Сварка алюминия без Защитного газа
Алюминий нашел широкое применение в разных отраслях промышленности и заработал свою популярность благодаря важным характеристикам, таким как прочность, устойчивость к коррозии и низкая плотность. Чистый алюминий применяется в электротехнической, химической и пищевой промышленности, потому как имеет невысокую прочность. В то время как сплавы имеют широкую область применения, некоторые из них в значительной степени превосходят чугун, сталь и другие металлы.
Сваривание алюминия производится с использованием обратной полярности тока. Главной особенностью сварочных работ с алюминием является наличие оксидной пленки, которая покрывает расплавленный металл. Пленку характеризует ее тугоплавкость, потому как температура ее плавления в несколько раз больше температуры плавления алюминия и составляет более 200 градусов по Цельсию.
Помимо этого оксидная пленка нередко появляется на поверхности ванны и в значительной мере препятствует сварочному процессу, сказываясь на стабильности работы и образовывает непровары в металле шва.
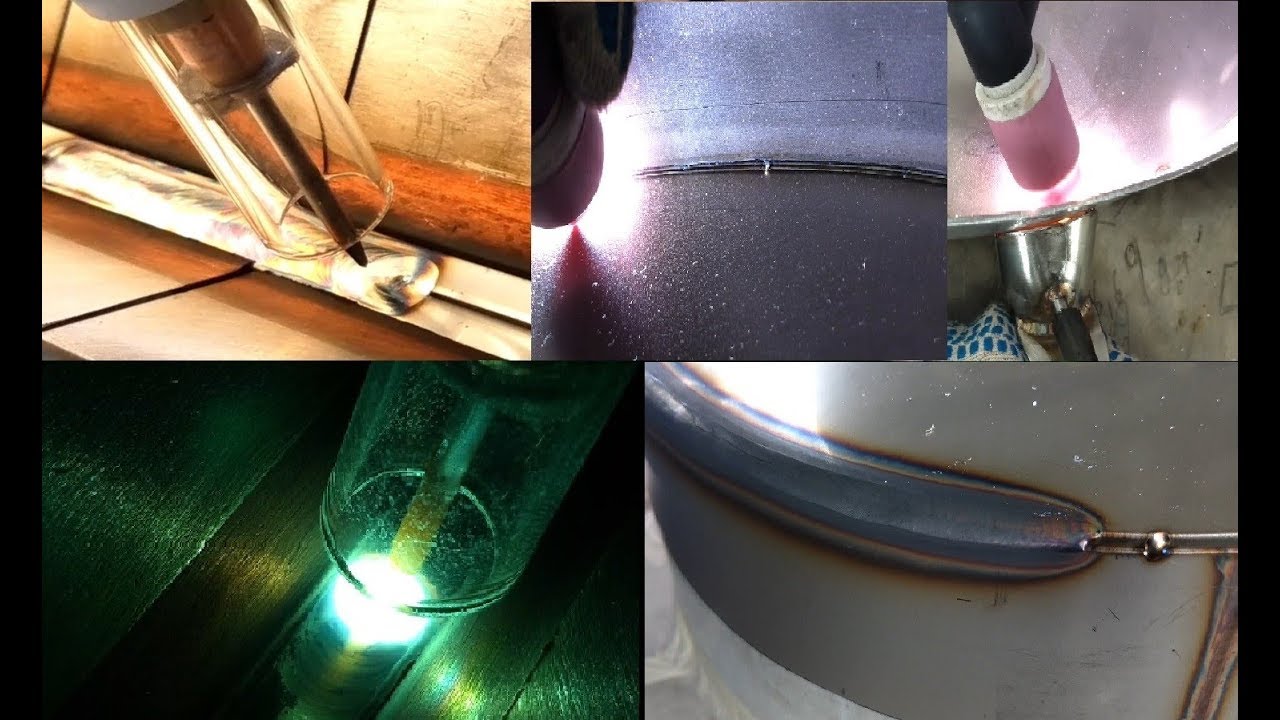
Одним из самых перспективных направлений сваривания алюминия является сварка полуавтоматом без газа. Чтобы проводить подобные работы требуется применять специальную проволоку, которая имеет сердечник из флюса, который прекрасно заменяет защитную сварочную ванну. Нередко такая проволока называется порошковой, потому как внутри нее расположена трубка с флюсом. Флюс – это порошок, который близок по составу и свойствам к обмазке обычных электродов для дугового сваривания. Данный порошок создает отличную защиту процесса работы сварки алюминия.
Ввиду того что флюсовая проволока имеет низкую жесткость, ее следует подавать на поверхность металла шва без прикладывания чрезмерных усилий. Также необходимо строго соблюдать полярность: минус подключается к держаку, а плюс – к свариваемому изделию. Стоимость сваривания полуавтоматом без использования газового баллона значительно выше, потому как 500 грамм проволоки стоит 8 и более долларов.
Также необходимо строго соблюдать полярность: минус подключается к держаку, а плюс – к свариваемому изделию. Стоимость сваривания полуавтоматом без использования газового баллона значительно выше, потому как 500 грамм проволоки стоит 8 и более долларов.
В наше время полуавтоматическое сваривание не уступает по распространенности дуговой сварке и широко применяется для проведения сварочных работ с металлами и сплавами. Приступая к работе с алюминием, требуется внимательно изучить его особенности, в частности появление оксидной пленки на поверхности расплавленного металла. Если не обращать внимания на такие особенности, добиться высокого качества сваривания, комфорта при проведении процесса, а также прочности, надежности и долговечности металла практически невозможно.
Можно ли варить алюминий полуавтоматом с углекислотой
Чтобы процесс соединения деталей в единое целое не составлял труда и все получалось с первого раза, перед практическими работами нужно разобраться в теории, как производится сварка полуавтоматом в среде углекислого газа для начинающих. Рассмотрим основные аспекты и сущность данного метода.
Рассмотрим основные аспекты и сущность данного метода.
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.
Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым.
Электрод может быть вольфрамовым или графитовым.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
Режимы сварки, которые выставляются в настройках аппарата, зависят от многих факторов. Рассмотрим таблицу, где подробно расписаны возможные варианты настроек, отталкиваясь от толщины металла, из которого сделаны заготовки для сваривания.
Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла.
Характеристика углекислотной сварки
Углекислый газ не имеет никакого вкуса и запаха, также он является бесцветным. В умеренных количествах он не составляет опасности для здоровья и жизни человека, не взрывоопасен. Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
В продажу он поступает в железных баллонах по 10, 20 или 40 литров в жидком состоянии и под давлением. Перед сварочным процессом необходимо установить баллон на некоторое время вертикальное положение, чтобы вся влага, которая там есть стекла. После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
Важно: перед приобретением баллона важно уточнить возможность дозаправки.
Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:
- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.
2. Инвертор – это источник питания для сварочной дуги. Это аппарат, который может преобразовывать электроэнергию из сети 220В в постоянный ток для создания и удержания дуги. Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Технология сварки СО2
Когда все готово и настроено для полуавтоматической сварки в газовой среде, можно приступать. Для начала необходимо подготовить металлические детали, которые подлежат спаиванию. Залог качественного шва – это предварительная подготовка. Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий.
Полуавтоматическую сварку в газовой среде можно выполнять следующими методиками:
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.
Когда шов полностью готов, нельзя сразу отключать подачу газа, так как это чревато окислением. Сначала останавливается подача проводной проволоки, потом подача тока, а затем уже подача газа. Как раз за это время шов успевает кристаллизоваться. По завершению работы нужно сбить шлак со шва.
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность. Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.


Алюминий является одним из сложных металлов для сваривания в нынешней промышленности, поскольку в процессе сварки возникает довольно много ситуаций, которые мешают правильному формированию шва. Что бы этого не произошло, для данного процесса используют разные дополнительные материалы, которые удаляют негативные свойства. В связи с этим сваривание алюминия полуавтоматом не выйдет без дополнительных приспособлений защищающих сварную ванну. Здесь потребуется необходимые средства и режимы для сваривания, в зависимости от сложившейся ситуации.
Сварка алюминия полуавтоматом без газа
При сваривании алюминия полуавтоматом, сварная ванна появляется не вязкая, например как со сталью, она становиться жидкой, как в работе с нержавейкой. Впоследствии у многих мастеров не выходит работать с подобного рода металлом. Основной проблемой является появление пленки из оксида на поверхности металла, причем весьма быстрого ее появления. Данный процесс очень популярный в производственной сфере, где мастера часто сталкиваться с подобным занятием, благодаря чему такая отрасль улучшается.
Преимущества
- Сваривание алюминия полуавтоматом выходит не таким уж дорогим, в отличие от цен на сваривание аргоном;
- Сваривание полуавтоматом используется для множества различных применений, поэтому считается универсальной техникой, является легко приобретаемой;
- Занимает минимум времени на подготовку оборудования, и на уборку в завершении процесса;
Недостатки
- Выполняя сваривание алюминия полуавтоматом без газа, формирование шва будет некачественным;
- Обязательное применение флюса, если защищающие газы отсутствуют;
- Сложный подбор сварочной проволоки, если не изучен состав металла;
- Из-за высокой скорости сплава, появляются затруднения в образовании требуемого валика шва.
Характерные сложности в проведении работ
Если сваривать алюминий полуавтоматов без применения аргона, то сварная ванна будет подвергаться различным внешним факторам. Замена или отсутствие газа повлекут за собой низкий уровень защиты, после чего могут образоваться микротрещины, поры и раковины. Главная проблема в том, что оксидная пленка плавиться при разогреве около 2 тысяч градусов, в то время как алюминий в три раза быстрее. Раскаленные капли металла заворачиваются в оксидную пленку, и сваривание с основной массой изделия нормально не выходит.
Главная проблема в том, что оксидная пленка плавиться при разогреве около 2 тысяч градусов, в то время как алюминий в три раза быстрее. Раскаленные капли металла заворачиваются в оксидную пленку, и сваривание с основной массой изделия нормально не выходит.
