Как варить трубы под любым углом, а не только 45 и 90 градусов
Как варить трубы под разным углом в 45 и 90 градусов
Сварка труб дело непростое, да ещё, если нужно сделать так, чтобы они не текли в процессе эксплуатации. Но даже если это и не нужно, то нередко возникают определенные сложности, если требуется вварить одну трубу в другую под некоторым углом.
Сделать это неподготовленному сварщику достаточно сложно. Для этого сначала нужно произвести разметку трубы, после чего ровно отрезать её болгаркой и вварить в другую трубу. Какие хитрости при этом существуют? Как быстро и правильно отрезать трубу под углом?
Резка под 45 градусов
Обычно, если вы поставили цель повернуть трубу на 45 градусов употребляют фитинги, отводы с углом поворота 45 градусов, выполненных из такого же материала, что сами трубы, если трубы железные, то и повороты привариваются из стали. Для ПНД труб есть электросварные либо литые отводы под 45 градусов (практически, что компрессионных фитингов с таким углом поворота у нас отыскать почти невозможно).
Если все таки необходимо отрезать трубу круглого сечения из стали либо различного вида пластмасс, то для этой цели пригодится лекало для резки труб под углом, форма которого рассчитывается ручным либо машинным методом. Задачка значительно упрощается, если под углом 40 5 градусов нужно отрезать железный профиль квадратного сечения.
Для обрезки по-быстрому воспользуйтесь обыденным листом бумаги, сложенным на искосок, что бы размечают поверхность для грядущего реза. Применяя сложенную бумагу, поступают последующим:
- проводят на прямой поверхности профиля в месте, где производится рез, строго перпендикулярную линию;
- прикладывают сложенный на искосок лист бумаги к боковой поверхности острым концом к полосы таким макаром, чтоб верхний край картонного треугольника находился заподлицо с верхней стороной железного профиля.
Рис. 4 Самодельный шаблон для резки трубы под 45 градусов
- проводят карандашом линию по боковой части листа под углом 45 градусов, после этого картонный угол прикладывают к другой боковой стороне и обводят его карандашом (лучше пользоваться узким маркером).

Для отпиливания применяют болгарку с диском по металлу, проводя сначала узкую линию по разметке, после завершения равномерно ее углубляя до полного отделения кромок.
Во время работы с болгаркой нужно учесть последующий фактор — при полном обрезании кромок диск а возможно поврежден об острый угол
, что приведет к его износу, а в случае отсутствия защиты на болгарке даже к травмам работника. Потому угловые кромки лучше не обрезать до конца, а оставлять неширокую канавку и потом обламывать, зашлифовывая потом выступ.
Особенности процесса
Видео 2
Сразу следует заметить, что профильные трубы для сваривания очень удобные:
- Они изготовлены со стандартными размерами, поэтому их легко совмещать.
- Разновидности сечений дают возможности выбрать деталь для всякого строения.
- Равномерность толщины металла.
- Сварка профильных трубопроводов своими руками проводится с ровненькой кромкой и гладкою поверхностью.
Трудности, которые возникают
- При нагревании заготовки меняют конфигурацию.
- При соединении торцов появляются места высокого напряжения в местах углов углах.
- Частично может перекрываться просвет трубопрокатного изделия застывшим после раскаливания металлом.

ВАЖНО! Если внимательно изучить все сложности технологии, то выполнять варку профиля своими руками можно без затруднений.
Видео 3
Изготовка шаблона для обрезки металлопрофиля
Если нужна вырезка массы труб, выполняют шаблон из металлопрофиля большего поперечника по картонному листу приведенным выше методом. Угол наклона инспектируют транспортиром либо строительным угольником — и тогда две кромки купированных деталей шаблона соединяют.
Во время работы на разрезаемую деталь там где удобно одевается шаблон и плотно прижимается, разметка наносится остро заточенной чертилкой при обводке шаблонного контура. Деталь обрезается в несколько заходов с постепенным углублением канавки.
Рис. 3 Отрезание металлопрофиля при помощи стусла
Устройство подачи шпули безынерционной катушки
Движения устройства подачи шпули возвратно-поступательные. Существует 2 вида такого механизма:
Существует 2 вида такого механизма:
- с винтовой передачей;
- с шестерней-кулисой.
Кулисное устройство включает в себя малую шестеренку, шестеренку-паразитку, каретку и направляющие для нее, шток для подачи шпули и ее крепления. Вращается ручка, малая шестеренка начинает тоже вращаться и передает усилие на шестерню-паразитку, которая, в свою очередь, приводит в движение каретку.
Шпуля на штоке движется аналогично каретке. Так леска укладывается на шпулю равномерно.
Для спиннинга лучше использовать БК с винтовым устройством подачи шпули.
Винтовое устройство подачи
Вращение от главной пары передается на каретку через кулачковый вал шестеренки привода. Большинство моделей БК оборудованы бесконечными винтами. Нарезка у таких винтов перекрестная, шаг канавок разный.
Из-за разного шага движение шпули вперед происходит с одной скоростью, назад — с другой.
Так обеспечивается качественная укладка даже очень тонкой лески: верхний слой ее не утопляется в нижний, и леска не запутывается.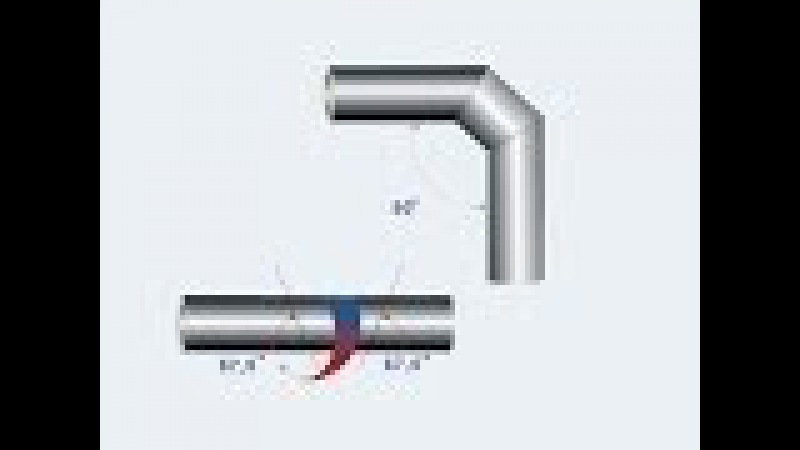
Резка под 90 градусов
Чтоб поперек ровно отрезать круглый трубопровод либо металлопрофиль прямоугольного сечения, употребляют лист обыкновенной бумаги. Им оборачивают заготовку таким макаром, чтоб кромки картонного листа совпали, потом его фиксируют на детали с применением скотча либо клея. Болгаркой проводят рядом с кромкой картонного листа узкую линию, после этого ее равномерно углубляют до полного вырезания.
Металлопрофиль либо круглую трубу есть вариант распилить с помощью шаблона, надев у них ровно купированный элемент с огромным внутренним поперечником.
Рукоять
Рукоять задает вращательное движение механизму. У многих БК есть система складывания ручки, срабатывающая после нажатия на кнопку, а также винтовое приспособление для смены расположения рукояти.
Есть модели с отсутствием кнопочной системы. Складывать и переставлять рукоятку в них можно при помощи винтового механизма.
Для этого винт ослабляется, рукоять устанавливается в нужном положении, и винт снова затягивается, фиксируя это положение.
Чтобы переставить рукоять в таком случае винт выкручивается, снимается, рукоять переставляется на противоположную сторону катушечного корпуса, винт вкручивается в отверстие до упора.
Скоростные катушки оборудуются двойной рукоятью. У них может быть и одна ручка, но дополненная компенсатором, который предотвращает вибрации из-за несбалансированности рукояти.
Как разрезать трубу под углом 45 как еще его называют 90 градусов
При необходимо разрезать трубу
под 90 градусов, по другому два по 45 градусов. Вот мой метод. Ссылка на программку Разв.
- подрезают кромки заготовки под прямым углом приведенным ранее методом.
- На круглой торцевой поверхности маркером отмечают четыре равноудаленные точки, расположенные под углами 90 и 180 градусов между собой.
- Создают измерение размера окружности, приобретенный поперечник делят на 3. От 2-ух диаметрально расположенных точек откладывают приобретенное расстояние, после этого эти точки соединяют с 2-мя принципами плавной дугой, проводя линию маркером.

Рис.5 Пример воротникового разреза трубы
- По разметке проводят рез болгаркой и отделяют полукруглые сегменты, затем деталь готова к сварке. При малых некорректностях в сопряжении ее можно уплотнить кувалдой, приставив к круглой поверхности другого элемента.
Шпуля заполнение, вместимость
Перед закреплением лески шпуля снимается: отвинчиваем винт, который находится перед шпулей и нажимаем кнопку, расположенную на ней (если фрикцион задний).
Далее необходимо открыть лесоукладыватель. Шпулю устанавливаем на ось и затягиваем винт. Силу применять во время установки не нужно. О том, что шпуля установлена, сообщает фиксатор щелчком.
Закрыв лесоукладыватель, приступаем к намотке лески. Для более ровного наматывания леску рекомендуется натянуть. Чтобы не возникало проблем в ходе эксплуатации катушки, от края шпули до лески должно оставаться не менее 2 миллиметров.
Вместимость шпули указывается производителем катушки в руководстве для пользователя.
Бумажное лекало для трубы
Одним из всераспространенных методов, как сделать для труб с круглой поверхностью лекало, является способ, которому пригодится расчерченный лист бумаги, линейка и карандаш. Для получения картонного лекала поступают последующим методом:
- Чертят на картонном листе окружность с поперечником обрезаемой трубы, разбивают круг на 16 равных частей, всякий раз деля огромные отрезки на два схожих.
Рис. 6 Как разрезать трубу под 45 градусов – лекало из бумаги
- Определяют длину окружности, умножив ее поперечник на число Пи, равное 3,14.Откладывают миф размер по оба государства от оси окружности равными отрезками, любой из которых делят на 8 равноразмерных частей.
- Проводят от отрезков на прямой вертикальные полосы ввысь и горизонтальные от точек, поставленных на круге.
- Места их скрещения соединяют плавной линией и в конечном итоге получают нанесенный на бумагу шаблон, который вырезают и приклеивают к обрезаемой поверхности. Для обрезки лучше использовать болгарку с диском малого поперечника — поверхность будет криволинейной и с применением огромного диска вырастет погрешность.
Производитель
Созданием и усовершенствованием данного устройства занимается — один из лидеров отечественного научно-технического рынка. Свою деятельность компания осуществляет с 2001 года и за это время добилась значительных успехов в производстве мобильных плазменных комплексов.
На сегодняшний день продает «Горыныч» в 11 стран мира и число заказов увеличивается год от года. Официально приобрести это устройство можно у девяти дилеров в России и в странах СНГ. Кроме продажи дилеры осуществляют сервисное и гарантийное обслуживание в случае необходимости, а также занимаются распространением сопутствующих товаров.
Для личного использования
Для резки железных труб в домашнем хозяйстве употребляется последующий инструмент:
Ручные труборезы. Позволяют обрезать круглые детали с получением ровненького прямого угла среза путем режущих кромок роликов. Существует несколько разновидностей изделий подобного вида, состоящих из единичных роликов как еще его называют их ряда, закрепленных на цепи. В быту подобные устройства встречаются достаточно изредка и поболее подходят для проф выполнения работ.
Существует несколько разновидностей изделий подобного вида, состоящих из единичных роликов как еще его называют их ряда, закрепленных на цепи. В быту подобные устройства встречаются достаточно изредка и поболее подходят для проф выполнения работ.
Болгарка. Является универсальным инвентарем для проведения обрезки всех железных деталей с различными углами, для выполнения работ употребляются особые диски по металлу, которые в процессе использования достаточно стремительно стачиваются. Поэтому есть вариант точно вырезать кривую линию диском малого поперечника.
Рис. 7 Личный инструмент для резки труб
Газовая горелка. Резвый и действенный способ перерезания металла раскаленной струей пламени, имеются такие недостатки как оплавленные кромки, которые осложняют предстоящее сваривание. Газовой горелкой трудно резать
изделие по картонному шаблону, который сгорит, если расчерчена линия, то в струе пламени она фактически не будет видна.
Газовая сварка
Видео 8
Соединение своими руками профильных труб газовой сваркой, очень отличается от электрической. Подготовительная работа к процессу оналогичная. Только все поверхности для состыковки покрывают порошком-флюсом. И готовят присадочную проволоку.
Подготовительная работа к процессу оналогичная. Только все поверхности для состыковки покрывают порошком-флюсом. И готовят присадочную проволоку.
Соединение. Его выполняют двумя способами:
- Тонкостенные изделия соединяют справа налево.
- Если стенки свыше 5 мм – слева направо.
При работе постоянно нужно контролировать положение деталей. Когда трубы остывают, шов зачищается абразивом и на него наносится антикоррозийное покрытие.
Соединение своими руками труб без сварки
Малогабаритные каркасные сооружения собирают без сваривания. При этом соединение профильной трубы без сварки производят с использованием специального приспособления.
Видео 9
Краб-системы
Представляют собой устройства в виде специального хомута в форме краба, который ставиться в конкретное место и соединяет определенный участок профиля. Такое устройство состоит из двух частей, они соединяются гайками и болтами.
В собранном варианте такое устройство образует прямоугольную или квадратную форму, его размеры позволяют плотно обхватывать трубопрокатное изделие со всех сторон.
Самые популярные хомуты с размером 95х95 мм. Они дают возможность произвести надежные соединения, и гарантируют качественный и прочный крепеж сооружений.
Изготавливают эти приспособления из оцинкованного, или покрытого составом порошка металла.
Преимущества использования краб-системы
Они дают возможность за короткое время собрать или разобрать сооружение. Все трубопроводы с такими соединением превращаются в разборные.
Крепление профильной трубы без сварки краб-системами, пользуются большой популярностью. С такими соединениями сооружение можно не только быстро переместить, но и сконструировать что-то новое.
ВАЖНО! По показателям прочности такие хомуты-крабы не уступают сварному варианту стыка, но после сварки крепление разобрать нельзя.
Также к достоинствам этих крепежей относят и то, что строение возводиться с небольшими финансовыми вложениями.
Как, недостаток можно выделить тот момент, что крепить им можно трубы небольших размеров.
Хомуты
Используется для профиля к постройке-изгороди. Устройство имеет прямоугольную форму и его составляют две части. Одну из них вкручивают в стенку и вставляют туда трубу. Второй частью труба фиксируется (хомутом и болтами).
Фитинги
Еще одним способом, как соединить профильные трубы без сварки, являются фитинги. Их применяют в тех ситуациях, когда нужно сделать ответвление и загибы. Они являются неподвижным крепежом для стыка и торца. Эти крепежи могут быть таких видов:
- Тройники и крестовины. Их используют для ответвления, и они соединяют изделия разного и одинакового размера.
- Угольники. Их применяют, когда нужно изменить направление трубомагистрали.
- Муфты. Они ставятся в месте стыковки.
Теперь вам известно, как осуществить сварку профильной трубы, а видео уроки помогут дать наглядное представление. Так же мы разобрали, какие способы соединения существуют. Используя данную информацию, вы справитесь с работой легко и быстро.
Для промышленного использования
В индустрии для транспортировки жидкостей и газов употребляются трубопроводы огромного поперечника, потому агрегаты для резки труб имеют большой вес и габаритные размеры. Встречаются там и ручные труборезы роторного и хомутного принципа деяния. В начале происходит вращение режущих роликов по круглой поверхности с помощью переставляемой ручки, во 2-м варианте прорезание осуществляется дугообразными пластинами, которые при вращении равномерно сдвигаются.
Рис. 8 Промышленные приспособления для резки трубы
Принцип действия
По своим конструктивным особенностям данное устройство является классическим генератором плазмы низкой температуры. Плазму получают с помощью электрической дуги, которая возникает между катодом и анодом. Жидкость нагревается до экстремально высокой температуры и под высоким давлением превращается в узконаправленную плазменную струю.
В качестве рабочей жидкости, которая подвергается нагреву, может служить и вода, и спирт. Стоит отметить, что можно использовать лишь дистиллированную воду или раствор дистиллированной воды со спиртом (содержание спирта в 45%).
Стоит отметить, что можно использовать лишь дистиллированную воду или раствор дистиллированной воды со спиртом (содержание спирта в 45%).
Это обстоятельство делает прибор «Горыныч» универсальным, способным работать с самыми разными материалами и выполнять различные виды работ.
Несмотря на достаточно сложный принцип работы, устройство для сварки и резки состоит из трех основных компонентов: непосредственно плазменного генератора, блока питания и системы управления.
Как отрезать чугунную трубу
Основное отличие чугуна от обыкновенной стали — высочайшая хрупкость и большая толщина стен, его точную обрезку нужно делать в таком порядке:
- Прочерчивается по шаблону угол
разметочный посредством чертилки, для
опоры под деталь подкладывают деревянный щит или доску.
- Делают болгаркой неглубокий пропил поверхности по всему периметру.
- Дальше канавку углубляют в течение нескольких проходов до полного отделения 2-ух частей.
Шестеренки и Шестеренка-паразитка
Чем меньше шестерни в главной паре, тем слабее катушка. Для спиннинга нужны увеличенные шестеренки.
Для спиннинга нужны увеличенные шестеренки.
FluiDrive Gearling — шестерни главной пары представляют собой зубчатый механизм с плавным движением.
Digital Gear Design — маркировка катушки, в производстве которой были задействованы компьютерные технологии.
Haper Gear — катушка, зубцы шестерней которой подвергаются дополнительной механической обработке, чтобы улучшить сцепление, уменьшить люфты.
Шестерня-паразитка по форме может быть в виде квадрата или круга. Шестеренка квадратной формы способствует более ровному накручиванию лески на шпулю, в том числе и у бортиков. Шестерня-паразитка бывает также эллипсоидной формы, а каретка стыкуется с ней посредством шарниров.
Механизм и скорость вращения ротора в БК
Роторный механизм включает в себя главную пару и подающее шпулю устройство. В роторе есть колесо, которое ведет шестеренку на главном валу. Он начинает вращаться из-за вращения рукоятки. Она монтируется в отверстие с 4-мя гранями, расположенное на валу. Главная пара — редуктор, он имеет конкретное передаточное число.
Главная пара — редуктор, он имеет конкретное передаточное число.
Скорость, с которой вращается ротор, находится в зависимости от передаточного отношения привода и от того, как быстро вращается рукоятка. По передаточному числу БК для спиннинга классифицируются следующим образом:
- Силовые (катушка делает один оборот, а ротор в течение этого времени от 3,2 до 4,3 оборота) для троллинга, приспособлены для медленной проводки.
- Универсальные (от 4,5 до 6,1 оборота). Темп проводки любой.
- Скоростные (от 6,2 до 7,2) для твитчинга, джига.
Какие работы можно проводить с помощью плазменного генератора Горыныч
Сферы применения данного устройства очень велики и продолжают увеличиваются, так как люди находят все новое использование этому прибору. В данный момент времени применять его можно следующим образом:
- Сварка конструкционных, нержавеющих, легированных сталей, цветных металлов, а также их сплавов.
- Пайка и сварка изделий из цветных металлов.
- Резка стальных, чугунных изделий, цветных металлов, а также их сплавов.
- Пайка твердыми и мягкими припоями с высокой и низкой температурой плавления.
