виды, особенности, советы по работе
Екатерина
Многие задаются вопросом, как сваривать полипропиленовые трубы и какие ошибки при сварке полипропиленовых труб можно допустить? Ответы на эти вопросы изложены в настоящей статье. Для установки и ремонта водопроводных и отопительных систем используются не только металлические элементы, но и детали из различного вида пластмасс: полипропилена, пропилена или полиэтилена. В настоящее время эти материалы пользуются популярностью: их монтаж можно с лёгкостью осуществить своими руками, не прибегая к услугам специалистов. Сварка полипропиленовых труб (сварка ппр) обладает рядом преимуществ:
- Трубы из полипропилена не подвержены процессу коррозии.
- Их стоимость ниже, чем металлических.
- Они легкие.
- Имеется несколько основных способов их монтажа.
- Быстрая сборка при работе в одиночку. С напарником работа может ускорится.
- Простые способы пайки.
 Соблюдая определенную последовательность действий и выполняя основные правила, готовое соединение можно получить самостоятельно.
Соблюдая определенную последовательность действий и выполняя основные правила, готовое соединение можно получить самостоятельно. - Длительный срок службы. Современные модели изделий из полипропилена могут служить несколько десятков лет.
Содержание статьи
- Сварка труб из полипропилена: этапы работы
- Сварка труб пп: выбор инструментов
- Сварка полипропилена и полиэтилена: отличия
- Подготовка к работе
- Сварка пп труб
- Виды пайки пластиковых труб
Сварка труб из полипропилена: этапы работы
Сварка труб пп: выбор инструментов
Многие задаются вопросом, как правильно сваривать полипропиленовые трубы в домашних условиях, что для этого нужно делать? Прежде чем начать работу, необходимо определиться с выбором сварочного аппарата. Его необходимо выбирать в зависимости от вида пайки, который предстоит осуществить. Аппарат для пайки можно как купить, так и взять в аренду, либо одолжить у знакомых.
Аппарат для пайки пп труб может быть нескольких видов: ручным, полуавтоматическим или автоматическим. Последний вид будет самым дорогим по стоимости. При работе с конкретным агрегатом следует придерживаться правил, изложенных в настоящей статье, а также инструкцией к нему.
Последний вид будет самым дорогим по стоимости. При работе с конкретным агрегатом следует придерживаться правил, изложенных в настоящей статье, а также инструкцией к нему.
Помимо паяльного аппарата вам понадобятся:
- специальные ножницы для обрезки необходимого размера трубы из полипропилена.
- маркер для нанесения отметок на деталях.
- спиртовая жидкость для обезжиривания поверхности кромок.
- фитинги (на пример муфты).
- пп трубы.
Муфты и трубы желательно выбирать одного производителя. Если выбирать разные, существует риск того, что детали не подойдут друг другу по размеру или по составу материала.
ПП трубы подразделяются на виды в зависимости от цели и технологии использования:
- Для водопроводных систем: как холодных, так и горячих.
- Для отопительной системы, применяется специальная технология сварки полипропиленовых труб для отопления.
Также они подразделяются на разновидности в зависимости от маркировки.
- Маркировка PN 10 применяется для холодного водоснабжения температурой до 20°, а также для обогрева половых покрытий до 45°.
- Маркировка PN 16 используется для водопроводных систем с холодной водой, а также с горячей водой до 60°.
- Полипропилен маркировки PN 20 нужно покупать для горячего водоснабжения до 95°.
- Маркировка PN 25 используется для горячего водоснабжения, а также для отопления до 95°.
Сварка полипропилена и полиэтилена: отличия
- Температура плавления у пп выше, чем у полиэтилена.
- Пп – более прочный и не такой гибкий.
- Пп более тепло- и морозостойкий.
Отличия пропиленовых труб в зависимости от цвета
- Белый и серый цвета монтируются в доме, на улице их использовать запрещается. Они идеально подходят для водопроводных и отопительных систем.
- Черные цвет содержит в составе своего материала вещества, придающие дополнительную устойчивость и износостойкость. Это отличный вариант для использования в канализационных системах.
- ПП зеленого цвета применяются, как правило, для полива насаждений. Некоторые современные изделия зеленого цвета могут использоваться также для холодной воды.
Подготовка к работе
Непосредственно перед пайкой детали должны быть очищены и обезжирены с помощью специальных спиртовых растворов. На них не должно быть посторонних предметов, пыли, грязи и заусенец. Для работы нужно подготовить не только сами детали, но и само место работ: оно не должно быть грязным, пыльным, рекомендуется отсутствие посторонних людей и предметов.
Ориентировочная температура для работы с паяльником – около 260-270 градусов. Все детали нужно подготовить заранее, до нагрева оборудования до нужной температуры. Процесс соединения занимает несколько секунд. Нужно сделать за тем, чтобы детали были расположены ровно, тогда и шов получится качественным и герметичным. Точное время соединения может отличаться в зависимости от толщины детали и исправности сварочного оборудования. Следует иметь ввиду, что, если паяльник греет не очень сильно, время нагрева нужно увеличить. Не стоит приступать к работе при слабо нагретом оборудовании. Соединение может получится не герметичным. Элементы, которые планируется соединить друг с другом, должны быть нагреты одновременно.
Не стоит приступать к работе при слабо нагретом оборудовании. Соединение может получится не герметичным. Элементы, которые планируется соединить друг с другом, должны быть нагреты одновременно.
Перегрев элементов характеризуется тем, что материал становится очень мягкий и при контакте друг с другом может деформироваться.
Результат перегрева полипропиленовых трубТаблица ниже содержит примерные показатели температуры при пайке, в зависимости от толщины детали, время сварки и остывания.
| Объем труб (см.) | Время нагрева (сек.) | Время сварки (сек.) | Время охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4. |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Сварка пп труб
Когда пластик расплавится, детали нужно снять с насадок паяльника и аккуратно соединить. Делать это нужно быстро. Запрещается сильно надавливать и крутить их. Держать элементы нужно ровно. Если по каким-то причинам шов получился некачественным, разъединить его уже невозможно. Можно только с помощью ножниц вырезать этот шов и спаять кромки заново.
Делать это нужно быстро. Запрещается сильно надавливать и крутить их. Держать элементы нужно ровно. Если по каким-то причинам шов получился некачественным, разъединить его уже невозможно. Можно только с помощью ножниц вырезать этот шов и спаять кромки заново.
Виды пайки пластиковых труб
Существует три разновидности соединения пластиковых деталей:
- Стыковый.
- Муфтовый.
- Электромуфтовый.
Стыковый метод – это результат соединения расплавленных кромок. Детали фиксируются друг с другом с помощью специального сварочного аппарата для стыковой сварки.
Аппарат для стыковой сваркиМуфтовым называется метод пайки с использованием муфт. Муфта – это специальное устройство, предназначенное для соединения деталей друг с другом. Муфтовый метод осуществляется также с применением специального сварочного оборудования.
Электромуфтовый метод соединения осуществляется с использованием специальных электрических муфт. Оборудование нагревает электромуфты, а точнее, спираль внутри ее. Обычно, пайка ппр труб этим методом используется, когда необходимо соединить изделия большого диаметра и/или в местах с возможностью появления сейсмической активности.
Обычно, пайка ппр труб этим методом используется, когда необходимо соединить изделия большого диаметра и/или в местах с возможностью появления сейсмической активности.
Для каждого вышеизложенного вида соединения в продаже существуют определенные виды сварочного оборудования. Существует общие правила пользования таким сварочным оборудованием, а также инструкция по сварке полипропиленовых труб конкретной моделью.
Стыковый сварочный аппарат, в свою очередь, подразделяется на ручной, полуавтоматический и автоматический. Ручное оборудование используется при соединении элементов, работающих под средним и низким давлением. Их управление полностью зависит от человека, его функции не автоматизированы, отсутствует возможность фиксации (протоколирования) данных. Полуавтоматическое оборудование автоматизировано, но не полностью. Обычно, речь идет о возможности протоколирования данных температуры. Автоматическое оборудование не требует контроля и управления со стороны человека. Нужно лишь задать необходимые параметры, а аппарат уже самостоятельно выберет необходимый режим сварки. Последний вид сварочного оборудования является самым дорогим, однако и самым эффективным. Он исключает возможность возникновения ошибок или брака.
