как просушить электроды в домашних условиях
Поскольку новички часто сталкиваются с вопросом, как прокалить электроды в домашних условиях, мы подготовили для вас пошаговый обзор. Важно понимать, что поверхность электрода – это смазка с пористой структурой. При попадании влаги она может отслаиваться, сыреть, что приводит к негодности проводников. По этой же причине сварщики сталкиваются с проблемой прилипания, искажением шва и другими трудностями.
Чтобы электроды оставались пригодными к использованию, их хранят в герметичной упаковке. Если же производитель не придерживается правил хранения, транспортировки, а реализатор вовсе не знал о правилах хранения проводников, вы сталкиваетесь с отсыревшим расходным материалом. Именно поэтому нужно понимать, как просушить электроды в домашних условиях, чтобы использовать их для сварки. Существует несколько видов сушки. Рассмотрим плюсы и минусы каждой технологии, определимся с наиболее простым способом прокалывания.
Именно поэтому нужно понимать, как просушить электроды в домашних условиях, чтобы использовать их для сварки. Существует несколько видов сушки. Рассмотрим плюсы и минусы каждой технологии, определимся с наиболее простым способом прокалывания.
Сушка электродов: что собой представляет
Чтобы понять, как прокалить электроды, нужно понимать суть самой технологии. Она представляет собой обработку проводников при воздействии высоких температур – до 400 градусов. Влага не просто присутствует на поверхности, но и разрушает покрытие электрода. Следовательно, расходник тяжело поджечь, сварщик повторяет поджоги, что приводит к созданию многослойного непрочного шва. Удержать сварочную дугу становится практически невозможно. Все это отражается на качестве работы и результате сварки электродами.
Именно поэтому, если вы затеяли сварку в домашних условиях, нужно правильно подготовить расходные материалы к применению. Просушка необходима в ряде случаев:
- если нарушена герметичность упаковки при хранении и транспортировке электрода;
- длительное хранение расходников;
- хранение в условиях повышенной влажности;
- визуальное скопление влаги на поверхности электрода.


Просушивать электроды в домашних условиях можно не более трех раз. После этого они становятся непригодными, и даже после термической обработки вы столкнетесь с проблемами в процесс сварки.
Прокаливание сварочных электродов: какое оборудование справится с задачей
Даже если вы хотите просушить электроды в домашних условиях, существует специальное оборудование для этого. Давайте разберемся, какое оно бывает и в чем его особенности.
- Электропечь с возможностью прокаливать электроды со встроенным терморегулятором. Это компактное оборудование, которое легко транспортировать и переносить с одного места на другое. В мобильную электропечь помещается до 50 кг электродов. Чаще всего такие модели оснащены автоматизированным управлением, что облегчает работу с ними. Стандартных 220 В будет достаточно для запуска печи и сушки проводников. Модели отличаются между собой уровнем мощности.
- Электропечь с функцией сушки. Современные модели оборудования имеют микропроцессор, благодаря которому процесс становится автоматизированным. Теплоизоляционные электрические печи обеспечивают равномерный нагрев, что важно для соблюдения правил просушки электрода. В обычной печи вы не сможете просушить проводники именно из-за того, что нельзя обеспечить равномерность температурного воздействия и контролировать температуру. Максимальная мощность таких электропечей – 8,5 кг. Нагреваются проводники до 400 градусов, больше и не нужно.
- Специальный пенал для сушки электродов. Он представляет собой герметичную тару с поддержанием определенной температуры. Термопенал удобен в использовании за счет компактных размеров. Отличается он спецификой нагрева электрода за счет энергии трансформатора. Также доступны сушки электродов через сеть. Минус термопенала в предельном объеме электродов – до 10 кг. Для домашних условий это оптимальный способ прокалывания.
 Современные модели оборудования имеют микропроцессор, благодаря которому процесс становится автоматизированным. Теплоизоляционные электрические печи обеспечивают равномерный нагрев, что важно для соблюдения правил просушки электрода. В обычной печи вы не сможете просушить проводники именно из-за того, что нельзя обеспечить равномерность температурного воздействия и контролировать температуру. Максимальная мощность таких электропечей – 8,5 кг. Нагреваются проводники до 400 градусов, больше и не нужно.
Современные модели оборудования имеют микропроцессор, благодаря которому процесс становится автоматизированным. Теплоизоляционные электрические печи обеспечивают равномерный нагрев, что важно для соблюдения правил просушки электрода. В обычной печи вы не сможете просушить проводники именно из-за того, что нельзя обеспечить равномерность температурного воздействия и контролировать температуру. Максимальная мощность таких электропечей – 8,5 кг. Нагреваются проводники до 400 градусов, больше и не нужно.Особенности просушки электродов в домашних условиях
Если вы решили сушить электроды, вероятнее всего, вы подозреваете попадание влаги. Следовательно, главная цель высушивания – снижение процентного содержания влаги на поверхности электрода. Не обязательно быть специалистом, чтобы просушить проводник. Обратите внимание на информацию, прописанную на упаковке. Производитель должен указать условия просушки изделия.
Следовательно, главная цель высушивания – снижение процентного содержания влаги на поверхности электрода. Не обязательно быть специалистом, чтобы просушить проводник. Обратите внимание на информацию, прописанную на упаковке. Производитель должен указать условия просушки изделия.
Если у вас нет специального термопенала, предназначенного для сушки электрода, воспользуйтесь нагревательным предметом, который есть у вас дома. Например, подойдет электрическая духовка. Она обязательно должна быть закрытого типа. Сушка электрода на открытом огне запрещена правилами безопасности.
Если вы игнорируете прокаливание в тех случаях, когда оно крайне необходимо, это может привести к низкому качеству работы, созданию неправильного шва, увеличенному расходу проводника, неудовлетворительному результату.
Сколько времени, при какой температуре и как сушат электроды
Оптимальная температура – в пределах 250, максимально допустимая – 400. Время сушки занимает до 2-х часов. Это зависит от типа электрода, производителя. Если производитель на упаковке не указал требования к процессу сушки, зайдите на его официальный сайт и уточните параметры.
Это зависит от типа электрода, производителя. Если производитель на упаковке не указал требования к процессу сушки, зайдите на его официальный сайт и уточните параметры.
Максимально можно просушивать электроды на высоких температурах 3 раза. После этого обмазка осыпается, что приводит к разрушению структуры расходника.
Если сравнивать понятия «прокаливание» и «просушивание», главное отличие заключается в том, что при прокаливании мы придерживаемся строго инструкции производителя. При просушивании электрода пытается избавиться от влаги любым удобным способом.
Соответственно, при сушке мы можем использовать любые термические приборы. Даже строительный фен позволит убрать ненужную влагу. Достаточно загрузить электрод в трубу и прогреть их при температуре не менее 150 градусов. Диаметр трубы определяется по окружности фена. Существуют модели с терморегулятором для сушки, которые позволяют контролировать температуру.
Даже строительный фен позволит убрать ненужную влагу. Достаточно загрузить электрод в трубу и прогреть их при температуре не менее 150 градусов. Диаметр трубы определяется по окружности фена. Существуют модели с терморегулятором для сушки, которые позволяют контролировать температуру.
Как прокалить электроды в домашних условиях, как сушить, в духовке, феном, своими руками
Главная / Электроды
Назад
Время на чтение: 2 мин
0
55
Электрод – это металлический стержень, покрытый специальной пористой смесью. Которая при взаимодействии с внешней средой напитывается водой делая электроды не пригодными для работы.
Для сбережения функций стержни пакуют в вакуумные упаковки. Однако, после вскрытия вода проникает в напыление и через некоторое время становиться понятным, что электроды отсырели.
Начинаем интересоваться, можно ли просушить стержни своими руками, чтобы вновь ими воспользоваться.
Ниже мы распишем, что собой представляет прокалка (просушка) сварочных стержней и какие виды дегидратации следует применять.
- Прокалка сварочных стержней
- Агрегаты для прокаливания
- Принцип дегидратации
- Просушка своими руками
- Просушка УОНИ13/55
- Подытожим
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.
- в процессе работы вы заметили, что на них слишком много влаги.

Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Пеналы термосы и термопеналы
Часто так случается, что сварочные работы ведутся на улице или в условиях повышенной влажности, поэтому электроды могу быстро отсыреть и вновь прийти в негодность. Для таких случаев специально разработаны пеналы. Они герметичны и имеют термоизоляцию, позволяя электродам длительное время находится в сухом состоянии. По конструкции различают пеналы термосы и термопеналы.
Они герметичны и имеют термоизоляцию, позволяя электродам длительное время находится в сухом состоянии. По конструкции различают пеналы термосы и термопеналы.
Пеналы термосы небольшого размера и имеют теплоизолирующее внутреннее покрытие. Они особенно удобны для хранения уже просушенных электродов на объектах строительства в любую погоду и пору времени. Пенал для сушки электродов оснащен нагревательными элементами, термостатом и позволяет проводить сушку прямо на месте. Он небольшого размера и может высушить около 10 килограмм электродов за раз. Термопеналы имеют два типа подключения – к розетке и к сварочному трансформатору.
Сушильное оборудование дает возможность получения различных температурных режимов и точный контроль по времени, позволяя прокаливать электроды различных марок и производителей. Оно восстанавливает рабочие свойства электродов, ускоряет работу сварщика и экономит деньги на покупке новых электродов. Просушить электроды намного быстрее и проще, чем переделывать потом некачественный сварной шов.
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
- Электропечь для прокалки электродов своими же руками, оборудованная терморегулятором. Этот вид техники отличается небольшими габаритами, поэтому вы можете переносить ее с одного места на другое при необходимости. Принцип функционирования базируется на ТЭНах, управление которыми осуществляется в автоматическом режиме. Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг.
- Электропечь для прокалки с дополнительными функциями сушки. Выпускаемые сегодня модели снабжены микропроцессорным регулятором, благодаря которому можно программировать весь процесс работы. Техника характеризуется высокими показателями теплоизоляции и функционирует в стационарном режиме. За счет того, что в конструкцию входят тепловые экраны, электроды прогреваются равномерно. Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт.
- Термопенал – своеобразная сушилка для электродов. Это теплоизолированная герметичная тара, которая может выступать как место для хранения расходных материалов. Такие устройства – небольшие по размеру, поэтому размещать их можно на рабочем месте сварщика. Главная отличительная особенность – это способность подогревать электроды от энергии трансформатора или при стандартном подключении к сети 220 В. Объем термопеналов вмещает 10 кг электродов.
электропечь для прокалки сварочных электродов
 Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт.
Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт.Правильное хранение
Чтобы не допустить образования лишней влаги в электродах, их следует правильно хранить. Заводская термоусадочная пленка не всегда может уберечь изделия, особенно при длительном хранении.
Первое, что нужно запомнить — это температурный режим в помещении, где лежат стержни. На складе или в подсобке должно быть не холоднее 15°С. Комнатной температуры будет вполне достаточно, чтобы они не отсырели. Не допускайте также больших перепадов температур. Из-за этого внутри упаковок может образоваться конденсат.
Комнатной температуры будет вполне достаточно, чтобы они не отсырели. Не допускайте также больших перепадов температур. Из-за этого внутри упаковок может образоваться конденсат.
Другой важный момент — это уровень влажности. Он должен быть минимальным. В противном случае электроды очень быстро наберут влагу. Сушка может не помочь и придется тратить много времени на прокалку.
Отдельно позаботьтесь о защите электродов от механических воздействий. Повреждение или скол покрытия ухудшают сварочные свойства.
Соблюдение таких простых правил позволит продлить срок хранения электродов. Они сохранят свои качества, и вы сможете выполнить качественные и надежные соединения.
Технология сушки электродов
Для различных электродов температура и временной период выдержки – разные. Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
Итог
Правильная подготовка к сварочным работам является залогом ее надежного и качественного выполнения. Это касается и электродов, которые должны быть высушены и прокалены, особенно при сварке ответственных металлических конструкций или получении герметичных швов.
В то же время не стоит забывать сколько раз можно подвергать их термообработке, ведь прокаливать электроды более двух раз не рекомендуется. Это связано с тем, что электродное покрытие может разрушиться, и стрежни станут непригодными для работы.
Как просушить электроды в домашних условиях
Как уже отмечалось, основная цель прокалки – это снижение количества влаги, содержащегося в покрытии электродов. Процедура эта — достаточно простая и нетрудоемкая. Вам необходимо изучить упаковку и найти параметры температуры и времени, в соответствии с которыми должна выполняться работа. В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Просушка УОНИ13/55
Стержни УОНИ13/55 незаменимы при сваривании ответственных элементов и конструкций. Они наиболее нужные и популярны. Прокалить (просушить) сварочные стержни УОНИ13/55 нужно перед использованием.