- Плавка металла в небольших количествах в тиглях.
- Поверхностная термическая обработка.
- Вспомогательная обработка металлов в литейном производственном процессе.
- Обработка тугоплавких материалов неорганического и органического происхождения (базальт, кварц, гранит, кварцевое стекло, бетон, мрамор, асбоцемент и другой материал).
- Воронение небольших изделий.
- Порошковое напыление изделий.
- Термическое оксидирование деталей.
- Закалка металлических деталей.
- Обработка термоусадочных материалов.
- Нанесение глазури.
- Изготовление и обработка продукции из стекла.
- Разделка стеклоткани.
- Получение химических соединений.
- Удаление окислов с металлических поверхностей.
- Очистка поверхностей термостойких изделий и различных отверстий в них от загрязнений органического и иного характера.
- Очистка поверхностей и микроотверстий от органических загрязнений в платиновых фильерах.
- Оплавление бетонных поверхностей для уменьшения гигроскопичности.
- Для ювелирных потребностей.
- При незначительных возгораниях в рабочей производственной зоне может использоваться в режиме погашенной дуги для мгновенного пожаротушения.
Как показывает многолетнее использование, плазменный генератор в хозяйстве может заменить такие приспособления, как болгарка, ручная пила, паяльная лампа, сварочный аппарат, газовая горелка и даже высокотемпературный лазерный резак.
В случае необходимости «Горыныч» можно использовать даже как достаточно яркий фонарь для освещения помещений.
Применение в художественной резке и сварке металла
Подавляющее большинство людей считают, что подобный прибор может только сварить или резать металл, но в реальности все обстоит по-другому. Если приложить к «Горынычу» немного фантазии, то с его помощью можно создавать настоящие произведения искусства.
К примеру, имея заранее приготовленные формы, можно отливать фигурки из металла, стекла или пластика. Для этого достаточно разогреть исходное вещество в тигле и залить его в форме. Обычно нагрев занимает не более 5 минут, а в случае со стеклом и пластиком все происходит еще быстрее.
Также, можно сваривать между собой металл и тем самым создавать любые абстрактные фигуры и конструкции ограничиваясь лишь своей фантазией.
Используя плазменный агрегат можно менять свойства твердотельных материалов. В качестве примера можно привести классическую гранитную плитку. Если её нагреть, то она станет на тон светлее, а ее способность впитывать воду увеличиваться на порядок. Таким образом, даже самую скользкую плитку можно превратить в шершавую и тем самым исключить возможность проскальзывания.
Уход и меры предосторожности
- Леска не должна попадать на вращающиеся детали катушки.
- Оставляя катушку храниться до следующего использования, нужно позаботиться о том, чтобы она была сухая.
- Ежегодно рекомендуют производить открытие корпуса катушки и смазывание ее механизма специальной смазкой.
- Использовать катушку следует согласно инструкции, в противном случае при поломке придется рассчитывать на собственные силы: гарантия не распространена на повреждения, вызванные некорректным использованием БК.
- После применения катушку нужно протирать спиртом (открытые места) и смазывать ролик лесоукладывателя смазкой.

Деталей в безынерционной катушке много. «Безынерционная», т. к. инерции на барабане при забросе нет, положение шпули в катушке фиксированно. Это сложное устройство
Если за ним ухаживать и соблюдать меры предосторожности, БК прослужит много лет. При исправной работе не рекомендуется чаще раза в год разбирать катушку
Со знанием как устроена катушка для спиннинга вас не застанет врасплох никакая поломка!
О профилактике безынерционной катушки смотрите в видео. Приятного просмотра!
Сколько стоит работа наемного сварщика?
Ориентируемся по стоимости на центральный регион РФ. Важно понимать, что работа наемного сварщика измеряется в различных величинах. Ориентир на:
Важно понимать, что работа наемного сварщика измеряется в различных величинах. Ориентир на:
- Сантиметры (от 20 р за единицу).
- Стыки ( от 150 р за один стык).
- Высокая стоимость на сложные (неудобные) конструкции. Ворота, заборы уже в погонных метрах (от 600 за п.м.).
- Метод горячей сварки.
На любом из сайтов цена всегда ориентировочная. Обсуждают конкретные действия на объекте. После чего выставляют счет. Сварщик не только делает шов, но и подготовку. А это трудоемкий процесс.
Как сварить трубу под 90 градусов
Резка труб под углом: преимущества и недостатки разных способов + пример выполнения работ
Трубы – широко распространенный строительный материал. Их применяют в монтаже разных систем. В процессе монтажа случают ситуации ситуация, когда трубы необходимо стыковать под углом. Технология производства таких работ не является стандартной, но знать о ней нужно.
Чтобы создать сложную конфигурацию соединения, требуется резка труб под углом.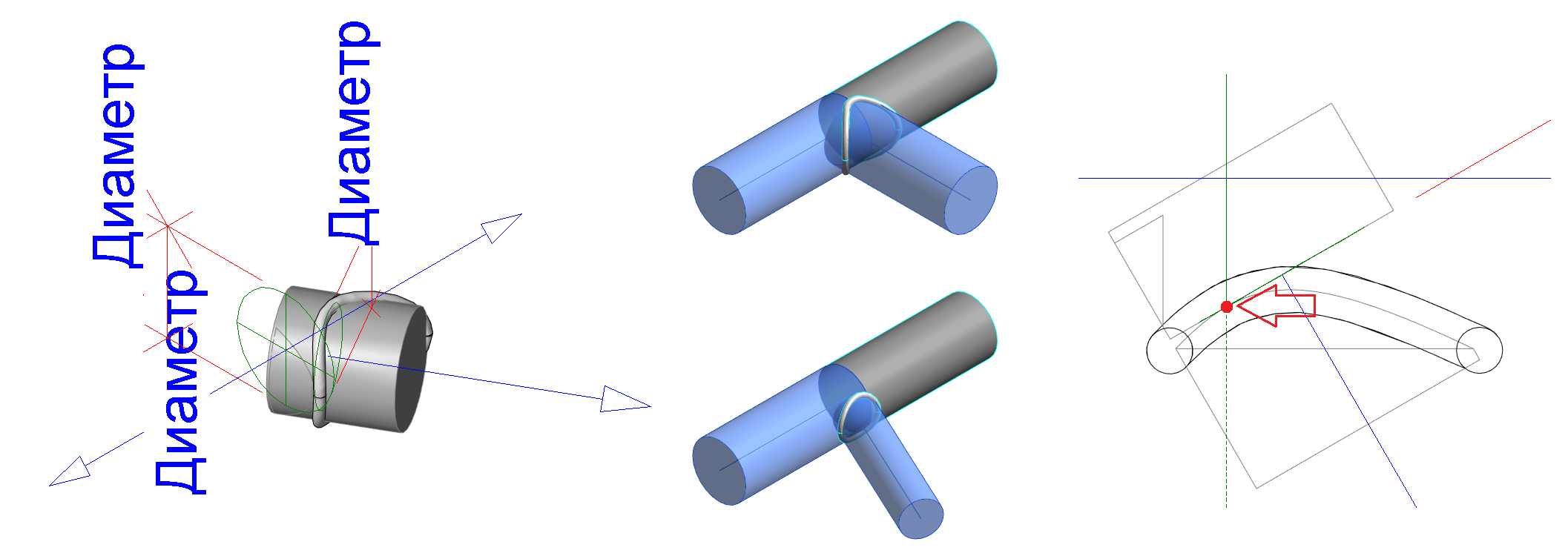 Мы расскажем, как выполняются такие операции и какие существуют методы резки.
Мы расскажем, как выполняются такие операции и какие существуют методы резки.
Приёмы резки труб под углом
Рассматривая приёмы работы – реза прямо или под углом – следует учитывать разный материал изделий, подвергаемых обработке. Так, рукава, изготовленные из полипропилена или тонкой меди, резать легче и проще, чем толстостенные стальные трубы.
Пластиковые изделия малых диаметров обрезаются под нужным углом с помощью специальных ножниц. При этом контролировать угол можно обычным транспортиром. Резка полимерных труб также производится обычной ножовкой с мелкозубчатым полотном.
Наиболее частой потребностью в монтаже становится резка водопроводных, канализационных и вентиляционных труб под углом 45º.
Выясним, какие приспособления можно использовать для реза под различными углами.
Бумажное лекало для трубы
Для исполнения относительно точного реза можно применить несложную методику, где в качестве своеобразного лекала выступает обычный лист бумаги. Например, удачно подходит для создания лекала бумага принтерная формата А4.
Предварительно лист размечается под квадрат с помощью линейки. Размер диагонали квадрата должен быть равен длине окружности трубы, которую нужно отрезать. Лишние части листа обрезаются.
Далее следующие действия:
- Согнуть лист по диагонали, совместив противоположные углы.
- Полученный треугольник повернуть так, чтобы линия гипотенузы была перпендикулярна оси трубы.
- В таком положении обернуть бумагой трубную поверхность, совместив вместе крайние точки гипотенузы.
- Нанести маркером метку реза по линии любого из катетов треугольника.
- Обрезать трубу по намеченной линии.
Этим способом вполне удобно размечать и резать трубы под углом 45º в диапазоне диаметров от 32 до 63 мм. Для большего удобства разметки рекомендуется брать толстую, но мягкую бумагу. Также можно использовать паронит и похожие материалы.
Как грамотно подобрать труборез для пластиковых труб и как его применять на деле, подробно описано в предложенной нами статье.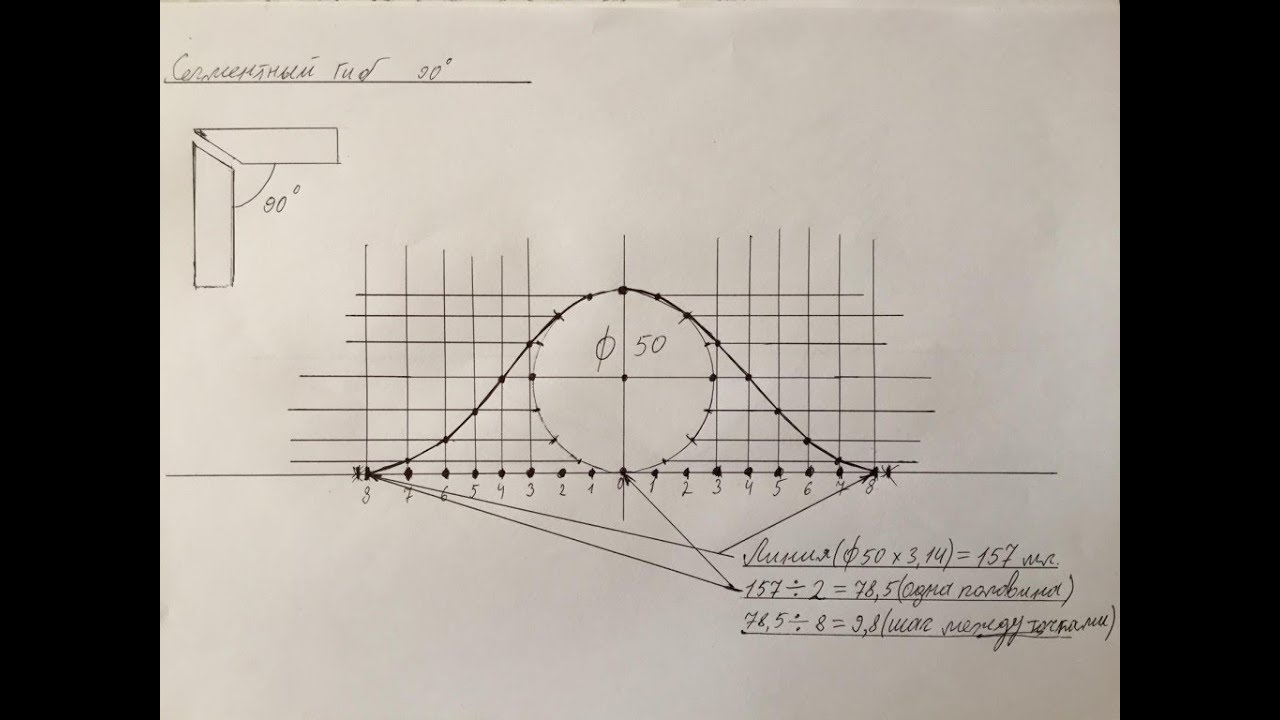
Грамотно сделанные лекала для фигурного раскроя трубы позволяют с предельно высокой точностью выполнить срезы. При этом зазор между подготовленными заготовками все же не исключен. В соединении металлических труб он “закрывается” сварным швом, при соединении пластиковых деталей используется специализированный шнур для пайки.
Программы расчёта углов реза
Технология резки по лекалам позволяет получать разные углы среза. Но для формирования лекала на углы, отличные от 45º, уже потребуется выполнять математические расчёты и по расчётным данным вырезать шаблон из бумаги или подобных материалов.
Правда существуют компьютерные программы, призванные избавить мастера от производства расчётов. Лекала под резку труб такие программы распечатывают на принтере.
Простая программа расчета, созданная на базе приложения MS Excel, позволяет рассчитать и составить лекало практически для любых значений диаметров труб и требуемых углов реза.
Всё, что необходимо сделать пользователю, – это завести в ячейки «Наружного диаметра» и «Угла среза» соответствующие значения.
Стусло для резки труб
Есть несложный инструмент, часто используемый в быту, в основном для работ с деревом. Называется – стусло. Так вот, это же приспособление подходит для резки труб, причём под разными углами.
Стусло имеется в продаже, но при желании его всегда можно сделать своими руками и подогнать конструкцию под нужный диаметр трубы:
- Взять деревянную доску шириной, равной диаметру трубы, длиной 400-500 мм.
- Взять ещё две доски тех же размеров, но по ширине увеличенных на толщину первой доски.
- Из трёх досок собрать конструкцию в виде перевёрнутой буквы «П», где в качестве основания установлена первая доска.
- В центральной части конструкции разметить прямоугольник, две стороны которого проходят по внутренним границам боковых досок.
- Разделить прямоугольник диагоналями и по линиям, полученным на верхних гранях боковых досок, сделать пропилы вниз до основания.

Таким способом изготавливается шаблон для резки под углом 45º. Но с помощью транспортира можно разметить практически любой угол и сделать пропилы под рез трубы для конкретного угла.
Преимущество стусла – инструмент пригоден для неоднократного применения. Работа с инструментом допустима до такой степени износа стенок прорезей, пока они смогут обеспечивать высокую точность реза. Рекомендуется изготавливать стенки инструмента из материала более высокой прочности, чем дерево.
Преимущества способа очевидны – простота, лёгкость изготовления инструмента (стусла), экономичность, универсальность. Недостатки работы с таким вариантом оснастки – необходимость подгонки размеров стусла под трубный диаметр при условии выполнения точного реза. То есть для каждой трубы придётся делать свой инструмент.
Также с помощью стусла резать трубу можно только ножовкой по металлу или секатором (для пластиковых изделий). Для работы с толстостенными металлическими трубами под рез болгаркой этот инструмент не подойдёт.
Простая оснастка под резку
Металлические изделия круглой и прямоугольной форм, имеющие достаточно толстые стенки, удобно резать под углом при помощи незамысловатой оснастки электромеханического действия.
Режущим элементом такого инструмента выступает отрезной диск или дисковая пила, закреплённые на валу электродвигателя. В свою очередь, электродвигатель с резаком является частью всей оснастки, куда входят рабочий стол, маятниковая опора, струбцина.
Для установки трубы под нужным углом с последующим её креплением используются обычная струбцина и два металлических уголка. Один уголок (короткий) прикреплён к основанию поворотного механизма – маятника. Второй уголок (длинный) находится в свободном состоянии.
Процедура закладки трубы и резки:
- Поворотным механизмом устанавливается требуемый угол реза (например, с помощью линейки и транспортира).
- Найденное положение фиксируется прижимными винтами.
- Между коротким и длинным уголками закладывается труба и прижимается винтом струбцины.
- Подаётся напряжение на электродвигатель.
- Прилагая слабое усилие нажима к диску резака, трубу режут в нужном месте.

Преимущества такой методики – быстрая работа, аккуратный срез, возможность обработки большого количества труб за короткий промежуток времени.
Недостатки: ограничения к применению в бытовых условиях, повышенный шум, работа с трубами только малых и средних диаметров. К тому же процесс резки оснасткой выполняется стационарно на удалении от места монтажа, что не всегда приемлемо.
Если вы собираетесь сделать дома медный трубопровод, то потребуются особые труборезы, с правилами подбора которых советуем ознакомиться.
Нюансы работы с прямоугольным сечением
Для выполнения резки изделий прямоугольного сечения рекомендуется заблаговременно подготовить шаблонные отрезы уголков. Их легко сделать из металлического уголка, предварительно разметив тем же транспортиром.
Разметку можно выполнить под разные значения углов. Для использования в деле шаблона, его достаточно приложить к прямоугольной трубе в нужном месте и отметить линию реза. Затем любым подходящим инструментом выполнить рез по намеченной линии.
Для использования в деле шаблона, его достаточно приложить к прямоугольной трубе в нужном месте и отметить линию реза. Затем любым подходящим инструментом выполнить рез по намеченной линии.
Аппараты точной резки
Среди фирменных аппаратов, которые могли бы использоваться в быту для выполнения реза под углом, можно обратить внимание на технику итальянского производства.
Ленточнопильный станок Mini Cut от компании «MASS» – малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами.
На станке поддерживается установка угла среза от 0 до 45º. Процедура осуществляется при помощи ленточного полотна со скоростью 45 возвратно-поступательных движений в минуту. Аппарат оснащается электродвигателем мощностью 370 Вт, который питается от бытовой сети. Максимально допустимый диаметр обрезаемой круглой трубы – 65 мм.
В промышленных масштабах для резки трубы разработаны многочисленные установки с электромеханическим и электрическим приводом. Технически сложные аппараты позволяют с высокой точностью производить термическую, кислородную и плазменную резку:
Сварка профильных труб
Для создания прочных и легких конструкций из профильных труб применимы три метода сварки: электродуговая, контактная, газовая. У каждого есть свои особенности, недостатки, преимущества.
Прокат можно соединять под любым углом, в любой плоскости, при этом не нарушается целостность профиля, не повреждается внутренняя поверхность. При сварке профильной трубы необходимо учитывать толщину стенки.
Особенности и характеристики профильных труб
Пустотелый прокат различного профиля производится из низкоуглеродистых или низколегированных сталей. По сечению профиль подразделяется на:
- овальный;
- плоскоовальный;
- многогранный;
- прямоугольный;
- квадратный.
Наибольшей популярностью пользуется квадратная труба из-за равномерно распределённых ребер жесткости и легкости монтажа. Из нее выполняют лестничные перила, уличные конструкции, каркасы ворот, теплиц, элементов городской среды: беседок, скамеек, игрового инвентаря. Пустотелый прокат при низком удельном весе отличается большой прочностью, металлоконструкции способны выдерживать большие динамические и статические нагрузки, если качественно выполнен стык.
Из нее выполняют лестничные перила, уличные конструкции, каркасы ворот, теплиц, элементов городской среды: беседок, скамеек, игрового инвентаря. Пустотелый прокат при низком удельном весе отличается большой прочностью, металлоконструкции способны выдерживать большие динамические и статические нагрузки, если качественно выполнен стык.
Виды сварочных соединений профильных труб
Выбор метода и температурного режима обусловлен толщиной стенок труб, так как деформационное напряжение у профиля выше, это особенно актуально для торцевого крепления, важно, чтобы конструкцию не повело.
