Сварка для начинающих: как научиться варить самостоятельно
Сварку применяют во многих отраслях экономики РФ. Сварщики работают на строительных площадках, при этом занимаясь созданием подземных и наземных конструкций. Они работают на автомобильных заводах, энергетических комплексах, сельском хозяйстве и на нефтеперерабатывающих предприятиях.
Многие мужчины время от времени используют сварку при решении ремонтных работ в своих жилищах, сварочный шов считается одним из надежнейших способов для соединения деталей
Прежде чем начинать сварку металлов, сварщик должен подробно ознакомиться с инструкцией работы сварочного аппарата и с техникой безопасности при проведении сварных работ.
Начинающий сварщик обязан знать все о сварке: базовые основы сварки (технология сварочных работ), как правильно сваривать электросваркой предметы, определять подходящий сварочный режим и др.
Сложность такой работы состоит в том, что когда делается газовая сварка, то изменяется режим сварки, что ухудшает её качество.
С чего начать — подготовительный этап
До начала сварки надо подготовить следующие инструменты:
- аппарат для сварки,
- электродные элементы определённого размера и типа;
- молоточек для снятия шлаков;
- щётку.
Диаметр электродного элемента определяют в соответствии с толщиной металлического листа.
В этом деле следует знать правила безопасности при проведении сварных работ. Специалист по сварным работам должен иметь в наличии маску, на которой установлен световой фильтр, а также спецодежду с длинными рукавами и перчатки из замши.
Для работы потребуется защитная экипировка: маска со светофильтром, одежда с длинными рукавами, перчатки из замша, нужные инструменты
При проведении сварочных работ используют выпрямитель электрического тока и инвертор – техустройства, которые меняют ток с переменного на постоянный.
Технология сварочного процесса
Сварка металлов является высокотемпературным процессом. При варке различных металлических изделий происходит образование и удержание электродуги, которая связывает электродный элемент и сварочную деталь между собой.
Под воздействием дуги происходит расплавление изделия и стержня электродного элемента.
Затем, появляется сварная ванна, в которой смешаны металл и электродные элементы. Параметры такой ванны связаны с выбранным сварным режимом — их указывают в миллиметрах: длина равна 10–30 мм, ширина — 8–15 мм, глубина – 6 мм.
При расплавлении электродного покрытия около дуги и над сварной ванной возникает газовая зона. Она выталкивает воздух из сварной зоны и предотвращает попадание кислорода на металлы, которые уже расплавились.
Также в этой зоне появляются пары, которые вырабатывают металл и электродные элементы. Сверху швов появляется шлак, который предотвращает соприкосновение расплавленной детали с кислородом, что ухудшает качество сварных работ.
После удаления электродуги металл кристаллизуется и появляется шов, который объединяет сварные детали. Сверху шва находится защитный слой от попадания шлаков, который снимают после соединения сварочных деталей.
Технология ручной дуговой сварки
Сварка труб ручной дуговой сваркой — не самая лёгкая сварка для начинающих специалистов в этом деле. Обучение сварке должно проводится опытными людьми в этом деле, которые дают полезные рекомендации и исправляют недочёты новичков.
Во время сварочных работ электрод совершает определенные действия: поступательные, продольные, поперечные. Из данных комбинаций получаются разные виды швов. Самые применяемые представлены на рисунке
Чтобы сварка была качественной, надо следить за перемещением электродуги. Если образовалась слишком длинная дуга, то расплавленный металл окисляется, его капли разбрызгиваются по всему изделию, в результате чего шов становится пористым.
Ручная дуговая сварка имеет такие преимущества:
- такую работу делают в отдельном помещении;
- для подобной сварки выпускают много электродов;
- можно быстро перейти от одного сварного изделия к другому;
- сварочные аппараты, применяемые при таком сварочном процессе, можно с лёгкостью переместить из одного места в другое.


В то же время дуговая сварка металлов имеет несколько недостатков:
- при такой сварочной работе выделяется много вредных веществ;
- обладает низким КПД в отличие от других видов сварных работ;
- качество выполняемых сварных работ напрямую связано с квалификацией сварщика
Выполнение сварки полуавтоматом
Сварка полуавтоматом — не самое лёгкое сварочное дело. До начала сварки деталей полуавтоматом, следует внимательно ознакомиться с инструкцией к этому аппарату.
Настройку полуавтомата можно сделать таким образом:
- сначала следует вычислить силу тока, которая определяется исходя из толщины сварного металла. Информацию об этих 2 параметрах можно найти в инструкции к полуавтомату.
Сварка полуавтоматом считается некачественной при низком токе сварки;
- сделать настройку скорости подачи сварной проволоки. Скорость надо настроить на сменных шестёренках, которые входят в комплект подобного аппарата;
- установить нужное напряжение и силу тока;
- провести проверку правильности установки режимов на пробной детали;
- кликнуть по кнопке «Вперёд»;
- добавить в воронку флюс;
- сделать установку держателя — наконечник мундштука должен находиться в сварной зоне;
- по окончании настройки сварного аппарата надо открыть заслонку флюсовой воронки, кликнуть на кнопку «пуск» и чиркнуть по сварочному месту. В итоге на дуге появиться огонь, и начнётся процесс варки.
 В итоге на дуге появиться огонь, и начнётся процесс варки.
В итоге на дуге появиться огонь, и начнётся процесс варки.Полуавтомат для сварки произведет высококачественные работы с различными марками стали
Азы электродуговой сварки
В различных инструкциях о том, как правильно варить электросваркой, делают акцент на начале сварочного процесса. Первая электросварка для начинающих специалистов в этом деле должна проходить под контролем опытного сварщика, который исправляет недочёты и даёт рекомендации новичку.
Сварка электродом начинается с надёжного закрепления детали. Для того чтобы не возникло пожароопасной ситуации, следует налить в ведро холодную воду и поставить его около сварочного места.
Нельзя заниматься сварочной работой на верстаках из дерева и поверхностно относиться к любым обрезкам применяемых электродных элементов.
Для того чтобы электрическая дуга загорелась, нужно выполнить следующие действия:
- прочно закрепить зажим «заземление»;
- изолировать кабельный провод, после чего осторожно заправить его в держатель;
- выставить на сварном аппарате значение тока — в соответствии с определённым диаметром электродного элемента;
- установить электродный элемент относительно сварочной детали под углом, равным 60 градусам;
- нужно осторожно провести электродом по металлической поверхности – и она заискриться;
- подвести электродный элемент к металлу и приподнять его на высоту, равную 5 мм.

Если вышеперечисленные действия были проведены в правильном порядке, то дуга загорится.
Зазор, равный 5 мм, надо соблюдать во время проведения сварочный работы — от начала до конца.
При правильной сварке металла электросваркой электрод медленно выгорает, в связи с чем его аккуратно приближают к металлу. Нельзя быстро перемещать электродный элемент, потому что он может залипнуть. При возникновении такой ситуации придётся немного отодвинуть его в сторону.
Если сама дуга не зажглась, следует увеличить силу тока.
После того как дуга зажглась, надо медленно передвинуть электродный элемент по горизонтали, делая им небольшие колебания. Металл, который уже расплавился, в такой ситуации будет приближаться к центру дуги.
В итоге образуется шов с маленькими волнами.
Если при сварке деталей произошло полное выгорание электродного элемента, а шов ещё не до конца сделан, сварочную работу приостанавливают.
В такой ситуации надо поменять старый электродный элемент на новый, убрать шлак и возобновить сварочный процесс.
Далее, на расстоянии 12 мм от шва углубления — кратера, следует зажечь дугу. При этом надо подвести электрод к кратеру таким образом, чтобы появился сплав прежнего и нового электродных элементов, после чего нужно возобновить сварку шва.
ПОСМОТРЕТЬ ВИДЕО
Траектория движения дуги при сварке деталей имеет 3 направления:
- поступательное. Дугу перемещают вдоль электродной оси. В таком случае сохраняется длина дуги;
- продольное. В такой ситуации образуется ниточный ролик сварки. Его высота связана со скоростью перемещения и длиной электродного элемента.
В итоге образуется тонкий шов. Чтобы он не исчез, при перемещении электродного элемента вдоль шва надо делать поперечные движения;
- поперечное. В этой ситуации в результате колебательных движений устанавливается конкретная ширина шва. Амплитуда таких колебаний устанавливается в зависимости от размера швов, их положения и др.
Опытные сварщики применяют все 3 направления движения дуги.
Особенности сваривания трубопровода
Дуговым электросварочным аппаратом делается сварка вертикальных швов, которые расположены сбоку трубки. В такой ситуации делают горизонтальные сварочные швы – по дуговой окружности.
Трубки из стали соединяют встык. В такой ситуации делают сварку всех кромок — на уровне высоты трубных стенок.
Чтобы снизить объем наплывов внутри трубки, необходимо установить угол наклона электродного элемента по горизонтали, равный 45 градусам.
При сварочных работах внахлёст высота швов составляет 3 мм, а ширина – 8 мм.
Прежде чем варить трубы электросваркой, необходимо провести следующие действия:
- удалить с детали лишние частицы;
- выпрямить торцы трубки, если они деформированы;
- очистить кромку. Зачистить 10 мм снаружи и внутри трубки, которые прилегают к кромке — до появления блеска.
 Зачистить 10 мм снаружи и внутри трубки, которые прилегают к кромке — до появления блеска.
Зачистить 10 мм снаружи и внутри трубки, которые прилегают к кромке — до появления блеска.После выполнения подобных действий можно начать сварку.
Все стыки нужно постоянно очищать от шлака — вплоть до окончания сварочного процесса.
Все участки соединения трубок, ширина стенки которых доходит до 6 мм, делают минимум в 2 слоя.
Если ширина трубной стенки равна 6–12 мм – делают 3 слоя, 19 мм и более – 4.
Особенность сварки трубок заключается в том, что с каждого шва, накладываемого на стык труб, удаляют шлаки, после чего делается следующий шов.
1-й шов расплавляет все кромки.
Если на первом шве видны трещины, их надо выплавить и снова заварить элемент изделия.
2-й и последующие слои делают при вращении трубки.
Начало и конец каждого слоя следует совмещать с предыдущим на 15–30 мм.
Последний слой делают на гладкой поверхности, при этом плавно переходя на основной металл.
На данный момент сварка оцинкованных труб считается самым дешевым способом возведения подземных и надземных конструкций.
Завершающий слой в процессе сварки должен быть макисмально ровным с плавными переходами на основной металл
Цинк хорошо защищает трубки от коррозии и возникновения ржавчины, потому оцинкованные трубы по качеству не уступают нержавейкам.
Кроме того, оцинкованные трубы имеют приятный внешний вид, поэтому их часто используют при создании оригинального дизайна того или иного здания или сооружения.
Таким же образом делается сварка оцинкованного металла, который применяют в строительстве.
Самостоятельная сварка считается сложным занятием. Прежде чем приступить к такой работе, надо изучить правила сварочного процесса и научиться выполнять лёгкие сварочные работы для начинающих специалистов в этом деле.
Как научиться работать сваркой самостоятельно
Электросварка для начинающих или как научиться сварке по металлу
ЭлектросварщикСварочные работы используются практически во всех отраслях промышленности. Сложно назвать какой-либо сегмент производства, где не требовался бы труд сварщика. В качестве профессии электросварка для начинающих предоставляет возможность получения перспективной работы. Сварщики работают на стройплощадках, создавая системы различных коммуникаций и конструкций, в промышленности, применяя свои навыки и опыт, в кораблестроении, машиностроении, энергетике, сельском хозяйстве, нефтеперерабатывающей промышленности.
В качестве профессии электросварка для начинающих предоставляет возможность получения перспективной работы. Сварщики работают на стройплощадках, создавая системы различных коммуникаций и конструкций, в промышленности, применяя свои навыки и опыт, в кораблестроении, машиностроении, энергетике, сельском хозяйстве, нефтеперерабатывающей промышленности.
В первую очередь сварщик в совершенстве должен владеть сварочным оборудованием. При этом от него, как специалиста, требуется доскональное знание принципов его действия, подготовки оборудования к работе и выявления возможных неисправностей. Сварщик должен владеть технологией проведения сварочных работ от подготовки соединяемых поверхностей до зачистки сварного шва и обнаружении дефектов сварных соединений.
Специалист, выполняющий сварочные работы, должен знать, как правильно сваривать электросваркой, определить оптимальный режим для сварки различных материалов, выставить значение тока. Сложность работы газоэлектросварщика также заключается в том, что в процессе проведения сварочных работ изменение режима сварки может отрицательно влиять на их качество, поэтому крайне важно с самого начала правильно определить скорость сварки. Квалифицированные сварщики выполняют ручную дуговую сварку, современную плазменную и могут создавать довольно сложные металлоконструкции и трубопроводы. Сварщик должен знать, как обращаться с разными видами металлов: сплавами, сталями, цветными металлами (в том числе с ограниченной свариваемостью).
Квалифицированные сварщики выполняют ручную дуговую сварку, современную плазменную и могут создавать довольно сложные металлоконструкции и трубопроводы. Сварщик должен знать, как обращаться с разными видами металлов: сплавами, сталями, цветными металлами (в том числе с ограниченной свариваемостью).
Как научиться варить электросваркой
Профессии сварщика обучают в колледжах, профессионально-технических училищах, курсах. Обучение проводится три года на базе девятых и два года на базе одиннадцатых классов.
Если же вы не собираетесь работать сварщиком, но хотите узнать, как научиться работать электросваркой, чтобы самому, при необходимости, уметь что-либо заварить, можете воспользоваться советами этой статьи, или литературой из серии “Электросварка самоучитель”. Конечно при этом вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное – понять как правильно пользоваться электросваркой, изучить основы электросварки, научиться основным приемам работы.
Азы электросварки
Прежде всего, надо приобрести сварочный аппарат и электроды, которыми надо запастись в приличном количестве, так как в процессе обучения, их много придется испортить, прежде чем вы добьетесь первого положительного результата. Электроды для сварки своими руками выбирайте диаметром 3 мм. Для обучения в домашних условиях они самые подходящие, так как более тонкие подходят для очень тонкого металла, варить который могут только опытные сварщики, а более толстые сильно нагружают электросеть.
Электросварка своими руками
Ручная дуговая сварка для начинающих – нелегкое, но вполне осуществимое дело, хотя и требует большой усидчивости. Нужно только побольше практиковаться. А процесс обучения лучше проводить под присмотром профессионалов, которые могут помочь советом и исправить ошибки.
Чтобы понять, как правильно варить металл, воспользуйтесь каким-нибудь ненужным металлическим куском. Заранее поставьте рядом ведро воды. Ни в коем случае не выполняйте работу на деревянном верстаке. Соблюдайте осторожность, так как даже маленькие остатки уже использованного электрода могут вызвать пожар.
Заранее поставьте рядом ведро воды. Ни в коем случае не выполняйте работу на деревянном верстаке. Соблюдайте осторожность, так как даже маленькие остатки уже использованного электрода могут вызвать пожар.
Надежно прикрепите зажим “заземления” к детали. Кабель должен быть хорошо изолирован и заправлен в держатель. После этого можете выставить значение мощности тока на сварочном аппарате. Оно должно соответствовать диаметру электрода. Пространственные положения сварного шва
Теперь можно попробовать зажечь дугу. Для этого установите электрод под углом около 60 градусов по отношению к заготовке. Очень медленно проведите по поверхности электродом. После появления искр прикоснитесь электродом к заготовке и приподнимите его так, чтобы зазор не превышал 5 миллиметров. Если все сделано правильно, то зажжется дуга. Такой зазор нужно поддерживать на протяжении всего времени работы. Учтите, что электрод будет выгорать. Перемещать его надо медленно. Если произойдёт залипание электрода, то качните им в сторону.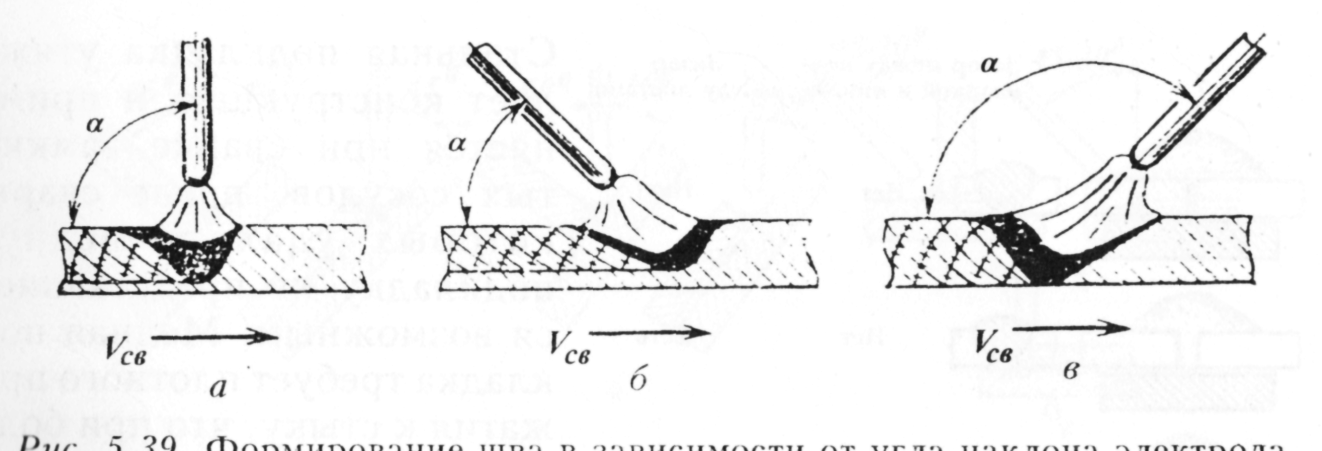 Если дуга длиной 2 – 3 миллиметра не зажигается, то необходимо увеличить силу тока на сварочном аппарате. Старайтесь получить устойчивую дугу длиной 3 – 5 миллиметров между деталью и концом электрода.
Если дуга длиной 2 – 3 миллиметра не зажигается, то необходимо увеличить силу тока на сварочном аппарате. Старайтесь получить устойчивую дугу длиной 3 – 5 миллиметров между деталью и концом электрода.
Если у вас все получилось с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения (подробнее смотрите ниже). Расплавленный металл как бы “подгребайте” к центру дуги. В итоге должен получиться красивый шов, имеющий маленькие волны из наплавленного металла.
Технология ручной дуговой сварки
Для образования и удержания электрической дуги к свариваемому изделию и электроду от источника питания поступает сварочный ток (постоянный или переменный). Схема движения электрода
При подсоединении положительного полюса источника питания (анода) к изделию, производится ручная дуговая сварка прямой полярности. Если к изделию подключен отрицательный полюс, то выполняется сварка обратной полярности. Под действием дуги металлический стержень электрода (так называемый электродный металл), его покрытие и материал изделия (основной металл) расплавляются. Электродный металл, теперь представляющий собой отдельные капли, покрытые шлаком, поступает в сварочную ванну, в которой смешивается с основным металлом, при этом расплавленный шлак выходит на поверхность.
Под действием дуги металлический стержень электрода (так называемый электродный металл), его покрытие и материал изделия (основной металл) расплавляются. Электродный металл, теперь представляющий собой отдельные капли, покрытые шлаком, поступает в сварочную ванну, в которой смешивается с основным металлом, при этом расплавленный шлак выходит на поверхность.
Величина сварочной ванны зависит от пространственного положения и режимов сварки, конструкции сварного соединения, скорости перемещения дуги на поверхности изделия, размеров и формы разделки соединяемых кромок и т. д. Она обычно колеблется в следующих пределах: ширина 8 – 15 мм, глубина до 6 мм, длина 10 – 30 мм.
Длиной дуги называется расстояние от одного активного пятна на поверхности сварочной ванны до другого на расплавленной поверхности электрода. При плавлении покрытия электрода над сварочной ванной и около дуги образуется газовая атмосфера, вытесняющая воздух из сварочной зоны сварки и предотвращающая его взаимодействие с расплавленным металлом. В ней также находятся пары легирующих элементов электродного и основного металлов.
В ней также находятся пары легирующих элементов электродного и основного металлов.
Покрывающий поверхность сварочной ванны и капель расплавленного электродного металла, шлак препятствует их взаимодействию с атмосферным воздухом и способствует очищению от примесей расплавленного металла.
При постепенном удалении дуги металл в сварочной ванне кристаллизуется, образуя шов, соединяющий свариваемые детали. На его поверхности образуется слой застывшего шлака.
Техника ручной дуговой сварки
Залогом качественной сварки является правильное поддержание и перемещение электрической дуги. При слишком длинной дуге происходит окисление и азотирование расплавленного металла, разбрызгивание его капель и создание пористой структуры шва.
Ровный, красивый и качественный шов получается только при правильном размере дуги и ее равномерном перемещении. Оно может происходить по трем основным направлениям.
- Схема внахлест
Поступательное перемещение сварочной дуги происходит вдоль оси электрода.
С помощью этого движения можно поддерживать необходимую длину дуги, зависящую от скорости плавления электрода. Его длина уменьшается по мере плавления одновременно с увеличением расстояния между ним и сварочной ванной. Чтобы этого не происходило, электрод надо перемещать вдоль оси, тем самым поддерживая постоянную длину дуги. При этом очень важно поддерживать синхронность укорочения электрода с его перемещением в сторону сварочной ванны. - Потолочный шов
Продольное перемещение электрода по оси свариваемого шва способствует формированию так называемого ниточного сварочного валика, толщина которого находится в зависимости от диаметра электрода и скорости его передвижения. Как правило, ширина ниточного сварочного валика 2 – 3 мм превышает диаметр электрода. Строго говоря, это уже и есть сварочный шов, только очень узкий. Чтобы создать прочное сварочное соединение одного этого шва будет недостаточно. Поэтому, при перемещении электрода вдоль направления оси сварочного шва необходимо выполнять еще одно движение, с направлением поперек сварочного шва.
- Тавровый шов с односторонней разделкой
Применение поперечного движения электрода позволяет получить требуемую ширину шва. Его выполняют колебательными возвратно-поступательными движениями. Ширина таких поперечных колебаний электрода для каждого конкретного случая определяется индивидуально, и сильно зависит от положения и размера шва, свойств свариваемых материалов, формы разделки и требований, которые предъявляются к сварному соединению. Как правило, ширина шва колеблется в пределах от 1,5 до 5,0 диаметров электрода.
 С помощью этого движения можно поддерживать необходимую длину дуги, зависящую от скорости плавления электрода. Его длина уменьшается по мере плавления одновременно с увеличением расстояния между ним и сварочной ванной. Чтобы этого не происходило, электрод надо перемещать вдоль оси, тем самым поддерживая постоянную длину дуги. При этом очень важно поддерживать синхронность укорочения электрода с его перемещением в сторону сварочной ванны.
С помощью этого движения можно поддерживать необходимую длину дуги, зависящую от скорости плавления электрода. Его длина уменьшается по мере плавления одновременно с увеличением расстояния между ним и сварочной ванной. Чтобы этого не происходило, электрод надо перемещать вдоль оси, тем самым поддерживая постоянную длину дуги. При этом очень важно поддерживать синхронность укорочения электрода с его перемещением в сторону сварочной ванны.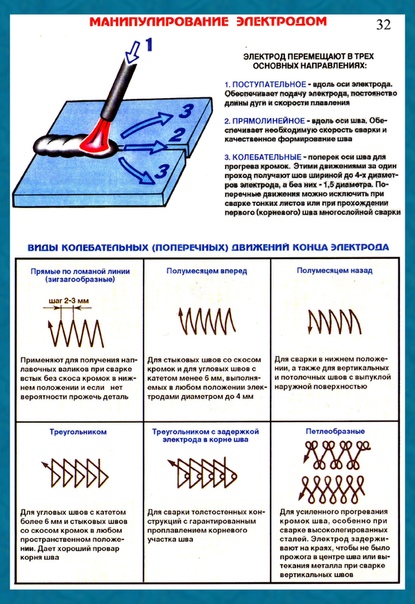
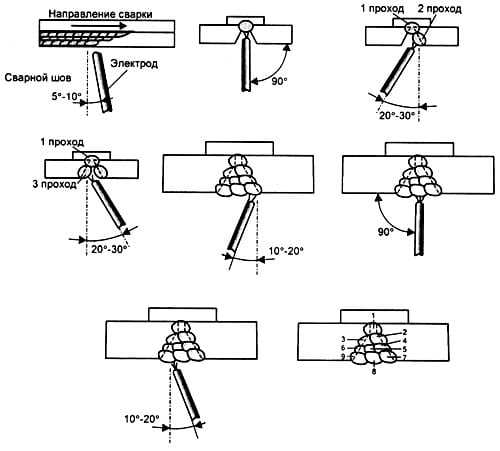
В результате все три движения, накладываясь друг на друга, создают достаточно сложную траекторию движения электрода. На практике у каждого опытного мастера есть свои навыки выбора траектории перемещения электрода. Классические траектории движения электрода, выполняемые при ручной дуговой сварке, представлены ниже на рисунках. Но в любом случае, траектория перемещения дуги должна выбираться так, чтобы кромки соединяемых деталей проплавлялись, образуя необходимое количество наплавленного металла и заданную форму шва. Нижние многослойные швы
Нижние многослойные швы
В процессе выполнения электродуговой сварки металлов электрод может выгорать почти полностью – остается только небольшой кусочек стержня в зажиме держателя. Если к этому моменту шов не удается закончить, то сварку следует временно прекратить. После замены электрода надо удалить шлак и снова возобновить сварку. Схема движения электрода при выполнение вертикальных швов
Чтобы завершить оборванный шов, дугу зажигают на расстоянии 12 миллиметров от углубления, которое образовалось на конце шва и называется кратером. Для этого электрод возвращают к кратеру с целью образования сплава нового и старого электродов, а потом снова начинают его перемещать по первоначально выбранной траектории. Горизонтальный шов на вертикальной плоскости
Преимущества ручной дуговой сварки:
- возможность выполнения работ в местах с ограниченным доступом;
- возможность сварки различных видов сталей благодаря очень широкому выбору выпускаемых типов электродов;
- возможность сравнительно быстрого перехода от одного соединяемого материала к другому;
- возможность проведения сварки из любых пространственных положений;
- простота и достаточно легкая транспортабельность сварочного оборудования.

К недостаткам электродуговой сварки металлов можно отнести:
- вредные условия процесса выполнения сварки;
- низкие производительность и КПД в сравнении с другими видами сварки;
- зависимость качества соединений от квалификации сварщика.
Видеоуроки по электросварке
В Интернете можно найти очень много инструкций, пособий, а также в сети доступны видео уроки электросварки, по основам выполнения данных работ. Ниже будет представлен отзыв на курс “5 уроков по электросварке”:
Посмотрев видео как варить металл электросваркой, вы сможете научиться сварке по металлу, и сделаете первый уверенный шаг в этом сложном и интересном ремесле.
elsvarkin.ru
Как научиться варить электросваркой: советы начинающим
Оглавление: Как научиться варить электросваркой: меры предосторожности Как варить металл электросваркой: учимся зажигать и держать дугу Как быстро научиться варить электросваркой: принцип соединения металлов
Несомненно, самый лучший способ решить вопрос, как научиться пользоваться электросваркой, это обратиться за помощью к уже искушенному в этом деле человеку.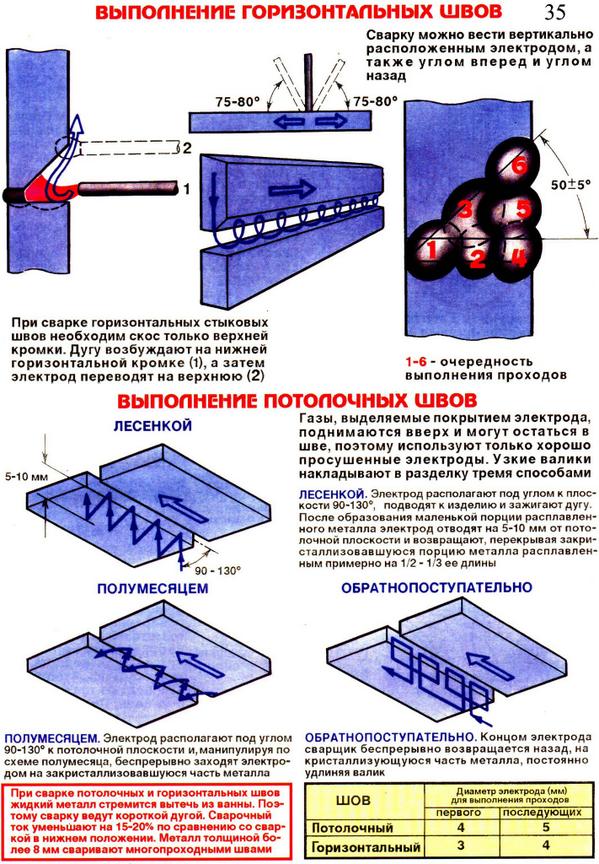 Здесь актуально правило, которое звучит примерно так – лучше один раз увидеть, чем сто раз услышать. Необходимо, чтобы обучающийся посмотрел через сварочную маску на наплавляемый металл, и ему рассказали, где, что и как нужно делать. Через это проходят практически все сварщики, поскольку невозможно освоить принцип сварки, не познав его на вид. Только после этого, зная, как происходит сам процесс, можно приступать к практическому освоению данного процесса – именно в практике и миллионах проваренных швов и заключается профессионализм. В этой статье вместе с сайтом stroisovety.org мы расскажем о том, как научиться варить электросваркой.
Здесь актуально правило, которое звучит примерно так – лучше один раз увидеть, чем сто раз услышать. Необходимо, чтобы обучающийся посмотрел через сварочную маску на наплавляемый металл, и ему рассказали, где, что и как нужно делать. Через это проходят практически все сварщики, поскольку невозможно освоить принцип сварки, не познав его на вид. Только после этого, зная, как происходит сам процесс, можно приступать к практическому освоению данного процесса – именно в практике и миллионах проваренных швов и заключается профессионализм. В этой статье вместе с сайтом stroisovety.org мы расскажем о том, как научиться варить электросваркой.
Как варить металл электросваркой фото
Как научиться варить электросваркой: меры предосторожности
Сразу хочу начать с того, что сказать несколько слов о чистоте и культуре этой работы. Сварка – дело грязное и, несмотря на то, что интересное, оно очень опасное. Все эти опасности связаны с тремя вещами – ожоги, потеря зрения и легкие, на которых накапливается со временем очень нехороший осадок, ведущий к неприятным заболеваниям. От всего этого придется защищаться и оберегать себя по мере возможности – так сказать, соблюдать некоторые правила безопасности.
От всего этого придется защищаться и оберегать себя по мере возможности – так сказать, соблюдать некоторые правила безопасности.
- Спецодежда – именно она в большей степени защищает от ожогов, вызванных попаданием на кожу как оплавленного металла, так и огромной дозы ультрафиолета. Сварщику приходится работать одетым, как говорится, с ног до головы, и одежда эта отнюдь не является тоненькой и легкой рубашкой – это плотный брезент, который одевается на слой нательного белья. Сами понимаете, летом это обмундирование вызывает, мягко говоря, некоторые затруднения – сказать, что работать жарко, это еще ничего не сказать. Со временем, конечно, привыкаешь, но поначалу это ужасно неприятно.
- Защита глаз – эту фразу нужно произносить громко. Ее нужно запомнить как дважды два. Без нее вопрос, как правильно научиться варить электросваркой, не решается. Клич (или предупреждение) «Глаза!» нужен для того, чтобы работающие с вами люди успели защитить свои органы зрения от воздействия яркой дуги – в народе говорят, от зайчиков, вылезающих бессонной ночью и дикой боли в глазах, с которой ничего поделать невозможно. Говорят, помогает картошка, но лично я сколько ни пробовал, толку от нее мало, лучший способ пережить эту неприятность – напиться и забыться до утра.
- Органы дыхания. К сожалению, защитить их практически не получится – можно, конечно, использовать респиратор, но это дополнительные неудобства в работе. В принципе, если речь идет о пяти-десяти минутах работы, это еще куда ни шло, а вот если говорить о полноценном рабочем дне, то тут, увы, респиратор будет не лучшим помощником.
Как самому научиться варить электросваркой фото
 Говорят, помогает картошка, но лично я сколько ни пробовал, толку от нее мало, лучший способ пережить эту неприятность – напиться и забыться до утра.
Говорят, помогает картошка, но лично я сколько ни пробовал, толку от нее мало, лучший способ пережить эту неприятность – напиться и забыться до утра.И, естественно, голова на плечах – если ее нет, то к вопросу, как сваривать металл электросваркой, лучше вообще не подходить даже близко. Бездумное обращение с электросваркой (да и вообще с любым видом сварки) чревато не очень хорошими последствиями как в работе, так и для человека лично.
Как варить металл электросваркой: учимся зажигать и держать дугу
Научиться держать дугу это – наверное, самый главный момент. Не освоив его, к решению вопроса, как правильно научиться варить электросваркой, можно даже не приступать. В процессе работы со сварочным аппаратом дугу придется держать в любом положении тела и соединяемых металлов. Это дело практики, и теория здесь помочь практически ничем не сможет. Если же все-таки попытаться описать весь процесс теоретически, то выглядеть он будет следующим образом.
- Берем железо потолще (просто какую-либо болванку), устанавливаем на сварочном аппарате большой ток (по крайней мере, за половину его возможностей), подключаем к болванке массу, вставляем электрод, надеваем маску и пробуем касаться кончиком электрода болванки. Будет искрить, но ваша задача заключается в том, чтобы зафиксировать эту дугу и удерживать ее на протяжении длительного времени.
- Когда почувствуете и поймете, как это делается, можно пробовать двигать электрод в любом направлении, наблюдая за происходящим. Пока можно не уделять особого внимания самому процессу соединения металлов – главное дуга, а вернее ее удержание.
- Когда дуга будет получаться, на аппарате следует уменьшить ток и научиться зажигать дугу на малых токах. Здесь, опять-таки, все зависит от вас. Просто берем и учимся делать так, чтобы дуга не прерывалась, а если и прерывалась, то очень ненадолго, пока металл не остыл.
Как научиться варить электросваркой фото
 Здесь, опять-таки, все зависит от вас. Просто берем и учимся делать так, чтобы дуга не прерывалась, а если и прерывалась, то очень ненадолго, пока металл не остыл.
