Сварка стали 45 полуавтоматом и покрытым электродом: технология, проверка соединений
К сварке деталей из различных сплавов нужно подходить индивидуально. Сталь 45 относится к группе ограниченно свариваемых (ГОСТ 29273-92), это значит, что в процессе работы с ней требуется соблюдать особые правила. Нарушение технологии может привести к образованию трещин в зоне сварки и последующему разрушению конструкции.
Содержание
- 1 Описание стали 45
- 2 Технология сварки
- 3 Сварка стали 45. Практика
- 4 Проверка сварных соединений
- 5 Исправление дефектов
- 6 Как получить надежное соединение. Сварка с другими металлами
Описание стали 45
Конструкционная сталь 45 применяется в промышленности: станкостроении, на производстве автомобилей и прочей техники, инструментов. Отличается хорошими характеристиками: высокой ударной прочностью, пластичностью, устойчивостью к различным нагрузкам – статическим и динамическим. Стандарт проката: ГОСТ 1050-88. Группа свариваемости: третья. Применяемые сплавы-заменители: 40Х, 50, 50Г2. Отличается также следующими характеристиками:
Группа свариваемости: третья. Применяемые сплавы-заменители: 40Х, 50, 50Г2. Отличается также следующими характеристиками:
- плотность – 4850 кг/куб. м;
- ударная вязкость – 66 кДж/ кв. м;
- твердость до термической обработки – 20-22 ед. по Роквеллу.
Число 45 указывает на повышенное содержание углерода в сплаве – 0,45%. Это осложняет процесс сварки деталей: может приводить к появлению горячих (во время нагрева) и холодных (после остывания) трещин.
Допустимое содержание элементов:
- C (углерод): 0,42-0,500%;
- Si (кремний): 0,17-0,37%;
- Mn (марганец): 0,50-0,80%.
Импортные аналоги:
- США – 1045;
- Япония – S45C, SWRCh55K;
- Европа – 1.1191, 2C45, C45, C45E, C45EC, C46.
Чаще всего поставляется в виде листов или полос разной толщины. Рекомендуется разрезать при помощи плазменной резки, что позволит избежать перегрева кромок, или механическими способами.
Рекомендуется разрезать при помощи плазменной резки, что позволит избежать перегрева кромок, или механическими способами.
Технология сварки
До проведения работ необходимо прогреть детали до 150-200 градусов по Цельсию. После этого выполняются сварочные работы. Затем готовое изделие должно медленно остывать. Такой способ уменьшает вероятность образования трещин.
Сварочные работы производятся с применением покрытых электродов Есаб ОК 68.81, УОНИ 13/55, Lb-52U, при помощи полуавтоматической сварки в углекислом газе проволокой ESAB OK Autrod 312 и ESAB OK Autrod 16.95 или в среде аргона.
По окончании работы рекомендуется поместить деталь в печь и прогревать при температуре 400-450 градусов по Цельсию (процесс нормализации) около 1 часа.
После полного остывания изделия необходимо выполнить испытания в зависимости от назначения конструкции: на разрыв, кручение, ударные нагрузки или изгиб. Если создаются ответственные металлоконструкции, то для проверки рекомендуется обращаться в специализированные организации, которые проводят тесты готовых соединений.
Ручная дуговая сварка осуществляется в соответствии с ГОСТ 5264-80, где указаны типы применяемых соединений и конструктивные элементы с информацией об их размерах.
Сварка стали 45. Практика
Если работы проводятся вне оборудованных цехов, то обеспечить неукоснительное соблюдение технологии сложно. В этом случае можно использовать следующий метод:
- Подготовка деталей к сварке: зачистка, формирование кромок под сварочные швы.
- Прогрев деталей при помощи газового (пропанового, ацетиленового) резака или горелки. Для определения температуры следует использовать инфракрасный пирометр, также применяют термокарандаши, которые начинают плавиться при достижении определенных значений.

- Сварка производится максимально быстро, если необходимо, то в процессе можно дополнительно подогревать детали.
- По окончании работ изделие требуется поместить в емкость с песком, чтобы процесс остывания происходил как можно медленнее.
- Если деталь слишком крупная и ее невозможно убрать в песок, то можно подогревать зону сварки резаком или горелкой, постепенно уменьшая температуру.

В ряде случаев допускается использовать «холодный» метод сварки. Для этого рекомендуется использовать полуавтомат или аргон, так как зона нагрева в этом случае будет меньше, чем при применении покрытых электродов.
Сварка производится так:
- элементы изделия собираются на небольшие прихватки – 5-7 мм с шагом около 150 мм;
- обваривать конструкцию следует небольшими швами, важно не давать металлу сильно нагреваться;
- по возможности следует класть швы вразнобой с разных сторон изделия.
Важно: такой метод нельзя использовать при сварке ответственных конструкций.
При использовании холодного способа требуется провести тщательный визуальный осмотр швов и проверку прочности соединений, поскольку вероятность появления трещин высока.
Проверка сварных соединений
На производстве используют эффективные методы контроля: просвечивание швов рентгеном или ультразвуком. Это позволяет обнаружить большинство дефектов: непровары, трещины, свищи.
Если есть возможность, то варят тестовые образцы из стали 45, разрезают швы болгаркой и осматривают их визуально. Внутри не должно быть:
- пор – мелких пузырьков, которые значительно ухудшают свойства шва. Допускается наличие незначительного количества пор;
- трещин – в процессе эксплуатации конструкции они могут увеличится и вызвать разрушение соединения;
- свищей – также влияют на прочность шва.
 Допускается наличие незначительного количества пор;
Допускается наличие незначительного количества пор;В случае когда изделие предназначено для работы под нагрузками, рекомендуется проверять соединения механическими способами. Для этого деталь подвергают нагрузкам. Например, если шов должен выдерживать нагрузку 10 тонн, следует проводить проверку с весом на 30% больше – 13 тонн.
Исправление дефектов
После сварки требуется удалить шлаковую корку (если использовались покрытые электроды), обработать деталь металлической щеткой, чтобы соединение было хорошо видно. Ряд проблем можно выявить при осмотре сварных швов, появление внутренних «холодных» трещин часто определяется на слух: громкие щелчки говорят о том, что внутри появились дефекты.
При выявлении трещин и других изъянов требуется полностью вырезать проблемные участки и положить новые швы.
 Заваривать их без разделки не допускается. Рекомендуется предварительно прогревать зону сварки, после работы деталь должна медленно остыть.
Заваривать их без разделки не допускается. Рекомендуется предварительно прогревать зону сварки, после работы деталь должна медленно остыть.Справка: наплывы металла в зоне сварки также считаются дефектами, удаляются при помощи болгарки с зачистным кругом.
Как получить надежное соединение. Сварка с другими металлами
Поскольку сталь 45 при сварке подвержена появлению трещин, рекомендуется либо проводить тщательную проверку швов, либо дублировать соединения при помощи болтов, шпилек или заклепок.
Если изделие предполагается сваривать с иными сплавами, то рекомендуется создать образец. После анализа результата можно разработать оптимальную технологию.
Сварка стали 45 полуавтоматом и покрытым электродом: технология, проверка соединений
Описание стали 45
Конструкционная сталь 45 применяется в промышленности: станкостроении, на производстве автомобилей и прочей техники, инструментов. Отличается хорошими характеристиками: высокой ударной прочностью, пластичностью, устойчивостью к различным нагрузкам – статическим и динамическим. Стандарт проката: ГОСТ 1050-88. Группа свариваемости: третья. Применяемые сплавы-заменители: 40Х, 50, 50Г2. Отличается также следующими характеристиками:
Стандарт проката: ГОСТ 1050-88. Группа свариваемости: третья. Применяемые сплавы-заменители: 40Х, 50, 50Г2. Отличается также следующими характеристиками:
- плотность – 4850 кг/куб. м;
- ударная вязкость – 66 кДж/ кв. м;
- твердость до термической обработки – 20-22 ед. по Роквеллу.
Число 45 указывает на повышенное содержание углерода в сплаве – 0,45%. Это осложняет процесс сварки деталей: может приводить к появлению горячих (во время нагрева) и холодных (после остывания) трещин.
Допустимое содержание элементов:
- C (углерод): 0,42-0,500%;
- Si (кремний): 0,17-0,37%;
- Mn (марганец): 0,50-0,80%.
Импортные аналоги:
- США – 1045;
- Япония – S45C, SWRCh55K;
- Европа – 1.1191, 2C45, C45, C45E, C45EC, C46.
Чаще всего поставляется в виде листов или полос разной толщины. Рекомендуется разрезать при помощи плазменной резки, что позволит избежать перегрева кромок, или механическими способами.
Рекомендуется разрезать при помощи плазменной резки, что позволит избежать перегрева кромок, или механическими способами.
Химический состав стали 45
Во много эксплуатационные и другие качества определяются химическим составом. Это связано с тем, что некоторые элементы способны существенно повысить прочность, другие увеличивают хрупкость. Химический состав стали 45 характеризуется присутствием следующих элементов:
- Основные химические элементы Ст 45 представлены железом и углеродом. От концентрации второго элемента во многом зависит то, насколько прочным и твердым получается изделие. Установленные стандарты определяют то, что концентрация углерода должна составлять от 0,42 до 0,5%. При этом в составе металла около 97%.
- В состав включается относительно небольшое количество легирующих элементов. Основными можно назвать магний и кремний. Их показатель концентрации составляет более 0,1%.
- Концентрация других элементов выдерживается в определенном диапазоне. К примеру, ГОСТ определяет небольшое количество серы и фосфора, так как эти элементы приводят к ухудшению эксплуатационных качеств.
 От концентрации второго элемента во многом зависит то, насколько прочным и твердым получается изделие. Установленные стандарты определяют то, что концентрация углерода должна составлять от 0,42 до 0,5%. При этом в составе металла около 97%.
От концентрации второго элемента во многом зависит то, насколько прочным и твердым получается изделие. Установленные стандарты определяют то, что концентрация углерода должна составлять от 0,42 до 0,5%. При этом в составе металла около 97%.Трубы Ст45
Содержание углерода, как и многих других элементов, выдерживается в определенном диапазоне. Этот элемент во многом определяет основные характеристики получаемых изделий, слишком высокая концентрация может привести к твердости поверхности и хрупкости структуры.
 youtube.com/embed/3isaZUujg3M?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/3isaZUujg3M?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Технология сварки
До проведения работ необходимо прогреть детали до 150-200 градусов по Цельсию. После этого выполняются сварочные работы. Затем готовое изделие должно медленно остывать. Такой способ уменьшает вероятность образования трещин.
Сварочные работы производятся с применением покрытых электродов Есаб ОК 68.81, УОНИ 13/55, Lb-52U, при помощи полуавтоматической сварки в углекислом газе проволокой ESAB OK Autrod 312 и ESAB OK Autrod 16.95 или в среде аргона.
По окончании работы рекомендуется поместить деталь в печь и прогревать при температуре 400-450 градусов по Цельсию (процесс нормализации) около 1 часа.
После полного остывания изделия необходимо выполнить испытания в зависимости от назначения конструкции: на разрыв, кручение, ударные нагрузки или изгиб. Если создаются ответственные металлоконструкции, то для проверки рекомендуется обращаться в специализированные организации, которые проводят тесты готовых соединений.
Если создаются ответственные металлоконструкции, то для проверки рекомендуется обращаться в специализированные организации, которые проводят тесты готовых соединений.
Ручная дуговая сварка осуществляется в соответствии с ГОСТ 5264-80, где указаны типы применяемых соединений и конструктивные элементы с информацией об их размерах.
Какие же стержни понадобятся для монтажа водопровода
Монтаж водопроводных труб одна из наиболее часто встречающихся видов работы. Соединение труб стали лучше подбирать электроды диаметром 2-3мм, марок МН-5, МНЖ 5, НЖ 13, МНЧ-2.
Соединение труб стали лучше подбирать электроды диаметром 2-3мм, марок МН-5, МНЖ 5, НЖ 13, МНЧ-2.
Когда нужно сделать вертикальный шов рекомендуем электроды МНЧ-2. Для работы в холодном и горячем режимах — ЦЧ-4. При подборе электродов следите за покрытием, для водопроводных труб оно должно быть толстым.
Приобретайте стержни с обмазкой, они помогут защитить от избыточного влияния кислорода.
Не игнорируйте изучение инструкции, там можно получить массу полезной информации. Перед покупкой можно проконсультироваться с продавцом не только о наличии товара, а и об их назначении.
Для работ с водопроводными трубами также могут подойти: УОНИ, ОЗС, АНО, KOBELKO, ESAB, а также уральского и Каменского производителя.
Сварка стали 45. Практика
Если работы проводятся вне оборудованных цехов, то обеспечить неукоснительное соблюдение технологии сложно. В этом случае можно использовать следующий метод:
- Подготовка деталей к сварке: зачистка, формирование кромок под сварочные швы.
- Прогрев деталей при помощи газового (пропанового, ацетиленового) резака или горелки. Для определения температуры следует использовать инфракрасный пирометр, также применяют термокарандаши, которые начинают плавиться при достижении определенных значений.
- Сварка производится максимально быстро, если необходимо, то в процессе можно дополнительно подогревать детали.
- По окончании работ изделие требуется поместить в емкость с песком, чтобы процесс остывания происходил как можно медленнее.
- Если деталь слишком крупная и ее невозможно убрать в песок, то можно подогревать зону сварки резаком или горелкой, постепенно уменьшая температуру.

В ряде случаев допускается использовать «холодный» метод сварки. Для этого рекомендуется использовать полуавтомат или аргон, так как зона нагрева в этом случае будет меньше, чем при применении покрытых электродов.
Сварка производится так:
- элементы изделия собираются на небольшие прихватки – 5-7 мм с шагом около 150 мм;
- обваривать конструкцию следует небольшими швами, важно не давать металлу сильно нагреваться;
- по возможности следует класть швы вразнобой с разных сторон изделия.

Важно: такой метод нельзя использовать при сварке ответственных конструкций.
При использовании холодного способа требуется провести тщательный визуальный осмотр швов и проверку прочности соединений, поскольку вероятность появления трещин высока.
Свойства материала
Механические свойства стали 45 определяют широкое распространение этого металла. Концентрация углерода составляет 0,45%, другие примеси крайне незначительны. Это во многом определяет следующие характеристики:
- Плотность стали 45 или удельный вес составляет 7826 кг/м3. За счет этого обеспечивается невысокий показатель веса получаемых изделий, однако легкими их не назовешь. Плотность может несущественно отличаться в зависимости от химического состава.
- К отпускной хрупкости структура не склонна. Сталь 45, характеристики которой можно назвать универсальным предложением, очень часто подвергается закалке, за счет которой существенно повышается твердость поверхности.
- Очень часто проводится поставка заготовок после термической обработки. Она существенно повышает твердость поверхности. Этот момент также определяет то, что твердость стали 45 в состоянии поставки может варьировать в достаточно большом диапазоне. Как правило, твердость выдерживается на уровне 10-1 HB, который соответствует 170 МПа.
- Сталь марки 45 относится к трудносвариваемым металлам, что определяет сложности при проведении сварочных работ. Именно поэтому структура изначально подогревается и лишь только после этого проводится соединение элементов. Прокаливаемость стали 45 также находится на достаточно низком уровне, за счет чего усложняется процесс обработки резанием. Сварка может применяться при применении различного сварочного оборудования. Применение соответствующих электродов позволяет существенно упростить процесс сваривания. Резание сварочным аппаратом также существенно осложняется.
- Довольно часто проводится ковка. Она проводится при температуре 1250 градусов Цельсия, в конце показатель составляет 700 градусов Цельсия.
- Предел прочности и модуль упругости могут варьировать в достаточно большом диапазоне. Все зависит от того, какова температура нагрева поверхности. Предел текучести стали определяет то, насколько она проста при литье различных заготовок.

Свойства сплава Ст 45
В целом можно сказать, что металл подходит для применения при изготовлении различных изделий. В большинстве случаев проводится термическая обработка, которая позволяет существенно увеличить эксплуатационные характеристики. Стоит учитывать, что только при выдерживании температурного режима можно обеспечить условия для правильного перестроения кристаллической решетки.
Скачать ГОСТ 1050-2013
Проверка сварных соединений
На производстве используют эффективные методы контроля: просвечивание швов рентгеном или ультразвуком. Это позволяет обнаружить большинство дефектов: непровары, трещины, свищи.
Если есть возможность, то варят тестовые образцы из стали 45, разрезают швы болгаркой и осматривают их визуально. Внутри не должно быть:
Внутри не должно быть:
- пор – мелких пузырьков, которые значительно ухудшают свойства шва. Допускается наличие незначительного количества пор;
- трещин – в процессе эксплуатации конструкции они могут увеличится и вызвать разрушение соединения;
- свищей – также влияют на прочность шва.
В случае когда изделие предназначено для работы под нагрузками, рекомендуется проверять соединения механическими способами. Для этого деталь подвергают нагрузкам. Например, если шов должен выдерживать нагрузку 10 тонн, следует проводить проверку с весом на 30% больше – 13 тонн.
Температура критических точек стали 45
Как ранее было отмечено, для улучшения эксплуатационных качеств металла проводится термическая обработка. Она предусматривает оказание определенного воздействия на структуру, после чего происходит перестроение кристаллической решетки и изменение качеств. Во много при проведении термической обработки учитываются критические точки. Обработка стали Ст 45 проводится с учетом следующих факторов:
Обработка стали Ст 45 проводится с учетом следующих факторов:
- Температурного режима. Важно выбирать правильную температуру, так как слишком низкая становится причиной неполного нагрева структуры и полное перестроение структуры не произойдет. Слишком высокий показатель становится причиной перегрева металла, а также появления окалины. Для обеспечения воздействия требуемой температуры могут применяться самые различные установки. Примером назовем доменные печи или электрические установки. Слишком высокие температуры плавления определяют то, что выполнить закалку рассматриваемой стали в домашних условиях довольно сложно.