- Дуговая, применяется для проката со стенкой от 2 до 6 мм.
- Газовая, не применяется для тонкостенного проката из-за быстрого расплава стали с последующей деформацией.
- Контактная, требует специального оборудования.
Электродуговая сварка
Такой метод позволяет создавать крепеж в любых, даже труднодоступных частях конструкции. Для работы необходимо использовать электроды и аппарат. Работу реально выполнить своими руками, основные ее этапы:
Работу реально выполнить своими руками, основные ее этапы:
- При касании электродом металла появляется дуга, в этот момент необходимо быстро отвести руку с держателем от рабочей зоны;
- Плавными движениями постепенно наплавляют шов, важно, чтобы металл не скапывал, а растекался по поверхности равномерно;
- Процесс спайки непрерывный, пауза делается только при смене электрода.
- В финишной точке шва, чтобы не было трещин на металле, оставляют дугу на пару секунд, только затем отводят руку.
Возможные виды крепления электросваркой:
- тавровое;
- двух поверхностей внахлест;
- под углом;
- стыковое.
Выбираем электроды для дуговой сварки
Они бывают двух видов:
- образующие расплав при температуре дуги, таким электродом заполняют пространство между кромок;
- жаропрочные, не расплавляющиеся от температуры дуги, в этом случае необходимо дополнительно применять припои.

- сварка инвертором осуществляется электродами типа ОЗЛ, пригодными для нержавеющих сталей;
- какими электродами варить 2 мм профиль – только неплавящимися вольфрамовыми, с сечением не выше 1,5 мм;
- для стенки от 2 до 3 мм нужен 2 мм электрод;
- если толщина от 4 до 6 мм, выбирают 4-х миллиметровые следующих марок: УОНИ-13/55 с основным видом обмазки; МР-3, они легко зажигаются; АНО – универсальные.
Газовая сварка
Поверхности варятся при возгорании смеси ацетилена и кислорода, шов образуется за счет флюса и сварочной проволоки. Газовая сварка используется только для профиля со средней и толстой стенкой, при соединении тонкостенных профилей возможно прогорание и деформация шва. Описание процесса:
- На свариваемые поверхности наносят флюс;
- Присадочная проволока при сваривании тонких стенок вводится в разогретый шов справа налево за горелкой, для толстостенных швов в обратном направлении, до нагрева металла;
- Образовавшийся стык освобождают от окалины, проводят его зачистку, делают антикоррозионную обработку.

Контактная сварка
Этот способ считается наиболее надежным, основан на молекулярном скреплении двух стенок трубы. Слои металла разогреваются насквозь электрической дугой, затем путем сжатия образуется диффузионный слой однородной структуры. Такой вид сварки требует специального оборудования, поэтому в быту не встречается.
Полезные советы
Качество соединения зависит от соблюдения технологии. Необходимо учитывать особенности подготовки поверхности: ее необходимо обезжирить, зачистить, проверить ровность кромки, со стенок свыше 4 мм для дуговой предварительно снимают фаску. При газовой горелку не держат в определённом положении, а раскачивают.
Как сварить профильную трубу под 90 градусов
Для правильного распределения нагрузки при монтаже конструкции делается расчет сварки углом по специальным формулам. Чаще при монтаже делается соединение под 90°.
Как правильно варить профиль под прямым углом:
- Нужна ровная поверхность, на ней укладывают фрагменты конструкции.
- Затем правильно делаются срезы, для точности используют магнитные угольники, косынки.
- После подготовки поверхности узел фиксируется.
- Прихватывается в нескольких точках, только после этого делается основной шов.

Как варить тонкие трубы
Важно понимать, что нужно делать, чтобы не прожечь трубу:
- не использовать газовый метод;
- при дуговой сварке правильно выбирать электроды;
- сила тока для сваривания тонкостенных профилей не должна быть выше 60 А;
- удобно применять технику отрыва – делать точечный шов;
- «вкладыши» обеспечивают ровного стыковое скрепление без прожогов.
Сварка встык
Для прочного соединения сначала рекомендуют в нескольких местах прихватить профиль. Обварка тонких стенок делается однократным проходом, толстые проходят электродом многократно.
Как отрезать трубу под 45 градусов с высокой точностью в домашних условиях
При проведении работ по монтажу газовых или водопроводных магистралей часто возникает необходимость в изменении направления линии, при этом трубопровод обрезается и затем сваривается под нужным углом. Чаще всего направление меняется на 90 градусов, при этом встает вопрос – как отрезать трубу под 45 градусов, чтобы точно соединить стыки при сваривании.
Справиться с проблемой при углах обрезаемой кромки в 45 или 90 градусов можно при владении соответствующими знаниями и приемами, которые помогут сэкономить не только время, но и материалы при проведении работ. При других углах разворота решить задачу с помощью линейки и листа бумаги невозможно – на помощь придется вызывать компьютерную технику.
Рис.1 Как режут трубу под углом 45 градусов
Резка под 45 градусов
Обычно, для того, чтобы повернуть трубу на 45 градусов используют фитинги, отводы с углом поворота 45 градусов, выполненных из того же материала, что сами трубы, если трубы стальные, то и повороты привариваются из стали.
 Для ПНД труб существуют электросварные или литые отводы под 45 градусов (заметим, что компрессионных фитингов с таким углом поворота в России найти практически невозможно).
Для ПНД труб существуют электросварные или литые отводы под 45 градусов (заметим, что компрессионных фитингов с таким углом поворота в России найти практически невозможно).Но, если все же нужно отрезать трубу круглого сечения из стали или различного вида пластмасс, то для этого понадобится лекало для резки труб под углом, форма которого рассчитывается ручным или машинным способом. Задача существенно упрощается, если под углом сорок пять градусов необходимо отрезать металлический профиль квадратного сечения.
Для обрезки на скорую руку можно воспользоваться обычным листом бумаги, сложенным по диагонали, с помощью которого размечают поверхность для будущего реза. Применяя сложенную бумагу, поступают следующим:
- проводят на прямой поверхности профиля в месте, где выполняется рез, строго перпендикулярную линию;
- прикладывают сложенный по диагонали лист бумаги к боковой поверхности острым концом к линии таким образом, чтобы верхний край бумажного треугольника находился заподлицо с верхней стороной металлического профиля.
Рис. 2 Самодельный шаблон для резки трубы под 45 градусов
- проводят карандашом линию по боковой части листа под углом 45 градусов, после чего бумажный угол прикладывают к другой боковой стороне и обводят его карандашом (лучше воспользоваться тонким маркером).
Для отпиливания можно использовать болгарку с диском по металлу, проводя в начале тонкую линию по разметке, после чего постепенно ее углубляя до полного отделения кромок.
При работе с болгаркой необходимо учитывать следующий фактор – при полном обрезании кромок диск может быть поврежден об острый угол, что приведет к его выходу из строя, а при отсутствии защиты на болгарке даже к травмам работника. Поэтому угловые кромки желательно не обрезать до конца, а оставлять узкую канавку и затем обламывать, зашлифовывая впоследствии выступ.
Изготовление шаблона для обрезки металлопрофиля
Если необходима нарезка большого количества труб, можно сделать шаблон из металлопрофиля большего диаметра по бумажному листу приведенным выше способом. Угол наклона проверяют транспортиром или строительным угольником – в этом случае две кромки обрезанных деталей шаблона соединяют.
Угол наклона проверяют транспортиром или строительным угольником – в этом случае две кромки обрезанных деталей шаблона соединяют.
При работе на разрезаемую деталь в нужном месте одевается шаблон и плотно прижимается, разметка наносится остро заточенной чертилкой при обводке шаблонного контура. Деталь обрезается в несколько заходов с постепенным углублением канавки.
Рис. 3 Отрезание металлопрофиля с помощью стусла
Стусло для резки труб своими руками
Использование шаблона не слишком удобно – приходится совершать рез по линии, держа болгарку на весу, что приводит к большим погрешностям. При наличии сварочного аппарата можно сделать простое стусло – направляющие для диска болгарки, не дающие ему уходить в сторону.
Для этого используют сделанный ранее шаблон, в боковой части которого просверливают отверстие и приваривают гайку. При работе самодельное стусло надевают на профиль, в его гайку вкручивают болт и прижимают устройство к профильной поверхности. Болгаркой с диском по металлу проводят рез, слегка прижимая диск к боковой поверхности устройства. Понятно, что при длительной работе края в стусле постепенно стачиваются, и хотя процесс происходит одновременно на всех кромках, с течением времени появятся некоторые погрешности. Поэтому устройство лучше сделать из твердого износоустойчивого металла, чтобы увеличить срок его службы и получить более точный инструмент.
При работе самодельное стусло надевают на профиль, в его гайку вкручивают болт и прижимают устройство к профильной поверхности. Болгаркой с диском по металлу проводят рез, слегка прижимая диск к боковой поверхности устройства. Понятно, что при длительной работе края в стусле постепенно стачиваются, и хотя процесс происходит одновременно на всех кромках, с течением времени появятся некоторые погрешности. Поэтому устройство лучше сделать из твердого износоустойчивого металла, чтобы увеличить срок его службы и получить более точный инструмент.
Рис.4 Пример выполнения реза под углом 90 градусов
Приспособления, помогающие сварить детали под углом
От качества сварочных работ зависит надежность металлических конструкций. Поэтому предусмотрены государственные стандарты, которые регулируют сварочные процессы.
Например, ГОСТ 23518-79 определяет, какими должны быть соединения деталей, сваренных в среде защитных газов, каким образом производить сварку под острым или тупым углом. В зависимости от используемого газа, типа электрода, присадки, устанавливаются требования к процессу сварки.
В зависимости от используемого газа, типа электрода, присадки, устанавливаются требования к процессу сварки.
Для соблюдения технологии применяют приспособления, которые не дают деталям изменить свое положение, облегчая работу сварщика. Такие приспособления помогают выдерживать прямой угол или любой другой.
Наклон электрода
Чтобы сварить детали под прямым или острым углом, необходимо уметь правильно перемещать электрод. В процессе сварки конец электрода расплавляется вместе с обмазкой, которая выделяет защитные газы и частично превращается в шлак, также защищающий сварочную ванну от атмосферного кислорода.
Необходимо обеспечивать постоянное покрытие ванны жидким шлаком, иначе не получится качественный сварочный шов. Металл в жидком состоянии должен находиться не менее трех секунд, которые требуются для выделения вредных газов.
При этом необходимо перемещать электрод вдоль шва, делая сложные вращательные или зигзагообразные движения концом электрода. Добиться такого контроля над сваркой можно только при правильном угле наклона электрода. Но угол наклона нужен не только для контроля хода сварки. С помощью него можно воздействовать на характеристики сварного шва.
Но угол наклона нужен не только для контроля хода сварки. С помощью него можно воздействовать на характеристики сварного шва.
Сварка углом вперед делает глубину провара меньше, в то время как ширина увеличивается. Это можно использовать при сварке металлов малой толщины. При этом способе кромки хорошо проплавляются, скорость сварки повышается.
При сварке углом назад провар становится глубже, а шов выше, но ширина уменьшается. Кромки прогреваются недостаточно, поэтому вероятны непровар и образование пор.
Но умение варить недостаточно для получения качественного сварного шва. Иногда требуется определенное его положение в пространстве, чтобы получился добротный шов.
А это достигается применением особых приспособлений, которые фиксируют свариваемые детали в пространстве так, как необходимо сварщику. Например, при электрошлаковой сварке требуется располагать шов вертикально.
При производстве сварочных работ очень часто требуется закрепить соединяемые детали между собой так, чтобы сварщик мог сделать свою работу. Если изделия тяжелые, сложной формы, то без специальных приспособлений не обойтись.
Если изделия тяжелые, сложной формы, то без специальных приспособлений не обойтись.
В небольших мастерских распространение получили устройства универсального типа, способные фиксировать собранное изделие перед сваркой и менять его положение в процессе работ. Они бывают установочные и закрепляющие.
Установочно-закрепляющие механизмы
Более практичны в использовании механизмы, которые выполняют сразу обе функции – закрепляют и устанавливают заготовку в необходимом положении. При этом деталь просто устанавливают в приспособление и зажимают. Дальше идет сваривание заготовок.Наиболее простое устройство по конструкции – это приспособление для сварки перпендикулярно соединяемых изделий. Основу устройства монтируют на сварочном столе.
Если это большие изделия, то изготавливают решетчатую раму и располагают ее в горизонтальной плоскости. На ее поверхности укладывают свариваемые изделия под прямым углом друг к другу. Для этого на плоскости имеются направляющие в виде уголков.
Если требуется сварить под прямым углом одно или несколько изделий, то можно их зафиксировать с помощью винтовых фиксаторов (струбцин). Любые соединения под прямым углом проще начать варить на сварочном столе.
При укладке на стол получают гарантировано правильное расположение деталей в одной плоскости. Угловая прямоугольная струбцина помогает выдержать прямой угол между деталями. Детали прихватывают в нескольких местах сваркой, после чего целое изделие можно повернуть так, как нужно для следующей операции.
При сваривании объемных изделий необходимо делать поворотные фиксаторы,. Это ускоряет монтаж и выемку изделия.
Самодельный фиксатор
Если заготовки небольшие, то приспособление для закрепления их под углом 90 ° можно сделать самостоятельно из подручного материала. Нужно взять металлический уголок, полоса (два отрезка) и две струбцины. Чтобы выставить прямой угол, нужен будет угольник, другой инструмент не потребуется.Длина уголков может быть любой. Полоса приваривается под углом 45 градусов к каждому уголку таким образом, чтобы они образовывали равнобедренный прямоугольный треугольник.
Причем уголки (катеты) до вершины треугольника не доходят на несколько сантиметров. Это позволит в дальнейшем спокойно варить стержни или профильные трубы в месте стыка. Если нужно, то к уголкам можно приварить и струбцины. Они будут жестко фиксировать свариваемые изделия.
Для того чтобы конструкцию не повело, сначала необходимо прихватить ее в четырех местах и только затем проваривать полностью. Полученное приспособление при закреплении его на столе прослужит не один год.
Применение магнитов
При сварке в домашних условиях удобно пользоваться магнитными фиксаторами. Они бывают электромагнитными и на основе постоянных магнитов. Электромагниты применяются больше на производстве. Для бытовых нужд и мелких производств удобны фиксаторы на постоянных магнитах. Они компактны, могут устанавливаться где угодно, некоторые имеют переменный угол фиксации.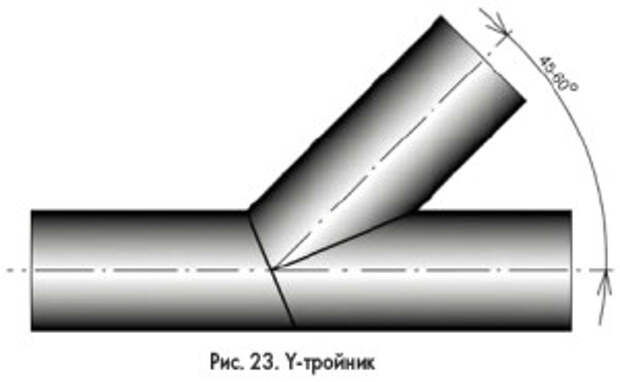
Наиболее простыми по конструкции и распространенными являются магнитные угольники. Достаточно приложить угольник к свариваемой детали одной плоскостью, и соответственно расположить вторую деталь, чтобы получить надежное закрепление под прямым углом.
Остается прихватить детали в нескольких местах. После этого полностью приваривают изделие. Без прихватки магнитные угольники не выдержат температурных деформаций при сварке.
Кроме угольников существуют универсальные магнитные приспособления. Они могут фиксировать свариваемые изделия во многих положениях.
Как пример, можно рассмотреть устройство MagTab. Приспособление имеет две основные плоскости с магнитами. Угол между плоскостями меняется, поэтому приспособление можно закрепить на цилиндрической, ровной поверхности или в любом углу.
Предусмотрено еще две плоскости, к которым крепят детали. Плоскости расположены под прямым углом и имеют возможность смещаться относительно основания. Это дает возможность устанавливать свариваемое изделие в том положение, которое необходимо.
Если есть в наличие мощные постоянные магниты, особенно из неодима, то можно самостоятельно сделать подобные устройства. При использовании магнитных фиксаторов нужно учитывать, что они теряют свою силу под воздействием высокой температуры, поэтому нужно избегать их перегрева.
Соединение труб
Сварочные работы часто используют, когда нужно соединить трубопроводы. При этом нередко возникает вопрос, а как приварить одну трубу к другой трубе перпендикулярно.Если используются профильные трубы прямоугольного или квадратного сечения, то все очень просто. В месте соединения, в той трубе, к которой будет приварена другая, необходимо сделать вырез под сечение врезаемого изделия.
После этого их нужно установить в угловую струбцину и зажать винтом, или в любое другое приспособление, обеспечивающее перпендикулярное соединение деталей. Затем производится прихватка в нескольких местах и потом только проваривается все вкруговую.
При сварке круглых труб все происходит точно так же. Только дополнительно в торце привариваемой трубы делают вырез с радиусом, совпадающим с радиусом основной трубы. Это обеспечивает хороший стык, что позволит получить качественный шов.
Только дополнительно в торце привариваемой трубы делают вырез с радиусом, совпадающим с радиусом основной трубы. Это обеспечивает хороший стык, что позволит получить качественный шов.
Для соединения под прямым углом пластиковых труб часто применяют переходники. Деталь так и называется – угол 90 °. Она позволяет быстро и легко обеспечить точность угла поворота.
Технология сварки труб электросваркой. Полезные рекомендации
Бытует мнение, что сварка труб – это довольно простая технологическая операция, с которой способен справиться даже новичок.
Действительно, казалось бы, что тут сложного. Детали довольно большие, соединяемые поверхности хорошо подогнаны друг к другу и обработаны, материал качественный. На первый взгляд, есть все необходимое для формирования эстетичного и прочного шва!
На практике, однако, выходит совершенно иначе. Процесс этот довольно труден, в особенности, если речь идет о формировании полноценного трубопровода, работающего под давлением. К работе с его сегментами привлекают лучших специалистов.
Почему так происходит? Как выполнить сварку с высоким качеством, не обладая значительным опытом? Каких советов и рекомендаций стоит придерживаться?
Основная технология
Наиболее распространенной и востребованной методикой является электродуговая сварка.
Да, у нее есть альтернативы в виде газовой сварки, но ее неоспоримые преимущества заключаются в простоте, минимальном наборе оборудования и результате, соответствующем самым строгим стандартам.
Даже при конструировании магистральных трубопроводов используется именно этот метод. Чтобы добиться высокого качества, необходимо отнестись к работе со всей ответственностью.
Выбор электродов
Соединение сегментов стальных трубопроводов должно вестись при помощи качественных расходных элементов, иначе вряд ли удастся достичь хорошего результата.
Например, если речь идет о выборе электродов, то лучшими считаются следующие модели:
- АНО-21, АНО-24 и МР-3. Функционируют на переменных токах. Допускается работа даже при мокрой обмазке. Стоимость изделий невысока, что объясняет их востребованность в быту, они идеально подходят для того, чтобы соединить конструктивные элементы ворот, теплиц и других конструкций небольшой массы, не испытывающих высоких нагрузок. Работа с трубопроводами, транспортировка среды в которых ведется под значительным давлением, не допускается.