Здесь, опять-таки, все зависит от вас. Просто берем и учимся делать так, чтобы дуга не прерывалась, а если и прерывалась, то очень ненадолго, пока металл не остыл.Когда зажигание электрода и удержание дуги начнет более или менее получаться, львиную долю своего внимания можно будет перенести на металл, а вернее, разобраться с вопросом, где шлак, а где чистый металл. Шлак более темный, а металл светлее. Первый должен расходиться по краям, а второй оставаться на свариваемом стыке.
Как быстро научиться варить электросваркой: принцип соединения металлов
По большому счету, принцип соединения металлов не такой уж и сложный – электрическая дуга расплавляет края соединяемого материала и одновременно наносит на стык металл с электрода. Даже если просто вести электрод вдоль стыка, он будет завариться – как он это будет делать, это уже другой вопрос, и зависит он в большей степени от самого сварщика, а вернее от того, насколько правильно он освоил вопрос, как правильно варить шов электросваркой, и все его небольшие тонкости.
- Самое первое, что нужно понимать, это скорость наплавления металла – если вести электрод быстро, то шов будет проварен с пропусками. Если это делать медленно, то металл будет сильно оплавляться, а в некоторых случаях (при небольшой толщине соединяемых металлических элементов) даже пропаливаться. Опять-таки, этот момент нужно определять опытным путем.
- То же самое можно сказать и о силе тока, с которой производится сварка металлов – большой ток прожигает сталь, маленький проваривает не полностью (поверхностно). В принципе, сварщик сам для себя выбирает оптимальную силу тока и уже приспосабливается к ней. Спросите, как? Есть такое понятие, как сварка рваной дугой – то есть, в процессе работ, наблюдая за состоянием свариваемых поверхностей, вы просто на доли секунды прерываете дугу, давая тем самым металлу немного остыть. В большинстве случаев по такой технологии осуществляется сварка труб – металл накладывается на шов, так сказать, елочкой или короткими движениями электрода сначала слева направо, а потом справа налево. Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа. Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа.
- Провар – если говорить по-простому, то глубина проплавления кромок свариваемых деталей. Опять же, здесь имеется тонкая грань, на которой и приходится балансировать сварщику. Переходя эту грань и сильно проплавляя металл, вы создаете с другой стороны шва наросты – они не критичные, если речь идет об изделиях, которые можно проваривать с двух сторон. А вот если вести разговор о трубах, то здесь эти наросты являются не чем иным, как уменьшением сечения трубы. Если речь идет о недогреве, то имеется в виду некачественная сварка. Определить плохо проваренный шов можно по тыльной стороне изделия – в процессе сварки металл (если он, конечно, не имеет толщину сантиметр и более) с обратной стороны должен раскаляться докрасна. После сварки в этом месте наблюдаются изменения в цвете металла и появляется окалина.
Как варить вертикальный шов электросваркой фото
 Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа. Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа.
Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа. Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа.Что еще можно сказать по поводу сварки, так это о вертикальных и горизонтальных стыках. Вертикальный стык варится немного проще, чего не скажешь о горизонтальном. Кстати, здесь наблюдается один небольшой парадокс – начинающим сварщикам почему-то легче дается горизонтальный шов, а вот с вертикальными стыками наблюдаются проблемы. Как варить вертикальный шов электросваркой? По методу рваной дуги – только в таком случае наплавляемый металл будет стекать вниз меньше.
И в завершение темы, как научиться варить электросваркой, скажу несколько слов о потолочном шве, который среди всех прочих вариантов стыков является наиболее проблематичным для начинающих сварщиков. Вся его сложность заключается, опять-таки, в стекании металла вниз. Чтобы этого не происходило, потолочный шов нужно варить быстро и слегка увеличенным током – здесь нужна набивка руки. Вообще рука сварщика – это самое главное, в процессе обучения она как бы затачивается под рукоять держателя электродов. Только постоянная практика дает возможность в совершенстве овладеть этим искусством. Можно даже сказать больше – длительные перерывы в работе сказываются даже на профессионалах. Выражаются они в неуверенном ходе электрода, что чревато некачественным швом. В быту это, конечно, не критично, но если вести разговор о серьезных металлоконструкциях, то здесь уже без твердой руки не обойтись.
Вообще рука сварщика – это самое главное, в процессе обучения она как бы затачивается под рукоять держателя электродов. Только постоянная практика дает возможность в совершенстве овладеть этим искусством. Можно даже сказать больше – длительные перерывы в работе сказываются даже на профессионалах. Выражаются они в неуверенном ходе электрода, что чревато некачественным швом. В быту это, конечно, не критично, но если вести разговор о серьезных металлоконструкциях, то здесь уже без твердой руки не обойтись.
Автор статьи Александр Куликов
stroisovety.org
Электросварка — как правильно варить металл самостоятельно?
Среди гениальных изобретений человечества электросварка, бесспорно, занимает одну из ведущих позиций – настолько универсальным и многоплановым является метод соединения деталей посредством расплавления электрода под воздействием электрического тока.
Использование этого метода соединения металлических частей и конструкций уже давно вышел за пределы привычного понимания сварки, как метода соединения металлических деталей из черного металла.
И все же наибольшего развития технология электросварки нашла в строительстве и машиностроении, при этом наибольшего распространения получила технология дуговой сварки в защитной среде (ММА).
Основные азы сварочных работ
Осваивая первые шаги в сварочном деле необходимо понимать, что успешное обучение является результатом усвоения как теоретических знаний, так и практических умений.
К теоретическим знаниям следует отнести:
- знание теоретических основ физических процессов электродуговой сварки;
- знание основных характеристик и принципа работы сварочного оборудования разных типов;
- знание порядка организации работ, привил техники безопасности;
- знание основных маркировок электродов, технологии сваривания различных материалов и компонентов.

Пошагово технологию сварки можно представить примерно так:
- электрический ток большой силы от 10 до 160 и даже 250 ампер образует электрическую дугу между электродом и свариваемыми поверхностями металла;
- вследствие создания электрической дуги происходит повышение температуры электрода и происходит горение обмазки, в горении участвуют вещества, которые выжигают вокруг себя кислород, образую небольшой объем пространства, защищенного от кислорода;
- образовавшийся газ высокой температуры плавит сердцевину электрода, которая образует сварочную ванну, в которой металл находится в жидком состоянии и заполняет шов между свариваемыми деталями.
Необходимые материалы/инструменты/защита
Переходя к практическому освоению навыков сварочных работ, следует выбрать сварочный аппарат:
- Трансформаторный сварочный аппарат – вид сварочного оборудования, который выдает переменный ток, ранее был самым распространенным видом сварочного оборудования, прост, неприхотлив в работе, но требует хорошей электропроводки и нормального напряжения в сети;
- Сварочный инвертор – относительно новый тип сварочного оборудования, легок как в смысле работы, так и в плане веса, может работать при довольно существенных перепадах напряжения, в отличие от трансформатора выдает постоянный ток на сегодняшний день является наиболее перспективным видом оборудования для любительского использования;
- Сварочные полуавтоматы – это оборудование, для различных видов сварочных работ проводимое сварочной проволокой в среде инертных газов, для работы полуавтоматической сваркой требуется использование баллона с инертным газом, это весьма дорогое оборудование, однако сварочным полуавтоматом можно проводить сварку даже очень тонких деталей.

К минимально обязательному набору инструментов сварщика нужно отнести:
- сварочный молоток;
- щетку по металлу;
- различные зажимы и струбцины;
- болгарку с набором отрезных и шлифовальных кругов.
Кроме этого, сварщику нужно иметь:
- Специальные термостойкие перчатки.
- Специальный костюм сварщика из брезента.
- Рекомендуется иметь и специальную обувь – ботинки с высоким берцем или сапоги, при этом брюки костюма должны быть выпущены поверх ботинок или голенища сапог. Такое может быть немодное решение, не допустит во время работ попадания окалины внутрь обуви.
- И если сварщик хочет иметь еще долгое время модную шевелюру на голове, то обязательным элементом одежды должна стать шапка или кепка.
Как выбрать правильное оборудование, электроды и экипировку
При выборе сварочного аппарата для освоения первоначальных навыков работы достаточно и сварочного трансформатора, сварочный инвертор как оборудование более высокого класса разумно приобретать с прицелом на постоянную работу.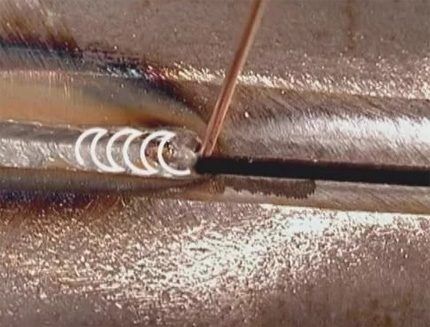
Стандартные кабели к сварочному аппарату, чаще всего бывают длиной в 1,5 метра, чего явно недостаточно для работ на высоте или в небольших помещениях, поэтому рекомендуется приобрести кабели большей длины.
Сварочные аппараты последнего поколения, независимо от того трансформаторные или инверторные сегодня оборудуются системой принудительного обдува, поэтому при покупке нелишне проверить их работоспособность при включении оборудования в сеть.
Приобретая электроды для начального обучения, рекомендуется для более эффективного овладения навыками покупать не пачку в 5 кг, а купить несколько пачек электродов разного диаметра от 2 мм до 5 мм по 1 кг. Этого количества электродов вполне достаточно для того чтобы понять как варить.
Немаловажным моментом при покупке электродов является маркировка – УОНИ, марка электродов для постоянного тока, и пытаться положить правильный шов на трансформаторном аппарате будет бессмысленно. Электроды марки АНО-4 обладают универсальными качествами и могут использоваться для сварки любым аппаратом.
При выборе защитной маски следует знать, что современные маски с автоматической защитой имеют наибольший эффект, они не требую постоянного держания в руке, фильтр автоматически включается при появлении дуги, но к сожалению, сегодня такие маски пока еще весьма дороги для многих начинающих мастеров.
Маски старого образца с неизменяемым светофильтром, а в особенности те, что стандартно продаются в комплекте сварки, требуют определенной доработки:
- Во-первых, они не имеют защитного стекла, такое самое обыкновенное стекло вставляется с наружной стороны маски и защищает светофильтр от искр и попадания окалины. Со временем, такое стекло просто снимается и заменяется новым.
- Во-вторых, сам светофильтр в таких масках идет с довольно большой степенью защиты, для новичка это не совсем правильно, ведь новичок только овладевает навыками работы, а не проводит сваривание 6 часов кряду. Поэтому рекомендуется заменить фильтр, на более прозрачный, например, на светофильтр №3 что дает намного лучший результат.

Пошаговая инструкция по проведению сварочных работ
Подготовка к проведению сварочных работ подразумевает не только подготовку материалов и оборудования, но и строгое соблюдение правил техники безопасности!
Следует знать, что сварочные работы это работы с повышенным риском, поэтому строгое соблюдение правил эксплуатации электроустановок, пожарной безопасности при работах должны быть соблюдены неукоснительно:
- рабочее место должно обеспечивать свободный доступ к свариваемым конструкциям;
- огнеопасные материалы должны быть убраны;
- сварочные работы должны проводиться в сухом помещении, при обеспечении правил электробезопасности;
- сварщик должен быть экипирован соответствующим специальным костюмом, перчатками, обувью.
Приступая к работам:
- свариваемые детали очищаются от ржавчины, краски, смазки и прочих веществ;
- места сварки тщательно подгоняются напильником или болгаркой зачищаются заусеницы;
- свариваемые детали прижимаются друг к другу и фиксируются;
- провод массы держателем прикрепляется к одной их деталей;
- включается в сеть сварочный аппарат;
- вставляется электрод в электрододержатель стороной свободной от обмазки;
- несколькими движениями электрод проводится по одной их деталей, для проверки наличия тока и розжига электрода;
- берется маска, электрод подносится к месту сварки, маска подносится к глазам и производится сваривание деталей несколькими небольшими швами по 3-5 мм;
- после сваривания швов проводится проверка правильности соединения, поскольку при дуговой сварке возможно смещение деталей и самого металла, вследствие чего образуются достаточно большие щели;
- через 1-2 минуты после прихватывания деталей сварочным молотком аккуратно, надев обычные защитные очки, легкими ударами оббивается шлак и окалина, проверяется качество шва;
- при удовлетворительном результате проводится сваривание непрерывным швом по всей длине деталей;
- через 3-5 минут молотком и щеткой по металлу очищается шов, проверяется качество;
- отключается аппарат, производится уборка рабочего места.

Как делать разные виды швов
Мастерство сварщика формируется постепенно, и не стоит ставить невыполнимую задачу научиться варить с после 1–2-х электродов. Мастерство появится тогда, когда сварщик научится не только правильно держать электрод, но и определять размер шва и ванны на ощупь.
Зажигая дугу, следует несколько раз провести в сторону шва электродом по поверхности, флюс начнет постепенно плавиться, при этом начнет образовываться ванна. Ведя электрод в сторону по шву внимание нужно обращать не на искры, а на образовавшуюся ванну, таким образом, контролируя процесс сварки.При сварке толстых деталей следует сначала 2-3 секунды прогреть металл, сформировать ванну и только после этого формировать шов.
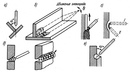
Научившись держать дугу, следующим этапом овладения мастерством будет умение формировать шов. В зависимости от условий работы основными умениями будут считаться умения сварки:
- горизонтального шва;
- вертикального шва;
- шва соединения труб;
- потолочного шва (сварщик находится под свариваемыми деталями, вся работа производится вверху).

На начальном этапе достаточно овладеть навыками создания простого горизонтального шва. Для этого:
- электрод держится на расстоянии 2–3 мм от поверхности, формируется ванна;
- легким движением электрода в сторону ванна тянется по шву;
- при движении кончик электрода описывает полукруг, наплавляя металл в виде чешуи.
После окончания сварки, очистив шов от шлака, в результате должен получиться ровный шов в виде полоски накрывающих один другого чешуек.
При сварке вертикальных швов шов ведется снизу вверх или сверху вниз, таким образом, чтобы электрод надежно держал ванну, для этого кроме описывания полукруга электродом его нужно, то приближать, то удалять от поверхности, проваривая металл на достаточную глубину.Потолочный шов формируется зигзагообразными движениями, но для таких видов работ используются специальные электроды, обмазка которых формирует внутри чашечку с расплавленным металлом. Такие электроды позволяют сваривать детали без растекания металла и создания большого количества искр.
Особенности сварки труб
Сваривание труб в зависимости от расположения шва проводится следующим образом:
- на концах свариваемых труб формируется фаска;
- свариваемые концы совмещаются друг с другом;
- в нескольких точках прихватывается шов;
- при горизонтальном расположении от крайней нижней точки проваривается сектор до середины трубы с нижней части, после с верхней части.
При сварке труб большого диаметра и толщине стенок, больше 6 мм трубы сваривают в 2 слоя, чем больше диаметр и толщина стенок, тем больше слоев нужно проваривать, условно каждые 6 мм толщины добавляют один слой.
Условно тонким металлом считается металл толщиной до 2 мм. Основной проблемой при сварке таких изделий является прожиг электродом сквозного отверстия. Для этого используются электроды небольшого диаметра – 2 и 2,5 мм и небольшую силу тока.
Так, для сварки металла 1 мм достаточно электрода 2 мм и силу тока сварочного инвертора 30-35 ампер. Кроме этого, для сварки тонкого листового металла и более толстого основания используют различные накладки из более толстого листового металла, приваривая который проваривается и тонкий лист.
Советы и рекомендации
При сваривании деталей необходимо учитывать, что существует опасность тепловой деформации металла, особенно когда сами свариваемые детали не совсем плотно прилегают друг к другу в таком случае рекомендуется сначала прихватить конструкцию в нескольких местах, а после производить окончательную сварку.
Планируя сварочные работы необходимо просушить электроды при высокой температуре, влажная обмазка не позволяет формировать нормальный шов, она крошится, распадается, образует большое количество шлака.После остывания шва нужно обязательно проверить наличие раковин. Их необходимо очистить от шлака и вновь проварить.
0,00, (оценок: 0) Загрузка…househill. ru
ru
Электросварка для начинающих или как стать сварщиком
Автор этой статьи — сварщик самоучка. Поэтому профессионалов прошу отнестись к данной статье весьма скептически. С другой стороны, тем, кто только начинает пробовать себя в электросварке, постараюсь показать, что ничего страшного в том, чтобы научиться дуговой сварке, нет. Не боги горшки обжигают. Лучший учитель — практика, практика и практика. Сварка — это соединение деталей путем расплавления материала самих соединяемых деталей. Как правило с добавлением дополнительного однородного материала.
Оборудование — сварочный трансформатор, вырямитель или инвертер. К счастью, сейчас в продаже их превеликое множество. Делать ли самому самодельный сварочный аппарат — решать каждому. На мой взгляд — не стоит. Научитесь варить — он в 99% случаев перестанет вас удовлетворять, вы все равно придете к необходимости купить нормальную технику. Советую купить его сразу. Надо сказать, что однажды научившись сваривать металл, вы сможете решать огромное количество проблем, возникающих у дачника в процессе освоения вверенного ему участка.
Какой сварочный аппарат покупать? Для начинающих лучше всего подойдет тот сварочный аппарат, что имеет плавную регулировку сварочного тока. Дело в том, что для зажигания и поддержания сварочной дуги большое значение имеет сила тока в электроде. А поскольку и электроды разных производителей разные (согласно допускам их ТУ) и влажность флюса на электроде может быть разной, и масса свариваемых деталей разная, и диаметр электродов разный, то лучше иметь возможность плавно подбирать сварочный ток для каждого случая сварки.
Что еще потребуется? Разумеется, защитная маска или щиток сварщика. При сварке электрическая дуга от души излучает жесткое ультрафиолетовое излучение в таком количестве, что любой солярий отдыхает. И если посмотреть на такую дугу подольше, то можно «наловить зайчиков». Научным языком — обжечь роговицу глаза. При этом глаз так начнет себя чувствовать, словно в него насыпали пригрошню песку. Страдания можно облегчить путем наложения холодного компресса или пасты из сырой картошки на глаза. Но пару дней вы проведете в горизонтальном положении точно.
Но пару дней вы проведете в горизонтальном положении точно.
Еще потребуется халат или куртка, брюки из плотного материала и такие же перчатки. Желательно из толстой кожи или брезентовые. Так как искры от электрической дуги брызжут во все стороны и тонкие х/б перчатки ими прожигаются насквозь. И не надейтесь варить «на вытянутой руке», чтоб искра не долетела… Обязательно долетит и попадет в такое место, что забудете, что варили. Да! Еще нужен молоток в 200-300 граммов с острым концом, что бы сбивать окалину со сварочного шва. Это необходимо, потому что шов покрыт шламом и не всегда видно, насколько надежно произведена сварка.
Лучше всего начинать учиться варить, на мой взгляд, с электрода диаметром 2,5 — 3 мм. Это самые ходовые электроды в «бытовых» условиях. Более тонкими электродами варят очень тонкий металл, и вообще, в этих случаях лучше использовать сварочные полуавтоматы с газовым обдувом места сварки. А электроды в 4-5 мм применяются довольно редко. Да и для сварки ими требуется мощная электросеть, которая не всегда доступна в дачных условиях.
Первые упражнения. Не стремитесь сразу сварить что-то «полезное». Вы только испортите заготовки. Потренируйтесь сначала на куске никчемного металла. Весьма кстати будет наличие поблизости ведра воды. Поскольку по незнанию вы можете попытаться начать варить и на деревянном верстаке… В радиусе одного метра не должно быть ничего горючего! Даже просто остаток использованного электрода может что-нибудь зажечь!
Зажим «массы» надежно прикрепите к детали, а в держатель электродов заправьте электрод. Установите на сварочном аппарате ток, соответствующий диаметру электрода. Учиться, кстати, лучше на совершенно новых электродах, чтобы понять суть процесса. Потому что старые электроды очень нестабильны и могут навсегда отбить охоту учиться сварке.
Зажигание дуги. Представьте, что электрод — это карандаш. Установите его под углом примерно 60-70 градусов по отношению к заготовке, то есть почти вертикально, но все же под углом. Со скоростью 5-10 см/сек проведите электродом по заготовке . Сноп искр и треск. Отлично! Теперь примерно под тем же углом прикоснитесь к заготовке и тут же приподнимите электрод так, чтобы зазор составил 3-5 мм. Дуга зажжется и будет гореть, расплавляя металл как заготовки, так и дуги. Старайтесь поддерживать этот зазор по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону , оторвите и снова зажгите дугу. Прилипание электрода или отсутствие дуги длиной менее 2-3 мм говорит о слабой силе тока. Немного увеличьте его. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между концом электрода и деталью.
Сноп искр и треск. Отлично! Теперь примерно под тем же углом прикоснитесь к заготовке и тут же приподнимите электрод так, чтобы зазор составил 3-5 мм. Дуга зажжется и будет гореть, расплавляя металл как заготовки, так и дуги. Старайтесь поддерживать этот зазор по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону , оторвите и снова зажгите дугу. Прилипание электрода или отсутствие дуги длиной менее 2-3 мм говорит о слабой силе тока. Немного увеличьте его. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между концом электрода и деталью.
Не думайте, что вы научитесь варить «за один электрод». Ну разве что вы прирожденный сварщик, доселе закапывавший свой талант. Тогда быстрее бросайте все и бегите устраиваться сварщиком — они в большой цене… Рассчитывайте на пару пачек электродов как минимум. Электроды стоят не очень дорого, считайте это платой за обучение.
Итак, вы научились зажигать и устойчиво поддерживать дугу . Ну хотя бы 3-4 раза на один электрод, не более. Теперь попробуем наплавить валик. Для этого зажигаем дугу и начинаем плавно перемещать электрод по горизонтали (по шву сварки). При этом совершаем колебательные движения с амплитудой 2-3 мм, как бы «подгребая» расплавленный металл к кратеру дуги. Тогда и образуется тот самый красивый шов с легкими едва заметными волнами наплавленного металла. Сплошной и надежный.
Удаление шлака. Но тот самый шов как правило, покрыт слоем шлака, который образуется при сгорании флюса, которым покрыт электрод. Что бы убедиться в надежности шва, после его остывания постучите по нему молотком. Тогда шлак отлетит и откроется собственно шов электросварки, блестящий чистым металлом.
Вот после того, как вы научитесь делать валик длиной 2-3 см, можно приступать и к деловой сварке, варить какие то реальные детали и инструмент.
Купите сварочный аппарат или сварочный инвертер, потратьте несколько часов на самостоятельное обучение сварке и откройте для себя огромные возможности ее применения в дачном строительстве. Ремонт и изготовление новых садовых инструментов, монтаж различных конструкций, сварка деталей из металла таких как при замене батарей, хвс и гвс. Вам станут так же доступны, как рытье ямы при помощи лопаты.
Ремонт и изготовление новых садовых инструментов, монтаж различных конструкций, сварка деталей из металла таких как при замене батарей, хвс и гвс. Вам станут так же доступны, как рытье ямы при помощи лопаты.
схема, расчет, необходимое оборудование, сборка
Как научиться электросварке для начинающих самостоятельно
Март 20, 2017
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.

Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
 Данные аппараты позволяют получить электрическую дугу высокой стабильности;
Данные аппараты позволяют получить электрическую дугу высокой стабильности;Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
На одном из кабелей сварочного аппарата размещен фиксатор, как правило, они бывают двух типов:
- Винтовой. Ручка держателя вращается и позволяет вставить в образовавшееся гнездо электрод;
- Пружинный. Чтобы вставить электрод необходимо нажать на кнопку на ручке.
 Ручка держателя вращается и позволяет вставить в образовавшееся гнездо электрод;
Ручка держателя вращается и позволяет вставить в образовавшееся гнездо электрод;Внимание! Правильно вставленный электрод не должен качаться.
После подключения электрода наступает черед подключения кабелей аппарата. Сварочный агрегат имеет два выхода: отрицательный и положительный и два кабеля:
- Первый оканчивается зажимом для электрода;
- Второй имеет фиксатор для подсоединения к детали.
Схема подключения зависит от работы. В инверторных устройствах плюс подключается к детали, а минус к электроду. Такая полярность дает лучший разогрев металла и, следовательно, большую прочность сварным соединениям. Для сварки нержавейки выполняют обратное подключение.
После подключения электрода и кабелей необходимо научиться зажигать дугу. Ее зажигание происходит при соприкосновении детали и электрода. Возможны два метода:
Ее зажигание происходит при соприкосновении детали и электрода. Возможны два метода:
- Постукивание. Необходимо несколько раз легко ударить концом электрода по детали;
- Проведение. Вдоль будущего шва делается быстрое проводящее движение электрода.
Новый электрод разжигается быстро. Немного сложнее разжечь уже использованный – для этого необходимо освободить его от нагара путем постукивания об деталь.
Прежде чем приступить к следующему этапу обучения необходимо научиться стабильно и быстро разжигать дугу.
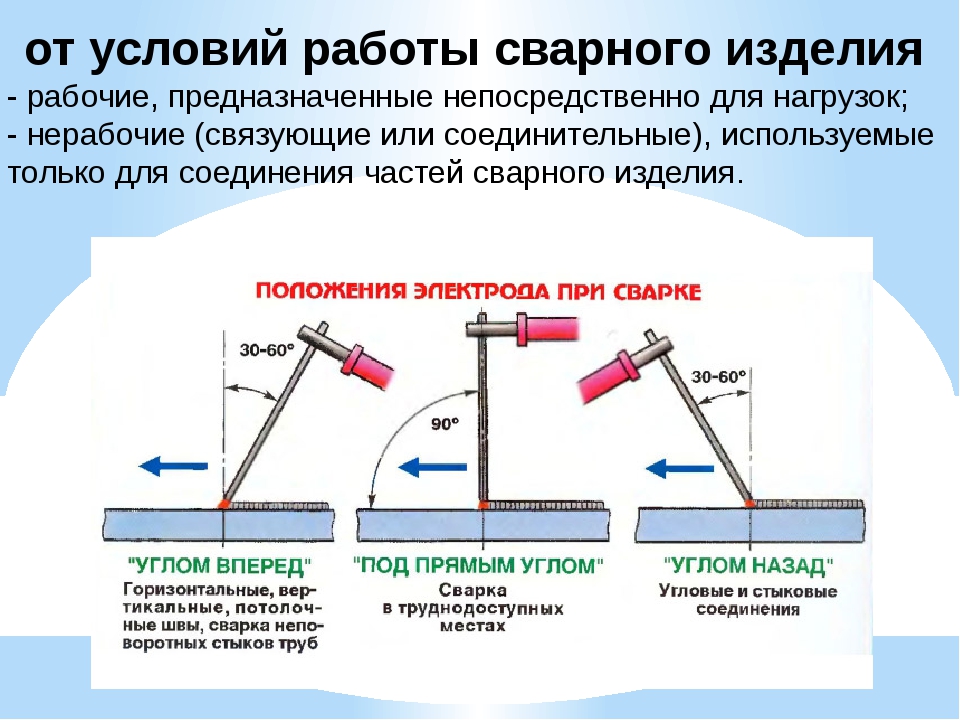
Отработка наклона и движения электрода
Наиболее удобное положение электрода характеризуется как наклоненное к сварщику под углом 30-60°. Варьирование в данных пропорциях ведется по ходу сварки по состоянию сварной ванны.
Возможны два варианта наклона электрода:
- Угол назад. По данной схеме расплавленный шлак идет за электродом, который движется с такой скоростью, чтобы шлак успевал закрывать сварную ванну. При таком положении электрода металл прогревается на значительную глубину;
- Угол вперед. В данном случае разогрев металла будет несильный, сварной шов будет идти за электродом.
 В данном случае разогрев металла будет несильный, сварной шов будет идти за электродом.
В данном случае разогрев металла будет несильный, сварной шов будет идти за электродом.Схема правильного движения электрода для получения качественного шва следующая: электрод удерживается в 2-3 мм от металла, что позволяет сварщику вести контроль за сварной ванной.
При проведении сварки мастер должен оценивать несколько параметров:
- Движение электрода должно производиться по спланированной схеме для получения ровного и красивого шва;
- По мере расплавления металла электрод опускается ниже, но не более чем на 2-3 мм от края металла;
- Состояние и размер сварной ванны регулируются посредством скорости движения электрода;
- Важно контролировать направление шва.
Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
- После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
- Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней. Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
- Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
- При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
 Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
После остывания металла необходимо при помощи молотка сколоть шлак с поверхности ванны и сделать подробный осмотр сделанной работы. Если имеются непроваренные элементы, то необходимо добавить силу тока. Если ток чрезмерно завышен, то это будет видно по большому прожигу металла.
Сварные соединения
Электросварка своими руками подразумевает создание сварных соединений. К их практике можно переходить после освоения валиков. Здесь требуется практический навык владения сварочным аппаратом, поэтому так важно перед переходом к сварке элементов отработать свои движения на заготовках.
Начинать сварочное соединение металлических элементов рекомендуется на небольших заготовках. Последовательность работ следующая:
- Перед сваркой детали скрепляются в необходимом положении при помощи подсобных инструментов;
- В первую очередь выполняются прихваты – точечные швы с шагом в 8-10 см, которые скрепляют металлические элементы в определенных местах. Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
- После выполнения прихватов создается общий шов, который заваривает края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, загребая расплавленный металл в сварную ванну с обеих свариваемых плоскостей.
 Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;После остывания шов отбивается молотком от шлака и проверяется на качество. Если есть недочеты или непроваренные места, то их необходимо заварить снова.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
electrod.biz
Как сделать сварочный аппарат своими руками — инструкция
Трудно представить, в наше время, любые работы с металлом без использования сварочного аппарата. При помощи данного устройства Вы с легкостью можете соединять или резать железо различной толщины или габаритов. Естественно для выполнения качественных работ Вам потребуются определенные навыки, но в первую очередь Вам необходим сам сварочник. В наше время его естественно можно купить, как в принципе и нанять сварщика, но в данной статье речь пойдет о том, как сделать сварочный аппарат своими руками. Тем более, что при всем богатстве выбора моделей, надежные стоят достаточно дорого, а дешевые не блещут качеством выполненной работы. Но даже если Вы решили купить сварочный – знакомство с данной статьей поможет вам выбрать необходимый Вам аппарат. Сварочники бывают нескольких типов: постоянного тока, переменного, трехфазные и инверторные. Для того чтобы определится какой вариант Вам необходим, рассмотрим конструкцию и устройство первых двух , которые можно без специфических навыков собрать своими руками в домашних условиях.
На переменном токе
Данный вид сварочных аппаратов, является одним из наиболее распространенных вариантов, как в промышленности, так и в частных хозяйствах. Он прост в эксплуатации, по сравнению с остальными его довольно легко можно сделать в домашних условиях, что подтверждает фото ниже. Для этого вам необходимо иметь провод для первичной и вторичной обмотки, а также сердечник из трансформаторной стали для намотки сварочника. Простыми словами сварочный аппарат переменного тока – это понижающий трансформатор.
Оптимальное напряжение при работе сварочного аппарата, собранного в домашних условиях — 60В. Оптимальный ток 120-160А. Теперь несложно посчитать, какое сечение должно быть у провода для того, чтобы сделать первичную обмотку трансформатора (той, которая будет подключаться к сети 220 В). Минимальная площади сечения медного провода должна быть 3-4 кв. мм, оптимальным же является 7 кв. мм, ведь необходимо учитывать перепады напряжения и возможную дополнительную нагрузку. Получаем, что оптимальный диаметр медной жилы для первичной обмотки понижающего трансформатора должен быть 3 мм. Если Вы решите взять алюминиевый провод для того, чтобы сделать сварочный своими руками, то сечение медного провода нужно умножить на коэффициент 1,6. Важно, чтобы провода были в тряпичной оболочке, нельзя использовать проводники в ПВХ изоляции – она при нагреве проводов расплавится и произойдет короткое замыкание. Если у вас нет провода необходимого диаметра, то можно использовать более тонкие жилы, наматывая их в паре. Но тогда следует учитывать, что толщина обмотки увеличится, а соответственно и габариты самого аппарата. Для вторичной обмотки можно использовать толстый многожильный медный провод – такой же, как и жила на держателе.
Но тогда следует учитывать, что толщина обмотки увеличится, а соответственно и габариты самого аппарата. Для вторичной обмотки можно использовать толстый многожильный медный провод – такой же, как и жила на держателе.
Первым делом необходимо изготовить сердечник трансформатора самодельного сварочного аппарата. Оптимальным вариантом будет сердечник стержневого типа как показано на рисунке 1:
Этот сердечник нужно сделать из пластин трансформаторной стали. Толщина пластин должна быть от 0,35 мм до 0,55 мм. Прежде чем собирать сердечник необходимо просчитать его размеры, делается это следующим образом: во-первых, величина окна, т. е. размеры с и d на рисунке 1 необходимо выбирать такими, чтобы поместить все обмотки трансформатора, во-вторых, площадь крена, которая вычисляется по формуле Sкрена=a*b, должна быть не меньше 35 кв. см. Если Sкрена будет больше – тогда трансформатор будет меньше греется и соответственно дольше работать. Лучше, чтобы Sкрена была равна 50 кв. см. Далее приступаем к сборке пластин самодельного сварочного аппарата. Необходимо взять Г-образные пластины и складывать их, как показано на рисунке 2, пока не получится сделать сердечник необходимой толщины. После чего скрепляем его болтами по углам. В завершении необходимо надфилем обработать поверхность пластин и заизолировать их, обмотав тряпичной изоляцией.
см. Далее приступаем к сборке пластин самодельного сварочного аппарата. Необходимо взять Г-образные пластины и складывать их, как показано на рисунке 2, пока не получится сделать сердечник необходимой толщины. После чего скрепляем его болтами по углам. В завершении необходимо надфилем обработать поверхность пластин и заизолировать их, обмотав тряпичной изоляцией.
Далее приступаем к намотке сварочного аппарата из понижающего трансформатора. В начале, наматываем первичную обмотку, которая будет состоять из 215 витков, как это показано на рисунке 3.
Целесообразно сделать ответвление от 165 и 190 витка. Сверху трансформатора прикрепляем толстую текстолитовую пластину. Концы обмоток закрепляем на ней при помощи болтового соединения пометив что первый болт – это общий провод, второй – ответвление от 165 витка, 3-й – ответвление от 190 витка и 4-й – от 215-го. Это даст возможность впоследствии регулировать силу тока при сварке, чем больше количество витков в первичной обмотке – тем выше будет сила тока Вашего сварочного устройства. После приступаем к намотке 70-и витков вторичной обмотки, как показано на рисунке 4.
