Сварка алюминия в домашних условиях… — Страница 2 — Ручная дуговая сварка — ММA
#21 Миротворец
Отправлено 22 May 2015 07:58
vasayru,видео от нашего Геннадия morgmail:
- Наверх
- Вставить ник
#22 vasayru
Отправлено 22 May 2015 08:35
Спасибо
Миротворец и Геннадий(morgmail)!
Ну выходит что можно варить алюминий?!
Просто есть масса нюансов.А если это корпус элеткродвигателя, то как сварить его лопнувшую верхнюю крышку,что бы не попалить обмотку статор и ротор,а то вроде советуют если метал толсты то еще его ка кто прогревать?
- Наверх
- Вставить ник
#23 Lohus
Отправлено 22 May 2015 09:40
как сварить его лопнувшую верхнюю крышку,что бы не попалить обмотку статор и ротор
Если это крышка, то она съёмная, если это корпус то вынуть всё что можно, а остальное укрывать/защищать.
Лучше фото сделать. В моём представлении электродвигателя у него есть корпус и передняя и задняя крышка (одна из крышек может быть заодно с корпусом). В любом случае, перед сваркой, лучше осуществить разборку, хотя бы частичную.
Если ошибку можно исправить – значит ты ещё не ошибся.
- Наверх
- Вставить ник
#24 vasayru
Отправлено 22 May 2015 18:16
Крышка верхняя,там где вентилятор стоит,но ее нельзя снять,просто в нее впрессованый подшипник на котором держится ротор,и что бы его выбить,я не знаю как,нужно как-то подковыривать её,а там же внутри обмотка:медная проволока…
- Наверх
- Вставить ник
#25 круазик
Отправлено 22 May 2015 18:24
vasayru,Для снятия подшипника(демонтажа),требуется съёмник
Демонтировав крышку,можно её прогреть,разделать трещину, и заварить.
- Наверх
- Вставить ник
#26 waha
Отправлено 22 May 2015 18:25
Отнести тем, кто движки мотает. Они и аргончика посоветуют…
- Наверх
- Вставить ник
#27 Сусанин
Отправлено 22 May 2015 18:42
vasayru,Для снятия подшипника(демонтажа),требуется съёмник Демонтировав крышку,можно её прогреть,разделать трещину, и заварить.
скорее всего такой съемник не поможет, если подшипник останется внутри, Нужно просверлить отверстие в крышке, по центру, чтобы попасть в торец вала, вставить твердый пруток и выколачивать, выйдет либо вал либо вместе с подшипником
Если не морочится сильно, то через резьбовое соединение и накладки из металла
Горе от ума. Меньше знаешь — легче работается.
Меньше знаешь — легче работается.
- Наверх
- Вставить ник
#28 круазик
Отправлено 22 May 2015 19:14
Сусанин,Сусанин, Вы встречались с асинхронными двигателями?В большей степени крышки идентичные (исключения редукторные) ,Выбивая вал двигателя,выходит и подшипник,Подшипник,данным съёмником удалить не проблема.
- Наверх
- Вставить ник
#29 Сусанин
Отправлено 22 May 2015 20:46
Сусанин,Сусанин, Вы встречались с асинхронными двигателями?В большей степени крышки идентичные (исключения редукторные) ,Выбивая вал двигателя,выходит и подшипник,Подшипник,данным съёмником удалить не проблема.
Нет, я с двигателями как то не очень…)
не знаю в чем разница, но к примеру автогенератор, или какой другой моторчик, бывает что подшипник остается в крышке, если он на валу , то его и снимать не надо, мы же крышку тут снимаем
Горе от ума. Меньше знаешь — легче работается.
- Наверх
- Вставить ник
#30 круазик
Отправлено 22 May 2015 20:54
не знаю в чем разница,
Если в крышке подшипник остался,, надо снять,
, мы же крышку тут снимаем
Нам проварить крышку надо.
- Наверх
- Вставить ник
#31 waha
Отправлено 23 May 2015 11:45
Из практики-подшипник при сварке выпадает сам, не успев посинеть. Бывают правда траблы с пластиковыми сепараторами… Текут они…
И на двигателях подшипник обычно не сильно туго посажен… На валу обычно остается…
Современное литье на двиглах не отличается качеством. Хуже чем вазовское последних лет… С ним аргоном бывает мучаешься…
Если опыта обращения с электродвигателями нет- надлежит обратиться к специалисту. Там много ньансов есть-от медного молотка до знать куда ударить и как ударить…
Это на цветмет двигло разобрать легко… А по уму-не все просто, я когда то на практике в обмоточном цехе работал, сколько я крышек поколол и ушей поотбивал-имя им легион Но тогда проще было-завод,своя литейка.
- Наверх
- Вставить ник
#32 psi
Отправлено 23 May 2015 12:29
при сварке алюминия электродами есть небольшой нюанс. ванну почти не видно из-за жидкого шлака. чтобы упростить себе задачу, деталь варить надо не в нижнем, а под небольшим углом снизу верх. если как на видео, то достаточно подложить молоток с одной стороны. тогда шлак стикает на готовый шов и ванну лучше видно. и не будет шлаковыз включений в шве=)
- Наверх
- Вставить ник
#33 папаша
Отправлено 23 April 2016 16:06
psi,
Очень помог совет,давеча варил корпус редуктора электродами Alum351 от UNITOR.
Первый проход дымит и фырчит,металла совсем не виде,зато последующие-углом вперёд нормальненько выходят.Угол ,правда,должен быть не больше 30 градусов,иначе перестаёт работать защита создаваемая флюсом обмазки(я так думаю)
Крышка редуктора всего 3 мм толщиной.Варить трудно-ток 100 А постоянка(+),меньше просто не пожечь электрод.Жжет здорово и обратный вал получается,а не валик.Но залил,зачистил.Все закрылось и работает
Прикрепленные изображения
Сообщение отредактировал папаша: 24 April 2016 13:15
- Наверх
- Вставить ник
виды конструкций, чертежи и расчеты, фото
Содержание
- Что из себя представляют алюминиевые теплицы: для чего нужны, особенности, преимущества и недостатки
- Особенности конструкции каркаса теплицы из алюминиевого профиля: плюсы и минусы
- Отличия материала от прочих
- Нужен ли фундамент и какой лучше
- Отзывы об использовании алюминиевых теплиц: плюсы и минусы
- Обзор видов конструкций: размерный ряд, комплектация и характеристики, фотогалерея
- Двускатные
- Английские
- Угловые и с тамбуром
- Односкатные и примыкающие
- Зимние сады, круглогодичные теплицы
- Промышленные
- Какой укрывной материал выбрать
- Стекло
- Поликарбонат
- Инструкция как построить теплицу из алюминиевого профиля: материалы, оборудование, чертежи с расчетами
- Выбор места, размеров, планировка парника
- Чертежи: как сделать самому, готовые примеры
- Подбор и подготовка материалов, оборудования
- Монтаж каркаса и установка укрывного материала
- Полезные советы: правила эксплуатации, на чем сэкономить, как улучшить конструкцию
- Основные принципы сборки и установки алюминиевого каркаса
- На первом месте фундамент
- Фундамент – винтовые сваи
- Фундамент теплицы — бетон
- Сборка алюминиевого каркаса — сварка
- Проблемы болтового соединения
- Нагрузки клепаного соединения
- Отличительная особенность клепки
- Вытяжные заклепки
- Прочность соединения – основные ошибки
- Размер заклепки – правильный выбор важен
- Выбираем заклепки экспериментально
- Технические требования
- Что такое теплица и в чём её отличие от парника
- Теплица из алюминиевого профиля и стекла своими руками
- Необходимые инструменты и материалы
- Планировка и выбор места для теплицы
- Устройство фундамента
- Винтовые сваи
- Бетон
- Сборка каркаса
- Остекление каркаса
- Как монтировать алюминиевую теплицу: видео
- Выбираем место и устраиваем основание
- Преимущества и недостатки теплицы из алюминия
- Сборка ферм для монтажа крыши
- Постройка теплицы – выбор места и планирование грядок
- Видео описание
- Теплицы с алюминиевого профиля под поликарбонат (видео)
- Достоинства и недостатки
Что из себя представляют алюминиевые теплицы: для чего нужны, особенности, преимущества и недостатки
Теплицы из алюминия могут быть самые разные. Отличия, прежде всего, заключаются в материале покрытия, который может быть практический любой.
Отличия, прежде всего, заключаются в материале покрытия, который может быть практический любой.
Формы и размеры также могут быть произвольными. Отличительная особенность одна — каркас именно из алюминия, а не из какого-либо другого металла.
Особенности конструкции каркаса теплицы из алюминиевого профиля: плюсы и минусы
Алюминий имеет несколько важных преимуществ, которые отличают его от конкурентов. Это прочность, устойчивость к коррозии и надежность.
Но нужно понимать, что за каркас из алюминия придется заплатить больше, чем за каркас из любых других материалов.
Кроме того, на дачном участке алюминиевый каркас могут украсть, так как он сам по себе является достаточно дорогим.
Отличия материала от прочих
- Большой запас прочности
- Светопрозрачность
- Теплоизоляция
- Инертность к влаге и инфекциям
- Любые формы
Из-за высокой стойкости к коррозии, алюминиевые каркасы теплиц запросто могут прослужить до 30 лет!
Конечно, срок службы напрямую зависит от климатических условий места, в котором установлена теплица, а также от ухода за ней.
В любом случае, алюминиевые каркасы служат дольше остальных и имеют больший запас прочности.
Кроме этого, сечение алюминиевого профиля дает ему необходимую прочность и устойчивость.
У алюминиевых теплиц очень высокая светопрозрачность, что в конечном итоге напрямую влияет на количество урожая и скорость его созревания.
Высокая светопрозрачность объясняется тем, что само себе профиль достаточно тонкий и занимает мало места.
Большая степень теплоизоляции обеспечивает поддержание микроклимата, который способствует высокой плодородности внутри теплицы.
Это одно из самых главных преимуществ данного материала. Благодаря свойствам алюминия, он не поддается коррозии и инфекциям, что сильно увеличивает его прочность. Алюминиевые каркасы гораздо меньше портятся со временем, чем стальные аналоги.
Из алюминия легко создать теплицу любой формы, которая запросто станет украшением огорода.
Алюминиевый профиль легко поддается обработке, что позволяет выстраивать конструкции любых размеров.
Нужен ли фундамент и какой лучше
Несмотря на прочность алюминиевого профиля, его недостаточно для полноценной устойчивости каркаса, поэтому фундамент теплице обязательно нужен.
Выбрать тип фундамента можно всего из трех основных вариантов:
- из винтовых свай;
- из деревянного бруса;
- бетонный блочный или ленточный.
Именно эти типы чаще всего применяются в качестве фундамента для теплицы. Самый распространенный и простой — ленточный.
Для его создания необходимо вырыть яму, на дно которой засыпается подушка из щебня или песка.
Далее устанавливается опалубка с арматурой внутри. Опалубка заливается цементным раствором.
Необходимо дождаться, пока цемент даст усадку и можно продолжать строительство теплицы из алюминиевых профилей.
Отзывы об использовании алюминиевых теплиц: плюсы и минусы
К основным преимуществам алюминиевых теплиц садоводы относят:
- Прочность и высокую устойчивость к коррозии;
- Возможность сделать теплицу практически любой формы;
- Красивый внешний вид готовой теплицы;
- Высокая теплоизоляция.


Но у алюминиевых теплиц есть и недостатки. К ним относят:
- Относительно высокая цена, можно найти много вариантов теплиц, которые будут принципиально дешевле;
- Большая масса стекла или другого материала, которая потребуется для остекления теплицы;
- Слишком быстрый нагрев воздуха внутри теплицы в жаркие дни. В некоторых случаях это может негативно сказаться на растениях.
Обзор видов конструкций: размерный ряд, комплектация и характеристики, фотогалерея
Двускатные
Самый простой и распространенный тип. Характеризуется простотой создания и универсальностью Отсутствие изогнутых форм позволяет легко и недорого возвести такую теплицу.
Английские
Этот тип теплиц характеризуется сразу несколькими признаками: ровными двухскатными крышами, стеклом, обязательным фундаментом, высокими стенами.
По внешнему виду такая теплица напоминает домик-оранжерею.
Угловые и с тамбуром
Угловые теплицы чаще всего возводятся из-за особенностей участка или из-за привлекательного внешнего вида.
Односкатные и примыкающие
Этот тип используется, когда одна часть теплицы примыкает к дому или другому строению. Тип очень простой, не требует изогнутого материала.
Зимние сады, круглогодичные теплицы
Чтобы зимой в теплице можно было что-то выращивать, необходимо продумать ее отопление. Часто зимние теплицы частично находятся под землей, чтобы обеспечить максимальную защиту от холода.
Промышленные
теплицы чаще всего отличаются огромной площадью, а также простотой и продуманностью конструкции, которая делает теплицу удобнее и дешевле. Внешнему виду таких теплиц уделяется минимум внимания.
Какой укрывной материал выбрать
Стекло
Распространенный материал, который недорого стоит. Его легко найти практически где угодно. К другим достоинства стекла можно отнести следующие моменты:
- Высокая светопропускная способность;
- Устойчивость к химическим реактивам;
- Долговечность, если не подвергать стекло физическим воздействиям.

Но у стекла немало и серьезных недостатков:
- Требуется прочный и качественный каркас;
- Тяжелый и долгий процесс монтажа;
- Стекло очень хрупкое.
Для остекления обычно выбирают стекло толщиной более 4 миллиметров.
Поликарбонат
Данный вид укрытия теплиц появился позже стекла и имеет ряд очень существенных преимуществ:
- Листы поликарбоната очень легкие, особенно по сравнению со стеклом;
- Материал очень прочен, его тяжело испортить физическим воздействием;
- Из поликарбоната легко можно сделать теплицу со скруглёнными краями, из стекла это сделать крайне проблематично;
- Легкость монтажа и транспортировки.
К минусам можно отнести:
- Изменение размера листов при нагревании.
Инструкция как построить теплицу из алюминиевого профиля: материалы, оборудование, чертежи с расчетами
Выбор места, размеров, планировка парника
Главное правило для выбора места под теплицу — на него должно попадать достаточное количество солнечного света. Именно он будет способствовать быстрому росту и развитию растений внутри конструкции.
Именно он будет способствовать быстрому росту и развитию растений внутри конструкции.
Чертежи: как сделать самому, готовые примеры
Видов и чертежей очень много. Мы покажем несколько популярных вариантов. Вы можете выбрать понравившейся, а можете усовершенствовать один из чертежей.
Подбор и подготовка материалов, оборудования
Для постройки хорошей теплицы придется запастись хорошим инструментом. Понадобится следующий перечень материалов и инструмента:
- Сам алюминиевый профиль, из которого будет строиться каркас теплицы;
- Цементный раствор для заливки;
- Бетономешалка, которую можно арендовать;
- Опалубка для фундамента;
- Арматура для того же фундамента;
- Крепеж, с помощью которого листы остекления будут крепиться к каркасу;
- Дрель и шуруповерт;
- Измерительный инструмент.
Это минимальный перечень инструментов и материалов, в процессе могут понадобиться и другие вещи.
Монтаж каркаса и установка укрывного материала
Установка каркаса начинается с установки направляющего профиля, к которому потом крепятся остальные части профиля, в зависимости от выбранной конструкции.
Основные способы скрепления профилей — сваркой или с помощью болтового соединения.
Сварка — надежный способ соединения, но для него обязательно требуется специальное оборудование.
Небольшой каркас легко собрать с помощью простого болтового соединения.
Полезные советы: правила эксплуатации, на чем сэкономить, как улучшить конструкцию
Правила эксплуатации и уход за теплицей выбираются исходя из типа укрывного материала, который использовался на конструкции.
Если это поликарбонат, то:
- Нельзя разводить огонь возле теплицы или воздействовать на нее чем-то горячим;
- Мыть теплицу нужно обычной водой, без добавления агрессивных моющих средств;
- На зиму рекомендуется разбирать теплицу, хранить листы в теплом месте;
- Минимум два раза в год нужно проверять целостность и устойчивость каркас теплицы.