- УОНИ. Качество сердечников заслуживает лестных отзывов даже со стороны профессиональных сварщиков, но они имеют минус – работа не может вестись с высокой скоростью. Необходимо постоянно следить за стабильностью дуги, шов наплавляется постепенно, так что у работника должен иметься определенный опыт взаимодействия с классическими электродами АНО и МР.
- Отлично для металлических труб подходят электроды LB-52U. Это японская разработка. Именно ей отдают предпочтение при реализации крупных проектов. Они формируют ровную и стабильную дугу, получаемый шов сочетает в себе прочность и эстетичность. Минус – довольно высокая стоимость, но подходят они и специалистам, и новичкам.
Посмотрите видео по теме, какие электроды использовать для сварки труб:
Основные методы
Соединение может выполняться одним из следующих способов:
- Встык, когда соединяемые трубы размещаются друг напротив друга. Наиболее распространенный вариант, отличающийся относительной простотой реализации. Впрочем, и он характеризуется определенными сложностями. Первый момент – работу лучше вести снизу. Второй момент – необходимо тщательно проваривать металл, чтобы глубина провара соответствовала толщине стенки.
- Внахлест. Данный метод ориентирован на соединение элементов, изначально различающихся по диаметру, либо сегментов, один из которых развальцован, то есть его диаметр увеличен намеренно, методом механического воздействия.
- Тавровое соединение выполняется под 90-градусным углом.
- Угловое соединение предполагает, что угол между соединяемыми отрезками менее 90 градусов.
 Данный метод ориентирован на соединение элементов, изначально различающихся по диаметру, либо сегментов, один из которых развальцован, то есть его диаметр увеличен намеренно, методом механического воздействия.
Данный метод ориентирован на соединение элементов, изначально различающихся по диаметру, либо сегментов, один из которых развальцован, то есть его диаметр увеличен намеренно, методом механического воздействия.Полезные рекомендации
Перед тем, как варить трубы электросваркой, стоит запомнить ряд советов, следование которым упростит процесс, а также улучшить качество конечного результата:
- Если соединение осуществляется стыковым или тавровым методом, то лучше всего показывают себя электроды, диаметр которых варьируется от 2 до 3 миллиметров.
- Рекомендуемая сила тока – от 80 до 100 ампер, исключение составляет только сварка внахлест, когда ее рекомендуется увеличить до 120 ампер.
- При заполнении сварочного шва нужно ориентироваться на то, чтобы подъем металла над плоскостью элемента достигал 2-3 миллиметров.
- Если труба имеет в сечении не привычные овалы или круги, а профили, то есть прямоугольники и квадраты, то используется точечный способ ее соединения.

Суть его состоит в том, что изначально нужно сварить небольшой участок с одной из сторон. Далее – аналогичный участок на противоположной стороне, после – на оставшихся двух плоскостях. Только после этого труба сваривается окончательно.
Данный подход дает возможность исключить вероятность коробления изделия при повышении температуры, его геометрия остается стабильной.
Подготовительные операции
Окончательное качество стыковки зависит не только от профессионализма сварщика и использования “правильных” электродов, но и от того, насколько грамотно выполнена предварительная подготовка.
Заключается она в следующих операциях:
- Проверка соответствия геометрии соединяемых элементов выбранной технологии. Необходимо помнить, что толщина стенок должна быть идентичной, иначе не удастся полноценно проварить толстостенную трубу, а в случае работы с тонкостенным изделием, наоборот, увеличивается риск сквозного прожога.
- Не допускается наличие дефектов на свариваемых изделиях, будь то трещины, заломы или деформации. В процессе температурного расширения они могут превратиться в участки полного разрушения конструкции.
- Не допускаются геометрические отклонения среза. Его угол должен составлять 90 градусов, иначе сварочный шов окажется недостаточно прочным, возникнут проблемы с его формированием, что будет представлять угрозу разрушения всей конструкции.
- Кромки соединяемых труб необходимо зачистить до появления блестящей металлической поверхности, для чего применяется грубая наждачная бумага или специальная щетка. Минимальная протяженность зачищаемого участка – сантиметр от кромки.
- Удаляются жировые и другие загрязнения, следы краски и проявления коррозии. Наиболее эффективное средство удаления – химический растворитель.
В этом видео показывается, как подготовить кромки трубы под просвет с помощью болгарки:
Особенности процесса
Технология сварки труб предполагает следование следующим правилам:
- Шов должен быть беспрерывным, то есть заканчиваться в точке своего начала. Отрывы электрода от поверхности не допускается. Выполнить правило невозможно, если диаметр трубы слишком велик. В такой ситуации используется многослойная сварка. Число слоев нужно соотносить с толщиной стенок.
2 слоя соответствуют толщине менее 6 миллиметров, 3 – от 6 до 12, 4 – более 12. Перед нанесением последующих слоев нужно убедиться, что первый полностью остыл.
- Перед тем, как сварить две трубы, их нужно зафиксировать. Прихватка упростит работу, исключит поперечные и продольные перемещения, позволит сформировать ровный и прочный шов без лишних усилий.
- При толщине стенки трубы более 4 миллиметров допускается формирование коренного шва, основная особенность которого – заполнение области между соседними кромками на полную глубину. Альтернатива коренному шву – валковый аналог, который идентифицируется по 3-миллиметровому валику сверху шва.
- Проверка качества шва. Он простукивается молотком, что позволяет удалить включения шлака. После этого проводится визуальный осмотр, не допускаются трещины, участки с недостаточным проваром, сколы, выемки, прожоги.
Если по трубам будет транспортироваться жидкость или другая среда, находящаяся под давлением, то проводится тестовый запуск, позволяющий определить герметичность.
Полезное видео
Посмотрите видео, где опытный сварщик показывает, как просто и быстро варить трубы начинающим:
Видео для начинающих сварщиков, сварка труб полумесяцем:
Заключение
Итак, сварное соединение труб – дело ответственное, но при должном подходе, внимательном отношении с ним могут справиться и новички. Главное – делать все по инструкции, не отступать от технологии, помнить обо всех мелочах.
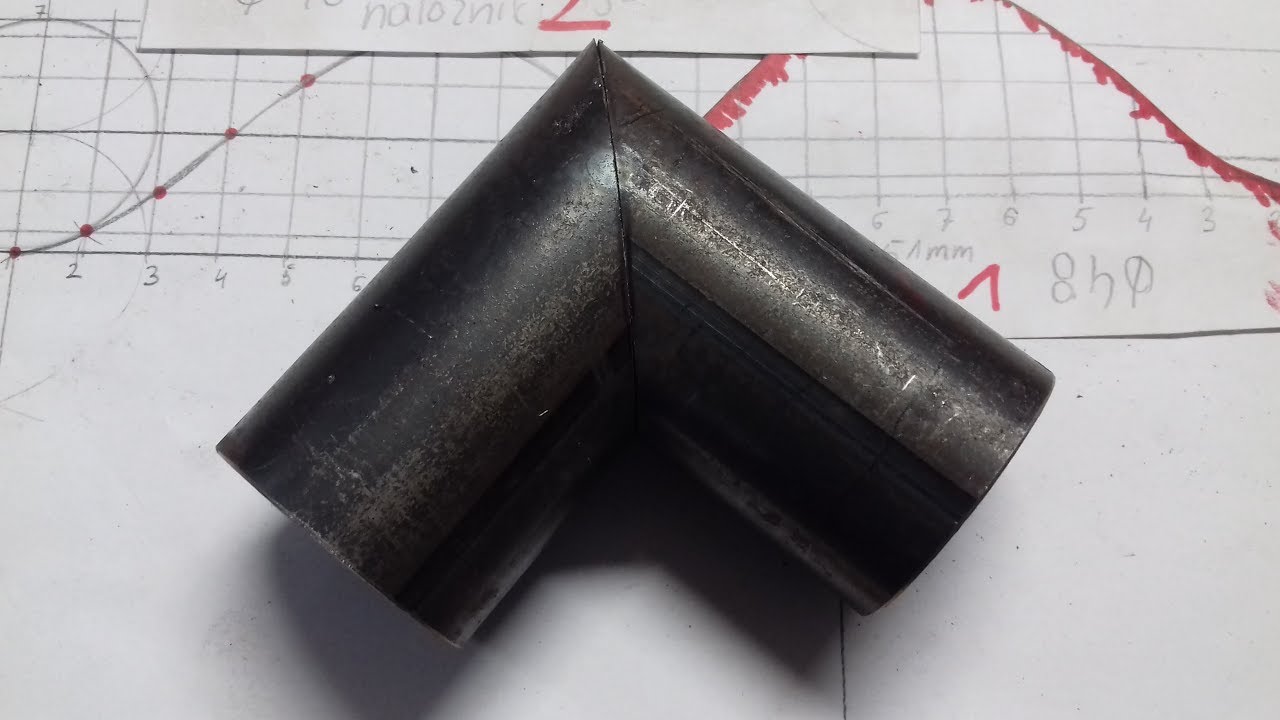
Новый способ разрезать круглую трубу под 45 градусов
Новый способ разметить круглую трубу под 45 градусов
сварка, своими руками, труба, ровно, самоделки, сварщик, трубу, welding, как отрезать трубу, круглую, холодная ковка, гараж, сваркатрубы, сварнойтв, врезка труба в трубу, монтаж, приспособления, diy, как отрезать, дымоход, отвод, как врезать разные диаметры труб, разметка, врезка разных диаметров, сварка труб, профильную, резать, как врезать трубу под 45 градусов, как, отвод вентиляционный, колено 90 градусов, как сделать, инструменты, станки, учебный фильм по сварке, интер 160, inter 160, цу-5, трубы, плазменная сварка, кованые изделия, плазменная резка, мастерская, blacksmith, с помощью электродов делаем разметку на трубе так, художественная ковка, гибка, жди, #лайф хак.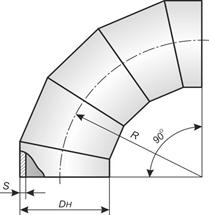 , режем трубу, китай, aliexpress, #ровно., разное., медные трубы, трубу большого диаметра., режем трубу большого диаметра, чтобы другая трубы ложилась на неё ровно под углом 45 градусов. конечный результат завариваем, ёжик, ибо, нашёл его, ты, ковка, tig, о сварке, резак, для дома, дымоход из нержавеющей стали, как ровно отрезать трубу болгаркой, разметка труб, простыми, фотеев, резка труб, как ровно отрезать, отопление, купить дымоход из нержавеющей стали в минске, твердотопливный котел, камины, угол 90 градусов дымохода, труба дымохода, газовый котел, монтаж газового котла, дымоход из нержавейки, дымоход для газового котла, двухсегментный угол 90 градусов, газовая колонка, врезка трубу в трубу, как сделать врезку разных диамтеров, migmag, горн, сварка электродами, stick, сварочный полуавтомат, евротек, plasma, shoot, шпильки, точечная сварка, mma, сварочный инвертор, сварочный аппарат, сварочное оборудование, азы сварки, сварочные уроки, шов, аврора, weld, aurorapro, aurora, аврора про, плазма, резка круглой трубы, деление окружности на части, разделить окружность, как разделить окружность, деление окружности, окружности, разделение окружности на 8 частей, любого размера, любого диаметра, болгаркой, ушм, окружность, разметка кругляка, полезные советы, лайфхак, сверление, циркуль, штангенциркуль, транспортир, как разметить кругляк, как разметить трубу, сделать, элементарно, как сделать отвод, отвод сегментный, строим дом, как построить дом, мастер, оцинкованная сталь, строительство дома, rivne (city/town/village), под прямым углом, как отпилить, pipe, diameter, колено водостока, переходник, tap, ventilation knee, removal segment, outlet vent, outlet for ventilation, отвод из жести, водосток, оцинковка, колено трубы, колено, лист бумаги, умножение и деление, как отрезать ровно, советы мастеров, лайфхаки, полезный совет, как сделать поясок из подручных средств, как приварить резьбу, life, системы пожаротушения, пожаротушение тонкораспылённой водой, как варить трубы, как ровно разметить трубу, отрезать трубу ровно, handmade, forging, металлоконструкции, обработка металла, как отрезать трубу ровно, как ровно отрезать трубу, отрезать трубу под 90 градусов, ровно отрезать трубу, ровный рез болгаркой, дымохода, слесаря, косяки, кругляк, разметка трубы на секторы, болгарка, как сделать трилистник, деление, геометрия, деление чисел, на клетчатой бумаге, сектор, угол, and horizontal, vertical, отверстие в трубе, биметаллическая коронка, тонкораспыленная вода, врезка труб видео, как просверлить отверстие, как вырезать отверстие, welding overhead, хитрые идеи для мастеров, резка металла, разводка воды, горячая ковка, багет на потолок, аргон, самому, фильм полностью, механизированная шпаклевка, нержавейка, контур 180, ликоло, рыбка, wtf custom, расчёт реза, штукатурка, посуда, сантехника, минск, сантехник, частный дом отопление, вавин, пайка полипропилена, ремонт ванной, гидрострелка, котельное оборудование, обвязка котельной, отвод гр, отвод градусов, сварка титан, титан, врезки с помощью шаблона, шаблон врезок, инверторы титан, инверторы фубаг, как сделать шаблон врезки труб, шаблон врезок труб, врезка труб, фубаг, как сделать шаблон, видео подгонки труб под врезку, изоляции, труб, двух, соединение, помощь, жестяншику, подгонка труб под врезку, как подогнать трубу под врезку, труба в трубу одного диаметра, земс тиви, рувим бойко, стыковка трубы, пилим трубу болгаркой, пилим болгаркой, как сварить трубу под 90 градусов, разметка трубы, как пилить трубу болгаркой, видео подгонки врезки под 45 градусов, врезка под 45 градусов, как сварить трубы под углом, сварка труб под углом, сварка трубы, 42 труба, как отрезать трубу под 45 градусов, разрезать трубу под 90 градусов.
, режем трубу, китай, aliexpress, #ровно., разное., медные трубы, трубу большого диаметра., режем трубу большого диаметра, чтобы другая трубы ложилась на неё ровно под углом 45 градусов. конечный результат завариваем, ёжик, ибо, нашёл его, ты, ковка, tig, о сварке, резак, для дома, дымоход из нержавеющей стали, как ровно отрезать трубу болгаркой, разметка труб, простыми, фотеев, резка труб, как ровно отрезать, отопление, купить дымоход из нержавеющей стали в минске, твердотопливный котел, камины, угол 90 градусов дымохода, труба дымохода, газовый котел, монтаж газового котла, дымоход из нержавейки, дымоход для газового котла, двухсегментный угол 90 градусов, газовая колонка, врезка трубу в трубу, как сделать врезку разных диамтеров, migmag, горн, сварка электродами, stick, сварочный полуавтомат, евротек, plasma, shoot, шпильки, точечная сварка, mma, сварочный инвертор, сварочный аппарат, сварочное оборудование, азы сварки, сварочные уроки, шов, аврора, weld, aurorapro, aurora, аврора про, плазма, резка круглой трубы, деление окружности на части, разделить окружность, как разделить окружность, деление окружности, окружности, разделение окружности на 8 частей, любого размера, любого диаметра, болгаркой, ушм, окружность, разметка кругляка, полезные советы, лайфхак, сверление, циркуль, штангенциркуль, транспортир, как разметить кругляк, как разметить трубу, сделать, элементарно, как сделать отвод, отвод сегментный, строим дом, как построить дом, мастер, оцинкованная сталь, строительство дома, rivne (city/town/village), под прямым углом, как отпилить, pipe, diameter, колено водостока, переходник, tap, ventilation knee, removal segment, outlet vent, outlet for ventilation, отвод из жести, водосток, оцинковка, колено трубы, колено, лист бумаги, умножение и деление, как отрезать ровно, советы мастеров, лайфхаки, полезный совет, как сделать поясок из подручных средств, как приварить резьбу, life, системы пожаротушения, пожаротушение тонкораспылённой водой, как варить трубы, как ровно разметить трубу, отрезать трубу ровно, handmade, forging, металлоконструкции, обработка металла, как отрезать трубу ровно, как ровно отрезать трубу, отрезать трубу под 90 градусов, ровно отрезать трубу, ровный рез болгаркой, дымохода, слесаря, косяки, кругляк, разметка трубы на секторы, болгарка, как сделать трилистник, деление, геометрия, деление чисел, на клетчатой бумаге, сектор, угол, and horizontal, vertical, отверстие в трубе, биметаллическая коронка, тонкораспыленная вода, врезка труб видео, как просверлить отверстие, как вырезать отверстие, welding overhead, хитрые идеи для мастеров, резка металла, разводка воды, горячая ковка, багет на потолок, аргон, самому, фильм полностью, механизированная шпаклевка, нержавейка, контур 180, ликоло, рыбка, wtf custom, расчёт реза, штукатурка, посуда, сантехника, минск, сантехник, частный дом отопление, вавин, пайка полипропилена, ремонт ванной, гидрострелка, котельное оборудование, обвязка котельной, отвод гр, отвод градусов, сварка титан, титан, врезки с помощью шаблона, шаблон врезок, инверторы титан, инверторы фубаг, как сделать шаблон врезки труб, шаблон врезок труб, врезка труб, фубаг, как сделать шаблон, видео подгонки труб под врезку, изоляции, труб, двух, соединение, помощь, жестяншику, подгонка труб под врезку, как подогнать трубу под врезку, труба в трубу одного диаметра, земс тиви, рувим бойко, стыковка трубы, пилим трубу болгаркой, пилим болгаркой, как сварить трубу под 90 градусов, разметка трубы, как пилить трубу болгаркой, видео подгонки врезки под 45 градусов, врезка под 45 градусов, как сварить трубы под углом, сварка труб под углом, сварка трубы, 42 труба, как отрезать трубу под 45 градусов, разрезать трубу под 90 градусов. , домашний мастер., полезные советы., как отпилить трубу под 45 градусов, как отпилить трубу, как пилить круглую трубу, самоделка для резки трубы, как разметить трубу под 45 градусов, как подогнать врезку под 45 градусов, сваркадляновичков, рехау, земсков, отопление канализация, водопровод, строика дома, монтаж отопления, александр смирнов, котел, батарейные подводки, коллекторная разводка, батареи, теплый пол, #сваркатрубы, электросварка, каксоединитьтрубуподдевяностоградусов, #какзаваритьтрубу,
, домашний мастер., полезные советы., как отпилить трубу под 45 градусов, как отпилить трубу, как пилить круглую трубу, самоделка для резки трубы, как разметить трубу под 45 градусов, как подогнать врезку под 45 градусов, сваркадляновичков, рехау, земсков, отопление канализация, водопровод, строика дома, монтаж отопления, александр смирнов, котел, батарейные подводки, коллекторная разводка, батареи, теплый пол, #сваркатрубы, электросварка, каксоединитьтрубуподдевяностоградусов, #какзаваритьтрубу,
Как варить трубы ПВХ своими руками
Трубы ПВХ широко применяются при монтаже систем канализации и водоснабжения. В большинстве случаев для их монтажа используется раструбное разъемное соединение с применением уплотнителей. Однако в некоторых случаях может возникать необходимость в выполнении неразъемного соединения под воздействием высокой температуры. Поэтому необходимо иметь представление, как варить трубы ПВХ правильно.