Технология сваривания алюминия полуавтоматом требует учет усадки данного металла, поскольку коэффициент расширения у него немного больше в отличие от остальных сплавов, и часто возникают различные деформации, из-за расширения на месте сваривания шва, что приведет к искажению на поверхности металла. Еще следует помнить, что из-за повышенной текучести металла, процесс сварки в некоторых положениях становится сложнее. Для сварки алюминия полуавтоматом нужны четкие соблюдения параметров, и скорость подачи проволоки.
Методы сваривания полуавтоматом
Одним из наилучших методов сваривания алюминия полуавтоматом осуществляется в аргоне. Этот газ является защитной средой, которая покрывает сварную ванну, создавая непреодолимый барьер, защищающий от попадания различного мусора, грязи, и атмосферного кислорода. Применение аргона является довольно дорогостоящим, поэтому его используют только в необходимых ситуациях в сваривании трудных металлов.
Применение аргона является довольно дорогостоящим, поэтому его используют только в необходимых ситуациях в сваривании трудных металлов.
Сваривание алюминия полуавтоматом без газа, метод гораздо дешевле. Тут применяют сварочную проволоку или электрод, а защитой является флюс или обмазка электрода. В этом случае наибольшее число брака, однако, процесс довольно быстрый и не требует долгой подготовки, поэтому считается более востребованным, особенно в частных сферах.
Сваривание алюминия полуавтоматом с помощью углекислого газа, считается средним процессом между двумя предыдущими. Применение такого газа делает эффект соединения лучше, поскольку есть возможность разогрева металла перед сваркой, а в плане финансов он не дорогой в отличие от аргона. В связи с этим, сваривание алюминия простым полуавтоматом, имеет более частое использование и больше видов.
Выбор полуавтомата
При полуавтоматическом сваривании алюминия требуется четко настраивать параметры на оборудовании, поэтому при выборе техники следует обратить внимание на чувствительность регулировки. При работе на полуавтомате возможность выбора тонких присадочных материалов, зависит от того, насколько низко выставляется ток. Стандартной работой электродом начинается от 1.6мм, но если существует более низкий параметр, то будет проще. Большое и мощное оборудование может работать с металлами более 5мм толщиной, но часто оно оказывается чересчур большим.
При работе на полуавтомате возможность выбора тонких присадочных материалов, зависит от того, насколько низко выставляется ток. Стандартной работой электродом начинается от 1.6мм, но если существует более низкий параметр, то будет проще. Большое и мощное оборудование может работать с металлами более 5мм толщиной, но часто оно оказывается чересчур большим.
Когда работы проводятся в закрытых помещениях, следует обращать внимание, имеется ли режим автоматического отключения. Тем самым будет возможность прекращения работы, когда аппарат начнет действовать в опасном для себя режиме. Тут вентиляция сыграет важную роль в обеспечении длительной непрерывной работы. Для подачи проволоки требуется выставлять режим удобный для вас. Перед тем как делать выбор полуавтомата для сваривания алюминия, сначала стоит разобраться с толщиной металла и типом деталей.
Подготовка алюминия к сварке
Обработка заготовки для сваривания имеет несколько этапов, благодаря которым шов сформируется ровнее, и будет отсутствовать появление микротрещин в нем. Вначале требуется, почистить заготовку от различной грязи, жировых пленок и прочих вещей. Осуществляется щеткой по металлу или наждачной бумагой, в зависимости от толщины металла.
Вначале требуется, почистить заготовку от различной грязи, жировых пленок и прочих вещей. Осуществляется щеткой по металлу или наждачной бумагой, в зависимости от толщины металла.
После, обработать все растворителем, который удалит налет и оксидную пленку. Для этого потребуется протереть ацетоном или другими химическими веществами место для предстоящего соединения. Когда толщина металла составляет от 4мм и больше, требуется скосить кромки, угол скоса которых от 30 до 45 градусов. В противном случае не будет необходимого провара на требуемую глубину.
Инструкция
Технология сваривания алюминия состоит из нескольких шагов:
- Подготовительные процедуры, благодаря которым жировой пленки и прочих негативных образований не будет;
- Четко поставленные параметры для оборудования, в соответствии с металлом;
- Нанесение флюса на место сваривания;
- Сварка с учетом поведения металла, а еще коэффициент его расширения, которые исправляются только в период охлаждения заготовки;
- В конце сваривания дать остыть металлу, затем совершить проверку сваривания при помощи керосина или других методов;
- Обработать шов до красивого эстетического вида.

Меры осторожности
Во время процесса следует соблюдать технику безопасности. Для личной защиты нужна спецодежда и маска для сваривания, которые обеспечат защитой от раскаленного металла.Баллон следуют поставить на необходимое расстояние от сварочных работ, не менее 5 метров. Перед началом процесса требуется убедиться в исправности оборудования, в основном проверить целостность шлангов. И не стоит забывать об элементарной электробезопасности.
При ответственном ремонте алюминиевых деталей, монтаже каркасов из профиля электродами не сделать надежных соединений. При сварке алюминия полуавтоматом швы получаются качественные. Можно варить легкий металл электродуговой сваркой в среде аргона или углекислого газа с использованием специальных тугоплавких электродов и присадочной проволоки, но сварка полуавтоматом – наиболее эффективный и надежный метод обработки алюминиевых сплавов.
Если проводят сварку алюминия полуавтоматом без газа, применяют защитные флюсы или используют специальную многокомпонентную порошковую проволоку, которая при нагревании создает газовое облако, препятствующее окислению.
Особенности сварки алюминия полуавтоматом
Легкий металл относится к плохо свариваемым из-за оксида, образующегося на поверхности под воздействием воздуха. С деталей необходимо предварительно счищать оксидную пленку, она, в зависимости от сплава, прогорает при +2050 – +2200°С, а температура плавления алюминия всего +660°С.
У алюминиевых сплавов высокая теплопроводность: детали быстро прогреваются при нагреве и сразу остывают, как только исчезает источник тепла. При термообработке в алюминиевых заготовках возникают внутренние напряжения, из-за них на шве появляются трещины.
Решая, как заварить алюминий полуавтоматом, необходимо предусмотреть предварительный прогрев заготовок газовой горелкой до +150 – +190°С. Специалисты используют подкладки, отводящие тепло, они не дают алюминию сильно прогреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Какой полуавтомат подойдет для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Есть компактные модели, генерирующие ток различных параметров.
Есть компактные модели, генерирующие ток различных параметров.
Функционал
При выборе сварочного полуавтомата для сварки алюминия в частную мастерскую, автосервис, лучше выбирать устройства с функцией TIG, вырабатывающие импульсный ток высокой частоты. Они оснащены режимом «PULSE». Работа на них снижает риск прожогов, поддерживается стабильная короткая дуга. С инверторами TIG без импульсного блока работа идет в три раза медленнее, но качество соединения тоже будет высоким.
Простенькие инверторы с функциями MIG/MAG применяют для бытовых целей, к ним можно подключать аргон и углекислый газ. С такими инверторами сложно сделать качественное соединение, они рассчитаны на невысокие токи. За дополнительные функции платить не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Мощность
Толстый алюминий варят на высоких токах, поэтому для профессиональной работы лучше выбирать трехфазный сварочный аппарат на 380 В. Бытовые подключаются к стандартной сети 220 В, удобны полуавтоматы с двумя входами.
Технические характеристики
Длина шланга для подачи присадочной проволоки не должна превышать 3 метра, мягкая присадка в длинном шланге будет перегибаться, металл легко поддается деформации. Силу трения минимизирует тефлон, обычный канал меняют на тефлоновый. Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, канавки должны быть U-образными. Такой блок полуавтомата не будет заминать проволоку во время подачи. Двухроликовые устройства не такие надежные. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Настройка сварочного полуавтомата
Для работы полуавтомата по алюминию не существует универсальных настроек. Сварщики ориентируются на толщину заготовки. В быту чаще варят 2-мм алюминий, для этого выставляют рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок, регулируют в диапазоне от 100 до 150 ампер. Скорость подачи проволоки регулируют, исходя из личного опыта сварки. Это усредненные настройки, они корректируются по ходу работы. MIG сварка алюминия проводится с обратной полярностью: на заготовку выводят минусовую клемму, на подающий мундштук – плюсовую.
Скорость подачи проволоки регулируют, исходя из личного опыта сварки. Это усредненные настройки, они корректируются по ходу работы. MIG сварка алюминия проводится с обратной полярностью: на заготовку выводят минусовую клемму, на подающий мундштук – плюсовую.
Что еще нужно для сварки алюминия полуавтоматом
Для TIG сварки используют вольфрамовый неплавящийся электрод. В качестве защитного газа используют баллоны с углекислотой или инертный защитный газ (аргон или смесь аргона и гелия). При выборе присадочного материала учитывают марку свариваемого сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей используют присадку диаметром от 1,2 до 1,6 мм, для тонких – от 0,8 до 1,2 мм.
Технология сварки
В домашних условиях заготовки варят бытовым полуавтоматом постоянным током обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
- Сначала нужно подготовить оборудование. Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
- Детали в рабочей зоне зачищают до блеска, используя шлифовальную машинку или металлическую щетку.
- Выбирают режим работы с учетом толщины заготовки, сплава. Можно использовать настроечные таблицы, оговоренные ГОСТ.
- Подачу защитного газа включают за несколько секунд до розжига дуги, чтобы образовалось защитное облако газа.
- Разжигают дугу, поддерживая расстояние между ванной расплава и насадкой не более 15 мм, минимальный зазор – 1 см.
- Скорость подачи присадки регулируют постепенно, сразу на максимум не устанавливают, следят, чтобы металл хорошо проваривался.
- Дугу ведут ровно, формируя равномерный наплавочный валик.
- В конце работы дугу сначала плавно отводят в сторону, только после этого отключают ток. Подачу защитного газа не прекращают в течение 10-20 секунд, пока остывает рабочая зона. Она предохраняет расплавленный металл от воздействия кислорода.
 Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
Полезные советы
Чтобы качественно заварить металл полуавтоматом, стоит прислушаться к профессионалам:
- Для очистки алюминия нежелательно использовать металлические щетки, которыми чистили другие металлы, лучше вязать новую, без посторонних включений. Лучше использовать химическую обработку металла кислотой с последующей промывкой.
