Доработка сварочного трансформатора
индустрия »
Электротехника »
Сварочные аппараты »
Сварочный трансформатор
Любая доработка сварочного трансформатора сводится к решению двух глобальных задач. Первая, наиболее частая и простая состоит в изменении тока
Доработка сварочного трансформатора под постоянный ток
Доработка заключается в создании выпрямительного мостика из мощных диодов (их называют вентилями). При выборе диодов необходимо соблюсти их мощность в соответствии с мощностью сварочного трансформатора. Схема мостика из трех диодов традиционна и собирается на отдельной панели. Полученный выпрямитель подсоединяется к выходным клеммам трансформатора. Плюсовой и минусовой выход с выпрямителя идут на свариваемую деталь и на сварочный электрод, в зависимости от выбранного режима сварки (прямая полярность и обратная). После выпрямителя постоянный ток имеет пульсацию. Избежать этого позволяет электролитический конденсатор, включенный между двумя полюсами после мостика. Емкость подобного сглаживающего трансформатора должна быть не менее 10000мкФ, а рабочее напряжение 100в. Увеличение емкости конденсатора способствует большему эффекту сглаживания тока. Устойчивость горения дуги при сварке постоянным током выше. Но габариты и вес после модернизации увеличиваются.
При выборе диодов необходимо соблюсти их мощность в соответствии с мощностью сварочного трансформатора. Схема мостика из трех диодов традиционна и собирается на отдельной панели. Полученный выпрямитель подсоединяется к выходным клеммам трансформатора. Плюсовой и минусовой выход с выпрямителя идут на свариваемую деталь и на сварочный электрод, в зависимости от выбранного режима сварки (прямая полярность и обратная). После выпрямителя постоянный ток имеет пульсацию. Избежать этого позволяет электролитический конденсатор, включенный между двумя полюсами после мостика. Емкость подобного сглаживающего трансформатора должна быть не менее 10000мкФ, а рабочее напряжение 100в. Увеличение емкости конденсатора способствует большему эффекту сглаживания тока. Устойчивость горения дуги при сварке постоянным током выше. Но габариты и вес после модернизации увеличиваются.Повышение экономичности сварочного трансформатора
Вопрос экономичности возникает в связи с тем, что при создании моделей бытовых сварочных трансформаторов используется единый подход с промышленными образцами.Читайте также
- Сварочный трехфазный трансформатор
Что такое сварочных трансформатор, работающий на трех фазах, а так-же основные принципы его устройства вы узнаете из этой статьи. …
- Сварочный трансформатор своими руками
Что необходимо знать и уметь для того, чтобы собрать трансформатор для сварочных работ самостоятельно.
 …
… - Устройство сварочного трансформатора
Детальное знание устройства и маркировки трансформаторов, используемых для сварочных работ позволит лучшим образом подобрать наиболее подходящий для …
 …
…Доработка сварочного трансформатора
По сути это обычный выпрямитель, собранный на диодах VD1-VD4 и дроссель L1, обеспечивающий более легкое зажигание дуги и ее большую устойчивость. Конструкция выполнена отдельным блоком и подключается к обычному сварочному аппарату переменного тока. В качестве выпрямительных диодов можно использовать диоды Д, Д или В Их необходимо закрепит на радиаторы с возможно большей площадью. Все обмотки с обоих каркасов удаляются и вместо них наматываются две обмотки по витков медным проводом сечением 16…22 мм 2.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.

По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Сварка сварочным трансформатором
- ДОРАБОТКА СВАРОЧНОГО АППАРАТА
- Косинусный конденсатор для сварочного трансформатора
- Сварочный дроссель
- Технологии обмана покупателей: сварочные аппараты MMA. Как увеличить мощность сварочного инвертора
- Самостоятельная доработка сварочного инвертора
- Доработка сварочного аппарата
- Ремонт и доработки сварочных инверторов своими руками
- 2008. Справочник сварщика для любителей и не только… С.