Как варить трубы ПВХ муфтовым методом
Чтобы сварить трубы из поливинилхлорида, обычно используют муфтовый способ.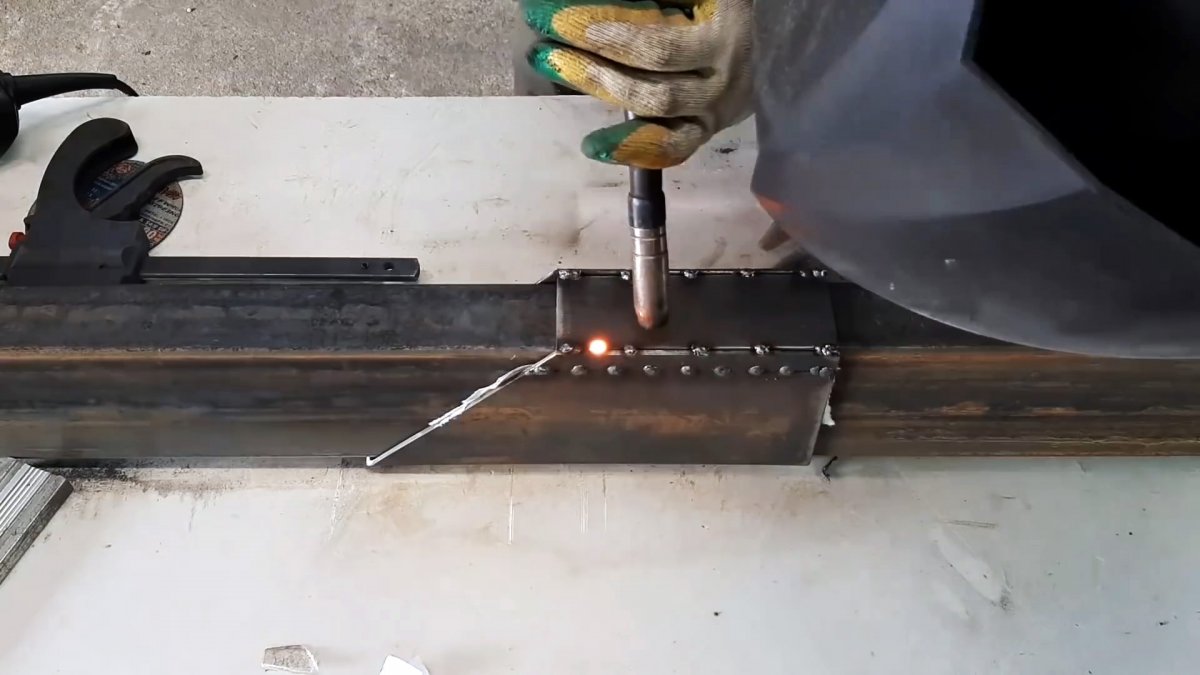 Это достаточно простой метод, который предусматривает, что соединение выполняется при помощи фитингов (муфт), которые соединяются с трубными изделиями методом пайки. Для монтажа применяется специальный сварочный аппарат (паяльник) для ПВХ.
Это достаточно простой метод, который предусматривает, что соединение выполняется при помощи фитингов (муфт), которые соединяются с трубными изделиями методом пайки. Для монтажа применяется специальный сварочный аппарат (паяльник) для ПВХ.
-
при диаметре 16-63 мм необходимая мощность не менее 700 Вт;
-
при диаметре 63-75 мм — не менее 850 Вт;
-
для сваривания труб большого диаметра (от 125 мм) — не менее 1,2 кВт.
При выборе аппарата также необходимо проверить диапазон диаметров свариваемых изделий, который производитель указывает в инструкции.
 youtube.com/embed/DLF4kRIOPJ8″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/DLF4kRIOPJ8″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Нельзя сваривать трубы паяльником с недостаточной мощностью. Это не позволит создать надежное соединение. Лучше взять прибор, мощность которого превышает необходимое значение. Сварочные аппараты для поливинилхлоридных изделий, независимо от мощности, работают от бытовой электросети 220 В.
Чтобы качественно сварить ПВХ трубы, необходимо выполнять работы в следующей последовательности:
-
В первую очередь необходимо подготовить отрезок трубы требуемой длины. Обрезать трубу необходимо строго под углом 90 градусов, что обеспечит ее оптимальную стыковку с муфтой. Для этой цели используют специальный труборез.
-
Затем производится подготовка паяльника к работе. Для этого необходимо подобрать насадку соответствующего диаметра и надеть ее на жало прибора до его включения.
-
После этого прибор необходимо подключить к электросети и дождаться нагрева насадки до необходимой температуры, при которой начинается плавление поливинилхлорида (около 260 °С). Соблюдение температуры нагрева является очень важным требованием. При недостаточной температуре не будет обеспечена надежность и герметичность шва. Если же нагрев будет чрезмерным, это может привести к разрушению структуры трубы и ее выходу из строя.
-
Муфту необходимо надеть на один конец нагретой насадки, а трубу — вставить в другой конец (раструб). При этом не допускаются перекосы.
-
Свариваемые изделия должны оставаться на насадке несколько секунд (в соответствии с рекомендацией производителя аппарата). После этого их необходимо одновременно снять и быстро соединить друг с другом. Труба с некоторым усилием запрессовывается в муфту.
В течение нескольких минут пластик в зоне пайки затвердевает (в это время изделие нельзя трогать) с образованием практически монолитного соединения с высокой прочностью и герметичностью. После этого можно сваривать второй конец муфты с другой трубой ПВХ.
Электромуфтовая сварка
Также варить трубы ПВХ можно при помощи электромуфтового способа. Он предусматривает использование специальных муфт, изготовленных из пластика, в теле которых размещены спиральные электронагревательные элементы. С их помощью и производится сварка.
Перед тем как сваривать трубы, их необходимо тщательно подготовить. Торцы изделий должны быть зачищены от возможных заусенец и других дефектов. С внутренней и внешней поверхности в зоне сваривания должна быть удалена грязь, влага, пыль. Также поверхности обезжириваются. После такой подготовки нужно снять фаски и вставить с двух сторон муфты концы труб ПВХ.
После этого электросварную муфту необходимо подключить к специальному прибору, который подает напряжение на ее спираль. В результате спираль начинает нагреваться и плавить пластик. При достижении требуемой температуры нагрева подача электричества отключается автоматически. После этого остается только подождать, пока зона сварки остынет и пластик хорошо затвердеет, образуя при этом надежное монолитное соединение.
После этого остается только подождать, пока зона сварки остынет и пластик хорошо затвердеет, образуя при этом надежное монолитное соединение.
Использование электромуфтового способа сваривания труб ПВХ позволяет выполнять сварку очень быстро. Сам процесс монтажа отличается простотой и минимальными трудозатратами, не требует от исполнителя высокой квалификации. При этому метод обеспечивает высокое качество и герметичность получаемого шва. Однако недостатком является высокая стоимость электросварных муфт, а также необходимость использования специального оборудования, которое тоже стоит недешево. Эти особенности ограничивают применение электромуфтового метода сварки труб ПВХ в домашних условиях. Чаще он используется профессионалами при проведении монтажа трубопроводов значительной протяженности, где возникает необходимость выполнении большого количества соединений.
Сварка трубы — стык неповоротный при 45° расположении трубы
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Особенность сварки заключается в расположении шва в пространстве. Необходимо иметь навык в сварке швов во всех пространственных положениях.
Корень шва (рис. 73)
Валик — 1 выполняется электродом диаметром 3 мм узким валиком с потолочного положения. Сварочный ток — в диапазоне 80-95 А на все положения. Труба делится на 2 участка вертикальной осью. Каждый участок на три (I, II, III) положения. Положение I — потолочно-горизонтальное, положение II — ветикально-горизонтальное и положение 111 — нижнее. «Замки» выполняют так же, как описано в разделе 3.6. Дуга короткая. Наклон электрода при сварке потолочно-горизонтального положения выдерживать под 90° к обоим поверхностям трубы. Сварку начинать «углом назад». После прохода самой нижней части шва переходить на сварку «углом вперед». При сварке вертикально-горизонтального положения (II) сварочную ванну поддерживать так, как при сварке вертикальных швов, только с постоянным смещением по горизонтали 1-го участка влево, 2-го участка вправо. Сварку производить «углом вперед», как показано на рис. 68. Сварку положения III заканчивать, как нижнее положение, с наклоном электрода 90° к поверхности трубы.
Сварку производить «углом вперед», как показано на рис. 68. Сварку положения III заканчивать, как нижнее положение, с наклоном электрода 90° к поверхности трубы.
Заполнение разделки (рис. 73)
Рекомендуются два варианта:
Первый вариант. Второй валик (второй слой) выполняется в один проход электродом диаметром 3 мм на повышенном сварочном токе, проплавляя и соединяя нижнюю кромку-корневой валик — и верхнюю кромку. Скорость сварки меньше, чем при сварке корневого валика. Манипулирование электродом — поперечное, минимальное.
Второй вариант. Второй слой электродом диаметром 3 мм (рис. 73) выполнять следующим образом. Потолочная и нижняя зоны выполняются в несколько проходов в зависимости от ширины разделки. Вертикальная зона выполняется в один проход. Первый валик (2) потолочного положения выполняется на нижнюю часть разделки, которая является как бы полочкой шириной 1-1,5 диаметра электрода с покрытием, как наплавка а потолочном или горизонтальном положении до положения (вертикально-горизонтального), когда необходимо переходить на вертикальную сварку. Второй валик (3) начинать, отступив от начала первого валика на 5-10 мм, который является площадкой для второго. Техника сварки та же, что и первого валика. Выйдя на горизонтальный уровень (2-го) валика (нежелательно в этом месте делать остановку или замену электрода), начать сварку по всей ширине разделки, проплавив кратер первого валика. Техника сварки как вертикальных швов, только с каждым шагом манипулирование электродом, помимо подъема, производить, смещая электрод по горизонтали, стараясь сохранить ширину слоя, набранную в потолочном положении двумя валиками. Таким способом сварку производить до положения (нижнего), когда возникает трудность управлять жидкой ванной по всей ширине. В этом случае необходимо перейти на сварку в несколько проходов так же, как и в потолочном положении. Первый валик закончить за горизонтальной линией как можно дальше, но не допуская подтека и нависания на предыдущий шов другого участка. Последующий валик закончить чуть раньше на 5-10 мм, чем первый. Каждый предыдущий валик является площадкой для последующего, это способствует нормальному управлению сварочным процессом.
Второй валик (3) начинать, отступив от начала первого валика на 5-10 мм, который является площадкой для второго. Техника сварки та же, что и первого валика. Выйдя на горизонтальный уровень (2-го) валика (нежелательно в этом месте делать остановку или замену электрода), начать сварку по всей ширине разделки, проплавив кратер первого валика. Техника сварки как вертикальных швов, только с каждым шагом манипулирование электродом, помимо подъема, производить, смещая электрод по горизонтали, стараясь сохранить ширину слоя, набранную в потолочном положении двумя валиками. Таким способом сварку производить до положения (нижнего), когда возникает трудность управлять жидкой ванной по всей ширине. В этом случае необходимо перейти на сварку в несколько проходов так же, как и в потолочном положении. Первый валик закончить за горизонтальной линией как можно дальше, но не допуская подтека и нависания на предыдущий шов другого участка. Последующий валик закончить чуть раньше на 5-10 мм, чем первый. Каждый предыдущий валик является площадкой для последующего, это способствует нормальному управлению сварочным процессом. В той же последовательности выполнить вторую половину стыкового соединения (2-го участка), предварительно (при необходимости) зачистив, подрубив начало и окончание каждого прохода. Последующие слои (рис. 74) выполняются так же, не забывая оставлять в каждом слое незаполненную разделку на ширину электрода с покрытием между предпоследним валиком и верхней кромкой разделки в потолочной и нижней зоне. При сварке больших толщин зона вертикально-горизонтальная при большой ширине разделки выполняется также в несколько проходов.
В той же последовательности выполнить вторую половину стыкового соединения (2-го участка), предварительно (при необходимости) зачистив, подрубив начало и окончание каждого прохода. Последующие слои (рис. 74) выполняются так же, не забывая оставлять в каждом слое незаполненную разделку на ширину электрода с покрытием между предпоследним валиком и верхней кромкой разделки в потолочной и нижней зоне. При сварке больших толщин зона вертикально-горизонтальная при большой ширине разделки выполняется также в несколько проходов.
Рекомендуемый метод позволяет качественно и производительно (в связи с применением повышенной величины сварочного тока) выполнять стыковое соединение трубы под 45°.
Лицевой слой (рис. 75)
Лицевой слой выполняется с той же техникой сварки, что и заполнение разделки. Последний валик (7) выполнить электродом диаметром 3 мм, не допустив подреза в верхней части шва. Валики 1, 3, 4 и 6 являются как бы дополнительными для сохранения ширины шва в потолочном и нижнем положениях.
Тудвасев В.А. «Рекомендации сварщикам».
См. также:
Фитинги для стыковой сварки Общие — Отводы для стыковой сварки 45, 90 и 180 градусов
Колено 45 ° — 90 ° — 180 ° LR / SR
Функция колена — изменять направление или поток в системе трубопроводов. По умолчанию существует 5 возможностей: отводы на 45 °, 90 ° и 180 °, все три в версии с «длинным радиусом», и, кроме того, отводы на 90 ° и 180 ° в версии с «коротким радиусом».
Длинный и короткий радиус
Колена разделены на две группы, определяющие расстояние, на котором они меняют направление; центральная линия одного конца к противоположной грани.Это расстояние известно как расстояние от центра до лица и эквивалентно радиусу, на который сгибается колено.
Расстояние от центра до торца для колена с «длинным» радиусом, сокращенно LR, всегда равно «1½ x номинальный размер трубы (NPS) (1½D)», а расстояние от центра до поверхности для колена с «коротким» радиусом, сокращенно SR даже равно до номинального диаметра трубы.
Здесь, например, вы найдете расстояние
между центрами колен NPS 2
(расстояние A на изображении)
1. 90 ° -LR: = 1½ x 2 (NPS) x 25,4 A = 76,2 мм
2. 180 ° -LR: = 2 x угол поворота 90 ° LR A = 152,4 мм
3. 90 ° -SR: = 2 (NPS) x 25,4 A = 50,8 мм
4. 180 ° -SR: = 2 раза больше углового изгиба 90 ° A = 101,6 мм
Колена 3D в качестве примера рассчитываются по формуле:
3 (D) x 2 (NPS) x 25,4
Колено 45 °
Колено на 45 ° работает так же, как колено на 90 °, но размеры отличаются от размеров колена 90 °.
Радиус изгиба 45 ° такой же, как радиус 90 ° LR (1½D). Однако размер от центра к поверхности не эквивалентен радиусу, как в коленах 90 ° LR. Это измеряется от каждой грани до точки пересечения центральных линий, перпендикулярных друг другу, расстояния B на изображении. Это связано с меньшей степенью изгиба. Отводы с коротким радиусом 45 ° недоступны.
Стандарты
Наиболее часто применяемая версия — это удлиненный радиус 90 ° и колено 45 °, тогда как колено с коротким радиусом 90 ° применяется, если места слишком мало.Функция колена на 180 ° заключается в изменении направления потока на 180 °. Оба типа LR и SR имеют расстояние от центра до центра в два раза больше, чем соответствующие колена 90 °. Эти детали обычно используются в печах или других нагревательных или охлаждающих установках.
Размеры, допуски на размеры и другие изображения можно найти в главном меню «Фитинги».
В дополнение к определенным коленам существует переходное колено, которое представляет собой колено с разным диаметром на концах. Поскольку этот отвод для многих поставщиков не является стандартным и, вероятно, имеет высокую цену при длительном сроке поставки, использование «обычного» отвода с отдельным редуктором является вариантом, если ситуация позволяет.
Отводы с другим углом могут быть изготовлены из стандартного отвода. Тип с более длинным радиусом, размер от центра к поверхности, например в три раза больше номинального размера (3D), даже есть в наличии.
Размеры, допуски на размеры и т. Д. Для колен с длинным и коротким радиусом определены в ASME B16.9.
Толщина стенки колена
Самым слабым местом локтя является внутренний радиус. ASME B16.9 стандартизирует только размеры от центра к поверхности и некоторые допуски на размер «прямоугольности».Толщина стенки даже в месте расположения линии сварки стандартизована, но не на остальной части колена. В стандарте указано, что минимальный допуск будет в пределах 12,5% от минимальной заказанной толщины стенки трубы. Максимальный допуск указан только на концах фитинга.
Многие поставщики колен (и тройников) для стыковой сварки предоставляют на один график большей толщины, чтобы после формования оставалась достаточная толщина стенки.
Колено для стальной трубы (45 и 90 градусов) Типы и характеристики
Колено для стальной трубы — это ключевой элемент в системе трубопроводов для изменения направления потока жидкости.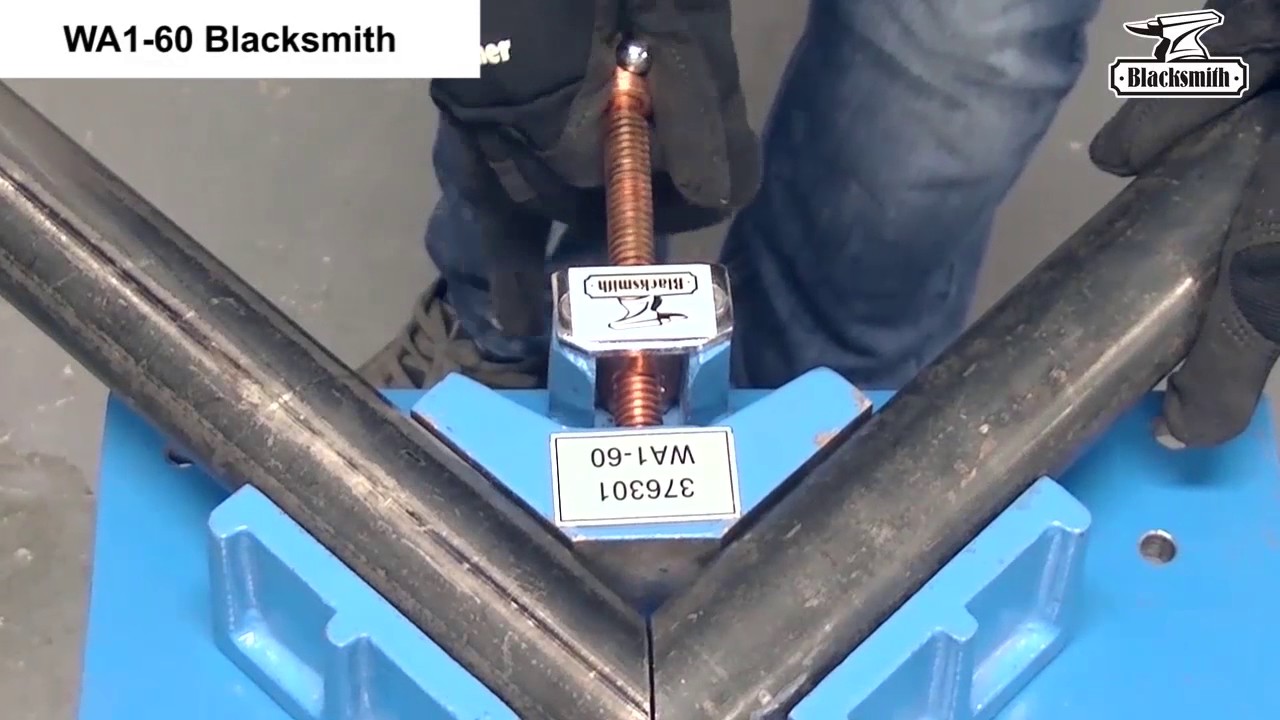 Он используется для соединения двух труб с одинаковыми или разными номинальными диаметрами и для поворота трубы в определенном направлении на 45 или 90 градусов.
