напрямую зависит от толщины заготовки.
Проволокой делаются поперечные движения по переднему краю сварочной ванны при интенсивной скорости, чтобы края шва не остывали, а наплывы были минимальными. Горелка двигает по направлению к себе, а края косметического шва проплавливаются качественно, но высота валика не должна превышать 2 мм.
Горелка двигает по направлению к себе, а края косметического шва проплавливаются качественно, но высота валика не должна превышать 2 мм.
Дефекты швов, причины их возникновения
Классификация возможных дефектов приведена в ГОСТ 30242-97, они подразделены на такие группы:
- Растрескивание поверхности шва.
- Кратеры, полости, свищи и раковины от усадки металла.
- Вкрапления твердых частиц.
- Не проварка или не сплавление участков шва.
- Нарушена форма сварного шва.
- Другие дефекты.
Причинами появления таких негативных факторов может быть нарушение приемов при подготовке, сборке, термообработке соединений, а также низкая квалификация исполнителя или небрежности в работе.
Возможные дефекты, возникающие на сварном соединении металлов.
Сваривание толстых деталей
При соединении толстых конструкций дугу ведут не только вдоль соединяемых кромок, но и производят колебательные движения горелкой. Видов такой технологий много, но чаще всего используют возвратно-поступательные колебания и зигзаг. При этом ширина захода шва на поверхность конструкции пропорциональна ее толщине.
Видов такой технологий много, но чаще всего используют возвратно-поступательные колебания и зигзаг. При этом ширина захода шва на поверхность конструкции пропорциональна ее толщине.
Свариваемым заготовкам задают зазор, так как при его отсутствии соединение будет непрочным из-за большой толщины конструкций. При соединении тавровых деталей из толстого металла готовый шов проваривается по нижней и верхней кромке с заходом на поверхность детали. Этим достигается упрочнение сварочного шва.
Выводы
Работа на полуавтоматическом стенде или при использовании аналогичного аппарата требует от исполнителя точности движений и строгого выполнения технологии. Вначале закрепляют полученные теоретические знания на практике, а потом уже получают допуск на эксплуатацию промышленного оборудования.
Загрузка…Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 59838
[~ID] => 59838
[NAME] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[~NAME] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций.
К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящена наша статья.
Общие понятия
Сварочным полуавтоматом в настоящее время называется устройство, при помощи которого выполняется электродуговая сварка. Его особенность в том, что в роли электрода выступает стальная проволока, в процессе сварки непрерывно подаваемая в устройство. Полуавтоматическим механизм является потому, что сварщик вручную осуществляет непрерывную подачу проволоки.
Классификация автоматов
Классифицируют полуавтоматические сварочные устройства по роду защиты сварного шва:
аппараты для сваривания металла под флюсом;
полуавтоматические системы для сварки в среде инертных газов;
автоматы, где в качестве электродов используют специальную порошковую проволоку.
Заметим, что аппараты для сварки под флюсом уже довольно давно не используются в отечественной промышленности, так как варят полуавтоматом этого типа только по старым технологиям, которые уже редко встречаются в развитых индустриальных государствах. Куда более распространены и удобны сварочные полуавтоматы, технологический процесс которых предусматривает использование нейтральных газов. В частности, порошковой проволокой чаще всего варят именно так.
Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:
автоматы, в которых используется сплошной стальной электрод;
системы сварки сплошной алюминиевой проволокой; универсальные модели (допускает использование обоих типов электродов).
Делятся сварочные аппараты и по характеру своей мобильности:
Стационарные модели нашли широкое распространение в среде тяжелой металлургической промышлености.
Их антиподами являются переносные разновидности, транспортировать которые может всего один человек.
Разумной альтернативой обоим вышеперечисленным вариантам являются мобильные модули, которые могут перевозиться на специальном автомобильном шасси. Так как варят полуавтоматом данного типа в полевых условиях, аппарат оборудуется максимально «живучими» комплектующими.
Следует учитывать, что современной промышленностью выпускаются сотни моделей полуавтоматических сварных систем, которые могут значительно различаться по своим характеристикам. С их помощью соединяют не только сталь, но также алюминий и прочие металлы. В цехах автомобильных заводов схожие механизмы задействованы на производстве кузовов.
Режимы полуавтоматической сварки
Так как сварщику, который работает с подобным оборудованием, ежедневно приходится иметь дело сразу с несколькими типами металлов, производители внедрили в свою продукцию разнообразные режимы сварки полуавтоматом. Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Давайте рассмотрим их основные разновидности:
Режим с коротким замыканием сварочной дуги и без него.
Крупно-, средне- и мелкокапельные виды.
Режимы с разбрызгиванием флюса и без него.
Использование того или иного типа зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было легче ориентироваться, существует также более подробная классификация:
цикличная сварка, когда используется короткая дуга;
точечный тип;
импульсная сварка;
вариант со струйным перемещением свариваемого металла;
сварка при условии непрерывного кругового переноса металла.
Если используется углекислота (смотрите выше), то в практических условиях чаще всего выбирают импульсно-дуговой режим. Как правило, ток постоянный, обратной полярности. В этом случае скорость расплавления металла не слишком высока, зато сварочная дуга куда стабильнее, а получившийся шов намного прочнее.
Что должно быть в комплекте?
В комплект аппарата должен входить трансформатор для питания, горелка и механизм для подачи сварной проволоки, кабели и рукава для подачи инертного газа, а также компьютеризованная система для управления сварочными процессами. Электрод в зону технологических операций подается автоматически, что выгодно отличает такие механизмы от полностью механических аналогов. Все прочие мероприятия сварщик выполняет вручную.
Достоинства полуавтоматических сварочных аппаратов
Огромным преимуществом является то обстоятельство, что можно сваривать металл, толщина которого не превышает 0,5 мм.
Ржавчина и даже довольно серьезные загрязнения свариваемого металла не являются препятствием для качественного выполнения работы.
Стоимость работы (в сравнении с другими типами сварки) очень низкая, так как стоимость основных расходных материалов невелика.
Важно, что при помощи полуавтомата на медной проволоке можно соединить детали из оцинкованной стали, причем само покрытие останется совершенно целым.
Слабые места технологии
Если нет возможности использовать инертный газ, металл достаточно сильно начинает «кипеть», причем брызги окалины разлетаются на приличное расстояние.
От открытой дуги идет достаточно сильное излучение, так что об этом моменте также не нужно забывать.
Где чаще всего используются полуавтоматы
Несмотря на некоторые отрицательные черты, полуавтоматы интенсивно используются в бизнесе по ремонту автомобилей. Чаще всего данная технология применяется при сварке стали, а также алюминия. В качестве инертного газа преимущественно применяют аргон. Кроме того, нередко сталь сваривают в углекислом газе.
Немного о подающем механизме
Мы уже упоминали о том, почему аппараты этого типа являются полуавтоматическими. Так как сварщик по роду своей работы будет вынужден постоянно работать с механизмом, который подает в рабочую область электрод (проволоку), будет нелишним узнать обо всех существующих типах такого рода приспособлений. На сегодняшний день таковых различают сразу три:
Тянущие разновидности.
Подающие механизмы толкающего типа.
Универсальные модификации: проволока для сварки полуавтоматом в этом случае может быть любой.
Начинаем работать
Как и в прочих случаях, которые так или иначе касаются работ со сварочными аппаратами, предварительно вам необходимо будет правильно настроить все ваше оборудование. Сперва следует подобрать силу тока, руководствуясь при этом толщиной свариваемого металла и инструкцией, прилагаемой к аппарату. Как правило, в документах имеется специальная таблица, в которой технология сварки подробно описана. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Руководствуясь этой же инструкцией, выставьте необходимую скорость подачи электрода к рабочей области. Ее можно регулировать, соответствующим образом подбирая сменные шестерни для редуктора. Обязательно проверьте силу тока и напряжение перед началом работы!
Если вы намереваетесь сваривать какое-то важное технологическое изделие, обязательно проверьте правильность всех выставленных установок на любом пробном образце. Соответственно, по результатам испытаний следует произвести окончательную регулировку (если в том есть необходимость). Если вы правильно настроили сварочный аппарат, наилучшим свидетельством тому будет ровная и устойчивая сварная дуга.
Можно ли варить полуавтоматом без инертного газа?
Вне всяких сомнений, при помощи инертного газа сварочные работы осуществляются с максимальным качеством. Вот только для частных лиц, которые редко пользуются сваркой, покупка целого баллона с газом экономически нецелесообразна. Реальна ли сварка полуавтоматом без газа? О
тличной альтернативой является флюсовая или порошковая проволока. В этом случае она сделана из стальной трубки, внутрь которой запрессован флюс. Когда он сгорает, над местом сварки образуется локальная зона, защищенная его парами. Учтите, что в этом случае обязательно должен использоваться прямой ток.
Вот так выполняется сварка полуавтоматом без газа.
Варим стальные изделия
Сперва выставляем на положение «Вперед» переключатель, который ответственен за подачу электрода (проволоки). Затем наполняем имеющуюся воронку флюсом. Важно! Держатель необходимо выставить таким образом, дабы подающий конец воронки был точно в сварочной зоне, так как в противном случае флюс пойдет не туда, и вы будете наблюдать за огромным количеством весело разлетающейся окалины.
Открываем заслонку на резервуаре с флюсом, после чего начинаем слегка чиркать электродом по месту сварки, одновременно нажимая на кнопку «Пуск». После этого появится дуга. Можно начинать работать.
А как выполняется сварка алюминия полуавтоматом?
Варим алюминиевые детали
Алюминий – металл, с точки зрения сварщиков являющийся очень сложным. На его поверхности имеется достаточно толстый слой амальгамы, которая не только препятствует обычной сварке металла, но и чрезвычайно быстро восстанавливается после любого контакта с кислородом воздуха. А потому желательно хорошо знать все аспекты этой работы, так как иначе сделать надежный и качественный шов на металле у вас попросту не получится.
Вот так осуществляется сварка алюминия полуавтоматом.
Полуавтоматическая дуговая сварка
Сразу заметим, что при таком способе работ допускается только лишь алюминиевая проволока, которую используют в качестве электрода. Учтите, что из-за своей мягкости она нередко образует петли в токосъеме, а потому придется использовать специальные их модели, рассчитанные именно на использование алюминия.
Чаще всего применяется сварка аргоном (полуавтоматом в этой среде работать удобнее), причем на качество газа следует обращать особое внимание. Давление выбрать сложнее всего: оно должно быть достаточным для надежной защиты сварной ванны, но в то же время не превышать предельных значений, так как в этом случае начинает проявляться подсос воздуха.
Какие задачи стоят перед сварщиком?
Сперва нужно тщательно очистить от грязи и краски все части деталей, предназначенных для сварки.
Остатки грязи обязательно нужно зачистить при помощи химических растворителей.
Как мы уже и говорили, следует сначала сделать пробный шов, так как настройки оборудования могут оказаться не слишком удачными.
Очень важно правильно подобрать силу тока и напряжение: слабый ток попросту не пробьет амальгаму.
Кроме того, нужно очень внимательно подходить к защите сварочной ванны.
Все прочие операции ничем не отличаются от вышеописанных мероприятий.
В какой среде лучше всего сваривать кузовные детали автомобилей?
Исходя из опыта ведущих предприятий, мы бы настоятельно рекомендовали использовать при кузовном ремонте исключительно полуавтомат для сварки алюминия в среде углекислого газа. Такой подход имеет массу преимуществ, о которых мы поговорим ниже.
Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не опасаясь потери их внешнего вида. Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Даже сварка полуавтоматом нержавейки выполнятся очень быстро и с минимальным количеством отходов.
Скорость плавления проволоки при этом способе очень велика. Это предусматривает отличную производительность труда и высокое качество работы. Последнее обстоятельство тем лучше, что шов получается на редкость аккуратным и качественным. Кроме того, вам не придется отчаянно высчитывать доли миллиметров, стыкуя детали: потерь в металле очень мало, так что можно надежно сваривать даже совсем небольшие части.
Даже те соединения, которые составлены из элементов разной толщины, порадуют качеством сварного соединения. Следует добавить, что углекислота дешевая, а сварка инверторным полуавтоматом быстро осваивается даже не слишком опытными сотрудниками.
Технология сварки вертикальных швов
Мы не случайно вынесли эту тему в отдельный абзац. Дело в том, что тепло в этом случае поднимается снизу вверх, что препятствует качественной сварке. А потому все вертикальные швы варят строго сверху вниз. Горелку следует направлять немного вверх, так как в этом случае намного лучше удерживается необходимое для сварочной ванны тепло. Учтите, что сваривать нужно как можно быстрее, так как вам необходимо будет предупредить возникновение потеков расплавленного металла. Обязательно держите электрод на переднем краю ванны.
Вот как варят полуавтоматом. Удачной вам работы!
Источник:
fb. ru
[~DETAIL_TEXT] =>
Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций.
К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящена наша статья.
Общие понятия
Сварочным полуавтоматом в настоящее время называется устройство, при помощи которого выполняется электродуговая сварка. Его особенность в том, что в роли электрода выступает стальная проволока, в процессе сварки непрерывно подаваемая в устройство. Полуавтоматическим механизм является потому, что сварщик вручную осуществляет непрерывную подачу проволоки.
Классификация автоматов
Классифицируют полуавтоматические сварочные устройства по роду защиты сварного шва:
аппараты для сваривания металла под флюсом;
полуавтоматические системы для сварки в среде инертных газов;
автоматы, где в качестве электродов используют специальную порошковую проволоку.
Заметим, что аппараты для сварки под флюсом уже довольно давно не используются в отечественной промышленности, так как варят полуавтоматом этого типа только по старым технологиям, которые уже редко встречаются в развитых индустриальных государствах. Куда более распространены и удобны сварочные полуавтоматы, технологический процесс которых предусматривает использование нейтральных газов. В частности, порошковой проволокой чаще всего варят именно так.
Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:
автоматы, в которых используется сплошной стальной электрод;
системы сварки сплошной алюминиевой проволокой; универсальные модели (допускает использование обоих типов электродов).
Делятся сварочные аппараты и по характеру своей мобильности:
Стационарные модели нашли широкое распространение в среде тяжелой металлургической промышлености.
Их антиподами являются переносные разновидности, транспортировать которые может всего один человек.
Разумной альтернативой обоим вышеперечисленным вариантам являются мобильные модули, которые могут перевозиться на специальном автомобильном шасси. Так как варят полуавтоматом данного типа в полевых условиях, аппарат оборудуется максимально «живучими» комплектующими.
Следует учитывать, что современной промышленностью выпускаются сотни моделей полуавтоматических сварных систем, которые могут значительно различаться по своим характеристикам. С их помощью соединяют не только сталь, но также алюминий и прочие металлы. В цехах автомобильных заводов схожие механизмы задействованы на производстве кузовов.
Режимы полуавтоматической сварки
Так как сварщику, который работает с подобным оборудованием, ежедневно приходится иметь дело сразу с несколькими типами металлов, производители внедрили в свою продукцию разнообразные режимы сварки полуавтоматом. Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Давайте рассмотрим их основные разновидности:
Режим с коротким замыканием сварочной дуги и без него.
Крупно-, средне- и мелкокапельные виды.
Режимы с разбрызгиванием флюса и без него.
Использование того или иного типа зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было легче ориентироваться, существует также более подробная классификация:
цикличная сварка, когда используется короткая дуга;
точечный тип;
импульсная сварка;
вариант со струйным перемещением свариваемого металла;
сварка при условии непрерывного кругового переноса металла.
Если используется углекислота (смотрите выше), то в практических условиях чаще всего выбирают импульсно-дуговой режим. Как правило, ток постоянный, обратной полярности. В этом случае скорость расплавления металла не слишком высока, зато сварочная дуга куда стабильнее, а получившийся шов намного прочнее.
Что должно быть в комплекте?
В комплект аппарата должен входить трансформатор для питания, горелка и механизм для подачи сварной проволоки, кабели и рукава для подачи инертного газа, а также компьютеризованная система для управления сварочными процессами. Электрод в зону технологических операций подается автоматически, что выгодно отличает такие механизмы от полностью механических аналогов. Все прочие мероприятия сварщик выполняет вручную.
Достоинства полуавтоматических сварочных аппаратов
Огромным преимуществом является то обстоятельство, что можно сваривать металл, толщина которого не превышает 0,5 мм.
Ржавчина и даже довольно серьезные загрязнения свариваемого металла не являются препятствием для качественного выполнения работы.
Стоимость работы (в сравнении с другими типами сварки) очень низкая, так как стоимость основных расходных материалов невелика.
Важно, что при помощи полуавтомата на медной проволоке можно соединить детали из оцинкованной стали, причем само покрытие останется совершенно целым.
Слабые места технологии
Если нет возможности использовать инертный газ, металл достаточно сильно начинает «кипеть», причем брызги окалины разлетаются на приличное расстояние.
От открытой дуги идет достаточно сильное излучение, так что об этом моменте также не нужно забывать.
Где чаще всего используются полуавтоматы
Несмотря на некоторые отрицательные черты, полуавтоматы интенсивно используются в бизнесе по ремонту автомобилей. Чаще всего данная технология применяется при сварке стали, а также алюминия. В качестве инертного газа преимущественно применяют аргон. Кроме того, нередко сталь сваривают в углекислом газе.