 Л.Корякин-Черняк
Л.Корякин-ЧернякПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Доработка сварочного аппарата! Telwin NORDICA 4 181!
Сварка сварочным трансформатором
В связи с этим надо отметить, что из-за дороговизны сварочных аппаратов заводского изготовления широкое применение получают самодельные устройства, питаемые от сети напряжением В. Сварочный ток у них, как правило, переменный. Такие аппараты просты и недороги, но работать с ними трудно, да и качество сварного шва часто неудовлетворительно.
Гораздо удобнее работать на постоянном токе, для чего необходимо встроить в аппарат выпрямитель и балластный дроссель. Схема доработанного устройства показана на рисунке. Их следует установить на теплоотводы с большой эффективной поверхностью. В авторском варианте использованы серийные теплоотводы Введение дросселя позволяет значительно облегчить зажигание сварочной дуги и обеспечивает большую ее устойчивость.
Дроссель L1 изготовлен на магнитопроводе от сетевого трансформатора ТС старого лампового телевизора. Все обмотки трансформатора надо удалить, и на каждый его каркас намотать по обмотке из 20—30 витков медного провода прямоугольного сечения площадью Обмотки включают последовательно согласно.
Между половинами магнитопровода надо при сборке вложить прокладки из текстолита толщиной 0, Конструктивно выпрямитель и дроссель смонтированы в виде автономной приставки, что позволяет быстро менять род сварочного тока и облегчает доставку сварочного оборудования к месту работы.
Приставка практически была опробована с различными самодельными сварочными аппаратами и получила хорошие отзывы как опытных сварщиков, так и начинающих любителей. Тем, кто собирается изготовить для себя описанную приставку, посоветуем прочитать книги Геворкяна В. Основы сварочного дела. Учебник для техникумов, изд.
Силовые полупроводниковые приборы. Справочник, изд. Вэтих книгах читатели найдут много полезных сведений о конструкции сварочных аппаратов, материалах для их изготовления и о практике сварки. Используются технологии uCoz.
Используются технологии uCoz.
ДОРАБОТКА СВАРОЧНОГО АППАРАТА
Для управления было куплено много деталюшек, у токаря из заготовки выточили переходничек для подключения сварочного рукава. Все для аргоновой сварки есть и я принялся за сборку Первым наперво снял крышку с сварочного аппарата и понял что места внутри совсем мало. Это дело я пока решил отложить и принялся за силовую часть. Первым делом был удален массовый кабель со сварки и на его месте болгаркой прорезано отверстие для установки переходника Была выточена деталь для подключения шланга горелки. На фото заготовка, текстолитовые прокладки для изоляции от корпуса и крепежные гайки. Шланг в горелке так же является силовым кабелем, поэтому деталь изготовлена из цветного метала латунь.
Самостоятельная сборка аргонодуговой сварки для сварки алюминия из По шине питания сварочного трансформатора установлен.
Косинусный конденсатор для сварочного трансформатора
Минимальное напряжение питающей сети для устойчивой работы сварочного инвертора Ресанта САИ составляет приблизительно В в зависимости от модификации может незначительно отличаться. Причиной тому две вещи: силовой трансформатор и включение защиты от низкого напряжения. Защита устроена таким образом, что при просадке входного напряжения ниже определенного порога отключается генерация шим-контроллера, загорается желтый светодиод. Корректная работа защиты начинается только при сильной просадке в сети, на практике чаще происходит скачкообразное включение-отключение генерации шим. Проявляется это в виде нестабильной дуги, треска при сварке. За контроль входного напряжения отвечают резисторы R и R на основной плате. Уменьшив значение одного резистора кОм до кОм можно расширить диапазон устойчивой работы аппарата.
Причиной тому две вещи: силовой трансформатор и включение защиты от низкого напряжения. Защита устроена таким образом, что при просадке входного напряжения ниже определенного порога отключается генерация шим-контроллера, загорается желтый светодиод. Корректная работа защиты начинается только при сильной просадке в сети, на практике чаще происходит скачкообразное включение-отключение генерации шим. Проявляется это в виде нестабильной дуги, треска при сварке. За контроль входного напряжения отвечают резисторы R и R на основной плате. Уменьшив значение одного резистора кОм до кОм можно расширить диапазон устойчивой работы аппарата.
