Как самоучке сваривать очень тонкий металл, менее 1 мм, и не прожигать | Сварка для Начинающих
источник яндекс картинкиисточник яндекс картинки
Друзья, всех приветствую.
Вы зашли на канал, который создан для всех самоучек, которые осваивают ручную дуговую сварку самостоятельно. Здесь мы делимся полезными советами и рекомендациями, которые помогут вам в освоение этого непростого, но чрезвычайно нужного и интересного процесса-Ручная дуговая сварка.
А сегодня интересная и важная тема, как самоучке сварить очень тонкий металл, менее 1 мм.
здесь 4 фото-полистайтездесь 4 фото-полистайте
Пришлось поискать в гараже, чтобы найти подходящую металлическую деталь с нужной толщиной-менее 1 мм. И такую деталь я нашел, это оказалась старый корпус зажима массы от моего сварочного инвертора.
Толщина этого корпуса массового зажима составляет всего 0.7 мм.
Совместили эти две половинки корпуса. И сваривать мы будем по траектории вот этого полукруга.
И сваривать мы будем по траектории вот этого полукруга.
Сваривать я буду электродом Монолит с рутиловым покрытием, его диаметр составляет 3 мм. Сварочный ток примерно будет 55 ампер. Кладём массу на массу, и погнали!
здесь 2 фото-полистайтездесь 2 фото-полистайте
Вот и всё, заварили наш массовый корпус, сейчас расскажу секрет сварки такого тонкого металла.
Схематично я нарисовал наш сварочный шов и сам процесс такой сварки. Суть тут такая-зажигаем электрод, за доли секунды формируется сварочная ванна, и здесь необходимо быстро прервать сварку. Но прервать не просто убрать электрод, тогда жидкий сварочный шлак моментально затянет сварочную ванну.
При повторном зажигании сварочной дуге потребуется некоторое время чтобы, сначала растопить шлак, а уже затем дуга станет взаимодействовать с металлом. А этого времени у нас нет-пока дуга растопит шлак, такой тонкий металл может уже прогореть, значит нам нужно, чтобы дуга сразу взаимодействовала с металлом шва.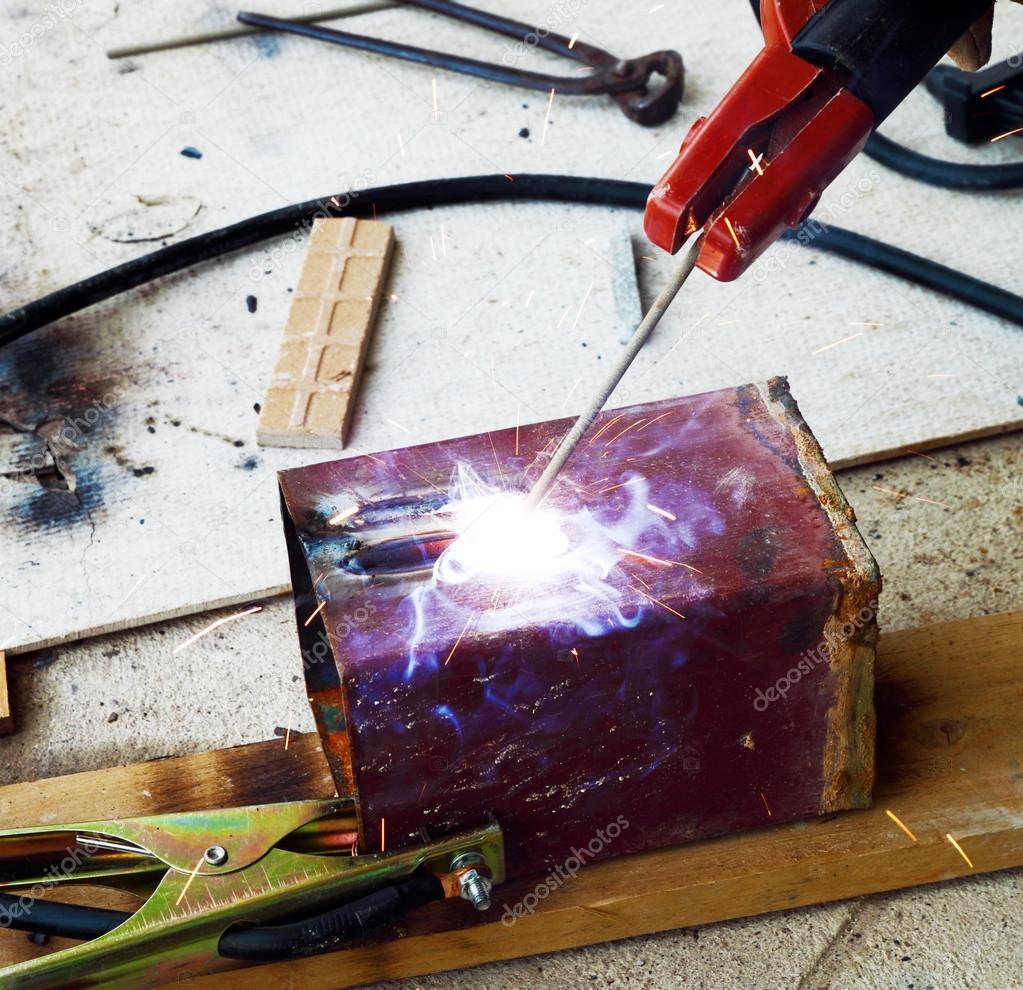
Поэтому после образования сварочной ванны, мы будем прерывать сварку, но одновременно скидывать шлак чуть назад и в сторону. Схематично на картинке это показано стрелками. Зажгли дугу, ванна сформировалась-скинули шлак. И так точка за точкой. В этом случае дуга при повторном зажигании будет сразу плавить металл шва, и нам не нужно тратить время на расплавление шлака.
источник яндекс картинкиисточник яндекс картинки
Просто вспомните, если вы когда-нибудь что-то сваривали. Если не отбить шлак со шва, а начинать сварку прямо по шлаку, то потребуется некоторое время на то, чтобы его растопить, а уже затем пойдёт основная сварка.
Но лучше один раз увидеть, давайте посмотрим видео, где я всё подробно всё рассказал и показал, как был сварен этот корпус от массы.
Как варить тонколистовой металл, чтобы не повело
Как варить металл, чтобы не повелоЛистовой металл очень часто ведёт при сварке, в результате чего портится работа и свариваемая заготовка. Деформация металла, особенно тонкого, часто вызвана отсутствием опыта у сварщика и вследствие неправильного выбора сварки.
Деформация металла, особенно тонкого, часто вызвана отсутствием опыта у сварщика и вследствие неправильного выбора сварки.
Рассмотрим основные проблемы, из-за которых металл «ведёт» при сварке, и как не допустить его деформации.
Почему ведёт металл при сварке
Очень часто при сварке тонколистового металла, например, при изготовлении дверей, вся конструкция деформируется. Происходит это из-за воздействия на неё высоких температур, а также вследствие допущенных ошибок во время сварки.
Особенно заметная будет деформация тонколистового металла, после остывания. Здесь все во много зависит от его коэффициента линейного расширения и теплопроводности. Чем меньше будет теплопроводность свариваемого металла, тем выше вероятность его деформации.
В некоторых случаях, и вовсе, чтобы не допустить деформаций, сварку изделий осуществляют, только в нагретом состоянии.
Как варить металл, чтобы не повело
Рассмотрим решение данной проблемы:
Последовательное прохождение сварочных швов. Если нужно варить тонколистовой металл, то, чтобы избежать его деформации, целесообразно будет использовать обратноступенчатый шов, не более чем 300 мм. После того, как металл остыл, можно будет заварить оставшиеся щели. Таким образом, тонколистовой металл не поведёт.
Если нужно варить тонколистовой металл, то, чтобы избежать его деформации, целесообразно будет использовать обратноступенчатый шов, не более чем 300 мм. После того, как металл остыл, можно будет заварить оставшиеся щели. Таким образом, тонколистовой металл не поведёт.
Точнее деформации будут, однако ранее сделанные, «короткие» швы, будут компенсировать их. Кроме того, в ряде случаев, при сварке тонкого металла, лучше всего сначала использовать прихватки, а уже потом обваривать шов.
Предварительное сгибание свариваемых заготовок. Ещё один из способов, который позволит уменьшить деформацию тонкого металла, связан с выгибанием заготовки в противоположное направление от напряжений при сварке. Таким образом, после того, как сварка будет произведена, металлическая заготовка под воздействием деформации вернётся в нужное положение.
Какой сваркой лучше всего варить тонколистовой металл
Чем выше будет температура в зоне нагрева, тем больше вероятность того, что металл поведёт.
Различные виды сварки имеют разный температурный режим, поэтому если нужно часто варить тонкий металл, то стоит задуматься вот над чем:
- Кислородно-ацетиленовая сварка — не самый лучший вариант для того, чтобы варить тонколистовой металл. Самые большие деформации происходят именно при данном виде сварки, так как её температура достигает 3100 °C.
- ММА сварка (mmasvarka.ru) — всеми любимая ручная дуговая сварка электродом с покрытием. При ручной дуговой сварке, температура, возникающая на конце электрода гораздо ниже, от 2400 до 2700 °C. Поэтому данный вид сварки более предпочтителен для соединения тонколистового металла.
- Полуавтоматическая сварка MIG/MAG — температура нагрева составляет порядка 1500 °C, а скорость сварки ещё быстрее, чем при ручной дуговой сварке. Поэтому MIG и MAG, является наиболее удобной для сварки заготовок выполненных из тонколистовой стали.