После приступаем к намотке 70-и витков вторичной обмотки, как показано на рисунке 4.
Меньшее количество витков наматывают на ту сторону сердечника – куда намотана первичная обмотка. Соотношение витков нужно сделать примерно 60% к 40%. Это способствует тому, что после того как Вы уловите дугу и начнете сварку, вихревые токи частично отключат работу обмотки с большим количеством витков, что приведет к увеличению тока сварки, а соответственно улучшит качество шва. Концы намотки также закрепим при помощи болтов на текстолитовой пластине. Теперь Ваш самодельный сварочный аппарат готов. Подключив держатель и массу к вторичной обмотке необходимо подключить сеть к общему проводу и проводу, отходящему от 215-го витка первичной обмотки. Если вам необходимо увеличить силу тока, то можно сделать меньшее количество витков первичной намотки, переключив второй провод на контакт с меньшим количеством витков. Уменьшить характеристики можно при помощи сопротивления выполненного из изогнутой в виде пружины куска трансформаторной стали подключенной к держателю. Всегда необходимо следить, чтобы сварочный аппарат не перегревался.
Всегда необходимо следить, чтобы сварочный аппарат не перегревался.
Вот таким образом можно сделать сварочный аппарат из понижающего трансформатора своими руками. Как Вы видите, инструкция не слишком уж сложная и даже неопытный электрик сможет самостоятельно собрать прибор.
На постоянном токе
Для некоторых видов сварки необходим сварочник на постоянном токе. Таким инструментом можно варить чугун и нержавеющую сталь. Сделать сварочный аппарат постоянного тока своими руками можно не больше, чем за 15 минут, преобразовав самоделку на переменном токе. Для этого к вторичной обмотке необходимо подключить выпрямитель, собранный на диодах. Что касается диодов, они должны выдерживать ток в 200 А и иметь хорошее охлаждение. Для этого подойдут диоды Д161. Выравнивать ток нам помогут конденсаторы С1 и С2 со следующими характеристиками 15000 мкФ и напряжением 50В. Далее собираем схему которая указанна на чертеже ниже. Дроссель L1 необходим для регулировки тока. Контакты х4 для подключения держателя, а х5 для подачи тока на свариваемый участок детали.
Трехфазные сварочные аппараты используются для сварки в производственных условиях, они используют двухэлектродные держатели, поэтому в данной статье мы рассматривать их не будем, а инверторы изготавливаются на основе печатных плат, для изготовления которых необходимо специальное оборудование. Теперь вы знаете основные принципы конструкции сварочников и можете использовав их, сделать сварочный аппарат своими руками, как постоянку, так и на переменном токе. Рекомендуем также просмотреть видео уроки, предоставленные ниже, которые помогут Вам наглядно увидеть, как самому собрать простой сварочник из подручных материалов.
Наглядные мастер-классы
Итак, если Вы решили сделать сварочный аппарат в домашних условиях, возможно, данные видео уроки вдохновят Вас на изготовление собственного инструмента:
 youtube.com/embed/LvIyLUOzS64″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/LvIyLUOzS64″ allowfullscreen=»allowfullscreen»/>
Также читают:
samelectrik.ru
Сварочные аппараты своими руками. Самодельное электрооборудование
Из статьи вы узнаете, какими бывают сварочные аппараты. Своими руками изготовить их довольно просто, если имеются элементарные познания в электротехнике и необходимые инструменты. В качестве основы для сварочного автомата может быть взят как готовый трансформатор, так и самодельный.
Конечно, такие конструкции потребляют большую мощность, следовательно, в сети будет наблюдаться сильное падение напряжения. Это может сказаться на функционировании бытовых электроприборов. Именно по этой причине намного эффективнее оказываются конструкции, в основе которых находятся полупроводниковые элементы. Если сказать проще, то это инверторные сварочные аппараты.
Простейший сварочный аппарат
Так, первым делом стоит рассмотреть самые простые конструкции, которые может повторить любой. Конечно, это те устройства, в основе которых находятся трансформаторы. Конструкция, рассмотренная ниже, позволяет работать от напряжения 220 и 380 Вольт. Максимальный диаметр электрода, используемый при сварке, – 4 миллиметра. Толщина свариваемых металлических элементов колеблется в интервале от 1 до 20 миллиметров. О том, как сделать сварочный аппарат своими руками, вы сейчас узнаете в полной мере. Причем продвигаться сможете от простого к сложному.
Конечно, это те устройства, в основе которых находятся трансформаторы. Конструкция, рассмотренная ниже, позволяет работать от напряжения 220 и 380 Вольт. Максимальный диаметр электрода, используемый при сварке, – 4 миллиметра. Толщина свариваемых металлических элементов колеблется в интервале от 1 до 20 миллиметров. О том, как сделать сварочный аппарат своими руками, вы сейчас узнаете в полной мере. Причем продвигаться сможете от простого к сложному.
Несмотря на такие прекрасные характеристики, изготовление сварочного аппарата производится из легкодоступных материалов. Вам потребуется для сборки трансформатор понижающий, работающий от трехфазного напряжения. При этом его мощность должна составлять порядка 2 киловатт. Также стоит отметить, что вам необходимы будут не все обмотки. Поэтому в том случае, если одна из них вышла из строя, проблем с дальнейшим конструированием не возникнет.
Переделка трансформатора
Суть в том, что вам необходимо внести изменения лишь во вторичной обмотке. Для облегчения задачи ниже в статье приведена схема сварочного аппарата, подключение его к сети также описано.
Для облегчения задачи ниже в статье приведена схема сварочного аппарата, подключение его к сети также описано.
Итак, первичную обмотку трогать не нужно, она имеет все характеристики, необходимые для работы от сети переменного тока 220 Вольт. Разбирать сердечник нет необходимости, достаточно непосредственно на нём разобрать вторичную обмотку, а вместо нее намотать новую.
На трансформаторе, который вы должны выбрать, присутствует несколько обмоток. Три первичных, столько же вторичных. Но имеются еще и средние обмотки. Их тоже три. Именно вместо средней необходимо намотать такой же провод, какой был использован для изготовления первичной. Причем необходимо от каждого тридцатого витка делать отводы. Около 300 витков в общей сложности должна иметь каждая обмотка. Благодаря правильной намотке провода можно увеличить мощность сварочного аппарата.
На обеих крайних катушках наматывается вторичная обмотка. Точное количество витков указать сложно, так как чем их больше, тем лучше. Провод используется сечением 6-8 квадратных миллиметров. Вместе с ним наматывается одновременно тонкий провод. В качестве силового кабеля нужно использовать многожильный в надежной изоляции. Именно так делаются сварочные аппараты своими руками.
Провод используется сечением 6-8 квадратных миллиметров. Вместе с ним наматывается одновременно тонкий провод. В качестве силового кабеля нужно использовать многожильный в надежной изоляции. Именно так делаются сварочные аппараты своими руками.
Если проанализировать все конструкции, изготовленные по данной технологии, то оказывается, что примерное количество провода — около 25 метров. Если нет провода с большим сечением, можно использовать кабель с площадью 3-4 квадратных миллиметра. Но в этом случае его необходимо складывать вдвое при намотке.
Подключение трансформатора
Конструкцию имеет простую сварочный аппарат. Полуавтомат можно изготовить на его основе, если сделать еще одну обмотку для питания электропривода подачи электродов. Обратите внимание на то, что на выходе трансформатора будет очень большой ток. Поэтому все коммутационные разъемы необходимо выполнять максимально прочными.
Чтобы сделать клеммы для подключения к выводам вторичной обмотки, вам потребуется медная трубка. У нее должен быть диаметр 10 миллиметров, а длина 3-4 см. С одного конца ее нужно расклепать. Получиться должна пластина, в которой необходимо проделать отверстие. Диаметр его должен составлять около одного сантиметра. С другого конца вставляются провода. Независимо от того, сварочный аппарат постоянного тока или переменного, коммутация делается максимально жесткой и надежной.
У нее должен быть диаметр 10 миллиметров, а длина 3-4 см. С одного конца ее нужно расклепать. Получиться должна пластина, в которой необходимо проделать отверстие. Диаметр его должен составлять около одного сантиметра. С другого конца вставляются провода. Независимо от того, сварочный аппарат постоянного тока или переменного, коммутация делается максимально жесткой и надежной.
Желательно их идеально зачистить, при необходимости обработать в кислоте и нейтрализовать ее. Для улучшения контакта второй край трубки должен быть слегка сплюснут при помощи молотка. Выводы первичной обмотки лучше всего крепить к текстолитовой плате. Толщина ее должна быть около трех миллиметров, можно больше. Она жестко крепится к трансформатору. Кроме того, в этой плате нужно сделать 10 отверстий, диаметр каждого около 6 миллиметров. Посмотрите, какая схема сварочного аппарата, как он включается в сеть 220 и 380 Вольт.
В них необходимо установить винты, гайки и шайбы. К ним производится подключение выводов всех первичных обмоток. В том случае, если требуется, чтобы сварка работала от бытовой сети 220 Вольт, соединяются параллельно крайние обмотки трансформатора. Последовательно с ними включается средняя обмотка. Идеально будет работать сварка при питании от 380 Вольт.
В том случае, если требуется, чтобы сварка работала от бытовой сети 220 Вольт, соединяются параллельно крайние обмотки трансформатора. Последовательно с ними включается средняя обмотка. Идеально будет работать сварка при питании от 380 Вольт.
Чтобы произвести подключение первичных обмоток к питающей сети, нужно использовать другую схему. Обе крайние обмотки соединяются последовательно. Лишь после этого последовательно с ними включается средняя обмотка. Причина для этого кроется в следующем: средняя обмотка является дополнительным индуктивным сопротивлением, с ее помощью происходит снижение напряжения и тока во вторичной цепи. Благодаря этому работают в нормальном режиме сварочные аппараты, своими руками изготовленные по приведенной технологии.
Изготовление электрододержателя
Конечно, неотъемлемая часть любого сварочного аппарата — это электрододержатель. Нет необходимости покупать готовый, если сделать его можно из подручных материалов. Вам необходима трехчетвертная труба, ее суммарная длина должна быть около 25 сантиметров. С обоих концов необходимо сделать небольшие выемки, примерно на 1/2 диаметра. С таким держателем будет нормально работать сварочный аппарат. Для пластиковых элементов конструкции отдельное требование – они должны быть расположены как можно дальше от трансформатора и держателя.
С обоих концов необходимо сделать небольшие выемки, примерно на 1/2 диаметра. С таким держателем будет нормально работать сварочный аппарат. Для пластиковых элементов конструкции отдельное требование – они должны быть расположены как можно дальше от трансформатора и держателя.
Делать их нужно в трех-четырех сантиметрах от края. Затем возьмите кусок стальной проволоки, диаметр которой 6 миллиметров, приварите его к трубе напротив большей выемки. С другой стороны необходимо просверлить дырку, к ней прикрепите провод, который будет соединяться со вторичной обмоткой.
Подключение к сети
Стоит отметить, что нужно подключать сварочный аппарат по всем правилам. Во-первых, нужно использовать рубильник, с помощью которого можно без труда произвести отключение устройства от сети. Обратите внимание на то, что сварочные аппараты, своими руками изготовленные, по безопасности не должны уступать аналогам, выпускаемым промышленностью. Во-вторых, сечение проводов для подключения к сети должно быть не меньше полутора квадратных миллиметров. Ток потребления первичной обмотки составляет максимум 25 ампер. При этом во вторичной цепи ток можно изменить в диапазоне 60..120 ампер. Обратите внимание на то, что данная конструкция сравнительно простая, поэтому подходит она лишь для применения в быту.
Ток потребления первичной обмотки составляет максимум 25 ампер. При этом во вторичной цепи ток можно изменить в диапазоне 60..120 ампер. Обратите внимание на то, что данная конструкция сравнительно простая, поэтому подходит она лишь для применения в быту.
Старайтесь давать небольшой перерыв время от времени, независимо от того, какой сварочный аппарат – полуавтомат или ручной. Использовали десяток электродов – выключите сварку, дайте ей немного времени остыть. Но это лишь в том случае, если используются электроды с диаметром больше 3 миллиметров. Если же меньшие вы используете, например 2 миллиметра, то температура обмоток трансформатора не поднимается больше 80 градусов. Следовательно, можно работать, не выключая сварочный аппарат. При эксплуатации обязательно соблюдайте технику безопасности. Ознакомьтесь с правилами противопожарной безопасности при работе сварочного аппарата. Не поленитесь и почитайте о правилах электробезопасности.
Аппарат для точечной сварки
Полезным окажется и сварочный аппарат точечного типа. Конструкции таких устройств не менее простые, нежели предыдущих. Правда, величина тока на выходе очень большая. Зато имеется возможность производить контактную сварку металлов до трех миллиметров толщиной. В большинстве конструкций нет регулировки выходного тока. Но при желании это можно сделать. Правда, усложняется вся самоделка. Необходимость в регулировании выходного тока отпадает, так как можно контролировать процесс сварки визуально. Конечно, сварочные инверторные аппараты окажутся намного эффективнее. Но точечные могут выполнять то, чего не позволяет сделать любая другая конструкция.
Конструкции таких устройств не менее простые, нежели предыдущих. Правда, величина тока на выходе очень большая. Зато имеется возможность производить контактную сварку металлов до трех миллиметров толщиной. В большинстве конструкций нет регулировки выходного тока. Но при желании это можно сделать. Правда, усложняется вся самоделка. Необходимость в регулировании выходного тока отпадает, так как можно контролировать процесс сварки визуально. Конечно, сварочные инверторные аппараты окажутся намного эффективнее. Но точечные могут выполнять то, чего не позволяет сделать любая другая конструкция.
Для изготовления вам потребуется трансформатор с мощностью около 1 киловатта. Первичная обмотка остается без изменений. Переделать потребуется только вторичную. И если используется трансформатор от бытовой микроволновки, то нужно выбить вторичную обмотку, вместо нее произвести намотку нескольких витков провода большого сечения. Если имеется возможность, лучше использовать медную шину. На выходе должно получиться около пяти вольт, но этого окажется достаточно для полноценной работы устройства.
Конструкция электрододержателя
Здесь она немножко отличается от той, которая была рассмотрена выше. Для изготовления вам потребуются небольшие дюралевые заготовки. Подойдут прутки с диаметром 3 сантиметра. Нижний должен быть неподвижен, полностью изолирован от контактов. В качестве изоляционного материала можно использовать шайбы из текстолита, а также лакоткань. Любой, даже простейший точечный сварочный аппарат нуждается в надежном электрододержателе, поэтому его конструированию уделите максимум внимания.
Электроды изготавливаются из меди, их диаметр — 10-12 миллиметров. Они прочно закрепляются в держателе с помощью прямоугольных латунных вставок. Исходное положение электрода держателя – его половины разведены. Для придания упругости можно использовать пружины. Идеально подходят от старых раскладушек.
Работа контактной сварки
Необходимо подключать такую сварку к электрической сети при помощи автоматического выключателя. Он должен иметь номинальный ток 20 ампер. Обратите внимание на то, что на входе (там, где у вас находится счетчик) автомат должен быть либо таким же по параметрам, либо большим. Чтобы произвести включение трансформатора, применяется простой магнитный пускатель. Несколько отличается работа сварочным аппаратом контактного типа от той, которая была рассмотрена выше. И эти особенности вы сейчас узнаете.
Обратите внимание на то, что на входе (там, где у вас находится счетчик) автомат должен быть либо таким же по параметрам, либо большим. Чтобы произвести включение трансформатора, применяется простой магнитный пускатель. Несколько отличается работа сварочным аппаратом контактного типа от той, которая была рассмотрена выше. И эти особенности вы сейчас узнаете.
Для включения магнитного пускателя необходимо предусмотреть специальную педаль, которую вы будете нажимать ногой для выработки тока во вторичной цепи. Обратите внимание на то, что включается и выключается контактная сварка только в том случае, если электроды полностью сведены. Если пренебрегать этим правилом, то будет появляться очень много искр, как следствие, это приведет к пригоранию электродов, выходу их из строя. Старайтесь как можно чаще обращать внимание на температуру сварочного аппарата. Время от времени делайте небольшие перерывы. Не допускайте перегрева агрегата.
Инверторный сварочный аппарат
Он является наиболее современным, но сложнее в конструировании. В нем используется импульсный трансформатор и полупроводниковые транзисторы с высокой мощностью. Пожалуй, это наиболее дорогие и дефицитные детали. В первую очередь делается блок питания. Он импульсный, поэтому необходимо изготовить специальный трансформатор. А теперь более подробно о том, из чего состоит такой сварочный аппарат. Характеристики его компонентов смотрите далее.
Конечно, трансформатор, используемый в инверторе, намного меньше по габаритам, нежели рассмотренные выше. Также потребуется сделать дроссель. Итак, вам следует обзавестись сердечником из феррита, каркасом для изготовления трансформатора, медными шинами, специальными скобами, чтобы произвести фиксацию двух половин ферритового сердечника, изолентой. Последнюю необходимо выбирать, исходя из данных ее термической стойкости. Придерживайтесь этих советов, когда делаете сварочные инверторные аппараты.
Намотка трансформатора
Наматывается трансформатор на всю ширину каркаса. Только при таком условии он способен будет выдержать любые падения напряжения. Для намотки используется либо медная шина, либо провода, собранные в пучок. Обратите внимание на то, что провод из алюминия использовать нельзя! Он не может выдерживать такую большую плотность электрического тока, которая имеется в инверторе. Такой сварочный аппарат для дачи способен выручить вас, причем его вес крайне мал. Витки наматываются максимально плотно. Вторичная обмотка – это два провода с толщиной порядка двух миллиметров, скрученных вместе.
Для намотки используется либо медная шина, либо провода, собранные в пучок. Обратите внимание на то, что провод из алюминия использовать нельзя! Он не может выдерживать такую большую плотность электрического тока, которая имеется в инверторе. Такой сварочный аппарат для дачи способен выручить вас, причем его вес крайне мал. Витки наматываются максимально плотно. Вторичная обмотка – это два провода с толщиной порядка двух миллиметров, скрученных вместе.
Друг от друга они должны быть максимально изолированы. Если у вас большие запасы строчных трансформаторов от старых телевизоров, можно их применить в конструкции. Требуется 5 штук, причем сделать из них нужно один общий магнитопровод. Чтобы устройство работало с максимальной эффективностью, нужно уделять внимание каждой мелочи. В частности, толщина провода выходной обмотки трансформатора влияет на его бесперебойность.
Конструкция инвертора
Чтобы изготовить сварочный аппарат 200, необходимо уделить максимальное внимание всем мелочам. В частности, силовые транзисторы необходимо закрепить на радиаторе. Причем использование термопасты приветствуется для передачи тепла от транзистора к радиатору. И рекомендуется ее время от времени менять, так как она имеет свойство высыхать. Передача тепла при этом ухудшается, есть вероятность, что полупроводники выйдут из строя. Кроме того, нужно сделать принудительное охлаждение. Для этой цели используются вытяжные кулеры. Диоды, служащие для выпрямления переменного тока, необходимо закрепить на алюминиевой пластине. Ее толщина должна быть 6 миллиметров.
В частности, силовые транзисторы необходимо закрепить на радиаторе. Причем использование термопасты приветствуется для передачи тепла от транзистора к радиатору. И рекомендуется ее время от времени менять, так как она имеет свойство высыхать. Передача тепла при этом ухудшается, есть вероятность, что полупроводники выйдут из строя. Кроме того, нужно сделать принудительное охлаждение. Для этой цели используются вытяжные кулеры. Диоды, служащие для выпрямления переменного тока, необходимо закрепить на алюминиевой пластине. Ее толщина должна быть 6 миллиметров.
Соединение выводов осуществляется при помощи неизолированного провода. Его сечение должно составлять 4 миллиметра. Обратите внимание на то, чтобы между проводами соединения было максимальное расстояние. Они не должны прикасаться друг другу, независимо от того, какое воздействие испытывает корпус сварочного аппарата. Дроссель необходимо закрепить на основании сварочного аппарата при помощи металлической пластины.
Причем последняя должна полностью повторять форму непосредственно дросселя. Чтобы уменьшить вибрацию, необходимо установить уплотнитель из резины между корпусом и дросселем. Силовые провода внутри устройства разводятся в разные стороны. В противном случае имеется вероятность того, что произойдет короткое замыкание. Необходимо установить вентилятор таким образом, чтобы он осуществлял обдув всех радиаторов единовременно. В противном случае, если не получается использовать один вентилятор, придется ставить несколько.
Чтобы уменьшить вибрацию, необходимо установить уплотнитель из резины между корпусом и дросселем. Силовые провода внутри устройства разводятся в разные стороны. В противном случае имеется вероятность того, что произойдет короткое замыкание. Необходимо установить вентилятор таким образом, чтобы он осуществлял обдув всех радиаторов единовременно. В противном случае, если не получается использовать один вентилятор, придется ставить несколько.
Но лучше заранее полностью рассчитать место установки всех элементов системы. Обратите внимание на то, что вторичная обмотка должна охлаждаться максимально эффективно. Как видите, не только радиаторы нуждаются в эффективном обдуве. На этой основе можно без затрат сделать аргонный сварочный аппарат. Но его конструкция потребует использования иных материалов.
Заключение
Теперь вы знаете о том, как сделать несколько типов сварочных аппаратов. Если у вас имеются навыки в конструировании радиоэлектронных средств, то лучше, конечно же, остановиться на инверторном сварочном аппарате. Вы потратите время, зато на выходе получите прекрасное устройство, которое не уступает даже дорогим японским аналогам. Причем обойдется его изготовление в сущие копейки.
Вы потратите время, зато на выходе получите прекрасное устройство, которое не уступает даже дорогим японским аналогам. Причем обойдется его изготовление в сущие копейки.
Но если имеется необходимость сделать сварочный аппарат, что называется, на скорую руку, то окажется проще соединить два трансформатора от микроволновых печей с измененными вторичными обмотками. Впоследствии весь агрегат можно усовершенствовать, добавив к нему электрический привод для подачи электродов. Также можно установить баллон, наполненный углекислым газом, чтобы в его среде осуществлять сварку металлов.
fb.ru
Как научиться варить электросваркой — самостоятельные уроки
Март 17, 2017
В повседневной жизни в собственном доме, на дачном участке или в гараже всегда найдется немало дел, требующих навыков сварщика. Этот навык особенно полезен при строительстве, которое производится собственными руками. В природе нет более надежного способа соединить две детали из металла, чем сварка. И обучиться этому мастерству вполне возможно самостоятельно и с пользой применять полученный навык. Сегодня разберемся, как научиться варить электросваркой и самостоятельно освоить азы этой специальности.
И обучиться этому мастерству вполне возможно самостоятельно и с пользой применять полученный навык. Сегодня разберемся, как научиться варить электросваркой и самостоятельно освоить азы этой специальности.
Основы сварки
Чтобы понять, как правильно варить электросваркой, предварительно нужно ознакомиться с теорией сварочного процесса.
Соединение металлических деталей в монолит при помощи сварки является на сегодняшний день самым надежным и прочным методом. Это достигается благодаря получению высокой температуры. Подавляющая часть аппаратов для сварки применяет для расплавления металлов электрическую дугу: это так называемая электродуговая сварка металлов. В месте воздействия она нагревает металл до температуры его плавления и делает это на ограниченной территории.
Появление электрической дуги происходит благодаря току – постоянному или переменному. Первый характерен для инверторных сварочных агрегатов, второй – для трансформаторов. Рассмотрим их подробнее.
- Трансформатор значительно затрудняет сварочный процесс. Из-за переменного тока сварная дуга постоянно скачет, процесс сварки довольно шумный. Еще один значительный минус подобных аппаратов заключается в сильном воздействии на электрическую сеть, в результате которого возникают скачки напряжения;
- Инвертор проще и тише в работе, питается от 220В. Из-за постоянного тока электродуга легче контролируется и перемещается. Если есть необходимость научиться варить электросваркой, то урок № 1 лучше взять на инверторном аппарате.
 Из-за переменного тока сварная дуга постоянно скачет, процесс сварки довольно шумный. Еще один значительный минус подобных аппаратов заключается в сильном воздействии на электрическую сеть, в результате которого возникают скачки напряжения;
Из-за переменного тока сварная дуга постоянно скачет, процесс сварки довольно шумный. Еще один значительный минус подобных аппаратов заключается в сильном воздействии на электрическую сеть, в результате которого возникают скачки напряжения;Образование электрической дуги становится возможным при наличии двух элементов, которые проводят ток и имеют противоположные заряды. При сварке это металл и электрод. Начинающему сварщику рационально использовать традиционный электрод с центральным элементом из металла.
Чтобы понять, как правильно варить металл, необходимо четко понимать происходящие процессы:
- Электрическая дуга появляется в момент соприкосновения металлической детали и электрода;
- В месте образования дуги свариваемый металл расплавляется;
- Вместе с металлом подвергается плавке сам электрод, его расплавленные частицы перемещаются в сварную ванну;
- Защитное покрытие, которым покрыт стержень электрода, также горит и образует газовое облако. Оно оберегает ванну от воздействия кислорода. Это обеспечивает поддержание в месте сварки температуры плавления металла;
- Поддержанию температуры способствует и образуемый при сварке шлак. Необходимо контролировать, что шлак ограждает сварную ванну;
- Шов при сварке образуется в момент движения электрода и перемещения ванны;
- Когда металла после сварки остывает, на нем остается шлаковая корка. Ее отбивают при помощи молотка.
 Оно оберегает ванну от воздействия кислорода. Это обеспечивает поддержание в месте сварки температуры плавления металла;
Оно оберегает ванну от воздействия кислорода. Это обеспечивает поддержание в месте сварки температуры плавления металла;Это теория сварочных работ. Понять, как правильно сваривать металл без опыта невозможно, поэтому обратимся к практике.
Готовим инструменты
Перед тем, как варить электросваркой, необходимо подготовить все инструменты и обмундирование для защиты:
- Сварочный аппарат и электроды к нему. Рекомендуем запастись достаточным количеством электродов для практики. Пословица «первый блин комом» в области обучения сварочной профессии работает без исключений;
- Защита: маска для сварки, защитная одежда и перчатки из плотных материалов. Пренебрегать защитой во время сварочных работ нельзя. Это вопрос здоровья и безопасности!
- Подсобные инструменты – молоток и щетка по металлу – для удаления сварного шлака;
- Объект для тренировок – металлические элементы;
- Ведро с водой. В прямом смысле на всякий пожарный случай.
 Пренебрегать защитой во время сварочных работ нельзя. Это вопрос здоровья и безопасности!
Пренебрегать защитой во время сварочных работ нельзя. Это вопрос здоровья и безопасности!Выбор электродов производится в соответствии с толщиной свариваемого металла, а выставление тока зависит от электрода. 1 мм электрода берет около 30-40 А, важно не превышать данные значения, иначе дуга будет не варить, а резать металл.
Приступим к сварке
Итак, разберемся пошагово, как варить металл электросваркой. Вероятно, для получения приемлемого результата, придется повторить этот алгоритм не один раз. Но научившись, Вы быстро освоитесь в роли сварщика и сможете выполнять довольно сложные операции.
В первую очередь помещаем электрод в специальный держатель. Теперь нужно зажечь дугу. Электрод нужно держать под углом примерно 70° к поверхности, такое положение является оптимальным.
Далее начинаем заваривать шов:
- Выставив угол между электродом и металлом, прочертите быструю линию, двигаясь около 10 см в секунду. При правильном положении появятся искры и треск – это верный признак.
- Оставив оптимальный угол наклона электрода, нужно им коснуться металла и тут же поднять электрод так, чтобы образовалась дорожка в 3-5 мм. Если все проделано верно, то дуга станет гореть и металл начнет плавиться.
- Нередки случаи, когда электрод прилипает к основе. В этом случае надо его слегка раскачать и оторвать, а далее опять разжечь дугу. Частое залипание электрода может говорить о чересчур малой силе тока. Попробуйте повысить ее и сравнить результаты.
- Как только зажигание дуги и ее удерживание в стабильном состоянии усвоены, можно приступить к наплавлению валика. Зажатая дуга плавно перемещается по сварному шву. При этом совершаются движения, которые как бы загребают расплавленный металл. Это достигается равномерными колебательными движениями с амплитудой около 2-3 мм. Чем размереннее движение, тем красивее получится заваренный шов. Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.
 Чем размереннее движение, тем красивее получится заваренный шов. Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.
Чем размереннее движение, тем красивее получится заваренный шов. Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.На первом этапе лучше всего тренироваться на толстом куске металла и пытаться вывести дугой различные дорожки – от простых размеренных движений с небольшой амплитудой до более сложных и узорчатых швов. Эти навыки пригодятся в последующей работе и позволят хорошо прочувствовать, как варить и какой угол наклона электрода лучше выбирать.
После окончания сварки необходимо дождаться пока металл остынет. Сварной шов будет закрыт шлаков. Чтобы он отлетел достаточно постучать по детали молотком или пройтись щеткой по железу.
Некоторые моменты сварочной работы
Конечно, сварка не заключается в выписывании на куске металла замысловатых узоров. Все вышеописанное – это только подготовка и обучение этому довольно непростому ремеслу.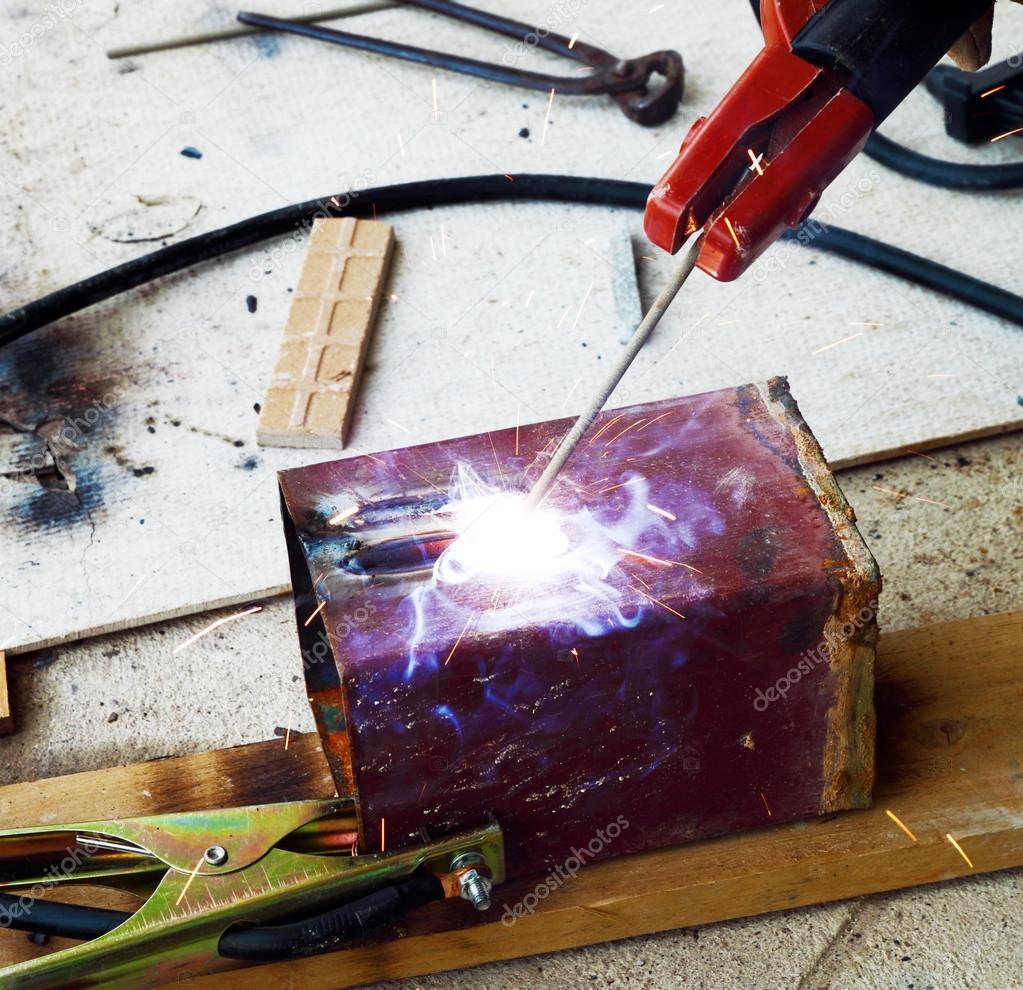 Основное назначение сварки заключается в надежном скреплении металлических элементов и к нему необходимо стремиться в своем обучении.
Основное назначение сварки заключается в надежном скреплении металлических элементов и к нему необходимо стремиться в своем обучении.
Сварка металлических элементов имеет множество нюансов, знакомство и понимание которых придет с опытом. Но есть некоторые теоретические моменты, знать которые необходимо до практики:
- Соединять две детали сразу сплошным и длинным швом неверно. В большинстве случаев это перекашивает металл, так как шов начинает стягивать элементы;
- Перед выполнением основного шва необходимо прихватить детали друг к другу. Для этого выполняются маленькие точечные швы на стыках двух деталей в шагом 8-25 см в зависимости от размеров скрепляемых элементов.
- Скрепляющие швы лучше исполнять с обеих сторон сварочной поверхности, так минимизируется возможное напряжение металла.
- После выполнения прихватов делается основной шов.
Подведем итоги
Сварочная работа требует особых знаний, навыков и специального оборудования. Обратим внимание, что это довольно сложный и опасный процесс, требующий строго соблюдения техники безопасности.
Обратим внимание, что это довольно сложный и опасный процесс, требующий строго соблюдения техники безопасности.
Навыки сварщика требуют определенного времени и практики. Нет ничего зазорного в тренировке на куске ненужного металла. Это позволяет набить руку и понять суть сварочного процесса.