Нужно лишь задать необходимые параметры, а аппарат уже самостоятельно выберет необходимый режим сварки. Последний вид сварочного оборудования является самым дорогим, однако и самым эффективным. Он исключает возможность возникновения ошибок или брака.
Вышеуказанные три вида соединения не применяются для соединения толстостенных пластиковых деталей (различных резервуаров, бочек, детских горок). Для их соединения используется сварочный экструдер. Это специальный аппарат, который обеспечивает соединение пластиковых элементов при помощи выдавливания уже расплавленного присадочного материала в область сварки. Для этого вида пайки достаточно проложить всего один шов. Окончания деталей при этом также нагреваются с помощью теплого воздуха. В качестве присадочного материала (прутка) используются специальные гранулы, которые по составу идентичны материалу свариваемых поверхностей. Ручной экструдер может быть шнековый и безшнековый. Обычно этим аппаратом соединяют листы полипропилена, канавки и пропиленовые углы.
Обычно этим аппаратом соединяют листы полипропилена, канавки и пропиленовые углы.
Таким образом, сваривать пластиковые трубы можно и своими руками в домашних условиях. Для этого важно определиться с видом пайки, который вы будете использовать для соединения: стыковый, муфтовый или электромуфтовый. Также необходимо выбрать подходящее сварочное оборудование, муфты и фитинги. Кроме того, нужно соблюдать основные правила сварки полипропиленовых труб, руководствоваться таблицей с рекомендуемыми показателями температуры пайки, которые изложены в настоящей статье. Ознакомившись с ними, а также посмотрев видео ниже, вы будете знать, как правильно сваривать полипропиленовые трубы.
Похожие публикации
Сварка полипропиленовых труб своими руками
С появлением нового высокопрочного синтетического материала полипропилена возникла реальная альтернатива замены им металла. В частности, это сразу стало заметно на примере сантехнических труб, которые теперь широко используют, даже не прибегая к профессиональной помощи. Дело в том, что прежние резьбовые и электросварные соединения уступили место простой и эффективной технологии диффузионной сварки.
В частности, это сразу стало заметно на примере сантехнических труб, которые теперь широко используют, даже не прибегая к профессиональной помощи. Дело в том, что прежние резьбовые и электросварные соединения уступили место простой и эффективной технологии диффузионной сварки.
Содержание
- Способы применения аппарата
- Технология диффузионной сварки полипропиленовых труб
- Процесс сварки труб из металлопластика
Способы применения аппарата
Суть метода, нагрев деталей трубопровода в специальном инструменте, называемом паяльником, по форме отличающийся от обычного представления. Это специализированная станина с отверстиями в пластине нагреваемой электротоком. В ней имеются отверстия, называемые нагревательными элементами (парами).
Если раньше процесс сваривания требовал знаний и опыта, то сегодня он превратился в легкое действие, обеспечивая беспроблемную работу в домашних условиях. Теперь сварка существенно экономит время сборки трубопровода и деньги. Обычно у прибора должно быть стационарное положение, но если предстоит ремонт или прокладка нового трубопровода в труднодоступных местах, можно использовать его, держа в руках. В последнем случае монтаж следует проводить в паре с помощником, так как технология прогрева и монтажа требует оперативного соблюдения временного режима. Этого трудно добиться на весу, одновременно держа аппарат и производя монтаж одному человеку.
Обычно у прибора должно быть стационарное положение, но если предстоит ремонт или прокладка нового трубопровода в труднодоступных местах, можно использовать его, держа в руках. В последнем случае монтаж следует проводить в паре с помощником, так как технология прогрева и монтажа требует оперативного соблюдения временного режима. Этого трудно добиться на весу, одновременно держа аппарат и производя монтаж одному человеку.
Как правило, все основные коммуникации проходят по стенам, соответственно сваривать трубы и фитинги приходиться по месту. Очень часто изначально производится соединение с металлическими трубами с помощью тех же фитингов и муфт. Но основную работу по прокладке нового участка из пропилена можно выполнять фрагментами на заранее установленном на полу аппарате. Производят замер участка и развязки, затем осуществляют диффузионное сваривание под температурой на стене непосредственно. Для этой операции лучше использовать самое крайнее к сужению отверстие под нагревательные элементы.
Технология диффузионной сварки полипропиленовых труб
В общем случае, процесс соединения труб диаметром до 50 мм из пропилена одинаков, но различается по времени:
- нагрева;
- охлаждения.
Основным способом называют раструбовый метод. Для соединения участков труб используют муфты и другие фитинги, которые так же подвергают нагреву. В трубопроводах может применяться армированный тип труб, имеющих двойную изоляцию из полипропилена и алюминия. Их монтаж практически не отличается от обычных, за исключением предварительного снятия двух верхних слоев с оболочки с помощью специального инструмента – шейвера. Вместе с этим существует и другой способ, предполагающий соединение встык, но он эффективен только на диаметрах более 50 мм.
Процесс сварки труб из металлопластика
Металлопластиковые имеют много схожего полипропиленовыми, но слой алюминия у них спрятан глубже, что позволяет использовать слои полипропилена для диффузионной сварки. Процесс спайки проходит под оптимизированной температурой в 260 градусов Цельсия. Перед началом работ паяльник, рассчитанный на напряжение в 220 вольт, устанавливают для разогрева нагревательных втулок (нагревающих элементов). Обычно нужную температуру он набирает в течение 10 минут. В зависимости от наружного воздуха существует необходимость регулировать температуру и время нагрева.
Перед началом работ паяльник, рассчитанный на напряжение в 220 вольт, устанавливают для разогрева нагревательных втулок (нагревающих элементов). Обычно нужную температуру он набирает в течение 10 минут. В зависимости от наружного воздуха существует необходимость регулировать температуру и время нагрева.
Пока разогревается прибор, специальными ножницами делаются разрезы строго под прямым углом и по размеру, зачищаются от пыли и грязи. Так же следует заранее приготовить фитинги: муфты, тройники и т.д.
Метод подготовки армированных труб несколько отличается. Как уже было отмечено их предварительно следует избавить на концах спайки от «лишних» слоев с помощью шейвера. Это делается для того, чтобы они плотно вошли в соединительные муфты.
Любая полипропиленовая труба должна быть размечена под соединение с фитингом, так, чтобы ее конец доходил до середины + 2 мм дополнительно. Для этого с помощью кондуктора или рулетки на конец наноситься разметка. В случаях использования шейвера, не нужно беспокоиться о точности, ведь он сам, как и нагревательные элементы контролирует глубину нарезки.
В разогретые гильзы (нагревательные элементы) с одной стороны следует вставить полипропиленовую трубу до отметки, а с другой раструб муфты до упора. Если они входят туго, то следует их слегка покачать, но далее не мешать процессу, так как это нарушит целостность соединения.
Непосредственно процесс производят, ориентируясь на время согласно этой таблице.
Только специализированный паяльник сможет обеспечить точную выдержку времени и температуры, феном достичь того же результата просто невозможно.
После нагрева детали вынимают из гильз и без задержки соединяют меж собой прямым движением, соблюдая оси элементов. Некоторые производители наносят на продукцию специальные линии, благодаря им легче ориентироваться. Полученное соединение выдерживают по времени согласно параметрам.
В результате должно получиться соединение, где граница спайки обозначена равномерным наплывом вокруг неё.
Сварка полипропиленовых труб своими руками, комплект оборудования для начинающих
0
Опубликовано: 16. 03.2017
03.2017
Для создания комфортных условий жизни постоянно разрабатываются новые технологии, изобретаются новые материалы, воплощаются новые идеи. На протяжении последних нескольких десятилетий для монтажа водопроводной системы, канализации, а в последнее время – системы отопления, используют пластиковые трубы, в частности полипропиленовые. Они имеют массу преимуществ по сравнению с чугунными или металлическими и кардинально отличаются методом монтажа — сварка при помощи специального аппарата паяльника. К тому же сварку полипропиленовых труб может произвести самостоятельно, не прибегая к помощи наемных работников. Немного потренировавшись, можно с легкостью установить трубопровод в новом доме или заменить старую водопроводную систему.