- Скорости повышения температуры. Скорость нагрева также может определять то, какие именно качества будут передаваться обрабатываемому изделию. Современное оборудование позволяет с высокой точностью контролировать скорость нагрева. К примеру, ТВЧ имеют электронный блок управления, электрическая энергия преобразуется в магнитную, которая и становится причиной нагрева структуры.
- Продолжительности временного промежутка между воздействием различных температур. При термической обработке всех металлов учитывается присутствие трех критических точек, которые учитываются. Длительность выдержки может зависеть не только от химического состава материала, но и размеров, формы заготовки.
- Особенности прохождения процесса охлаждения. Во много качества получаемого изделия зависят от того, при каких условиях проходил процесс охлаждения. К примеру, есть возможность использовать масло или воду, а также различные порошки в качестве охлаждающей среды.

Довольно часто для изменения качеств металла применяется ТВЧ. Она характеризуется высокой эффективностью в применении, а также простотой в использовании. Сегодня встречаются модели, которые при желании можно установить в домашней мастерской.
Критическими точками принято считать температуры, при которых происходит перестроение структуры. Выделяют три основных температурных точек, которые отображаются на построенной диаграмме.

Уделяется внимание и выбору более подходящей среды охлаждения. К примеру, есть возможность провести охлаждение в воде. Однако подобная среда приводит к неравномерному охлаждению, что приводит к появлению окалины и других проблем. Для более высокого качества применяется масло. Крупногабаритные заготовки можно охлаждать на открытом воздухе, так как для снижения температуры требуется много времени.
Исправление дефектов
После сварки требуется удалить шлаковую корку (если использовались покрытые электроды), обработать деталь металлической щеткой, чтобы соединение было хорошо видно. Ряд проблем можно выявить при осмотре сварных швов, появление внутренних «холодных» трещин часто определяется на слух: громкие щелчки говорят о том, что внутри появились дефекты.
При выявлении трещин и других изъянов требуется полностью вырезать проблемные участки и положить новые швы. Заваривать их без разделки не допускается. Рекомендуется предварительно прогревать зону сварки, после работы деталь должна медленно остыть.

Справка: наплывы металла в зоне сварки также считаются дефектами, удаляются при помощи болгарки с зачистным кругом.
Свариваемость различных марок стали
Рассмотрим свариваемость самых распространенных марок стали.
Свариваемость стали 09г2с и Ст3
Стали Ст3 ГОСТ 380-94 и 09г2с ГОСТ 19281-89 относятся к группе 1, для их сварки не требуется нагрева. Сварной шов при соблюдении технологии не склонен к образованию трещин.
Свариваемость Сталей 10 и 20
Сталь 10 и сталь 20 ГОСТ 1050-88 относят к группе свариваемости 1. Детали, изготовленный из указанных марок стали хорошо свариваются без дополнительного подогрева.
Свариваемость Стали 45
Углеродистая сталь 45 ГОСТ 1050-88 относится к группе свариваемости 3. Для сварки эту сталь необходимо подогревать, а после сварки — подвергнуть термообработке.
Технология сварки стали 40Х электродами,полуавтоматом со сталью 20
Сталь 40х является конструкционным легированным металлом, который широко используется в промышленности. Технические характеристики и состав материала определяется по ГОСТ 453-71. Содержание углерода в ней должно быть, примерно, 0,4%, а хрома – 1%. Сварка стали 40Х является достаточно сложным процессом, так как материал относится к трудно свариваемым металлам. Для решения данной проблемы используют специальные технологии и методы.
Технические характеристики и состав материала определяется по ГОСТ 453-71. Содержание углерода в ней должно быть, примерно, 0,4%, а хрома – 1%. Сварка стали 40Х является достаточно сложным процессом, так как материал относится к трудно свариваемым металлам. Для решения данной проблемы используют специальные технологии и методы.
Сталь 40Х
Основная проблема заключается в том, что при сваривании получается большая вероятность появления трещин, раковин и прочих дефектов. Но характеристики самого металла являются весьма полезными при создании металлоконструкций, так что приходится подыскивать подходящие способы как варить сталь 40х.
Способы сварки стали 40Х
Самым качественным и распространенным способом сваривания этого сорта металла, является сварка стали 40х аргоном. Электродуговой аппарат обеспечивает достаточно высокое напряжение для плавления, а газ защищает от воздействия посторонних вещей, которые приводят к браку. В данном случае подбирается присадочный материал той же марки, что и заготовка. Также возможно варить газом с помощью ацетилена. Это более простой, но менее надежный метод. Он может не подойти для слишком толстых слоев листов, так что может потребоваться дополнительная подготовка металла под сварку. Наиболее простым способом, уступающим в надежности предыдущим, является обыкновенная ручная сварка специальными электродами.
Также возможно варить газом с помощью ацетилена. Это более простой, но менее надежный метод. Он может не подойти для слишком толстых слоев листов, так что может потребоваться дополнительная подготовка металла под сварку. Наиболее простым способом, уступающим в надежности предыдущим, является обыкновенная ручная сварка специальными электродами.
Выбор способа
Для домашнего применения, когда на изделие не будет возлагаться большая ответственность, применяют самый простой способ – дуговую сварку. Ведь это самый дешевый метод, который не требует особой подготовки. Для сварки стали 40х электроды требуются специально предназначенные для этого дела. В промышленности для ответственных объектов применяют электродуговую сварку с аргоном. Несмотря на высокую себестоимость, это один из самых надежных методов, который обеспечивает длительный срок службы конструкции. Чтобы сделать процесс более дешевым, можно использовать газовую сварку с помощью ацетилена. Результат будет очень схожим, а в плане создания потолочных и вертикальных швов еще и более удобным. Другие виды и способы сварки металла применяются достаточно редко.
Другие виды и способы сварки металла применяются достаточно редко.
Сварка стали 40Х аргоном
«Обратите внимание!
Вне зависимости от выбранного способа следует тщательно подготовить поверхность перед свариванием.»
Свариваемость стали 40Х и ее свойства
Металл плохо сваривается. Если сам процесс плавления и образования сварочной ванны происходит еще относительно нормально, так как здесь проявляется лишь повышенная вязкость, но весь ряд проблем, которые возникают на шве после окончания, зачастую приводят к его негодности для эксплуатации. Сварка стали 40хн отлично проявляет ее свойства к отпускной хрупкости. Во время самой сварки, а также после нее могут появляться трещины и прочие дефекты, в том числе и деформации. Это возникает из-за резких перепадов температуры, которые вызваны электрической дугой, что особенно заметно, когда происходит сварка тонкого металла электродом. Также это получается при образовании напряжений, которые получаются из-за недостаточного обеспечения защиты. Таким образом, дополнительные действия нужны как перед сваркой, так и после нее.
Таким образом, дополнительные действия нужны как перед сваркой, так и после нее.
Сварка стали 40Х
Выбор инструмента
Критерий при выборе материала сварочной проволоки или электрода — ровно один. Их металл должен максимально соответствовать составу того, который идет в заготовках. Следует только обращать внимание на толщину, чтобы она соответствовала толщине деталей, так как глубина приваривания должен быть максимальной из-за сложностей в податливости данной марки стали. Более важным параметром является защита. Сварка стали 40х полуавтоматом должна поддерживаться средой защитного газа, а при ручной – на электродах должно быть покрытие, рассчитанное на работу с этой маркой стали. Тут подойдут электроды марки Э85, у которых имеется пониженное содержание водорода в покрытии, а также которые стойки к образованию трещин при работе со сложными металлами.
Режимы
Чтобы повысить качество соединения, следует использовать уже проверенные параметры, которые рассчитаны для каждой толщины заготовки и соответствующего положения шва. Это существенно облегчит процесс работы.
Это существенно облегчит процесс работы.
| Диаметр электрода, мм | Пространственное положение сварочного шва | ||
| нижнее | вертикальное | потолочное | |
| 3 | 90…120 | 80…100 | 80…100 |
| 4 | 140…170 | 130…150 | 130…150 |
| 5 | 180…220 | 150…180 | |
Технология сварки стали 40х
Первым делом происходит подготовка металла, которая включает в себя зачистку и обезжиривание. Затем следует зафиксировать все детали и можно приступать к подогреву. Это помогает избежать температурной деформации. Подогрев стоит осуществлять до тех пор, пока поверхность не изменит цвет. После этого можно приступать к свариванию. Металл будет тягучим, так что движения может понадобиться совершать с усилием, чтобы обеспечить тщательное перемешивание деталей. Здесь требуется опыт работы с этим материалом. Шов можно наносить беспрерывно.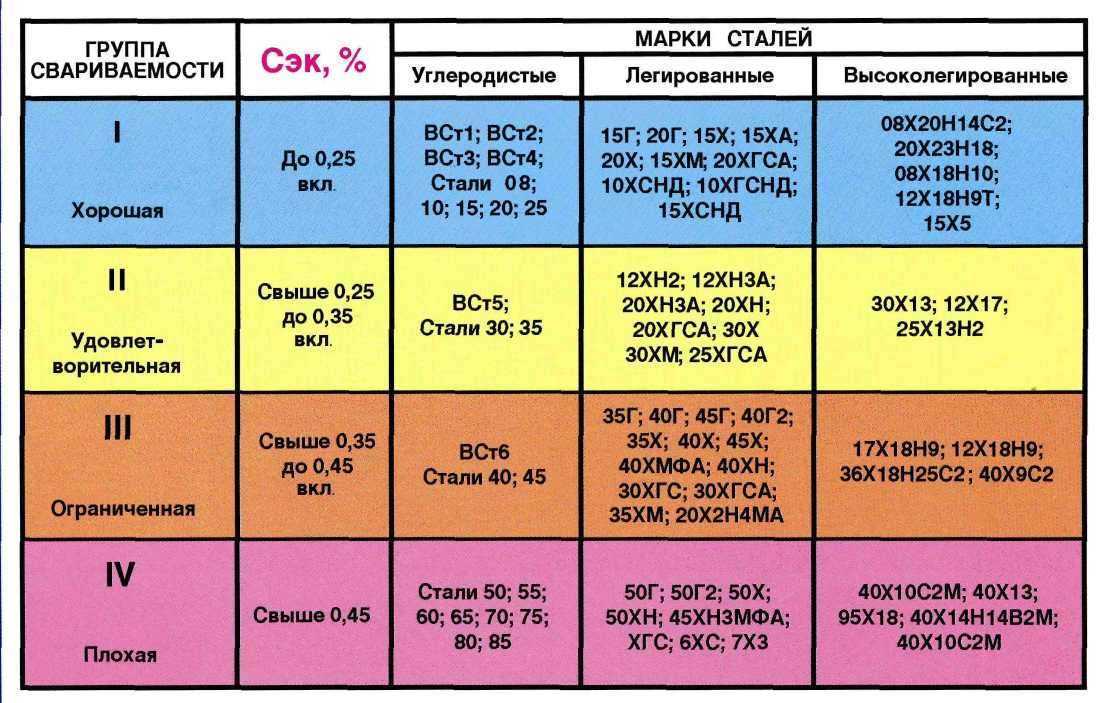 По окончании процесса стоит прогревать это место с помощью газовой горелки в течение нескольких минут, чтобы не образовалось напряжений и весь водород испарился. Температура подогрева должна составлять от 300 до 500 градусов Цельсия.
По окончании процесса стоит прогревать это место с помощью газовой горелки в течение нескольких минут, чтобы не образовалось напряжений и весь водород испарился. Температура подогрева должна составлять от 300 до 500 градусов Цельсия.
Прокат стали 40Х
«Обратите внимание!
Для подогрева желательно использовать тот же газ, что и для сварки.»
Контроль качества шва
Контроль качества сварного соединения регулируется по ГОСТ 3242-69. Контроль наружных дефектов проводится при помощи внешнего осмотра металла. Для определения внутренних дефектов могут применять рентгеноскопию, которая покажет наличие раковин и трещин, если они есть. Также применяется магнитографический метод и ультразвуковой анализ.
«Обратите внимание!
Вследствие напряжений трещины могут появляться не сразу, а через некоторое время, так что такие методы контроля должны проводиться на следующие сутки.»
svarkaipayka.ru
Разработки электродов для разнородных сталей
Для изготовления соединений, работающих при температурах свыше 350°С, специалистами Института электросварки им. Е.О.Патона разработана линейка специальных электродов: АНЖР-3 предназначены для температуры 350-450°С, АНЖР-2 – 450-550°С и АНЖР-1 – выше 550°С. Данные сварочные материалы гарантируют оптимальное содержание никеля в сварном шве и предотвращают появление неоднородности. Кроме этого, они обладают высокими механическими характеристиками и стабильным химическим составом. Также, при проведении сварки этими электродами не нужно предварительно прогревать свариваемые изделия, а после подвергать их термообработке.
Е.О.Патона разработана линейка специальных электродов: АНЖР-3 предназначены для температуры 350-450°С, АНЖР-2 – 450-550°С и АНЖР-1 – выше 550°С. Данные сварочные материалы гарантируют оптимальное содержание никеля в сварном шве и предотвращают появление неоднородности. Кроме этого, они обладают высокими механическими характеристиками и стабильным химическим составом. Также, при проведении сварки этими электродами не нужно предварительно прогревать свариваемые изделия, а после подвергать их термообработке.
Разнородными сталями и сплавами считаются материалы, резко отличающиеся физико-механическими свойствами, химическим составом и свариваемостью. По признаку разнородности стали условно можно разделить на 4 группы:
- углеродистые и легированные,
- легированные повышенной и высокой прочности,
- теплоустойчивые,
- высоколегированные.
Почему для сварки разнородных сталей подойдут не любые электроды?
Когда свариваются неоднородные металлы (сплавы), слияние разнородных структур может вызнать определенные дефекты сварных соединений:
- трещины в металле самого сварного шва;
- появление участков со структурной неоднородностью в зонах оплавления;
- ввиду значительно разных коэффициентов расширения свариваемых металлов, рост чрезмерных остаточных напряжений.

Большинство электродов, используемых при сварке разнородных сталей и сплавов, относятся к электродам, предназначенным для сварки высоколегированных сталей и легированных сталей повышенной и высокой прочности, которые дают шов с однородной высокопластичной структурой металла.
Видео
Посмотрите ролик о марке электродов Zeller 655, данная разработка компании впечатляет своими возможностями.
Специфика сварки разнородных сталей
Сварные соединения разнородных сталей имеют собственные специфические особенности. Во время проведения работ с данными материалами главной проблемой становится предотвращение образования структурной неоднородности, которая может привести к преждевременному разрушению всей конструкции.
Для предупреждения неоднородности аустенитный металл, свариваемый с неаустенитным, должен быть насыщен никелем. Однако никель обладает несколькими недостатками: дороговизна и дефицитность данного металла. Кроме этого, никель способствует появлению горячих трещин. Поэтому при соединении сталей, эксплуатирующихся при высоких температурах, нужно параллельно увеличивать и уменьшать количество никеля.
Поэтому при соединении сталей, эксплуатирующихся при высоких температурах, нужно параллельно увеличивать и уменьшать количество никеля.
С одной стороны, учитывая возможность предотвратить неоднородность, а с другой стороны – следует помнить о негативном воздействии никеля на соединение. Данные выводы означают, что для наплавленного металла подобного типа должно существовать “идеальное” содержание никеля. Определяется оно факторами, которые оказывают наибольшее влияние на образование неоднородности в рабочей зоне.
Сталь 45
На производственные линии поставляется просто огромное количество различных сталей, которые характеризуются своими определенными свойствами. Примером можно назвать материал сталь 45, который получил широкое распространение. Эта сталь характеризуется определенными эксплуатационными качествами, которые стоит рассматривать. ГОСТ на сталь 45 определяет концентрацию всех химических веществ. Марка характеризуется относительно невысокой стоимостью, а расшифровка марки стали определяет широкое ее распространение. Рассмотрим особенности данного предложения подробнее.
Рассмотрим особенности данного предложения подробнее.
Сварка разнородных сталей
В современных условиях специальное машиностроение развивается во многих направлениях. Однако основным является снижение затрачиваемого на изготовление аппаратуры металла с параллельным повышением мощности данного оснащения. Данное назначение требует активного применения легированных сталей и сплавов.
Из материалов подобного рода производятся не все изделия, а только ответственные участки, на которые воздействуют высокие температуры и давление, а также коррозионные среды. Целесообразнее всего для соединения в одной конструкции деталей из разнородных сталей использовать сварку. Сварное соединение положительно сказывается на нескольких моментах:
- наиболее рациональное применение материалов в изделии;
- существенное уменьшение стоимости данного изделия из-за использования легированных сталей;
- повышение технологичности конструкции.

Подобные сварные детали успешно применяются в нескольких отраслях машиностроения: энергетическое, химическое и нефтяное.