Немного о подающем механизме
Мы уже упоминали о том, почему аппараты этого типа являются полуавтоматическими. Так как сварщик по роду своей работы будет вынужден постоянно работать с механизмом, который подает в рабочую область электрод (проволоку), будет нелишним узнать обо всех существующих типах такого рода приспособлений. На сегодняшний день таковых различают сразу три:
Тянущие разновидности.
Подающие механизмы толкающего типа.
Универсальные модификации: проволока для сварки полуавтоматом в этом случае может быть любой.
Начинаем работать
Как и в прочих случаях, которые так или иначе касаются работ со сварочными аппаратами, предварительно вам необходимо будет правильно настроить все ваше оборудование. Сперва следует подобрать силу тока, руководствуясь при этом толщиной свариваемого металла и инструкцией, прилагаемой к аппарату. Как правило, в документах имеется специальная таблица, в которой технология сварки подробно описана. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Руководствуясь этой же инструкцией, выставьте необходимую скорость подачи электрода к рабочей области. Ее можно регулировать, соответствующим образом подбирая сменные шестерни для редуктора. Обязательно проверьте силу тока и напряжение перед началом работы!
Если вы намереваетесь сваривать какое-то важное технологическое изделие, обязательно проверьте правильность всех выставленных установок на любом пробном образце. Соответственно, по результатам испытаний следует произвести окончательную регулировку (если в том есть необходимость). Если вы правильно настроили сварочный аппарат, наилучшим свидетельством тому будет ровная и устойчивая сварная дуга.
Можно ли варить полуавтоматом без инертного газа?
Вне всяких сомнений, при помощи инертного газа сварочные работы осуществляются с максимальным качеством. Вот только для частных лиц, которые редко пользуются сваркой, покупка целого баллона с газом экономически нецелесообразна. Реальна ли сварка полуавтоматом без газа? О
тличной альтернативой является флюсовая или порошковая проволока. В этом случае она сделана из стальной трубки, внутрь которой запрессован флюс. Когда он сгорает, над местом сварки образуется локальная зона, защищенная его парами. Учтите, что в этом случае обязательно должен использоваться прямой ток.
Вот так выполняется сварка полуавтоматом без газа.
Варим стальные изделия
Сперва выставляем на положение «Вперед» переключатель, который ответственен за подачу электрода (проволоки). Затем наполняем имеющуюся воронку флюсом. Важно! Держатель необходимо выставить таким образом, дабы подающий конец воронки был точно в сварочной зоне, так как в противном случае флюс пойдет не туда, и вы будете наблюдать за огромным количеством весело разлетающейся окалины.
Открываем заслонку на резервуаре с флюсом, после чего начинаем слегка чиркать электродом по месту сварки, одновременно нажимая на кнопку «Пуск». После этого появится дуга. Можно начинать работать.
А как выполняется сварка алюминия полуавтоматом?
Варим алюминиевые детали
Алюминий – металл, с точки зрения сварщиков являющийся очень сложным. На его поверхности имеется достаточно толстый слой амальгамы, которая не только препятствует обычной сварке металла, но и чрезвычайно быстро восстанавливается после любого контакта с кислородом воздуха. А потому желательно хорошо знать все аспекты этой работы, так как иначе сделать надежный и качественный шов на металле у вас попросту не получится.
Вот так осуществляется сварка алюминия полуавтоматом.
Полуавтоматическая дуговая сварка
Сразу заметим, что при таком способе работ допускается только лишь алюминиевая проволока, которую используют в качестве электрода. Учтите, что из-за своей мягкости она нередко образует петли в токосъеме, а потому придется использовать специальные их модели, рассчитанные именно на использование алюминия.
Чаще всего применяется сварка аргоном (полуавтоматом в этой среде работать удобнее), причем на качество газа следует обращать особое внимание. Давление выбрать сложнее всего: оно должно быть достаточным для надежной защиты сварной ванны, но в то же время не превышать предельных значений, так как в этом случае начинает проявляться подсос воздуха.
Какие задачи стоят перед сварщиком?
Сперва нужно тщательно очистить от грязи и краски все части деталей, предназначенных для сварки.
Остатки грязи обязательно нужно зачистить при помощи химических растворителей.
Как мы уже и говорили, следует сначала сделать пробный шов, так как настройки оборудования могут оказаться не слишком удачными.
Очень важно правильно подобрать силу тока и напряжение: слабый ток попросту не пробьет амальгаму.
Кроме того, нужно очень внимательно подходить к защите сварочной ванны.
Все прочие операции ничем не отличаются от вышеописанных мероприятий.
В какой среде лучше всего сваривать кузовные детали автомобилей?
Исходя из опыта ведущих предприятий, мы бы настоятельно рекомендовали использовать при кузовном ремонте исключительно полуавтомат для сварки алюминия в среде углекислого газа. Такой подход имеет массу преимуществ, о которых мы поговорим ниже.
Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не опасаясь потери их внешнего вида. Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Даже сварка полуавтоматом нержавейки выполнятся очень быстро и с минимальным количеством отходов.
Скорость плавления проволоки при этом способе очень велика. Это предусматривает отличную производительность труда и высокое качество работы. Последнее обстоятельство тем лучше, что шов получается на редкость аккуратным и качественным. Кроме того, вам не придется отчаянно высчитывать доли миллиметров, стыкуя детали: потерь в металле очень мало, так что можно надежно сваривать даже совсем небольшие части.
Даже те соединения, которые составлены из элементов разной толщины, порадуют качеством сварного соединения. Следует добавить, что углекислота дешевая, а сварка инверторным полуавтоматом быстро осваивается даже не слишком опытными сотрудниками.
Технология сварки вертикальных швов
Мы не случайно вынесли эту тему в отдельный абзац. Дело в том, что тепло в этом случае поднимается снизу вверх, что препятствует качественной сварке. А потому все вертикальные швы варят строго сверху вниз. Горелку следует направлять немного вверх, так как в этом случае намного лучше удерживается необходимое для сварочной ванны тепло. Учтите, что сваривать нужно как можно быстрее, так как вам необходимо будет предупредить возникновение потеков расплавленного металла. Обязательно держите электрод на переднем краю ванны.
Вот как варят полуавтоматом. Удачной вам работы!
Источник:
fb.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[~PREVIEW_TEXT] => Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 24.05.2017 11:37:53
[~TIMESTAMP_X] => 24.05.2017 11:37:53
[ACTIVE_FROM] => 24.05.2017
[~ACTIVE_FROM] => 24.05.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/59838/
[~DETAIL_PAGE_URL] => /news/115/59838/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_varyat_poluavtomatom_rezhimy_svarki_poluavtomatom_poluavtomat_dlya_svarki_alyuminiya_
[~CODE] => kak_varyat_poluavtomatom_rezhimy_svarki_poluavtomatom_poluavtomat_dlya_svarki_alyuminiya_
[EXTERNAL_ID] => 59838
[~EXTERNAL_ID] => 59838
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 24. 05.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_META_KEYWORDS] => как варят полуавтоматом? режимы сварки полуавтоматом. полуавтомат для сварки алюминия
[SECTION_META_DESCRIPTION] => Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[SECTION_PAGE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_META_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_META_KEYWORDS] => как варят полуавтоматом? режимы сварки полуавтоматом. полуавтомат для сварки алюминия
[ELEMENT_META_DESCRIPTION] => Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[ELEMENT_PAGE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[~NAME] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Полуавтомат для сварки алюминия
[~NAME] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>  Полуавтоматическим механизм является потому, что сварщик вручную осуществляет непрерывную подачу проволоки.
Полуавтоматическим механизм является потому, что сварщик вручную осуществляет непрерывную подачу проволоки.



 Электрод в зону технологических операций подается автоматически, что выгодно отличает такие механизмы от полностью механических аналогов. Все прочие мероприятия сварщик выполняет вручную.
Электрод в зону технологических операций подается автоматически, что выгодно отличает такие механизмы от полностью механических аналогов. Все прочие мероприятия сварщик выполняет вручную.

 Соответственно, по результатам испытаний следует произвести окончательную регулировку (если в том есть необходимость). Если вы правильно настроили сварочный аппарат, наилучшим свидетельством тому будет ровная и устойчивая сварная дуга.
Соответственно, по результатам испытаний следует произвести окончательную регулировку (если в том есть необходимость). Если вы правильно настроили сварочный аппарат, наилучшим свидетельством тому будет ровная и устойчивая сварная дуга.
 А потому желательно хорошо знать все аспекты этой работы, так как иначе сделать надежный и качественный шов на металле у вас попросту не получится.
А потому желательно хорошо знать все аспекты этой работы, так как иначе сделать надежный и качественный шов на металле у вас попросту не получится.

 Такой подход имеет массу преимуществ, о которых мы поговорим ниже.
Такой подход имеет массу преимуществ, о которых мы поговорим ниже.

 ru
ru

 Как правило, ток постоянный, обратной полярности. В этом случае скорость расплавления металла не слишком высока, зато сварочная дуга куда стабильнее, а получившийся шов намного прочнее.
Как правило, ток постоянный, обратной полярности. В этом случае скорость расплавления металла не слишком высока, зато сварочная дуга куда стабильнее, а получившийся шов намного прочнее.

 В качестве инертного газа преимущественно применяют аргон. Кроме того, нередко сталь сваривают в углекислом газе.
В качестве инертного газа преимущественно применяют аргон. Кроме того, нередко сталь сваривают в углекислом газе.
 Сперва следует подобрать силу тока, руководствуясь при этом толщиной свариваемого металла и инструкцией, прилагаемой к аппарату. Как правило, в документах имеется специальная таблица, в которой технология сварки подробно описана. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Сперва следует подобрать силу тока, руководствуясь при этом толщиной свариваемого металла и инструкцией, прилагаемой к аппарату. Как правило, в документах имеется специальная таблица, в которой технология сварки подробно описана. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.


 Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.

 Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[~PREVIEW_TEXT] => Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 24.05.2017 11:37:53
[~TIMESTAMP_X] => 24.05.2017 11:37:53
[ACTIVE_FROM] => 24.05.2017
[~ACTIVE_FROM] => 24.05.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/59838/
[~DETAIL_PAGE_URL] => /news/115/59838/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_varyat_poluavtomatom_rezhimy_svarki_poluavtomatom_poluavtomat_dlya_svarki_alyuminiya_
[~CODE] => kak_varyat_poluavtomatom_rezhimy_svarki_poluavtomatom_poluavtomat_dlya_svarki_alyuminiya_
[EXTERNAL_ID] => 59838
[~EXTERNAL_ID] => 59838
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 24.
Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[~PREVIEW_TEXT] => Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 24.05.2017 11:37:53
[~TIMESTAMP_X] => 24.05.2017 11:37:53
[ACTIVE_FROM] => 24.05.2017
[~ACTIVE_FROM] => 24.05.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/59838/
[~DETAIL_PAGE_URL] => /news/115/59838/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_varyat_poluavtomatom_rezhimy_svarki_poluavtomatom_poluavtomat_dlya_svarki_alyuminiya_
[~CODE] => kak_varyat_poluavtomatom_rezhimy_svarki_poluavtomatom_poluavtomat_dlya_svarki_alyuminiya_
[EXTERNAL_ID] => 59838
[~EXTERNAL_ID] => 59838
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 24. 05.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_META_KEYWORDS] => как варят полуавтоматом? режимы сварки полуавтоматом. полуавтомат для сварки алюминия
[SECTION_META_DESCRIPTION] => Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[SECTION_PAGE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_META_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_META_KEYWORDS] => как варят полуавтоматом? режимы сварки полуавтоматом.
05.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_META_KEYWORDS] => как варят полуавтоматом? режимы сварки полуавтоматом. полуавтомат для сварки алюминия
[SECTION_META_DESCRIPTION] => Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[SECTION_PAGE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_META_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_META_KEYWORDS] => как варят полуавтоматом? режимы сварки полуавтоматом. полуавтомат для сварки алюминия
[ELEMENT_META_DESCRIPTION] => Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[ELEMENT_PAGE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом.
полуавтомат для сварки алюминия
[ELEMENT_META_DESCRIPTION] => Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[ELEMENT_PAGE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
Полуавтомат для сварки алюминия
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
 Полуавтомат для сварки алюминия
Полуавтомат для сварки алюминия24.05.2017
Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций.
К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящена наша статья.
Общие понятия
Сварочным полуавтоматом в настоящее время называется устройство, при помощи которого выполняется электродуговая сварка. Его особенность в том, что в роли электрода выступает стальная проволока, в процессе сварки непрерывно подаваемая в устройство. Полуавтоматическим механизм является потому, что сварщик вручную осуществляет непрерывную подачу проволоки.
Классификация автоматов
Классифицируют полуавтоматические сварочные устройства по роду защиты сварного шва:
аппараты для сваривания металла под флюсом;
полуавтоматические системы для сварки в среде инертных газов;
автоматы, где в качестве электродов используют специальную порошковую проволоку.
Заметим, что аппараты для сварки под флюсом уже довольно давно не используются в отечественной промышленности, так как варят полуавтоматом этого типа только по старым технологиям, которые уже редко встречаются в развитых индустриальных государствах. Куда более распространены и удобны сварочные полуавтоматы, технологический процесс которых предусматривает использование нейтральных газов. В частности, порошковой проволокой чаще всего варят именно так.
Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:
автоматы, в которых используется сплошной стальной электрод;
системы сварки сплошной алюминиевой проволокой; универсальные модели (допускает использование обоих типов электродов).
Делятся сварочные аппараты и по характеру своей мобильности:
Стационарные модели нашли широкое распространение в среде тяжелой металлургической промышлености.
Их антиподами являются переносные разновидности, транспортировать которые может всего один человек.
Разумной альтернативой обоим вышеперечисленным вариантам являются мобильные модули, которые могут перевозиться на специальном автомобильном шасси. Так как варят полуавтоматом данного типа в полевых условиях, аппарат оборудуется максимально «живучими» комплектующими.
Следует учитывать, что современной промышленностью выпускаются сотни моделей полуавтоматических сварных систем, которые могут значительно различаться по своим характеристикам. С их помощью соединяют не только сталь, но также алюминий и прочие металлы. В цехах автомобильных заводов схожие механизмы задействованы на производстве кузовов.
Режимы полуавтоматической сварки
Так как сварщику, который работает с подобным оборудованием, ежедневно приходится иметь дело сразу с несколькими типами металлов, производители внедрили в свою продукцию разнообразные режимы сварки полуавтоматом. Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Давайте рассмотрим их основные разновидности:
Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Давайте рассмотрим их основные разновидности:
Режим с коротким замыканием сварочной дуги и без него.
Крупно-, средне- и мелкокапельные виды.
Режимы с разбрызгиванием флюса и без него.
Использование того или иного типа зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было легче ориентироваться, существует также более подробная классификация:
цикличная сварка, когда используется короткая дуга;
точечный тип;
импульсная сварка;
вариант со струйным перемещением свариваемого металла;
сварка при условии непрерывного кругового переноса металла.
Если используется углекислота (смотрите выше), то в практических условиях чаще всего выбирают импульсно-дуговой режим. Как правило, ток постоянный, обратной полярности. В этом случае скорость расплавления металла не слишком высока, зато сварочная дуга куда стабильнее, а получившийся шов намного прочнее.
Как правило, ток постоянный, обратной полярности. В этом случае скорость расплавления металла не слишком высока, зато сварочная дуга куда стабильнее, а получившийся шов намного прочнее.
Что должно быть в комплекте?
В комплект аппарата должен входить трансформатор для питания, горелка и механизм для подачи сварной проволоки, кабели и рукава для подачи инертного газа, а также компьютеризованная система для управления сварочными процессами. Электрод в зону технологических операций подается автоматически, что выгодно отличает такие механизмы от полностью механических аналогов. Все прочие мероприятия сварщик выполняет вручную.
Достоинства полуавтоматических сварочных аппаратов
Огромным преимуществом является то обстоятельство, что можно сваривать металл, толщина которого не превышает 0,5 мм.
Ржавчина и даже довольно серьезные загрязнения свариваемого металла не являются препятствием для качественного выполнения работы.
Стоимость работы (в сравнении с другими типами сварки) очень низкая, так как стоимость основных расходных материалов невелика.
Важно, что при помощи полуавтомата на медной проволоке можно соединить детали из оцинкованной стали, причем само покрытие останется совершенно целым.
Слабые места технологии
Если нет возможности использовать инертный газ, металл достаточно сильно начинает «кипеть», причем брызги окалины разлетаются на приличное расстояние.
От открытой дуги идет достаточно сильное излучение, так что об этом моменте также не нужно забывать.
Где чаще всего используются полуавтоматы
Несмотря на некоторые отрицательные черты, полуавтоматы интенсивно используются в бизнесе по ремонту автомобилей. Чаще всего данная технология применяется при сварке стали, а также алюминия. В качестве инертного газа преимущественно применяют аргон. Кроме того, нередко сталь сваривают в углекислом газе.
Кроме того, нередко сталь сваривают в углекислом газе.
Немного о подающем механизме
Мы уже упоминали о том, почему аппараты этого типа являются полуавтоматическими. Так как сварщик по роду своей работы будет вынужден постоянно работать с механизмом, который подает в рабочую область электрод (проволоку), будет нелишним узнать обо всех существующих типах такого рода приспособлений. На сегодняшний день таковых различают сразу три:
Тянущие разновидности.
Подающие механизмы толкающего типа.
Универсальные модификации: проволока для сварки полуавтоматом в этом случае может быть любой.