Если в теплице используется стекло, то:
- Нужно следить за герметичностью соединения стекла и каркаса или рамы;
- Нужно обрабатывать углы стекла антисептиком. Чтобы там не могли образоваться вредоносные бактерии.
Дорабатывают и улучшают теплицу разными способами.
Практически все решают снабдить ее удобными ручками и защелками, чтобы удобно открывать и закрывать дверь.
Отдельно стоит отметить, что некоторые садоводы решаются даже на утепление теплицы, чтобы ее можно было использовать в холодное время года.
Основные принципы сборки и установки алюминиевого каркаса
На первом месте фундамент
Несмотря на то, что данный каркас относительно легок, его необходимо устанавливать на фундамент.
Многие могут задаться вопросом, для чего это делается?
- Чтобы получить ответ на этот вопрос надо понимать, что теплица из алюминиевого профиля довольно дорогое приобретение.
- Приобретая или возводя такую теплицу, садовод однозначно рассчитывает получить в свое пользование сооружение долговечное, капитальное и практичное.
- В таком случае без фундамента здесь не обойтись. Фундамент значительно облегчает нагрузку на каркас, повышая его жесткость.

Хоть мы и говорили о том, что алюминиевый профиль не подвержен коррозии, но со временем из-за контакта с сырой почвой на алюминии образуется белый налет, «белая ржавчина», фундамент помогает каркасу противостоять агрессивному воздействию окружающей среды.
Фундамент – винтовые сваи
Не всегда есть возможность устроить бетонный фундамент для алюминиевой теплицы. В таком случае можно устроить деревянное основание, на которое будут крепиться дуги каркаса (См. Фундамент из бруса).
- Основание изготавливается из бруса соединенного в пол дерева.
Соединение деревянного основания.
- Просто уложив деревянное основание на разровненный участок, даже используя гидроизоляцию, мы не получим должного эффекта. Имеется в виду жесткость.
- В данном случае обязательно нужно установить опоры под основание.

Фундамент теплицы на винтовых сваях.
- В качестве опор прекрасно подойдут винтовые сваи небольшого размера. Устроить такое основание довольно просто.
- Участок размечается и строго по разметке в грунт вворачиваются сваи. Преимущество данного метода заключается в том, что его можно использовать даже не на ровном участке.
- В этом случае определяется самое высокое место участка и в него вворачивается первая свая целиком.
- Далее используя строительный уровень и натянутую бечевку, вворачиваются все остальные сваи строго по уровню.
- На установленные сваи укладывается предварительно обработанное защитным средством деревянное основание.
Все, можно собирать теплицу.
Фундамент теплицы — бетон
- Если вы решили залить бетонный фундамент для алюминиевой теплицы, в данном случае самым лучшим вариантом будет выкопать траншею под фундамент и на дно уложить слой гравия или щебня и далее залить фундамент.
- Все основные размеры указанны на схеме ниже.

Наша справка – данные размеры не окончательны и зависят от уровня промерзания грунта в вашем регионе.
Бетонный фундамент теплицы.
Сборка алюминиевого каркаса — сварка
Основным преимуществом каркасов для теплиц из алюминия своими руками является его хорошая обрабатываемость. Алюминий и его сплавы хорошо сверлятся и пилятся. Единственным недостатком в данном случае является сварка алюминия.
Бытует мнение, что для сварки алюминия необходимо использовать специальное оборудование. Это совершенное заблуждение. В наше время в продаже имеется большое количество инверторов, которые используются в подсобном хозяйстве многими любителями сделать что-то своими руками.
Имея инвертор, опыт сварочных работ и специальные электроды, алюминий можно сварить. Другое дело, что без подготовки и определенного опыта сделать это будет не просто, но алюминий сваривать в домашних условиях вполне возможно.
Если опыт сварочных работ у вас не большой, и вы сомневаетесь в своих профессиональных качествах сварщика, мы рекомендуем вам собрать каркас теплицы из профиля с помощью клепки.

Почему мы предлагаем такой метод сборки?
Проблемы болтового соединения
Конечно, кто-то захочет собрать каркас теплицы из профиля на болтовых соединениях.
- В данном случае он будет использовать для сборки болты, сделанные из стали, а сталь и влага совершенно не совместимые вещи.
- Болты в таком соединении очень быстро начнут ржаветь, это отрицательно скажется на долговременности эксплуатации такого каркаса.
Кто-то может возразить нам и предложить использовать для таких соединений болты и гайки из нержавейки или оцинковки.
- Во-первых, мы уже упоминали в данной статье, что сам алюминиевый профиль довольно дорог и дополнительное использование болтов и гаек из нержавеющих материалов только значительно увеличит себестоимость каркаса.
- Во-вторых, если с нержавейкой алюминий почти не взаимодействует, то в контакте с оцинковкой, а тем более учитывая влажный, теплый воздух теплицы, возникнет коррозия, срок службы такого соединения от силы 2 – 3 года.

Вот поэтому мы и предлагаем самый дешевый в данном случае вариант, клепка каркаса алюминиевыми заклепками.
Нагрузки клепаного соединения
Заклепочные соединения.
- Соединение среза профиля делятся на одно срезные и много срезные.
- Одним из самых главных критериев такого соединения выступает направление нагрузки на клепаное соединение.
- Нагрузка может быть направлена в поперечном, продольном или перпендикулярном направлении оси заклепок.
- Направление нагрузки является важным фактором, на который стоит обратить особое внимание.
- Самым лучшим вариантом будет тот, когда основная нагрузка соединения направлена на сам профиль. Иными словами срез одной детали каркаса опирается на другой, а заклепки выступают в роли фиксаторов. В таком случае нагрузка на клепочное соединение будет минимальной.
Отличительная особенность клепки
- Клепанное соединение очень похоже на сварное или клеевое. Во всех этих случаях соединение является неразборным.
- В отличие от сварного и клеевого, клепанное соединение обладает одним важным преимуществом, оно никогда внезапно не лопается.
- Сварное или клеевое соединение может лопнуть в самый неподходящий момент.
- Заклепочное соединение от внезапной возросшей нагрузки потянется. Это станет заметно по образованию вокруг шляпки заклепок темной каемки, это признак того, что они потянуты, соединение не плотно и заклепки пора менять.
- Заменить их в данном случае очень легко, достаточно по одной удалять старые и одновременно устанавливать новые.

Вытяжные заклепки
Заклепочник ручной.
В наше время широкое распространение получили вытяжные заклепки. Преимуществом их является то, что создать такое соединение сможет каждый, в одиночку и без соответствующего опыта.
Для этого достаточно приобрести заклепочник или так называемый вытяжной пистолет.
Схема вытяжных заклепок.
- В данном случае заклепка состоит из двух частей, основной из мягкого металла в форме трубочки и вставленного стержня из более твердого металла.
- Когда заклепка вставлена в отверстие соединяемых деталей, с помощью вытяжного пистолета происходит стягивание стержня, который в свою очередь сжимает заклепку. За счет этого образуется плотное, клепаное соединение.
- Внутренний стержень удаляется и в заклепке образуется отверстие.
- При сборке каркаса теплицы, данные отверстия могут располагаться таким образом, что через них холодный воздух может начать проникать внутрь помещения теплицы.
- В таком случае данные отверстия можно заделать герметиком или эпоксидным клеем, проблем в данном случае возникнуть не должно.

Прочность соединения – основные ошибки
Многие недоверчиво относятся к полым заклепкам, оно и понятно. Полная заклепка существует на земле более нескольких веков и успела заслужить себе репутацию.
В отличие от полной, полая появилась сравнительно недавно не более 80 лет, а широкое распространение получила сравнительно недавно.
- Иногда прочность заклепочного соединения ошибочно считают по диаметру применяемых заклепок, это совершенное заблуждение.
- Прочность заклепочного соединения напрямую зависит не от диаметра, а от правильного формирования головки.

Размер заклепки – правильный выбор важен
- Если длина используемой заклепки меньше требуемой, в таком случае формирование головки недостаточно для прочного соединения.
- Если вы возьмете слишком длинную, рассчитывая таким образом получить более прочное соединение, вы просчитаетесь и в данном случае.
- Дело в том, что формирование головки начнется раньше соединения с деталью и такое соединение не будет полностью прочным. Все должно быть в меру.
Прочитав данные рекомендации, у читателя непременно возникнет вопрос, как правильно рассчитать длину требуемой заклепки?
На этот вопрос одного ответа будет недостаточно или он будет не совсем правильным.
Для расчета правильной длины заклепки поступите следующим образом, запишите следующие вопросы:
- Какой диаметр заклепок вы собираетесь использовать?
- Какая головка будет у вашего соединения? Существует три типа – большая, потайная, стандартная.
- Какова толщина вашего соединения? В данном случае требуется указать толщину соединяемых деталей и возможных накладок и шайб.
- Какой материал для заклепок вы будете использовать? В нашем случае будет Al.

Записав все ответы на поставленные вопросы, обратитесь к каталогам и вы получите точный ответ на свой вопрос.
Выбираем заклепки экспериментально
Простой способ подобрать длину заклепки заключен в следующем:
- Зная толщину соединения, возьмите несколько заклепок требуемого вам диаметра разной длины.
- Возьмите деталь требуемой толщины и просверлите в ней соответствующее диаметру заклепки отверстие.
- Вставьте первую заклепку и с помощью вытяжного пистолета попробуйте выполнить клепку.
- Если клепка выполняется в несколько заходов, иными словами пистолет сводится несколько раз, заклепка оказалась слишком длинной.
- Если клепка заканчивается до полного сведения ручек пистолета, иными словами стягивающий стержень ломается с первого сжатия, заклепка оказалась слишком короткой.
- Идеальным вариантом является тот, когда стержень ломается через 1,5 хода ручек вытяжного пистолета.

