Как правильно выставлять сварочный ток | Ручная дуговая сварка
Источник Яндекс картинкиВсех приветствую . Продолжаем разбирать наш сварочный дневник , и сегодня хочу обсудить такую важную тему для новичков в сварке , а как правильно выставлять сварочный ток ? Потому что это один из самых главных слагаемых получения нормального провара соединяемых деталей . Начну с плохих новостей . Многие из наших бытовых сварочных инверторов выдают меньше сварочного тока , чем это заявлено в инструкции , к сожалению это так . Так что поставив крутилку тока 100 ампер , по факту там будет меньше . Из этого следует простой вывод — не нужно ориентироваться при выставлении тока на таблицы и регулятор ( крутилку !) вашего аппарата .
Источник Яндекс картинкиИсточник Яндекс картинкиТак что же делать ? Как выставлять сварочный ток , тем более когда опыта маловато ? Будем добиваться этого методом научного тыка ! Предположим , что вам нужно сварить две железки , и у вас имеются электроды определенного диаметра . Первым делом нам понадобиться ненужная тренировочная железяка такой же толщины , что и свариваемая . Сначала выставим на аппарате заведомо маленький ток — пусть условно возьмем 30 — 40 ампер , и попробуем на тренировочной железке поварить . Электрод липнет и плохо варит , шов не получается .
Источник Яндекс картинкиДобавляем за раз по 10 ампер и пробуем верить швы , пока ток не будет слишком сильным и не начнутся прожеги , естественно все это делаем на тренировочной железяке . Не забываем смотреть нужную полярность ваших электродов, она указана на пачке .
Источник Яндекс картинкиКогда будете наваривать швы на тренировочной железяке , то не варите их рядом друг с другом — наоборот каждый следующий шов нужно делать подальше от предыдущего , потому что металл рядом со швом сильно разогревается и можем получить неадекватный вывод .
Источник Яндекс картинкиКак только начались сильные прожеги на большом токе , смело убавляйте также по 10 ампер , и вы теперь быстро подберете как раз нужный ток , и чтобы электрод не лип и не было сильных прожегов . Тут и должен начать получаться нормальный шов .
Тут и должен начать получаться нормальный шов .
Друзья, только так методом самостоятельного подбора можно выставить оптимальный сварочный ток для ваших целей. Хочу предложить вам посмотреть видео, где я подбираю оптимальный сварочный ток без таблиц и других рекомендаций.
Как правильно выставить сварочный ток на аппарате ручной дуговой сварки?
Как правильно выставить сварочный ток на аппарате ручной дуговой сварки?Многие люди поддаются маркетинговым уловкам и рекламе и покупают сварочные аппараты избыточной мощности, 200-250 ампер, которые больше габаритами и дороже. Однако, сварочным аппаратом максимальной мощностью 140 ампер можно сварить любые бытовые конструкции.
В начале работы важно правильно подобрать силу тока. Это может доставить некоторые сложности не опытным сварщикам. Можно придерживаться следующего алгоритма действий: если дуга не стабильная, гаснет, значит сила тока слишком низкая. Поверните регулятор силы тока немного вверх, но только с небольшим шагом, не более 5 ампер. Попробуйте поварить. Продолжайте этот процесс до тех пор, пока дуга не станет легко поджигаться, в процессе сварки будет образовываться много беспорядочных брызг, шарик металла в сварочной ванне будет сложно контролируем. Теперь ток установлен слишком высоко, появляется ощущение, что дуга «жесткая». Поверните регулятор силы тока обратно в противоположном направлении такими же небольшими шагами, пока дуга не станет стабильной, «мягкой», а сварочная ванна будет легко контролироваться. Сварка правильно подобранным током, даже на слух воспринимается приятнее, звук более приглушенный, равномерный, отсутствует сильный треск и чрезмерное искрообразование.
Диаметр электрода, мм | Сварочный ток, А |
1,6 | 20-40 |
2,0 | 30-60 |
2,5 | 50-90 |
3,0 | 70-120 |
3,2 | 80-140 |
4,0 | 110-170 |
5,0 | 150-200 |
 Например, при нижнем горизонтальном шве, сила тока
устанавливается на 10-20% выше чем при вертикальном или потолочном.
Например, при нижнем горизонтальном шве, сила тока
устанавливается на 10-20% выше чем при вертикальном или потолочном.При подборе сварочного тока, так же учитывайте то, что качество сварки зависит еще и от длины дуги. Чрезмерное увеличение длины дуги снижает устойчивость ее горения, уменьшает глубину проплавления, повышает частоту обрыва дуги при сварке, увеличивает потери (угар, разбрызгивание), ухудшает форму и размеры сварного шва, усиливает воздействие окружающей атмосферы на расплавленный металл. Короткая дуга обеспечивает наилучшее качество сварного шва. Рекомендуемая длина дуги для электродов указана в их паспорте.
Пробуйте, тренируйтесь и у вас обязательно все получится!
Как узнать, правильно ли выдаёт сварочный ток инвертор
Как узнать, правильно ли выдаёт сварочный ток инверторВопросом о том, как измерить ток на выходе инвертора чаще всего задаётся в случае каких-то проблем со сварочным аппаратом. Вроде бы и настройки все правильно выставил, и электроды сухие, хорошо прокалённые. А нет, не хочет варить сварочный инвертор.
Все дело может быть в токе, а если говорить точнее, в его неправильных параметрах. Ну не хочет выдавать инвертор положенные ему 250 ампер и все. Соответственно и возникают вопросы по поводу измерения сварочного тока.
Как измерить сварочный ток инвертора
Очень часто китайские инверторы не выдают положенный ток сварки. И если на вашем инверторе написано красивыми буквами 250 А, то это еще не значит, что инвертор выдаст именно такой ток. Часто проблема может быть и в некачественном, сильно пониженном напряжении. Тогда и о качестве сварочного тока, говорить не приходится.
Как в домашних условиях можно измерить ток на выходе сварочного инвертора? Здесь все просто и можно воспользоваться специальными клещами или так называемым датчиком Холла. Однако самым действенным способом замерять параметры сварочного тока на выходе из инвертора, является использование мощного амперметра.
При всем этом, нельзя подключать амперметр напрямую к инвертору, поскольку он либо сгорит, либо не сможет показать действительно реальные параметры сварочного тока. Амперметр к инвертору следует подключать только через шунт, номиналом не менее чем в 200 А, или другой, в зависимости от мощности инвертора.
Таким образом, можно произвести замеры реального тока, который выдаёт инвертор. Поверьте, вы можете быть неприятно удивлены, узнав, что вместо положенных 200 А, сварочный инвертор выдаёт всего 170 или того ниже.
Какие могут быть проблемы из-за неправильного сварочного тока
Проблемы, которые возникают по вине заниженного или наоборот, завышенного сварочного тока, заключаются в следующем.
При заниженном сварочном токе:
- Затруднительный розжиг сварочной дуги и её нестабильное горение;
- Металл будет быстро остывать;
- Малая сварочная ванна;
- Чрезмерно выпуклый сварочный шов;
- Постоянное прилипание электрода к металлу.
Признаками того, что сварочный ток имеет сильно завышенное значение, является:
- Разбрызгивание металла при сварке;
- Небольшая выпуклость сварочного шва и даже возникновение впадины;
- Чрезмерно большой расход электродов, также говорит о том, что сварочный ток сильно завышен;
- Сильное шипение при сварке, которое опытный специалист может отличить на слух.
При этом важно понимать, что многие из вышеперечисленных проблем характерны и при использовании сырых электродов, а также при недостаточно хорошей подготовки поверхности металла. В любом случае, если сварка «не идёт» или возникают различного рода проблемы, лучше будет сразу проверить сварочный инвертор и узнать, а правильные ли параметры тока он выдаёт.
Поделиться в соцсетях
Как выбрать ток при сварке инвертором
Как правильно выбрать сварочный ток и диаметр электрода?
Сварочный ток — очень важный параметр, от которого во много зависит качество готового сварного соединения. Начинающим сварщикам порой трудно разобраться в разнообразии настроек, предлагаемых ГОСТами. Ведь чтобы правильно выставить силу сварочного тока учитывается всё, и даже такие неочевидные для новичка особенности, как толщина металла.
Начинающим сварщикам порой трудно разобраться в разнообразии настроек, предлагаемых ГОСТами. Ведь чтобы правильно выставить силу сварочного тока учитывается всё, и даже такие неочевидные для новичка особенности, как толщина металла.
В этой статье мы расскажем, как подобрать параметр сварочного тока исходя из диаметра электрода. При написании этого материала мы руководствовались собственным опытом и нормативным документами. Раньше начинающие сварщики были вынуждены сами высчитывать все настройки с помощью формул. Сейчас можно воспользоваться готовыми рекомендуемыми настройками.
Отдельно хотим отметить, что в этой статье мы будем рассказывать про настройку тока для дуговой сварки с применением инвертора, как самого распространенного и простого типа сварочного оборудования.
Содержание статьи
Общая информация
Сила тока при сварке электродом должна подбираться исходя из многих параметров. Мы подробно рассказывали о режимах сварки в этой статье, обязательно ознакомьтесь с ней, чтобы понимать суть. В целом, режим сварки состоит не только из силы тока и диаметра электрода. Также учитывается марка электрода, положение при сварке, род сварочного тока и его полярность, а также слои будущего шва. При этом важно понимать, какой конечный результат вы хотите получить. Т.е., какое качество шва, его размер и прочие характеристики для вас принципиальны. Исходя из этого уже настраивать режим сварки, и силу тока в частности.
Читайте также: Маркировка электродов
Все эта кажется несколько запутанным, но мы поможем вам правильно подобрать сварочный ток. Здесь всегда действует «железное» правило: чтобы определить оптимальную силу тока нужно прежде всего посмотреть на диаметр электрода, которым вы собираетесь варить. Естественно, это не единственный вариант, но он является основой, базой для дальнейших настроек.
Подбор электродов, в свою очередь, тоже очень важный этап. Диаметр подбирают исходя из толщины металла.

Эту проблему можно легко решить. Например, вы приобрели электроды, предназначенные для сварки в нижнем пространственном положении, но вам нужно сварить вертикальный шов. Для этого уменьшите амперы на 10-15%. Этот метод работает и при сварке потолочных швов, уменьшите амперы на 25-30%. Но учтите, что при сварке потолочных швов диаметр электрода не должен превышать 4 миллиметров.
Благодаря таким настройкам металл будет плавиться медленнее и соответственно не будет сильно стекать вниз. Как вы понимаете, сварочный ток и диаметр электрода всегда взаимосвязаны.
Настройка силы тока в зависимости от электрода
Теперь перейдем непосредственно к электродам и настройкам силы тока. Как мы писали выше, диаметр электрода подбирается исходя из толщины металла. Если вам нужно сварить деталь толщиной от 3 до 5 миллиметров, то используйте электроды диаметром 3-4 миллиметра. Если толщина до 8 миллиметров, то электрода диаметром 5 миллиметров вам будет достаточно.
А что насчет силы тока? Здесь все просто.
При сварке металла электродом 3 мм сила сварочного тока должна быть от 65 до 100 Ампер. Вас может удивить такая большая разница в цифрах, но не стоит беспокоиться. Вы будете сами выбирать удобное значение в зависимости от металла и его характеристик. Новичкам рекомендуем устанавливать 80 Ампер, это наиболее универсальное значение.
Сила сварочного тока при сварке электродом 4 мм может составлять от 120 до 200 Ампер. Такой диаметр электрода наиболее популярен, поскольку позволяет варить самые разнообразные швы. Он широко используется в промышленной и домашней сварке.
Если планируете использовать электрод диаметром 5 миллиметров, то здесь понадобятся довольно большие значения сварочного тока. Минимум 160 Ампер. Рекомендуемое значение — 200 Ампер. Чтобы работа была непрерывной, а дуга горела стабильно, рекомендуем использовать полупрофессиональный трансформатор.
А что, если вы собираетесь работать с электродами большой толщины? Скажем, 8 миллиметров. Здесь вам не обойтись без профессионального мощного оборудования. Минимальное значение тока должно составлять 250 Ампер. Но, скорее всего, в своей работе вам придется использовать куда большие значения, вплоть до 350 Ампер.
Отдельно хотим сказать про компактные инверторные сварочные аппараты, которые сейчас продаются в каждом специализированном магазине. Их полюбили многие домашние сварщики, за их простоту, компактность и надежность. Но есть и недостаток: зачастую такие аппараты способны работать только с проволокой малого диаметра, до 2 миллиметров. Для таких аппаратов сила тока в 40-50 Ампер будет достаточной. Мы рекомендуем приобретать модели таких аппаратов, которые способны плавно регулировать ток. Тогда погрешность будет минимальной.
Не устанавливайте силу тока наугад или опираясь на неаргументированные советы других сварщиков. Этому вопросу нужно уделять должное внимание, иначе вам металл либо не будет плавиться на нужную глубину, либо будет прожигаться. В любом случае, качество швов от такой работы не назовешь хорошим или даже сносным. Ваш главный советник — ГОСТы и прочие нормативные документы, в которых четко прописаны все настройки. Изучайте их, только так вы сможете получить правильную информацию.
Ниже вы можете видеть таблицы, которые помогут вам настроить силу сварочного тока в зависимости от диаметра применяемого электрода. Установите на сварочном аппаратенастройки из первой таблицы, если планируете варить стыковые швы.
Настройки из второй таблицы, которую вы можете видеть ниже, более универсальные. С них можно начинать свои первые попытки настроить сварочный аппарат. Такая таблица сварочных токов обязательно пригодится вам, так что запишите ее или запомните.
С них можно начинать свои первые попытки настроить сварочный аппарат. Такая таблица сварочных токов обязательно пригодится вам, так что запишите ее или запомните.
Вместо заключения
Выбор сварочного тока — один из ключевых этапов настройки аппарата. Но не стоит беспокоиться о возможных ошибках. При сварке инвертором многие параметры настраиваются интуитивно, а в современных сварочниках и вовсе режим сварки можно устанавливать в автоматизированном режиме (например, во многих моделях инверторов есть возможность автоматической настройки напряжения дуга).
Чтобы избежать ошибок имейте под рукой простые таблицы, которые вы уже видели в нашей статье. А еще лучше просто запомнить все возможные комбинации настроек. Поверьте, это не так сложно, как может показаться на первый взгляд. Со временем вы обретете свой личный опыт и начнете настраивать инвертор исходя из его погрешностей. Вы также будете знать особенности металлов, с которыми будете работать, а это упрощает настройку сварочного аппарата. Поделитесь в комментариях своим опытом настройки сварочного тока в зависимости от диаметра электрода.
[Всего голосов: 13 Средний: 3/5]svarkaed.ru
Что влияет на выбор сварочного тока
При выполнении сварочных работ, качество получаемого соединения зависит в первую очередь от того, насколько правильно выбран режим сварки. Основным регулируемым параметром процесса или главной режимной характеристикой является электрический ток, который называют сварочным током.
Сила тока при сварке зависит главным образом от параметров заготовки, которую предстоит варить и от некоторых других факторов.
Основные понятия
Сварочный ток, кроме своего абсолютного значения, выражаемого в амперах, характеризуется постоянством или периодическим изменением во времени величины и направления.
В первом случае ток называется постоянным. Его источниками являются сварочные выпрямители, автономные сварочные генераторы, а также современные аппараты для сварки, использующие инверторные технологии.
Если направление и (или) величина тока меняются во времени, то его называют переменным. Источниками переменного сварочного тока служат понижающие трансформаторы, первичная обмотка которых включается в сеть переменного тока 220 или 380 вольт.