Начинаем работать
Как и в прочих случаях, которые так или иначе касаются работ со сварочными аппаратами, предварительно вам необходимо будет правильно настроить все ваше оборудование. Сперва следует подобрать силу тока, руководствуясь при этом толщиной свариваемого металла и инструкцией, прилагаемой к аппарату. Как правило, в документах имеется специальная таблица, в которой технология сварки подробно описана. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Как правило, в документах имеется специальная таблица, в которой технология сварки подробно описана. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Руководствуясь этой же инструкцией, выставьте необходимую скорость подачи электрода к рабочей области. Ее можно регулировать, соответствующим образом подбирая сменные шестерни для редуктора. Обязательно проверьте силу тока и напряжение перед началом работы!
Если вы намереваетесь сваривать какое-то важное технологическое изделие, обязательно проверьте правильность всех выставленных установок на любом пробном образце. Соответственно, по результатам испытаний следует произвести окончательную регулировку (если в том есть необходимость). Если вы правильно настроили сварочный аппарат, наилучшим свидетельством тому будет ровная и устойчивая сварная дуга.
Можно ли варить полуавтоматом без инертного газа?
Вне всяких сомнений, при помощи инертного газа сварочные работы осуществляются с максимальным качеством. Вот только для частных лиц, которые редко пользуются сваркой, покупка целого баллона с газом экономически нецелесообразна. Реальна ли сварка полуавтоматом без газа? О
тличной альтернативой является флюсовая или порошковая проволока. В этом случае она сделана из стальной трубки, внутрь которой запрессован флюс. Когда он сгорает, над местом сварки образуется локальная зона, защищенная его парами. Учтите, что в этом случае обязательно должен использоваться прямой ток.
Вот так выполняется сварка полуавтоматом без газа.
Варим стальные изделия
Сперва выставляем на положение «Вперед» переключатель, который ответственен за подачу электрода (проволоки). Затем наполняем имеющуюся воронку флюсом. Важно! Держатель необходимо выставить таким образом, дабы подающий конец воронки был точно в сварочной зоне, так как в противном случае флюс пойдет не туда, и вы будете наблюдать за огромным количеством весело разлетающейся окалины.
Открываем заслонку на резервуаре с флюсом, после чего начинаем слегка чиркать электродом по месту сварки, одновременно нажимая на кнопку «Пуск». После этого появится дуга. Можно начинать работать.
А как выполняется сварка алюминия полуавтоматом?
Варим алюминиевые детали
Алюминий – металл, с точки зрения сварщиков являющийся очень сложным. На его поверхности имеется достаточно толстый слой амальгамы, которая не только препятствует обычной сварке металла, но и чрезвычайно быстро восстанавливается после любого контакта с кислородом воздуха. А потому желательно хорошо знать все аспекты этой работы, так как иначе сделать надежный и качественный шов на металле у вас попросту не получится.
Вот так осуществляется сварка алюминия полуавтоматом.
Полуавтоматическая дуговая сварка
Сразу заметим, что при таком способе работ допускается только лишь алюминиевая проволока, которую используют в качестве электрода. Учтите, что из-за своей мягкости она нередко образует петли в токосъеме, а потому придется использовать специальные их модели, рассчитанные именно на использование алюминия.
Учтите, что из-за своей мягкости она нередко образует петли в токосъеме, а потому придется использовать специальные их модели, рассчитанные именно на использование алюминия.
Чаще всего применяется сварка аргоном (полуавтоматом в этой среде работать удобнее), причем на качество газа следует обращать особое внимание. Давление выбрать сложнее всего: оно должно быть достаточным для надежной защиты сварной ванны, но в то же время не превышать предельных значений, так как в этом случае начинает проявляться подсос воздуха.
Какие задачи стоят перед сварщиком?
Сперва нужно тщательно очистить от грязи и краски все части деталей, предназначенных для сварки.
Остатки грязи обязательно нужно зачистить при помощи химических растворителей.
Как мы уже и говорили, следует сначала сделать пробный шов, так как настройки оборудования могут оказаться не слишком удачными.
Очень важно правильно подобрать силу тока и напряжение: слабый ток попросту не пробьет амальгаму.
Кроме того, нужно очень внимательно подходить к защите сварочной ванны.
Все прочие операции ничем не отличаются от вышеописанных мероприятий.
В какой среде лучше всего сваривать кузовные детали автомобилей?
Исходя из опыта ведущих предприятий, мы бы настоятельно рекомендовали использовать при кузовном ремонте исключительно полуавтомат для сварки алюминия в среде углекислого газа. Такой подход имеет массу преимуществ, о которых мы поговорим ниже.
Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не опасаясь потери их внешнего вида. Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Даже сварка полуавтоматом нержавейки выполнятся очень быстро и с минимальным количеством отходов.
Скорость плавления проволоки при этом способе очень велика. Это предусматривает отличную производительность труда и высокое качество работы. Последнее обстоятельство тем лучше, что шов получается на редкость аккуратным и качественным. Кроме того, вам не придется отчаянно высчитывать доли миллиметров, стыкуя детали: потерь в металле очень мало, так что можно надежно сваривать даже совсем небольшие части.
Даже те соединения, которые составлены из элементов разной толщины, порадуют качеством сварного соединения. Следует добавить, что углекислота дешевая, а сварка инверторным полуавтоматом быстро осваивается даже не слишком опытными сотрудниками.
Технология сварки вертикальных швов
Мы не случайно вынесли эту тему в отдельный абзац. Дело в том, что тепло в этом случае поднимается снизу вверх, что препятствует качественной сварке. А потому все вертикальные швы варят строго сверху вниз. Горелку следует направлять немного вверх, так как в этом случае намного лучше удерживается необходимое для сварочной ванны тепло. Учтите, что сваривать нужно как можно быстрее, так как вам необходимо будет предупредить возникновение потеков расплавленного металла. Обязательно держите электрод на переднем краю ванны.
Вот как варят полуавтоматом. Удачной вам работы!
Источник: fb.ru
Просмотров: 2807
Как работать с полуавтоматами
И снова здравствуйте, любители кофе и покупатели эспрессо-машин. Во второй части серии блогов о типах машин мы рассмотрим полуавтоматическую эспрессо-машину. Этот тип машины представляет собой удобный компромисс между контролем пользователя и удобством пользователя.
Начало управления переменными
В полуавтоматическом режиме именно машина начинает управлять параметрами приготовления эспрессо.Хотя это может быть не тем, что хотят слышать заядлые любители кофе, имейте в виду, что у вас все еще есть множество переменных, которые вы можете контролировать, чтобы произвести порцию эспрессо, которую вы ищете.
Полуавтомат имеет внутренний насос, который обеспечивает постоянное давление на протяжении всего процесса заваривания. Однако вы по-прежнему контролируете количество используемого кофе, объем поданной воды, а также параметры помола и утрамбовки, которые создают нюансы шота.
Полуавтоматические функции
Есть также некоторые полуфабрикаты, которые позволяют избавиться от других переменных пивоварения с помощью ряда методов.Во-первых, корзина под давлением, которая в основном избавляет вас от идеальной шлифовки и утрамбовки. Торговая корзина без давления обеспечивает больший диапазон контроля выстрела. (Более подробное объяснение этих двух типов можно найти в статье «Как вы варите? Под давлением или без давления?» О различных типах фильтровальных корзин.)
Также существуют «программируемые полуавтоматические» кофемашины эспрессо. Эти машины обычно имеют одну или две программируемые кнопки, которые позволяют вам программировать количество воды, затрачиваемой на выстрел. Вы включаете насос, нажимая одну из запрограммированных кнопок, и панель управления машины выключает его. Примеры этих типов машин включают Gaggia Espresso Dose и Pasquini Livia 90 Auto.
Вы включаете насос, нажимая одну из запрограммированных кнопок, и панель управления машины выключает его. Примеры этих типов машин включают Gaggia Espresso Dose и Pasquini Livia 90 Auto.
Наконец, полуавтоматы высшего класса находятся в отдельном классе. Мы называем их просьюмерскими машинами. Эти машины характеризуются большими теплообменными котлами, головками группы E61 и коммерческими / не находящимися под давлением портафильтрами. Примерами могут служить все, что угодно, из линий Expobar, Brasilia и Rocket Espresso.Эти машины представляют собой мощные машины для требовательного пользователя. Достигнув определенной температуры, они обеспечивают мгновенный пар и горячую воду, и даже позволяют варить и готовить одновременно.
Предлагаются и другие функции — не экономьте на шлифовальном станке
Полуавтомобили, также являются самой большой группой машин. Доступны различные классы и ряд доступных функций, в том числе: термоблоки и объемные котлы, одинарный и парный котел, трехходовые электромагнитные клапаны, возможность установки модуля ESE и регулирование температуры с помощью пропорционально-интегрального дифференциала или ПИД-регулятора.
Еще нужно иметь в виду, что аппарат — это только половина уравнения для создания хорошего кадра. Измельчитель — неотъемлемая часть процесса заваривания. Выбирая кофемолку, не вкладывайте в нее 95% бюджета, а соотношение 60/40. Это практическое правило подходит для большинства пар машин. Ваша кофемашина и кофемолка подобны стиральной машине и сушилке. Если вы покупаете высококачественную стиральную машину с фронтальной загрузкой, вы не собираетесь покупать специальную сушилку для дверей.Вы захотите купить сушилку, которая будет не отставать от стиральной машины; то же самое с кофемолками и полуавтоматическими эспрессо-машинами.
К чему все это сводится?
Так что все это значит? В конце концов, все сводится к тому, сколько контроля вы хотите или нуждаетесь в ударе, который вы делаете. Если вы любитель кофе и хотите полностью контролировать свой шот, вам может подойти полуавтоматический режим. Если вы предпочитаете вставать утром, нажимать кнопку и наливать эспрессо в свою чашку, то вам стоит посетить мой следующий блог: Super-Automatics.
Автоматическая или полуавтоматическая эспрессо-машина: что выбрать?
Выбрать одну из сотен доступных эспрессо-машин достаточно сложно. Но похоже, что маркетологи хотят усложнить задачу со всеми своими до степени смешения похожими терминами.
Автомат, полностью автоматический, полуавтоматический, супер автоматический…. Что все это значит?
Прежде чем паниковать, продолжайте читать. Мы разберемся со всем этим и поможем выбрать наиболее подходящий вариант.
Что такое полностью автоматическая эспрессо-машина?
Несмотря на то, что этот стиль приготовления эспрессо называется «полностью автоматическим», он все же требует, чтобы вы выполняли часть работы.Вам нужно будет измельчить зерна, взвесить нужную дозу в порт-фильтр и утрамбовать молотый кофе.
Полностью автоматическая кофеварка эспрессо автоматизирует время подачи порции. Он использует расходомер, чтобы измерить, сколько воды проходит через шайбу, и автоматически останавливается, когда проходит нужное количество. Вот подробная статья о том, как работает автомат для приготовления эспрессо.
Вот подробная статья о том, как работает автомат для приготовления эспрессо.
Расходомер ОТЛИЧАЕТ ЕГО от полуавтоматического.
Если вы ищете кофеварку для эспрессо, которая делает все, от помола до вспенивания молока, одним нажатием кнопки, вам нужен суперавтоматический автомат.
Что такое полуавтоматическая эспрессо-машина?
Полуавтомат очень похож на полностью автоматический, но с одним ключевым отличием.
Расходомер отсутствует. Вы несете ответственность за время выстрела.
В остальном процесс такой же. Вы измельчаете бобы, взвешиваете нужную дозу и утрамбовываете шайбу в порт-фильтр. Затем вы начинаете съемку, отслеживаете ее и останавливаете в нужное время.
Многие профессиональные бариста и домашние пользователи предпочитают этот стиль, потому что они чувствуют себя более вовлеченными в процесс приготовления эспрессо и имеют больший контроль над шотом. Разработка машин, обеспечивающих баланс между контролем, удобством и единообразием, является источником напряженности в кофейной индустрии (1).
Разработка машин, обеспечивающих баланс между контролем, удобством и единообразием, является источником напряженности в кофейной индустрии (1).
Результатом этого напряжения стала новая волна чрезвычайно дорогих, красиво оформленных полуавтоматических машин для крафтового кофейного сервиза на горизонте
Постоянные инновации определяют конкурентоспособность этих машин. По этой причине полуавтоматы популярны в коммерческих условиях, где они часто имеют несколько групповых головок для быстрой смены выстрелов.
Итак, какой получить?
Оба типа кофеварок могут производить эспрессо высокого качества, поэтому выбор того, какой из них вам подходит, зависит от вашего бюджета, утреннего распорядка и предпочтений в отношении напитков.
Преимущество полуавтоматической кофемашины заключается в том, что вы больше вовлечены в процесс и лучше контролируете свой эспрессо.
Если вы считаете, что приготовление идеальной порции эспрессо — это ремесло, которым стоит овладеть, вы оцените это.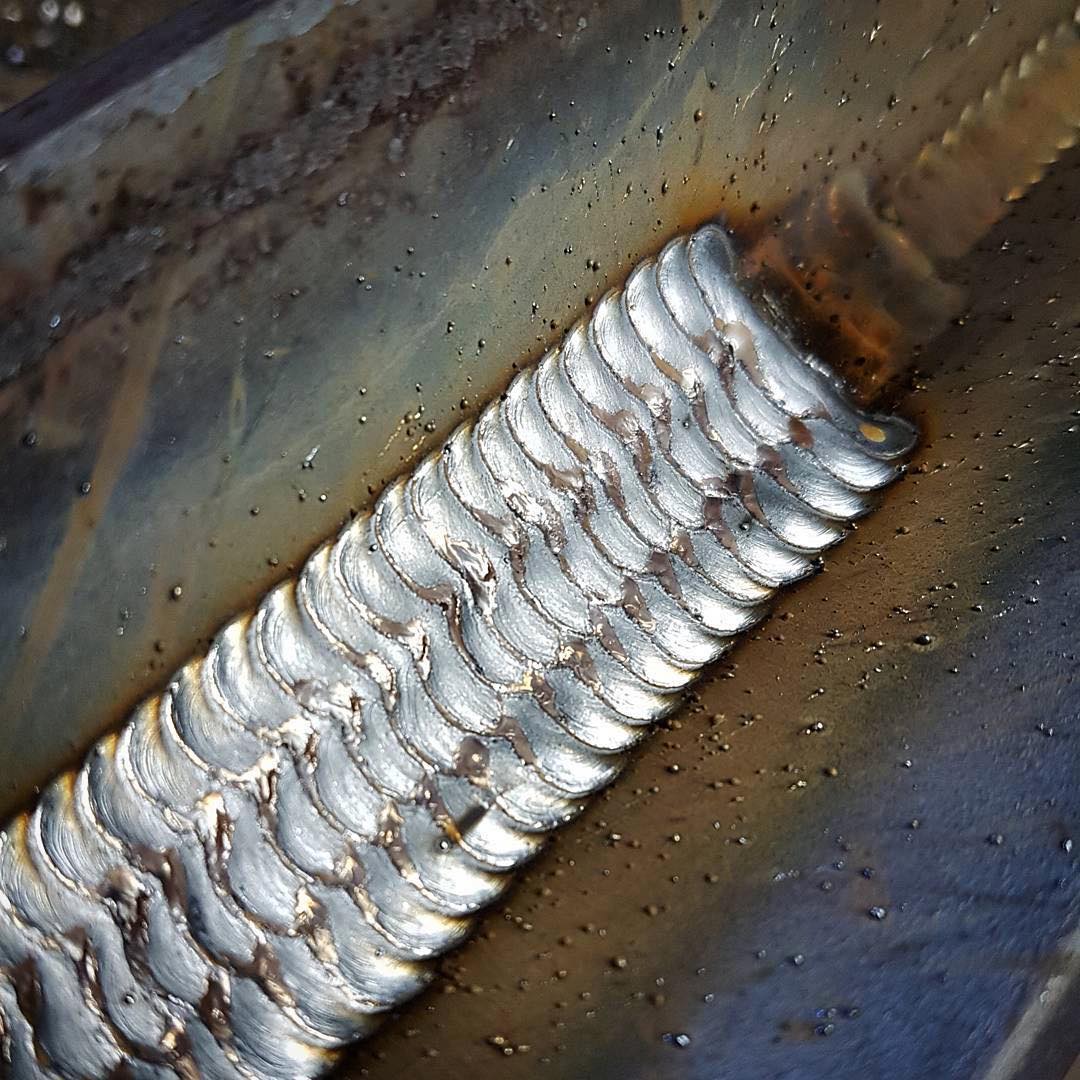 Полуавтоматы тоже обычно МЕНЬШЕ ДОРОГИ.
Полуавтоматы тоже обычно МЕНЬШЕ ДОРОГИ.
Напротив, для полностью автоматической машины удобство важнее контроля. Они идеально подходят, если у вас плотный график и вам нужно выполнять несколько задач по утрам. Вы можете начать свой эспрессо и перейти к другим делам, не беспокоясь об остановке кофемашины. Однако за это удобство приходится платить. Полностью автоматические машины, как правило, ДОРОГИЕ.
Последние мысли
Мы не можем решить дилемму автоматической или полуавтоматической эспрессо-машины, сказав, что они обе делают восхитительные порции эспрессо.Что совершенно верно.
Если вы цените процесс приготовления эспрессо и у вас есть время для этого, мы рекомендуем полуавтоматическую машину. С другой стороны, если у вас есть миллион дел, которые нужно сделать утром, стоит потратить немного больше на полностью автоматизированную машину.