Ну и последнее, это правильная организация отведения тепла в зоне сварки. Для этих целей можно использовать как специальные теплоотводящие медные пластины, так и подручные средства. Например, можно применить влажный асбест, для того, чтобы наложить его рядом со сварочным швом или другие материалы.
Для этих целей можно использовать как специальные теплоотводящие медные пластины, так и подручные средства. Например, можно применить влажный асбест, для того, чтобы наложить его рядом со сварочным швом или другие материалы.
Поделиться в соцсетях
Как варить тонкий металл инверторной сваркой
Как варить тонкий металл инверторной сваркойПри сварке ворот и забора из профильной трубы приходится сталкиваться с определёнными трудностями. Такие конструкции имеют тонкий металл, который можно запросто прожечь инверторной сваркой.
Особенно тяжело в данном вопросе новичкам: при сварке тонкого металла конструкции деформирует, а сварочный шов получается не очень красивым. В данном обзоре сайта «Сварка и Пайка» svarkapajka.ru мы подготовили ряд советов, как варить тонкий металл начинающим сварщикам.
Режим и сила тока
Варить тонкий металл рекомендуется только на малых токах сварочного инвертора. Ниже в таблице мы привели нормы касательно диаметра электродов и силы тока.
Если используются электроды диаметром в 1,5 мм, то сила тока должна быть не более 45 ампер. Для электродов 2 мм, силу тока следует повысить до 60 ампер.
Электроды для сварки тонкого металла
Варить тонкий металл новичкам рекомендуется рутиловыми электродами. Рутиловые электроды имеют лёгкий розжиг дуги и хорошую отделяемость шлака.
При этом очень важен диаметр электродов. Чтобы варить тонкостенную трубу понадобятся электроды, диаметр которых составлял бы не более 2 мм.
Какую полярность сварочного инвертора выставить
Чтобы не прожигать тонкий металл во время сварки инвертором, рекомендуется использовать обратную полярность. Почему именно обратную полярность инвертора нужно использовать?
Существует две полярности сварочных инверторов: прямая и обратная. На прямой полярности хорошо проваривать толстые металлы, а на обратной полярности, тонкие.
Всё связанно с температурой дуги: на прямой полярности температура выше, чем на обратной.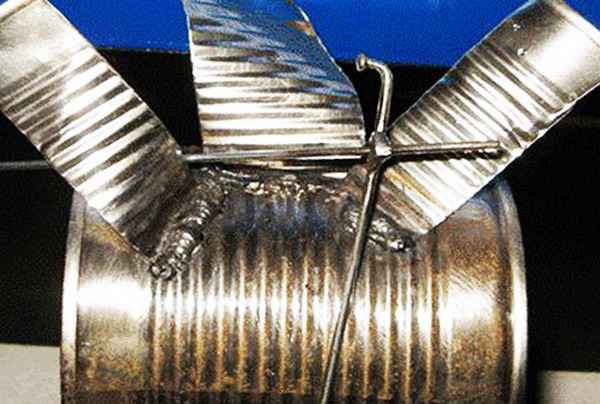 Для того чтобы варить инвертором на обратной полярности, к плюсу аппарата подключается электрододержатель, а к минусу, подключается кабель массы (стандартное подключение: + к +, а — к -).
Для того чтобы варить инвертором на обратной полярности, к плюсу аппарата подключается электрододержатель, а к минусу, подключается кабель массы (стандартное подключение: + к +, а — к -).
Как варить тонкий металл инверторной сваркой
Сварку тонкого металла не следует делать сплошным швом, рекомендуется сваривать заготовки короткими швами, через 5-10 см. Только потом можно будет наложить непрерывный сварочный шов.
Что это даст? Самое главное, тонкий металл не будет вести.
Следующий совет, это варить тонкий металл, только короткой дугой. Новичкам в сварке придётся сначала научиться выдерживать короткую дугу, поскольку это не так то и просто.
Короткая дуга имеет длину не более 4 мм, а нормальная дуга, от 4 до 6 мм. Так вот, чтобы варить короткой дугой (длинной дугой можно прожечь металл), электрод нужно быстро отводить от металла, а во время сварки, как можно ближе удерживать к поверхности.
Если металл очень тонкий, менее 2 мм, то во время его сварки нужно охлаждать места соединения, используя теплоотводящие пластины. Также нужно давать перерыв на то, чтобы металл немного остыл, так как длительное воздействие высоких температур может привести к его деформации.
Также нужно давать перерыв на то, чтобы металл немного остыл, так как длительное воздействие высоких температур может привести к его деформации.
Варить тонкий металл нужно быстро. То есть, не нужно подолгу удерживать электрод на одном месте, поскольку, в противном случае, образуется прожог.
Технологический процесс сварки тонких металлов
- Хорошо обработайте свариваемые участки металла, на них не должно быть ржавчины, грязи, жирных пятен;
- Поместите заготовки как можно ближе друг к другу, а затем соедините их струбцинами. Зазора при сварке тонкого металла быть почти не должно;
- Начните с прихваток, делая короткие швы на расстоянии 10 см., друг от друга;
- Затем наложите сплошной шов;
- Дайте металлу достаточно время на то, чтобы остыть.
Каждому сварщику нужно уметь варить тонкий металл. Не всё удаётся с первого раза, особенно у новичков электросварщиков. Опыт приходит с годами, поэтому стоит набраться терпения и выдержки.
Пайка листового металла, медь/алюминий/нержавеющая сталь Сварка листового металла
Типы сварочных процессов
Существует множество различных методов сварки листового металла в HSJ Metal Fabrication, но здесь мы собираемся обсудить три типа среди всех методов сварки металлов: точечная сварка, поддуговая сварка, и лазерная сварка.
При точечной сварке необходимо в первую очередь учитывать положение свариваемой детали и учитывать расположение инструментов в массовом производстве, чтобы обеспечить точное положение точечной сварки.Для надежной сварки выпуклости на свариваемой заготовке могут обеспечить равномерный контакт выпуклостей с плоской пластиной перед электросваркой, чтобы обеспечить равномерный нагрев каждой точки, а также определить положение сварки, которое появится на поверхности заготовки после точечной сварки. Сварочное отверстие обрабатывается плоскошлифовальным станком.
Поддуговая сварка в основном используется, когда две заготовки большие, и когда они соединяются вместе или обрабатываются углы заготовки, поверхность заготовки получается гладкой и гладкой.
Лазерная сварка, аналогичная лазеру Миллера, для сварки мелких деталей без прочности аргонно-дуговой сварки.
Сварка металлических материалов
Упомянутые процессы сварки подходят для большого количества металлов и листового металла, которые можно сваривать в полуфабрикаты и готовые изделия. HSJ Metal Fabrication в основном сваривает железо, алюминий, медь, нержавеющую сталь и т. д.
(1) Сварка чугуна является одним из наиболее востребованных методов сварки, поскольку железо широко используется во многих областях промышленности.С помощью самых передовых машин и опыта, накопленного за многие годы, HSJ Metal Fabrication может предоставлять услуги по сварке чугуна с высочайшей чистотой и точностью.
(2) Алюминий известен своей пластичностью, легкостью и стойкостью к окислению. Таким образом, материал используется во всех областях, где требуются эти свойства, например, в аэрокосмической и транспортной.
(3) Нержавеющая сталь — это специальный стальной сплав, обладающий такими важными свойствами, как устойчивость к ржавчине и коррозии, а также высокие гигиенические стандарты.
(4) Медь используется в электротехнике и электромеханике из-за ее высокой проводимости и пластичности.
Различия между сваркой листового металла и пайкой
В промышленности по производству листового металла используется несколько методов соединения двух металлических деталей, а не гайки и болты. Среди популярных типов два наиболее часто используемых процесса соединения металлов — это сварка и пайка.Хотя термины «пайка» и «сварка» используются взаимозаменяемо, они отличаются друг от друга с точки зрения производительности, требований к температуре, связанных с этим затрат и области применения, среди прочего. Многие из вас все еще могут быть смущены, чтобы провести различие между ними. Этот пост предназначен для тех пользователей, которые хотят узнать о существенных различиях между процессами сварки листового металла и пайки листового металла.
Понимание методов
Прежде чем перейти непосредственно к перечислению различий, важно получить общее представление об обоих процессах.
Что такое сварка листового металла?
Сварка представляет собой сложный процесс, который включает использование тепла, давления или их комбинации для получения однородного сварного соединения. При сварке вы фактически расплавляете металлы/присадочный металл, чтобы создать прочную связь между двумя кусками металла. Сварка листового металла подразделяется на несколько типов: точечная сварка, сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа, дуговая сварка и газовая сварка.
Что такое пайка листового металла?
С другой стороны, при пайке соединяемый присадочный металл нагревается, после чего расплавленный присадочный металл вливается в соединение.Затем нагретый металл охлаждают, чтобы получить прочное соединение. Это один из самых простых и наиболее широко используемых методов, использующих капиллярное действие для затекания металла в соединение. Типы методов пайки, обычно используемые в цехах по производству листового металла, включают твердую пайку, пайку твердым припоем или серебром и мягкую пайку.
Сравнение сварки листового металла и пайки листового металла
Теперь вы можете определить термины сварка и пайка, не так ли? Давайте продолжим перечислять некоторые из нескольких различий между двумя процессами соединения металлов.