На выбор параметров сварки, то есть ее режима, влияют следующие факторы, тесно между собой связанные:
- толщина свариваемой заготовки;
- вид металла или сплава, который предстоит варить;
- диаметр применяемого электрода;
- расположение и характер шва.
Выбираемый токовый режим работы сварочного аппарата определяет величину энергии электрической дуги. Чем больше значение этого параметра, тем больше тепла выделяется при горении дуги, а значит, более интенсивно и глубоко плавится заготовка и применяемый электрод.
Отсюда становится понятным, что чем толще и массивней свариваемый металл, тем большее значение тока должно быть установлено при его сварке. Кроме этого, существует прямая зависимость между толщиной заготовки, токовым режимом и диаметром электрода при ручной дуговой сварке.
Зависимость от толщины электрода
Нормативная литература по сварочному делу содержит много таблиц, позволяющих выбрать требуемый диаметр электрода и значение сварочного тока для сваривания заготовок определённой толщины.
При увеличении тока сварки, увеличивается скорость плавления, как заготовки, так и материала электрода, это определяет прямую зависимость между сварочным током и диаметром электрода.
Например, если электродом, имеющим диаметр 2мм, рекомендуется сваривать металл толщиной 2 – 3 мм, выбирая при этом сварочный ток в диапазоне 40 – 80 ампер, то для электродов диаметром 5 – 6 мм указывается токовая величина 220 – 320 ампер при сварке металла 10 – 24 мм.
Стоит упомянуть ещё об одной характеристике сварочного процесса, связанной с диаметром используемого электрода. Речь идет о плотности тока сварки, определяемой отношением сварочного тока к площади поперечного сечения электрической дуги и измеряемой в амперах на миллиметр квадратный (А/мм2).
Этот параметр играет важную роль в формировании сварного шва. С увеличением диаметра электрода, плотность падает при неизменных токовых настройках аппарата.
Это обусловлено тем, что электрод с диаметром большего размера создает более толстую дугу, имеющую большее значение площади. Показатель плотности зависит также от длины электрической дуги.
При увеличении разрядного промежутка между электродом и заготовкой, дуга вытягивается, становясь тоньше, уменьшая площадь поперечного сечения разряда. При этом уменьшается температура, создаваемая дугой, замедляется процесс переноса вещества электрическим разрядом.
При дальнейшем увеличении зазора, процесс начинает терять стабильность, поверхность сварочной ванны становится неровной, и в итоге дуговой разряд гаснет. Таким образом, в относительно небольших пределах, энергию сварочного процесса можно регулировать путем изменения длины дуги.
Что касается сварки полуавтоматом, роль электрода здесь играет специальная проволока для сварки, диаметр которой также выбирается по таблицам, в зависимости от характеристик свариваемого металла и его толщины.
Практическое определение
Опытному сварщику не составит труда правильно выбрать режим сварки, если известны размеры заготовок и характеристики металла, из которого они изготовлены. При необходимости можно обратиться к одной из технологических таблиц.
Необходимо обращать внимание на рекомендации, прилагаемые к самим электродам и сварочному аппарату в инструкции. Существуют также эмпирические формулы, по которым можно произвести расчёт сварочного тока.
Для электродов, имеющих диаметр менее 4 мм или более 6 мм, иногда применяют следующую формулу:
I = (20 + 6d) d
В этой формуле I – сварочный ток, выраженный в Амперах, d – диаметр электрода в миллиметрах.
Для выбора сварочного тока при использовании электродов, имеющих диаметр менее 3 мм, и работе в самом простом нижнем положении, можно применить соотношение:
I = 30 d;
при диаметре 3-4 мм формула меняется на:
I = 40 d.
Расчетное значение на практике корректируют. Обычно происходит изменение в меньшую сторону на 10-15%.
Расположение и характер шва
Оптимальная величина тока сварки зависит от пространственной ориентации свариваемого соединения и положения, из которого производится сварка, а также от того, скошены ли кромки свариваемых деталей и под каким углом. Понятнее станет, если рассмотреть примеры.
При сваривании горизонтального шва в положении сверху, значение тока можно установить более высокое, чем при сварке вертикальных или горизонтальных потолочных швов в положении снизу.
Это объясняется тем, что сварочная ванна горизонтального, свариваемого сверху шва более устойчива и не склонна к растеканию. Повышенное значение тока в этом случае обеспечивает более глубокий провар заготовок, следовательно, более прочное сплавление по всей толщине детали.
Наименьший ток должен быть выбран при сварке потолочных швов снизу. В этом случае жидкий металл под воздействием силы тяжести стремится оторваться от шва и упасть, чему до определённого момента препятствуют лишь силы поверхностного натяжения расплавленного металла.
Это обстоятельство предъявляет более высокие требования к квалификации сварщика, которому в процессе выполнения работы необходимо тщательно следить за жидкой массой сварочной ванны, предотвращая вытекание из неё металла.
Следует заметить, что опытный сварщик может регулировать этот процесс, не уменьшая значение тока, а увеличивая скорость перемещения электрода вдоль шва, что кстати, уменьшает затраты времени на выполнение работы.
Подготовленные к сварке торцевые поверхности деталей путём их скашивания, требуют несколько уменьшить величину тока сварки, так как неподготовленные кромки необходимо проваривать гораздо глубже, чем предварительно снятые. Однако и в этом случае, при наличии опыта, выбор требуемого режима может быть осуществлен изменением скорости сварочного процесса.
Однако и в этом случае, при наличии опыта, выбор требуемого режима может быть осуществлен изменением скорости сварочного процесса.
Некоторые нюансы при выборе сварочного тока вносит тип покрытия применяемых электродов, но влияние этого фактора существенно ниже перечисленных ранее.
Какое влияние имеет полярность
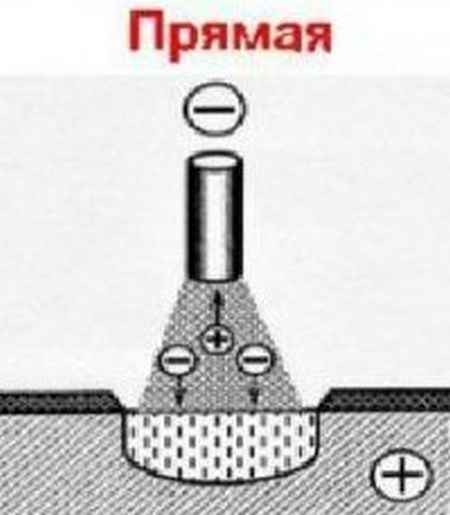
При сварке инвертором, или классическим аппаратом постоянного тока, выбор режима сварки связан с полярностью. Прямой полярностью принято называть схему, при которой сварочный электрод подключен к минусовой клемме аппарата, свариваемая деталь соединяется при этом с плюсом.
Особенностью сварочного процесса при прямой полярности является то, что плавление материала электрода происходит более интенсивно, чем плавление заготовки. Объясняется это следующим образом.
Несмотря на то, что условное направление протекания электрического тока принято от плюса к минусу, реальный физический процесс представляет собой движение отрицательно заряженных частиц – электронов, от минуса к плюсу.
Благодаря этому, при такой полярности происходит быстрый расход материала электрода. Использование прямой полярности целесообразно в случае относительно тонких заготовок, либо если к массивному элементу приваривается тонкая деталь.
При подключении электрода к плюсу, а заготовки соответственно, к минусу, получаем полярность, которую называют обратной. При таком включении интенсивней плавится заготовка, что определяет преимущество его применения при сваривании более толстых деталей.
Поскольку каждая металлическая заготовка и сварочный аппарат имеет свои особенности, выбор оптимального значение тока зависит от опытности сварщика. Тем же, кто только учится варить, необходимо ориентироваться на расчетные и табличные значения.
svaring.com
Как правильно подобрать сварочный ток на инверторе?
Для правильного определения нужной силы тока при ручной электродуговой электродной сварке необходимо учесть много факторов. Режим сварки определяют при анализе первоначальных данных. Чем больше данных, тем выше будет качество выполненной работы.
Режим сварки определяют при анализе первоначальных данных. Чем больше данных, тем выше будет качество выполненной работы.
Режим сварки, факторы влияющие на его выбор
Для выбора нужного нам режима сварки требуется определить состав свариваемого материала, его геометрические размеры, конфигурацию и планируемый тип сварного шва. Только зная ответы на все эти вопросы мы сможем верно выбрать электрод и характеристики сварного тока.
Так как факторов множество и каждый из них по своему влияет на сам процесс сварки — рассмотрим их основные параметры:
- типоразмер электрода;
- значение тока;
- длина дуги;
- скорость провара;
- тип и полярность;
- количество швов.
Анализируя данный список мы видим, что главные критерии режима сварки связаны с условиями и характером горения сварочной дуги. Поэтому перед началом работ нужно выполнить подбор значений этих параметров для получения нужной конфигурации и, следовательно, отличного качества места сварки.
Хорошее увеличение производительности труда получают путем использования сварки, где применяется трехфазный ток.
Применяя трехфазную сварку КПД возрастает в 2—2,5 раза. Проходя сквозь дугу трех токов смещенных по фазе на 120 градусов качество и устойчивость дуги становится намного выше чем при применении однофазного тока. Данный тип сварки позволяет применять электроды с фтористо-кальциевыми покрытиями, которые не годятся при работе на однофазном переменном токе.
ТОК И ЭЛЕКТРОД
Одним из главных характеристик электродуговой сварки считается сварочный ток. В большей степени его сила определит характер шва и продуктивность сварки в общем. Чем выше значение тока-тем лучше дуга и глубже проплав. Сила тока при сварке находится в прямой зависимости с размером электрода и вида взаимного размещения свариваемых деталей в пространстве. Наивысшие значения тока применяются для стыковки горизонтальных деталей. При вертикальных проварах силу тока уменьшают на 15%, при потолочных – уменьшают на 20%.
Зачастую данные о силе тока нанесены на пачке от сварочных электродов. Вдобавок ее можно узнать с помощью расчетов или таблиц.
Диаметр электрода подбирается исходя из толщин скрепляемого металла, способа сварки и геометрических размеров шва.
Для каждого отдельного случая подбирается определенное количество Ампер:
- Электродом 1 мм. сваривают материал толщиной до 1 мм, сила тока выставляется в пределах 10-30 А.
- Электродом 1,5-2 мм. сваривают материал толщиной до 2 мм, подают на электрод 30-50 А.
- Электродом 3 мм. сваривают материал толщиной до 4 мм, подают на электрод 60-120 А.
- Электродом 4 мм. сваривают материал толщиной до 11 мм, подают на электрод 140-2000 А.
- Электродом 5 мм. сваривают материал толщиной до 15 мм, подают на электрод 150-270 А.
- Электродом 6 мм. сваривают материал толщиной до 16 мм, подают на электрод 210-340 А.
Такой разброс ампер существует из-за разности применяемых металлов и положения заготовок при сварке. При начале сварки советуют выставлять среднее значение силы тока.
ДЛИНА ДУГИ
Силу тока мы определили, теперь самое время разобраться какая длина сварочной дуги должна быть при заданных нами параметрах. Постоянная равномерная длина сварочной дуги окажет положительное воздействие на характер сварного шва. Наилучшим вариантом будет применение короткой дуги (длина дуги не больше диаметра применяемого электрода) Даже имея солидный опыт сварщика данное требование выполнить будет очень тяжело. Длина дуги имеет связь с калибром электрода и силой тока. Для обеспечения хорошего сварного шва требуется придерживаться зависимости между диаметром электрода и длиной дуги:
- При размере 1,5-2 мм – дуга составит 2,5 мм.
- При размере 3 мм – дуга составит 3,5 мм.
- При размере 3-4 мм – дуга составит 4 мм.
- При размере 4 мм – дуга составит 4,5 мм.
- При размере 4-5 мм – дуга составит 5 мм.
- При размере 5 мм – дуга составит 5,5 мм.

- При размере 6-8 мм – дуга составит 6,5 мм.

СКОРОСТЬ НАЛОЖЕНИЯ СВАРОЧНЫХ ШВОВ
Определение наилучшего скоростного режима наложения сварного шва напрямую зависит и привязано к геометрическим размерам свариваемых деталей и силы сварочного тока. При выборе правильной скорости шов получится в 1,5-2 раза больше размера электрода. При
Влияние скорости сварки на форму шва
малой скорости проводки получится переизбыток металла в сварной ванне, который будет расходиться и образовывать дефектный шов. При повышенной скорости проводки метал не сможет
прогреться в нужной степени, что несомненно приведет к непровару и шов получится хрупким.
Для определения наилучшего скоростного режима советуется придерживаться полученных экспериментальным способом характеристик ванны: ширина – 9-15 мм, глубина – до 6 мм, длина – 10-30 мм. При повышении скорости перемещения электрода ширина шва становится меньше, причем глубина провара фактически останется прежней. Получается, что швы наилучшего качества получим при соблюдении скорости 30-40 м/ч.
ПОЛЯРНОСТЬ
На выбор нужной нам силы тока влияет и полярность. Инвертор может менять направленность движения электричества. Каким образом это происходит и в чем преимущество изменения полярности?
Виды полярности сварочного тока
Поток электронов при сварке направлен от отрицательной клеммы к положительной. Клемма, на какую приходят электроны (положительная) имеет более сильный прогрев. Эти знания применяют для улучшения качества сварки при различных металлах и толщинах заготовок. При сварке габаритных деталей имеющих большую массу и плотность положительная клемма крепится к их поверхности, данный тип подключения будет считаться «с прямой
полярностью». Зачастую при сварке используют именно этот тип. При работе с металлами имеющими тонкую стенку или высоколегированный сплав склонный к выгоранию легирующих элементов к ним подключают отрицательную клемму (обратная полярность). При использовании данного подключения наибольшая температура припадает на электрод, а свариваемые поверхности имеют меньший нагрев. Большая сила тока также будет меньшее влиять на деталь.
Верный подбор описанных выше показателей (силе тока, полярность, диаметр и вид электрода) гарантируют наилучшие показатели сварных швов. Для повседневной обычной сварки наиболее лучше подойдет сварочный инвертор с размером электродов диаметром 3-4 мм, выставленной силой тока приблизительно 100 А и использованием прямой полярности. Данный выпрямитель потребляет небольшое количество энергии, имеет малый вес и габаритные размеры и очень удобен в использовании. При работе нужно учесть, что любой сварочный аппарат имеет свои огрехи, поэтому проводить регулировку нужно на свое усмотрению отталкиваясь от заданных режимов. Помните, что подбор силы тока происходит в зависимости от совокупности большого количества факторов. Ошибочное определение режима может стать причиной того, что металл не будет провариваться при нехватке тока, а при его переизбытке-материал прожжется. При применении электродов с большим калибром плотность сварочного тока уменьшится, что обусловит появление блуждания сварочной дуги, её колебания и изменения длины. Все это приведет к увеличению ширины сварочного шва и меньшей глубине провара.
Источники питания
В настоящее время по роду электричества может применяться сварка переменным и постоянным током. Важно не только правильно выбрать режим сварки и толщину электрода, но и подобрать нужный источник питания. Давайте рассмотрим самые распространенные источники сварочного тока и узнаем в чем их отличия:
Сварочные трансформаторы
Создают сварочный ток просто понижая сетевое напряжение. Это определяет их хорошую надежность и дешевизну. Сварка переменным током с использование трансформаторов подходит наилучшим образом для работы с низкоуглеродистыми сталями. Огромным изъяном является его большой вес и огромные энергозатраты, что пагубно для обычных электро сетей. При уменьшении напряжения до 160-180 В данные источники питания не работают.