Наша справка – данные рекомендации относятся только к вытяжным заклепкам. Выбирать сплошные заклепки следует по иному принципу. Сплошная заклепка должна выступать с противоположной стороны на высоту диаметра самой заклепки, но не менее 1/3 длины.
Технические требования
Согласно нормативам прямоугольная труба на поверхности не должна иметь:
- коррозии;
- трещин поверхности;
- расслоений материала.
Но при этом допускаются изделий с небольшими царапинами и спиральными следами, которые остались после зачистки и отделки материала. Более светлые или темные пятна, чем остальная поверхность трубы. Каждая прямоугольная и квадратная труба должна иметь ровный срез. Если диаметр изделия составляет более 32 мм, необходимо удалить с поверхности срезов заусенцы, возникающие в процессе разреза материала. Если изделие прошло закалку, на его поверхности не должно быть следов пережога.
Если прямоугольная или квадратная труба отправляется покупателю в пачке, каждое изделие должно быть создано из одного сплава и пройти одинаковую обработку.
Что такое теплица и в чём её отличие от парника
Теплица — сооружение защищённого грунта для выращивания рассады, овощных, плодовых и декоративных культур, а также размножения и сохранения тропических и субтропических растений, проведения биологических исследований и тому подобное; помещение с покрытием из стекла или прозрачной плёнки и пластика. Обогрев теплиц — солнечный, биологический (теплом биотоплива), технический (водяной, паровой, электрический). Зимние теплицы в эксплуатации круглый год, весенние — весной, летом и осенью; имеются теплицы почвенные и гидропонные (выращивание в искусственных средах без почвы).
Энциклопедический словарь
Устройство теплицы и парника сходно. Их конструкция состоит из рам, образующих основу, и покрытия, которое защищает растения от низких температур, пропуская необходимый ультрафиолет. Но есть очевидная разница.
Но есть очевидная разница.
Парник предназначен для защиты грядок в открытом грунте. Он может быть длинным и коротким, но всегда небольшой высоты. Самая распространённая форма парника — полукруглая: сооружение из металлических или пластиковых труб, согнутых дугами, на деревянном основании. Но зачастую дуги устанавливаются прямо в грунт. Для покрытия парника, как правило, используют лёгкую полиэтиленовую плёнку. При необходимости — когда тепло, или нужно выполоть, вскопать, окучить — она просто откидывается.
Длинные парники из металлических дуг можно устанавливать бесконечными рядами
Теплица — конструкция совсем другого инженерного уровня. Хотя простейшие теплицы в быту иногда называют парниками, но это не совсем верно. Каркас такой конструкции сложнее и делается из более дорогих и прочных материалов. Для него используются дерево, металлический профиль разного вида, пластиковые трубы в большом разнообразии: полиэтиленовые, полипропиленовые, поливинилхлоридные и металлопластиковые, армированные стекловолокном. В высокую теплицу можно войти в полный рост и работать без всяких ограничений. Сооружение оборудуется дверью (или двумя друг напротив друга), окнами, иногда форточками. Теплица может устанавливаться на открытом грунте, а может быть оформлена как дом, с мощёным каменным полом, где устроены стеллажи для цветочных горшков и паллет для рассады.
В высокую теплицу можно войти в полный рост и работать без всяких ограничений. Сооружение оборудуется дверью (или двумя друг напротив друга), окнами, иногда форточками. Теплица может устанавливаться на открытом грунте, а может быть оформлена как дом, с мощёным каменным полом, где устроены стеллажи для цветочных горшков и паллет для рассады.
Покрыта она тоже более дорогим материалом, чем парник. Используется не простая полиэтиленовая плёнка, а армированная для прочности или пузырьковая, которая теплее, но хуже пропускает ультрафиолет. Применяются и столь же мало прозрачные нетканые материалы всех видов. Очень популярное покрытие — сотовые поликарбонатные листы. Но если вы хотите построить всесезонную красивую теплицу-оранжерею — для этого подойдёт стекло, укреплённое на солидном каркасе.
Теплица из алюминиевого профиля и стекла своими руками
Монтировать теплицу из алюминиевого уголка своими руками не так сложно, как может показаться изначально. Достаточно придерживаться пошагового алгоритма работ и подготовить заранее все необходимые инструменты и материалы.
Необходимые инструменты и материалы
Для строительства теплицы из алюминия потребуется:
- цементный раствор;
- алюминиевый профиль для остекления теплиц;
- уровень;
- рулетка;
- бетономешалка;
- шуруповерт;
- крепежные элементы;
- дрель;
- стекло;
- арматура.
После подготовки инструментов можно приступать к монтажным работам.
Планировка и выбор места для теплицы
Для теплицы из стекла и алюминия 3х6 м важно правильно выбрать место, где посадочный материал будет чувствовать себя максимально комфортно. В процессе выбора земельного участка для возведения теплицы из алюминия стоит придерживаться одного важного правила – поблизости не должны находиться объекты, препятствующие попаданию прямых солнечных лучей. Таким образом, с южной и восточной стороны теплицы из алюминия не должно быть деревьев, высоких кустарников, забора – оптимальным считается расстояние от 3 до 5 м.
Так же выбранный участок обязательно должен быть защищен от сильных порывов ветра, в противном случае все тепло из теплицы из алюминия и стекла будет выдуваться максимально быстро. Кроме этого, не стоит забывать про почву. Если грунт подвержен пучению или он подвижен, то закладка фундамента должна быть глубже, в некоторых случаях используют даже сваи, выполненные из бетона либо металла.
Кроме этого, не стоит забывать про почву. Если грунт подвержен пучению или он подвижен, то закладка фундамента должна быть глубже, в некоторых случаях используют даже сваи, выполненные из бетона либо металла.
Устройство фундамента
Теплица из алюминиевого профиля под стекло обязательно должна быть установлена на фундамент. Для больших конструкций можно использовать винтовые сваи, но самым популярным вариантом считается обустройство ленточного фундамента. Для этих целей потребуется вырыть яму по периметру, на дно уложить подушку из песка либо щебня. После этого устанавливают опалубку с использованием арматуры, после чего заливают бетон. После того как цемент полностью застынет, можно приступать к сборке каркаса.
Винтовые сваи
Если планируется установка большой теплицы из алюминия и стекла, то обязательно должен быть установлен качественный фундамент. Зачастую дачники просто заливают опалубку бетоном, после чего выкладывают несколько слоев кирпичной кладки и монтируют каркас конструкции. Для конструкций с большим весом используют винтовые сваи, которые устанавливают под каждую стойку теплицы. Шаг может варьироваться от 1 до 2 м.
Для конструкций с большим весом используют винтовые сваи, которые устанавливают под каждую стойку теплицы. Шаг может варьироваться от 1 до 2 м.
Бетон
При необходимости бетон можно замесить самостоятельно, используя для этих целей цемент высокого качества, песок и воду. Если фундамент планируется внушительных размеров, то можно через строительную компанию заказать уже готовый цемент, который достаточно будет залить в опалубку и разровнять. При самостоятельном изготовлении бетона стоит придерживаться инструкции, которая указана на упаковке с цементом.
Сборка каркаса
Для того чтобы сэкономить денежные средства, можно собрать алюминиевый каркас для теплицы самостоятельно, не привлекая сторонних специалистов. Все монтажные работы рекомендуется осуществлять согласно прилагаемому пошаговому алгоритму:
- Первым делом распаковывают все детали каркаса, проверяя комплектацию и наличие крепежных элементов.
- В комплекте обязательно идет инструкция, используя которую стоит отложить в сторону все детали и крепежные элементы для одного торца. У основного профиля наблюдается самое большое сечение, особенностью является высокий уровень прочности.
- Угловые и промежуточные вертикальные стойки необходимо надежно зафиксировать на нижней каркасной балке. В качестве крепежей используют болты и гайки, идущие в комплекте.
- На нижней горизонтальной балке и вертикальной стойке потребуется дополнительно установить укосины. Для облегчения работы рекомендуется использовать шуруповерт.
- По такому же алгоритму осуществляется сбор верхней торцевой части. Для того чтобы зафиксировать на вертикальном профиле детали, потребуется использовать специальные пластины.
- Стропила скрепляют с помощью пластин, которые имеют большое количество отверстий, предназначенные для крепежей. Такое соединения позволяет добиться необходимой прочности будущей теплицы из алюминия.
- После этого стоит отдельно отложить детали, предназначенные для сборки длинной стенки.
- На нижней балке необходимо зафиксировать левую и правую промежуточную стойку, диагональные укосины. Только после этого можно осуществлять фиксацию с верхней балкой.
- Промежуточные стойки собирают по такому же алгоритму, выполняя работы аккуратно и поэтапно, не допуская ошибок.
- Готовые стенки устанавливают на цоколь, фиксация осуществляется аналогичным образом, что при монтаже торцов. Выполняемые работы стоит контролировать при помощи уровня.
- К торцевым стропилам крыши устанавливают коньковой профиль. После этого крепят промежуточные стропила.
- После этого стропила дополняют поперечными стежками, благодаря чему можно существенно усилить каркасную часть теплицы из алюминия.
 Только после этого можно осуществлять фиксацию с верхней балкой.
Только после этого можно осуществлять фиксацию с верхней балкой.На этом сборка каркасной части считается завершенной и можно приступать к остеклению.
Остекление каркаса
Для реализации проекта теплиц из алюминия потребуется материал для остекления. Для этих целей отлично подходит стекло толщиной 4 мм. Пошаговый алгоритм действий следующий:
- Стекло распаковывают и тщательно осматривают его на наличие дефектов.
- Крепление стекла начинается с самой верхней точки – крыши. Нижний и верхний торец стекла рекомендуется проклеить П-образным профилем из резины. Профиль необходимо завести между пазами стропил. Для того чтобы стекло было удобно держать, можно воспользоваться специальными вакуумными присосками. Для достижения необходимого уровня герметизации стекло проклеивают резиновой лентой. Подобные работы стоит провести со всем материалом, который будет использован для обшивки теплицы из металла.
- Одну секцию рекомендуется предварительно проклеить с внутренней части самоклеящимся П-образным профилем.
- Для остекления боковых частей теплицы из алюминия стоит взять стекло и максимально аккуратно завести в паз, после чего монтировать к профилю. Уложенный до этого уплотнитель из резины будет выполнять роль штапика, обеспечивающего фиксацию листа стекла.
- Для полноценной фиксации материала рекомендуется воспользоваться самоклеющейся резиновой лентой.
- Остекление торцов является самой сложной работой, так как имеются косые элементы, существенно осложняющие работу.
- После того как все работы будут завершены, стоит проверить надежность креплений.


Если все элементы зафиксированы на теплице из алюминия качественно, то каркас полностью готов и можно приступать к внутреннему обустройству.
Совет! Если бюджет позволяет, то для остекления можно использовать закаленное стекло либо триплекс.
Как монтировать алюминиевую теплицу: видео
Выбираем место и устраиваем основание
Место под будущую теплицу должно хорошо освещаться солнцем, иметь ровный рельеф и находиться на удалении от других сооружений, как минимум на 1,8 м, иначе будут трудности с монтажом. Если теплица длинная, ее располагают с запада на восток, а форточки для проветривания выполняют в южном скате крыши.
Хотя теплица не такое уж массивное строение, а алюминий не подвержен коррозии, без фундамента не обойтись и делать его нужно по всем правилам. Он повышает жесткость конструкции, разгружает ее от ветровых нагрузок, предотвращает появление налета белого цвета на алюминиевом профиле в месте контакта его с грунтом.
Он повышает жесткость конструкции, разгружает ее от ветровых нагрузок, предотвращает появление налета белого цвета на алюминиевом профиле в месте контакта его с грунтом.
Место для строительства теплицы выбирайте так, чтобы на строение не падала тень
Наиболее надежный вариант — фундамент ленточного типа. Чтобы его обустроить, нужна траншея по глубине равная уровню промерзания почвы. На дно ее укладываем то, что более доступно — щебень-клинец или песок, утрамбованная подушка должна иметь толщину около 10 см. Перед заливкой бетона устанавливаем опалубку, закладываем арматуру. Когда залитый бетон, начнет схватываться, вставляем металлические элементы – болты анкерные, скобы или что-то другое для крепежа каркаса к основанию.
Уменьшить затраты на устройство фундамента можно путем монтажа стоек, для чего:
- Выкапываем ямы по периметру будущего домика на расстоянии друг от друга в 1 м, устраиваем подушку из песка и щебня, устанавливаем опалубку. Здесь доски вполне заменит рубероид.
- В яму опускаем алюминиевые стойки, а вокруг них располагаем вертикально по 3 куска круглой арматуры и привариваем к ним горизонтальный прут для обеспечения жесткой фиксации.
- Следующий шаг – заливка бетона.
 Здесь доски вполне заменит рубероид.
Здесь доски вполне заменит рубероид.Возведение каркаса для теплицы
Еще более дешевый вариант – фундамент деревянный. Других достоинств, кроме как низкая цена, у него нет, а недостаток существенный – стоящая на таком основании дорогая алюминиевая теплица, все равно, что «колосс на глиняных ногах».
Тепличный каркас, смонтированный из алюминиевых труб, характеризуются множеством очевидных преимуществ, главными из которых считаются:
- Его легко сделать самостоятельно в домашних условиях, а затем надежно установить практически в любом предварительно выбранном месте приусадебного участка;
- Каждый из этапов монтажа заметно облегчен за счет небольшого веса труб, изготовленных из данного материала;
- Эта разновидность профиля можно отнести к группе эргономичных сооружений, которые вполне способны выдерживать большие внешние нагрузки, а также повышенную температуру воздуха, достаточно высокую влажность и сильные морозы в течение длительного промежутка времени;
- Благодаря каркасу из алюминия в качестве покрытия сооружения можно использовать как легкий листовой поликарбонат, так и более тяжелые листы обычного стекла;
- Теплица стеклянная алюминиевая отлично подходит для использования в качестве зимнего сада, потому что алюминиевые трубы отличаются повышенной устойчивостью к ржавчине, а стеклянные листы способны хорошо удерживать тепло внутри сооружения и обеспечивают отличную освещенность помещения.

Благодаря хорошему качеству, а также эксплуатационным характеристикам данного металла, теплица под стекло алюминиевая может использоваться на протяжении нескольких десятков лет подряд. При этом они не теряют своей первоначальной формы и сохраняют эстетичный внешний вид.
Сборка ферм для монтажа крыши
Для начала немного о качестве материалов. Профиль и направляющие обязательно должны быть перегородочными, а не стеновыми и уж тем более не потолочными. Нельзя покупать для теплицы дешевый мягкий материал. Металл будет работать в условиях агрессивной внешней среды: влаги, ветра, перепадов температур. Поэтому очень важны его антикоррозийные свойства. Кроме того, каркас должен быть устойчивым и прочным, а это также во многом зависит от качества материала.
Профиль для гипсокартона
Начинал строительство я со сборки конструкций для крыши. Чтобы отходов от профиля оставалось как можно меньше, я решил строить по длине профиля (она составляет 3 м). Поэтому ширина моей теплицы 3 м, а длина – 6. Крыша состоит из 4 треугольников, основание которых равно 3 м, высота – 0,6 м. Длина боковых сторон – 1,615 м. Подготавливая профиль для боковых сторон, нужно сделать десятисантиметровые припуски с обоих концов заготовки для крепления к основанию.
Крыша состоит из 4 треугольников, основание которых равно 3 м, высота – 0,6 м. Длина боковых сторон – 1,615 м. Подготавливая профиль для боковых сторон, нужно сделать десятисантиметровые припуски с обоих концов заготовки для крепления к основанию.
Обе боковые стороны треугольника делаются из одного профиля. Для этого полочки его с обеих сторон надрезаются до основания профиля и сгибаются под нужным углом. Наращиваем недостающие хвосты или подрезаем под размер основание. Получается верхняя часть, которую прикручиваем к другому целому профилю (основанию треугольника) так, чтобы верхушка треугольника приходилась на середину основания. От верхушки к основанию прикручиваем профиль длиной 60 см. Он придаст конструкции жесткость.
Постройка теплицы – выбор места и планирование грядок
Для теплицы из стекла и алюминия нужно выбрать правильное место, где овощам, ягодами, цветам и рассаде будут обеспечены наилучшие условия для роста. Самое главное условие – отсутствие объектов, мешающих попаданию солнечного света на с/х культуры внутри. То есть, теплицу не должны с южной или восточной стороны затенять деревья, высокие кустарники, дома и заборы – располагайте ее от них на достаточном расстоянии (обычно это 3-5 м).
То есть, теплицу не должны с южной или восточной стороны затенять деревья, высокие кустарники, дома и заборы – располагайте ее от них на достаточном расстоянии (обычно это 3-5 м).
Кроме того, постройка не должна сильно продуваться – тепло из нее будет уходить слишком быстро. Также при наличии сквозняков повышается риск появления у растений различных заболеваний. Потому не размещайте теплицы между двумя высокими домами, а также позаботьтесь, чтобы ее с северной стороны прикрывал забор или ряд деревьев, но на некотором отдалении.
Также не забудьте изучить почву, на которой будет ставиться постройка – достаточно ли она твердая? Если земля подвержена пучениям и прочим подвижкам, то потребуется более глубокий фундамент — возможно, с применением металлических или бетонных свай.
Выбрав подходящий участок, приступите к составлению первоначальной схемы, которая будет также включать в себя планирование грядок внутри её. В этом деле вам поможет размещенная ниже таблица.
Таблица.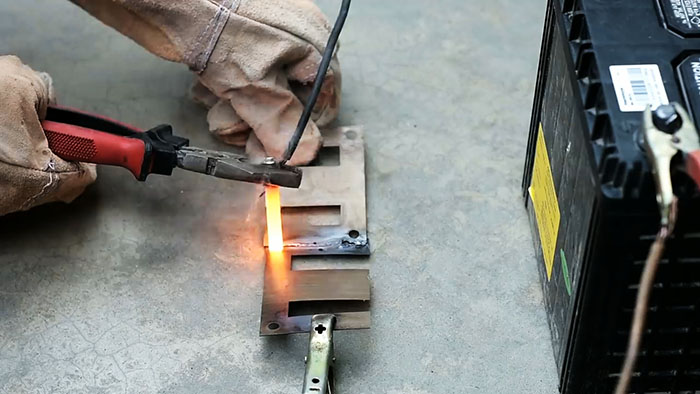 Основные схемы планировки грядок в теплице.
Основные схемы планировки грядок в теплице.
| Название и фото | Описание |
Подогрев растений и их корневой системы в теплице можно обеспечить не только с помощью системы «теплый пол» или вентиляторов, но и естественным путем – созданием компостных грядок. В большинстве случаев они представляют собой коробы из дерева, шифера или кирпича. Внутри они последовательно заполнены несколькими слоями органического материала, от более крупного к мелкому, а сверху все присыпано плодородной почвой. Со временем в такой грядке запускается механизм гниения, а результат реакции – выделение тепла, подогревающего корни растений. Кроме того, разлагающаяся органика подпитывает высаженные сельскохозяйственные культуры полезными веществами.
Солнечный вегетарий Иванова
Солнечный вегетарий – изобретение учителя физики А. В. Иванова, реализовавшего идею максимального использования солнечной энергии в теплице. Конструкция позволяет поддерживать температуру, влажность и состав воздуха без сложных и дорогостоящих систем.
Видео описание
Про фундамент из бруса для парников – в следующем видеоролике:
Теплицы с алюминиевого профиля под поликарбонат (видео)
- Строительство такого вида теплиц имеет свои неоспоримые преимущества:
- небольшая масса несущих конструкций;
- устойчивость к действию природной среды — не гниют, не окисляются, не ржавеют;
- практичность — не нужно окрашивать или обрабатывать средствами от вредителей и противопожарными составами;
- долговечность — материалы способны служить много лет;
- прочность — алюминий является очень прочным материалом;
- лёгкость работы — простота обработки (резка, гибка, ковка) алюминия делает его отличным конструкционным металлом;
- эстетичность — искусно построенная теплица выглядит красиво и органично.
Важно!Все минусы несложно исправить — фундамент украсит сооружение и придаст ему солидности, разбитые стёкла меняются на новые, а в жару помещение проветривается или вентилируется.
- Недостатки такого типа строений тоже имеются:
- при лёгкости несущих конструкций, масса остекления вынуждает готовить под здание фундамент;
- стекло, в отличие от поликарбоната, плохо противостоит граду или ураганному ветру;
- высокая температура в помещении в жаркие дни.
Как сварить алюминий в домашних условиях
Содержание
- Как правильно варить алюминий в домашних условиях
- Особенности сварки алюминия и его сплавов
- Способы сварки алюминия
- Подготовка поверхностей к сварке
- Технология сварки алюминия
- Полезные советы
- Сварка алюминия — способы и технологии
- Низкая свариваемость алюминия – в чем дело?
- Способы сварки алюминия
- Сварка алюминия в домашних условиях инвертором
- Сваривание алюминия при помощи флюсов
- Заключение по теме
- Сварка алюминия в домашних условиях
- Преимущества
- Недостатки
- Как сварить детали из алюминия дома
- Сварка алюминия на производстве и дома
- Подготовка алюминия к сварке
- Аргоновая сварка алюминия
- Сварка без аргона
- Полезные советы
- Сварка алюминия — способы и технологии
- Низкая свариваемость алюминия – в чем дело?
- Способы сварки алюминия
- Сварка алюминия в домашних условиях инвертором
- Сваривание алюминия при помощи флюсов
- Заключение по теме
Как правильно варить алюминий в домашних условиях
У этого металла внушительный список достоинств, но из-за его особенностей сварка алюминия связана с трудностями. Основной проблемой при самостоятельном ремонте деталей из алюминия является сложность создания условий аналогичных заводским. Однако и упрощенные технологии обеспечивают приемлемые результаты.
Основной проблемой при самостоятельном ремонте деталей из алюминия является сложность создания условий аналогичных заводским. Однако и упрощенные технологии обеспечивают приемлемые результаты.
Особенности сварки алюминия и его сплавов
Трудности сварки алюминиевых сплавов и чистого металла связаны с его свойствами:
- Температура плавления окисной пленки, покрывающей поверхность этого материала, 2044⁰C, а металла — 660⁰C.
- Поверхность капель, образующихся при плавлении алюминия, мгновенно окисляется, что препятствует созданию монолитного шва. Поэтому сварочную ванну приходится ограждать от контакта с воздухом.
- Из-за высокой текучести металла в расплавленном виде контроль над сварочной ванной затруднен. Проблема решается подкладкой под заготовки железных пластин для отвода тепла.
- В алюминии содержится водород, который при остывании шва выходит наружу, образуя поры и трещины. В сплавы входит кремний, способствующий растрескиванию во время охлаждения соединения.
- У алюминия высокий коэффициент температурного расширения, поэтому усадка при остывании приводит к деформации заготовок.
- Из-за высокой теплопроводности сварку приходится вести током в 1,5 — 2 раза большим, чем при работе со сталью.
- При сварке алюминия своими руками не всегда удается определить марку сплава, поэтому настройка оптимального режима сварки затруднена.