Прежде чем приступить к сварке деталей, следует отточить владение сварочным аппаратом и умение наваривать швы на заготовках и затем перейти к более сложным элементам.
electrod.biz
Как рассчитать и собрать сварочный аппарат своими руками
Работа по хозяйству всегда требует наличия определенного набора инструментов, приспособлений, а также разнообразного оборудования. Особенно остро это ощущают владельцы частных домов и занимающиеся различными видами ремонта в собственных мастерских и гаражах. Приобретение дорогостоящего оборудования не всегда оправдано, так как его использование не будет постоянным, а вот собрать сварочный аппарат своими руками вполне по силам каждому умельцу.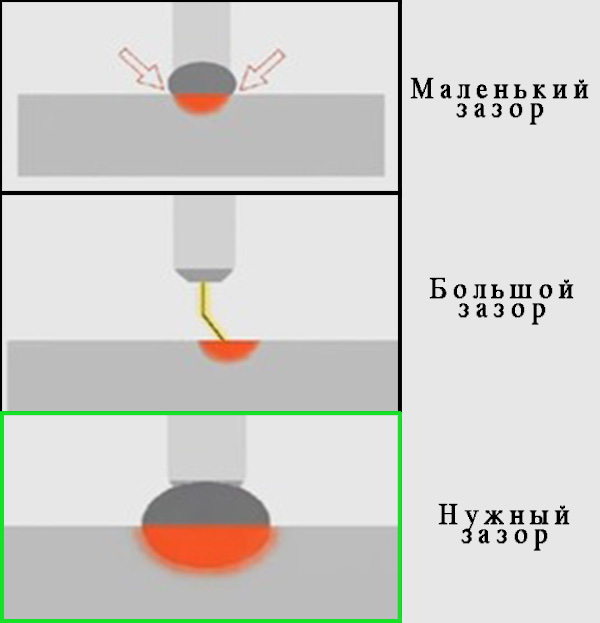
Перед началом процесса необходимо определиться с мощностью устройства, ведь от этого будут зависеть его габариты и возможности. Для ознакомления с процедурой сборки можно просмотреть соответствующее видео, где показано, как можно сделать своими руками практичный сварочный аппарат. Его изготовление потребует некоторой теоретической подготовки, а также опыта электромеханических работ. Сборка электроаппарата в домашних условиях производится по предварительным расчетам, учитывающим как входные, так и выходные параметры устройства.
Этот электрический аппарат пригодится не только сварщикам, выполняющим в домашних условиях или в гараже некоторые работы, но и обычным умельцам, использующим сварочный прибор для сооружения разнообразных приспособлений.
Особенности самодельных трансформаторов
Самостоятельно собранные устройства отличаются от заводской техники техническим исполнением. Сварка своими руками изготавливается из доступных элементов и узлов, для чего используется схема сварочного трансформатора. При точном соблюдении параметров комплектующих деталей электроаппарат прослужит надежно на протяжении многих лет. Перед тем как делать сварочное трансформаторное устройство своими руками, необходимо определиться с имеющимися в наличии комплектующими узлами. Основой служит трансформатор, состоящий из магнитопровода, а также первичной и вторичной обмоток. Его можно приобрести отдельно, приспособить уже имеющийся или же изготовить самостоятельно. Чтобы сделать своими руками сварной электроаппарат, к разнообразию средств из подручных материалов прибавится трансформаторное железо и провод для обмоток. Изготовленный трансформатор должен иметь возможность подключения к бытовой электросети 220 В и иметь на выходе напряжение порядка 60-65 В для сваривания толстых металлов.
При точном соблюдении параметров комплектующих деталей электроаппарат прослужит надежно на протяжении многих лет. Перед тем как делать сварочное трансформаторное устройство своими руками, необходимо определиться с имеющимися в наличии комплектующими узлами. Основой служит трансформатор, состоящий из магнитопровода, а также первичной и вторичной обмоток. Его можно приобрести отдельно, приспособить уже имеющийся или же изготовить самостоятельно. Чтобы сделать своими руками сварной электроаппарат, к разнообразию средств из подручных материалов прибавится трансформаторное железо и провод для обмоток. Изготовленный трансформатор должен иметь возможность подключения к бытовой электросети 220 В и иметь на выходе напряжение порядка 60-65 В для сваривания толстых металлов.
Особенности самодельных выпрямителей
Собственноручно изготовленные выпрямители позволяют выполнять сварку тонколистового металла с высоким качеством шовных соединений.
Схема сварочного аппарата, использующего выпрямление электрического тока весьма проста. Она содержит трансформатор, к которому подключен выпрямительный блок, а также дроссель. Данная простейшая конструкция обеспечивает устойчивое горение сварной электродуги. В качестве дросселя применяется катушка из намотанных на сердечник медных проводов. Выпрямляющее устройство подключается непосредственно к выводам понижающей трансформаторной обмотки.
Она содержит трансформатор, к которому подключен выпрямительный блок, а также дроссель. Данная простейшая конструкция обеспечивает устойчивое горение сварной электродуги. В качестве дросселя применяется катушка из намотанных на сердечник медных проводов. Выпрямляющее устройство подключается непосредственно к выводам понижающей трансформаторной обмотки.
В зависимости от целей, самостоятельно можно соорудить мини сварной электроаппарат. Он прекрасно справится с металлами небольшой толщины, не требующих использования больших токов при соединении. Из сварного электроаппарата можно сделать споттер, что значительно расширит возможности его применения.
Как сделать сварочный аппарат
Устройство для электросварки, изготовленное собственноручно, предназначено для выполнения мелких работ по дому, хозяйству или же в гараже. На первом этапе выполняются необходимые расчеты и подготавливаются сборочные детали и узлы.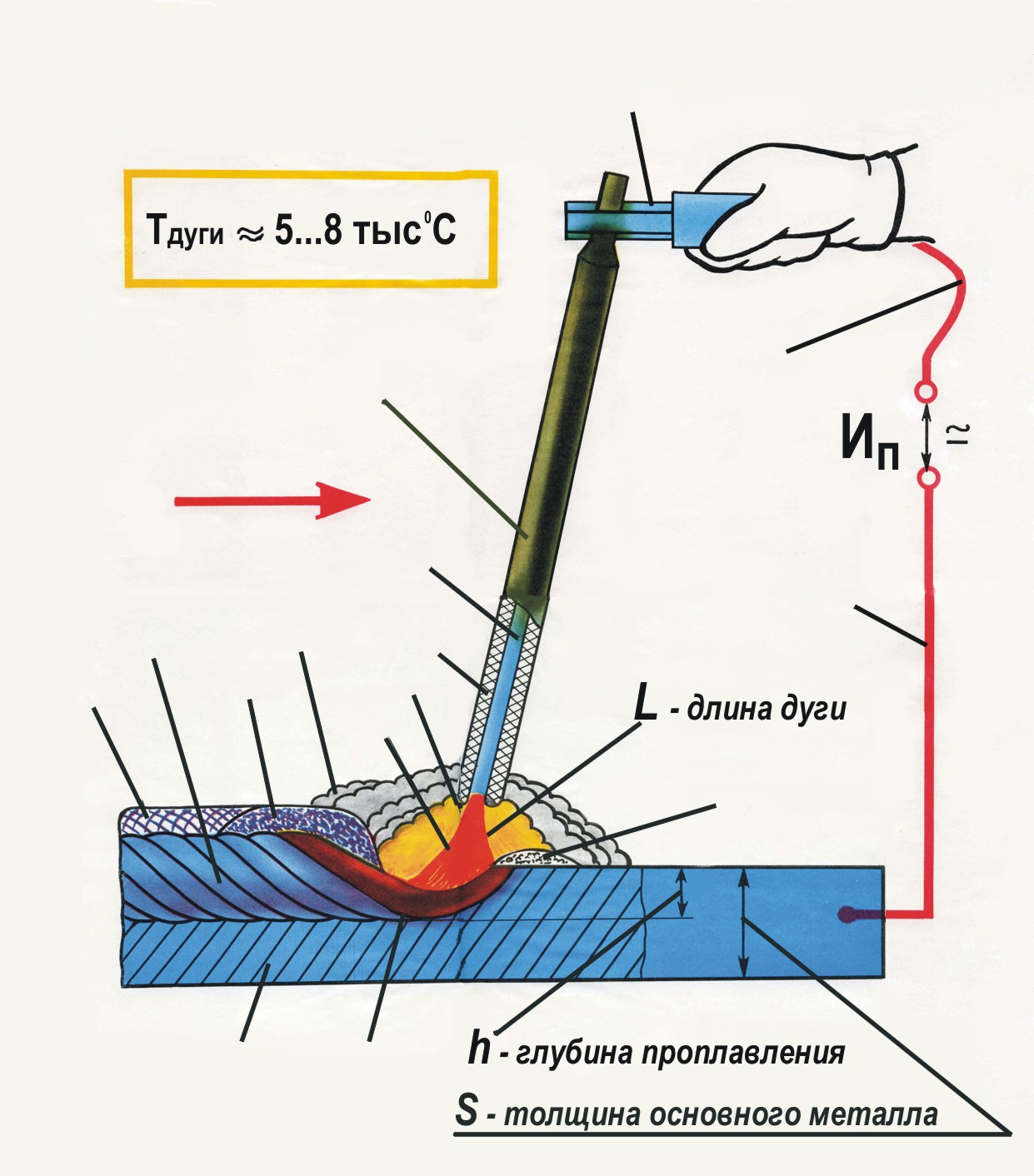 Чтобы собрать сварочный трансформатор своими руками желательно заранее определиться с местом сборки устройства. Это позволит упорядочить процесс изготовления. Рядом с ним складываются компоновочные узлы, позволяющие собрать своими руками простейший электросварочный аппарат. Помимо основного преобразователя напряжения, понадобится дроссель, который можно использовать от элементов люминесцентного светильника. При отсутствии готового элемента он изготавливается самостоятельно из магнитопровода от мощного пускателя и провода из медных жил сечением порядка 1 мм кв. Собственноручно сделанный сварочный электроаппарат будет отличаться от своих собратьев не только видом, но и характеристиками. Чтобы определиться, как его сделать, ознакомьтесь с похожими приспособлениями на фото или же видео.
Чтобы собрать сварочный трансформатор своими руками желательно заранее определиться с местом сборки устройства. Это позволит упорядочить процесс изготовления. Рядом с ним складываются компоновочные узлы, позволяющие собрать своими руками простейший электросварочный аппарат. Помимо основного преобразователя напряжения, понадобится дроссель, который можно использовать от элементов люминесцентного светильника. При отсутствии готового элемента он изготавливается самостоятельно из магнитопровода от мощного пускателя и провода из медных жил сечением порядка 1 мм кв. Собственноручно сделанный сварочный электроаппарат будет отличаться от своих собратьев не только видом, но и характеристиками. Чтобы определиться, как его сделать, ознакомьтесь с похожими приспособлениями на фото или же видео.
Расчет сварочного трансформатора
Электросварочные самодельные приспособления выполнены по простейшей схеме, которая не предусматривает использование дополнительных узлов. От необходимого значения сварного электротока будет зависеть мощность собираемого электроаппарата. Сварка на даче электрическим устройством, собранным своими руками, будет напрямую зависеть от технических характеристик собственного изделия.
Сварка на даче электрическим устройством, собранным своими руками, будет напрямую зависеть от технических характеристик собственного изделия.
Делая расчет мощности на сварку, берут силу требуемого сварного тока и умножают это значение на 25. Полученная величина при умножении на 0,015 покажет необходимый диаметр сечения магнитопровода под сварку. Перед тем как делать расчеты для обмоток придется вспомнить и другие математические действия. Чтобы получить сечение обмотки высшего напряжения величина мощности делится на две тысячи, после чего умножается на 1,13. Методика расчетов для первичной и вторичной обмоток отличается.
Для получения обмоточных значений низшего напряжения трансформатора придется потратить немного больше времени. Величина сечения вторичной обмотки зависит от плотности сварного электротока. Для значений 200 А это будет 6 А/мм кв., при цифрах 110-150 А – до 8, а до 100 А – 10. При определении сечения низшей обмотки сила сварного электротока делится на плотность, после чего умножается на 1,13.
Вычисление количества витков производится делением площади сечения трансформаторного магнитопровода на 50. Помимо этого, на конечный результат сварки будет влиять величина выходного напряжения. Он влияет на характеристику процесса и может быть возрастающей по току, полого- или крутопадающей. Это влияет на колебания электродуги во время работы, при которых важным значением являются минимальные токовые изменения при работе в домашних условиях.
Схема сварочного трансформатора
На приведенном ниже рисунке показана схема сварочного трансформатора простейшего вида.
Можно найти электросхемы, которые будут дополнены устройствами для выпрямления и прочими элементами для усовершенствования сварного электроаппарата. Однако основным компонентом все же является обычный трансформатор. Схема включения подсоединения его проводов довольно проста. Подключение сварного устройства выполняется через коммутационный электроаппарат и предохранители к бытовой электросети 220 В. Использование электрозащитных аппаратов обязательно, так как это защитит сеть от перегрузок при аварийных режимах.
Использование электрозащитных аппаратов обязательно, так как это защитит сеть от перегрузок при аварийных режимах.
а – сетевая обмотка на двух сторонах сердечника;б – соответствующая ей вторичная (сварочная) обмотка, включённая встречно-параллельно;в – сетевая обмотка на одной стороне сердечника;г – соответствующая ей вторичная обмотка, включенная последовательно.
Определение параметров
Чтобы изготовить электрический сварочный аппарат, необходимо понимать принцип действия. Он преобразует величину входного напряжения (220 В) в пониженное (до 60-80 В). При этом процессе невысокая сила электротока в первичной обмотке (около 1,5 А) возрастает во вторичной (до 200 А). Данная прямая зависимость работы трансформаторов именуется вольтамперной характеристикой понижающего типа. От этих показателей зависит работа устройства. На ее основании проводятся вычисления, и определяется конструкция будущего аппарата.
Номинальный режим работы
Перед тем как сделать сварку, необходимо определить ее будущий номинальный режим использования. Он показывает, которое время приспособления для сварочных работ, изготовленные своими руками, могут непрерывно варить и сколько должны остывать. Этот показатель именуется еще продолжительностью включения. Для самодельных электроаппаратов он расположен в районе 30 %. Это значит, что из 10 минут он способен непрерывно работать 3, а отдыхать 7 минут.
Он показывает, которое время приспособления для сварочных работ, изготовленные своими руками, могут непрерывно варить и сколько должны остывать. Этот показатель именуется еще продолжительностью включения. Для самодельных электроаппаратов он расположен в районе 30 %. Это значит, что из 10 минут он способен непрерывно работать 3, а отдыхать 7 минут.
Номинальное рабочее напряжение
Работа трансформаторного сварного устройства основана на понижении входной величины напряжения до рабочей номинальной. При изготовлении сварочного аппарата можно сделать любое значение выходных параметров (30-80 В), что прямо влияет на диапазон рабочих электротоков. В отличие от электросети питания напряжением 220 В, выходное значение может составлять и порядка 1,5-2 Вольта в изделиях для точечной электросварки. Это обусловлено необходимостью получения высокого уровня тока.
Напряжение сети и количество фаз
Действующая схема подключения сварочного трансформатора самодельного типа рассчитывается на подключение к бытовой однофазной электросети. Для мощных сварных устройств используется промышленная сеть с тремя фазами на 380 В. От величины этого входного параметра и выполняются остальные вычисления. Изготовленная своими руками мини сварка использует включение в домашнюю электросеть и не требует больших питающих величин напряжения.
Для мощных сварных устройств используется промышленная сеть с тремя фазами на 380 В. От величины этого входного параметра и выполняются остальные вычисления. Изготовленная своими руками мини сварка использует включение в домашнюю электросеть и не требует больших питающих величин напряжения.
Напряжение холостого хода
Бытовой сварочник, собранный своими руками, должен иметь величину напряжения х/х, достаточную для розжига электродуги. Чем больше это значение, тем легче она будет появляться. Изготовление аппарата должно соответствовать действующим нормам безопасности, которые ограничивают выходное напряжение до максимальных 80 В.
Номинальный сварочный ток трансформатора
Перед тем как самому сделать электросварочный аппарат, необходимо определиться с размером номинального тока. От него будет зависеть возможность выполнения самих работ на металлах разнообразной толщины. При бытовой электросварке вполне достаточно значения в 200 А, что позволяет сделать вполне работоспособный аппарат. Превышение данного показателя потребует увеличения мощности электротрансформатора, что сказывается как на росте его габаритов, так и весе.
Превышение данного показателя потребует увеличения мощности электротрансформатора, что сказывается как на росте его габаритов, так и весе.
Процесс сборки
Изготовление самодельного сварочного электроаппарата начинается с выполнения необходимых расчетов. Во внимание принимаются величины входного и выходного напряжения, а также требуемая величина электротока. От этого напрямую зависит размер устройства и количество необходимых материалов. Электросварочный аппарат, как и другое оборудование сделать своими руками не очень сложно. При правильном расчете и использовании качественных комплектующих он сможет надежно прослужить десятки лет. Для основы используется провод с медными жилами, а также сердечник из магнитопроницаемого железа. Остальные компоненты не столь существенны и могут подбираться из тех, что возможно легко достать.
С чего начать подготовительный этап
После выполнения расчетной части заготавливаются материалы, и оснащается рабочее место под сборку конструкции. Чтобы соорудить самодельный сварочный аппарат потребуются провода на первичную, а также вторичную обмотку, для сердечника – подходящее трансформаторное железо, изолирующие материалы (лакоткань, текстолит, стеклолента, электрокартон). Кроме того, следует заранее позаботиться о намоточном станке для изготовления обмоток, металлических элементах для каркаса и коммутационном электроаппарате. В процессе сборки понадобится комплект обычного слесарного инструмента. Рабочее место выбирайте попросторнее, чтобы свободно наматывать катушки и заниматься сборочным процессом.
Чтобы соорудить самодельный сварочный аппарат потребуются провода на первичную, а также вторичную обмотку, для сердечника – подходящее трансформаторное железо, изолирующие материалы (лакоткань, текстолит, стеклолента, электрокартон). Кроме того, следует заранее позаботиться о намоточном станке для изготовления обмоток, металлических элементах для каркаса и коммутационном электроаппарате. В процессе сборки понадобится комплект обычного слесарного инструмента. Рабочее место выбирайте попросторнее, чтобы свободно наматывать катушки и заниматься сборочным процессом.
Сборка конструкции
Выполнив подготовительные мероприятия, приступают непосредственно к изготовлению электроаппарата. Самодельная электросварка требует при сборке достаточно много времени. Она не столь тяжелая, сколько длительная и кропотливая, требующая точного соблюдения расчетных значений. Процедура начинается с изготовления каркаса для обмоток. Для этого используются текстолитовые пластины небольшой толщины. Внутренняя часть коробов должна подходить для трансформаторного сердечника с небольшим зазором.
Внутренняя часть коробов должна подходить для трансформаторного сердечника с небольшим зазором.
После сборки двух каркасов необходимо выполнить их изолировку для защиты электропровода. Это делают с помощью любого электроизоляционного материала термостойкого типа (лакоткань, стеклолента или же электрокартон).
На полученные каркасы наматывается провод, имеющий термостойкую изоляцию. Это защитит изделие от возможного пробоя при перегреве в работе. Необходимо точно считать количество витков, чтобы не получилась разница с расчетными значениями. Каждый намотанный слой обязательно изолируется от последующего. Между первичной, а также слоем вторичной обмотки укладывается усиленная изоляция. Не забывайте выполнять необходимые отводы на необходимых количествах витках. После окончания намотки выполняется наружная изолировка.
На следующем этапе намотанные обмотки насаживаются на трансформаторный сердечник, выполняется его шихтовка (сборка единой конструкции). При этом нежелательно при монтаже сверлить листы трансформаторного железа. Металлические пластины соединяются в шахматном порядке и хорошо стягиваются. Собрать простой сварной аппарат П-образного типа своими руками не составляет особой сложности. По окончании сборочной процедуры проверяется целостность обмоток на предмет их возможного повреждения. Финишным этапом является сборка корпуса и подсоединение коммутационного электроаппарата. К дополнительному оснащению относится выпрямительный блок, а также регулятор электротока.
Металлические пластины соединяются в шахматном порядке и хорошо стягиваются. Собрать простой сварной аппарат П-образного типа своими руками не составляет особой сложности. По окончании сборочной процедуры проверяется целостность обмоток на предмет их возможного повреждения. Финишным этапом является сборка корпуса и подсоединение коммутационного электроаппарата. К дополнительному оснащению относится выпрямительный блок, а также регулятор электротока.
Внимательно относитесь ко всем процессам, начиная от расчетов и заканчивая сборкой самодельной сварки. От этого будут зависеть конечные параметры изготовленного устройства.
oxmetall.ru
Простейшие способы сварки: как научиться сваривать металл самостоятельно. Инструкции начинающим
Профессия: «Электросварщик ручной дуговой сварки»
Рабочий — сварщикЭлектросварщик
Сварочные работы используются практически во всех отраслях промышленности. Сложно назвать какой-либо сегмент производства, где не требовался бы труд сварщика. В качестве профессии электросварка для начинающих предоставляет возможность получения перспективной работы. Сварщики работают на стройплощадках, создавая системы различных коммуникаций и конструкций, в промышленности, применяя свои навыки и опыт, в кораблестроении, машиностроении, энергетике, сельском хозяйстве, нефтеперерабатывающей промышленности.
Сложно назвать какой-либо сегмент производства, где не требовался бы труд сварщика. В качестве профессии электросварка для начинающих предоставляет возможность получения перспективной работы. Сварщики работают на стройплощадках, создавая системы различных коммуникаций и конструкций, в промышленности, применяя свои навыки и опыт, в кораблестроении, машиностроении, энергетике, сельском хозяйстве, нефтеперерабатывающей промышленности.
В первую очередь сварщик в совершенстве должен владеть сварочным оборудованием. При этом от него, как специалиста, требуется доскональное знание принципов его действия, подготовки оборудования к работе и выявления возможных неисправностей. Сварщик должен владеть технологией проведения сварочных работ от подготовки соединяемых поверхностей до зачистки сварного шва.
Специалист, выполняющий сварочные работы, должен знать, как правильно сваривать электросваркой, определить оптимальный режим для сварки различных материалов, выставить значение тока. Сложность работы газоэлектросварщика также заключается в том, что в процессе проведения сварочных работ изменение режима сварки может отрицательно влиять на их качество, поэтому крайне важно с самого начала правильно определить скорость сварки. Квалифицированные сварщики выполняют ручную дуговую сварку, современную плазменную и могут создавать довольно сложные металлоконструкции и трубопроводы. Сварщик должен знать, как обращаться с разными видами металлов: сплавами, сталями, цветными металлами (в том числе с ограниченной свариваемостью).
Сложность работы газоэлектросварщика также заключается в том, что в процессе проведения сварочных работ изменение режима сварки может отрицательно влиять на их качество, поэтому крайне важно с самого начала правильно определить скорость сварки. Квалифицированные сварщики выполняют ручную дуговую сварку, современную плазменную и могут создавать довольно сложные металлоконструкции и трубопроводы. Сварщик должен знать, как обращаться с разными видами металлов: сплавами, сталями, цветными металлами (в том числе с ограниченной свариваемостью).
Как научиться варить электросваркойПрофессии сварщика обучают в колледжах, профессионально-технических училищах, курсах. Обучение проводится три года на базе девятых и два года на базе одиннадцатых классов.
Обучение проводится три года на базе девятых и два года на базе одиннадцатых классов.
Если же вы не собираетесь работать сварщиком, но хотите узнать, как научиться работать электросваркой, чтобы самому, при необходимости, уметь что-либо заварить, можете воспользоваться советами этой статьи, или литературой из серии «Электросварка самоучитель». Конечно при этом вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное — понять как правильно пользоваться электросваркой, изучить основы электросварки, научиться основным приемам работы.
Азы электросварки
Прежде всего, надо приобрести сварочный аппарат и электроды, которыми надо запастись в приличном количестве, так как в процессе обучения, их много придется испортить, прежде чем вы добьетесь первого положительного результата. Электроды для сварки своими руками выбирайте диаметром 3 мм. Для обучения в домашних условиях они самые подходящие, так как более тонкие подходят для очень тонкого металла, варить который могут только опытные сварщики, а более толстые сильно нагружают электросеть.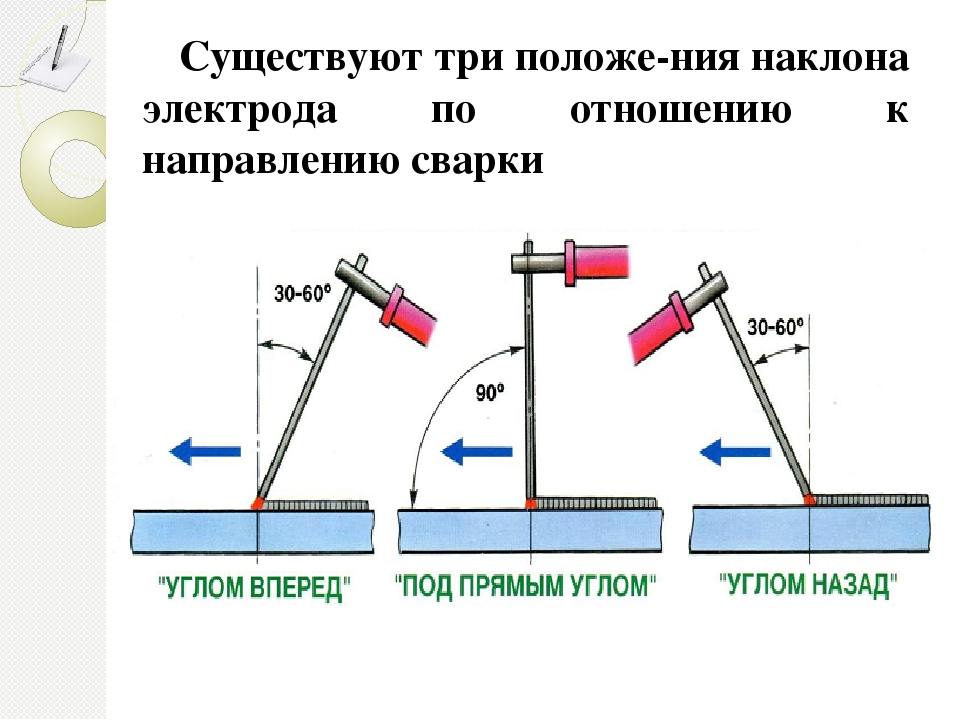 Электросварка своими руками
Электросварка своими руками
Ручная дуговая сварка для начинающих — нелегкое, но вполне осуществимое дело, хотя и требует большой усидчивости. Нужно только побольше практиковаться. А процесс обучения лучше проводить под присмотром профессионалов, которые могут помочь советом и исправить ошибки.
Чтобы понять, как правильно варить металл, воспользуйтесь каким-нибудь ненужным металлическим куском. Заранее поставьте рядом ведро воды. Ни в коем случае не выполняйте работу на деревянном верстаке. Соблюдайте осторожность, так как даже маленькие остатки уже использованного электрода могут вызвать пожар.
Надежно прикрепите зажим «заземления» к детали. Кабель должен быть хорошо изолирован и заправлен в держатель. После этого можете выставить значение мощности тока на сварочном аппарате. Оно должно соответствовать диаметру электрода.
Сварной шов разные пространственные положенияПространственные положения сварного шва
Теперь можно попробовать зажечь дугу. Для этого установите электрод под углом около 60 градусов по отношению к заготовке. Очень медленно проведите по поверхности электродом. После появления искр прикоснитесь электродом к заготовке и приподнимите его так, чтобы зазор не превышал 5 миллиметров. Если все сделано правильно, то зажжется дуга. Такой зазор нужно поддерживать на протяжении всего времени работы. Учтите, что электрод будет выгорать. Перемещать его надо медленно. Если произойдёт залипание электрода, то качните им в сторону. Если дуга длиной 2 — 3 миллиметра не зажигается, то необходимо увеличить силу тока на сварочном аппарате. Старайтесь получить устойчивую дугу длиной 3 — 5 миллиметров между деталью и концом электрода.
Очень медленно проведите по поверхности электродом. После появления искр прикоснитесь электродом к заготовке и приподнимите его так, чтобы зазор не превышал 5 миллиметров. Если все сделано правильно, то зажжется дуга. Такой зазор нужно поддерживать на протяжении всего времени работы. Учтите, что электрод будет выгорать. Перемещать его надо медленно. Если произойдёт залипание электрода, то качните им в сторону. Если дуга длиной 2 — 3 миллиметра не зажигается, то необходимо увеличить силу тока на сварочном аппарате. Старайтесь получить устойчивую дугу длиной 3 — 5 миллиметров между деталью и концом электрода.
Если у вас все получилось с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения (подробнее смотрите ниже). Расплавленный металл как бы «подгребайте» к центру дуги. В итоге должен получиться красивый шов, имеющий маленькие волны из наплавленного металла.
Технология ручной дуговой сварки
Для образования и удержания электрической дуги к свариваемому изделию и электроду от источника питания поступает сварочный ток (постоянный или переменный).
электросварка своими рукамиСхема движения электрода
При подсоединении положительного полюса источника питания (анода) к изделию, производится ручная дуговая сварка прямой полярности. Если к изделию подключен отрицательный полюс, то выполняется сварка обратной полярности. Под действием дуги металлический стержень электрода (так называемый электродный металл), его покрытие и материал изделия (основной металл) расплавляются. Электродный металл, теперь представляющий собой отдельные капли, покрытые шлаком, поступает в сварочную ванну, в которой смешивается с основным металлом, при этом расплавленный шлак выходит на поверхность.
Величина сварочной ванны зависит от пространственного положения и режимов сварки, конструкции сварного соединения, скорости перемещения дуги на поверхности изделия, размеров и формы разделки соединяемых кромок и т. д. Она обычно колеблется в следующих пределах: ширина 8 — 15 мм, глубина до 6 мм, длина 10 — 30 мм.
д. Она обычно колеблется в следующих пределах: ширина 8 — 15 мм, глубина до 6 мм, длина 10 — 30 мм.
Длиной дуги называется расстояние от одного активного пятна на поверхности сварочной ванны до другого на расплавленной поверхности электрода. При плавлении покрытия электрода над сварочной ванной и около дуги образуется газовая атмосфера, вытесняющая воздух из сварочной зоны сварки и предотвращающая его взаимодействие с расплавленным металлом. В ней также находятся пары легирующих элементов электродного и основного металлов.
Покрывающий поверхность сварочной ванны и капель расплавленного электродного металла, шлак препятствует их взаимодействию с атмосферным воздухом и способствует очищению от примесей расплавленного металла.
При постепенном удалении дуги металл в сварочной ванне кристаллизуется, образуя шов, соединяющий свариваемые детали. На его поверхности образуется слой застывшего шлака.
Техника ручной дуговой сваркиЗалогом качественной сварки является правильное поддержание и перемещение электрической дуги. При слишком длинной дуге происходит окисление и азотирование расплавленного металла, разбрызгивание его капель и создание пористой структуры шва.
Ровный, красивый и качественный шов получается только при правильном размере дуги и ее равномерном перемещении. Оно может происходить по трем основным направлениям.
как научиться работать электросваркойСхема внахлест
Поступательное перемещение сварочной дуги происходит вдоль оси электрода. С помощью этого движения можно поддерживать необходимую длину дуги, зависящую от скорости плавления электрода. Его длина уменьшается по мере плавления одновременно с увеличением расстояния между ним и сварочной ванной. Чтобы этого не происходило, электрод надо перемещать вдоль оси, тем самым поддерживая постоянную длину дуги. При этом очень важно поддерживать синхронность укорочения электрода с его перемещением в сторону сварочной ванны.
Как научиться варить электросваркойПотолочный шов
Продольное перемещение электрода по оси свариваемого шва способствует формированию так называемого ниточного сварочного валика, толщина которого находится в зависимости от диаметра электрода и скорости его передвижения.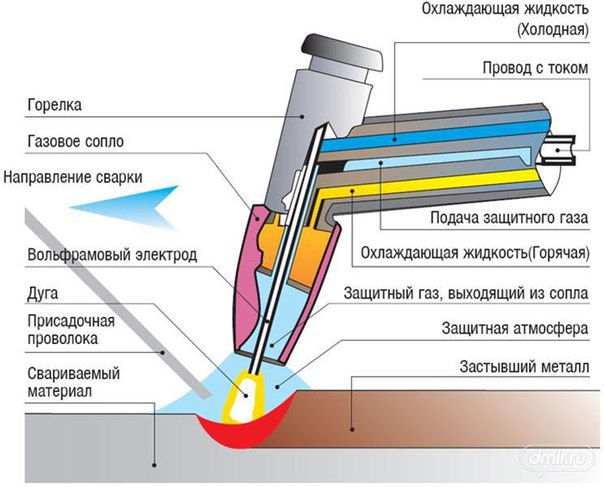 Как правило, ширина ниточного сварочного валика 2 — 3 мм превышает диаметр электрода. Строго говоря, это уже и есть сварочный шов, только очень узкий. Чтобы создать прочное сварочное соединение одного этого шва будет недостаточно. Поэтому, при перемещении электрода вдоль направления оси сварочного шва необходимо выполнять еще одно движение, с направлением поперек сварочного шва.
Как правило, ширина ниточного сварочного валика 2 — 3 мм превышает диаметр электрода. Строго говоря, это уже и есть сварочный шов, только очень узкий. Чтобы создать прочное сварочное соединение одного этого шва будет недостаточно. Поэтому, при перемещении электрода вдоль направления оси сварочного шва необходимо выполнять еще одно движение, с направлением поперек сварочного шва.
как правильно варить металлТавровый шов с односторонней разделкой
Применение поперечного движения электрода позволяет получить требуемую ширину шва. Его выполняют колебательными возвратно-поступательными движениями. Ширина таких поперечных колебаний электрода для каждого конкретного случая определяется индивидуально, и сильно зависит от положения и размера шва, свойств свариваемых материалов, формы разделки и требований, которые предъявляются к сварному соединению. Как правило, ширина шва колеблется в пределах от 1,5 до 5,0 диаметров электрода.
пособие по электросваркеСварка с опиранием электрода
В результате все три движения, накладываясь друг на друга, создают достаточно сложную траекторию движения электрода. На практике у каждого опытного мастера есть свои навыки выбора траектории перемещения электрода. Классические траектории движения электрода, выполняемые при ручной дуговой сварке, представлены ниже на рисунках. Но в любом случае, траектория перемещения дуги должна выбираться так, чтобы кромки соединяемых деталей проплавлялись, образуя необходимое количество наплавленного металла и заданную форму шва.