Сварка | Пайка |
| Обе заготовки сплавлены вместе | Расплавленный присадочный металл используется для изготовления соединения |
| Может вызвать изменение свойств заготовки | Без изменений в свойствах |
| Предварительный нагрев заготовок не требуется | Предварительный нагрев дает хорошие результаты |
| Обеспечивает прочное механическое соединение | Формы электрических соединений |
| Заготовки должны быть должным образом очищены перед процессом | Не существует жесткого правила правильной очистки заготовки перед пайкой |
| Сварные соединения достаточно прочны, чтобы выдерживать нагрузку | Паяные соединения недостаточно прочны, чтобы выдерживать нагрузки и сильные удары |
| Нагрев заготовки обязателен | Нагрев заготовки не обязателен |
Присадочный материал не является обязательным. | Присадочный материал обязателен |
| Высокий уровень квалификации обязателен | Требуется очень низкий уровень навыков |
| Может выдерживать высокие температуры | Не выдерживает высоких температур |
| После процесса может потребоваться термообработка | Нет необходимости в специальной термической обработке |
| Источники тепла, используемые для сварки, включают плазму, электрическую дугу, электрическое сопротивление и лазер | Источник тепла для пайки включает паяльник, ультразвук, электрическое сопротивление |
| Процесс должен выполняться теми, кто имеет опыт или обучен этому | Специальной подготовки персонала, выполняющего пайку, не требуется |
| Большая вероятность деформации заготовки | Меньшая вероятность деформации заготовки |
| Температура плавления должна быть > 450 °C Может быть ниже или равна температуре плавления основного материала | Температура плавления должна быть < 450 °C |
| Использование флюса при сварке необязательно | При пайке обязательно использование флюса |
Если вы работаете в цехе по производству листового металла, вы столкнетесь с этими процессами в своей повседневной жизни. Как сварка листового металла, так и пайка листового металла являются обычными операциями, но требуют особой осторожности при выполнении для достижения точных конечных результатов. Решение о выборе из двух должно основываться, среди прочего, на требованиях к применению, требованиях к прочности и типе используемого металла.
Как сварка листового металла, так и пайка листового металла являются обычными операциями, но требуют особой осторожности при выполнении для достижения точных конечных результатов. Решение о выборе из двух должно основываться, среди прочего, на требованиях к применению, требованиях к прочности и типе используемого металла.
Важность правильного выбора сварочного/пайкового оборудования
Какой бы способ соединения металлов вы ни применяли, он должен выполняться аккуратно, не вызывая деформации заготовки.Вы должны использовать правильное сварочное/пайковое оборудование, чтобы выполнить работу максимально точно, быстро и безопасно. Доступны несколько типов оборудования, таких как сварочные позиционеры, сварочные столы, сварочные тележки, сварочные бритвы, которые значительно облегчают процесс соединения металлов. Инвестируйте в правильные типы от ведущего производителя, чтобы работать с металлическими деталями максимально точно. Итак, откуда вы можете получить эти предметы? Пост заканчивается сообщением о производителе, у которого есть хороший запас готового к отправке оборудования для сварки/пайки. Woodward Fab — это имя, которому вы можете доверять, оно предлагает вам оборудование для производства листового металла по выгодным ценам.
Woodward Fab — это имя, которому вы можете доверять, оно предлагает вам оборудование для производства листового металла по выгодным ценам.
Сварка МИГ — Учебное пособие
Сварка МИГ — Учебное пособиеТехника тонкого металла – это непрерывный процесс. который используется для тонкого металла, такого как панели кузова автомобиля.
Цель этой техники состоит в том, чтобы расплавить немного металла, а затем дать он немного остынет, прежде чем растаять следующий, и это удобный способ избежать продувание дыр.
Сварка тонкой сталиНа странице стыковой сварки показано, как делать шов сварка с использованием непрерывного движения горелки. Попробуйте применить эту технику к стали толщиной менее 1 мм, и вы, вероятно, пробьете дыру в металле. На фото сварка стали толщиной 1 мм при обычно зарезервированной мощности.
для стали 2 мм. | |
Удар насквозьНа фотографии видно, что произошло.Лужа расплавленного металл стал таким большим и тяжелым, что отвалился от стали. Часто этого можно избежать, уменьшив настройку тока сварочного аппарата. и скорость провода. Использование более тонкой проволоки (0,6 мм вместо 0,8 мм) также помочь уменьшить усилители. | |
Техника для тонкого металлаОбойти это можно путем сварки короткими импульсами, позволяя секунду или меньше между импульсами для охлаждения стали.В видео я оставил около секунды между импульсами. В эти дни я обычно оставляю меньше, чем полсекунды. Чем дольше вы уходите, тем больше у вас шансов простудиться стыки и отверстия между сварными швами. Включите звук для лучшего эффекта. Фильм весит около 1,4 МБ, так что будет
потребуется немного времени для загрузки.
| Flash-видео размером 1,4 МБ предварительно загружается перед воспроизведением и включает звук |
Завершенный сварной шовСталь 0.Толщина 8 мм, мощность сварщика установлена на минимум. Эффект довольно аккуратный, хотя это холодный метод сварки MIG. Опасность этого метода заключается в том, что отдельные валики сварного шва могут не сливаются друг с другом полностью, что приводит к слабому соединению. Для тонкого металла это не проблема, а сварка сплошным швом было бы гораздо более подходящим для стали более 1 мм. | |
Обратная сторонаПровар выше, чем можно было бы ожидать, но сварной шов вполне достаточно силен. | |
Техника стежковой сварки может быть очень мощной. Вот выстрел
из нержавеющей стали толщиной 0,3 мм, вырезанной из 5-литровой банки разбавителя, которая была сварена в этом
способ. — это путь вперед для металла толщиной менее 0,6 мм, а сварочный аппарат MIG с приличной мощностью и проводным управлением нужен для чего-то меньшего, чем 0.8мм. |


 Я надеялся справиться и со сваркой встык, но металл был слишком
тонкий для МИГа, а я просто дырки продул.
Я надеялся справиться и со сваркой встык, но металл был слишком
тонкий для МИГа, а я просто дырки продул.Сварочные панели автомобилей
Если вы свариваете большую панель, то расширение металла при сварке может привести к деформации панели. Проблема в том, что панель расширяется с теплом, так что пока это правильная форма во время сварки (когда панель горячая), панель меняет форму при остывании.
Деформация может быть сведена к минимуму, если сначала скреплять металл через определенные промежутки времени.
может быть 20 мм, и сваривать только очень короткие участки (длиной 20 мм) за раз,
позволяя металлу остывать между каждым участком сварного шва.Если у вас есть длинный
шва, то первая секция может быть на одном конце шва, а вторая
на другом и т. д. Техника обсуждается чуть больше в сварке
панели пола.
д. Техника обсуждается чуть больше в сварке
панели пола.
Другой сварщик предложил охлаждать панель (не сварной шов) влажной тканью. между разделами (что звучит как хорошая идея, хотя я никогда не пробовал это метод), а латунный блок, помещенный за сварным швом, может быть эффективным для отводя тепло.
Сокращенный рабочий цикл
Трансформатору приходится много работать, чтобы зажечь дугу. Эта техника опирается на регулярном запуске и остановке дуги, поэтому помните о рабочем цикле будет намного короче, чем при обычной непрерывной сварке при той же настройке, поэтому сварщику потребуются более длительные перерывы в сварке, чтобы дать ей остыть.
Полное руководство для лучших сварщиков по сварке листового металла
Чаще всего люди начинают с дешевых машин при обустройстве своего гаража или просто сарая для проектов «сделай сам».Это относится и к сварщикам. Почему-то мы, гаражные воины, думаем, что небольшой компромисс — это нормально при настройке. Однако это первая ошибка из многих, которые мы совершаем.
Однако это первая ошибка из многих, которые мы совершаем.
Возьмите в качестве примера молоток и гвозди. Если кто-то во время работы будет махать дешевым молотком туда-сюда, чтобы забить гвоздь по его шляпке, то шляпка может отлететь в другом направлении. Дешевые молотки плохо справляются с соединением головок с деревянной ручкой. То же самое относится и к листовым сварщикам.
«Дешевые» аппараты для сварки листового металла могут иметь непостоянную дугу.Неисправность часто возникает, даже если показания напряжения и ампер отклоняются на одну или две цифры. Вот почему вам нужны качественные инструменты, предназначенные для вашей работы. Малейший компромисс БУДЕТ выбить вас из игры. Теперь ты знаешь это, не так ли?
Вот почему я придумал эту статью. Здесь я укажу на лучшего сварщика листового металла (кандидатов). Краткие обзоры дадут вам представление о моем опыте использования этих продуктов.
Кроме того, я добавлю своего рода руководство по покупке, чтобы помочь вам найти свой собственный матч, если вы заинтересованы. Позже мы вместе обсудим советы и рекомендации по сварке листового металла. Давайте продолжим статью, хорошо?
Позже мы вместе обсудим советы и рекомендации по сварке листового металла. Давайте продолжим статью, хорошо?
Лучшие сварочные аппараты для листового металла – Сравнительная таблица
Лучшие сварочные аппараты для листового металла
При сварке листов на вашем аппарате у вас должна быть идеальная дуга. Кроме того, наши машины всегда должны точно нагревать листы, чтобы помочь вам укрепить их, пока мы находим способы их соединения с деталями в случае автомобильных концертов. Для работы вам понадобятся специальные машины.
Вот почему я выбрал в этом разделе пятерку лучших в отрасли с краткими обзорами, подробно описывающими мой опыт работы с ними. Тогда продолжим!
Hobart 500559 Handler 140 MIG Welder 115V
Давайте начнем с того, на что вам будет не слишком неудобно полагаться. Сварщики Hobart на самом деле не новы в игре. Этот бренд предлагает эффективные машины, которые обеспечивают безопасность, долговечность и, прежде всего… превосходные результаты по сравнению с современниками.
