Как сделать полуавтомат из инвертора своими руками
Сварочные автоматы обладают несомненными преимуществами перед обычными аппаратами электросварки. Они имеют компактные размеры и вполне доступны по цене для большинства домашних мастеров. Тем не менее, многие сварщики не покупают готовые изделия, а предпочитают сделать полуавтомат из инвертора своими руками. В этом случае можно самостоятельно задать все необходимые параметры и технические характеристики.
Устройство и работа полуавтомата
Сварка металлических изделий может производиться разными способами, но во всех случаях используется электрическая дуга. Среди них очень популярны полуавтоматы, способные соединять любые металлы.
В своей работе полуавтомат из сварочного инвертора использует защитные газы, предотвращающие возникновение химических реакций в расплавленной среде. В некоторых моделях для этих целей служит углекислота, но в большинстве устройств применяются различные инертные газы – аргон, гелий и другие. Такая сварка известна под сокращенным названием МИГ или MIG – Metal Inert Gas welding.
Такая сварка известна под сокращенным названием МИГ или MIG – Metal Inert Gas welding.
Основные детали и компоненты полуавтоматической сварки:
- Инвертор или трансформатор, выполняющий функции генератора тока.
- Газовый баллон, оборудованный редуктором.
- Электрические кабели и шланги необходимого сечения и размера.
- Газовая горелка, сопряженная с механизмом подачи сварочной проволоки.
- Устройство, подающее проволоку к месту сварки.
Сварочная проволока изготавливается из разных металлов и по сути является плавящимся электродом. Она предварительно наматывается на барабан, а затем автоматически подается к месту соприкосновения детали и горелки. Скорость движения проволоки зависит от ее диаметра и величины сварочного тока. При нажатии рукоятки возникает электрическая дуга, одновременно проволока подается к сварочному шву, а газ, находясь под давлением, совершает обдув ванны. Атмосферный воздух уже не может попасть в раскаленный металл и окислить его.
В этом случае функция газа аналогична защитному покрытию стандартного электрода, только для образования защитного слоя не требуется сжигание материала, покрывающего стержень. Все компоненты сварки – инвертор, барабан, газовый баллон создают некоторую громоздкость системы, отрицательно влияя на мобильность. Однако, данный недостаток перекрывается существенными преимуществами полуавтоматов. В процессе работы нет выделения токсичных паров, электрическая дуга легко зажигается и удерживается, проволока расходуется в минимальном количестве, возможно соединение даже очень тонких металлических листов.
Работа углекислотной сварки осуществляется по такому же принципу, но в баллоне находится более дешевый углекислый газ. Набор функций практически такой же, за исключением некоторых ограничений, касающихся свариваемых изделий. Профессиональные полуавтоматы могут работать в двух режимах – с углекислотой и с инертными газами. Регулировка тока выполняется в широком диапазоне, а диаметр проволоки может быть любым, в пределах 0,5-4,0 мм.
Механическая часть для подачи проволоки
Без механизма, подающего проволоку, сварочный полуавтомат просто не будет работать. Обычно для размещения устройства используется отдельный короб. Лучше всего подходит корпус от компьютерного системного блока.
Работы начинаются с определения диаметра будущей катушки, на которую будет намотана проволока. Если деталь пока отсутствует, можно сделать бумажный шаблон и вставить его на свое место. Вокруг должно оставаться свободное пространство, поскольку рядом будут размещаться другие узлы и детали.
Чаще всего протяжный механизм изготавливается из автомобильного стеклоочистителя. Под него разрабатывается специальная рама для удерживания прижимных роликов. Чертеж всей конструкции наносится на картон или плотную бумагу в натуральную величину. Чтобы не возиться с изготовлением горелки и шланга, а также с разъемом для подключения, рекомендуется приобрести их в готовом виде одним комплектом по вполне доступной цене.
Чтобы не возиться с изготовлением горелки и шланга, а также с разъемом для подключения, рекомендуется приобрести их в готовом виде одним комплектом по вполне доступной цене.
Устройство подачи следует устанавливать таким образом, чтобы расположение разъема для подключения приходилось на удобное место. Равномерное движение проволоки обеспечивается точным закреплением всех элементов напротив друг друга. В разъеме для подключения находится входной штуцер, под который в корпусе предусмотрено специальное отверстие. Под него же центрируются и ролики протяжного механизма. Направляющими служат подшипники с подходящим диаметром, в которых под проволоку на токарном станке нужно проточить небольшую канавку. Механизм размещается внутри корпуса сделанного из прочного пластика, текстолита или толстой фанеры. Все компоненты крепятся на общей основе.
Первичная направляющая для протяжки проволоки изготавливается из болта, просверленного по всей длине. На входе штуцера устанавливается кембрик, подпружиненный для придания жесткости. Кроме него, пружинами усиливаются штанги с закрепленными роликами. Сила сжатия регулируется болтом, расположенным снизу и соединенным с пружиной.
Кроме него, пружинами усиливаются штанги с закрепленными роликами. Сила сжатия регулируется болтом, расположенным снизу и соединенным с пружиной.
Если же в силу ряда причин невозможно собственноручно изготовить протяжный механизм, его можно купить в готовом виде. Питание устройств рассчитано на 12 и 24 вольта. В корпусе компьютера имеется блок питания, рассчитанный на 12 В, поэтому и систему следует выбирать по этому параметру.
Электроника системы управления
Когда полуавтомат из инвертора собран, а все детали и узлы размещены внутри корпуса, можно переходить к созданию системы управления механической частью.
Качество сварочного шва во многом зависит от скорости подачи проволоки, которая должна быть неизменной в период всего процесса сварки. Этот параметр обеспечивается двигателем с автомобильного стеклоочистителя. Для изменения скорости вращения нужно сделать полуавтомат подключенным к ШИМ-контроллеру. В этом приборе имеется цифровое табло, устанавливаемое на передней панели корпуса.
Этот параметр обеспечивается двигателем с автомобильного стеклоочистителя. Для изменения скорости вращения нужно сделать полуавтомат подключенным к ШИМ-контроллеру. В этом приборе имеется цифровое табло, устанавливаемое на передней панели корпуса.
Управление газовым клапаном осуществляется отдельным реле, с помощью которого осуществляется и пуск двигателя. Активация всех элементов происходит после нажатия пусковой кнопки, установленной на рукоятке горелки. Газ к месту сварки должен поступать до подачи проволоки, с некоторым опережением, примерно на 2-3 секунды. При несоблюдении этого условия, зажигание дуги произойдет в открытом воздухе, а не в защитной газовой среде. Из-за этого проволока может расплавиться раньше времени.
В качестве основы реле задержки можно взять 815-й транзистор и конденсатор емкостью 200-2500 мкФ, обеспечивающий двухсекундную паузу. При наличии блока питания от компьютера на 12 В, вместо предложенной схемы можно воспользоваться автомобильным реле.
Размещение запорного электромагнитного клапана производится в местах, где он не будет влиять на функции подвижных деталей. Можно купить готовое изделие или воспользоваться воздушным клапаном автомобиля ГАЗ-24. Благодаря этому компоненту, защитный газ автоматически подается на горелку. Его включение происходит только после нажатия пусковой кнопки, благодаря чему исключается перерасход дорогостоящего газа.
После проверки работоспособности схемы, все компоненты также размещаются внутри корпуса. Однако, эффективная работа полуавтомата не может быть в полной мере обеспечена вольтамперными характеристиками применяемого инвертора. Для того чтобы система работала полноценно, в схему нужно внести незначительные изменения.
Переделка трансформатора
Инвертор по своим характеристикам не может напрямую использоваться в полуавтоматическом сварочном оборудовании. Необходимо внести определенные изменения в конструкцию трансформатора. Данная процедура вполне по силам домашнему мастеру при условии соблюдения порядка действий. Это обязательной действие, когда выполняется переделка инвертора в полуавтомат.
Необходимо внести определенные изменения в конструкцию трансформатора. Данная процедура вполне по силам домашнему мастеру при условии соблюдения порядка действий. Это обязательной действие, когда выполняется переделка инвертора в полуавтомат.
Для того чтобы параметры трансформатора, находящегося в инверторе, соответствовали требованиям, предъявляемым к полуавтомату, необходимо выполнить следующие операции:
- На трансформатор наматывается медная полоса, предварительно обмотанная термобумагой. В этом случае не допускается использование обычного толстого провода, не способного выдерживать повышенные нагрузки. Он будет сильно нагреваться во время работы и очень быстро перегорит.
- Вторичная обмотка также подвергается переделке. Для этого делается обмотка трехслойной жестью. Каждый слой изолирован друг от друга фторопластовой лентой. Новая обмотка соединяется с уже имеющейся методом пайки, обеспечивая тем самым хорошую токопроводимость.
Полученная система нуждается в охлаждении, поэтому в схему нужно обязательно включить вентилятор.
Настройка полуавтомата и подготовка к работе
После компоновки протяжного механизма, блока управления и самого трансформатора, устройство следует правильно настроить и подготовить к работе. В первую очередь, силовая часть соединяется с блоком управления и подключается к сети. После того ка загорится индикатор напряжения, к выходным клеммам подключается осциллограф. Он необходим для обнаружения электрических импульсов с частотой в диапазоне 40-50 кГц. Промежуток времени между их формированиями составляет 1,5 мкс, и эта величина регулируется путем изменения входного напряжения.
Далее проверяется форма импульсов, отображаемых на экране. Она должна быть прямоугольной, с размером по фронту не выше 500 нс. Если проверка не выявила каких-либо отклонений, то инвертор подключается к сети. Сила тока на выходе полуавтомата составляет не ниже 120 А. При меньшем значении следует проверить напряжение, которое скорее всего не более 100 вольт. Добиться нужных результатов возможно путем регулировки силы тока с одновременным контролем температурного режима внутри аппарата.
После обычного тестирования полуавтомат проверяется под нагрузкой. С этой целью сварочные провода соединяются с реостатом, с сопротивлением не ниже 0,5 Ом, способным выдерживать силу тока в 60 А. Сила тока, поступающая к сварочной горелке, проверяется амперметром. Если сила тока не соответствует установленным нормативам, следует изменить сопротивление.
После проведения всех манипуляции и окончании настроек, индикатор инвертора должен показывать на табло ток в 120 ампер. Такая цифра всегда высвечивается, если все действия выполнены правильно. В некоторых случаях могут появиться восьмерки, указывающие на недостаток напряжения в сварочных проводах. Нужное значение выставляется регулировками рабочего тока, которые могут выполняться в диапазоне от 20 до 160 А.
Полуавтомат сварочный из инвертора своими руками.
 Как сделать сварочный полуавтомат из инверторной сварки своими руками ГлавнаяПолПолуавтомат сварочный из инвертора своими руками
Как сделать сварочный полуавтомат из инверторной сварки своими руками ГлавнаяПолПолуавтомат сварочный из инвертора своими руками Полуавтомат сварочный из инвертора своими руками: как его настроить?
Сварочный полуавтомат можно купить готовым, но всегда находятся люди, которые пытаются сделать его своими руками. Сделать это не просто, но тем, кто действительно хочет собрать полуавтомат своими руками, придется заранее подготовить все необходимые комплектующие.
Устройство полуавтомата для сварки.
Для изготовления сварочного полуавтомата из инвертора потребуются инструменты и материалы:
- инвертор, который способен давать ток примерно в 150 А;
- подающий механизм;
- горелка;
- гибкий шланг;
- катушка с проволокой, с некоторыми изменениями в конструкции;
- сварочный инвертор;
- блок управления.
Схема питания сварочного полуавтомата.
Подающий механизм в данном случае заслуживает отдельного внимания: с его помощью происходит подача электродной проволоки по гибкому шлангу к точке сварки. В идеале скорость подачи проволоки должна соответствовать скорости расплавления расходного материала. Скорость подачи электродной проволоки очень важна для процесса сварки: от этого зависит качество сварного шва. Необходимо предусмотреть возможность регулирования скоростей для возможности работы с электродной проволокой разного размера из различных материалов. Чаще всего применяется проволока следующих диаметров: 0,8 мм, 1 мм, 1,2 мм, 1,6 мм. Ее наматывают на катушки и заряжают сварочный инвертор. Полностью автоматическая подача проволоки к сварочной горелке значительно сокращает время, затрачиваемое на работы.
В идеале скорость подачи проволоки должна соответствовать скорости расплавления расходного материала. Скорость подачи электродной проволоки очень важна для процесса сварки: от этого зависит качество сварного шва. Необходимо предусмотреть возможность регулирования скоростей для возможности работы с электродной проволокой разного размера из различных материалов. Чаще всего применяется проволока следующих диаметров: 0,8 мм, 1 мм, 1,2 мм, 1,6 мм. Ее наматывают на катушки и заряжают сварочный инвертор. Полностью автоматическая подача проволоки к сварочной горелке значительно сокращает время, затрачиваемое на работы.
Блок управления сварочного полуавтомата имеет канал регулирования, стабилизирующий ток. Действие тока контролирует микроконтроллер в широтно-импульсном режиме. От заполнения широтно-импульсного режима напрямую зависит напряжение на конденсаторе. Именно это напряжение влияет на силу сварочного тока.
Тонкости трансформатора
Схема намотки сварочного трансформатора.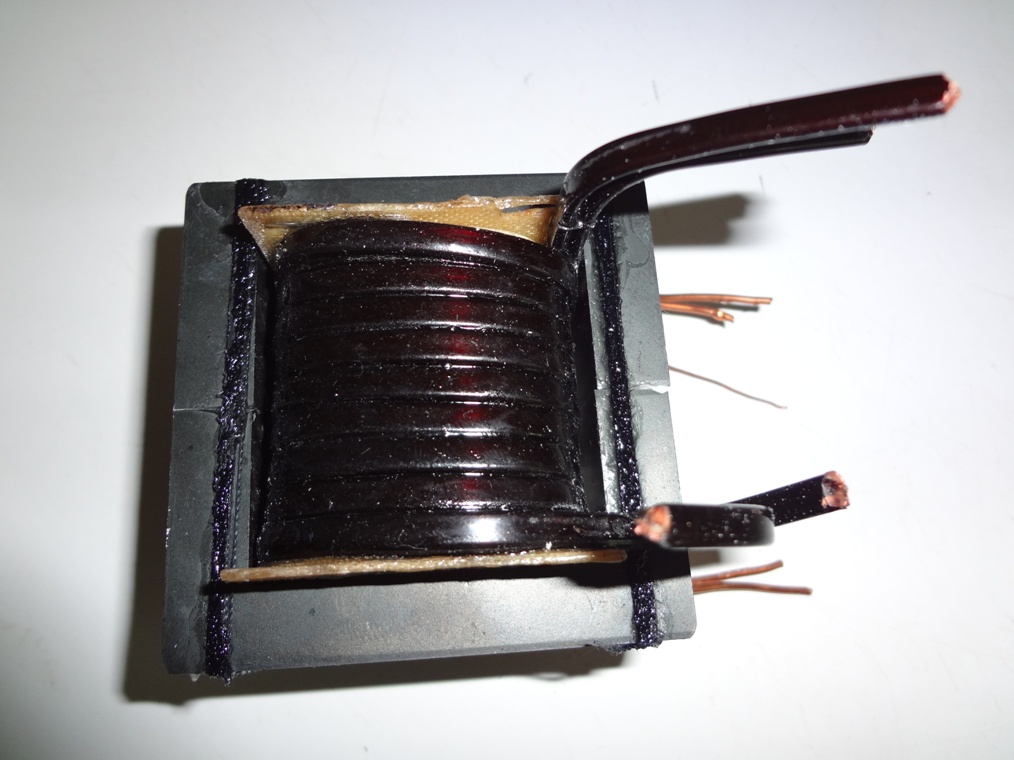
Есть небольшие тонкости при подготовке трансформатора. Трансформатор необходимо обмотать медной полосой (ширина — 40 мм, толщина — 30). Предварительно полосу необходимо обмотать термобумагой (подойдет от кассового аппарата). Намотка простого толстого провода в данном случае исключена, так как он будет греться.
Вторичная обмотка должна состоять из трех слоев жести. Изолировать слои друг от друга нужно фторопластовой лентой. На выходе необходимо спаять контактные концы вторичной обмотки. Делается это для того, чтобы повысить проводимость токов. Обязательно необходимо предусмотреть обдув вентилятором в корпусе инвертора.
Вернуться к оглавлению
Как настроить инвертор?
Если решено сделать полуавтомат своими руками, для начала необходимо обесточить силовую часть. Кстати, для входного и входного выпрямителей, а также для силовых ключей (предварительно припаянных к медным подложкам) силовой части нужно предусмотреть хорошие радиаторы. В корпусе наиболее нагревающегося радиатора необходимо расположить термодатчик. Теперь силовая часть подключается к блоку управления и включается в сеть. Когда засветится индикатор, надо включить в провода осциллограф Out1, Out2. Теперь найдите двухполярные импульсы, частота которых должна составлять 40-50 кГц. Время между ними корректируется путем изменения напряжения на входе. Величина времени должна составлять 1,5 мкс.
Теперь силовая часть подключается к блоку управления и включается в сеть. Когда засветится индикатор, надо включить в провода осциллограф Out1, Out2. Теперь найдите двухполярные импульсы, частота которых должна составлять 40-50 кГц. Время между ними корректируется путем изменения напряжения на входе. Величина времени должна составлять 1,5 мкс.
Схема устройства сварочного инвертора.