Сварочный дроссель
Между тем существует немало способов усовершенствовать недорогой сварочный инвертор. Схема работы сварочного инвертора. Далее по схеме находится непосредственно инвертор. Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах.![]()
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки.
Технологии обмана покупателей: сварочные аппараты MMA. Как увеличить мощность сварочного инвертора
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки. Именно он сейчас применяется многими профессионалами и простыми людьми. В некоторых случаях подобное оборудование приходится дорабатывать. Доработку сварочного трансформатора можно доверить и профессионалам, а можно и сделать все своими руками. Ведь именно к этому в основном и сводится вся работа.
Самостоятельная доработка сварочного инвертора
Забыли пароль? Изменен п. Расшифровка и пояснения — тут. Автор: Lowboard Fun Research , 5 июля в Технологии сварки. Свариваю электродами ф2, 2.
Указанные показатели справедливы для сварочных работ с то габариты его будут почти такими же, как трансформатора. Отсюда и.
Доработка сварочного аппарата
Работа схемы управления Когда сетевое напряжение поступает на первичную обмотку понижающего трансформатора. На выходе моста выпрямленное напряжение рис. Емкость С1 заряжается через резистор R7 регулировка тока задается на панели управления устройства , R13, R6 и обмотку W1.
На выходе моста выпрямленное напряжение рис. Емкость С1 заряжается через резистор R7 регулировка тока задается на панели управления устройства , R13, R6 и обмотку W1.
Ремонт и доработки сварочных инверторов своими руками
Используя собственные наработки, я изготовил сварочный аппарат для электродуговой сварки. Далее решил усовершенствовать принадлежности к сварочному аппарату: головной защитный щиток, электрододержатель, токоподводящий зажим. Начал с головного защитного щитка: у имеющегося нарушилась фиксация его положений. Приобрёл в торговой сети головной защитный щиток ЭОС-2 с электронно-оптическим управлением светофильтра.
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки.
2008. Справочник сварщика для любителей и не только… С.Л.Корякин-Черняк
Доработка сварочного аппарата Л. Автор предлагает улучшить надёжность работы сварочного аппарата и удобство работы с ним путём несложных доработок, доступных для повторения большинству читателей.
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки. Именно он сейчас применяется многими профессионалами и простыми людьми. В некоторых случаях подобное оборудование приходится дорабатывать. Доработку сварочного трансформатора можно доверить и профессионалам, а можно и сделать все своими руками.
5 советов по увеличению производительности сварки
Хотите повысить производительность сварки? Вот 5 советов, которые помогут сохранить непредвзятость и быть более подготовленными.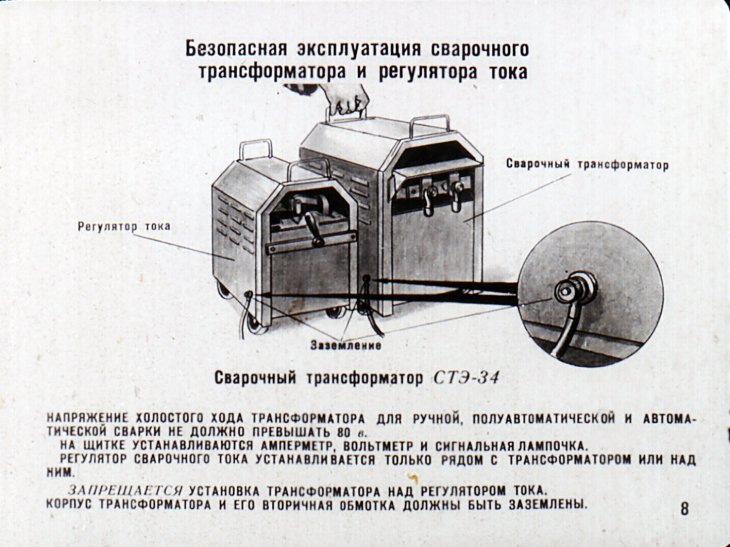
Повышение производительности сварки — это не одноэтапный процесс. Чтобы быть плодотворным, требуется вложение времени, труда и финансовых ресурсов. Для реализации такого проекта также требуется непредубежденность. Оцените, имеет ли смысл конкретная модификация, и если да, то будьте готовы внести изменения.