- При сварке алюминия полуавтоматом в аргоне на четырехтактном импульсном токе металл прогревается быстрее, в зоне расплава создается высокая температура. Снижается вероятность попадания остаточного слоя оксида в шов.
- Снизить внутренние линейные напряжения можно, убавляя ток к финальному этапу сварки. Начинают работу, наоборот, на максимальном режиме, чтобы пробить оксидированный слой.
- Работая полуавтоматом в среде углекислого газа, резких движений не делают, насадка должна расплавляться равномерно.
- Когда используют защитную атмосферу, рабочую зону ограждают от сквозняков, чтобы порывы ветра не сносили в сторону газовое облако.
- При работе необходимо соблюдать технику безопасности, использовать спецодежду, индивидуальные средства защиты, в том числе для органов дыхания, некоторые легирующие добавки оказывают на организм токсическое действие.

Полуавтоматическая сварка алюминия в домашних условиях требует определенных навыков. Новички могут сварить металл некачественно, тогда его будет корежить, шов растрескается. Перед тем, как браться за ответственные соединения, нужно «набить руку», научиться выдерживать оптимальное расстояние, выработать скоростной режим.
Сварка алюминия полуавтоматом
Сварка алюминия полуавтоматом
В этой статье речь пойдёт о сварке алюминия полуавтоматом. Можно ли сваривать алюминий обычным полуавтоматом? Требует ли такая сварка дополнительных навыков? Об этом вы узнаете из данной статьи.
Сварка алюминия полуавтоматом
Все чаще люди, которые хотят купить сварочное оборудование, задают вопрос: «А алюминий этим аппаратом сваривать можно?». Почему людей волнует вопрос о возможности сварки алюминия тем или иным сварочным аппаратом? Человек не исключает вероятность того, что ему рано или поздно понадобится приварить какие-нибудь алюминиевые детали, и ему хотелось бы, чтобы его сварочный агрегат был к этому способен. Какая сварочная машина будет иметь такую возможность? Если говорить о сварке алюминия в целом, то этот процесс отличается от сварки стали, и требует специального сварочного оборудования и дополнительных навыков. В этой статье речь пойдет о полуавтоматической сварке, а точнее о том, можно ли использовать полуавтомат для сварки алюминия, как выглядит этот процесс и что для этого нужно.
Почему людей волнует вопрос о возможности сварки алюминия тем или иным сварочным аппаратом? Человек не исключает вероятность того, что ему рано или поздно понадобится приварить какие-нибудь алюминиевые детали, и ему хотелось бы, чтобы его сварочный агрегат был к этому способен. Какая сварочная машина будет иметь такую возможность? Если говорить о сварке алюминия в целом, то этот процесс отличается от сварки стали, и требует специального сварочного оборудования и дополнительных навыков. В этой статье речь пойдет о полуавтоматической сварке, а точнее о том, можно ли использовать полуавтомат для сварки алюминия, как выглядит этот процесс и что для этого нужно.
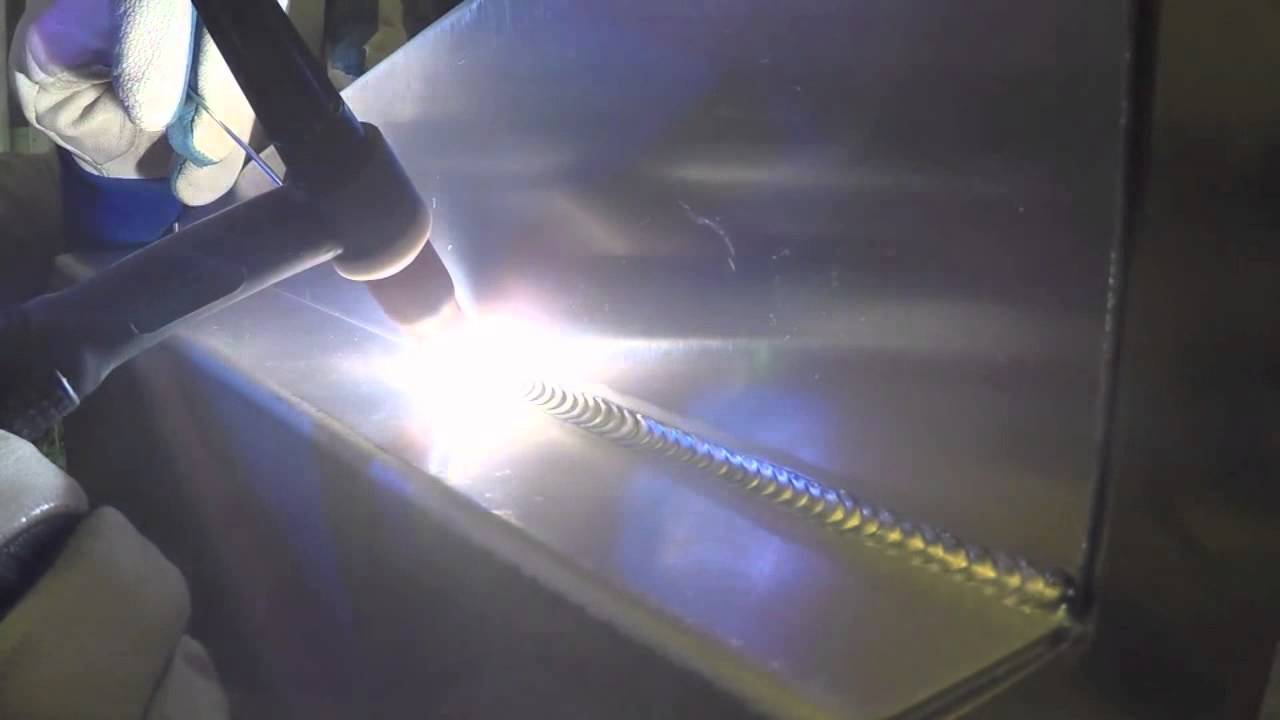
При сварке алюминия полуавтоматом (в среде инертных газов в режиме MIG) используется специальная алюминиевая проволока, которая так же, как и обычная омедненная проволока, подается к зоне сварки через сварочный рукав с пистолетом (горелку) при помощи роликов подающего механизма. Если у вас был опыт в сварке полуавтоматом обычных металлов, то при сварке алюминия нужно будет немного поменять тактику. Алюминий – мягкий металл, поэтому скорость подачи сварочной проволоки должна быть быстрей, чем при сварке стали. Алюминий – хороший проводник тепла и для того, чтобы получился достаточный провар и хороший сварной шов, нужно сваривать алюминиевые детали на токе большем чем, в тех же условиях, необходим для сварки обычного металла. Начав сварку с большего тока, потом можно его постепенно сбавлять. На больших токах варить алюминий проще и легче.
Алюминий – мягкий металл, поэтому скорость подачи сварочной проволоки должна быть быстрей, чем при сварке стали. Алюминий – хороший проводник тепла и для того, чтобы получился достаточный провар и хороший сварной шов, нужно сваривать алюминиевые детали на токе большем чем, в тех же условиях, необходим для сварки обычного металла. Начав сварку с большего тока, потом можно его постепенно сбавлять. На больших токах варить алюминий проще и легче.
Выбор оборудования и материалов
Используйте более мощный сварочный аппарат для сварки толстого металла. Если вы будете регулярно заниматься сваркой алюминия, то полуавтомат, который вы хотите купить должен иметь мощность более 200 ампер. В идеале, для сварки алюминия полуавтоматом нужен режим PULSE (режим импульсной сварки). Этот режим нужен для того, чтобы пробить окисную пленку, а так же для того, чтобы исключить возможность перегрева детали и ее прожога. Еще сварка импульсом обеспечивает хорошую «чешуйчатость» и качество сварного шва.
Выбор правильного защитного газа
Алюминий требует защитного газа в виде чистого аргона или смесь аргона и гелия (для толстых листов) в отличие от стали, для сварки которой, как правило, используется смесь аргона и углекислого газа (CO2). Это не требует применения каких-либо новых шлангов или рукавов, хотя вам, возможно, потребуется заменить редуктор и регуляторы, если они были разработаны специально для CO2.
Выбор сварочной проволоки и ее подача
Используется специальная алюминиевая проволока. Если вы хотите использовать проволоку 0,8, то сопло лучше всего подобрать с диаметром 1, 0. Это необходимо, потому что алюминий при нагреве расширяется больше чем сталь. Это означает, что потребуется контактные наконечники с большим отверстий, чем те, которые используются для стальной проволоки такого же размера.
Канавки у роликов в подающем механизме должны быть U-образной формы, для того, чтобы алюминиевая проволока в них не заминалась (для стальной проволоки используются V-образные канавки). Для идеальной сварки алюминия сварочный полуавтомат должен иметь 4-х роликовый прижимной механизм. Подача проволоки будет больше, чем при сварке стали. Все вышеперечисленные меры нужны, чтобы сварочный полуавтомат для сварки алюминия не закусывал мягкую алюминиевую проволоку при ее подаче во время сварки.
Для идеальной сварки алюминия сварочный полуавтомат должен иметь 4-х роликовый прижимной механизм. Подача проволоки будет больше, чем при сварке стали. Все вышеперечисленные меры нужны, чтобы сварочный полуавтомат для сварки алюминия не закусывал мягкую алюминиевую проволоку при ее подаче во время сварки.
Для уменьшения трения алюминиевой проволоки в горелке, необходимо использовать неметаллический кабельный канал. Обычно он изготовлен из графита или тефлона.
Сварочная горелка
Особое внимание следует уделить горелке полуавтомата. Не забывайте об этой важной детали! Так как алюминиевая проволока очень мягкая, шланг горелки не должен превышать 3 метра и должен быть прямым, без скручиваний.