Свариваемость сталей | Мир сварки
| ГОСТ | Марки стали | Заменитель | Свариваемость |
|---|---|---|---|
| 380-94 | Ст0 | Сваривается без ограничений | |
| Ст2кп Ст2пс Ст2сп | Ст2сп Ст2пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст3кп | Ст3пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст3пс Ст3сп | Ст3сп Ст3пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст3Гпс | Ст3пс Сталь 18Гпс | Сваривается без ограничений. | |
| Ст4кп | |||
| Ст4пс | Ст4сп | Сваривается ограниченно | |
| Ст5пс Ст5сп | Ст6сп Ст4сп | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| Ст6пс | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | ||
| Ст6сп | Ст5сп | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| 801-78 | ШХ15 | Стали: ШХ9, ШХ12, ШХ15СГ | Способ сварки КТС |
| ШХ15СГ | Стали: ХВГ, ШХ15, 9ХС, ХВСГ | Способ сварки КТС | |
| ШХ4 | Способ сварки КТС | ||
| 1050-88 | 08 | Сталь 10 | Сваривается без ограничений, кроме деталей после химико-термической обработки |
| 08кп 08пс | Сталь 08 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 10 | Стали: 08, 15, 08кп | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 10кп 10пс | Стали: 08кп, 15кп, 10 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 15 | Стали: 10, 20 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 15кп 15пс | Стали: 10кп, 20кп | Сваривается без ограничений | |
| 18кп | Сваривается без ограничений | ||
| 20 | Сталь: 15, 20 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 20кп | Сталь: 15кп | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 25 | Сталь: 20, 30 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 30 | Стали: 25, 35 | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка Рекомендуется подогрев и последующая термообработка | |
| 35 | Стали: 30, 40, 35Г | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| 40 | Стали: 35, 45, 40Г | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| 45 | Стали: 40Х, 50, 50Г2 | Трудносвариваемая. Необходим подогрев и последующая термообработка | |
| 50 | Стали: 45, 50Г, 50Г2, 55 | Трудносвариваемая. Необходим подогрев и последующая термообработка | |
| 55 | Стали: 50, 60, 50Г | Не применяется для сварных конструкций | |
| 58 (55пп) | Стали: 30ХГТ, 20ХГНТР, 20ХН2М, 12ХНЗА, 18ХГТ | Не применяется для сварных конструкций | |
| 1414-75 | А20 | Сталь А12 | Не применяется для сварных конструкций |
| А30 А40Г | Сталь: А40Г | Не применяется для сварных конструкций | |
| 1435-90 | У7, У7А | Сталь: У8 | Не применяется для сварных конструкций |
| У8, У8А | Сталь: У7, У7А У10, У10А | Не применяется для сварных конструкций | |
| У9, У9А | Стали: У7, У7А, У8, У8А | Не применяется для сварных конструкций | |
| У10, У10А | Стали: У10, У10А | Не применяется для сварных конструкций | |
| 4543-71 | 15Х | Сталь: 20Х | Сваривается без ограничений, кроме деталей после химико-термической обработки |
| 20Х | Сталь: 15Х, 20ХН, 18ХГТ | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 30Х | Сталь: 35Х | Ограниченно сваривается | |
| 35Х | Сталь: 40Х | Ограниченно сваривается | |
| 38ХА | Сталь: 40Х, 35Х | Трудно-свариваемая | |
| 40Х | Сталь: 45Х, 35ХА, 40ХС | Трудно-свариваемая, необходим подогрев и последующая термообработка | |
| 45Х | Сталь: 40Х, 45Х, 50ХН | Трудно-свариваемая, необходим подогрев и последующая термообработка | |
| 50Х | Сталь: 40Х, 45Х, 50ХН | Трудно-свариваемая, необходим подогрев и последующая термообработка | |
| 15Г 20Г | Сталь: 20Г, 20, 30Г | Хорошо свариваемая | |
| 30Г | Сталь: 35, 40Г | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка Рекомендуется подогрев и последующая термообработка | |
| 35Г | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | ||
| 40Г | Стали: 45, 40Х | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 45Г | Стали: 40Г, 50Г | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка. | |
| 50Г | Стали: 40Г, 50 | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка. | |
| 10Г2 | Сталь: 09Г2 | Сваривается без ограничений. | |
| 35Г2 | Сталь: 40Х | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
| 40Г2 | Сталь: 45Г2, 60Г | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
| 45Г2 | Сталь: 50Г2 | Трудно-свариваемая. Требуется подогрев и последующая термообработка. Требуется подогрев и последующая термообработка. | |
| 50Г2 | Сталь: 45Г2, 60Г | Не применяется для сварных конструкций | |
| 47ГТ | Сталь: 40ХГРТ | Не применяется для сварных конструкций | |
| 18ХГТ 25 | Сталь: 30ХГТ, 25ХГТ, 12ХН3А, 12Х2Н4А, 20ХН2М, 20ХГР | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 20ХГР | Сталь: 20ХН3А, 20ХН24, 18Х1Т, 12ХН2, 12ХН3А | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 25Х1Т | Сталь: 18ХГТ, 30ХГТ, 25ХГМ | Требуется последующая термообработка | |
| 30ХГТ | Сталь: 18ХГТ, 20ХН2М, 25ХГТ, 12Х2Н4А | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 33ХС | Трудно-свариваемая | ||
| 38ХС 40ХС | Сталь: 40ХС, 38ХС, 35ХГТ | Трудно-свариваемая | |
| 15ХФ | Сталь: 20ХФ | Сваривается без ограничений (способ КТС) | |
| 40ХФА | Сталь: 40Х, 65Г, 50ХФА, 30Х3МФ | Трудно-свариваемая. Требуется подогрев и последующая термообработка. Требуется подогрев и последующая термообработка. | |
| 15ХМ | |||
| 30ХМ 30ХМА | Сталь: 35ХМ, 35ХРА | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 35ХМ | Сталь: 40Х, 40ХН, 30ХН, 35ХГСА | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 38ХН | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | ||
| 20ХН | Сталь: 15ХГ, 20ХНР, 18ХГТ | Ограниченно свариваемая | |
| 40ХН | Сталь: 45ХН, 50ХН, 38ХГН, 40Х, 35ХГФ, 40ХНР, 40ХНМ, 30ХГВТ | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 45ХН | Сталь: 40ХН | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 50ХН | Сталь: 40ХН, 60ХГ | Не применяется для сварных конструкций | |
| 20ХНР | Сталь: 20ХН | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. Требуется подогрев и последующая термообработка. | |
| 12ХН2 | Сталь: 20хнр, 20ХГНР, 12ХН3А, 18ХГТ, 20ХГР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 12ХН3А | Сталь: 12ХН2, 20ХН3А, 25ХГТ, 12Х2НА, 20ХНР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 20ХН3А | Сталь: 20ХГНР, 20ХНГ, 38ХА, 20ХГР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 12Х2Н4А | Сталь: 20ХГНР, 12ХН2, 20ХГР, 12ХН3А, 20Х2Н4А | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 20Х2Н4А | Сталь: 20ХГНР, 20ХГНТР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 30ХН3А | Сталь: 30Х2ГН2, 34ХН2М | Ограниченно свариваемая. Требуется подогрев и последующая термообработка.  | |
| 20ХГСА | Сталь: 30ХГСА | Сваривается без ограничений | |
| 25ХГСА | Сталь: 20ХГСА | Сваривается без ограничений | |
| 30ХГС, 30ХН2МА | Сталь: 40ХФА, 35ХМ, 40ХН, 35ХГСА | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 38Х2Н2МА | Не применяется для сварных работ | ||
| 40ХН2МА | Сталь: 40ХГТ, 40ХГР, 30Х3МФ, 45ХН2МФА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 40Х2Н2МА | Сталь: 38Х2Н2МА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 38ХН3МА | Сталь: 38ХН3ВА | Не применяется для сварных конструкций | |
| 18Х2Н4МА | Сталь: 20Х2Н4А | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 30ХГСА | Сталь: 40ХФА, 35ХМ, 40ХН, 25ХГСА, 35ХГСА | Трудно-свариваемая. Необходим подогрев и последующая термообработка Необходим подогрев и последующая термообработка | |
| 35ХГСА | Сталь: 30ХГС, 30ХГСА, 30ХГТ, 35ХМ | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 30ХГСН2А | Трудно-свариваемая. Необходим подогрев и последующая термообработка | ||
| 38ХГН | Сталь: 38ХГНМ | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 20ХГНР | Сталь: 20ХН3А | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 20ХН2М | Сталь: 20ХГР, 15ХР, 20ХНР, 20ХГНР | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 30ХН2МФА | Сталь: 30ХН2ВФА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 36Х2Н2МФА | Трудно-свариваемая | ||
| 38ХН3МФА | Не применяется для сварных конструкций | ||
| 45ХН2МФА | Трудно-свариваемая. Необходим подогрев и последующая термообработка Необходим подогрев и последующая термообработка | ||
| 20ХН4ФА | Сталь: 18Х2Н4МА | Не применяется для сварных конструкций | |
| 38Х2МЮА | Сталь: 38Х2ЮА, 38ХВФЮ, 38Х2Ю, 20Х3МВФ | Не применяется для сварных конструкций | |
| 5520-79 | 16К 18К | Сваривается без ограничений | |
| 20К | Сваривается без ограничений | ||
| 22К | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | ||
| 5632-72 | 40Х9С2 | Не применяется для сварных конструкций | |
| 40Х10С2М | Трудно-свариваемая. Необходим подогрев и последующая термообработка | ||
| 08Х13 12Х13 20Х13 25Х13Н2 | Сталь: 12Х13, 12Х18Н9Т Сталь: 20Х13 Сталь: 12Х13, 14Х17Н2 | Ограниченно свариваемая. Подогрев и термообработка применяются в зависимости от метода сварки, вида и назначения конструкций Подогрев и термообработка применяются в зависимости от метода сварки, вида и назначения конструкций | |
| 30Х13 40Х13 | Не применяется для сварных конструкций | ||
| 10Х14АГ16 | Сталь: 12Х18Н9, 08Х18Н10, 12Х18Н9Т, 12Х18Н10Т | Сваривается без ограничений | |
| 12Х17 | Сталь: 12Х18Н9Т | Не рекомендуется для сварных конструкций. Трудно-свариваемая | |
| 08Х17Т, 08Х18Т1 | Сталь: 12Х17, 08Х18Т1, 08Х17Т | Ограниченно свариваемая | |
| 95Х18 | Не применяется для сварных конструкций | ||
| 15Х25Т | Сталь: 12Х18Н10Т | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 15Х28 | Сталь: 15Х25Т, 20Х23Н18 | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 20Х23Н13 | Ограниченно свариваемая | ||
| 20Х23Н18 | Сталь: 10Х25Т, 20Х23Н13 | Ограниченно свариваемая | |
| 10Х23Н10 | Ограниченно свариваемая | ||
| 20Х25Н20С | Ограниченно свариваемая | ||
| 15Х12ВНМФ | Трудно-свариваемая | ||
| 20Х12ВНМФ | Сталь: 15Х12ВНМФ, 18Х11МНФБ | Трудно-свариваемая | |
| 37Х12Н8Г2МФБ | Ограниченно свариваемая | ||
| 13Х11Н2В2МФ | Ограниченно свариваемая | ||
| 45Х14Н14В2М | Трудно-свариваемая | ||
| 40Х15Н7Г7Ф2МС | Трудно-свариваемая | ||
| 08Х17Н13М21 | Сталь: 10Х17Н13М21 | Хорошо свариваемая | |
| 10Х17Н3М2Т | Хорошо свариваемая | ||
| 31Х19Н9МВБТ | Трудно-свариваемая | ||
| 10Х14Г14Н4Т | Сталь: 20Х13Н4Г9, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | Сваривается удовлетворительно | |
| 14Х17Н2 | Сталь: 20Х17Н2 | Хорошо свариваемая | |
| 12Х18Н9 17Х18Н9 | Сталь: 20Х13Н4Г9, 10Х14Г14Н4Т, 20Х13Н4Г9 | Сваривается без ограничений | |
| 08Х18Н10 08Х18Н10Т 12Х18Н9Т 12Х18Н10Т | Сталь: 12Х18Н10Т, Сталь: 15Х25Т, 08Х18Г8Н2Т, 10Х14Г14Н4Т, 08Х17Т | Сваривается без ограничений | |
| 12Х18Н12Т | Сталь: 12Х18Н9, 12Х18Н9Т, 12Х18Н10Т | Ограниченно сваривается | |
| 08Х18Г8Н2Т | Сталь: 12Х18Н9 | Сваривается без ограничений | |
| 20Х20Н14С2 | Сваривается без ограничений | ||
| 12Х25Н16Г7АР | Сваривается без ограничений | ||
| 08Х22Н6Т | Сталь: 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | Сваривается без ограничений | |
| 06ХН28МДТ | Сплав: 03ХН28МДТ | Сваривается без ограничений | |
| ХН35ВТ | Трудно-свариваемая | ||
| ХН35ВТЮ | Трудно-свариваемая | ||
| ХН70Ю | Ограниченно сваривается | ||
| ХН70ВМЮТ | Трудно-свариваемая | ||
| ХН70ВМТЮФ | Трудно-свариваемая | ||
| ХН77ТЮР | Трудно-свариваемая | ||
| ХН78Т | Сплав: ХН38Т, Сталь: 12Х25Н16Г7АР, 20Х23Н18 | Трудно-свариваемая | |
| ХН80ТБЮ | Трудно-свариваемая | ||
| 5781-82 | 20ХГ2Ц | Сваривается без ограничений | |
| 35ГС 25Г2С | Сталь: Ст5сп, Ст6, Ст5пс | Сваривается без ограничений | |
| 5950-73 | ХВ4Ф | Не применяется для сварных конструкций | |
| 9Х1 | Сталь: 9х2 | Не применяется для сварных конструкций | |
| 9ХС | Сталь: ХВГ | Не применяется для сварных конструкций | |
| ХВГ | Сталь: 9ХС, 9ХВГ, ШХ15СГ | Не применяется для сварных конструкций | |
| 9ХВГ | Сталь: ХВГ | Не применяется для сварных конструкций | |
| Х6ВФ | Сталь: Х12Ф1, Х12М, 9Х5Ф | Не применяется для сварных конструкций | |
| Х12, Х12ВМФ | Сталь: Х12МФ | Не применяется для сварных конструкций | |
| Х12МФ Х12Ф1 | Сталь: Х6ВФ, Х12Ф1, Х12ВМФ Сталь: Х6ВФ, Х6ВФМ | Не применяется для сварных конструкций | |
| 7ХГ2ВМФ | Не применяется для сварных конструкций | ||
| 7Х3 8Х3 | Сталь: 8Х3 Сталь: 7Х3 | Не применяется для сварных конструкций | |
| 5ХНМ | Сталь: 5ХНВ, 5ХГМ, 4ХМФС, 5ХНВС, 4Х5В2ФС | Не применяется для сварных конструкций | |
| 5ХГМ | Сталь: 5ХНМ, 5ХНВ, 6ХВС, 5ХНС, 5ХНСВ | Не применяется для сварных конструкций | |
| 4ЗМФС | Не применяется для сварных конструкций | ||
| 4Х5МФС | Не применяется для сварных конструкций | ||
| 4ХМФ1С | Не применяется для сварных конструкций | ||
| 3Х3МХФ | Не применяется для сварных конструкций | ||
| 6ХС | Не применяется для сварных конструкций | ||
| 4ХВ2С | Сталь: 4Х5В2ФС, 4Х3В2М2 | Не применяется для сварных конструкций | |
| 5ХВ2СФ 6ХВ2С | Сталь: 6ХВ2С Сталь: 6ХЗФС | Не применяется для сварных конструкций | |
| 6ХВГ | Не применяется для сварных конструкций | ||
| 9045-80 | 08Ю | Сваривается без ограничений | |
| 14959-79 | 65 70 | Сталь: 60, 70 65Г | Не применяется для сварных конструкций |
| 75 | Сталь: 70, 80, 85 | Не применяется для сварных конструкций | |
| 85 | Сталь: 70, 75, 80 | Не применяется для сварных конструкций | |
| 60Г | Сталь: 65Г | Не применяется для сварных конструкций | |
| 65Г | Сталь: 70, У8А, 70Г, 60С2А, 9ХС, 50ХФА, 60С2, 55С2 | Не применяется для сварных конструкций | |
| 55С2 | Сталь: 50С2, 60С2, 35Х2АФ | Не применяется для сварных конструкций | |
| 60С2 60С2А | Сталь: 55С2, 50ХФА, 60С2Н2А, 60С2Г, 50ХФА | Не применяется для сварных конструкций | |
| 70С3А | Не применяется для сварных конструкций | ||
| 55ХГР | Не применяется для сварных конструкций | ||
| 50ХФА | Сталь: 60С2А, 50ХГФА, 9ХС | Не применяется для сварных конструкций | |
| 60С2ХА | Сталь: 60С2ХФА, 60С2Н2А | Не применяется для сварных конструкций | |
| 60С2ХФА | Сталь: 60С2А, 60С2ХА, 9ХС, 60С2ВА | Не применяется для сварных конструкций | |
| 65С2ВА | Сталь: 60С2А, 60С2ХА | Не применяется для сварных конструкций | |
| 60С2Н2А | Сталь: 60С2А, 60С2ХА | Не применяется для сварных конструкций | |
| 19265-73 | Р18 | При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | |
| Р6М5К5 | При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | ||
| Р9М4К8 | При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | ||
| 19281-89 | 09Г2 | Сталь: 09Г2С, 10Г2 | Сваривается без ограничений |
| 14Г2 | Сталь: 15ХСНД | Ограниченно свариваемая | |
| 12ГС | Сталь: 15ГС | Сваривается без ограничений | |
| 16ГС | Сталь: 17ГС | Сваривается без ограничений | |
| 17ГС | Сталь: 16ГС | Сваривается без ограничений | |
| 17Г1С | Сталь: 17ГС | Сваривается без ограничений | |
| 09Г2С | Сталь: 10Г2С, 09Г2 | Сваривается без ограничений | |
| 10Г2С1 | Сталь: 10Г2С1Д | Сваривается без ограничений | |
| 10Г2БД | Сталь: 10Г2Б | Сваривается без ограничений | |
| 15Г2СФД | Сваривается без ограничений | ||
| 14Г2АФ | Сталь: 16Г2АФ | Сваривается без ограничений | |
| 16Г2АФ | Сталь: 14Г2АФ | Сваривается без ограничений | |
| 18Г2ФАпс | Сталь: 15Г2ФАДпс, 16Г2АФ, 10ХСНД, 15ХСНД | Сваривается без ограничений | |
| 14ХГС | Сталь: 15ХСНД, 16ГС | Сваривается без ограничений | |
| 15Г2АФДпс | Сталь: 16Г2АФ, 18Г2АФпс, 10ХСНД | Сваривается без ограничений | |
| 10ХСНД | Сталь: 16Г2АФ | Сваривается без ограничений | |
| 10ХНДП | Сваривается без ограничений | ||
| 15ХСНД | Сталь: 16Г2АФ, 14ХГС, 16ГС | Сваривается без ограничений | |
| 20072-72 | 12МХ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка Рекомендуется подогрев и последующая термическая обработка | |
| 12Х1МФ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка | ||
| 25Х1МФ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка | ||
| 20Х3МВФ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая | ||
| 15Х5М | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка |
Технология сварки стали 40Х электродами,полуавтоматом со сталью 20
Сталь 40х является конструкционным легированным металлом, который широко используется в промышленности. Технические характеристики и состав материала определяется по ГОСТ 453-71. Содержание углерода в ней должно быть, примерно, 0,4%, а хрома – 1%. Сварка стали 40Х является достаточно сложным процессом, так как материал относится к трудно свариваемым металлам. Для решения данной проблемы используют специальные технологии и методы.