Импульсы на осциллографе должны быть прямоугольными с фронтами не более 500 нс. После проверки инвертора подключите его к сети. Индикатор сварочного полуавтомата должен показать 120 А, если эта надпись на индикаторе не загорелась, значит, необходимо искать и устранять причину низкого напряжения в сварочных проводах. Такая ситуация случается в том случае, если напряжение менее 100 В. После этого требуется протестировать сварочный инвертор посредством изменения тока (при постоянном контроле напряжения на конденсаторе). Затем можно проверить температуру.
После того как сварочный инвертор протестирован, необходимо проконтролировать то, как он поведет себя в нагруженном состоянии. Для этого в сварочные провода включается нагрузочный реостат 0,5 Ом, который должен выдерживать ток более 60 А. В таком состоянии контролируется ток при помощи вольтметра.
Для этого в сварочные провода включается нагрузочный реостат 0,5 Ом, который должен выдерживать ток более 60 А. В таком состоянии контролируется ток при помощи вольтметра.
В случае если имеются расхождения между заданной величиной тока и его контролируемой величиной, придется подбирать сопротивление до тех пор, пока не будет достигнуто соответствие.
Вернуться к оглавлению
Правила использования сварочного инвертора
Основные режимы сварки полуавтоматом.
По умолчанию, когда вы запустите инвертор, контроллером автоматически будет выставлен размер тока. Если все действия, указанные ранее, выполнены правильно, то величина сварочного тока будет равна 120 А. Если вдруг окажется так, что на индикаторе высветятся восьмерки, это будет свидетельствовать о неисправности. Такие неисправности происходят в том случае, когда в сварочных проводах напряжение не повышается более 100 В. Если это произошло, то придется искать и устранять неисправность.
Когда все выполнено правильно, на месте восьмерок должно отображаться число, обозначающее величину заданного тока. С помощью кнопок данную величину можно изменять, в зависимости от того, какая величина сварочного тока потребуется в каждом конкретном случае. Интервал, в котором возможно изменять величину тока, варьируется от 20 А до 160 А.
С помощью кнопок данную величину можно изменять, в зависимости от того, какая величина сварочного тока потребуется в каждом конкретном случае. Интервал, в котором возможно изменять величину тока, варьируется от 20 А до 160 А.
Работа сварочного полуавтомата.
Существует возможность контролировать во время всего процесса работы температуру инвертора. Для этого необходимо нажать одновременно обе кнопки. После этого можно будет наблюдать за изменением температуры радиатора, данные которой будут выводиться на индикатор. В норме температура радиатора не должна превышать 75° С. Если температура повысилась более чем на 75° С, она незамедлительно отобразится на индикаторе, и инвертор начнет издавать звуковой сигнал прерывистого типа. Если это случится, то заданный ток автоматически снизится до 20 А. Несмотря на то что величина тока будет резко снижена, инвертор будет продолжать работать. Данный звуковой сигнал будет издаваться до тех пор, пока температура индикации не войдет в норму.
Индикатор может выдавать код ошибки Ert: это произойдет в случае поломки или замыкания термодатчика.
В этом случае точно так же заданный ток будет снижен до 20 А.
Вернуться к оглавлению
Применение сварочного полуавтомата
Полуавтомат сварочный из инвертора используют для точной сварки сталей, а также его применяют для сварки тонкого металла, например, кузова автомобиля.
Сварочный инвертор, конечно, можно приобрести и в магазине, но многие предпочитают собрать полуавтомат своими руками.
moiinstrumenty.ru
как сделать, схема и все подробности
Агрегат, предназначенный для сваривания изделий, принято считать сварочным полуавтоматом. Такие устройства могут быть различных видов и форм. Но самым важным является механизм инвертора. Необходимо, чтобы он был качественным, многофункциональным и безопасным для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая устройства самостоятельно. Схема изготовления самодельных инверторов достаточно проста. Важно учитывать для каких целей будет изготовлен аппарат.
Схема изготовления самодельных инверторов достаточно проста. Важно учитывать для каких целей будет изготовлен аппарат.
Существуют инверторы для:
- Сваривания при помощи порошковой проволоки;
- Сваривания на различных газах;
- Сваривания под толстым слоем флюса;
Иногда для качественного результата и получения ровного сварного шва необходимо взаимодействие двух устройств.
Также инверторные устройства делятся на:
- Однокорпусные;
- Двухкорпусные;
- Толкающие;
- Тянущие;
- Стационарные;
- Передвижные, в комплекте которых есть тележка;
- Переносные;
- Предназначенные для начинающих сварщиков;
- Предназначенные для полупрофессиональных сварщиков;
- Предназначенные для профессиональных мастеров;
Схема инвертора:
Что потребуется?
Самодельный аппарат, схема которого очень проста, включается в себя несколько главных элементов:
- Механизм с главной функцией, отвечающий за управление сварочным током;
- Источник сетевого питания;
- Специальные горелки;
- Удобные зажимы;
- Рукава;
- Тележка;
Схема сварки при помощи полуавтомата в среде защитного газа:
Также мастеру понадобятся:
- Механизм, который обеспечивает подачу проволоки;
- Гибкий шланг, при помощи которого проволока или порошок будет поступать к сварному шву под давлением;
- Бобина с проволокой;
- Специальное устройство управления;
Принцип работы
Принцип работы инвертора включает в себя:
- Регулировку и перемещение горелки;
- Контроль и наблюдение за сварочным процессом;
При подключении агрегата к электрической сети наблюдается преобразование переменного тока в постоянный. Для данной процедуры понадобится электронный модуль, специальные выпрямители и трансформатор с высокой частотой. Для качественного сваривания нужно, чтобы у будущего агрегата такие параметры, как скорость подачи специальной проволоки, сила тока и напряжение были в идентичном равновесии. Для данных характеристик понадобятся источник питания дуги, который имеет вольтамперные показания. Длину дуги должно определить заданным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока.
Для данной процедуры понадобится электронный модуль, специальные выпрямители и трансформатор с высокой частотой. Для качественного сваривания нужно, чтобы у будущего агрегата такие параметры, как скорость подачи специальной проволоки, сила тока и напряжение были в идентичном равновесии. Для данных характеристик понадобятся источник питания дуги, который имеет вольтамперные показания. Длину дуги должно определить заданным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока.
Схема самодельного устройства:
Электрическая схема устройства предусматривает факт, что тип сваривания сильно влияет на прогрессивную работоспособность аппаратов в целом.Электрическая схема самодельного устройства:
Полуавтомат своими руками — подробное видео
Созданный план
Любая схема самодельного устройства предусматривает отдельную последовательность работы:
- На начальном уровне необходимо обеспечить подготовительную продувку системы.
 Она будет воспринимать последующую подачу газа;
Она будет воспринимать последующую подачу газа; - Затем необходимо запустить источник питания дуги;
- Подать проволоку;
- Только после выполнения всех действий начнется движение инвертора с заданной скоростью.
- На окончательном этапе следует обеспечить защиту шва и заварку кратера;
 Она будет воспринимать последующую подачу газа;
Она будет воспринимать последующую подачу газа;Пример реализации самодельного устройства:
Самодельный аппарат должен работать по принципу преобразования токов высокой частоты. В таком случае преобразование ЭДС исключается. Благодаря этому Устройство можно значительно уменьшить в габаритах и в весе. Но чтобы провести качественный ремонт устройства, необходимо разбираться в электротехнике.Рассказ про самодельный полуавтомат
Подготовка трансформатора
Свое внимание необходимо уделить подающему механизму. При помощи данного устройства должна происходить подача электродной проволоки. Из-за того, что данный механизм ломается чаще всего, следует сделать качественные расчеты. Важно учесть, что увеличение силы тока в большинстве случаев приводит к возгоранию электрода. При этом происходит сильное повреждение изделия. Но если ток очень слабый, то сделать полноценный агрегат не получится. Полученный сварной шов будет ненадежен. Поэтому на данном этапе подготовки необходимо правильно выполнить все расчеты.
Из-за того, что данный механизм ломается чаще всего, следует сделать качественные расчеты. Важно учесть, что увеличение силы тока в большинстве случаев приводит к возгоранию электрода. При этом происходит сильное повреждение изделия. Но если ток очень слабый, то сделать полноценный агрегат не получится. Полученный сварной шов будет ненадежен. Поэтому на данном этапе подготовки необходимо правильно выполнить все расчеты.
Источник питания
Ремонт или изготовление конструкции включает в себя источник питания. Таким устройством может служить выпрямитель, инвертор или трансформатор. Именно данная деталь влияет на объем и стоимость сварочника. Наиболее профессиональными и качественными устройствами принято считать инверторные источники питания.
Схема блока питания:
Плата управления
Для создания инвертора необходима специальная плата управления. На данном устройстве должны быть вмонтированы узлы аппарата:
- Задающий генератор, включающий в себя трансформатор гальванической развязки;
- Узел, при помощи которого управляется реле;
- Блоки обратной связи, отвечающие за сетевое напряжение и подающий ток;
- Блок термозащиты;
- Блок «антистик»;
Печатная плата блока управления:
Выбор корпуса
Перед сборкой агрегата нужно подобрать корпус. Можно выбрать короб или ящик с подходящими габаритами. Рекомендовано выбирать пластик или тонкий листовой материал. В корпус всонтируются трансформаторы, которые соединяются с вторичными и первичными бобинами.
Можно выбрать короб или ящик с подходящими габаритами. Рекомендовано выбирать пластик или тонкий листовой материал. В корпус всонтируются трансформаторы, которые соединяются с вторичными и первичными бобинами.
Совмещение катушек
Первичные обмотки выполняются по параллельной схеме. Вторичные бобины подключаются по последовательной. По подобной схеме устройство способно принимать ток величиной до 60 А. При этом выходное напряжение будет равно 40 В. Данные характеристики отлично подойдут для сваривания небольших конструкций в домашних условиях.
Система охлаждения
Во время непрерывной работы самодельный инвертор может сильно перегреваться. Поэтому такому устройству необходима специальная система охлаждения. Самым простым методом создания охлаждения является установка вентиляторов. Данные устройства необходимо прикрепить по бокам корпуса. Вентиляторы должны быть установлены напротив трансформаторного устройства. Прикрепляются механизмы таким образом, чтобы они могли работать на вытяжку.
Охлаждение, которое будет использоваться в самодельном устройстве, можно вынуть из устаревшей компьютерной техники. Для того, чтобы сделать не только удаление теплого воздуха, но и подачу свежего кислорода – в корпусе механизма высверливают 20-50 отверстий. Диаметр таких отверстий должен соответствовать диаметру сверла и быть не менее 5 мм.
Ремонт/доработка устройства скорости подачи электродной проволоки
Инверторы считаются надежными устройствами. Но при небрежном уходе устройства могут выйти из строя. Аппаратам может потребоваться ремонт. В большинстве случаев главной причиной является поломка регулятора. При возникновении первых проблем, поломка сказывается на дальнейшей работе устройства. Поэтому чтобы избежать будущий ремонт, следует как можно больше уделить времени на качественную сборку устройства.
Схема агрегата включает в себя прижимной ролик. Он оснащен специальным регулятором уровня прижима проволоки. Также в агрегате присутствует ролик подачи проволоки, в котором есть два небольших углубления. Из них должна выходить сварочная проволока. Разрешено использование проволоки диаметром до 1 мм. Сразу после регулятора находится соленоид, который контролирует подачу газа.
Из них должна выходить сварочная проволока. Разрешено использование проволоки диаметром до 1 мм. Сразу после регулятора находится соленоид, который контролирует подачу газа.
Дроссель своими руками
Для того, чтобы сделать дроссель, понадобится трансформатор, эмальпровод с диаметром более 1,5 мм. Между слоями наматывается изоляция. При помощи алюминиевой шины с габаритами не менее 2,5х4,5 мм, наматываются 24 витка. Оставшиеся концы шины остаются по 30 см. Сердечник прокладывается при помощи кусочков текстолита с зазором минимум 1 мм. Также разрешено наматывать дроссель на железе от старого лампового цветного телевизора. Но на такое устройство можно поставить только одну катушку. Такое устройство может стабилизировать сварочный ток. Готовое изделие должно выдавать минимум 24 В при токе 6 А.
Готовое изделие должно выдавать минимум 24 В при токе 6 А.
Сварочная горелка
Данное устройство предназначено для подачи электродной проволоки, углекислого газа и дугового напряжения к необходимому участку сварки. Назначением устройства является замыкание цепи, которое обеспечивает подачу сварочной проволоки к защитному газу.
Сварочная горелка:
Для наибольшего качественного эффекта рекомендуется приобретать готовый пистолет. В комплекте вместе с устройством должны быть рукава для подачи сварочной проволоки и защитного газа.Баллон
Баллон рекомендовано покупать стандартного типа. Если применять углекислоту, то разрешено использование баллона огнетушителя. Предварительно с устройства снимают рупор. Для установки редуктора необходим специальный переходник, так как резьба баллона не соответствует горловине огнетушителя. Для перемещения баллонов понадобится тележка.
Тележка
Тележка может быть выполнена самостоятельно. Также разрешено использование готовых конструкций. Можно изготовить одноуровневые, двухуровневые и трехуровневые изделия. Для удобства на верхнем уровне хранят инструменты и материалы, которые будут нужны для работы. Для удобного перемещения тележка включается в себя колесики диаметром не менее 5 см.
Можно изготовить одноуровневые, двухуровневые и трехуровневые изделия. Для удобства на верхнем уровне хранят инструменты и материалы, которые будут нужны для работы. Для удобного перемещения тележка включается в себя колесики диаметром не менее 5 см.
Самодельная тележка с нескольких вариациях:
Режимы сваривания в углекислом газе:
От обычного устройства полуавтомат отличается механизмом подачи проволоки. Поэтому такой агрегат считается наиболее сложным устройством. Ремонт будет необходим в случае поломки подающего механизма.Еще один полезный вариант изготовления
Переделка сварочного инвертора в полуавтомат
Чтобы сделать полуавтомат из сварочного инвертора – необходимо подвергнуть устройство некоторым манипуляциям. Аппарат обматывают медной полосой с обмоткой из термической бумаги. Важно заметить, что обыкновенный толстый провод не подойдет. Он будет очень сильно нагреваться. Система охлаждения может не справиться с поставленной нагрузкой, что приведет к сильному перегреву устройства.
Важно заметить, что обыкновенный толстый провод не подойдет. Он будет очень сильно нагреваться. Система охлаждения может не справиться с поставленной нагрузкой, что приведет к сильному перегреву устройства.
Вторичная обмотка должна состоять из стрех слоев жести. Каждый слой следует тщательно изолировать. Для этого используют фторопластовую ленту. Концы обмотки необходимо сделать спаянными между собой. Такая процедура позволяет повысить проводимость токов.
Осциллограмма сварочного напряжения и тока на обратной и прямой полярности:
Любой самодельный аппарат плохо воспринимает наличие грязи и пыли. Поэтому такие устройства следует чистить минимум раз в 4-6 месяцев. Интенсивность чистки должна зависеть от количества применений. В ином случае ежегодно придется проводить ремонт устройства.Ориентировочные режимы сварки стыковых швов при помощи полуавтомата:
Главным преимущество таких аппаратов считается маленький вес. Также есть возможность использования как переменного, так и постоянного тока. Агрегаты могут сваривать цветные металлы, а также чугун. В недостаткам относится низкий температурный интервал. Сварочный полуавтомат своими руками нельзя использовать при температуре ниже 15°С. Поэтому для холодных регионов и для зимнего периода времени такие устройства не подойдут. В основном такие инверторы используют на улице в летний период или в помещениях. Самодельные конструкции отлично подойдут для сваривания небольших конструкций в домашних условиях. Для профессионального сваривания и для широкого производства рекомендовано покупать готовые инверторы.
Агрегаты могут сваривать цветные металлы, а также чугун. В недостаткам относится низкий температурный интервал. Сварочный полуавтомат своими руками нельзя использовать при температуре ниже 15°С. Поэтому для холодных регионов и для зимнего периода времени такие устройства не подойдут. В основном такие инверторы используют на улице в летний период или в помещениях. Самодельные конструкции отлично подойдут для сваривания небольших конструкций в домашних условиях. Для профессионального сваривания и для широкого производства рекомендовано покупать готовые инверторы.
generatorexperts.ru
Самодельный сварочный полуавтомат – схема сборки своими руками
Март 22, 2017
Сварочный полуавтомат своими руками собрать из инвертора не слишком просто, так как данная задача потребует определенных знаний в области электроники, умения спаивать между собой различные элементы. Нужно обязательно быть хорошо осведомленным в плане ключевых принципов работы оборудования, позволяющего проводить сварочные работы в полуавтоматическом режиме.
Какие нужны комплектующие?
Чтобы переделать инверторный аппарат из ручного режима потребуется воспользоваться определенным оборудованием. Также надо иметь под руками ряд комплектующих, без которых полноценное выполнение работ не представляется возможным:
- Так как полуавтоматическая сварка будет работать от инвертора, потребуется взять инвертор, способный сформировать сварочный ток, сила которого будет достигать хотя бы 150 А;
- Специальный механизм, обеспечивающий равномерную и постоянную подачу проволоки;
- Горелка, которая представляет собой ключевой рабочий элемент;
- Шланг требуемого диаметра, через который будет происходить подача проволоки;
- Еще один шланг, по которому в зону сваривания металла будет подаваться специальный защитный газ;
- Катушка с намотанной на нее сварочной проволокой, однако, эту деталь придется определенным образом переделать;
- Специальный блок электронного типа, через который и будет осуществляться управление работой самодельного сварочного полуавтомата.

Наибольшее внимание необходимо уделить подающему устройству, которое отвечает за подачу проволоки в зону сварки. Для получения максимально аккуратного шва без различных дефектов с внешней стороны, скорость подачи проволоки в самодельном сварочном полуавтомате подбирается такая, чтобы проволока успевала полностью расплавляться и формировать качественный шов.