Процесс сварки алюминия полуавтоматом
В процессе сварки важно поддерживать постоянную длину дуги, для сварки алюминия длина дуги обычно составляет 12-15 мм. Если длина дуги меньше необходимого — будет прожог, если больше — несплавление. Этот параметр зависит от толщины детали и химического состава алюминиевого сплава. Параметры сварки будут отличаться при различных марках сплавов, имеющих различную теплопроводность. Заварка кратера в конце сварного шва вызывает сложности, потому что алюминий быстро остывает и твердеет. Это можно решить с помощью высококвалифицированного опытного сварщика или путем использования на полуавтоматах 4-тактного режима работы сварочной горелки. Для сварки алюминия 4-тактный режим позволяет установить большой сварочный ток в начале сварки, разогревая деталь и пробивая окисную пленку, и малый сварочный ток в конце сварки для заварки кратера шва.
Параметры сварки будут отличаться при различных марках сплавов, имеющих различную теплопроводность. Заварка кратера в конце сварного шва вызывает сложности, потому что алюминий быстро остывает и твердеет. Это можно решить с помощью высококвалифицированного опытного сварщика или путем использования на полуавтоматах 4-тактного режима работы сварочной горелки. Для сварки алюминия 4-тактный режим позволяет установить большой сварочный ток в начале сварки, разогревая деталь и пробивая окисную пленку, и малый сварочный ток в конце сварки для заварки кратера шва.
Подведем итоги. Если вы подбираете и хотите купить обычный сварочный полуавтомат, который варит классической стальной проволокой, но изредка хотите сваривать и алюминий, то, скорее всего ваш выбор правильный. Но с обычным полуавтоматом для сварки алюминия потребуется смекалка и дополнительные навыки. В случае если сварка алюминия – это часть вашей повседневной работы – позаботьтесь о том, чтобы купить сварочный полуавтомат соответствующего профиля, в котором есть все необходимые опции для сварки алюминия.
- < Назад
- Вперёд >
Как осуществляется сварка алюминия полуавтоматом, особенности процесса.
Your browser does not support the video tag.При выполнении сварки алюминия полуавтоматом нужно не только иметь нужные навыки, но и знать особенности этого металла. Он сложно поддается сварке. Дело в том, что поверхность алюминия постоянно покрыта оксидной пленкой. Она тугоплавкая, поэтому перед работой ее следует удалять.
Особенности сварки, подготовка поверхностей
Трудность сварки этого металла полуавтоматом заключается также в том, что материал обладает высокой теплопроводностью и низкой температурой плавления. Поэтому велика вероятность порчи алюминиевой заготовки — ее можно прожечь либо деформировать.
Условие успешной сварки — предварительная качественная чистка алюминия. Для чистки можно использовать щетки из нержавейки либо средства для травления. При этом нужно обращать внимание на:
- Не надо сильно давить на щетку — окислы могут проникнуть внутрь детали.
- Чистить следует в одном направлении.
- Если применяются травящие средства, перед сваркой следует их с поверхности удалить.
Чтобы не допустить растрескивания сварного шва, желательно выполнить предварительный подогрев деталей. Это делается в печах либо с применением газовой горелки.
Технология сварки
Сваривание алюминиевых заготовок производится с помощью алюминиевых электродов, имеющих форму проволоки. Так как она достаточно гибкая, в процессе работы появляются проблемы — образование петель. Их причина — залипание в токосъеме.
Защитным газом обычно является аргон. Если в алюминиевых сплавах много магния, лучше применять смесь аргона с гелием, так как она сможет предотвратить образование оксидов магния. Углекислый газ не используется, так как он вступает в реакцию с алюминием и прочного шва ждать не приходится.
Можно варить алюминий без газа при применении порошковой проволоки. Сварную зону обязательно нужно защищать, иначе на поверхности заготовок быстро появится оксидная пленка.
Хотя алюминию необходимо создавать особые условия при сварке и эта работа считается достаточно сложной процедурой, при выполнении всех требований можно добиться высокого качества сварного шва.
Оставить заявку и проконсультироваться по интересующим вопросам вы можете:
Сварка алюминия полуавтоматом: особенности и технология
На чтение 5 мин. Опубликовано
Сварку алюминия полуавтоматом выполняют под защитой инертного газа, в качестве которого чаще всего применяют аргон. Мастеру при работе нужно учитывать склонность металла к линейной усадке, которая в 2 раза превышает наблюдаемую у сплавов стали. Кроме того, в процессе придется соблюдать осторожность, чтобы избежать прожогов материала.
Характеристики аппарата для сварки алюминия
Если вы выбираете сварочный полуавтомат для автосервиса, отдавайте предпочтение устройствам с функцией TIG. Такие приборы вырабатывают импульсный ток высокой частоты.
Такие приборы вырабатывают импульсный ток высокой частоты.
При использовании подобного оборудования снижается вероятность прожогов, поддерживается стабильная короткая дуга. При выборе инвертора TIG без импульсного блока процесс замедлится примерно в 3 раза, но качество соединения не ухудшится.
Чтобы работать в домашних условиях, выбирайте аппараты с функциями МИГ или МАГ. Они рассчитаны на небольшие токи. Используйте оборудование только в бытовых целях.
Откажитесь от дорогой аппаратуры с дополнительными функциями. Многие опции при сварке дома не нужны, а при поломке придется понести большие расходы на ремонт.
Для профессиональных работ подойдут 3-фазные полуавтоматы по алюминию мощностью 380 В. Для бытовых целей покупайте устройства с 2 входами, которые подключаются к сети 220 В.
Длина шланга для подачи присадочной проволоки должна быть не более 3 м. Чтобы минимизировать действие силы трения, стандартный канал заменяют тефлоновым. Лучше брать 4-роликовый механизм подачи с U-образными канавками. Такой блок надежнее варианта с 2 роликами.
Такой блок надежнее варианта с 2 роликами.
Некоторые особенности материала затрудняют работу с ним:
- При сильном повышении температуры алюминий не поменяет цвет. Из-за этого сварщику затруднительно оценить, насколько прогрелась заготовка.
- Плавление начинается при +660°С. При дальнейшем нагревании прочность снижается.
- Отсутствует склонность к намагничиванию.
- Теплопроводность материала в 5 раз выше, чем у сплавов стали. Из-за этого при нагреве отдельной части быстро будет повышаться температура всей детали. Перед работой с крупными алюминиевыми элементами придется предварительно нагревать их, чтобы снизить теплопотери.
- Активное взаимодействие алюминиевого изделия с кислородом приводит к образованию пленки на металлической поверхности. После достижения некоторой толщины она начинает мешать материалу окисляться. Температура плавления окисной пленки составляет +2050…+2200°С, что намного выше, чем у алюминия.
Возможна ли сварка без использования газа
Для получения шва высокого качества нужен инертный газ, который будет защищать прогретую металлическую поверхность от взаимодействия с кислородом.
Материал вступит в реакцию с углекислотой.
Некоторые мастера предпочитают работать без газа. Качество формирования шва в такой ситуации снижается.
Чтобы избежать нежелательных последствий, потребуется флюс. Сварщику придется воспользоваться порошковой проволокой.
Настройка сварочного аппарата
Универсальных настроек полуавтомата для сварки алюминия не существует. Мастера учитывают толщину заготовки. Для 2 мм потребуется рабочее напряжение 15 В. Силу тока выставляют между 100 и 150 А в зависимости от присутствующих легирующих добавок. MIG-сварку алюминия проводят при обратной полярности.
На подающий мундштук выводится клемма со знаком плюс, на заготовку — со знаком минус.
Условия сварки в домашних условиях
Перед тем как заварить детали, убедитесь, что были соблюдены условия проведения работ:
- С элементов убирают окисную пленку. Для этого используют химические либо механические способы. Если для очистки применяют щетку, то лучше взять новую. В противном случае на изделии останутся частицы прочих металлов, которые попадут на деталь.
- Следят за стабильностью длины дуги. Допустимыми значениями параметра считают 1,2-1,5 см.
- Не работают со слишком высокой скоростью. При нарушении этого условия качество проварки элементов ухудшится.
 Для этого используют химические либо механические способы. Если для очистки применяют щетку, то лучше взять новую. В противном случае на изделии останутся частицы прочих металлов, которые попадут на деталь.
Для этого используют химические либо механические способы. Если для очистки применяют щетку, то лучше взять новую. В противном случае на изделии останутся частицы прочих металлов, которые попадут на деталь.Пошаговое руководство
В домашних условиях соблюдайте алгоритм действий:
- Подберите наконечник, который будет больше проволоки на несколько миллиметров. Материал расширяется при нагревании, поэтому мастер должен учитывать изменение объемов. С помощью шлифовальной машины либо щетки из металла зачистите заготовку до блеска. Наденьте специальную одежду, закройте лицо маской. Нужно защитить дыхательные органы, поскольку легирующие добавки могут оказаться токсичными.
- Оградите рабочее пространство от ветра. Сквозняк будет сдувать аргоновое облако.
- Выберите подходящий режим для полуавтоматической сварки алюминия. Разрешается применить настроечные таблицы.
- За 5-10 секунд до розжига дуги начинайте подавать аргон. В процессе должно возникнуть защитное газовое облако. Разожгите дугу. При этом зазор между насадкой и ванной расплава должен составить 1-1,5 см.
- В процессе регулируйте скорость подачи. Не устанавливайте максимальную на начальных этапах работы. Следите, чтобы алюминий хорошо проварился.
- Ровно ведите дугу, чтобы наплавочный валик формировался равномерно.
- Когда работа будет завершена, не отключайте ток сразу. Сначала отведите в сторону дугу. Защитный газ подавайте еще 10-20 секунд. За это время поверхность шва остынет. Если подача будет прекращена раньше, материал может вступить в реакцию с кислородом.

Преимущества и недостатки алюминия
Достоинствами металла являются:
- небольшая удельная масса;
- стабильная прочность;
- невысокая стоимость;
- устойчивость к коррозии, появлению ржавчины.

Недостаток — невозможность проведения работ без газа. Также могут возникать затруднения при подборе проволоки из-за отсутствия информации о составе материала. Сваривать детали сможет лишь человек с хорошей реакцией, новичкам бывает сложно освоить процесс.