Сварочные выпрямители
Преобразовывает сетевое напряжение с дальнейшим его выпрямлением используя диодные или тиристорные блоки. Данные источники питания очень просты и имеют высокую надежность. Применяют для сварки фактически любых сталей и сплавов различными типами электродов. При работе данной сваркой образование брызг металла происходит в меньшей мере чем у трансформатора, при этом замечается лучшее горение дуги и ее устойчивость, поэтому сварной шов получается лучше. Затраты на электроэнергию у него выше трансформатора, так как некая доля энергии теряется на диодном блоке. Работать данным аппаратом в местах где возможно понижение напряжения к 180 вольтам также невозможно.
Сварочные инверторы
Их принцип базируется на превращении переменного тока на входе прибора в постоянный, далее с помощью транзисторных ключей постоянный перерабатывается в переменный с частотой выше 50 кГц и поступает к высокочастотному трансформатору с последующим выпрямлением. Данные источники питания обладают совершенными характеристиками выходного импульса подходящего под различные типы сварки. Выпрямитель имеет низкое энергопотребление и высокий КПД (более 85%), из-за чего нагрузка на сеть снижается во много раз. Аппарат снабжается разнообразными функциями такими как легкое образование дуги, не залипание электродов, «горячий старт»и т.д. Инвертор может работать с любыми видами электродов по всем маркам стали.
Сварочный ток — очень важный параметр, от которого во много зависит качество готового сварного соединения. Начинающим сварщикам порой трудно разобраться в разнообразии настроек, предлагаемых ГОСТами. Ведь чтобы правильно выставить силу сварочного тока учитывается всё, и даже такие неочевидные для новичка особенности, как толщина металла.
В этой статье мы расскажем, как подобрать параметр сварочного тока исходя из диаметра электрода. При написании этого материала мы руководствовались собственным опытом и нормативным документами. Раньше начинающие сварщики были вынуждены сами высчитывать все настройки с помощью формул. Сейчас можно воспользоваться готовыми рекомендуемыми настройками.
Отдельно хотим отметить, что в этой статье мы будем рассказывать про настройку тока для дуговой сварки с применением инвертора, как самого распространенного и простого типа сварочного оборудования.
Общая информация
Сила тока при сварке электродом должна подбираться исходя из многих параметров. Мы подробно рассказывали о режимах сварки в этой статье, обязательно ознакомьтесь с ней, чтобы понимать суть. В целом, режим сварки состоит не только из силы тока и диаметра электрода. Также учитывается марка электрода, положение при сварке, род сварочного тока и его полярность, а также слои будущего шва. При этом важно понимать, какой конечный результат вы хотите получить. Т.е., какое качество шва, его размер и прочие характеристики для вас принципиальны. Исходя из этого уже настраивать режим сварки, и силу тока в частности.
Читайте также: Маркировка электродов
Все эта кажется несколько запутанным, но мы поможем вам правильно подобрать сварочный ток. Здесь всегда действует «железное» правило: чтобы определить оптимальную силу тока нужно прежде всего посмотреть на диаметр электрода, которым вы собираетесь варить. Естественно, это не единственный вариант, но он является основой, базой для дальнейших настроек.
Подбор электродов, в свою очередь, тоже очень важный этап. Диаметр подбирают исходя из толщины металла. Чем толщина больше, тем больше и диаметр. Параллельно нужно смотреть, для какого пространственного положения предназначены выбранные вами электроды. Идеальный вариант — сварка электродами в том положении, для которого они предназначены. Но все мы понимаем, что ни каждый сварщик (особенно домашний) может позволить себе покупать разные электроды для выполнения различных швов.
Эту проблему можно легко решить. Например, вы приобрели электроды, предназначенные для сварки в нижнем пространственном положении, но вам нужно сварить вертикальный шов. Для этого уменьшите амперы на 10-15%. Этот метод работает и при сварке потолочных швов, уменьшите амперы на 25-30%. Но учтите, что при сварке потолочных швов диаметр электрода не должен превышать 4 миллиметров.
Благодаря таким настройкам металл будет плавиться медленнее и соответственно не будет сильно стекать вниз. Как вы понимаете, сварочный ток и диаметр электрода всегда взаимосвязаны.
Настройка силы тока в зависимости от электрода
Теперь перейдем непосредственно к электродам и настройкам силы тока. Как мы писали выше, диаметр электрода подбирается исходя из толщины металла. Если вам нужно сварить деталь толщиной от 3 до 5 миллиметров, то используйте электроды диаметром 3-4 миллиметра. Если толщина до 8 миллиметров, то электрода диаметром 5 миллиметров вам будет достаточно.
А что насчет силы тока? Здесь все просто.
При сварке металла электродом 3 мм сила сварочного тока должна быть от 65 до 100 Ампер. Вас может удивить такая большая разница в цифрах, но не стоит беспокоиться. Вы будете сами выбирать удобное значение в зависимости от металла и его характеристик. Новичкам рекомендуем устанавливать 80 Ампер, это наиболее универсальное значение.
Сила сварочного тока при сварке электродом 4 мм может составлять от 120 до 200 Ампер. Такой диаметр электрода наиболее популярен, поскольку позволяет варить самые разнообразные швы. Он широко используется в промышленной и домашней сварке. Поэтому крайне важно научиться настраивать сварочный ток именно в этом диапазоне.
Если планируете использовать электрод диаметром 5 миллиметров, то здесь понадобятся довольно большие значения сварочного тока. Минимум 160 Ампер. Рекомендуемое значение — 200 Ампер. Чтобы работа была непрерывной, а дуга горела стабильно, рекомендуем использовать полупрофессиональный трансформатор.
А что, если вы собираетесь работать с электродами большой толщины? Скажем, 8 миллиметров. Здесь вам не обойтись без профессионального мощного оборудования. Минимальное значение тока должно составлять 250 Ампер. Но, скорее всего, в своей работе вам придется использовать куда большие значения, вплоть до 350 Ампер.
Отдельно хотим сказать про компактные инверторные сварочные аппараты, которые сейчас продаются в каждом специализированном магазине. Их полюбили многие домашние сварщики, за их простоту, компактность и надежность. Но есть и недостаток: зачастую такие аппараты способны работать только с проволокой малого диаметра, до 2 миллиметров. Для таких аппаратов сила тока в 40-50 Ампер будет достаточной. Мы рекомендуем приобретать модели таких аппаратов, которые способны плавно регулировать ток. Тогда погрешность будет минимальной.
Не устанавливайте силу тока наугад или опираясь на неаргументированные советы других сварщиков. Этому вопросу нужно уделять должное внимание, иначе вам металл либо не будет плавиться на нужную глубину, либо будет прожигаться. В любом случае, качество швов от такой работы не назовешь хорошим или даже сносным. Ваш главный советник — ГОСТы и прочие нормативные документы, в которых четко прописаны все настройки. Изучайте их, только так вы сможете получить правильную информацию.
Ниже вы можете видеть таблицы, которые помогут вам настроить силу сварочного тока в зависимости от диаметра применяемого электрода. Установите на сварочном аппаратенастройки из первой таблицы, если планируете варить стыковые швы.
Настройки из второй таблицы, которую вы можете видеть ниже, более универсальные. С них можно начинать свои первые попытки настроить сварочный аппарат. Такая таблица сварочных токов обязательно пригодится вам, так что запишите ее или запомните.
Вместо заключения
Выбор сварочного тока — один из ключевых этапов настройки аппарата. Но не стоит беспокоиться о возможных ошибках. При сварке инвертором многие параметры настраиваются интуитивно, а в современных сварочниках и вовсе режим сварки можно устанавливать в автоматизированном режиме (например, во многих моделях инверторов есть возможность автоматической настройки напряжения дуга).
Чтобы избежать ошибок имейте под рукой простые таблицы, которые вы уже видели в нашей статье. А еще лучше просто запомнить все возможные комбинации настроек. Поверьте, это не так сложно, как может показаться на первый взгляд. Со временем вы обретете свой личный опыт и начнете настраивать инвертор исходя из его погрешностей. Вы также будете знать особенности металлов, с которыми будете работать, а это упрощает настройку сварочного аппарата. Поделитесь в комментариях своим опытом настройки сварочного тока в зависимости от диаметра электрода.
otoplenie-help.ru
Выбор режима ручной дуговой сварки. От чего зависит сила сварочного тока
Для правильного определения нужной силы тока при ручной электродуговой электродной сварке необходимо учесть много факторов. Режим сварки определяют при анализе первоначальных данных. Чем больше данных, тем выше будет качество выполненной работы.
Режим сварки, факторы влияющие на его выбор
Для выбора нужного нам режима сварки требуется определить состав свариваемого материала, его геометрические размеры, конфигурацию и планируемый тип сварного шва. Только зная ответы на все эти вопросы мы сможем верно выбрать электрод и характеристики сварного тока.
Так как факторов множество и каждый из них по своему влияет на сам процесс сварки – рассмотрим их основные параметры:
- типоразмер электрода;
- значение тока;
- длина дуги;
- скорость провара;
- тип и полярность;
- количество швов.
Анализируя данный список мы видим, что главные критерии режима сварки связаны с условиями и характером горения сварочной дуги. Поэтому перед началом работ нужно выполнить подбор значений этих параметров для получения нужной конфигурации и, следовательно, отличного качества места сварки.
Хорошее увеличение производительности труда получают путем использования сварки, где применяется трехфазный ток.
Применяя трехфазную сварку КПД возрастает в 2—2,5 раза. Проходя сквозь дугу трех токов смещенных по фазе на 120 градусов качество и устойчивость дуги становится намного выше чем при применении однофазного тока. Данный тип сварки позволяет применять электроды с фтористо-кальциевыми покрытиями, которые не годятся при работе на однофазном переменном токе.
ТОК И ЭЛЕКТРОД
Одним из главных характеристик электродуговой сварки считается сварочный ток. В большей степени его сила определит характер шва и продуктивность сварки в общем. Чем выше значение тока-тем лучше дуга и глубже проплав. Сила тока при сварке находится в прямой зависимости с размером электрода и вида взаимного размещения свариваемых деталей в пространстве. Наивысшие значения тока применяются для стыковки горизонтальных деталей. При вертикальных проварах силу тока уменьшают на 15%, при потолочных – уменьшают на 20%.
Зачастую данные о силе тока нанесены на пачке от сварочных электродов. Вдобавок ее можно узнать с помощью расчетов или таблиц.
Диаметр электрода подбирается исходя из толщин скрепляемого металла, способа сварки и геометрических размеров шва.
Для каждого отдельного случая подбирается определенное количество Ампер:
- Электродом 1 мм. сваривают материал толщиной до 1 мм, сила тока выставляется в пределах 10-30 А.
- Электродом 1,5-2 мм. сваривают материал толщиной до 2 мм, подают на электрод 30-50 А.
- Электродом 3 мм. сваривают материал толщиной до 4 мм, подают на электрод 60-120 А.
- Электродом 4 мм. сваривают материал толщиной до 11 мм, подают на электрод 140-2000 А.
- Электродом 5 мм. сваривают материал толщиной до 15 мм, подают на электрод 150-270 А.
- Электродом 6 мм. сваривают материал толщиной до 16 мм, подают на электрод 210-340 А.
Такой разброс ампер существует из-за разности применяемых металлов и положения заготовок при сварке. При начале сварки советуют выставлять среднее значение силы тока.
ДЛИНА ДУГИ
Силу тока мы определили, теперь самое время разобраться какая длина сварочной дуги должна быть при заданных нами параметрах. Постоянная равномерная длина сварочной дуги окажет положительное воздействие на характер сварного шва. Наилучшим вариантом будет применение короткой дуги (длина дуги не больше диаметра применяемого электрода) Даже имея солидный опыт сварщика данное требование выполнить будет очень тяжело. Длина дуги имеет связь с калибром электрода и силой тока. Для обеспечения хорошего сварного шва требуется придерживаться зависимости между диаметром электрода и длиной дуги:
- При размере 1,5-2 мм – дуга составит 2,5 мм.
- При размере 3 мм – дуга составит 3,5 мм.
- При размере 3-4 мм – дуга составит 4 мм.
- При размере 4 мм – дуга составит 4,5 мм.
- При размере 4-5 мм – дуга составит 5 мм.
- При размере 5 мм – дуга составит 5,5 мм.
- При размере 6-8 мм – дуга составит 6,5 мм.
СКОРОСТЬ НАЛОЖЕНИЯ СВАРОЧНЫХ ШВОВ
Определение наилучшего скоростного режима наложения сварного шва напрямую зависит и привязано к геометрическим размерам свариваемых деталей и силы сварочного тока. При выборе правильной скорости шов получится в 1,5-2 раза больше размера электрода. При
Влияние скорости сварки на форму шва
малой скорости проводки получится переизбыток металла в сварной ванне, который будет расходиться и образовывать дефектный шов. При повышенной скорости проводки метал не сможет
прогреться в нужной степени, что несомненно приведет к непровару и шов получится хрупким.
Для определения наилучшего скоростного режима советуется придерживаться полученных экспериментальным способом характеристик ванны: ширина – 9-15 мм, глубина – до 6 мм, длина – 10-30 мм. При повышении скорости перемещения электрода ширина шва становится меньше, причем глубина провара фактически останется прежней. Получается, что швы наилучшего качества получим при соблюдении скорости 30-40 м/ч.
ПОЛЯРНОСТЬ
На выбор нужной нам силы тока влияет и полярность. Инвертор может менять направленность движения электричества. Каким образом это происходит и в чем преимущество изменения полярности?
Виды полярности сварочного тока
Поток электронов при сварке направлен от отрицательной клеммы к положительной. Клемма, на какую приходят электроны (положительная) имеет более сильный прогрев. Эти знания применяют для улучшения качества сварки при различных металлах и толщинах заготовок. При сварке габаритных деталей имеющих большую массу и плотность положительная клемма крепится к их поверхности, данный тип подключения будет считаться “с прямой
полярностью”. Зачастую при сварке используют именно этот тип. При работе с металлами имеющими тонкую стенку или высоколегированный сплав склонный к выгоранию легирующих элементов к ним подключают отрицательную клемму (обратная полярность). При использовании данного подключения наибольшая температура припадает на электрод, а свариваемые поверхности имеют меньший нагрев. Большая сила тока также будет меньшее влиять на деталь.
Верный подбор описанных выше показателей (силе тока, полярность, диаметр и вид электрода) гарантируют наилучшие показатели сварных швов. Для повседневной обычной сварки наиболее лучше подойдет сварочный инвертор с размером электродов диаметром 3-4 мм, выставленной силой тока приблизительно 100 А и использованием прямой полярности. Данный выпрямитель потребляет небольшое количество энергии, имеет малый вес и габаритные размеры и очень удобен в использовании. При работе нужно учесть, что любой сварочный аппарат имеет свои огрехи, поэтому проводить регулировку нужно на свое усмотрению отталкиваясь от заданных режимов. Помните, что подбор силы тока происходит в зависимости от совокупности большого количества факторов. Ошибочное определение режима может стать причиной того, что металл не будет провариваться при нехватке тока, а при его переизбытке-материал прожжется. При применении электродов с большим калибром плотность сварочного тока уменьшится, что обусловит появление блуждания сварочной дуги, её колебания и изменения длины. Все это приведет к увеличению ширины сварочного шва и меньшей глубине провара.
Источники питания
В настоящее время по роду электричества может применяться сварка переменным и постоянным током. Важно не только правильно выбрать режим сварки и толщину электрода, но и подобрать нужный источник питания. Давайте рассмотрим самые распространенные источники сварочного тока и узнаем в чем их отличия:
Сварочные трансформаторы
Создают сварочный ток просто понижая сетевое напряжение. Это определяет их хорошую надежность и дешевизну. Сварка переменным током с использование трансформаторов подходит наилучшим образом для работы с низкоуглеродистыми сталями. Огромным изъяном является его большой вес и огромные энергозатраты, что пагубно для обычных электро сетей. При уменьшении напряжения до 160-180 В данные источники питания не работают.