Оглавление:
- На чем основан принцип монтажа полипропиленовых труб
- Разновидности аппаратов для монтажа полипропиленовых труб
- Температурный режим пайки
- Процесс соединение труб при помощи паяльника
Для установки полипропиленовых труб применяются физические свойства материала. При нагревании полипропилен плавится, после чего переходит в жидкое состояние. Две детали нагревают в местах соединения до размягчения, но, не допустив перехода в расплавленное состояние. Затем их стыкуют между собой и сжимают при небольшом усилии. В результате можно получить соединение, которое будет выглядеть как единое целое — стыков, трещин и других дефектов при правильной сварке пластиковых труб из полипропилена видно не должно быть.
При нагревании полипропилен плавится, после чего переходит в жидкое состояние. Две детали нагревают в местах соединения до размягчения, но, не допустив перехода в расплавленное состояние. Затем их стыкуют между собой и сжимают при небольшом усилии. В результате можно получить соединение, которое будет выглядеть как единое целое — стыков, трещин и других дефектов при правильной сварке пластиковых труб из полипропилена видно не должно быть.
Безусловно, для качественного монтажа необходим навык и опыт работы. Но для того, чтоб технология сварки полипропиленовых труб была соблюдена в полном объеме, необходимо иметь сварочный аппарат, который обеспечит необходимый температурный режим.
Технология сварки полипропиленовых труб
Какое сварочное оборудование необходимо иметь и как сварить полипропиленовые трубы поговорим далее.
Разновидности аппаратов для монтажа полипропиленовых трубАппарат для сварки представляет собой корпус, на котором расположен нагревательный элемент, насадки разных диаметров. В магазинах представлены два вида сварочного оборудования.
В магазинах представлены два вида сварочного оборудования.
- Аппарат для муфтового соединения. Это наиболее распространенный вид для сварки полипропилена. Его конструкция очень проста, а работа с ним происходит в ручном режиме. Сварка полипропиленовых труб своими руками ручным прибором может пройти качественно и быстро.
- Прибор для стыкового соединения. В быту применяется редко из-за высокой стоимости и сложности управления, но при его помощи можно легко сварить две трубы диаметром более 40 мм. Аппарат полностью механизирован. Он оборудован ножом для резки, нагревательного диска, устанавливаемого между двумя деталями, и после окончания времени нагрева убирается. Сжатие также происходит автоматически.
При выборе оборудования необходимо обращать внимание на то, что входит в набор для сварки полипропиленовых труб, а именно достаточное ли количество насадок разных диаметров в нем находится.
Необходимо, чтоб температура сварки полипропиленовых труб была около 260оС. Как правило, любой паяльник (с регулировкой температуры или без) может обеспечить такое значение.
На качество швов сварки полипропиленовых труб отражается выбор оптимального температурного режима и время выдержки материала под нагревом. Если эти параметры ниже необходимого значения, то стык получается недостаточно крепким, с течением времени может дать течь. Когда время нагрева и температура завышены – материал сильно расплавляется, шов получается слишком большим и некрасивым. Кроме того, попав внутрь может значительно уменьшить диаметр.
Стоит учитывать и температуру вокруг аппарата для сварки, если она низкая необходимо увеличивать время выдержки на 2 секунды, если высокая, наоборот, уменьшать. Придерживаясь этих простых правил, сварка полипропиленовых труб своими руками пройдет легко.
Придерживаясь этих простых правил, сварка полипропиленовых труб своими руками пройдет легко.
Диаметр трубы тоже имеет большое значение. В таблице описаны необходимые параметры при + 20оС как правильно сваривать полипропиленовые трубы.
| Наружный диаметр труб, мм | Время нагрева, с |
|---|---|
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |
Аппарат для стыковой сварки полипропиленовых труб большого диаметра
Процесс соединение труб при помощи паяльникаТехнология сварки полипропиленовых труб довольно проста, но не стоит забывать о некоторых моментах.
- Перед началом работы необходимо разогреть сварочный аппарат. Но перед тем как включить его в электрическую сеть, нужно установить, подходящую по размеру диаметра, насадку. Температуру нужно выставить на 260оС, только после этого включить в розетку. После того как температура будет набрана, сработает сигнализация или погаснет индикаторная лампочка (смотря какая используется модель аппарата для сварки). Это будет означать, что паяльник для сварки полипропиленовых труб готов и можно приступать к работе.
- Подготовка комплектующих. Неправильные, кривые с заусенцами, задирами срезы могут свести на нет все усилия по установке системы. Резку производят специальными ножницами. Их применяют следующим образом. На держатель, который надежно фиксирует материал в неподвижном состоянии, укладывается деталь, а режущая часть находится сверху и легко делается срез. Единственный недостаток при этом процессе устают руки. Можно воспользоваться для порезки болгаркой, но в этом случае много времени уйдет на обработку среза и его зачистку. Перед тем как сваривать, необходимо обезжирить, высушить все детали.
- Проведение сваривания полипропиленовых труб и инструкция по нагреву была описана выше, поэтому повторяться не будем. Обратите внимание, для хорошего, а также качественного шва все комплектующие для водопровода, канализации или отопления необходимо покупать от одного производителя. Это обеспечит подходящие по диаметру фитинги к диаметру труб (в холодном состоянии они должны с усилием соединяться). После нагрева соединительных частей снять с нагревательного элемента и соединить между собой, сразу устанавливая горизонтальное положение. После остывания исправить положение деталей между собой будет невозможно без деформации стыка. Процесс сваривания требует затраты физических усилий на несколько секунд. Соединение необходимо оставить на 2-3 минуты для остывания и после этого можно продолжать монтировать цепь далее.
 Но перед тем как включить его в электрическую сеть, нужно установить, подходящую по размеру диаметра, насадку. Температуру нужно выставить на 260оС, только после этого включить в розетку. После того как температура будет набрана, сработает сигнализация или погаснет индикаторная лампочка (смотря какая используется модель аппарата для сварки). Это будет означать, что паяльник для сварки полипропиленовых труб готов и можно приступать к работе.
Но перед тем как включить его в электрическую сеть, нужно установить, подходящую по размеру диаметра, насадку. Температуру нужно выставить на 260оС, только после этого включить в розетку. После того как температура будет набрана, сработает сигнализация или погаснет индикаторная лампочка (смотря какая используется модель аппарата для сварки). Это будет означать, что паяльник для сварки полипропиленовых труб готов и можно приступать к работе.
Это и вся технология. Теперь Вы знаете, как варить полипропиленовые трубы самостоятельно.
Оборудование для сваривания полипропиленовых труб работает от электричества и с высокими температурами, поэтому при проведении работ на нем необходимо соблюдать правила безопасности:
- следить за тем, чтоб была надежная изоляция электрических составляющих;
- не прикасаться к нагревающим элементам.

Сергей Одинцов
tweet
Как паять полипропиленовые трубы, не допускать ошибок
Для многих, кто не специализируется на монтаже отопительно-водопроводных сетей, станет открытием тот факт, что сварка полипропиленовых труб является самым ненадежным видом монтажа. А видные специалисты обходят трубы из полипропилена дальними дорогами, предпочитая им металлопластик и др., примерно также, как отдают предпочтение завсегдатаи пивной свежему пиву, а не прокисшему квасу.
И казалось-бы, с чего вдруг такое, ведь, известно, что паяют пластиковые трубы все, после чего водопроводы и отопительные магистрали, служат исправно, вроде-бы….
Как же сделать трубопровод из полипропилена путем полифузной сварки так, чтобы не случилось то, чего опасаются сведущие специалисты….
А что собственно может произойти?
Что происходит при сварке полипропилена
Ответ, как свариваются трубы с фитингами, находится в названии паяльника-утюга (народное прозвище сварочного аппарата для пластика). Его называю полифузом, из-за способности создавать диффузию вещества, т.е. проникновение, смешивание молекул.