Для решения данной проблемы используют специальные технологии и методы.
Сталь 40Х
Основная проблема заключается в том, что при сваривании получается большая вероятность появления трещин, раковин и прочих дефектов. Но характеристики самого металла являются весьма полезными при создании металлоконструкций, так что приходится подыскивать подходящие способы как варить сталь 40х.
Способы сварки стали 40Х
Самым качественным и распространенным способом сваривания этого сорта металла, является сварка стали 40х аргоном. Электродуговой аппарат обеспечивает достаточно высокое напряжение для плавления, а газ защищает от воздействия посторонних вещей, которые приводят к браку. В данном случае подбирается присадочный материал той же марки, что и заготовка. Также возможно варить газом с помощью ацетилена. Это более простой, но менее надежный метод. Он может не подойти для слишком толстых слоев листов, так что может потребоваться дополнительная подготовка металла под сварку. Наиболее простым способом, уступающим в надежности предыдущим, является обыкновенная ручная сварка специальными электродами.
Наиболее простым способом, уступающим в надежности предыдущим, является обыкновенная ручная сварка специальными электродами.
Выбор способа
Для домашнего применения, когда на изделие не будет возлагаться большая ответственность, применяют самый простой способ – дуговую сварку. Ведь это самый дешевый метод, который не требует особой подготовки. Для сварки стали 40х электроды требуются специально предназначенные для этого дела. В промышленности для ответственных объектов применяют электродуговую сварку с аргоном. Несмотря на высокую себестоимость, это один из самых надежных методов, который обеспечивает длительный срок службы конструкции. Чтобы сделать процесс более дешевым, можно использовать газовую сварку с помощью ацетилена. Результат будет очень схожим, а в плане создания потолочных и вертикальных швов еще и более удобным. Другие виды и способы сварки металла применяются достаточно редко.
Сварка стали 40Х аргоном
«Обратите внимание!
Вне зависимости от выбранного способа следует тщательно подготовить поверхность перед свариванием.»
Свариваемость стали 40Х и ее свойства
Металл плохо сваривается. Если сам процесс плавления и образования сварочной ванны происходит еще относительно нормально, так как здесь проявляется лишь повышенная вязкость, но весь ряд проблем, которые возникают на шве после окончания, зачастую приводят к его негодности для эксплуатации. Сварка стали 40хн отлично проявляет ее свойства к отпускной хрупкости. Во время самой сварки, а также после нее могут появляться трещины и прочие дефекты, в том числе и деформации. Это возникает из-за резких перепадов температуры, которые вызваны электрической дугой, что особенно заметно, когда происходит сварка тонкого металла электродом. Также это получается при образовании напряжений, которые получаются из-за недостаточного обеспечения защиты. Таким образом, дополнительные действия нужны как перед сваркой, так и после нее.
Сварка стали 40Х
Выбор инструмента
Критерий при выборе материала сварочной проволоки или электрода – ровно один. Их металл должен максимально соответствовать составу того, который идет в заготовках. Следует только обращать внимание на толщину, чтобы она соответствовала толщине деталей, так как глубина приваривания должен быть максимальной из-за сложностей в податливости данной марки стали. Более важным параметром является защита. Сварка стали 40х полуавтоматом должна поддерживаться средой защитного газа, а при ручной – на электродах должно быть покрытие, рассчитанное на работу с этой маркой стали. Тут подойдут электроды марки Э85, у которых имеется пониженное содержание водорода в покрытии, а также которые стойки к образованию трещин при работе со сложными металлами.
Режимы
Чтобы повысить качество соединения, следует использовать уже проверенные параметры, которые рассчитаны для каждой толщины заготовки и соответствующего положения шва. Это существенно облегчит процесс работы.
Диаметр электрода, мм | Пространственное положение сварочного шва | ||
нижнее | вертикальное | потолочное | |
3 | 90…120 | 80…100 | 80…100 |
4 | 140…170 | 130…150 | 130…150 |
5 | 180…220 | 150…180 | |
Технология сварки стали 40х
Первым делом происходит подготовка металла, которая включает в себя зачистку и обезжиривание. Затем следует зафиксировать все детали и можно приступать к подогреву. Это помогает избежать температурной деформации. Подогрев стоит осуществлять до тех пор, пока поверхность не изменит цвет. После этого можно приступать к свариванию. Металл будет тягучим, так что движения может понадобиться совершать с усилием, чтобы обеспечить тщательное перемешивание деталей. Здесь требуется опыт работы с этим материалом. Шов можно наносить беспрерывно. По окончании процесса стоит прогревать это место с помощью газовой горелки в течение нескольких минут, чтобы не образовалось напряжений и весь водород испарился. Температура подогрева должна составлять от 300 до 500 градусов Цельсия.
Здесь требуется опыт работы с этим материалом. Шов можно наносить беспрерывно. По окончании процесса стоит прогревать это место с помощью газовой горелки в течение нескольких минут, чтобы не образовалось напряжений и весь водород испарился. Температура подогрева должна составлять от 300 до 500 градусов Цельсия.
Прокат стали 40Х
«Обратите внимание!
Для подогрева желательно использовать тот же газ, что и для сварки.»
Контроль качества шва
Контроль качества сварного соединения регулируется по ГОСТ 3242-69. Контроль наружных дефектов проводится при помощи внешнего осмотра металла. Для определения внутренних дефектов могут применять рентгеноскопию, которая покажет наличие раковин и трещин, если они есть. Также применяется магнитографический метод и ультразвуковой анализ.
«Обратите внимание!
Вследствие напряжений трещины могут появляться не сразу, а через некоторое время, так что такие методы контроля должны проводиться на следующие сутки.
 »
»Классификация сталей по свариваемости
По свариваемости стали подразделяют на четыре группы: первая группа — хорошо сваривающиеся; вторая группа — удовлетворительно сваривающиеся; третья группа — ограниченно сваривающиеся; четвертая группа — плохо сваривающиеся.
Основные признаки, характеризующие свариваемость сталей,- склонность к образованию трещин и механические свойства сварного соединения.
К первой группе относятся стали, сварка которых может быть выполнена по обычной технологии, т.е. без подогрева до сварки и в процессе сварки и без последующей термообработки. Однако применение термообработки для снятия внутренних напряжений не исключается.
Ко второй группе относят в основном стали, при сварке которых в нормальных производственных условиях трещин не образуется. В эту же группу входят стали, которые для предупреждения образования трещин нуждаются в предварительном нагреве, а также в предварительной и последующей термообработке.
К третьей группе относят стали, склонные в обычных условиях сварки к образованию трещин. При сварке их предварительно подвергают термообработке и подогревают. Кроме того, большинство сталей, входящих в эту группу, подвергают обработке после сварки.
К четвертой группе относят стали, наиболее трудно поддающиеся сварке и склонные к образованию трещин. Эти стали свариваются ограниченно, поэтому сварку их выполняют с обязательной предварительной термообработкой, с подогревом в процессе сварки и последующей термообработкой.
Хорошо сваривающиеся углеродистые, низко- и среднелегированные стали. Условия сварки нормальные. Литые детали с большим объемом наплавленного металла рекомендуется варить с промежуточной термообработкой (отжиг или высокий отпуск по режиму термообработки для данной стали). Для конструкций, работающих под статической нагрузкой, термообработку после сварки не производят.
Для ответственных конструкций, работающих под динамическими нагрузками или при высокой температуре, термообработка производится в соответствии с техническими условиями. Детали с большим объемом наплавленного металла подлежат отжигу или высокому отпуску.
Детали с большим объемом наплавленного металла подлежат отжигу или высокому отпуску.
При сварке электродами Э42, Э42А, Э50, Э50А, Э55 (ГОСТ 9467 — 75) сварное соединение обрабатывают нормальным режущим инструментом.
Свариваемость сталей по маркам приведена в табл. 1.
Удовлетворительно сваривающиеся углеродистые, низко- и средне- легированные стали. Термообработка стали до сварки различна в зависимости от марки стали и конструкции деталей. Для отливок из стали 30Л и 35Л обязателен отжиг. Детали машин из проката или из поковок, не имеющие жестких контуров, могут подвергаться сварке в термически обработанном состоянии (закалка и отпуск).
Сварка на морозе не допускается. Сварку деталей с большим объемом наплавленного металла, а также сварку усилительных вкладышей рекомендуется производить с промежуточной термообработкой (отжиг или высокий отпуск). При заварке мелких раковин на деталях и элементах из углеродистой стали, содержащей углерода 0,35%, и при невозможности последующего отпуска завариваемую деталь подвергают местному подогреву.
Таблица 1. Свариваемость сталей
Свариваемость | ГОСТ | Марка |
Углеродистые, низко- или среднелегированные стали | ||
Хорошая | 380 -75 | Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, СтЗкп, СтЗпс, СтЗсп, Ст4кп, Ст4пс, Ст4сп, Ст1кп, БСт1сп, БСт2кп, БСт2пс, БСт2сп, БСтЗкп, БСтЗпс, БСтЗсп, БСт4кп, Ст4пс, БСт4сп |
1050-60 | О,8; 10, 15, 20, 25, 15Г, 20Г | |
5520-69 | 15К, 20К | |
4543-71 | 15Х, 20Х, 20ХГСЛ, 12ХН2, 12Х2Н4А, 15НМ | |
5058-65 | 10ХСНД (СХЛ-4) | |
977-65 | 15Л, 20Л | |
Удовлетворительная
| 380-71 | БСт5сп, БСт5сп, БСт5Гсп |
1050-60 | 30, 35 | |
4543-71 | 12Х2Н4А, 20ХН3А | |
977-65 | З0Л, 35Л | |
5058-65 | 15ХСНД (СХЛ-1, НЛ-2) | |
Ограниченная | 380-71 | Ст6пс, Ст6сп, БСт6пс, БСт6сп |
1050-60 | 40, 45, 50 | |
4543-71 | 35ХМ, З0ХГС, 35СГ, ЗЗХС, 20Х2Н4А | |
5950-63 | 5ХНМ | |
977-65 | 40Л, 45Л, 50Л | |
Плохая | 1050-60 | 40Г, 45Г, 50Г, 60Г, 65Г, 70Г |
4543-71 | 50ХН | |
14959-69 | 50ХГ, 50ХГА, 55С2, 55С2А, 65, 75, 85, 60С2, 60С2А | |
5950-63 | 9Х | |
977-65 | 55Л | |
1435-54 | У7, У6, У8Г, У9, У10, У11; У12, У13, У7А, У8А, У8ГА, У9А, У10А, У11А, У12А, У13А | |
Легированные стали | ||
Хорошая
| 5632-61 | 0Х20Н14С2 (ЭИ732), Х23Н18 (ЭИ417), ОХ18Н10 (ОХ18Н9, ЭЯ0), Х18Н9Т (1Х18Н9Т, ЭЯ1Т) |
Удовлетворительная |
| 9Х14А, 12Х14А |
Ограниченная | 5632-61 | 2Х18Н9 (ЭЯ2), Х18Н9 (1Х18Н9, ЭЯ1) |
Плохая | 5952-63 | Р18, Р9 |
5950-63 | Х12, Х12М, Х, 9Х, 7ХЗ, 8ХЗ, 9ХС, 4ХС. | |
 Ф, 8ХФ, В1, ЗХ2В8Ф, 4ХВ2С, 5ХВ2С, ХВГ, 9ХВГ, 6ХВГ, 5ХНВ, ХВ5, 5ХГМ, 6ХВ2С
Ф, 8ХФ, В1, ЗХ2В8Ф, 4ХВ2С, 5ХВ2С, ХВГ, 9ХВГ, 6ХВГ, 5ХНВ, ХВ5, 5ХГМ, 6ХВ2С
Термообработка после сварки различна для разных марок стали.
Для отливок из стали 30Л и 35Л при заварке сквозных трещин и сварке усилительных вкладышей обязателен отжиг или высокий отпуск. При заварке мелких дефектов на углеродистой стали, содержащей углерода более 0,35%, для улучшения механических свойств и обрабатываемости термическую обработку ведут по режиму для данной стали. Для других сталей, сваренных в термически обработанном состоянии, обязателен отпуск с нагревом до температуры на 50 — 100°С ниже температуры отпуска стали. Для стали 27ГС, 20ХГС и других сталей, склонных к отпускной хрупкости, температура отпуска после сварки должна быть вне области температуры отпускной хрупкости.
Сварные соединения, выполненные электродами Э42, Э42А, Э50, Э50А, Э55, можно обрабатывать нормальным режущим инструментом при условии, если содержание углерода в углеродистой стали не превышает 0,35% и объем наплавленного металла не меньше 20х20х10 мм.
Металл, наплавленный электродами ЦЛ-2, ЦЛ-4 (ГОСТ 10052 — 62), обрабатывают твердосплавным инструментом.
Ограниченно сваривающиеся углеродистые низко- и среднелегированные стали. Для отливок из стали ЛХН2 и 50Л до сварки обязателен отжиг независимо от конфигурации отливки. Мелкие дефекты допускается заваривать в термически обработанном состоянии отливки. Для деталей машин из проката или из поковок, не имеющих особо жестких контуров и жестких узлов, допускается заварка в термически обработанном состоянии (закалка и отпуск).
Тепловой режим сварки следующий. Без предварительного подогрева, можно сваривать в случаях, когда сварные соединения не имеют жестких контуров, толщина металла не более 15 мм, температура окружающего воздуха не ниже 5°С, а сварные соединения имеют вспомогательный характер. Во всех других случаях обязателен предварительный подогрев до температуры 200°С.
Термообработка после сварки имеет следующие особенности.
При заварке крупных дефектов на деталях из стали ЛХН2 требуется термообработка по режиму для данной стали. После заварки мелких дефектов в термически обработанной отливке обязателен повторный отпуск по режиму для данной стали. Для всякой другой стали рассматриваемой группы, сваренной в термически обработанном состоянии, обязателен отпуск для снятия напряжений с нагревом до температуры на 50 — 100°С ниже температуры отпуска стали. Для стали 30ХГСА и других сталей, склонных к отпускной хрупкости, температура отпуска после сварки должна быть вне области отпускной хрупкости.
После заварки мелких дефектов в термически обработанной отливке обязателен повторный отпуск по режиму для данной стали. Для всякой другой стали рассматриваемой группы, сваренной в термически обработанном состоянии, обязателен отпуск для снятия напряжений с нагревом до температуры на 50 — 100°С ниже температуры отпуска стали. Для стали 30ХГСА и других сталей, склонных к отпускной хрупкости, температура отпуска после сварки должна быть вне области отпускной хрупкости.
При сварке электродами Э42, Э42А, Э50, Э50А, Э55 сварные соединения обрабатываются без затруднении, если деталь подвергнута отпуску при температуре не ниже 550 — 650°С.
Плохо сваривающиеся углеродистые низко- и среднелегированные стали. Сталь перед сваркой должна быть отожжена. Независимо от толщины свариваемых элементов и типа сварного соединения сталь необходимо предварительно подогревать до температуры не ниже 200°С.
Термообработку после сварки производят по специальной инструкции в зависимости от марки стали и ее назначения.
Механическая обработка сварного соединения возможна только после отжига или высокого отпуска.
Хорошо сваривающиеся легированные стали. Термообработку до сварки не производят. При значительном наклепе металл необходимо закалить до температуры 1050 — 1100°С. Тепловой режим сварки нормальный. Термообработку после сварки не производят.
Механическая обработка сварных соединений ввиду высокой вязкости большинства сталей рассматриваемой группы затруднена.
Удовлетворительно сваривающиеся легированные стали. Рекомендуется до сварки применять отпуск при температуре 650 — 710°С с охлаждением на воздухе. Тепловой режим сварки нормальный.
На морозе сварка не допускается. Предварительный подогрев до 150 — 200°С необходим лишь при сварке элементов с толщиной стенок более 10 мм.
После сварки для снятия напряжений и снижения твердости околошовной зоны, особенно при сварке электродами из стали 0Х14А, рекомендуется заваренные детали подвергать отпуску при температуре 650 — 710°С с охлаждением деталей на воздухе.
При сварке электродами ЦЛ-2 и ЦЛ-4 термообработку производят по специальному режиму. Механическая обработка возможна только после термообработки по специальному режиму.
Ограниченно сваривающиеся легированные стали. Термообработка до сварки для различных сталей различна. Для сталей 18Х14А и СХНА обязателен отпуск при температуре 650 — 710°С с охлаждением на воздухе. Для других сталей рекомендуется закалка в воде от температуры 1050 — 1100°С.
При сварке для сталей 18Х14А, СХНА, Х25Н13Л обязателен предварительный подогрев до температуры 200 — 300°С. Стали 9Х19НА, Х18Н9 и 2Х18Н9 сваривают в нормальных условиях с минимальным разогревом и минимальной скоростью охлаждения металла шва и зоны термического влияния.
После сварки для снятия напряжений и понижения твердости металла сварного соединения детали из стали 18Х14А должны подвергаться отпуску при температуре 650 — 710°С. Для стали 9Х19НА, Х18Н9, 2Х18Н9 обязательна закалка в воде от температуры 1050- 1100°С.
Механическая обработка сварного соединения из стали 18Х14А возможна только после отпуска. Для всех других сталей обрабатываемость сварного соединения — на уровне основного металла.
Плохо сваривающиеся легированные стали. До сварки рекомендуется отпуск по определенным режимам для различных сталей.
Допускается сварка инструментальной стали в термически обработанном состоянии, если шов наплавляется не на режущую часть инструмента.
Для стали Г13Л обязательна закалка. При сварке обязателен предварительный подогрев до 200 — 300°С, за исключением сталей РФ18 и Р9, подогрев которых должен быть не ниже 600°С. Сварка стали Г1ЗЛ в состоянии закалки должна производиться без подогрева.