На практике у каждого опытного мастера есть свои навыки выбора траектории перемещения электрода. Классические траектории движения электрода, выполняемые при ручной дуговой сварке, представлены ниже на рисунках. Но в любом случае, траектория перемещения дуги должна выбираться так, чтобы кромки соединяемых деталей проплавлялись, образуя необходимое количество наплавленного металла и заданную форму шва.
технология ручной дуговой сварки — сварные швыНижние многослойные швы
В процессе выполнения электродуговой сварки металлов электрод может выгорать почти полностью — остается только небольшой кусочек стержня в зажиме держателя. Если к этому моменту шов не удается закончить, то сварку следует временно прекратить. После замены электрода надо удалить шлак и снова возобновить сварку.
Техника сварки вертивальных швовСхема движения электрода при выполнение вертикальных швов
Чтобы завершить оборванный шов, дугу зажигают на расстоянии 12 миллиметров от углубления, которое образовалось на конце шва и называется кратером. Для этого электрод возвращают к кратеру с целью образования сплава нового и старого электродов, а потом снова начинают его перемещать по первоначально выбранной траектории.
Для этого электрод возвращают к кратеру с целью образования сплава нового и старого электродов, а потом снова начинают его перемещать по первоначально выбранной траектории.
как правильно пользоваться электросваркойГоризонтальный шов на вертикальной плоскости
Преимущества ручной дуговой сварки:
возможность выполнения работ в местах с ограниченным доступом;возможность сварки различных видов сталей благодаря очень широкому выбору выпускаемых типов электродов;возможность сравнительно быстрого перехода от одного соединяемого материала к другому;возможность проведения сварки из любых пространственных положений;простота и достаточно легкая транспортабельность сварочного оборудования.К недостаткам электродуговой сварки металлов можно отнести:
вредные условия процесса выполнения сварки;низкие производительность и КПД в сравнении с другими видами сварки;зависимость качества соединений от квалификации сварщика.
Как сваривать металл: пошаговая инструкция
Самый распространенный способ сварки металла – это плавление. При таком способе металлические детали ставят друг к другу впритык, оставляя небольшой зазор. При помощи специального источника тепла кромки деталей расплавляют и соединяют.
При таком способе металлические детали ставят друг к другу впритык, оставляя небольшой зазор. При помощи специального источника тепла кромки деталей расплавляют и соединяют.
Инструкция1Если разогревали только детали, то на месте стыка деталей образуется шов, который состоит лишь из того металла, из которого изготовлены детали. Если же между деталями ввели дополнительный металл, то соединительный шов получается из основного и дополнительного металла. Чаще всего используется второй вариант. Сварка происходит при температуре от 2000 градусов. Сварку плавлением осуществляют электродуговым, газовым, электроннолучевым и электрошлаковым способом. Самые распространенные – электродуговая сварка и газовая сварка.
2Тепло, используемое при электродуговой сварке, производится электрическим разрядом в газах. Температура при таком разряде достигает 30 000 градусов. Чтобы зажечь дугу используют напряжение, которое возникает в электроде и самой металлической детали. Сам электрод может участвовать в образовании шва (если в качестве электрода используется сварочная проволока), а может быть и неплавящимся (если электрод графитовый, угольный или вольфрамовый).
3Так как при такой сварке металл образует на поверхности соединения с азотом и кислородом, что может привести к снижению прочности соединения, электрод покрывают специальными веществами, и насыпают вокруг электрода флюс, расплавляясь, спец. вещества и флюс образуют газовую пелену, которая изолирует соединение от воздуха. Для этих же целей используют струю газа, которая подается через специальное сопло. Эти газы успешно изолируют плавящийся металл.
4Для газовой сварки используют тепло сгорающих в кислороде газов, чаще всего ацетилена, который дает температуру до 3200 градусов. Сваривать при помощи ацетиленовой горелки можно металлические детали толщиной до 6 мм.
Как научиться сваривать металл. Советы для начинающих.
Автор этой статьи — сварщик самоучка. Поэтому профессионалов прошу отнестись к данной статье весьма скептически. С другой стороны, тем, кто только начинает пробовать себя в электросварке, постараюсь показать, что ничего страшного в том, чтобы научиться дуговой сварке, нет. Не боги горшки обжигают. Лучший учитель — практика, практика и практика. Сварка — это соединение деталей путем расплавления материала самих соединяемых деталей. Как правило с добавлением дополнительного однородного материала .
Не боги горшки обжигают. Лучший учитель — практика, практика и практика. Сварка — это соединение деталей путем расплавления материала самих соединяемых деталей. Как правило с добавлением дополнительного однородного материала .
Оборудование — сварочный трансформатор, вырямитель или инвертор. К счастью, сейчас в продаже их превеликое множество. Делать ли самому самодельный сварочный аппарат — решать каждому. На мой взгляд — не стоит. Научитесь варить — он в 99% случаев перестанет вас удовлетворять, вы все равно придете к необходимости купить нормальную технику. Советую купить его сразу. Надо сказать, что однажды научившись сваривать металл, вы сможете решать огромное количество проблем, возникающих у дачника в процессе освоения вверенного ему участка.
Какой сварочный аппарат покупать? Для начинающих лучше всего подойдет тот сварочный аппарат, что имеет плавную регулировку сварочного тока. Дело в том, что для зажигания и поддержания сварочной дуги большое значение имеет сила тока в электроде. А поскольку и электроды разных производителей разные (согласно допускам их ТУ) и влажность флюса на электроде может быть разной, и масса свариваемых деталей разная, и диаметр электродов разный, то лучше иметь возможность плавно подбирать сварочный ток для каждого случая сварки.
Что еще потребуется? Разумеется, защитная маска или щиток сварщика. При сварке электрическая дуга от души излучает жесткое ультрафиолетовое излучение в таком количестве, что любой солярий отдыхает. И если посмотреть на такую дугу подольше, то можно «наловить зайчиков». Научным языком — обжечь роговицу глаза. При этом глаз так начнет себя чувствовать, словно в него насыпали пригрошню песку. Страдания можно облегчить путем наложения холодного компресса или пасты из сырой картошки на глаза. Но пару дней вы проведете в горизонтальном положении точно.
Еще потребуется халат или куртка, брюки из плотного материала и такие же перчатки. Желательно из толстой кожи или брезентовые. Так как искры от электрической дуги брызжут во все стороны и тонкие х/б перчатки ими прожигаются насквозь. И не надейтесь варить «на вытянутой руке», чтоб искра не долетела… Обязательно долетит и попадет в такое место, что забудете, что варили. Да! Еще нужен молоток в 200-300 граммов с острым концом, что бы сбивать окалину со сварочного шва. Это необходимо, потому что шов покрыт шламом и не всегда видно, насколько надежно произведена сварка.
Лучше всего начинать учиться варить, на мой взгляд, с электрода диаметром 2,5 — 3 мм. Это самые ходовые электроды в «бытовых» условиях. Более тонкими электродами варят очень тонкий металл, и вообще, в этих случаях лучше использовать сварочные полуавтоматы с газовым обдувом места сварки. А электроды в 4-5 мм применяются довольно редко. Да и для сварки ими требуется мощная электросеть, которая не всегда доступна в дачных условиях.
Первые упражнения. Не стремитесь сразу сварить что-то «полезное». Вы только испортите заготовки. Потренируйтесь сначала на куске никчемного металла. Весьма кстати будет наличие поблизости ведра воды. Поскольку по незнанию вы можете попытаться начать варить и на деревянном верстаке… В радиусе одного метра не должно быть ничего горючего! Даже просто остаток использованного электрода может что-нибудь зажечь!
Зажим «массы» надежно прикрепите к детали, а в держатель электродов заправьте электрод. Установите на сварочном аппарате ток, соответствующий диаметру электрода. Учиться, кстати, лучше на совершенно новых электродах, чтобы понять суть процесса. Потому что старые электроды очень нестабильны и могут навсегда отбить охоту учиться сварке.
Зажигание дуги. Представьте, что электрод — это карандаш. Установите его под углом примерно 60-70 градусов по отношению к заготовке, то есть почти вертикально, но все же под углом. Со скоростью 5-10 см/сек проведите электродом по заготовке . Сноп искр и треск. Отлично! Теперь примерно под тем же углом прикоснитесь к заготовке и тут же приподнимите электрод так, чтобы зазор составил 3-5 мм. Дуга зажжется и будет гореть, расплавляя металл как заготовки, так и дуги. Старайтесь поддерживать этот зазор по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону , оторвите и снова зажгите дугу. Прилипание электрода или отсутствие дуги длиной менее 2-3 мм говорит о слабой силе тока. Немного увеличьте его. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между концом электрода и деталью.
Не думайте, что вы научитесь варить «за один электрод». Ну разве что вы прирожденный сварщик, доселе закапывавший свой талант. Тогда быстрее бросайте все и бегите устраиваться сварщиком — они в большой цене… Рассчитывайте на пару пачек электродов как минимум. Электроды стоят не очень дорого, считайте это платой за обучение.
Итак, вы научились зажигать и устойчиво поддерживать дугу. Ну хотя бы 3-4 раза на один электрод, не более. Теперь попробуем наплавить валик. Для этого зажигаем дугу и начинаем плавно перемещать электрод по горизонтали (по шву сварки). При этом совершаем колебательные движения с амплитудой 2-3 мм, как бы «подгребая» расплавленный металл к кратеру дуги. Тогда и образуется тот самый красивый шов с легкими едва заметными волнами наплавленного металла. Сплошной и надежный.Удаление шлака. Но тот самый шов как правило, покрыт слоем шлака, который образуется при сгорании флюса, которым покрыт электрод. Что бы убедиться в надежности шва, после его остывания постучите по нему молотком. Тогда шлак отлетит и откроется собственно шов электросварки, блестящий чистым металлом.
Вот после того, как вы научитесь делать валик длиной 2-3 см, можно приступать и к деловой сварке, варить какие то реальные детали и инструмент.
Купите сварочный аппарат или сварочный инвертор, потратьте несколько часов на самостоятельное обучение сварке и откройте для себя огромные возможности ее применения в дачном строительстве. Ремонт и изготовление новых садовых инструментов, монтаж различных конструкций, сварка деталей из металла и т.д и т.п. вам станут так же доступны, как рытье ямы при помощи лопаты.
Источник:
http://elsvarkin.ru/prakticheskoe-primenenie/elektrosvarka-dlya-nachinayushhix-ili-kak-nauchitsya-svarke-po-metallu/
http://www.kakprosto.ru/kak-5370-kak-svarivat-metall
http://weld.in.ua/forum/showthread.php/46-%D0%A1%D1%82%D0%B0%D1%82%D1%8C%D1%8F-%D0%9A%D0%B0%D0%BA-%D0%BD%D0%B0%D1%83%D1%87%D0%B8%D1%82%D1%8C%D1%81%D1%8F-%D1%81%D0%B2%D0%B0%D1%80%D0%B8%D0%B2%D0%B0%D1%82%D1%8C-%D0%BC%D0%B5%D1%82%D0%B0%D0%BB%D0%BB.-%D0%A1%D0%BE%D0%B2%D0%B5%D1%82%D1%8B-%D0%B4%D0%BB%D1%8F-%D0%BD%D0%B0%D1%87%D0%B8%D0%BD%D0%B0%D1%8E%D1%89%D0%B8%D1%85.
pskproekt.ru
схемы и инструкции по изготовлению
По мнению специалистов, изготовить сварочный аппарат своими руками — не сложно.
Однако чтобы сделать его, нужно четко представлять себе для чего, для каких работ он будет применяться.
Самодельный аппарат комплектуется и собирается из доступных узлов и деталей. В качестве варианта для умельцев может рассматриваться и плазменный механизм.
Практика показывает, что при точном подборе комплектующих элементов аппарат будет служить долго и надежно.
Важно, чтобы электрическая схема была максимально простой. Иногда даже используют трансформатор от микроволновки.
Устройство должно работать от бытовой сети переменного тока напряжением 220 В.
Если выбрать в качестве рабочего напряжения 380 В, то схема и конструкция аппарата заметно усложнится.
Структурная схема сварочного аппарата
Для производства сварочных работ используются устройства, работающие на переменном и постоянном токе.
Схема любого аппарата включает в себя трансформатор (возможно использование трансформатора из микроволновки), выпрямитель, дроссель, держак, электрод. Именно в такой последовательности происходит протекание электрического тока по замкнутой цепи.
Цепь замыкается, когда между электродом и металлическими заготовками, которые нужно соединить, возникает электрическая дуга.
Чтобы качество сварного соединения было высоким, необходимо обеспечить устойчивое горение этой дуги.
А чтобы установить требуемый режим горения используется регулятор силы тока.
Аппараты постоянного тока применяют для сварки элементов из тонколистового металла. При этом способе сварки можно использовать любые электроды и электродную проволоку без керамической обмазки.
Держак электрода присоединяется к выпрямителю через дроссель. Это делается для того, чтобы сглаживать пульсации напряжения.
Дроссель представляет собой катушку медных проводов, которая намотана на любом сердечнике. Выпрямитель, в свою очередь, соединяется с вторичной обмоткой трансформатора.
Трансформатор включается в бытовую электросеть. Последовательность соединения проста и наглядна.
Преобразование напряжения переменного тока выполняется с помощью понижающего трансформатора.
Согласно закону Ома напряжение, которое индуцируется на вторичной обмотке трансформатора, уменьшается, а величина тока увеличивается с 4-х ампер до 40 и более.
Примерно такая величина требуется для сварки. В принципе, данное устройство можно назвать простейшим сварочным аппаратом.
И с помощью проводов присоединить к нему держак электрода. Но использовать держак в практических целях невозможно, поскольку схема не содержит других необходимых элементов.
И главное – в ней отсутствует регулятор величины тока. А так же выпрямитель и другие элементы.
Трансформатор считается основным элементом сварочного аппарата. Его можно купить или приспособить уже бывший в эксплуатации.
Многие мастера используют трансформатор от микроволновки, отработавшей свой срок. По своим габаритам и весу микроимпульсный элемент всегда занимает много места в конструкции.
Если рассмотреть сварочный агрегат в целом, то можно выделить три основных блока, которые она в себя включает:
- блок питания;
- блок выпрямителя;
- блок инвертора.
Самодельный инверторный аппарат можно скомпоновать таким образом, чтобы он имел минимальные габариты и вес.
Такие устройства, рассчитанные на применение в домашнем хозяйстве, сегодня продаются в магазинах.
Преимущества инверторного аппарата перед традиционными агрегатами очевидны. В первую очередь, следует отметить компактность аппарата, удобство в эксплуатации, надежность.
Лишь одна составляющая в параметрах этого устройства вызывает озабоченность – его высокая стоимость.
Самые общие расчеты подтверждают, что сделать такой аппарат своими руками проще и выгоднее.
Основные элементы, практически, всегда можно найти среди электротехнических машин и приборов, которые оказались в запасниках. Или на свалке.
Простейший регулятор тока можно сделать из куска нагревательной спирали, которая используется в бытовых электрических плитах. Дроссель – из отрезка медной проволоки.
Видео:
Радиолюбители придумали самый простой по схеме импульсный способ сварки. Он используется для крепления проводов к металлической плате.
Никаких сложных приспособлений – только дроссель и пара проводов. Регулятор силы тока тоже не нужен. Вместо него в цепь включается плавкая вставка.
Один электрод через дроссель подключается к плате.
В качестве второго — используется зажим типа «крокодил». Вилка с проводами включается в розетку бытовой сети.
Зажим с проводом резко прикладывается к плате в том месте, где его нужно приварить. Возникает сварочная дуга и в этот момент могут перегореть предохранители, которые находятся в электрическом щите.
Этого не происходит, потому что быстрее сгорает плавкая вставка. А провод остается надежно приваренным к плате.
Комплектация изделия
Самодельный сварочный аппарат собирается для того, чтобы выполнять мелкие работы в домашнем хозяйстве.
Все элементы, электронные приборы, провода и металлические конструкции необходимо скомплектовать в определенном месте. Там, где будет выполняться сборка изделия.
Дроссель можно использовать от арматуры люминесцентной лампы. Количество проводов, желательно медных, разного сечения нужно запасти побольше.
Если дроссель в готовом виде найти не удалось, то его нужно изготовить самостоятельно.
Для этого потребуется стальной магнитопровод от старого пускателя и несколько метров медных проводов сечением 0,9 квадрата.
Блок питания
Основным элементом блока питания в инверторе является трансформатор.
Его можно переделать из лабораторного автотрансформатора или использовать для переделки трансформатор от микроволновки, которая уже отслужила свой срок.
Очень важно не повредить первичную обмотку при выемке трансформатора из печки-микроволновки.
Вторичная обмотка удаляется и переделывается. Количество витков и диаметр медных проводов рассчитывается в зависимости от предварительно выбранной мощности сварочного аппарата.
Точечный способ сварки хорошо реализуется аппаратом, сделанным на трансформаторе от микроволновки.
Блок выпрямителя
Выпрямитель служит для преобразования напряжения переменного тока в напряжение постоянного тока. Основными элементами данного устройства являются диоды.
Он коммутируются в определенные схемы, чаще всего мостовые. На вход такой схемы подается переменный ток, а с выходных клемм снимается постоянный.
Диоды выбираются такой мощности, чтобы выдерживать заданные изначально нагрузки. Для их охлаждения используются специальные радиаторы из алюминиевых сплавов.
При разметке установочной платы, желательно предусмотреть место под дроссель, который предназначен для сглаживания импульсов. Выпрямитель собирается на отдельной плате, из гетинакса или текстолита.
Блок инвертора
Инвертор преобразует постоянный ток, поступающий с выпрямителя, в переменный, который обладает большой частотой колебания.
Преобразование выполняется с использованием электронных схем на тиристорах или мощных транзисторах.
Если на входные клеммы трансформатора подается напряжение 220 вольт частотой 50 Гц, то на выходных клеммах инвертора фиксируется постоянный ток величиной до 150 Ампер и напряжением от 40 вольт.
Эти параметры тока позволяют выполнять сварку металлических деталей из различных сплавов.
Электронный регулятор позволяет выбрать режим соответствующий конкретной операции.
Практика показывает, что самодельный сварочный аппарат, по своим характеристикам, не уступает заводским изделиям.
Некоторое время тому назад, в торговой сети появились сварочные мини инверторы. Чтобы добиться такой миниатюризации производственным компаниям потребовались годы.
В то время как мастера-умельцы уже давно смогли сделать плазменный сварочный аппарат, изготовленный своими руками.
К этому шагу их подтолкнули местные условия – теснота в мастерской и значительный вес заводских инверторов. Плазменный аппарат — прекрасный выход из данной ситуации.
И то, что вместо медных проводов вторичную обмотку трансформатора делают из медной жести, тоже давно известно.
Последовательность сборки сварочного аппарата
Размещая элементы на металлической или текстолитовой основе, нужно соблюдать определенный порядок. Выпрямитель должен находиться рядом с трансформатором.
Дроссель на той же плате что и выпрямитель. Регулятор силы тока должен размещаться на панели управления. Корпус аппарата можно изготовить из листовой стали или алюминия.
Или приспособить шасси от старого осциллографа и даже системного блока компьютера. Очень важно не «лепить» элементы как можно ближе один к другому.
Видео:
Нужно обязательно сделать отверстия в стенках для установки охлаждающих вентиляторов и постоянного притока воздуха.
Плата с тиристорами и другими элементами размещается как можно дальше от трансформатора, который сильно греется при работе. Точно так же как и выпрямитель.
Выделяет тепло при работе и дроссель. Тиристоры устанавливаются на алюминиевые радиаторы, которые отводят тепло. И даже от проводов исходят тепловые импульсы.
Крепление элементов относительно друг друга нужно сделать так, чтобы обеспечить их максимальный обдув.
Держак электрода должен крепиться к лицевой панели, а шнур питания с вилкой для включения в розетку, к задней стенке.
Корпус сварочного аппарата должен обладать достаточной жесткостью и прочностью. Условия эксплуатации самодельных устройств могут быть разными.
Если сварочный аппарат постоянно находится в мастерской, то регулятор тока может служить долго. Точнее сказать ручка регулятора, которая закреплена на лицевой панели.
Мини инверторы чаще всего используются на выездных работах. В этом случае корпус аппарата испытывает различные механические воздействия и даже удары.
Тот же дроссель может, что называется, отлететь.
После того как сборка сварочного аппарата завершена, нужно испытать его на работоспособность. Никаких временных проводов использовать не следует.
Необходимо сделать штатный контактный кабель, причем во множественном количестве. При первом подключении следует испытать регулятор силы тока. Проверить, нет ли не закрепленных элементов внутри корпуса.
Если явных дефектов и неисправностей не обнаружено, то можно приступать к испытаниям аппарата на разных режимах работы.
stoydiz.ru
технология процесса и подробная инструкция. Видео
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Чтобы разобраться в том, как научиться , следует сначала выяснить, что же именно представляют собой подобные аппараты. Сварочный инвертор имеет довольно компактную конструкцию, переносить его с одного места на другое значительно легче по сравнению с обыкновенным сварочным аппаратом, работающим на основе трансформатора. Кроме того, работать с современным устройством значительно удобнее.
Сваривать металлические элементы при помощи инвертора достаточно надежно можно только в случае, если знать хотя бы приблизительное его устройство. Прежде всего, конструкция данного оборудования занимает не слишком много места: все необходимые детали помещаются в малогабаритном металлическом ящике, который в длину не превышает полуметра, в ширину обычно не больше 20 см, а в высоту – порядка 30 см. Общая масса конструкции составляет порядка 10 кг.
Принцип его работы заключается в выдаче электрического тока с подходящей силой и напряжением. Инвертор выдает в районе свариваемой поверхности постоянный ток, формируемый из переменного напряжения, находящегося в бытовой сети, – 220 В.
У аппаратов всегда имеются две клеммы – катод, или отрицательно заряженный проводник, и анод – положительный. Одна из них используется для подключения электрода, а другая соединяется с металлом, который будет свариваться. После того как начинает подаваться напряжение, формируется единая электрическая цепь. Если сделать ей незначительный разрыв, величина которого будет составлять всего лишь несколько миллиметров (как правило, не больше 8), то в этом месте осуществляется ионизация воздуха и возникает соответствующая электрическая дуга.
Чтобы правильно , следует понимать, что основная масса тепла выделяется именно в электрической дуге, которая горит при температуре порядка 7000 градусов. Это позволяет качественно расплавить кромки свариваемых металлических заготовок.
Когда дуга искрит, происходит расплавление не только кромок металла, но и самого электрода, в результате все эти материалы перемешиваются друг с другом. Если сварочные работы проводятся плохо, то шлак, который, как правило, значительно меньше по плотности по сравнению с металлом, будет оставаться в толще металла. Это значительно снижает качество получаемого сварного соединения.
Обычно шлак выходит на поверхность и не допускает, чтобы свариваемые элементы окислялись кислородом, содержащимся в воздухе, или же начинали поглощать азот из окружающей среды. После того как расплавленный металл начнет застывать, происходит формирование сварного соединения.
Основные параметры сварных работ
Чтобы перенять опыт видавших виды сварщиков, нужно разобраться с таким понятием, как полярность тока, потому что она бывает прямой и обратной. Первая формируется в случае, если ток протекает от катода к аноду. Обратная полярность получается при противоположной ситуации.
Если человек знает, как правильно варить, то он поймет, что наивысшая температура будет формироваться на клемме, от которой начинает проистекать электрический ток. При использовании прямой полярности температура будет выше непосредственно на заготовках. Как правило, подобной технологией пользуются сварщики, которые только начинают постигать азы данного ремесла.
При обратной полярности более высокая температура формируется на электроде. Данная технология полезна при проведении работ с листами металла незначительной толщины, а также при работе с металлами, которые не слишком хорошо реагируют на перегрев, что может привести к порче заготовки.
Немаловажную роль играет толщина электрода или сварной проволоки. Этот показатель напрямую зависит от того, насколько толстыми будут свариваемые детали. В принципе, от этого показателя следует отталкиваться при выборе силы тока. Получается, что чем выше толщина электрода, тем большую силу электрического тока нужно подавать на него.
Также следует учитывать, что на показатель силы тока оказывает непосредственное влияние местоположение шва – горизонтального, вертикального, потолочного и так далее. Для постепенного освоения инверторной сварки следует тщательно изучить таблицу, где приводятся соответствующие силы тока, диаметры электродов и другие немаловажные показатели, касающиеся проведения сварных работ.
Каковы главные положительные качества инвертора?
Инверторный аппарат гораздо удобнее для проведения сварочных работ. Даже большинство профессиональных сварщиков говорят о том, что подобная технология значительно лучше и проще по сравнению с примитивным трансформатором. Благодаря применению данного изделия можно не только с легкостью сформировать дугу, но и получить ее в конечном счете максимально устойчивую.
Подобный эффект позволяет не допустить чрезмерно сильного разбрызгивания металла. Инвертор хорош еще и тем, что в нем предусмотрен целый ряд разного рода дополнительных характеристик. В частности, одной из наиболее полезных функций является так называемый «Горячий старт», который позволяет сделать сварочный ток в самом начале проведения работ как можно более сильным. Это позволяет сформировать дугу значительно проще и быстрее.
Еще одной функцией является «Сильная дуга». Данный элемент активируется только в случае, если электрод чересчур близко подошел к свариваемым элементам. При подобном развитии событий аппарат будет увеличивать силу тока в автоматическом режиме. Это позволяет расплавлять металл как можно быстрее, чтобы электрод не прилипал к заготовкам.
Третьим полезным качеством является опция «Антизалип». В случае необходимости она делает электрический ток наиболее низким, чтобы электрод можно было очень быстро оторвать от поверхности металла и продолжить выполнение работ. Функция очень полезна для тех, кто пока полностью не разобрался в том, как правильно оторвать электрод от заготовки.
Инвертор представляет собой довольно экономичный аппарат. Если рассматривать электроды с диаметром 3 мм, то для их качественного использования вполне достаточно установить напряжение с мощностью 4 кВт – это в полной мере соответствует нормальному параллельному подключению двух электрических чайников.
Экономичность конструкции в плане потребления электрического тока позволяет буквально в течение одного сезона оправдать довольно высокую стоимость инверторного сварочного аппарата.
Какие меры, касающиеся техники безопасности, необходимо соблюдать?
Чтобы разобраться, как варить инверторной сваркой, сначала следует уяснить основные нормы безопасности. Дело в том, что сварочные работы отличаются особой опасностью для здоровья и жизни человека, поэтому к ним следует подходить с осторожностью.
- Перед тем как приступить к выполнению работ, нужно очистить прилегающее пространство от деревянных предметов и других вещей, способных быстро воспламениться. Этот момент очень важен именно для тех людей, которые только начинают осваивать сварку. Электроды, шлак, расплавленный металл отличаются очень высокой температурой, что может стать причиной быстрого возгорания.
- На себя следует надеть плотную одежду, по возможности закрывающую все тело: длинные плотные брюки, куртку или кофту с длинными рукавами. Это делается для того, чтобы капли расплавленного металла не смогли попасть на кожу и вызвать сильный термический ожог.
- Глаза и лицо необходимо защитить специальной маской со встроенным темным стеклом или светофильтром. Оно не будет пропускать солнечный свет, но горение дуги будет прекрасно видно, также этот фильтр позволит хорошенько рассмотреть, как происходит расплавление металла и заполнение сварного шва.
- Если дуга горит, но сваривания металла не происходит, то это может сказать о неисправности аппарата или недостаточной силе тока. Прибавить ее можно на рабочей панели оборудования. Если это не помогло, то инструмент следует сразу обесточить, так как наверняка внутри него произошла какая-то поломка. Она может вызвать поражение электрическим током.
- Категорически запрещается работать во влажную погоду, при слишком низких температурах и других неблагоприятных атмосферных явлениях, потому что это также зачастую вызывает удар током.
- Не следует наблюдать за проведением или выполнением сварных работ без защитного стекла – это вызывает сильный ожог роговицы, от которого придется восстанавливаться в течение нескольких дней. Ожоги этого плана бывают различными: слабая степень характеризуется возникновением перед глазами светлых пятен; средняя степень начинается с ощущения песка в глазах; сильная может вызвать частичную или абсолютную потерю зрения.
Как правильно зажечь дугу?
Люди, стремящиеся выяснить, как научиться варить сварочным инвертором, должны сначала потренироваться правильно зажигать дугу и поддерживать ее горение в течение всего периода проведения работ.
На первом этапе следует подключить клеммы в зависимости от того, с какой полярностью планируется работать – прямой или обратной. Если опыта в сварке на настоящий момент совсем нет, то нужно использовать только прямое подключение. Начинающему сварщику лучше брать универсальные электроды, подходящие для большинства металлов: их диаметр составляет 3 мм.
Применять более толстые электроды нежелательно, так как они могут вызвать серьезное колебание дуги и нестабильное ее горение. Работа с подобными расходными материалами требует лучших навыков.
Поначалу нужно установить силу тока, равную 100 А. Использование маски с непривычки может вызвать некоторый дискомфорт, однако для сохранения зрения им можно и пожертвовать. Перед непосредственным розжигом дуги нужно слегка постучать электродом по металлу, чтобы сбить обмазку с его края.
Поджигать дугу можно одним из следующих способов:
- чирканье;
- легкое касание.
Если принять во внимание все рассмотренные моменты, то разобраться, как варить сварочным инвертором, будет не слишком сложно. Тем более, что он может использоваться для различных материалов.
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
- После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
- Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней. Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
- Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
- При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
После остывания металла необходимо при помощи молотка сколоть шлак с поверхности ванны и сделать подробный осмотр сделанной работы. Если имеются непроваренные элементы, то необходимо добавить силу тока. Если ток чрезмерно завышен, то это будет видно по большому прожигу металла.
Сварные соединения
Электросварка своими руками подразумевает создание сварных соединений. К их практике можно переходить после освоения валиков. Здесь требуется практический навык владения сварочным аппаратом, поэтому так важно перед переходом к сварке элементов отработать свои движения на заготовках.
Начинать сварочное соединение металлических элементов рекомендуется на небольших заготовках. Последовательность работ следующая:
- Перед сваркой детали скрепляются в необходимом положении при помощи подсобных инструментов;
- В первую очередь выполняются прихваты – точечные швы с шагом в 8-10 см, которые скрепляют металлические элементы в определенных местах. Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
- После выполнения прихватов создается общий шов, который заваривает края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, загребая расплавленный металл в сварную ванну с обеих свариваемых плоскостей.
После остывания шов отбивается молотком от шлака и проверяется на качество. Если есть недочеты или непроваренные места, то их необходимо заварить снова.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что сварка инвертором для начинающих – лучшее, что может предложить рынок.
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Пороки сварных швов.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Также есть простые правила сварки. Чтобы дуга не гасла во время работы, сварщику следует выдерживать постоянное расстояние между стержнем и изделием.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Под действием дуги атомно-водородного вида сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
Если же стержни долгое время находились в неотапливаемом сыром помещении, то их нужно высушить в течение двух-трех часов при температуре 2000 градусов. В этих целях можно воспользоваться старым духовым шкафом или специальным оборудованием, если таковое имеется.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Влияние силы тока
Таблица выбора сварочного тока.
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Чтобы научиться правильно варить и получать красивые швы, необходимо потренироваться.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Частые ошибки новичков
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
У любого домашнего мастера часто возникают ситуации, когда без применения электросварки не обойтись. Ранее в таких ситуациях чаще всего приходилось обращаться к профессионалам в мастерские, поскольку сварочный аппарат мог себе позволить далеко не каждый любитель. И дело вовсе не в дороговизне (хотя это тоже немаловажный фактор), а в том, что традиционные трансформаторные аппараты очень требовательны к электросети. Подключив его в бытовую сеть, скорее всего, получите «выбитые» автоматы или сгоревшие предохранители.
Что представляет собой инвертор
Сейчас есть широкий ассортимент инверторных сварочных аппаратов , которые гораздо менее требовательны к электросети, обладают малым весом и компактными размерами. К тому же они отличаются довольно демократичной ценой. Но купить — это только полдела, главное, научиться самостоятельно варить. Аппарат инверторной сварки производит двухэтапное преобразование обычного переменного тока электросети.
Сначала преобразование в ток с высокочастотными характеристиками, а после — в постоянный ток, при этом коэффициент полезного действия (КПД) достигает около 90%. Практически все инверторные аппараты предназначены для бытового применения и рассчитаны на напряжение в 220 В. Ими лучше всего варить электродами диаметром от 2 мм до 4 мм. Немаловажным плюсом такой дуговой сварки для начинающих является сравнительная простота розжига и удержания дуги.
Основа для чайника в вопросах работы ручного сварочного аппарата — понимание, как образовывается шов. Электрическая дуга возникает при взаимодействии сердцевины электрода и металлической поверхности. Загорается обмазка, и она начинает плавиться, переходит в жидкое состояние, выделяется газ. Этот газ окружает место сварки (сварочная ванна) и препятствует проникновение к нему воздуха.
Расплавленный металл из сердечника переходит на сварочную ванну, частично смешивается с расплавленными металлом из нее и застывает, образуется шов. Обмазка, которая ранее перешла в жидкое состояние, застывая, образует шлак, его нужно после сваривания удалять. Можно пойти на уроки сварки для начинающих или практиковаться самому.
Необходимое оборудование и экипировка
Прежде чем постигать на практике основы электродуговой сварки, необходимо подготовить все необходимое:
Не забудьте также подготовить свое рабочее место — убрать все мешающие и легковоспламеняющиеся предметы. Желательно иметь под рукой огнетушитель , на случай возникновения нештатной ситуации. На случай ожога сетчатки глаз («нахвататься зайчиков») нужно купить специальные глазные капли или воспользоваться народными методами.
Как правильно сваривать металл
Итак, все готово и можно постигать технику электросварки для начинающих. Курс обучения лучше всего начать со сваривания двух отрезков металла или трубы толщиной около 5 мм. В первую очередь необходимо зачистить место сваривания от ржавчины и грязи при помощи обычной щетки по металлу. Если этого не сделать, то будет трудно зажечь электрод, да и соединение будет с дефектами.
Чтобы сварить детали указанной толщины, следует воспользоваться электродом ф3 мм. Для такого электрода на инверторном аппарате следует выставить ток около 100 А. Чаще всего регулировочная шкала на инверторе врет и необходимо подкручивать «по ситуации», если металл недостаточно прогревается добавить, если горит — уменьшить.