При температуре разогрева примерно 260 град. С, возникает достаточная текучесть этого материала, для качественной глубокой диффузии.
Расплавленные слои на одной и другой детали, после их стыковки смешиваются, образовывается единый для обоих соединяемых деталей условный слой. Качество материала в этом слое не должно, в теории, отличаться от исходного вещества.
Но что-то не так, в этой, казалось-бы, безупречной технологии…
Какие полипропиленовые трубы годятся
Потребителей интересует практический вопрос, — какие полипропиленовые трубы применить для сборки водопровода, а какие для отопления, или горячего водоснабжения.
Все просто, сейчас о нас позаботились, чтобы не возникало сложностей. Имеются на витринах трубы из полипропилена в основном под маркировкой PN20 и PN25. Первые годятся для холодного водоснабжения, вторые для «цивилизованного» отопления и ГВС.
Имеются на витринах трубы из полипропилена в основном под маркировкой PN20 и PN25. Первые годятся для холодного водоснабжения, вторые для «цивилизованного» отопления и ГВС.
Здесь, цивилизация обозначает скорее недопустимость перегрева более 80 град С. Т.е. применение с автоматизированными котлами. У твердотопливных бывает всякое… Поэтому некоторый участок подачи от такого котла делают из металла, затем стаят армированную алюминием магистраль, затем уже полипропилен…
PN обозначает давление, а следующая за ним цифра — давление воды жидкости внутри трубы, которое она выдержит 50 лет не изменяясь, при температуре с 20 град.
Сейчас отличить трубы для отопления PN25 весьма просто – они с четко видимым слоем армировки из стекловолокна, может быть различного цвета, например, красного…
Какой паяльник применить
Для любительской пайки своими руками сгодится незамысловатый, недорогой паяльник мощностью от 800 Вт. Но самый дешевый лучше не покупать, там скорее всего слишком много будет недочетов, и он, наверное, быстро перегорит, развалится например, отломается ручка!
Как паять (сваривать)
Лучше один раз увидеть.
Важно не перегревать детали и не слишком большое усилие к ним прилагать. А также должны быть сделаны отметки глубины на трубах, на которую можно их заводить в фитинги.
Что могут сказать специалисты о теории недочетов с практической точки зрения
Чаще всего при пайке труб из полипропилена нарушается температурный режим. Рекомендованная температура 260 — 270 градусов. Но как ее определить?
Это является наибольшей сложностью.
Европейские производители полифузов дают своему детищу инструкцию типа: \»С помощью контактного термометра установить, что паяльник разогрет до нужной температуры, после чего приступать к работе\».
Т.е. регулятор температуры паяльника даже европейские производители сами не могут назвать таким, который точно задает температуру. Что тогда говорить о китайских приборах или кооперативных?
Далее — в каких направлениях ошибаются монтажники, выполняя чудесную сборку…
Перегрев и излишние усилия на соединении
Происходит следующее — перегрев соединяемых деталей, излишне большие усилия к соединяемым деталям, прокручивание при соединении. В результате внутреннее сечение деталей заужается из-за наплывов выдавленного материала. Снаружи соединение подозрений не вызывает.
В результате внутреннее сечение деталей заужается из-за наплывов выдавленного материала. Снаружи соединение подозрений не вызывает.
Если подобное происходит в системе отопления, то зимой под нагрузкой выясниться, что один радиатор или целая ветка окажутся более холодными. Придется обрезать и искать узкое место.
Недостаточный нагрев деталей
Недостаточный разогрев не обеспечит качественной диффузии. Соединение может дать течь, если не сразу, то в процессе эксплуатации.
Самое интересное, что под воздействием скачков давление, последовательных тепловых расширений, вибрации, происходит постепенное разрушение общего некачественного слоя сплавленных деталей.
Течь может появиться и через несколько лет. Или через несколько месяцев. При этом снаружи соединение как новенькое, пока с него не потечет вода.
Отчего могут возникнуть нарушения в готовом изделии…
- Разворот уже соединенных деталей на нужный угол — наиболее типичная ситуация работы «спустя рукава» или неопытными руками.
- Банальный перегрев почему то… Собственно градусника и нет никогда. Заплавление пропускного сечения.
- Работник просто торопится, паяльник не успевает прогреться. Или отключается электричество, чего не замечают…
Неопытность работника при неправильной работе регулятора температуры на приборе, — наиболее опасная для производства ситуация, так как можно сделать брак из целой кучи деталей на кругленькую сумму…
- Соединение разогретого конца трубы с холодной стороной фитинга. В спешке бывает и такое.
- Выполнение работ при температуре воздуха ниже 5 градусов С.
Правила не рекомендуют сваривать полипропилен при температуре +5 град С и ниже, если это произойдет, то о надежности соединений говорить не приходится.
- Перед началом пайки алюминиевая фольга должна быть удалена с торца трубы, т.е. выполняется торцевание трубы. Не редко, торцевание не делается, происходит расслоение трубы, коррозия алюминия, выход соединения со строя.
- Согласно инструкции все свариваемые поверхности должны быть чистыми, обеспыленными и обезжиренными. В противном случае в свариваемом шве окажется не надежное место. И это не редкость — пайка загрязненных, жирных деталей.

 В противном случае в свариваемом шве окажется не надежное место. И это не редкость — пайка загрязненных, жирных деталей.
В противном случае в свариваемом шве окажется не надежное место. И это не редкость — пайка загрязненных, жирных деталей.Почему не доверяют полипропилену
Ответ на поверхности, — потому что нельзя проконтролировать качество соединения. С виду все соединения нормальные.
Невозможно дать точную гарантию клиенту на этот трубопровод.
Не обеспечивается контроль со стороны специалиста за качеством работы монтажника, так как ничего нельзя сказать о действительном качестве.
Чтобы проверить качество полипропиленнового соединения, его можно только разрезать. Или просвечивать в лаборатории.
Так сваривать или выбросить?
Но стоит ли принимать подобное слишком близко к сердцу домашнему мастеру?
Для многих гораздо важнее, что полипропилен стоит копейки, его можно всегда дешево переделать, если он на виду.
Выполняя сварку внимательно, стараясь не перегревать, чтобы не перекрывать сечения, всегда можно рассчитывать на то, что дешевый трубопровод окажется и самым лучшим и долговечным….
Миллионы фрагментов трубопроводных сетей из полипропилена, сваренных подобным образом, радуют потребителей по всему миру, есть очень большой шанс оказаться в рядах этих счастливцев…
как правильно сварить полипропиленовые трубы
Хотите отремонтировать или заменить коммуникации из полимерных труб? Согласитесь, неплохо сэкономить на вызове мастера, собрав новый трубопровод самостоятельно. Но вы не знаете, как можно соединить между собой отдельные элементы системы и что для этого нужно.
В нашей статье подробно описана технология сварки полипропиленовых труб – соединить их своими руками сможет любой начинающий сантехник. Мы расскажем, на что обратить внимание, как состыковать пластиковые элементы паяльником. Позвольте мне показать вам, в каких случаях используются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеоролики, демонстрирующие пошаговый процесс сварки полипропилена, и фотоиллюстрации.
Содержание статьи:
- Трубы и монтажные принадлежности
- Способы соединения полимерных труб
- Соединительный инструмент
- Основные этапы технологии пайки
- Этап №1 — расчет материала и комплектующих Этап №
- 1 — пайка элементов трубопровода
- Краткая фотоинструкция по сварке ПП труб
- Типичные ошибки монтажа
- Сборка элементов без пайки
- Вариант №1 — установка компрессионного фитинга
- Вариант №2 — склейка элементов
- 2 Выводы и полезное видео по в теме
Трубы и монтажные принадлежности
Одно из неоспоримых достоинств полимерных труб — простота монтажа.
Установка элементов может производиться практически везде: открыто на стенах или скрыто под полом.