Свариваем алюминий без аргона
Сплавы на основе алюминия применяют широко во многих изделиях. Такая популярность металла обусловлена его прочностью и легкостью. При поломке деталей из алюминия возникает сложность в их ремонте. Здесь не подходит традиционный способ сварки обычными электродами, приемлемый для стали. Чтобы осуществить сварку алюминия в домашних условиях, необходимо знать определенные тонкости технологии этого процесса.
Блок: 1/7 | Кол-во символов: 406
Источник: https://promzn.ru/obrabotka-metalla/sovety-po-svarke-alyuminiya.html
Особенности сварки алюминия с использованием инвертора
Применять сварочный инвертор в домашних условиях для выполнения сварки деталей, изготовленных из алюминия, допустимо, для этого достаточно придерживаться ряда несложных условий. Сам аппарат, используемый для выполнения работ с деталями из алюминия, может быть самым простым, основное внимание уделяется расходным материалам. Чтобы качественно варить в домашних условиях детали из алюминия, потребуется несколько составляющих.
Сам аппарат, используемый для выполнения работ с деталями из алюминия, может быть самым простым, основное внимание уделяется расходным материалам. Чтобы качественно варить в домашних условиях детали из алюминия, потребуется несколько составляющих.
Схема аргонодуговой сварки алюминия
- Приобретите электроды, которые специально предназначены для сварки данного металла. Узнать такие электроды можно по их маркировке: ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Используя эти электроды, можно варить не только алюминий, но и другие металлы, отличающиеся высокой теплопроводностью.
- Кроме того, вам понадобится сварочный инвертор, в качестве которого подойдет оборудование даже с самыми скромными характеристиками.
- Для подготовки электродов к сварке алюминия потребуется печь: в ней они будут подвергаться предварительному прогреванию. Такая процедура, как предварительная прожарка электродов, является обязательной при сварке алюминия. От этого напрямую зависит качество и надежность формируемого сварного шва.

Самодельная печь для сушки и прогрева электродов
Выполняя сварку данного металла инвертором в производственных или домашних условиях, важно учитывать ряд нюансов, от которых зависит качество создаваемого соединения.
- Поверхность деталей из алюминия необходимо тщательно зачистить от тугоплавкой оксидной пленки, которая всегда на ней присутствует. Для этого используются абразивные материалы, металлические щетки или химические средства.
- В отличие от стали, алюминий не меняет цвета своей поверхности в процессе нагревания, что значительно усложняет контроль за выполнением сварочных работ.
- Чтобы обеспечить качественный прогрев соединяемых деталей в процессе выполнения сварочных работ, необходимо действовать не спеша, тщательно контролируя каждый этап технологии.
- Поскольку алюминий отличается высокой текучестью, сварные швы выполняются в один слой. Чтобы избежать протекания расплавленного металла, необходимо использовать металлические подкладки.
- Остывание алюминия после нагрева, вызванного выполнением сварочных работ, может вызвать деформирование свариваемых деталей и появление трещин в полученном соединении. Чтобы избежать этого, желательно не располагать сварные швы слишком близко по отношению друг к другу.

По технологии выполнения сварка алюминия с помощью инвертора незначительно отличается от технологии подобных работ, выполняемых с черными металлами. Именно поэтому, обладая опытом выполнения сварочных работ, можно с успехом применить свои навыки и при сварке данного металла.
Блок: 2/4 | Кол-во символов: 2773
Источник: http://met-all.org/obrabotka/svarka/svarka-alyuminiya-invertorom.html
Сварка алюминия собственными руками
Данный процесс требует определённых знаний, а также необходимо помнить и о мерах безопасности. Сварочные работы дома, процесс очень сложный, но вполне осуществимый.
Имея у себя инверторный или трансформаторный аппарат для дуговой сварки, можно не прилагая особых усилий, сварить необходимый шов. Для того чтобы начать работу, вам необходимо иметь две вещи, такие как:
- Электрод. К сожалению, не все магазины или организации знают об электродах, поэтому следует приобретать их в специализированных магазинах для аргонщиков;
- Осциллятор. Данное устройство позволяет повышать частоту сварочной дуги, которая должна быть примерно 10000 Герц.
Также можно использовать газовую горелку, результат которой будет тоже вполне неплохим. Температура пламени при смешивании кислорода и ацетилена получается намного выше, чем температура плавления самого алюминия, что дает возможность расплавить и соединить детали вместе. Однако существует еще одна проблема, на поверхностях алюминия образуется своеобразная оксидная пленка, которая превышает температуру плавления самого алюминиевого металла, что приводит к затруднениям при создании сварочного шва. Такая пленка образуется моментально, при соприкосновении с кислородом, поэтому в производственной практике используется аргон — инертный газ.
Такая пленка образуется моментально, при соприкосновении с кислородом, поэтому в производственной практике используется аргон — инертный газ.
Технологический процесс инверторной сварки алюминия
Для того чтобы осуществить инверторную сварку алюминия в домашних условиях, нужно придерживаться определенных условий. Основное внимание нужно уделить расходным материалам, так как к самому аппарату предъявляются относительно небольшие требования.
Электроды имеют несколько маркировок:
- ОЗА;
- ОЗА-1;
- ОЗР;
- ОЗР-1;
- ОЗАНА;
- ОЗАНФ-1.
Данные электроды, имеющие такую маркировку, специально предназначены для работы с алюминием и другими металлами, имеющими такую же высокую энерго- и теплопроводность.
Что такое сварочные электроды и их использование
Электрод, это стрежень, предназначенный для подвода тока к свариваемому изделию. Есть два вида электродов, металлический или неметаллический. В данный момент на «рынке» можно встретить около трехсот марок различных электродов, причем большинство из них, являются плавящиеся, предназначенные для ручной дуговой сварки.
В данный момент на «рынке» можно встретить около трехсот марок различных электродов, причем большинство из них, являются плавящиеся, предназначенные для ручной дуговой сварки.
Для сварки алюминия, производитель инвертора может быть любой.
Во многих случаях, когда сварка алюминия подвергается неудаче, связана с тем, что электроды, перед началом работы с ними небыли подготовлены. Условием успеха является «прожарка расходника», которая проводится предварительно и является неотъемлемой частью работы с алюминием.
Блок: 2/4 | Кол-во символов: 2546
Источник: https://stanok.guru/metalloobrabotka/svarka/svarka-invertorom-alyuminiya-v-domashnih-usloviyah.html
Что нужно знать, чтобы сделать качественный шов?
Чтобы получать прочные и долговечные соединения, необходимо знать и учитывать следующие моменты:
- изделия из алюминиевых сплавов всегда покрыты слоем тугоплавких оксидов;
- перед началом сварки этот слой следует снять с помощью механической зачистки или протравливания;
- оксидный слой быстро восстанавливается на воздухе, поэтому обработку нужно проводить непосредственно перед сваркой;
- цвет алюминиевой заготовки при нагреве практически не меняется, следить за температурой визуально не удастся;
- при нагреве снижается прочность изделия, это может привести к появлению микродефектов в ходе кристаллизации.
Учет этих особенностей позволяет избегнуть типовых ошибок, когда нужно заварить алюминиевые заготовки на дому.
Блок: 3/9 | Кол-во символов: 763
Источник: https://svarka.guru/tehnika/opredelennih-metallov/invertorom-alyuminiya-elektrodami.html
В чем преимущества сварки алюминия дома
Для тех, кто имеет представление о процессе сварки стали, несложно овладеть навыком соединения алюминиевых конструкций подобным способом. Это даст возможность:
- Не тратить лишнего времени на поиск квалифицированных специалистов;
- Отказаться от заказа дорогостоящих услуг мастерских;
- Расширить свои профессиональные способности, предоставляя услуги;
- Быть более независимым, выбирая материал для изготовления изделий.
Технология сварки алюминия
Блок: 3/7 | Кол-во символов: 474
Источник: https://promzn.ru/obrabotka-metalla/sovety-po-svarke-alyuminiya.html
Технология сварки алюминия инвертором
Перед началом сварки алюминия в домашних условиях нужно обработать место соединения:
- Если толщина деталей больше 5 мм, с кромок снимаются фаски под углом 45 — 60⁰. Чем толще металл, тем больше скос.
- Заготовки на расстоянии 2 — 3 см от стыка очищаются металлической щеткой от оксидной пленки и обезжириваются растворителем.
- Рекомендуется предварительный нагрев деталей до 400⁰C.
- Для предотвращения деформации, при усадке алюминиевые заготовки в зависимости от толщины размещают с зазором 1 — 2,5 мм между ними.
- Если детали тоньше 5 мм, под них подкладывают графитовые или керамические пластины, чтобы расплавленный металл не протекал на обратную сторону.
 Чем толще металл, тем больше скос.
Чем толще металл, тем больше скос.Сварка плавящимися электродами с покрытием выполняется постоянным током с плюсом на держателе, а вольфрамовыми — переменным. Чтобы шов по всей длине был одинаковой ширины, заготовки сначала прихватываются с обеих сторон. Диаметр электрода и ток в зависимости от толщины алюминия определяются по таблице:
Толщина металла, мм | Величина тока, А | Диаметр электрода, мм |
50 — 60 | 2,5 | |
3 — 4 | 80 — 90 | 3,2 |
| 5 — 6 | 90 — 140 |
При ведении сварки плавящимся электродом его располагают под углом 90⁰, стараясь держать как можно более короткую дугу. После завершения со шва оббивают шлак. О качестве судят по отсутствию пор и непроваров. Толстые заготовки свариваются в несколько проходов с удалением шлака с каждого шва. Скорость сгорания алюминиевых электродов выше, чем у стальных аналогов, поэтому вести их надо быстрей.
После завершения со шва оббивают шлак. О качестве судят по отсутствию пор и непроваров. Толстые заготовки свариваются в несколько проходов с удалением шлака с каждого шва. Скорость сгорания алюминиевых электродов выше, чем у стальных аналогов, поэтому вести их надо быстрей.