Сварочные выпрямители
Преобразовывает сетевое напряжение с дальнейшим его выпрямлением используя диодные или тиристорные блоки. Данные источники питания очень просты и имеют высокую надежность. Применяют для сварки фактически любых сталей и сплавов различными типами электродов. При работе данной сваркой образование брызг металла происходит в меньшей мере чем у трансформатора, при этом замечается лучшее горение дуги и ее устойчивость, поэтому сварной шов получается лучше. Затраты на электроэнергию у него выше трансформатора, так как некая доля энергии теряется на диодном блоке. Работать данным аппаратом в местах где возможно понижение напряжения к 180 вольтам также невозможно.
Сварочные инверторы
Их принцип базируется на превращении переменного тока на входе прибора в постоянный, далее с помощью транзисторных ключей постоянный перерабатывается в переменный с частотой выше 50 кГц и поступает к высокочастотному трансформатору с последующим выпрямлением. Данные источники питания обладают совершенными характеристиками выходного импульса подходящего под различные типы сварки. Выпрямитель имеет низкое энергопотребление и высокий КПД (более 85%), из-за чего нагрузка на сеть снижается во много раз. Аппарат снабжается разнообразными функциями такими как легкое образование дуги, не залипание электродов, «горячий старт»и т.д. Инвертор может работать с любыми видами электродов по всем маркам стали.
svarkagid.ru
Сварочный ток и диаметр электрода:выбор,таблица соотношения
Сварка считается одним из самых надежных способов получения качественного неразъемного соединения металлов. Электроды относятся к основному расходному материалу, который используется в данной сфере. Они создаются таким образом, чтобы максимально соответствовать тому металлу, с которым вступают во взаимодействие, чтобы в итоге получилась однородная масса. Но материал является далеко не единственным параметром. Очень важным оказывается толщина, от которой зависит необходимая мощность аппарата, а также глубина провариваемой части металла.
Важно не только правильно выбрать их, но и правильно использовать. Здесь требуется не только мастерство сварщика, так как правильно подобранный режим оборудования также вносит свою долю в успешность процедуры. Опыт прошлых поколений уже помог вывести основные данные, как подобрать правильно параметры для того или иного материала и как проходит зависимость сварочного тока от диаметра электрода. Сейчас совсем не обязательно самостоятельно высчитывать все данные, а можно просто обратиться к уже сделанным расчетам, чтобы не наделать ошибок во время работы.
Сварочные электроды
Режимы проведения операций
Сила тока при сварке электродом подбирается в зависимости от множества факторов согласно заданному режиму. Режим включает в себя основные показатели, которые определяются исходными данными. Можно определить требуемую форму шва, его размер и качество. Чем больше данных, тем выше качество работы. Основными параметрами являются:
- Диаметр электрода;
- Его марка;
- Положение при проведении операций;
- Сила и род тока;
- Полярность;
- Количество слоев в шве.
При многослойном шве режим может меняться, также как и диаметр и прочие параметры. Исходные данные берутся от электродов, которые в свою очередь подбираются под определенную марку металла. Если в общих данных указаны значения только для нижнего положения, то в этом нет ничего страшного. При вертикальном положении количество Ампер уменьшают от номинального на 10-20%, а при потолочном – на 20-25%. Это связано с тем, чтобы металл не так быстро расплавлялся и не стекал со шва. Также стоит отметить, что при потолочной сварке максимальный диаметр составляет 4 мм. Сварочный ток и диаметр электрода здесь имеют прямопропорционально соотношение. Его род также определяется сразу, так как он указывается в технических данных на пачке.
Выбор диаметра электрода для сварки
Подбор силы тока
Диаметр расходных материалов подбирается согласно толщине свариваемой детали, не говоря уже о размерах шва и способа сварки. Если необходимо заварить поверхность шириной в 3-5 мм, то диаметр следует выбирать 3-4. До 8 мм ширины вполне достаточно 5 электрода. Для каждого из этих положений нужно выбирать свое количество Ампер:
- Ток при сварке электродом 3 мм должен лежать в пределах от 65 до 100 А. Такой разброс зависит от металла и выбранного положения. Для начала рекомендуется ставить среднее значение, в данном случае 80 А.
- Сила тока при сварке электродом 4 мм лежит в пределах от 120 до 200 А. Это один из наиболее распространенных видов диаметра, который используется в промышленности, так как он подходит для работы, как с большими, так и мелкими швами.
- При 5 мм потребуется сила от 160 до 250 А, в зависимости от положения и выбранного типа металла. Это достаточно массивный расходный материал и количество Ампер здесь зависит от требуемой глубины проварки. Чтобы сделать ванную глубиной более 5 мм потребуется максимально полная мощность. Для стандартных режимов достаточно будет силы в 200-220 А. Для длительной работы с такими вещами следует иметь качественный и надежный трансформатор достаточной мощности.
- 6-8 мм электроды нуждаются в минимум 250 А, хотя для тяжелых работ может потребоваться значение в 300-350 А.
Настройка сварочного тока
«Обратите внимание! Неправильный выбор режима приведет к тому, что металл не будет провариваться, если тока не будет хватать, а при превышении, заготовка будет пропаливаться.»
Стоит отметить, что современная тенденция производства компактных сварочных аппаратов для домашнего использования делает все более востребованными расходные материалы толщиной в 1; 1,5; 2 мм. Для таких значений подойдет сила от 30 до 45 А, но при этом регулировка на аппарате должна быть достаточно плавная, так как тут даже небольшая погрешность может оказаться критической.
Таблица соотношения электрода и сварочного тока
Режим подбора тока для сварки стандартных стыковых соединений:
| Разновидность шва | Диаметр,мм | Ток, А | Толщина металла на заготовке, мм | Зазор до сварки, мм |
| 1-сторонний | 3 | 180 | 3 | 1.9 |
| 2-сторонний | 4 | 220 | 5 | 1.5 |
| 2-сторонний | 5 | 260 | 7-8 | 1.5-2 |
| 2-сторонний | 6 | 330 | 10 | 2 |
Также можно воспользоваться универсальной таблицей для широкого диапазона:
| Толщина заготовки,мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Толщина электрода,мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10..20 | 30..45 | 65..100 | 100..160 | 120..200 | 150..200 | 160..250 | 200..350 |
Рекомендации
Напряжение при сварке током на современных аппаратах выставляется автоматически, так что этот параметр не берется в особый расчет. Для самых распространенных операций следует иметь все необходимые данные у себя под рукой. Также не стоит забывать, что у каждого аппарата имеются свои погрешности, поэтому, следует регулировать все по собственному усмотрению, отталкиваясь от заданных режимов.
svarkaipayka.ru
Как настроить сварочный ток и выбрать диаметр электрода: правила, техника, особенности
Как работать со сварочным током? Какие настройки сварочных работ? Все эти вопросы и другие будут рассмотрены с Вами в этой статье.
Сварочный ток –что это? Для чего он нужен? Давайте вместе обговорим эти вопросы. Сварочный ток – это главный параметр который описывает электрические свойства сварочной дуги.
Новичкам нелегко сориентироваться с первого раза во всех настройках. Многообразие ГОСТ настроек никак не помогают новичкам. С целью правильного применения силы сварочного тока, нужно учитывать все факторы.
Здесь мы Вам расскажем всё о правильности применения сварочного тока. В этой статье мы поделимся нашим опытом. Несколько лет назад работники должны были делать вычисления самостоятельно.
В наше время всё изменилось и можно использовать готовые регулировки. Данная статья поможет Вам разобраться в типах сварочных работ, регулировках устройств.
Также здесь расскажем о дуговой сварке и настройках под нее. Про то как применяются инверторы и другие вопросы.
Содержание статьиПоказать
Введение
Выполняя сварочные работы Вам необходимо будет учитывать множество параметров. Вы должны понимать из чего состоит сварочный режим.
И что он будет состоять также из силы применяемого тока, и несомненно от диаметра электрода. Обратите внимание и на то какой ток для сварки используется (переменный или постоянный)– это называется родом сварочного тока.
Равным образом обратите Вашу непосредственную внимательность на электрод, его марку, полярность, пространственное положение при сварке, слои швах.
Необходимо понимать знать, что вы получите по окончании. А именно размеры, качество швов и другое. Очень важным будет в работе правильная регулировка. Правильно настроенный режим, сила при сварочных работах.
Так что, начнем разбираться как грамотно происходит подборка тока при сварке.
Запомните главное:приемлемость силы тока зависит от определения электрода, его диаметра в сварочных работах. Конечно это не одно правило, это будет базовыми навыками для предстоящей работы.
Подбор электрода также будет очень важен. Толща металла и диаметр электрода будут взаимозависимы по отношению друг к другу.
Толща изделия (металла) будет равна диаметру применяемого электрода. Также нужно учитывать, что электроды выбираются также по предназначению.
Удачным примером будет если электродная сварка будет подобрана под верное пространственное положение (горизонтальное, вертикальное, нижнее, потолочное и др).
К сожалению не всякий может себе позволить приобрести различные виды электродов для разнообразных швов.
Всё решаемо. Пример: Приобретаете Вы электроды, а они предусмотрены для сварки в нижнем положении, хотя вам надо сделать сварку вертикального шва либо потолочного шва.
Ответ: Уменьшение Ампер приблизительно 10-15%, во втором случае на 20-30%. Будьте внимательны, при выполнении сварки потолочного шва, диаметр должен быть 4 миллиметра.
При использовании таких настроек работа с изделиями из металла будет проходить без прожигания. Думаю Вы уже поняли, что всегда есть взаимосвязь между сварочным током и размером диаметра электрода.
Настройки силы тока и диаметр электрода
Думаю все уже успели понять, что диаметр электрода непосредственно исходит из толщины изделия металла. Как было написано выше по тексту. Толщина=диаметру.
Пример: когда работник должен сварить деталь, толща которой будет от 2 миллиметров до 8 миллиметров, тогда подбираются электроды диаметром от 2,5 миллиметров до 5 миллиметров.
Этого Вам будет предостаточно для работы. А как же сила тока? Ответ на поверхности.
Когда Вы делаете сварочные работы по изделию из металла диаметром электрода от 3,5 миллиметров, сила тока будет равняться 60 Амперам-100 Амперам. Не нужно удивляться этой разнице.
Вы будете самостоятельно подбирать значение, это зависит от плотности металлического изделия с которым происходит работа. Самым универсальным значением будет 80 Ампер. Оно хорошо подойдет для новичков.
Когда работник применяет 4-х миллиметровый диаметр электрода сила тока будет составлять 120 Ампер- 200 Ампер. Это один из распространенных диаметров электродов. Этот диаметр могут использовать специалисты своего дела и новички по сварке.
Если Вы хотите использовать полупрофессиональный трансформер (либо 5 миллиметровый электрод), для непрерывной работы и стабильного горения дуги. Нашей рекомендацией будет применять 160 Ампер — 200 Ампер.
Для работы на профессиональном оборудовании(или с калибром 8 миллиметров), Вам нужно применять силу тока от 250 до 345 Ампер.
Обращаем Ваше непосредственное внимание на небольшие инверторные сварочные устройства. Они есть в любом специализированном магазине. Понравятся профессионалам и любителям своего дела.
Но в этих аппаратах бывают недостатки. Они используют малый диаметр проволоки, приблизительно от 2 миллиметров. При использовании силы тока от 40 Ампер до 50 Ампер.
Рекомендация-приобретая такие модели смотрите, что б в аппарате плавно регулировалась подача тока. Неизменно следуйте правилам по установке силы тока.При нарушении в работе металлическое изделие будет прожигаться, а не плавится на необходимую глубину.
От правильности регулировки будет зависеть качество швов. Так что читайте нормативно правовые акты, ГОСТ. Точная информация = правильная работа.
Выводы
Заключительным этапом при настройке сварочного аппарата будет-сила сварочного тока. Никто не застрахован от ошибок. Иногда при налаживании помогает и сама интуиция, либо автоматические настройки.
Для того что б не совершать ошибок применяйте таблицы с настройками. Но лучше выучите их на память. Это будет легко. Опыт придёт со временем.
Вы самостоятельно будете регулировать инвертор опираясь на его погрешности. Вы получите хороший опыт работы с металлом.
Будем ждать Ваших комментариев. Рассказывайте свой опыт о настройках сварочного тока и его взаимосвязь с диаметрами электродов.
prosvarku.info
Какие электроды лучше для сварки инвертором?
Использование инверторных сварочных аппаратов особенно популярно у новичков и гаражных умельцев, поскольку такие аппараты просты в использовании и позволяют качественно выполнить множество видов сварочных работ. Но, не смотря на простоту эксплуатации, применение инверторного сварочного аппарата требует использовать для работы определенные типы электродов. Качественные электроды помогают выполнить надежный и прочный шов, а эта тема особенно актуальна для сварщиков, выполняющих работу на заказ, когда долговечность и качество выходят на первый план.
Современный рынок предлагает десятки типов электродов для сварочного аппарата, и порой непросто понять, какие лучше. Какие стержни для резки металла инвертором или для сварки инвертором можно использовать, как правильно выбрать хорошие электроды, их диаметр и назначение? На эти, и многие другие вопросы мы ответим в этой статье. С помощью нашей статьи вы сможете сделать правильный выбор электродов для сварки инвертором и узнаете, какие электроды нужны новичку в первую очередь.
Содержание статьи
Как выбрать электроды для инверторной сварки
Выбирая лучшие электроды для сваривания важно учитывать, что от выбранных комплектующих во многом зависит качество и долговечность сварного шва. Не стоит гнаться за самой доступной ценой при выборе электродов, поскольку это может стать причиной некачественной работы. Конечно, профессиональный сварщик сможет сделать идеальный шов, используя любые электроды, но это лишь результат многолетней практики. Если вы не имеете большого опыта, лучше переплатить, но получить достойный результат.
Существует несколько наиболее распространенных марок электродов, пользующихся популярностью у начинающих и практикующих мастеров:
- Марка АНО: стержни этой марки отлично воспламеняются, не нуждаются в прокаливании. Марка популярна как у новичков, так и у профессионалов своего дела.
- Марка МР-3: универсальные, наиболее распространенные. Их можно использовать даже для соединения деталей, которые были подвержены слабой коррозии.
- Марка МР-3С: электроды этой марки лучше использовать, если требуется сделать особо прочный и аккуратный шов.
- Марка УОНИ 13/55: позволяет выполнить шов высочайшего качества. Эту марку предпочитают сварщики с высокой квалификацией, поскольку опыт позволяет им без труда выполнять работу быстро и качественно. Начинающим мастерам будет сложно работать с электродами этой марки. Если вам нужен эстетичный шов, но не хватает опыта, выберите марку МР-3С.
Помимо марки существует ряд других важных характеристик, о которых мы поговорим далее.
Диаметр
Выбирая сварочные электроды для инверторов важно также учесть их диаметр. Конечно, если вы используете инверторный сварочный аппарат, то нет смысла предъявлять к нему повышенные требования, поэтому можно использовать стержни до 2 мм. Об этом говорят многие сварщики с десятилетним опытом, но они не учитывают, что такие работы можно выполнить лишь с ограниченным количеством деталей. Если вы желаете выполнять различные работы, то диаметр электрода нужно выбирать тщательнее.