Термообработку после сварки выполняют по специальным инструкциям в зависимости от марки стали и назначения. Для стали Г1ЗЛ термообработка не требуется.
Сварка 40Х и 45стали — Технологии сварки
Конструкционная легированная сталь 40Х :
Из всех материалов, применяемых в машиностроении, станкостроении, приборостроении и других промышленных областях, самое широкое распространение получила сталь. Выбор ее марок огромен, в зависимости от своего состава любая сталь обладает теми или иными качествами и относится к различным группам по своим показателям. Сталь 40Х относится к классу конструкционных легированных сталей.
Выбор ее марок огромен, в зависимости от своего состава любая сталь обладает теми или иными качествами и относится к различным группам по своим показателям. Сталь 40Х относится к классу конструкционных легированных сталей.
Химические компоненты, входящие в состав
Если рассматривать процентный состав представленного сплава, цифра 40 обозначает, что в нем содержится в процентном соотношении углерод до значения 0,44%, буква Х – обуславливает наличие легирующей добавки – хрома до 1,1%. Более подробный состав химических компонентов представлен в таблице ниже. Равноценной заменой для этой марки могут служить такие сплавы, как 40ХН, 45Х, 40ХН, 40ХС.
Химический состав стали марки 40Х
| Углерод,% | Хром,% | Кремний,% | Марганец,% | Никель,% | Фосфор,% | Сера,% | Медь,% |
| 0,36-0,44 | 0,8-1,1 | 0,17-0,37 | 0,5-0,8 | до 0,3 | до 0,035 | до 0,3 | до 0,035 |
Легированные стали получают путем переплава или производством на свежей шихте. Если используется шихта, предварительный расчет содержания в ней хрома должен учитывать потери при выплавке, но это значение не должно превышать параметра 0,4%, иначе в процессе получатся высоколегированные отходы. Рафинирование металла легирующими элементами проводится сильными раскислителями, после чего вводится шлак, обработанный углеродом и кремнием. После воздействия восстановительного шлака конструкционная сталь хорошо раскисляется, что обеспечивает хорошее затвердение.
Если используется шихта, предварительный расчет содержания в ней хрома должен учитывать потери при выплавке, но это значение не должно превышать параметра 0,4%, иначе в процессе получатся высоколегированные отходы. Рафинирование металла легирующими элементами проводится сильными раскислителями, после чего вводится шлак, обработанный углеродом и кремнием. После воздействия восстановительного шлака конструкционная сталь хорошо раскисляется, что обеспечивает хорошее затвердение.
Термическая обработка
Для стали 40Х последовательность термообработки следующая. Сначала выполняется закалка в масляной среде, а затем отпуск в масле или на воздухе. Для каждой детали выбирается свой режим термообработки, он зависит от нагрузок, в которых эта деталь применяется, так как разные режимы дают различную твердость изделия. Режим термообработки рассчитывается в зависимости от критических точек, достигая которые материал претерпевает физические и химические изменения и меняет свои свойства и характеристики. Сталь 40Х имеет следующие критические точки: Ac1 = 743 , Ar1 = 693 Ac3 = 782 , Ar3 = 730. Закалка осуществляется при температуре 860 ºС, средой служит масло, часовой интервал составляет 4 часа. Затем выполняется низкий отпуск при температуре 200 ºС на воздухе либо можно применить температурный параметр 500 ºС и провести обработку в масляной среде. После такого режима термообработки достигается следующая прочность стали НВ – 217 и HRC – 45.
Сталь 40Х имеет следующие критические точки: Ac1 = 743 , Ar1 = 693 Ac3 = 782 , Ar3 = 730. Закалка осуществляется при температуре 860 ºС, средой служит масло, часовой интервал составляет 4 часа. Затем выполняется низкий отпуск при температуре 200 ºС на воздухе либо можно применить температурный параметр 500 ºС и провести обработку в масляной среде. После такого режима термообработки достигается следующая прочность стали НВ – 217 и HRC – 45.
Качественные показатели
Прочный и твердый материал, способный выдерживать большие нагрузки и не подвергаться разрушению — так можно оценить сталь 40Х. Характеристики, которыми она обладает:
- хорошие коррозионные свойства;
- стойкость к колебаниям температуры;
- высокие прочностные показатели;
- эстетические качества.
Но помимо положительных показателей сталь 40Х имеет и отрицательные свойства. Сюда можно отнести:
- склонность к образованию флокенов;
- отпускную хрупкость;
- плохую свариваемость.

Флокеночувствительность
Это дефект, который получается во время ускоренного охлаждения сплава после отливки, в виде внутренних трещин. Он может возникнуть во время горячей деформации легированной стали. Также он может проявляться на поверхности в виде четких участков овальной или зигзагообразной формы. Образование этого дефекта может происходить вследствие переизбытка выделения водорода во время термообработки. Бороться с этим недостатком можно с помощью высокотемпературной термообработки и оптимального режима охлаждения. Еще можно применять метод вакуумизации сплава, что поможет снизить содержание водорода в процентном отношении.
Отпускная хрупкость
Возникает во время медленного охлаждения легированных конструкционных сталей после отпуска, вызвана она резким снижением вязкости. Для сравнения значение вязкости может упасть в 5-10 раз по сравнению с этим же показателем при быстром охлаждении стали. Медленное охлаждение влияет только на ударную вязкость, остальные характеристики стали оно не понижает. Слишком быстрое охлаждение может вызывать внутренние напряжения, которые могут приводить к деформации изделия.
Слишком быстрое охлаждение может вызывать внутренние напряжения, которые могут приводить к деформации изделия.
Трудности сварочных работ
Сталь 40Х относится к четвертой группе по свариваемости. Выполнение сварочных швов может приводить к образованию трещин. Снизить проявление этих дефектов можно с помощью предварительного подогрева. Также требуется предварительная подготовка кромок. Выполнять сварочные работы этой марки можно дуговой сваркой: ручной или электрошлаковой, также можно применить контактную сварку. После контактно-точечной потребуется дополнительная термообработка. Для ручной сварки применяются специальные электроды для легированных сталей Э85 УОНИ-13/85. Тип и положение свариваемого шва могут быть любые.
Область применения
Эта марка стали обладает рядом свойств, благодаря которым она охватывает достаточно обширную область применения. Из нее выполняют заготовки сортового и фасонного металлопроката различных профилей, а также изготавливают листы, трубы, поковки, полученные методом ковки. Применяют такой металлопрокат для режущего инструмента. Сталь 40, которая не была подвержена термообработке, очень выгодно использовать для нерабочих хвостовых частей – корпусов метчиков, насадок, разверток.
Применяют такой металлопрокат для режущего инструмента. Сталь 40, которая не была подвержена термообработке, очень выгодно использовать для нерабочих хвостовых частей – корпусов метчиков, насадок, разверток.
Улучшенный сплав, полученный под воздействием термической обработки, которую мы рассмотрели ранее, используется для ответственных конструкций. К таким относятся: венцы зубчатых колес, валы, оси, втулки, болты, плунжеры. Нашла эта марка свое применение в конструкциях, которые эксплуатируются при низких температурах на открытом воздухе, ее используют в северных широтах для обустройства железнодорожных и автомобильных мостов.
www.syl.ru
Технология сварного соединения изделий
Шаг 1. Подготовка металлических деталей:
- подгонка по размеру, по форме;
- зачистка металла от окисления и ржавчины.
Шаг 2. Подготовка кромок металла под сварку. Этот пункт особенно актуален при работе с толстыми заготовками (более 3 мм):
- ширина зазора 1-2 мм;
- угол разделки 45-60 0 ;
- погон стыков у деталей разной толщины.

Шаг 3. Подготовка инструментов и оборудования:
- требование к материалу сварочной проволоки и электрода: состав их должен как можно ближе соответствовать свариваемой марке стали;
- для соединения сварочным методом стали 40Х удобно пользоваться техническими таблицами по выставлению величины тока в зависимости от толщины свариваемых поверхностей и размера электрода.
Шаг 4. Прогрев деталей до начала сваривания.
Сталь 40Х является чувствительной к перепадам температур и образованию трещин из-за этого. Прогревать деталь нужно газовой горелкой перед любым видом сварки.
Шаг 5. Точечно прихватить соединяемые части.
Чтобы избежать деформации или сдвига свариваемых деталей, практично сделать точечный прихват по всей длине планируемого сварного шва.
Шаг 6. Сварочный процесс выбранным методом.
Шаг 7. Прогрев сваренных деталей.
После сваривания прогрев нужен для снятия напряжения в деталях и выпаривания остатков водорода. Эта процедура особенно важна при контактно-точечной сварке.
Характеристики высокопрочной стали Российского производства!
Сталь является одним из самых важных материалов, который используется практически во всех отраслях промышленности. К высокопрочной стали (в зависимости от области применения) предъявляют различные требования. Марки сталей отличаются по структуре, химическому составу и по своим свойствам (физическим и механическим).
Сталью называют деформируемый сплав железа с углеводом (не более 2 процентов) и примесями других элементов: марганца, кремния, фосфора. К высокопрочному крепежу предъявляются особые требования. Поэтому для получения стали, которая будет идеально соответствовать всем характеристикам добавляют специальные примеси – легирующие элементы. Это – хром, вольфрам, ванадий, титан, марганец или кремний.
СТАЛЬ МАРКИ 3
Углеродистая сталь обычного качества.
Именно такая сталь пользуются наибольшим спросом в строительстве. Причина такой популярности – технологичность, прочность и привлекательная цена. Еще одно преимущество этого сплава – возможность изготавливать из нее изделия, которые выдерживают большую нагрузку и обладают хорошей сопротивляемостью ударам.
Сталь 3 производят по ГОСТ 380-94, согласно ему сталь маркируются буквами «Ст» с порядковым номером от 0 до 6. Чем выше этот номер, тем большее количество углерода содержится в стали. А значит, лучше прочность, но при этом хуже пластические характеристики. Сталь 3 хорошо сваривается, нефлокеночувствительна, не склонна к отпускной хрупкости. Сталь 3 содержит: углерод – 0,14-0,22%, кремний – 0,05-0,17%, марганец – 0,4-0,65%, никель, медь, хром – не более 0,3% , мышьяк не более 0,08%, серы и фосфора – до 0,05 и 0,04%. Количество этих компонентов в сплаве Ст3 не допускается выше указанных значений.
Основа стали – феррит. Его характеристики не позволяют использовать его в чистом виде. Для улучшения показателя прочности феррита сталь насыщают углеродом, добавляют (легируют) хром, никель, кремний, марганец и проводят дополнительное термическое упрочнение.
Для улучшения показателя прочности феррита сталь насыщают углеродом, добавляют (легируют) хром, никель, кремний, марганец и проводят дополнительное термическое упрочнение.
Сталь 3 выдерживает широкий температурный диапазон при переменных нагрузках. Хорошо сваривается, штампуется в холодном и горячем состоянии, подвергается вытяжке. Применяется без термической обработки.
Свариваемость стали
Без ограничений — сварка производится без подогрева и без последующей термообработки. В стали, относящейся к хорошей, содержание углерода составляет менее 0,25%. Они свариваются без образования закалочных структур и трещин в широком диапазоне режимов сварки.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 30.
Максимальная температура применения – плюс 300.
СТАЛЬ МАРКИ 35
Качественная среднеуглеродистая сталь.
Такой вид стали применяют для деталей, которые требуют высокой пластичности и сопротивления удару. Качественные углеродистые стали типа 35 изготавливают по ГОСТ 1050-88 и маркируют двухзначными цифрами, которые указывают среднее содержание углерода в сотых долях процента. Например, сталь 35 (0,35 %). Она обладает высокой прочностью (σв = 640…730 МПа, σ0,2 = 380…430 МПа) и относительно низкой пластичностью (δ = 9…14 %, ψ = 40…50 %). Кроме того, этот тип стали не восприимчив к средним напряжениям, обладает стойкостью к деформации и износостойкостью, не подвержен образованию трещин и коррозии. Поэтому именно сталь 35 используют при производстве высокопрочного крепежа и фланцевых соединений. Температурный диапазон: от -40 до +450 градусов Цельсия
Качественные углеродистые стали типа 35 изготавливают по ГОСТ 1050-88 и маркируют двухзначными цифрами, которые указывают среднее содержание углерода в сотых долях процента. Например, сталь 35 (0,35 %). Она обладает высокой прочностью (σв = 640…730 МПа, σ0,2 = 380…430 МПа) и относительно низкой пластичностью (δ = 9…14 %, ψ = 40…50 %). Кроме того, этот тип стали не восприимчив к средним напряжениям, обладает стойкостью к деформации и износостойкостью, не подвержен образованию трещин и коррозии. Поэтому именно сталь 35 используют при производстве высокопрочного крепежа и фланцевых соединений. Температурный диапазон: от -40 до +450 градусов Цельсия
Сталь 35 сваривается ограниченно. Способы сварки РДС, АДС под флюсом и газовой защитой, ЭШС. Рекомендуем подогрев и последующую термообработку. КТС без ограничений.
Свариваемость стали
Сталь конструкционной марки 35 сваривается ограниченно. С увеличением углерода в стали зона термического влияния и шов закаливаются, увеличивается твердость, сварные соединения становятся более хрупкими и склонными к образованию трещин.
Удовлетворительные стали имеют содержание углерода от 0,25 до 0,35%. Они мало склонны к образованию трещин и при правильных режимах сварки получается качественный шов. Для улучшения качества сварки часто применяют подогрев.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
СТАЛЬ МАРКИ 35Х
Сталь легированная, хромистая
Крепежные изделия из стали 35Х обладают высокой конструктивной прочностью, гарантируют надежность конструкции. Кроме того, сталь 35Х хорошо сопротивляется ударным нагрузкам, обладает большим запасом вязкости и высоким сопротивлением усталости. Также, сталь 35Х имеет высокое сопротивление износу, коррозии, трещинам и другим дефектам.
Главное преимущество крепежа из легированной конструкционной стали 35Х перед углеродистыми – это более высокая прочность за счет упрочнения феррита и большей прокаливаемости, меньший рост аустенитного зерна при нагреве и повышенная ударная вязкость. А уровень механических свойств повышен за счет термической обработки.
Свариваемость стали
Ограниченно свариваемая.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
СТАЛЬ МАРКИ 40Х
Сталь конструкционная легированная. Сталь марки 40Х содержит 0,40% углерода и менее 1,5% хрома. Эта сталь довольно трудно свариваема. Поэтому, чтобы получить качественное сварное соединение, необходимы дополнительные операции. При сварке потребуется подогрев до 200-300 градусов, а потом – термообработка путем отжига.
Благодаря добавлению хрома, крепежные изделия из ст.40Х обладают твердостью, прочностью, жаропрочностью и устойчивостью к коррозии. Сталь 40Х рассчитана на значительные нагрузки. Механические свойства стали 40х: предел кратковременной прочности – 570 – 940 МПа, предел пропорциональности – 320 – 800 МПа, относительное удлинение – 13 – 17%, относительное сужение – 35 – 55%, ударная вязкость – 400 – 850 кДж/кв. м.
Плюсы этой марки стали: устойчивость к действию высоких и низких температур и их резким перепадам, могут использоваться под открытым небом и даже в агрессивных, влажных средах. Еще одно неоспоримое преимущество крепежных изделий именно из этой марки стали – это отсутствие необходимости обрабатывать и очищать поверхность.
Свариваемость стали
Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
СТАЛЬ МАРКИ 45
Сталь марки 45 обладает высокой стойкостью и прочностью. Сталь 45 применяют при изготовлении деталей механизмов, используемых при повышенных нагрузках и требующих сопротивления (ударам, трению). Механические свойства этой стали позволяют ей выдерживать значительные перепады температур и другие неблагоприятные климатические воздействия. Эта сталь способна выдержать температурные испытания от 200 до 600 градусов по Цельсию.
При использовании ст. 45 следует помнить, что:
• прочность снижается при нагревании до 200 0С; • сталь является трудносвариваемой и характеризуется низкой флонекочувствительностью.
Сталь марки 45 — среднеуглеродистая; идеально подходит для изготовления деталей, требующих высокой прочности или высокой поверхностной твердости, а также деталей средненагруженных и не подвергающихся в работе истиранию.
Свариваемость стали
Высокоуглеродистую сталь марки 45 рекомендуют соединять контактной сваркой. Ограниченно свариваемые стали имеют содержание углерода от 0,36 до 0,45% и склонны к образованию трещин. Сварка требует обязательного подогрева. При их сварке требуются специальные технологические процессы.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
Сталь марки 09Г2С
Сталь конструкционная низколегированная.
Обозначение 09Г2С указывает, что в стали присутствует 0,09% углерода, буква «Г» означает марганец, а цифра 2 – процентное содержание до 2% марганца. Буква «С» означает кремний, содержание кремния менее 1%.
Главное преимущество этой стали – высокая механическая прочность, которая позволяет применять более тонкие детали по сравнению с деталями, изготовленными из других сталей. А значит, детали из стали 09Г2С имеют меньший вес, что экономически более выгодно. Кроме того, еще один плюс этой стали – низкая склонность к отпускной хрупкости.
Свариваемость стали
Марка стали 09Г2С широко используется для сварных конструкций. Сварка может производиться как без подогрева, так и с предварительным подогревом до 100-120 градусов по Цельсию. Сварка довольно проста, причем сталь не закаливается и не перегревается в процессе сварки, благодаря чему не происходит снижение пластических свойств или увеличение ее зернистости. При температуре воздуха минус 15 °С и ниже применяют предварительный местный подогрев независимо от толщины стали.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 70.
Максимальная температура применения – плюс 450.
boltigaika.dk.ru
Выбор способа
Для домашнего применения, когда на изделие не будет возлагаться большая ответственность, применяют самый простой способ – дуговую сварку. Ведь это самый дешевый метод, который не требует особой подготовки. Для сварки стали 40х электроды требуются специально предназначенные для этого дела. В промышленности для ответственных объектов применяют электродуговую сварку с аргоном. Несмотря на высокую себестоимость, это один из самых надежных методов, который обеспечивает длительный срок службы конструкции. Чтобы сделать процесс более дешевым, можно использовать газовую сварку с помощью ацетилена. Результат будет очень схожим, а в плане создания потолочных и вертикальных швов еще и более удобным. Другие виды и способы сварки металла применяются достаточно редко.