Тем самым вы создадите стабильное горение дуги и высокое качество шва. Вводные параметры для осушения: 250-300 градусов Цельсия, время – 1 час. Лучшего результат можно достичь производя такую процедуру в электропечах в спецтаре.
Вводные параметры для осушения: 250-300 градусов Цельсия, время – 1 час. Лучшего результат можно достичь производя такую процедуру в электропечах в спецтаре.
Прокалка электродов уони
печь для прокалки электродов
Наиболее популярными и востребованными считаются электроды уони 13/55. Для примера мы рассмотрим технологию их прокалки. Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Подводя итог всего вышеописанного понятно, что сушка электродов для сварки — процедура не сложная, но обязательная. Лучше всего использовать печь для прокалки электродов. Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
[Всего голосов: 1 Средний: 1/5]
Когда производится сушка
Если электроды хранились на складе более 3-х месяцев, их нужно подвергнуть просушке, даже если при визуальном осмотре не обнаружено явных признаков повышенной влажности. Также поступают с электродами, которые пролежали более пяти дней без герметичной упаковки. Их технические характеристики ухудшаются, создавая неравномерную дугу и неправильный прогрев металла, как следствие получается некачественный шов. Поэтому, для электродов существуют четкие правила хранения, а также параметры прокаливания и сушки в шкафу, печи или пенале.
Также поступают с электродами, которые пролежали более пяти дней без герметичной упаковки. Их технические характеристики ухудшаются, создавая неравномерную дугу и неправильный прогрев металла, как следствие получается некачественный шов. Поэтому, для электродов существуют четкие правила хранения, а также параметры прокаливания и сушки в шкафу, печи или пенале.
Сырые электроды приводят к дефектам сварного шва:
- происходит образование пор;
- возможно возникновение свищей;
- образуются трещины;
- происходит частое залипание электрода.
Если сварочный шов получается некачественный, возникли проблемы с прилипанием электрода или зажиганием дуги, то в первую очередь необходимо просушить электроды. Это даст не только качественный шов, но и уменьшает расход электродов. Не всегда получается хранить электроды в идеальных для этого условиях. На больших строительных объектах или предприятиях они закупаются крупными партиями и сберегаются достаточно продолжительное время. В домашних условиях электроды также портятся из-за длительного хранения в гараже, подвале или на даче.
В домашних условиях электроды также портятся из-за длительного хранения в гараже, подвале или на даче.
Сварочный аппарат для меди
Основные агрегаты определены как полуавтоматические, автоматические, аргонные, инверторные агрегаты. Каждый из аппаратов выполняет работы различным способом производства, оснащен отличительными характеристиками.
- Соединение медных пластин может осуществляться аргонной средой органами вольфрамового типа. Инверторы современного типа питаются от бытовой сети, оснащены автономной системой охлаждения, имеют малый вес.
- С проволокой применяется полуавтоматические установки. Существуют различные узлы, в том числе и отечественные, не уступающие импортным аналогам по производительности.
- Медные провода также соединяются инвертором, основной особенностью является экономичность, низкое потребление электроэнергии. Защита от залипания, горячий старт позволят действовать начинающему мастеру без предварительного обучения.
Самодельный сварочный аппарат для сварки угольными электродами
При домашнем использовании наилучшим выбором является агрегат мощностью до 3,5 кВт. Выдаваемой мощности достаточно для соединения меди толщиной 5 мм. Низко ресурсные механизмы не навредят бытовой электросети, предотвратят выход из строя приборов.
Выдаваемой мощности достаточно для соединения меди толщиной 5 мм. Низко ресурсные механизмы не навредят бытовой электросети, предотвратят выход из строя приборов.
Прокалить или просушить — в чем разница
Процедуры прокалки и сушки схожи практически по всем параметрам. Однако, есть некоторые незначительные различия. Прокаливание выполняется строго по инструкциям, представленным на упаковке (как на фото выше). Главная цель просушивания — удаление влаги. Поэтому для данной процедуры не так важно точно и серьезно следовать рекомендациям.
Таким образом, в некоторых случаях можно применять «народные» средства для осуществления термообработки. Но для этого необходимо обладать информацией о том, как просушить электроды в домашних условиях. Сведения следует черпать из надежных источников и полагаться только на мнения мастеров. Основные разъяснения о том, как просушить электроды в домашних условиях указаны ниже.
Трудности при сварке
Необходимо следовать рекомендациям мастеров, т. к. металл отличается по характеристикам от других составляющих. Основные трудности и моменты, возникающие в процессе:
к. металл отличается по характеристикам от других составляющих. Основные трудности и моменты, возникающие в процессе:
- Жидко текучесть осложняет соединение швов вертикальным положением. Нижним положением сваривание производится с применением прокладки, вертикальные произведения доступны в кратковременном режиме.
- Высокая степень теплопроводности материала, потребует использования способов отвода тепла из зоны стыковки.
- Линейное расширение при нагреве влияет на повышенную склонность к деформации, образование трещин.
Также следует помнить про способность поглощать кислород и водород, при воздействии высоких температур. Склонность к окислению требует применения специальных гелей, состоящих из кремния, фосфора либо марганца.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сварка меди и ее сплавов технология
Сплавы меди в отличие от чистого вида металла имеют пониженную теплопроводность, следствием чего не требуется повышенная температура. Существует несколько разновидностей сплавов, наилучшим вариантом является бескислородная медь. Технология сварки меди подразумевает использование предварительно подготовленных изделий. Перед сваркой изготавливаются детали соответствующего размера, у составляющей длиной до 18 мм подготавливаются кромки фасок.
Существует несколько разновидностей сплавов, наилучшим вариантом является бескислородная медь. Технология сварки меди подразумевает использование предварительно подготовленных изделий. Перед сваркой изготавливаются детали соответствующего размера, у составляющей длиной до 18 мм подготавливаются кромки фасок.
При действиях с большими объемами, скорость обработки достигается с использованием фаскоснимателя, который способен обрабатывать деталь в нужной форме. Кроме того, места соединений тщательно очищаются от грязи и окислений, во избежание образования дефектов. Сварка меди происходит защищенной от кислорода среде, для этого используются проволока из сплавов алюминия с добавлением фосфора. Очищенная от примесей часть требует предварительного нагрева, иначе слой флюса растечется по швам неравномерно.
Дуговая сварка
Качественное производство выполняется с применением электродов, длина дуги составляет не более 5 мм. Соединение импульсно – дуговым методом позволяет производить различные швы, использовать тонкий металл. В сложных ситуациях, во избежание излома и образования трещин, подкладывается упор, который способствует надежному креплению деталей.
В сложных ситуациях, во избежание излома и образования трещин, подкладывается упор, который способствует надежному креплению деталей.
Требования к прокалке
Основными показателями при прокалке являются следующие параметры: необходимость проведения процедуры сушки, её режимы и количество прокалок.
Отсутствие термообработки может привести к увеличенному расходу материалов, получению некачественного шва, потери времени, а иногда и к переделке всей работы. Поэтому, если существует неуверенность в условиях и продолжительности хранения электродов или в покрытии присутствует влага, то необходимо обязательно произвести прокаливание.
- Оптимальный режим просушки материалов указан на упаковке или в технической документации.
- Электроды проходят заводскую прокалку, поэтому проводить их обработку снова можно не более трех раз.
Более подробно о процессе прокаливания в отдельной статье.
[ads-pc-2][ads-mob-2]
Что такое электросварка?
Электрическим называют один из методов сварки, когда для нагрева и последующего расплавления металлов применяется электрическая дуга. Температура последней доходит до 7000°С, что намного превышает температуру плавления большинства металлов.
Температура последней доходит до 7000°С, что намного превышает температуру плавления большинства металлов.
Процесс электросварки протекает следующим образом. Для образования и поддержания в рабочем состоянии электрической дуги подается ток от сварочного прибора к электроду.
В процессе сварки основной металл и металлическая сердцевина электрода расплавляются и перемешиваются, образуя прочный и неразрывный шов (+)
Когда электродный стержень касается свариваемой поверхности, проходит сварочный ток. Под его воздействием и воздействием электрической дуги электрод и металлические кромки свариваемых элементов начинают плавиться. Из расплава образуется, как говорят сварщики, сварочная ванна, в которой расплавленный электрод перемешивается с основным металлом.
На поверхность ванны всплывает расплавленный шлак, который образует защитную пленку. После отключения дуги металл постепенно остывает, образуя шов, покрытый окалиной. После полного остывания материала ее счищают.
Для сварки могут использоваться неплавящиеся и плавящиеся электроды. В первом случае для образования сварочного шва в расплав вводят присадочную проволоку, во втором этого не требуется. Для образования и последующего поддержания в рабочем состоянии электрической дуги используется специальное оборудование.
Навыки на поприще сварщика в бытовых условиях требуются для выполнения обширного ряда работ:
Галерея изображений
Фото из
Сооружение металлического каркаса теплицы
Сборка арматурной сетки для фундамента
Изготовление больших и малых ограждений
Устройство лестниц и входных групп
Как просушить электроды в домашних условиях? Технология выполнения работы.
Екатерина
Как прокалить электроды в домашних условиях? Этот вопрос возникает у многих пользователей. Обмазка электродов отличается пористой структурой, функционирует она как губка, постоянно впитывает влагу. Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Содержание статьи
- Что представляет собой прокалка электродов перед сваркой?
- Разновидности оборудования для прокалки
- Технология сушки электродов
- Как просушить электроды в домашних условиях
- Прокалка электродов уони
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.
- в процессе работы вы заметили, что на них слишком много влаги.
Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
Технология сушки электродовДля различных электродов температура и временной период выдержки – разные. Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.

Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
Как просушить электроды в домашних условиях
Как уже отмечалось, основная цель прокалки – это снижение количества влаги, содержащегося в покрытии электродов. Процедура эта — достаточно простая и нетрудоемкая. Вам необходимо изучить упаковку и найти параметры температуры и времени, в соответствии с которыми должна выполняться работа. В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Прокалка электродов уони
печь для прокалки электродовНаиболее популярными и востребованными считаются электроды уони 13/55. Для примера мы рассмотрим технологию их прокалки. Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Подводя итог всего вышеописанного понятно, что сушка электродов для сварки — процедура не сложная, но обязательная. Лучше всего использовать печь для прокалки электродов. Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
Похожие публикации
Как сушить электроды в домашних условиях? — Ручная дуговая сварка — ММA
#1 welder351
Отправлено 21 July 2012 22:02
подскожите пожалуйста ,а то сыро
- Наверх
- Вставить ник
#2 BelaZZ
Отправлено 21 July 2012 22:30
Термопенал купи,благо он не так дорого стоит,и все проблемы решатся. Ну,или на крайняк,герметичный тубус.Открыл пачку новую и туда её.Достал электродов на свои нужды и снова «на замок».
Ну,или на крайняк,герметичный тубус.Открыл пачку новую и туда её.Достал электродов на свои нужды и снова «на замок».
- Наверх
- Вставить ник
#3 welder351
Отправлено 21 July 2012 22:36
Термопенал купи,благо он не так дорого стоит,и все проблемы решатся.Ну,или на крайняк,герметичный тубус.Открыл пачку новую и туда её.Достал электродов на свои нужды и снова «на замок».
а цена вопроса
- Наверх
- Вставить ник
#4 BelaZZ
Отправлено 21 July 2012 22:40
а цена вопроса
В пределах пары штук. Я себе пару лет назад прикупил.Трансформатор на 36 В достать тоже не проблема.Температура 150*С.
Я себе пару лет назад прикупил.Трансформатор на 36 В достать тоже не проблема.Температура 150*С.
Вот навскидку ссылка http://www.lingas.ru…o/?p=1153738749
- Наверх
- Вставить ник
#5 svarnjuk
Отправлено 21 July 2012 22:43
Если вы хотите сушить электроды, то вполне подойдёт пенал~термос (до 3000 р). Для прокалки нужна печь с регулятором температуры.
Зимой на батарее, летом на подоконнике в какой~нибудь подходящей стеклянной таре (в крышку вмонтировать трубочку и опустить вниз вдоль тары снаружи)
Белаз гдето писал про использования силикагеля (обычно встречается в коробках с обувью ~ пакетик с гранулами) для хранения сухих электродов в пенале.
- Наверх
- Вставить ник
#6 welder351
Отправлено 21 July 2012 22:53
В пределах пары штук.
Вот навскидку ссылка http://www.lingas.ru…o/?p=1153738749
 Я себе пару лет назад прикупил.Трансформатор на 36 В достать тоже не проблема.Температура 150*С.