Например, какими электродами лучше варить инвертором, если металл большой толщины? Ведь такая деталь требует длительного прокаливания. Можно потратить уйму сил и времени, используя привычный электрод малого диаметра, но мы рекомендуем просто выбрать больший диаметр. Чем толще металл, тем больше диаметр электрода. На то, какие электроды лучше для инвертора, оказывает влияние и специфика вашей работы. Если вам предстоят трассовые работы, то мы рекомендуем выбрать больший диаметр электрода, чтобы облегчить труд и сократить время. В то же время, для сварки профилей вполне достаточно электродов диаметром до 2 мм. С таким диаметром вы сможете сварить даже секционные ворота для автомобиля, не говоря о более простых конструкциях.
Назначение
Помимо марки и диаметра они разделяются по своему назначению. От этого тоже зависит, какие электроды лучше для инвертора. Условно они делятся на следующие электроды:
- Для сварки углеродистых или низколегированных металлов.
- Для сварки деталей, изготовленных из прочных теплоустойчивых металлов.
- Для работы с нержавеющей сталью.
- Для работы с алюминиевыми и медными сплавами или непосредственно алюминием и медью.
- Для сварки чугунных деталей.
- Для мелких ремонтов и наплавки.
- Электроды универсального назначения, применяемые для сварки деталей из неизвестного металла.
Покрытия
Производители часто наносят на электроды специальные покрытия, улучшающие их характеристики. Среди наиболее распространенных покрытий можно выделить основное и рутиловое. Основное покрытие самое популярное, используется большим количеством производителей. Благодаря ему удается получить шов высокого качества. Ну а в сочетании с правильно подобранным диаметром электрода и большим опытом сварщик способен сделать шов максимально качественным и слабо подверженным механическим нагрузкам.
Рутиловое покрытие популярно у мастеров, работающих с низкоуглеродистой сталью. Благодаря такому покрытию исключено образование пор в сварных швах, такие электроды можно использовать с переменным и постоянным током, и можно использовать повторно. Также электродами с рутиловым покрытием просто удобнее пользоваться, выполняя работу в труднодоступных местах, при плавлении такое покрытие не выделяет опасных веществ (в отличие от других покрытий), что позволяет сохранить здоровье.
Как качественно выполнить сварку инвертором
Используя инвертор можно получить достаточно качественный шов, но для этого нужно учесть три важных параметра:
- Правильно установленная сила тока для сварки;
- Оптимальный диаметр выбранного сварочного стержня;
- Учет толщины металла.
Как было сказано выше, толщина электрода является одним из главных факторов качества сварного шва. Добавим, что от диаметра также зависит плотность тока. Если превысить значение плотности, дуга потеряет свою устойчивость, будет хуже проваривать металл и значительно увеличится ширина шва. Это не критично, если эстетическая сторона работы не так важна. Сварку тонких металлов лучше доверить полуавтоматичеким сварным автоматам. В противном случае, шов может получиться непрочным и слишком широким. Это особенно критично при использовании электродов большого диаметра: в сварном шве образуются поры, существенно снижающие его прочностные характеристики.
Обратите внимание на установленный параметр силы тока. Самый удобный способ узнать рекомендуемую силу тока — просто взглянуть на упаковку. Большинство производителей указывают на ней всю необходимую информацию.
Зарубежные производители
Отвечая на вопрос «Какие электроды выбрать для сварки инвертором?» стоит упомянуть зарубежных производителей. На нашем рынке представлено множество брендов, но мы остановимся на европейских. По нашему мнению, именно компании Abicor Binzel, ESAB, Böhler Welding и ELGA являются лучшими.
Какого бы производителя вы не выбрали, их продукцией можно проводить все типы сварочных работ: варить углеродистую сталь, стыки труб, выполнять особо сложные работы с трудносвариваемым металлом, варить чугун, медь и алюминий. Если вы варите на заказ или выполняете работу с повышенной степенью ответственности, то выбирайте зарубежных производителей. Их качество в разы превосходит продукцию российских производителей, поскольку на производстве действует строгий контроль.
Какие электроды для инвертора лучше при сварке аппаратом Ресанта
Сварочные электроды для Ресанты нужно выбирать так же, как и для других аппаратов, а именно обращая внимание на саму деталь. Отвечая на вопрос, какие электроды лучше для инверторной сварки Ресантой, мы советуем увеличивать диаметр электрода и силу тока в зависимости от толщины детали.
Например, при толщине детали 10 мм предпочтительно использовать стержень диаметром 5 мм. Компания Ресанта сама производит электроды, они имеют диаметр от 2.5 до 5 мм. Но у них есть один недостаток — пониженная пластичность.
Как резать металл сварочным инвертором
Многие начинающие мастера спрашивают: «Какие сварочные электроды лучше для инвертора при резке?» Но в этом вопросе уже кроется ошибка.
Чтобы понять, какие выбрать электроды для резки металла инвертором, учтите важную особенность: сейчас существуют специальные электроды для резки и больше нет необходимости использовать для этого стандартные сварочные стержни.
Да, раньше мастера использовали для резки сварочные стержни, но они это делали лишь за неимением лучшего варианта. Специализированные электроды для резки обеспечивают стабильную дугу и легко окисляют жидкий металл, убирая его с места резки. Работа выполняется быстрее и качественнее. Диаметр таких электродов варьируется от 3 мм до 6 мм.
Вместо заключения
Так какие электроды лучше для сварки? Кратко резюмируя все выше сказанное, мы выделили несколько пунктов, на которые следует обратить внимание, чтобы понять, какие электроды выбрать для сварки инвертором:
- Если вам предстоит особо ответственная работа (например, вы изготавливаете изделие на заказ), то рекомендуется использовать комплектующие проверенных зарубежных производителей. Также выбирайте с основным покрытием. Но если вы просто любитель, и это не является для вас работой, то используйте бюджетные комплектующие отечественных производителей.
- Учитывайте состояние поверхности деталей. Выбирайте рутиловое покрытие, если детали были подвержены незначительной коррозии.
- От толщины металла напрямую зависит выбор диаметра электрода и сила постоянного тока. Чем толще деталь, тем больше диаметр электрода и параметр силы тока.
Теперь вы знаете, как выбрать электроды для инверторной сварки. Мы не составляли рейтинг, поскольку в конечном итоге каждый мастер сам выбирает, что для него лучше. Мы лишь постарались помочь правильно подобрать электроды для качественной работы. Желаем удачи!
[Всего голосов: 2 Средний: 2.5/5]svarkaed.ru
особенности, техобслуживание, эксплуатация и хранение
Сварочный ток — очень важный параметр, от которого во много зависит качество готового сварного соединения. Начинающим сварщикам порой трудно разобраться в разнообразии настроек, предлагаемых ГОСТами. Ведь чтобы правильно выставить силу сварочного тока учитывается всё, и даже такие неочевидные для новичка особенности, как толщина металла.
В этой статье мы расскажем, как подобрать параметр сварочного тока исходя из диаметра электрода. При написании этого материала мы руководствовались собственным опытом и нормативным документами. Раньше начинающие сварщики были вынуждены сами высчитывать все настройки с помощью формул. Сейчас можно воспользоваться готовыми рекомендуемыми настройками.
Отдельно хотим отметить, что в этой статье мы будем рассказывать про настройку тока для дуговой сварки с применением инвертора, как самого распространенного и простого типа сварочного оборудования.
Выбор аппарата для бытовой сварки
Видов сварки сегодня очень много. Но большинство из них предназначены для специальных работ или рассчитаны на промышленные масштабы. Для бытовых нужд вряд ли потребуется овладевать лазерной установкой или электронно-лучевой пушкой. Да и газовая сварка для начинающих – не самый лучший вариант.
Самый простой способ расплавить металл для соединения деталей – точечно воздействовать на него высокой температурой электрической дуги, возникающей между элементами с разными зарядами.
Электрическая дуга
Именно этот процесс обеспечивают аппараты для электродуговой сварки, работающие от постоянного или переменного тока:
- Сварочный трансформатор варит переменным током. Для новичка такой аппарат вряд ли подойдет, так как работать с ним сложнее из-за «скачущей» дуги, для управления которой нужен немалый опыт. К другим минусам трансформаторов можно отнести негативное влияние на сеть (вызывает скачки напряжения, которые могут привести к поломке бытовой техники), сильный шум при работе, внушительные габариты прибора и большой вес.
Сварочный трансформатор
- Инвертор имеет множество преимуществ перед трансформатором. Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники. Кроме того, инверторы компактны, легки и практически бесшумны.
Поэтому если перед вами стоит задача, как научиться варить электросваркой, то лучше всего приобрести инверторный аппарат.
Сварочный инвертор
Особенности функционирования
Простота эксплуатации отличает инверторную сварку от трансформаторной. Чтобы начать сварочные работы нужно лишь запитать инвертор от обычной розетки домашней электросети.
Для сглаживания поступающего переменного тока в аппарат встроен фильтр выпрямителя. За преобразование постоянного тока в переменный высокой частоты — отвечают транзисторы. Теперь частота равняется 20-50 кГц.
Это лишь первый этап. Следующая фаза состоит в понижении высокочастотного переменного тока. Показатель величины силы сварочного тока будет составлять порядка 100-200 Ампер.
Что ещё необходимо иметь
Сварочный аппарат без электродов – совершенно бесполезный агрегат. Электроды – это расходный материал, они тоже бывают разными: плавящимися и неплавящимися, металлическими (из стали, меди и других металлов) и неметаллическими, в виде проволоки или жесткого стержня, с разным защитным покрытием и т.д.
Тем, кто задался вопросом, как правильно варить сваркой электродами, начинать лучше всего со стальных универсальных стержней толщиной 3 мм или 4 мм. Диаметр указан на упаковке, выбрать нужные будет несложно. Освоив работу с ними, можно будет переходить на другие виды, но вряд ли они будут востребованы в быту.
Электроды для инвертора
Помимо расходных материалов для сварки обязательно потребуется маска сварщика. Работать без неё категорически нельзя, иначе можно быстро получить ожог роговицы глаз и много других проблем со зрением. Лучшими считаются маски со стеклом-хамелеоном. Вернее, с автоматическим светофильтром, реагирующим на изменения освещенности и защищающим глаза от вредного излучения.
Также желательно обзавестись подходящей одеждой, обувью и перчатками, которые не прожигаются искрами и в случае чего смогут защитить от удара током.
Из инструментов понадобится молоток для сбивания окалины со шва, а также всевозможные тиски, зажимы и магнитные уголки, с помощью которых можно фиксировать свариваемые детали в нужном положении.
Минимальный набор для начинающего сварщика
Условия использования
Схема сварочного инвертора довольно простая, она повторно-прерывистая, при краткосрочном воздействии достигается максимальный результат. Конструкция оборудования обеспечивает необходимый уровень безопасности, устройство отлично работает при подключении к обычной электрической сети, но применять надо только вилки «евростандарт», имеющие заземление.
Схема устройства сварочного инвертора.
Длительность нагрузки при работе равна 5 минутам, но чаще всего используется так называемый 3-минутный цикл, равный 60% нагрузки на оборудование. Такой режим лучше всего не нарушать, так как может нагреться корпус, а это приведет к выходу из строя всего оборудования.
Перед тем как начинать сварочные работы, необходимо приготовить не только оборудование, но и средства защиты. Для сварщика понадобятся:
- Специальная маска сварщика, включающая шлем и защитное стекло для глаз.
- Перчатки из плотной ткани, которая не возгорается при попадании искр и капель металла.
- Роба, выполненная из той же ткани, что и перчатки.
Проводить работы следует на поверхности, выполненной из невозгорающихся материалов, например, на металлической столешнице.
Азы сварочных работ
Чтобы вызвать образование электрической дуги, нужно, чтобы соприкоснулись два разнозаряженных токопроводящих элемента. Одним из них, отрицательным, выступает электрод, а другим свариваемая поверхность, к которой подсоединяется металлический зажим, кабель от которого подключен положительному выходу инвертора.
Сварка электродом обусловлена расплавлением металла теплом, выделяемым дугой. Чтобы шов получился ровным, она не должна прерываться. Итак, для начала работы необходимо установить электрод, настроить инвертор, зажечь дугу и научиться её контролировать.
Установка электрода
Инверторный аппарат снабжен двумя кабелями. На конце одного из них закреплен зажим-прищепка, которым он цепляется за металлическую деталь. А второй кабель оснащен держателем для электрода, который может быть винтовым или пружинным.
Сварочные кабели
На нашем сайте Вы можете ознакомиться с самыми популярными проектами домов, для отделки которых использовался искусственный камень – от строительных компаний, представленных на выставке домов «Малоэтажная Страна».
У винтового держателя нужно открутить головку на ручке, а после установки электрода в гнездо снова закрутить её. С пружинным проще: достаточно нажать на клавишу, чтобы открыть гнездо.
Подключение сварочного аппарата
Сварочные кабели подключаются к инвертору через специальные выходы на корпусе прибора с разной полярностью. К какому из них присоединить зажим, а к какому электрод, зависит прежде всего от свариваемых материалов. С этим моментом нужно разобраться, чтобы понять, как правильно варить сваркой, и не путаться:
- Стандартное подключение для сварки стальных деталей – минус на кабель массы с электродом, а плюс на кабель с зажимом. Оно носит название прямой полярности и подходит для большинства соединений, требующихся в быту. Прямая полярность обеспечивает классическое движение электронов от минуса к плюсу, при котором они передают металлу значительную часть энергии и лучше нагревают его.
- Если выполнить подключение зажима на минус, а электрода на плюс, получим обратную полярность с меньшей степенью нагрева. Что бывает необходимо при сварке изделий из нержавеющей стали и в некоторых других случаях.
Стрелочками на схеме указано направление движения электронов
Совет! Овладевать азами сварки лучше всего на деталях из «черного» металла, используя подключение с прямой полярностью.
Теперь можно включать аппарат в сеть и приступать к работе.
Зажигание электрической дуги
Перед тем как научиться варить сваркой, нужно вызвать появление дуги, для чего осуществляют кратковременный контакт электрода с металлической деталью. Сделать это можно двумя способами: впритык и чирканьем:
- Розжиг впритык заключается в постукивании по металлу кончиком подключенного электрода.
- Зажигание дуги чирканьем выполняется аналогично тому, как зажигается спичка о коробок.
Преимуществ ни у одного из этих способов нет – каждый делает так, как ему больше нравится и удобно.
Резка металла электродом
Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными. Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом. Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ.
Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Видео описание
Наглядно способы розжига электродов показаны в видео:
Главное, чтобы движения были достаточно быстрыми, а контакт кратковременным, иначе электрод «прилипнет» к металлу. Особенно часто это случается с новыми, ещё не побывавшими в работе электродами.
В то же время частично израсходованный электрод может не зажечься сразу из-за образовавшегося на его кончике наплыва от расплавленного защитного покрытия. Его проще отбить методом постукивания.
Непосредственно к тому, как правильно варить электросваркой, можно переходить после уверенного овладения навыком возбуждения дуги. Но для начала стоит разобраться, что происходит или должно происходить в процессе. Без этого двигаться дальше не получится.
На нашем сайте Вы можете найти контакты строительных компаний, которые предлагают услуги по работам с электросетями и соответствующее оборудование. Напрямую пообщаться с представителями можно посетив выставку домов «Малоэтажная Страна».
Анализ сварочного процесса
В месте возникновения сварочной дуги температура сильно повышается, в результате чего начинает плавиться металл и свариваемых деталей, и самого стержня электрода. Жидкий расплавленный металл заполняет собой выжженное углубление, которое на профессиональном языке зовется сварной ванной.
Схематичное изображение процесса электродуговой сварки
Одновременно разрушается и защитное покрытие электрода, выполняя свою функцию: часть покрытия плавится, превращаясь в шлак, который закрывает собой свежий стык и препятствует контакту металла с кислородом, а также сохраняет под собой высокую температуру. А другая часть переходит в газообразное состояние, создавая вокруг сварной ванны защитную атмосферу, и тоже не пропуская к ней кислород воздуха.