Часто задаваемые вопросы
Стоят ли супер-автоматические кофемашины эспрессо?
Суперавтоматическая кофеварка эспрессо того стоит, если у вас больше денег, чем времени. Их дорого покупать и содержать, но они невероятно удобны в напряженное утро.Но, в конце концов, все сводится к вашим личным предпочтениям. Вы также можете ознакомиться с нашим сравнением двух известных производителей автоэспрессо-машин: Saeco и DeLonghi.
Их дорого покупать и содержать, но они невероятно удобны в напряженное утро.Но, в конце концов, все сводится к вашим личным предпочтениям. Вы также можете ознакомиться с нашим сравнением двух известных производителей автоэспрессо-машин: Saeco и DeLonghi.
Как долго прослужит кофеварка эспрессо?
Автоматическая кофеварка эспрессо должна прослужить от 5 до 10 лет в хорошем состоянии. Для правильного ухода за ним необходимо регулярно чистить и очищать от накипи. Глубокая чистка машины один раз в месяц продлит ее срок службы. Машины с ручным управлением могут прослужить намного дольше.
Что такое ручная кофеварка эспрессо?
Ручная кофеварка эспрессо не имеет электрического насоса.Вместо этого бариста должен оказывать давление с помощью рычага. Нужно прокачать рычаг, чтобы произвести необходимые
бар.Подробнее читайте в этой статье о ручных и автоматических кофемашинах эспрессо.
Список литературы
- Бьюкенен, М. (9 апреля 2013 г.). Перед кофейными пакетиками. Получено с https://www.newyorker.com/tech/annals-of-technology/before-the-coffee-pods
 (9 апреля 2013 г.). Перед кофейными пакетиками. Получено с https://www.newyorker.com/tech/annals-of-technology/before-the-coffee-pods
(9 апреля 2013 г.). Перед кофейными пакетиками. Получено с https://www.newyorker.com/tech/annals-of-technology/before-the-coffee-podsНизкая стоимость полуавтоматической машины для производства кирпича из золы-уноса
Полуавтоматическая машина для производства кирпича из летучей золы — это один из видов оборудования для производства кирпичей из летучей золы с полуавтоматической системой управления.Чтобы удовлетворить потребности рынка, мы внедряем уникальную категорию полуавтоматических машин для производства кирпича из летучей золы. Эта полуавтоматическая машина для производства кирпича из золы-уноса изготовлена из качественных импортных компонентов и передовых технологий в соответствии с международными стандартами. Более того, полуавтоматическая установка для производства кирпича из летучей золы AIMIX имеет широкое применение в строительстве и строительстве. Когда он входит в работу, он требует меньше труда и времени, чем ручной. По сравнению с полностью автоматическим заводом по производству кирпича из летучей золы цена на полуавтоматический завод по производству кирпича из летучей золы ниже. Таким образом, полуавтоматическая машина для производства кирпича пользуется популярностью у клиентов, которым требуются небольшие инвестиции и быстрая окупаемость. Вот некоторая информация, которую вы можете проверить, если у вас есть другие вопросы, просто оставьте свои проблемы на этой странице, наш продавец ответит вам. Фактически, полуавтоматическая машина для производства кирпича из летучей золы, скорее всего, является полностью автоматической, единственная разница — это система управления, полуавтоматическая машина с полуавтоматическим управлением, а полностью автоматическая с полностью автоматической системой управления. Сначала ознакомьтесь с производительностью полуавтоматов, которые может поставить AIMIX.
полуавтоматическая машина для производства кирпича из летучей золы Китай
| Кирпич | Размер (Д * Ш * В) | шт. / Форма | шт. / Час |
| кирпич пустотелый | 390 * 190 * 190 | 3 | 540-720 |
| массивные блоки | 200 * 100 * 60 | 10 | 1500-1800 |
| блокировочный кирпич | 225 * 112,5 * 60 | 8 | 1200-1400 |
Полуавтоматическая установка для производства кирпича из летучей золы ABM-4S
| Кирпич | Размер (Д * Ш * В) | Цикл формовки | шт. / Час / Час |
| брусчатки | 200 * 100 * 60 | 18-23с | 2504-3200 |
| блокировочный кирпич | 200 * 160 * 60 | 18-23с | 1565-2000 |
| кирпич пустотелый | 390 * 190 * 190 | 15-20с | 720-960 |
| Кирпич | Размер (Д * Ш * В) | шт. / Форма | шт. / Час |
| брусчатки | 200 * 100 * 60 | 21 | 3287-4200 |
| блокировочный кирпич | 200 * 160 * 60 | 12 | 1878-2400 |
| кирпич пустотелый | 390 * 190 * 190 | 6 | 864-1080 |
Полуавтоматическая установка для производства кирпича из золы уноса ABM-8S
| Кирпич | Размер (Д * Ш * В) | шт. / Форма / Форма | шт. / Час |
| брусчатки | 200 * 100 * 60 | 28 | 4382-5600 |
| блокировочный кирпич | 200 * 160 * 60 | 20 | 3130-4000 |
| массивные блоки | 240 * 115 * 53 | 42 | 9000-10000 |
| кирпич пустотелый | 390 * 190 * 190 | 8 | 1150-1440 |
Полуавтоматическая установка для производства кирпича из золы уноса ABM-10S
| Кирпич | Размер (Д * Ш * В) | Цикл формовки | шт. / Час |
| брусчатки | 200 * 100 * 60 | 18-23с | 4852-6200 |
| блокировочный кирпич | 200 * 160 * 60 | 18-23с | 3287-4200 |
| массивные блоки | 240 * 115 * 53 | 15-17 лет | 11011-12480 |
| кирпич пустотелый | 390 * 190 * 190 | 20-25с | 1440-1800 |
| Кирпич | Размер (Д * Ш * В) | Цикл формовки | шт. / Час / Час |
| брусчатки | 200 * 100 * 60 | 18-23с | 5948-7600 |
| блокировочный кирпич | 200 * 160 * 60 | 18-23с | 3913-5000 |
| массивные блоки | 240 * 115 * 53 | 15-17 лет | 12700-14400 |
| кирпич пустотелый | 390 * 190 * 190 | 20-25с | 1728-2160 |
Теперь давайте рассмотрим некоторые отгрузки наших полуавтоматических установок для производства кирпича из золы уноса.
Отгрузочные ящики полуавтоматической машины для производства кирпича из летучей золы AIMIX
Мы экспортировали ABM-4SE на Филиппины
Наш клиент из Филиппин собирается открыть завод по производству блоков. На начальном этапе он думал, что покупка автомата станет огромным вложением средств. Наш продавец помогает ему подсчитать, сколько блоков машины могут сделать в день и в месяц. Затем продавец возьмет несколько экспортных ящиков в Aimix. Когда клиенты сравнивают нас с другими производителями полуавтоматических машин для производства кирпича из золы-уноса, наш клиент решил узнать больше об Aimix Group.Потому что он хотел бы сотрудничать с уважаемой и надежной компанией. Он надеялся, что мы сможем показать ему наши сертификаты. Проверив сертификаты и узнав больше об Aimix Group, он принял решение приобрести полуавтоматическую блочную машину.
Затем продавец возьмет несколько экспортных ящиков в Aimix. Когда клиенты сравнивают нас с другими производителями полуавтоматических машин для производства кирпича из золы-уноса, наш клиент решил узнать больше об Aimix Group.Потому что он хотел бы сотрудничать с уважаемой и надежной компанией. Он надеялся, что мы сможем показать ему наши сертификаты. Проверив сертификаты и узнав больше об Aimix Group, он принял решение приобрести полуавтоматическую блочную машину.
Полуавтоматическая машина для производства кирпича из летучей золы ABM-10S готова к отправке в Пакистан
АБМ-10С успешно закончил покраску и готов для наших пользователей. Наш заказчик использует его для производства кирпича из летучей золы для своего нового здания.Что касается того, что ему нужно построить 5 домов, он хочет выбрать экономичную машину для производства кирпича, но обычная машина для производства кирпича из летучей золы не имеет высокой производительности, по многим причинам и советам, наш продавец советует ему выбрать полуавтоматическое производство кирпича из золы. машина. По сравнению с полностью автоматической машиной для производства кирпича из летучей золы, цена полуавтоматической машины для производства кирпича из летучей золы ниже; по сравнению с обычной машиной для производства кирпича из летучей золы, она может достичь высокой эффективности. Одним словом, если вы не знаете, как получить подходящую, экономичную или эффективную машину, свяжитесь с нами! Мы дадим вам самый профессиональный совет и лучшую цену на полуавтоматическую машину для производства кирпича из зольной пыли!
машина. По сравнению с полностью автоматической машиной для производства кирпича из летучей золы, цена полуавтоматической машины для производства кирпича из летучей золы ниже; по сравнению с обычной машиной для производства кирпича из летучей золы, она может достичь высокой эффективности. Одним словом, если вы не знаете, как получить подходящую, экономичную или эффективную машину, свяжитесь с нами! Мы дадим вам самый профессиональный совет и лучшую цену на полуавтоматическую машину для производства кирпича из зольной пыли!
ABM-10S в Пакистан
система управления
форма
Затем вам также необходимо знать особенности полуавтоматической машины для производства блоков из золы-уноса, чтобы вы знали, подходит ли она для вашего проекта.В основном, вам нужно знать технические характеристики машины. Например, если вы хотите производить 6000 брусчатки в час, вам нужно просмотреть спецификации и убедиться, что ABM-12S подходит для вашего проекта. Кроме того, чем больше вы знаете о машине, тем лучше вы сможете освоить ее эксплуатацию и техническое обслуживание.

Характеристики полуавтоматической машины для производства кирпича из летучей золы Aimix
1. В большинстве соединительных деталей используются пружины, за исключением рамы машины, так что машина с полыми блоками производит низкий уровень шума во время работы.Когда машина формует кирпичи, прессовая головка, формовочная коробка, стержень формы и поддон будут вибрировать одновременно. Их симпатическая вибрация делает кирпичи твердыми и прочными.
вибрационная коробка
2. Прижимная головка может перемещаться от передней части к задней части пресс-формы, что упрощает подачу материалов, обслуживание и очистку формовочной машины. Зазор между головкой пресса и формовочной коробкой небольшой, и зазор между головкой пресса и стержнем формы также мал. Кроме того, расстояние падения прессовой головки невелико.Чтобы кирпичи были безволосыми, а стержень формы имел длительный срок службы.
3. Станок может быть оснащен различными формами для производства различных типов кирпича, включая полнотелый кирпич, пустотелый кирпич и перфорированный кирпич. Формы производства Aimix отличаются удобством замены и длительным сроком эксплуатации.
Формы производства Aimix отличаются удобством замены и длительным сроком эксплуатации.
различных форм
Различия между различными режимами работы
В зависимости от различных режимов работы машину для производства кирпича из летучей золы можно разделить на полностью автоматическую, полуавтоматическую и ручную, и между этими типами машин есть некоторые сходства и различия.
Принцип работы и процессы полуавтоматической машины такие же, как у ручных и полностью автоматических машин.
Но эти три типа машин имеют большие различия в степени автоматики. Полностью автоматический тип имеет наивысшую степень автоматизации, и все процедуры могут контролироваться с помощью ПЛК, поэтому он требует меньше усилий. Ручной тип завершает все процессы трудом, такие как подача и распределение материалов, укладка кирпичей и т. Д. Полуавтоматическая машина может выполнять задачу автоматически, но каждый шаг управляется кнопками.То есть, если оператор хочет начать следующий шаг, он должен нажать соответствующую кнопку.
Полуавтоматические машины для производства кирпича, поставляемые Aimix, просты в установке, эксплуатации и обслуживании, что обеспечивает высокую эффективность и минимальные проблемы во время работы. Мы обещаем, что предоставим клиентам лучшее оборудование и сервис. Между тем, цена на полуавтоматические машины для производства кирпича из летучей золы в Aimix разумная. Для получения дополнительной информации о машине для производства кирпича посетите веб-сайты Aimix.Если вы захотите приобрести машину для производства кирпича, без колебаний свяжитесь с нами.
Вы должны знать о машинах для производства кирпича из летучей золы
Эспрессо-машины: полуавтоматическая VS автоматическая VS суперавтоматическая
Изучение возможностей домашней кофемашины эспрессо может быть немного сложным. Одна из самых непонятных вещей, которую вы должны решить, — это то, какой тип эспрессо-кофемашины вам нравится, когда речь идет о том, насколько практичным вы хотите быть.
Три основных типа — полуавтоматический, автоматический и суперавтоматический — предлагают разный набор преимуществ, но их трудно различить, если вы новичок в сфере эспрессо.
Я не знаю, кто назвал эти типы машин, но они не пошли вам на пользу — они просто усложнили задачу, добавив «автоматический» в каждое имя.
Не волнуйтесь. Я расскажу о различиях между этими типами кофемашин эспрессо, чтобы вы могли легко решить, какая из них подходит вашему образу жизни и предпочтениям.
Читать: Полное руководство по приготовлению эспрессо
Но сначала давайте начнем с самого начала, чтобы создать некоторый контекст.
Эспрессо в начале
Первые кофемашины эспрессо не были автоматическими. Им требовалось, чтобы бариста вручную опускал рычаг, чтобы создать давление и произвести выстрел. Вы все еще можете найти эти машины повсюду, но они не слишком распространены, поскольку требуют больших усилий и могут быть довольно утомительными.
Но все изменилось в 1940-х годах, когда итальянский изобретатель навсегда изменил мир эспрессо. Его новая кофемашина была удобна в использовании, не изматывала и открыла новую эру эспрессо.
В наши дни мы называем это полуавтоматической кофемашиной эспрессо.
Полуавтоматические эспрессо-машины
Полуавтоматы отличались от ручных рычажных. Вместо того, чтобы опускать рычаг для активации поршня, использовался электрический насос. Теперь все, что вам нужно было сделать, это нажать кнопку, чтобы произвести выстрел.
Это избавило от силы и выносливости, необходимых для хорошего бариста, что позволило эспрессо процветать во всем мире.
Читайте: Что такое эспрессо?
Однако это не полностью автоматический режим. Вам все еще нужно измельчить кофе, загрузить портафильтр, утрамбовать и начать выстрел нажатием кнопки.
Хотя есть еще несколько шагов, они дают вам высокий уровень контроля над выстрелом. Вам нужно определить размер помола, вы решите, когда начнется и закончится шот, и вы выберете, сколько кофе использовать.
С полуавтоматическими кофемашинами эспрессо вы — хозяин.
Полуавтоматические кофемашины — наиболее распространенный тип кофемашин эспрессо в специализированных кофейнях и в домах энтузиастов.
Плюсы
- Полный контроль над параметрами пивоварения
- Возможность развивать и совершенствовать свои навыки
Минусы
- Более удобный, чем ручные машины, но требует обучения
Для некоторых людей такой уровень контроля может показаться слишком сложным.Здесь на помощь приходят автоматические кофемашины эспрессо.
Прочтите: Золотое сечение в приготовлении кофе
Автоматические эспрессо-машины
Реально автоматические кофемашины очень похожи на полуавтоматические. Вы измельчаете кофе, утрамбовываете кофе и нажимаете кнопку.
Вот главное отличие:
Вам не нужно снова нажимать на кофе, чтобы остановить поток воды. Машина использует внутренний таймер, чтобы прервать выстрел через определенное время — обычно 25-30 секунд.
Это удобно, потому что позволяет вам отойти и знать, что вы больше не вернетесь к эспрессо по всему полу. Это также снимает необходимость обрезать кадр в идеальное время.
Читать: Идеальная температура воды для заваривания кофе
Однако это также означает, что вы теряете контроль над продолжительностью выстрела. В то время как почти все кофейни делают снимки за 25-30 секунд, этот 5-секундный диапазон может означать большие различия во вкусе. С помощью автоматов вы можете исследовать вкус вашего кофе в этом диапазоне, потому что машина контролирует время, а не вы.
Плюсы
- Контроль над большинством переменных
- с синхронизацией по времени
- Вы можете отойти, как только выстрел начнется
Минусы
- Нет контроля времени выстрела
Некоторым на этот раз автоматизация не совсем помогает, и все равно кажется слишком сложной. Если это вы, то давайте перейдем к суперавтоматическим эспрессо-машинам.
Суперавтоматическая эспрессо-машина
Суперавтоматы — более современное изобретение.Они созданы по принципу «все включено».
- Они измельчают кофе за вас
- За вас установили портафильтр и трамбовку
- Они стреляют за вас
- Они даже молоко готовят на пару
Прочтите: Может ли аэропресс сделать эспрессо?
Трудно превзойти суперавтомат с точки зрения удобства. Вы можете положиться на него, чтобы делать один и тот же снимок каждый раз. Единственное, если вам не нравится вкус шота, вы мало что можете с этим поделать.
Если машина позволяет вам регулировать размер помола, они обычно очень ограничены. Если это дает вам возможность изменить время выстрела, вы обычно ограничены примерно 5-секундным диапазоном (адекватно, но не очень сильно).
И эти машины определенно не позволяют готовить на пару собственное молоко для создания латте-арта. Независимо от того, как они рекламируются, из них никогда не получится такое сливочное или гладкое молоко, как при ручном приготовлении.
обычно можно найти в неспециализированных кафе, магазинах шаговой доступности и в домах случайных любителей кофе, которые не прочь потратить немного лишних денег ради удобства.