Способы сварки алюминия
Выбор метода, которым можно сварить алюминий дома, определяется имеющимся оборудованием. Разработано несколько способов, но популярными стали только три.
Вольфрамовым электродом
Этим способом сваривают алюминий, когда к прочности шва предъявляются жесткие требования. Он создается за счет плавления присадочной проволоки диаметром 1,6 — 4 мм дугой, создаваемой неплавящимся электродом из вольфрама. Для защиты от окисления к месту сварки подается аргон или гелий.
Работа выполняется на переменном токе. Если работа проводится в помещении, расход газа настраивают в пределах 5 — 8 л/мин, на улице больше. Диаметр электрода и сила тока в зависимости от толщины деталей определяются по таблице:
Диаметр электрода и сила тока в зависимости от толщины деталей определяются по таблице:
При выполнении сварки следует учитывать нюансы метода:
- длину дуги поддерживают на уровне 2,5 мм;
- электрод устанавливается под углом 80⁰ к стыку;
- проволока подается под углом 90⁰ к электроду;
- горелку с электродом перемещают следом за проволокой без поперечных движений;
- для равномерного заполнения стыка проволоку подают короткими отрезками;
- на конце электрода должен образоваться шарик правильной формы, если нет — нужно увеличить ток;
- газ подают за 4 — 5 секунд до сварки изделий, после завершения перекрывают спустя 6 — 7 сек.
Плавящимся электродом
Сваркой электродами с покрытием соединяются заготовки толщиной от 4 мм, если нет высоких требований к качеству и прочности. Процесс сопровождается бурным разбрызгиванием плавящегося металла. Шов получается рыхлым, поскольку в нем остаются поры. Шлак, способствующий развитию коррозии, удаляется с трудом. Несмотря на недостатки эта технология очень популярна, поскольку выполняется без дорогостоящего оборудования и расходных материалов.
Шов получается рыхлым, поскольку в нем остаются поры. Шлак, способствующий развитию коррозии, удаляется с трудом. Несмотря на недостатки эта технология очень популярна, поскольку выполняется без дорогостоящего оборудования и расходных материалов.
Электродами, обмазка которых при испарении создает защитную среду, проводится сварка алюминия и его сплавов большинства марок. Лучшими признаны марки УАНА и ОЗАНА. Перед применением их рекомендуется прокаливать. Если специальных электродов нет, вместо них можно использовать алюминиевые жилы кабелей. Их обмазывают смесью порошкового мела с жидким стеклом, чтобы получился слой 1,5 — 2 мм с последующей просушкой.
Сварка проводится постоянным током с обратной полярностью. Лучше пользоваться инвертором, но подойдет и самодельный аппарат. Сила тока выбирается исходя из того, что на 1 мм толщины деталей должно приходиться 25 — 30 А. Для улучшения проплавки края заготовок в зависимости от толщины нагреваются до температуры 300 — 400⁰C. После завершения работы месту соединения дают медленно остыть, чтобы уменьшить риск растрескивания и деформации.
Из-за низкой температуры плавления алюминиевые электроды сгорают быстрей, чем стальные аналоги, поэтому сварка выполняется быстрей. Их ведут вдоль стыка без поперечных колебаний, стараясь заварить шов без остановок. Прерывание дуги приводит к образованию на кончике электрода и в ванне пленки из шлака, которая затруднит повторный розжиг.
Сразу после завершения со шва оббивают шлак. Для удаления мелких крошек соединение промывают водой и чистят жесткой щеткой. Для полной уверенности в отсутствии частичек шлака дополнительно проходятся щеткой со стальной щетиной.
Полуавтоматом
Качественная сварка алюминия и его сплавов с созданием монолитных красивых швов выполняется полуавтоматами, работающими в импульсном режиме. Оксидная пленка разбивается кратковременным разрядом высокого напряжения, которое затем снижается до исходного значения. По такому же принципу происходит «вбивание» капель в зоне сварки. Однако, из-за высокой цены оборудования, оно редко используется домашними мастерами. Чаще приспосабливают обычные полуавтоматы, так как варить алюминий ими дома можно с хорошим качеством. Однако на аппарате без дополнительных опций оптимальные настройки придется подбирать экспериментальным путем.
Чаще приспосабливают обычные полуавтоматы, так как варить алюминий ими дома можно с хорошим качеством. Однако на аппарате без дополнительных опций оптимальные настройки придется подбирать экспериментальным путем.
Работая по этой технологии, следует учитывать ее особенности:
- Работа проводится на постоянном токе с обратной полярностью. Величину тока можно выставлять по таблице для вольфрамового электрода с последующей корректировкой.
- У мягкой алюминиевой проволоки есть склонность к образованию петель. Для устранения этого недостатка ее подают механизмом с четырьмя роликами через укороченный рукав с тефлоновым вкладышем.
- Из-за высокого температурного расширения алюминия проволока может застревать в отверстии наконечника. Проблема решается заменой на другой с большим диаметром или с маркировкой «Al».
- Из-за быстрого сгорания скорость подачи алюминиевой проволоки устанавливается больше чем при работе со стальной. Иначе она начнет плавиться внутри наконечника, выводя его из строя.

Подготовка поверхностей к сварке
Под правильным свариванием алюминия подразумевается не только настройка параметров процесса, но и предварительная обработка заготовок:
- Место соединения на расстоянии 2 — 3 см от стыка очищают от грязи и обезжиривают любым растворителем.
- При сварке деталей толщиной больше 4 мм неплавящимися электродами с кромок снимают фаски под углом 45 — 65⁰. У листов толщиной до 1,5 мм делают отбортовку торцов. У заготовок, соединяемых плавящимися электродами с покрытием, кромки разделывают, если толщина больше 20 мм.
- Прежде чем сваривать алюминий, с поверхностей возле стыка напильником или металлической щеткой удаляется оксидная пленка. Обработка проводится без надавливания, чтобы в царапинах не остались ее частички.
Технология сварки алюминия
Этапы сварки алюминия в домашних условиях одинаковы для всех способов:
- заготовки предварительно нагревают до 150⁰C;
- на аппарате выставляются настройки выбранного режима;
- зажигают дугу контактным или бесконтактным методом;
- наплавляют сварочную ванну до появления на поверхности зеркального пятна;
- затем подают присадочную проволоку, если это предусмотрено технологией, и начинают перемещать электрод вдоль стыка.

Полезные советы
Повысить качественные показатели сварки алюминия в домашних условиях помогут рекомендации специалистов:
- разделывая кромки, следует учитывать, что при уменьшении угла фасок увеличивается ширина шва;
- при соединении деталей толщиной больше 7 мм между ними нужно оставить зазор 2 мм;
- чтобы шов получился ровным по ширине, детали сначала прихватывают с обеих сторон;
- перед завариванием трещину расширяют и углубляют, так как варить алюминий без ее заполнения бесполезно;
- толстостенные детали сваривают в несколько проходов до заполнения стыка, удаляя шлак с каждого шва.
Узнав как сваривать алюминий в домашних условиях можно переходить к практике. Однако, чтобы не стать жертвой несчастного случая, прежде нужно запастись одеждой и перчатками из огнеупорного материала. Для работы дома лучше приобрести аппарат с возможностью проведения ручной и аргонодуговой сварки.
Сварка алюминия — способы и технологии
Алюминий обладает большим списком достоинств, не зря его массово используют в самолетостроении. Но есть у него один недостаток – он трудно сваривается. Поэтому сварка алюминия и его сплавов – это удел высококвалифицированных сварщиков.
Низкая свариваемость алюминия – в чем дело?
Низкий показатель свариваемости алюминиевых сплавов обуславливается целым рядом их качеств.
- Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С.
- Высокая текучесть расплавленного металла затрудняет контролировать сварочную ванну, для чего приходится устанавливать специальные подкладки теплоотводящего типа.
- При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
- Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания.
- Теплопроводность алюминиевых сплавов выше, чем у стали, поэтому для их сварки применяется ток, который по силе выше, чем ток для сварки стальных конструкций. Разница где-то в два раза.
- Если говорить о сварке алюминия своими руками в домашней мастерской, то вероятнее всего чистый алюминий вам не попадется. Скорее всего, это будет сплав неизвестной марки (дюраль и другие), к которому при сваривании придется настроить сварочный режим и подобрать дополнительные материалы.