Я обнаружил, что манипулятор Hobart 500559 очень хорошо себя зарекомендовал благодаря своим характеристикам и функциям. Я предполагаю, что вы уже хотите знать, что готовилось во мне, когда я высоко оценил эту маленькую машину. Что ж, скоро ты узнаешь.
Гладкая и стабильная дуга — это то, что в первую очередь нужно хорошему сварщику. Этот сварочный аппарат 140 MIG не разочаровывает в этом отношении. Независимо от толщины, он каждый раз будет давать наилучшую дугу.Звучит слишком хорошо, чтобы быть правдой? Ну, держись за ремни безопасности. Мы только начали.
Получить обработчик Hobart 500559 на Amazon
Я бы в любой момент поспорил с тем, что цель технологий должна состоять в том, чтобы в первую очередь облегчить работу. Устройство не отстает, когда принимается во внимание удобство. Начиная с быстрого и простого переключения полярности… и заканчивая наклонной панелью управления, все казалось довольно хорошо спланированным.
Говоря о более оптимизированном опыте, вы сможете сэкономить свое драгоценное время с помощью быстрого выбора диска. Предложив три канавки — две для сплошной проволоки разных размеров и третью для порошковой проволоки, компания Hobart действительно вывела технологию на новый уровень.
Предложив три канавки — две для сплошной проволоки разных размеров и третью для порошковой проволоки, компания Hobart действительно вывела технологию на новый уровень.
Как я уже упоминал ранее, автоматическим функциям безопасности также уделяется большое внимание. Я пытаюсь получить доступ к функциям защиты двигателя с самовозвратом и защиты от тепловой перегрузки с самовозвратом. Вы можете попрощаться с надоедливыми перегрузками и нежелательной заменой автоматического выключателя.
Прямо сейчас я вижу улыбку на твоем лице.Но подождите, у нас еще есть кое-что, что нужно сделать, прежде чем это будет сделано и вычищено. На самом деле это был бы неправильный обзор, если бы мы не говорили о физических аспектах продукта.
При минимальном весе 57 фунтов и удобной ручке для переноски сварочный аппарат становится достаточно портативным. Он имеет размеры 10,625 х 12,375 х 19,5 дюймов. Он действительно не занимает слишком много места. Что я ценю, так как легче работать в мастерской.
Давайте завершим это сварочной мощностью, которой на самом деле обладает этот аппарат.При работе со сталью, нержавеющей сталью и алюминием проблем быть не должно. Он сваривает низкоуглеродистую сталь калибра 24 до ¼ дюйма. Это делает его оптимальным для большинства видов сварки листового металла.
PRIMEWELD TIG225X 225 A IGBT AC DC Аппарат для сварки TIG/Stick
Если вашей основной целью является поиск сварочного аппарата для листового металла с точки зрения быстрой и эффективной сварки, то сварочный аппарат PRIMEWELD TIG225X 225 A IGBT AC DC Tig/Stick Welder может стать интригующим вариантом. Он может выполнять работу не так быстро, как ваш обычный сварочный аппарат MIG, но он определенно более точен и точен.
Этот конкретный аппарат создан для удовлетворения уникальных ожиданий современных сварщиков. Универсальность соответствует качеству благодаря превосходной модуляции мощности и включению технологии IGBT. Устройство поставляется с гибкой горелкой CK17, а также гибкой трубкой CK и разъемом CK Dinse.
Удобная маленькая педаль делает его еще проще в использовании. Главной особенностью этой машины, вероятно, является начало AMP от 10 до 225. Не забудьте импульсный конец AMP от 10 до 225.В диапазоне 110 В и 220 В он может обеспечить высокую производительность наряду с набором импульсных функций.
Я знаю, что эти технические характеристики звучат впечатляюще. Но электроинструмент — это нечто большее, чем просто то, насколько хорошо он может работать. Материалами, используемыми в вольфрамовом стержне, являются аргон и присадочная проволока. В качестве защитного газа используется аргон.
Получите Primeweld TIG225X на Amazon
Если вы сомневаетесь в надежности, то прочная конструкция и качественные материалы говорят сами за себя.Он может показаться немного большим, но дизайн довольно впечатляющий и хорошо продуманный.
На самом деле не имеет значения, используете ли вы автоматическую или полуавтоматическую сварку. TIG225X должен хорошо служить вам в обоих случаях. Многих может беспокоить то, что для этого требуются аксессуары, такие как система позиционирования электродов, контроль напряжения дуги, осциллятор и т. д. Но эти дополнения, тем не менее, обеспечивают качество.
Многих может беспокоить то, что для этого требуются аксессуары, такие как система позиционирования электродов, контроль напряжения дуги, осциллятор и т. д. Но эти дополнения, тем не менее, обеспечивают качество.
В комплект также входят кабели заземления, горелка TIG и регулятор. Я обратил внимание на дополнительные инструменты и аксессуары, которые идут в комплекте.Он в значительной степени охватывает все возможные требования для надлежащего опыта сварки листового металла.
Теперь о элементах управления. Ну, интерфейс довольно простой и не слишком сложный. Он поставляется с контролем времени подъема / спада и контролем времени после потока. Эти опции в сочетании с общей выходной мощностью идеально подходят для сварки никелевых сплавов, нержавеющей стали, титана, мягкой стали и меди.
TIG225X работает в режимах импульсного постоянного тока, TIG постоянного тока и MMA постоянного тока. Также на AC TIG и AC MMA.Предлагая беспрецедентную универсальность и в то же время удовлетворяя все остальные ожидания, этот сварочный аппарат является одним из лучших вариантов для рассмотрения.
Forney Easy Weld 140 MP
Этот немного отличается от других. Вы наверняка уже слышали о многоцелевых сварочных аппаратах. Эти малыши могут последовательно работать как сварочный аппарат 3 в 1, сварочный аппарат MIG и сварочный аппарат DC TIG. Самое лучшее в многоцелевом сварочном аппарате Forney Easy Weld 140 MP — это то, что он предлагает все это без ущерба для качества.
Давайте поговорим о том, насколько он эффективен при сварке MIG.
Несмотря на то, что он предназначен для сварки флюсом, переход на сварку низкоуглеродистой стали с газовой установкой не выходит за рамки возможного. На самом деле, при 140 амперах вы можете сваривать до ¼ дюйма низкоуглеродистой стали за один проход. Просто управляйте регулятором и шлангом отдельно, и все будет готово.
Пора переходить к сварке TIG. Чтобы использовать этот процесс, вам, вероятно, потребуется приобрести подходящую горелку, регулятор, шланг, вольфрамовые электроды и газ отдельно.
Получите Forney Easy Weld 140 MP на Amazon
Даже если вы готовы прибегнуть к электродуговой сварке, Forney Easy Weld 140 MP может легко работать с стержневыми электродами. Жало и заземляющий зажим, входящие в комплект поставки Я нашел довольно впечатляющим тот факт, что это устройство может сваривать электродами до 1/8 дюйма. Это то, что я называю универсальностью в лучшем виде.
Жало и заземляющий зажим, входящие в комплект поставки Я нашел довольно впечатляющим тот факт, что это устройство может сваривать электродами до 1/8 дюйма. Это то, что я называю универсальностью в лучшем виде.
Помимо функциональных возможностей, я также хотел бы выделить аспекты простоты использования. Усилия, приложенные ребятами из Forney, ясно видны в упрощенной конструкции, которая соответствует всем требованиям сварки.Функция легкого запуска и трехпозиционный переключатель значительно облегчают работу.
Бесступенчатая регулировка напряжения и скорости подачи проволоки позволяет добиться идеального сварного шва. Диапазон номинального выходного напряжения составляет 12–23 В, а номинальный выходной ток — 43–110 А. Полный диапазон выходного тока составляет 10–140 А, я бы сказал, что цифры довольно хорошие (учитывая цену).
Я имею в виду… да, он создан для работы, но рассчитан ли он на длительное время? Да! Это наверняка так. Цельнометаллический корпус был реализован так, что он не только кажется прочным, но и способен выдерживать внешние удары. Кроме того, он достаточно большой, чтобы вместить 2- и 10-фунтовые рулоны проволоки.
Кроме того, он достаточно большой, чтобы вместить 2- и 10-фунтовые рулоны проволоки.
Я бы не отказался от цельнометаллического тросового привода. Это говорит о качестве так же, как и о солидности. Этот привод также дает вам возможность использовать внешнюю подачу проволоки.
Наконец, если вам интересны аксессуары, сварочный аппарат поставляется с 10-футовым пистолетом MIG, 8-футовым держателем электрода, 8-футовым зажимом заземления, встроенной рукояткой с оберткой горелки, адаптером 20–15 А и одним дополнительным контактным наконечником 0,030 дюйма. . По сути, это полный набор, который поможет вам в любых начинаниях.
Инверторный сварочный аппарат Weldpro 200 А с двойным напряжением
Посмотрим правде в глаза! Список способных сварочных аппаратов был бы неполным без сварщика от Weldpro. Я имею в виду, их репутация говорит сама за себя. Помимо похвал, если вы провели свое исследование, вы обнаружите, что Weldpro 200 Amp является серьезным соперником среди лучших из них.
Прежде чем начать, давайте посмотрим, что на самом деле входит в комплект. Внутри вы найдете 10-футовую горелку MIG ERGOPLUS15, горелку TIG: 13 футов.WP-17V, Держатель электрода: 5AWGx10 футов. Кабель 200A, быстроразъемное соединение 35-50, зажим заземления: 5AWGx10 футов, быстроразъемное соединение кабеля 35-50, а также газовый шланг.