Если сварка водопроводных труб из полипропилена выполнена правильно, то собранная система исправно прослужит несколько десятков лет без ремонта
Полимерные трубы выпускаются диаметром от 20 до 110 мм. В бытовых целях чаще всего используются изделия размером 20/25/32/40 мм. Область применения определяет показатель номинального давления материала.
В маркировке обозначается буквами «PN» :
- PN 10 — выбрать для обустройства холодного водоснабжения.
- PN 16 — применяется для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- ПН 20 — изделия, единственным ограничителем которых является температурный режим транспортируемых по ним жидкостей. Она не должна превышать 75 °С.
- ПН 25 — универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает 90°С.

В продаже можно найти полимерные изделия, оснащенные дополнительным армированием.
Армированные изделия применяются для прокладки на протяженных участках в условиях, когда необходимо уменьшить линейное расширение, возникающее при колебаниях температуры
Основной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории проложенной магистрали осуществляются только с прямых участков, соединенных между собой вспомогательной арматурой:
- крестовина — для возможности разветвления основного потока;
- тройники — умножители потока;
- Муфты — для соединения труб на прямом участке;
- отводы — для изменения направления трубопровода.
Арматура может быть оснащена закладной металлической резьбой, что позволяет соединить полимерный трубопровод с металлическими элементами.
Чтобы швы были максимально прочными и герметичными, важно обеспечить точное соответствие диаметров соединяемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При соединении труб из полимерных материалов в зависимости от условий монтажа применяют один из двух способов:
- Пайка — предполагает нагрев и соединение оплавленных концов элементов.
- Без пайки — предполагает соединение труб с помощью компрессионных фитингов или с применением так называемой «холодной» сварки.
Второй способ установки удобен тем, что для его осуществления нет необходимости использовать специальное оборудование. Всю работу можно выполнить с помощью простого инструмента – обжимного ключа.
Фотогалерея
Фото
Устройство для соединения ПП труб
Насадки и оправки на сварочный аппарат
Работа сварочного аппарата для полимерных труб
Соединение подготовленных пластиковых труб
Полипропиленовая труба с толщиной стенки более 4 мм и диаметром более 50 мм соединяется методом стыковой сварки:
Галерея изображений
Фото
Устройство для стыковой сварки ПП трубы
Комплект нагревательных дисков для сварки
Раскряжка полимерной трубы перед стыковой сваркой
Нагрев трубы на сварочном аппарате
Инструменты для соединения
Основным инструментом для соединения пластиковых труб является утюг для сварки. Это своеобразный паяльник, работающий от сети 220В. Принцип работы устройства достаточно прост. Роль нагревательного элемента утюга выполняет сварочный нагреватель, помещенный в металлический кожух.
Это своеобразный паяльник, работающий от сети 220В. Принцип работы устройства достаточно прост. Роль нагревательного элемента утюга выполняет сварочный нагреватель, помещенный в металлический кожух.
Разогревает до заданной температуры печку, которая нагревает форсунки. Терморегулятор отвечает за поддержание оптимальной температуры форсунок. Пайке и типичным ошибкам при соединении полипропиленовых труб посвящена статья, с которой советуем ознакомиться.
Утюг представляет собой компактный и легкий сварочный аппарат, оборудованный посадочными местами для размещения муфты для труб и оправок для фитингов
В комплекте с утюгом идут нагревательные насадки стандартных размеров. Нагреваясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбираются в зависимости от диаметра применяемых труб:
- 20-й размер — для труб диаметром полдюйма;
- 25-й — для изделий диаметром 0,75 дюйма;
- 40-й — для элементов сечением 1,25 дюйма.

Так как стоимость такого сварочного аппарата довольно высока, а использовать его уже не так часто нужно, приобретать оборудование нет смысла. Инструмент лучше арендовать на день или два.
Для качественной резки и подготовки свариваемых участков лучше всего использовать специально предназначенный для этого инструмент — . С ее помощью можно получить ровный, ровный и красивый срез.
Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент снабжен обрезиненной рукояткой
За неимением трубореза работу можно производить болгаркой или ножовкой по металлу. Единственное — на месте среза после таких инструментов остается бахрома. Но удалить его не составит труда, зачистив полоску наждачной бумаги.
Кроме основных инструментов для работы вам также понадобятся:
- квадрат;
- лента строительная;
- простой карандаш или маркер.
При планировании соединения труб методом холодной сварки необходимо заранее приобрести термоактивный клей на основе полиэфирной или эпоксидной смолы или ее термопластичный аналог на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа сантехники или полимеров являются тщательный расчет необходимого материала и качественно выполненная сварка элементов.
Этап №1 — расчет материала и комплектующих
Чтобы облегчить себе работу, тем самым свести к минимуму ошибки при монтаже, первым делом необходимо нарисовать схему будущей системы, указав на ней количество витков и ответвлений. При расчете количества труб к каждой длине отрезка следует прибавить 25-40 мм, затраченных на «проходку».
Цена полимерных изделий и фасонных элементов, необходимых для их монтажа, невысока, а потому на случай брака спаянных пар, которые часто возникают в начале эксплуатации, имеет смысл делать небольшой запас
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют даже приобрести несколько отрезков труб для предварительной подготовки. Такие затраты обойдутся недорого и позволят избежать грубых ошибок при установке системы.
Особенностью является увеличение коэффициента линейного расширения под действием высоких температур.
В результате: при нагреве или повышении давления внутри системы трубы удлиняются и со временем начинают провисать. Для предотвращения этого явления при прокладке участков длиной более 4-5 метров также необходимо будет использовать компенсаторы.
Компенсаторы представляют собой П-образные соединительные элементы в виде завернутых петель, обеспечивающие надежность системы при ее эксплуатации
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, устанавливая их между двумя неподвижными опорами. При необходимости можно приобрести компенсаторы специальной модификации, позволяющие исключить линейное расширение на угловых изгибах трубопровода.
Узнаем, как правильно сварить полипропиленовые трубы, чтобы не было протечек в местах стыков.
Этап №2 — пайка элементов трубопровода
Вкратце суть технологии сварки заключается в том, что под воздействием высокой температуры концы состыкованных элементов нагреваются и плотным прижатием друг к другу соединяются.
Для создания прочного соединения при выполнении пайки сама труба нагревается снаружи, а вспомогательные элементы, участвующие в ее соединении, нагреваются изнутри. На рисунке порядок действий: 1 — сделать разметку; 2 — разминка нужное количество секунд; 3 – соединяем 2 отрезка между собой; 4 — выдерживаем рекомендуемое количество секунд до охлаждения
Перед началом работ нарезанные на заданную длину отрезки труб устраняют неровности и заусенцы. Если в трубе предусмотрен слой внутренней или внешней фольги, его необходимо предварительно очистить торцовочным резаком, снабженным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с помощью поперечной фрезы труба должна быть заглублена в инструмент до упора.
Работы по сварке пластиковых труб своими руками выполняются в следующей последовательности:
- Подключить к электросети с целью прогрева оборудования до оптимальной температуры 260-270°С.
- Соединяемые отрезки труб одновременно надеваются на патрубки, обеспечивая максимально ровный вход. Эту работу нужно делать быстро и уверенно.
- Выдержав указанное в инструкции время до расплавления фитингов и концов труб, снимают элементы с патрубков нагрева.
- Соедините расплавленные концы вместе, слегка сжимая друг друга в течение 15-20 секунд.
- Склеиваемые детали оставляют в статичном положении, чтобы шов полностью остыл и соединение стало монолитным.
 Эту работу нужно делать быстро и уверенно.
Эту работу нужно делать быстро и уверенно.Продолжительность нагрева можно определить из инструкций, прилагаемых к оборудованию, или с помощью приведенной ниже таблицы.
Продолжительность нагрева для достижения полной полимеризации состыкованных элементов зависит от диаметра изделий и толщины их стенок
Нельзя пренебрегать требованиями к времени нагрева, указанными в таблице. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерный перегрев приведет к тому, что полипропилен «потечет», а детали деформируются.
В результате: на внутренней поверхности сварных швов образуются выступы, что позволит значительно уменьшить диаметр трубопровода.