Плюсы :
- Удобно и без рук
- Очень стабильный
Минусы
- Практически нет контроля над любыми переменными
- Обычно требуется профессиональная чистка
Читать: Как читать упаковку кофе как профессионал
Что вам подходит?
Все три типа кофемашин эспрессо имеют свое место в мире, но они не подходят для вашего конкретного образа жизни или обстоятельств.
Давайте посмотрим на некоторые ценности и цели, чтобы увидеть, какой тип подходит вам.
Хотите легкий, стабильный эспрессо, приготовленный без особых усилий? Похоже, суперавтомат удовлетворит.
Вы заинтересованы в изучении глубины приготовления и вкуса эспрессо? Полуавтоматический режим даст вам свободу экспериментировать с переменными и исследовать свой собственный путь.
Вы хотите, чтобы ваш кофе эспрессо был под контролем, не слишком сосредоточившись каждое утро? Автомат звучит как золотая середина.
Вы хотите научиться готовить собственное молоко на пару и создавать латте-арт? Здесь должен быть полуавтомат или автоматический.
У вас ограниченный бюджет? Не используйте оба суперавтоматика!
Хотите, чтобы кто-нибудь из членов вашей семьи мог легко пользоваться машиной? Удобство использования суперавтоматов — это то, что может оценить ваша семья.
Лично я предлагаю вам серьезно подумать о полуавтоматических и автоматических машинах. К ним нужно привыкнуть, но научиться готовить отличный эспрессо — очень полезный (но иногда и разочаровывающий) процесс.
Прочтите: Как заваривание кофе вручную может изменить вашу жизнь
Вы будете контролировать свой кофе, сможете научиться готовить молоко на пару и латте-арт, а питье, приготовленные вами самостоятельно, — это весело и увлекательно.
Независимо от того, какую эспрессо-машину вы используете, не экономьте на кофе! Свежеобжаренные высококачественные зерна — единственный способ приготовить эспрессо. Они обладают спелым вкусом, восхитительно сбалансированы и гораздо более щадящие, чем старые несвежие бобы, когда их варят как эспрессо.
Проверьте подписку JavaPresse Coffee . Мы закупаем зерна с лучших и наиболее экологически безопасных кофейных ферм в мире и отправляем их прямо к вашей двери. Нет лучшего способа запастись свежими вкусными бобами.
Наша собственная смесь эспрессо Take Wing разработана специально для эспрессо, но вы можете влюбиться в один из самых экзотических сортов кофе, продающихся отдельно.
Почему бы вам не подписаться на и не узнать ?
| ||||||||||||||||||||||||||||||||||||||||||||||||||


Полуавтоматические, автоматические и супер-автоматические эспрессо-машины: в чем разница?
Мало что может сравниться со вкусом и сложностью правильно приготовленной порции эспрессо, и для любителей эспрессо, желающих отказаться от поездки в местную кофейню, покупка эспрессо-кофемашины для домашнего использования может быть идеальным вариантом. Тем не менее, существуют сотни моделей кофеварок эспрессо стоимостью от менее ста долларов до нескольких тысяч долларов. Итак, что вы выберете?
Тем не менее, существуют сотни моделей кофеварок эспрессо стоимостью от менее ста долларов до нескольких тысяч долларов. Итак, что вы выберете?
Чтобы помочь вам немного сузить свой выбор, мы собираемся рассмотреть различия между тремя основными типами эспрессо-кофемашин без ручного управления: автоматическими, полуавтоматическими и суперавтоматическими эспрессо-машинами, чтобы вы могли решить, какие из них лучше всего подходит для вас и вашего образа жизни.
Во-первых, как работает эспрессо-машина?
Эспрессо-машина, ручная, автоматическая или полуавтоматическая, под давлением нагнетает горячую воду через утрамбованную шайбу с тонко молотым кофе.Эта шайба размещена в так называемом «портафильтре», который позволяет воде просачиваться сквозь кофейную гущу. Процесс занимает от 25 до 30 секунд, в зависимости от размера помола кофе и вашего личного вкуса, и в результате получается восхитительно сливочный эспрессо с высоким содержанием кофеина.
Изначально все кофемашины эспрессо были ручными, и они требовали, чтобы бариста использовал рычаг для создания давления, необходимого для проталкивания воды через шайбу с кофе. К счастью, современные технологии позволяют сделать процесс пивоварения более расслабляющим с машинами, которые создают для вас давление.
Теперь, когда вы знаете основы приготовления порций эспрессо, мы можем погрузиться в разницу между автоматическими, полуавтоматическими и суперавтоматическими машинами, каждая из которых создает высокое давление, необходимое для приготовления эспрессо, и делает вашу жизнь лучше. немного проще.
Полуавтоматические эспрессо-машины
Как и следовало ожидать из названия, полуавтоматические эспрессо-машины потребуют от вас небольшой работы, но совсем немного! Чтобы сделать снимок, вам нужно будет размолоть кофе, загрузить портафильтр, утрамбовать и нажать «Старт».Однако после этого кофемашина этого типа будет работать до тех пор, пока вы ее не выключите.
Это может показаться простой разницей, но возможность остановиться на 25 секундах, а не на 30 или 35, может иметь огромное значение для вкуса вашего эспрессо.
Полуавтоматическая кофемашина для приготовления эспрессо позволит вам лучше контролировать свои шоты.
Автоматические кофемашины для приготовления эспрессо
Автоматические кофемашины для приготовления эспрессо выполняют большую часть работы за вас, отсюда и термин «автомат». Хотя вам все равно придется измельчить зерна, загрузить портафильтр, утрамбовать шайбу с кофе и нажать кнопку «Пуск», все остальное будет сделано за вас с помощью автоматической кофемашины эспрессо.После запуска машина создаст давление, пропустит горячую воду через портафильтр и отключится примерно через 30 секунд.
Вы можете думать об автоматических кофемашинах как об автоматическом способе приготовления эспрессо, поскольку они требуют от вас минимальных усилий.
Вам нужно будет заполнить портафильтр и утрамбовать его в автоматической кофемашине эспрессо.Супер-автоматические эспрессо-машины
Третий и последний тип автоматических эспрессо-кофемашин работает полностью сам по себе.Хотя вам придется время от времени добавлять фасоль и воду, чтобы пополнить ее, в остальном ваше участие в съемке отсутствует! Суперавтоматические кофемашины эспрессо измельчают зерна, загружают портафильтр, утрамбовывают шайбу, вытягивают и заканчивают выстрел за вас! Некоторые из них даже готовят молоко для вас, если вы решите пить смешанные кофейные напитки, такие как латте или капучино.
Вы получаете удобство и постоянство от того, что всю работу выполняет кофемашина, но при этом теряете возможность контролировать процесс приготовления эспрессо.Некоторые из них могут предложить возможность немного изменить время вытягивания или размер помола, но часто этого недостаточно, чтобы иметь большое значение. Если вам не нравится выстрел, который делает за вас суперавтомат, или молоко, которое он готовит для вас, вам, вероятно, не понравятся и небольшие альтернативы.
Супер-автоматическая кофемашина для приготовления эспрессо — одним нажатием кнопки!Что вам подходит?
Автоматические, полуавтоматические и суперавтоматические эспрессо-машины очень похожи, поэтому для большинства любителей эспрессо выбор между ними будет зависеть от личных предпочтений.
1.
 Полуавтоматические эспрессо-машины
Полуавтоматические эспрессо-машиныПолуавтоматические эспрессо-кофемашины обеспечивают максимальную отдачу от приготовления эспрессо. Возможность преждевременно завершить выстрел или продлить его сверх стандартных 25 секунд обеспечивает удивительный контроль. Для тех, кто хочет улучшить свой эспрессо и иметь возможность экспериментировать с разным временем заваривания — особенно если вам также нравится экспериментировать с разным размером помола и кофе — вам больше всего подойдет полуавтоматическая кофеварка эспрессо.
2. Автоматические кофемашины эспрессо
Если вы ищете машину, которая будет варить кофе для вас без необходимости стоять в стороне и следить за таймером, то, вероятно, вам лучше всего подойдет автомат. Многие из них можно даже настроить и запрограммировать на включение в определенное время, чтобы вы могли просыпаться от запаха свежезаваренного эспрессо. Учитывая, что приготовление кофе можно запланировать на определенное время, автоматические кофемашины также лучше всего подходят для тех, кто любит свежий эспрессо, но у вас нет времени утром приготовить его для себя.
3. Супер-автоматические эспрессо-машины
Супер-автоматические эспрессо-машины забирают у вас большую часть мощности и выбора. Вы не сможете сильно изменить способ выстрела, но вы получите удобство, так как вам не придется перемалывать бобы или выполнять какую-либо реальную работу самостоятельно. Их также часто можно установить на таймере, чтобы вы могли ложиться спать, зная, что, когда вы проснетесь, вас будет ждать порция эспрессо из свежемолотых зерен, и это идеально подходит для некоторых людей.
Наконец, нужно учитывать цену. Автоматические кофеварки эспрессо, как правило, немного дороже полуавтоматических машин, и оба бледнеют по сравнению с суперавтоматическими машинами. Вы будете платить больше за удобство, которое обеспечивают машины, которые выполняют большую часть работы за вас.
Итоги
Мы надеемся, что это руководство помогло вам узнать о различиях между полуавтоматическими, автоматическими и суперавтоматическими кофемашинами эспрессо. Все они проще в использовании, чем ручные эспрессо-кофеварки, которым для работы требуется немного смазки, но при этом вы можете контролировать приготовление эспрессо.Хотите улучшить свой шот эспрессо? Выбирайте полуавтоматическую модель. Нравится работать с портафильтрами, но не хотите рассчитывать время для приготовления эспрессо? Выбирайте автомат для приготовления эспрессо. А если вам нужна кофемашина, которая сделает все за вас, мы рекомендуем суперавтоматическую кофемашину эспрессо.
Все они проще в использовании, чем ручные эспрессо-кофеварки, которым для работы требуется немного смазки, но при этом вы можете контролировать приготовление эспрессо.Хотите улучшить свой шот эспрессо? Выбирайте полуавтоматическую модель. Нравится работать с портафильтрами, но не хотите рассчитывать время для приготовления эспрессо? Выбирайте автомат для приготовления эспрессо. А если вам нужна кофемашина, которая сделает все за вас, мы рекомендуем суперавтоматическую кофемашину эспрессо.
Наслаждайтесь насыщенными и мягкими порциями эспрессо!
СПОСОБ И СИСТЕМА ДЛЯ ПОЛУАВТОМАТИЧЕСКОГО ПРИГОТОВЛЕНИЯ ПИЩЕВЫХ ПРОДУКТОВ
СПОСОБ И СИСТЕМА ДЛЯ ПОЛУАВТОМАТИЧЕСКОГО ПРИГОТОВЛЕНИЯ ПИЩЕВЫХ ПРОДУКТОВ[0001] В настоящей заявке испрашивается приоритет следующих предварительных заявок: U.S. Заявка № 62/509, 176, поданная 21 мая 2017 г., заявка США №
62/502,755, поданная 7 мая 2017 г., заявка США № 62/470230, поданная 1 марта 2017 г. , заявка США № 62 / 473 374, поданной 18 марта 2017 г., и заявка США № 15/649 849, поданная 14 июля 2017 г., во всех из которых Кете Лонг указана как изобретатель. Все вышеупомянутые заявки включены сюда в качестве ссылки.
, заявка США № 62 / 473 374, поданной 18 марта 2017 г., и заявка США № 15/649 849, поданная 14 июля 2017 г., во всех из которых Кете Лонг указана как изобретатель. Все вышеупомянутые заявки включены сюда в качестве ссылки.
Заявка на изобретение
[0002] Настоящее изобретение относится к системам и процессам в автоматизации кухни, в частности, к системам и способам для автоматизации приготовления и приготовления различных пищевых продуктов.
Предпосылки
[0003] Приготовление пищи — утомительный процесс, который включает в себя несколько этапов и навыков.
Профессиональные повара могут создавать вкусные блюда, творчески используя ингредиенты (например, травы, специи и приправы) и продукты (например, мясо и овощи). Потребители обычно готовят блюда по рецептам.
[0004] Процессы приготовления пищи обычно включают следующие этапы: (1) приготовление пищевых продуктов до желаемых форм и размеров, (2) сборка всех пищевых продуктов и ингредиентов в желаемое количество и (3) приготовление приготовленных пищевых продуктов и ингредиентов. с той или иной формой нагрева, добавляя подготовленные предметы в определенной последовательности.На этапе (1) пищевые продукты моют, режут и измельчают до желаемых размеров. На этапе (2) все необходимые ингредиенты объединяются в определенных количествах для создания вкусных блюд. На этапе (3) подготовленные элементы собираются вручную.
с той или иной формой нагрева, добавляя подготовленные предметы в определенной последовательности.На этапе (1) пищевые продукты моют, режут и измельчают до желаемых размеров. На этапе (2) все необходимые ингредиенты объединяются в определенных количествах для создания вкусных блюд. На этапе (3) подготовленные элементы собираются вручную.
Этот шаг включает в себя смешивание подготовленных продуктов в такой среде, как сковорода или кастрюля. [0005] Существуют устройства для приготовления пищи, которые могут приготовить определенные рецепты с минимальными усилиями. Например, мультиварки могут сократить объем работы на этапе (3). Но в мультиварке можно приготовить только определенные блюда.Существуют программируемые медленные плиты, которые позволяют устанавливать температуру и время приготовления. Приготовление с использованием мультиварки по-прежнему требует выполнения шагов (1) и (2).
[0006] Также доступны удобные упаковки для предварительно приготовленных и замороженных пищевых продуктов. Эта форма приготовления пищи исключает этапы (1) и (2) из процесса, поскольку продукты уже приготовлены. Шаг (3) может быть частично завершен до того, как упаковка станет доступной потребителям.
[0007] Пищевые продукты в упаковке могут быть предварительно приготовлены.В результате приготовление требует минимум усилий и меньше времени. Однако пищевая ценность и вкус при таком способе приготовления ухудшаются. Большинство расфасованных продуктов содержат консерванты. Частично приготовленная пища, которая хранится в течение длительного периода времени, имеет тенденцию терять питательные вещества и характеризуется ухудшенным вкусом.
[0008] Также существуют полностью автоматические коммерческие или промышленные устройства для приготовления пищи, которые могут выполнять все этапы (1), (2) и (3) или этапы (2) и (3) в автоматическом режиме.
Однако такие устройства имеют тенденцию быть излишне сложными. Они не подходят для бытового использования и не добавляют удобства, а большинство из них непрактично.
Сводка
Настоящая заявка обеспечивает полуавтоматическое приготовление пищи, которое объединяет все этапы таким образом, чтобы уменьшить большую часть утомительной работы. Потребители просто вставляют картридж для готовки, предварительно загруженный продуктами, и дополнительные картриджи с дополнительным содержимым (например,грамм. дополнительные ингредиенты, приправы и специи) для приготовления еды в аппарате, который выполняет готовку с помощью программируемых циклов приготовления. Шаг (1) процесса упрощается с помощью готовых продуктов, загружаемых в картридж для варки. Расфасованные свежие продукты питания также могут быть коммерчески доступны. Этап (2) процесса значительно упрощается с помощью имеющихся в продаже дополнительных картриджей, предназначенных для большого разнообразия блюд. Шаг (3) процесса полностью автоматизирован.Аппарат с программируемым циклом приготовления позволяет готовить блюда с минимальным вмешательством человека или без него.
[0010] Предпочтительные варианты осуществления настоящей заявки обеспечивают несколько преимуществ, включая одно или несколько из следующего: [0011] Способ приготовления добавляет удобство при приготовлении пищи. После того, как варочный картридж и дополнительные картриджи вставлены в устройство и запущена программа приготовления, устройство выполняет все операции приготовления, включая нагревание, добавление воды, слив воды, добавление дополнительного содержимого, смешивание или перемешивание пищевых продуктов.
После того, как варочный картридж и дополнительные картриджи вставлены в устройство и запущена программа приготовления, устройство выполняет все операции приготовления, включая нагревание, добавление воды, слив воды, добавление дополнительного содержимого, смешивание или перемешивание пищевых продуктов.
[0012] Способ приготовления чистый. Картридж для варки полностью герметичен в процессе приготовления. Его крышка открыта только при добавлении дополнительного содержимого или воды.
Это предотвращает разливы при приготовлении пищи. Некоторые виды приготовления, например жаркое, могут привести к появлению жирных пятен, если они выполняются с использованием открытой среды для приготовления пищи, например вок.
[0013] Способ приготовления позволяет безгранично творчески подходить к приготовлению еды. Существует большое разнообразие блюд, которые можно приготовить с множеством возможных комбинаций продуктов, загруженных в картридж для варки, и дополнительного содержимого, предоставляемого через дополнительные картриджи. Также может быть добавлена вода.
Также может быть добавлена вода.
[0014] В способе приготовления блюда готовятся из свежих пищевых продуктов, которые содержат максимальное количество исходных питательных веществ. В отличие от полуфабрикатов замороженных продуктов, этот метод приготовления не уступает по вкусу блюдам традиционным способом.
[0015] Устройство не имеет сложной конструкции и сложных операций. При полуавтоматическом способе приготовления устройство не выполняет сложных операций по загрузке продуктов и ингредиентов в определенной последовательности с помощью сложного дозатора.