Это может занять больше времени, чем просто повернуть ручку на источнике питания. Например, замена присадочного металла может потребовать повторной квалификации. Возможно, вам придется сделать капитальные покупки, такие как крепления или позиционеры, которые требуют времени, чтобы понять окупаемость инвестиций.
Цель состоит в том, чтобы повысить эффективность всей операции, как до, так и после сварки, что увеличит количество деталей, которые вы отправляете за дверь. Примите во внимание следующие пять советов, которые помогут облегчить этот процесс.
1. Проведите исследование времени
Хороший первый шаг, изучение времени может помочь определить истинный источник узких мест.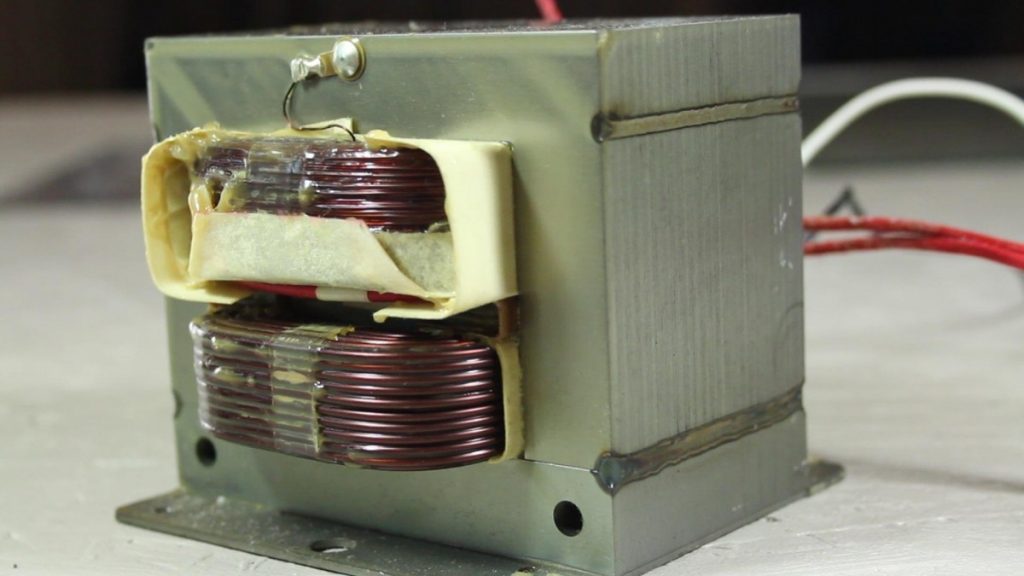 Но чтобы раскрыть их, нужно начать изучение времени задолго до того, как зажжется первая дуга. Некоторые процессы необходимы для подготовки детали к сварке, в то время как другие можно изменить или исключить. Те, кто имеет сертификаты сертифицированного инспектора по сварке или сертифицированного супервайзера по сварке от Американского общества сварщиков, обычно хорошо разбираются в протоколах изучения времени.
Но чтобы раскрыть их, нужно начать изучение времени задолго до того, как зажжется первая дуга. Некоторые процессы необходимы для подготовки детали к сварке, в то время как другие можно изменить или исключить. Те, кто имеет сертификаты сертифицированного инспектора по сварке или сертифицированного супервайзера по сварке от Американского общества сварщиков, обычно хорошо разбираются в протоколах изучения времени.