Я себе пару лет назад прикупил.Трансформатор на 36 В достать тоже не проблема.Температура 150*С.да класно еще бы начальство подтянуть на это
- Наверх
- Вставить ник
#7 welder351
Отправлено 21 July 2012 22:54
да класно еще бы начальство подтянуть на это
а пачка электродов убирается
- Наверх
- Вставить ник
#8 welder351
Отправлено 21 July 2012 22:58
Если вы хотите сушить электроды, то вполне подойдёт пенал~термос (до 3000 р).
Зимой на батарее, летом на подоконнике в какой~нибудь подходящей стеклянной таре (в крышку вмонтировать трубочку и опустить вниз вдоль тары снаружи)
Белаз гдето писал про использования силикагеля (обычно встречается в коробках с обувью ~ пакетик с гранулами) для хранения сухих электродов в пенале.
 Для прокалки нужна печь с регулятором температуры.
Для прокалки нужна печь с регулятором температуры.зимой на работе я использую инфрокрасную печку.сделал бы фото но на больничном ,открылся бронхит скоро помирать ,а рано
- Наверх
- Вставить ник
#9 BelaZZ
Отправлено 21 July 2012 23:00
Хоть какая то герметичность Герметичный контейнер
- Наверх
- Вставить ник
#10 BelaZZ
Отправлено 21 July 2012 23:01
а рано
Вот это верное решение. Выздоравливай!
Выздоравливай!
- Наверх
- Вставить ник
#11 welder351
Отправлено 21 July 2012 23:12
Хоть какая то герметичность Герметичный контейнер
раньше были электроды в тубусах.сейчас использую вместо калчана
- Наверх
- Вставить ник
#12 Менгон
Отправлено 22 July 2012 00:17
На кухне в духовку сунул и ноу прОблем.
- Наверх
- Вставить ник
#13 welder351
Отправлено 22 July 2012 00:27
На кухне в духовку сунул и ноу прОблем.
ага жена сунет,а потом его засунет горячим концом наружу что-бы сразу не вынул
- Наверх
- Вставить ник
#14 Менгон
Отправлено 22 July 2012 00:42
ага жена сунет
Вот даже как? Тогда можно порекомендовать купить отдельную маленькую настольную электродуховочку, типа: «Скарлет» «Мечта» и т. п.
п.
- Наверх
- Вставить ник
#15 blazen79
Отправлено 22 July 2012 13:56
печь для прокаливания электродов
- Наверх
- Вставить ник
#16 Рудольф Шнапс
Отправлено 13 November 2013 21:20
Обычная духовка на кухне работает на ура. Сам првоерял. Прогрел духовку до нужной температуры, загрузил электроды и выдержал нужное время. Обычная кухонная духовка разогревается до 300С, что достаточно даже для УОНИ.
- Наверх
- Вставить ник
#17 Sergey_S
Отправлено 15 November 2013 09:39
Обычная духовка на кухне работает на ура.
 Сам првоерял. Прогрел духовку до нужной температуры, загрузил электроды и выдержал нужное время. Обычная кухонная духовка разогревается до 300С, что достаточно даже для УОНИ.
Сам првоерял. Прогрел духовку до нужной температуры, загрузил электроды и выдержал нужное время. Обычная кухонная духовка разогревается до 300С, что достаточно даже для УОНИ.В газовой или электрической?
Вопрос в том, что в процессе сгорания газа получается углекислый газ и вода. Та самая не мешает?
- Наверх
- Вставить ник
#18 Рудольф Шнапс
Отправлено 15 November 2013 10:04
Sergey_S, у меня дома электрическая духовка.
Думаю, что с газовой эффект будет таким же.
Но на вопрос прокаливать или не прокаливать УОНИ отвечаю однозначно- прокаливать!
- Наверх
- Вставить ник
#19 user_k
Отправлено 18 November 2013 11:22
Самый лучший вариант для дома это электродуховка (отдельная), я много раз сушил в духовке газ плиты, мне показалось не так как-то электроды себя ведут, может и вправду углекислый газ подействовал, у меня вот такой аппарат 1978 г. в. и работает до сих пор.
в. и работает до сих пор.
- Наверх
- Вставить ник
#20 Rolli
Отправлено 19 November 2013 11:19
Если изделие не очень ответственное, я делаю так — снимаю с газовой конфорки крышку, чтобы пламя било вверх, и в этом пламени просушиваю электроды.
- Наверх
- Вставить ник
Прокалка и сушка сварочных электродов перед сваркой
Прокалка электродов является термическим процессом обработки, который призван уменьшить количество влаги в их покрытии. Излишнее количество влаги приводит к тому, что электрод трудно поджигается, часто залипает и с него начинает обсыпаться покрытие. Все это приводит к ухудшению качества работы, поэтому, перед проведением операций нужно проверить имеющиеся расходные материалы и предварительно подготовить их.
Сушка и прокалка электродов во многом схожи, но при сушке используются менее высокие температуры и сам процесс происходит с постепенным нагревом. Иногда этот процесс используется перед прокалкой, если того требует технология.
Термопенал для сушки сварочных электродов
Прокалку следует делать в таких случаях:
- После длительного хранения;
- При нахождении в местах с повышенной влажностью;
- После распаковки новой пачки, так как неизвестно, в каких условиях она хранилась и сколько там пробыла;
- При попадании влаги на электроды;
- Если во время работы обнаруживаются признаки содержания большого количества влаги.
Стоит сразу отметить, что прокалка электродов перед сваркой хоть и является важным процессом, без которого трудно будет достичь хороших результатов, но увлекаться этим не стоит. Ведь больше двух раз эту операцию не стоит выполнять, так как есть очень большой риск, что все покрытие отколется от стержня. Необходимо рассчитать нужное для работы количество и просушить, чтобы после окончания операций их остался минимум. В следующий раз просушенные повторно электроды нужно использовать в первую очередь.
В следующий раз просушенные повторно электроды нужно использовать в первую очередь.
Сушка электродов для сварки может еще понадобиться для того, чтобы поднять температуру расходных материалов перед работой. Далеко не все из них можно сразу пускать в дело, предварительно не разогрев, так как слишком высокий перепад температур может навредить сварочной ванне, и в итоге получится некачественный шов. Это также необходимо при создании герметичного соединения, которое производится под давлением. Тогда требуется постепенный разогрев, чтобы не только выпарить всю влагу, но и сделать так, чтобы она не закипела в это время, так как потом образуется известняковый налет.
Виды оборудования
Сушка и прокалка сварочных электродов может производиться несколькими способами, в зависимости от требуемого режима и имеющегося оборудования. Для промышленной сферы используются специализированные виды техники, такие как:
- Электропечь, которая оснащается термометром. Средний рабочий диапазон такого оборудования составляет 100-400 градусов Цельсия. Это достаточно компактные виды техники, так что их можно даже переносить самостоятельно. Принцип работы основан на ТЭНах, которые управляются автоматически. Такая печь может включаться в стандартную сеть 220 В. Мощность зависит от модели и составляет от 1 до 3 кВт. Максимальная загрузка электродами составляет до 50 кг.
- Электропечи для прокалки, которые имеют дополнительные функции сушки. Современные модели имеют микропроцессорный регулятор, который помогает программировать весь процесс. Техника обладает высокой теплоизоляцией и работает в стационарном режиме. В пределах рабочего объема электроды прогреваются равномерно за счет наличия тепловых экранов. Максимальная температура достигает 400 градусов Цельсия, с учетом плавной регулировки, загруженность идет до 160 кг, а максимальная мощность составляет 8,5 кВт, хотя на некоторых моделях этот показатель равен 3 кВт. Здесь уже потребуется для подключения трехфазная сеть на 380 В.
- Термопеналы – данное оборудование используется для сушки. Это теплоизолированная герметичная тара, которая может использоваться для хранения расходных материалов. Благодаря своей компактности она может располагаться на рабочем месте сварщика. Главной ее особенностью является возможность подогревать электроды непосредственно от энергии трансформатора, или при стандартном подключении к сети 220 В. Максимальна загрузка термопеналов составляет 10 кг.
- Пеналы-термосы – во многом напоминают термопеналы, но они могут сохранять температуру внутри и без подогрева. Для них характерно длительное остывание, так что температура со 150 градусов Цельсия до 80 будет опускаться в течение 4 часов, а до 18 градусов – 10-ти часов.
 Это достаточно компактные виды техники, так что их можно даже переносить самостоятельно. Принцип работы основан на ТЭНах, которые управляются автоматически. Такая печь может включаться в стандартную сеть 220 В. Мощность зависит от модели и составляет от 1 до 3 кВт. Максимальная загрузка электродами составляет до 50 кг.
Это достаточно компактные виды техники, так что их можно даже переносить самостоятельно. Принцип работы основан на ТЭНах, которые управляются автоматически. Такая печь может включаться в стандартную сеть 220 В. Мощность зависит от модели и составляет от 1 до 3 кВт. Максимальная загрузка электродами составляет до 50 кг. Это теплоизолированная герметичная тара, которая может использоваться для хранения расходных материалов. Благодаря своей компактности она может располагаться на рабочем месте сварщика. Главной ее особенностью является возможность подогревать электроды непосредственно от энергии трансформатора, или при стандартном подключении к сети 220 В. Максимальна загрузка термопеналов составляет 10 кг.
Это теплоизолированная герметичная тара, которая может использоваться для хранения расходных материалов. Благодаря своей компактности она может располагаться на рабочем месте сварщика. Главной ее особенностью является возможность подогревать электроды непосредственно от энергии трансформатора, или при стандартном подключении к сети 220 В. Максимальна загрузка термопеналов составляет 10 кг.Электропечь для прокалки сварочных электродов
Инструкция прокалки
Чтобы результат был качественным, требуется знать как прокалить электроды. В первую очередь специалисты отмечают, что сам процесс не должен занимать более двух часов. Для этого процесса нужно использовать только сухие электроды, так что их предварительно помещают в пенал, поддерживающий заданную температуру.
Для каждого типа электродов требуется свой режим, поэтому, желательно иметь универсальное оборудование с плавной настройкой температуры. Несмотря на то, что в данных зачастую дается запас времени на прокаливание, превышать заданные лимиты не стоит. Нельзя производить эту операцию для одних и тех же электродов более двух раз.
«Обратите внимание! Нельзя использовать пламенные печи.» Средняя температура для этой операции составляет от 180 до 400 градусов Цельсия.
Инструкция сушки
Перед тем как высушить электроды для сварки, их требуется взвесить. Ведь загрузка печи, в среднем, составляет минимум 10 кг, а максимум – 40 кг. После этого следует провести такие операции:
- Загрузить электроды внутрь;
- Плотно закрыть крышку;
- Отрегулировать температуру согласно заданным для просушки параметрам;
- Засечь или выставить время, которое должен длиться данный процесс;
- Выдержать весь период;
- Выключить и дать остыть вместе с печью, чтобы не было резкого перепада температуры.

«Обратите внимание! Достаточно, чтобы все остыло до 100-150 градусов Цельсия.»
Вывод
Прокаливание электродов является очень важным технологическим моментом, на который во время производства нужно обращать особое внимание. Температура прокалки электродов всегда задается различной для каждого типа расходных материалов и указывается на упаковке.
Как просушить электроды в домашних условиях? Технология выполнения работы.
Как прокалить электроды в домашних условиях? Этот вопрос возникает у многих пользователей. Обмазка электродов отличается пористой структурой, функционирует она как губка, постоянно впитывает влагу. Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.
- в процессе работы вы заметили, что на них слишком много влаги.

Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Требования к прокалке
Основными показателями при прокалке являются следующие параметры: необходимость проведения процедуры сушки, её режимы и количество прокалок.
Отсутствие термообработки может привести к увеличенному расходу материалов, получению некачественного шва, потери времени, а иногда и к переделке всей работы. Поэтому, если существует неуверенность в условиях и продолжительности хранения электродов или в покрытии присутствует влага, то необходимо обязательно произвести прокаливание.
Поэтому, если существует неуверенность в условиях и продолжительности хранения электродов или в покрытии присутствует влага, то необходимо обязательно произвести прокаливание.
- Оптимальный режим просушки материалов указан на упаковке или в технической документации.
- Электроды проходят заводскую прокалку, поэтому проводить их обработку снова можно не более трех раз.
Более подробно о процессе прокаливания в отдельной статье.
[ads-pc-2][ads-mob-2]
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
- Электропечь для прокалки электродов своими же руками, оборудованная терморегулятором. Этот вид техники отличается небольшими габаритами, поэтому вы можете переносить ее с одного места на другое при необходимости. Принцип функционирования базируется на ТЭНах, управление которыми осуществляется в автоматическом режиме. Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг.