Сварка стали 40Х аргоном
Вне зависимости от выбранного способа следует тщательно подготовить поверхность перед свариванием. »
Свариваемость стали 40Х и ее свойства
Металл плохо сваривается. Если сам процесс плавления и образования сварочной ванны происходит еще относительно нормально, так как здесь проявляется лишь повышенная вязкость, но весь ряд проблем, которые возникают на шве после окончания, зачастую приводят к его негодности для эксплуатации. Сварка стали 40хн отлично проявляет ее свойства к отпускной хрупкости. Во время самой сварки, а также после нее могут появляться трещины и прочие дефекты, в том числе и деформации. Это возникает из-за резких перепадов температуры, которые вызваны электрической дугой, что особенно заметно, когда происходит сварка тонкого металла электродом. Также это получается при образовании напряжений, которые получаются из-за недостаточного обеспечения защиты. Таким образом, дополнительные действия нужны как перед сваркой, так и после нее.
Свариваемость сталей
СВАРИВАЕМОСТЬ — способность металлов образовывать качественное сварное соединение, удовлетворяющее эксплуатационным требованиям
ЭКВИВАЛЕНТНОЕ СОДЕРЖАНИЕ УГЛЕРОДА (Сэк) — количественная характеристика свариваемости. Она определяется по формуле:
где С — содержание углерода, %;
Mn, Cr… — содержание легирующих элементов, %
| ГРУППА СВАРИВАЕМОСТИ | Сэк, % | МАРКИ СТАЛЕЙ | ||
| Углеродистые | Легированные | Высоколегированные | ||
| I Хорошая | До 0,25 вкл | ВСт1; ВСт2; ВСт3; ВСт4; Стали 08; 10; 15; 20; 25 | 15Г; 20Г; 15Х; 15ХА; 20Х; 15ХМ; 20ХГСА; 10ХСНД; 10ХГСНД; 15ХСНД | 08Х20Н14С2; 20Х23Н18; 08X18Н10; 12X18Н9Т; 15X5 |
| II Удовлетворительная | Свыше 0,25 до 0,35 вкл | ВСт5; Стали 30; 35 | 12ХН2; 12ХНЗА; 20ХНЗА; 20ХН; 20ХГСА; 30Х; 30ХМ; 25ХГСА | 30X13; 12X17; 25X13Н2 |
| III Ограниченная | Свыше 0,35 до 0,45 вкл | ВСт6; Стали 40; 45 | 35Г; 40Г; 45Г; 40Г2; 35Х; 40Х; 45Х; 40ХМФА; 40ХН; 30ХГС; 30ХГСА; 35ХМ; 20Х2Н4МА | 17X18Н9; 12Х18Н9; 36X18Н25С2; 40Х9С2 |
| IV Плохая | Свыше 0,45 | Стали 50; 55; 60; 65; 70; 75; 80; 85 | 50Г; 50Г2; 50Х; 50ХН; 45ХНЗМФА; ХГС; 6ХС; 7X3 | 40X10С2М; 40X13; 95X18; 40X14Н14В2М; 40X10С2М |
| ГРУППА СВАРИВАЕМОСТИ | УСЛОВИЯ СВАРКИ |
| I | Без ограничений, в широком диапазоне режимов сварки независимо от толщины металла, жесткости конструкций, температуры окружающей среды |
| II | Сварка только при температуре окружающей среды не ниже — 5 °С, толщине металла менее 20 мм при отсутствии ветра |
| III | Сварка с предварительным или сопутствующим подогревом до 250 °С в жестком диапазоне режимов сварки |
| IV | Сварка с предварительным и сопутствующим подогревом, термообработкой после сварки |
weldering. com
Технологии сварки разнородных типов стали одного структурного класса
Сварка разных типов перлитной стали, разница в которых заключается в степени легирования, выполняется с помощью электродов, используемых для металлов с меньшей степенью легирования, при отсутствии дополнительных требований к прочности соединений, жаропрочности, коррозионной устойчивости, которые свойственны более легированным сталям. При этом технология предполагает выбор режимов и температуры сварки, применяемых при работе с более легированными металлами.
Если подогрев невозможен, то выполняется наплавка кромок с использованием более легированного материала, подогреваемого электродами типа Э42А. При этом наплавленный слой должен иметь такую толщину, которая не позволит более легированному металлу нагреться до температур Ac1, т. е. не допустить создания условий для закалки.
Работая с различными сочетаниями высокохромистых мартенситных (12 % Cr), ферритных (28 % Cr) и ферритно-аустенитных металлов типа Х21Н5, необходимо выбирать такую технологию сварки сталей, при которой не будут образовываться холодные трещины и хрупкие участков в сварном шве. Режим подогрева выбирают для самого закаливающегося металла с недопущением полного охлаждения заготовок. Это возможно при использовании сварочных материалов ферритно-аустенитного класса, сварки с минимальной погонной энергией, поскольку металлы с высоким содержанием хрома подвержены росту зерна, являющегося причиной образования хрупкости места шва.
После того как термообработка завершена, заготовку необходимо быстро охладить, чтобы избежать хрупкости, возникающей при +475 °С. Можно также использовать для работы аустенитные электроды. Но в таком случае при термообработке нельзя полностью исключить сварочные напряжения, вызванные разницей в коэффициентах линейного расширения шва и основного металла.
Приготовление пищи на сковородах из углеродистой стали
Углеродные сковороды используются на многих профессиональных кухнях.
Сковороды из углеродистой стали — невоспетый герой профессиональных кухонь. В последние несколько лет произошел углеродный ренессанс, и теперь они, кажется, повсюду. Сегодня я расскажу, почему я их использую, для чего они хороши, почему я считаю, что стоит иметь их дома в «батарее кухни», а также хочу поблагодарить одну из моих любимых сковородок. художники-ремесленники Деннис Кехо: кузнец, который выковывает все свои кастрюли вручную.
В течение многих лет я точно не знал, что такое посуда из углеродистой стали (, также называемой синей сталью ), но я знал, что людям она нравится, потому что ребята из горячей стороны спорили из-за маленьких шестидюймовых сковородок, как будто они были сделаны. из золота. Я действительно не понимал, насколько они полезны, пока не начал работать на очень загруженных станциях соте, где я мог работать с десятью кастрюлями за раз в загруженную ночь. Большинство сковородок будут из нержавеющей стали, но для дополнительной огневой мощи (обычно для поджаривания белков) одна или две будут из углерода.
Угольные сковороды созданы для быстрого и горячего приготовления пищи.
На загруженной линии одним из самых ценных товаров является свежая сковорода, особенно когда у вас есть блюда, для приготовления которых требуется более одной сковороды. Поскольку сковороды из углеродистой стали и чугуна нельзя мыть в посудомоечной машине, они являются ценным товаром — просто готовьте, протирайте, перезагружайте, повторяйте.
Чугун против углеродистой стали
Думайте об углеродистой стали как о горячей и проворной родственнице чугуна. Оба типа сковородок сделаны из железа и небольшого процента углерода. Однако есть различия, и их полезно знать, самое большое, на мой взгляд, заключается в том, что чугун начинается с жидкого металла, заливаемого в форму, где углеродистая сталь обычно изготавливается из листов металла.
Обратите внимание на разницу в ручках. Чугун будет нагреваться сильнее, так как соединение с кастрюлей толще.
Хотите верьте, хотите нет, но жидкая форма чугуна на самом деле делает его более хрупким, чем углеродистая сталь, поэтому он может треснуть, если его уронить ( Я видел это всего один или два раза ) Чугун также тяжелее углеродистой стали, часто почти вдвое тяжелее, частично для того, чтобы сделать ее более прочной. Мне нравится моя 12-дюймовая чугунная сковорода от моей прабабушки, но я также несколько раз растягивал запястье, поднимая его неправильно, и я не одинок.
Я использую чугунные и угольные сковороды, из которых можно сделать хорошую посуду для подачи запеченных блюд, таких как чорикесо.
Кислота
И литье, и углерод чувствительны к кислоте. Какими бы универсальными они ни были, вы не будете варить томатный соус ни в одной из них, поэтому у нас есть такие вещи, как чугун с эмалированным покрытием, эмаль обеспечивает барьер между кислотой и металлом. При этом, если сковороду быстро очистить и смазать маслом после приготовления, у меня не возникнет проблем с приготовлением соусов для сковороды и других вещей, даже если в них есть лимонный сок или хорошая порция вина.
Бараньи отбивные с соусом из вина и оливок. Здесь много кислоты, но это нормально. Просто протрите его и нанесите масло после.
Сохранение тепла
Чугуну требуется время, чтобы нагреться, и он может быть слишком медленным для некоторых нужд ресторана, но, поскольку он толще, он дольше остается горячим. Это может быть полезно для поддержания блюд в горячем состоянии и сервировки из кастрюли, но это не то, что мне всегда нужно. Сковороды из углеродистой стали быстро нагреваются и быстро остывают — это еще одна причина, по которой они так часто используются на кухнях.
Гриб, похожий на быстрое, горячее масло.
Поскольку чугунные сковороды изготавливаются из цельного куска, известно, что они очень сильно нагреваются, и я знаю нескольких человек, которым по этой причине не нравятся короткие толстые ручки. Ручки карбоновой сковороды тоже нагреваются, но это занимает больше времени, а поскольку они легче, быстрее остывают.
Непревзойденное обжаривание
Сковороды из углеродистой стали — мой первый выбор для горячего и быстрого приготовления, а также для запекания на сковороде. Стейк с невероятной прожаркой? Идеальная брюссельская капуста? Куриная грудка с золотисто-коричневой хрустящей кожей? Гребешки лучше, чем в вашем любимом ресторане ( после некоторой практики! ) — это лишь несколько примеров того, в чем превосходен углерод.
Приготовление морских гребешков, стейков и рыбы или просто брюссельской капусты на сковороде с углеродистой сталью — это мечта.
Чугун также хорош для обжаривания, но углерод нагревается более равномерно и обычно нагревается как минимум в два раза быстрее, чем чугун, в зависимости от толщины угольной сковороды, которая может варьироваться. Молниеносная скорость, даже жара — это только часть уравнения, но это важно, особенно когда кто-то платит, скажем, за идеальную тарелку гребешков. Если вы когда-нибудь хотели приготовить обжаренные ломтики, как в вашем любимом ресторане, с идеальной корочкой от края до края, углеродистая сталь — это то, что вам нужно. Убедитесь сами в быстрой демонстрации ниже.
Приправа и очистка
Приправа для угольной сковороды точно такая же, как и для чугуна. Вот что я делаю: нагрейте сковороду, натрите небольшим количеством масла (, начните с 1/2 чайной ложки или около того, ), затем запекайте в духовке в течение часа при 500F, выключая духовку и оставляя формы остывать. естественно. Но лучший способ приправить кастрюли — просто использовать их регулярно. Я держу свои прямо на плите, чтобы они были готовы к действию. Чем больше вы его используете, тем лучше он будет.
После приготовления, пока сковороды еще теплые, я натираю их кошерной или каменной солью. Если у них есть прилипшие кусочки, я сначала вскипятю дюйм воды в кастрюле. Смажьте формы перед хранением, если они выглядят сухими.
Очистка кастрюль из углеродистой стали точно такая же, как и чугунных. Если на сковороде нет прилипших кусочков, я просто вытираю их, добавляя каплю масла, если они выглядят сухими. Если есть мусор, скажем, от обжаривания стейка или яичницы, я наливаю воды так, чтобы она покрывала дно кастрюли, довожу до кипения, соскребаю деревянной ложкой, выливаю, натираю сковороду крупной солью. , высушите, а затем нанесите немного жира перед хранением.
Как литые, так и угольные сковороды могут иметь отличные антипригарные свойства, и через пару дней с моими сковородками Kehoe я смог заставить яйца вращаться, не прилипая. Однако, чтобы получить наилучшее антипригарное качество от литья или углерода, важно убедиться, что вы используете достаточное количество масла. Вам не нужно перебарщивать, но я всегда добавляю немного больше жира с углеродом и литьем, чем если бы я готовил из нержавеющей стали.
В отличие от чугуна, существует большое количество малых предприятий, производящих и продающих сковороды ручной работы.
Тепло важно. Если вы посмотрите демонстрационное видео в этом посте, то увидите, как долго я держу сковороду на огне. При обжаривании большинства видов мяса и рыбы важно, чтобы белок дымился до того, как белок попадет на сковороду, иначе он может прилипнуть — то же самое с чугуном и нержавеющей сталью.
Опции
Как и большинство вещей, карбоновые сковороды есть на любой бюджет. Угольные сковороды, которые я использовал в своих ресторанах, стоили около 90 долларов каждая, а приличную можно купить примерно за 45 долларов. Но если вы цените единственные в своем роде инструменты ручной работы, которые служат семейной реликвией, я думаю, вам понравится один из моих любимых мастеров.
Углеродная посуда Kehoe
Деннис Кехо, художник-кузнец по профессии, много лет создавал скульптуры и занимался другими заказными проектами. В 2018 году он сделал своей жене Кейси сковороду из углеродистой стали в качестве рождественского подарка. Им настолько понравилась сковорода, что они начали производить ее небольшими партиями, а через пару лет бизнес вырос настолько, что теперь он занимается этим на полную ставку (r , читайте всю историю на его странице ).
Деннис занимается своим делом. Изображение предоставлено: Kehoe Carbon Cookware.
У нескольких моих друзей есть кастрюли Денниса, так что я знал о них, но у меня уже так много сковородок, что трудно оправдать покупку новых, особенно тех, которые являются инвестициями. Любой скептицизм, который у меня был по поводу качества, исчез после того, как я взял в руки первый, и то, что они были рядом, заставило меня искать оправдания, чтобы просто использовать их. После использования их в течение нескольких месяцев, видя их на плите готовыми к действию, я все еще радуюсь каждый раз, когда иду на кухню.
Сковороды великолепны, но мне больше всего нравятся ручки, которые являются хорошим примером сочетания функциональности и эстетики. Сковороды Денниса — единственные, которые я видел с ручкой, которая сужается по мере приближения к сковороде. Сужение придает ей элегантный вид, но меньшая точка контакта в месте соприкосновения с чашей также означает, что ручка дольше остается прохладной, как вы можете видеть на тепловом изображении, присланном покупателем.
Тепловое изображение. Сковорода нагревается, но меньшая точка контакта дольше сохраняет температуру ручки.
Итак, вот оно. Приготовление пищи в сковородах из углеродистой стали такое же, как и в чугунных, только они легче по весу и быстрее вытягиваются. Оба хороши, просто немного разные.
Если вас интересует собственная сковорода ручной работы кузнеца, ссылка ниже. Это инвестиции, но большинство хороших вещей таковы. Их текущий весенний предварительный заказ на бронирование кастрюль заканчивается в апреле, но они будут делать несколько партий каждый год. Я также рекомендую более легкие кастрюли 12 калибра, которые изображены в этом посте, по сравнению с более тяжелыми кастрюлями 10 калибра.
Это то, что вы должны знать перед покупкой сковороды из углеродистой стали
Предыдущий пост Следующий пост
1 сентября 2021 г.
Сковороды из углеродистой стали очень нравятся многим любителям домашней кухни и профессиональным поварам, и на то есть веские причины. Эта посуда повышает долговечность и термостойкость чугуна, но обладает преимуществами легко отделяемой поверхности для приготовления пищи, такой как антипригарное покрытие, и теплопроводностью нержавеющей стали. Наша самая популярная посуда из углеродистой стали — это сковороды из углеродистой стали Matfer Bourgeat, которые продолжают оставаться фаворитами покупателей в Cook’s Direct с тех пор, как в 2015 году были отмечены в Cook’s Illustrated. Сковороды Matfer Bourgeat выпускаются в четырех размерах:
• Matfer Bourgeat 062001 круглая сковорода из углеродистой стали диаметром 8-5/8 дюйма.
• Matfer Bourgeat 062004 11-дюймовая круглая сковорода из углеродистой стали.
• Matfer Bourgeat 062005 Круглая сковорода из углеродистой стали диаметром 11-7/8 дюйма
• Matfer Bourgeat 062006 Круглая сковорода из углеродистой стали диаметром 12-5/8 дюйма
Несмотря на перечисленные выше преимущества и рекомендации экспертов, углеродистая сталь подходит не для всех кулинарных целей. Вот краткий обзор вещей, которые вы должны знать и понимать, прежде чем решите нажать кнопку «Купить».
Преимущества приготовления пищи в посуде из углеродистой стали Легкий и простой в обращении – углеродистая сталь варится так же, как чугун, но весит значительно меньше. Чтобы продемонстрировать, популярная 12-дюймовая чугунная сковорода весит 8 фунтов. по сравнению с 12-дюймовой сковородой из углеродистой стали Matfer, вес которой составляет чуть более 5-1/2 фунтов.
Универсальная посуда – посуду из углеродистой стали можно использовать на плите, в духовке, под жаровней и на гриле. Есть что еще сказать? Если у вас есть место только для нескольких кастрюль, углеродистая сталь может выполнять работу многих.
На всю жизнь – углеродистая сталь состоит из 1% углерода и 99% железа, представляет собой очень прочный и прочный композит, который также является ковким или гибким. Вы можете уронить, ударить, перегреть или иным образом обращаться с посудой из углеродистой стали не очень осторожно, и она вряд ли сломается или треснет.
Доступность по цене – профессиональные повара и домашние повара согласятся с тем, что легко найти качественную сковороду из углеродистой стали, отвечающую их потребностям, доступную по цене и доставляющую удовольствие от приготовления пищи. Нашим самым популярным размером является сковорода из углеродистой стали размером 11-7/8 дюймов, и она стоит менее 45 долларов США.