Стоит отметить, что в процессе полуавтоматической сварки может использоваться проволока различного диаметра и изготовленная из разных материалов, соответственно показатель расплавления будет различным. Чтобы работать со сварочными полуавтоматами было как можно удобнее, в самодельной конструкции должен быть предусмотрен механизм регулировки скорости устройства, которое будет подавать проволоку.
Как правильно переделать трансформатор от инвертора?
Чтобы получить в конечном счете качественный полуавтоматический сварочный аппарат, необходимо подвергнуть определенным переделкам трансформатор инвертора. Сделать это самостоятельно не слишком трудно, однако, для этого придется следовать ряду определенных правил.
Сделать это самостоятельно не слишком трудно, однако, для этого придется следовать ряду определенных правил.
Прежде всего, нужно сделать обмотку трансформатора. Для этого понадобится медная полоска и обмотка из термобумаги. Нужно найти именно полосу, проволока для этих целей не подойдет, так как собранный по такому методу своими руками сварочный полуавтомат станет очень сильно нагреваться.
Вторичная обмотка также нуждается в определенной переделке. В схему сварочного полуавтомата нужно внести еще одну обмотку трансформатора, включающую в себя три слоя жести.
Каждый из них потребуется дополнительно изолировать за счет ленты из фторопластовых материалов. Концы родной обмотки и изготовленной самостоятельно нужно будет спаять между собой, заведя их в печатную плату.
Данное технологическое решение способствует значительному увеличению проводимости токов. Чтобы знать, как сделать сварочный полуавтомат своими руками, нужно помнить о необходимости внесения в схемы сварочных полуавтоматов вентилятора, который будет использоваться для того, чтобы качественно охлаждать всю конструкцию, не допуская ее перегрева.
Чтобы знать, как сделать сварочный полуавтомат своими руками, нужно помнить о необходимости внесения в схемы сварочных полуавтоматов вентилятора, который будет использоваться для того, чтобы качественно охлаждать всю конструкцию, не допуская ее перегрева.
Как правильно произвести настройку инверторного аппарата для проведения полуавтоматических сварных работ?
Чтобы внести определенные изменения в схемы самодельных сварочных аппаратов-полуавтоматов, нужно сначала полностью обесточить данную конструкцию. Для дополнительной защиты от перегрева на радиаторах нужно установить входной и выходной выпрямитель, а также силовые ключи.
Когда все эти действия будут произведены, силовую часть сварочного аппарата соединяют с блоком управления и пробуют подключить его к электросети. Сначала должен загореться индикатор, говорящий о том, что изделие подключено. Перед тем как опробовать изделие в сварке, к выходам нужно подключить осциллограф и с его помощью постараться отыскать электрические импульсы, частота которых должна находиться в пределах от 40 до 50 кГц.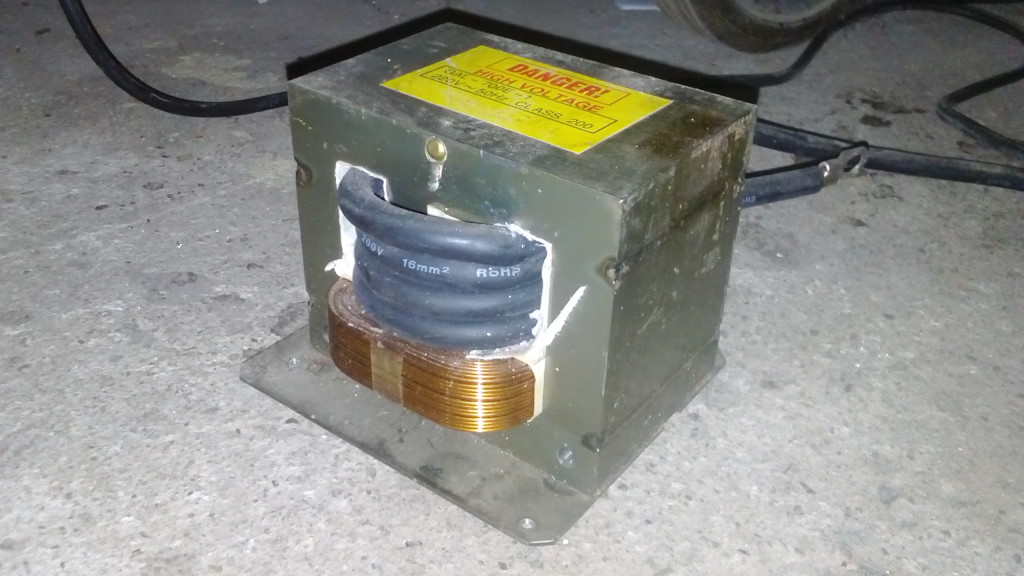 Между ними должен сохраняться промежуток 1,5 мкс – этого эффекта можно добиться благодаря изменению входного напряжения. Как только оптимальное напряжение будет найдено, можно попробовать подключить сварочную проволоку и сварить две заготовки.
Между ними должен сохраняться промежуток 1,5 мкс – этого эффекта можно добиться благодаря изменению входного напряжения. Как только оптимальное напряжение будет найдено, можно попробовать подключить сварочную проволоку и сварить две заготовки.
Как наладить механизм подачи?
Схемы самодельных сварочных аппаратов-полуавтоматов подразумевают наличие специального механизма подачи сварочной проволоки. Если нет заготовки данного элемента, можно собрать его самостоятельно по чертежам.
Для этого потребуется взять два подшипника, величина которых должна соответствовать типоразмеру 6202, также понадобится электродвигатель от автомобильных дворников, причем чем меньше будет его размер, тем лучше.
Когда будет производиться выбор сварочного аппарата и его соответствие схеме сварочного полуавтомата, необходимо тщательно проверить, чтобы он вращался строго в одном направлении. Помимо этого, нужно будет взять ролик с диаметром ровно 25 мм. Его насаживают поверх резьбы на вал электромотора. Все нестандартные элементы конструкции производятся самостоятельно – так в последующем будет гораздо легче производить ремонт сварочных полуавтоматов своими руками.
Помимо этого, нужно будет взять ролик с диаметром ровно 25 мм. Его насаживают поверх резьбы на вал электромотора. Все нестандартные элементы конструкции производятся самостоятельно – так в последующем будет гораздо легче производить ремонт сварочных полуавтоматов своими руками.
Механизм подачи включает в себя две пластины, на которых установлены подшипники. Между ними находится ролик с подключенным к нему электродвигателем. Пластины сжимаются за счет пружины, этот же элемент схемы самодельного механизма подачи позволяет прижимать подшипники к ролику. Сборка механизма производится на специальной текстолитовой пластине, ее толщина составляет порядка 5 мм. Делают это таким образом, чтобы сварочная проволока выходила из механизма в районе разъема.
Этот разъем, в свою очередь, будет подключаться к сварочному рукаву, установленному на передней части корпуса. К этой же пластине подключается катушка с намотанной проволокой. Чтобы катушка хорошо держалась на механизме подачи, под нее делают специальный вал, который крепится перпендикулярно к текстолитовой пластине. С краю у вала должна быть нарезана резьба, чтобы катушка как можно плотнее садилась на него.
С краю у вала должна быть нарезана резьба, чтобы катушка как можно плотнее садилась на него.
Принципиальная схема сварочного полуавтомата, изготовленного самостоятельно, отличается практичностью, надежностью и экономичностью. Стоит отметить, что наверняка конструкция будет выглядеть не слишком привлекательно, однако по своим эксплуатационным характеристикам она практически ничем не будет отличаться от профессионального промышленного оборудования.
Все элементы, расположенные в механизме подачи, рассчитаны под стандартную катушку. Однако у данной конструкции имеется один серьезный недостаток – сварочные работы будут производиться без газа.
Как осуществляется обмотка дросселя?
Чтобы дроссель работал надежно и при этом не перегревался при прохождении через него электрического тока, нужно воспользоваться трансформатором ОСМ-0,4, мощность которого составляет 400 Вт. Кроме того, при изготовлении качественной конструкции придется воспользоваться эмальпроводом, диаметр которого минимум должен составлять 1,5 мм, однако, лучше брать с небольшим запасом, например, 1,8 мм.
Следует намотать на дроссель два слоя провода, причем они должны быть качественно изолированы друг от друга. Провода в каждом из них укладывают как можно более плотно – это нужно для получения качественной индукционной катушки. На следующем этапе следует воспользоваться алюминиевой шиной размерами 2,8х4,65 мм.
Ее наматывают в один слой, изготавливая 24 витка, а оставшиеся концы делают длиной приблизительно по 30 см. В дальнейшем нужно будет собрать сердечник, между ним и катушкой должен быть зазор размером приблизительно 1 мм. Чтобы соединение получилось как можно более жестким, между сердечником и обмотками нужно будет проложить небольшие кусочки текстолита.
Подобный дроссель можно изготовить на базе железа из цветного или черно-белого лампового телевизора наподобие ТС-270, причем это будет значительно проще, так как установить придется только лишь одну катушку, которую делают из алюминиевой шины.
Для питания схемы управления также необходимо воспользоваться трансформатором, причем данную конструкцию собирать самостоятельно совершенно необязательно, так как можно по небольшой цене приобрести готовое изделие. Главным критерием является то, что конструкция должна выдавать 24 В при силе тока около 6 А.
Подведём итог
Если вся конструкция будет правильно собрана, то ею будет очень удобно пользоваться, а срок ее службы будет превышать даже профессиональные аппараты. Однако при неправильной сборке наиболее уязвимым элементом конструкции будет регулятор подачи проволоки, поэтому временами данные элементы будут нуждаться в проведении ремонтных или профилактических работ.
В остальном, сваривать металлические детали с помощью полуавтоматического аппарата, собранного своими руками, довольно-таки удобно и просто, так как эта технология значительно проще по сравнению с традиционной ручной электродуговой сваркой.
electrod. biz
biz
схемы и чертежи самодельного устройства из трансформатора и инвертора, инструкция и видео
Полуавтоматом называется сварочное оборудование, предназначенное для сварки металлических изделий. Стоимость таких приборов довольно высокая, поэтому у многих потребителей возникает необходимость соорудить сварочный полуавтомат своими руками.
Содержание
[ Раскрыть]
[ Скрыть]
Принцип работы сварочного полуавтомата
Принцип действия инверторного устройства состоит из:
- процедуры перемещения и регулирования горелки;
- контроля и мониторинга за проведением сварочного процесса.
Когда оборудование подключается к сети, переменный ток преобразуется в постоянный.
Чтобы это происходило правильно, агрегат должен быть оборудован:
- электронный блоком;
- выпрямительными устройствами;
- высокочастотным трансформатором.
Процедура качественной сварки металлических изделий возможна при наличии основных параметров.
В идентичном равновесии должны находиться:
- величина напряжения;
- параметр силы тока;
- величина скорости подачи проволоки.
Чтобы обеспечить работу этих характеристик, потребуется источник питания с вольтмерными параметрами, а сама длина дуги определяется величиной напряжения. Что касается скорости подачи проволоки, то она зависит от величины сварочного тока.
Общая схема подключения сварочного полуавтомата
Что понадобится для переделки инвертора?
Чтобы переделать инвертор и получить самодельный сварочный полуавтоматический аппарат в домашних условиях, надо использовать следующие устройства:
- Агрегат с основной опцией, которая отвечает за процедуру управления сварочным током. Устройство должно формировать не менее 150 ампер тока.
- Устройство сетевого питания.
- Агрегат, предназначенный для подачи сварочной проволоки.
- Основной компонент оборудования — горелка.
- Патрубок, по которому поступает сварочная проволока.
- Специальный патрубок для поступления защитного газа в зону, где проводится сварка.
- Механизм с катушкой с проволокой. При изготовлении конструкции катушку придется немного переделать.
- Управляющий модуль, который мониторит и следит за функционированием самоделки.
Подготовка трансформатора
Чтобы самостоятельно собрать ручной полуавтомат, надо правильно подготовить трансформаторное устройство. Посредством этого агрегата выполняется подача проволоки. В результате того, что трансформаторный узел выходит из строя чаще других устройств, при подготовке плана правильно делаются расчеты. Если сила тока превышена, это может привести к воспламенению электродов, в итоге изделие будет повреждено. Но если величина тока слишком слабая, то готовый аппарат будет неполноценным, поскольку шов получится ненадежным.
Василий Макунин подробно рассказал о подготовке трансформаторного узла и других этапах сборки сварочного полуавтомата.
Механизм подачи проволоки
Чтобы сделать полуавтоматический аппарат, надо продумать модернизацию механизма подачи проволоки. Сам по себе инвертор является надежным агрегатом, но при некорректной эксплуатации он может сломаться. Причина неисправности обычно заключается в выходе из строя регуляторного механизма. Сама схема функционального девайса включает прижимной ролик, который оборудован регуляторным устройством прижима проволоки. В аппарате имеется ролик подачи проводника, в нем расположены два технологических углубления, из них выходит проволока.
При эксплуатации оборудования допускается применение проводника, диаметр которого составляет не более 1 мм.
После регуляторного механизма располагается соленоид, он предназначен для контроля процедура подачи газа. Сам по себе регулятор имеет большие размеры, он крепится на агрегате посредством небольших винтов. Поэтому место фиксации нельзя назвать надежным. В ходе эксплуатации оборудование может подкашиваться, что станет причиной неисправности.
Можно приобрести подающий узел с горелкой в магазине или соорудить самостоятельно.
Если собирать устройство своими руками, понадобится:
- электрический мотор от стеклоочистителей авто;
- два подшипниковых элемента;
- две пластины;
- ролик с диаметром не более 2,5 см.
Принцип сборки механизма:
- Монтаж ролика выполняется на вал электрического мотора от дворников.
- На пластинах выполняется фиксация подшипниковых устройств, эти элементы надо прижать к ролику. Процедура сжатия выполняется посредством пружины.
- Проводник, который проходит по направляющим между подшипниковыми элементами, протягивается.
- Составляющие компоненты устройства регулировки монтируются на пластине, ее толщина — не меньше 0,8-1 см. Для сборки потребуется текстолитовая пластина. Подача проволки должна выполняться в месте установки разъема, соединяющегося с рукавом. Здесь производится монтаж катушки соответствующего диаметра, а также маркой проволоки.
- Сам разъем подсоединяется к рукаву, который монтируется на лицевой части корпуса устройства. К пластине выполняется подключение катушки с намотанным проводником. Для качественной фиксации катушки на подающем механизме под нее надо изготовить вал. Его фиксация выполняется перпендикулярно с текстолитовой пластиной. На краю вала делается резьба, это позволит обеспечить качественную фиксацию катушки.
Схема механизма подачи для полуавтомата
Пример чертежа протяжки представлен ниже.
Схема механизма подачи для полуавтомата
Источник питания
При изготовлении полуавтомата надо продумать схему подачи питания.
В качестве основного устройства может использоваться:
- выпрямительный узел;
- инвертор;
- трансформаторный агрегат.
Этот узел влияет на объем, а также стоимость изготовляемого оборудования. Рекомендуется использовать инверторные механизмы, этот вариант является профессиональным и наиболее качественным.
Схема источника питания
Горелка
Горелка применяется для поступления к определенному участку сваривания:
- проволоки;
- напряжения;
- газа.
Предназначение узла заключается в замыкании электроцепи, благодаря этому выполняется подача проводника к защитному газу. Комплектация устройства должна включать в себя рукава, которые будут применяться для подачи проводника и газа.
Для удобства и лучшего эффекта специалисты рекомендуют использовать уже готовый пистолет.
Баллон
При самостоятельной сборке оборудования рекомендуется использоваться стандартные баллоны. Если применяется углекислота, то возможна эксплуатация баллона от огнетушителя. Но перед установкой с узла необходимо демонтировать рупор. Чтобы произвести монтаж редуктора, потребуется переходник, поскольку фактическая резьба баллона не соответствует горлу огнетушителя. Чтобы баллон можно было перемещать во время эксплуатации агрегата, применяется тележка.
Плата управления полуатоматическим сварочным аппаратом
Чтобы сделать сварочный полуавтомат своими руками, потребуется плата управления.
Для изготовления платы потребуются:
- Задающее генераторное устройство, которое включает в себя трансформаторный узел гальванической развязки.
- Механизм, который управляет реле.
- Модуль двусторонней связи, потребуется несколько устройств, они предназначены для подачи напряжения и тока.
- Термозащитный модуль.
- Блок Антистик.
Схема платы управления
Как подобрать корпус для полуавтомата?
Сборка преобразователя включает в себя выбор корпуса для агрегата. В качестве этого компонента можно использовать короб либо ящик, обладающий соответствующими размерами. При сборке специалисты рекомендуют отдать предпочтение пластмассовым либо корпусам, выполненным из тонкого листового материала. Внутрь устройства выполняется установка трансформаторов, подключающихся к первичным и вторичным обмоткам.
Система охлаждения полуавтомата
Чтобы не пришлось менять элементы сварочного оборудования в ходе эксплуатации, необходимо заранее продумать систему охлаждения. При интенсивной работе компоненты агрегата будут перегреваться.
Простейший вариант реализации охладительной системы — монтаж вентиляторов. Эти компоненты фиксируются по бокам корпуса оборудования. Для эффективной работы монтаж вентиляторов производится напротив трансформатора, а фиксация устройств выполняется так, чтобы они работали на вытяжку.
В качестве охлаждения допускается применение вентиляторов из блока домашнего компьютера.