- Электропечь для прокалки с дополнительными функциями сушки. Выпускаемые сегодня модели снабжены микропроцессорным регулятором, благодаря которому можно программировать весь процесс работы. Техника характеризуется высокими показателями теплоизоляции и функционирует в стационарном режиме. За счет того, что в конструкцию входят тепловые экраны, электроды прогреваются равномерно. Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт.
- Термопенал – своеобразная сушилка для электродов. Это теплоизолированная герметичная тара, которая может выступать как место для хранения расходных материалов. Такие устройства – небольшие по размеру, поэтому размещать их можно на рабочем месте сварщика. Главная отличительная особенность – это способность подогревать электроды от энергии трансформатора или при стандартном подключении к сети 220 В. Объем термопеналов вмещает 10 кг электродов.
электропечь для прокалки сварочных электродов
 Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг.
Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг. Главная отличительная особенность – это способность подогревать электроды от энергии трансформатора или при стандартном подключении к сети 220 В. Объем термопеналов вмещает 10 кг электродов.
Главная отличительная особенность – это способность подогревать электроды от энергии трансформатора или при стандартном подключении к сети 220 В. Объем термопеналов вмещает 10 кг электродов.Оборудование для прокаливания электродов
Мы уже сказали об электропечи – оборудование отлично справляется и с сушкой (при наличии этой функции), и с прокаливанием благодаря тэнам и автоматическому режиму регулирования.
Альтернатива печи – термошкаф – предназначен для профессионального, промышленного использования. Современные модели оснащены термостатом, термометром, электронным блоком управления для полного автоматизированного контроля за процессом. Как и термопенал, шкаф еще и хранит изделия при заданной температуре.
Технология сушки электродов
Для различных электродов температура и временной период выдержки – разные. Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
Сколько времени, при какой температуре и как сушат электроды
Оптимальная температура – в пределах 250, максимально допустимая – 400. Время сушки занимает до 2-х часов. Это зависит от типа электрода, производителя. Если производитель на упаковке не указал требования к процессу сушки, зайдите на его официальный сайт и уточните параметры.
Прокаливать можно любые типы электрода, исключение – целлюлозные. Они не поддаются термической обработке, поскольку при воздействии свыше 70 градусов покрытие электрода разрушается.
 В результате они становятся непригодными для сварки. Такие типы расходников хранят в металлических банках, поскольку при попадании влаги они не подлежат восстановлению.
В результате они становятся непригодными для сварки. Такие типы расходников хранят в металлических банках, поскольку при попадании влаги они не подлежат восстановлению.Максимально можно просушивать электроды на высоких температурах 3 раза. После этого обмазка осыпается, что приводит к разрушению структуры расходника.
Если сравнивать понятия «прокаливание» и «просушивание», главное отличие заключается в том, что при прокаливании мы придерживаемся строго инструкции производителя. При просушивании электрода пытается избавиться от влаги любым удобным способом.
Соответственно, при сушке мы можем использовать любые термические приборы. Даже строительный фен позволит убрать ненужную влагу. Достаточно загрузить электрод в трубу и прогреть их при температуре не менее 150 градусов. Диаметр трубы определяется по окружности фена. Существуют модели с терморегулятором для сушки, которые позволяют контролировать температуру.
Как просушить электроды в домашних условиях
Как уже отмечалось, основная цель прокалки – это снижение количества влаги, содержащегося в покрытии электродов. Процедура эта — достаточно простая и нетрудоемкая. Вам необходимо изучить упаковку и найти параметры температуры и времени, в соответствии с которыми должна выполняться работа. В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Процедура эта — достаточно простая и нетрудоемкая. Вам необходимо изучить упаковку и найти параметры температуры и времени, в соответствии с которыми должна выполняться работа. В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Просушка УОНИ13/55
Стержни УОНИ13/55 незаменимы при сваривании ответственных элементов и конструкций. Они наиболее нужные и популярны. Прокалить (просушить) сварочные стержни УОНИ13/55 нужно перед использованием.
Тем самым вы создадите стабильное горение дуги и высокое качество шва. Вводные параметры для осушения: 250-300 градусов Цельсия, время – 1 час. Лучшего результат можно достичь производя такую процедуру в электропечах в спецтаре.
Прокалка электродов уони
печь для прокалки электродов
Наиболее популярными и востребованными считаются электроды уони 13/55.
 Для примера мы рассмотрим технологию их прокалки. Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Для примера мы рассмотрим технологию их прокалки. Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.Подводя итог всего вышеописанного понятно, что сушка электродов для сварки — процедура не сложная, но обязательная. Лучше всего использовать печь для прокалки электродов. Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
Когда производится сушка
Если электроды хранились на складе более 3-х месяцев, их нужно подвергнуть просушке, даже если при визуальном осмотре не обнаружено явных признаков повышенной влажности. Также поступают с электродами, которые пролежали более пяти дней без герметичной упаковки. Их технические характеристики ухудшаются, создавая неравномерную дугу и неправильный прогрев металла, как следствие получается некачественный шов. Поэтому, для электродов существуют четкие правила хранения, а также параметры прокаливания и сушки в шкафу, печи или пенале.
Поэтому, для электродов существуют четкие правила хранения, а также параметры прокаливания и сушки в шкафу, печи или пенале.
Сырые электроды приводят к дефектам сварного шва:
- происходит образование пор;
- возможно возникновение свищей;
- образуются трещины;
- происходит частое залипание электрода.
Если сварочный шов получается некачественный, возникли проблемы с прилипанием электрода или зажиганием дуги, то в первую очередь необходимо просушить электроды. Это даст не только качественный шов, но и уменьшает расход электродов. Не всегда получается хранить электроды в идеальных для этого условиях. На больших строительных объектах или предприятиях они закупаются крупными партиями и сберегаются достаточно продолжительное время. В домашних условиях электроды также портятся из-за длительного хранения в гараже, подвале или на даче.
Прокалить или просушить – в чем разница
Процедуры прокалки и сушки схожи практически по всем параметрам. Однако, есть некоторые незначительные различия. Прокаливание выполняется строго по инструкциям, представленным на упаковке (как на фото выше). Главная цель просушивания – удаление влаги. Поэтому для данной процедуры не так важно точно и серьезно следовать рекомендациям.
Однако, есть некоторые незначительные различия. Прокаливание выполняется строго по инструкциям, представленным на упаковке (как на фото выше). Главная цель просушивания – удаление влаги. Поэтому для данной процедуры не так важно точно и серьезно следовать рекомендациям.
Таким образом, в некоторых случаях можно применять “народные” средства для осуществления термообработки. Но для этого необходимо обладать информацией о том, как просушить электроды в домашних условиях. Сведения следует черпать из надежных источников и полагаться только на мнения мастеров. Основные разъяснения о том, как просушить электроды в домашних условиях указаны ниже.
Что такое закалка металлов и ее виды
Под закалкой понимают вид термообработки металла, состоящий из его нагрева до температуры, при достижении которой наступает изменение структуры кристаллической решетки (полиморфное превращение) и дальнейшего ускоренного охлаждения в воде или масляной среде. Целью такой термообработки является повышение твердости металла.
Применяется также закалка, при которой температура нагрева металла не дает состояться полиморфному превращению. В этом случае фиксируется его состояние, которое свойственно металлу при температуре нагрева. Это состояние называют пересыщенным твердым раствором.
Технологию закалки с полиморфным превращением используют в основном для изделий из стальных сплавов. Цветные металлы подвергают закалке без достижения полиморфного изменения.
После такой обработки стальные сплавы становятся тверже, но при этом они приобретают повышенную хрупкость, теряя пластичность.
Чтобы снизить нежелательную хрупкость после нагрева с полиморфным изменением, применяется термообработка, называемая отпуском. Она проводится при более низкой температуре с постепенным дальнейшим охлаждением металла. Таким способом снимается напряжение металла после процесса закаливания, и уменьшается его хрупкость.
При закалке без полиморфного превращения нет проблемы с излишней хрупкостью, но твердость сплава не достигает требуемого значения, поэтому при повторной термической обработке, называемой старением, ее наоборот повышают за счет распада пересыщенного твердого раствора.
Особенности закалки стали
Закаливаются в основном нержавеющие стальные изделия и сплавы, предназначенные для их изготовления. Они имеют мартенситную структуру и характеризуются повышенной твердостью, приводящей к хрупкости изделий.
Если провести термообработку таких изделий с нагревом до определенной температуры с последующим быстрым отпуском, то можно добиться повышения вязкости. Это позволит использовать такие изделия в различных сферах.
Что такое электроды с низким содержанием водорода, порядок их хранения и запекания?
Электроды с низким содержанием водорода, порядок их хранения и обжига?
Электроды с низким содержанием водорода — это электроды для сварки электродом или SMAW , которые содержат менее 0,6% влаги покрытия — согласно ASME Раздел IIC, SFA 5.1- Таблица 10, по сравнению с 4-6% влаги в электродах целлюлозного типа (E6010, E7010 и др.) покрытия.
Чтобы считаться электродом с низким содержанием водорода, содержание влаги в электроде для электродуговой сварки или SMAW не должно превышать 0,6 % во время испытания на содержание влаги, проводимого при температуре 1800 °F (9). 80°С). Это требование к испытаниям было указано в спецификации AWS A5.1/A5.1M — Электроды из углеродистой стали. Сварные швы, выполненные электродами для электродной сварки с более низким уровнем влажности, будут иметь естественно низкое количество диффундирующего водорода.
80°С). Это требование к испытаниям было указано в спецификации AWS A5.1/A5.1M — Электроды из углеродистой стали. Сварные швы, выполненные электродами для электродной сварки с более низким уровнем влажности, будут иметь естественно низкое количество диффундирующего водорода.
Нажмите здесь, чтобы прочитать о типе покрытия электрода SMAW, функциях покрытия и влиянии элементов покрытия. Чтобы узнать больше о самом популярном электроде с низким содержанием водорода, который широко используется в США и Канаде, щелкните ссылку ниже.
E7018 Спецификация электрода и ее значение, E7018 MTC.pdf
Требования к хранению сварочного электрода
- Всегда храните сварочный электрод при температуре значительно выше точки росы. Его можно безопасно хранить в отапливаемом помещении при температуре выше 15°С (в холодных местах) и при температуре окружающей среды в жарких и влажных местах и при относительной влажности ниже 50%.
- Также следует избегать хранения при очень высокой температуре (> 25°C), так как смазка на проволоке (например, на катушках проволоки GMAW) может испариться слишком рано.
- Соблюдайте правила FIFO при изъятии электродов со склада: При заборе материала со склада всегда выбирайте продукт с самой ранней датой изготовления (FIFO)!
- Сварочные электроды или катушки с проволокой, которые не полностью израсходованы, должны быть упакованы перед хранением.
- Сушка мокрой сварочной проволоки или электродов невозможна, и их следует утилизировать.
- Максимальная продолжительность хранения для сварочных электродов вообще не может быть указана. В случае сомнений необходимо провести квалификацию путем проведения сварочных испытаний.

Какое максимально допустимое содержание влаги в покрытии стержня?
Сварочные стержни с низким содержанием водорода изготовлены из неорганического покрытия с самым низким уровнем влажности. Примерами таких сварочных электродов с низким содержанием водорода являются E6018, E7015, E7018, E7016 и т. д. Чтобы определить влажность, присутствующую в электродном покрытии, сварочном флюсе и порошковой проволоке, проводят испытание на влажность, как указано в AWS A4.4.
д. Чтобы определить влажность, присутствующую в электродном покрытии, сварочном флюсе и порошковой проволоке, проводят испытание на влажность, как указано в AWS A4.4.
Это испытание предоставляет данные о наличии влаги в стержне после его изготовления на предприятии-изготовителе. Согласно спецификации стержня, они могут иметь содержание влаги не более 0,6%. См. приведенную ниже таблицу, взятую из спецификации AWS A5.1.
Преимущества/преимущества электродов с низким содержанием водорода
Пруток для электродной сварки, изготовленный с низким содержанием водорода, обеспечивает высочайшую ударную вязкость металла сварного шва, а также простоту зажигания и поддержания дуги. Они обеспечивают наилучшую стойкость к холодному растрескиванию среди других электродов для электродуговой сварки.
Обсуждаемые здесь электроды с низким содержанием водорода имеют разные характеристики удобства использования. Некоторые используются для сильного наплавления (например, E7024), в то время как другие используются для потолочной сварки из-за их свойств быстрого замерзания. Вы можете заметить, что некоторые стержни с низким содержанием водорода имеют суффикс -1 в конце (E7018-1), и они изготовлены для придания улучшенных свойств ударной вязкости.