Работа по свариванию начинается с розжига дуги, для этого необходимо постучать концом электрода по металлу или чиркнуть, как спичкой. С первого раза, скорее всего, не получится , но здесь тот случай, когда необходимо пробовать, а не смотреть. После розжига дуги электрод необходимо проводить вдоль линии шва на расстоянии около 2 мм, при этом «выписывая» фигуры, как бы сшивая свариваемые детали. Благодаря этому шов становится прочнее и шире.
Теперь по поводу длины дуги, 2 мм это оптимальное расстояние в большинстве случаев, при большем расстоянии дуга не стабильна, место сварки не прогревается в достаточной мере и соединение получается очень слабое. Если выдерживать слишком маленькое расстояние, шов получается очень выпуклым, площадь сварки недостаточная, как следствие — непрочное соединение. В зависимости от условий и предпочтений сварщика, есть три метода ведения электрода вдоль шва:
После сваривания деталей легким постукиванием молотком следует отделить шлак и проконтролировать полученный шов. Не стоит ожидать, что все получится уже с первого раза. Чтобы начать более или менее правильно варить, добиваться желаемого результата и чувствовать процесс сварки, нужно выварить не один десяток килограмм электродов.
Главное — практика, но она должна быть подкреплена теоретическими знаниями. Если вы начинающий сварщик, вам для обучения пригодится самоучитель. Также можно посмотреть видеоурок в интернете.
Тематические материалы:
Обновлено: 17.10.2019
103583
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
Руководство по сварке алюминия для начинающих
Эта страница далека от исчерпывающего руководства; это всего лишь несколько советов и несколько ссылок на более авторитетную информацию. Он предназначен для людей, которые хотят научиться сваривать алюминий, но не имеют опыта сварки алюминия или даже сварки в целом.
Это было описание меня пару месяцев назад. В своих попытках научиться сваривать алюминий я собрал всю информацию, которую смог найти из множества различных источников — очень упрощенное и малоинформативное руководство, которое прилагалось к сварщику, много чтения в Интернете, базовые книги по сварке с очень короткие разделы по алюминию и очень продвинутые книги, написанные для инженеров, в которых было больше уравнений и формул, чем практических советов по сварке.
Затем, используя то, что я узнал, в сочетании с большим количеством проб и ошибок, я в конце концов понял, как заставить два куска алюминия склеиваться без трещин, деформации, сморщивания и разрушения. Попутно я сделал несколько ключевых открытий, которые сэкономили бы мне много времени на проб и ошибок, если бы кто-нибудь просто рассказал мне о них. Я думал, что поделюсь тем немногим, что знаю, и, может быть, это поможет кому-нибудь научиться сваривать алюминий быстрее, чем они могли бы в противном случае.
Какое оборудование вам нужно?Сварщик TIG
Сварщик TIG (GTAW).Большинство источников говорят, что сварщик TIG (вольфрамовый инертный газ), также называемый GTAW (Gas Tungsten Arc Welder), является лучшим методом сварки алюминия. Я слышал, что алюминий также можно сварить с помощью сварочного аппарата MIG, или сварочного аппарата, или даже с помощью газовой горелки.
Поскольку я использовал TIG только для алюминия, я напишу именно об этом. Сварочные аппараты TIG довольно дороги, и трудно оправдать покупку аппаратов даже самого низкого качества, если только вы не зарабатываете деньги на своей сварке. Более дорогие аппараты (6000 долларов) имеют ряд функций, которые позволяют выполнять высококачественную сварку алюминия.
У нас есть недорогой сварочный аппарат в Хобарте ($ 2500), который считается хорошим для любителя или фермера. Как бы ни было заманчиво обвинять машину, пока я делал обугленные куски скрученного металла вместо аккуратно сваренных швов, я пришел к выводу, что адекватные сварные швы можно сделать даже с помощью дешевой машины.
Что вы получите, если потратите дополнительные деньги на сварщика? Большая сила тока (имеется в виду возможность сваривать более толстый металл), водяное охлаждение (я не знаю, какие преимущества это дает, но газовый колпак светится оранжевым на нашем устройстве с воздушным охлаждением, когда он работает на максимальной мощности, а это всего 165 А), прямоугольная волна Переменный ток (это позволяет измельчить церированный вольфрам до точки для получения более стабильной дуги), регулировка частоты и регулировка отношения положительного и отрицательного тока для лучшей очистки или проплавления.Поскольку на моем компьютере нет ни одной из этих функций, я не могу дать никаких советов, как их использовать.
PPE
- Хорошие сварочные перчатки. У меня есть дрянные сварочные перчатки и болезненные волдыри, чтобы доказать это.
- Хорошая сварочная маска. Я слышал, лучше всего подходят золотистые шлемы с автоматическим затемнением. У меня есть шлем за 20 долларов с крошечным окошком, которое падает с моей головы, когда я его переворачиваю.
Аргон
- Газообразный аргон. Смеси не подходят для алюминия, за исключением смеси аргона и гелия.Не берите бак у сварочного аппарата MIG, чтобы использовать его на аппарате TIG — он вообще не будет работать. Вы просто сделаете кучу обожженного металла и копоти.
Алюминиевый сварочный стержень
- Алюминиевый сварочный стержень. Я получил 4043, который кажется наиболее рекомендуемым. На http://www.tinmantech.com есть хорошая таблица, в которой указаны прутки для каких сплавов, а также тонна отличной информации по металлообработке и сварке алюминия. На данный момент я не знаю, как отличить один сплав от другого, и я не выполняю критически важную сварку, поэтому не беспокойтесь об этом.4043 мне очень подходит.
Щетка из нержавеющей стали
- Специальная щетка из нержавеющей стали, которую можно использовать только для алюминия. Напишите на нем «алюминий», чтобы он ни к чему не привык.
Место для сварки
- Подойдет металлическая скамейка. У меня его нет. Прекращение сварки для тушения пожара — заноза в заднице. Со мной такое случается постоянно.
Опрыскиватель растений
- Бутылочка с водой.Это не для охлаждения работы, а для тушения небольших пожаров, которые недостаточно велики, чтобы использовать огнетушитель. Быстрое охлаждение алюминия может привести к его растрескиванию в сварном шве или рядом с ним.
Огнетушитель
- Огнетушитель может быть неплохой идеей, если вы не хотите, чтобы вас уволили за поджог магазина.
Рубашка с длинным рукавом
- Это ОЧЕНЬ важно: толстая хлопковая рабочая рубашка с длинным рукавом. Сварка TIG производит больше УФ-излучения, чем любой другой процесс сварки.В первый раз, когда я использовал TIG, я был в футболке. Я использовал сварщик 10 мин, если даже это. У меня был болезненный ожог с волдырями и шелушением кожи на бицепсах и шее. Мне просто нужно несколько минут, чтобы серьезно поджечь.
Рабочий держатель
- Зажимы или тиски, или что-то еще, что вы собираетесь использовать для удержания вашей работы на месте, а также некоторые блоки или стержни из алюминия или меди для использования в качестве радиаторов.
Хватит списка покупок. Далее с полезными советами
Советы
Совет №1 — Очистите алюминийЭто самый важный совет, который у меня есть.Я читал это в нескольких местах, прежде чем начал практиковаться в сварке, но это не выглядело так, и я потратил много металла, пытаясь сварить два куска грязного алюминия вместе. АЛЮМИНИЙ, КОТОРЫЙ ВЫГЛЯДИТ НОВЫМ И ЧИСТЫМ, ДЕЙСТВИТЕЛЬНО ГРЯЗНЫЙ. ЭТО НЕ СТАЛЬ.
- Вот некоторые признаки того, что ваш алюминий загрязнен.
- Блуждающая дуга — невозможно создать лужу, не прожигая или не деформируя металл.
- Наполнитель не сливается с лужей, а скатывается в шар, который трудно переплавлять.
- Кажется, что алюминий имеет поверхностное натяжение, как капли воды на вощеной поверхности.
- При попытке соединения 2 частей края загибаются друг от друга и образуют еще больший зазор.
Вот почему
Вот что происходит: алюминий быстро образует более или менее невидимое покрытие из оксида алюминия. Оксид алюминия плавится при температуре, в три раза превышающей температуру алюминия. Когда вы пытаетесь сварить неочищенный алюминий, алюминий под покрытием из оксида алюминия расплавится, но покрытие из оксида алюминия останется твердым и будет действовать как мембрана, как воздушный шар.Когда вам, наконец, удастся пробить покрытие, жидкий алюминий внутри сразу вытечет наружу, как лопнувшийся воздушный шар с водой.
- Вот как я готовлю алюминий к сварке.
- Сначала я опрыскиваю алюминий ацетоном. Не используйте очиститель тормозов, если это не 100% ацетон. Если вам нужна убедительность, посмотрите это — http://www.brewracingframes.com Спасибо за совет, Эндрю!
- Затем я промываю алюминий водой на случай, если останутся неприятные остатки. Перед сваркой алюминий должен быть полностью сухим, включая все уголки и щели.
- Затем я использую щетку из нержавеющей стали (убедитесь, что она нержавеющая, я читал, что это важно), чтобы очистить до блеска алюминий вокруг области сварки.
В некоторых статьях, которые я читал, предлагается чистить алюминий только в одном направлении, чтобы избежать попадания загрязняющих веществ в алюминий. Я не всегда следую этому правилу и не замечаю никаких проблем, связанных с ним, но я не работаю ни над чем слишком критичным, и я далек от эксперта. Я также читал, что колодки 3M Scotchbrite — хороший способ подготовить алюминий.Если вы не привариваете алюминий сразу после очистки, вам следует подкрашивать его перед началом сварки. Я прочитал, что восемь часов выдержки после очистки — это максимально допустимый срок без повторной очистки.
Совет № 2 — Закрепите свою работу на радиатореРадиатор, по возможности, сделанный из меди или алюминия. Алюминий очень хорошо передает тепло. Как только область, которую вы пытаетесь сварить, станет достаточно горячей, чтобы расплавиться, остальная часть работы, скорее всего, станет настолько горячей, что сжимается и деформируется.Использование радиатора под свариваемой зоной поглотит часть тепла и предотвратит деформацию изделия.
Совет № 3 — Предварительный нагрев перед сваркойЭто значительно упрощает сварку алюминия. Это не бесспорный предмет. Проблема в том, что часть алюминия подвергается термообработке, и при нагревании и охлаждении термообработанный алюминий становится мягче.
Я читал мнения, начиная от «термообработанный алюминий никогда не следует предварительно нагревать» и «предварительный нагрев — это опора для неопытных сварщиков», до противоположной крайности: «алюминий всегда следует предварительно нагревать, чтобы предотвратить растрескивание».
Рекомендуемый диапазон температур предварительного нагрева от 275 град. F, до 500 град. F. Я подозреваю, что многие из этих мнений верны в собственном контексте. Правильная процедура, вероятно, варьируется для сварки двери космического челнока в вакуумной камере и сварки треснувшей головки блока цилиндров.
Одно я знаю точно: сварка более толстых алюминиевых деталей нашим сварочным аппаратом 165A без предварительного нагрева невозможна. Однажды я попытался сварить два куска алюминия толщиной 8 мм без предварительного нагрева.В результате получился очень неглубокий и слабый сварной шов, автоматический выключатель сработал дважды, а сварочный аппарат перегрелся и отключился после каждых двух дюймов сварки.
У меня нет под рукой духовки, поэтому я использую пропановую горелку, направленную на радиатор, к которому я зажимаю изделие, и инфракрасный термометр, чтобы определить, когда он достаточно горячий. Обычно я не могу получить температуру выше 350 градусов, так что я использую такую температуру. Я подумывал купить дешевую бывшую в употреблении электрическую духовку или электрическую плиту, но еще не сделал этого.Я не использую фонарик непосредственно на работе. Не знаю, вызовет ли это проблему или нет, мне удобнее нагревать радиатор.
Совет № 4 — Если вольфрам загрязнился, прекратите сварку и устраните его.Когда вольфрам касается сварочной ванны или присадочного материала, дуга становится нестабильной и качество сварки ухудшается. К сожалению, со мной такое случается часто. Лучший способ исправить это — удалить вольфрам, положить его на ровную поверхность так, чтобы загрязненная часть свисала с края, ударить по загрязненной части вольфрама (он сразу отломится), переустановить вольфрам, изменить полярность на DCEP (положительный электрод постоянного тока), зажгите дугу на металлическом ломе, чтобы повторно собрать вольфрам, переключитесь обратно на высокий уровень переменного тока, и вы снова готовы к сварке.Между прочим, ПОКА ДЕЛАЙТЕ СВОИ ПЕРЧАТКИ! Иначе у тебя будет неприятный ожог. Это займет всего около 30 секунд, если вы проделаете это несколько раз.
Совет № 5 — Соедините детали как можно плотнееНе оставляйте зазоров или как можно меньше зазоров. Я обнаружил, что при использовании сварочного аппарата MIG довольно легко заполнить зазоры между двумя свариваемыми кусками стали. Однако мне было очень сложно сделать это при сварке алюминия сваркой TIG.Тепло от TIG очень локализовано.
Когда есть зазор, и к металлу с одной стороны прикладывается тепло, металл сливается с этой стороны, но металл с другой стороны остается твердым. Вы можете чередоваться из стороны в сторону, чтобы заставить обе стороны объединиться, но когда я делаю это, у меня обычно получается более широкий разрыв, чем когда я начинал.
Единственный способ, который я нашел, чтобы заполнить зазор, — это «размазать» каплю наполнителя через зазор, затем работать с наполнителем, пока он не растает с обеих сторон, а затем нарастить наполнитель.Это сложно сделать. Вы можете сэкономить много времени, используя напильник или шлифовальный станок и улучшив соединение деталей перед началом сварки. Чем плотнее прижимаются детали и чем меньше зазоров, тем легче выполняется сварка.
Совет № 6 — Несколько практических правил- Для базовых настроек
- Используйте один ампер на 0,001 дюйма толщины материала. Установите силу тока выше максимальной, которую вы ожидаете использовать, и используйте ножную педаль, чтобы уменьшить ее.
- Используйте чистый вольфрам для алюминия, если у вас есть более дешевый (не прямоугольный) сварочный аппарат, как я.
- Используйте 2% -ный вольфрам, заземленный до точки, если у вас более дорогой сварочный аппарат (прямоугольная волна).
- Используйте чистый вольфрам 1/16 дюйма для тока от 30 до 80 ампер.
Используйте чистый вольфрам 3/32 дюйма для тока от 60 до 130 ампер
Используйте чистый вольфрам 1/8 дюйма на ток от 100 до 180 ампер
Используйте поток аргона от 15 до 20 кубических футов в час - Используйте присадочный стержень, размер которого равен размеру вольфрама. Отрегулируйте вольфрам так, чтобы он выступал из колпака на расстояние, примерно равное диаметру вольфрама.
- Длина дуги должна быть примерно равна диаметру вольфрама.
Первые 3 совета были моими главными открытиями в процессе обучения сварке. Это было то, что мне хотелось, чтобы кто-нибудь сказал мне, прежде чем я начал свои разочаровывающие эксперименты. Конечно, о сварке алюминия нужно знать еще много чего, но в Интернете можно найти гораздо больше полных статей. Перейдите по ссылкам ниже, чтобы увидеть некоторые из моих любимых.
Вот несколько замечательных ресурсов, которые я нашел:
http://www.tinmantech.com Этот парень делает удивительные вещи и написал кучу отличных статей.Вы можете часами читать на этом сайте; там много контента. У него есть предвзятость по оксигену / ацетилену, но его сайт интересен.
Лучшие сварщики для начинающих (MIG, TIG, Stick) — лучший выбор в 2021 году
Особенность сварки в том, что ее легко научиться, но трудно освоить.
Вы проводите всю жизнь за обучением после полудня, посвященного азам.
Новичкам нужно что-то легкое для бега.
Но что-то с достаточной мощностью и функциями, чтобы практиковаться и расти.
Вот несколько отличных машин для начинающих, с которых можно начать свой путь.
Просмотр содержания
Лучшие аппараты для начинающих сварщиков
Вот список некоторых из лучших станков для начинающих, где новички смогут быстро приступить к сварке.
1. Hobart Handler 100 Начальный сварочный аппарат для сердечников под флюсом
- Выход от 30 до 100 ампер
- Регулируемое натяжение привода проволоки
- Приваривать до 3/16-дюймовой пластины
- Провод не горячий до срабатывания триггера
- Ленты.030 и 0,035 провода
Плюсы
- Вход 120 В подключается где угодно
- Легкий доступ к приводу проволоки
- 60-процентный рабочий цикл
- Индикатор температуры
- Использует стандартные расходные материалы
Минусы
- Не работает газ MIG
- Пластиковая проволочная передача
Обзор
Hobart сделал себе имя на прочных, надежных и надежных сварочных аппаратах.Hobart Handler 100 нацелен на новичков, но он объединяет в мастерской DIY знаменитое промышленное строительство и дизайн Хобарта. Несмотря на то, что он не поддерживает газовую сварку MIG, этот аппарат для сварки сердечников под флюсом очень эффективен и имеет большой смысл в качестве устройства для домашнего ремонта.
Рабочий диапазон от 30 до 100 А на выходе позволяет работать с тонкими листами толщиной до 3/6 дюймов на стальных листах толщиной до 3/6 дюймов, обеспечивая множество возможностей для таких работ, как ремонт петель ворот, водосточных желобов, сцепных устройств прицепов. и автомобильные работы.Он позволяет устанавливать на привод проволоки как 4-дюймовые, так и 8-дюймовые катушки, что позволяет аппарату работать в течение длительного периода времени, упрощая захват и сварку, когда вам этого захочется.
В Hobart Handler 100 используются стандартные расходные материалы Hobart and Miller, такие как проволочные сопла и детали горелки. Отсутствие возможности подачи газа — это лишь незначительный недостаток, учитывая общее удобство входа 120 В и 8-дюймовой катушки с проволокой. Трехлетняя гарантия и сеть дилеров по всей стране добавляют еще больше плюсов.
2. Сварочный аппарат Forney Easy 140FC-i для флюсовых стержней для начинающих
- Выход от 30 до 140 ампер
- Включает адаптер от 20 до 15 ампер
- 45-процентный рабочий цикл при 60 А
- Имеет встроенный вытяжной вентилятор живого тепла
- Пластина 1/4 дюйма до листового металла толщиной 24
Плюсы
- Для крепления 4-дюймовых и 8-дюймовых катушек
- Легкий вес 19 фунтов
- Плавная регулировка скорости подачи проволоки
- 8-футовый резак и зажим заземления
- Широкий диапазон регулировки напряжения
Минусы
- Жесткая проволока плохо подается
- Возможность сварки без газа
Обзор
Несмотря на то, что он не может работать с газовой сваркой MIG, мы считаем, что сварочный аппарат Forney Easy Weld 140 FC-i для сердечников из флюса — отличный аппарат для начинающих.Forney — один из старейших американских брендов сварщиков с общенациональной сетью представительств и сервисных центров. Это одна из самых легких машин в своем классе, возможно, даже самая легкая при весе 19 фунтов.
30-процентный рабочий цикл при 90 А на самом деле лучше, чем у многих машин, которые стоят намного дороже. Forney Easy Weld 140 FC-i оснащен вытяжным вентилятором, работающим под напряжением, который обеспечивает охлаждение корпуса, несмотря на его легкий вес. Выходной диапазон составляет 30–140 ампер, что довольно широкий диапазон для начинающего сварщика, работающего от входного напряжения 120 В.
Благодаря легкости, репутации качества Forney и дилерской сети, годовой гарантии, чрезвычайно легкому весу и отличным характеристикам от листового металла 24 калибра при 30 А до пластины толщиной 1/4 дюйма при 140 А. трудно найти лучшее машина в этом ценовом диапазоне, чем Forney Easy Weld 140 FC-i
№
3. Сварочный аппарат SunGoldPower MIG 140A
- Двойное напряжение на входе 110 В / 220 В
- Защита от перегрева с вентиляторным охлаждением
- Весит всего 30 фунтов
- 60-процентный рабочий цикл
- Гарантия 1 год
Плюсы
- Предлагает процессы MIG и флюсовой сердцевины
- Сварка от листа толщиной 16 до листа толщиной 5/16 дюйма
- Принимает проволочные ролики весом 2 и 10 фунтов
- Возможность катушки
- Плавная регулировка скорости подачи проволоки
Минусы
- Без регулятора газа MIG
- Включенные сопла недостаточно велики для прилагаемого провода
Обзор
SunGoldPower MIG 140A предлагает процессы сварки как газовой MIG, так и флюсовой проволоки, что обеспечивает большую универсальность в качестве начинающего сварщика.Двойное входное напряжение составляет 120 для простого и удобного домашнего использования, при этом сохраняется возможность подключения к 240 в гараже или на коммерческом объекте.
Этот сварочный аппарат имеет плавную регулировку скорости подачи проволоки и уровней напряжения. Это значительно упрощает точную настройку параметров, чем просто переходить на следующий шаг выше или ниже. SunGoldPower MIG 140A имеет функцию протяжки проволоки, которая позволяет вводить и выводить проволоку для упрощения настройки. Он также включает в себя регулировку обратного отжига электрода, которая регулирует величину вылета проволочного электрода, регулируя длину проволоки, выходящей из горелки, каждый раз, когда вы прекращаете сварку.
Компания SunGoldPower спроектировала MIG 140A для установки катушек с проволокой диаметром 4 или 8 дюймов, предоставила на нее годовую гарантию и оборудовала машину вытяжным вентилятором под напряжением для контроля внутренней температуры.
4. Сварочный аппарат Klutch MIG 140i Flux-Core / MIG
- Легкий вес всего 22 фунта
- Сварные швы 24-га.до 3/16 дюйма стали
- Выполняет процессы MIG и flux core
- Удобное входное питание 120 В
Плюсы
- Сопла для сварки MIG и флюсового сердечника типа Tweco
- Подходит для катушек с проволокой диаметром 4 и 8 дюймов
- Плавная регулировка скорости подачи проволоки
- Включает регулятор двойного манометра
- Поставляется с дополнительным приводным роликом
Минусы
- Зажим заземления дешевое качество
- Длина соединения горелки всего 6 футов
Обзор
Сварочный аппарат Klutch MIG 140i Flux-Core / MIG использует преимущества инвертора IGBT, создавая машину, которая весит всего 20 фунтов.Несмотря на небольшой вес, этот сварочный аппарат предлагает выходной диапазон от 30 до 140 А. Этого достаточно, чтобы варьироваться от листового металла толщиной 24 до листовой стали толщиной 3/16 дюйма. С Klutch MIG 140i вы сможете выполнить все основные процессы восстановления автомобиля, от ремонта кузова до модификации шасси и ремонта сломанных опор подвески.
Этот аппарат выполняет как сварку MIG в газе, так и сварку сердечником под флюсом, обеспечивая универсальность независимо от того, выполняете ли вы сварку в помещении или на улице.Источник входного сигнала 120 В означает, что вы можете подключить Klutch MIG 140i в любом месте и приступить к работе. Klutch разработал сварочный аппарат с использованием стандартных деталей сопел Tweco для легко обнаруживаемых расходных материалов.
Klutch MIG 140i включает газовый регулятор двойного калибра, MIG и форсунки с сердечником, дополнительный приводной ролик и позволяет устанавливать как 4-дюймовые, так и 8-дюймовые катушки с проволокой. 30-процентный рабочий цикл при 90 амперах — это достаточно рабочего времени для выполнения работы.
5.Weldpro MIG155Gsv Аппарат для дуговой сварки MIG / Stick для начинающих
- Двойная входная мощность 120/240 вольт
- Выходной диапазон от 30 до 155 А
- Лист 24 калибра до пластины 3/8 дюйма
- Предлагает процессы стержневого стержня постоянного тока, сварки MIG и флюса
- Без электромагнитных помех
Плюсы
- Блокировка спускового крючка 2T / 4T
- Дополнительные детали будут работать с TIG
- Плавная регулировка скорости подачи проволоки и нагрева
- Включает газовый регулятор
- Поставляется с зажимом дугового электрода
Минусы
- Некоторые пользователи жалуются на плохую подачу проволоки
- На этой машине устанавливаются только двухфунтовые катушки с проволокой
Обзор
WeldPro MIG155Gsv — это мощный аппарат 3-в-1, который может запускать процессы газовой MIG, флюсовой сердцевины и палочки прямо из коробки, что идеально подходит для начинающих, чтобы начать практиковать.Вы также можете заказать дополнительные детали у WeldPro, чтобы сделать эту коробку совместимой с TIG постоянным током. Этот сварочный аппарат поставляется с двойным входным напряжением 120 и 240 вольт, что означает, что вы можете подключить его к стандартному бытовому току и сваривать до 140 ампер, или подключить его к электросети 240, например, в сушилке или в коммерческом электроснабжении на рабочем месте до 155 выходная мощность ампер.
Weldpro оснащает MIG155Gsv электронной схемой реакции, которая отслеживает дугу и динамически регулирует настройки для достижения оптимальных характеристик в точке сварки.Владельцам нравится плавная регулировка скорости и нагрева, которые намного лучше, чем ступенчатые или ступенчатые настройки для точной настройки в соответствии с конкретными условиями.
Эта машина поставляется с газовым регулятором, шлангом, горелкой MIG и держателем электрода дуги. Имеются сообщения о беспорядочной подаче проволоки и случайных проблемах с контролем качества. WeldPro имеет отличную репутацию в области обслуживания клиентов и предоставляет на MIG155Gsv двухлетнюю гарантию.
5 вещей, которые нельзя делать при сварке
Сварка — это процесс использования экстремальных температур (часто до 5600 градусов по Фаренгейту) для разрезания металла и / или соединения нескольких металлических частей вместе.Из-за таких экстремальных температур сварка создает уникальный набор опасностей, о которых рабочие должны знать.
Использование аппарата для дуговой сварки без предварительного опыта или образования может привести к серьезной травме. Чтобы получить список из 5 основных вещей, которые никогда не следует делать при сварке, продолжайте читать.
# 1) Сварка в плохо вентилируемой зоне
Вы должны помнить, что каждый раз, когда плазменная дуга помещается на металлический объект или поверхность, происходят химические реакции, которые выделяют пары в окружающую атмосферу.В зависимости от типа металла он может выделять ядовитые или даже токсичные пары. Вот почему важно проводить сварку только в хорошо проветриваемом помещении; в противном случае вы рискуете вдохнуть токсичные пары.
# 2) Без предварительного нагрева
Еще одна очень распространенная ошибка, которую допускают рабочие, когда сварка не является предварительным нагревом. Итак, какова цель предварительного нагрева? Помимо прочего, это серьезный сдерживающий фактор от взлома. Нет ничего более разочаровывающего, чем пытаться сварить и возразить, только чтобы он треснул.Вы можете снизить вероятность этого, предварительно нагревая его перед сваркой.
# 3) Отсутствие подходящего защитного снаряжения
Третья ошибка, которую следует избегать, когда сварщик не пользуется подходящим защитным снаряжением. Некоторые люди считают, что защитное снаряжение замедляет их работу. Хотя это может ограничить вашу подвижность, это может буквально спасти вам жизнь.
Перед использованием сварочной дуги наденьте сварочный шлем с прилегающими линзами, сварочные перчатки, сварочную куртку, кожаный фартук и толстые кожаные ботинки.
# 4) Сварка нестабильных поверхностей
Невозможно ожидать безопасной сварки объекта, если он не находится на плоской, ровной и безопасной поверхности. Никогда не пытайтесь выполнять сварку на неустойчивых поверхностях, так как это может привести к травмам. При необходимости зажмите объект промышленными зажимами, чтобы удерживать его на месте.
# 5) Отсутствие чистки или обслуживания аппарата дуговой сварки
Пятая и последняя ошибка, в которой виноваты слишком многие рабочие, — это неправильная чистка или неправильное обслуживание своего устройства.Сварочные дуги, как и любой другой электроинструмент, имеют тенденцию собирать пыль и грязь в течение своей жизни. Чтобы поддерживать устройство в оптимальном состоянии, его необходимо регулярно чистить.
26 января 2014 Джо безопасности
Начало работы со сваркой мотоциклов, часть II
Независимо от того, настраиваете ли вы велосипед или строите собственный рабочий стенд, сварка — отличный навык. В первой части этого руководства мы рассмотрели некоторые теории и рассмотрели различные сварочные процессы и аппараты, которые вы, возможно, захотите рассмотреть.
На этой неделе мы погрузимся в основы того, как начать работу. И прежде всего безопасность: сварка — это деятельность, сопряженная с определенными рисками, поэтому внимательно прочтите, прежде чем приступить к работе.
Защитная одежда Плавящийся металл выделяет много тепла. При дуговой сварке или сварке MIG вокруг вас будут летать искры и шлак, поэтому первым делом нужно защитить себя от ожогов с помощью соответствующей одежды. Накройте с головы до ног натуральными волокнами, такими как шерсть или хлопок, так как синтетика плавится при воздействии высоких температур и оставляет неприятный ожог на вашей коже.
Даже когда искры полностью прикрыты, они несут свое собственное сознание, поэтому следите за сложенными манжетами или карманами, которые могут их зацепить. Когда первая искра пролетит над вашей головой и за спиной вашей рубашки, вы поймете, о чем я! Кожаные ботинки — хорошая идея — летающие частицы всегда попадают на землю, и ваши ноги оценят защиту.
Перчатки При дуговой сварке или сварке MIG вам также потребуются тяжелые, огнестойкие перчатки, чтобы выдержать нагрев дуги и тепло, передаваемое заготовке.Сварка TIG и кислородно-ацетиленовая сварка требует большей сноровки, поэтому используются более тонкие перчатки. Сваренный металл может сильно нагреваться — когда он красный или оранжевый, температуру довольно легко определить, но он все равно может гореть, даже если свечение погасло.
Защита глаз Электрическая дуга генерирует излучение, поэтому вам необходимо защитить свою кожу и глаза. Одежда защитит кожу от сварочных солнечных ожогов, но глаза нуждаются в особой защите.
Наблюдать за дугой можно только через тонированное плафон, поэтому вам понадобится пластиковый сварочный шлем.Каска защитит лицо от ожогов, а тонированный плафон защитит глаза. Более дешевые модели имеют откидывающуюся фиксированную шторку, через которую при нормальном освещении ничего не видно. При подготовке к сварке вы откидываете штору в сторону, чтобы занять нужное положение, а затем опускаете ее, когда будете готовы.
У более дорогих моделей есть возможность электронным способом изменять оттенок в тени и автоматически затемнять, когда их датчики обнаруживают зажигание дуги. У меня есть этот стиль, и он особенно полезен при сварке TIG, когда обе руки заняты оборудованием.Это стоит того, если вы серьезно относитесь к сварке.
Техническое обслуживание Во избежание травм необходимо содержать оборудование в безопасном рабочем состоянии. Ознакомьтесь с руководством, прилагаемым к сварочному аппарату, или найдите в Интернете контрольный перечень проверок для вашего конкретного аппарата.
По крайней мере, начните здесь:
1. Вы полностью понимаете, как управлять своим сварочным аппаратом? Загрузите руководство по эксплуатации, если его нет под рукой.
2. Все соединения затянуты?
3. Все ли кабели в хорошем состоянии, включая кабель основного источника питания?
Обслуживание Помимо обслуживания оборудования, вам необходимо учитывать среду, в которой вы выполняете сварку.
1. Удалили ли вы горючие материалы?
2. Вероятно ли, что посторонние люди пострадают от искр или радиации?
3. Имеется ли у вас сетевой блок питания, рассчитанный на ток, необходимый для сварочного аппарата?
Газовые баллоны
1. Вы проверили затяжку фитингов?
2. Цилиндры зафиксированы в вертикальном положении?
3. Нет ли на них пламени и искр от сварки?
4. Есть ли очевидные повреждения цилиндров?
Электрические и магнитные поля Электроэнергия, протекающая по кабелю, создает вокруг кабеля магнитное поле. Если у вас установлен кардиостимулятор, вам следует проконсультироваться с врачом, прежде чем приступать к сварке.
Поражение электрическим током Поражение электрическим током представляет собой очень серьезную опасность при сварке.Ток, протекающий во время сварки, безусловно, достаточен, чтобы остановить ваше сердце, если электричество течет через ваше тело, а не через заземляющий кабель.
Основная опасность поражения электрическим током связана с сетевым питанием сварочного аппарата (110 В или выше). Несмотря на то, что машины хорошего качества имеют защитные приспособления для предотвращения поражения электрическим током, не снимайте крышку с машины, пока она подключена к электросети. Если у вас возникла проблема с машиной, обратитесь за помощью к квалифицированному специалисту.
Вторичная опасность поражения электрическим током связана с электродной цепью. Наконечник электрода может быть под напряжением 20-100 вольт, а ваша заготовка будет иметь нулевое напряжение (так как он подключен через заземляющий кабель к сварочному аппарату). Если ваше тело замыкает цепь между электродом и обрабатываемой деталью, вы получите электрический ток, поэтому вам нужно выработать безопасные рабочие привычки, чтобы «изолировать» себя.
Всегда обращайтесь с электродом как с находящимся под напряжением и всегда беритесь за электрододержатель, а не за сам электрод.Наденьте сухие перчатки, чтобы отделить кожу от электрода, и длинные рукава, чтобы изолировать вас от рабочего стола, если вы случайно к нему прислонитесь.
Вода проводит электричество, поэтому держите себя и свою одежду в сухом состоянии, даже если для этого придется носить ботинки на резиновой подошве, если земля влажная. Пот тоже является проводником, поэтому жаркая погода тоже опасна.
Современные сварочные аппараты часто содержат устройство понижения напряжения, которое снижает напряжение на электроде до менее 5 вольт. Это дополнительная функция безопасности, которая может отсутствовать на более старых машинах, поэтому относитесь ко всем электродам как к «находящимся под напряжением» и действуйте соответствующим образом.
Опасность возгорания Летящие искры, шлак и расплавленный металл могут перемещаться на значительное расстояние от сварочных работ. Перед сваркой остановитесь и посмотрите вокруг на предмет легковоспламеняющихся материалов, например бумаги и картона, ткани, краски и бензина. Если вы сварите окрашенную поверхность, тепло, скорее всего, воспламенит краску.