Превосходная жаростойкость – углеродистая сталь замечательно термоустойчива, поэтому из нее можно делать великолепную посуду. Большинство кастрюль из углеродистой стали безопасны при температуре не менее 600 градусов, а некоторые из них безопасны для использования в духовке при температуре до 1200 градусов по Фаренгейту. длительные периоды без заботы о повреждении.
Быстро нагревается – углеродистая сталь нагревается и остывает быстрее, чем чугун. Тонкий дизайн способствует более быстрой передаче тепла от печи к поверхности. Если вы потратите несколько минут на приготовление каждого блюда, это может привести к переполненному ресторану.
Отзывчивый — измените температуру вашего источника тепла, и ваша сковорода тоже будет менять температуру относительно быстро. Наличие сковороды, которая быстро реагирует на изменение температуры, позволяет избежать пережаривания или недожаривания продуктов.
Универсальность – посуду из углеродистой стали можно использовать практически с любым источником тепла и варочной панелью. Поместите посуду из углеродистой стали в духовку, на гриль, в жаровню или на плиту. И он будет совместим с индукционными, газовыми или электрическими плитами. Посуда из углеродистой стали легкая и ее легко транспортировать, плюс вы можете рассчитывать на то, что сможете использовать ее, где бы вы ни готовили.
Безопасный – Углеродистая сталь изготовлена из железа и углерода, оба материала нетоксичны и безопасны для пищевых продуктов. Кроме того, сковорода из углеродистой стали не имеет антипригарной поверхности, вы скорее приправляете сковороду маслом или салом; также нетоксичен, поэтому поверхность не прилипает без добавления каких-либо химических веществ.
Требуется приправа — ваша посуда из углеродистой стали не имеет антипригарного покрытия. Вместо этого его нужно приправить, прежде чем готовить с ним, чтобы создать желаемую гладкую, быстросъемную отделку. Приправа также предотвратит ржавчину и защитит от повседневного износа. Приправа сама по себе относительно проста, а также необходима. Обратитесь к этому документу за печатными инструкциями по приправам. Или см. ниже:
Может ржаветь или обесцвечиваться — в отличие от нержавеющей стали, углеродистая сталь может ржаветь, если ее не выдержать должным образом. Углеродистая сталь также может обесцвечиваться по разным причинам; слишком много масла вызовет рябь обесцвечивания, пятна — это реакция на кислую пищу, и со временем на большинстве углеродистых сталей образуется черный налет. Изменения его внешнего вида не повлияют на производительность.
Горячие ручки – В отличие от некоторых кастрюль из нержавеющей стали, которые имеют полое или зубчатое соединение для рассеивания тепла, большинство кастрюль из углеродистой стали имеют плоские ручки, соединенные непосредственно с основанием заклепками, которые могут сильно нагреваться. Подумайте заранее и закажите силиконовый чехол к своей сковороде.
Только ручная стирка – посуду из углеродистой стали нельзя мыть в посудомоечной машине, так как это может испортить сковороду и приправы. Хорошей новостью является то, что углеродистую сталь легко чистить, просто промойте ее теплой водой и вытрите насухо.
Реакция на кислые продукты – углеродистая сталь и помидоры просто несовместимы. Вам также следует избегать винных соусов и блюд с большим количеством лимонного сока или других кислых продуктов. Имейте в виду, что капля уксуса или небольшое количество лимона не испортят сковороду, но кипячение вина или томатного соуса удалит слой приправ, и вам лучше подавать в кастрюле из нержавеющей стали или эмалированном чугуне, так как они не — реактивные поверхности.
Еда прилипает к поверхности (если она не приправлена) — для опытных поваров или домашних поваров, знакомых с углеродистой сталью и чугуном, это не проблема. Но если вы не знаете, что ваша сковорода требует приправы, и готовите на ней сразу после получения, вы будете разочарованы.
Менее распространены, чем другие материалы – посуда из углеродистой стали встречается не так часто, как посуда из нержавеющей или алюминиевой посуды, и многие бренды бытовой посуды даже не предлагают углеродистую сталь. Домашнему повару или шеф-повару-любителю вам, возможно, придется просмотреть незнакомые линии коммерческой посуды, чтобы найти ту сковороду из углеродистой стали, которая вам нужна.
Неравномерный нагрев поверхности – в то время как посуда из углеродистой стали быстро нагревается и реагирует на изменения температуры, для равномерного распределения тепла кастрюля из нержавеющей стали с многослойным покрытием всегда выигрывает. Многослойная посуда имеет алюминиевый сердечник, обладающий высокой электропроводностью, который быстро и равномерно нагревается. В сковороде меньшего размера это может не быть проблемой, но в кастрюле большего размера вы можете обнаружить, что разные части вашей пищи могут готовиться быстрее или медленнее, что может вызвать проблемы при приготовлении мяса или деликатных продуктов, таких как рыба.
Итак, подходит ли вам посуда из углеродистой стали?
Он легкий, быстро нагревается, доступен по цене и очень долговечен. Вы должны помнить, что приправляете сковороду перед приготовлением пищи, а затем приправляете ее снова, когда это необходимо. Если вы готовите много кислых продуктов, вы в конечном итоге разочаруетесь. Но если вы хотите пополнить свою коллекцию посуды и ищете недорогие кастрюли или сковороды, которые можно использовать с большинством продуктов, просты в обращении, чувствительны и прослужат долгие годы, вам следует попробовать посуду из углеродистой стали.
Ключевые слова:
Сталь для выпечки, из которой каждый раз получается отличная пицца
Сразу к делу
После того, как мы испекли кучу пиццы, мы влюбились в печь для выпечки; Это гарантирует идеальную корочку пиццы каждый раз.
Я первым рассказал о Baking Steel, продукте, который в то время находился в режиме Kickstarter, пытаясь собрать достаточно денег для своего первого запуска. Благодаря таким сумасшедшим пиццериям, как вы, им удалось превзойти свои первоначальные инвестиционные требования на несколько тысяч долларов. По общему мнению, основатель Андрис Лагсдин изо всех сил пытается не отставать от спроса на этом первом запуске. Это хорошая новость для него и еще лучшая новость для домашних пирогов, потому что я должен сказать вам: это самый впечатляющий продукт для домашней пиццы, который я когда-либо тестировал.
Купить на Bakingsteel.com
Я пекла самые вкусные пироги в домашней печи, которые я когда-либо пекла за последние несколько недель. Лучше, чем то, что я могу получить с моим камнем толщиной в дюйм. Более стабильный, чем то, что я получаю от моего метода жарки на сковороде (мой предыдущий опыт). И, конечно же, это проще, чем установить не менее классную вставку KettlePizza на мой открытый гриль.
Как приготовить великолепную пиццу в уличной печи для пиццы
Судя по всему, это ответ, которого я ждал , чтобы снова и снова готовить потрясающую пиццу прямо из коробки.
Позвольте мне поделиться с вами некоторыми подробностями:
Концепция
Люди на форуме pizzamaking.com говорили об использовании стальных пластин для выпечки пиццы в течение нескольких лет, но эта концепция действительно стала популярной, когда Натан Михирволд рекомендовал ее в своей супер-поваренной книге «Модернистская кухня». Увидев демонстрацию процесса, Андрис Лагсдин, бывший сотрудник сети пиццерий Todd English’s Figs, понял, что эй, может здесь есть возможность для бизнеса . Так родилась Baking Steel, 1/4-дюймовая, 15-фунтовая пластина из пищевой стали, предназначенная для использования в вашей духовке в качестве замены традиционному камню для пиццы.
На бумаге идея имеет смысл. Металл проводит тепло лучше, чем камень, и удерживает больше тепла на единицу объема, чем камень — обе ключевые характеристики для создания пиццы, которая получается легкой и хрустящей, с характерной структурой отверстий и обуглившимся вкусом, которые вы ищете в хорошей неаполитанской или нью-йоркской пицце. стильный пирог.
Чтобы проверить сталь для выпечки, я испекла более дюжины пирогов, а также различные рецепты, и в каждом отдельном случае она давала результаты, превосходящие все, что мне когда-либо удавалось испечь с помощью стандартного камня. Вот несколько основных моментов:
Камень против.
Сталь: Нью-Йоркский пирогДля начала я приготовил два пирога в нью-йоркском стиле и выпекал их точно так, как рекомендуют инструкции на Baking Steel: сталь на дне духовки, духовка на полную мощность в течение 45 минут. Мой основной рецепт пиццы в нью-йоркском стиле выпекается на камне в духовке при температуре 500 ° F, что приводит к времени выпечки от 12 до 15 минут.
Камень.Температура пола
С камнем, если я разогрею духовку до 550 ° F (это возможно не для всех домашних поваров, поэтому в рецепте указана температура 500 ° F), я могу испечь пирог примерно за 7 или 8 минут.
Как видите, камень в печи при 550° стабилизируется при температуре от 500 до 525°F.
Сталь, с другой стороны, стабилизируется при температуре около 450°F (хотя в некоторых тестах ее пик достигался ближе к 500°F). Это связано с радиационными свойствами стали. Он постоянно выделяет тепло, даже когда поглощает его, заставляя его стабилизироваться при температуре, которая немного ниже, чем воздух вокруг него.
Я измерил температуру воздуха в своей духовке с помощью сухого термометра, который показал от 500°F до 550°F, в зависимости от цикла духовки.
Теперь вы можете подумать, не приведет ли более низкая температура пола к увеличению времени приготовления и, следовательно, к худшей пицце? Нет, и это связано с относительной проводимостью двух материалов. Несмотря на то, что сталь холоднее камня, она намного лучше передает свою энергию всему, что находится на ней, чем камень, что более чем объясняет более низкую температуру.
Это тот же принцип, который позволяет вам засунуть руку в духовку при температуре 212 ° F, а если засунуть ее в кастрюлю с кипящей водой при температуре 212 ° F, она обожжется.
Пироги
Версия, приготовленная на камне, вышла такой же, как и мои нью-йоркские пироги (то есть превосходной), с хорошими пузырьками, расплавленным сыром и золотисто-коричневой корочкой с несколькими более темными пятнами, и все это примерно за 8 минут.
С другой стороны, мой запеченный стальной пирог стал коричневым и пузырчатым всего за 6 минут с более привлекательной пятнистой коричневой корочкой.
Ходовая часть
Вот где вы начинаете видеть некоторые реальных различий
С камнем ходовая часть была относительно ровного коричневого цвета с несколькими чуть более светлыми и более темными пятнами. Это было умеренно хрустящим, с изрядным количеством жевания.
С другой стороны, ходовая часть стального пирога была почти безупречным примером того, как должен выглядеть нью-йоркский кусок, с пестрой коричневой корочкой и множеством темных и светлых пятен. Вдобавок ко всему, это было в высшей степени хрустящим.
Структура отверстия
Как поверхность выпечки влияет на структуру отверстий? Ну, эти отверстия в корке образуются, когда воздух и водяной пар, попавшие в матрицу теста, внезапно расширяются при нагревании в явлении, известном как пружина печи. Чем быстрее вы сможете передать энергию тесту, тем больше будут эти великолепные пузырьки, а корочка будет воздушной и нежной.
Камень показал здесь приличную структуру — лучше, чем 99% того, что вы получили бы в дикой природе, — но все же немного плоский по краю.
Посмотрим, что мы получим со сталью:
Ого пузыри! Проверьте эти отверстия. Это действительно прекрасная корочка, такая, что хочется взять косточки соседей и съесть их. (p.s. не делайте этого, это неприлично)
Таким образом, прямо из коробки, использованный точно по назначению, он демонстрирует несколько довольно явных преимуществ по сравнению с обычным камнем.
Со вторым камнем
Теперь, когда в моей духовке есть и камень, и сталь, для следующего теста я попытался сымитировать более традиционную печь для пиццы, поместив камень на одну полку, а сталь на полку прямо под ним. Идея состоит в том, что лучистая энергия камня поможет быстрее приготовить верхнюю часть пиццы, создаст лучшее обугливание на верхней поверхности и, как мы надеемся, сократит время приготовления еще больше. Вот что я получил:
Пирог немного прилип к кожуре, когда я его перекладывал, поэтому он не идеально круглый. Ты не ненавидишь, когда это происходит?
Тем не менее, подрумянивание было действительно превосходным, с еще более рыхлой корочкой по краям и большими пузырьками. К сожалению, у большинства людей нет двух камней. Не беда, есть еще лучший способ испечь пироги:
Serious Eats / J. Kenji Lopez-Alt
С бройлером
Здесь дела действительно пошли на поправку. Метод сковороды-бройлера был моим любимым методом приготовления пирогов, но вы можете считать, что я официально перешел на метод выпечки стального бройлера.
Для этого пирога (и ряда других пирогов с тех пор) я нагрел печь для выпечки на второй полке моей духовки, установленной на 550 ° F, до тех пор, пока она не поддерживала постоянную температуру (это заняло около получаса, сталь оставалась стабильной при температуре около 500 ° F). Затем, непосредственно перед тем, как положить пирог в духовку, я включил жаровню на полную мощность. (У меня есть духовка с жаровней на верхней полке. Если ваша жаровня находится под духовкой, вам придется предварительно разогреть сталь под жаровней).
Чтобы гарантировать, что бройлер не выключится (у него есть термостат, который отключает его, если духовка становится слишком горячей), я слегка приоткрыл дверцу духовки металлической ложкой.
Первый пирог, который я испекла, приготовился чуть менее чем за четыре минуты, а полдюжины, которые я испек с использованием этого метода с тех пор, были в диапазоне от трех с половиной до четырех с половиной минут.
Неаполитанский стиль
Вот в чем дело: вы и никогда не сможете испечь идеальный неаполитанский пирог в домашней духовке. Они просто недостаточно нагреваются. Традиционный неаполитанский пирог выпекают в дровяной печи с температурой пола от 700 до 800 ° F и температурой воздуха, которая может достигать 1000 ° F возле купола. Пироги готовятся около 90 секунд. Вам нужно такого рода темп, чтобы получить в высшей степени пузырчатые, пушистые, черно-белые красоты, которые производят лучшие неаполитанские суставы.
Тем не менее, нет ничего плохого в том, чтобы попытаться подобраться как можно ближе, верно?
Я испекла несколько пирогов, используя свой стандартный рецепт теста для неаполитанской пиццы. Это довольно просто — мука мелкого помола, вода, дрожжи и соль. Вот и все. Как и мои последние пироги в нью-йоркском стиле, я испек его на второй верхней полке (нет места для пирога, если я поставлю сталь на самую верхнюю полку), при этом жаровня работала на полную мощность.
Начинки были простыми и традиционными: соус (приготовленный из измельченного Сан-Марцано и соли), моцарелла из буйволиного молока, оливковое масло, соль и свежие листья базилика.
Этот пирог выпекался чуть меньше 4 минут. Неплохо сверху. Очевидно, вы не получите того уровня обугливания и пятен, который вы ищете в идеальном пироге, но я очень доволен большими пузырями и общей приготовленностью пиццы.
Ходовая часть
Опять же, именно здесь Baking Steel действительно сияет, создавая фантастическую хрустящую, тонкую, пятнистую корочку.
Структура отверстия
И дырочки тоже выглядят неплохо — тонкий слой румяной корочки, внутри много супервоздушных нежных пузырьков.
Заключительные мысли
Вердикт: Это вратарь. Определенный хранитель.
Бонусные баллы: помимо явного теплового превосходства, он еще и гораздо более долговечен (кто из вас разбивал камень для пиццы, поднимите руки?). И, как я узнал после того, как положил его на плиту после первого дня приготовления пирога, он идеально подходит для двух конфорок, что позволяет использовать его как сковороду на плите. О чем, конечно же, Baking Steel хорошо известно, поскольку с тех пор они выпустили двустороннюю сковороду.
Часто задаваемые вопросы
Как чистить сталь для выпечки?
Этот пост на сайте Baking Steel содержит пошаговые инструкции о том, как очистить печь для выпечки (также есть видео!).
Как лучше всего хранить печь для выпечки?
Вы должны хранить печь для выпечки в чистом месте или на нижней полке духовки. Baking Steel также продает этот удобный чехол для хранения.
У вас есть обзор противня для выпечки?
Почему да! Мы делаем. Вы можете прочитать наш обзор стальной сковороды для выпечки здесь.
Почему я люблю стальную сковороду для выпечки
Овсяные хлопья быстрого приготовления Bob’s Red Mill :: Указания для меня
- Главная
- Зерновые/хлопья, не готовые к употреблению (длительного хранения)
- Овсяные хлопья быстрого приготовления Bob’s Red Mill
- Маршрут
- Описание
- Другое Описание
- Пищевая ценность
- Ингредиенты
- Предупреждения
- УПК
Указания
Лучше всего хранить в холодильнике или в замороженном виде.
Приготовьте лучшую в мире Oatmeal® дома:
Доведите до кипения 2 стакана воды и 1/4 чайной ложки соли. Добавьте 1 стакан овсяных хлопьев быстрого приготовления. Уменьшите огонь до средне-высокого и готовьте, периодически помешивая, в течение 7 минут (или дольше, если овсяная каша более кремовая). Снимите с огня и дайте постоять 2 минуты. Делает 4 порции.
Инструкции для микроволновки:
Смешайте 1/2 стакана овсяных хлопьев быстрого приготовления, 1 стакан воды и щепотку соли. Поставьте в микроволновку на максимальную мощность на 2 минуты. Размешайте как следует. Варить 2 минуты. Дать постоять 2 минуты. Делает 1 порцию.
Инструкции по медленноварке:
Смешайте 2 стакана воды, 1 стакан овсяных хлопьев быстрого приготовления и 1/4 ч. л. соли в медленноварке. Размешайте как следует. Готовьте овес на высокой мощности в течение 45 минут или на низкой в течение 1 1/2 часа. Делает 4 порции.
Описание
Овсяные хлопья быстрого приготовления Bob’s Red Mill®.
Обладатель первого места.
Лучшая в мире овсянка®.
За ваше здоровье®. Боб Мур.
Друг сердца.
Готов за 7 минут.
Золотой спуртл™.
Овсянка чемпиона мира®.
Хороший источник клетчатки.