Он используется для соединения двух труб с одинаковыми или разными номинальными диаметрами и для поворота трубы в определенном направлении на 45 или 90 градусов.
Сколько типов колен для стальных труб?
Колено может варьироваться от угла направления , типов соединений, длины и радиуса, типов материалов.
Классификация по углу направления
Как мы знаем, в зависимости от направления потока в трубопроводах колено можно разделить на разные степени, например 45 градусов, 90 градусов, 180 градусов, которые являются наиболее распространенными градусами.Также есть 60 градусов и 120 градусов для некоторых специальных трубопроводов.
Что такое радиус колена
Средний радиус кривизны радиуса колена. Если радиус равен диаметру трубы, он называется коленом с коротким радиусом, также называемым коленом SR, обычно для трубопроводов низкого давления и низкой скорости.
Если радиус больше диаметра трубы, R ≥ 1,5 Диаметр, то мы называем это коленом с длинным радиусом (LR Колено), применяемым для трубопроводов высокого давления и высокого расхода.
Колено стальной трубы 90 градусов
Колено стальной трубы 90 градусов предназначено для изменения направления жидкости на 90 градусов, также называемого вертикальным коленом.Это общая степень для всех трубопроводных систем и чаще всего используется для всех колен различной степени. (Так как это удобно для стальных конструкций и конструкций.)
Колено с большим радиусом 90 градусов
LR Колено стальной трубы 90 градусов устанавливается между трубами разной длины или трубами. Он помогает изменять направление на 90 градусов и обычно используется для подсоединения шлангов к насосам, дренажным каналам и клапанам.
Колено 90 градусов с коротким радиусом
SR Отвод на 90 градусов такой же, как и вышеупомянутый отвод, но имеет меньший диаметр.Поэтому такие стальные отводы часто используют, когда места недостаточно.
Колено для стальной трубы 45 градусов
Колено 45 градусов является вторым распространенным применением после колена 90 градусов.
Колено 45 градусов большого радиуса
Колено трубы устанавливается между двумя трубами так, чтобы направление жидкости можно было изменить на 45 градусов. По сравнению с коленом на 90 градусов, колено на 45 градусов вызывает меньшее трение и меньшее давление.
Колено 45 градусов с коротким радиусом
SR Колено под углом 45 градусов обычно крепится к меди, пластику, стали, чугуну и свинцу, а также может быть подсоединено к приспособлениям из нержавеющей и резины.Он широко используется в химической, пищевой, водопроводной, электронной промышленности, химических трубопроводах, садоводстве, сельскохозяйственном производстве, трубопроводах для солнечного оборудования, трубопроводов для кондиционирования воздуха и других областях.
Стальное колено 180 градусов
Стальное колено 180 градусов помогает изменить направление на 180 градусов, поскольку обычно приводит к низкому давлению. Его применение ограничено системой минимального осаждения и низкой турбулентности.
Классификация по типам соединений
В соответствии с режимом соединения, отвод можно классифицировать по отводу, приваренному встык, отводу с муфтой и колену с резьбой.
Колено для стыковой сварки
Колено для стыковой сварки — это стальное колено, полученное путем горячего прессования или ковки. Форма его соединения предназначена для непосредственной сварки колена и стальной трубы. Отводы, приваренные встык, в основном используются для отводов с более высоким давлением и температурой, чем другие типы соединений (отводы с раструбной сваркой или отводы с резьбой).
Колено под сварку встык под 90 градусов
Размеры и вес стального колена для стыковой сварки с большим радиусом 90 градусов
Размеры и вес колена под сварку под сварку с коротким радиусом 90 градусов
Вес стального колена под 45 градусов Размеры и вес BW
Отвод для сварки внахлест также приваривается к концу трубы и фитингов. В отличие от отвода под сварку встык, отвод под сварку муфтой имеет на конце трапециевидную область. Мы можем вставить конец трубы в эту область (диаметр SW-колена соответствует внешнему диаметру трубы), а затем выполнить сварочные работы, чтобы соединить их вместе.
В отличие от отвода под сварку встык, отвод под сварку муфтой имеет на конце трапециевидную область. Мы можем вставить конец трубы в эту область (диаметр SW-колена соответствует внешнему диаметру трубы), а затем выполнить сварочные работы, чтобы соединить их вместе.
Следовательно, фактический диаметр конца SW-колена больше диаметра колена. (То же самое с коленом с резьбой).
Колено под приварку под углом 90 градусов
Вес колена SW в кг
Колено с резьбой
Форма колена с резьбой аналогична колену SW, за исключением того, что внутренняя поверхность трапециевидной области обработана в поток.Легче устанавливать и снимать, подходит для ремонта и обслуживания трубопроводов.
Колено с резьбой 90 градусов
Масса колена с THD в кг
Классификация по материалам
В зависимости от материала корпуса клапана он имеет колено из нержавеющей стали, углеродистой стали и легированной стали.
Колено из углеродистой стали
Материал из углеродистой стали, стандарты обозначены как:
ASTM 234 WPB и WPC
ASTM A420 WPL6
MSS-SP-75 WPHY 42, 46, 52, 56, 60, 65 и 70
Колено из нержавеющей стали
Колено из нержавеющей стали имеет более высокую прочность и более высокую коррозионную стойкость, чем колено из углеродистой стали.Для общей обработки поверхности отводы из нержавеющей стали используются в условиях сильной коррозии, таких как химические заводы, морские сооружения и газопроводы. Обработка поверхности в 2В или зеркало, они используются в пищевой промышленности и в санитарных целях.
Материал из нержавеющей стали, стандарты обозначены как:
ASTM A403 WP 304 / 304L, 316 / 316L
ASTM A270
Колено 90 градусов из нержавеющей стали
Колено из нержавеющей стали на 90 градусов — наиболее распространенное применение для труб из нержавеющей стали.Кроме этого, есть отвод под 45 градусов из нержавеющей стали, оба из которых имеют большие требования для стыковой сварки, стыковой сварки и резьбовых соединений.
Как сделать колено для стальной трубы — 2 варианта
Если говорить о формировании этих колен для стальных труб, то здесь много этапов. Тем не менее, это считается довольно простым по сравнению с другими производственными процессами.
Вариант 1 для изготовления колена стальных труб
Во-первых, мы могли сварить закрытый конец многоугольной круглой оболочки или многоугольной секторной оболочки.Когда труба внутри заполнена рабочей средой под давлением, ее поперечное сечение изменится с многоугольника на трубчатую форму. Под внутренним давлением сечение будет круглой оболочкой. Кольцо можно разрезать на четыре колена 90 градусов или шесть колен 60 градусов или любой другой размер. Благодаря достижениям в технологии сварочный процесс может применяться в различных сферах. Например, теперь можно сваривать и изготавливать стальные колена большего диаметра, особенно большого диаметра и большого радиуса.
Вариант 2
Также можно напрямую приобрести бесшовную трубу или сварную трубу в качестве материала стального колена, затем нагреть тело трубы с помощью нагревательного устройства, а затем протолкнуть тело трубы в пресс-форму разной степени, чтобы сформировать форму колена.
В целом углеродистая сталь имеет высокое содержание углерода, что, безусловно, придаст вам большую прочность и твердость, но меньшую пластичность. Поэтому те, которые не содержат большого количества легирующих элементов, часто называют углеродистой сталью или прямолинейной углеродистой сталью.
Наш диапазон поставок для отводов
Для отводов под сварку
Стандарт: ASTM A234, MSS SP-75, ASTM A403
Производственный стандарт: ASME B16.9, DIN2615, JIS B2312
Типы: Стальной колено 45 градусов, колено стальной трубы 90 градусов, колено 180 градусов
Диапазон размеров: 1/2 дюйма, 1 дюйм, 2 дюйма, 3 дюйма, 4 дюйма, 6 дюймов, 8 дюймов, 10 дюймов, 12 дюймов, 16 дюймов, 20–48 дюймов.
Толщина: SCH 10, SCH 40, SCH 80
Покрытия поверхности: Окрашенные в черный цвет, лакированные, с эпоксидным покрытием, оцинкованные
Для колен под сварку внахлест (и резьбовых колен)
Стандарт: ASTM A105, ASTM A182
Производственный стандарт: ASME B16.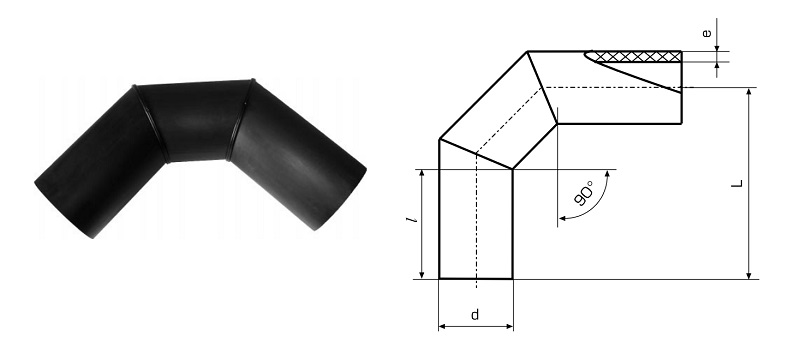 11
11
Размеры: 1/2 дюйма, 1 дюйм, 1/2 дюйма, 2 дюйма и до 4 дюймов
Номинальное давление: 2000 #, 3000 #, 6000 #, 9000 #
Свяжитесь с нами сейчас, чтобы получить немедленное предложение!
Сопутствующие товары
Фитинги для стыковой сварки
Фитинги для сварки внахлест
3 «Black Steel Sch 40 Колено 90 градусов, длинный радиус, стыковая сварка
КОЛЕНО 90 ГРАДУСОВ, ДЛИННЫЙ РАДИУС SCH 40 ЧЕРНАЯ СТАЛЬНАЯ СВАРКА
Фитинг для стыковой сварки труб предназначен для приваривания на месте его концов для соединения труб и обеспечения возможности изменения направления, разветвления или окончания.
ХАРАКТЕРИСТИКИ:
РАЗМЕРЫ: 2 ДЮЙМА, 3 ДЮЙМА, 4 ДЮЙМА, 6 ДЮЙМОВ, 8 ДЮЙМОВ
РАДИУС: ДЛИННЫЙ
ПОДКЛЮЧЕНИЕ: WELD
MFG. МАТЕРИАЛ: SCH 40 УГЛЕРОДНАЯ СТАЛЬ
*** Мы обязаны взимать налог с продаж в: Флорида, Северная Каролина, Нью-Йорк и Вирджиния.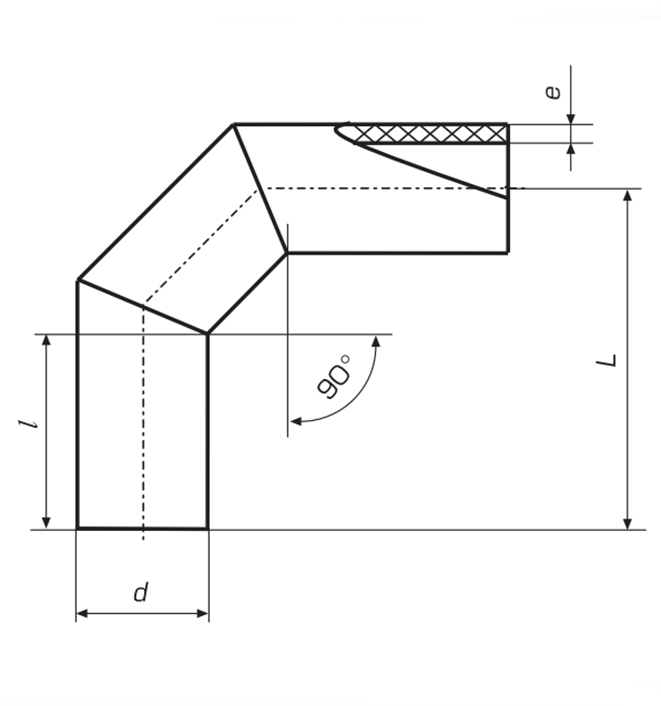 ***
***
Мы не гарантируем, не заявляем и не гарантируем, что использование вами нашего сервиса будет непрерывным, своевременным, безопасным или безошибочным.
Мы не гарантируем, что результаты, которые могут быть получены в результате использования службы, будут точными или надежными.
Вы соглашаетесь с тем, что время от времени мы можем удалять службу на неопределенный срок или отменять службу в любое время без предварительного уведомления.
Вы прямо соглашаетесь с тем, что вы используете или не можете использовать сервис на свой страх и риск. Услуга и все продукты и услуги, предоставляемые вам через службу (за исключением случаев, явно оговоренных нами), предоставляются для вашего использования «как есть» и «как доступно», без каких-либо заявлений, гарантий или условий любого рода, явных или явных. подразумеваемые, включая все подразумеваемые гарантии или условия товарной пригодности, товарного качества, пригодности для конкретной цели, долговечности, права собственности и ненарушения прав.
Ни при каких обстоятельствах Product Recovery Management, Inc. (PRM), наши директора, должностные лица, сотрудники, аффилированные лица, агенты, подрядчики, стажеры, поставщики, поставщики услуг или лицензиары не несут ответственности за любые травмы, убытки, претензии или любые прямые , косвенные, случайные, штрафные, особые или косвенные убытки любого рода, включая, помимо прочего, упущенную выгоду, упущенную выгоду, потерю сбережений, потерю данных, затраты на замену или любые аналогичные убытки, основанные на контракте, правонарушениях (включая халатности), строгой ответственности или иным образом, возникающих в результате использования вами любой услуги или любых продуктов, приобретенных с использованием услуги, или по любым другим претензиям, каким-либо образом связанным с использованием вами услуги или любого продукта, включая, помимо прочего, , любые ошибки или упущения в любом содержании, или любые убытки или ущерб любого рода, понесенные в результате использования услуги или любого контента (или продукта), размещенного, переданного или иным образом сделанного доступным через службу, даже если их возможность. Поскольку в некоторых штатах или юрисдикциях не допускается исключение или ограничение ответственности за косвенный или случайный ущерб, в таких штатах или юрисдикциях наша ответственность ограничивается в максимальной степени, разрешенной законом.
Поскольку в некоторых штатах или юрисдикциях не допускается исключение или ограничение ответственности за косвенный или случайный ущерб, в таких штатах или юрисдикциях наша ответственность ограничивается в максимальной степени, разрешенной законом.
Вы соглашаетесь возместить, защитить и обезопасить Product Recovery Management, Inc. (PRM) и нашу материнскую компанию, дочерние компании, аффилированные лица, партнеров, должностных лиц, директоров, агентов, подрядчиков, лицензиаров, поставщиков услуг , субподрядчиков, поставщиков, стажеров и сотрудников от любых претензий или требований, включая разумные гонорары адвокатам, сделанных любой третьей стороной в связи с нарушением вами настоящих Условий обслуживания или документов, которые они включают посредством ссылки, или вашего нарушения любого закона или прав третьих лиц.
ОТПРАВКА И ДОСТАВКА
Заказы обычно отправляются с нашего предприятия в Северной Каролине в течение 1-2 рабочих дней после оплаты. Очень важно, чтобы при оформлении заказа был указан правильный адрес доставки. Мы не несем ответственности за неправильные или невозможность доставки адресов.
Доставка рассчитывается автоматически с использованием текущих опубликованных ставок. Покупатель оплачивает все расходы по доставке.
Большинство заказов отправляется через USPS, UPS или FedEx, в зависимости от размера и веса.Мы оставляем за собой право выбирать, через какого перевозчика мы отправляем, чтобы предложить вам самый низкий доступный тариф.
Из-за размера и веса определенных предметов (-ов) иногда мы не можем отправить их обычными методами (UPS, USPS и т. Д.). Мы имеем большой опыт перевозки грузов различных размеров и веса и имеем давние отношения с автомобильными грузовыми перевозчиками, поэтому обычно получить очень хорошую оценку. Мы будем рады получить расценки на доставку негабаритных / тяжеловесных товаров до завершения покупки.
Чтобы получить точное предложение, предоставьте:
Адрес доставки с почтовым индексом
Коммерческий или жилой адрес доставки
Если есть погрузочно-разгрузочный док и оборудование (вилочный погрузчик) на месте
Мы делаем все возможное, чтобы ускорить доставку. Однако, как только товар будет отправлен, время доставки находится вне нашего контроля. ОБМЕН: Мы заменим товары, если они неисправны или повреждены. Если вам необходимо обменять дефектные или поврежденные товары, свяжитесь с нами по электронной почте и отправьте товар в Product Recovery Management, Inc. Возврат / обмен — 200 20th Street, Butner, North Carolina 27509. Не отправляйте нам поврежденный или дефектный товар для обмена ранее чтобы связаться с нами. Мы не можем принимать обмен, если вы сначала не связались с нами.Колено трубы | Отводы под сварку встык под 90 градусов, длинные и короткие
Фитинги для стыковой сварки из углеродистой стали с коленом под углом 90 градусов
Определение колена трубы:
Колено — это один из видов трубопроводной арматуры, который может изменять направление потока жидкости или газа в системе трубопроводов. Колено трубы используется только для соединения двух труб, иногда называемое «четвертью колено».
Колено трубы используется только для соединения двух труб, иногда называемое «четвертью колено».
Локти разделены на три группы, которые определяют расстояние, на котором они меняют направление.Обычно, в зависимости от расстояния изменения направления, локти делятся на следующие три типа: локоть с коротким радиусом (локоть SR), локоть с длинным радиусом (локоть LR), локоть с настраиваемым радиусом.
В зависимости от изменения угла направления локтей локти также делятся: локти 90 градусов, локти 45 градусов, локти 180 градусов (ответный локоть), локти любой степени.
Иногда две трубы для соединения колена имеют разные размеры, тогда нам нужен переходной колено.
Определение колена для стыковой сварки под углом 90 градусов:
Колено на 90 градусов — это фитинг, который можно использовать для изменения направления потока на 90 градусов. Его также называют «изгиб на 90 °» или «изгиб на четверть». В качестве соединения между двумя трубами отводы на 90 градусов также используются в качестве концов перил или углов при установке по уровню.
Стальной отвод для стыковой сварки обычно изготавливается из куска бесшовной трубы.Если два конца трубы изгибаются под углом 90 градусов, получается бесшовное колено на 90 градусов. там также из труб ERW или стальных листов изготавливаются отводы под углом 90 градусов, затем они привариваются. Отводы 90 градусов производятся как отводы SR (короткий радиус) и отводы LR (длинные радиусы) или отводы с другим радиусом.
Данные для колена трубы под сварку встык под 90 градусов:
Сертификат : API, CE, ABS, ISO, утвержден сертификат PED
Маркировка: По желанию заказчика
Инспекция: Принять заводскую инспекцию или инспекцию третьей стороной
Преимущество: Длительный срок службы, высокое качество, разумная цена
Экспорт: По всему миру
Применение: Нефть, химия, энергия, газ, металлургия, судостроение, строительство и т. Д.
Д.