Для приготовления не требуется мешалка или аналогичные движущиеся части. Устройство перемешивает продукты и дополнительное содержимое путем вибрации картриджа для готовки.
[0016] Способ приготовления улучшен за счет удобного интерфейса и операций.
Программы, управляющие циклами приготовления, можно вводить локально. Их также можно загружать или передавать через внешние устройства, такие как смартфоны или планшеты. Устройство может связываться с внешними устройствами и сетью с помощью проводных или беспроводных соединений.
Устройство может связываться с внешними устройствами и сетью с помощью проводных или беспроводных соединений.
[0017] В альтернативном аспекте изобретения для использования в такой системе предусмотрены дополнительные картриджи.
[0018] В одном варианте осуществления предоставлено полуавтоматическое устройство для приготовления пищи, содержащее блок управления и камеру для приготовления пищи. В этом варианте осуществления рабочая камера включает в себя лоток для загрузки картриджа для приготовления пищи, который приспособлен для приема картриджа для приготовления пищи, который содержит, по меньшей мере, некоторые из ингредиентов рецепта; подвижный пресс, который приспособлен для захвата верхней части картриджа для приготовления пищи; и подвижное основание для приготовления пищи, к которому подсоединен (прямо или косвенно) лоток загрузки картриджа для приготовления пищи.В предпочтительном варианте осуществления картридж для приготовления пищи снабжен крышкой, и подвижный пресс зацепляется с крышкой картриджа для приготовления пищи.
[0019] Этот вариант осуществления может также включать в себя направляющую крышки картриджа для приготовления пищи.
Этот вариант осуществления может дополнительно включать в себя блок связи, через который информация и / или инструкции могут передаваться между устройством и пользователем.
[0020] В другом варианте осуществления подвижный пресс содержит: подвижную верхнюю часть пресса; подвижная нижняя часть пресса; блок управления прессом со средствами установки положения верхней части относительно нижней части; и пружина, при этом (а) нижняя часть содержит:
вибратор; и подвижный держатель крышки картриджа для приготовления пищи; и (b) пружина соединена с верхней и нижней частью подвижного пресса и допускает независимые движения верхней и нижней частей.Подвижный пресс может дополнительно содержать датчик давления.
[0021] В дополнительном варианте осуществления подвижное основание для приготовления пищи содержит верхнюю часть подвижного основания для приготовления пищи, нижнюю часть подвижного основания для приготовления пищи, при этом (а) верхняя часть содержит: основание платформы; варочная площадка; и вибратор, соединенный с основанием платформы, и (b) пружина, соединенная с верхней частью и нижней частью подвижного основания для приготовления пищи и допускающая независимые движения верхней части и нижней части.
[0022] В предпочтительном варианте осуществления устройство выполнено с возможностью приема дополнительного картриджа для загрузки дополнительного содержимого в дополнение к картриджу для приготовления пищи для загрузки основных пищевых продуктов.
[0023] В альтернативном варианте осуществления предусмотрено полуавтоматическое устройство для приготовления пищи, содержащее блок управления, камеру для приготовления пищи и дополнительную камеру для загрузки картриджей. Дополнительное отделение для загрузки картриджей может содержать дополнительный лоток для загрузки картриджей и, по меньшей мере, один дополнительный зазор для выгрузки содержимого. Камера для приготовления пищи может содержать лоток для загрузки картриджа для приготовления пищи и лоток для загрузки дополнительного содержимого. Этот вариант осуществления может дополнительно включать в себя блок связи, через который информация и / или инструкции могут передаваться между устройством и пользователем.
[0024] Отделение для загрузки дополнительного картриджа может дополнительно содержать устройство для открывания крышки дополнительного картриджа. Дополнительное устройство открывания крышки картриджа может содержать крючок для открытия дополнительной крышки картриджа. Отделение для загрузки дополнительного картриджа может дополнительно содержать гнездо для дополнительного картриджа и по меньшей мере один вибратор. Вышеупомянутые варианты осуществления могут включать в себя картридж для приготовления пищи для загрузки пищевых продуктов и дополнительный картридж для загрузки дополнительного содержимого.
Дополнительное устройство открывания крышки картриджа может содержать крючок для открытия дополнительной крышки картриджа. Отделение для загрузки дополнительного картриджа может дополнительно содержать гнездо для дополнительного картриджа и по меньшей мере один вибратор. Вышеупомянутые варианты осуществления могут включать в себя картридж для приготовления пищи для загрузки пищевых продуктов и дополнительный картридж для загрузки дополнительного содержимого.
[0025] Каждый из вышеупомянутых вариантов осуществления может также включать в себя нагревательный элемент, который может быть выбран из группы, состоящей из нагревательной катушки, индукционного нагревательного элемента, микроволнового устройства или их комбинаций. Устройство может дополнительно включать охлаждающий элемент, который может быть выбран из группы, состоящей из вентиляционного вентилятора, тепловой трубы, теплового насоса и их комбинаций. Устройство может дополнительно включать в себя впускное отверстие для воды с регулирующим клапаном, резервуар для сточной воды, устройство для слива сточной воды и сливной трубопровод для сточной воды.
[0026] Другой вариант осуществления изобретения направлен на способ полуавтоматического приготовления пищи, в котором способ включает: вставку картриджа для приготовления пищи, содержащего пищевые продукты, в камеру для готовки полуавтоматического устройства для приготовления пищи, при этом камера для приготовления пищи содержит лоток для загрузки картриджа для приготовления пищи, подвижный пресс, подвижное основание для приготовления пищи и направляющую крышки картриджа для приготовления пищи; запуск цикла приготовления и извлечение картриджа для приготовления пищи из полуавтоматического устройства для приготовления пищи в конце цикла приготовления.Как часть вставки картриджа для приготовления пищи, способ может дополнительно включать: открытие лотка для загрузки картриджа для приготовления пищи, размещение картриджа для приготовления пищи на лотке загрузки картриджа, закрытие лотка загрузки картриджа для приготовления пищи. Способ может дополнительно включать выполнение программы приготовления для управления циклом приготовления.
[0027] В другом варианте осуществления цикл приготовления включает этап, выбранный из группы, состоящей из: установки подвижного пресса в положение «готово», установки подвижного пресса в положение «прессование», установки подвижного пресса в положение «подъем» и их комбинации.
Цикл приготовления также может включать в себя активацию одного или нескольких из первого вибратора, соединенного с подвижным прессом, и второго вибратора, соединенного с подвижным основанием для приготовления пищи. Кроме того, цикл приготовления может включать одно или несколько из добавления воды в картридж для приготовления пищи и слива воды из картриджа для приготовления пищи. Цикл готовки может дополнительно включать добавление
идополнительного содержимого в картридж для варки.
[0028] В другом варианте осуществления способ обеспечивает полуавтоматическое приготовление пищи, причем способ включает вставку картриджа для приготовления пищи, содержащего пищевые продукты, в камеру для приготовления полуавтоматического устройства для приготовления пищи; вставку дополнительного картриджа, содержащего дополнительное содержимое, в дополнительное загрузочное отделение полуавтомата для приготовления пищи; инициирование цикла приготовления и извлечение картриджа для приготовления пищи и дополнительного картриджа из полуавтоматического устройства для приготовления пищи в конце цикла приготовления. Отделение для приготовления пищи может содержать лоток для загрузки картриджей для готовки и лоток для загрузки дополнительного содержимого, а дополнительное отделение может содержать лоток для загрузки дополнительных картриджей и дополнительный зазор для разгрузки содержимого. Способ может дополнительно включать выполнение программы приготовления для управления циклом приготовления.
Отделение для приготовления пищи может содержать лоток для загрузки картриджей для готовки и лоток для загрузки дополнительного содержимого, а дополнительное отделение может содержать лоток для загрузки дополнительных картриджей и дополнительный зазор для разгрузки содержимого. Способ может дополнительно включать выполнение программы приготовления для управления циклом приготовления.
[0029] Чтобы вставить дополнительный картридж, способ может дополнительно включать открытие лотка загрузки дополнительного картриджа, размещение дополнительного картриджа на лотке загрузки дополнительного картриджа
и закрытие лотка загрузки дополнительного картриджа.Цикл готовки может дополнительно включать открытие дополнительного картриджа и выпуск дополнительного содержимого через дополнительный выпускной зазор и дополнительный загрузочный лоток в картридж для готовки. Цикл приготовления также может включать в себя одно или несколько из добавления воды в картридж для приготовления пищи и слива воды из картриджа для приготовления пищи.
Кроме того, цикл готовки может включать в себя активацию вибратора для облегчения выброса содержимого из дополнительного картриджа для готовки.Способ также может включать одно или несколько из добавления пищевых продуктов в картридж для приготовления пищи и добавления дополнительного содержимого в дополнительный картридж.
[0030] Альтернативный вариант осуществления изобретения направлен на дополнительный картридж для хранения дополнительных ингредиентов. В предпочтительном варианте осуществления дополнительный картридж включает в себя корпус для удерживания его содержимого и воздухонепроницаемую крышку, которую можно снять, чтобы позволить содержимому вытечь. Колпачок предпочтительно включает в себя отверстие или углубление, которое приспособлено для зацепления крючком в устройстве, так что крючок может перемещаться так, чтобы открывать колпачок.Дополнительный картридж также предпочтительно включает этикетку с кодом для установки программы приготовления для управления циклом приготовления.
Краткое описание чертежей
[0031] Сопроводительные чертежи, которые включены в данное описание и составляют его часть, иллюстрируют варианты осуществления и вместе с описанием служат для объяснения принципов способов и систем:
[0032] ] Фиг.1 — вид в перспективе, иллюстрирующий примерное полуавтоматическое устройство для приготовления пищи в соответствии с иллюстративным вариантом осуществления.[0033] Фиг.2 — схема, иллюстрирующая вид спереди полуавтоматического устройства для приготовления пищи по фиг.1 в соответствии с иллюстративным вариантом осуществления, когда подвижный пресс находится в положении «готово».
[0034] Фиг.3 — схема, иллюстрирующая вид спереди полуавтоматического устройства для приготовления пищи по фиг.1, в соответствии с иллюстративным вариантом осуществления, когда подвижный пресс находится в положении «готово», вставлен картридж для приготовления пищи. , и дополнительные картриджи.
[0035] Фиг. 4 представляет собой схему, иллюстрирующую вид спереди полуавтоматического устройства для приготовления пищи по фиг. 1, в соответствии с иллюстративным вариантом осуществления, когда подвижный пресс находится в положении «пресс», вставлен картридж для приготовления пищи. , и дополнительные картриджи.
1, в соответствии с иллюстративным вариантом осуществления, когда подвижный пресс находится в положении «пресс», вставлен картридж для приготовления пищи. , и дополнительные картриджи.
[0036] Фиг.5 — схема, иллюстрирующая вид спереди полуавтоматического устройства для приготовления пищи по фиг.1 в соответствии с иллюстративным вариантом осуществления, когда подвижный пресс находится в положении «подъем».
[0037] Фиг.6 — схема, иллюстрирующая вид сбоку полуавтоматического устройства для приготовления пищи по фиг.1 в соответствии с иллюстративным вариантом осуществления, когда лоток для загрузки картриджа для приготовления пищи и лоток для загрузки дополнительного картриджа находятся в состоянии «закрыто» положение, а подвижный пресс находится в положении «готово».
[0038] Фиг. 7 представляет собой схему, иллюстрирующую вид сбоку полуавтоматического устройства для приготовления пищи по фиг. 1 в соответствии с иллюстративным вариантом осуществления, когда лоток для загрузки картриджа для приготовления пищи и лоток для загрузки дополнительного картриджа находятся в «открытом» состоянии. положение, а подвижный пресс находится в положении «готово».
положение, а подвижный пресс находится в положении «готово».
[0039] Фиг. 8 представляет собой схему, иллюстрирующую вид сбоку полуавтоматического устройства для приготовления пищи по фиг. 1 в соответствии с иллюстративным вариантом осуществления, когда лоток для загрузки картриджа для приготовления пищи и лоток для загрузки дополнительного картриджа находятся в «открытом» положение, и вставлены варочный картридж и дополнительные картриджи.
[0040] На фиг.9 представлена диаграмма, иллюстрирующая вид сбоку полуавтоматического устройства для приготовления пищи по фиг.1 в соответствии с иллюстративным вариантом осуществления, когда лоток для загрузки картриджа для приготовления пищи и лоток для загрузки дополнительного картриджа находятся в состоянии «закрыто». положение, вставляются варочный картридж и дополнительные картриджи, а подвижный пресс находится в положении «пресс».[0041] Фиг.10 — схема, иллюстрирующая вид сбоку полуавтоматического устройства для приготовления пищи, показанного на Фиг. 1, в соответствии с иллюстративным вариантом осуществления, когда лоток загрузки картриджа для приготовления пищи и лоток загрузки дополнительного картриджа находятся в «закрытом» положении, вставлены варочный картридж и дополнительные картриджи, а подвижный пресс находится в положении «подъем».
1, в соответствии с иллюстративным вариантом осуществления, когда лоток загрузки картриджа для приготовления пищи и лоток загрузки дополнительного картриджа находятся в «закрытом» положении, вставлены варочный картридж и дополнительные картриджи, а подвижный пресс находится в положении «подъем».
[0042] Фигуры 11A и 1 IB представляют собой схемы, иллюстрирующие вид сверху полуавтоматического устройства для приготовления пищи по фиг.1, в соответствии с иллюстративным вариантом осуществления. На рис. 11A показано верхнее отделение. На рис. 1 IB показана рабочая камера.
[0043] Фигуры 12A, 12B и 12C представляют собой схемы, иллюстрирующие подвижный пресс полуавтоматического устройства для приготовления пищи, показанного на фиг.1, в соответствии с иллюстративным вариантом осуществления. На фиг. 12A показан подвижный пресс в положении «готово». На фиг. 12В показан подвижный пресс в положении «пресс». На фиг. 12С показан подвижный пресс в «подъемном» положении.
[0044] Фиг. 13A и 13B представляют собой схемы, иллюстрирующие подвижное основание для приготовления пищи полуавтоматического устройства для приготовления пищи, показанного на фиг.1, в соответствии с иллюстративным вариантом осуществления. На рис. 13А показано подвижное основание для приготовления пищи, когда открыватель уплотнения картриджа находится в «нижнем» положении. Фиг. 13B иллюстрирует подвижное основание для приготовления пищи, когда открывалка для уплотнения картриджа находится в «верхнем» положении.
13A и 13B представляют собой схемы, иллюстрирующие подвижное основание для приготовления пищи полуавтоматического устройства для приготовления пищи, показанного на фиг.1, в соответствии с иллюстративным вариантом осуществления. На рис. 13А показано подвижное основание для приготовления пищи, когда открыватель уплотнения картриджа находится в «нижнем» положении. Фиг. 13B иллюстрирует подвижное основание для приготовления пищи, когда открывалка для уплотнения картриджа находится в «верхнем» положении.
[0045] Фигуры 14A и 14B представляют собой схемы, иллюстрирующие картридж для готовки полуавтоматического устройства для приготовления пищи по фиг.1, в соответствии с иллюстративным вариантом осуществления. На рис. 14А показан картридж для готовки при открытой крышке. На рис. 14В показан картридж для готовки, когда крышка закрыта.
Фиг.15A и 15B представляют собой схемы, иллюстрирующие варочный картридж полуавтоматического устройства для приготовления пищи, показанного на фиг. 1, в соответствии с иллюстративным вариантом осуществления. На фиг. 15А показан вид сверху картриджа для приготовления пищи. На рис. 15В показан держатель или гильза для картриджа.
1, в соответствии с иллюстративным вариантом осуществления. На фиг. 15А показан вид сверху картриджа для приготовления пищи. На рис. 15В показан держатель или гильза для картриджа.
[0047] Фигуры 16A, 16B и 16C представляют собой схемы, иллюстрирующие примерные формы картриджа для приготовления пищи в соответствии с иллюстративным вариантом осуществления.
[0048] Фиг.17A, 17B и 17C представляют собой схемы, иллюстрирующие отделение загрузки дополнительных картриджей полуавтоматического устройства для приготовления пищи по фиг.1, в соответствии с иллюстративным вариантом осуществления. На фиг. 17A показан дополнительный картридж с крышкой в закрытом положении. На рис. 17В показан дополнительный картридж с крышкой в открытом положении. На фиг. 17C показан вид снизу дополнительного лотка для загрузки картриджей. [0049] Фигуры 18A-18E представляют собой схемы, иллюстрирующие дополнительный картридж полуавтоматического устройства для приготовления пищи по фиг.1, в соответствии с иллюстративным вариантом осуществления.
Фигуры 19A — 19D представляют собой схемы, иллюстрирующие примерные форм-факторы дополнительного картриджа
в соответствии с иллюстративным вариантом осуществления.
[0051] Фиг.20 и 21 — блок-схемы, иллюстрирующие процесс работы полуавтоматического устройства для приготовления пищи, показанного на Фиг.1, в соответствии с иллюстративным вариантом осуществления.