Для того чтобы иметь возможность контролировать глубину входа сегментов в нагревательный элемент, уменьшая тем самым вероятность брака, на их концах желательно предварительно сделать надрезы. Условные обозначения: 1 — обогрев двух отрезков полипропиленового трубопровода; 2 — своевременное снятие патрубков с паяльника; 3 — соединение двух элементов друг с другом; 4 — на трубе отмечена глубина шва для правильного соединения
После завершения полимеризации и затвердевания, которое занимает около 20 секунд, соединение готово. По той же технологии все последующие узлы припаиваются до упора, при этом система отопления или не будет полностью собрана.
В статье приведены температурные параметры, с которыми самостоятельным домашним мастерам обязательно следует ознакомиться перед началом работы.
Краткая фотоинструкция по сварке ПП труб
Следующая подборка пошаговых фото поможет наглядно представить последовательность работ по сборке полипропиленового трубопровода и соединению его частей:
Фотогалерея
Фото
Режем полипропиленовые трубы по проектным размерам. Учитываем глубину «входа» трубы в фитинг
Учитываем глубину «входа» трубы в фитинг
Подбираем оправку и насадку соответствующего диаметра, устанавливаем их для нагрева на утюг и включаем прибор. Перед первой сваркой его необходимо прогреть не менее 5 минут
Примеряем соединяемые детали. Отметьте край фитинга на трубе, указав глубину погружения привариваемой детали
Протирание стыков неармированных труб любым спиртосодержащим средством для удаления жира, мешающего полимеризации Это. Затем шейвером освобождаем отмеченный участок трубы от внешнего слоя ПП
Помимо внешнего слоя ПП, с присоединяемого участка трубы 9 удаляем алюминиевую фольгу, находящуюся под внешним полимерным слоем.0003
Нагреваем соединяемые детали на оправке и насадке, закрепленной на утюге. Время прогрева зависит от толщины стенки трубы.
Снимаем с утюга нагретые на приборе детали и производим быстрые соединения уверенным движением, не поворачивая их вокруг собственной оси
Шаг 1: Нарезка труб по проектным размерам
Шаг 2: Подготовка сварочного аппарата к работе
Шаг 3: Маркировка соединительных участков
Шаг 4: Обезжиривание склеиваемых поверхностей
Этап 5: Подготовка к соединению армированной трубы
Этап 6: Удаление армирующей фольги трубы
Этап 7: Установка свариваемых деталей на чугун
Этап 8: Соединение сварных деталей
Типичные ошибки монтажа
основные ошибки, которые допускают новички при работе с полимерными изделиями:
- Нагрев деталей . В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.
- Стыковать полимеризованные концы . При нажатии на расплавленные концы элементов нельзя вращать детали вокруг своей оси. Это может привести к тому, что шов будет недостаточно прочным.
- Выравнивание . При стыковке элементов допускается лишь незначительная корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
 В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.
В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.Еще один важный момент: при пайке штуцеров с фитингами необходимо учитывать расположение клапанов, обеспечив им свободный полный ход.
Нагретый полипропилен так быстро остывает, что уже через час с момента завершения монтажа можно смело подавать воду в систему
Если после соединения элементов в виде какого-либо шва возникают сомнения, то стык лучше разрезать и переделать это.
Дефекты лучше устранять на этапе монтажа конструкции, так как заменить негерметичный стык в работающей системе гораздо проблематичнее.
Сборка элементов без пайки
Использование компрессионных фитингов и современных клеев позволяет производить монтаж полипропиленовых труб качественно, быстро и с минимальными материальными затратами.
Вариант №1 — установка компрессионного фитинга
Для реализации данного способа соединения потребуется приобрести компрессионные фитинги и использовать обжимной ключ.
Компрессионные фитинги снабжены уплотнительными прижимными кольцами, выполняющими роль демпферов при ударных импульсных нагрузках (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На отрезанный под прямым углом конец трубы надевается синяя гайка и зачищается от заусенцев. При размещении белого обжимного кольца необходимо придать ему положение, в котором утолщенная часть направлена в сторону хвоста трубы.
- Труба вставляется в фитинг до упора, максимально вдавливая зажимное кольцо.
- Затяните синюю гайку, «наживляя» ее сначала рукой, а затем усилителем с помощью ключа.

Сборка компрессионных фитингов не требует специальных знаний и навыков. Изделия поставляются готовыми к установке на продажу. Их монтаж можно производить при любых температурных режимах.
Вариант №2 — склеивание элементов
Клеевой метод используется для сборки водопровода, по которому планируется транспортировать только холодную воду. Для применения метода «холодной» сварки потребуется использовать «агрессивный» клеевой состав типа ЛН-9.15.
Клей способен растворять поверхности соединяемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
В целях защиты кожи рук от случайного попадания состава и «разъедания» его активные компоненты, процедуры склеивания лучше проводить в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверить соответствие углов среза соединяемых участков и отметить карандашом места склейки.
- Концы соединяемых труб очищаются и обезжириваются.
- На торцы труб и в зону раструбов арматуры ровным слоем наносится клеевой слой.
- Отрезки труб вставляют в отверстия штуцера, ориентируясь на отметки, сделанные карандашом. Конструкцию выдерживают в фиксированном положении три минуты, после чего излишки состава удаляют салфеткой.
- Комбинированные элементы раскладывают на ровной поверхности и оставляют на 5-6 часов до полного высыхания.

Пропустить воду для проверки качества склеивания можно только через сутки после завершения монтажа.
При реализации важно соблюдать два основных условия: температурный и влажностный режимы. Все работы необходимо производить при температуре воздуха +5, +35°С. При склеивании в жаркую погоду работы следует выполнять как можно быстрее, чтобы клей не успел высохнуть до завершения монтажа.
Выводы и полезное видео по теме
О тонкостях процессов пайки и склейки труб вы можете узнать из следующих видео:
Видео №1. Как паять трубы:
 youtube.com/embed/FTZ_Rtu4a_w»>
youtube.com/embed/FTZ_Rtu4a_w»> Видео №2. Сборка водопровода без пайки:
Работа на самовыравнивающихся полипропиленовых трубах даже у начинающего мастера не должна вызвать особых затруднений. Нужно только четко и добросовестно соблюдать все технологические нормы. И тогда собранный своими руками трубопровод порадует вас безотказной работой.
Комментарии пишите в блоке ниже. Задавайте вопросы по спорным вопросам, делитесь информацией, которая может быть полезна посетителям сайта. Оставляйте посты со своим мнением, размещайте фотографии по теме статьи.
Aquatherm рассказывает о шагах к успеху при стыковой сварке полипропиленовых труб
Интеллектуальные решения — зима 2021 г., выпуск
Подготовка сварочной машины поможет обеспечить эффективную стыковую сварку полипропиленовых труб, что позволит создать герметичные соединения.
Правильно выполненная стыковая сварка полипропиленовых труб – чудо современного мира: два отрезка трубы (или труба и фитинг) становятся единым целым. Соединение так же прочно, если не прочнее, чем сама труба. Пути утечки отсутствуют, и при правильном выполнении сварное соединение будет оставаться герметичным в течение всего срока службы, составляющего более 50 лет.
Конечно, главное здесь «правильно выполнено». Хорошая техника и внимание к деталям обеспечат успешную сварку, способствуя установке без утечек.
По словам Лэнса МакНевина, технического директора отдела строительства и строительства Института пластиковых труб, процедура стыковой сварки в основном состоит из нагрева квадратных концов двух труб (или трубы и фитинга), прижимая их к нагретой пластине. , удаляя тепло при достижении надлежащей температуры, соединяя концы вместе с определенной силой и позволяя соединению остыть, сохраняя при этом усилие.