Овсяные хлопья быстрого приготовления Bob’s Red Mill® изготавливаются из свежего овса самого высокого качества в мире. Они перемалываются из цельного зерна овса с высоким содержанием белка и нарезаются на аккуратные маленькие кусочки на специализированной роторной мельнице-грануляторе. Успокаивающая текстура и ореховый, естественно сладкий вкус питают ваш желудок и ваши вкусовые рецепторы самым замечательным образом.
Все естественно.
Другое Описание
Завершите это!:
Натуральный насыщенный ореховый вкус овса дополнит все, что вы посыпаете им. Вот некоторые из наших любимых идей, которые помогут вам начать. Наслаждаться!
Старая школа:
Ложка коричневого сахара, кусочек сливочного масла, щепотка соли.
Распоряжения врача:
Большая ложка нежирного греческого йогурта, который любит кишечник, две столовые ложки молотого льняного семени, горсть черники.
Остановка грузовика:
Жареное яйцо, две колбаски, тертый сыр чеддер, капля острого соуса.
Повесить свободно:
Поджаренная кокосовая стружка, кусочки ананаса, измельченные орехи макадамия.
Овсяная мода:
Вяленая вишня, крем-фреш, бальзамическая редукция.
Официальная овсянка Spar для Spurtle.
Окончательный бросок овсянки вниз.
www.sparforthespurtle.com.
Диета, богатая продуктами из цельного зерна и другой растительной пищей с низким содержанием общего жира, насыщенных жиров и холестерина, может снизить риск сердечных заболеваний и некоторых видов рака. Дорогие друзья,
Овсяные хлопья всегда были фаворитом на Bob’s Red Mill. Их насыщенный вкус, текстура и простота приготовления, а также доказанная питательная ценность и снижение уровня холестерина делают их идеальным завтраком. Несколько лет назад мы узнали о чемпионате мира по приготовлению овсянки в Шотландии под названием «Золотой спуртл». На тот момент нам еще предстояло открыть спуртл — многовековую шотландскую деревянную мешалку для каши.
Команда Bob’s Red Mill отправилась в Каррбридж, Шотландия, чтобы принять участие в чемпионате мира по приготовлению овсяных хлопьев. Мы соревновались с четырнадцатью другими командами со всего мира. Вера нашей команды в неизменно превосходный овес никогда не колебалась.
В то прохладное октябрьское утро все команды маршировали по городу в сопровождении оркестра волынки. После трех заездов мы остались в пятерке финалистов. Мы все приготовили для судей традиционный рецепт — овес, соль и вода. Наконец, объявление: Bob’s Red Mill — новый чемпион мира Golden Spurtle. Наши собственные овсяные хлопья, о которых мы знали, что они превосходны, теперь оказались «лучшими в мире».
Вы тоже можете легко попробовать лучшую в мире кашу, следуя простому рецепту на этой упаковке. Никаких трюков и трюков. Овес в упаковке — «лучший в мире».
Для получения информации и рецептов посетите наш веб-сайт www.bobsredmill.com.
Пищевая ценность
Размер порции: 36,0 г
Количество порций в упаковке: 17
| Racc Amt | |
| Энергия | 140 |
| Общий жир | 2,5 г |
| Насыщенные жиры | 0,5 г |
| Трансжиры | 0 г |
| Холестерин | 0 мг |
| Натрий | 0 мг |
| Углеводы | 25 г |
| Пищевые волокна | 4 г |
| Сахар | 0 г |
| Белок | 4 г |
| Процент витамина А в день | 0 |
| Процент витамина С в день | 0 |
| Суточный процент кальция | 2 |
| Процент железа в день | 6 |
Ингредиенты
Цельнозерновой овес.
Предупреждения
Изготовлено на предприятии, где также используются орехи, соя, пшеница и молоко.
UPC
00039978001900
Как готовить на сковороде из нержавеющей стали, чтобы продукты не пригорали? » Наша сладкая жизнь
- Поделиться879
- Твит
Примечание. Добро пожаловать в мой совет недели. Если есть какой-то совет, который я нашел, протестировал и он сработал, поделюсь им. Если вы просто заглянули за советом, а не за историей, прокрутите до рисунка в конце поста.
Сейчас ноябрь, и вот я стою на своей кухне. Смотрю на свою сковородку. Интересно, было ли хорошей идеей обменять бриллиантовые серьги на кастрюлю. Я непривычно тихий. Я жду, когда кастрюля пригласит меня в свою жизнь. Расскажи мне его секреты. Сделай меня шеф-поваром, которым я никогда не хотел быть.
Мой кавалер стоит позади меня. С уважением к моей тихой встрече с моей кастрюлей.
Когда он сделал мне предложение, он сказал, что я не похожа ни на одну женщину, которую он когда-либо встречал. Думаю, в данный момент он выясняет, насколько верно это утверждение.
Но это всего лишь кастрюля. Так что тишина ослабевает все дальше и дальше. Я постоянно слышу слова продавщицы: «Сковороды из нержавеющей стали довольно сложны в освоении. Однажды я смогу приготовить в ней идеальную куриную грудку. На следующий день еда прилипает и пригорает».
Но это было так красиво. Все блестящие. Просто ждет, чтобы быть использованным.
Я думаю, что метод проб и ошибок может быть лучшим, но на этот раз, в отличие от других, у меня недостаточно терпения для этого. Я делаю некоторые исследования в Интернете и найти несколько советов.
Если пища прилипает к сковороде, это может быть:
- слишком горячая
- слишком холодно
Никто не сказал мне, что я буду читать версию Златовласки, когда я отправился на поиски. Опять же, Стаут стоит со мной на кухне и выглядит совсем как медвежонок.
Стаут назван в честь нашего любимого пива… Стаут. Потому что он темный, как стаут. Мы действительно крутые такие. Бо сказал мне, что мы не можем применять такой подход к нашим детям.
Вернуться к кастрюле. Я так понимаю, это должно быть в самый раз? И меня осенило, я ам Златовласка и эта кастрюля моя каша. Вот и закончилась сказка.
Проблема со сковородами из нержавеющей стали в том, что их очень много. Большие, маленькие, разные металлы… снова и снова. Так что никакой формы для печенья: «Нагревайте три минуты, не больше и не меньше, и вы готовы к рок-н-роллу».
Нужно проверить. Вам нужно измерить температуру сковороды. И вот как.
ИЗМЕРЕНИЕ ТЕМПЕРАТУРЫ ВАШЕЙ СКОВОРОДЫ
Во-первых, я начну с небольшой напутственной речи, которая звучит примерно так: «Послушай, ты, красивая блестящая кастрюля, я купил тебя и собираюсь использовать тебя. И вы собираетесь сотрудничать. И я собираюсь сделать из вас много еды, и я воздам вам часть кредита. Мы команда, хорошо? Давай сделаем это.»
Итак, эксперимент начинается.
Включите плиту на средний огонь. Если вы используете нержавеющую сталь, вам определенно нужен средний нагрев или, может быть, чуть меньше среднего. Нержавеющая сталь отлично справляется с сохранением тепла и даже приготовлением пищи. Это то, чем они известны. Поэтому, если вы включите плиту на полную мощность, ваша сковорода очень быстро нагреется, и вам будет трудно довести ее до хорошей температуры приготовления.
Пока ваша кастрюля нагревается, вы сможете проверять ее температуру каждые 30 секунд с помощью капли воды. 1/8, если быть точным. Не пытайтесь провести этот тест с 1/4 чайной ложки, потому что это слишком много воды, и этот тест не будет работать.
В первый раз, когда вы наливаете воду, вы можете увидеть это:
Если вода никак не реагирует, это означает, что кастрюля еще слишком холодная и вам нужно дать ей немного нагреться.
Подождите от 30 до 45 секунд и повторите попытку теста.
Если вы капнете воду, и она будет пузыриться и испаряться, как показано на рисунке ниже, значит, она все еще слишком холодная.
Снова подождите еще 30-45 секунд. Сделать шаг назад. Сделайте глоток воды. Сделайте несколько поз йоги, чтобы сохранить спокойствие.
Вы, вероятно, испытаете эффект пузыря еще один или два раза (как и я). Сейчас не время сдаваться.
Подпрыгните несколько раз в воздухе, как будто вы на боксерском ринге. Это всегда помогает. Потратьте секунду, чтобы вычеркнуть «упражнение» из списка дел.
Попросите вашего мужчину или кого-то, кто окажется рядом, погладить вас по плечу и вернитесь на ринг.
Далее вы, вероятно, увидите это:
Эти круглые пузыри — то, что вы ищете… ну, форма — это то, что вы ищете. Но вам нужно увидеть, как один большой шар воды скользит по сковороде, чтобы понять, что сковорода готова.
Время для небольшого урока.
Сковороды из нержавеющей стали имеют поры, и при нагревании эти поры открываются и закрываются в процессе нагрева. Если ваша сковорода не нагрета должным образом, и вы положите курицу (или что у вас есть) в сковороду, открывающиеся и закрывающиеся поры зафиксируются на вашей еде, в результате чего она прилипнет, когда вы перевернете ее.
Когда сковорода имеет правильную температуру, поры больше не открываются и не закрываются. Вот почему тест воды идеален. Когда вода попадает на сковороду и образует один идеальный шар, который скользит по сковороде, поры становятся стабильными. Ваша сковорода нагревается.
Вот идеальный шарик воды, который вы ищете:
Если вода попадает на сковороду и образует один идеальный шарик. Ваша сковорода нагревается правильно.
Посмотрите ближе к середине справа, и вы увидите мяч, о котором я говорю.
Вот еще крупный план:
Этот шарик воды указывает на то, что сковорода хорошо нагрета.
Очевидно, в этот момент я хочу исполнить замысловатый хореографический танец в честь того, что правильно разогрел сковороду, НО НА ЭТО НЕТ ВРЕМЕНИ.
Сохраняйте самообладание. Отодвиньте эти чувства радости в сторону, на время. (Я не всегда стремлюсь подавлять эмоции, как может подтвердить мой кавалер.)
Увидев, что сковорода имеет ТОЧНО правильную температуру, вы должны действовать быстро, потому что сковорода все еще находится на источнике тепла и все еще нагревается. Держите масло рядом со сковородой и быстро добавляйте его. Также хорошо иметь готовую еду для того, чтобы положить ее в кастрюлю.
Когда вы добавляете что-либо в кастрюлю, это понижает температуру. Добавление масла приведет к небольшому снижению температуры, но только на несколько секунд. Вы узнаете, что ваше масло правильно нагрето, когда увидите первую струйку дыма. Или, если вы переместите масло и увидите, как образуются ноги (такие ноги вы видите, когда крутите бокал вина).
Как только вы это увидите, пора сразу добавлять еду!
Я хочу пойти по-крупному или вернуться домой. Поэтому для этого эксперимента я выбираю рыбу вместо курицы. Мне никогда не удавалось приготовить рыбу на сковороде из нержавеющей стали, чтобы она не прилипала.
Они идут. Через 4 минуты пришло время их перевернуть. Мои потные ладони хватают шпатель. Это момент истины для меня:
И она поднимается. Идеальное исполнение. Ни одна рыба не прилипла к моей сковороде!!!
Вот как правильно разогреть сковороду. Я провел этот эксперимент с водой в первые несколько раз, когда использовал свою кастрюлю. После повторения вы начнете узнавать точное время, необходимое для того, чтобы ваша сковорода правильно нагрелась. Тогда вы становитесь опытным профессионалом и вам больше не нужны эксперименты с водой.
В общем, вы готовы к участию в The Next Iron Chef.
Примечание о сковороде из нержавеющей стали
Я не , а только выбрал сковороду из трехслойной нержавеющей стали, а не сковороду с антипригарным покрытием, потому что какая-то дама не была уверена в моей способности справиться с этим. Я сделал это по следующим причинам:
- Когда я думал о кухнях моих любимых ресторанов или моих любимых шеф-поваров, я вспоминал, что все они использовали кастрюли из нержавеющей стали. Должна быть причина…
- Я большой поклонник того, что мое мясо идеально подрумянивается с великолепной корочкой, и мне никогда не удавалось сделать это на сковороде с антипригарным покрытием.
- Я ОБОЖАЮ делать сокращения. (В кулинарии сокращение — это процесс загущения и усиления вкуса жидкой смеси, такой как суп или соус.) Во многих рецептах, которые я использую, используются маленькие коричневые кусочки (также называемые фондами), оставшиеся на сковороде после приготовления. жарки, чтобы сделать богатый соус. НО, эти красивые коричневые кусочки нельзя приготовить на сковороде с антипригарным покрытием… потому что ничего не может прилипнуть.
Например:
Вот почему я выбрал нержавеющую сталь!
А теперь для заметок на скалах:
Есть вопросы?!
Лучшая кастрюля для всех ваших потребностей в кипячении (2021)
Лучшая кастрюля не похожа на специальную посуду. Конечно, это, вероятно, самый большой сосуд, который у вас есть, рассчитанный на то, чтобы всю жизнь готовить четыре порции соуса для пасты и тушить кусочки курицы для бульона. Но, несмотря на свои размеры, отличная кастрюля легко интегрируется в вашу кухню, легко перемещаясь от плиты к духовке и не занимая слишком много места на полке. Нет лучшего инструмента для приготовления сытного чили зимой или отваривания морепродуктов летом.
Мы протестировали шесть высоко оцененных кастрюль — все вместимостью восемь литров, что, по нашему мнению, является идеальным размером (подробнее об этом позже), — чтобы найти самую лучшую модель на рынке. В конце концов, мы нашли абсолютного победителя в трехслойной кастрюле из нержавеющей стали All-Clad и бюджетного чемпиона в классической кастрюле из нержавеющей стали от шеф-повара Cuisinart, которая составляет примерно одну шестую часть цены. Читайте дальше, чтобы узнать, почему мы выбрали два лучших, как мы тестировали наши кастрюли и другие модели, которые мы рассматривали.
Лучшая кастрюля в целом: Трехслойная кастрюля из нержавеющей стали All-Clad
8-квартовая кастрюля All-Clad была самой короткой и самой широкой моделью, которую мы тестировали, что первоначально казалось пунктом в колонке «минусы». Но при приготовлении запасов с более крупными костями и кусками туши, например, из индейки на День Благодарения, ширина является долгожданной особенностью, помогая держать все под водой. Эту форму также было проще всего хранить: она прекрасно сочеталась с другими кастрюлями в нашей коллекции, поэтому добавление ее на нашу кухню не требовало перемещения вещей, чтобы освободить место для высокого и громоздкого нового предмета.
Эту кастрюлю было легко перемещать от раковины к плите, к духовке и обратно, несмотря на то, что она казалась прочной и долговечной. Его трехслойная клеевая конструкция с алюминиевым сердечником равномерно нагревается и может использоваться на всех варочных поверхностях, включая индукционные. Мы ценим то, что его можно мыть в посудомоечной машине и что он имеет то, что All-Clad называет «звездообразным покрытием», которое помогает предотвратить прилипание пищи и облегчает очистку.
Недостатки этой кастрюли? Это недешево. Но, по мнению обозревателей (и членов Team Epi, у которых есть этот и другие трехслойные продукты All-Clad на их собственных кухнях), пожизненная гарантия стоит своих денег; у вас будет этот горшок очень долго, и он будет служить вам невероятно хорошо.
Все вкладываемые три-чартные 8-квартовые сток
$ 345 на Amazon
$ 345 на Crate & Barrel
$ 345 на Zola
Best Budget Stockpot: Cuisinart’s Classic’s Stainless Stainless. Если вы хотите потратить менее 60 долларов на все еще высококачественную кастрюлю, Cuisinart Chef’s Classic — лучший выбор. В середине упаковки по высоте и ширине это отличный горшок Златовласки, который не занимает слишком много места на плите. Зеркальное покрытие выглядит блестящим и впечатляющим, а ручки Cool Grip остаются относительно холодными на плите. Как и All-Clad, он имеет алюминиевое основание и его можно мыть в посудомоечной машине, но он кажется менее тяжелым и долговечным — возможно, с меньшей вероятностью выдержит многолетнее использование.
Особенность кастрюли Cuisinart: у нее действительно превосходная крышка. Это была самая плотная крышка, которую мы тестировали, которую бренд называет «замком вкуса» благодаря аккуратному дизайну, который служит краем для заливки без капель. В то время как все модели из нержавеющей стали, которые мы пробовали, имели расширяющуюся кромку в верхней части кастрюли, модель Cuisinart была самой плоской и самой тонкой, что обеспечивало отличное уплотнение крышки и легкое наливание без проливания.
Кастрюля Cuisinart Chef’s Classic на 8 литров из нержавеющей стали
59 долларов в Amazon
59 долларов в Lowe’s
Вещи, которые мы рассмотрели
Вместимость
Насколько большая кастрюля вам действительно нужна? Мы считаем, что для среднего дома восемь литров — идеальный объем. Уменьшите размер, и вы окажетесь на территории обычной кастрюли, обнаружив, что можете приготовить лишь небольшое количество бульона. Станьте больше, и хранение и мобильность станут настоящими проблемами. В восьмилитровых кастрюлях можно сварить несколько фунтов макарон, получить более четырех литров бульона и приготовить долго кипящий воскресный соус на большую вечеринку, и все это легко штабелировать и укладывать, когда они не используются. Вам определенно нужна одна большая кастрюля на кухне, а восемь литров — именно такой размер.
Форма и высота
Даже после проверки вместимости форма и высота испытанных нами кастрюль сильно различались. Поиск идеального горшка в диапазоне от короткого и широкого до высокого и узкого во многом зависит от личных предпочтений, но есть несколько универсальных факторов, которые следует учитывать. Мы обнаружили, что более короткие и широкие горшки легче штабелировать с другими, которые у нас есть, что облегчало их хранение после использования. Однако более узкие кастрюли занимали меньше места на нашей плите, что облегчало выполнение других задач по приготовлению пищи, пока наш бульон кипел на заднем огне.
Вес и ручки
Толщина кастрюли, размер и форма ручки важны, в частности, для больших кастрюль; Переместить полную кастрюлю с раковины на плиту или с плиты на духовку — непростая задача, если ваша посуда очень тяжелая или ее трудно взять.