Исследование должно определять и определять время каждого действия на протяжении всей операции. Смотри все и записывай. Учитывать изготовление деталей, гибку или штамповку, погрузку материалов в сварочную камеру, прихватку и подгонку деталей, время сварки, послесварочную очистку, замену расходных материалов и газовых баллонов, перемещение деталей из сварочной камеры, покраску, запланированные перерывы и т.д. незапланированные перерывы или простои.
После того, как вы закончите исследование времени, разработайте план, который классифицирует действия перед сваркой, сваркой и после сварки. Определите этапы, которые не приносят пользы и мешают сварщикам завершить сварку как можно быстрее. Например, удаление шлака, оставшегося после дуговой сварки с флюсовой проволокой (FCAW), является необходимым злом, но это также шаг, не добавляющий ценности, который не позволяет завершить сварку как можно быстрее.
Определите этапы, которые не приносят пользы и мешают сварщикам завершить сварку как можно быстрее. Например, удаление шлака, оставшегося после дуговой сварки с флюсовой проволокой (FCAW), является необходимым злом, но это также шаг, не добавляющий ценности, который не позволяет завершить сварку как можно быстрее.
План должен быть точным и действенным. Финансовые выгоды от увеличения производительности не могут быть реализованы, если предшествующие процессы не обеспечивают постоянную подачу деталей в сварочную ячейку. Точно так же увеличение производительности сварки не имеет никакого эффекта, если последующие процессы не могут справиться с возросшим объемом, а сварные детали просто складываются в виде незавершенного производства. В таких ситуациях избегайте изменений, из-за которых сварщики простаивают, если только они не могут переместиться и помочь в достижении производственных целей в другом месте.
2. Создание спецификации процедуры сварки
Спецификации процедуры сварки (WPS) помогают сварщикам многократно выполнять высококачественные сварные швы. При правильном соблюдении они помогают стандартизировать процесс сварки.
При правильном соблюдении они помогают стандартизировать процесс сварки.
Элемент факторов производительности в WPS. WPS сообщает о необходимых параметрах сварки, которые, в свою очередь, помогают обеспечить максимально эффективную сварку. Более высокая эффективность означает более высокую производительность и большее количество производимых деталей.
Хорошо составленный WPS учитывает реалии и неопределенности сварки, такие как навыки рабочей силы и различия в монтажных работах, но достаточно ограничивает, чтобы гарантировать эффективность и качество. Наличие WPS, хорошей документации для каждой сварки и соответствующей подготовки сварщиков помогает обеспечить быстрое и правильное выполнение сварных швов с первого раза. Рассмотрите возможность разработки WPS как для плоской/горизонтальной сварки, так и для сварки в нерабочем положении.
Этот угловой шов, выполненный из проволоки с металлическим сердечником, имеет хорошие характеристики плавления и смачивания.![]() Проволока с металлическим сердечником образует широкую конусообразную дугу, перекрывающую зазоры для предотвращения риска прожога и отсутствия сплавления боковых стенок.
Проволока с металлическим сердечником образует широкую конусообразную дугу, перекрывающую зазоры для предотвращения риска прожога и отсутствия сплавления боковых стенок.
Наряду с WPS в соответствии с производственным кодом может потребоваться запись квалификации процедуры (PQR). Даже в тех случаях, когда PQR не требуется, он может быть полезен. PQR поддерживает WPS на основе испытаний сварных швов. Это помогает показать, что если сварщики будут следовать WPS, они будут производить качественный сварной шов с достаточными механическими свойствами, сводя к минимуму риск переделок, которые могут резко снизить производительность.
3. Обратитесь к предшествующим процессам и процессам предварительной сварки
Подгонка деталей является ярким примером улучшения предшествующих действий. Если штамп начинает изнашиваться, допуски и посадка могут начать меняться. Плохая подгонка вынуждает вас изменять параметры сварки, чтобы предотвратить дефекты сварки, такие как прожоги, сварные швы недостаточного размера или пропуски, особенно в автоматизированных приложениях. При штамповочных операциях следите за исправностью штампов и при необходимости заменяйте их. Для повторяемой роботизированной сварки сохраняйте крепление деталей, чтобы обеспечить правильное расположение деталей и сварных швов.