Типы поломок
В ходе работ у вашего сварочного аппарата могут возникнуть неисправности. Они возникают по самым разным причинам: начиная от банального износа деталей, заканчивая неправильными условиями эксплуатации или браком при производстве аппарата. Ниже вы можете видеть список типичных неисправностей инвертора и методов их устранения.
Видео описание
Все это хорошо видно на замедленной съемке:
Шлаковую корку со сварного шва отбивают постукиванием молотка после того, как он остынет.
Важные нюансы
Основной секрет, как правильно сварить две детали и получить ровный шов, заключается в том, чтобы при перемещении электрода шлак успевал покрывать всю поверхность расплавленного металла. А это зависит от скорости перемещения, угла наклона электрода и траектории его движения. Немалое значение имеет и сила тока.
Универсальный рабочий угол наклона составляет 30-60 градусов относительно вертикали. При этом:
- двигая электрод углом вперед (от себя), удобно делать любые вертикальные, горизонтальные и круговые швы;
- углом назад (к себе) – сваривать угловые соединения;
- вертикальное положение электрода допускается только при сварке в труднодоступных местах;
- угол больше 60 градусов сильно растягивает сварную ванну, а металл свариваемых деталей при этом прогревается хуже. Его обычно используют, когда нужно обрезать излишки или подправить грубый шов.
Влияние угла наклона электрода на форму сварной ванны
Скорость сварки определяется экспериментально: нужно следить, чтобы форма и размеры сварной ванны оставались стабильными, не вытягивались и не расплывались. Очень важно при этом удерживать электрод на одинаковом расстоянии от поверхности – в 3-5 мм от неё. Причем по мере выжигания и углубления ванны его необходимо чуть опускать, а при переходе на следующий участок снова приподнимать, стараясь не выходить из указанных пределов.
Чтобы соединить кромки двух деталей, нужно добиться проникновения их частиц друг в друга. Для этого электрод должен двигаться не по прямой линии, а по определенной траектории, совершая колебания из стороны в сторону. Эта траектория может напоминать елочку, лесенку, восьмерки, связанные треугольники и т.п.
Варианты движений кончика электрода во время сварки
Это может быть интересно! В статье по следующей ссылке читайте всё про показания счётчика за электроэнергию.
Результатом должен стать ровный валик из наплавленного металла с одинаковой по всей длине высотой и шириной. Чтобы добиться этого, нужно немало тренироваться, отрабатывая движения и регулируя силу тока. Потому что есть разница, как варить сваркой тонкие листы, толстостенные трубы или другие изделия.
Изначально она подбирается по таблице и зависит от того, какую толщину имеют свариваемые детали.
| Толщина деталей, мм | Сила тока, А |
| 1-2 | 25-50 |
| 3 | 100-140 |
| 4-5 | 160-200 |
| 6-12 | 220-280 |
Это приблизительные значения, и даны они для сварки, когда электрод направлен вниз. При выполнении вертикальных или потолочных швов силу тока уменьшают на 10-20%.
Обратите внимание! Чем тоньше свариваемая кромка, тем меньшего диаметра берут электроды, и наоборот. «Тройка» подходит для материалов самой ходовой толщины от 2 до 5 мм.
Но при скачках напряжения в сети установленной силы тока может не хватать для нормального течения процесса в отработанном режиме. Тогда приходится снижать скорость перемещения электрода или использовать другую траекторию движения, чтобы проходить по одному месту не один раз.
Все это довольно трудно описать словами – нужно пробовать и добиваться удовлетворительных результатов.
Как контролировать дуговой промежуток?
Схема контроля дугового промежутка.
В процессе использования сварочного инвертора вам придется столкнуться с таким явлением, как дуговой промежуток.
Под ним нужно понимать зазор, образующийся в процессе сварки между металлической поверхностью и электродом сварочного инвертора. Важно поддерживать данный промежуток на одном значении.
Если зазор будет небольшим, то вы получите выпуклый шов с участками несплавления по бокам. К такому явлению приводит то, что металл не успевает достаточно прогреться. Если же зазор будет слишком большим, дуга начнет скакать. Это вызовет неровность укладки наплавляемого металла.
Поддерживая зазор на постоянной и подходящей величине, вы сформируете нормальный шов с качественным проваром. Обеспечивать высокое качество сварки можно, лишь научившись контролировать длину дуги.
Сварка элементов
Уверенно освоив азы сварочного процесса, можно переходить к соединению элементов в единую конструкцию. И здесь тоже есть свои тонкости, связанные с реакцией металла на такое воздействие.
В первую очередь нужно правильно оценивать длину шва и добиваться того, чтобы он не тянул соединяемые детали на стыках. Для этого их обязательно фиксируют в заданном положении с помощью струбцин или другими способами. А чтобы закрепить фиксацию, прихватывают поперечными швами в нескольких местах. И лишь потом обваривают.
Порядок сварки зависит от длины стыка. В одном направлении и в один заход можно варить лишь короткие швы длиной до 300 мм. Если это расстояние больше, необходимо компенсировать возникающие напряжения, накладывая швы небольшими отрезками.
Схемы выполнения швов в зависимости от длины
Не слишком красивые швы по окончании работы можно аккуратно срезать и отшлифовать болгаркой.
Это может быть интересно! В статье по следующей ссылке читайте про электрический котёл для отопления частного дома 150 м².
Общая информация
Так зачем вообще необходимо изучение инструкции по эксплуатации? Инструкция по эксплуатации может стать вашим пособием по работе с аппаратом, если вы новичок. Прочитав ее один раз вы уже получите много полезной информации и сможете выполнить вашу первую сварку.
А если вы сварщик на производстве, то изучение инструкции просто обязательно. Дело в том, что инструкция по эксплуатации аппарата позволяет быстро и просто прочитать производственные инструкции на любые типы сварочных работ. Производственная инструкция включает в себя техническое задание, типы используемого оборудования и расходников, а также непосредственно инструкцию по эксплуатации сварочного аппарата.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно: Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
★ Сварочный ток — сварка .. Информация
Пользователи также искали:
как настроить сварочный ток, как правильно и легко подобрать сварочный ток, как установить сварочный ток правильно, от чего зависит выбор силы сварочного тока при ручной дуговой сварке, сила тока при сварке инвертором, сварочный ток формула, сварочный ток и напряжение, таблица тока для сварки, Сварочный, сварочный, Сварочный ток, тока, правильно, сварке, сварочный ток и напряжение, сварочный ток формула, как установить сварочный ток правильно, как настроить сварочный ток, легко, подобрать, таблица, таблица тока для сварки, сварки, инвертором, напряжение, формула, установить, настроить, чего, зависит, выбор, силы, сварочного, ручной, дуговой, сила, сила тока при сварке инвертором, от чего зависит выбор силы сварочного тока при ручной дуговой сварке,
Сварочный инверторный аппарат Ресанта САИ-190ПРОФ + сварочные краги и электроды в подарок! 65/30, 71/6/20
Сварочный аппарат Ресанта САИ-190ПРОФ относится к классу профессиональных аппаратов, предназначен для использования на производстве. Инвертор подходит для ручной электродуговой сварки покрытым электродом диаметром до 6 мм.
Регулятор сварочного тока на передней панели позволяет выставить нужный ток в зависимости от диаметра электрода. Кроме того, аппарат оснащен регулировкой форсажа дуги. Цифровой дисплей наглядно отображает параметры сварочного тока.
Особенности:
- Широкий диапазон сварочных токов от 10 до 190А позволяет работать с электродами диаметром до 6 мм.
- Мощность аппарата позволяет работать с 6-мм электродом и сваривать детали толщиной от 15 мм.
- Функция корректора коэффициента мощности («PFC») помогает сохранить ток при нестабильном входном напряжении сети. За счет этой опции достигается широкий диапазон входного напряжения сети 100 – 260В (при диапазоне 140-260 для линеек САИ ПН и САИ).
- Функция «PFC» позволяет использовать в качестве источника питания генераторы меньшей мощности и экономит электроэнергию на 30%.
- Функция «ARC FORCE» (форсаж дуги) регулируется.
Преимущества:
- Удлиненный трехметровый кабель с электродержателем позволяет перемещаться, не трогая аппарат.
- Прочная удобная рукоятка и петли для крепления ремня позволяют переносить аппарат в руке и на плече.
- Цифровой дисплей и регуляторы надежно защищены специальным стеклом от повреждений.
- Регулируемая функция «ARC FORCE» (форсаж дуги) дает возможность настроить длину сварочной дуги для улучшения ее устойчивости и лучшей текучести металла.
- Функция анти залипания («ANTI STICK») позволяет избежать прилипания электрода во время сварки.
- Аппарат защищен от перегрева и оснащен системой принудительной вентиляции для безопасной работы и долгого срока службы.
- Автомат, установленный вместо выключателя «Сеть», позволяет работать в незащищенных сетях со слабой проводкой.
- Благодаря силовым разъемам сварочные кабели можно быстро и надежно подключить без потери тока, а также исключить нагрев в местах контакта.
- Для более легкого поджига аппарат оснащен функцией «HOT START» (горячий старт).
- Металлический корпус защищен от внешних воздействий и попадания вертикальных капель (класс защиты IP21).
Принцип работы
Заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Для регулирования сварочного тока используется широтно-импульсная модуляция.
Устройство САИ-190ПРОФ
Изделие выполнено в металлическом корпусе, на пластиковой передней панели которого расположено:
- Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода.
- Регулятор форсажа дуги (ARC FORCE).
- Силовые разъемы для подключения сварочных кабелей.
- Цифровой дисплей, отображает выставленный сварочный ток.
- Индикатор «сеть» загорается при включении прибора.
- Индикатор «перегрев» загорается на несколько секунд при включении и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
- Автоматический выключатель, сварочный аппарат Ресанта оснащен автоматом вместо обычного выключателя. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Корректор коэффициента мощности (PFC)
Сварочные аппараты серии ПРОФ оснащены функцией PFC (корректор коэффициента мощности), данная функция позволяет правильно забирать ток из входной сети по синусоиде (что уменьшает просаживание сетевого напряжения) и обеспечить стабилизацию напряжения в инверторе, за счет этого достигается широкий диапазон входного напряжения сети 100 – 260 В. Так же повышается надежность работы от электрогенератора и возможно использовать генераторы меньшей мощности. За счет функции PFC, сварочный аппарат создает меньше электромагнитных помех и позволяет потреблять меньше реактивной мощности из электросети, что позволяет экономить электроэнергию на 30%.
Регулятор форсажа дуги (ARC FORCE)
Регулируемый форсаж дуги предназначен для повышения устойчивости сварочной дуги и лучшей текучести металла. Осуществляется повышением сварочного тока при уменьшении длины дуги.
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
IGBT
Все без исключения инверторы Ресанта изготовлены на IGBT-транзисторах. Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
Внимание!
При понижении входного напряжения снижается сварочный ток, это необходимо учитывать при выборе электрода.
| Диапазон входного напряжения: | 100…130 В | 130…160 В | 160…190 В | 190…260 В |
| Сварочный ток: | 120 А | 155 А | 165 А | 190 А |
| Диаметр электродов | Ток |
| 1,6 мм | 25-50 А |
| 2 мм | 50-70 А |
| 2,5 мм | 60-90 А |
| 3,2 мм | 90-140 А |
| 4 мм | 130-190 А |
| 5 мм | 160-220 А |
| 6 мм | 200-315 А |
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Напряжение холостого хода
Чем выше напряжение холостого хода, тем легче зажечь дугу. У данного инвертора оно равно 65 В, дуга зажигается легко, есть возможность варить цветные металлы.
Кабель держателя и массы длинной 4,5 метра, длина сетевого шнура 1,7 м, длина сварочного аппарата 30 см. Итого 6,5 метров рабочего пространства. При необходимости увеличить удаленность от розетки используйте удлинитель нужного сечения.
Как правильно применить настройки сварщика? (MIG / MAG)
Когда пользователь действительно готов к сварке? Когда подготовили заготовку, надели перчатки и шлем, система включена, а газовый шланг уже подключен? Что дальше? В нашей статье в блоге представлены ответы на примере ручной сварки MIG / MAG.
1) Основной материалЗадолго до того, как встанет вопрос о том, как следует применять настройки сварщика, необходимо определить металл, из которого изготовлена заготовка, — основу для всех дальнейших шагов.В большинстве случаев сварщик, конечно, знает о рассматриваемом материале. В противном случае помогут некоторые методы тестирования:
Задолго до того, как встанет вопрос о том, как следует применять настройки сварщика, необходимо определить металл, из которого изготовлена заготовка, — основу для всех дальнейших шагов. В большинстве случаев сварщик, конечно, знает о рассматриваемом материале. В противном случае помогут некоторые методы тестирования:
/ Визуальное впечатление: Обученный глаз с первого взгляда может увидеть, является ли материал сталью, нержавеющей сталью, алюминием или другим металлом.Цвет — особая распродажа. Тусклый темно-серый цвет указывает на высокое содержание железа. Яркий и искрящийся предполагает хромоникелевые сплавы.
/ Магнитный тест: В случае сомнения, магнит может помочь идентифицировать материал. Только сталь, никель и кобальт являются магнитными при комнатной температуре. Если материал сильно притягивается к магниту, это обычно железо или низколегированная сталь. Если между материалом и магнитом существует слабое притяжение, вероятно, это легированная нержавеющая сталь.Алюминий не магнитный.
/ Окисление: Если на заготовке образовались пятна ржавчины, это сталь. Нержавеющая сталь, также известная как хромированная сталь и алюминий, не ржавеет.
/ Вес: Этот критерий особенно актуален в отношении алюминия. Сталь имеет гораздо более высокую плотность, чем алюминий, поэтому материал того же размера примерно в три раза тяжелее.
2) Металлический присадочныйПрежде чем пользователь сможет начать работу, ему необходимо выбрать правильный проволочный электрод.Электрод должен соответствовать основному материалу и быть более качественным по сравнению с ним. Это связано с тем, что во время сварки легирующие элементы в основном материале и проволочном электроде испаряются из-за тепла. Если бы использовался эквивалентный присадочный металл, сварной шов в конечном итоге был бы хуже, и этого нельзя было бы избежать.
3) Защитный газMIG / MAG — сварка металла в активном или инертном газе. Оба метода известны как газовая дуговая сварка металла [ССЫЛКА: БЛОГ: ЧТО ТАКОЕ MIG / MAG?].Какой процесс будет использоваться в конечном итоге, и выбор защитного газа также зависит от исходного материала. Стали — от нелегированных до высоколегированных — свариваются MAG смесью аргона и CO 2 . Сварка MIG используется для цветных металлов, таких как алюминий или магний. Для этого используются инертные газы — аргон и гелий и их смеси.
4) Количество газаЗатем открывается газовый клапан и регулируется количество газа.Для этого есть практическое правило: Количество газа (литры / минута) = диаметр проволоки (миллиметры) x 10 Например, если используется проволочный электрод диаметром один миллиметр, десять литров в минуту будут Достаточно в закрытой мастерской. Если есть сквозняк, нужно еще немного газа.
5) Кабель заземленияПеред настройкой сварочной системы необходимо подключить заземляющий кабель. Зажим должен быть прикреплен как можно ближе к сварному шву.Если используется сварочный стол, зажим можно установить на столе, в противном случае его необходимо прикрепить непосредственно к заготовке.