Качественное охлаждение включает в себя удаление теплого воздушного потока и поступление свежего воздуха извне. В корпусе оборудования с помощью дрели выполняется сверление отверстий, их количество может варьироваться от 20 до 50. Что касается диаметра отверстий, то он должен составить не меньше 0,5 см. Слишком большие отверстия тоже делать не рекомендуется, чтобы не допустить попадания грязи внутрь агрегата.
Петр Саюк показал работу самодельного сварочного полуавтомата.
Изготовление дросселя своими руками
Для изготовления дроссельного узла потребуется трансформаторное устройство и эмалированный кабель. Диаметр последнего должен составить больше 1,5 мм. Между слоями проводника выполняется намотка изоляционного слоя. Надо сделать 24 витка провода, потребуется алюминиевая шина, ее размеры должны составить не меньше 2,5*4,5 мм. Оставшиеся концы шины надо оставить по 30 см.
Производится укладка сердечника, потребуются куски текстолита, они должны иметь зазор не менее 1 мм. Допускается намотка дросселя на металле от лампового телевизора. Но на подобный агрегат можно установить не более одной катушки. Узел позволит выполнить стабилизацию сварочного тока. В конечном счете агрегат должен выдавать не менее 24 вольт при токе 6 ампер.
Тележка для сварочного полуавтомата
В качестве тележки можно использовать готовую конструкцию или собрать изделие самостоятельно. Если собирать своими руками, то тележку можно сделать одно-, двух- или трехуровневой. Для выполнения работ по сварке потребуются инструменты, их можно хранить на верхнем «этаже» изделия.
Чтобы перемещение оборудования было удобным, на тележку устанавливаются колеса, их диаметр должен составить не меньше 0,5 см.
Как контролировать работу сварочного полуавтомата?
При функционировании оборудования потребителю надо регулярно контролировать уровень температуры, при которой функционирует инверторное устройство. Процедура мониторинга выполняется посредством одновременного клика по двум клавишам. В результате нажатия уровень температуры наиболее горячего радиаторного устройства будет отображаться на индикаторе. Если температура составит не более 75 градусов, за сварочный аппарат можно не переживать.
При увеличении температуры индикатор воспроизводит звуковые импульсы. Это приведет к автоматическому снижению величины рабочего тока до 20 ампер, также ток снижается при выходе из строя или замыкании контроллера. Индикатор издает сигналы до момента, пока температура не будет стабилизирована. О некорректной работе агрегата могут сообщить ошибки на дисплее.
Фотогалерея
Фото самодельного оборудования представлены в этом разделе.
Видео
Valeriy Doniy наглядно продемонстрировал процедуру сборки полуавтоматического сварочного оборудования из инверторного устройства.
razvodka.com
Самодельный полуавтомат из инвертора сварочный своими руками
Инструмент, который нужен для сваривания изделий, обычно считают сварочным полуавтоматом. Эти агрегаты могут быть разных типов и форм. Но самым главным считается механизм инвертора. Нужно, чтобы он был качественным, функциональным и эффективным для потребителя. Большинство профи специалистов не доверяют китайским изделиям, создавая приборы самостоятельно. Схема сварочного полуавтомата довольна легкая. Главное, учесть для каких задач будет сделано приспособление. Создать такую переделку своими руками несложно, нужно лишь придерживаться некоторых правил. Главное, это разобраться с приставкой и протяжкой.
Есть инверторы для:
- Сварки с помощью порошковой проволоки.
- Сварки на разных газах.
- Сварки под большим слоем флюса.
Иногда для хорошего результата и получения полноценного сварного шва нужно взаимодействие двух приборов.
Также рекомендуем прочитать:
Еще такие устройства подразделяются на:
- С одним корпусом.
- С двумя корпусами.
- Толкающие.
- Тянущие.
- Домашние.
- Передвижные, в комплекте с тележкой.
- Переносные.
- Для начинающих специалистов.
- Для полупрофессиональных сварщиков.
- Для профессионалов своего дела.
Содержание материала
Что понадобится для изготовления
Самодельный агрегат, схема которого несложная, включает в себя пару основных элементов:
- Механизм с важной функцией, которая отвечает за управление сварочным током.
- Источник специального питания.
- Различные горелки.
- Качественные зажимы.
- Рукава.
- Тележка.
- Схема сварки с помощью полуавтомата в местах защитного газа.
Также специалисту понадобится:
- Элемент, который производит подачу проволоки.
- Качественный шланг, при помощи которого проволока или порошок будет поступать к специальному шву с давлением.
- Бобина с проволокой.
- Специальный прибор для управления.
Принцип работы
Принцип работы инвертора заключается в следующем:
- Регулирование и передвижение горелки.
- Контроль и наблюдение за сварочной работой.
При подключении полуавтоматического аппарата к электрической сети можно заметить изменение переменного тока в постоянный ток. Для такой манипуляции потребуется электронный модуль, различные выпрямители и трансформатор с огромной частотой. Для правильной сварки нужно, чтобы у будущего прибора такие характеристики, как скорость подачи какой-либо проволоки, сила тока и напряжение были в одном ровном положении.
Для данных характеристик потребуется источник питания дуги, у которого есть вольтамперные показания. Длину дуги определяют заданным напряжением. Скорость подачи проволоки зависит от сварочного тока.
Электрическая схема прибора — чертеж — предусматривает факт, что вид сварки серьезно влияет на прогрессивную эффективность агрегатов в целом. Еще существуют устройство сварочный инвертор и полуавтомат два в одном, но его тяжелее сделать.
Созданный план
Любая схема самодельного протяжного приспособления предусматривает определенную последовательность работы:
- Сначала необходимо обеспечить подготовительную работу и продувку системы. Она будет проводить последующую подачу газа.
- Потом нужно включить источник питания дуги.
- Выложить проволоку.
- Лишь после выполнения всех манипуляций начнется движение инвертора с выбранной скоростью.
- На последнем этапе стоит создать защиту шва и заварку кратера. Самодельный агрегат должен функционировать по принципу изменения токов большой частоты. В этом варианте преобразование ЭДС исключается. Благодаря такому устройству можно в разы уменьшить прибор в размерах и в весе. Но чтобы переделать и выполнить качественный ремонт агрегата, нужно разбираться в электротехнике. Ну и помните, если вы хотите заняться модернизацией или модернизировать слабый гаражный полуавтомат, меняя и добавляя все силовые токовые узлы, посоветуйтесь перед работой с мастером.
Подготовка трансформатора
Свое внимание нужно уделять подающему механизму. С помощью такого аппарата должна выполняться подача электродной проволоки. Из-за того, что такой механизм очень часто выходит из строя, стоит выполнить правильные расчеты. Важно помнить, что увеличение силы тока чаще всего приводит к возгоранию электрода. Из-за этого происходит серьезное повреждение элемента. Но если ток довольно слабый, то создать полноценный аппарат не выйдет. Выполненный сварной шов будет ненадежным. Поэтому на этом этапе подготовки нужно верно произвести все расчеты.
Источник питания
Ремонт или создание конструкции может включать в себя и источник питания. Таким прибором может послужить выпрямитель, инвертор или трансформатор. Именно эта деталь может повлиять на объем и цену инструмента. Самыми профессиональными и лучшими приборами считают инверторные источники питания.
Плата для управления
Для изготовления инвертора нужна качественная плата управления. На таком приборе должны быть вставлены узлы агрегата:
- Задающий генератор, который включает в себя трансформатор специальной развязки.
- Узел, с помощью которого можно управлять реле.
- Блок обратной связи, может отвечать за сетевое напряжение и весь ток.
- Блок термозащиты.
- Блок «антистик».
101sovet.guru
Инверторный сварочный полуавтомат своими руками: составные элементы
Сварочный инвертор был изобретен ученым и конструктором Юрием Негуляевым. Выполнять качественную сварку без дополнительных финансовых затрат на оборудование можно, если сделать сварочный полуавтомат своими руками.
Схема устройства сварочного инвертора.
Составные элементы
Конструировать оборудование необходимо по схеме. Рекомендуется изготавливать инверторный полуавтомат своими руками по проекту Негуляева. Провод будущего агрегата не требует обмотки термоизолирующим материалом. Все проводники и провода, отдающие тепло, необходимо присоединить к дюралюминиевой плите 6 мм. Радиаторы и резонансный дроссель будут обдуваться вентилятором высокой мощности.
Функциональная схема источника питания инверторного сварочного аппарата.
Дроссель необходимо прижать к основанию с помощью прокладочного уплотнителя «NOMOCOM». Самодельное оборудование не будет функционировать без дроссельного аппарата. Его изготавливают из сердечников от трансформаторов, работающих по строчному типу. Потребуется 6 сердечников.
К основанию инверторной схемы прижимаются диоды, а к ним присоединяются стабилизаторы напряжения и уплотнители, которые обеспечивают изоляцию. Для изготовления устройства применяют нестандартный трансформатор с сечением медного провода 2 мм без изоляции.
В противном случае между изоляциями должен оставаться зазор, способствующий охлаждению трансформатора тока. Чтобы предотвратить сбои в работе самодельного сварочного полуавтомата, проводники разводят в стороны. Провод необходимо обмотать 2-3-мя слоями обычных ниток, чтобы защитить проводник от повреждений в процессе пайки или сваривания деталей.
Крепление выполняется с помощью пяточек.
Для повышения работоспособности сварочного полуавтомата рекомендуется перенести нагрузку с транзисторов на пяточки.
Инструменты для изготовления сварочного инвентора.
Импульсный инвертор высокой мощности можно изготовить самостоятельно. Обмотка наматывается на всю ширину каркаса (для повышения устойчивости трансформатора к внешним влияниям). Для самостоятельного изготовления рассматриваемого агрегата потребуется изолента, трансформаторный преобразователь и уплотнитель.
С помощью инструкции можно изготовить аналог «бармалея» и «topy». Вторичная обмотка в подобных устройствах наматывается в несколько слоев. Кольца крепятся к обмоткам через трансформатор.
Сварочный полуавтомат будет охлаждать компьютерный радиатор, который подходит по уровню потребления энергии и мощности. Импульсный трансформатор высокого качества необходимо обмотать медной лентой для защиты алюминиевых проводов от перепадов переменного тока.
Настройка устройства
Схема дросселя сварочного инвертора.
Стоимость изготовления самодельного инвертора для сварки ниже стоимости готового агрегата на рынке. При самостоятельной настройке аппарата потребуется выполнить следующие шаги:
- Подключить устройство к сети. Блок будет издавать громкие звуки, передавая ток. На емкостный вентилятор будет передаваться электричество, нагрев прибора уменьшится, он начнет работать тише.
- Подключить после зарядки конденсаторов реле, чтобы резистор замкнулся. Скачки напряжения при включении агрегата в сеть 220 В снизятся.
- Отсутствие резисторной детали при подсоединении трансформатора может спровоцировать взрыв. Пропускная способность обоих инверторов от 100 А. Чтобы определить этот показатель, понадобится мультиметр.
- Сварку требуется проверить на оптроне и усилителе. Они проводят сигнал к блоку. Среднее значение амплитуды для маломощного оборудования — 15 В. Правильность сборки моста проверяется подачей на простой сварочный аппарат напряжения 16 В.
На холостом ходу преобразуется не более 100 мА. Этот показатель необходимо учитывать, чтобы замеры были правильными. Исходящие от обмоток импульсы должны быть одинаковыми. Контроль сварочного трансформатора под управлением силовых конденсаторов выполняется с помощью увеличения пропускного уровня до 200 Вт. Необходимо подключить осциллограф и следить за формой исходящего от коллектора эмиттера сигнала.
moyasvarka.ru
преимущества техники, схема изготовления полуавтоматического инвертора
Использование полуавтоматического сварочного аппарата позволяет упростить работу с металлами. Такая техника может с легкостью соединять различные сплавы. Изготовить сварочный полуавтомат своими руками можно из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволив сэкономить на покупке промышленного оборудования.
Содержание материала
Особенности конструкции
Особенностью конструкции полуавтоматического сварочного аппарата является постоянная подача в зону сварки расплавляемой проволоки, которая используется вместо металлических электродов. Подача проволоки осуществляется автоматически, с возможностью изменения скорости движения гибких электродов. Используемая сварочная проволока позволит обеспечить постоянный контакт соединяемых поверхностей, такой материал в сравнении со стандартными электродами имеет меньшее сопротивление, что улучшает качество соединения.
Полуавтоматическая сварка отличается универсальностью, что позволяет при помощи этой технологии сваривать различные по своим характеристикам металлы, в том числе нержавейку, цветные сплавы, алюминий и другие. Освоить правильную технику полуавтоматической сварки не составит труда. Самодельные аппараты отличаются простотой в эксплуатации, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от своей разновидности полуавтоматы могут иметь дополнительное сопло для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить в последующем образование коррозии в сварном шве.
Предлагаемые сегодня в магазинах инверторы для сварки отличаются универсальностью, а многие из них имеют реализованную функцию два в одном. При небольшой мощности и габаритах сварочный инвертор и полуавтомат два в одном может работать с тугоплавкими металлами и толстыми металлическими заготовками.
Преимущества и недостатки самодельного оборудования
Многие домовладельцы, которым часто приходится выполнять сварочные работы, решаются на изготовление такого оборудования самостоятельно. К преимуществам самодельных полуавтоматов из инвертора можно отнести следующее:
Также рекомендуем прочитать:
- Простота и надежность техники.
- Функциональность аппарата.
- Высокая мощность позволяет сваривать тугоплавкие металлы.
- Доступная стоимость используемых компонентов.
- Полная безопасность работы с оборудованием.
- Простота эксплуатации техники.
Из недостатков этой технологии и самого оборудования можно отметить высокую стоимость полуавтоматов, которые при сходных с инвертором характеристиках могут иметь цену в два-три раза выше. Неудивительно, что многие домовладельцы решаются на изготовление оборудования своими руками, что позволяет существенно сократить затраты, не потеряв при этом в качестве выполненного аппарата.
Изготовление своими руками
Проще всего выполнить самодельный полуавтомат из инвертора на основе мощного силового блока. Изготовить инвертор можно самостоятельно или использовать от имеющегося в распоряжении оборудования. Для полуавтомата следует использовать инверторы мощностью не меньше 150 ампер.
Существуют схемы переделки техники, позволяющие устанавливать мощность, которой будет хватать для осуществления полуавтоматической сварки. Устройство этого типа будет сложным в реализации, поэтому рекомендовать использовать маломощные силовые блоки можно лишь опытным радиолюбителям, которые могут изготовить по-настоящему сложную технику.
Изготовить качественное оборудование можно при наличии на руках пусковой схемы полуавтоматического сварочного инвертора. К характеристикам такого агрегата можно отнести следующее:
- Первичный ток — 8- 12 А.
- Напряжение питания — 220 или 380 вольт.
- Напряжение холостого хода — 36−42 Вольта.
- Ток сварки — 40−120 ампер.
- Регулировка напряжения с шагом плюс-минус 20%.
Это оптимальные параметры для бытового сварочного полуавтомата, который справится с различными по показателям тугоплавкости металлами. В последующем можно, используя дополнительные чертежи увеличения мощности инвертора, изменить базовые характеристики, что позволяет применять такое оборудование в бытовых и промышленных целях.
Необходимые компоненты
Для выполнения гаражного сварочного аппарата полуавтомата своими руками потребуется следующее:
- Горелка приставка для инвертора.
- Механизм подачи проволоки.
- Прочный внутренний шланг для сварочной проволоки.
- Бобина с проволокой.
- Герметичный шланг для подачи газа.
- Блок управления инвертором.
Проще всего расположить инвертор и механический блок управления в отдельном коробе, для чего используют блоки от старого компьютера. Наличие питания в системном блоке позволяет существенно упростить изготовление оборудования.
Роликовый механизм для проволоки можно выполнить из моторчика от автомобильного стеклоочистителя. Под такой моторчик проектируют раму механизма, которая вырезается из металлических элементов и сваривается или скрепляется болтовым соединением.
Горелку и шланг можно сделать самостоятельно из пистолета от монтажной пены и силикона. Также можно приобрести уже готовые комплекты, что позволит обеспечить безопасность работы с полуавтоматом и упрощает его изготовление.
Выполняя механизм подачи проволоки, все используемые компоненты необходимо располагать друг напротив друга, что в последующем обеспечит равномерную подачу гибких электродов. Ролики следует отцентрировать относительно штуцера в одном разъеме, в последующем это позволит плавно изменять скорость подачи проволоки. Схему регулятора скорости подачи проволоки сварочного полуавтомата можно с легкостью отыскать в интернете.
Все используемые металлические элементы следует закрепить на листе фанеры, плотной пластмассе или текстолите. Так как на используемые металлические элементы подается электричество, следует проверить заземление каждого узла. Это исключит возможность коротких замыканий, что может привести к серьезным поломкам техники.
Схема управления механикой
За подачу сварочной проволоки будет отвечать небольшой электромотор и протяжный механизм, работа которого контролируется при помощи ШИМ-регулятора. Качество выполненной сварки будет напрямую зависеть от равномерности подачи сварочной проволоки в рабочую зону. Необходимо уделить должное внимание правильности изготовления схем сварочного полуавтомата.
На передней панели инвертора устанавливают переменный резистор контроллера, после чего приступают к сборке реле управления запуска мотора и управления клапаном, который отвечает за подачу инертного газа. Контактные группы контроллеров должны срабатывать одновременно при нажатии кнопки пуска на горелке.
Работу подачи газа необходимо отрегулировать таким образом, чтобы клапан открывался на несколько секунд раньше, чем в сварочную зону начнет поступать проволока. В противном случае оплавление происходит в атмосферной среде, после чего проволока начнет гореть вместо расплава. Добиться качественного соединения и надежного сварочного шва при горении проволоки будет невозможно.