Существует семь основных этапов выполнения стыкового соединения с использованием полипропиленовой трубы Aquatherm.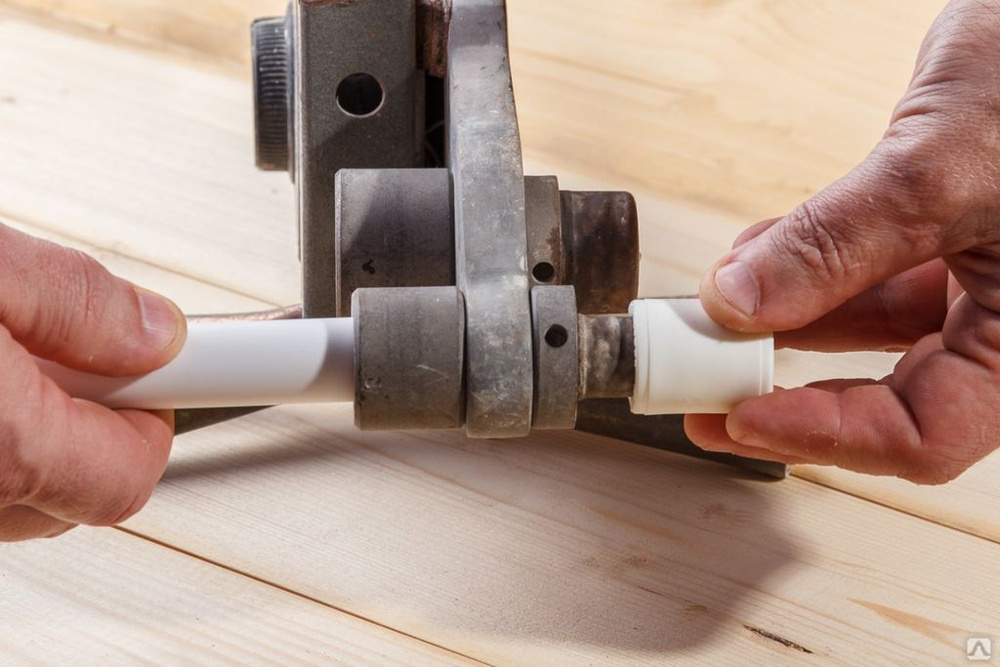 Описанные здесь шаги являются основой для создания как отличных трубопроводных систем, так и довольных клиентов.
Описанные здесь шаги являются основой для создания как отличных трубопроводных систем, так и довольных клиентов.
Этап 1: Подготовка
Надлежащая подготовка и организация помогут вашему термоядерному синтезу пройти гладко.
- Сначала осмотрите саму трубу. Не используйте трубу, которая повреждена или выдолблена глубже, чем на 10 процентов от толщины стенки трубы снаружи или на 5 процентов внутри.
- Затем настройте и проверьте термоядерный аппарат, который вы будете использовать. Следуйте всем инструкциям производителя машины и выполняйте любое техническое обслуживание по мере необходимости.
- Осмотрите устройство для торцовки и убедитесь, что лезвия острые, затянутые и неповрежденные.
- Осмотрите и включите утюг. Убедитесь, что утюг чистый и установлен на температуру 410° F ± 18° F (210° C ± 10° C). Перед каждой сваркой убедитесь, что утюг имеет правильную температуру.
Шаг 2: Очистка
Чистые поверхности необходимы. Свариваемые концы труб должны быть чистыми и сухими, чтобы обеспечить хороший сплав. Очистите концы труб, облицовку и сварочный аппарат, чтобы удалить пыль, грязь и другие загрязнения. Протрите концы труб, облицовку и утюг чистой, сухой, безворсовой несинтетической тканью, смоченной изопропиловым спиртом, 91-процентная концентрация или выше.
Свариваемые концы труб должны быть чистыми и сухими, чтобы обеспечить хороший сплав. Очистите концы труб, облицовку и сварочный аппарат, чтобы удалить пыль, грязь и другие загрязнения. Протрите концы труб, облицовку и утюг чистой, сухой, безворсовой несинтетической тканью, смоченной изопропиловым спиртом, 91-процентная концентрация или выше.
Этап 3: Зажмите и выровняйте
Этот шаг имеет решающее значение, так как зажимы будут удерживать трубу во время ее сварки, а точное выравнивание обеспечит равномерный сварной шов. Не забывайте следить за своими пальцами, когда каретка сварочного аппарата находится в движении.
- Установите трубу и фитинги в хомуты. Настройте конфигурацию по мере необходимости. Не забудьте оставить достаточно места для лицевой стороны (см. шаг 4). Затяните хомуты и соедините концы труб.
- Проверьте выравнивание труб, проведя пальцем или концом ручки по зазору. Если одна сторона выше другой, затяните верхнюю сторону.
Шаг 4.
 Стык к трубе
Стык к трубеКонцы трубы или фитингов должны быть совмещены, чтобы получить чистые параллельные сопрягаемые поверхности. Правильная облицовка создает гладкие и ровные поверхности для сплавления. Этот шаг выполняется с помощью устройства с вращающейся режущей головкой.
- На шаге 3 вы соединили концы труб, чтобы проверить их выравнивание. Теперь разделите трубы, удерживая их запертыми в каретке термоядерного аппарата. Откройте комплект каретки и зафиксируйте торцовочный инструмент. Запустите торцовочный инструмент и дайте ему разогнаться до полной скорости — не запускайте торцеватель, если он защемлен между концами трубы.
- Закройте трубы на облицовочном устройстве и увеличивайте давление до тех пор, пока облицовочное устройство не начнет срезать ленты полипропилена. Правильная облицовка будет производить полосы полной ширины на 360 градусов с обеих сторон облицовки. Когда вы увидите два полных оборота ленты с обеих сторон облицовочной машины, откройте каретку, чтобы отделить трубы от облицовочной машины, затем выключите и снимите облицовочную машину. (Не выключайте торцеватель, пока каретка закрыта, это может оставить зазубрины на поверхности трубы.)
 (Не выключайте торцеватель, пока каретка закрыта, это может оставить зазубрины на поверхности трубы.)
(Не выключайте торцеватель, пока каретка закрыта, это может оставить зазубрины на поверхности трубы.)Этап 5: Регулировка и притирка
- Закройте каретку и проверьте наличие зазоров; переделывать или выравнивать по мере необходимости. Снова откройте каретку и протрите поверхности труб 91-процентным изопропиловым спиртом.
- Проверьте информацию производителя сварочного аппарата и установите уровни давления сопротивления и полного давления сварки (управление зависит от производителя). Устройство для измерения температуры или пирометр можно использовать для проверки правильной температуры поверхности нагревательного инструмента.
- Откройте каретку и вставьте нагревательный элемент. Закройте трубы на нагревательный элемент под полным давлением плавления, чтобы начать формирование регулировочного шва. Высота валика будет варьироваться от 1 мм до 2,5 мм в зависимости от размера и стандартного соотношения размеров (SDR) трубы.
- Внимательно следите за бортом во время фазы регулировки и уменьшите давление, как только борт достигнет необходимой высоты. Высота валика важна во время сварки, так как слишком маленький валик может привести к неправильному соединению, тогда как слишком большой валик может создать ограничение потока, а также может указывать на проблему с давлением сварки.
 Высота валика важна во время сварки, так как слишком маленький валик может привести к неправильному соединению, тогда как слишком большой валик может создать ограничение потока, а также может указывать на проблему с давлением сварки.
Высота валика важна во время сварки, так как слишком маленький валик может привести к неправильному соединению, тогда как слишком большой валик может создать ограничение потока, а также может указывать на проблему с давлением сварки.Шаг 6: Нагрев
- После завершения регулировочного буртика опустите систему, чтобы усилить давление. Если необходимо сохранить контакт, добавьте до 10 процентов давления машины. Фаза нагрева требует как можно меньшего давления. Некоторые машины фиксируются на месте, требуя только давления сопротивления. Другим требуется небольшое положительное давление, чтобы удерживать их на месте, но не более чем сопротивление плюс 10 процентов давления машины. Чрезмерное давление во время фазы нагрева может создать чрезмерный валик и небольшое сужение в трубе.
- Используйте таймер для контроля надлежащего времени нагрева в зависимости от размера и SDR свариваемых труб. Зажимы

Шаг 7. Предохранитель и охлаждение
- Откройте каретку и снимите утюг. Немедленно соедините трубы и убедитесь, что машина достигает полного давления сварки в течение времени нарастания давления. Если применяется чрезмерная сила, расплавленный материал может вытолкнуться из соединения, что приведет к контакту с холодным материалом, известному как «холодное» соединение. Если приложить слишком малое усилие, может произойти недостаточная сварка соединения.