6) Настройки сварочного аппаратаНаиболее важными измеряемыми параметрами при сварке MIG / MAG являются скорость подачи проволоки (в метрах в минуту), сила тока (в амперах) и напряжение (в вольтах). Они всегда зависят от толщины материала и положения сварки. Эти параметры влияют друг на друга и должны идеально гармонировать. Современные источники сварочного тока обладают синергетическими характеристиками (также называемыми «синергетическими линиями»).Это сварочные программы, которые регулируют другие соответствующие параметры в фоновом режиме, когда сварщик устанавливает одну из переменных на панели управления. Чаще всего сварщик выставляет амперам . Обычно это около 50 ампер на миллиметр толщины листа. Однако, если вы перемещаетесь в пределах диапазона все более толстого листового металла, этот коэффициент снижается до 40 или даже 30 ампер, потому что необходимо уменьшить и без того высокое тепловложение. Положение сварки также влияет на это практическое правило.Если, например, сварка выполняется в верхнем положении, используется меньший ток, чтобы сварочная ванна не подвергалась действию силы тяжести. Кроме того, необходимо соблюдать используемые характеристики. Например, при сварке импульсной дугой выделяется значительно больше тепла. В результате можно значительно снизить силу тока. После того, как сварщик применил настройки сварщика, он должен сначала проверить их на тестовом листе.
Или: Приложение для применения настроек сварщикаЗвучит слишком сложно? Есть еще и цифровое решение! Приложения для сварки интуитивно помогут вам получить основную информацию.Необходимо просто ввести основной материал, добавку, защитный газ, желаемую скорость сварки, профиль сварного шва и количество валиков, и сварщик мгновенно получит основные наборы параметров: ток, напряжение, скорость подачи проволоки, скорость наплавки и тепловложение. . С помощью функции Wizard приложения Fronius WeldConnect эти параметры также могут быть переданы непосредственно в сварочную систему по беспроводной связи через Bluetooth. Таким образом, приложение не только помогает найти правильные параметры, но и экономит время при применении настроек сварщика.Приложение доступно для бесплатной загрузки для iOS из App Store и для Android из Google Play Store.
Почему параметры сварки так важны для качества готовой продукции
Качество
Когда вы работаете на производственной линии, качество готовой продукции имеет жизненно важное значение для успеха вашего бизнеса. Инженеры потратят много времени на разработку спецификаций вашего продукта, включая разработку точных параметров сварки для каждой части процесса.Но насколько важны эти параметры для качества вашего готового продукта? Использование неподходящих параметров может привести к чрезмерному разбрызгиванию, что приведет к необходимости дополнительной очистки сварных швов. Холодный сварной шов будет располагаться высоко над поверхностью металлического изделия и приведет к отсутствию плавления в корне шва, создавая слабое соединение и требуя трудоемкой очистки. Вот несколько примеров того, как сила тока, напряжение и скорость подачи проволоки могут повлиять на готовый сварной шов, если параметры сварки не установлены должным образом.
Сила тока
При правильной скорости движения сила тока определяет уровень проплавления и размер готового сварного шва.Сила тока определяется толщиной свариваемых деталей и определяет калибр используемой проволоки. Установка силы тока ниже этого параметра может привести к получению высокого узкого сварного шва с небольшим проваром, что приведет к слабому стыку. Сварку будет трудно начать, и дуга будет иметь тенденцию дрейфовать к одной стороне стыка, вместо того, чтобы соединяться с обеими. Если установить слишком высокую силу тока, получится широкая, плоская и неровная полоса, и очень легко получить излишки брызг.
Напряжение
При прочих равных условиях напряжение определяет профиль сварного шва.Если он слишком низкий, валик будет сидеть на поверхности детали и производить чрезмерное разбрызгивание, что требует значительных объемов шлифовки или очистки для выравнивания поверхности детали и создания возможной точки разрушения из-за плохого проплавления сварного шва. в сустав. Если он слишком высокий, он образует широкий плоский валик с непостоянным проваром и плохим контролем дуги, что приведет к плохим сварным швам в готовом продукте и может вызвать большое количество брызг, требующих большего шлифования и очистки для получения пригодной к использованию детали.Высокое напряжение также может вызвать провисание сварных швов, а на более тонких металлах могут появиться признаки деформации из-за избыточного тепла.
Скорость подачи проволоки
При сварке MIG скорость подачи проволоки (WFS) определяет ток, используемый для создания сварного шва. Как и в случае с напряжением, слишком высокий WFS создаст валик, который будет сидеть на поверхности детали и создавать чрезмерное разбрызгивание, требующее значительной очистки, а также чрезмерно широкий валик с плохим проникновением и большой вероятностью прожога.Если WFS будет слишком низким, вы получите узкий борт, который может принять вогнутую форму, что также потребует дополнительной шлифовки и очистки. В общем, электрод от 1/4 дюйма до 3/8 дюйма, выступающий из наконечника, вполне подходит, но он часто будет дополнительно проверяться и документироваться инженером-сварщиком, контролирующим настройки и технические характеристики.
Как видите, управление переменными параметрами сварки может существенно повлиять на качество выполненных сварных швов и готового изделия в целом.Если ваше текущее оборудование не подходит для обеспечения сварных швов в соответствии с вашими параметрами, и вы рассматриваете возможность дополнительного оборудования или модернизации, свяжитесь с нами сегодня. В OTC Daihen мы решаем проблемы, с которыми сталкивается промышленность, на протяжении почти столетия и готовы помочь вам добиться успеха на вашем производстве.
|
Параметры сварки и аббревиатура CLAMS
Изготовление сварного шва нужного размера, формы и глубины требует множества переменных. Студенты по дуговой сварке запоминают большинство из них, произнося аббревиатуру «CLAMS» , поскольку каждая буква обозначает параметр сварки.Вот список:
Ток — Сила тока обычно определяет размер и глубину проплавления сварного шва, когда вы перемещаете резак с правильной скоростью. Сварщики обращаются к таблицам от производителей сварочных аппаратов и электродов или к спецификации процедуры сварки (WPS), чтобы узнать о своих текущих настройках, или попробуйте выполнить сварку на образцах пластин той же толщины, чтобы увидеть, что работает лучше всего.
Длина дуги — Насколько близко к рабочим пластинам сварщик держит дугу проволоки или сварочного электрода, может влиять на количество тока и тепла, поступающего в соединение.Держа близко к рабочим пластинам, ток и тепло в сварном шве остаются высокими. На большем удалении электрод выделяет меньше тепла и больше брызг.
Как показывает практика, длина дуги при сварке штангой должна соответствовать диаметру металла электрода. Другими словами, если вы используете стержень диаметром 1/8 дюйма, держите его на расстоянии 1/8 дюйма от поверхности соединения. Вы можете увеличить длину дуги, чтобы уменьшить нагрев лужи или ограничить осаждение металла сварного шва.
При подаче проволоки (т.е. MIG или порошковая сварка) проволочный электрод располагается дальше от стыка, чем при сварке штучной сваркой. Это потому, что дуга более концентрированная и, следовательно, способна прожигать металл. По этой причине студенты также узнают разницу между залипанием электрода (длина провода от контактного наконечника) и расстоянием между контактом и работой. Вариации ESO или CTWD влияют на величину тока, идущего в соединение, независимо от настройки скорости проволоки на машине.
Угол — При сварке следует помнить о двух углах горелки.Первый — это рабочий угол, который представляет собой соотношение между шарниром и горелкой (или стержнем). В идеале вы должны держать фонарь перпендикулярно или под углом 90 градусов к суставу. Большим исключением из правил являются тройники, рабочий угол которых варьируется от 30 до 50 градусов. Второй угол, используемый при сварке, — это угол хода. Это соотношение между факелом и линией движения. Чтобы увидеть стык и лужу, сварщик может наклонить стержень до 10 градусов в направлении движения, а иногда и против направления движения.
Как вы можете видеть на первой диаграмме, угол наклона резака к обрабатываемой детали (слева) составляет 90 градусов, что позволяет максимальному теплу и току сосредоточиться вниз в стыковое соединение с открытой канавкой. (Думайте об этом как о виде спереди рабочих пластин.) На диаграмме справа угол перемещения показывает наклон в 5-10 градусов вдоль сустава. Это дает сварщику лучшее представление о том, что происходит в луже. Когда вы перетаскиваете фонарик или электрод, наклон направлен в сторону лужи, что способствует проникновению и получению толстого валика.Когда вы нажимаете, наклон направлен в сторону от лужи, что ограничивает проникновение тепла в основной металл.
Манипуляции — Это относится к движению руки сварщика, когда он или она направляет электрод вдоль стыка. Первостепенное значение имеет закрепление пальцев на ногах, но также важно контролировать проникновение и нагревание. Как описано в разделе «Типы бус», плетение, плетение, перетаскивание или толкание — все это примеры манипуляции.
Скорость — Если вы двигаетесь слишком быстро, размер сварного шва будет небольшим, и проплавление будет недостаточным.Двигайтесь слишком медленно, и вы получите толстый сварной шов и, вероятно, слишком много тепла попадет на рабочие пластины.
На следующей диаграмме показано, как некоторые переменные CLAMS влияют на сварной шов:
В последних двух примерах «WFS» обозначает скорость подачи проволоки, с помощью которой сварочные аппараты MIG и порошковой проволоки регулируют ток. Обратите внимание, что при слишком высоком напряжении валик становится широким и плоским. Кроме того, при слишком низком уровне напряжения сварной шов оказывается поверх основного металла, а не проникает в него.Таким образом, напряжение определяет общий профиль или геометрию сварного шва.
При сварке штучной сваркой сварщик устанавливает напряжение напрямую, но не ток, поэтому аппараты называются постоянным током (CC). При сварке MIG / порошковой сваркой аппараты обеспечивают постоянное напряжение (CV), поэтому сварщик обычно устанавливает только ток. У некоторых автоматов с ручками также есть настройка, известная как Dig. Этот параметр позволяет увеличить ток выше установленной выходной силы тока, если дуга начинает гаснуть.
Хотя на фотографиях выше это не показано, слишком длинная дуга может вызвать пористость (пузырьки воздуха) внутри сварного шва, разбрызгивание на основной металл и подрезание на концах соединения. См. Раздел Дефекты сварных швов для получения дополнительной информации по этому вопросу.
Помимо CLAMS, при планировании сварочных работ следует учитывать еще несколько переменных:
Проектирование и сборка стыков: То, как вы готовите рабочие плиты (или стационарную конструкцию) к сварке, может больше повлиять на результат операции, чем что-либо другое. Ваши стыки, скошенные кромки, отшлифованные поверхности корня и поверхности должны ровно и равномерно совмещаться, прежде чем вы начнете сварку.На нем не должно быть заусенцев, зазоров или неровностей.
Будучи студентом, легко предположить, что как только металл нагревается, все естественным образом складывается, и все маленькие неровности исчезают, как по волшебству. На самом деле, вы можете усугубить ситуацию, если не уделите время правильной подгонке. Излишне говорить, что угол скошенных сторон должен соответствовать толщине металла и используемому процессу сварки. (При сварке MIG возможны более крутые углы, чем при сварке штучной сваркой.Вы также должны закрепить пластины и использовать зажимы, если это необходимо, чтобы предотвратить закрытие стыка перед сваркой или другие деформации, вызванные нагревом.
Также важна предварительная очистка кромок сварных швов. Хотя некоторые электроды предназначены для проникновения сквозь ржавчину и прокатную окалину, эти загрязнения могут вызывать проблемы. И хотя с низкоуглеродистой сталью работать намного легче, чем с другими металлами, вам все же следует выработать привычку очищать или шлифовать области, которые вы планируете сваривать.
Размер: Толщина основного металла должна влиять на решение о том, какой диаметр электрода, прутка, проволоки или наконечника горелки вы используете для сварки, а также от ваших настроек напряжения, скорости подачи проволоки и / или тока. Есть много других факторов, которые следует учитывать, но обычно на первом месте стоит толщина металла.
Рассеивание тепла: Различные металлы по-разному рассеивают тепло. Также имеет значение масса ваших деталей: более мелкие детали нагреваются намного быстрее, чем большие и тяжелые детали.. Низкоуглеродистая сталь может быть очень щадящей при перегреве, но другие металлы могут потерять свою прочность на разрыв или другие качества, если вы не будете следить за теплом, входящим и выходящим из пластин или труб.
По мере того, как вы узнаете больше о химических и механических свойствах различных металлов и сплавов, вы можете решить включить предварительную или последующую термообработку ваших заготовок как часть сварочной операции. Закалка пластин после сварки (для их охлаждения) — это практика, которая обычно не приветствуется после первого семестра в сварочной школе.Это потому, что закалка оказывает на металл своего рода травмирующий эффект и может сделать его хрупким. На уроке металлургии сварщиков обучают многим формам термической обработки и их преимуществам, таким как закалка, отпуск и отжиг.
Далее: Типы сварных швов
Ресурсы / документыРучная сварка TheFabricator.com
Введение в наплавку
Stoody
Улучшение техники сварки штангой MillerWelds.com
Стрингер по стыку внахлест видео
Стыковое соединение с открытым корнем и v-образной канавкой 3G вертикальное вверх видео
Использование параметров CLAMS в Stick Welding
TheFabricator.com
Основы сварки MIG: 17 шагов (с изображениями)
Введение: основы сварки MIG
Сварка — это процесс структурного соединения металла. Чтобы получить фантастические инструкции, которые представляют собой очень глубокий взгляд на теорию, детали и безопасность сварки MIG, прочтите книгу noahw How to Weld — MIG Welding.
В данном руководстве описаны действия, которые необходимо выполнить в отношении оборудования для сварки. Предполагается, что в машине достаточно воздуха, проволока продета и что соблюдены все меры безопасности.Также предполагается, что вы настроили компоненты для сварки.
Я сделал это в TechShop Detroit (www.techshop.ws).
Добавить TipAsk QuestionDownload
Шаг 1. Переместите вытяжку над зоной сварки
Переместите вытяжку, если она есть, на зону сварки и включите. Он автоматически запустится, когда обнаружит, что нужно удалить пары. Также есть свет, который можно использовать самостоятельно.
Добавить TipAsk QuestionDownload
Шаг 2: Прикрепите зажим заземления
Зажим заземления необходим и может быть прикреплен к любой металлической поверхности, которая может обеспечить соответствующее заземление.В этом случае используется таблица настроек сварки.
Добавить TipAsk QuestionDownload
Шаг 3. Убедитесь, что регулировочный винт ослаблен
Газовый баллон, подключенный к сварочному аппарату, имеет следующий общий вид. Регулировочный винт обозначен на рисунке.
Добавить TipAsk QuestionDownload
Шаг 4: Откройте цилиндр с помощью маховика
Откройте маховик цилиндра, убедившись, что ваша рука находится вокруг колеса, а не над ним. Это на тот случай, если есть недостаток, и компоненты выпущены под высоким давлением.Также убедитесь, что вы стоите напротив регулятора.
Когда вы полностью откроете маховик цилиндра, вы заметите, что манометр в цилиндре изменится с 0 на значение, максимальное значение которого составляет 2500 фунтов на квадратный дюйм. В этом случае давление чуть больше 1000 фунтов на квадратный дюйм, достаточного для сварки.
Добавить TipAsk QuestionDownload
Шаг 5: Поверните регулировочный винт
Осторожно поверните регулировочный винт по часовой стрелке, пока стрелка манометра не достигнет отметки 10-15 CFH.
Добавить TipAsk QuestionDownload
Шаг 6: Определите настройки сварки
В этом случае настройки сварки находятся на панели сбоку от сварочного аппарата.Диаграмма используется для определения напряжения и скорости подачи проволоки.
В этом конкретном устройстве важно знать, что размер провода составляет 0,035 дюйма.
Состав газа можно увидеть на баллоне — 75% Ar / 25% CO2.