Для задержки включения подачи проволоки необходимо выполнить простейшее реле, для чего потребуется конденсатор и 875 транзистор. Можно использовать простейшее реле от автомобиля, которое подключается к 12 Вольтам на компьютерном блоке питания.
Сам клапан может использоваться от различных автомобильных запорных устройств. Проще всего переделать воздушный клапан от автомобиля ГАЗ-24. Можно выбрать также электроклапан от редуктора с газовых баллонов.
Все имеющиеся органы управления и ШИМ-регулятор подачи проволоки сварочного полуавтомата располагают на передней панели системного блока. К блоку управления и контроллеру подачи проволоки с газом подключают уже готовый инвертор с мощностью не менее 150 ампер. Останется выполнить пробный запуск и при необходимости внести соответствующие корректировки в работу системы подачи сварочной проволоки и защитного газа.
Модернизация устройства
В процессе работы силовой блок инверторного полуавтомата будет нагреваться, что может привести к поломкам инвертора и плат управления. Ремонт агрегата после таких поломок будет крайне сложен. Чтобы избежать подобного необходимо установить внутри инвертора и системного блока термодатчики и кулеры, которые смогут эффективно охлаждать работающее оборудование.
Можно использовать оптронную пару, которая подключается в общий блок управления работы оборудования. При превышении температуры внутри инвертора датчики будут посылать соответствующие сигналы на исполнительное реле, отключающее подачу электроэнергии вплоть до полного охлаждения устройства.
Дополнительно для охлаждения системного блока можно использовать различные кулеры от старых компьютеров. Кулеры будут различаться своими размерами. Можно подобрать вентилятор, который справится с качественным охлаждением системного блока, внутри которого располагается инвертор и другая автоматика. Используемый кулер подключается к 12 вольтовому блоку питания напрямую или через термодатчик, который при увеличении температуры внутри корпуса будет посылать сигнал на подачу напряжения. Блок управления включит вентилятор, что гарантирует быстрое охлаждение корпуса полуавтоматического аппарата.
Сборка полуавтоматического сварочного аппарата не представляет особой сложности, поэтому с такой работой сможет справиться каждый домовладелец. Необходимо лишь использовать качественный мощный инвертор, а горелку с приводом лучше всего взять от промышленных заводских полуавтоматов. Это позволит существенно упростить изготовление техники. В интернете можно найти различные схемы исполнения полуавтоматических сварочных аппаратов, реализовать которые не составит особого труда. Такой аппарат будет отличаться функциональностью и универсальностью в использовании.
pochini.guru
Самодельный полуавтомат сварочный своими руками: схема, как правильно использовать
Главная / Аппараты
Назад
Время на чтение: 3 мин
0
1603
С опытом многие профессионалы приходят к выводу, что сварочный полуавтомат это намного больше, чем инструмент. Это универсальный помощник в бытовой сварке как на дачном участке, так и при ремонте автомобиля.
Он не ограничивает вас в выборе материала для сварки и пригодится не только мастеру, но и новичку.
Массовое производство полуавтоматов началось всего несколько лет назад. Сварщики старой школы раньше соединяли конструкции огромными трансформаторами.
Но технологический прогресс двигается вперед и позволил создать переносной и легкий полуавтомат. Появившись на рынке, он быстро показал миру свои преимущества и отправил старые модели на покой.
Сегодня им доступны самые разные виды сварки: ручная дуговая сварка покрытыми (штучными) электродами (MMA), дуговая сварка плавящимся металлическим электродом в газовой среде (MAG/MIG), а также ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа (TIG).
Этого удалось достичь потому что внутри аппарата находится обычный инвертор. Из этого следует, что рабочий полуавтомат можно сделать в домашних условиях, взяв за основу инвертор. В концу этой статьи вы получите все необходимые советы и знания для этого.
- Как устроен полуавтомат?
- Особенности рабочего процесса
- Самодельный полуавтомат Метод №1
- Метод №2
- Метод №3
Что потребуется?
В состав аппарата-самоделки включаются:
- механизм, управляющий характеристиками выходящего тока;
- блок питания;
- горелки;
- зажимные приспособления;
- резиновые рукава;
- телега.
Для сборки прибора полуавтоматической сварки своими руками будут нужны:
- устройство для проволоки-присадки;
- гибкий шланг для подачи под требуемым давлением порошка либо газа к зоне сварного соединения;
- катушка;
- электронный узел для управления прибором.
Строение
Инвертор переделать в сварочный полуавтомат для сварки тонкой стали (низколегированной и коррозионностойкой) и алюминиевых сплавов своими руками не сложно. Необходимо только хорошо разобраться в тонкостях предстоящей работы и вникнуть в нюансы изготовления. Инвертор – это устройство, служащее для понижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса сваривания полуавтоматом в среде защитного газа заключается в следующем. Электродная проволока с постоянной скоростью подается в зону горения дуги. В эту же область подается защитный газ. Чаще всего – углекислый. Это гарантирует получение качественного шва, который по прочности не уступает соединяемому металлу, при этом в соединении отсутствуют шлаки, так как сварочная ванна защищена от негативного влияния компонентов воздуха (кислорода и азота) защитным газом.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- баллон углекислотный;
- пистолет-горелка:
- катушка с проволокой.
Устройство сварочного поста
Принцип работы
Процесс производства сварки полуавтоматом состоит в:
- передвижение и регулировка работы горелки;
- контролировании процесса сварки.
Главная функция инверторного полуавтомата – трансформация переменного тока, получаемого от сети, в постоянный. Длина и качество дуги зависит от напряжения, а темп поступления присадки определяется по сварному току.
Принцип действия любого сделанного своими руками полуавтомата такой:
- продувка для устранения засоров, препятствующих стабильной подаче газа;
- включение питающего блока;
- подача присадки;
- функционирование инвертора в заданном темпе;
- укрытие шва и заваривание образованного кратера.
На завершающем этапе при необходимости выполняется ручная зачистка места соединения или наплавки, обеспечивается защита шва и заваривание кратера.
Правила эксплуатации
Самодельный инверторный полуавтомат требует к себе несколько иного отношения, чем готовые приспособления. Важно знать, что воздействие пыли и грязи губительна для подобных устройств, поэтому, в зависимости от частоты эксплуатации, раз в 3-6 месяцев необходимо производить очистку конструкции. Кроме того, недопустимо использование сварочных полуавтоматов, изготовленных своими руками, при температуре ниже 15°С. Не подходят они и для профессиональной деятельности – в этом случае оптимальным вариантом будет приобретение заводского изделия. Но для применения в домашних условиях такой агрегат станет отличным подспорьем.
Созданный план
Перед производством сварочного полуавтомата своими руками составляется план действий на каждом этапе работы. Это позволит повысить скорость монтажа и определить требуемые приспособления и изделия.
Сначала надо определиться с принципиальной электрической схемой полуавтомата.
Далее нужно задуматься о том, какое устройство или прибор использовать как корпус для компактной установки электронной начинки и механизмов.
Затем нужно проанализировать габариты требуемых для сборки деталей, обдумать их размещение внутри корпуса. Для примера, если есть время, можно изготовить объемные прототипы деталей и расположить их в подходящем по объему пространстве по принятой схеме сварочного полуавтомата.
Электрическая составляющая
Для работы полуавтомата, переделанного из сварочного инвертора, необходимо обеспечить правильную электрическую цепочку. Для этого понадобятся:
- пара автомобильных реле;
- ШИМ-регулятор для мотора;
- диод;
- конденсатор с транзистором;
- провода;
- автомобильный электромагнитный клапан холостого хода (самыми подходящими считаются ВАЗовские модели).
Для работы полуавтомата, переделанного из сварочного инвертора, необходимо обеспечить правильную электрическую цепочку
Электрическая схема управления сварочным полуавтоматом осуществляется в такой последовательности:
- При воздействии на кнопку горелки срабатывают оба реле.
- Посредством первого реле запускается клапан подачи газа.
- Второе реле работает параллельно с конденсатором и запускает подачу проволоки с задержкой.
- При помощи дополнительной кнопки, в обход реле, обеспечивающего подачу газа, осуществляется протяжка проволоки.
- К электромагнитному клапану подключается диод – это необходимо для снятия самоиндукции.
- Для того чтобы горелку можно было подключить к силовому кабелю от инвертора, рядом с евро разъемом устанавливают быстросъемный разъем и подключают его к горелке.
Подготовка трансформатора
Трансформатор составляет пара катушек с обмоткой из изолированной проволоки, одна обвивка – первичная, иная – вторичная.
Для переделки инверторного прибора изменяется только вторичная катушка. Ее нужно переделать для сокращения вольтажа и повышения силы тока. Для этого снимается имеющаяся обвивка и наматывается новая из покрытого изоляцией кабеля.
Демонтаж производится как можно аккуратнее чтобы не повредить нужную обмотку, витки должны ложиться вплотную.
Число и толщину витков можно определить на специализированных онлайн-сервисов.
По завершении укладки провода обмотки покрываются изолирующим материалом.
Горелка
Инверторный сварочный полуавтомат должен быть оснащен горелкой. Конечно, можно попытаться изготовить ее самостоятельно, но проще приобрести готовую, особенно учитывая тот факт, что самодельный аппарат не требует затрат на дорогую брендовую продукцию. В комплект с заводской горелкой должны входить:
- набор наконечников с разными диаметрами на горелку;
- подающий шланг;
- евро разъем.
Горелка для сварочного полуавтомата
При выборе данного элемента необходимо учитывать такие его характеристики:
- максимальная сила тока, на которую рассчитано устройство;
- жесткость и длина шланга. Так слишком мягкий шланг, из-за склонности к перегибам, не в состоянии обеспечить свободное перемещение проволоки к горелке;
- наличие пружин возле горелки и разъема (предохраняют шланг от переламывания).
Выбор корпуса
Коробка для полуавтомата-самоделки должен иметь такой объем, чтобы вместить части, но, легким, поддающимся быстрой очистке. Также не должно возникать затруднений при его открывании и закрывании.
Для изготовления корпуса многими сварщиками считается оптимальным вариантом использование системного блока от старого компьютера. Он компактен, обладает эстетичным внешним видом. Так как системник изготовлен из тонкостенного металла или пластика, в нем можно легко устроить требуемые вырезы. К тому же, присутствует установленный питающий блок напряжением 12 В, соответствующий для питания газового клапана при MIG-сварке. По технологии MMA, напряжения хватит для того, чтобы подавать проволоку в область сварки.
Если найти системник не удалось, для монтажа корпуса подбирается любой пластиковый либо металлический короб соответствующих габаритов.
Техника безопасности
Сварочные работы относятся к повышенной категории сложности. Чтобы не навредить здоровью сварщика, необходимо строго соблюдать некоторые меры безопасности:
- Яркий свет от электродуговой сварки пагубно влияет на зрение человека. Поэтому все сварочные работы нужно осуществлять в защитной маске.
- Для защиты от брызг расплавленного металла и ультрафиолетового излучения, которое негативно влияет на открытые участки кожи, обязательно необходимо надевать перчатки.
- Также работы нужно проводить в закрытой обуви, чтобы не попадал внутрь раскаленный металл.
- Одежда не должна быть изготовлена из синтетического материала, чтобы избежать ее расплавления при сварке.
- Помещение, где проводятся сварочные работы, необходимо оборудовать хорошей вентиляцией, чтобы не вдыхать вредные пары от сварки.
Чтобы создать самодельный сварочный полуавтомат, не понадобится наличие дорогостоящего оборудования и дефицитных деталей. Главное – иметь знания электротехники и умение проводить несложные столярные работы, и, при желании, у вас появится в хозяйстве незаменимый помощник.
Система охлаждения
При продолжительной непрерывной эксплуатации полуавтомат подвержен сильному перегреванию, что ведет к неисправностям и необходимости ремонта аппарата. Потому его нужно оснастить охлаждающей системой, состоящей из термодатчика, определяющего порог допустимой для функционирования температуры, и кулеров.
Для создания системы охлаждения можно приобрести оптронную пару, подключающуюся к блоку управления аппаратом. При превышении установленного предела, от датчика на исполнительное реле поступит сигнал, отключающий подачу электроэнергии до охлаждения сварочника.
Самым простым вариантом является использование вентиляторов, которые следует прикрепить с обеих сторон корпуса перед трансформаторным прибором. Закрепляются вентиляторы так, чтобы они крутились не на приток воздуха, а на вытяжку.
В качестве охладительной системы можно задействовать кулеры, демонтированные из непригодного компьютера или иного устройства. Для обеспечения выведения и подачи внутрь кислорода, по бокам следует просверлить 20-30 отверстий размером от 5 мм.
Настройка
При изготовлении полуавтомата из инвертора предварительно обесточьте оборудование. Для предотвращения перегрева устройства разместите его входной и выходной выпрямители, а также силовые ключи на радиаторах.
По выполнении вышеперечисленных процедур соедините силовую часть с блоком управления и подключите его к электросети. Когда загорится индикатор подключения к сети, подключите к выходам инвертора осциллограф. С помощью осциллографа найдите электрические импульсы в 40−50 кГц. Между формированием импульсов должно проходить 1,5 мкс, и регулируется это изменением величины напряжения, поступающего на вход.
Осциллограмма сварочного тока и напряжения: на обратной полярности — слева, на прямой полярности — справа
Проверьте, чтоб импульсы, которые отражаются на экране осциллографа, были прямоугольными, а фронт их составлял не больше 500 нс. Если проверяемые параметры такие как должны быть, подключите инвертор к электросети.
Ток, который поступает от выхода, должен быть не меньше 120А. Если эта величина меньше, вероятно, что в провода оборудования идет напряжение, не превышающее 100 В. В таком случае оборудование тестируется изменением силы тока (плюс постоянно контролируется напряжение на конденсаторе). Также постоянно контролируется температура внутри устройства.
После тестирования проверьте аппарат под нагрузкой: подключите к сварочным проводам реостат сопротивлением не менее 0,5 Ом. Он должен выдержать ток в 60 А. Сила тока, поступающего на сварочную горелку, контролируется амперметром. Если она не соответствует требуемому значению, величину сопротивления подбирают эмпирически.
Ремонт/доработка устройства скорости подачи электродной проволоки
Сделанный из инвертора полуавтомат чаще всего требует поступления проволоки-присадки размером 0,8, 1,0, 1,2 либо 1,6 мм. Для корректирования темпа ее подачи можно купить заводской механизм, продающийся совместно с горелкой. Но при наличии свободного времени и нужных деталей устройство делается самостоятельно согласно такому описанию.
Для сборки потребуется:
- моторчик от дворников из автомашины;
- пара подшипников;
- цилиндр окружностью 25 мм;
- две текстолитовые пластинки.
Подшипники ставятся на пластины, прислоняются к размещенному на валу моторчика цилиндрическому стержню. Прижатие производится посредством пружинки. Поступление проволоки происходит по расположенным между роликом и подшипниками направляющими.
Весь механизм монтируется на текстолитовой пластинке толщиной 8-10 мм.
Важно! Проволока при этом должна поступать из разъема, скрепляющего устройство и сварной рукав. Там же размещается и катушка с требуемой маркой расходника и подходящим диаметром.
Для регулировки поступления присадки применяется механизм, смонтированный на базе тиристорной схемы без конденсатора. Диодный мост можно подобрать любой конфигурации, выдающий ток свыше 10 А.
Дроссель
Для самостоятельной намотки дросселя нужно подобрать какой-либо трансформатор с подходящими размерами. Для таких целей можно использовать старый преобразователь от лампового телевизора, мощностью более 250 Вт.
На замкнутом сердечнике овальной формы, состоящем из двух половин, имеется две катушки. Преобразователь следует разобрать, катушки демонтировать и удалить с них имеющийся провод. Для облегчения процесса намотки можно использовать плоскую медную шинку.
Важно! Для каждой из катушек требуется навивка витков в два слоя, всего на одном элементе должно быть 15-20 витков.
Затем сердечник вновь монтируется, катушки возвращаются на свои точки и соединяются последовательно. Между частями сердечника устанавливается прокладка из текстолита толщиной 1,5 мм.
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720. Первичную обмотку намотал медным проводом Ø 1,2 мм (кол-во витков 180+25+25+25+25), для вторичной обмотки использовал шину 8 мм2 (кол-во витков 35+35). Выпрямитель собрал по двухполупериодной схеме. Для переключателя выбрал галетник спаренный. Диоды установил на радиатор, чтобы в процессе работы они не перегревались. Конденсатор поместил в устройство емкостью 30000 мкф. Дроссель фильтра выполнил на сердечнике от ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД. Трансформатор питания установлен ТС-40, перемотанный на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет Ø 26 мм. В нем имеется направляющая канавка глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Его достаточно, чтобы обеспечивалась оптимальная подача сварочной проволоки
Как ее совершенствовали другие умельцы, можно прочитать сообщения на различных форумах, посвященных этому вопросу и вникнуть в нюансы изготовления.
Баллон
Для поступления в область сварочной дуги защитной среды газа следует подобрать баллон стандартной конфигурации.
При применении углекислоты подойдет и баллон от огнетушителя, предварительно установленный на подставку. Рупор следует удалить. Для установки редуктора понадобится переходник, потому как резьба горла огнетушителя не совпадает с его резьбой.
Режимы сварки с применением углекислого газа представлены в таблице.
Свойства защитного газа
Чтобы устранить негативное воздействие кислорода на свариваемые металлы, в зону соединения добавляют газ, который способен улучшить качество и прочность скрепления материалов. Азот, находящийся в составе воздуха, и влага могут вызвать пористость сварного шва, а вот кислород окисляет поверхности. Также применение газа обеспечивает равномерное и надежное зажигание сварочной дуги.