Многих (включая меня) волнуют размеры и размеры. Я был рад увидеть, что это всего около 25,2 × 12,8 × 24,2 дюйма.
Вот это действительно компактно, если вы спросите меня. С добавлением ручки для переноски он становится довольно портативным. Переместить его действительно не должно быть проблемой.
Этот сварочный аппарат на 200 А имеет отличительные особенности, которые ставят его за порог обычной сварки MIG и сварки с флюсовым сердечником.Совмещая возможности сварки TIG с истинным подъемом, сварки электродом и сварки алюминия, MIG 200 становится оптимальным выбором для тех, кто предпочитает разнообразие в своей работе.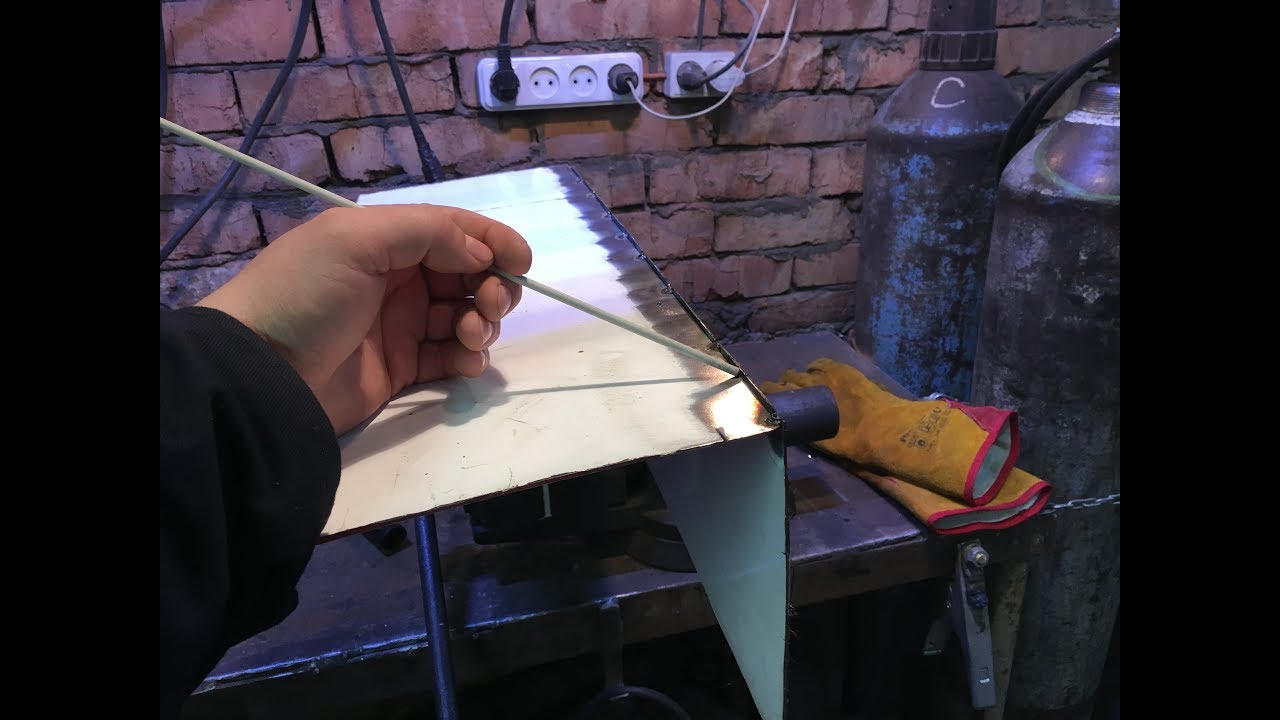
Вы угадали правильно; это интуитивная синергетическая сварочная машина MIG / Flux Core. По сути, вы получаете лучшее из обоих миров в хорошо спроектированном компактном устройстве. Он практически весит 30 фунтов. Тем не менее, он вполне способен обеспечить достаточную производительность.
Как так? Ну, это потому, что устройство хорошо оснащено инверторной технологией IGBT.Существуют также расширенные индуктивные настройки для более гладких, чистых сварных швов с меньшим количеством брызг. Даже если вы проверите диапазон силы тока, могу поспорить, цифры вас впечатлят.
Я бы не стал называть сварочный аппарат «хорошим», если он не оправдывает моих ожиданий в отношении удобства. Да, простота использования имеет значение. Вам действительно не придется беспокоиться о постоянной регулировке напряжения и скорости проволоки. Встроенные функции автоматической настройки значительно облегчают жизнь.
Работа с усилителем Weldpro 200 практически не вызывает затруднений. Это ЕСЛИ вы знаете, что делаете. Двойной цифровой дисплей обеспечивает лучший контроль, если вы каждый раз имеете дело с повторяемыми сварными швами. Режимы 2T/4T, возможность шпульного пистолета и расширенные функции TIG с подъемом на постоянном токе повышают общую эффективность использования.
Это ЕСЛИ вы знаете, что делаете. Двойной цифровой дисплей обеспечивает лучший контроль, если вы каждый раз имеете дело с повторяемыми сварными швами. Режимы 2T/4T, возможность шпульного пистолета и расширенные функции TIG с подъемом на постоянном токе повышают общую эффективность использования.
Если вы планируете пайку разнородных металлов, вам может пригодиться метод аргонодуговой сварки. Кроме того, настраиваемые пользователем параметры индуктивности, высокая температура VRD и защита от перегрузки с индикацией обеспечивают общую безопасность и гораздо лучший опыт работы по сравнению со средним сварщиком.
Forney Easy Weld 261
Я бы просто не отдал должного этому списку сварщиков, если бы не закончил его сигнальной ракетой. Именно поэтому я приберегла этого зеленого зверька напоследок. Forney Easy Weld 261 обладает достаточной мощностью, чтобы по-настоящему нагреть обстановку. Если вы заинтересованы в существенном повышении эффективности своей работы, вы читаете о том, что нужно.
На самом деле нет никакой планки, которую вы можете установить для того, насколько хорошим может быть сварщик. Но, согласно моему опыту, работа с листовым металлом требует большего, чем то, что могут предоставить обычные сварщики.Ребята из Forney не умеют сдерживаться, когда дело идет к делу. Easy Weld 261 доказывает этот факт слово за словом.
Многие из нас сталкиваются с нежелательными трудностями при работе с мягкой сталью. Каким бы хорошим мастером вы ни были, ваша машина должна работать. Этот сварочный аппарат выдает колоссальную мощность в 140 ампер. Работа с малоуглеродистой сталью толщиной до 1/4 листа вполне возможна.
Как этот сварочный аппарат на самом деле каждый раз показывает лучшие результаты? Ответ интересен сам по себе.В аппарате 140 FC-I MIG используется порошковая проволока 0,30. Совершенство становится доступным благодаря бесступенчатому управлению напряжением и скоростью подачи проволоки. Это действительно неожиданный сюрприз в этом ценовом диапазоне.
Не говоря уже о том, что вы слышали о сварочных аппаратах, размер «имеет ли значение». Очень не хотелось бы обременять себя чем-то большим. С размерами 16,75″ (425,45 мм) x 8,125″ (206,38 мм) x 12″ я бы сказал, что у него правильные пропорции.
А как же вес? Хотели бы вы, чтобы ваш сварщик был обузой на протяжении всего пути? Это большое нет-нет! Я был более чем рад видеть, что этого ребенка можно носить одной рукой. Я имею в виду, что 8,61 кг не заставят меня вспотеть, когда мне нужно будет выполнить сварку вдали от дома.
Все это просто замечательно. Но что пакет может предложить помимо самого сварочного аппарата? 8-футовая горелка MIG, 8-футовый зажим для заземления, встроенная рукоятка с оберткой горелки и адаптер 20A-15A, входящий в комплект поставки, обещают полный спектр сварочных работ.Независимо от того, являетесь ли вы профессионалом или любителем.
После описания всех преимуществ и эффективности, позвольте мне сказать вам, что машина не сильно отстает и по долговечности. С рабочим циклом 30% при 90 А вы будете здоровы на долгие годы. Даже ручка прочная и рассчитана на работу с 10-фунтовым рулоном проволоки вместе со сварочным аппаратом.
С рабочим циклом 30% при 90 А вы будете здоровы на долгие годы. Даже ручка прочная и рассчитана на работу с 10-фунтовым рулоном проволоки вместе со сварочным аппаратом.
Я действительно не могу говорить за кого-то другого, но, судя по возможностям и удобству, Forney Easy Weld 261 — это воровство! Определенно стоит подумать, если вы хотите получить лучший сварочный аппарат для листового металла по лучшей цене.
Как самостоятельно получить лучший сварочный аппарат для листового металла?
Прежде чем броситься и сказать что-то вроде «Металлические листы, я иду!» Я бы посоветовал вам придержать лошадей и немного дольше следовать за мной. Я знаю, что уже произвел сильное впечатление о том, какие именно сварщики могут быть идеальными для вас. Но тем не менее, давайте познакомим вас с тем, как я их нашел.