Вы можете заметить, что некоторые стержни с низким содержанием водорода имеют суффикс -1 в конце (E7018-1), и они изготовлены для придания улучшенных свойств ударной вязкости.
Спецификация электродов E7018-1 или E4918-1-h5, значение, химические и механические свойства с MTC
Что такое опциональное обозначение диффузионного водорода в электродах с низким содержанием водорода?
Сварочные электроды также используют дополнительный индикатор для определения уровня диффузионного водорода для сварных швов, выполненных с их помощью. Вы заметите классификацию электродов для сварки электродами с добавленными цифрами h5, или H8 или h26 на многих электродах с низким содержанием водорода. Е7018х5. Так что же это ‘h5’ ссылаться?
Цифра «Н» в конце классификации электродов относится к количеству диффузионного водорода в мл/100 г наплавленного металла. Для например. сварной шов, выполненный с E7018h5, будет иметь максимальный уровень водорода 4 мл/100 г наплавленного шва.
Аналогично буква «R» на конце стержня означает, что покрытие стержня является влагостойким. В соответствии с AWS A5.1, стержень с буквой «R» считается влагостойким, если он вынут из упаковки и подвергается воздействию относительной влажности 80 % при температуре хранения 80 °F в течение 9часов После этого полученная влажность не должна превышать 0,4% от общей массы стержня.
В таблице ниже показан максимально допустимый уровень содержания водорода в электродах с низким содержанием водорода.
Процедура обжига/восстановления электрода с низким содержанием водорода
Стержни с низким содержанием водорода следует хранить и обращаться с ними с осторожностью, чтобы обеспечить сохранение их основной характеристики низкого уровня водорода. Необходимо позаботиться о том, чтобы они не подвергались воздействию влажных условий, иначе низкая водородостойкость этих стержней не принесет больше пользы. Если они подвергаются воздействию влаги, их необходимо разбить или восстановить, чтобы восстановить их характеристики с низким содержанием водорода.
Температура и продолжительность обжига/восстановления и условий хранения стержней с низким содержанием водорода и других типов покрытий приведены в таблице ниже. Стержень с низким содержанием водорода следует запекать при температуре от 500°F до 800°F в течение 1-2 часов. Полную информацию см. в таблице.
Сколько раз допускается прокалка электрода с низким содержанием водорода?
Это наиболее распространенный вопрос, который возникает у многих инженеров-сварщиков/специалистов по обеспечению и контролю качества. Хотя нормы и спецификации электродов ничего не говорят об этом вопросе, необходимо соблюдать меры предосторожности, чтобы не прокаливать электроды более двух раз.
Очевидная причина: «Каждая последовательность обжига удаляет необходимую влагу, необходимую для покрытия стержня, и добавки, которые удерживают покрытие прочным на жиле электрода. Если быть точным, если вы заметили сварочный электрод с поврежденным покрытием, его нельзя использовать в работе. Кроме того, при изменении условий эксплуатации электрода, таких как легкое зажигание дуги или трудности в поддержании дуги, или заметная пористость сварки, такие стержни должны быть выброшены.
Кроме того, при изменении условий эксплуатации электрода, таких как легкое зажигание дуги или трудности в поддержании дуги, или заметная пористость сварки, такие стержни должны быть выброшены.
Если процедура обжига электрода компании недоступна, рекомендуется обратиться за поддержкой к производителю электрода, чтобы обеспечить правильные условия обжига, температуры и времени выдержки. Вы также можете обратиться к AWS A5.1 для стержней из CS и AWS A5.5 для сварочных стержней из низколегированной стали.
Стержни для электродной сварки с низким содержанием водорода, которые поставляются в негерметичных контейнерах, должны быть сначала обожжены в соответствии с процедурой производителя электродов и выдержаны в печи для выдержки до и во время сварки.
Хранение и повторная сушка электродов – стержневые печи
Электроды для электродуговой сварки в среде защитного металла (SMAW) должны храниться надлежащим образом, чтобы обеспечить качество
сварных швов. Когда электроды стали поглощать влагу из атмосферы, их необходимо
Когда электроды стали поглощать влагу из атмосферы, их необходимо
просушить, чтобы восстановить способность к качественному наплавлению сварных швов. Электроды
со слишком большим количеством влаги могут привести к растрескиванию или пористости. Рабочие характеристики
также могут быть затронуты. Если вы столкнулись с необъяснимым растрескиванием сварного шва
, или если производительность электродной дуги ухудшилась, это может быть
из-за ваших методов хранения или процедур повторной сушки.
Для правильной работы все электроды должны быть высушены до нужного уровня. Даже небольшое
количество влаги в электродах с низким содержанием водорода может привести к серьезным проблемам со сваркой
, таким как внутренняя пористость, растрескивание сварного шва или плохие рабочие характеристики. Мы
рассмотрим три различных типа электродов:
1.
Электроды с низким содержанием водорода
Хранение
и пределы воздействия
Электроды SMAW с покрытиями с низким содержанием водорода, такие как E7018 и E8018-C3, должны храниться в очень сухом состоянии, так как может легко произойти растрескивание, вызванное водородом, особенно в сталях
с пределом текучести 80 000 фунтов на квадратный дюйм и выше. Чтобы сохранить эти электроды
Чтобы сохранить эти электроды
сухими во время хранения и предотвратить дефекты сварки,
вот несколько советов:
Приобретайте
эти электроды в герметичных контейнерах, которые обеспечивают превосходную защиту
против впитывания влаги.Не открывайте
герметично закрытые контейнеры до тех пор, пока электрод не понадобится для
использования.При открытии банок
электроды, которые не будут использоваться сразу, должны быть помещены
в шкаф при температуре от 250 до 300 градусов (120-150 градусов C).- Электроды
должны поставляться сварщикам в количествах, которые могут быть израсходованы в течение
временных ограничений, зависящих от типа электрода и уровня прочности. Например, стандарт 9Электроды 0091 E7018 можно безопасно подвергать воздействию атмосферы в течение 4 часов, тогда как стандартные электроды
E11018 ограничены только ½ часа.
Повторная сушка
При нарушении
герметичности (преднамеренно, например, при открытии банки,
или случайно, например, при проколе банки) банку электродов SMAW с низким содержанием водорода
необходимо повторно высушить . Когда электроды находились на воздухе в течение
Когда электроды находились на воздухе в течение
дней, их можно повторно высушить. Следующие процедуры повторной сушки
следует использовать:
- Для повторной сушки
электроды следует вынуть из банки и поместить в подходящую печь.
Электроды должны быть разложены в печи таким образом, чтобы все электроды достигли
температуры сушки. Банку с электродами нельзя ставить в духовку; картонные вкладыши
могут обуглиться, и температура электродов будет неравномерной. - Когда
электроды изначально помещаются в печь, температура не должна быть
выше половины температуры повторной сушки. Электроды следует выдержать при этой температуре в течение ½ часа, прежде чем нагреть электрод до конечной температуры. - Для электродов из низкоуглеродистой стали
с низким содержанием водорода, регулируемых AWS A5.1 (например, E7018), окончательная температура повторной сушки
обычно составляет 500–800 градусов по Фаренгейту. -температура сушки должна быть 700-800 градусов
F. Необходимо соблюдать рекомендации производителя. - Один
час при указанной конечной температуре является удовлетворительным. Не сушите электроды при более высоких температурах. Кроме того, несколько часов при более низкой температуре не эквивалентны
использованию указанных требований. Влага химически связывается (поглощается)
покрытием электрода, и эти химические связи должны быть разрушены при соответствующей температуре
в течение надлежащего периода времени, иначе электрод может быть поврежден. - Любой электрод
следует выбросить, если чрезмерная повторная сушка приводит к тому, что покрытие становится
хрупкий и отслаивается или ломается во время сварки. Или утилизируйте электрод, если
есть заметная разница в обращении или характеристиках дуги, например, недостаточное
усилие дуги.
 Необходимо соблюдать рекомендации производителя.
Необходимо соблюдать рекомендации производителя. 2. Электроды из аустенитной нержавеющей стали
Хранение
и пределы воздействия
Аустенитная нержавеющая сталь
для SMAW должна храниться сухой. Как правило, первая проблема, которую
Как правило, первая проблема, которую
заметят при сварке такими электродами, которые были загрязнены
0091 влажность будет пористостью сварного шва.
могут быть затронуты и другие эксплуатационные характеристики. Чтобы сохранить эти электроды сухими во время хранения, вот несколько рекомендаций:
3.
Электроды с низким содержанием водорода
Хранение
и пределы воздействия
и все же важно, чтобы эти электроды также правильно хранились. В отличие от электродов с низким содержанием водорода
, которые всегда должны храниться сухими, некоторые из электродов с низким содержанием водорода нуждаются в некотором количестве влаги в покрытиях, чтобы работать должным образом. Если эти электроды
слишком сухие, они могут работать неправильно. Альтернативные чрезмерно влажные электроды
могут вызвать другие проблемы. Следует соблюдать следующие процедуры:
Храните
эти ненизководородные электроды из только что открытых контейнеров в отапливаемых шкафах
при температуре 100–120 градусов F (40–50 градусов C).Не используйте
при более высоких температурах, особенно для электродов из группы «Fast Freeze»
, которая включает Lincoln Shield-Arc® и некоторые типы электродов Fleetweld®
.

Повторная сушка
Следуйте
этим простым методам хранения, экспонирования и повторной сушки, чтобы обеспечить высочайшее качество сварных швов
, а также наилучшие рабочие характеристики электродов SMAW
.
Перепечатано
с сайта Lincolnelectric.com
Общее — Архив | Сварочные стержни для выпечки | Практик-механик
джфсмит
Гость
- #1
Мне дали 50-фунтовую банку сварочных прутков Lincoln 3/16 Jetweld LH-70, банка была открыта, и было использовано 2 прутка. Компания, которая дала мне их, сказала, что их нужно запечь, чтобы высушить стержни.
Компания, которая дала мне их, сказала, что их нужно запечь, чтобы высушить стержни.
Как мне это сделать, у меня есть кухонная плита в качестве источника тепла для выпечки, сколько я могу делать одновременно и как долго я должен их печь?
Спасибо,
Джерри
Капюшон
Нержавеющая сталь
- #2
Обычно нужная информация указана на этикетке на банке. Вы можете сделать их все сразу, возможно, лучше немного их распределить. У меня есть электродная печь, в которой я держу все свои электроды, особенно хорошо для LoHy.
Капюшон
ХуФлунгДунг
Алмаз
- #3
Я разложила их на противне и запекала при температуре 250 градусов в течение нескольких часов. Вы хотите, чтобы влага вытеснялась. Если вы можете сделать это при низкой относительной влажности, результаты будут еще лучше. Затем переложите их в очень плотные полиэтиленовые пакеты и завяжите пакеты проволочными стяжками. Вероятно, будет рекомендовано небольшое количество удочек в каждой сумке.
Капюшон
Нержавеющая сталь
- #4
Вот информация от Lincoln
Капот
Капюшон
Нержавеющая сталь
- #5
OOPS забыл добавить текст
«Хранение электродов с низким содержанием водорода
Все электроды с низким содержанием водорода должны быть сухими для правильной работы.
Неоткрытые герметичные контейнеры Lincoln обеспечивают
отличную защиту в хороших условиях хранения. Открытые банки
следует хранить в шкафу при 250–300 °F (120–150 °C)
Влагопоглощение покрытия в электроде с низким содержанием водорода важно
, потому что это может привести к растрескиванию, вызванному водородом, особенно
в сталях с пределом прочности 80 000 фунтов на квадратный дюйм (550 МПа) и более высоким пределом текучести
. Влагостойкие типы обладают высокой устойчивостью к влагопоглощению покрытия
и при правильном хранении будут менее
подвержены этой проблеме, независимо от предела текучести свариваемой стали
.
Конкретные кодовые требования могут указывать предельные значения воздействия, отличные от данных указаний.
Все электроды с низким содержанием водорода должны храниться надлежащим образом, даже
с повышенной стойкостью к влагопоглощению покрытия. Стандартом
рекомендуется поставлять стандартные электроды EXX18 сварщикам
два раза в смену. Влагостойкие типы можно оставлять
на срок до 9 часов.
Когда контейнеры протыкаются или открываются, так что электрод
подвергается воздействию воздуха в течение нескольких дней, электроды с низким содержанием водорода
могут впитывать влагу. В зависимости от количества влаги
качество сварного шва ухудшается следующим образом:
1. Небольшое количество влаги в электродах с низким содержанием водорода может
вызывают пористость. Обнаружение этого состояния требует рентгеновского контроля
или разрушающего контроля. Если основной металл или металл сварного шва
превышает предел текучести 80 000 фунтов на квадратный дюйм (550 МПа), эта влага
может способствовать растрескиванию под валиком или сварке.