Именно тип применяемого газа полностью влияет на форму и механическую прочность шва, на скорость плавления металла и проникновение дуги, а также на количество брызг при сварке. Состав газовой смеси оказывает существенное влияние на то, как расплавленный металл поступает от проволоки к месту стыка поверхностей.
Для сварки цветных металлов и алюминия чаще применяется гелий и аргон. А вот соединение стальных поверхностей лучше всего происходит под защитой активных газов и их смесей (двуокись углерода), которые увеличивают существенно скорость плавления и улучшают проницаемость электрической дуги.
Введение в полуавтоматические сварочные аппараты
Полуавтоматическая сварка — это форма ручной сварки, в которой используется соответствующее оборудование, которое автоматически регулирует один или несколько режимов сварки. Операторы полуавтоматического сварочного аппарата манипулируют элементами управления, чтобы начать сварку, и контролируют процесс, чтобы гарантировать качественный конечный результат.
Что такое полуавтоматический сварочный аппарат?
Полностью автоматизированная или роботизированная сварка не обязательно идеальна для каждого сварочного проекта, особенно с учетом таких факторов, как ожидаемый срок службы работы, стоимость инструментов и требуемая гибкость.Это когда рассматривается полуавтоматическая сварочная система, потому что она может удвоить производительность квалифицированного сварщика вручную, сохраняя при этом высокий уровень контроля.
Полуавтоматическая сварка — это форма ручной сварки, в которой используется соответствующее оборудование, которое автоматически контролирует один или несколько условий сварки. Операторы полуавтоматического сварочного аппарата манипулируют элементами управления, чтобы начать сварку, и контролируют процесс, чтобы гарантировать качественный конечный результат. Это полезно для рабочих, поскольку требует гораздо меньше физических усилий, чем ручная сварка.
Обновление ваших текущих методов сварки до полуавтоматической сварочной системы может вывести ваш производственный процесс на новый уровень, оптимизируя эффективность вашей работы и постоянно улучшая конечные продукты, тем самым увеличивая вашу прибыль.
Общие характеристики полуавтоматических сварочных аппаратов
Основные характеристики полуавтоматического сварочного аппарата:
1. Как следует из названия, полуавтоматические сварочные аппараты представляют собой высокоавтоматизированные аппараты, которые можно разделить на две части: сварка фильтров и резка фильтровальной бумаги.Оба процесса выполняются одновременно и полностью автоматизированы машиной, которая отличается высокой точностью, меньшими потерями фильтровальной бумаги и экономией средств.
2. По сравнению с традиционной вибрационной сваркой и сваркой плавлением, полуавтоматические сварочные аппараты являются быстрыми, чистыми и экономичными. Процесс сварки обычно занимает одну секунду; риск загрязнения значительно снижен за счет отсутствия флюса, что улучшает конечный результат; это также позволяет сэкономить на использовании флюса, низком уровне брака и повторяемости обработки.Полуавтоматические сварочные аппараты подходят для массового производства и автоматизированных производственных сред.
3. Сварочная система, электрическая конфигурация и элементы управления полуавтоматического сварочного аппарата используют оригинальные импортные аксессуары и управляются серводвигателем, что позволяет аппарату работать точно и стабильно. Многие модели используют высокопроизводительное программное управление, чтобы обеспечить простую и удобную работу с максимальной производительностью.
Конструкция сварочного полуавтомата
Полуавтоматический сварочный аппарат состоит из трех основных компонентов:
1.Механическое устройство:
Сварочные клещи оснащены быстродействующим двухтактным пневматическим передаточным механизмом для обеспечения соответствия процессу сварки. Сварочные клещи можно настроить на отверстия меньшего или большего размера в соответствии с требованиями сварки путем переключения ручки управления. Вообще говоря, по умолчанию сварочные клещи открываются на короткие ходы. Когда включено положение «питание включено», клещи зажимаются и создают давление при нажатии переключателя. Тем временем ток возвращается к короткому ходу после завершения цикла сварки под управлением системы управления.
2. Источник питания:
Основная силовая цепь полуавтоматического сварочного аппарата состоит из трансформатора сопротивления, тиристорного блока, главного выключателя питания, сварочной цепи и т. Д. Сварочный аппарат использует однофазный переменный ток мощностью 200 кВА и выход вторичного напряжения. 20В. В процессе сварки сварочные клещи должны быть способны сваривать высокопрочные стальные пластины за счет создания механической силы и тока, достаточных для выполнения работы.Следовательно, прочность, жесткость и тепловыделение сварочных ключей должны соответствовать определенным требованиям и стандартам. Кроме того, они должны иметь хорошую электрическую и теплопроводность и иметь возможность охлаждаться в воде.
3. Устройство управления:
Устройство управления в основном выдает сигналы для управления работой полуавтоматического сварочного аппарата и переключателя тока. Он также отвечает за контроль величины сварочного тока и мониторинг процесса на предмет возможных дефектов.
Распространенные типы полуавтоматических сварочных аппаратов
Полуавтоматические сварочные аппараты отличаются прочностью и могут поставляться в стандартном или индивидуальном исполнении. Все эти полуавтоматические сварочные аппараты обеспечивают повторяемость результатов всего одним нажатием кнопки.
Ниже показаны некоторые из распространенных полуавтоматических сварочных аппаратов, с которыми вы, скорее всего, столкнетесь:
● Сварочные токарные станки:
Этот тип полуавтоматического сварочного аппарата создан для обеспечения высокой скорости и качества продукции.Обычно он также имеет встроенные вторичные операции, такие как фрезерование, сверление и резка, для дальнейшей оптимизации производственной линии.
● Ротационная сварка:
Сварочный полуавтомат этого типа отличается компактностью, прочностью и экономичностью. Ротационные сварочные аппараты — отличный выбор для сварочных работ, связанных с использованием различных деталей и материалов.
● Сварка швов:
Машины для шовной сварки широко используются в различных отраслях промышленности при формовании материалов в цилиндры или трубы.Полуавтоматические шовные сварочные аппараты могут обеспечить равномерную однородность материала по всей длине.
● Линейные сварочные аппараты:
Системы линейной сварки предназначены для автоматизации операций прямой сварки. Эти сварочные аппараты обычно специально разрабатываются как для малых, так и для крупных проектов.
Преимущества сварочного полуавтомата Полуавтоматические сварочные аппараты
особенно полезны в тех случаях, когда качество или функция вашего сварного шва очень критичны, должны выполняться повторяющиеся сварные швы или если детали уже прошли дополнительную обработку перед началом сварки.
Полуавтоматические сварочные аппараты имеют множество преимуществ для различных областей применения:
● Полуавтоматические сварочные аппараты обеспечивают высокое качество сварки, а также надежность и повторяемость результатов.
● В полуавтоматических сварочных аппаратах используется чрезвычайно эффективная система, позволяющая увеличить общий выпуск продукции.
● Полуавтоматические сварочные аппараты позволяют уменьшить количество производимого брака.
● Полуавтоматические сварочные аппараты обычно дешевле, чем другие методы сварки, такие как роботизированная сварка.
● Полуавтоматические сварочные системы могут использоваться с различными технологиями, включая сварку TIG и сварку MIG.
IMTS Выставка
IMTS собрал на этой онлайн-платформе мировых производителей автоматов для сварки. Просмотрите и найдите своего следующего поставщика вместе с нами.
Если у вас возникнут трудности, пожалуйста, свяжитесь с нами.
Быстрая ссылка на поставщиков
Colton для дуговой сварки, от 20 до 200 A, автоматический класс: полуавтоматический, 20600 рупий за единицу
Colton для дуговой сварки, от 20 до 200 A, автоматический класс: полуавтоматический, 20600 рупий за единицу | ID: 20717947248Спецификация продукта
| Номер модели | Handy 200 | |||||
| Марка | Colton | |||||
| Диапазон выходного тока | от 20 до 200 A | |||||
| 50 Гц | ||||||
| Коэффициент мощности | 0.9 | |||||
| Вес | 9,5 кг | |||||
| Входное напряжение | 230 В | |||||
| КПД | Более 80% | |||||
| Рабочий цикл,% | 9010 Ампер при входной мощности | 6.5 Kva | ||||
| Класс изоляции | H | |||||
| Класс защиты | IP 21 | |||||
| Медленный предохранитель | 20 (A) | |||||
| Размер | мм | |||||
| Фаза | Однофазная | |||||
| Размер электрода | 4.0 мм | |||||
| Is It Portable | Portable | |||||
| Arc Force | 50-200 Amps | |||||
| Minimum Order Quantity | 1 Unit |
Описание продукта
Наша компания установила стандарты в предложении аппаратов для дуговой сварки.
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 1978
Юридический статус фирмы Партнерство Фирма
Характер бизнеса Производитель
Количество сотрудников от 26 до 50 человек
Годовой оборот Rs.1-2 крор
Участник IndiaMART с июля 2011 г.
GST32AAAFO3836E1ZP
Мы, Olivine Industries , хотели бы представиться как один из ведущих производителей и , оптовый продавец из Сварочные и режущие машины в Индии, и Компания запускает свою продукцию по всему миру, чтобы обслуживать клиентов с использованием новейших технологий в сварке и сварке. Режущая промышленность.Компания была основана в 1978 году г-ном Колином Оливером для обслуживания сварочной промышленности. По мере того, как потребность в сварочной промышленности росла, потребность в более совершенных сварочных машинах стала необходимостью. Помня об этой концепции, компания также занялась производством высокотехнологичного сварочного и режущего оборудования. Компания имеет технологические связи с немецкой компанией по сварочным и режущим системам. Исследования и разработки всегда были основным направлением деятельности компании, сегодня мы предлагаем нашим клиентам не только новейшие технологии, но и лучшие и надежные машины.Производимые нами машины по новой технологии соответствуют всем международным стандартам. Вернуться к началу Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Полуавтоматический сварочный аппарат с MMA MIG MAG
Сварка МИГ против дуговой сварки
Обзор написан для людей, которые столкнулись с проблемой выбора надежного и качественного сварочного аппарата для бытовых нужд с небольшим запасом для профессионального роста!
Я очень пропустил этот обзор, когда делал выбор.Теперь он есть и может помочь при выборе сварочного полуавтомата (если еще верить отзывам посторонних, конечно 🙂
Возникла необходимость купить сварочный аппарат (ремонт автомобилей, поделки в гараже, предстоящее строительство дома, сарая и тд…) И все эти задачи надо выполнять на одном сварочном аппарате!
Предисловие:
Если вас не интересует, как я дошел до такой жизни, прочтите абзац ниже со словами «О AURORA PRO OVERMAN 200».
И вот, я решил обмануть свою машину.
Друг одолжил Ресанту с ручной дуговой сваркой (MMA) и тремя 3-миллиметровыми электродами. — «На-говорит, научись готовить»!
Теоретически я понял, что такое «дуга», «сварочная ванна», «шов» и так далее… но на практике «0».
Я потренировался на куске металла, поигрался с настройками и вперед! Понравилось, что все достаточно просто, включил и готовил, сам прибор легкий с лямкой, сложностей в эксплуатации нет.
Но! .. есть и минусы:
Это искры и их очень много! Если готовить в салоне машины, можно сжечь все, что не упадет!
Электрододержатель-корма (электрод постоянно вылезает с небольшим усилием.
Шлак на сварном шве! Постоянно постукивать молотком, чистить болгаркой, напильником, наждачной бумагой, чем угодно и как удобнее.
А есть узкие места, куда не поместятся ни молоток, ни балгарк — а это проблема, так как шлак делает шов не прочным, пористым и некрасивым! (короче, эстетике не удовлетворяет).
Дугу нужно ловить, если сделаете большую искру, она горит, если быстро поднести электрод к свариваемой поверхности — то он прилипнет плотно!
Для зажигания дуги приходилось периодически «терзать» электрод, стучать, чистить торец электрода, потому что шлак на электроде не дает образоваться искре.
Вот краткое изложение того, с чем должен столкнуться начинающий сварщик без наставника и с очень недорогим сварочным оборудованием!
Муки выбора: я не закончил сварочные работы, и мысль о сварочном аппарате не давала мне покоя.
Читал статьи о том, что такое сварщики в принципе. Какой тип для чего предназначен, как они устроены и в чем преимущества и недостатки каждого.
Еще я смотрел десятки часов видео сварщиков и не то что хвалят или ругают сварочные аппараты. Кстати, одно из первых видео было снято компанией Aurora, где сравнивают Over man Pro 160 с четырьмя другими полуавтоматическими сварочными аппаратами .
Сверхчеловек, конечно, побеждает в тесте.Устройство мне понравилось, но коммерческая подоплека ролика заставила усомниться в правдивости теста, из-за чего пришлось потратить неделю на проверку и изучение вопроса.
В процессе изучения вопроса определил, что полуавтоматический сварочный аппарат с функцией MMA (ручная дуговая сварка) лучше всего подходит для моих задач . А если еще есть функция TIG (сварка в среде аргона с вольфрамовым электродом), то это вообще предел моей мечты!
А теперь отображается новый параметр необходимости — сила тока не менее 200 ампер! Почему? Да потому, что сварочный аппарат нужен на все случаи жизни, а кузов сваривается небольшим током.
Отопительный картель заварен, беседка построена и построена полностью! 200 ампер минимум и по делу!
Мощнее — дороже и в основном на 380 вольт (трехфазное) и не всякая сеть / проводка 220 вольт выдержит 36-42 ампер потребления сварочного аппарата!
Например, розетки и проводка в квартирах и домах В основном рассчитаны на 16 ампер! В результате в финал (после трех квалификационных раундов) вышли следующие устройства:
1) Сварочный аппарат Сварог РЕАЛ МИГ 200 (N24002) ЧЕРНЫЙ-Фаворит (из-за цвета и богатой комплектации-бери и готовь! Хорошие отзывы о качестве сварки и сборки — приемлемая цена.
2) Сварог РЕАЛ МИГ 200 (N24002) — оранжевый собрат первой, с более скудной конфигурацией но много хороших отзывов. Цена приемлемая.
3) Сварочный аппарат MIG / MAG / TIG / MMA 303 чешско-украинский заявитель, который является более надежным. Доставить серым путем через Белгород.
Универсальный комбайн с выдающимися характеристиками! Есть пара видеообзоров от ребят из Украины, которым я очень хочу верить… но комментарии и письменные отзывы не утешают.
Часто ломаются. Склонен к мнению, что по весу, киловаттам и схемотехнике он мало чем отличается от 200-амперных аналогов, также есть всевозможные сварочные швы MIG MAg MMA TIG и куча настроек с экранами.
4) Сварочный аппарат TSS PRO MIG / MMA-200 — дальний родственник Tesla MIG / MAG / TIG / MMA 303, очень похож по параметрам, цвету, форме… делает Подмосковье из китайских комплектующих. Один-два отзыва. Характеристики, настройки и цена мне очень понравились.
5) Сварочный аппарат Сварог МИГ 250 (J46) приятен по возможностям (250 Ампер, сварка MIG MAG MMA) и по марке, сервису, гарантии, но тяжелый (24 кг), да и информации о нем очень мало. .
Я не нашел ни обзоров, ни видео. Есть примерно предыдущий сварог на 250 ампер, но это не то! Поэтому этот прибор так и остался для меня загадкой!
6) Сварочный аппарат Сварог ПРО МИГ 200 (N229) все отлично, производитель надежный (завод Jasic — надежный китайский поставщик сварочных аппаратов), гарантия 5 лет, отзывы положительные.
Но цена на этот сварочный аппарат высока. Я не совсем понял, почему? Для синергии, для маленького экрана с напряжением и силой тока? В общем, думаю на его счет, хотя цена омерзительная — потому что я не профессионал и зарабатывать на них пока не планировал.
7) Аврора НАД ЧЕЛОВЕКОМ 200 — после прочтения отзывов и характеристик он был исключен в одном из квалификационных раундов, потому что не умеет готовить с помощью электрода (ММА), т.е.
Повсюду необходимо возить баллон с углекислым газом 50 атмосфер.Нет Сварка TIG , а я буду каждый день варить в аргоне (шутка), ну в общем.
Мы отличники! в общем я отмахнулся от него по разным причинам, в основном потому, что он не универсален. И вот выбор пал на Сварог РЕАЛ МИГ 200 (N24002) ЧЕРНЫЙ!
Я КУПИЛ СВАРОГ И КУПИЛ АВРОРУ:
Зашел на сайт СВАРОГА, чтобы заказать необходимое устройство. И не продают, только через дилеров.
Вот они! А потом вижу, что у Сварога обновление линейки, а на выбранном мною устройстве появилась другая настройка ИНДУКЦИЯ (т.э., глубина шва, жесткость дуги) вот и все, и все это почти за те же деньги!
Стал звонить быстрее, сейчас говорят куплю и все будет супер! Но его там не было, эти устройства только были представлены, а поскольку компания из Санкт-Петербурга, устройства еще в пути и будут в Москве только в конце недели.
Эту информацию неохотно выдавила сотрудница «Сворога» после просьб и допросов с моей стороны, потому что она мне очень нужна, а она не хотела добровольно общаться!
Не удовлетворившись ответами уставшего сотрудника, я назвал культурную столицу.А есть совсем другой подход, вежливый Александр мне все рассказал, объяснил и пообещал, что перезвонит, когда узнает, где купить мой сварог REAL MIG 200 (N24002N) с заветным индукционным торсионом.