Тип локтя | Колено 90 ° / 45 ° / 180 °, колено с длинным / коротким радиусом, переходное колено, колено для стыковой сварки, колено с резьбой, колено для сварки внахлест |
Размер | 1/2 ”-48” DN15-DN1200 |
Толщина стенки | СЧ20, СЧ30, СЧ50, СЧ80, СЧ220, СЧ260, СТД, XS, XXS и др. |
Стандарт | ASME / ANSI B16.9, ASME / ANSI B16.11, MSS SP-75, MSS SP-43, BS EN 10253, DIN2605,2609,2615,2616,2617, DIN28011, ГОСТ 17375,17376,17378,17379,17380,30753, JIS B2311 , JIS B2312, JIS B2313, JIST B2316, ISO 3419, ISO 5251 |
Материал | Углеродистая сталь, нержавеющая сталь, легированная сталь: ASTM A105, A182 F5, F9, F11, F12, F22, A234 WPB, WP5, WP9, WP11, WP12, WP22, WP91, A403 WP304L, WP316L, WP321, ASTM S420 WPL6, ASTM A860 WPHY42, WPHY52, WPHY60, WPHY65, WPHY70, JIS G3454, BS EN10253, S235, S355, DIN ST37, ST52, ГОСТ CT20 |
Колено соединение | Стыковая сварка, Втулка, Резьбовая сварка |
46-114-90CT SCH 40 бесшовная стальная труба со скосом колено, 90 градусов с полностью приваренным закрытым концом , окрашенная в черный цветПодходит для трубы стандартного размера SCH 40 1-1 / 4 дюйма. |
46-20-90CT SCH 40 бесшовная стальная труба со скосом колено, 90 градусов с полностью приваренным закрытым концом , окрашенная в черный цвет Подходит для трубы стандартного размера SCH 40 размером 2 дюйма. Этот отвод идеально подходит для поручней и подходит для круглых труб с внешним диаметром 2-3 / 8 дюйма.Стандартный длинный радиус. 2-дюймовые стальные трубы SCH 40 с закрытым концом, внешний диаметр 90 градусов 2-3 / 8 дюймов |
46-114-90WS … Отвод из стали калибра 10 подходит для труб стандартного размера 1-1 / 4 дюйма. |
46-112-90CT SCH 40 бесшовная стальная труба со скосом колено, 90 градусов с полностью приваренным закрытым концом , окрашенная в черный цвет Подходит для трубы стандартного размера 1-1 / 2 «SCH 40. Этот отвод идеально подходит для поручней и подходит для круглых труб с внешним диаметром 1-7 / 8″. |
46-112-90WS Это колено из стали калибра 10, 90 градусов, подходит для труб стандартного размера 1-1 / 2 дюйма.Его центральный радиус составляет 2,575 дюйма с внутренним радиусом 1,625 дюйма. Круглая сварная труба из стали идеально подходит для перил. Получите скидку за количество при покупке 50 или более. 90 град. Для труб Hndrl, внутренний диаметр 1-1 / 2 дюйма, внешний диаметр 1-7 / 8 дюйма, со швом |
46-1023 Этот соединитель с клиновым замком помогает укрепить соединение между стандартной трубой или круглой трубкой диаметром 1-1 / 4 дюйма и колпачком или коленом . |
47-20-90А Колено изготовлено из алюминия. Он работает со стандартной трубкой диаметром 2 дюйма или круглой трубкой. Приварите к колену , чтобы изменить направление поручня.Внутренний радиус составляет 3 дюйма. Товары отправляются в тот же день. Колено алюминиевой трубы, диаметр 90 градусов2 «. |
46-1033 Этот соединитель с клиновым замком помогает укрепить соединение между стандартной трубой 1-1 / 2 дюйма или круглой трубкой и Т-образной трубой или коленом . |
 Этот отвод идеально подходит для поручней и подходит для круглых труб с внешним диаметром 1-5 / 8 дюймов. Стандартный длинный радиус.
Этот отвод идеально подходит для поручней и подходит для круглых труб с внешним диаметром 1-5 / 8 дюймов. Стандартный длинный радиус.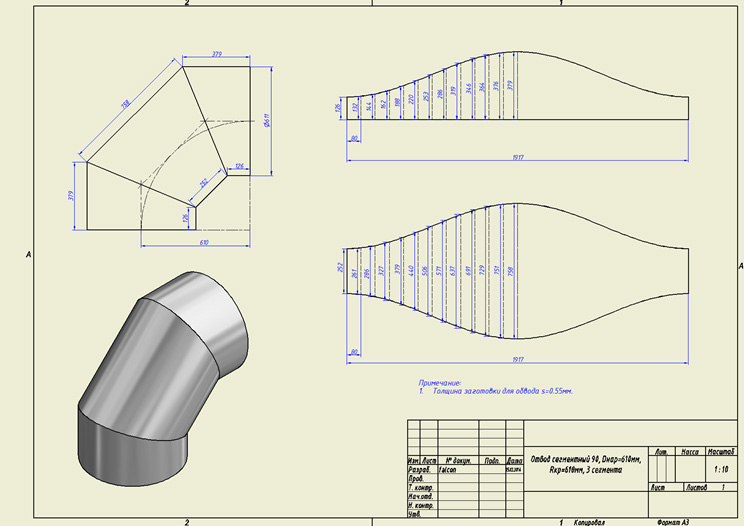 Его центральный радиус составляет 2,455 дюйма с внутренним радиусом 1,625 дюйма. Круглая стальная сварная труба со швом идеально подходит для поручней. Получите количество скидка при покупке 50 или более. Этот стальной колено калибра 90 градусов, 10 калибра будет работать с…
Его центральный радиус составляет 2,455 дюйма с внутренним радиусом 1,625 дюйма. Круглая стальная сварная труба со швом идеально подходит для поручней. Получите количество скидка при покупке 50 или более. Этот стальной колено калибра 90 градусов, 10 калибра будет работать с…Фитинги для стыковой сварки (стыковой сварки) — колено — переходник
Что такое фитинг для стыковой сварки (стыковой сварки)?
Фитинг под сварку встык — это свариваемый трубный фитинг, который позволяет изменять направление потока, отводить, уменьшать размер трубы или присоединять дополнительное оборудование. Фитинги из кованой стали под сварку встык производятся в соответствии с ANSI / ASME B16.9.
Фитинги для стыковой сварки доступны в виде колен, тройников, заглушек, переходников и выходов (olets).Эти фитинги являются наиболее распространенным типом сварных фитингов для труб и определяются номинальным размером трубы и спецификацией труб. Фитинги для стыковой сварки используют бесшовные или сварные трубы в качестве исходного материала и формируются (с помощью нескольких процессов), чтобы получить форму колен, тройников, переходников и т. Д. Так же, как труба продается из Списка 10 по Списку 160, фитинги для стыковой сварки продаются так же. Сварные фитинги под приварку встык чаще используются из нержавеющей стали из-за их стоимости. Фитинги Sch 10 также более распространены в фитингах из нержавеющей стали под сварку встык.
Д. Так же, как труба продается из Списка 10 по Списку 160, фитинги для стыковой сварки продаются так же. Сварные фитинги под приварку встык чаще используются из нержавеющей стали из-за их стоимости. Фитинги Sch 10 также более распространены в фитингах из нержавеющей стали под сварку встык.
Обычным материалом для фитингов под приварку встык являются A234 WPB (также доступны A и C), высокопрочная углеродистая сталь, нержавеющая сталь 304 и 316 и никелевые сплавы.
Размеры фитингов для стыковой сварки
Просмотрите нашу большую коллекцию фитингов для труб из углеродистой стали и нержавеющей стали под сварку встык по мгновенным ценам онлайн!
Видео ниже дает краткий обзор фитингов для стыковой сварки труб.
* см. Расшифровку видео в конце страницы
Фитинги под сварку встык состоят из колена с длинным радиусом, концентрического переходника, эксцентрикового переходника и тройника. Они являются важной частью промышленных трубопроводных систем для изменения направления, ответвления или механического присоединения оборудования к системе. Фитинги под приварку продаются с номинальными размерами труб с указанным графиком. Размеры фитингов BW и допуски определены в соответствии со стандартом ASME B16.9.
Они являются важной частью промышленных трубопроводных систем для изменения направления, ответвления или механического присоединения оборудования к системе. Фитинги под приварку продаются с номинальными размерами труб с указанным графиком. Размеры фитингов BW и допуски определены в соответствии со стандартом ASME B16.9.
для стыковой сварки также называются фитингами для сварных труб. Эти сварные фитинги из углеродистой и нержавеющей стали обладают многими преимуществами по сравнению с резьбовыми и приварными фитингами. Последние доступны только с номинальным размером до 4 дюймов, тогда как фитинги под приварку встык доступны в размерах от ½ до 72 дюймов.Некоторые из преимуществ фитингов под сварку встык:
Типы фитингов для стыковой сварки
Сварные фитинги из углеродистой и нержавеющей стали представляют собой соединительные элементы, которые делают возможным монтаж клапанов, труб и оборудования на систему трубопроводов. Сварные фитинги дополняют фланцы труб в любой трубопроводной системе и позволяют;
- Изменение направления потока в системе трубопроводов
- Соединение или соединение труб и оборудования
- Обеспечение ответвлений, подъездов и отводов вспомогательного оборудования
Типичный пример использования сварных фитингов — труба, уменьшенная с помощью концентрического переходника, приваренная к фланцу приварной шейки и подсоединенная к оборудованию. На рисунке ниже представлена полная коллекция фитингов, приваренных встык
На рисунке ниже представлена полная коллекция фитингов, приваренных встык
Коллекция фитингов для стыковой сварки
LR 90 Колено: Фитинги, изменяющие направление в системе трубопроводов, называются коленами. Изменение направления указывается в градусах, например, 45 или 90. Колено с длинным радиусом 90 градусов имеет центральную линию на расстоянии 1,5 x NPS от конца колена. Колено 3R имеет центральную линию на расстоянии 3 x NPS от конца колена.
LR 45 Колено: Колено 45 градусов с большим радиусом изменяет направление на 45 градусов.
SR90 Колено: Короткий радиус колена 90 градусов такое же, как у LR90, за исключением того, что расстояние между концом колена и центральной линией составляет 1 x NPS.
LR Изгиб на 180 градусов: Большой радиус изгиба на 180 градусов позволяет полностью изменить направление потока. Расстояние между концом колена и центральной линией составляет 3 x NPS.
SR Изгиб на 180 градусов: Короткий радиус Изгиб на 180 градусов позволяет полностью изменить направление потока, но при более крутом повороте. Расстояние между концом колена и центральной линией составляет 1 x NPS.
Тройник: приварки труба Тройник позволяет 90 градусов ответвляются от бегущей pipe.This позволяет для подключения вспомогательного оборудования к трубе. С двух сторон к трубе приваривают тройник, оставляя ответвление открытым для ответвления.
Переходной тройник: Переходной тройник под сварку встык имеет ответвление, которое меньше основного участка. Это позволяет выполнить ответвление на меньшую трубу оборудования от основного участка.
Концентрический переходник: Концентрический переходник также называется сварной концентрической муфтой.Это позволяет соединить большую трубу с меньшей трубой с помощью сварки. Концентрический переходник обеспечивает сварное соединение двух труб с одинаковой центральной линией.
Эксцентриковый переходник: Эксцентриковый переходник также называется сварной эксцентриковой муфтой. Это позволяет приваривать большую трубу к меньшей трубе со смещением центральной линии. Смещение центральной линии эксцентрикового редуктора составляет; Смещение = 1/2 x (наибольший ID — наименьший ID)
Сварочная бобышка: Сварочная бобышка, также называемая сварочным патрубком, представляет собой способ соединения сварного соединения, которое имеет контур внизу, чтобы соответствовать контуру трубы.Таким образом, один конец сварочного патрубка приваривается к трубе, а другой конец открыт для приваривания к любой другой трубе или оборудованию. Сварочный патрубок требует указания размера выпускного отверстия и «размера участка» трубы, чтобы контур соответствовал контуру трубы. Размер сварочного патрубка всегда будет меньше размера участка, например, сварочный патрубок 1/2 «можно использовать на трубе (размер участка) 1/2» и больше.
Приварной штуцер: Втулочный конец используется с фланцем, соединенным внахлест, который приваривается к трубе.
Фитинг для стыковой сварки со скосом
Все сварные фитинги имеют скошенные концы для облегчения сварки. Этот скос в большинстве случаев позволяет выполнить сварной шов с полным проплавлением. Есть два типа фаски;
Обычная фаска и составная фаска.
Спецификации и стандарты на фитинги для стыковой сварки
Сварные фитинги изготавливаются в соответствии со спецификацией ASME B16.9. Стандарт ASME B16.9 распространяется на сварочные фитинги из кованой стали заводского изготовления размером от 1/2 до 48 дюймов.Этот стандарт, однако, не распространяется на фитинги для стыковой сварки под низким давлением, устойчивые к коррозии. См. MSS SP-43, Кованые фитинги из нержавеющей стали для стыковой сварки.
Общие материалы для сварных фитингов
Сварные фитинги из углеродистой стали: A234 WPB — наиболее распространенный материал, используемый для изготовления фитингов из углеродистой стали, сваренных встык.
ASTM A234 WPB — это стандартная спецификация для трубопроводных фитингов из кованой углеродистой и легированной стали для эксплуатации при умеренных и высоких температурах.
Технические характеристики
ASTM: A234 WPB
ASME: B16.9, B.11
NACE: MRO175
MSS: SP-83, SP-95
Химический состав%
Марка | К | млн | п. | S | Si | Кр | Пн | Ni | Cu | Прочие |
– | – | – | макс. | макс. | – | – | – | – | – | – |
WPB | 0.3 | 0,29–1,06 | 0,05 | 0,058 | 0,1 | 0,4 | 0,15 | 0,4 | 0,4 | В 0,08 |
(1,2,3,4,5) | макс. | – | – | – | мин. | макс. | макс. | макс. | макс. | макс. |

- Фитинги из прутка или пластины могут иметь 0. 35 макс углерода.
- Фитинги, изготовленные из поковок, могут содержать не более 0,35 углерода и не более 0,35 кремния без мин.
- Для каждого сокращения на 0,01% ниже указанного максимума углерода допускается увеличение на 0,06% марганца сверх указанного максимума, но не более 1,35%.
- Сумма меди, никеля, ниобия и молибдена не должна превышать 1,00%.
- Сумма ниобия и молибдена не должна превышать 0,32%.
 35 макс углерода.
35 макс углерода.Фитинги для стыковой сварки нержавеющей стали:
Доступны фитинги из нержавеющей стали под сварку встык из марок 316 и 304.
304 / 304L (UNS S30400 / S30403)
Химический состав%
К | Кр | млн | Ni | п. | S | Si |
МАКС | – | МАКС | – | МАКС | МАКС | МАКС |
0. | 18,0–20,0 | 2,00 | 8,0-13,0 | 0,045 | 0,030 | 1,00 |
 035
035Требования к растяжению
Предел прочности при растяжении: (KSI) = 60
Предел текучести: (KSI) = 35
(KSI преобразуется в MPA {мегапаскалях} путем умножения на 6.895)
316 / 316L (UNS S31600 / S31603)
Химический состав%
К | Кр | млн | Пн | Ni | п. | S | Si |
МАКС | – | МАКС | – | Макс | МАКС | МАКС | |
0. | 16,0–18,0 | 2,00 | 2,0–3,0 | 10,0-14,0 | 0,045 | 0,030 | 1,00 |
Требования к растяжению
Предел прочности при растяжении: (KSI) = 70
Предел текучести: (KSI) = 25
(KSI преобразуется в MPA {мегапаскалях} путем умножения на 6.895)
Как изготавливается фитинг под сварку встык?
Фитинг для стыковой сварки труб изготавливается методом горячей штамповки, который включает гибку и придание формы. Исходным материалом для стыковых сварных соединений является труба, которую нарезают на нужную длину, нагревают и формуют в определенные формы с помощью красителей. Также проводится термическая обработка для снятия остаточных напряжений и получения желаемых механических свойств. Прочтите ссылку здесь, чтобы получить более подробную информацию о производстве фитингов под сварку.
Преимущества фитингов для стыковой сварки
- Сварное соединение обеспечивает более надежное соединение
- Сплошная металлическая конструкция увеличивает прочность трубопроводной системы
- Фитинги под приварку встык с соответствующими схемами труб, обеспечивают непрерывный поток внутри трубы.Сварной шов с полным проплавлением и правильно подогнанный отвод LR 90, переходник, концентрический переходник и т. Д. Обеспечивает постепенный переход через сварные фитинги.
- Возможность различного радиуса поворота с использованием короткого радиуса (SR), большого радиуса (LR) или колена 3R
- Рентабельность по сравнению с их дорогими ответными частями с резьбой или сваркой враструб. Сварные фитинги из нержавеющей стали
- также доступны в SCH 10, что позволяет использовать более тонкие стенки. Фитинги для сварки встык из нержавеющей стали
- чаще встречаются в конфигурациях SCH 10 и SCH 40.
Все фитинги под приварку встык имеют скошенные концы в соответствии со стандартом ASME B16. 25. Это помогает создать сварной шов с полным проплавлением без дополнительной подготовки, необходимой для стыковой сварки.
25. Это помогает создать сварной шов с полным проплавлением без дополнительной подготовки, необходимой для стыковой сварки.
Фитинги для стыковой сварки чаще всего изготавливаются из углеродистой стали, нержавеющей стали, никелевого сплава, алюминия и материалов с высоким пределом текучести. Высокопрочные фитинги из углеродистой стали под сварку встык доступны в вариантах A234-WPB, A234-WPC, A420-WPL6, Y-52, Y-60, Y-65, Y-70. Все фитинги WPL6 отожжены и совместимы с NACE MR0157 и NACE MR0103.
Trupply — один из крупнейших дистрибьюторов трубных фланцев и фитингов. Мы обрабатываем сотни запросов каждый день. Некоторые из распространенных заблуждений рассматриваются в разделе вопросов и ответов ниже;
Вопросы и ответы
- Клиент запросил фитинги для стыковой сварки из стали A105: Наиболее распространенным материалом для стыковых фитингов из углеродистой стали является A234WPB. Он эквивалентен фланцу A105, однако фитинг под приварку встык A105 или A106 не существует.
- Клиент запрашивает «Нормализованные» фитинги под сварку встык: Это тоже заблуждение, поскольку фланцы доступны в вариантах A105 и A105 N, где N означает нормализованный.Однако такого понятия, как A234WPB N , не существует. Некоторые производители нормализуют свои фитинги для стыковой сварки в качестве стандартной процедуры, и такой запрос требует проверки индивидуальных сертификатов испытаний материалов, чтобы убедиться, что был проведен нормализованный процесс термообработки. Заказчику, которому нужны «нормализованные» фитинги под сварку встык, следует запросить фитинги WPL6, обладающие высокой текучестью и нормализованные в качестве стандартной процедуры
- Заказчик забывает указать спецификацию труб: Фитинги для стыковой сварки продаются в соответствии с размером трубы, но спецификация трубы должна быть указана таким образом, чтобы внутренний диаметр фитинга соответствовал внутреннему диаметру трубы.Если график не указан, мы будем считать, что требуется стандартная стена.