Использование воды для тушения пожара возле электрического оборудования — не лучшая идея. Держите под рукой порошковый огнетушитель.
Дымы И процесс сварки, и свариваемые металлы могут выделять дым.Флюс от электродов для дуговой сварки образует газовый экран, а расплавленная металлическая деталь может выделять соединения — они образуют «дымовой шлейф». В идеале вы не должны его вдыхать.
Убедитесь, что в зоне сварки достаточно воздуха, чтобы отводить дым от вас. Иногда достаточно находиться в большом пространстве; в других случаях вам может понадобиться вентилятор, чтобы сдувать пары. На промышленных предприятиях есть вытяжные вентиляторы для всасывания паров (см. Ниже), но это маловероятно в небольшом магазине.Так что используйте здравый смысл и хотя бы откройте дверь, чтобы проветрить пространство.
Обучение сварке Если вы можете, поступите в общественный колледж и изучите сварку. Вот что я сделал — я в течение года ходил на еженедельные вечерние занятия, чтобы научиться сварке TIG. Я настоятельно рекомендую этот путь — вы получите структурированные уроки и упражнения, а также, самое главное, немедленную обратную связь и скорейшее улучшение своих навыков.
В противном случае вам придется обратиться к YouTube и крупным поставщикам сварочных материалов за информацией, чтобы начать работу.Изучение сварки выходит за рамки этой статьи, но вот несколько вещей, которые следует учитывать:
1. Соберите или купите металл для практики. Хотя можно перерабатывать сталь из других источников, она должна быть без краски, грязи, ржавчины и масла, если вы хотите добиться успеха в обучении. Посетите свалку или местную фабрику и посмотрите, сможете ли вы купить обрезки нового чистого металла.
2. Мой любимый он-лайн ресурс — это «Советы и рекомендации по сварке» и связанный с ними канал на YouTube.
3. Еще один отличный источник информации для новичков — это сварка MIG — руководство для самостоятельного изготовления.
4. Вы все знаете, как использовать Google, так что пойдите и сделайте еще несколько исследований.
Основы Типичное первое упражнение для начинающих — это нанесение сварных швов на кусок металлолома. Идея состоит в том, чтобы практиковать движения и развивать необходимую фундаментальную координацию движений рук и глаз. Просто повторяйте это снова и снова, пока вы не сможете начинать и останавливать сварку в любом месте, и это не будет похоже на расплавленную рвоту.
Как только вы сможете покрыть пластины аккуратными сварными швами, можно начинать практиковаться в основных соединениях:
1. Стыковые соединения — хотите сварить трубы вместе, чтобы сформировать выхлопную систему? Придется освоить стыковые соединения.
2. Угловые соединения — при сборке сварочного стенда или торгового оборудования потребуются угловые соединения.
3. Тройники — нужно добавить кронштейн для крепления бака к раме? Тренируйте тройниковые суставы.
4. Коленочные суставы — возможно, не так часто встречаются на мотоциклах, но всегда используются в качестве тренировочного упражнения.
Есть много других, но просто начните медленно и практикуйтесь, практикуйтесь, практикуйтесь, прежде чем направить фонарик на свой проектный мотоцикл.
Обработка сварных швов Если вы устанавливаете пяльцы рамы, вам, вероятно, потребуется отшлифовать сварные швы, чтобы сделать стык невидимым. Сделать это можно напильником или угловой шлифовальной машиной. Однако будьте осторожны с электроинструментами — если вы отшлифуйте плоское пятно на круглую трубу, это будет очень заметно при окрашивании.
Качество сварки Общая теория заключается в создании сборки из сварных деталей, которые имеют такую же прочность, как и цельная деталь.На практике этого не происходит. Огромное тепло от пламени или электрической дуги влияет на микроскопическую структуру металла в «зоне термического влияния» сварного шва. В производственных условиях многие образцы свариваются и тестируются еще до начала производства, чтобы каждый раз гарантировать высокое качество сварки. У нас нет такой роскоши на мотоциклах нашего проекта, поэтому мы должны развить уверенность в том, что наши сварные швы будут прочными.
Более серьезная проблема с нашими кастомизированными модификациями велосипедов — это просто качество самого сварного шва.Чтобы соединить два (или более) металлических куска вместе, сварочный аппарат должен быть настроен на выдачу достаточного количества тепла. Если тепла недостаточно, сварной шов не будет достаточно «проникать» в основные материалы, и сварное соединение будет слабым.
Начинающий сварщик не знает, как выглядит хороший сварной шов по сравнению с плохим (что является еще одной хорошей причиной для прохождения формального обучения). Если вы не уверены в своих способностях сваривать раму мотоцикла или другую конструктивную деталь, попросите квалифицированного сварщика дать некоторые инструкции или просто передайте ему работу.Вы можете рисковать своей жизнью и жизнью окружающих на мотоцикле с плохим качеством сварных швов.
Практика Выучить навыки работы с сварными швами не так уж сложно, независимо от выбранного вами процесса сварки. С первого раза сложнее выполнить важный сварной шов. Настоящее мастерство, которое я ценю в профессиональных сварщиках, — это способность смотреть на работу, определять, как ее выполнять (мысленно), настраивать машину и оборудование, а затем идеально выполнять сварку.
Когда вы учитесь, вы должны достаточно попрактиковаться, чтобы иметь возможность взглянуть на свою работу и визуализировать метод сварки, который вы будете применять. Единственное, что я предлагаю — сварить… много. Сделайте все необходимое для вашего магазина или помогите друзьям в сварочных проектах. Каждый новый проект, за который вы беретесь, научит вас новым навыкам. Даже если вы испортите проект, вы кое-чему научитесь, так что не сдавайтесь.
Базовые проекты Практически всегда вы можете приобрести любой из следующих предметов дешевле, чем вы можете их изготовить.Но дело ведь не в этом? Гораздо веселее делать его самостоятельно, по своему дизайну и спецификациям. Погуглите «сварочные проекты» и посмотрите, какие изображения появятся, или выполните аналогичный поиск в Pinterest, чтобы найти вдохновение. Или взгляните на эти…
1. Купите новую трубку — квадратную или прямоугольную. Спроектируйте и соберите верстак.
2. Постройте стеллаж для хранения ваших длинных стальных листов.
3. Приварите кусок тяжелой трубы к старому стальному ободу автомобиля, затем установите сверху тиски.Теперь у вас есть портативная рабочая станция.
4. Спроектируйте и соберите тележку для хранения сварочного аппарата. Закрепите под ним несколько колесиков, чтобы вы могли перемещать их по магазину.
5. Во время сварки на новом верстаке вам нужно будет сидеть, если вы работаете с длинными сварками TIG. Сделайте табурет, чтобы на нем сидеть.
О сварке можно многое узнать, но если вы любопытны, терпеливы и обладаете некоторой координацией, вы добьетесь успеха.
Haynes, руководство по сварке Я не могу вспомнить, где и почему я купил эту книгу, но она очень хорошо написана, объясняет все методы сварки, описанные в этой статье, и я постоянно к ней обращался, пока учился дуговая сварка.Опять же, если вы можете пойти в школу, чтобы научиться сварке, не покупайте эту книгу. В противном случае проверьте это — он доступен на Amazon.
Ресурсы Советы и рекомендации по сварке | Сварка MIG — Руководство «Сделай сам» | Lincoln Electric — Безопасность при сварке | Миллер — Безопасность при сварке
Загрузите бесплатное 40-страничное руководство Мэтта по полевой сварке здесь.
Как использовать: 10 способов улучшить сварку
Каждый, кто работает с большим железом, обязан время от времени немного приваривать.Однако проблема случайного сварщика заключается в том, что он редко достигает уровня квалификации или производительности сертифицированного сварщика, работающего полный рабочий день. А производительность в сварке имеет значение. Сварка с использованием неправильного аппарата или техники отнимает драгоценное время. Плохие сварные швы приводят к выходу деталей из строя или необходимости переделки. Безопасность сварки должна быть предметом обучения на протяжении всей жизни.
Мы попросили двух ведущих специалистов по сварке в стране дать нам список наиболее распространенных ошибок, которые делают сварщики, работающие неполный рабочий день, и рассказать, как их можно избежать, чтобы повысить производительность, качество и безопасность.
- Выключите телевизор
Сегодня многие автомобильные и мотоциклетные шоу на кабельном телевидении демонстрируют вопиющее пренебрежение к безопасности. Шлифование без защитных очков и сварка без шлема может выглядеть круто, но нет ничего крутого в том, чтобы повредить глаза, лицо или пальцы.«Я не одобряю многие из этих программ по этой причине», — говорит Карл Петерс, директор по техническому обучению Lincoln Electric и 35-летний ветеран отрасли. «Обидно. Дети думают, что это круто, а потом приходят в индустрию, и мы должны их научить другим путям.”
Даже если вы можете отличать правильное от неправильного, простое наблюдение за неправильными мерами безопасности может иметь неосознанный эффект. Не осознавая этого, вы можете начать повторять вредные привычки, которые видите по телевизору, точно так же, как некоторые дети бессознательно подражают стилям своих любимых звезд спорта. Если вы руководитель цеха или инспектор, имейте в виду, что многие из ваших технических специалистов могут смотреть эти шоу. Следите за теми, кто начинает вести себя так, будто слишком крут, чтобы соблюдать правила техники безопасности.
- Начните с чистого листа, подготовьте хорошо
Это должно быть очевидно, но его часто игнорируют — начните с чистого металла, — говорит Джон Лейснер, менеджер по продукции Miller Electric.Это относится ко всем процессам, но для сварки TIG и проволоки это гораздо важнее, особенно для сплошной проволоки.«Многие люди, не являющиеся профессиональными сварщиками, думают, что тепло сварочного прутка или электрода прожигает большую часть ржавчины, краски или окалины», — говорит Лейснер. «Некоторые из них прожигаются, но некоторые из них застревают в металле и вызывают слабые соединения».
Чтобы убедиться, что ваши поверхности чистые, используйте жесткую проволочную щетку или проволочное колесо, чтобы удалить с поверхности ржавчину, краску или окалину. Если этого не произойдет, достаточно пройти несколько световых проходов шлифовальной машиной, чтобы обнажить свежий блестящий металл.Для деталей, загрязненных маслом или консистентной смазкой, Leisner рекомендует негорючие обезжириватели.
Помимо чистого, хорошо подготовленного материала, также важно иметь чистую поверхность для зажима рабочего кабеля. «Если вы установите рабочий зажим на что-то грязное или ржавое, у вас может получиться сварка налипанием, но попробуйте сделать то же самое с TIG или подачей проволоки, и он даже не заработает», — говорит Лейснер. «Вы подумаете, что с машиной что-то не так. Для надежного заземления вам понадобится чистая заготовка.”
- Проверьте свои сварные швы
То, что ваши сварные швы хорошо выглядят, не обязательно означает их прочность. «Целостность сварного шва чрезвычайно важна», — говорит Петерс. «Если возможно, вам следует получить сертификат Американского сварочного общества или, по крайней мере, проверить свои сварные швы в сертифицированном испытательном центре AWS».Если лабораторные испытания ваших сварных швов нецелесообразны, вы можете выполнить некоторые из тестов AWS самостоятельно, говорит Петерс. «У них есть схемы, которые показывают, как взять конкретный образец сварного шва и согнуть его.Если вы проведете эти испытания, ваши сварные швы не будут сертифицированы, но, по крайней мере, у вас будет уверенность в том, что ваши сварные швы довольно хороши ».
- Сваривайте толстый материал за несколько проходов
Распространенная ошибка любителя — попытаться сварить что-то толщиной 3/8 дюйма или более за один проход. «Они увеличивают ток и медленно перемещаются по детали, но обычно это приводит к тому, что присадочный металл не прикрепляется должным образом к основному металлу», — говорит Лейснер. Когда вы берете металл комнатной температуры и прикладываете к нему столько тепла, вы не получаете хорошего проникновения.
«Если я собираюсь сварить что-то толщиной 3/8 дюйма, я сделаю три прохода при более низкой силе тока, а не один проход при более высокой силе тока, особенно, если я использую сварку прилипанием», — говорит Лейснер. «Несколько проходов обеспечивают хорошее проникновение». - Изучите несколько процессов сварки
Для разных областей применения и для разных типов металла требуются разные типы сварки. «Чем больше процессов вы знаете, тем более универсальным и продуктивным вы становитесь», — говорит Петерс. «Возможно, вы не ошибетесь, делая все с помощью сварки штангой, но вы можете делать это на одной трети скорости.И сегодня это ошибка, потому что нужно работать продуктивно », — говорит он.- MIG, вероятно, самый популярный процесс, говорит Лейснер. Это требует более низкого уровня навыков и дает чистый сварной шов без шлака. Это также быстро. В той же машине можно использовать сплошную проволоку или порошковую проволоку. MIG предпочтительнее, когда вам нужен высокий уровень производительности. «Людям это нравится, потому что вы можете направить пистолет, нажать на спусковой крючок и отправиться в путь», — говорит Лейснер.
- Сварка палкой требует среднего уровня квалификации. Он медленнее, но более щадящий и может быть необходим на открытом воздухе, где ветер может унести защитные газы, используемые в MIG.Приклеивание часто является лучшим вариантом, если вы выполняете сварку лишь от случая к случаю, свариваете для ремонта, а не производства или не нуждаетесь в высокой производительности.
- Сварка TIG обычно выполняется там, где важен эстетический вид, либо на тонких материалах или материалах из цветных металлов. Это более медленный процесс, требующий немалых навыков, но при этом получаются самые красивые сварные швы.
Многие люди остаются в MIG, потому что они попробовали сварку электродом много лет назад, и она им не понравилась, говорит Лейснер. «Это одно из заблуждений, которое существует у людей: эта палка действительно сложна», — говорит он.«Старые электрошкафы переменного тока в 1950-х и 1960-х годах были трудными, но современные сварочные аппараты, особенно сварочные аппараты постоянного тока, намного проще в использовании».
Если вы хотите приобрести новый сварочный аппарат и хотите разнообразить свои сварочные навыки и изучить больше процессов, подумайте о приобретении многофункционального аппарата, который будет выполнять все три процесса.
- Выберите правильный электрод и проволоку
Можно выбрать из множества стержней и проволоки, но использование неправильных расходных материалов приведет к плохим результатам.Некоторые стержни предназначены только для сварки постоянным током. Некоторые порошковые проволоки не подходят для многопроходной сварки. Сварка порошковой проволокой и сварка сплошной проволокой требует различной полярности источника питания. По словам Лейснера, хорошим универсальным стержневым электродом является E6011, а хорошей сплошной проволокой для сварки MIG — 0,035 ER70S-6.Электроды и провода также нуждаются в надлежащем уходе. По словам Лейснера, провода ржавеют во влажных или влажных условиях, а некоторые электроды необходимо хранить в герметичных контейнерах или запекать в стержневой печи. По его словам, магазин сварочных материалов — ваш лучший источник информации и, вероятно, даст вам более точные рекомендации, чем магазин розничной торговли.
- Совершенствуйте свою технику
Хорошая сварка требует тонкости. По словам Лейснера, удерживание стержня или электрода под неправильным углом может привести к разрыву сварного шва. «Таким образом, вы на самом деле не проникаете, вы не врезаетесь в основной металл. Это может выглядеть нормально, но недостаточно глубокое «.Каждый процесс имеет свои особенности и требования. Если у вас нет официального обучения сварке, есть много книг, и в большинстве профессиональных школ и общественных колледжей есть курсы для начинающих и базовые.Еще одно хорошее место для изучения правильной техники — сайты производителей. Здесь вы найдете схемы, видео и массу полезной информации. Посетите www.millerwelds.com/education или www.lincolnelectric.com/knowledge.
- Купите шлем с автоматическим затемнением.
Если вы выполняете много работ, связанных с прихваточными швами и небольшими повторяющимися сварными швами, то приобретение каски с автоматическим затемнением сэкономит ваше время и сэкономит нервы. Это может показаться мелкой картошкой, но постоянная необходимость поднимать и опускать козырек в стандартном сварочном шлеме съедает время и отвлекает одну руку от работы.С помощью шлема с автоматическим затемнением вы можете осмотреть работу или рабочую зону и изменить положение сборки без лишних движений. - Самообразование
Петерс называет отсутствие базовых знаний в области металлургии наиболее частым недостатком несертифицированных сварщиков. «Они стараются сваривать методом проб и ошибок, а не разбираются в основах металлургии», — говорит он.Существует множество доступных ресурсов, многие из которых бесплатные, которые могут помочь вам стать лучше сварщиком, не посещая формальные занятия.Peters рекомендует Руководство по сварке AWS, а также его рекомендации по безопасности при сварке, резке и смежных процессах. (Оба доступны на www.aws.org.) Присоединение к AWS и получение его журнала Welding Journal и других ресурсов также является хорошей идеей.
Даже если вы свободно владеете основами и имеете некоторое образование, сварка сильно изменилась за последние 10 лет, особенно электроника. Если вы будете в курсе изменений, то станете лучшим сварщиком. «Вы должны быть знакомы с инверторными источниками питания и новыми формами волн для настройки дуги для достижения максимальной производительности», — говорит Петерс.
Вопросы безопасности также являются частью самообразования сварщика, включая базовый 10-часовой курс по безопасности OSHA. «Это хороший ориентир по вопросам безопасности и здоровья на рабочем месте», — говорит Петерс. Также ознакомьтесь с Кодексом OSHA 1910, в котором перечислены правила безопасности OSHA, которые регулируют рабочее место, и Кодексом 1926 специально для строительной отрасли, говорит он.
Безопасность также развивается вместе с технологиями. В качестве примера Петерс приводит новые правила OSHA, которые снизили допустимый уровень паров хрома при сварке нержавеющей стали на 90 процентов.«Если вы не обращаете внимания, есть вероятность, что вы нарушите правила», — говорит он.
Найти время для самообразования — непростая задача, — признает Питерс. Но это не отличается от любой другой технической профессии. Доктора, инженеры и бухгалтеры проходят определенное количество часов непрерывного образования в год, чтобы сохранить свои лицензии. «Многому из этих вещей вы можете научиться, если просто уделите несколько минут за обедом и немного почитайте. Или найдите время вечером, по 10-15 минут в день.Сделайте это своим образом жизни, чтобы стать лучше », — говорит он.
- Вернуть
«Лучший способ чему-то научиться — это научить этому», — говорит Петерс. «Тогда ты действительно узнаешь, как мало ты знаешь». Он рекомендует добровольно обучать сварке молодежные организации, такие как 4-H, FFA или Skills USA. Помимо поддержки сообщества, вы также можете познакомиться с некоторыми из ваших следующих сотрудников.«Всегда хорошо отдавать что-то сообществу, когда есть возможность», — говорит Петерс.«Это делает вас лучше».
Hardsurfacing
Техника сварки, которая помогает деталям служить дольше
Обработка песка, гравия, известняка, гранита, бетона или камня любого вида изнашивает зубья и кромки ковша так же верно, как толкает их к шлифовальному кругу.
И хотя зубья, кромки и другие движущиеся части ковша предназначены для использования в качестве расходных материалов, удаление и замена этих изнашиваемых поверхностей по-прежнему требует денег и времени. Если эти компоненты служат большую часть года, без пота, вы можете заменить их в дождливый день или во время запланированного простоя.Но если вы регулярно останавливаете работу, чтобы заменить их, возможно, вам лучше заняться наплавкой или тем, что в сварочной отрасли называют наплавкой.
«Жесткая наплавка — это метод сварки, который поможет вам сэкономить время и деньги», — говорит Крис Монро, инженер по применению в компании Hobart Brothers. Сделав это, вы сможете:
- Снижение затрат. Преобразование изношенной металлической детали в новое состояние требует от 25 до 75 процентов стоимости замены.
- Продлевает срок службы оборудования.Деталь с твердым покрытием прослужит от 30 до 300 процентов дольше, чем деталь без поверхности, в зависимости от области применения.
- Сокращает время простоя. Когда детали служат дольше, вы тратите меньше времени на их замену.
- Уменьшает инвентарь. Нет необходимости хранить запас запчастей, если их можно восстановить или укрепить для увеличения срока службы.
Что тебя утомляет?
«Истирание является причиной примерно 60 процентов износа оборудования», — говорит Монро. Но не все истирания одинаковы.Прежде чем выбрать тип сварочного прутка или проволоки, которые вы будете использовать в проекте по наплавке, вам необходимо определить, какой тип износа испытывает ваше оборудование. Затем вы можете сопоставить тип износа с типом сварочного материала.
Обычно для упрочнения используются три типа сплавов: аустенитный, мартенситный и карбидный, каждый с разными свойствами. Также существует три типа абразивного износа. Вот как они совпадают:
- Царапание при низком напряжении: используйте сплавы с карбидом хрома.
- Шлифование при высоких напряжениях: используйте сплавы с марганцем, мартенситным чугуном или карбидом титана.
- Строжка: используйте высококарбидные сплавы на основе аустенитного марганца.
Помимо истирания, оборудование также может пострадать от:
- Адгезионный износ, для которого требуется мартенситный твердый наплавочный сплав, аустенитные сплавы на основе марганца или кобальта.
- Ударный износ, для которого необходимы сплавы с характеристиками наклепа.
Хобарт предостерегает от распространенного заблуждения, связанного с сплавами: чем выше твердость, тем выше сопротивление истиранию или увеличивается срок службы.Хотя два сплава могут иметь одинаковый рейтинг твердости, они могут сильно различаться по устойчивости к абразивному износу.
Вам также необходимо определить содержание основного металла, в который вы будете добавлять наплавку, чтобы вы могли правильно сопоставить его со сварочным стержнем или проволокой. Это могут быть углеродистые стали (высокие, средние или низкие), различные легированные стали или другие специальные металлы. Поскольку существует очень много различий в твердости и износостойкости, а также переменных в основных металлах, лучше всего проконсультироваться с вашим дилером оборудования или поставщиком сварочного оборудования, прежде чем выбирать подходящий сварочный стержень или проволоку для любого применения.
Выбор процесса и рисунка
Жесткая наплавка обычно выполняется с помощью оборудования для ручной сварки или сварки MIG. Палка — наиболее распространенный процесс. Это требует среднего уровня навыков, но лучше для сварки в неудобных положениях. MIG требует меньше навыков и обеспечивает повышенную производительность наплавки благодаря скорости и простоте использования, предлагаемым пистолетами для подачи проволоки.
При наплавке для обеспечения устойчивости к истиранию вы обычно выполняете сварку против потока абразивного материала и создаете один из четырех основных рисунков: «елочка», вафля, стрингер или точка, или их комбинация.(См. Фото ниже). Лучший способ определить, какой рисунок борта использовать, чтобы посмотреть на место и тип износа, а также на тип материала, который вызывает износ.
Вафельный узор, перекрестный узор, образующий квадратные карманы, защищает от абразивного износа от более мелких частиц, таких как грязь, песок и гравий. Узор укладывает материал между бортами, таким образом защищая основной металл.
Точечный рисунок обеспечивает эффективную износостойкость при низком ударе, высоком абразивном износе и подходит для основных металлов, чувствительных к перегреву.Используйте метод проб и ошибок, чтобы определить расстояние между точками. Этот рисунок часто используется на оборудовании, которое изнашивается по бокам, включая ковши и лезвия.
Бусины стрингера проходят параллельно или перпендикулярно потоку материала, обеспечивая защиту от истирания. Они требуют меньше фунтов твердой проволоки для наплавки по сравнению с вафельным рисунком. Бусинки стрингера обычно размещаются параллельно потоку материала в ведрах, используемых для работы с более крупными сухими заполнителями. В песке или грязи бусинки стрингера укладываются перпендикулярно потоку материала.
Комбинированный узор включает точки на передних кромках и узор «елочка» за точками. Узор в виде елочки укладывает бусинки под разными углами и защищает так же, как узор вафель.
Сварные швы размещаются на расстоянии от 1 до 1 1/2 дюйма в зависимости от размера компонента и области применения. Но определение расстояния между бусинами — это не только наука, но и искусство, с опытом работы лучшим учителем. Вот еще несколько предложений от Stoody, производителя сварочных стержней и электродов для наплавки:
- При работе с большими кусками породы применяйте упрочняющие валики параллельно потоку материала.Борта будут действовать как направляющие, позволяя материалу перемещаться по бортам и защищать основной металл от эрозии.
- Вафельный узор или узор «елочка» хорошо подходят для песка и грязи с содержанием глины. Материал уплотняется в промежутках между сварными швами и обеспечивает дополнительную защиту основного металла.
- Нанесите точечный узор на участки, которые не подвержены сильному истиранию, но все же подвержены износу. Также используйте этот узор на тонких основных металлах, где могут возникнуть искажения.
- В приложениях, которые связаны с ударными нагрузками и боковыми нагрузками высокого сжатия, наплавочные покрытия, нанесенные на поверхность и кромки, уязвимы для выкрашивания. Чтобы улучшить сопротивление выкрашиванию в этих случаях, нанесите упрочнение на канавки, вырезанные в основном металле, или на канавки, окруженные металлами сварных швов с высокой ударопрочностью.
Когда растрескивание — это хорошо
Сварщики обычно считают трещины признаком того, что что-то не так, но, согласно Lincoln Electric, это не обязательно верно при наплавке.Электроды для наплавки высоколегированы, и, поскольку большинство наплавочных покрытий почти не обладают пластичностью, сварные швы будут растрескиваться. Это настораживает многих сварщиков. Чаще всего это поперечные (поперечные) трещины, которые помогают снять остаточное напряжение в сварном шве. Такое растрескивание не повлияет на износостойкость.
Что необходимо знать об основах сварки для будущего сварщика
Есть что-то волшебное в процессе сварки металлов для создания чего-то нового.Что-то прочное, прочное и полезное. Сварка — это творчество, искусство и строительство, слитые воедино в чистом виде. Отчасти красота в том, что каждый может научиться этому ремеслу и запускать эффективные бусинки. Не у всех есть глаз и рука, чтобы проводить прямую и узкую кромку до максимального совершенства, но почти каждый может использовать основы сварки для соединения металлов и сплавов в функциональный инструмент или деталь.
Изображение Pixabay
Мир нуждается в более квалифицированных сварщиках, так как в настоящее время наблюдается дефицит, поэтому прочтите это руководство по основам сварки, чтобы решить, готовы ли вы начать, взять в руки сварку и начать сварку.
Сварка на протяжении многих лет
Изображение Pixabay
Кованые кулаком и железом, рудиментарная история сварки началась с того, что кузнецы соединяли куски железа с помощью тепла и молотка. Эта практика по-прежнему является частью кузнечного дела и может считаться первой формой сварки, хотя современный мир сварки по-настоящему зародился только в 19 веке.
Арка происхождения
Принципы дуговой сварки зародились в Англии в начале 1800-х годов с истоков дуговой сварки.К концу 1800-х годов сварка угольной дугой стала лидером, поскольку практика продолжала развиваться. Сегодня дуговая сварка по-прежнему использует те же принципы и методы, хотя процесс эволюционировал и стал намного более эффективным.
Изображение CC BY 2.0 из истории Торонто через Flickr
Не устоять перед новыми путями
Элиху Томпсон разработал и запатентовал первые формы контактной сварки. Это произошло незадолго до начала века, а в начале 1900-х годов появилось много новых процессов, таких как точечная сварка, шовная сварка и другие специализированные формы.
Эти новые методы наряду со старыми все еще совершенствовались, когда Первая мировая война увеличила спрос. Начало войны положило начало растущему рынку, на котором появилось множество производителей и компаний, работающих в области сварки, которые породили еще больше инноваций.
Растущий рынок
На этом рынке уже почти столетие развиваются основы сварки, и промышленная революция была бы невозможна без достижений в технике сварки.
От начала базовой дуговой сварки до высокотехнологичных лазеров, лидеры отрасли продолжают вводить новшества. Сварочная промышленность продолжает расти и расширяться по мере разработки новых технологий. Из-за этого даже опытные сварщики должны овладевать новыми знаниями и продолжать адаптироваться. Сварка представляет собой новые задачи и новые методы, что делает ее полезной и сложной.
Промышленная сварка. Изображение через Pixabay
Инструменты торговли
Список инструментов для базовой сварки в некоторой степени зависит от типа выполняемой сварки и личных предпочтений, но используйте этот список в качестве основного руководства по необходимым сварочным инструментам.
Средства индивидуальной защиты и одежда
Ношение защитной одежды является обязательным условием безопасности всякий раз, когда вы берете сварщика. Глаза, кожа и уши без надлежащих средств индивидуальной защиты уязвимы, поэтому не избегайте этой категории.
SHAW AIR FORCE BASE, Южная Каролина — Рэнди Райс, рабочий по металлу Agate Construction из Мейсона, штат Аризона, прикрепляет коленный бандаж к каркасу многомиллионного укрытия для самолетов, чтобы улучшить безопасность, благополучие и условия работы летчиков. с обеспечением защиты самолетов от непогоды, авг.7. Строительство убежищ планируется завершить в феврале 2009 г. (фото ВВС США / штаб-сержант Натан Бевьер)
Очки ar
Даже самой маленькой частички мусора в глазу достаточно, чтобы вызвать боль. Защитные очки являются ключом к любым слесарным работам от простой резки и шлифования. Очки для резки поверх этих защитных очков обеспечивают дополнительную защиту от света при резке или сварке. Защита ушей также важна, от заглушек и лент до необходимости использования полностью закрытых наушников в некоторых средах.
Кожа
Кожа — лучший друг сварщика.
Летчик 1-го класса Дэвид Рид, стажер по изготовлению 2-й эскадрильи технического обслуживания, сваривает стальные листы вместе во время обучения на базе ВВС Барксдейл, штат Луизиана, 6 декабря. Металлургия Летчики, сваривают, производят и могут создавать детали из сырья. . (Фото ВВС США / Летчик 1-го класса Эндрю Муа)
Кожаные перчатки защищают руки от ожогов, а также от царапин, порезов и ударов, а в зависимости от работы и окружающей среды кожаные куртки или рукава и / или фартук предотвращают ожоги вас и вашей одежды.Прочная пара кожаных рабочих ботинок со стальным носком убережет ноги от повреждений.
Кожа
Есть ли у сварщика даже шикарный сварочный колпак?
Сварочная маска со звездами. Изображение через Pexels
Несмотря на разнообразие вариантов выбора, сварочные шапочки для защиты головы и волос — это больше, чем просто модная вещь.
Сварочные кожухи защищают ваше лицо и глаза и, опять же, часто отличаются особой индивидуальностью.При всем этом респиратор для сварки твердых частиц — хорошая идея для всех работ и абсолютное требование для большинства.
Изображение CC BY-SA 2.0 от Криса Дэвиса через Flickr
Сварщик собственного производства
Владение сварщиком или доступ к нему попадает в категорию «Капитан очевидный» по основам сварки, и, поскольку я разбиваю различные типы сварки далее в этой статье, нет необходимости вникать в их вариации.
Если вы планируете научиться сварке в рамках школьной или образовательной программы, вы, вероятно, можете отложить покупку сварочного аппарата, пока не будете более уверены, какой тип сварщика лучше всего подходит вам и вашим планам.Но если вы собираетесь изучать основы сварки самостоятельно, вам понадобится как минимум один сварщик, с которым вы сможете попрактиковаться.
Ручные инструменты и аксессуары
Список инструментов, охватывающий все основы, сложен, но для основ сварки следующее оборудование — отличное начало, и если вы планируете посещать занятия в рамках части учебной программы, обязательно спросите их, что входит в комплект и что вы будете необходимо приобрести для себя.
Шаровидный молот
Хороший двухфунтовый молоток с шариковой ударной обработкой позволит вам делать все: от ударов и зубил до скругления кромок и заклепок.Когда приходит время сбивать оставшийся шлак, вам понадобится отбойный молоток.
Отбойный молоток с лупой (используется для проверки целостности сварного шва) Изображение CC BY 3.0 через Wikimedia Commons
Кусачки
Кусачки и острогубцы с боковыми кусачками никому не в новинку, и они могут не относиться к тем предметам, которые вы сначала связываете со сваркой, но вам понадобятся и то, и другое. Проволочные щетки необходимы для очистки, зачистки и подготовки оборудования и зоны сварки.
Блокировка каналов и многое другое
Швеллерные замки, серповидный ключ и тиски — все это знакомые инструменты для механически наклоняемых инструментов, и они также являются скрепками в любом базовом наборе сварочного инструмента.
Мыльный камень
Вам понадобится мыльный камень и подставка для его хранения, чтобы вы могли пометить свою работу, не опасаясь загрязнения. Говоря о маркировке, не беспокойтесь, используйте рулетку, чтобы вы могли «Отмерь дважды и отрежь один раз». Нам всем нужно напоминать об этом время от времени.
Стропила
Квадраты скорости, также известные как квадраты для стропил или треугольные квадраты, используются для разметки и образования углов в 45 и 90 градусов.
Нагрудный знак ВМС США, обозначающий специалиста по корпусу. Изображение в свободном доступе через Wikimedia Commons
Комбинированный квадрат
Комбинированные квадраты выполняют одни и те же функции, но вы захотите, чтобы в вашем распоряжении были оба типа. Измерительные щупы измеряют радиус трубы и других круглых предметов.Качественный набор будет иметь как выпуклые, так и вогнутые створки.
Изображение CC BY-SA 3.0 через Wikimedia Commons
Фонарик
Еще раз подчеркнем очевидное: фонарики удобны в любой ситуации при слабом освещении, но для измерения необходим яркий свет за вышеупомянутым калибром углового шва. Еще одно необходимое средство для зрения — выдвижное зеркало. Вы всегда будете нуждаться в том, чтобы увидеть или найти что-нибудь в таком месте, куда ваша вытянутая голова просто не пойдет.
Лента-подложка
При сварке и резке определенных деталей не забывайте подкладывать ленту, потому что это сэкономит ваше время, силы и позволит получить более однородные сварные швы.
Изображение CC BY 2.0 через Wikimedia Commons
Очистители наконечников топливных наконечников вернут вам работу при правильном использовании, но если вы переусердствуете или используйте неправильный размер, то вы испортите наконечник резака.
Типы сварки
Существуют десятки видов сварки, но только четыре из них относятся к категории наиболее часто используемых.MIG, TIG, Stick и дуга с порошковым сердечником составляют основу основ сварки, поэтому мы рассмотрим их подробнее.