Я уже решил, что получу аппарат не раньше конца недели, когда менеджер московской компании перезвонит мне и сообщит, что в Подольске есть один аппарат на складе.
Не могу поверить своим ушам.Пожалуйста, проверьте, потому что их еще даже не привезли в Москву?
Но информация подтверждается. И Юрий, так звали этого специалиста, предлагает мне два варианта: либо он переместит устройство, а завтра, послезавтра, устройство будет в Москве.
Или я могу сам съездить в Подольск (где, кстати, есть сварочная, с углекислотой, аргоновой смесью, вытяжка, маска, короче все необходимое для сварки), и перед покупкой опробовать прибор в действии.
ЭТО БЫЛ КЛЮЧЕВЫЙ МОМЕНТ…
Потому что именно эта поездка определила, ЧТО я в итоге купил!
Компания называется VITAL GAS.
Приехала в Подольск в 15.00 и сразу поехала к менеджеру. После переговоров мы пошли в сварочный цех, взяв с собой новый REAL MIG 200 (N24002N)!
Подключили все необходимое, надели маски-хамелеоны, гетры (сварочные перчатки), фартуки и приступили к сварке.
Я предусмотрительно взял кусок автомобильного крыла, чтобы оценить качество сварки автомобильного металла.В процессе общения выяснилось, что Артем мечтает стать сварщиком и обладает некоторыми практическими навыками, которые он мне показал.
Сварили тонкий металл 0,8-1 мм в смеси аргона и углекислого газа, проволока 80/20 0,8 мм, изменив настройки напряжения, тока, индукции, поменяли газ на углекислый газ и смесь, попробуем приготовить иначе и Я Артем, но результат был удовлетворительным, не более того.
Сварка шипела, лились брызги, периодически прожигал металл.Рядом стояла абразивная машина, на которой мы чистили детали.
Еще пробовали варить на краске — получилась нестабильная дуга, плохой бульон и вонь горящей краски.
В итоге я признался Артему, что несмотря на отсутствие опыта в сварке, я был разочарован, потому что то, что я увидел, не оправдало моих ожиданий.
Я понял, что скорее всего это я, а не аппарат, потому что очень многие специалисты по сварке не могут ошибаться насчет этого аппарата! Менеджер предложил протестировать другие сварочные аппараты.
Мы выбрали сварочный аппарат Fox Weld SAGGIO MIG 200 с синергетическим управлением.
Принесли, соединили такие же шланги, такой же баллон со смесью, вставили такой же провод 0,8 мм.
Сказать, что он готовит по-другому, ничего не сказать! Жужжит, как шмель, негромко, но приятно и плавно.
Шов получается красивый, сварка хорошая, с обратной стороны выпирает, но немного, это зависит от настроек.
Сначала на синергетическом управлении металл машины немного подгорел, но после ручных настроек стал варить как надо, аккуратно, четко, с минимальным количеством искр и приятным гудением!
Аппарат очень понравился! Прям тут очень, особенно в отличии от харда Сварог РЕАЛ МИГ 200 (N24002N).
Вот дерьмо, я не рассчитывал на это! А еще нужно купить маску, баллон с углекислым газом, перчатки, струпья, магниты, проволоку и прочую мелочь… Нет… Есть еще что-нибудь? »
МенеджерАртем Стал рассказывать про испанские аппараты, которые хорошо разбираются, но сейчас их нет в наличии и вообще недешево… На что я предложил в качестве эксперимента приготовить НАСТОЯЩИЙ МИГ 200 предыдущего поколения с тремя торсионы (без индукции).
Данный аппарат не был обнаружен, так же как Ресанта не был обнаружен из-за частых поломок и возвратов, а сварочные аппараты Аврора по личным причинам глава компании.
Зато был Сварочный аппарат Сварог REAL MIG 160 (N24001) предыдущего поколения, не рестайлинг. Решили протестировать!
И снова сюрприз! Металл, рукава, проволока, газ, сварщики, настройки все такие же, как на новом Сварог РЕАЛ МИГ 200 (N24002N) и готовится хорошо.
Звук приятный, ровный, шов неплохой, провар нужной глубины, искр мало.
Вывод, который я сделал — чем новее, тем хуже! Тот Кардозо поменял схемотехнику на то, что новые аппараты варятся хуже.И даже чудесный «Твистер» Индукции новинку не спасает!
Брать аппарат на эмоциях, не разбирая и не разбираясь в доступности сервиса в России, отзывов нет, не мой вариант! Эмоции — плохой советчик.
И все кнопки сделаны как на игрушечных китайских телефонах / планшетах. Мне больше нравятся твирлеры, тумблеры, вызывает больше доверия.
А Сварог РЕАЛ МИГ 160 (N24001) для моих задач маловат по мощности! Я хочу построить дом… так что… Я поблагодарил Артема и его коллег за их предложения, а также за потраченное время и задержку.) Он извинился, что ничего не купил и задумчиво пошел домой.
Дома снова за компьютером. Что еще не пробовал? АВРОРА! отзывы более хорошие, аппарат понравился, с сервисом и гарантией заказа.
Но тут нет сварки MMA и TIG… И тут я вспоминаю слова отца и других мужчин, которые видели… Если в магнитофоне есть встроенная кофеварка и фен — это плохой магнитофон.
Втайне я понял, что чем больше функций, тем сложнее устройство — а это дорого и снижает долговечность.
А если так сильно понадобится сварка ММА, то куплю отдельно, такой же сварог или Аврору маленький и буду лазить с ним по крышам.
С этими мыслями я начал искать место, где можно приготовить северное сияние, потому что лично был убежден в важности практического, а не теоретического выбора! И теперь никто не может передумать!
В итоге не нашел где можно приготовить Arora About Over man 200 в Москве, а может плохо искал, но мне понравился один сайт СВАРЫЧ.
Менеджеры супер парни, отзывчивые, грамотные, сами держали в руках сварку, т.е.не теоретики вроде меня.
Да, кроме того, при покупке сварочного аппарата дают скидку -17% от стоимости аппарата, если брать подарки. И -12% при оплате наличными!
Два дня мучил их вопросами и вопросами. Выяснилось, что почти все устройства для теста у них есть в наличии и даже можно попробовать приготовить прямо в магазине, хотя специального помещения нет.
В итоге договорились, что будут держать интересующие меня вопросы, и я приеду на днях! Уехала из Москвы в 5.36 утра, не спала, и вообще выпал первый снег, Я ехал медленно. К 10.00 я был в магазине.
Нас встретили продавцы Сергей и Дмитрий. Вытащили все устройства, которые я просил, дали маску, леггинсы, подключили углекислый газ и вперед.
Готовили на крыльце магазина, и посетители переступали через нас) кстати, эксперименты закончили к 15 годам.00!
Приготовлено на Svarg PRO MIG 200 (N220) — твердые повара. мы долго пытались его отрегулировать, меняя гильзы, полярность, давление газа, силу тока со скоростью подачи проволоки и напряжением, заготовки, но тонкий металл почти всегда горит и сильно варится, трещина плещется.
Fox Weld SAGGIO MIG 200 — настройка занимала много времени, но мы добились того, чего хотели. В сервисе был только углекислый газ. В смеси аргона и углекислого газа в Подольске я приготовил приятнее, но в Иванове не разочаровал, хотя такого впечатления не произвел.
Хотел приготовить сварочным аппаратом Grovers MIG 200, по рекомендации ребят из Сварыча, ребята хвалили эту модель, но там был только Grovers MIG 200 S с ценником для меня не поднимающий.
Да и облагаемая налогом модель Grovers MIG 200 P — без синергии не была дешевле.
ПРО АВРОРА ПРО ОВЕРМАН 200
Поэтому начали сварку с Arora Pro Overman 200 — приятный аппарат, мягкая интеллектуальная сварка металла, интеллектуальные настройки с поворотами, приятный ход (и ток от 30 ампер и напряжение от 14 вольт и индукция, если хотите металл 0 .Будет сваривать 5 мм, а нужно 10 мм настолько горячими, чтобы металл стал желтым!
Один минус, по словам парней-менеджеров, очень не любит пыль и перегрев. Если его не очищают регулярно от металлической пыли и стружки, оседающей в корпусе при работе с металлом, то добро пожаловать в сервис по замене электроники!
Это умный прибор! Готовится он бережно, но требует бережного и бережного обращения. Меня это устраивает. У меня есть компрессор.
Пару раз в месяц продуть корпус через форточку мне не составит труда.А при выходе накрыть целофаном. И две позиции подачи проволоки не были напряжены.
Все ровно, проволока при сварке не давила, но и не горела. Подача была равномерной, о чем свидетельствует плавный звук сварки и красивый аккуратный шов!
Это подтвердил дядя Вова-сварщик с 20-летним стажем, наблюдавший за этой акцией. Сказал, что регулирует сварку по звуку…) Итак, я сделал свой выбор!
Готовит мягко, почти так же, как Over man 200, но настройки более сложные и не интуитивно понятные, плюс нужно ждать, пока они сохранятся в течение 3-4 секунд, и только потом готовить, и это после каждой регулировки текущие значения, напряжение!
Не очень удобно и практически сразу начинает надоедать.Цена дороже. Также кнопки отлиты в самой панели — она напоминает игрушечный китайский планшет сына.
Со временем кнопки могут лопнуть, загнуться внутрь, потеряться, короче мне такое исполнение не нравится, уверенности не вызывает.
Хотя само устройство имеет все типы сварных швов на борту и MIG, и TIG, и MMA, но как мы уже знаем, кофеварка отдельно, а магнитофон отдельно, и мы будем рады!
Если вы дочитали до этого места, значит, вы мыслящий человек и такой же дотошный, как и я! Для этого я даю вам около 40 часов своей жизни и бесценный опыт, который я пережил на этой неделе, пытаясь выбрать что-то стоящее для себя, а теперь и для ВАС! Используйте крутые продукты цивилизации во благо! Удачи!
Полуавтоматический сварочный аппарат WPK серии
Полуавтоматический сварочный аппарат серии WPKПриоритетом «Росстройтех» является проектирование и изготовление нестандартного сварочного оборудования на заказ под требования заказчика.Сварочные аппараты для товаров народного потребления, как, например, корзины или тележки для супермаркетов, полки и клетки, изготавливаются из проволоки различного диаметра.
Процесс производства сварных изделий народного потребления требует высокой точности геометрического проектирования. «Росстройтех» предлагает специальный сварочный аппарат с кондуктором. Прутки загружаются в станину и закрепляются, а затем автоматически подаются в сварочный агрегат. Такие сварочные аппараты выпускаются ограниченными или индивидуальными сериями. Во всяком случае, сварочный аппарат с кондуктором на базе полуавтоматов.
- Характеристики
Сварочный агрегат
WPK-1000
Диаметр проволоки, мм
3-5
Размер ячейки (шаг 50 мм), мм
от 50х50 до 200х200
Макс.ширина ячейки, мм
1000
Макс. точки (головки) сварки, шт.
20
Устройство подачи поперечной проволоки (стержней)
ручная
Устройство подачи проволоки (стержней)
ручная
Расход охлаждающей воды, л / ч
1500
Расход сжатого воздуха, л / мин
1200
Проволочный профиль, кв.мм, медь
из 50
Режим сварки
каскадно
Макс. мощность трансформатора, кВт
75х3 (75)
Скорость сварки (поперечин в мин.)
40-60
Запросить коммерческое предложение
Отправить запрос - Фото
- видео
© 2000-2021 — ООО «Росстройтех».Все права защищены.
110в / 220в портативный электросварочный аппарат arc-200igbt полуавтоматический инверторный сварочный набор инструментов Продажа
Способы доставки
Общее расчетное время, необходимое для получения вашего заказа, показано ниже:
- Вы оформили заказ
- (Время обработки)
- Отправляем Ваш заказ
- (время доставки)
- Доставка!
Общее расчетное время доставки
Общее время доставки рассчитывается с момента размещения вашего заказа до момента его доставки вам.Общее время доставки делится на время обработки и время доставки.
Время обработки: Время, необходимое для подготовки ваших товаров к отправке с нашего склада. Это включает в себя подготовку ваших товаров, выполнение проверки качества и упаковку для отправки.
Время доставки: Время, в течение которого ваши товары должны добраться с нашего склада до места назначения.
Ниже приведены рекомендуемые способы доставки для вашей страны / региона:
Отправить по адресу: Отправка изЭтот склад не может быть доставлен к вам.
| Способ доставки | Срок доставки | Информация для отслеживания |
|---|
Примечание:
(1) Вышеупомянутое время доставки относится к расчетному времени в рабочих днях, которое займет отгрузка после отправки заказа.
(2) Рабочие дни не включают субботу / воскресенье и праздничные дни.
(3) Эти оценки основаны на нормальных обстоятельствах и не являются гарантией сроков доставки.
(4) Мы не несем ответственности за сбои или задержки в доставке в результате любых форс-мажорных обстоятельств, таких как стихийное бедствие, плохая погода, война, таможенные проблемы и любые другие события, находящиеся вне нашего прямого контроля.
(5) Ускоренная доставка не может быть использована для почтовых ящиков
Расчетные налоги: Может взиматься налог на товары и услуги (GST).
Способы оплаты
Мы поддерживаем следующие способы оплаты.Нажмите, чтобы получить дополнительную информацию, если вы не знаете, как платить.* В настоящее время мы предлагаем оплату наложенным платежом для Саудовской Аравии, Объединенных Арабских Эмиратов, Кувейта, Омана, Бахрейна, Катара, Таиланда, Сингапура, Малайзии, Филиппин, Индонезии, Вьетнама, Индии. Мы отправим код подтверждения на ваш мобильный телефон, чтобы проверить правильность ваших контактных данных. Убедитесь, что вы следуете всем инструкциям, содержащимся в сообщении.
* Оплата в рассрочку (кредитная карта) или Boleto Bancário доступна только для заказов с адресами доставки в Бразилии.
Объем рынка полуавтоматических аппаратов для ультразвуковой сварки на 2021 год: данные по основным странам с сегментацией, производством, выручкой, анализом валовой прибыли и прогнозом на 2027 год
Отдел новостей MarketWatch не участвовал в создании этого контента.
7 мая 2021 г. (Expresswire) — Глобальный отчет «Рынок полуавтоматических ультразвуковых сварочных аппаратов» Отчет предоставляет подробный качественный анализ рынка полуавтоматических ультразвуковых сварочных аппаратов, который включает в себя факторы рынка, рыночные проблемы и рыночные возможности, а также на чем могут сосредоточиться существующие компании, чтобы получить конкурентное преимущество. .В отчете о рынке полуавтоматических ультразвуковых сварочных аппаратов также содержится подробный анализ пяти сил Портера и SWOT-анализ, которые помогают определить точную траекторию рынка.
В отчете описываются ведущие производители и текущее положение на рынке этих компаний, их прошлые результаты, производство и каналы продаж, возможности роста в отрасли полуавтоматических ультразвуковых сварочных аппаратов, которые помогут будущему рынку расти с многообещающим CAGR и доступом проверенные и надежные прогнозы рынка.
К основным ключевым игрокам, указанным в отчете, относятся:
- Herrmann
- Schuke
- Фримо
- Тельсоник
- Дукане
- Ринко
- Акустика и материалы
- Sedeco
- Maxwide Ultrasonic
- Система Кормакс
- Когда-либо ультразвуковой
- Форвард Технологии
- Машина Hipower
Чтобы понять, как влияние Covid-19 освещается в этом отчете — https: // www.absolutereports.com/enquiry/request-covid19/18075709
Глобальный сегмент и объем рынка полуавтоматических ультразвуковых сварочных аппаратов:
Отчет об исследовании включает отдельные сегменты по регионам (странам), производителям, типам и приложениям . Каждый тип предоставляет информацию о производстве в течение прогнозного периода с 2016 по 2027 год. Сегмент приложений также предоставляет информацию о потреблении в течение прогнозного периода с 2016 по 2027 год. Понимание сегментов помогает определить важность различных факторов, способствующих росту рынка.
Сегмент по типу, рынок полуавтоматических аппаратов для ультразвуковой сварки разделен на:
- Ультразвуковой сварочный аппарат для металла
- Ультразвуковой сварочный аппарат для пластмасс
Сегмент по применению, рынок полуавтоматических ультразвуковых сварочных аппаратов разделен на:
- Химическая
- Машинное оборудование
- Автомобильная промышленность
- Другие
Поинтересуйтесь или поделитесь своими вопросами, если таковые имеются, перед покупкой этого отчета — https: // www.absolutereports.com/enquiry/pre-order-enquiry/18075709
Обзор рынка полуавтоматических ультразвуковых сварочных аппаратов:
- Структура рынка и прогнозы на ближайшие годы.
- Драйверы, ограничения, возможности и текущие тенденции рынка полуавтоматических ультразвуковых сварочных аппаратов.
- Исторические данные, текущий и прогнозируемый размер отрасли, последние отраслевые тенденции.
- Оценка на прогнозный период до 2027 года.
- События и тенденции на рынке.
- Вероятность импорта и экспорта, изменения в прогнозах результатов продаж и генерирования доходов.
- Потенциальные и нишевые сегменты / регионы, демонстрирующие многообещающий рост
- Стратегии для ключевых игроков и продуктовые предложения
Географически этот отчет разделен на несколько ключевых регионов, включая продажи, выручку, долю на рынке и темпы роста полуавтоматической ультразвуковой сварочной машины в этих регионах.
- Северная Америка (США, Канада и Мексика)
- Европа (Германия, Великобритания, Франция, Италия, Россия, Турция и др.)
- Азиатско-Тихоокеанский регион (Китай, Япония, Корея, Индия, Австралия, Индонезия, Таиланд, Филиппины, Малайзия и Вьетнам)
- Южная Америка (Бразилия и др.)