Подробное описание конкретных вариантов осуществления
Пример полуавтоматической системы приготовления пищи
Общая система
Фиг.1 представляет собой схему системы, иллюстрирующую примерное полуавтоматическое устройство 100 для приготовления пищи в соответствии с с иллюстративным вариантом.Устройство может иметь комбинацию следующих основных секций: (1) рабочая камера 101, в которой находятся детали для операций по приготовлению пищи, (2) верхняя камера 102, которая может иметь резервуар для чистой воды, блок управления, блок связи и блок отображения пользовательского интерфейса, (3) дополнительный отсек 103 загрузки картриджей и (4) основной отсек 104, который может иметь резервуар для сточной воды, блок управления и блок связи. Устройство может быть оборудовано одной или несколькими из следующих частей: датчик температуры, датчик давления, датчик дыма, датчик влажности, датчик вибрации, датчик звука, датчик света, считыватель кода или сканер, датчик угарного газа, воздушный фильтр, фильтр для воды. , датчик уровня воды и концевой выключатель.
Устройство может быть оборудовано одной или несколькими из следующих частей: датчик температуры, датчик давления, датчик дыма, датчик влажности, датчик вибрации, датчик звука, датчик света, считыватель кода или сканер, датчик угарного газа, воздушный фильтр, фильтр для воды. , датчик уровня воды и концевой выключатель.
[0055] Блок управления может быть, например, микропроцессором, управляющим и управляющим частями устройства 100 до, во время и после выполнения программы приготовления, чтобы управлять циклом приготовления готовящейся еды. Программы приготовления могут быть предварительно запрограммированы в запоминающем устройстве (не показано), загружены внешним устройством (таким как смартфон, планшет или компьютер) или введены пользователем. Программы приготовления также могут быть закодированы в картридже, загруженном в систему, как подробно описано ниже.Блок связи может быть снабжен пользовательским интерфейсом для ввода инструкций и торговой информации с блоком управления. В одном примере блок связи включает в себя клавиатуру для ввода инструкций и выбора программы приготовления из тех, что хранятся в блоке памяти. Клавиатура может служить средством для ввода и сохранения параметров новых циклов приготовления по желанию пользователя. Блок связи может также включать в себя монитор (не показан) для передачи информации от блока управления пользователю, такой как состояние выполнения цикла приготовления пищи или сообщения, передаваемые пользователю, когда требуется его внимание.
В одном примере блок связи включает в себя клавиатуру для ввода инструкций и выбора программы приготовления из тех, что хранятся в блоке памяти. Клавиатура может служить средством для ввода и сохранения параметров новых циклов приготовления по желанию пользователя. Блок связи может также включать в себя монитор (не показан) для передачи информации от блока управления пользователю, такой как состояние выполнения цикла приготовления пищи или сообщения, передаваемые пользователю, когда требуется его внимание.
[0056] Фиг. 2 — схема, иллюстрирующая вид спереди полуавтоматического устройства для приготовления пищи по фиг. 1 в соответствии с иллюстративным вариантом осуществления. Отсек 103 загрузки дополнительного картриджа может иметь по меньшей мере одно гнездо 201 для дополнительного картриджа, которое надежно удерживает вставленный дополнительный картридж на месте, и дополнительный лоток 152 загрузки картриджа (как показано на фиг. 6). Камера 101 для приготовления пищи может иметь подвижный пресс 202, подвижное основание 203 для приготовления пищи, дверцу 105 с лотком 151 для загрузки картриджа для приготовления пищи (как показано на фиг. 6), дополнительный лоток 204 для загрузки содержимого, впускное отверстие для воды для добавления воды в картридж для воды, например водяная трубка 205 с регулирующим клапаном (не показан) и вентилятор 206.Камера 101 для приготовления пищи может иметь считыватель кода, сканер кода, детектор дыма и датчики температуры, влажности и давления, как показано позицией 207.
6), дополнительный лоток 204 для загрузки содержимого, впускное отверстие для воды для добавления воды в картридж для воды, например водяная трубка 205 с регулирующим клапаном (не показан) и вентилятор 206.Камера 101 для приготовления пищи может иметь считыватель кода, сканер кода, детектор дыма и датчики температуры, влажности и давления, как показано позицией 207.
[0057] Фиг.6 — схема, иллюстрирующая вид сбоку на полуавтоматическое устройство для приготовления пищи на фиг. 1 в соответствии с иллюстративным вариантом осуществления. Камера 101 для приготовления пищи может иметь заднюю камеру 153, которая может иметь охлаждающий элемент, такой как вентиляционный вентилятор, тепловая труба или тепловой насос (не показан), и блок управления (не показан).Направляющие 154 крышки картриджа для приготовления пищи могут быть установлены в камере 101 для приготовления пищи, чтобы толкать крышку 502 картриджа для приготовления пищи по направлению к задней части камеры 101 для приготовления пищи, когда подвижный пресс 202 поднимается.
[0058] Фиг.11 — схемы, иллюстрирующие вид сверху полуавтоматического устройства для приготовления пищи, показанного на фиг.1, в соответствии с иллюстративным вариантом осуществления. На фиг. 11A показан вид сверху верхнего отсека 102 с примерными положениями дополнительного резервуара 291 для воды, блоков 292 управления и индикации, подвижного пресса 202, дополнительного отсека 103 загрузки картриджа, загрузочного лотка 204 дополнительного содержимого и водяной трубки 205.На фиг. 1 IB показан вид сверху камеры 101 для приготовления пищи с примерными положениями направляющих 154 крышки картриджа для приготовления пищи, дверцы 105, подвижного пресса 202, держателя 254 крышки картриджа для приготовления пищи, желоба 204 для загрузки дополнительного содержимого и трубки 205 для воды.
[ 0059] Подвижный пресс
[0060] Фиг.12 включает схемы, иллюстрирующие подвижный пресс 202 полуавтоматического устройства для приготовления пищи, показанного на Фиг.1, в соответствии с иллюстративным вариантом осуществления. Подвижный пресс 202 может иметь блок 251 управления прессом, который перемещает совокупность подвижного пресса, включая верхнюю часть пресса 255 и нижнюю часть пресса.
Нижняя часть подвижного пресса может включать в себя пружину 252, датчик давления (не показан), вибратор 253 и держатель 254 крышки картриджа для готовки. Пружина 252 позволяет нижней части несколько свободно перемещаться, когда вибратор активирован, в то время как верхняя часть фиксируется.
[0061] На фиг. 12A показан подвижный пресс в положении «готово». На фиг. 12В показан подвижный пресс в положении «пресс». На фиг. 12С показан подвижный пресс в «подъемном» положении.
Подвижное основание для готовки
На фиг. 13 представлены схемы, иллюстрирующие подвижное основание 203 для приготовления пищи полуавтоматического устройства для приготовления пищи, показанного на фиг.1, в соответствии с иллюстративным вариантом осуществления. Верхняя часть подвижного основания 203 для приготовления пищи может иметь платформу 281 для приготовления пищи.
Платформа 281 для приготовления пищи может быть оборудована нагревательным элементом, например, одной или несколькими из нагревательной спирали, индукционного нагревательного элемента и микроволнового устройства. Платформа 281 для приготовления пищи может быть оборудована датчиками (не показаны) температуры и давления. Платформа 281 для приготовления пищи может быть установлена на основании 282 платформы, которая может быть оборудована вибратором 283 и, необязательно, датчиком давления (не показан).
[0064] Пружина 284 соединяет верхнюю часть подвижного основания для приготовления пищи с нижней частью 288 подвижного основания 203 для приготовления пищи. Пружина 284 позволяет верхней части несколько свободно перемещаться, когда вибратор 283 активирован, в то время как нижняя часть 288 фиксированный. Подвижное основание 203 для приготовления пищи может быть оборудовано каналом для слива сточной воды, таким как сливная труба 287.
[0065] Также может быть включено устройство для слива сточной воды, например шток 285 открывания сливного уплотнения картриджа и сливное уплотнение картриджа. устройство 286 управления штоком открывателя, которые работают вместе для слива воды из картриджа для приготовления пищи.На рис. 13A показано открыватель картриджного уплотнения в «нижнем» положении. На фиг. 13В показано открыватель уплотнения картриджа в «верхнем» положении, в котором подвижный диск 507 дренажного уплотнения картриджа (показанный на фиг. 14) подталкивается вверх, чтобы создать небольшой зазор для слива воды из картриджа для приготовления пищи.
[0066] Отсек загрузки дополнительного картриджа
На фиг. 17 показаны схемы, иллюстрирующие отсек 103 для загрузки дополнительного картриджа полуавтоматического устройства для приготовления пищи по фиг.1, в соответствии с иллюстративным вариантом осуществления. Дополнительный отсек 103 загрузки картриджа может иметь один или несколько из дополнительного лотка 152 загрузки картриджа, дополнительного устройства 601 для открывания крышки картриджа, крючка 602 для открывания крышки дополнительного картриджа и вибратора 603. Дополнительный картридж 701 может быть вставлен в дополнительное гнездо 201 картриджа и надежно занимает позицию. На рис. 17А показан дополнительный картридж с закрытой крышкой. При запуске программой приготовления пищи устройство для открывания крышки дополнительного картриджа (601 и 602) оттягивает крышку 704 дополнительного картриджа.Дополнительное содержимое падает через дополнительное отверстие 707 картриджа и дополнительный зазор 604 для выпуска содержимого. Вибратор 603 может использоваться для помощи в выпуске содержимого из дополнительного картриджа. На рис. 17В показан дополнительный картридж с открытым колпачком. На фиг. 17C показан вид снизу дополнительного лотка для загрузки картриджей. У дополнительного картриджа слева крышка закрыта. У того, что справа, крышка открыта.
[0068] Варочный картридж
[0069] Фиг.14 — схема, иллюстрирующая варочный картридж полуавтоматического устройства для приготовления пищи по Фиг.1, в соответствии с иллюстративным вариантом осуществления. Картридж для готовки может состоять из двух частей: картриджа 501 и крышки 502. На фиг. 14A показан картридж для готовки, когда крышка открыта. На рис. 14В показан картридж для готовки, когда крышка закрыта. Крышка 502 может иметь термостойкое уплотнение 503 и уплотнение 509 сброса давления.Картридж 501 изготовлен из прочного материала, который выдерживает давление от подвижного пресса 202 и тепло от основания 203 для приготовления пищи. Он изготовлен из материала, подходящего для обеспечения эффективной передачи тепла от нагревательного элемента. Картридж 501 может иметь код 504 для установки программы приготовления, которая управляет циклом приготовления готовящейся еды. Картридж 501 может иметь уплотнение 505 для слива воды, плотно закрывающее картридж с корпусом, изготовленным из прочного материала и заполненным более мягким материалом, таким как термостойкий силикон.Уплотнение 505 для слива воды может иметь сетчатый фильтр 506, предотвращающий выход пищевых продуктов из картриджа, и подвижный диск 507, который можно подтолкнуть вверх, чтобы создать небольшой зазор для слива воды. Картридж 501 может иметь основание 508 картриджа. На фиг. 15A показан вид сверху картриджа для приготовления пищи с примерными положениями уплотнения 505 для слива воды и основания 508 картриджа. На фиг. 15B показан держатель 551 картриджа, который изготовлен из теплоизоляционного материала для хранения горячих продуктов. картридж. Форма держателя 551 картриджа в целом соответствует форме картриджа 501 для приготовления пищи.
[0070] На фиг.16 показаны схемы, иллюстрирующие примерные форм-факторы картриджа 501 для приготовления пищи в соответствии с иллюстративным вариантом осуществления. Фиг. 16A имеет прямоугольную форму. Рис. 16B имеет квадратную форму. Фиг. 16C — форма диска. [0071] Варочный картридж 501 и его крышка 502 могут быть многоразовыми или одноразовыми.
[0072] Дополнительный картридж
На фиг.18 показаны схемы, иллюстрирующие дополнительный картридж 701 полуавтоматического устройства для приготовления пищи по фиг.1, в соответствии с иллюстративным вариантом осуществления. Дополнительный картридж 701 изготовлен из легкого материала, подходящего для его содержимого.
Он может иметь воздухонепроницаемое уплотнение 702, герметичный колпачок 704, который можно снять легким движением, вырез 706 отверстия для уплотнения, помогающий открытию при вытягивании колпачка, отверстие 707 для выпуска содержимого и погружение 708 для правильного размещения картриджа в дополнительном отделение 103 для картриджа. Дополнительный картридж 701 может иметь этикетку с кодом 703 для установки программы приготовления для управления циклом приготовления.На фиг.18А и 18С показан дополнительный картридж с закрытой крышкой. На фиг.18В и 18D показан дополнительный картридж с вытянутой крышкой. Дополнительное содержимое 705 можно увидеть через отверстие 707, когда крышка 704 открыта. На фиг.18Е показан вид сбоку дополнительного картриджа с отведенным колпачком.
[0074] На фиг.19 показаны схемы, иллюстрирующие примерные формы для дополнительного картриджа 701 в соответствии с иллюстративным вариантом осуществления.Фиг.19А сформирован в форме чашки. Фиг. 19B представляет собой многослойный стаканчик, имеющий по меньшей мере один внутренний слой 701 или 702 для разделения содержимого. Фиг. 19C имеет форму цилиндра или диска. Рис. 19D имеет форму кирпича.
Дополнительный картридж 701 может быть многоразовым или одноразовым.
[0075] Рабочие позиции
[0076] Примерная полуавтоматическая система приготовления пищи может находиться в следующих рабочих положениях:
[0077] ГОТОВ: Как показано на Фигуре 2 (вид спереди) и Фигуре 6 (вид сбоку ), лоток 151 загрузки картриджа для приготовления пищи закрыт и пустой, лоток 152 дополнительной загрузки картриджа закрыт и пустой, а подвижный пресс 202 находится в положении «готово».
[0078] ЗАГРУЗКА: Как показано на Фигуре 7 (вид сбоку), лоток 151 загрузки картриджей для готовки открыт и пуст, дополнительный лоток 152 загрузки картриджей открыт и пуст, а подвижный пресс 202 находится в положении «готово». .
[0079] ЗАГРУЖЕН: Как показано на Фигуре 8 (вид сбоку), лоток 151 загрузки картриджей для готовки открыт и загружен, дополнительный лоток 152 загрузки картриджей открыт и загружен, а подвижный пресс 202 находится в положении «готово». . [0080] ВСТАВЛЕННЫЙ: Как показано на фиг. 3 (вид спереди), как картридж для готовки 501, так и дополнительные картриджи 701 вставлены в свое положение, и подвижный пресс 202 находится в положении «готово».Картридж 501 для приготовления пищи может легко перемещаться через зазор между подвижным прессом 202 и подвижным основанием для приготовления пищи 203.
[0081] НАЖАТИЕ: Как показано на Фиг.4 (вид спереди) и Фиг.9 (вид сбоку), загрузка картриджа для готовки лоток 151 закрыт и загружен, лоток 152 для загрузки дополнительных картриджей закрыт и загружен, как картридж для приготовления пищи, так и дополнительные картриджи вставлены, и подвижный пресс 202 находится в положении «прессование». В этом положении картридж для готовки надежно удерживается подвижным прессом 202 и подвижным основанием 203 для приготовления пищи.Вибраторы 253 и 283 могут встряхивать картридж для приготовления пищи, чтобы придать «перемешивающее» движение содержимому картриджа для приготовления пищи.
[0082] ПОДЪЕМ: Как показано на Фиг.5 (вид спереди) и Фиг.10 (вид сбоку), подвижный пресс 202 находится в положении «подъема». Держатель 254 крышки картриджа для готовки несет крышку 502 картриджа для готовки через направляющие 154 крышки картриджа для готовки. В этом положении крышка 502 картриджа для готовки сдвигается к задней части камеры 101 для приготовления пищи, так что дополнительное содержимое и чистая вода могут падать прямо в картридж 501 для приготовления пищи через загрузочный лоток 204 дополнительного содержимого и водяную трубку 205 соответственно.
[0083] Пример способа работы
[0084] Способ полуавтоматического приготовления пищи может включать в себя один или несколько из следующих этапов:
[0085] Поместите пищевые продукты в кулинарный картридж 501. Пищевые продукты могут быть готовится полностью с нуля на момент приготовления. Пищевые продукты могут быть приготовлены до начала приготовления и хранятся в холодильнике или морозильной камере для сохранения свежести. Расфасованные продукты питания можно приобрести в запечатанных упаковках. В картридж для готовки можно загружать продукты.
Пищевые продукты можно расфасовывать в одноразовый кулинарный картридж.
[0086] Выберите дополнительный картридж с дополнительным содержимым для еды.
[0087] Включите полуавтоматический аппарат для приготовления пищи.
[0088] Откройте лоток для загрузки варочного картриджа и вставьте варочный картридж.
[0089] Откройте лоток для загрузки дополнительных картриджей и вставьте дополнительные дополнительные картриджи. [0090] Закройте лоток для загрузки картриджей для готовки и лоток для загрузки дополнительных картриджей.
[0091] Выберите предустановленную или установленную программу приготовления для управления «циклом приготовления». Программы приготовления можно вводить локально и вручную с помощью блока управления и индикации устройства. В качестве альтернативы, программа приготовления может быть загружена с внешнего устройства, такого как смартфон, смарт-планшет или компьютер (вместе именуемые «внешнее устройство»). Программы приготовления могут храниться на серверах для загрузки на внешние устройства. Внешнее устройство может быть подключено к устройству через проводное или беспроводное соединение.Считыватель кода может считывать код, напечатанный на дополнительном картридже и картридже для готовки, для предварительной установки программы приготовления.
[0092] Измените программу приготовления в соответствии с личными предпочтениями.
[0093] Нажмите кнопку пуска на устройстве или внешнем устройстве, чтобы запустить «цикл приготовления».