- Дайте соединению остыть в течение времени, указанного для размера и SDR свариваемых труб. Осмотрите бусину. Последняя бусина должна выглядеть как цельный кусок; плохое слияние будет иметь расколотую бусину с двух разных сторон.
- Сбросьте давление и, как только давление будет полностью сброшено, расстегните хомуты.
- Снимите с машины сваренные трубы или сваренные трубы и фитинги. Он готов к эксплуатации и начал работать без утечек и коррозии в течение десятилетий.
 Облицовка завершена, когда вы видите два полных оборота ленты с обеих сторон облицовочной машины.
Облицовка завершена, когда вы видите два полных оборота ленты с обеих сторон облицовочной машины.Заключение
Эти шаги дают вам общее представление об успешном, долговечном, герметичном стыковом соединении полипропиленовых труб. Полное руководство по работе с полипропиленовыми трубами см. в Руководстве по установке Aquatherm North America, доступном по адресу https://aquatherm.com/literature/installer-manual. Aquatherm также предлагает обширные учебные ресурсы.
Кроме того, производители оборудования для термоядерного синтеза предоставляют исчерпывающую информацию о своей продукции. При сварке полипропиленовых труб и монтаже систем полипропиленовых трубопроводов важно всегда следовать рекомендациям производителя как трубы, так и сварочного оборудования.
Для получения дополнительной информации посетите сайт aquatherm.com.
Аппараты для бесконтактной стыковой сварки — Chemline Plastics
| Мехтод: | Бесконтактный |
| Размеры: | 20 – 110 мм (1-1/2″ – 4″) |
| IPS (1/2″ – 2″) только PFA | |
| Напряжение: | 220 В перем. тока/1 штекер тока/1 штекер |
SP63M
SP63M Мобильные бесконтактные сварочные аппараты для стыковой сваркиSP63M Mobile представляет собой автоматический сварочный аппарат для инфракрасной сварки нагревательных элементов PE, PP, PVDF и фитингов из ECTOD20. 63 мм (1/2″ — 2″) в мастерской или в полевых условиях. Его портативность позволяет выполнять сварку в труднодоступных местах. Он имеет два больших алюминиевых хомута для труб, которые подходят для переходников для разных размеров труб, а также два узких хомута для фитингов с короткими ногами. Инфракрасный нагревательный элемент с электронным управлением и концевыми упорами имеет специальное керамическое покрытие и контрольные лампы для проверки системы и интервалов. Регулировка температуры осуществляется с помощью цифрового блока управления с отдельной сетевой вилкой и выключателем. Электрический рубанок и нагреватель опираются на точные 2-х осевые направляющие и автоматически выдвигаются между сварочными деталями из защитного кожуха во время использования. Характеристики: Идеально подходит для систем сварки труб встык из PVDF, PP, UPP, PE и ECTFE. Полностью автоматизированный процесс сварки. Электронный контроль процесса и регистрация данных. Большой сенсорный экран с возможностью выбора языка. Страница данных (PDF) | Тип сварки: Бесконтактная стыковая сварка Диапазон размеров: ½» -2″ (20–63 мм) Материалы: 9DF054 PE, 3ECTFE, 3ECTFE, PP Управление: Руководство |
 Транспортировочный ящик служит для транспортировки и надежного хранения всего сварочного комплекта СП63М.
Транспортировочный ящик служит для транспортировки и надежного хранения всего сварочного комплекта СП63М.SP-110S
SP-110S.30 Аппараты для бесконтактной стыковой сварки SP-110S.30 Цеховые/полевые сварочные аппараты полностью автоматизированы для безошибочной сварки труб и фитингов из различных материалов, размеров и толщины. , включая фитинги с короткими ножками. Он имеет короткое время сварки, образует очень маленькие сварочные валики и обладает высокой повторяемостью качества сварного соединения. SP110S.30S представляет собой автоматический сварочный аппарат для инфракрасной сварки нагревательных элементов труб и фитингов из PE, PP, PVDF, ECTFE и PFA от OD 20 до OD 110 мм и размеров IPS от 1/2 до 2 дюймов. мастерской или в поле. Он имеет два больших алюминиевых хомута для труб, которые подходят для переходников для разных размеров труб, а также два узких хомута для фитингов с короткими ногами. Инфракрасный нагревательный элемент с электронным управлением и концевыми упорами имеет специальное керамическое покрытие и контрольные лампы для проверки системы и интервалов. Регулировка температуры осуществляется с помощью цифрового блока управления с отдельной сетевой вилкой и выключателем. Особенности: Полностью автоматизированный процесс сварки, электронное управление процессом и регистрация данных, большой сенсорный ЖК-экран с возможностью выбора языка. Страница данных (PDF) | Тип сварки: Бесконтактная стыковая сварка Диапазон размеров: 20–110 мм (1-1/2″–4″) IPS (1/2″–2″) Только PFA Материалы: PE, PP, UPP, ECTFE, PVDF, PFA Управление: ЧПУ Напряжение: 220 В перем. тока/1 штекер |
 Устройство поставляется с термопринтером и этикетками для отслеживания сварных соединений, программным обеспечением для управления сваркой, кабелем для передачи данных и USB-накопителем. ЖК-экран позволяет оператору следить за процессом сварки, отображаемым на фоне идеальных параметров сварки для сравнения.
Устройство поставляется с термопринтером и этикетками для отслеживания сварных соединений, программным обеспечением для управления сваркой, кабелем для передачи данных и USB-накопителем. ЖК-экран позволяет оператору следить за процессом сварки, отображаемым на фоне идеальных параметров сварки для сравнения. Электрический рубанок и нагреватель опираются на точные 2-х осевые направляющие и автоматически выдвигаются между сварочными деталями из защитного кожуха во время использования. Транспортировочный ящик служит для транспортировки и надежного хранения всего сварочного комплекта SP110.
Электрический рубанок и нагреватель опираются на точные 2-х осевые направляющие и автоматически выдвигаются между сварочными деталями из защитного кожуха во время использования. Транспортировочный ящик служит для транспортировки и надежного хранения всего сварочного комплекта SP110.SP-250S
Аппараты для бесконтактной стыковой сварки SP-250S Аппарат SP250S — автомат для инфракрасной сварки нагревательных элементов из труб из ПЭ и ДФ, фитингов из ПЭ и ДФ, ПВД от 110 до 250 мм (от 4 до 10 дюймов) в мастерской или в полевых условиях. Инфракрасный нагревательный элемент с электронным управлением и концевыми упорами имеет специальное керамическое покрытие и контрольные лампы для проверки системы и интервалов. Регулировка температуры осуществляется с помощью цифрового блока управления с отдельной сетевой вилкой и выключателем. Электрический рубанок и нагреватель опираются на точную 2-осевую направляющую и скользят между сварочными деталями из защитного кожуха во время использования. Транспортировочный ящик служит для транспортировки и надежного хранения всего сварочного комплекта SP250. Силовой трансформатор (от 208 В/3 фазы до 400 В/3 фазы) входит в стоимость аренды или приобретается отдельно. Характеристики: Полностью автоматизированный процесс сварки, электронное управление процессом и регистрация данных, большой сенсорный ЖК-экран с возможностью выбора языка. Страница данных (PDF) | Тип сварки: Контактная стыковая сварка Метод Бесконтактная Размеры: 110–250 мм (4–10 дюймов) ЕСТФЭ Контроль: CNC напряжение: 220 Вак/3 Фаза/1 Плакатель |
SP-315S
SP-315S-315SID WELDSIDS 9015S 9015SSIDID WELDIDS 9015S 9047S 9047S |
| Тип сварки: Контактная стыковая сварка Метод Бесконтактная Размеры: 110–315 мм (4–12 дюймов) ПВДФ Контроль: CNC напряжение: 400 Вак/3 фаза/1 плагин |