- Ближний Восток и Африка (Египет и страны Персидского залива)
Приобрести этот отчет (цена 4900 долларов США за однопользовательскую лицензию) — https://www.who.int/absolutereports.com/purchase/18075709
Отчет о рынке полуавтоматических ультразвуковых сварочных аппаратов дает ответы на следующие вопросы:
- Каким будет объем рынка полуавтоматических ультразвуковых сварочных аппаратов в 2027 году и каковы будут темпы роста?
- Какие компании являются ведущими на мировом рынке полуавтоматических ультразвуковых сварочных аппаратов?
- Как изменится глобальный рынок полуавтоматических ультразвуковых сварочных аппаратов в следующие пять лет?
- Каковы движущие силы и ограничения глобального рынка полуавтоматических ультразвуковых сварочных аппаратов?
- Какой региональный рынок покажет наибольший рост?
- Каким будет среднегодовой темп роста и размер мирового рынка полуавтоматических ультразвуковых сварочных аппаратов в течение прогнозируемого периода?
- С какими основными проблемами может столкнуться глобальный рынок полуавтоматических ультразвуковых сварочных аппаратов в будущем?
- Каковы стратегии роста, которые игроки рассматривают для удержания позиций на мировом рынке полуавтоматических ультразвуковых сварочных аппаратов?
Подробный обзор глобального рынка полуавтоматических ультразвуковых сварочных аппаратов и прогноз до 2027 года
1 Охват исследования
1.1 Полуавтоматический аппарат ультразвуковой сварки Введение в продукт
1.2 Рынок по типу
1.3 Рынок по применению
1.4 Цели исследования
Рассмотрение 1,5 года
2 Производство полуавтоматических аппаратов ультразвуковой сварки в мире
2.1 Глобальное полуавтоматическое производство Производственные мощности автоматов для ультразвуковой сварки (2016-2027)
2.2 Глобальное производство полуавтоматических аппаратов для ультразвуковой сварки по регионам: 2016 VS 2021 VS 2027
2.3 Мировое производство полуавтоматических аппаратов для ультразвуковой сварки по регионам
2.3.1 Мировое производство полуавтоматических аппаратов для ультразвуковой сварки в прошлом по регионам (2016-2021 гг.)
2.3.2 Прогнозируемое производство полуавтоматических аппаратов для ультразвуковой сварки в мире по регионам (2022 г.) -2027)
2,4 Северная Америка
2,5 Европа
2,6 Китай
2,7 Япония
3 Объем продаж полуавтоматических аппаратов ультразвуковой сварки в мире в объемах и оценках стоимости и прогнозах
3.1 Глобальные оценки и прогнозы продаж полуавтоматических аппаратов для ультразвуковой сварки 2016-2027
3.2 Глобальные оценки и прогнозы доходов от полуавтоматических ультразвуковых сварочных аппаратов 2016-2027
3.3 Глобальные полуавтоматические ультразвуковые сварочные аппараты Выручка по регионам: 2016 VS 2021 VS 2027
3.4 Ведущие регионы мира по продажам полуавтоматических аппаратов ультразвуковой сварки
3.5 Ведущие регионы мира полуавтоматических аппаратов ультразвуковой сварки по выручке
3.6 Северная Америка
3,7 Европа
3,8 Азиатско-Тихоокеанский регион
3,9 Латинская Америка
3,10 Ближний Восток и Африка
4 Конкуренция производителей
4.1 Глобальные поставки полуавтоматических аппаратов ультразвуковой сварки по производителям
4.2 Глобальные Продажи полуавтоматических аппаратов для ультразвуковой сварки по производителям
4.3 Глобальные продажи полуавтоматических аппаратов для ультразвуковой сварки по производителям
4.4 Глобальные продажи полуавтоматических аппаратов для ультразвуковой сварки по производителям
4.5 Анализ конкурентной среды
4.6 Слияния и поглощения, планы расширения
5 Размер рынка по типам
5.1 Глобальные продажи полуавтоматических аппаратов ультразвуковой сварки по типам
5.2 Глобальные продажи полуавтоматических аппаратов ультразвуковой сварки по типам
5.3 Глобальные цены на полуавтоматические аппараты для ультразвуковой сварки по типу
6 Объем рынка по приложениям
6.1 Глобальные продажи полуавтоматических аппаратов для ультразвуковой сварки по приложениям
6.2 Мировой доход от полуавтоматических аппаратов для ультразвуковой сварки по приложениям
6.3 Глобальные цены на полуавтоматические аппараты для ультразвуковой сварки по приложениям
7 Северная Америка
7.1 Северная Америка Размер рынка полуавтоматических ультразвуковых сварочных аппаратов по типам
7,2 Север Объем рынка полуавтоматических аппаратов для ультразвуковой сварки в Америке
7.3 Объем продаж полуавтоматов для ультразвуковых сварочных аппаратов в Северной Америке по странам
………………………………
……………………… ……..
12 Корпоративные профили
13 Анализ отраслевой цепочки и каналов продаж
13.1 Полуавтоматический ультразвуковой сварочный аппарат Анализ отраслевой цепочки
13.2 Полуавтоматический ультразвуковой сварочный аппарат Основное сырье
13,3 Полуавтоматическая ультразвуковая сварка Режим и процесс производства машины
13,4 Продажа и маркетинг полуавтоматического аппарата для ультразвуковой сварки
13,5 Полуавтоматический аппарат для ультразвуковой сварки Заказчики
14 Драйверы рынка, возможности, проблемы и анализ факторов риска
14.1 Тенденции развития полуавтоматических аппаратов ультразвуковой сварки
14.2 Драйверы рынка полуавтоматических аппаратов ультразвуковой сварки
14.3 Проблемы рынка полуавтоматических аппаратов ультразвуковой сварки
14.4 Ограничения рынка полуавтоматических аппаратов ультразвуковой сварки
15 Ключевые выводы Глобальное исследование полуавтоматических аппаратов ультразвуковой сварки
16 Приложение
16.1 Методология исследования
16.1.1 Методология / исследовательский подход
16.1.2 Источник данных
16.2 Подробная информация об авторе
Подробное содержание https://www.absolutereports.com/TOC/18075709#TOC
Свяжитесь с нами:
Имя: Ajay More
Телефон: US +9242530807 / Великобритания +44 20 3239 8187
Электронная почта: [email protected]
Наши другие отчеты:
Рынок ненасыщенных полиэфирных смол (UPR) в 2021 году: тенденции в отрасли, профили поставщиков, объем продукции, региональный спрос, влияние COVID-19 и Извлечение
Объем рынка осажденного карбоната кальция (PCC) в 2021 году: влияние COVID-19, возможности роста, региональный прогноз, конкурентные стратегии и сегментные прогнозы на 2027 год
Рынок нефтепромысловых химикатов 2021-2027: последний анализ воздействия Covid-19, размер, доля , Рост, возможности и прогнозы
Размер рынка паяльной пасты в 2021 году по ведущим производителям, CAGR статус, влияние COVID-19, бизнес-статистика и методология исследования по прогнозу на 2027 год
Рынок таблеток для мытья посуды в 2021 году: глобальный отраслевой анализ по тенденциям, региональным данным, стратегиям, статистике доходов, размеру, доле и прогнозу спроса до 2027 года
Рынок несиликоновых антиадгезионных вкладышей 2021 года: тенденции в отрасли, профили поставщиков, объем продукции, региональный спрос, Воздействие COVID-19 и восстановление
Пресс-релиз, распространенный Express Wire
Чтобы просмотреть исходную версию в Express Wire, посетите Полуавтоматический ультразвуковой сварочный аппарат Размер рынка 2021: данные по основным странам с сегментацией, производством, доходами, анализом валовой прибыли и Прогноз 2027
COMTEX_386058974 / 2598 / 2021-05-07T04: 33: 01
Есть ли проблемы с этим пресс-релизом? Свяжитесь с поставщиком исходного кода Comtex по адресу editorial @ comtex.com. Вы также можете связаться со службой поддержки клиентов MarketWatch через наш Центр поддержки клиентов.
Отдел новостей MarketWatch не участвовал в создании этого контента.
заводская маска для лица автоматическая полуавтоматическая маска n95
Полуавтоматическая упаковочная машина для масокПолуавтомат
Alibaba предлагает 544 полуавтоматических упаковочных машины для масок. Около 5% из них являются многофункциональными упаковочными машинами, 0% — фасовочными машинами и 4% — другими упаковочными машинами. Вам доступны варианты упаковочной машины для масок, такие как состояние упаковочного материала и тип привода
Китайская полуавтоматическая машина для изготовления масок для лица N95 по заводской цене
Китайская полуавтоматическая машина для создания масок для лица N95 по заводской цене Подробнее о китайской полуавтоматической машине для производства масок для лица N95 от полуавтоматической машины для создания масок для лица N95 по заводской цене — Zheng Zhou Sida Agriculture Equipment Co Ltd
Заводская поставка Полностью автоматическая одноразовая нетканая маска для лица
Автоматическая линия по производству лицевых масок, также известная как линия по производству от одной до трех масок, состоящая из машины для тела маски и трех наушников, состоящих из сварочного аппарата. Каждую минуту можно произвести 50-200 частей полной плоской маски. Характеристики маски: 175 * 95 мм три слоя нетканой плоской маски типа фильтра Guaze По сравнению с одиночной машиной для изготовления масок независимого типа присоединились к
Китайская полуавтоматическая маска для лица N95 / Kn95 Производство
Наша полуавтоматическая машина N95 / KN95 состоит из 2 отдельных частей: 1 комплект автоматической папки для лицевых масок + 3 комплекта полуавтоматических сварочных аппаратов для ушных петель: 1 папка для автоматической лицевой маски : Эта машина для изготовления масок подходит для многослойного 1 ~ 4 нетканого и коричневого тканевого материала. Он полностью автоматический от подачи ткани до процесса складывания.
OYADE Полуавтоматическая маска для лица KN95 с машиной CE
OYADE RTS Полуавтоматическая машина для изготовления масок n95 kn95: 1 Полуавтоматическая пленочная машина Она также известна как таблеточная машина для масок. Это машина, используемая для автоматического производства многослойного материала. плоские маски Он может использовать 1 ~ 4 слоя нетканого материала KN95 PP spunbond с активированным углем и фильтрующими материалами.
Китайская полуавтоматическая машина для изготовления масок N95
Китайская полуавтоматическая машина для изготовления масок N95 Автоматическая машина для изготовления масок из нетканых материалов с высокой подачей Подробнее о Китайская маркировочная машина Fask Машина для производства масок от N95 Полуавтоматическая машина для изготовления масок для лица Auto Non -Машина для масок с тканевой чашкой с высокой подачей — Dongguan YuanXu Box Macking Machine Co Ltd
Китайская фабрика прямых продаж Полу-маска для лица KN95 N95
Китайская фабрика прямых продаж полуавтоматическая маска для лица KN95 Респиратор N95 Полуавтоматическая медицинская машина для тела KN95 Подробнее о китайской машине для изготовления масок N95 Машина для изготовления масок N95 с завода Прямая продажа полу-маска для лица KN95 Респиратор N95 полу Автоматическая медицинская машина для тела KN95 — Shanghai Keyfood Machinery Co Ltd
Китайская полуавтоматическая ультразвуковая маска N95 KN95 для ушей
Китайская полуавтоматическая ультразвуковая маска N95 KN95 для сварки петель для ушей — ANHUI ZHONGYI INTELLIGENT TECHNOLOGY CO LTD
Полуавтоматическая одноразовая маска для лица с возможностью горячей замены
Многофункциональная полуавтоматическая одноразовая маска для лица с возможностью горячей замены из Китая NISO является профессиональным поставщиком полуавтоматических одноразовых масок для лица с возможностью горячей замены для получения подробной информации о цене машины для производства одноразовых масок и быстрой производственной линии Заводская цена !
Китайская фабрика Полностью автоматическая маска для лица N95 Kn95
Машина для изготовления масок Kn95 Одноразовая машина для изготовления масок 3 м машина для изготовления масок производитель / поставщик в Китае, предлагающая китайскую фабрику полностью автоматическую машину для изготовления масок для лица N95 Kn95 производитель высокоскоростных китайских автоматических пластиковых бутылок для ухода за кожей Контейнер для трафаретной печати Машина Китай Горячие Продажи Стабильные Нетканые Одноразовые Хирургические Маски Цена машины и так далее
Китай Заводская цена Автоматическая одноразовая маска для лица
Машина для производства антивирусных масок Производитель / поставщик антивирусных масок для лица в Китае, предлагающая заводскую цену Автоматическая машина для одноразовых масок KN95 Полностью автоматическая машина для изготовления масок для взрослых Автоматическая машина для изготовления масок для лица Завод медицинской маски N95 и обычной маски KN95 и т. Д.
China Semi
Полуавтоматический аппарат для сварки ушной петли маски N95 В устройстве используется ультразвуковая сварка для закрепления эластичной ленты в том месте, где маска физически выровнена. Это производство внешней маски для ушей. Последний этап обработки требует только одного Оператор помещает корпус маски в пластину маски. Готовый продукт
Заводская поставка Полностью автоматическая одноразовая нетканая маска для лица
Автоматическая линия по производству лицевых масок, также известная как линия по производству от одной до трех масок, состоящая из машины для тела маски и трех наушников, состоящих из сварочного аппарата. Каждую минуту можно произвести 50-200 частей полной плоской маски. Характеристики маски: 175 * 95 мм три слоя нетканой плоской маски типа фильтра Guaze По сравнению с одиночной машиной для изготовления масок независимого типа присоединились к
Китай KN95 N95 Полностью полуавтоматическая машина для изготовления масок
Китайская KN95 N95 Полностью полуавтоматическая машина для изготовления масок Поставщик Найти подробную информацию о Китае N95 Машина для изготовления масок Цена Машина для лицевых масок для продажи от KN95 Полностью полуавтоматическая машина для изготовления масок N95 Поставщик — Dongguan Yaodong ООО «Машиностроение»
Китайская полуавтоматическая линия по производству масок KN95
Полуавтоматическая линия по производству масок KN95использует всю пластину, так как каркасная структура все легко разбирается, внешний вид окрашен, а электрическое управление представляет собой встроенный сенсорный экран. подсчет времени производства, автоматическое отключение заданного количества и т. д.
Китай Автоматическая хирургическая медицинская одноразовая машина N95 для лица
Машина для производства масок Машина для производства масок Производитель / поставщик машин в Китае, предлагающая Автоматическую хирургическую медицинскую одноразовую маску для лица N95 Упаковочная машина для производства масок для лица Высокоскоростная автоматическая одноразовая медицинская защита N95 для лица Маска Картонная коробка Книги Чашка Лапша быстрого приготовления Food Flow Термоусадочная упаковка Упаковка Упаковка
Китай N95 Машина для производства масок Сертификат CE
N95 / KN95 Высокоскоростная складывающаяся полностью автоматическая машина для масок 1 Введение оборудования 1 1 Описание оборудования: Эта машина представляет собой полностью автоматическую линию по производству складных масок из многослойной ткани сырья в линию носа материала сварка ушной ленты сварка — это автоматическая операция на одной линии
Китай Полностью автоматическая / полуавтоматическая высокопроизводительная машина KN95
Машина для производства масок Машина для производства масок Производитель / поставщик машины для производства пылезащитных масок в Китае, предлагающая полностью автоматическую / полуавтоматическую высокопроизводительную антивирусную защиту от пыли KN95 N95 Медицинское производственное производство плоских одноразовых масок с ушной петлей Line Machine 4/5/6 слойная сложенная маска для лица с высокой степенью фильтрации и респираторным клапаном Высококачественные маски для личной защиты Большой запас
Китайская полуавтоматическая ультразвуковая маска для лица N95 Kn95
Китайская полуавтоматическая ультразвуковая маска для лица N95 Kn95 для точечной сварки ушных петель на складе Найти подробную информацию о Китайских масках для ухода за ушными петлями Сварочная машина для ушных петель от Полуавтоматическая ультразвуковая машина для точечной сварки ушных петель N95 Kn95 на складе — Suzhou Crown Electronic Technology Co Ltd
Китай Автоматическая хирургическая одноразовая медицинская маска для лица N95
Машина для производства масок Машина для производства масок Производитель / поставщик машин в Китае, предлагающая Автоматическую одноразовую хирургическую медицинскую маску для лица N95 Упаковочная машина для производства масок для лица Js600 Высокоскоростная линия для производства пластиковых пакетов с сервоприводом Машина Машина Делает Пластик PE HDPE LDPE Биоразлагаемый патч Высечки Мягкая ручка с петлей Сумка для переноски
Китайская полуавтоматическая высокоскоростная маска для лица из нетканого материала
Этот продукт представляет собой полуавтоматическую машину для производственной линии складывания масок с использованием ультразвуковой технологии. 3-5 слоев полипропиленовых нетканых материалов, полученных методом выдувания из расплава, активированного угля и фильтрующих материалов, сваренных нетканых материалов. тканые ткани свариваются, складываются пополам, свариваются и скручиваются. Интегрированная полуавтоматическая линия по производству складных масок может обрабатывать N95.
Китай Полуавтоматическая машина для изготовления масок
N95 Линия для производства масок для лица Линия по производству масок для лица Производитель / поставщик машины для хирургических масок в Китае, предлагающая полуавтоматическую машину для изготовления масок Настраиваемый ультразвуковой очиститель с одним резервуаром для промышленного применения Высококачественный промышленный ультразвуковой очиститель с несколькими резервуарами для очистки деталей и скоро
.