Аргонодуговая сварка выполняется горелкой с электродом расположенным под углом 70 — 80⁰ к стыку. Чтобы металл не разбрызгивался, присадочная проволока подается плавно без рывков. Ее ведут впереди электрода под углом 15⁰. Расход аргона в зависимости от толщины заготовок настраивается в пределах 6 — 12 л/мин. При работе с инверторным полуавтоматом скорость подачи проволоки устанавливается 2,5 — 3 м/мин. Расход газа настраивается на уровне 5 — 10 л/мин.
 youtube.com/embed/kePvSyq5lhw?feature=oembed»/>
youtube.com/embed/kePvSyq5lhw?feature=oembed»/>
Новичкам только что узнавшим как сваривается алюминий инвертором не стоит сразу браться за чистовую работу. Без опыта и навыков ничего хорошего не получится. Для их наработки придется сначала потренироваться на ненужных заготовках. Желательно под руководством опытного сварщика.
Блок: 5/5 | Кол-во символов: 2244
Источник: https://svarkaprosto.ru/tehnologii/svarka-alyuminiya-invertorom
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.
Изначально рекомендую установить ток 100 А и попробовать.
Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.
Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.
И зачищаем щеткой.
Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.
Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.
Блок: 4/7 | Кол-во символов: 697
Источник: https://SdelaySam-SvoimiRukami.ru/4456-svarivaem-alyuminiy-bez-argona.html
Какие способы применяют, чтобы сварить алюминий в домашних условиях
Не прибегая к покупке дорогостоящего оборудования в условиях домашней мастерской, можно соединить алюминиевые сплавы. В отличие от стальных деталей, здесь нужна большая сноровка, быстрота действий, так как металл имеет исключительно хорошую теплопроводность, и под воздействием высоких температур легко может потечь, трудно удержать ровный шов. Все это учитывается при выборе способа сварки.
 youtube.com/embed/MC-Y6iYNt-E?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&» title=»YouTube player»/>
youtube.com/embed/MC-Y6iYNt-E?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&» title=»YouTube player»/>
Сварка алюминия электродом в домашних условиях
Способ простой, очень схож с обычной электросваркой на аппарате. Получить в этом случае хороший шов довольно сложно из-за низкой вязкости материала. Монолитность соединения также оставляет желать лучшего. Можно работать с не сильно ответственными участками, элементами. Под силу сварка таким способом для мастеров, имеющих хотя бы небольшой опыт в этом деле.
Таблица характеристик электродов для сварки алюминия
Сварка при помощи газовой горелки
Достижение температуры плавления металла и способности участков свариваться друг с другом получают здесь за счет горения газа. Скорость сварки алюминия в домашних условиях при этом падает в три раза, что позволяет успешней ее контролировать, получать более четкий шов. В качестве соединительного элемента применяется сварная алюминиевая проволока. Газ надежней защищает области соединения элементов, чем специальная обмазка на электродах для алюминиевых сплавов.
В качестве соединительного элемента применяется сварная алюминиевая проволока. Газ надежней защищает области соединения элементов, чем специальная обмазка на электродах для алюминиевых сплавов.
Сварка алюминия газовой горелкой
Сварка аргонодуговым способом
Это самый лучший вариант для соединения заготовок из сплавов на основе алюминия. Эффективность его в том, что применяется плавящая дуга, а защита от окислов осуществляется газом аргоном. Сам электрод не подвергается плавлению. Он расплавляет специальную присадочную проволоку, соединяющую прогретые рабочие зоны деталей. Шов получается четким, ровным, без наплывов и потеков.
В домашних условиях использовать такой способ сложно, требуется специальное оборудование.
Схема аппарата TIG для аргонодуговой сварки
Блок: 4/7 | Кол-во символов: 1979
Источник: https://promzn.ru/obrabotka-metalla/sovety-po-svarke-alyuminiya.html
Каким должен быть инвертор, используемый для сварки алюминия
Для сварки алюминия могут быть использованы инверторы различных модификаций, но, если вы только определяетесь с выбором такого оборудования, то оптимальным будет отдать предпочтение моделям, конструкция которых допускает возможность подключения специальной приставки для подачи защитного газа (аргона).
Аппарат для аргонодуговой сварки Кедр TIG-259P
Варить данный металл в домашних условиях можно и электродом, но, если к качеству формируемого соединения предъявляются высокие требования, лучше использовать полуавтоматическую сварку или выполнять сварочные работы при помощи неплавящегося электрода, который изготавливается из вольфрама, и присадочного прутка.
Выбрать подходящий полуавтомат поможет видеоролик, рассматривающий несколько бюджетных моделей.
Использование для соединения алюминиевых деталей инвертора, в отличие от применения сварочных аппаратов другого типа, предоставляет массу преимуществ, к основным из которых следует отнести:
- быстрое зажигание сварочной дуги, а также ее стабильное горение;
- получение качественного, красивого и надежного сварного шва;
- возможность выполнять сварку листового материала небольшой толщины;
- универсальность, дающую возможность применять инвертор для сварки с использованием как обычных, так и неплавящихся электродов.
В маркировке инверторов, которые могут совмещаться с приставкой для подачи защитного газа, присутствует обозначение TIG. От обычных моделей такие инверторы отличает наличие в их конструкции осциллятора, формирующего импульсы напряжения высокой частоты, что облегчает зажигание дуги. Кроме того, в конструкции таких устройств предусмотрено наличие вентиля, регулирующего поток защитного газа, подаваемого в зону сварки.
Блок: 3/4 | Кол-во символов: 1778
Источник: http://met-all.org/obrabotka/svarka/svarka-alyuminiya-invertorom.html
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Блок: 5/9 | Кол-во символов: 993
Источник: https://svarka.guru/tehnika/opredelennih-metallov/invertorom-alyuminiya-elektrodami.html
Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:
- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.

- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400⁰ C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.

Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:
Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке .
Поиск записей с помощью фильтра:
Блок: 5/5 | Кол-во символов: 2363
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-alyuminiya-invertorom.html
Правила сварки алюминия
При сварке алюминия необходимо соблюдать следующие требования:
- сварка изделий из алюминия и его сплавов возможна только под защитой инертных газов как аргон или смесь аргона с гелием, поэтому инверторный аппарат должен иметь специальное газобаллонное оборудование аргонодуговой сварки;
- лучше всего производить сварку при помощи неплавящихся вольфрамовых электродов, которые необходимо периодически очищать от накапливающихся окислов, в противном случае будет ухудшаться качество сварного шва;
- алюминиевые детали перед сваркой рекомендуется предварительно прогреть для уменьшения последствий температурных деформаций в районе сварного шва;
- алюминий, в основном, сваривают с помощью переменного электрического тока, причем значение силы сварочного тока устанавливают для работы с алюминием несколько больше, чем для сварки аналогичных стальных изделий;
- перед использованием присадочные алюминиевые электроды необходимо прогреть в муфельной печи.

Сварку алюминия можно производить практически всеми сварочными аппаратами инверторного типа с любой производительностью и степенью автоматизации рабочих процессов.
Блок: 3/5 | Кол-во символов: 1124
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-alyuminiya-invertorom.html
Электроды
Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:
- ОЗА-1. Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.
- ОЗА-2. Применяется для наплавных работ кремниево-алюминиевыми сплавами. а также для ремонта брака отливок.
- ОЗАНА-1. Для чисто алюминиевых деталей толще 10 мм. Прогревать их необходимо до 400оС.
- ОЗАНА-2. Модификация для сварки алюминиевых сплавов.
- ОКБ96.20. Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
 Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.Для получения прочного и долговечного соединения необходимо использовать электроды строго по назначению. Для этого следует определить тип алюминиевого сплава, который собираются сваривать.
Блок: 7/9 | Кол-во символов: 800
Источник: https://svarka.guru/tehnika/opredelennih-metallov/invertorom-alyuminiya-elektrodami.html
Безопасное проведение сварочных операций
При сварке алюминия в домашних условиях, а также его сплавов воздействию неблагоприятных факторов подвергается в первую очередь мастер, выполняющий работы.
Для предотвращения травм предполагается иметь:
- Спецодежду из ткани огнеупорного качества;
- Индивидуальные средства защиты органов дыхания;
- Защитную маску;
- Приточно-вытяжную вентиляцию;
- Надежное заземление электрооборудования.
Видео: Сварка алюминия штучным электродом
 youtube.com/embed/DYJkCvLUhJA?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&» title=»YouTube player»/>
youtube.com/embed/DYJkCvLUhJA?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&» title=»YouTube player»/>
Блок: 7/7 | Кол-во символов: 456
Источник: https://promzn.ru/obrabotka-metalla/sovety-po-svarke-alyuminiya.html
Количество использованных доноров: 7
Информация по каждому донору:
- http://met-all.org/obrabotka/svarka/svarka-alyuminiya-invertorom.html: использовано 2 блоков из 4, кол-во символов 4551 (19%)
- https://svarka.guru/tehnika/opredelennih-metallov/invertorom-alyuminiya-elektrodami.html: использовано 3 блоков из 9, кол-во символов 2556 (11%)
- https://svarkaprosto.ru/tehnologii/svarka-alyuminiya-invertorom: использовано 1 блоков из 5, кол-во символов 2244 (9%)
- https://promzn.ru/obrabotka-metalla/sovety-po-svarke-alyuminiya. html: использовано 7 блоков из 7, кол-во символов 6822 (28%)
- https://WikiMetall.ru/metalloobrabotka/svarka-alyuminiya-invertorom.html: использовано 2 блоков из 5, кол-во символов 3487 (14%)
- https://SdelaySam-SvoimiRukami.ru/4456-svarivaem-alyuminiy-bez-argona.html: использовано 4 блоков из 7, кол-во символов 1932 (8%)
- https://stanok.guru/metalloobrabotka/svarka/svarka-invertorom-alyuminiya-v-domashnih-usloviyah.html: использовано 1 блоков из 4, кол-во символов 2546 (11%)
 html: использовано 7 блоков из 7, кол-во символов 6822 (28%)
html: использовано 7 блоков из 7, кол-во символов 6822 (28%)Сварка алюминия
Сварка алюминия затруднена образованием тугоплавкой, довольно прочной пленки с окислом Al2O3. Эта оболочка, расплавляемая только в температуре 2050 ºС, мешает соединению материалов друг с другом и основным металлом. Растворять окислы, покрывающие капли расплавленного металла, позволяет использование активных флюсов. Только они способны обеспечивать необходимые для нормального формирования швов условия. В составе флюсов и специальных обмазок для сварки алюминия полуавтоматом присутствуют смеси хлор- и фторсодержащих соединений щелочноземельных металлов.