При штамповочных операциях следите за исправностью штампов и при необходимости заменяйте их. Для повторяемой роботизированной сварки сохраняйте крепление деталей, чтобы обеспечить правильное расположение деталей и сварных швов.
Предварительные процессы могут привносить загрязняющие вещества, такие как масло для механической обработки или волочения, которые могут способствовать возникновению дефектов, связанных с пористостью, при сварке. Вы можете свести к минимуму эти загрязнения, изменив и внедрив такие процессы, как очистка перед сваркой, которая обычно занимает гораздо меньше времени, чем доработка после сварки.
Также обратите внимание на состояние сырья. Сварщикам не нужно счищать сильную ржавчину и другие загрязнения, если материал изначально чистый. По возможности храните сырье в чистом и сухом месте. Если это нецелесообразно, рассмотрите альтернативные присадочные металлы, такие как металлическая или порошковая проволока, которые могут проваривать загрязнители.![]()
Определенные действия перед сваркой могут повысить производительность в одних приложениях, но снизить ее в других. Выпуклость, например, помогает компенсировать искажения в больших деталях, добавляя изгиб или кривую в прямую часть. Последующая сварка искажает изогнутую часть до ее предполагаемой прямолинейности. Это помогает свести к минимуму количество брака и переделок, вызванных деформацией, так что больше деталей может пройти через сварочную ячейку. Однако операция по изгибу требует времени. Если возможно, пересмотрите процесс сварки или конструкцию детали, чтобы уменьшить или устранить сам источник деформации.
4. Увеличить время горения дуги
Оптимизация параметров сварки — одна из самых важных задач, которые необходимо выполнить в сварочной ячейке, и ее часто упускают из виду.
Неоптимальные параметры сварки могут помешать сварщикам или машинам выполнять сварку настолько быстро, насколько это возможно. Оптимальные параметры увеличивают скорость наплавки, что может повысить скорость перемещения и сократить количество проходов для завершения сварки.
Тем не менее, обратите внимание на выбранный вами процесс сварки. Некоторые из них имеют более высокую скорость наплавки, чем другие, например, дуговая сварка металлическим электродом в среде защитного газа (GMAW) по сравнению с FCAW.
Также обратите внимание на используемый присадочный материал. Некоторые из них обеспечивают более высокую скорость наплавки и более высокую скорость перемещения в рамках одного и того же процесса сварки, как в случае с проволокой с металлическим сердечником по сравнению со сплошной проволокой. В дополнение к увеличению скорости сварки проволока с металлическим сердечником обеспечивает широкую конусообразную дугу, которая перекрывает зазоры, чтобы снизить риск прожога или доработки детали из-за отсутствия сплавления боковой стенки.
Кроме того, примите меры для предотвращения избыточной сварки, которая не обеспечивает практического улучшения качества сварки за счет затрат рабочего времени и материалов.
Какой бы присадочный металл вы ни использовали, обратитесь к техническому паспорту продукта, подготовленному производителем присадочного металла. Они содержат ценную информацию, в том числе рекомендуемые значения силы тока, напряжения, скорости подачи проволоки и расстояния от контактного наконечника до рабочего места. Подтвердите, что ход сварки и скорость подачи проволоки оптимизированы и хорошо работают вместе, чтобы свести к минимуму переваривание и достичь оптимального контура валика.
Они содержат ценную информацию, в том числе рекомендуемые значения силы тока, напряжения, скорости подачи проволоки и расстояния от контактного наконечника до рабочего места. Подтвердите, что ход сварки и скорость подачи проволоки оптимизированы и хорошо работают вместе, чтобы свести к минимуму переваривание и достичь оптимального контура валика.
Попробуйте выбрать проволоку, которая образует меньше кремниевых островков (показано здесь), чтобы тратить меньше времени на их удаление после сварки.