Способы сварки алюминия
Существует много способов сварки алюминиевых сплавов, где используются различные виды аппаратов и сварочных материалов. Основных же три:
- При помощи вольфрамового электрода с инертными газами.
- При помощи полуавтоматов в среде инертных газов.
- С помощью плавящихся электродов без газов.
Последний вариант можно назвать, как технология сварки алюминия без аргона.
Внимание! В процессе сварки алюминия или его сплавов важно разрушить оксидный слой, который расположен на поверхности металла. Поэтому в данном процессе используют или переменный, или постоянный ток обратной полярности.
Поэтому в данном процессе используют или переменный, или постоянный ток обратной полярности.
Как правильно варить алюминий
Все начинается с подготовки деталей, а точнее, соединяемых кромок. Основная цель – очистить их от загрязнений. Поэтому кромки алюминиевых заготовок сначала очищаются химическими составами, после высыхания производится обезжиривание, для этого можно использовать любой растворитель: ацетон, уайт-спирит, авиационный бензин и прочие жидкости.
Если планируется сваривать толстые алюминиевые заготовки (больше 4 мм), то их кромки необходимо разделать. Вариантов разделки несколько, к примеру, создания конусных кромок. И последняя операция в процессе подготовки – это очищение кромок от оксидной пленки. Для этого можно использовать напильник или крупнозернистую наждачную бумагу. Как видите, подготовка алюминия к сварке – процесс совсем простой.
Технология сварки алюминия штучными покрытыми электродами
Сварка алюминия электродом (покрытым) имеет свой код обозначения по режиму сварки – MMA. Ее используют для соединения металлов толщиною не менее 4 мм, и когда производится сборка неответственных конструкций. Данная технология является низкокачественной, потому что в процессе сварки алюминия и его сплавов внутри шва остаются поры, что снижает его прочность. Во время самого процесса происходит разбрызгивание металла, плохо отделяются шарики застывшего шлака, которые увеличивают коррозию.
Ее используют для соединения металлов толщиною не менее 4 мм, и когда производится сборка неответственных конструкций. Данная технология является низкокачественной, потому что в процессе сварки алюминия и его сплавов внутри шва остаются поры, что снижает его прочность. Во время самого процесса происходит разбрызгивание металла, плохо отделяются шарики застывшего шлака, которые увеличивают коррозию.
Особенности сварки алюминия покрытыми электродами:
- Варить можно только постоянным током с обратной полярностью.
- Сила тока рассчитывается из соотношения: на 1 мм толщины заготовок используется ток силой 25-30 ампер.
- Для образования качественного шва необходимо кромки двух свариваемых деталей нагревать до 300С, если толщина заготовок имеет среднюю величину. И до 400С при толстых заготовках.
- Подогрев и медленное остывание – обязательное правило, которое необходимо соблюдать, чтобы получить шов высокого качества.
- Сварку алюминия нужно выполнять непрерывно в плане использования одного электрода. Все дело в том, что при обрыве электрической дуги на ванне и на электроде образуется шлаковая пленка, которая перекрывает прохождение электрического тока, то есть, это препятствие повторному розжигу дуги.
- После окончания процесса шов нужно очистить от шлака, который станет причиной образования зон коррозии.
- Чистить можно горячей водой с последующей обработкой металлической щеткой.
 Все дело в том, что при обрыве электрической дуги на ванне и на электроде образуется шлаковая пленка, которая перекрывает прохождение электрического тока, то есть, это препятствие повторному розжигу дуги.
Все дело в том, что при обрыве электрической дуги на ванне и на электроде образуется шлаковая пленка, которая перекрывает прохождение электрического тока, то есть, это препятствие повторному розжигу дуги.Как сварить алюминий вольфрамовыми электродами в инертном газе
Это самый распространенный вариант, и его используют тогда, когда к прочности алюминиевых конструкций предъявляется жесткое требование. Для этого используется присадочная проволока диаметром 1,6-4 мм и сам вольфрамовый электрод диаметром 1,6-5 мм. А также защитный газ: аргон или гелий.
Электропитание сварочного процесса производится от источника переменного тока. Все параметры технологической операции зависят именно от выбранного оборудования. То есть, сначала определяются режимы сварки, после чего подбираются диаметры электрода и проволоки, скорость подачи аргона, сила тока и так далее.
Есть и свои особенности сварки алюминия по этой технологии:
- Длина дуги не должна быть больше 2,5 мм.
- Угол между плоскостью сварки и вольфрамовым электродом должна быть в пределах 80°.
- Между проволокой и электродом угол должен быть прямым.
- Сначала по шву движется присадочная проволока, а вслед за ней горелка с электродом.
- Никаких поперечных движений, только продольные, что обеспечит ровность сварного шва.
- Проволока подается в зону сварки возвратно-поступательными движениями. Это позволит равномерно заполнить ванну.
- Алюминиевые заготовки нужно обязательно укладывать поверх листа железа, который в этом случае будет отводить тепло от зоны сварки.
- Аргоновый газовый поток начинает подаваться до начала сварочного процесса за 4-5 секунд, а при окончании сварки выключается после через 6-7 секунд.
Как варить алюминий полуавтоматами
Это идеальный вариант, где используется аппарат для сварки алюминия. Он импульсного действия. То есть, в зону сварки подается импульс высокого напряжения, который быстро разбивает оксидный слой. После чего напряжение падает до базового уровня. Но на сегодняшний день эти аппараты очень дороги. Поэтому сварщики стали приспосабливать под данную технологию полуавтоматы, в которых даже отсутствует режим сваривания алюминия и его сплавов.
Он импульсного действия. То есть, в зону сварки подается импульс высокого напряжения, который быстро разбивает оксидный слой. После чего напряжение падает до базового уровня. Но на сегодняшний день эти аппараты очень дороги. Поэтому сварщики стали приспосабливать под данную технологию полуавтоматы, в которых даже отсутствует режим сваривания алюминия и его сплавов.
По сути, технология сварки алюминия точно такая же, как и стали. Только вместо стальной проволоки используется алюминиевая. Есть и другие особенности.
- Алюминиевая проволока плавится в несколько раз быстрее стальной, поэтому необходимо увеличить скорость ее подачи в зону сваривания.
- При нагревании алюминиевая проволока расширяется больше, чем стальная, поэтому рекомендуется приобретать специальный наконечник, обозначаемый буквами «Al».
- Так как алюминиевая проволока мягче стальной, то в процессе подачи ее в зону сваривания могут образовываться петли и скрутки, поэтому рекомендуется использовать для ее подачи механизм с четырьмя роликами.

Сварка алюминия в домашних условиях инвертором
Сварка дюралюминия (алюминиевый сплав) или самого алюминия может проводиться инвертором. Для процесса необходимо правильно подобрать электрод и ток. Что касается электродов, то лучше использовать марки ОЗАНА, ОЗА или ОЗР. Установка (настройка) тока должна учитывать высокие плавящиеся свойства металла. Для чего нет необходимости выставлять ток большой величины.
Внимание! Перед началом сварочного процесса рекомендуется электроды прокалить, для чего используется специальная печь. Она так и называется – печь для прокалки электродов.
Сам процесс сварки ничем не отличается от сваривания стальных конструкций. И если перед вами стоит вопрос, можно ли варить алюминий в домашних условиях, то смело отвечайте, что можно.
Сваривание алюминия при помощи флюсов
Флюсы для сварки алюминия используются давно. Они представлены широким модельным рядом, где есть материалы для разных алюминиевых сплавов. Основное их назначение – разрушение оксидной пленки. При нагреве нанесенный флюс растворяется и разрушает окисел, и тут же производится соединение двух элементов.
При нагреве нанесенный флюс растворяется и разрушает окисел, и тут же производится соединение двух элементов.
Производители предлагают флюсы, которые используются только в газовой сварке алюминия, или только в дуговой. В последнем случае используются графитовые электроды или угольные.
Заключение по теме
Как видите, заварить алюминиевые заготовки можно разными способами, в которых используется разное оборудование для сварки. Но во всех случаях нужно свариваемый металл тщательно подготовить, и обязательно проводится настройка аппарата для сварки. Посмотрите видеоурок – как сваривать алюминий. Кстати, видео уроки дают возможность воочию увидеть, что собой представляет сваренный металл в конечном виде.
Сварка алюминия в домашних условиях
Необходимость в создании соединения сложно свариваемых металлов может возникнуть не только на производстве, но и в частной сфере. Сварка алюминия в домашних условиях проводится часто, несмотря на все свои сложности, так как сам металл активно используется в промышленности и многие изделия выполняются именно из него. Таким образом, при ремонте мастерам приходится часто с ним сталкиваться. Главной сложностью этого процесса является то, что дома очень сложно создать все необходимые условия, чтобы процесс происходил также, как и на предприятии. Соответственно, качество соединения может пострадать.
Таким образом, при ремонте мастерам приходится часто с ним сталкиваться. Главной сложностью этого процесса является то, что дома очень сложно создать все необходимые условия, чтобы процесс происходил также, как и на предприятии. Соответственно, качество соединения может пострадать.
Примитивная сварка алюминия
В основном, здесь используется более простое оборудование, так как сварочный инвертор, который применяется для аргонодуговой сварки, вместе с баллонами самого аргона, будет иметь достаточно высокую стоимость, как для частных лиц. Тем не менее, проблемы свариваемости алюминия никуда не деваются, поэтому, нужно все также бороться с напряжением металл, подбирать средства для разрушения оксидной пленки. Одной из основных проблем становится высокая жидкотекучесть металла в расплавленном состоянии, что усложняет сваривание в различных положениях, особенно, в потолочном.
Аргонно-дуговая сварка алюминия в домашних условиях
Преимущества
- Сварка алюминия в домашних условиях оказывается более дешевым процессом, особенно если есть соответствующее оборудование, так как не приходится обращаться к другим специалистам;
- Результат работы можно получить сразу, а также проверить его, а не ждать получения из мастерской;
- Легче использовать подручные материалы;
- Нет высоких требований к контролю качества, так как применение полученных изделий, как правило, не имеет большой ответственности.

Недостатки
- Сварка алюминия в домашних условиях обеспечивает более низкий уровень качества соединения;
- Порой сложно подобрать подходящие расходные материалы, особенно, если речь идет о редких случаях использования;
- Сложно использовать современные технологии, так как в домашних условиях зачастую нет подходящих вещей, которые применяются на передовых предприятиях;
- Сложнее соблюдать технику безопасности, особенно, при работе с газом;
- Сварочные электроды могут храниться в недостаточно надежных условиях, из-за чего они могут отсыреть и испортиться;
- Отсутствуют точные методы контроля полученного сварного шва, что очень важно перед применением изделия.
Возможные способы сварки алюминия дома
В домашних условиях может осуществляться не только примитивная сварка алюминия при помощи плавкого электрода, но и другие разновидности, в зависимости от оборудования, которое используется. Выделяют следующие способы сварки:
- Сварка алюминия электродом в домашних условиях. Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия. Здесь не нужно особого опыта работы мастера, но требуется учитывать низкую вязкость металла, что усложняет работу новичков и делает шов не таким ровным и монолитным, как при сварке стали.
 Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия. Здесь не нужно особого опыта работы мастера, но требуется учитывать низкую вязкость металла, что усложняет работу новичков и делает шов не таким ровным и монолитным, как при сварке стали.
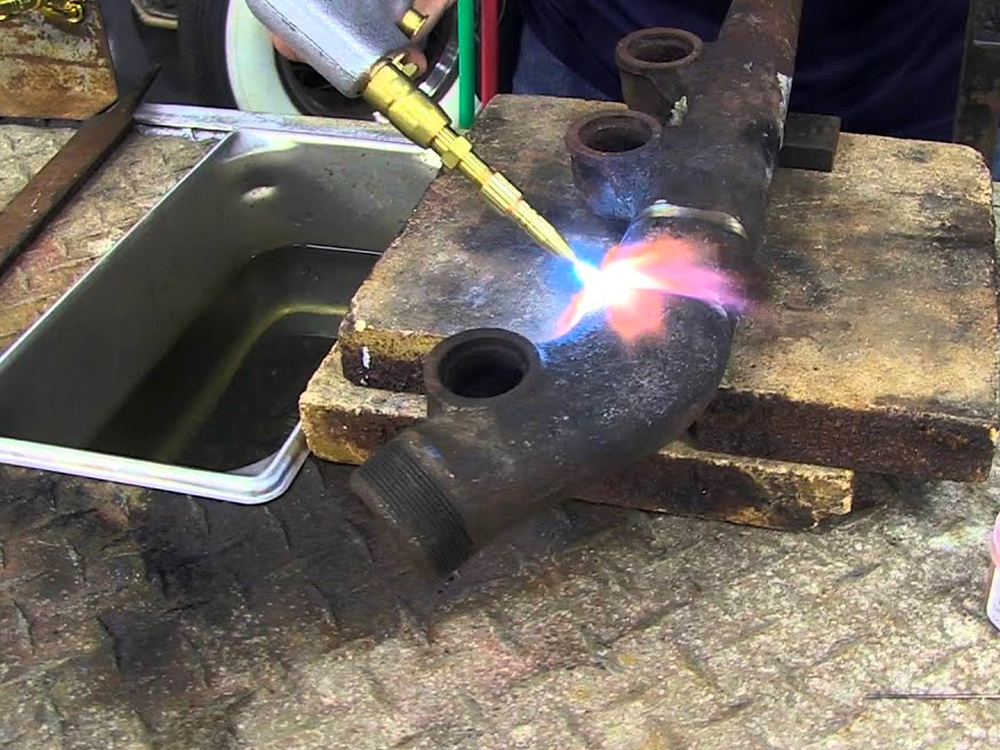
Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия. Здесь не нужно особого опыта работы мастера, но требуется учитывать низкую вязкость металла, что усложняет работу новичков и делает шов не таким ровным и монолитным, как при сварке стали.- Сварка алюминия в домашних условиях газовой горелкой. Здесь в качестве основной температурной силы, расплавляющей металл, используется газ. Это снижает скорость сварки в три раза и делает процесс более простым. Тут применяется сварочная проволока, на которой нет покрытия, что позволяет избавиться от проблем с просушкой электродов. Газ является более надежной защитой, чем обмазка электродов.
- Аргонодуговая сварка. Это один из лучших вариантов, так как само сваривание происходит под воздействием дуги, а в качестве защиты применяется инертный газ аргон. Тут используется неплавкий электрод и присадочная проволока, что обеспечивает высокое качество соединение. Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса.
 Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса.
Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса.Материалы и инструмент
Сварка деталей из алюминия требует специальной технической подготовки, которая зависит от выбранного способа. Но даже самые простые варианты требуют особой средств, которые помогут сделать все как можно более качественно и надежно. Среди них выделяются такие вещи как:
- Сварочный аппарат, который становится главным источником питания, обеспечивающим подачу тока нужных параметров для конкретного вида сварки;
- Электроды (или присадочная проволока, если используется процесс сваривания при помощи газа) – этот материал должен максимально соответствовать тому, с чем он будет свариваться;
- Газовые баллоны со шлангами, что используется для соединения металла газом, но такой вариант для домашних условий не часто используется;
- Заземление для всех использующихся электрических аппаратов;
- Рабочая одежда и сварочная маска.

Пошаговая инструкция
Когда идет сварка лодки из алюминия, или других важных вещей, то следует правильно соблюдать режимы, чтобы добиться желаемого результата. Стоит выделить следующие шаги:
- Подготовка металла. Она может включать в себя разделку кромок, что необходимо при толщине металла от 4 мм, так как алюминий обладает низкой глубиной проварки, поэтому, нужно уменьшить толщину за счет скоса кромок. Также требуется механически зачистить поверхность наждачной бумагой или металлической щеткой, чтобы убрать жиры, масла, различные налеты и пленки;
- Затем следует аккуратно распределить флюс (если речь идет о газовой сварке), чтобы улучшить свойства сваривания металла;
- После этого требуется подогреть металл (снова при газовой сварке), чтобы избежать температурной деформации и способствовать предварительному расплавлению флюса;
Нагрев алюминия для сварки
- Далее можно уже приступать к самому свариванию, разжигая пламя или дугу и образуя валик шва в сварочной ванной идти по всей длине кромок;
Сварка алюминия горелкой в домашних условиях
- После окончания работ нужно дать остыть металлу и проверить качество соединения доступными методами.

Когда осуществляется TIG сварка алюминия, то требуется использовать только переменный ток, так как качества соединения с ним становится выше.»
Как сварить детали из алюминия дома
Алюминий имеет множество положительных свойств, благодаря которым без него не обходится ни авиастроение, ни изготовление электротехники, ни строительство. Дома тоже часто необходимо осуществлять операции с алюминием: например, изготовить алюминиевый бак для воды, соединить алюминиевые детали между собой, отремонтировать металлический корпус какой-либо техники, заварить трубу и т.д. Этот металл довольно легкий, хорошо воспламеняется, имеет высокую степень электро- и теплопроводности. Вместе с тем варить алюминий в домашних условиях – сложное занятие, требующее подготовки. Из этой статьи вы узнаете, как приварить алюминий к алюминию дома и получить в итоге прочное, качественное соединение.
Сварка алюминия на производстве и дома
В промышленности алюминий сваривают при помощи аргона. Мощная струя защитного газа не позволяет металлу окисляться во время сварки и защищает шов от образования пор. Варить алюминий в домашних условиях проблематично: не каждый начинающий сварщик обладает опытом аргоновой сварки. Вы можете столкнуться со следующими проблемами:
Мощная струя защитного газа не позволяет металлу окисляться во время сварки и защищает шов от образования пор. Варить алюминий в домашних условиях проблематично: не каждый начинающий сварщик обладает опытом аргоновой сварки. Вы можете столкнуться со следующими проблемами:
- Прожог материала. Собираясь сварить алюминий инвертором, помните, что металл покрыт тугоплавкой оксидной пленкой. Чтобы ее разрушить, понадобится повысить температуру до 1400 -1450 градусов по Цельсию. Довольно сложно при этом будет не прожечь саму алюминиевую деталь, ведь температура ее плавления гораздо ниже – 660 градусов по Цельсию.
- Дефекты сварного шва: поры, кристаллизационные трещины. Их возникновение обусловлено наличием в составе алюминия таких элементов, как кремний и водород. При неправильно подобранной технологии бракованный шов можно будет визуально отличить от качественного, как только металл застынет.
- Растекание металла из сварочной ванны. Так как материал очень текуч, то варить алюминий инвертором нужно при помощи теплоотводящих подкладок.
- Возникновение характерного кратера на шве, который образуется в алюминии по завершению работы. Его ликвидация требует особых навыков.
- Деформация сваренных поверхностей при застывании. Это происходит из-за усадки материала. Наименьшая вероятность видоизменения деталей гарантирована, если сваривать по алюминию лазером.