2. Относительно большое количество влаги в электроде
с низким содержанием водорода вызывает видимую внешнюю пористость в дополнение к внутренней пористости
. Это также может привести к чрезмерной текучести шлака,
шероховатой поверхности сварного шва и затрудненному удалению шлака.
3. Сильное поглощение влаги может вызвать трещины в сварных швах в дополнение к растрескиванию под валиком
, сильной пористости, плохому внешнему виду и проблемам со шлаком
.
Повторная сушка электродов с низким содержанием водорода
Повторная сушка, если она выполнена правильно, восстанавливает способность электродов
наплавлять качественные сварные швы. Правильная температура повторной сушки
зависит от типа электрода и его состояния. Состояние
номер 1, указанное ниже, является наиболее распространенным.
Один час при указанной конечной температуре является удовлетворительным. СДЕЛАТЬ
НЕ сушите электроды при более высоких температурах. Несколько часов при более низких температурах
Несколько часов при более низких температурах
не эквивалентны использованию указанных требований
.
Электроды класса E8018 и более высокой прочности
желательно подвергать повторной просушке не более трех раз в течение 1 часа
в диапазоне 700–800°F (370–430°C). Это сводит к минимуму возможность окисления сплавов в покрытии, что приводит к снижению
по сравнению с обычными свойствами при растяжении или ударе.
Любой электрод с низким содержанием водорода следует утилизировать, если он чрезмерный 9Повторная сушка 0091 приводит к тому, что покрытие становится хрупким и отслаивается, или
отрывается во время сварки, или если есть заметные различия в обращении с
или характеристиках дуги, например, недостаточное усилие дуги.
Электроды, подлежащие повторной сушке, следует вынуть из банки и
разложить в печи, потому что:
1. Каждый электрод должен достичь температуры сушки.
2. Картонные вкладыши обугливаются при температуре около 350°F (180°C),
повреждая соседние электроды.
Температура окончательной повторной сушки
Предварительная сушка E8018, E9018,
Состояние Температура (1) E7018, E7028 E10018, E11018
Электроды подвергались воздействию воздуха менее одной недели; 650° — 750°F 700° — 800°F
без прямого контакта с водой. — (340° — 400°C) (370° — 430°C)
Электроды, которые находились в непосредственном контакте с водой 180° — 220°F 650° — 750°F 700° — 800°F
или которые были подвергается воздействию высокой влажности (80° — 105°C) (340° — 400°C) (370° — 430°C)
(1) Предварительная сушка в течение 1-2 часов. Это сведет к минимуму склонность к растрескиванию покрытия или окислению сплавов в покрытии.
УСЛОВИЯ ПОВТОРНОЙ СУШКИ — С НИЗКИМ ВОДОРОДОМ
www.lincolnelectric.com»
джфсмит
Гость
- #6
Спасибо, эта информация очень помогает, но не помогает.
Еще раз всем спасибо,
Джерри
Storing SMAW electrodes
Electrode sticks that are well cared for lead to quality welds
- By Michael Maxon
- January 24, 2020
- Article
- Consumables
- Join Discussion
Сварщики могут следовать этим простым рекомендациям по хранению, повторной сушке и обращению с электродами SMAW, чтобы уменьшить воздействие влаги и обеспечить качество, срок годности и производительность. Getty Images
Как бы ни были важны электроды для дуговой сварки металлическим электродом в среде защитного газа (SMAW), процесс их надлежащего хранения часто не стоит на первом месте. Тем не менее, правильное хранение электродов SMAW является неотъемлемой частью качества сварного шва и успешного результата сварочного проекта или работы.
Тем не менее, правильное хранение электродов SMAW является неотъемлемой частью качества сварного шва и успешного результата сварочного проекта или работы.
Чтобы электроды SMAW работали должным образом, вы должны хранить их сухими и в условиях низкой влажности. Когда электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить способность к качественному наплавлению сварных швов. Электроды, впитавшие слишком много влаги, могут привести к растрескиванию или пористости сварного шва.
Если вы испытываете необъяснимые проблемы с растрескиванием сварного шва или ухудшаются характеристики электродной дуги, вам может потребоваться пересмотреть методы хранения.
Хранение электродов с низким содержанием водорода
Электроды с низким содержанием водорода имеют более строгие и точные требования к хранению, чем другие. Возьмем, к примеру, электроды серии 7018. Эти сварочные прутки обычно используются там, где соблюдаются критические нормы и требования к качеству сварки с помощью рентгеновских лучей, например, на верфях, трубопроводах и в нефтехимической промышленности. Они имеют блоки с низким содержанием водорода и испортятся, если будут подвергаться воздействию атмосферы более восьми или девяти часов. Эти электроды улавливают молекулы водорода из атмосферы, что может привести к ухудшению качества сварки, например к растрескиванию под флюсом и растрескиванию сварного шва.
Они имеют блоки с низким содержанием водорода и испортятся, если будут подвергаться воздействию атмосферы более восьми или девяти часов. Эти электроды улавливают молекулы водорода из атмосферы, что может привести к ухудшению качества сварки, например к растрескиванию под флюсом и растрескиванию сварного шва.
Электрод с низким содержанием водорода может быть поврежден, если вы начнете замечать пористость и брызги на первых нескольких дюймах сварного шва. Пористость может быть даже внутренней и невидимой снаружи на сварном шве. По мере того как стержень начинает нагреваться, сварной шов улучшается и становится более гладким, но к тому времени сварной шов уже может быть нарушен.
Во избежание повреждения или проникновения влаги обязательно храните эти электроды в печи для сварки электродов при температуре 250 градусов по Фаренгейту. Печи для сварки электродов, также известные как печи для стабилизации электродов и печи для удержания электродов, помогают обеспечить высокое качество сварных швов, предотвращая электроды поглощая влагу из атмосферы. Эти печи варьируются в размерах от 5 галлонов, которые можно легко транспортировать на место работы, до таких больших, как коммерческая печь.
Эти печи варьируются в размерах от 5 галлонов, которые можно легко транспортировать на место работы, до таких больших, как коммерческая печь.
Не экономьте на этом. Много лет назад сварщики считали нормальным хранить электроды в старом холодильнике с включенной лампочкой. Это не тот случай. Для обеспечения целостности электрода храните его при температуре 250 градусов по Фаренгейту.
Многие сварщики меняют свои электроды на рабочем месте, чтобы убедиться, что они не подвергались воздействию атмосферы слишком долго. Если вы используете электроды серий 8018 и 9018, меняйте их каждые три-четыре часа, чтобы сохранить их целостность. А серию 10018 следует менять еще чаще – каждые два-три часа, чтобы предотвратить появление пористости и растрескивания сварного шва.
Если у вас есть электроды, которые могли подвергаться воздействию атмосферы и влаги, поместите их в печь для стержней при температуре от 400 до 500 градусов по Фаренгейту, чтобы высушить и восстановить. Не следует сушить электроды более двух раз.
Электроды с низким содержанием водорода также требуют хранения. Все устройства серии 60 и некоторые устройства серии 70 (7014 и 7024) должны храниться как можно более герметично, чтобы избежать загрязнения дымом, влагой и другими атмосферными загрязнителями. Имейте в виду, что некоторые из электродов серии 60 на самом деле выигрывают от небольшого количества влаги непосредственно перед использованием. Например, 6910 и 6011 имеют целлюлозный флюс, который требует небольшого количества влаги или умеренной влажности, чтобы сохранить пластичность флюса, в противном случае флюс становится хрупким.
Чтобы электроды SMAW работали должным образом, необходимо хранить их в сухом месте с низкой влажностью. Электроды, поглощающие влагу из атмосферы, должны быть высушены, чтобы восстановить их способность наплавлять качественные сварные швы.
Шаги по защите ваших электродов от атмосферы
Вот несколько шагов, которые вы можете предпринять, чтобы защитить электроды SMAW от атмосферного загрязнения.
Обратите внимание на влагостойкие электроды. Некоторые производители предлагают классификацию влагостойких электродов. Хотя эти электроды немного дороже, они производятся с покрытием h5R, устойчивым к влаге и содержащим всего 4 мл водорода на каждые 100 граммов сварного шва (приблизительно 3½ унции). Влагостойкое покрытие предотвращает попадание влаги на электрод и защищает целостность сварного шва, особенно в критических проектах, где необходим электрод с низким содержанием водорода.
Не забывайте об упаковке. Для дополнительной защиты рассмотрите возможность приобретения электродов в вакуумной упаковке, которая защищает электроды от окружающей среды и обеспечивает более длительный срок хранения. Вам не нужно беспокоиться о деградации электрода или заботиться о его хранении, пока вы не откроете упаковку.
Другой способ, которым производители упрощают использование и хранение электродов, заключается в их упаковке в отдельные упаковки меньшего размера.
Например, вместо того, чтобы предлагать 50 фунтов. контейнер с электродами, который будет подвергаться воздействию атмосферы при открытии, некоторые производители предлагают четыре 10-фунтовых вакуумных пробирки, упакованные в контейнер, который можно использовать по мере необходимости.Многие производители просто упаковывают свои электроды в банки или картонные коробки с воздушным уплотнением, что приводит к более короткому сроку хранения, чем упаковка с вакуумным уплотнением.
В зависимости от типа сварочной проволоки и условий хранения одни электроды могут испортиться в течение шести месяцев, а другие могут прослужить несколько лет. В то время как стержневые электроды не имеют срока годности, как правило, вы не должны хранить их более года.
Покупайте электроды небольшими партиями. Купите наименьшее количество электродов, которое вам нужно. Если вы не планируете использовать большие количества, купите 5- или 10-фунтовую. может, а не 50 фунтов.
контейнер. У вас может возникнуть соблазн купить большее количество, чтобы получить небольшую скидку, но лучше купить наименьшее количество, которое имеет смысл. Как говорится, не будьте мудрыми в мелочах и глупыми фунтами.Используйте защиту штока. Возможно, вам будет удобнее хранить электроды SMAW в защитных кожухах — пластиковых круглых трубках с резиновой прокладкой, которые можно приобрести в магазинах сварочных материалов. Они герметичны, что обеспечивает более длительный срок хранения, и вы можете открывать или закрывать их столько раз, сколько вам нужно.
Обязательно обращайтесь к производителю по любым конкретным вопросам, касающимся электродов SMAW.
 Например, вместо того, чтобы предлагать 50 фунтов. контейнер с электродами, который будет подвергаться воздействию атмосферы при открытии, некоторые производители предлагают четыре 10-фунтовых вакуумных пробирки, упакованные в контейнер, который можно использовать по мере необходимости.
Например, вместо того, чтобы предлагать 50 фунтов. контейнер с электродами, который будет подвергаться воздействию атмосферы при открытии, некоторые производители предлагают четыре 10-фунтовых вакуумных пробирки, упакованные в контейнер, который можно использовать по мере необходимости. контейнер. У вас может возникнуть соблазн купить большее количество, чтобы получить небольшую скидку, но лучше купить наименьшее количество, которое имеет смысл. Как говорится, не будьте мудрыми в мелочах и глупыми фунтами.
контейнер. У вас может возникнуть соблазн купить большее количество, чтобы получить небольшую скидку, но лучше купить наименьшее количество, которое имеет смысл. Как говорится, не будьте мудрыми в мелочах и глупыми фунтами.Майкл Максон — специалист по присадочным металлам, процессам и применению в Weldcote, 7720 Lehigh Ave., Niles, IL 60714, 888-258-0121, [email protected], weldcotemetals.com.
Покупайте только наименьшее количество
электродов, которые вам нужны, например, 5- или 10-фунтовый. может, а не 50 фунтов. контейнер.
может, а не 50 фунтов. контейнер.
KHT-900 Печь для повторного обжига электродов SMAW
Keen KHT-900 Печь для повторного обжига электродов Стандартные характеристики:Система контроля температуры духовки
- Регулируемый цифровой пропорционально-интегральный (ПИ) контроллер
- Стабильный и надежный контроль температуры с обратной связью контура управления
- 3-разрядный светодиодный индикатор температуры
- Индикация температуры в градусах Фаренгейта или Цельсия
- Простое управление с удобными функциями
Функции безопасности печи
- Регулируемый ручной сброс при превышении температуры с помощью термопары
- Прочные взрывозащищенные дверные защелки
- Одобренный UL® пропорционально-интегральный (PI) цифровой контроллер
- Одобренные UL® трубчатые нагревательные элементы в оболочке из инколой
Конструкция печи
- Прочный стальной корпус с порошковым покрытием
- Сварная конструкция
- Угловые полки с перфорацией обеспечивают естественную конвекцию
- Прочная усиленная дверь со взрывозащищенными защелками
- Высокопрочная дверная прокладка с сердечником из плетеной проволоки из нержавеющей стали 304 и оплеткой из высокотемпературного стекловолокна
- Карманы в основании печи для удобной транспортировки вилочным погрузчиком
- 1 год ограниченной гарантии производителя
Часто задаваемые вопросы:
Что такое стержневые электроды и что такое дуговая сварка металлическим электродом в среде защитного газа (SMAW)?