5. Сведение к минимуму послесварочных и последующих операций
Анализ первопричины может помочь определить способы сведения к минимуму послесварочных работ и поддержания движения деталей. В отличие от исследования времени, которое рассматривает каждую задачу в операции сварки и подсчитывает, сколько времени требуется для их выполнения, анализ первопричин оценивает, почему возникает проблема.
Например, если пористые детали достигают области после сварки, что вызывает эту пористость? Это могут быть настройки сварки, плохое или нечастое техническое обслуживание сопла или утечки защитного газа. Выявление этих основных причин на раннем этапе снижает потребность в исправлениях на более поздних этапах операции.
Выявление этих основных причин на раннем этапе снижает потребность в исправлениях на более поздних этапах операции.
Убедитесь, что сварщики обучены выявлять и устранять дефекты сварки до того, как деталь покинет сварочную ячейку. Время и стоимость доработки растут в геометрической прогрессии по мере продвижения детали в операции. К тому времени, когда дефектная деталь достигнет зоны после сварки, для ее исправления потребуются дополнительные трудозатраты. Труд стоит денег. Вы также можете понести расходы на запасные части или дополнительные операции.
vПо возможности избегайте создания некрасивых сварных швов, которые требуют обработки контура валика (шлифовки/механической обработки), чтобы уменьшить концентраторы напряжения и сделать их эстетически привлекательными. Вместо этого внедрите параметры в ячейку сварки, которые с самого начала улучшат внешний вид сварки.
Также рассмотрите возможность использования состава для защиты от брызг или сварочного процесса с низким уровнем разбрызгивания и проволоки, чтобы исключить необходимость шлифовки брызг. Выберите проволоку, которая образует легко удаляемый шлак, не образует шлака и/или меньше (или не содержит) островков кремния; таким образом, вы потратите меньше времени на их удаление после сварки.
Выберите проволоку, которая образует легко удаляемый шлак, не образует шлака и/или меньше (или не содержит) островков кремния; таким образом, вы потратите меньше времени на их удаление после сварки.
Все вместе
Повышение производительности сварки — это коллективная работа. Все, от топ-менеджеров до рядовых операторов, включая сварщиков, должны инвестировать в усовершенствования. В некоторых случаях может потребоваться дополнительная подготовка сварщиков для изучения новых процессов или адаптации к нюансам нового присадочного металла. Несмотря ни на что, держите линии связи открытыми. Открытый обмен идеями может обеспечить успех.
Улучшение качества электроэнергии в приложениях для дуговой сварки
Проблемы с качеством электроэнергии для электродуговых сварщиков должны вызвать у вас интерес. Они могут снизить производительность, снизить качество продукции, повысить утомляемость рабочих. Как эти вещи влияют на вашу прибыль? Электродуговые сварочные аппараты, такие как те, которые используются на тяжелых производственных предприятиях или используемые при обычном ремонте заводов, безусловно, не являются другом для качества электроэнергии. У них есть несколько уникальных рабочих характеристик, которые, если их не принять должным образом, могут снизить производительность и качество продукции и повысить утомляемость рабочих.0081 все это может умалить вашу прибыль.
У них есть несколько уникальных рабочих характеристик, которые, если их не принять должным образом, могут снизить производительность и качество продукции и повысить утомляемость рабочих.0081 все это может умалить вашу прибыль.
Подрядчики-электрики и руководители предприятий, работающие в таких условиях, должны знать об этих потенциальных проблемах и о том, как их выявить в производственном процессе. Если вы сделаете это на раннем этапе, в долгосрочной перспективе вы сэкономите значительное количество времени и денег.
Одной из основных проблем, связанных с процессом дуговой сварки, является внезапный пусковой ток. Сварочные аппараты для дуговой сварки потребляют высокие уровни пускового тока во время рабочего цикла, который часто длится всего несколько секунд. Эти высокие межцикловые токи вызывают насыщение потока (тока намагничивания) вышестоящего трансформатора. Насыщение потока приводит к резкому падению выходного напряжения трансформатора, что приводит к выходу из строя или плохой работе нагрузки. Скажем иначе: производительность потеряна.