Наибольшая сложность состоит в предупреждении порообразования из-за взаимодействия с водородом. Помимо этого, нагреваясь, алюминий не изменяет своего цвета, что затрудняет определение момента, когда он начинает плавиться. Для этого сварщику необходим определенный опыт и навыки работы в сварке алюминия инвертором. Еще стоит учесть, что при нагревании алюминия до 500 ºС его прочность резко ухудшается. От этого алюминиевое изделие может разрушаться даже под действием своего веса.
Удаление пленок из окислов технологией сварки алюминия предусматривается одним из трех способов: химическим, механическим, электрическим. Первый предполагает травление металла или использование в сварке содержащих соли фтора и хлора флюсов. Механический способ заключается в удалении пленок шабрением, применением наждачных инструментов со щетками из металла. А электрический – в катодном распылении при сварке алюминия постоянными токами.
Дуговая сварка алюминия
Лучшим видом соединения деталей из тонких листов является ручная дуговая сварка алюминия с неплавящимися электродами. Этот вид сварки способен обеспечить минимум деформаций в конструкциях при соблюдении высокого качества швов. Процесс ведется на переменном токе при помощи осцилляторов для сварки алюминия. Именно переменный ток лучше всего способен разрушать пленки из окислов методом катодного распыления, если катодом служит сама деталь. Ручная сварка может выполняться в любом пространственном положении, причем не только с присадочным прутком, но и без его использования.
Этот вид сварки способен обеспечить минимум деформаций в конструкциях при соблюдении высокого качества швов. Процесс ведется на переменном токе при помощи осцилляторов для сварки алюминия. Именно переменный ток лучше всего способен разрушать пленки из окислов методом катодного распыления, если катодом служит сама деталь. Ручная сварка может выполняться в любом пространственном положении, причем не только с присадочным прутком, но и без его использования.
Дугу, зажигаемую на дополнительной пластинке из графита, переносят на заготовку. Аргонную сварку алюминия производят без поперечных колебаний. Своими химическими составами основной металл с присадочной проволокой должны быть близки друг к другу. Пуск аргона начинают за несколько секунд перед возбуждением дуги с остановкой его подачи после обрывания дуги. Рабочее давление газа не должно быть выше 0,05 МПа. При ручной сварке выбирают вольфрамовые электроды.
Для толщин свариваемых кромок в пределах 6 мм используют электроды для сварки алюминия с диаметром до 4 мм. Для кромок больших толщин требуется увеличение диаметра электрода до 6 мм. Исходя из расчета 30-45 А на каждый миллиметр электродного диаметра, определяют необходимый сварочный ток. Для обеспечения энергичного разрушения пленок из окислов при катодном распылении варят алюминий на минимальной длине дуги, что также улучшает защиту сварки. Процесс механизированной сварки осуществляют при помощи специализированного аппарата для сварки алюминия.
Для кромок больших толщин требуется увеличение диаметра электрода до 6 мм. Исходя из расчета 30-45 А на каждый миллиметр электродного диаметра, определяют необходимый сварочный ток. Для обеспечения энергичного разрушения пленок из окислов при катодном распылении варят алюминий на минимальной длине дуги, что также улучшает защиту сварки. Процесс механизированной сварки осуществляют при помощи специализированного аппарата для сварки алюминия.
Автоматического и полуавтоматического вида сварка этого металла в аргоновой среде при помощи плавящихся электродов выполняется автоматами и шланговыми полуавтоматами. Процесс ведется на постоянном токе с обратной полярностью. Для него применяют проволоку для сварки алюминия того же или похожего состава по отношению к свариваемому металлу. Алюминий толщиной в пределах сантиметра варят без разделывания кромок, для больших толщин кромок используют их разделку в Х- и V-форме.
Аргоновая, плазменная и газовая сварка
Аргоновую сварку алюминия автоматами и полуавтоматами по флюсу используют для деталей или листов, имеющих толщину кромок свыше 8 мм. Причем дуга должна гореть не в самом слое флюса, а над ним. Небольшого слоя флюса обычно бывает достаточно и для защиты сварочной ванны, и для удаления пленок из оксидов. Если слой флюса довольно большой, то дуга будет шунтироваться через шлак, который, обладая хорошей электропроводностью, горит под слоем флюса. Оптимально нанесение на свариваемый шов флюса, состоящего из хлористых натрия и калия с криолитом, слоем не больше 35 мм. Процесс ведется на постоянных токах при обратной полярности.
Причем дуга должна гореть не в самом слое флюса, а над ним. Небольшого слоя флюса обычно бывает достаточно и для защиты сварочной ванны, и для удаления пленок из оксидов. Если слой флюса довольно большой, то дуга будет шунтироваться через шлак, который, обладая хорошей электропроводностью, горит под слоем флюса. Оптимально нанесение на свариваемый шов флюса, состоящего из хлористых натрия и калия с криолитом, слоем не больше 35 мм. Процесс ведется на постоянных токах при обратной полярности.
Плазменную сварку алюминия и его сплавов считают одним из самых перспективных способов обработки этого металла благодаря стабильности с высокой скоростью процесса, возможности уменьшения зоны тепловой обработки. Но следует учесть, что для плазменной сварки необходима точная сборка конструкции и движение горелкой строго вдоль свариваемого стыка. Как правило, этот процесс ведется переменным током. А использование постоянных токов обратной полярности требует специального оборудования для сварки алюминия – горелок с усилением охлаждения для электродов из вольфрама в принудительном режиме. Микроплазменная сварка применима в соединении нетолстых алюминиевых сплавов с помощью лантанированных электродов.
Микроплазменная сварка применима в соединении нетолстых алюминиевых сплавов с помощью лантанированных электродов.
Газовая сварка алюминия ведется обычным пламенем. При этом недопустим переизбыток горючих газов с кислородом. Это связано со способностью последнего окислять алюминий, при этом излишки горючих газов придают заметную пористость шву. Мощность для пламени в горелке выбирают, исходя из ацетиленового расхода 75 дм3 в час на каждый миллиметр толщины детали. Соблюдая промежуток в несколько миллиметров от ядра пламени до рабочей поверхности, сварку осуществляют восстановительной его частью. Чаще всего соединяемые конструкции бывают стыковыми с зазорами в пределах 3 мм для соответствующей толщины детали до 5 мм. Для толщин около 5 мм не делается скосов кромок, если они достигает 12 мм, прибегают к их разделке в V-форме, а для толщин, превышающих 12 мм, – в Х-форме.
Особенности сварочного процесса
Перед началом сварки алюминия аргоном соединяемые кромки вместе с присадочной проволокой зачищают и тщательно отмывают поочередно в теплой и в холодной воде, после чего вытирают ветошью. Для облегчения разрушения оксидной пленки с удалением окислов сварочной зоны, используют флюсы с щелочными либо щелочноземельными металлами, а также тугоплавкими соединениями с хлором в смеси в небольшим содержанием фтора. Они наносятся пастой или порошком на разогретую электродную проволоку либо прямо на кромки, подлежащие свариванию. Если выполняются прихватки, то флюсы наносятся только лишь на присадочные прутки.
Для облегчения разрушения оксидной пленки с удалением окислов сварочной зоны, используют флюсы с щелочными либо щелочноземельными металлами, а также тугоплавкими соединениями с хлором в смеси в небольшим содержанием фтора. Они наносятся пастой или порошком на разогретую электродную проволоку либо прямо на кромки, подлежащие свариванию. Если выполняются прихватки, то флюсы наносятся только лишь на присадочные прутки.
Если толщина заготовки не более 5 мм, холодную сварку для алюминия производят левым способом, а если больше – используют правый способ. Начиная сварочный процесс, горелку направляют мундштуком к поверхности сварки под прямым углом. По мере нагревания изделия этот угол меняется, исходя из выбранного режима сварки алюминия с толщиной заготовок. Причем угол положения для присадочной проволоки остается неизменным на протяжении всего времени проведения процесса.
Сварку листов из тонкого алюминия необходимо проводить, избегая поперечных движений горелкой. Но для большей толщины изделий эти колебания необходимы. Для заготовок толще 10 мм технологией аргонодуговой сварки алюминия предусмотрено предварительное нагревание. При этом сварку необходимо производить беспрерывно, удаление пламени из сварочной ванны не допускается. К сварке металлических листов следует приступать, пропустив немного места от края с последующей заваркой в обратном порядке оставленного участка.
Но для большей толщины изделий эти колебания необходимы. Для заготовок толще 10 мм технологией аргонодуговой сварки алюминия предусмотрено предварительное нагревание. При этом сварку необходимо производить беспрерывно, удаление пламени из сварочной ванны не допускается. К сварке металлических листов следует приступать, пропустив немного места от края с последующей заваркой в обратном порядке оставленного участка.
Использование для сварки алюминия сварочных аппаратов дает возможность применения на постоянных токах с обратной полярностью не только одиночных, но и сдвоенных электродов. С целью предупреждения вытекания расплавляемого алюминия с оборотной стороны швов используют специальную формирующую подкладку из стали. Благодаря увеличению размеров сварочной ванны со временем нахождения алюминия в расплавленном состоянии сварка сдвоенными электродами дает хороший результат. При этом улучшается процесс дегазации, а значит, уменьшается пористость в шве получаемого соединения. Автоматы, оснащенные дозаторами флюсов, водным охлаждением мундштука, идеально приспособлены для сварки алюминия.
Автоматы, оснащенные дозаторами флюсов, водным охлаждением мундштука, идеально приспособлены для сварки алюминия.
Прочность сварным конструкциям из алюминия с сохранением характеристик пластичности способно обеспечить утолщение кромок на свариваемом участке при соединении термически обработанных заготовок. Еще одним способом улучшения механических свойств соединений служит проковка – прокатывание швов в теплом или холодной состоянии с помощью роликов.