-
Знание того, что ваши вещи должны быть приоритетом номер один
Если вы считаете, что существует установленное правило, этот тип сварочного аппарата идеально подходит для сварки листов.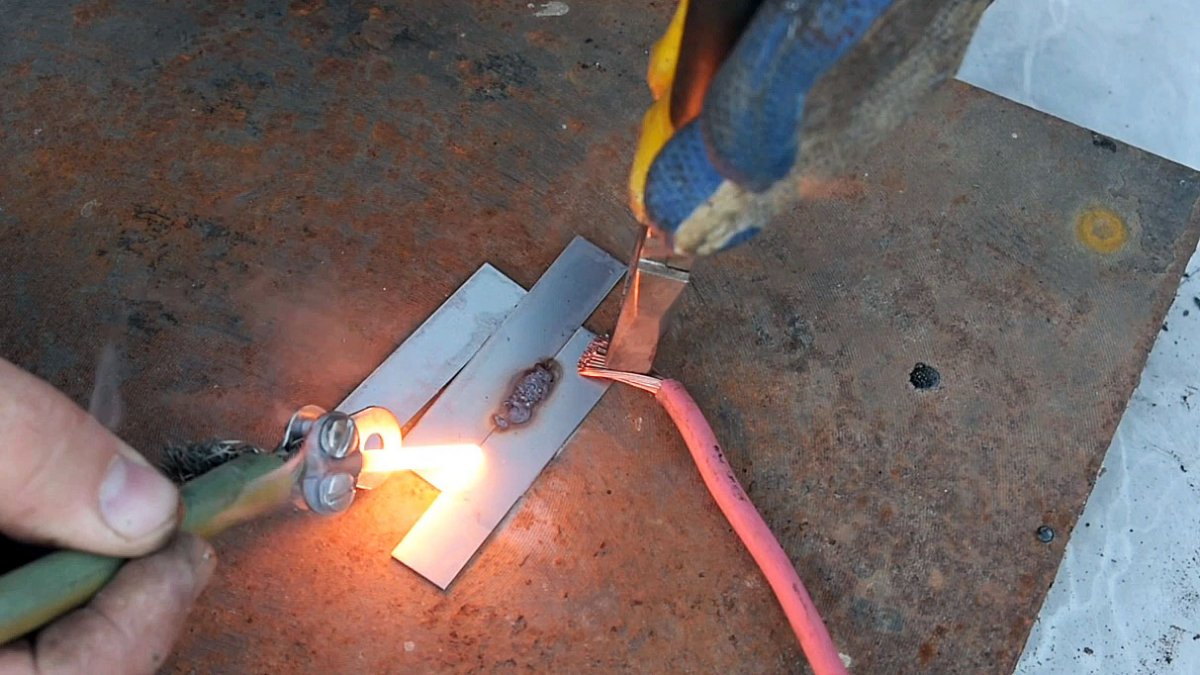 Так что… да, это будет проблемой, если вы плохо разбираетесь в искусстве сварки листового металла. Но прежде чем вы начнете это делать, вам нужно рассмотреть ваши возможности. Под вариантами я подразумеваю тип сварочных аппаратов, из которых вы можете выбирать.
Так что… да, это будет проблемой, если вы плохо разбираетесь в искусстве сварки листового металла. Но прежде чем вы начнете это делать, вам нужно рассмотреть ваши возможности. Под вариантами я подразумеваю тип сварочных аппаратов, из которых вы можете выбирать.
Перейдем последовательно от MIG, TIG и многоцелевой сварки. У каждого из них есть свои преимущества. Проверять пользу инструментов — черта любого мудрого мастера. Итак, начнем.
Сварка MIG может подойти вам как простой в освоении метод.Освоить его совсем не сложно. Кроме того, если у вас нехватка времени, вам лучше подойдет сварка MIG, поскольку она очень эффективна по времени. Кроме того, он идеально подходит для работы с более тонкими металлами.
Сварка ВИГ намного точнее, чем сварка МИГ, и позволяет получать соединения высочайшего качества. Да, вы правильно угадали! Для выполнения работы требуется больше времени. Тем не менее, использование педали управления позволит вам регулировать подачу тепла. Это отличная вещь для перфекционистов.
Затем у нас есть сварка порошковой проволокой, сварка электродами и так далее. Несмотря на то, что сварочные аппараты предназначены для более толстых материалов, их также легко использовать в ветреных и неблагоприятных условиях. Если вы выберете трубы с флюсовой сердцевиной, вы будете лучше контролировать работу с грязными или ржавыми материалами.
Теперь, когда вы знаете о сильных сторонах каждого типа сварочных аппаратов, все, что вам нужно сделать, — это определиться, за какой проект вы собираетесь взяться. Не волнуйся, я не оставлю тебя наедине с собой.Давайте перейдем к этой части сейчас.
-
Проекты — ключ к выбору подходящего сварочного аппарата
Я предполагаю, что ваши руки достаточно опытны, чтобы справиться с проектом, за который вы собираетесь взяться. В данном случае сварка листового металла. Даже если это не так, вы можете перепроверить раздел «Как сделать». Это должно дать вам основные советы, которые будут полезны независимо от вашего уровня навыков.
довольно распространены, когда люди рассматривают возможность соединения листового металла.Но это не что-то постоянное. Сварщики MIG могут быть приняты во внимание, когда мы хотим быть более экономичными. Я имею в виду, что если вы просто приобрели сварочный аппарат TIG для единственной цели и думаете, что вы готовы к работе. Вы очень ошибаетесь.
Но да, есть обобщения при выборе того или иного типа проекта. Предположим, вы собираетесь делать только резервуары из нержавеющей стали и аккуратные сварные швы. Тогда лучшим способом сделать это будет прочный и легко герметизируемый сварной шов TIG.
Вероятно, сейчас у вас возникнет вопрос: «Куда придут сварщики MIG? Действительно ли они применимы при сварке листового металла?» Ответ будет «Да.Но позитивность моего заявления вращается вокруг определенных условий.
Очевидно, что сварочный аппарат MIG не даст вам изысканной отделки и не слишком хорош, когда речь идет о надежности герметизации. Сварочные аппараты MIG особенно хороши, когда стальной лист с покрытием необходимо соединить без слишком хорошей декоративной отделки. В этих обстоятельствах я бы предложил МИГ в любой день.
Сварочные аппараты MIG особенно хороши, когда стальной лист с покрытием необходимо соединить без слишком хорошей декоративной отделки. В этих обстоятельствах я бы предложил МИГ в любой день.
Да, оба типа сварочных аппаратов могут пригодиться в определенных проектах. Если я думаю о ремонте автомобилей, кожухах и защите, я обязательно буду использовать смесь сварки TIG и MIG.Однако соотношение будет зависеть от конкретного проекта.
Кроме того, вы можете получить необходимое разнообразие от одного сварочного аппарата, если выберете многопроцессорный сварочный аппарат. Во многих случаях они обеспечивают максимальную эффективность. Если вы спросите меня, переключаться между сварочными аппаратами за один присест не очень умно.
-
Мы всегда должны уделять первостепенное внимание безопасности при работе с этими вещами
Эффективность мощности, качество и удобство, несомненно, важны. Но если машина не обеспечивает должной безопасности, я бы сказал, что все это не имеет большого значения. Безопасность, вероятно, является более важной характеристикой, которая является фундаментальной, если рассматривать сварщика как хорошего.
Безопасность, вероятно, является более важной характеристикой, которая является фундаментальной, если рассматривать сварщика как хорошего.
Итак, что делает сварщика «безопасным»? Прежде всего, линия электропередач и кабель должны быть изготовлены из высококачественных материалов. Опасности поражения электрическим током лучше всего избегать с помощью мер предосторожности. Большинство из них принимаются заранее. Я бы предпочел, чтобы производители брали на себя ответственность. Держу пари, вы бы тоже.
Если вы хотите быть еще более осторожным, наденьте защитную одежду. Это значительно снизит вероятность несчастных случаев.
-
Вы должны быть в состоянии положиться на машину
Мы не покупаем сварочные аппараты на месяц или два. Я лично хотел бы, чтобы мой аппарат прослужил долго. Если вы хотите получить максимальную отдачу от вашего сварочного аппарата. Будь то MIG или TIG или какой-либо другой тип сварки, вы должны быть уверены, что внешняя броня/корпус изготовлен хорошо. Следующим приоритетом должно быть качество внутренних компонентов.
Следующим приоритетом должно быть качество внутренних компонентов.
Лучший способ сделать это — получить рекомендации от доверенной стороны.Или вы могли бы просто провести обширное исследование, как я. Опять же, тебя бы здесь не было, будь ты таким, как я. Кроме шуток, по обычному курсу, надежность во многом зависит от стоимости бренда.
Формула проста: проверьте марку, просмотрите спецификации и, на всякий случай, проверьте гарантию.
-
Уменьшите мышечное напряжение, выбрав портативное устройство
Работа сварщиком должна быть работой, а не «отработкой».«Я не думаю, что вы станете отрицать тот факт, что таскать с собой гигантскую машину не весело (совсем). Именно поэтому я предпочитаю меньшие и более компактные конструкции. Это не только экономит место, но и делает сварочный аппарат более портативным.
Если вы хотите быть более щедрым к себе, я бы посоветовал не рассматривать сварщик без хорошо сложенной ручки. Добавление удобно расположенной ручки очень помогает, когда вам нужно перемещать устройство с собой. Эта небольшая функция портативности может буквально сделать повседневную работу намного проще.
Эта небольшая функция портативности может буквально сделать повседневную работу намного проще.
-
Размер вашего кошелька также имеет значение
Единственное, что мешает вам приобрести сварщика получше, — это ваш бюджет. Но на самом деле вы можете проложить себе путь и наилучшим образом использовать свои деньги.
На нынешнем рынке очень высоки шансы найти то, что вам нужно, даже если вы не хотите тратить слишком много. Вам не всегда нужно выбирать сварочные аппараты с премиальной ценой å≈tag. Некоторые крутые сварщики на самом деле дают большим парням шанс заработать свои деньги.