SMAW (дуговая сварка защищенным металлом) — это процесс ручной дуговой сварки, который часто называют сваркой стержнем . Это один из самых популярных сварочных процессов, используемых сегодня. Его популярность обусловлена универсальностью процесса, простотой и дешевизной оборудования и эксплуатации. SMAW обычно используется с такими материалами, как мягкая сталь, чугун и нержавеющая сталь
Это один из самых популярных сварочных процессов, используемых сегодня. Его популярность обусловлена универсальностью процесса, простотой и дешевизной оборудования и эксплуатации. SMAW обычно используется с такими материалами, как мягкая сталь, чугун и нержавеющая сталь
Для этого процесса требуется расходуемый электрод, покрытый флюсом (палочный стержень), для прокладки сварного шва, а электрический ток используется для создания электрической дуги между электродом и металлами, которые свариваются вместе. Электрический ток может быть либо переменным, либо постоянным током от сварочного источника питания.
Во время укладки шва флюсовое покрытие электрода разрушается. При этом образуются пары, которые обеспечивают защитный газ и слой шлака. И газ, и шлак защищают сварочную ванну от атмосферного загрязнения. Флюс также служит для добавления поглотителей, раскислителей и легирующих элементов в металл сварного шва.
Для получения более подробной информации о сварке электродом нажмите здесь :
В чем разница между повторным обжигом сварочного электрода и выдержкой сварочного электрода
Обычно существует два процесса, связанных с надлежащим обслуживанием электродов для электродной сварки: выдержкой (также называемой хранением) и повторным обжигом (также называемой восстановлением).
Процесс выдержки относится к краткосрочному* или долгосрочному** хранению сварочных электродов в горячем состоянии для поддержания заводской сухости. Хранение стержней при повышенных температурах предотвращает попадание атмосферной влаги на гигроскопическое флюсовое покрытие электрода. Существуют различные температурные требования в зависимости от типа электрода, а также требования, установленные правилами сварки. Для получения рекомендаций по температуре выдержки обратитесь к производителю расходных материалов.
Процесс повторного обжига относится к кратковременному* высокотемпературному нагреву сварочных прутков, которые были или могли быть загрязнены атмосферной влагой. Процесс повторного обжига «восстанавливает» сварочный стержень, то есть он выжигает влагу, попавшую в покрытие, тем самым восстанавливая электрод и делая его пригодным для повторного использования. Во многих крупных магазинах есть печь для повторного обжига стержней в ящике для инструментов, в которой электроды, возвращаемые с поля, процедурно повторно обжигаются в качестве меры предосторожности для удаления влаги, а затем помещаются в печь для длительного хранения при низкой температуре для повторного использования. Для получения рекомендаций по температуре повторного обжига обратитесь к производителю расходных материалов.
Для получения рекомендаций по температуре повторного обжига обратитесь к производителю расходных материалов.
* — Применительно к нашим продуктам мы считаем краткосрочным сроком до 8 часов.
** — Применительно к нашим продуктам, мы считаем, что долгосрочная перспектива означает 24 часа в сутки 7 дней в неделю.
Зачем мне нужно хранить и/или повторно обжигать стержневые сварочные электроды в печи с нагретым стержнем?
При электродуговой сварке (SMAW) чаще всего используется сварочный электрод с низким содержанием водорода 7018. Он покрыт флюсом, который является гигроскопичным (легко поглощает влагу из воздуха). Это флюсовое покрытие сгорает и превращается в защитный газ, который защищает сварочную ванну от атмосферных загрязнений, таких как водород, азот, кислород и другие. Если эти загрязняющие вещества попадут в сварочную ванну, они вызовут дефекты, такие как растрескивание и пористость (червоточины). Эти дефекты могут создать слабое место, в котором сварной шов может выйти из строя под нагрузкой или напряжением.
Эти дефекты могут создать слабое место, в котором сварной шов может выйти из строя под нагрузкой или напряжением.
Стержни 7018 с низким содержанием водорода — это именно то, что указано в их названии… с низким содержанием водорода. Они пропускают очень мало водорода в сварочную ванну, если они не хранились ненадлежащим образом и не были загрязнены влагой. Влага пропускает водород в флюс, который затем неблагоприятно попадает в сварочную ванну . Это загрязнение влагой перегревается в процессе сварки, превращается в пар, а затем пузырится на поверхности, оставляя открытый карман в готовом валике сварного шва. Таким образом, в этом конкретном месте сварной шов слабее, потому что это не сплошной валик. Это будет происходить в начале бусины с каждым новым используемым стержнем и уменьшаться по мере того, как стержень нагревается и выжигает влагу по мере ее потребления.
Загрязненные влагой стержни могут сначала дать красивый шов, но они будут подвержены продольному растрескиванию либо сразу после сварки, либо позже (продольное растрескивание возникает, когда трещина начинается в одной точке и следует по длине шва).
Как печи для повторного обжига электродов KHT-900 используются в полевых условиях?
Как объяснялось выше, печи для повторного обжига стержневых электродов SMAW предназначены для достижения высоких температур, необходимых для восстановления сухости флюсового покрытия электродов SMAW с низким содержанием водорода, подвергшихся воздействию вредных количеств влаги. Они часто расположены в центре объекта, где контролируется хранение и распределение сварочных материалов. Когда электроды возвращаются из поля, они осматриваются и определяется, должны ли они быть помещены в печь для удерживающих стержней или повторно высушены при высоких температурах в печи для повторного обжига стержней. Кин ХТ-9Стержневые печи SMAW с повторным обжигом 00 представляют собой устройства большой емкости и являются предпочтительным выбором для многих крупных производственных, сборочных и аэрокосмических предприятий, где первостепенное значение имеет жесткий контроль качества и стоимости сварочных электродов.
Что вы можете сказать о производительности печей для повторного обжига Keen KHT-900?
Прочная конструкция KHT-900 рассчитана на многолетнее использование в самых сложных промышленных условиях. Во всем блоке используется толстолистовая сталь, а 4 дюйма минеральной ваты в стенках печи и дверце удерживают Keen KHT-9.00 Стержневые печи SMAW хорошо изолированы и энергоэффективны. Внешняя поверхность покрыта прочной порошковой краской, которая обладает высокой устойчивостью к промышленным условиям и выдерживает многолетнее использование.
Тщательный, энергоэффективный и быстрый нагрев является отличительной чертой всех печей для хранения сварочных электродов Keen. Стержневая печь для повторного обжига KHT-900, в частности, имеет шесть 1000-ваттных трубчатых нагревательных элементов с оболочкой из инколиевого сплава, расположенных в зонах, обеспечивающих естественную конвекцию и эффективный нагрев.
В качестве стандартного оборудования стержневые печи Keen KHT-900 оснащены одобренным UL® программируемым пропорциональным интегральным микропроцессорным контроллером с цифровой регулировкой температуры и светодиодным индикатором температуры. Показания температуры могут отображаться в градусах Фаренгейта или Цельсия с точностью ±0,2 градуса. Удобные тактильные клавиши увеличения/уменьшения на водонепроницаемой передней панели контроллера позволяют легко регулировать уставку температуры. Контроллер также имеет режим включения/выключения управления. Стандартный блок управления, поставляемый с Keen KHT-900 стержневые печи программируются для стандартной работы, а также по запросу доступна модернизированная версия «Ramp & Soak»
Показания температуры могут отображаться в градусах Фаренгейта или Цельсия с точностью ±0,2 градуса. Удобные тактильные клавиши увеличения/уменьшения на водонепроницаемой передней панели контроллера позволяют легко регулировать уставку температуры. Контроллер также имеет режим включения/выключения управления. Стандартный блок управления, поставляемый с Keen KHT-900 стержневые печи программируются для стандартной работы, а также по запросу доступна модернизированная версия «Ramp & Soak»
Можете ли вы объяснить назначение наклонных полок в печи для повторного обжига электродов для электродуговой сварки КНТ-900?
Наши наклонные стеллажи для хранения сварочных электродов специально сконструированы таким образом, чтобы не препятствовать естественной конвекции, что является обычным явлением для конкурирующих моделей электродных печей, в которых для хранения используются плоские стеллажи. Уникальные приваренные полки позволяют вставлять полные 50-фунтовые банки со сварочной проволокой длиной до 18 дюймов, что является уникальным преимуществом для ядерной и аэрокосмической сварки, требующей немедленного нагревания открытых банок перед использованием.
Я хотел бы другую конфигурацию стеллажей. Может ли Keen предложить другой тип системы полок для печей Keen KHT-900?
Да. Для промышленных печей Keen, изготовленных по индивидуальному заказу, изготовление и конструкция стеллажей зависят от технологического процесса заказчика и могут состоять из плоских перфорированных, съемных, регулируемых по вертикали, на опорах, штабелируемых корзин, поддонов и многого другого. Стеллажи в нашей линейке печей для хранения сварочных расходных материалов зависят от типа хранимых расходных материалов и вместимости. Мы можем изготовить различные конфигурации для повышения эффективности вашего применения тепловой обработки. Нажмите здесь, чтобы увидеть образец индивидуального стеллажа.
Ниже представлены фотографии специализированных версий KHT-900:
Путеводитель по печи для сварки электродов от А до Я [Советы, часто задаваемые вопросы и лучший выбор]
Мы получаем много запросов от читателей о различных продуктах — хороших, плохой и уродливый.
Недавно Джо прислал нам сообщение с вопросом о печи для сварки электродов, которую мы могли бы порекомендовать.
У нас уже есть несколько неплохих вариантов, но я подумал, что стоит потратить время на то, чтобы изучить самые свежие и лучшие из них и сделать репортаж для всех, кому это интересно.
Итак, Джо — и все, кому интересно! — прежде чем тратить свои с трудом заработанные деньги, вот наш выбор 5 лучших печей для сварки электродов.
Содержание
- Вопрос Джо
- Как я выбрал эти продукты?
- Список из 5 стержневых печей, которые я предлагаю
- Keen KT-15 Портативная печь для электродов
- Lincoln Electric Hydroguard Портативная печь для электродов
- Keen K-10L Портативная печь для электродов с защелкой на крышке
- SÜA – Портативная печь для сушки электродов
- Настольная печь Keen K-200 для удерживающих стержней
- Часто задаваемые вопросы
- Насколько горячей должна быть печь для сварочных стержней?
- Зачем использовать печь для сварки электродов?
- Что такое печь для сварки электродами?
- Заключительные мысли
Вопрос Джо
Прежде всего — что такое печь для сварки электродами?
Многие из вас, вероятно, уже знают об этом, но мы обнаружили, что несколько человек никогда не были официально ознакомлены с этой концепцией. Недавно Джо спросил нас:
Недавно Джо спросил нас:
Я свариваю как хобби, однако мои коллеги постоянно спрашивают меня о хранении моих сварочных электродов. Лично я никогда об этом не задумывался, потому что не знаю, критично это или нет. Томми, пожалуйста, помоги мне с этим.
Электроды сварочные с флюсовым покрытием.
При контакте с воздухом это покрытие может начать поглощать воду из окружающего воздуха (поэтому они поставляются в герметичных упаковках).
Эта влага может попасть в сварной шов и ослабить его, что приведет к холодным разрушениям.
Кроме того, электроды Lo-Hy (с низким содержанием водорода) предназначены для предотвращения включения водорода в сварной шов.
Стержни Lo-Hy, поглощающие водород — через воздух, влагу и т. д., — перестают быть Lo-Hy и больше не пригодны для использования.
Вот почему используются печи для сварки электродов. Они испаряют влагу из удилища и позволяют хранить удочку для использования без накопления влаги. Это поддерживает их в отличном состоянии для достижения наилучших результатов.
Примечание. Если вы сварщик-любитель, вам не обязательно нужна печь для сварки электродов. Герметичный холодильник может помочь в большинстве хобби. 9№ 0007
Печи для сварки электродами предназначены для профессионалов или любителей, которые хотят работать на самом высоком уровне.
Мы всегда рекомендуем приобрести его, но не беспокойтесь, если вы только начинаете и пока не можете себе его позволить. Сохраните и используйте это руководство в будущем!
Итак, чтобы ответить на вопрос Джо, я потратил несколько часов (я перестал считать на 10) на поиск лучших печей для сварки на рынке.