[0094] Когда цикл готовки завершен, извлеките и выбросьте дополнительные дополнительные картриджи
, выньте картридж для готовки для употребления. Картридж для готовки можно вставить в дополнительный держатель картриджа, чтобы предотвратить тепловые ожоги.Аппарат автоматически выключится.
[0095] Цикл приготовления
[0096] В одном примерном варианте осуществления предоставляется уникальный метод полуавтоматического приготовления пищи с программируемым «циклом приготовления», который управляет следующими дополнительными операциями:
[0097] Вставьте подвижный пресс в «готовое» положение.
[0098] Переведите подвижный пресс в положение «пресс».
[0099] Переведите подвижный пресс в положение «подъем».
[00100] Включите вибратор подвижного пресса.
[00101] Выключите вибратор подвижного пресса.
[00102] Включите вибратор подвижного основания для приготовления пищи.
[00103] Выключите вибратор подвижного основания для приготовления пищи.
[00104] Включите устройство для открывания крышки дополнительного картриджа, чтобы открыть крышку дополнительного картриджа.
[00105] Отключите устройство для открывания крышки дополнительного картриджа.
[00106] Включить вибратор отделения загрузки дополнительных картриджей.[00107] Выключите вибратор отделения загрузки дополнительных картриджей.
[00108] Откройте клапан чистой воды, чтобы капать воду в картридж для готовки.
[00109] Закройте кран чистой воды.
[00110] Включите открыватель сливного уплотнения картриджа, чтобы слить воду из варочного картриджа
[00111] Выключите открыватель сливного уплотнения картриджа.
[00112] Включите нагревательный элемент до заданной температуры.
[00113] Выключите нагревательный элемент.
[00114] Включите вентилятор.
[00115] Выключить вентилятор.
[00116] Цикл готовки управляет вышеуказанными операциями в определенной последовательности и в определенное время для выполнения одного или нескольких из следующих необязательных действий:
[00117] Налейте воду в картридж для варки, когда это необходимо для приготовления, замачивания или полоскания. .
[00118] Слейте воду из варочного картриджа.
[00119] Добавьте дополнительное содержимое в картридж для варки.
[00120] Нагрейте пищу в картридже для варки до желаемой температуры и продолжительности.
[00121] Охладите содержимое продукта в картридже для варки до желаемой температуры и продолжительности.
[00122] Перемешайте содержимое пищевого продукта в картридже для варки.
[00123] Пример безопасных операций
[00124] Следующие дополнительные операции могут быть частью предпочтительного метода для обеспечения безопасности и правильности процесса приготовления:
[00125] Выключите систему, когда сигнализация детектора дыма выключена.
[00126] Отключите нагрев, когда давление в картридже для готовки достигнет установленного уровня.
[00127] Включите вентилятор, когда температура в рабочей камере достигнет установленного уровня.
[00128] Перемещайте подвижный пресс в положение «прессование», только когда картридж для готовки вставлен и находится в правильном положении.
[00129] Перемещайте подвижный пресс в положение «подъем», только когда крышка картриджа для готовки вставлена и находится в правильном положении. [00130] Включайте клапан чистой воды, только когда установлен картридж для готовки.
[00131] Включайте клапан чистой воды только тогда, когда резервуар для чистой воды не пустой.
[00132] Включайте открыватель сливного водяного затвора только тогда, когда установлен варочный картридж с сливным водяным затвором.
[00133] Включайте открыватель сливного водяного затвора только тогда, когда резервуар для сточной воды не полон.
[00134] Включайте нагревательный элемент, только когда вставлен картридж для готовки.
[00135] Включайте устройство для открывания крышки дополнительного картриджа, только когда дополнительный картридж находится в гнезде.
[00136] Пример процесса
Фиг.20 и 21 представляют собой блок-схемы, иллюстрирующие процесс работы полуавтоматического устройства для приготовления пищи, показанного на фиг.1, в соответствии с иллюстративным вариантом осуществления. При запуске устройство 100 начинает подпроцесс подготовки на этапе 801. На последующих этапах 802 и 804 устройство может выполнять проверки безопасности и работоспособности, например, наличия воды в резервуаре, наличия и положения картриджа для приготовления пищи, а также положения подвижный пресс.Если результаты проверки отрицательны, устройство 100 отображает индикатор состояния и информацию на этапе 803. Если все проверки положительны, устройство 100 проверяет, требуется ли цикл предварительной обработки воды на этапе 805. Если нет, он переходит к этапу 851, чтобы начать подпроцесс приготовления. Если да, устройство 100 включает клапан чистой воды для впрыска воды в картридж для готовки и выключает его, когда вода достигает предварительно установленного количества, которое соответствует чистому объему картриджа для готовки с загруженными продуктами.С некоторой временной задержкой на этапе 807 устройство 100 включает открыватель сливного водяного затвора, чтобы слить воду из картриджа для готовки. На этом этапе 807 можно включить вибратор, чтобы встряхнуть картридж для готовки для лучшего дренажа. С некоторой временной задержкой на этапе 809 устройство 100 может повторять этапы 806 и 807 любое количество раз с другим интервалом временной задержки. Этот водный цикл позволяет ополаскивать, замачивать, мыть и готовить продукты, загруженные в картридж для готовки. После завершения водного цикла процесс переходит к подпроцессу приготовления.Устройство 100 запускает подпроцесс приготовления на этапе 851. Устройство 100 может выполнять дополнительные проверки безопасности и исправности, например необходимость в наличии и положении дополнительного картриджа. На этапе 852 устройство может считывать код с дополнительного картриджа и картриджа для приготовления пищи, чтобы установить программу приготовления, которая управляет «циклом приготовления». В качестве альтернативы, устройство 100 может получить программу готовки, введенную вручную или дистанционно на этапе 854. Как только программа готовки установлена, устройство 100 запускает «цикл готовки» на этапе 855.Во время цикла приготовления, показанного на этапе 856, устройство 100 управляет следующими устройствами: нагревательным элементом платформы для приготовления пищи, вибратором картриджа для приготовления пищи, устройством для открывания крышки дополнительного картриджа
, вибратором дополнительного картриджа, вентиляционным вентилятором, подвижным положением пресса, клапаном чистой воды, и слейте воду из открывателя сальника. В некоторых случаях цикл приготовления может не включать этап нагрева, например, при приготовлении блюд, не требующих нагрева, таких как салаты.
[00138] Когда «цикл приготовления пищи» завершен, устройство 100 может отображать сообщение или издавать звук.Звук и сообщение могут предоставляться локально на устройстве 100 или удаленно на внешних устройствах.
[00139] ПРИМЕР 1: Пенне Пармезан Альфредо
[00140] Чтобы приготовить это блюдо, пользователь устройства 100 помещает одну порцию пасты пенне в картридж 501 для приготовления пищи. В качестве альтернативы пользователь покупает имеющуюся в продаже упаковку пасты пенне. измеряется для требуемого количества и загружает предварительно упакованные макаронные изделия пенне в картридж 501 для варки. В качестве дополнительной альтернативы пользователь покупает предварительно загруженный картридж 501 для приготовления одноразовых макаронных изделий пенне.Пользователь выбирает два дополнительных картриджа 701 для отделения 103 дополнительного картриджа. Первый дополнительный картридж может содержать предварительно приготовленный соус, который может содержать пармезан, измельченный лук, чеснок, горох, соль, перец и жирные сливки. Второй дополнительный картридж может содержать тертый пармезан. В дополнительных картриджах достаточно содержимого для одной порции.
[00141] Пользователь включает устройство 100, затем вставляет загруженный картридж 501 для приготовления пищи через лоток 151 загрузки для приготовления пищи и дополнительные картриджи 701 в лоток 152 загрузки дополнительных картриджей, затем вставляет дополнительные картриджи в гнездо 201 в дополнительном патронный отсек 103.
[00142] Пользователь сканирует код на дополнительных картриджах 701 или, необязательно, на одноразовом предварительно загруженном картридже 501 для приготовления пищи с помощью внешнего устройства. В качестве альтернативы устройство 100 сканирует код на вставленных дополнительных картриджах 701 и, возможно, на одноразовом предварительно загруженном картридже 501 для приготовления пищи, чтобы установить соответствующую программу приготовления. В качестве альтернативы, пользователь выбирает предварительно установленную программу приготовления на устройстве 100, из библиотеки программ на сервере или с внешнего устройства.Выбранная программа приготовления может быть загружена в устройство 100 с помощью внешнего устройства. Пользователь может изменить программу приготовления в соответствии с личными предпочтениями. [00143] Пользователь запускает цикл приготовления. Действие может быть выполнено либо локально на устройстве 100, либо удаленно через внешнее устройство.
[00144] Во время предпочтительного цикла приготовления устройство 100 выполняет следующие последовательные операции:
[00145] Переведите подвижный пресс 202 в положение «подъем».
[00146] Включите клапан чистой воды (не показан), чтобы заполнить водой картридж 501 для приготовления пищи.
[00147] Закройте клапан чистой воды (не показан).
[00148] Переведите подвижный пресс 202 в положение «прессование».
[00149] Включите нагревательный элемент на платформе 281 для приготовления пищи до заданной температуры.
[00150] По прошествии определенного периода времени выключите нагревательный элемент на платформе 281 для приготовления пищи.
[00151] Включите открыватель сливного водяного затвора 285 и 286.
[00152] Периодически включите вибраторы 253 и 283 на подвижном прессе 202 и подвижном основании 203 для приготовления пищи для облегчения слива воды.
[00153] Отключите открыватель 285 и 286 уплотнения сливной воды.
[00154] Установите подвижный пресс 202 в положение «подъем».
[00155] Включите дополнительный открыватель 601 и 602 картриджа первого гнезда 201.
[00156] Включите вибратор 603 на первом дополнительном гнезде 201 картриджа, чтобы облегчить слив предварительно приготовленного соуса в картридж 501 для приготовления пищи.
[00157] Переведите подвижный пресс 202 в положение «прессование».
[00158] Включите нагревательный элемент на платформе 281 для приготовления пищи до заданной температуры.
[00159] Периодически включайте вибраторы 253 и 283 на подвижном прессе 202 и подвижном основании для готовки 203, чтобы способствовать смешиванию содержимого
[00160] По истечении определенного периода времени выключите нагревательный элемент на платформе для приготовления пищи
281
[00161] Переведите подвижный пресс 202 в положение «подъем».
[00162] Включите дополнительный открыватель 601 и 602 картриджа второго гнезда 201.
[00163] Включите вибратор 603 на втором дополнительном гнезде 201 картриджа, чтобы способствовать выпуску тертого пармезана в картридж 501 для приготовления пищи.
[00164] Переведите подвижный пресс 202 в положение «прессование». [00165] Включите нагревательный элемент на платформе 203 для приготовления пищи до заданной температуры.
[00166] Периодически включайте вибраторы 253 и 283 на подвижном прессе 202 и подвижном основании 203 для приготовления пищи, чтобы способствовать смешиванию содержимого.
[00167] По истечении определенного периода времени выключите нагревательный элемент на платформе 281 для приготовления пищи.
[00168] Переведите подвижный пресс 202 в положение «готово».
[00169] Отображение сообщения или отправка звука для информирования о том, что блюдо готово к подаче.
[00170] ПРИМЕР 2: обжаривание цыпленка Терияки
[00171] Чтобы приготовить это блюдо, пользователь устройства 100 помещает одну порцию нарезанного цыпленка в картридж 501 для приготовления пищи. В качестве альтернативы пользователь открывает имеющуюся в продаже упаковку содержит требуемое количество и загружает курицу в картридж 501 для приготовления пищи. Другой альтернативой является то, что пользователь покупает предварительно загруженный картридж 501 для одноразового приготовления курицы терияки. Пользователь выбирает два дополнительных картриджа 701.Первый дополнительный картридж может содержать кулинарное масло. Второй дополнительный картридж содержит предварительно приготовленный соус терияки, который может содержать соевый соус, соус терияки, чеснок, соль и перец. В дополнительных картриджах достаточно содержимого для одной порции.
[00172] Пользователь включает устройство 100, затем вставляет загруженный картридж 501 для приготовления пищи через лоток 151 загрузки для приготовления пищи и дополнительные картриджи 701 в лоток 152 загрузки дополнительных картриджей, затем вставляет дополнительные картриджи в гнездо 201 в Дополнительный патронный отсек 103.
[00173] Пользователь сканирует код на дополнительном картридже 701 и, возможно, одноразовом предварительно загруженном картридже 501 для приготовления пищи с помощью внешнего устройства. В качестве альтернативы устройство 100 сканирует код на вставленных дополнительных картриджах 701 и, возможно, на одноразовом предварительно загруженном картридже 501 для приготовления пищи, чтобы установить соответствующую программу приготовления. В качестве альтернативы, пользователь выбирает предварительно установленную программу приготовления на устройстве 100, из библиотеки программ на сервере или с внешнего устройства.Выбранная программа приготовления может быть загружена в аппарат 100 с помощью внешнего устройства. Пользователь может изменить программу приготовления в соответствии со своими предпочтениями.
[00174] Пользователь запускает цикл готовки. Действие может быть выполнено либо локально на устройстве 100, либо удаленно через внешнее устройство.
[00175] Во время цикла приготовления устройство 100 выполняет следующие последовательные операции: [00176] Перевести подвижный пресс 202 в положение «подъем».
[00177] Включите дополнительные открыватели 601 и 602 картриджей первого гнезда 201.
[00178] Включите вибратор 603 на первом дополнительном гнезде 201 картриджа, чтобы способствовать сливу масла для жарки в картридж 501 для приготовления пищи.
[00179] Установите подвижный пресс 202 в положение «прессование».
[00180] Включите нагревательный элемент на платформе 281 для приготовления пищи до заданной температуры.
[00181] Периодически включайте вибраторы 253 и 283 на подвижном прессе 202 и подвижном основании 203 для приготовления пищи, чтобы способствовать смешиванию содержимого.
[00182] По истечении определенного периода времени выключите нагревательный элемент на платформе 281 для приготовления пищи.
[00183] Установите подвижный пресс 202 в положение «подъем».
[00184] Включите дополнительный открыватель 601 и 602 картриджа второго гнезда 201.
[00185] Включите вибратор 603 на втором дополнительном гнезде 201 картриджа, чтобы облегчить слив предварительно смешанного соуса в картридж для варки 501.
[00186] Установите подвижный пресс 202 в положение «прессование».
[00187] Включите нагревательный элемент на платформе 281 для приготовления пищи до заданной температуры.
[00188] Периодически включайте вибраторы 253 и 283 на подвижном прессе 202 и подвижном основании 203 для приготовления пищи, чтобы способствовать смешиванию содержимого.
[00189] По истечении определенного периода времени выключите нагревательный элемент на платформе для приготовления пищи
281
[00190] Переведите подвижный пресс 202 в положение «готово».
[00191] Отобразить сообщение или издать звук, чтобы сообщить, что блюдо готово к подаче.
[00192] ПРИМЕР 3: Рис
[00193] Чтобы приготовить рис, пользователь устройства 100 помещает одну порцию рисовых зерен в картридж 501 для варки.Пользователь включает устройство 100, затем вставляет загруженный картридж 501 для приготовления пищи через лоток 151 загрузки для приготовления пищи. Пользователь выбирает предварительно установленную программу приготовления пищи в устройстве 100, из библиотеки программ на сервере или с внешнего устройства. Выбранная программа приготовления может быть загружена в аппарат 100 с помощью внешнего устройства.
Пользователь может изменить программу приготовления в соответствии со своими предпочтениями. [00194] Пользователь запускает цикл приготовления. Действие может быть выполнено либо локально на устройстве 100, либо удаленно через внешнее устройство.
[00195] Во время цикла приготовления устройство 100 выполняет следующие последовательные операции:
[00196] Запуск и повторение операций промывки или полоскания риса.
[00197] Переведите подвижный пресс 202 в положение «подъем».
[00198] Включите клапан чистой воды (не показан), чтобы заполнить водой картридж для готовки 501.
[00199] Закройте клапан чистой воды (не показан).
[00200] Переведите подвижный пресс 202 в положение «прессование».
[00201] Периодически включайте вибраторы 253 и 283 на подвижном прессе 202 и подвижном основании 203 для приготовления пищи, чтобы способствовать мытью или ополаскиванию зерен риса.
[00202] Включите открыватель 285 и 286 сливного водяного затвора.
[00203] Периодически включайте вибраторы 253 и 283 на подвижном прессе 202 и подвижном основании 203 для приготовления пищи, чтобы способствовать сливу воды.
[00204] Отключите открыватель 285 и 286 уплотнения сливной воды.
[00205] Установите подвижный пресс 202 в положение «подъем».
[00206] Включите клапан чистой воды (не показан), чтобы заполнить водой картридж 501 для приготовления пищи.
[00207] Закройте клапан чистой воды (не показан).
[00208] Переведите подвижный пресс 202 в положение «прессование».
[00209] Включите нагревательный элемент на платформе 281 для приготовления пищи до заданной температуры.
[00210] По истечении определенного периода времени выключите нагревательный элемент на платформе 281 для приготовления пищи.
[00211] Переведите подвижный пресс 202 в положение «готово».
[00212] Отобразить сообщение и издать звук, чтобы сообщить, что блюдо готово к подаче.
[00213] Варианты осуществления изобретения, описанные выше, предназначены только для примера; многочисленные вариации и модификации будут очевидны специалистам в данной области техники.