Некоторые сварщики с низким бюджетом бьют по голове, когда дело доходит до функций, которые действительно важны. Они никогда не будут такими же, как высококлассные. Но они хорошо справятся с задачей. Ищите характеристики и функции, которые вам действительно нужны в сварочном аппарате. Есть большая вероятность, что вы найдете лучший вариант.
-
Уточним технические характеристики (в зависимости от типа сварочного аппарата)
Сварка листов может оказаться сложной задачей, если вы не знаете, как это сделать. Вам нужно правильно подобрать сварочный аппарат и процесс. У каждого типа сварочного аппарата свой процесс. Вы должны изучить конкретные аспекты каждого типа сварщика (то есть, что они предлагают и с каким металлом они справляются лучше всего).
Вам нужно правильно подобрать сварочный аппарат и процесс. У каждого типа сварочного аппарата свой процесс. Вы должны изучить конкретные аспекты каждого типа сварщика (то есть, что они предлагают и с каким металлом они справляются лучше всего).
Не все можно обобщать. Качество каждого типа измеряется совершенно разными характеристиками. Давайте углубимся в тему.
-
Что следует искать в аппаратах для сварки MIG
Что касается сварочных аппаратов MIG, я бы посоветовал вам в первую очередь обращать внимание на входную мощность.Входная мощность — это в основном напряжение, при котором будет работать сварочный аппарат с инертным газом. Я буду говорить об этом очень конкретно. От 110 до 140 вольт является бытовым стандартом. Это в значительной степени ожидаемо от основных торговых точек.
Если ваш сварочный аппарат работает только на 220 вольт (независимо от того, дешевый он или премиум), ему, вероятно, потребуется совершенно другая розетка. Если это не специализированный проект, я бы не рекомендовал его.
Если это не специализированный проект, я бы не рекомендовал его.
Другие вещи, такие как рабочий цикл и защита от тепловой перегрузки, также являются основными вещами, которые следует учитывать.Но вы, возможно, захотите добавить еще 10 минут к тому, что написано о рабочем цикле на коробке. Что касается защиты от тепловой перегрузки, я быстро закончу, сказав: «Тебе это нужно!»
-
На что обращать внимание в сварочных аппаратах TIG
Аппараты для сварки TIG отлично подходят для сварки тонких и хрупких металлов. Просто убедитесь, что машина может обеспечить высокую производительность при низкой силе тока. Если вы хотите использовать толщину ½ дюйма или более, вам, вероятно, будет лучше использовать сварку MIG или дуговую сварку.
Я бы предпочел немного универсальности сварочного аппарата TIG, который я мог бы выбрать. Ну, если быть точным, я должен сказать, что говорю о универсальности выходной мощности. Лучшая производительность обеспечивается выходом постоянного тока. Что касается сварки магния и алюминия, выход переменного тока был бы идеальным.
Что касается сварки магния и алюминия, выход переменного тока был бы идеальным.
Таким образом, учитывая ситуацию, покупка комбинированной машины переменного/постоянного тока является более разумным выбором.
Если вы хотите сделать выбор в пользу высокотехнологичного или прецизионного производства, сварочные аппараты TIG с возможностью работы на переменном токе — лучшее решение.
-
Особенности, которые следует учитывать при использовании аппаратов для сварки электродом
Искать лучших сварщиков для листового металла, не рассматривая сварочный аппарат, было бы неполной экспедицией (по крайней мере, по моему мнению). Некоторые функции относятся к «Stick Welder». Начнем с используемой техники.
Вместо того, чтобы использовать обычный аппарат для дуговой дуговой сварки, обратите внимание на усовершенствованную инверторную технологию IGBT, дуговую сварку или технологию Easy Start.
Что касается источника питания, аппараты для дуговой сварки дугой обычно рассчитаны на работу при входном напряжении от 110 В до 220 В или 240 В. Некоторые из них могут быть даже беспроводными. Есть несколько моделей, которые работают на двойном напряжении. Скажем, сварочные аппараты переменного тока 115 В и 230 В сейчас довольно распространены.
Некоторые из них могут быть даже беспроводными. Есть несколько моделей, которые работают на двойном напряжении. Скажем, сварочные аппараты переменного тока 115 В и 230 В сейчас довольно распространены.
Итак, все сводится к тому, что вы предпочитаете для себя. Само собой разумеется, вы не можете упускать из виду ограничение электрической розетки, которую вы собираетесь использовать. В этом случае лучше выбирать с умом.
Тактика сварки 101: Как сваривать листовой металл?
Вы не очень хороший мастер, если сходите с ума, когда к вам на порог приходит новый вид работы, верно? Не бойтесь, все бывает в первый раз, и я здесь, чтобы провести вас по основам.Просто следуйте простым советам и рекомендациям, и, надеюсь, мы увидим нового профессионала в области сварки.
-
Вы хотели бы свести к минимуму прожигание
Это скорее информационный совет. Прожоги возникают, когда расплавленная сварочная ванна разрушается. Он практически отделяется от заготовки и вместо эффективного соединения получается большое отверстие. Это происходит в основном из-за высокотемпературных входов. Чтобы избежать этого, просто будьте осторожны с температурой.
Это происходит в основном из-за высокотемпературных входов. Чтобы избежать этого, просто будьте осторожны с температурой.
Тонкостенные металлы, такие как листовой металл, требуют меньшего подвода тепла, так как низкий внешний вид валика может вызвать большее количество брызг. Скорее всего, вы столкнетесь с этими проблемами при работе с присадочными металлами из нержавеющей стали. Тем больше причин быть осторожными при общении с ними.
-
Правильный угол горелки повлияет на вашу работу
Поверите ли вы мне, если я скажу, что размещение факела напрямую влияет на передачу энергии? Вам нужно будет учитывать свойства металла, с которым вы имеете дело.Учитывайте также температуру плавления при выборе рабочего угла и скорости перемещения.
Все эти факторы влияют на количество энергии, которой подвергается металл одновременно. Риск прожога во многом зависит от угла наклона горелки.
-
Давайте обсудим импульсный метод
Хитрость пульсации заключается в том, что вы просто нагреваете небольшую часть пластин, которые собираетесь соединить. После этого сварочная ванна должна полностью остыть.Не заполняйте объединение сразу. Это плохая идея. Потому что вы рискуете создать отверстие в заготовке.
После этого сварочная ванна должна полностью остыть.Не заполняйте объединение сразу. Это плохая идея. Потому что вы рискуете создать отверстие в заготовке.
Этот метод обеспечивает высокую скорость проникновения металла и осаждения металла. Я указываю на то, что интенсивность воздействия энергии требует особой осторожности. Особенно, если вы работаете с хрупким материалом. Используйте провод самого короткого диаметра. Это сведет к минимуму возможные риски.
Я имею в виду, что для плавления потребуется меньше энергии. Теплопередача к основному металлу значительно снижается.Подумайте о том, чтобы пульсировать в вашей повседневной работе. Вы не пожалеете об этом.
-
Разные хитрости, которым я советую вам следовать
Давайте рассмотрим несколько простых инструкций, которые облегчат вашу жизнь на нескольких уровнях. Избегайте использования присадочной проволоки, диаметр которой имеет большее значение, чем диаметр основного металла.
Выбор кабеля «Является ли» вещью. Попробуйте получить кабель ER70S-6, сертифицированный по классификации Американской ассоциации сварщиков.Это обеспечивает большее смачивающее покрытие и увеличивает площадь контакта.
Не используйте отрицательный электрод постоянного тока. Это может быть очень опасно и контрпродуктивно одновременно. Меньше тепла на присадочной проволоке и больше на основном материале просто нехорошо. Перегрев заготовки и отсутствие достаточного количества наполнителя для фактического формирования соединения?
Я действительно не хотел бы этого. Я уверен, что и вы тоже.
Вместо этого используйте электрод постоянного тока с положительной полярностью.Это в основном делает наоборот. Вы не останетесь в проигрыше.
Мой последний совет: используйте защитный газ с высоким содержанием аргона. Он не передает столько тепла, сколько чистый углекислый газ. Я почти уверен, что вся эта информация обеспечит вам лучший опыт сварки в долгосрочной перспективе.
Давайте покончим с дискуссией
Если вы читаете заключительные замечания к этому небольшому (каламбур) руководству по лучшим сварочным аппаратам для листового металла, я должен вас поздравить.С моей стороны потребовалось некоторое усилие, чтобы собрать все воедино. Я использовал весь свой опыт (и даже немного), рекомендуя эти инструменты.
Однако есть одна загвоздка. Эти машины не работают одинаково в случае разных металлов. Для меня продукты Хобарта имеют чуть большее предпочтение, чем остальные. Хобарт 140 — хорошее место для начала.
Вы также можете обратиться к Forney, если хотите сделать сварку с флюсовым сердечником. Easy Weld 261 — хороший выбор, если вы пробуете свои силы на Forney.Будьте осторожны с гарантией на эти вещи.
ЕСЛИ вы все еще не уверены в том, «Как сваривать листовой металл» с помощью этих инструментов, обратитесь к моему довольно небольшому руководству в конце, где я подробно описал процесс. Дайте мне знать о своем опыте работы с этими инструментами в разделе «Комментарии» ниже. Давайте вступим в плодотворную дискуссию.
Давайте вступим в плодотворную дискуссию.
Связанные статьи:
Как сварить листовой металл без коробления?
Можно использовать несколько способов для сведения к минимуму деформации, вызванной усадкой:
- Приваривать , а не .
- Использовать прерывистую сварку .
- Используйте как можно меньше проходов сварки .
- Поместите сварных швов рядом с нейтральной осью.
- Баланс сваривает вокруг нейтральной оси.
- Используйте ступени для сварки .
- Предвидеть силы усадки.
- Спланируйте последовательность сварки .