Подготовка алюминия к сварке
Перед тем как сваривать алюминий, деталь тщательно очищают металлической щеткой от загрязнений, следов лака и старой краски. Затем поверхности обезжиривают растворителем. Чтобы удостовериться в целостности металла, его обрабатывают проникающим раствором.
Оксидную пленку с поверхности стравливают нагретым до 60-70 градусов по Цельсию 5-% раствором щелочи. Как правило, достаточно пары минут, после чего детали омываются горячей и холодной водой. Затем их стоит на 6-7 минут поместить в 20-% раствор азотной кислоты, также нагретый до 60-70 градусов. Смывание происходит сначала холодной, затем горячей водой, после чего деталь сушится. Поверхности следует сварить не позже, чем через 2-3 часа после очистки. Если планируется сварка обычным, плавящимся, электродом по алюминию, то электрод должен быть обработан по выше описанной схеме.
Поверхности следует сварить не позже, чем через 2-3 часа после очистки. Если планируется сварка обычным, плавящимся, электродом по алюминию, то электрод должен быть обработан по выше описанной схеме.
Разделка кромок зависит от того, какими материалами будет проводиться сварка. При использовании покрытых электродов торцы отбортовывают, если они не толще 1,5 мм, и разделывают, если они толще 20 мм. Если будут применяться иные электроды, то разделка кромок необходима при толщине деталей больше 4 мм.
При шовном методе металлические поверхность должны быть плотно пригнаны одна к другой. Кроме того, их толщина не должна превышать 4 мм. Точечный способ предполагает, что толщина деталей будет находиться в диапазоне 0, 04 – 6 мм при максимальном зазоре в 0,3 мм.
При правильно проведенной подготовке и грамотно выбранном режиме алюминий можно варить любым оборудованием: и сварочным инвертором, и трансформатором , и полуавтоматом . Определившись, чем сварить алюминий, примите решение, как именно будет протекать процесс: с использованием защитного газа либо же без него.
Аргоновая сварка алюминия
Сварка алюминия в домашних условиях при помощи аргона может проводиться:
Проведение работ неплавящимся электродом по алюминию наиболее целесообразно, если нужно получить потолочные и вертикальные швы или же заварить трещину. Однако сварку можно производить во всех пространственных положениях. Поскольку аргон имеет большую массу, чем воздух, то при формировании всех швов, кроме горизонтальных, этот газ можно смешать с гелием.
Чтобы рассчитать оптимальную силу тока, нужно количество миллиметров диаметра электрода умножить на 30-45. Примерно такое количество ампер понадобится для формирования прочного соединения. Если детали имеют толщину до 6 мм, то подойдут электроды с толщиной до 4 мм. Если же толщина заготовки превышает 6 мм, то вам необходимы электроды с диаметром 6 мм. При расчете количества аргона учтите, что за 1 минуту непрерывной работы будет истрачено от 6 до 16 литров газа.
При работе вольфрамовым электродом его следует вести за присадочной проволокой. Выбрав максимальную скорость, вы сможете избежать дефектов шва.
Выбрав максимальную скорость, вы сможете избежать дефектов шва.
- Присадочной проволокой. Полуавтоматическая электросварка необходима, если толщина детали – 3 мм и больше. Чтобы сварить инвертором в среде защитного газа, выберите проволоку толщиной 1,2 – 1,6 мм. Чем больше температура ее плавления будет приближена к температуре плавления детали, тем легче пройдет сварка.
Проволока при работе таким аппаратом подается в автоматическом режиме, движения же горелки нужно осуществлять вручную в направлении справа налево. Горелка должна быть оснащена тефлоновой направляющей и иметь длину не более 3 м. Расстояние от сопла до алюминиевой поверхности — примерно 10-15 мм, отклонение горелки от вертикали – 10-20 градусов. Этого достаточно для хорошего провара, и расход газа происходит вполне экономно.
Как сварить алюминий полуавтоматом, можно ознакомиться здесь .
Сварка без аргона
Многих хозяев интересует, как сварить алюминий без аргона. Для этого необходимы специальные расходники – например, электроды Nobitec 412 или пруток TBW Harasil NC12. Заранее подготовьте большое количество электродов, так как они расходуются в 3 раза быстрее, чем это происходит при сварке стальных изделий.
Заранее подготовьте большое количество электродов, так как они расходуются в 3 раза быстрее, чем это происходит при сварке стальных изделий.
Желательно предварительно прогреть алюминий до температуры 150-200 градусов по Цельсию. Сварку стоит производить короткой дугой при токе в 70-100 А. Электрод должен располагаться под углом в 90 градусов. После окончания работ окалина отбивается при помощи молотка, сварной шов зачищается щеткой.
Данный способ подойдет для тех, кто не умеет сваривать аргоном либо не имеет оборудования для газовой сварки. При этом прочность соединения будет не хуже, чем при аргоновой сварке. Несмотря на то, что специализированные электроды довольно дорогие, итоговая стоимость соединения выходит меньшей, чем при сварке аргоном.
Полезные советы
- Сварка должна производиться постоянным током на обратной полярности. Можно ли варить алюминий переменным током? Можно, при условии, что будут задействованы осциллятор и балластный реостат.
- Лучше всего алюминий варится при температуре 18 – 22 градуса по Цельсию и влажности в пределах 70%
- Поверхности нельзя зачищать при помощи наждачной бумаги и абразивов.
- Алюминиевые сплавы перед электросваркой стоит укрепить способом нагартовки. В промышленных условиях покрытие алюминия может составлять до 40% от его объема, в бытовых следует формировать гораздо более тонкий слой.
- Чтобы избежать горячих трещин, поверхности перед тем, как заварить, необходимо подогреть.
- Чтобы научиться варить без кратеров, сперва потренируйтесь на ненужных фрагментах металла. Не выключая дугу, необходимо произвести сварку в обратном направлении. Заваривая кратер, сформируйте над ним своеобразный купол, и во время остывания на этом месте не образуется трещина.
- Скорость вылета алюминиевой проволоки при использовании полуавтомата должна быть на 15-20% больше, чем у аналогов, изготовленных из черных металлов.
- Перед тем, как варить алюминий электродом, не забудьте прокалить расходный материал, поскольку он очень гигроскопичен.
- Если при сварке плавящимся электродом произошел обрыв дуги, то следующий шов должен накладываться на предыдущий примерно на 1 см. Перед тем, как продолжить работу, удалите с электрода и кратера шлаковую корку.

 Перед тем, как продолжить работу, удалите с электрода и кратера шлаковую корку.
Перед тем, как продолжить работу, удалите с электрода и кратера шлаковую корку.Сварка алюминия — способы и технологии
Алюминий обладает большим списком достоинств, не зря его массово используют в самолетостроении. Но есть у него один недостаток – он трудно сваривается. Поэтому сварка алюминия и его сплавов – это удел высококвалифицированных сварщиков.
Низкая свариваемость алюминия – в чем дело?
Низкий показатель свариваемости алюминиевых сплавов обуславливается целым рядом их качеств.
- Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С.
- Высокая текучесть расплавленного металла затрудняет контролировать сварочную ванну, для чего приходится устанавливать специальные подкладки теплоотводящего типа.
- При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
- Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания.
- Теплопроводность алюминиевых сплавов выше, чем у стали, поэтому для их сварки применяется ток, который по силе выше, чем ток для сварки стальных конструкций. Разница где-то в два раза.
- Если говорить о сварке алюминия своими руками в домашней мастерской, то вероятнее всего чистый алюминий вам не попадется. Скорее всего, это будет сплав неизвестной марки (дюраль и другие), к которому при сваривании придется настроить сварочный режим и подобрать дополнительные материалы.

Способы сварки алюминия
Существует много способов сварки алюминиевых сплавов, где используются различные виды аппаратов и сварочных материалов. Основных же три:
- При помощи вольфрамового электрода с инертными газами.
- При помощи полуавтоматов в среде инертных газов.
- С помощью плавящихся электродов без газов.

Последний вариант можно назвать, как технология сварки алюминия без аргона.
Внимание! В процессе сварки алюминия или его сплавов важно разрушить оксидный слой, который расположен на поверхности металла. Поэтому в данном процессе используют или переменный, или постоянный ток обратной полярности.
Как правильно варить алюминий
Все начинается с подготовки деталей, а точнее, соединяемых кромок. Основная цель – очистить их от загрязнений. Поэтому кромки алюминиевых заготовок сначала очищаются химическими составами, после высыхания производится обезжиривание, для этого можно использовать любой растворитель: ацетон, уайт-спирит, авиационный бензин и прочие жидкости.
Если планируется сваривать толстые алюминиевые заготовки (больше 4 мм), то их кромки необходимо разделать. Вариантов разделки несколько, к примеру, создания конусных кромок. И последняя операция в процессе подготовки – это очищение кромок от оксидной пленки. Для этого можно использовать напильник или крупнозернистую наждачную бумагу. Как видите, подготовка алюминия к сварке – процесс совсем простой.
Для этого можно использовать напильник или крупнозернистую наждачную бумагу. Как видите, подготовка алюминия к сварке – процесс совсем простой.
Технология сварки алюминия штучными покрытыми электродами
Сварка алюминия электродом (покрытым) имеет свой код обозначения по режиму сварки – MMA. Ее используют для соединения металлов толщиною не менее 4 мм, и когда производится сборка неответственных конструкций. Данная технология является низкокачественной, потому что в процессе сварки алюминия и его сплавов внутри шва остаются поры, что снижает его прочность. Во время самого процесса происходит разбрызгивание металла, плохо отделяются шарики застывшего шлака, которые увеличивают коррозию.
Особенности сварки алюминия покрытыми электродами:
- Варить можно только постоянным током с обратной полярностью.
- Сила тока рассчитывается из соотношения: на 1 мм толщины заготовок используется ток силой 25-30 ампер.
- Для образования качественного шва необходимо кромки двух свариваемых деталей нагревать до 300С, если толщина заготовок имеет среднюю величину. И до 400С при толстых заготовках.
- Подогрев и медленное остывание – обязательное правило, которое необходимо соблюдать, чтобы получить шов высокого качества.
- Сварку алюминия нужно выполнять непрерывно в плане использования одного электрода. Все дело в том, что при обрыве электрической дуги на ванне и на электроде образуется шлаковая пленка, которая перекрывает прохождение электрического тока, то есть, это препятствие повторному розжигу дуги.
- После окончания процесса шов нужно очистить от шлака, который станет причиной образования зон коррозии.
- Чистить можно горячей водой с последующей обработкой металлической щеткой.
 И до 400С при толстых заготовках.
И до 400С при толстых заготовках.Как сварить алюминий вольфрамовыми электродами в инертном газе
Это самый распространенный вариант, и его используют тогда, когда к прочности алюминиевых конструкций предъявляется жесткое требование. Для этого используется присадочная проволока диаметром 1,6-4 мм и сам вольфрамовый электрод диаметром 1,6-5 мм. А также защитный газ: аргон или гелий.
Электропитание сварочного процесса производится от источника переменного тока. Все параметры технологической операции зависят именно от выбранного оборудования. То есть, сначала определяются режимы сварки, после чего подбираются диаметры электрода и проволоки, скорость подачи аргона, сила тока и так далее.
Есть и свои особенности сварки алюминия по этой технологии:
- Длина дуги не должна быть больше 2,5 мм.
- Угол между плоскостью сварки и вольфрамовым электродом должна быть в пределах 80°.
- Между проволокой и электродом угол должен быть прямым.
- Сначала по шву движется присадочная проволока, а вслед за ней горелка с электродом.
- Никаких поперечных движений, только продольные, что обеспечит ровность сварного шва.
- Проволока подается в зону сварки возвратно-поступательными движениями. Это позволит равномерно заполнить ванну.
- Алюминиевые заготовки нужно обязательно укладывать поверх листа железа, который в этом случае будет отводить тепло от зоны сварки.
- Аргоновый газовый поток начинает подаваться до начала сварочного процесса за 4-5 секунд, а при окончании сварки выключается после через 6-7 секунд.

Как варить алюминий полуавтоматами
Это идеальный вариант, где используется аппарат для сварки алюминия. Он импульсного действия. То есть, в зону сварки подается импульс высокого напряжения, который быстро разбивает оксидный слой. После чего напряжение падает до базового уровня. Но на сегодняшний день эти аппараты очень дороги. Поэтому сварщики стали приспосабливать под данную технологию полуавтоматы, в которых даже отсутствует режим сваривания алюминия и его сплавов.
По сути, технология сварки алюминия точно такая же, как и стали. Только вместо стальной проволоки используется алюминиевая. Есть и другие особенности.
- Алюминиевая проволока плавится в несколько раз быстрее стальной, поэтому необходимо увеличить скорость ее подачи в зону сваривания.
- При нагревании алюминиевая проволока расширяется больше, чем стальная, поэтому рекомендуется приобретать специальный наконечник, обозначаемый буквами «Al».
- Так как алюминиевая проволока мягче стальной, то в процессе подачи ее в зону сваривания могут образовываться петли и скрутки, поэтому рекомендуется использовать для ее подачи механизм с четырьмя роликами.