Толщина материала (ga), который вы свариваете, является последним параметром, который вам нужен для определения напряжения и скорости подачи проволоки.
Добавить TipAsk QuestionDownload
Шаг 7: Включите сварочный аппарат
После того, как вы узнаете, какие настройки нужно применить и у вас будет безопасная зона, включите сварочный аппарат с помощью переключателя, обведенного на изображении.Обратите внимание, что для этого конкретного устройства самая низкая скорость подачи проволоки составляет 50, что означает, что нажатие на курок пистолета всегда будет подавать проволоку. Это важно отметить в случае, если вам нужно сбросить давление, например, вы превысили 15 CFH на шаге 5.
Добавить TipAsk QuestionDownload
Шаг 8: отрегулируйте скорость подачи проволоки и напряжение
Используя таблицу, на которую мы ссылались в шаге 6 , отрегулируйте скорость подачи проволоки и напряжение до соответствующих значений. В этом случае материал 18 g дает 120 и 16 соответственно.
Добавить TipAsk QuestionDownload
Шаг 9: Убедитесь, что в сварочной горелке имеется соответствующее количество проволоки
На первом изображении показано соответствующее количество проволоки. Если провод слишком длинный, просто обрежьте его до приемлемой длины.
Добавить TipAsk QuestionDownload
Шаг 10: Приварите компоненты
Приварите. Снова обратитесь к книге noahw How to Weld — MIG Welding, чтобы узнать о методах и ссылках на другие материалы.
Добавить TipAsk QuestionDownload
Шаг 11: Установите минимальное значение подачи проволоки
Когда вы закончите, установите минимальную скорость подачи проволоки, в данном случае 50.
Добавить TipAsk QuestionDownload
Шаг 12: Закройте клапан газового баллона
Закройте ручной дублер до упора.
Добавить TipAsk QuestionDownload
Шаг 13: Выпуск воздуха из регулятора
Выпустите воздух из регулятора, нажав на курок пистолета, пока CFH не упадет до самого низкого уровня. Обратите внимание, что проволока будет подавать, поскольку самая низкая скорость подачи проволоки (50) не равна 0.
Добавьте TipAsk QuestionDownload
Шаг 14: Отвинтите регулировочный винт
Отвинтите регулировочный винт до полного ослабления.
Добавить TipAsk QuestionDownload
Шаг 15: Выключите сварочный аппарат
Выключите сварочный аппарат с помощью переключателя ВКЛ / ВЫКЛ.
Добавить TipAsk QuestionDownload
Шаг 16: Снимите зажим заземления
Снимите зажим заземления со сварочного стола.
Добавьте TipAsk QuestionDownload
Шаг 17: Провода катушки
Аккуратно сверните все провода.
Добавить Подсказка Задать вопросЗагрузить
Будьте первым, кто поделится
Вы сделали этот проект? Поделитесь с нами!
Я сделал это!Рекомендации
5 советов по уменьшению чрезмерного разбрызгивания MIG
Спросите любого сварщика, что вызывает разбрызгивание при сварке MIG, и ответ будет… сварка MIG.В установках MIG используется электродная проволока, которая соединяется с металлом, образуя сварной шов, а разбрызгивание — это избыток расплавленной проволоки, которая связывается со всем остальным и . Слишком большое количество брызг может привести к простоям из-за очистки и потере материалов. И, если он приклеится к вашей заготовке, это может быть особенно болезненно.
При сварке MIG нет «способов избежать разбрызгивания». Но если у вас возникли проблемы с чрезмерным разбрызгиванием, которое портит вашу работу, этот контрольный список поможет вам уменьшить его количество.
1.Неверные параметрыВо-первых, проверьте параметры вашей машины, чтобы убедиться, что они работают с правильными настройками для вашего приложения.
Сила тока и напряжение: Правильная сила тока будет определяться скоростью вашего провода. Если у вас слишком высокая сила тока, это вызовет разбрызгивание. Напротив, слишком низкое напряжение также приведет к тому же результату. Чтобы устранить неполадки, уменьшите силу тока, замедляя провод, или увеличьте напряжение — или найдите баланс между ними.(Чередуйте тонкую настройку параметров и запуск тестовых сварных швов, пока не заметите меньше брызг.)
Полярность: Убедитесь, что все правильно. Если вы недавно перешли с сплошного провода на флюсовый сердечник, это легко упустить из виду.
Вылет: Слишком большой вылет может врезаться в сварной шов и вызвать разбрызгивание (наряду с множеством других проблем). Слишком мало, и вы можете получить неустойчивую дугу. Для сварки MIG мы рекомендуем использовать самый короткий допустимый вылет проволоки для данной области применения.
2. Беспорядочная дугаНеправильный вылет проволоки — не единственная причина неустойчивой дуги. Это также может быть связано с неправильным натяжением приводных роликов, плохим грунтом, грязной облицовкой, неправильным размером контактного наконечника… список длинный. Если дуга начинает шипеть или потрескивать, немедленно устраните неисправность, чтобы избежать образования брызг.
СВЯЗАННЫЙ: Устранение неустойчивой дуги
3. Ошибка пользователяПеретаскивание или проталкивание — это правильная техника для сварки MIG? Это жаркие дебаты, и в основном это личные предпочтения.Но в зависимости от того, какой способ лучше всего подходит для вас, важна правильная техника, чтобы свести к минимуму разбрызгивание. Оптимально держать пистолет MIG под углом не более 15 градусов от вертикали. Отклонение от этого значения может привести к неравномерному покрытию сварного шва защитным газом.
4. ГрязьГрязные поверхности в любом месте от заготовки до футеровки пистолета могут привести к чрезмерному разбрызгиванию. Проверьте проволоку и гильзу на предмет ржавчины или грязи, а заготовку — на наличие масла, краски, жира или других загрязнений.В долгосрочной перспективе лучше заранее подготовить сварочные поверхности, чтобы избежать переделок и соскребания брызг позже.
СВЯЗАННЫЙ: Почему долговечное оборудование имеет значение
5. Некачественные или неподходящие расходные материалыКачественные расходные материалы не обязательно самые дорогие, но они заслуживают уважения, долговечны, стабильны и, что самое главное, имеют надлежащее качество для вашего конкретного применения. Проволока низкого качества может различаться по диаметру, поскольку она проходит через горелку с разной скоростью подачи проволоки, неоптимальный контактный наконечник или вкладыш может засоряться быстрее.И, как всегда, убедитесь, что ваши расходные детали имеют правильный размер — от проволоки до лайнера, до контакта, наконечника, до сопла. Использование деталей правильного качества может иметь большое значение не только для предотвращения чрезмерного разбрызгивания, но и для предотвращения многих других проблем.
Чтобы получить еще больше советов и уловок, загрузите наше бесплатное руководство по устранению неисправностей MIG.
5 советов по успешному переходу от сварки трубопроводов к проволочным процессам
Подрядчики реализуют экономию рабочего времени до 50% на проектах строительства и ремонта труб за счет перехода на такие технологические процессы, как GMAW или FCAW.
От подрядчиков все чаще ожидают — и даже требуют от них — переходить от традиционной дуговой сварки в экранированном металле (SMAW) к сварке проволокой при строительстве и ремонте трубопроводов.
Отказ от целлюлозного SMAW при работе трубопроводов вызван повышенным риском водородного растрескивания, что приводит к увеличению времени и денег, затрачиваемых на доработку и ремонт.
Процесс сварки с подачей проволоки снижает риск образования трещин и обеспечивает дополнительные преимущества в производительности по сравнению с использованием SMAW.Подрядчики реализуют экономию рабочего времени до 50% в проектах по строительству и ремонту труб с переходом на проволочные процессы, такие как дуговая сварка металлическим электродом в газе (GMAW) или сварка порошковой проволокой (FCAW).
Зачем менять сварочный процесс?
Традиционно большинство трубопроводных проектов в Канаде, США и других странах мира завершались методом SMAW, часто с использованием стержня серии 10, например 6010 или 7010, для корневого прохода, а затем электродов серии 18 для заливка и крышка проходят.
Но SMAW использует целлюлозный электрод — проволоку, покрытую целлюлозным материалом, который действует как защитный газ для сварочной ванны во время горения. По мере того, как стержень горит, он может привести к попаданию влаги в сварной шов и привести к недопустимому уровню водорода при сварке трубопровода. Слишком много водорода в сварном шве может вызвать растрескивание.
Потребность в процессе с низким содержанием водорода, который снижает частоту отказов сварных швов, подталкивает все больше подрядчиков к процессам GMAW, FCAW и дуговой сварке с металлической сердцевиной (MCAW) в сочетании с индукционным нагревом для предварительного нагрева сварного шва.
Подрядчики и владельцы трубопроводов видят колоссальный рост производительности и сокращение затрат с переходом. На одном проекте компрессорной станции трудозатраты, необходимые для сварки трубного стыка диаметром 48 дюймов и толщиной 3/4 дюйма, были сокращены с 28 (14 часов на сварщика для двух сварщиков) до 11 (пять с половиной часов). часов на одного сварщика на двух сварщиков) — без дефектов при испытании ФАР.
Итак, каковы пять ключей к успешному переходу к процессу сварки?
№1: Подготовьтесь к планированию и обучению
Потребность в процессе с низким содержанием водорода, который снижает частоту отказов сварных швов, подталкивает больше подрядчиков к процессам GMAW, FCAW и MCAW в сочетании с индукционным нагревом для предварительного нагрева сварного шва.
Планирование изменения процесса сварки и рассмотрение последствий операции имеют решающее значение для успеха. Правильный план охватывает все: от обучения сварщиков до понимания влияния на настройку и общую производительность.
Процесс SMAW механически сильно отличается от процессов с подачей проволоки. Сварщикам, которые всю свою карьеру использовали SMAW, потребуется обучение для перехода на GMAW, FCAW или MCAW. Однако обучение работе с проволокой не требует значительного количества времени; Операторы часто могут быть готовы к работе в течение нескольких часов или нескольких дней. Современные аппараты с подачей проволоки разработаны, чтобы упростить изучение, настройку и использование процессов операторами любого уровня подготовки, с более простыми рабочими окнами и технологиями, которые помогают сварщикам создавать высококачественные сварные швы.
Обучение должно охватывать не только процесс сварки и правильную технику, например, угол наклона пистолета, но и основы использования и регулировки оборудования, в том числе то, как выбрать и установить правильные расходные материалы.
№ 2: Рассмотрите варианты процесса сварки
Для сварщиков SMAW с небольшим опытом или без опыта работы с проволокой может быть большой скачок сразу к сварке с металлической сердцевиной, которая может предложить самые большие преимущества для производительности и скорость осаждения.Подрядчики могут добиться большего успеха, если сначала перейдут на что-то, что предлагает производительность, аналогичную SMAW, например GMAW с твердым корневым проходом проволоки и заполнением и заглушкой с флюсовой сердцевиной.
По мере того, как сварщики приспосабливаются к процессу обработки проволоки, предприятие может продолжать менять присадочные металлы и процессы, добиваясь повышения производительности и производительности с каждым шагом. Пример такой последовательности:
- Начните с 0,035 дюйма. сплошная проволока для модифицированного корневого прохода GMAW короткого замыкания и использование порошковой проволоки для заполняющих и закрывающих проходов (две проволоки, одна газовая).
- Используйте 0,035 дюйма. сплошная проволока для модифицированного корневого прохода GMAW с коротким замыканием и импульсных проходов заполнения и закрытия GMAW (один провод, один газ).
- Используйте порошковую проволоку от корня до кончика (одна проволока, одна газовая проволока).
Порошковая проволока — это трубчатая проволока, наполненная легирующими порошками, которые влияют на механические свойства и химический состав сварного шва. Включение железного порошка в эти проволоки помогает обеспечить очень высокую скорость наплавки — они похожи на спортивный автомобиль из сварочной проволоки, — но у них нет флюса, чтобы удерживать валик на месте.Порошковая проволока дает существенные преимущества в плане производительности и эффективности, но может оказаться сложной задачей для сварщиков, не имеющих опыта ее использования.
Порошковая проволока, по сравнению с этим, более щадящая и работает так же, как электроды SMAW, поэтому сварщикам будет проще осуществить переход. Имейте в виду, что у порошковой проволоки есть флюс, который требует очистки и шлифовки после сварки, что увеличивает время процесса.
Модифицированный процесс GMAW с коротким замыканием — это процесс с низким содержанием водорода, который также более терпим к изменениям в подгонке или изменениям вылета проволоки.В этом процессе сварочная система предугадывает и контролирует короткое замыкание, а затем снижает сварочный ток, чтобы обеспечить постоянный перенос металла. Этот точно контролируемый перенос металла обеспечивает равномерное осаждение капель, облегчая оператору управление сварочной ванной. Этот процесс может использоваться для корневого прохода и часто сочетается со сваркой порошковой проволокой для заполняющих и закрывающих проходов.
№ 3: Воспользуйтесь преимуществами инновационных технологий
Индукция — очень эффективный метод предварительного нагрева при сварке трубопроводов, поскольку в процессе теряется мало тепла, и он обеспечивает постоянный и равномерный нагрев всей детали.Это также устраняет потенциальный источник водорода, который является побочным продуктом нагрева открытым пламенем.
Оборудование, разработанное для большей простоты использования, может облегчить изменение процесса.
При выполнении сварных швов трубопровода с помощью SMAW сварщику относительно просто приказать своему помощнику увеличить или уменьшить ток на 10 ампер. При сварке проволоки необходимо настроить и сбалансировать два параметра, чтобы сварочная ванна становилась горячее или холоднее, быстрее или медленнее: напряжение и скорость подачи проволоки.
Новые источники сварочного тока предназначены для упрощения настройки параметров и обеспечения использования правильных настроек.Например, когда помощник сварщика регулирует скорость подачи проволоки, эти аппараты автоматически устанавливают правильное напряжение, избавляя от необходимости гадать при настройке параметров.
Кроме того, модифицированные процессы GMAW с коротким замыканием разработаны с более щадящей дугой, предлагая более широкий рабочий диапазон, чем традиционный GMAW с постоянным напряжением. Это облегчает сварщикам любого уровня подготовки выполнение высококачественных сварных швов.
№ 4: Упростите предварительный нагрев с помощью индукционного нагрева
Сварные швы трубопровода часто требуют предварительного нагрева зоны сварки до определенных температурных диапазонов.Это обеспечивает достижение требуемой прочности и твердости соединения и помогает минимизировать риск замедленного растрескивания, вызванного водородом. Доступно несколько методов нагрева, но технология индукционного нагрева обеспечивает стабильность, эффективность и безопасность.
Индукция очень эффективна, поскольку в процессе теряется мало тепла, и она обеспечивает постоянный и равномерный нагрев всей детали. Кроме того, легче поддерживать температуру на определенном уровне и постоянно контролировать нагрев с помощью индукционных систем, гарантируя, что труба остается в пределах надлежащего температурного окна на протяжении всего сварного шва.
Индукционный процесс также исключает потенциальный источник водорода, который является побочным продуктом влаги, образующейся при нагреве открытым пламенем, а простая настройка процесса может обеспечить значительную экономию времени.
Кроме того, индукция дает преимущества в плане безопасности по сравнению с другими методами нагрева. Поскольку процесс вызывает нагрев внутри детали и отсутствует внешний нагревательный элемент, сварщики могут безопасно работать рядом с системой индукционного нагрева.
№ 5: Изменение ожиданий в работе
Учитывая потенциальную экономию до 50 процентов рабочего времени на некоторых сварочных проектах, важно подумать о влиянии этой эффективности на всю операцию при выполнении перейти с SMAW на сварку проволокой.Будь то магистраль, стяжки или подстанция, на небольшой площади необходимо подготовить множество различных сварных швов.