- Различия между SCH 40 и True Schedule 40: Трубные фитинги диаметром 12 дюймов или больше требуют указания, является ли фитинг стандартным настенным (обычно обозначается sch 40) или требуется настоящий график 40. Это необходимо, поскольку таблица 40 НЕ соответствует стандартной стене для труб диаметром 12 дюймов и больше. Настоящий sch 40 будет толще, чем стандартная стенка для фитингов 12 дюймов или больше.
- Различия между SCH 80 и True Schedule 80 : Для труб размером 10 дюймов и выше, sch 80 НЕ соответствует XH.Заказчик должен указать, хочет ли он перегородку SCH 80 или XH.
- Фитинги для стыковой сварки из нержавеющей стали доступны в списке 10s. : Заказчик должен указать, нужны ли им фитинги для стыковой сварки со стандартной стенкой (sch 40s) или более тонкие стенки, из нержавеющей стали sch 10s. См. Диаграмму , чтобы уточнить, как толщина стенки труб из нержавеющей стали соотносится с различными спецификациями труб.
- Заказчик забывает указать сварные или бесшовные фитинги для стыковой сварки. : Фитинги для стыковых сварных соединений доступны как в сварной, так и в бесшовной конфигурации.Фитинги из углеродистой или нержавеющей стали, сварные стыком, изготавливаются из бесшовных труб и, как правило, дороже. Бесшовные фитинги НЕ распространены для размеров больше 12 дюймов. Сварные фитинги изготавливаются из сварных труб из углеродистой стали или нержавеющей стали. Они доступны в размерах от ½ до 72 дюймов и более доступны, чем бесшовные фитинги.

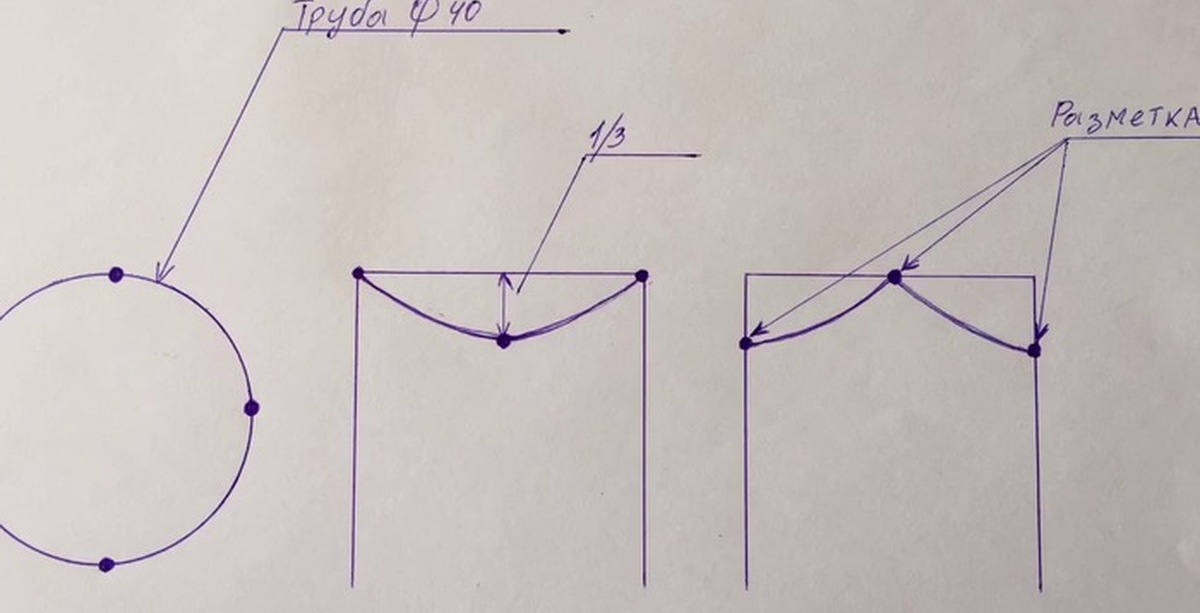
Что означает короткий радиус (SR) или длинный радиус (LR)?
Вы часто будете слышать локоть SR45 или локоть LR45. 45 или 90 обозначают угол изгиба фитинга под сварку для изменения направления потока.Колено с длинным радиусом (колено LR 90 или колено LR 45) будет иметь изгиб трубы, который будет в 1,5 раза больше трубы. Итак, 6-дюймовый LR 90 имеет радиус изгиба в 1,5 раза больше номинального размера трубы. Колено с коротким радиусом (SR45 или SR90) имеет изгиб трубы, равный размеру фитинга, поэтому радиус изгиба SR 45 6 дюймов равен номинальному размеру трубы 6 дюймов.
Что такое угловой фитинг 3R или 3D?
Во-первых, термин 3R или 3D используется как синоним. Отвод под сварку встык 3R имеет радиус изгиба, который в 3 раза превышает номинальный размер трубы.Колено 3R более гладкое, чем фитинги SR или LR.
Редукторы сварные
Фитинги для стыковой сваркидоступны с концентрическим переходником и эксцентричным переходником для уменьшения потока от одного размера трубы к другому. Концентрический переходник под приварку встык симметричен: оба конца выровнены по центру.
Эксцентричный переходник под приварку встык несимметричен: концы смещены относительно друг друга.
Опции производителя и происхождения
Trupply является авторизованным дистрибьютором Weldbend , который является одним из крупнейших производителей отечественных фитингов и фланцев из углеродистой стали для стыковой сварки. Фитинги для стыковой сварки отечественной нержавеющей стали изготавливаются из нержавеющей стали Taylor Forge Stainless . Trupply также предлагает одобренные и неутвержденные импортные фитинги для труб, такие как Erne Fittings , SKBend и TKBend, для более экономных клиентов. На все фитинги под сварку встык предоставляются протоколы испытаний материалов (MTR).
Фитинги для стыковой сварки отечественной нержавеющей стали изготавливаются из нержавеющей стали Taylor Forge Stainless . Trupply также предлагает одобренные и неутвержденные импортные фитинги для труб, такие как Erne Fittings , SKBend и TKBend, для более экономных клиентов. На все фитинги под сварку встык предоставляются протоколы испытаний материалов (MTR).
*
Стенограмма видео Доброе утро. Сегодня мы говорим о фитингах под сварку встык. Вот коллекция фитингов для стыковой сварки из углеродистой стали.Это тройник, это концентрический переходник, это переходной тройник, это колено 45, это колено с коротким радиусом 90, это колено с длинным радиусом 90, это заглушка трубы, и это эксцентриковый переходник . Это несколько примеров фитингов из нержавеющей стали, сваренных встык. В частности, это тройник из нержавеющей стали 304, а это колено из нержавеющей стали под углом 90 градусов, и это эксцентриковый переходник из нержавеющей стали.
Фитинги для стыковой сварки выпускаются из углеродистой стали, нержавеющей стали, никелевого сплава, а наиболее распространенным материалом для стыковых фитингов из углеродистой стали является A234-WPB.Эти фитинги также доступны из углеродистой стали с высоким выходом, вы просто должны указать это. Все фитинги под приварку встык производятся из трубы, в качестве исходного материала они используют трубу. Обычно фитинги для сварки встык меньшего размера изготавливаются из бесшовных труб, но при увеличении диаметра, обычно превышающем номинальный размер 18 дюймов, эти фитинги изготавливаются из сварной трубы, и их также называют сварными фитингами для стыковой сварки.
Чтобы объяснить вам индивидуальный фитинг под приварку встык, опять же, это колено под 45 градусов.Если вы заметили, все фитинги под приварку встык имеют скосы на концах. Это образец трубы, образец трубы диаметром 2 дюйма, который мы используем. Все эти фитинги представляют собой 2-дюймовые фитинги, и способ сварки заключается в том, что вы берете трубу, у вас должен быть скос, вы стыкуете его, вот почему они называются фитингами для стыковой сварки, а затем вы можете сделать сварка прямо здесь. Вы можете сделать сварной шов с полным проплавлением в зависимости от ваших требований к сварке. Другая труба идет отсюда под углом 45 градусов.
Вы можете сделать сварной шов с полным проплавлением в зависимости от ваших требований к сварке. Другая труба идет отсюда под углом 45 градусов.
Это 90 градусов, это короткий радиус 90 градусов.Разница между коротким радиусом 90 и длинным радиусом 90 заключается в том, что короткий радиус — намного более узкий поворот, это зависит от вашего чертежа трубопровода. Если это требует более крутого поворота, тогда вы запросите изгиб с углом 90 градусов с коротким радиусом, в противном случае вы запросите большой радиус. Они оба делают одно и то же, и, как я показал вам ранее, вы просто стыкуете его, свариваете, другой кусок идет сюда, а затем он делает 90 градусов прямо здесь. То же самое с длинным радиусом, вот как вы его соединяете, а затем другая часть идет прямо сюда.
Это стандартный тройник, основной ход и ответвление одинакового размера, это 2 дюйма. Вы делаете то же самое: соединяете трубу вот так, привариваете ее и делаете тройник. Тройник также доступен в виде переходной Т, и вы можете видеть, что это 2 дюйма на три четверти дюйма, так что здесь 2 дюйма, а затем он уменьшается до трех четвертей дюйма. Если при установке вашего трубопровода требуется сокращение ответвления, вам потребуется переходной тройник.
Если при установке вашего трубопровода требуется сокращение ответвления, вам потребуется переходной тройник.
Одна вещь, которую я хотел упомянуть, это то, что все фитинги для стыковой сварки труб требуют, чтобы вы указали график, именно так вы определяете толщину стенки и номинальное давление.Если вы сравните его с фитингом под сварку раструбом или резьбовым фитингом, они будут весить 3000 фунтов, 6000 фунтов, тогда как фитинги под приварку встык входят в список 20, список 40, список 60, список 80, стандартный, сверхтяжелый, двойной X тяжелый. , необходимо указать график трубы. Этот конкретный является концентрическим редуктором, и он уменьшается с 2 дюймов до 1 дюйма, или вы можете указать, какое уменьшение вы хотите в концентрическом редукторе.
Это эксцентриковый редуктор. То же самое, но не в линию, поэтому, если ваша основная ветвь находится прямо здесь, в зависимости от вашей установки, если вы хотите быть вне оси, вы вставляете еще одну трубу прямо здесь, и получается эксцентричный редуктор. Так выглядит эксцентриковый редуктор.
Так выглядит эксцентриковый редуктор.
Это заглушка для трубы. Как следует из названия, вы используете его, чтобы закрыть трубу. Если у вас есть труба, сопло или что-то подобное, вы можете встать встык, сварить и закрыть трубу, например, заглушку.
Таким образом, фитинги для стыковой сварки доступны из углеродистой стали, нержавеющей стали и никелевого сплава. Для фитингов под приварку встык вам необходимо указать график, именно так определяется это номинальное давление, вы должны указать график 40, 80 и т. Д. И т. Д.Наиболее распространенным материалом для стыковых фитингов из углеродистой стали является A234-WPB, они доступны с высоким пределом текучести, они доступны из нержавеющей стали, они доступны из никелевых сплавов. Вот и все. Спасибо.
Список литературы
Следующие ссылки обеспечивают хороший ресурс сварных фитингов;
Фитинги под сварку »Мир трубопроводной инженерии
Фитинги под сварку встык обычно используются для труб размером 2 дюйма и выше. В ASME B16.9 доступны отводы с большим радиусом, трехмерные отводы, прямые тройники и крестовины, переходные тройники и крестовины, заглушки и переходники размером до 48 дюймов.В ASME B16.9 доступны отводы с коротким радиусом, возврат с длинным радиусом, возврат с коротким радиусом, концы заглушек внахлестку до 24 дюймов. Они являются фитингами из кованой стали заводского изготовления. (Работал).
В ASME B16.9 доступны отводы с большим радиусом, трехмерные отводы, прямые тройники и крестовины, переходные тройники и крестовины, заглушки и переходники размером до 48 дюймов.В ASME B16.9 доступны отводы с коротким радиусом, возврат с длинным радиусом, возврат с коротким радиусом, концы заглушек внахлестку до 24 дюймов. Они являются фитингами из кованой стали заводского изготовления. (Работал).
Теги: # Трубопроводы_Инжиниринг # Трубопроводы_Фитинги # Буттвелд_Фитинги
Фитинги для стыковой сварки
Стандарты размеров
- ASME B16.9: Сварочные фитинги заводского изготовления для стыковой сварки.
- MSS-SP-97: Цельнолитые армированные кованые выпускные фитинги ответвления — концы для сварки внахлест, резьбовые и стыковые сварные концы
Доступные фитинги
Отвод под сварку встык с длинным радиусом 90 градусов
Отвод под сварку встык с длинным радиусом 90 градусов используется для поворота трубопровода на 90 градусов в системе трубопроводов для стыковой сварки.Отводы с длинным радиусом предпочтительнее из-за низкого перепада давления. Их также можно обрезать в меньшей степени, если это требуется при компоновке трубопроводов. Их радиус по средней линии в 1,5 раза больше номинального диаметра трубы. Колена под углом 90 градусов с прямым удлинением на одном конце (длинная касательная) по-прежнему доступны в стандартном весе, если это необходимо.Таблица размеров
Отвод под сварку встык с коротким радиусом 90 градусов
Отвод под сварку встык с коротким радиусом 90 градусов используется там, где пространство ограничено. Они доступны только под углом 90 градусов, но при необходимости их можно обрезать в меньшей степени в соответствии с расположением трубопроводов.Радиус осевой линии колен с коротким радиусом равен номинальному диаметру трубы.Таблица размеров
Отвод под сварку встык с длинным радиусом 45 градусов
Отвод под сварку встык с длинным радиусом под углом 45 градусов используется для поворота трубопровода на 45 градусов в системе трубопроводов для стыковой сварки. Отводы с длинным радиусом предпочтительнее из-за низкого перепада давления. Их также можно обрезать в меньшей степени, если это требуется при компоновке трубопроводов. Их радиус по средней линии в 1,5 раза больше номинального диаметра трубы. Доступны только отводы с длинным радиусом 45 градусов.Таблица размеров
Редукторный патрубок для стыковой сварки с большим радиусом
Доступны только переходники с большим радиусом. Их экономно используют там, где мало места. Обычно используется прямой отвод с переходником для стыковой сварки.Таблица размеров
Стыковая сварка с длинным радиусом, возврат 180 градусов
Возврат на 180 градусов используется для создания нагревательных змеевиков, вентиляционных отверстий на резервуарах и т.д.Таблица размеров
Крестовины под сварку встык, прямые
Для экономии, доступности и минимизации количества товаров на складе предпочтительно использовать тройники и т. Д.и не крестовины, за исключением случаев, когда пространство ограничено, например, при прокладке морских трубопроводов или при ремонте.Таблица размеров
Крестовины под сварку встык
Для экономии, доступности и минимизации количества предметов в инвентаре предпочтительно использовать тройники и т. Д., А не крестовины, за исключением случаев, когда пространство ограничено, например, при прокладке трубопровода или ремонтных работах на море.Таблица размеров
Тройник под сварку встык прямой
Тройник под приварку прямой используется для соединения ответвлений такого же размера, как и у коллектора.Это одна из широко используемых фитингов для стыковой сварки.Таблица размеров
Переходник под сварку встык
Тройник переходник под приварку применяется для соединения ответвлений меньшего размера, чем у коллектора. Это одна из широко используемых фитингов для стыковой сварки.Таблица размеров
Концентрический переходник для стыковой сварки
Предпочтительно используются в вертикальных трубопроводах. Размещение их в горизонтальном трубопроводе изменяет высоту трубопровода, что может быть вредным. Обычно их избегают для сокращения запасов и по возможности используют эксцентриковые редукторы.Таблица размеров
Эксцентриковые переходники для стыковой сварки
В основном используются вместо концентрических переходников, поскольку они сохраняют нижнюю часть трубы в горизонтальном трубопроводе неизменной. Для уменьшения запасов предпочтительнее использовать эксцентриковые переходники вместо концентрических.Таблица размеров
Заглушки для стыковой сварки
Используются для закрытия концов труб на трубных эстакадах. Также используются в нижней части колен для отвода конденсата. На их головках можно просверлить отверстия и добавить дренажные патрубки на случай, если потекут ноги.Таблица размеров
Возврат под сварку встык с коротким радиусом
Возврат на 180 градусов используется для создания нагревательных змеевиков, вентиляционных отверстий на резервуарах и т. Д. Возврат с большим радиусом обеспечивает минимальный перепад давления.Таблица размеров
Отводы: 3D, 4D, 5D и т. Д.
Отводы производятся из прямой трубы. Обычные радиусы изгиба в 3 и 5 раз больше размера трубы (изгибы 3R и 5R, где R = номинальный размер трубы — номинальный диаметр, а не радиус). Отводы 3R доступны на складе. Изгибы большего размера могут быть выполнены на заказ, предпочтительно горячей гибкой.Для гибки подходят только бесшовные или электросварные трубы.Заглушка для соединения внахлест
Используется, когда трубопровод изготовлен из дорогостоящего материала, такого как нержавеющая сталь. Толстый фланец скользит по этому концу. Фланец может быть изготовлен из более дешевого материала, например из углеродистой стали.Заглушки
Заглушка — это термин, обозначающий патрубок, приваренный непосредственно к стороне основного участка трубопровода — это не фитинг. Это самый распространенный и наименее затратный метод приваривания полноразмерного или переходного патрубка для трубы диаметром 2 дюйма и более.Заглушка может быть усилена.
Плоские затворы
Плоские затворы обычно вырезаются из листового материала изготовителем или монтажником.
Боковые редукторы
Боковой стык под сварку
Переходные отводы заказываются аналогично тройникам для стыковой сварки, за исключением того, что также указывается угол между ответвлением и участком.
Материалы конструкции
Типичные материалы для изготовления фитингов для стыковой сварки:
- ASTM A234 Gr.WPB: углеродистая сталь для промежуточных температур: -30 град. C до 430 град. C: Трубные фитинги из кованой углеродистой и легированной стали для работы при умеренных и высоких температурах.
- ASTM A234 Gr. WP11, WP12, WP22: 430 град. C до 630 град. C: легированная сталь для повышенных температур.
- Нержавеющая сталь при повышенных температурах: 630 град. C до 815 град. C: Используемый материал: A403 WP304H, 316H, 327H, 312.
- A815 UNS S31803: Дуплексная нержавеющая сталь:
- Криогенные температуры Нержавеющая сталь: -100 град.С до -250 град. C: A403 Gr. 304, 304L, 316, 316L и т. Д.
- Низкотемпературная углеродистая сталь: -30 град. С до -100 град. C: ASTM A420 WPL6
Преимущества фитингов для стыковой сварки
- Они имеют гладкую внутреннюю поверхность и предлагают постепенное изменение направления с минимальной турбулентностью.
- Им требуется гораздо меньше места для монтажа и подвешивания системы труб.
- Самый практичный способ создания надежных герметичных соединений.
- Они практически не требуют обслуживания.
- У них более высокий предел температуры и давления.
- Они образуют автономную систему.
- Их легко утеплить.
- Они обеспечивают одинаковую толщину стенок по всей системе.
Недостатки фитингов для стыковой сварки
- Их непросто разобрать. Часто рекомендуется снабдить систему достаточным количеством фланцевых соединений, чтобы через определенные промежутки времени ее можно было ломать.
- Попадание металла сварного шва может повлиять на поток.
Образец спецификации материалов трубопровода
Элементы:Колено 45 градусов, Колено 90 градусов, Тройник, Тройник переходник, Заглушка, Переходники.