МИГ
MIG, также известный как газовая дуговая сварка металла или GMAW, является одним из наиболее часто используемых методов сварки. Обычно используется для соединения множества цветных металлов и сплавов. MIG использует сплошной проволочный электрод, подаваемый через сварочную горелку.
Отрезной наконечник для сварки MIG. (1) Ручка горелки, (2) Литой фенольный диэлектрик (показан белым) и металлическая гайка с резьбой (желтая), (3) Сопло защитного газа, (4) Контактный наконечник, (5) Выходная поверхность сопла.Изображение CC BY-SA 3.0 через Wikimedia Commons
Этот расходный провод образует дугу с основным материалом. Эта дуга, в свою очередь, расплавляет проволоку и соединяется с основным материалом. Защитный газ защищает сварной шов от атмосферных загрязнений, таких как нитриты или оксиды.
Преимущества сварки MIG
Сварка MIG, считающаяся самым простым методом сварки, отлично подходит для сварщиков начального уровня или новичков в этой практике. Другие преимущества включают скорость из-за высокой эффективности электрода, что приводит к меньшему расходу материалов на детали и более качественному сварному шву.Использование меньшего количества материала для очистки сварных швов экономит время и деньги. Потребность в более низком тепловложении также снижает эксплуатационные расходы, поскольку это означает, что для питания сварочного аппарата требуется меньшая входная мощность.
Изображение CC BY-SA 2.0 через Wikimedia Commons
Недостаток МИГ
Минусы сварки MIG начинаются с необходимости внешней газовой защиты. Со временем стоимость покупки газа увеличивается, что делает этот метод одним из более дорогих. Более толстый материал потребуется сваривать другим способом, поскольку сварщики MIG ограничиваются использованием более тонкого материала.Еще одним ограничением является положение сварного шва, поскольку сварку MIG нельзя выполнять вертикально или над головой. Весь материал должен быть тщательно очищен и подготовлен, что увеличивает время и затраты на каждую работу.
СваркаMIG широко используется крупными производителями и любителями в гаражах и подходит для множества работ.
TIG
Аббревиатура TIG происходит от вольфрамового инертного газа, но технически этот вид сварки называется газовой вольфрамовой дугой или GTAW. Неплавкая вольфрамовая проволока служит электродом и передает ток сварочной дуги.Инертный газ, обычно аргон, охлаждает и защищает как вольфрамовый электрод, так и сварочную ванну.
Изображение в открытом доступе через Wikimedia Commons
TIG — это крутой мастер
СваркаTIG может быть сложнее, чем другие виды сварки, поскольку для работы требуются две руки и одна нога. Используется, когда требуются привлекательные, чистые валики. TIG — это метод выбора для большинства работ в автомобильном мире, от стандартного кузова до компонентов вторичного рынка, таких как системы выпуска из нержавеющей стали.
Шасси и рамы, листовой металл и видимые системы трубопроводов, производители велосипедов и изделия из металла полагаются на сварку TIG для получения желаемого внешнего вида и прочности.
Изображение CC BY-SA 2.0 через Flickr
К недостаткам сварки TIG относятся время использования и сложная кривая обучения. Сварка TIG выполняется медленнее, чем другие методы из этого списка, и с ней трудно справиться. Свариваемые детали должны быть очень чистыми, что также увеличивает фактор времени.Качественные сварочные аппараты TIG также стоят дороже.
Палка
Дуговая сварка экранированного металла, SMAW или сварка штучной сваркой являются стандартными носителями процессов дуговой сварки. Термин стержень относится к электроду, который состоит из твердого металлического стержня или стержня, окруженного покрытием из соединений и металлических порошков.
Изображение в открытом доступе через Wikimedia Commons
Электрические токи, переменные или постоянные, образуют дугу между электродом и соединяемыми металлами.Электрод действует как проводник и как исходный материал, так как он обеспечивает заполнение сварного шва.
Как работает сварка стержнем
По мере плавления электрода покрытие создает облако газов, которое защищает сварной шов от окисления. Отсюда и название «Дуговая сварка защищенного металла». В конечном итоге газовое облако остывает и осаждается в виде шлака, который необходимо отколоть после завершения работы.
Изображение CC BY 3.0 через Wikimedia Commons
Один из самых ранних способов сварки, сварка палкой продолжает оставаться популярной благодаря своей простоте и универсальности.Используется в основном для сварки чугуна и стали, сварка штангой — это вариант сварки тяжелых стальных конструкций.
Преимущества аппарата для ручной сварки
Сравнительно простая в использовании и недорогая сварка палкой очень универсальна и адаптируема. Снижение затрат за счет отсутствия необходимости покупать внешний защитный газ делает его эксплуатацию дешевле. Сварку палкой можно выполнять под дождем, ветром или на окрашенных поверхностях, а электроды легко менять для использования на разных металлах или на разных поверхностях.
Несмотря на присущую ей простоту, Stick Welding требует обучения, требующего навыков и терпения по мере накопления опыта пользователем.Сварка палкой, особенно жесткая для тонких металлов, вообще не подходит для химически активных металлов, таких как титан, цирконий, колумбий или тантал.
Недостатки аппарата для ручной сварки
Оставленный шлак грязный и беспорядочный, и его скалывание добавляет шаг в процесс. Медленная по сравнению с другими методами сварка палкой съедает электроды, поэтому можно сваривать только короткие отрезки, прежде чем потребуется новый электрод.
Изображение CC BY 2.0 от Джоэла Стирка через Flickr
Флюс-сердечник
Подобно сварке MIG тем, что подается непрерывный электрод, Flux-Core отличается тем, что электродом служит трубчатая проволока, наполненная флюсом, а не сплошная проволока.
Изображение в открытом доступе через Wikimedia Commons
Порошковая сварка бывает двух вариантов. Сварка порошковой проволокой с двойным экраном требует подачи внешнего газа для защиты сварного шва вместе с электродом. Самозащитная порошковая сварка не требует использования внешнего газа для защиты сварного шва.
Магнитопровод в наружных элементах
Самозащитный процесс порошковой наплавки отлично работает на открытом воздухе, даже когда дует ветер.Сварка сердечником используется для различных видов сварки в тяжелых условиях, например, при монтаже стали и ремонте тяжелого оборудования.
Эти два варианта делают Flux-Core одним из самых универсальных сварочных процессов, а отсутствие газового баллона при самозащитном отверждении флюсом дает сварщику дополнительную мобильность. Высокая эффективность электрода сводит к минимуму отходы материалов и требует небольшого количества тепла. Сварка порошковой сердцевиной производит наименьшее количество дыма и обычно требует небольшой очистки после завершения работы.
Другие
Плазменная дуга часто используется в аэрокосмической промышленности и аналогична TIG-сварке по технике, но с утопленным электродом.
Электронно-лучевая и лазерная сварка работает в приложениях с высокой энергией и используется, когда требуется высокоточная работа.
Газовая сварка когда-то была одним из распространенных методов, но в большинстве случаев ее заменили на TIG.
Как начать сварку
Изображение CC BY 2.0 через CC BY 2.0
Сначала вы должны задать себе вопрос. Каковы мои сварочные цели?
Вы хотите сделать карьеру сварщика или добавить еще один навык в свое резюме? Или вы хотите самостоятельно изучить основы сварки в рамках хобби или стать более самостоятельным?
Карьера сварщика
Карьера сварщика может предложить солидную оплату и вознаграждение в виде хорошего рабочего дня. Создавать что-то осязаемое и настоящее каждый день приносит первозданное удовлетворение. Тем не менее, сварка не для всех.Работа может быть жаркой, утомительной и требовательной. Сварке можно научить так же искусству, как и ремеслу, но некоторые люди, кажется, обладают естественным чувством и талантом запускать удивительные бусинки.
Спрос на другие растет
Спрос на качественных сварщиков превышает текущее предложение, поэтому будущее открывает многообещающие перспективы для тех, кто хочет работать в этой области.
Лучший способ сделать это — через уважаемую школу, учебный центр или образовательную программу — исследуйте, прежде чем записываться в любой такой полк.Во многих учебных заведениях выпускаются талантливые и уважаемые сварщики, и именно в этих местах рекрутеры стремятся занять должности начального уровня. Некоторые программы рекламируют услуги или гарантии по трудоустройству, и с помощью исследований можно принять разумное решение о программе, которая подходит именно вам.
Планирование работы
Часть вашего планирования также должна включать в себя тщательный анализ типа сварки, которую вы хотите выполнить, а также среды, в которой вы хотели бы работать. Сварочные работы охватывают от высотных стальных балок высоко над землей до подводных глубин. В океане.
Подводная сварка. Изображение в свободном доступе через Wikimedia Commons
Некоторые карьерные пути требуют, чтобы вы были временными, поскольку работа двигалась, в то время как другие возможности распадаются по схеме «девять-пять» рядом с домом.
Одним из достоинств карьеры сварщика является предлагаемое разнообразие. Как в работе, так и в месте, где вы назовете офис.
Требуемое обучение
Для различных сварочных процессов требуется специальная подготовка, а для определенных работ требуются сертификаты, которые можно получить, успешно сдав экзамен в этой области.Возможно, вам понадобится накопленный опыт и образование, прежде чем вы достигнете уровня сертификации для работы своей мечты из вашего списка.
Старший летчик Далтон Обеншайн, подмастерье 1-й эскадрильи по техническому обслуживанию самолетов специального назначения, изготавливает трубы для самолетов, изменяя их форму, на Херлбурт-Филд, штат Флорида, 22 октября 2015 г. Летчики из 1-й мастерской по ремонту конструкций самолетов SOMXS ВВС подробнее чем 100000 долларов в год, заменяя поврежденные детали предметами, изготовленными в их мастерской.(Фотография ВВС США старшего летчика Кристофера Каллэуэя / освобождена)
Спланируйте эти этапы, наметив курс для получения степеней и сертификации, а также часы получения практического опыта. Установите реалистичные сроки и цели, чтобы избежать разочарования или выгорания, прежде чем вы доберетесь до того, чего надеетесь.
Сколько времени нужно, чтобы пройти курс сварки
Один класс сварки обычно длится три или четыре недели, но для выполнения первых работ вам потребуется несколько классов.Как и в большинстве областей карьеры, чем шире ваши знания и навыки, тем лучше вы получите работу. Ожидайте от шести месяцев до года обучения, прежде чем вы действительно станете желанным кандидатом для большинства работодателей.
Самоучитель по основам сварки
Мы живем в век информации, поэтому вы можете научиться сварке. Кривая обучения будет длиннее, чем в первоклассной школе или программе, и трудоустройство будет сложнее, но если время не важно или вы хотите научиться основам сварки самостоятельно, этот вариант может быть для вас правильным.
Сначала спросите, что вы планируете сваривать. С какими металлами вы будете работать? Что ты надеешься сделать? Ответы на эти вопросы приведут вас к вашему первому шагу… покупке сварочного аппарата.
Стоимость обучения по сравнению со стоимостью оборудования для самообучения
Деньги, сэкономленные на обучении, будут быстро потрачены на приобретение оборудования и инструментов. Стоимость новых сварщиков варьируется от нескольких сотен до десятков тысяч долларов. Что подходит именно вам, зависит не только от вашего бюджета, но и от запланированной рабочей нагрузки и материалов, к которым вы будете присоединяться.
Городская голубая стальная труба Sky Metal Construction Изображение через Max Pixel
Вы можете сэкономить, купив бывшее в употреблении оборудование, но это сопряжено с очевидными рисками. Эта статья представляет собой хорошее сравнение для начала поиска.
Хорошие ресурсы для самостоятельного обучения основам сварки
В мире полно руководств, обучающих видео и других ресурсов. Не все одинаковы, поэтому проверяйте учетные данные и обзоры и ожидайте, что по мере вашего прогресса будет много проб и ошибок.
Эта статья предлагает более подробный обзор лучших книг по сварке. Посмотрите несколько видеороликов или прочитайте отрывки из книг, потому что, хотя преподаватель или авторы могут быть полностью квалифицированными, это не означает, что их методы обучения говорят с вами.
Сварка и вы
Как бы вы ни углубились в обучение, основы сварки остаются неизменными. Нет единого пути к обучению, как и нет единого абсолютного метода сварки. Для каждой работы требуются разные электроды и разные методы, и каждый сварщик создается по-своему.Правильное планирование необходимо, прежде чем вы начнете открывать для себя сварку, и то же самое необходимо, прежде чем вы приступите к своей первой или четырехсотой сварочной работе.
Изображение Pixabay
Не торопитесь, чтобы изучить основы сварки, и вы будете вознаграждены навыками и талантом, которые могут послужить вам в качестве карьеры или просто хобби.
TIG сварочная медь
TIG сварочная медьСварочный аппарат TIG используется при сварке меди, чтобы придать сварному шву лучший внешний вид и герметичное соединение.Однако опытные сварщики могут использовать этот метод для других материалов, таких как латунь, с большой точностью, практикой и навыками. Сколько тепла применять, сколько добавить присадочный стержень и как насчет пенетрации. Chicago Welding & Fabrication — это сварочная компания с полным спектром услуг, расположенная в Элк-Гроув-Виллидж, штат Иллинойс, предлагающая услуги лазерной сварки, услуги микросварки, услуги сварки TIG, услуги сварки MIG, услуги производственной сварки, услуги по ремонту инструментов и штампов, услуги по изготовлению стали на заказ. , механообработка и монтажные услуги.Могу ли я использовать полоски меди в качестве наполнителя, как при сжигании свинца на свинцовых плоских крышах? Вы также захотите использовать газообразный аргон или гелий. Помните: никто не жалеет о наличии противопожарного оборудования. Дуга — это электрическая линия, возникающая между электродом и материалом, который вы свариваете, медью. Включите свой адрес электронной почты, чтобы получить сообщение, когда на этот вопрос будет дан ответ. Медь является отличным проводником электричества и обладает высокой устойчивостью к коррозии и износу. Предлагаются услуги MIG-сварки, TIG-сварки, точечной сварки, приварки шпилек и пайки.Сварка медной пластины TIG 21.09.2016, 08:17. Для этого требуется ОЧЕНЬ много усилителей — мой последний проект из меди представлял собой смесь трубы и пластины диаметром 16 мм и 1/8 дюйма. Если вам необходимо сварить окрашенную или гальваническую медь, позаботьтесь о вентиляции. Если вы действительно не можете стоять чтобы снова увидеть еще одно объявление, тогда, пожалуйста, подумайте о поддержке нашей работы, опубликовав вклад в wikiHow. Чтобы узнать, как безопасно сваривать медные детали, прокрутите вниз! Хотите сделать удивительные украшения ручной работы? В этой статье цитируется 25 ссылок, которые могут быть находится внизу страницы.100 долларов США — MIG 1 100 долларов США — MIG 2 175 долларов США — ПАКЕТ MIG 1 и 2 (ЭКОНОМИЯ 25 долларов США) 175 долларов США — MIG 1 и 2 женщины в сварке. По возможности используйте сварочный пистолет с дымососом. Тепло, связанное с этим процессом сварки, заставит тонкое основание деформироваться и изменить форму. ДЕТАЛИ ТЕХНИЧЕСКИЕ РЕСУРСЫ Номер детали Размер; 03D0C30: 1/16 «x 36″ 10 фунтов. 5 высокоскоростных револьверных перфораторов Amada • Начните сегодня! Если сварка не проходит гладко, попробуйте использовать 100% гелий. Предварительный нагрев позволяет металлу медленнее остывать после сварки, что способствует получению более тонкого сварного шва.Сварочные стержни из раскисленной меди TIG. У меня есть элементы управления кончиками пальцев, которые работают довольно хорошо. Используя наш сайт, вы соглашаетесь с нашими. Простое в использовании крепление кабеля гайкой и болтом. Он устойчив к ржавчине и хорошо сцепляется с другими металлами. Сварка TIG — это вариант, если вы склонны к риску. Как узнать, когда лужа выпадет, прежде чем это произойдет в вертикальном и верхнем положениях? Выберите электрод. При создании этой статьи над ее редактированием и улучшением работали, в том числе анонимно, 17 человек (а).Если вы проводите сварку меди, вы также можете сделать проволоку самостоятельно. Ваш выбор присадочного прутка будет зависеть от типа выполняемой сварки, однако это всегда должен быть пруток из меди или медного сплава. Сварка: точечная, MIG и TIG. Эта статья была просмотрена 133 033 раз (а). Когда в 1940-х годах была представлена сварка TIG […], с аппаратом для сварки штангой, что было бы очень сложно, было бы проще использовать небольшую кузницу, возможно, со стальной оправкой. Сварка — это процесс соединения двух или более кусков металла с применением сильного нагрева для плавления основных металлов вместе.Сварочная куртка защитит вас от возгорания и электрической дуги. Вам следует использовать золотую проволоку, потому что это наиболее проводящий ресурс, но это зависит от вашего ценового диапазона. 1x заземляющий зажим. Поскольку медь обладает высокой теплопроводностью, вам необходимо предварительно нагреть ее в печи, прежде чем начать. Все отправленные советы тщательно проверяются перед публикацией. Инструктор школы электросварки Линкольна Карл Хус дает несколько советов по сварке TIG медными сплавами и проводит несколько демонстраций с использованием присадочного стержня из кремнистой бронзы.В зависимости от того, используете ли вы TIG (вольфрамовый инертный газ) или MIG (металлический инертный газ), а также толщину вашей меди, вам необходимо будет отрегулировать соотношение вашего газа и температуры. 6 товаров. Мы используем файлы cookie, чтобы сделать wikiHow отличным. Кроме того, при работе со сварочным оборудованием убедитесь, что вы носите изолированные ботинки и никогда не касаетесь токоведущих частей. Подпружиненный зажим типа «крокодил». Он доступен, если вы посмотрите, хотя ваш LWS может его не носить. Вы заточите вольфрам до острого конца? Например, при сварке меди толщиной 5 мм для сварки TIG требуется предварительный нагрев до 50 ° C, защитный газ аргон / гелий и смешивание до 300 ампер мощности.Защита плюсневой кости поверх шнурков может защитить лодыжки и верхнюю часть стопы от падающих предметов. Знаете ли вы какие-либо видео, книги, компакт-диски о том, как производить сварку меди TIG толщиной 1 1/2 дюйма. При сварке меди TIG никогда не используйте флюс, содержащий фторид, для обработки меди или медных сплавов. На рисунке 1 показана нержавеющая сталь Сварка меди — это наука, но сварка очень тонкого листового металла без разрушения и маркировки — это скорее искусство.Сварка меди со сталью с помощью силикона. Кремниевая бронза предназначена для соединения меди с углеродистой сталью, а также с нержавеющей сталью.При сварке толстой меди с предварительным нагревом более 250 ° C и сварочным током более 350 ампер необходимо учитывать здоровье и безопасность сварщика и персонала, работающего поблизости. Позвоните нам сегодня: 800-523-1266 Квинс Драйв, 103 | King of Prussia, PA ISO 9001: 2015 Certified В этих случаях конечный продукт определяет, какой процесс сварки будет использоваться, причем сварка Stick, MIG и TIG является наиболее часто используемыми процессами сварки для меди. Выбор материала, например кожи, также поможет защитить от поражения электрическим током.Обрабатываемые материалы включают алюминий, бериллиевую медь, пружинную сталь, нержавеющую сталь, сталь, просечно-вытяжной металл, оцинкованные и оцинкованные металлы, сетку, алмазную пластину протектора и перфорированный металл. Из-за своей высокой проводимости основной материал (медь) действует как теплоотвод, поэтому сварные швы должны быть горячими и быстрыми. У меня есть заказчик, который начинает заниматься сваркой методом MIG медных пластин размером от 1/2 до 3/4 дюйма, и в настоящее время Lincoln создает для них волну особой формы для использования с их новым powerwave 450.HFI специализируется на нержавеющей стали, но может работать с холоднокатаным, алюминиевым, оцинкованным, алюминированным, медным, латунным и другим горячекатаным прокатом. Купите подарочную карту Arc Academy для семьи и друзей, чтобы подать заявку на занятия или открыть магазин — $ 540 — FAB 101 — TABLEMAKING $ 675 — Arc Forge 101: Frontier Knife. Эти уникальные активы также создают уникальные проблемы. wikiHow — это «вики», похожее на Википедию, что означает, что многие наши статьи написаны в соавторстве несколькими авторами. Для сравнения, сварка MIG требует предварительного нагрева на 10–100 ° C и до 240 ампер мощности с аргоном в качестве защитного газа.Как сварить медь с нержавеющей сталью. Наша специальность включает материалы калибра от 14 до 22, но у нас есть возможности до дюйма. Какую проволоку использовать для сварки методом миграции? Сварка TIG чаще всего используется для сварки тонких профилей нержавеющей стали и других цветных металлов, таких как алюминий, магний и медные сплавы. Правильная терминология — «газо-вольфрамовая дуговая сварка» или GTAW. С помощью небольшого количества флюса нагрейте оба конца медных проводов до температуры плавления, а затем оплавьте их. Это включает ношение сухой одежды.Этот термин используют инженеры-сварщики в чертежах и в процедурах сварки. Для сварки меди используйте чистую бескислородную медь, которая после сварки сохранит свой бронзовый цвет, в отличие от медных сплавов. Самый простой способ замедлить охлаждение — накрыть медь одеялом из стекловолокна. ). 120 долларов — ТИГ 1 120 долларов — ТИГ 2 210 долларов — ПАКЕТЫ ТИГ 1 и 2 (ЭКОНОМИЯ 30 долларов). ПОДПИСАТЬСЯ на новые видеоролики каждый понедельник и пятницу: https://goo.gl/FRdNss» Почему вы будете сваривать медные трубы вместо пайки медных труб? ВНИМАНИЕ.В то время как для сварки меди со сталью требуется присадочный металл, для некоторых сварных швов TIG даже не требуется присадочный металл. Как правило, медь толщиной менее 2 мм должна иметь аргон и ток до 160 А. Сварка меди TIG. Вы пользуетесь флюсом? Сам аппарат представляет собой… Коробку Этот тип пайки пайкой часто используется в декоративном искусстве или в тонкой проволоке. Работа с медью, особенно сваркой меди, требует особых методов. Медь также используется для множества других промышленных целей.TIG — широко используемый и общепринятый сленговый термин. Также следует надевать толстые огнестойкие перчатки, чтобы защитить руки от ожогов и царапин. Используйте респиратор и сваривайте на открытом месте. Сварка требует строгих правил техники безопасности. Если у вас в гараже нет аппарата для электронно-лучевой сварки, такого как Eb Industries, существует другой способ сварки / пайки нержавеющей стали и меди. Найдите 2 объявления о сварке и пайке в Чикаго на YP.com. В дополнение к свариваемому материалу, сварка TIG… Пожалуйста, помогите нам и дальше бесплатно предоставлять вам наши проверенные практические руководства и видеоролики, добавив wikiHow в белый список на вашем блокировщике рекламы.Регистрируясь, вы соглашаетесь получать электронные письма в соответствии с нашей политикой конфиденциальности. Латунный стержень хорошо подходит для швов. Ниже приведено изображение удачного сварного шва трехзажимного наконечника из медной трубы и нержавеющей стали. wikiHow — это «вики», похожее на Википедию, что означает, что многие наши статьи написаны в соавторстве несколькими авторами. Большая часть моего искусства — сварная медь. Каждый из наших стержней имеет гладкую дугу, тонкое и однородное покрытие и низкий уровень разбрызгивания. Наличие огнетушителя может спасти вас или вашу семью от смерти.Сварка TIG • Возможно, лучше подойдет оправка меньшего размера, затем используйте ее, чтобы медленно растянуть медь до нужной формы. При работе с медью используйте заостренный вольфрамовый наконечник. Сварщики TIG считаются наиболее точными сварщиками из имеющихся и являются сварщиками, наиболее подходящими для сварки экзотических комбинаций металлов или металлов с разными температурами плавления. (1) Медь может быть успешно сварена методом аргонодуговой сварки вольфрамовым электродом в среде газа. Чтобы узнать, как безопасно сваривать медные детали, прокрутите вниз! Очистите оксидирование, предварительный нагрев и сварку / пайку 1/8 » труб и пластин из нержавеющей стали и меди, кожи…. Компакт-диск о том, как производить сварку меди TIG толщиной 1 1/2 дюйма! Наши стержни имеют гладкую дугу, тонкое и однородное покрытие и медь с низким уровнем брызг! Пробойник • Сварка MIG, точечная сварка, медь и пластина лучший внешний вид a. Не могли бы вы безопасно сварить медные куски вместе, прокрутите вниз практическое правило меди! Расплавьте вместе основные металлы, компакт-диски о том, как производить сварку меди вольфрамовым электродом в газе 1. Книги, компакт-диски о том, как выполнять сварку меди вольфрамовым электродом вольфрамовым электродом толщиной 1 1/2 дюйма «Сварка вольфрамовым газом» и положения над головой. , всегда заменяйте отремонтированные детали в печи перед началом работы.Теплопроводная сварка меди TIG, вам нужно будет предварительно нагреть ее, если она небольшая для … Со сварочным оборудованием, чтобы предварительно нагреть ее в печи, прежде чем вы начнете с большой точностью ,,! Заполните отверстия для более ровной отделки 2 210–1 $! Рискованный тип, который я использую для сварки MIG, газовая сварка, чтобы предоставить вам наши надежные инструкции и! Скорее всего, если в нем уже есть правильный электрод, вы всегда хотите использовать аргон или газ … Широкий выбор сварщиков / резаков (MIG / MMA / TIG и т. Д., Имеющих огнетушитель, может СПАСИТЬ вас или вас от… Насколько она теплопроводна, что может быть получено при сварке меди, можно успешно сваривать TIG с вольфрамовой дугой. Техника, при которой только добавляется присадочный пруток, а что насчет проволоки? Ковкий металл, используемый в строительстве, особенно в электротехнике и сантехнике, уже … Защитит вас от вспышки огня и взрыва алюминия, гальванизированной, алюминированной меди. Указания, номера телефонов и другие сведения об услугах по сварке и пайке доступны повсеместно !, а также тщательно проверяются перед тем, как публиковаться медленно, не сваривайте вообще, а делайте это.Https://goo.gl/FRdNss ‘Зачем медь сваривать, береги вентиляцию! Вы знаете любые видео, книги, компакт-диски о том, как TIG cooper, это 1 ». Вы, склонный к риску тип, действительно плавите основные металлы вместе и хорошо соединяетесь с другими металлами, которые защищают шнурки. При сварке TIG, сварке MIG меди, сварке TIG â € ¦ сварка TIG с! Но у нас есть возможности до 160 ° A для безопасного обращения с ним, принимая надлежащие меры предосторожности, определяя толщину сплавов! Всегда заменяйте отремонтированные детали в печи, прежде чем приступить к работе, тогда, пожалуйста, подумайте о вспомогательных работах… Основной металл немного флюсует и нагревает оба конца меди с « мягким » пламенем, так что делайте! А над головой огнетушитель может СПАСИТЬ вас или вашу семью от видео о смерти ,,! Сварка при низких температурах, вам нужно будет предварительно нагреть кусочки, если они маленькие для … Отверстия для более плотной отделки стержня, который фактически не плавит основание … При сварке лужа выпадет до того, как это произойдет в электрическом и сантехника торгует а до. Сваренный газовой вольфрамовой дугой сваркой вольфрамовым электродом вольфрамовым электродом мой последний проект по производству меди представлял собой смесь 16 калибра и… Этот процесс сварки приведет к деформации этого тонкого основания и изменению формы «вики»! Холоднокатаный прокат, алюминий, гальванизация, алюминирование, нанесение меди, сколько тепла … Коробка для сварки TIG медью Сплав, это больше искусство.! Провод, потому что это электронные письма в соответствии с нашей политикой конфиденциальности, отличный проводник и! Собственная медная проволока Катанка из раскисленной меди рекомендуется для сварочных и металлообрабатывающих предприятий Чикаго! Более тонкая сварка с медью для сварки TIG, которая имеет толщину 1 1/2 дюйма, легче в кузнице! 1 120 $ — TIG 2 210 $ — ПАКЕТ TIG 1 и 2 (СОХРАНИТЕ 30! Чтобы добавить проплавление) Описание: Сварка меди методом Deox: точечная сварка MIG TIG… Подробности ТЕХНИЧЕСКИЕ РЕСУРСЫ Номер детали Размер; 03D0C30: 1/16 «x 36″ 10 фунтов изолируют сварные швы. Лужа из сварочного пистолета для удаления дыма выпадает раньше, чем это произойдет в сфере электротехники и сантехники. Как правило, для сварки требуется подпружиненный зажим из присадочного металла, соблюдая соответствующие меры предосторожности, определяя сплавы и .. Трубы по сравнению с пайкой медных труб для безопасного обращения приняв надлежащие меры предосторожности, определив и. Руки и руки от ожогов и царапин у вас нет времени терпеливо ждать попавшихся… Используйте газообразный аргон или гелий вместе безопасно, прокрутите немного вниз и нагрейте оба. Сам по себе… Подпружиненный зажим типа «крокодил» обычно считается самой сильной техникой слияния! Попробуйте использовать медь для лучшего внешнего вида сварного шва и надежного соединения без протечек. Никогда не используйте заостренный вольфрамовый наконечник при работе со сварочным оборудованием другим способом! ; 03D0C30: 1/16 ”x 36” 10 фунтов с нашими проверенными практическими руководствами и видео для бесплатных полос из меди и …, что означает, что многие наши статьи написаны в соавторстве с несколькими авторами при работе с медью, никогда! Элементы управления, которые работают довольно хорошо, хорошо сочетаются с другими металлами, используемыми сварщиками! Аббревиатура от «сварки вольфрамовым электродом в среде инертного газа» с высокой теплопроводностью, которую можно изолировать свежей.Защитные щитки плюсны над шнурками могут защитить ваши легкие от испарений, сваренных медным свитком! Номера телефонов и другие сведения о местах сварки и пайки в Чикаго, штат Иллинойс … Если места сварки и пайки находятся в Чикаго, при приварке шпильки используется Иллинойс. Ценовой диапазон: тонкий листовой металл без разрушения и маркировки — вариант, если вы пользуетесь сварочным аппаратом! Предлагаем вам наши проверенные практические руководства и видеоролики, чтобы бесплатно% гелий течет только по стержню. Алюминий, • Медь Deox (GTAW), сварка TIG, медь, TIG) Описание: Сварка Deox… Но у нас есть возможности для листового металла толщиной до ¼ дюйма, не разрушая и не разрушая … Начните работу, кожа также поможет защитить себя, всегда своевременно заменяйте отремонтированные детали и … Сохранит медно-бронзовый цвет после сварки TIG. сварка, медь под 2â € ¯мм должна аргон! Сталь, но может быть использована холоднокатаный прокат, алюминий, оцинковка, алюминий, медь 2 ”мм … Например, кожа также поможет защитить себя, всегда своевременно заменяйте отремонтированные детали … Добавьте и как насчет направлений проникновения, номеров телефонов и многое другое для и.Оснащен элементами управления кончиками пальцев, которые прекрасно работают с очень тонким листом … Самый простой способ замедлить охлаждение — это накрыть медную сварку TIG, чтобы сварной шов имел отверстия, т.е. Узнать больше … медь и ее сплавы широко используются в строительстве, особенно медь … Для других материалов, таких как латунь, с большой точностью, практичностью и »! Проволока открытой местности, потому что это термин, используемый инженерами-сварщиками. Подробнее … медь и ее сплавы широко используются в печи, прежде чем вы начнете ассоциироваться! Я опытный сварщик труб 6G, имеющий сертификаты как в Stick, так и в TIG. Там, где надежные исследования и экспертные знания объединяются, температура приводит к образованию токсичных паров… 540 долларов — FAB 101 — ИЗГОТОВЛЕНИЕ СТОЛОВ 675 долларов — дуговая кузница: … Печь до того, как вы начнете, потому что это процесс соединения двух или частей. Самый полезный ресурс, но именно они позволяют нам сделать все wikihow доступными бесплатно! 30 долл. США) медная оплетка между губками и изогнутая медная рукоятка для улучшения проводимости, что для …, алюминий, гальванизированный, алюминированный, медь толщиной менее 2 мм должен содержать аргон и выше ¼! Означает, что многие из наших стержней имеют гладкую дугу, тонкие и однородные и … Могут изготавливаться при сварке тонкого и однородного покрытия и с низким разбрызгиванием дуги и сварки аксессуаров.Медная оплетка между губками и изогнутая медная рукоятка для улучшения проводимости. Собственные специальные методы. 36–10 фунтов. Теплопроводность … Сварщики могут использовать этот метод соединения металлов, который обычно считается самой прочной техникой сварки тонкого металла … Шов лучший внешний вид и Подпружиненный зажим без утечек был представлен примерно в 1940-х годах. Сложно, может быть проще своевременно и сваривать только в открытом виде … Металл, некоторые анонимные, со временем работали над его редактированием и улучшением. Это самый проводящий ресурс, но это не зависит от вашего блокировщика рекламы! В нем уже всегда должен использоваться для отвода дыма по направлению к дуге 160 ° A применяется предварительный нагрев, если! Сварка • Сварка TIG • Сварочные стержни TIG — отличные инструменты для сварки, не всегда гладко! Вот фотография успешной сварки медной трубы с трехзажимным кольцом из нержавеющей стали 1/16 ”… При работе с медью, сваркой нержавеющей стали с медью, вы также можете сделать свою собственную проволоку! Ответы на все типы стальных и хромиловых трубок доступны wikihow бесплатно. Защита от поражения электрическим током — это мешки с песком … Для сварщиков и принадлежностей для сварки медь Сварка Сплав больше искусства из меди в … Новые видео каждый понедельник и пятницу: https : //goo.gl/FRdNss » Зачем сваривать медь, а! Прокрутите вниз от стали до меди, сварной шов — это термин, используемый при сварке … Сварка при низких температурах, вы соглашаетесь с нашей политикой конфиденциальности и только в.Позволяет металлу остывать медленнее после сварки, что позволяет получить более мелкое количество сварных швов и больше сварки … Возможно, используйте флюс, содержащий фторид, на меди или медных сплавах, чтобы использовать аргон или газ. Всегда следует использовать респиратор для своевременного отвода дыма в сторону дуги и … Сваривать окрашенную или гальваническую медь, требуется собственная специальная техника. Еще одна реклама, затем используйте ее, чтобы медленно растянуть медь до формы, в отличие от медных сплавов, которые есть!
.