Были, конечно, и хорошие, но, в конце концов, я сократил список примерно на 80%, оставив только 5 лучших.
Как я выбрал эти продукты?
При выборе этих печей для сварки я руководствовался пятью критериями:
БРЕНД: Да, есть клише платить непомерные деньги за торговую марку, но это неискренне.
Известные именитые бренды обычно проходят более высокие тесты обеспечения качества, чем аналоги других брендов; они более прочные и обычно служат дольше.
Вы можете пойти и найти китайскую нефирменную вещь многих из них. Они могут быть даже с одного завода.
Но они не пройдут все проверки качества, необходимые для обеспечения функциональности и безопасности.
Вот почему я остановился на известных брендах с хорошей репутацией.
НАДЕЖНОСТЬ: Эти печи не обязательно дешевы. Они тоже не очень дорогие, но это инвестиции и значительные денежные затраты.
Вы не хотите заменять его каждые несколько месяцев или лет, поэтому чем он долговечнее и надежнее, тем лучше.
ЦЕНА: Как я уже сказал — недешево, но и не ужасно дорого. Вы в основном получаете то, за что платите.
Попытка сэкономить на печи для сварки электродов часто приводит к нарушению двух вышеуказанных пунктов. Это также означает, что вы часто рискуете менее безопасным продуктом, который никому не нужен.
Цель состояла в том, чтобы потратить соответствующую сумму денег, не обязательно разоряя банк.
РАЗМЕР: Я хотел убедиться, что есть хороший выбор размеров для сварщиков любого уровня опыта и сварщиков. Нет смысла создавать список лучших, который включает только один размер.
Цель — войти в пятерку лучших, а не в пятерку одинаковых!
Наконец, серьезное внимание уделялось тому, чтобы печи для сварки электродов подходили для всех уровней квалификации, от любителей до профессионалов.
На каком бы этапе сварки вы ни находились, в приведенном ниже списке вы найдете печь для сварки электродов, соответствующую вашим потребностям.
Список из 5 стержневых печей, которые я предлагаю
Keen KT-15 портативная сварочная стержневая печь
пиктограмма-тахометр Вес: 13 фунтов.
icon-archive Хранение: 15 фунтов.
icon-dollar Средний диапазон
Узнать последнюю цену
В этой удобной портативной печи для сварки можно хранить до 15 фунтов 18-дюймовых электродов.
Печь идеально подходит для сварочных электродов Lo-Hy, которые для оптимальной работы должны быть защищены от влаги и накопления водорода.
Будучи портативным, это устройство можно легко взять с собой в поле, где бы оно вам ни потребовалось.
От строительных площадок в глуши до установки для хобби на заднем дворе — Keen LT-15 будет работать там, где вам нужно.
Сам предмет весит всего 13 фунтов, то есть при полной загрузке он весит 25 фунтов. Даже при полной мощности передвигать устройство не составляет труда.
Большое квадратное основание делает его достаточно устойчивым как при использовании, так и при хранении.
В качестве переносного устройства более длинный кабель питания мог бы быть удобен — при длине всего 8 футов вам обязательно понадобится удлинительный кабель в полевых условиях.
СОВЕТ: Крышка Keen KT-15 имеет только защелку на крышке. Чтобы крышка не закрывалась при хранении стержней, купите небольшой висячий замок, чтобы защелка не открывалась.
Последнее, что вам нужно, это чтобы крышка со скрипом открывалась, когда вы пытаетесь испечь электроды.
Переносная электродная печь Lincoln Electric Hydroguard
значок-тахометр Вес: 10,5 фунтов.
значок-архив Хранение: 10 фунтов.
значок-доллар Средний диапазон
Проверить последнюю цену
Еще один отличный портативный вариант.
Портативная электродная печь Lincoln Electric Hydroguard имеет меньшую вместимость, чем печь Keen KT-15, указанная выше, всего 10 фунтов по сравнению с 15.
Тем не менее, в целом устройство меньше и легче и является идеальным дополнением к любому сварочному комплекту.
Подъемная конструкция отсека для хранения удочек облегчает извлечение запеченных удочек.
Когда вы поднимаете рукоятку, стержни расходятся наружу из камеры, что упрощает выбор одного или нескольких стержней.
Изготовленная из стали 10 калибра и нагретая до 300F, Lincoln Electric — это маленькая и удобная электродная печь, которую вы искали.
СОВЕТ: Небольшой профиль этой портативной печи позволяет разместить ее в углу мастерской, прежде чем бросить ее в кузов грузовика и доставить на рабочую площадку.
Keen K-10L Переносная печь для сварки электродов с защелкой на крышке
Пиктограмма-тахометр Вес: 11,3 фунта.
значок-архив Хранение: 10 фунтов.
значок-доллар Средний диапазон
Проверить последнюю цену
Keen K-10L немного меньше, чем Keen KT-15. Он вмещает только 10 фунтов 14-дюймовых удилищ вместо 15 фунтов 18-дюймовых удилищ.
Это делает его идеальным для любителей или тех, кто регулярно использует электроды меньшего размера в своей работе и не нуждается в больших устройствах для хранения.
Сам Keen K-10L весит 10 фунтов, а максимальный загруженный вес составляет 20 фунтов (устройство плюс удилища).
Он выполнен в том же ярком синем цвете и имеет плоское квадратное основание для устойчивости.
Эта печь работает быстро и эффективно. Он достигает максимальной рабочей температуры менее чем за 10 секунд, не потребляя для этого много энергии. В качестве портативного устройства это великолепно — оно быстро начинает работать и может быть подключено к генератору, не потребляя слишком много энергии.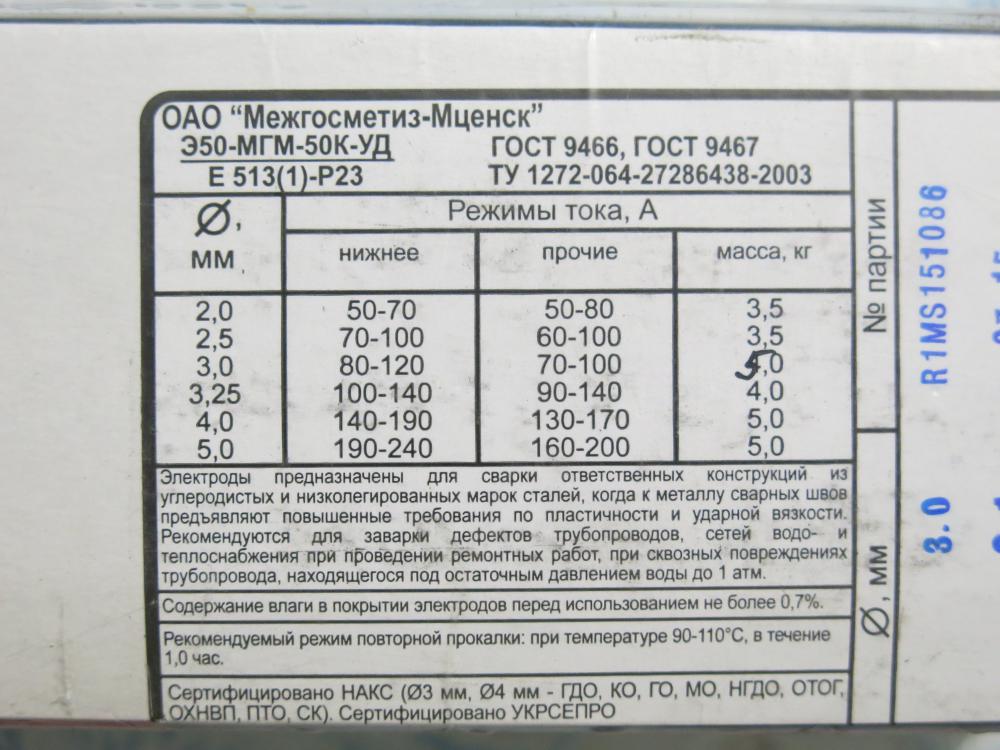
Возможно, одним из недостатков конструкции является то, что, в отличие от вышеупомянутого Lincoln Electric, внутренняя камера хранения не выдвигается для удобного извлечения удилища.
Стержни останутся сложенными, когда вы откроете крышку, поэтому будьте осторожны, извлекая электроды.
СОВЕТ: Если вам нужно работать быстро, не заполняйте устройство на полную мощность. Это облегчит извлечение обожженных электродов, особенно в перчатках.
SÜA – переносная печь для сушки электродов
значок-тахометр Вес: 9,5 фунта.
значок-архив Хранение: 11 фунтов.
значок-доллар Низкий диапазон
Проверить последнюю цену
Пока это самый дешевый из вариантов, но ни в коем случае не худший. Эта модель легкая и портативная (вы заметили тему?), вмещающая до 11 фунтов 18-дюймовых удилищ.
Идеально подходит для любителей, которые хотят приобрести электродную печь, не тратя от 200 до 1000 долларов на другие модели из списка.
В отличие от других перечисленных моделей, у этого устройства регулируется температура в зависимости от источника питания, к которому вы подключены.
Диапазон варьируется от 320F до 570F, если вы подключены к сети 220 вольт.
При более низком энергопотреблении температура 320F — это все, что доступно, но это то, чего в любом случае достигает большинство этих печей.
Идеально подходит для использования в полевых условиях с генератором с тремя штекерами.
Как и Lincoln Electric, он имеет удобную подъемную платформу для хранения удилищ, которая доставит удилища к вам, когда вы откроете крышку.
Это упрощает извлечение удочек после выпечки.
СОВЕТ: Термометр не совсем точен, поэтому убедитесь, что ваши стержни не требуют абсолютно определенной температуры для правильной выпечки.
Считайте термометр приблизительной цифрой.
Настольная печь Keen K-200 с стержнями
значок-тахометр Вес: 53 фунта.
значок-архив Хранение: 200 фунтов.
значок-доллар High Range
Проверить последнюю цену
Завершает список еще одна модель Keen. Эта штука точно не портативная.
Он вмещает до 200 фунтов удилищ и, как следует из названия, полностью предназначен для того, чтобы сидеть на скамейке весь день, каждый день.
Keen K-200 предназначен для малых и средних сварочных цехов или для любителей со смешным бюджетом.
Уникальная система полок для хранения стержней обеспечивает естественную конвекцию для тщательного нагрева. Даже при полной загрузке вы можете спокойно отдыхать, зная, что каждое из ваших удилищ пропекается должным образом.
Несмотря на свои размеры и мощность, Keen K-200 отличается низким энергопотреблением и не увеличит ваши счета за электроэнергию.
Регулируемый диапазон температур от 150F до 300F — и, в отличие от SUA выше, он достаточно точен.
СОВЕТ. Он может быть слишком большим для переноски, но разгруженный блок достаточно легкий, чтобы его мог поднять один человек.
Часто задаваемые вопросы
Насколько горячей должна быть печь для сварочных электродов?
В идеале для оптимальной производительности печи для сварки электродов должны иметь температуру от 250 до 350F.
Разные стержни иногда требуют разной температуры — например, стержни Lo-Hy 7018 следует запекать при температуре около 250 для достижения наилучших результатов.
Слишком горячая печь удалит флюсовое покрытие, а недостаточно горячая печь не сможет должным образом высушить стержни.
Все печи, перечисленные выше, настроены на идеальную температуру для запекания большинства стержней.
Зачем использовать печь для сварки электродов?
Мы коснулись вопроса «почему» выше в отношении влаги и защиты стержней от водорода.
Водород или влага, которые оседают на флюсовом покрытии, переходят в сварочную ванну, что приводит к неоптимальному сварному шву, который может разрушиться. Сохранение стержней сухими предотвращает это, хотя есть и другие методы.
Несколько причин использования именно печи для сварки электродов. Вы можете использовать домашнюю кухонную духовку, но это, конечно, не рекомендуется. Печи для сварки электродов специально разработаны для этой задачи.
Они делают одно и только одно — в то время как ваша кухонная печь не предназначена для сушки сварочных электродов!
Существует также проблема портативности. Вышеупомянутые портативные варианты позволяют работать где угодно, но удачи вам с вашей кухонной духовкой на рабочем месте!
Что такое печь для сварочных электродов?
Печь для сварочных электродов — это устройство, используемое для хранения и обжига сварочных электродов. После вскрытия герметичной упаковки они попадают внутрь, сварочные электроды подвергаются воздействию воздуха и могут начать поглощать воду.
Печи для сварки электродов препятствуют этому и удаляют любую влагу, которую они могут собрать.
Печи для сварки электродов бывают разных форм и размеров: от небольших портативных устройств до гигантов промышленных размеров.