Нажмите, чтобы увидеть полный ответ.
Точно так же можно спросить, какой сварочный аппарат лучше всего подходит для листового металла?
4 лучших сварочных аппарата для листового металла – обзоры 2019
- LOTOS MIG175 175AMP Mig Welder.
- Hobart Handler 500554001 190.

- Forney 309 140-амперный сварочный аппарат MIG.
- Сварочный аппарат Fluxcore серии Pro-Series MMIG125, 125 А.
- Сварщик листового металла Советы по покупке.

В связи с этим возникает вопрос, можно ли сваривать листовой металл с флюсовой сердцевиной? Преимущества использования Сварка с флюсовым сердечником Его можно носить с собой, так как не обязательно использовать защитный газ для сварки . Он может сваривать не совсем чистые металлы , также может проникать в более толстые металлы .Порошковая проволока с газовой защитой может обеспечить хороший промежуточный уровень.
Кроме того, можно ли сваривать листовой металл с помощью MIG?
Короткие, быстрые Сварные швы — Когда сварка листового металла с помощью сварочного аппарата MIG вы делаете НЕ хотите пробовать и запускать один длинный шов, как когда вы сварка более тяжелого металла 2 . Листовой металл легко деформируется, а также может легко прогорать. Для более тонкого листового металла калибра , такого как 18 или 20 калибра , мы предлагаем .023 (6 мм) в сварочном аппарате MIG .
Листовой металл легко деформируется, а также может легко прогорать. Для более тонкого листового металла калибра , такого как 18 или 20 калибра , мы предлагаем .023 (6 мм) в сварочном аппарате MIG .
Можно ли сваривать панели кузова методом мигания?
MIG Встык Сварка . Изготовление прочных, привлекательных MIG стыковых сварных швов в панелях кузова необходимо для отличной работы панелей , если только вы не благословлены дорогим сварочным аппаратом TIG, а также навыками и опытом для его эффективного использования. Единственным другим вариантом для стыковой сварки тонкого стального профиля является сварка горелкой .
Четыре основных этапа сварки
Сварка — это процесс использования электричества для плавления и соединения кусков металла в единое целое. Соединение, созданное сваркой, не может быть легко разрушено.
Это не простой процесс, но команда Customized Sheet Metal привыкла делать это на регулярной основе. Давайте подробнее рассмотрим, как сваривать.
Давайте подробнее рассмотрим, как сваривать.
Существует четыре основных типа сварки. К ним относятся сварка металлическим инертным газом (MIG), сварка металлическим активным газом (MAG), сварка вольфрамовым инертным газом (TIG), а также газовая сварка и пайка.
В CSM мы можем сваривать различные материалы, включая нержавеющую сталь, мягкую сталь, медь, латунь, цинк и титан. Мы также свариваем материалы разной толщины в различных секторах, в зависимости от металлоконструкций, требуемых нашими клиентами.
Преимущества импульсной сварки MIG/MAG
Стандартный «прямой» MIG имеет меньшую энергию дуги — он будет работать в режиме погружения или распыления, но в режиме погружения будут короткие замыкания и брызги. Это может быть полезно для тонких срезов или позиционной сварки, потому что более высокая энергия импульса может быть слишком большой для того, чтобы сварочная ванна оставалась под контролем.
Однако импульс позволяет дуге входить в режим струйного переноса даже при малых токах и скоростях подачи. Благодаря дополнительной энергии дуги это обеспечивает более быструю и аккуратную сварку с более высоким наплавлением и меньшими зонами термического влияния
Благодаря дополнительной энергии дуги это обеспечивает более быструю и аккуратную сварку с более высоким наплавлением и меньшими зонами термического влияния
Двойной импульс возвращает вам возможность сварки в более медленном темпе. Поскольку двойной импульс дает время для охлаждения и затвердевания сварного шва, он особенно полезен в сложных ситуациях, когда необходимо быстро и осторожно перемещать горелку, сохраняя при этом контроль над горячей сварочной ванной.Примеры этого могут включать вокруг трубы или поручней. Двойной импульс также очень удобен для вертикальной сварки вверх.
Сварка MIG/MAGвыглядит как сварка TIG, что может быть положительным моментом, если вы к этому стремитесь. Рябь в стопке также может быть легко достигнута легким движением горелки вперед-назад.
Преимущества импульсной сварки TIG/TAG
Импульсная сварка TIG с импульсным током имеет ряд преимуществ, в том числе более низкое тепловложение и, следовательно, уменьшение деформации и деформации тонких заготовок. Кроме того, он позволяет лучше контролировать сварочную ванну и может увеличить проплавление, скорость и качество сварки.
Кроме того, он позволяет лучше контролировать сварочную ванну и может увеличить проплавление, скорость и качество сварки.
Здесь, в Customized Sheet Metal, мы используем импульсную сварку TIG для пробивки корня шва на нескольких различных изделиях из нержавеющей стали, а также используем приспособление для продувки аргоном для защиты корня шва от кислорода в атмосфере.
Как наиболее распространенный и простой вид сварки, мы собираемся более подробно рассмотреть сварку MIG в этом блоге:
Как сварить
Шаг 1. Безопасность прежде всего
Прежде чем приступить к сварочным работам, прежде всего вам необходимо подумать о своей безопасности и безопасности окружающих.Использование средств индивидуальной защиты является ключевым фактором при сварке.
Что делать – Носить защитную одежду
Сюда входит шлем для защиты глаз от очень яркого света, одежда с длинными рукавами для защиты кожи в случае ожогов и изолированные перчатки для предотвращения поражения электрическим током, вызванного жарой.
Не носите обувь с открытым носком или синтетическую обувь
Горячий металл часто может падать прямо при сварке, поэтому во время процесса не носите обувь с открытым носком.Защитная обувь с резиновой подошвой — лучшая обувь, которую вы можете носить во время сварки.
Что нужно сделать: поддерживайте чистоту на рабочем месте и держите поблизости огнетушитель
Расплавленный металл может выплеснуться на несколько футов, а любые опилки, бумага или полиэтиленовые пакеты могут легко загореться. Держите свое рабочее место в чистоте, чтобы ограничить возможность возгорания. И в случае чрезвычайной ситуации убедитесь, что у вас есть огнетушитель поблизости.
Не работайте в плохо проветриваемом помещении
При сварке выделяются опасные пары, которые могут нанести вред при чрезмерном вдыхании.Работа в хорошо проветриваемом помещении — лучший способ предотвратить вдыхание слишком большого количества вредных паров.
Шаг 2.
 Подготовка имеет ключевое значение
Подготовка имеет ключевое значениеПеред началом сварки убедитесь, что и сварочный аппарат, и свариваемые детали правильно настроены.
Сварщик
Перед каждой сварочной работой необходимо проводить проверку качества сварки. Команда сварщиков в CSM хорошо приспособлена к проверке аспектов сварочного аппарата перед его использованием, таких как визуальный осмотр, проверка сборки и оборудования.
Металл
Металл, который вы собираетесь сваривать, также нуждается в проверке. Вы должны убедиться, что ваш металл чист от любого масла, краски или ржавчины. Вы также должны проверить химические компоненты металла на соответствие требованиям и убедиться, что знаете свойства материалов, с которыми работаете. Например, если вы слишком рано очистите большие площади алюминия перед сваркой из-за окисления, это может привести к неправильной сварке и потребовать повторной обработки.
Сварочная пломба на алюминиевой тележке Шаг 3. Сварка металла
 Сварка металла
Сварка металла Материалы, которые вам понадобятся, прежде чем вы сможете начать сварку, включают проволоку MIG, сварочные наконечники, электродные стержни, сварочный пистолет и стержень для газовой или TIG-пайки. Другие элементы могут включать зажимы и регулируемый сварочный стол.
Вам необходимо прочитать план спецификации; рассчитайте необходимое количество подачи проволоки и измерьте глубину проникновения.
Заземлите заготовку с помощью заземляющего зажима, соедините два материала вместе в том месте, где вы хотите, чтобы они соединились, и кончиком сварочного аппарата сделайте зигзагообразное движение по верхней части шва.
Шаг 4. Зашлифуйте сварной шов и разгладьте его
Если вы хотите, чтобы ваш сварной шов выглядел аккуратно и профессионально, последним шагом будет шлифовка шва на угловой шлифовальной машине по шву и его сглаживание, чтобы закончить работу профессионально.
И это процесс сварки от начала до конца.
В Customized Sheet Metal мы используем комбинацию старых и новых процессов, когда дело доходит до сварки, в зависимости от продукта, который мы производим. Мы гарантируем, что наша сварка создает прочные, надежные и долговечные изделия, будь то промышленные клетки, стеллажи для хранения или любые другие изделия из металла.
Мы гарантируем, что наша сварка создает прочные, надежные и долговечные изделия, будь то промышленные клетки, стеллажи для хранения или любые другие изделия из металла.
Легко ли сваривать?
Сварка — это задача, на освоение которой уходят годы и много практики. Часто профессиональные сварщики получают сертификат, пройдя курсы или посетив школу сварщиков.
Если вам нужно что-нибудь сварить, Customized Sheet Metal — идеальное место. Все наши сварщики прошли специальное обучение и имеют большой опыт сварки металлов.
Хотите узнать больше о сварке? Читайте наш блог об истории сварки здесь.
Думаете о проекте, требующем сварки?
Если у вас есть проект, требующий элемента сварки, свяжитесь с нами, и один из членов нашей дружной команды поможет вам с вашим проектом.
Курильщик хотел бы особо поблагодарить Адама Веллингтона и Стива Ларкмана за их вклад в написание этой статьи.