Скажем иначе: производительность потеряна.
Кроме того, когда выходное напряжение трансформатора падает, источник видит это падение и пытается обеспечить ток, необходимый для поддержания напряжения неисправного трансформатора, тем самым создавая дополнительную составляющую скачка тока в электрической системе. Этот скачок тока усиливает падение напряжения источника на прерывистой основе. Если циклическое изменение напряжения повторяется, это может выглядеть как мерцание света. Было доказано, что мерцание освещения увеличивает утомляемость рабочего.
Во-вторых, прерывистая работа в течение коротких промежутков времени. Когда сварной шов зажигается впервые, сварщику требуется практически бесконечный ток в течение нескольких циклов. В течение этого периода электрическая система, обеспечивающая питание, не может обеспечить весь требуемый ток. Результат – провал напряжения на сварочном аппарате и некачественный сварной шов. На автоматизированном производственном предприятии несколько сварочных аппаратов подключены к электрической системе, питаемой от одной энергосистемы. Одновременная работа нескольких сварочных аппаратов усугубляет проблему просадки напряжения, и количество некачественных сварных швов значительно увеличивается.
Одновременная работа нескольких сварочных аппаратов усугубляет проблему просадки напряжения, и количество некачественных сварных швов значительно увеличивается.
Наконец, существует изменчивость дуги от цикла к циклу. Особенно непредсказуем первый удар сварщика. Это приводит к трудно определяемым гармоническим спектрам. Когда сварной шов начинает течь, спектры гармоник становятся более предсказуемыми с меньшей амплитудой пикового тока. Однако гармонический ток все еще не может быть предсказан. Эта непредсказуемость, в дополнение к очень высоким межцикловым пиковым токам при первом разряде, чрезвычайно затрудняет выбор метода подавления гармоник. Если гармоники не подавляются, они могут вызвать избыточное тепло в сети, что может привести к множеству проблем, приводящих к простоям и дальнейшему снижению производительности.
Решения этих проблем
К счастью, существуют решения, которые могут быть реализованы через систему распределения электроэнергии для решения этих проблем с качеством электроэнергии. Давайте сравним пару:
Давайте сравним пару:
Статическая компенсация реактивной мощности. . .
Одним из используемых методов смягчения последствий является статический компенсатор реактивной мощности. В этом устройстве используются фиксированные батареи конденсаторов коэффициента мощности, управляемые тиристорами, которые могут быстро включать и выключать их. Во многих случаях также используются катушки индуктивности с тиристорным управлением для предотвращения резонанса системы. Статические компенсаторы реактивной мощности поддерживают уровни напряжения, уменьшают колебания напряжения, улучшают коэффициент мощности, корректируют фазовый дисбаланс и повышают стабильность системы.
С другой стороны, статические компенсаторы реактивной мощности обычно применяются перед системным трансформатором, что не позволяет решить проблему нагрузки и, следовательно, не улучшает качество продукции. Кроме того, они относительно медленны по сравнению со сваркой и, следовательно, не очень эффективны.
Динамическая компенсация реактивной мощности. . .
Альтернативой статическому компенсатору реактивной мощности является динамический компенсатор реактивной мощности, который предназначен для подачи тока в соответствии с текущими требованиями нагрузки для снижения нагрузки на вышестоящую электрическую систему. Системный трансформатор не испытывает большой потребности в пусковом токе и не испытывает насыщения потока. Поэтому напряжение остается стабильным на нагрузке и в вышестоящей электрической системе. Все основные проблемы, такие как мерцание, устранены.
В некоторых усовершенствованных динамических компенсаторах реактивной мощности для сверхбыстрого отклика используется аналоговый алгоритм управления током. Это позволяет использовать функцию мгновенного включения для подачи тока во время быстрых переходов нагрузки, например, при первом включении дуговой сварки. Не имеет значения, является ли это большой гармоникой или изменением реактивной нагрузки.