Сварка алюминия в домашних условиях инвертором
Сварка дюралюминия (алюминиевый сплав) или самого алюминия может проводиться инвертором. Для процесса необходимо правильно подобрать электрод и ток. Что касается электродов, то лучше использовать марки ОЗАНА, ОЗА или ОЗР. Установка (настройка) тока должна учитывать высокие плавящиеся свойства металла. Для чего нет необходимости выставлять ток большой величины.
Внимание! Перед началом сварочного процесса рекомендуется электроды прокалить, для чего используется специальная печь. Она так и называется – печь для прокалки электродов.
Сам процесс сварки ничем не отличается от сваривания стальных конструкций. И если перед вами стоит вопрос, можно ли варить алюминий в домашних условиях, то смело отвечайте, что можно.
Сваривание алюминия при помощи флюсов
Флюсы для сварки алюминия используются давно. Они представлены широким модельным рядом, где есть материалы для разных алюминиевых сплавов. Основное их назначение – разрушение оксидной пленки. При нагреве нанесенный флюс растворяется и разрушает окисел, и тут же производится соединение двух элементов.
Производители предлагают флюсы, которые используются только в газовой сварке алюминия, или только в дуговой. В последнем случае используются графитовые электроды или угольные.
Заключение по теме
Как видите, заварить алюминиевые заготовки можно разными способами, в которых используется разное оборудование для сварки. Но во всех случаях нужно свариваемый металл тщательно подготовить, и обязательно проводится настройка аппарата для сварки. Посмотрите видеоурок – как сваривать алюминий. Кстати, видео уроки дают возможность воочию увидеть, что собой представляет сваренный металл в конечном виде.
Как сварить алюминий MIG, домашний сварщик Советы для достижения успеха
Можно ли сваривать алюминий с помощью сварочного аппарата MIG?
Да, и сварка алюминия с помощью сварочного аппарата MIG вполне вписывается в сферу деятельности домашнего сварщика-любителя.
Хорошо разбираясь в металле, немного практики, хороший сварщик и шпульный пистолет помогут вам на пути к красивым сварным швам.
Вот мои советы по сварке MIG алюминия для успешной сварки MIG алюминия для домашнего сварщика-любителя.
Во-первых, стоит понять, с чем именно вы имеете дело.
Перед сваркой MIG Изучите алюминий
При сварке алюминия в домашних условиях стоит знать, чем отличается сварка алюминия от сварки низкоуглеродистой стали.
Алюминий сильно отличается от стали. Это относительно более мягкий металл, чувствительный к теплу.
Алюминий впитывает любое подводимое к нему тепло в металл и имеет сравнительно низкую температуру плавления. Алюминий имеет свойство плавиться, когда вы меньше всего этого ожидаете.
Прежде чем вы это заметите, у вас появятся пузырьки алюминия, выпадающие из нижней части сварного шва. Это известно как прожигание. (Сварной шов становится размытым и появляются дыры).
Пример хорошей сварки алюминия Теперь вы можете понять, почему я предлагаю, когда вы свариваете алюминий MIG, делать это с помощью шпульного пистолета.
Перед сваркой MIG Знайте, что существуют разные типы алюминия
Алюминий, который вы используете дома и в промышленности, соединяется с другими металлами, образуя сплав. Эти сплавы улучшают литейные способности и прочность алюминия, так как чистый металл был бы слишком мягким для использования.
Типы алюминиевого сплава, которые вы можете встретить дома:
- Серия 4000 Алюминий с добавлением кремния
- Серия 5000 с добавлением магния
- Серия 6000 с добавлением кремния и магния.
Как сваривать алюминиевые наконечники MIG
Алюминий ничем не отличается от сварки любого другого металла в том смысле, что лучше всего знать основной металл/сплав, который вы планируете сваривать, и подобрать подходящий алюминиевый присадочный металл (сварочную проволоку).
Серия 4000, 5000 или 6000.
Найдите алюминиевую проволоку, совместимую с вашим основным сплавом, так как тогда ваша присадочная проволока будет иметь ту же температуру плавления, что и ваш сварочный проект. Существует два распространенных типа алюминиевой проволоки для сварки MIG.
Существует два распространенных типа алюминиевой проволоки для сварки MIG.
4043 содержит кремний и должен сочетаться с алюминием серий 4000 и 6000. Известная как проволока общего назначения, она обеспечивает сварку, менее склонную к растрескиванию. Проволока оставляет блестящую блестящую поверхность.
5356 содержит магний. Это более прочная проволока, которую труднее сваривать. Этот провод сочетается с алюминиевым сплавом серии 5000 и особенно подходит для морских условий, поскольку он более устойчив к воздействию соленой воды.
Если вы также ищете алюминиевую сварочную проволоку, вам стоит взглянуть на мой документ здесь, на сайте.
Как выбрать сварочный аппарат MIG для сварки алюминия MIG
Если вы сварщик в домашних условиях.
Для качественной сварки необходимо правильное оборудование. Вам нужно будет иметь или купить сварочный аппарат MIG для алюминия.
Сварочный аппарат MIG для сварки алюминия — это прежде всего сварочный аппарат, способный использовать защитный газ.
Конечно, сварочный аппарат для домашнего хобби должен работать от имеющейся у вас дома электроэнергии 120 вольт или, если вы можете установить подходящую розетку, подайте напряжение 220 вольт.
Конечно, вам будет легче с более мощным сварочным аппаратом MIG, работающим от 220 вольт.
Облегчите себе жизнь, выбрав сварочный аппарат, совместимый с катушечным пистолетом.
Тогда вы знаете, что производитель разработал и построил машину с учетом этой возможности. Пистолет для катушки означает, что вы подаете алюминиевую проволоку на небольшое расстояние от 6 до 8 дюймов от катушки, а не на восемь-десять футов вверх по шлангу для сварки MIG.
Катушка для сварки алюминияСварочный аппарат MIG на 115 В или 120 В будет использовать максимальную мощность для сварки алюминия, что означает, что у вас будет гораздо более короткий рабочий цикл при такой мощности (это означает более короткое время сварки, прежде чем вы рискуете перегреться). Ваш сварщик).
Этот размер сварочного аппарата MIG предназначен только для легких случайных сварок алюминия.
Как сварить алюминий без газа?
Вы можете сварить алюминий только с помощью сварочного аппарата с флюсовым сердечником. Есть документ, который объясняет, почему нет алюминиевой проволоки с флюсовым сердечником, если вы захотите взглянуть.
При сварке MIG алюминия: выберите контактный наконечник
Алюминий расширяется при нагревании.
Нормальный контакт вполне может заклинить алюминиевый провод. И получится птичье гнездо из проволоки.
Я настоятельно рекомендую вам выбирать контактные наконечники, на которых указано, что они подходят для алюминия.
Они либо расширяются при нагревании, чтобы вместить алюминиевый провод, либо имеют отверстия чуть больше, чтобы соответствовать горячему алюминиевому проводу, но не настолько широкие, чтобы терять электропроводность.
Что вы слышали о спрей-переносе?
Сварщик MIG, сваривающий алюминий правильно, спрей переносит проволоку в сварной шов.
Это означает, что мельчайшие частицы алюминиевой сварочной проволоки распыляются в сварочную ванну.
Сварочный аппарат MIG для алюминия сделает это автоматически, когда;
- повышено напряжение,
- используется алюминиевая проволока и
- аргон (или смесь аргона и гелия) в качестве защитного газа.
Распылительный перенос означает, что кончик проволоки никогда не попадает в сварочную ванну.
Это важно понимать, так как это отличается от сварки низкоуглеродистой стали, и чтобы этот процесс происходил, необходимо соблюдать правильное расстояние (примерно 1/8 дюйма) от сварочной ванны.
Как насчет импульсного распылителя?
Я упомянул об этом здесь, поскольку вы, возможно, слышали об этом как об альтернативе сварочному аппарату MIG. Импульсная сварка со струйным распылением изменяет напряжение, чтобы дуга не перегревалась или не охлаждалась, что немного похоже на точечную сварку.
Аппарат, который делает это, довольно дорогой для сварщика-любителя, но если ваша работа связана со сваркой алюминия, то этот тип сварщика для вас.
Это также машина для сварки сварных швов в нестандартных положениях.
Аппарат импульсной струйной сварки используется для сварки тонкого алюминия толщиной 18 мм или меньше.
Так же, как сварка ВИГ используется для тонколистового алюминия.
Сварочный аппарат MIG производит слишком много постоянного тепла для сварки более тонких алюминиевых листов.
Какой защитный газ вы используете для сварки алюминия?
Вам понадобится баллон или баллон с защитным газом. Если вы свариваете только изредка, попробуйте приобрести небольшой резервуар.
Типичный газ, который вам понадобится для сварки алюминия, представляет собой 100% аргон.
Если вы обычно свариваете малоуглеродистую сталь в среде инертного газа с использованием газа C25, не беспокойтесь, вы можете использовать тот же газовый шланг и регулятор, предназначенные для аргона.
При сварке более толстых кусков алюминия от 1/4 до 1/2 дюйма смесь аргона и гелия лучше подходит для более глубокого проникновения.
Обычно используется от 25% до 75% гелия, но проверьте техническое описание сварочной проволоки, которую вы планируете использовать, и какую смесь рекомендует производитель для такой толщины проволоки и алюминиевого сплава.
Расход 100% аргона составляет от 20 до 30 кубических футов в час.
Обратите внимание, что вам, возможно, потребуется увеличить значение, если вы обнаружите, что на сварном шве образуется много сажи или место, в котором вы выполняете сварку, влияет на газовое покрытие сварного шва.
Пример грязного алюминияСоветы по сварке алюминия MIG: насколько важна подготовка металла?
Очистите алюминий перед началом работы.
Это действительно необходимо. Алюминий склонен к окислению на своей поверхности, и это окисление является загрязнителем при сварке MIG.
Очистите растворителем, чтобы избавиться от любых масел. Ацетон является предпочтительным средством для удаления масла с алюминия, поскольку он не оставляет следов.
Используйте проволочную щетку в одном направлении вперед и назад, а не по кругу, пока не удалите блеск с алюминия.
Проволочную щетку следует использовать только для алюминия.
Перейдите к моему сообщению о проволочных щетках для алюминия, чтобы узнать, почему и как их использовать, а также выбрать те, которые я считаю лучшими.
В противном случае этот мягкий металл собирал мельчайшие частички загрязнения с того предмета, на котором вы ранее чистили щеткой.
Если вы используете электрическую щетку, соблюдайте низкую скорость, учитывая мягкий металл, и используйте свежую губку.
Лепестковый диск и шлифовальный станок также могут использоваться для очистки алюминиевого сплава. Ищите лепестковый диск, предназначенный для сварки алюминия.
Даже при использовании чистого алюминия на сварном шве и вокруг него образуется сажа. Если вы заметили избыток сажи, значит, вы недостаточно хорошо очистили металл.
Алюминиевый наконечник для сварки MIG: как установить полярность?
Для сварки алюминия требуется DCEP (положительный электрод постоянного тока). Это означает, что ваш пистолет MIG (пистолет с катушкой) подключен к положительной клемме. Проверьте свой сварочный аппарат MIG и убедитесь, что вы используете правильную полярность.
Это означает, что ваш пистолет MIG (пистолет с катушкой) подключен к положительной клемме. Проверьте свой сварочный аппарат MIG и убедитесь, что вы используете правильную полярность.
Поиск настроек для сварки алюминия на MIG
Сначала следует проверить руководство по эксплуатации сварочного аппарата MIG или, если таковое имеется, таблицу настроек на самом аппарате MIG.
Если ни один из этих вариантов вам не доступен или вам просто нужен другой вариант, для начала вы можете использовать онлайн-калькулятор сварки.
У Miller Welds есть хороший.
Чтобы использовать вас
- Введите материал, который вы свариваете: Алюминий
- Затем укажите толщину материала: 1/8
И он сообщит вам свои рекомендации
- Проволока 0,035 рекомендуется для подачи проволоки от 350 до 440 дюймов в минуту.
- Необходимо использовать газ аргон
- 21-22 вольта на вашем сварочном аппарате.
- Диапазон силы тока от 110 до 130 ампер
Это не идеально, и вам, вероятно, придется приспособиться к вашим конкретным обстоятельствам, хотя это дает вам хорошую отправную точку.
Как сварить алюминий MIG в домашних условиях, советы сварщику-любителю
Прежде чем приступить к сварке с помощью шпульного пистолета
Настройка натяжения алюминиевой проволоки в катушечном пистолете должна быть не настолько слабой, чтобы получилось гнездо для проволоки, и не настолько тугой, чтобы сдавить алюминиевую проволоку.
Приводной ролик встроен в шпульный пистолет и имеет U-образные канавки для облегчения подачи мягкого алюминия.
Алюминиевая проволока и приводной роликПосле того, как вы подсоединили катушечную горелку к сварочному аппарату, обычно на сварочном аппарате есть переключатель, который сообщает сварщику, что вы используете катушечную горелку, и проволока подается оттуда.
Ваш газ аргон подается по шлангу пистолета-распылителя к пистолету-распылителю, поэтому убедитесь, что соединения правильно установлены внутри вашей машины, чтобы обеспечить хорошую подачу газа.
Сварка в плоском или слегка наклонном горизонтальном положении.
Вертикальная и потолочная сварка алюминия, мягко говоря, сложная задача для новичка и требует большого мастерства.
Непосредственно перед сваркой
При сварке алюминия толщиной от 3/8 до 1 дюйма вам понадобится более длинный вылет, чтобы обеспечить работу механизма переноса распыления, необходимого для сварки алюминия.
Вылет сварочной проволокиДержите под рукой пачку контактных наконечников, так как даже если при сварке алюминия все идет гладко, контактный наконечник может сгореть.
Установите скорость подачи проволоки: алюминию требуется высокая температура/ампер и высокая скорость подачи проволоки от 300 до 450 дюймов в минуту.
Установите газ: от 20 до 30 кубит футов в час.
Как сваривать алюминий с помощью сварочного аппарата MIG?
- Держите наконечник катушки под углом от 10 до 15 градусов вертикально вверх.
- Используйте метод проталкивания при сварке алюминия с помощью сварочного аппарата MIG. Это означает, что вы держите наконечник катушки, сопло и проволоку направленными внутрь и двигаете их в направлении сварки. Это обеспечивает максимальное покрытие защитным газом сварочной ванны.
- В обратном случае – метод волочения приводит к пористости алюминиевого сплава, потому что аргон не может в достаточной мере покрыть сварной шов.
- Алюминий отражает тепло от сварочной ванны, и работа с наконечником присадочной проволоки слишком близко к основному металлу вызовет проблемы с подачей из-за пригорания проволоки к контактному наконечнику. Сохраняйте расстояние в 1/8 дюйма от детали вашего проекта.
- Нормальный треск, который вы слышите при сварке низкоуглеродистой стали, не должен быть слышен при сварке алюминия. Если вы слышите чрезмерное потрескивание, то, вероятно, у вас слишком высокая или слишком низкая настройка подачи проволоки, или вы свариваете слишком близко к основному металлу, а струйный перенос не происходит.
- Когда вы начнете сваривать ненагретый алюминий, вы почувствуете, что температура слишком низкая, но по мере продвижения вы будете думать, что все в порядке, поскольку алюминий не светится, как сталь, когда нагревается.
- Сварочная ванна выглядит так же, как расплавленная оловянная фольга, но на самом деле она становится все горячее и горячее, пока внезапно не прогорает.
 Это обеспечивает максимальное покрытие защитным газом сварочной ванны.
Это обеспечивает максимальное покрытие защитным газом сварочной ванны.
Алюминиевые наконечники для сварки MIG Во избежание этого;
- Вы начинаете медленнее, когда деталь холодная, и двигаетесь быстрее, когда основной металл нагревается.
- Хотя, если честно, по сравнению со сваркой мягкой стали, сварка алюминия будет ощущаться так, будто вы мчитесь слишком быстро. Вы должны двигаться примерно в два раза быстрее, чем при сварке низкоуглеродистой стали, чтобы предотвратить прожог.
- Что бы вы ни делали, не переплетайте слишком много из стороны в сторону, так как это может привести к перегреву металла. Держите круги маленькими и плотными размером примерно в десять центов, чтобы у вас было небольшое перекрытие, когда вы продвигаетесь вперед.
Вы стремитесь к тому, чтобы ваши сварные швы выглядели вот так
Сварка алюминия с сажей Проблема прожога заключается в том, что некоторые люди используют серию точечных прихваток, чтобы перегрев основного металла не был такой большой проблемой.
И вам, возможно, придется использовать маломощный сварочный аппарат, где у вас может быть только короткий рабочий цикл.
Видео на YouTube Как сваривать алюминий MIG
Я нашел это видео особенно полезным. Он проведет вас через всю процедуру вместе с некоторыми советами и советами по сварке алюминия MIG. Да, он основан на сварочном аппарате Eastwood MIG, но принципы применимы к любому сварочному аппарату MIG для алюминия, в котором используется шпульный пистолет.
Как выполнять MIG алюминий – советы и устранение неполадок с помощью Eastwood
Видео предоставлено: Eastwood Company
Есть еще одно видео на YouTube, которое стоит посмотреть. Видео создано Weld.com — преподавателями Cowley College, их видео сварки MIG с пистолетом Spool просто великолепно. У меня есть ссылка на него в моей статье «Лучшая проволока для сварки MIG алюминия» в статье «Что, почему и когда», вы можете взглянуть на нее там.
Алюминиевые насадки для сварки MIG: после прохода сварки
Отрежьте конец проволоки после каждого сварного шва. Алюминиевая проволока образует шарик на конце проволоки. Этот шар на конце вызовет у вас проблемы, когда вы снова начнете сваривать. Подайте проволоку до нужной длины, и вы готовы к сварке.
После сварки
Удалите излишки сажи и брызг. С практикой у вас должен получиться такой сварной шов.
Алюминиевый сварной шов, обработанный щеткойСварка MIG толстого алюминия маломощным сварочным аппаратом
Вот несколько советов, которые могут помочь вам, когда вы свариваете MIG толстый алюминий, а ваш сварщик не совсем готов к этому.
Предварительно нагрейте изделие.
Предположим, речь идет об алюминии размером от 1/4 дюйма до половины дюйма.
Предварительно нагрейте основной металл ручной горелкой перед сваркой.
В частности, если вы используете проволоку малого диаметра (поскольку это все, что у вас есть) для более толстого алюминия,
с помощью сварочного аппарата недостаточной мощности для работы.
Возьмите себя в руки и используйте датчик температуры, чтобы убедиться, что вы не превысите 230 градусов по Фаренгейту.
Предварительный нагрев также полезен, если вы свариваете MIG толстый алюминий с более тонким куском алюминия.
Преимущества и недостатки сварки MIG алюминия
Преимущества
- Может производить сварные швы хорошего качества, если потратить время и навыки на подготовку, правильную настройку и оборудование.
- Способен сваривать алюминий от 14 калибра до 1/4 дюйма в зависимости от возможностей вашего сварщика и подготовки. ты.
Недостатки
- Для качественной сварки требуется практика правильной настройки сварочного аппарата MIG.
- Имея только домашний сварочный аппарат на 115 В или 140 В, вы сможете сваривать алюминий толщиной до 1/8 дюйма без использования сварочного аппарата на 220 В. С помощью сварочного аппарата на 220 вольт вы можете дойти до 3/8 дюйма.
- Алюминий толщиной 1/4 дюйма перед сваркой нуждается в предварительном нагреве.
- Особенно при недостаточно мощном сварочном аппарате.
- Сварка тоньше 18 калибра Алюминий требует специальной настройки
- Любое другое положение, кроме плоского или плавного спуска по горизонтали, запрещено. Сварка алюминия на потолке требует специальных навыков.

Сварка алюминия MIG без шпульного пистолета
Некоторые утверждают, что успешно сварили алюминий без шпульного пистолета…
И вы можете попробовать, купив себе самый короткий кабель для вашего MIG-маяка, какой только сможете найти. Это сокращает длину, по которой должна проходить алюминиевая проволока.
Установка приводных роликов U-образной формы, чтобы не деформировать алюминиевую проволоку при подаче.
Поэкспериментируйте с приводным роликом и натяжением.
Но,
Вы можете сделать все это и вообще не добиться успеха в подаче проволоки без того, чтобы птица не вгрызлась в проволоку.
Птичье гнездо из проволоки Алюминиевая проволока не так прочна, как мягкая сталь, и имеет тенденцию изгибаться, скручиваться и скручиваться при малейшей провокации.
И когда это происходит, плохая подача проволоки означает, что вы продуете несколько контактных наконечников, если не хуже.
И вам придется тратить время и деньги, никуда не денешься. Потому что делать все вышеперечисленное не бесплатно.
Поверьте мне
Если у вас есть несколько сварочных проектов, готовность немного попрактиковаться и ограниченный бюджет, то добавление катушки к вашему сварочному аппарату вполне может быть рентабельным по сравнению с риском поломки вашего сварочного аппарата или дополнительными затратами. один для TIG сварки ваших проектов для вас.
Last Words
Вооружившись советами из этой статьи «Как сварить алюминий MIG: советы для домашнего сварщика», хороший сварщик и немного практики помогут вам на пути к получению хороших прочных сварных швов, когда вы сварить алюминий в домашних условиях.
Статьи по теме
Как долго прослужит резервуар с аргоном объемом 20 куб. футов? [Узнать]
Другие интернет-ресурсы
Алюминий: руководство по алюминиевой сварке GMAW
Ремонт алюминия Прутки для пайки онлайн – Сварка и пайка
Ремонт алюминия Прутки для пайки онлайн – Любой может быстро отремонтировать алюминий
Ремонт алюминия быстро и легко с паяльными стержнями HTS-2000
Самое прочное, быстрое и простое изготовление или ремонт алюминиевых деталей.

Подойдет ли он для вашей работы? ДА! Этот высокопрочный прут для пайки позволяет ремонтировать или изготавливать алюминий прочнее, чем аппарат для сварки TIG, без аппарата. Сварка алюминия не требуется! Все, что вам нужно для ремонта любого металла, прочнее нового, — это источник тепла (пропан или мап-газ), турбонасадка или кислородно-ацетиленовый и наш материал. Эта новая технология ремонта хорошо работает с алюминием, литым алюминием, металлом, медью, магнием и всеми белыми или пористыми металлами. Вы можете легко отремонтировать проржавевшие или пропитанные маслом участки, которые почти невозможно исправить с помощью сварочных аппаратов с алюминиевыми прутками или другими продуктами для пайки.
- Экономит ваше время – Ремонт выполняется быстро и просто: пайка алюминия с помощью нашего HTS-2000 или чугуна с помощью наших прутков для пайки HTS-528.
- Экономит ваши деньги – Дешевле, чем сварочные аппараты или покупка новых или бывших в употреблении деталей.
- Позволяет сделать это самостоятельно – Независимо от вашего опыта любой может легко паять алюминий, просто прочитав нашу инструкцию на 1 странице, гарантировано!
- Делает невозможное! — Выполняет множество ремонтных работ даже после того, как сварщик говорит, что это невозможно сделать сильнее, чем сварка, и даже восстанавливает замасленные или окисленные металлы.
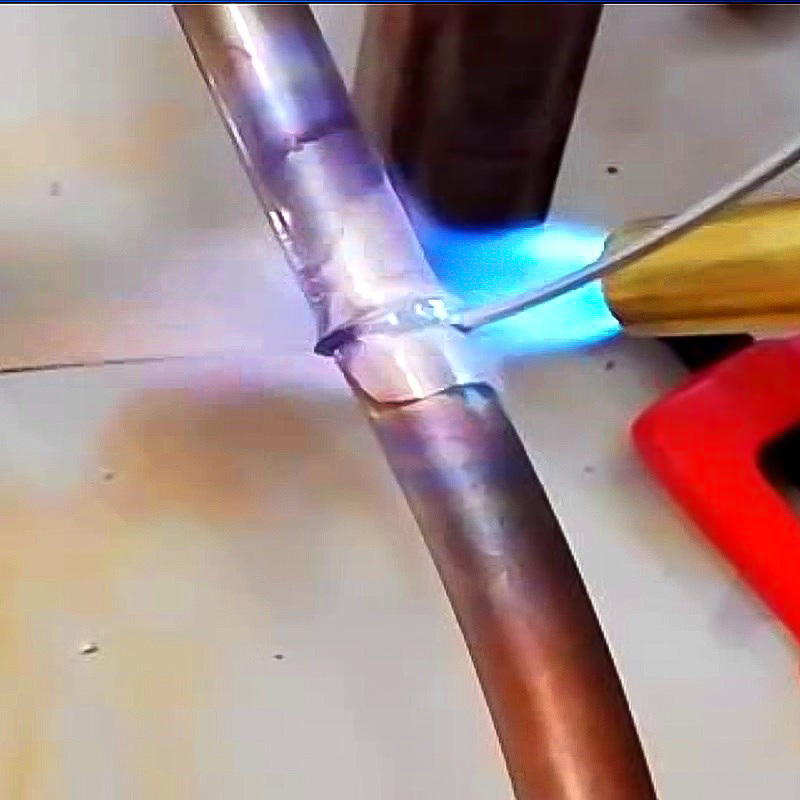
Представьте себе, что вы получаете прочнее и лучше, чем при сварке, используя наши высокопрочные прутки для пайки и всего лишь горелку — пропановую или газовую горелку типа mapp, которая у вас, вероятно, уже есть или которую вы можете легко купить в ближайшем хозяйственном магазине.
- Прочнее — более прочный на растяжение плюс наши прутки для пайки имеют самый высокий уровень удлинения, который вы можете купить, чтобы прослужить всю жизнь, используя наш прут для пайки HTS.
- Проще – без флюсов и смесей. Не требуется специальная щетка, как для других низкокачественных припоев, где требуется щетка из нержавеющей стали.
- Лучшая проникающая способность — проникает сквозь такие примеси, как антифриз, масло и коррозия. Даже ремонтировать металлы, которые вы просто не можете сваривать или ремонтировать с помощью обычных сварочных аппаратов Mig или Tig.

Более 30 000 довольных дилеров, специалистов механических и ремонтных мастерских скажут вам после того, как вы попробуете все другие продукты для ремонта алюминия и литья, что они используют только наши продукты и доверяют им.
Это лишь некоторые из множества металлических деталей, которые можно легко отремонтировать!
- Алюминиевые головки
- Чугунные головки
- Линии кондиционера
- Крышки ГРМ
- Коллекторы
- Топливные баки
- Колеса
- Полное изготовление
- Алюминиевые лодки
- Кавитационные пластины
- Кронштейны
- Лестницы
- Ящики для инструментов
- Мачта
- Крылья
- Кузова грузовиков
- Картер коробки передач
- Масляные поддоны
- Корпус колокола
- Доохладители
- Конденсаторы
- Линии конденсатора
- Охлаждение
- Заклепки
- Детали трактора 2N
- Навесы
- Промышленные детали
- Алюминиевые формы
- Металлические детали горшка
- Погрузчики
- Блоки двигателя
- Турбокомпрессоры
- Генераторы
- Генераторы
- Радиаторы
- Ирригационные трубы
- Авиационный поплавок
- Швы
- Скеги
- Мебель
- Насосы
- Башни
СПЕЦИАЛЬНАЯ СКИДКА 50% ТОЛЬКО НА ИНТЕРНЕТ-ЗАКАЗЫ.

Дополнительная информация:
- HTS-2000 Прутки для пайки для всех «цветных» сплавов, таких как алюминий, литой алюминий, литье под давлением, алюминий, магний, горшок, цинк, медь, бронза, латунь, титан, серебро, Нержавеющие, никелевые и анодированные детали.
- HTS-528 Прутки для пайки для любых сплавов черных металлов, таких как чугун, сталь, латунь, никель, все сплавы с твердой поверхностью.
- Закажите онлайн прямо сейчас и убедитесь, насколько доступным может быть этот замечательный продукт для ремонта!
- Мы отправляем по всему миру — ваши тарифы на доставку отображаются после того, как вы укажете свой адрес доставки для своего заказа и до того, как вы завершите заказ и введете информацию о кредитной карте — все заказы отправляются на следующий рабочий день.
Остались вопросы о ремонте, сварке или пайке алюминия? Нажмите здесь, чтобы просмотреть часто задаваемые вопросы.
Отзывы
Более 30 000 довольных дилеров, специалистов механических и ремонтных мастерских скажут вам после того, как вы попробуете все другие продукты для ремонта алюминия и литья, что они используют только нашу продукцию и доверяют ей.
Министерство обороны США,
Я хочу, чтобы вы знали, что я абсолютно ПОЛНЫЙ! Я пытался паять алюминий, но безрезультатно (или очень ограниченно) в течение длительного времени. Когда я увидел тебя в Интернете…
Чикаго Вольво GMC,
Мы использовали HTS-2000 для ремонта нескольких дорогостоящих деталей в первую же неделю после того, как он у нас появился.
Крупнейший дилер Allison на Среднем Западе,
HTS-2000 оказался самым надежным средством для ремонта алюминия, которое мы когда-либо видели. Это потрясающе!
ПРОДУКЦИЯ
Мы предлагаем прутки HTS-2000 и HTS-528.
Пруток для пайки HTS-2000
Ремонт алюминия, литого алюминия, чугуна, меди, магния и всех белых или пористых металлов.
HTS-528 Пруток для пайки
Для плотного соединения и ремонта всех изделий из чугуна, стали, меди, бронзы, никеля и латуни.
Ваше имя (обязательно)
Ваш адрес электронной почты (обязательно)
Субъект
Ваше сообщение
мега слот

 Стремясь продолжить эту традицию, мы постоянно совершенствуем наши продукты и нашу линейку продуктов. Если у вас есть какие-либо комментарии или предложения по этому или любому другому нашему продукту, мы хотели бы услышать от вас.
Стремясь продолжить эту традицию, мы постоянно совершенствуем наши продукты и нашу линейку продуктов. Если у вас есть какие-либо комментарии или предложения по этому или любому другому нашему продукту, мы хотели бы услышать от вас. Это может занять 3-7 дней в зависимости от вашего местоположения.
Это может занять 3-7 дней в зависимости от вашего местоположения. Просто оторвите ту часть почтовика, где по перфорированной линии указан ваш адрес. Вставьте возвращаемый DVD, оттяните двухсторонний скотч и закройте его! Обратный адрес и правильные почтовые расходы уже будут применены к отправителю. Бросьте его в почтовый ящик, и все готово.
Просто оторвите ту часть почтовика, где по перфорированной линии указан ваш адрес. Вставьте возвращаемый DVD, оттяните двухсторонний скотч и закройте его! Обратный адрес и правильные почтовые расходы уже будут применены к отправителю. Бросьте его в почтовый ящик, и все готово.
 Вопросы безопасности
Вопросы безопасности 
 Уход за взятыми напрокат DVD и их возврат, а также политика невозврата.
Уход за взятыми напрокат DVD и их возврат, а также политика невозврата. 