Основные сведения о сварке защитным газом MIG
Защитный газ может сыграть значительную роль в улучшении или ухудшении характеристик сварки. СваркаMIG (GMAW) с использованием защитного газа и сплошного проволочного электрода позволяет получить чистый шов без шлака. Это происходит без необходимости останавливать сварку для замены электрода, как при сварке палкой. Повышенная производительность и меньшая очистка — это лишь два преимущества этого процесса.
Чтобы достичь этих результатов в вашем конкретном приложении, он помогает понять роль защитного газа, различные доступные защитные газы и их уникальные свойства.
Основная цель защитного газа — предотвратить воздействие на расплавленную сварочную ванну кислорода, азота и водорода, содержащихся в воздушной атмосфере. Реакция этих элементов на сварочную ванну может создать множество проблем, включая пористость (отверстия в сварном шве) и чрезмерное разбрызгивание.
Различные защитные газы также играют важную роль в определении профилей проплавления сварного шва, стабильности дуги, механических свойств готового сварного шва, используемого вами процесса переноса и т. Д.
Выбор расходных деталей для горелок MIG, обеспечивающих стабильную и плавную подачу защитного газа, также важен для выполнения успешных сварочных швов MIG.
Выбор подходящего защитного газа
Многие сварочные аппараты MIG позволяют выбирать различные варианты защитного газа. Вам необходимо оценить свои цели в области сварки и области применения, чтобы выбрать наиболее подходящий вариант для конкретной области применения. При выборе учитывайте следующее:
- Стоимость газа
- Свойства готового сварного шва
- Подготовка и очистка после сварки
- Основной материал
- Процесс переноса сварного шва
- Ваши производственные цели.

Четыре наиболее распространенных защитных газа, используемых при сварке MIG, — это аргон, гелий, диоксид углерода и кислород. Каждый из них имеет уникальные преимущества и недостатки в любом конкретном приложении.
Пористость, которую можно увидеть на лицевой и внутренней поверхностисварного шва, может быть вызвана недостаточным защитным газом и может значительно ослабить сварной шов
.
Двуокись углерода (CO2)
Наиболее распространенным из реактивных газов, используемых при сварке MIG, является двуокись углерода (CO2). Это единственный, который можно использовать в чистом виде без добавления инертного газа.CO2 также является наименее дорогим из обычных защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом. Чистый CO2 обеспечивает очень глубокое проплавление шва, что полезно при сварке толстых материалов. Однако он также дает менее стабильную дугу и больше брызг, чем при смешивании с другими газами. Он также ограничен только процессом короткого замыкания.
Он также ограничен только процессом короткого замыкания.
Аргон
Для компаний, которые уделяют особое внимание качеству сварных швов, их внешнему виду и снижению степени очистки швов после сварки, лучшим вариантом может быть смесь 75–95 процентов аргона и 5–25 процентов CO2.Он обеспечит более желательное сочетание стабильности дуги, контроля образования луж и меньшего разбрызгивания, чем чистый CO2. Эта смесь также позволяет использовать процесс переноса распылением, который может обеспечить более высокую производительность и более привлекательные сварные швы. Аргон также обеспечивает более узкий профиль проплавления, что полезно для угловых и стыковых швов. Если вы свариваете цветной металл — алюминий, магний или титан — вам потребуется 100-процентный аргон.
Кислород
Кислород, также являющийся химически активным газом, обычно используется в соотношении девять процентов или меньше для улучшения текучести сварочной ванны, проплавления и стабильности дуги в низкоуглеродистой, низколегированной и нержавеющей стали. Однако он вызывает окисление металла шва, поэтому его не рекомендуется использовать с алюминием, магнием, медью или другими экзотическими металлами.
Однако он вызывает окисление металла шва, поэтому его не рекомендуется использовать с алюминием, магнием, медью или другими экзотическими металлами.
Гелий
Гелий, как и чистый аргон, обычно используется с цветными металлами, но также и с нержавеющими сталями. Поскольку он обеспечивает широкий и глубокий профиль проникновения, гелий хорошо работает с толстыми материалами и обычно используется в соотношении от 25 до 75 процентов гелия к 75-25 процентам аргона. Регулировка этих соотношений изменит глубину проникновения, профиль валика и скорость движения.Гелий создает более «горячую» дугу, что позволяет увеличить скорость движения и повысить производительность. Однако он дороже и требует большей скорости потока, чем аргон. Вам нужно будет рассчитать ценность увеличения производительности по сравнению с увеличением стоимости газа. В случае нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
На этом графике показано различие, которое расходные детали могут составлятьпо покрытию защитным газом.
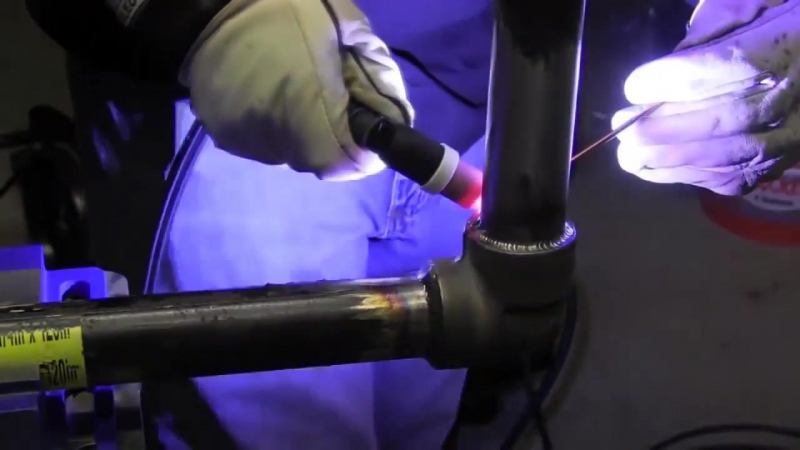 Фотография слева показывает хорошее покрытие, тогда как покрытие на фото справа позволяет
Фотография слева показывает хорошее покрытие, тогда как покрытие на фото справа позволяет воздушной среде загрязнять защитный газ.
Подача защитного газа в сварочную ванну
Все ваши усилия по выбору подходящего защитного газа будут потрачены зря, если ваше оборудование не подает газ на сварной шов. Расходные детали горелки MIG (диффузор, контактный наконечник и сопло) играют решающую роль в обеспечении надлежащей защиты сварочной ванны.
На этом разрезе показана система расходных материалов, в которой контактный наконечникустановлен в диффузоре и удерживается на месте
защитой от брызг внутри сопла.
Если вы выберете слишком узкое сопло или если диффузор забивается, например, брызгами, в сварочную ванну может попасть слишком мало защитного газа.Точно так же плохо спроектированный диффузор может не направить защитный газ должным образом, что приведет к турбулентному несбалансированному потоку газа. Оба сценария могут допускать попадание воздуха в защитный газ и приводить к чрезмерному разбрызгиванию, пористости и загрязнению сварных швов.
При выборе расходных материалов для пистолета MIG выбирайте те, которые устойчивы к образованию брызг и обеспечивают достаточно широкое отверстие сопла для обеспечения достаточного покрытия защитным газом. Некоторые компании предлагают сопла со встроенной защитой от брызг, которая также добавляет вторую фазу диффузии защитного газа.Это приводит к еще более плавному и стабильному потоку защитного газа.
Выбор подходящего защитного газа для вашего конкретного применения потребует тщательного анализа типа выполняемой вами сварки, а также ваших производственных приоритетов. Использование приведенных выше рекомендаций должно стать хорошим началом процесса обучения. Перед принятием окончательного решения обязательно проконсультируйтесь с местным дистрибьютором сварочных материалов.
Самодельный AR-15: Я построил полуавтоматическую винтовку на своей кухне
Это была тонкая работа.Попытка фрезеровать слишком много алюминия сразу могла привести к разрушению концевой фрезы. Двигайтесь медленно, и он режет алюминий, как масло. Если двигаться слишком быстро, то, как я понял на собственном опыте, можно разбить концевую фрезу. Через три часа работа была сделана. Фрезерованный карман обнажил необработанный алюминий — и результат был не очень хорош. Моя первая полная нижняя часть выглядела так, как будто обезьяна сделала это с помощью инструмента Dremel. Но беспорядок был внутри винтовки, и как только я установил нужные детали, никто не заметил.
Я построил у себя на кухне полуавтоматическую винтовку.Бьюсь об заклад, это одно предложение, о котором вы никогда не думали, что услышите. Я тоже, пока не решил это сделать.
Работа требовала сверления алюминия, а крохотные осколки и кусочки металла летали повсюду. Это не то, что нужно делать на ковре, поэтому я решил сделать это на своей кухне.
Сработало? Черт, да, это так. После трех часов работы с легкими инструментами я построил основной компонент винтовки AR-15. Америка сейчас достигла точки, когда люди могут создавать современное оружие на своих кухнях.
Это круто, безумно или и то, и другое?
В моей большой группе друзей семеро из нас владеют винтовками типа AR-15. Возможно, не случайно, каждый из нас купил по одному после 40 лет.
Рекомендовано: Северная Корея имеет 200000 солдат в своих силах специального назначения
Рекомендовано: почему Америка не убивает Ким Чен Ына?
Рекомендовано: 1,2 миллиона жертв: если Северная Корея атаковала Лос-Анджелес с применением ядерного оружия
Покупка этой винтовки — это современная версия приобретения Корвета во время кризиса среднего возраста, но она дешевле и, вероятно, менее опасна.
Существует субкультура — и кустарная промышленность, которая поддерживает ее — вокруг винтовок AR-15. После добавления аксессуаров к моей первой винтовке, замены деталей и покупки инструментов я понял, что у меня есть к этому талант.
Я был обезьяной с жиром AR-15. В ходе нескольких проектов я построил целую винтовку с нуля. Но я никогда не создавал нижнюю ствольную коробку для AR-15. По стандартам правительства США я бы производил огнестрельное оружие.
Последние 20 процентов:
Бюро алкоголя, табака и огнестрельного оружия контролирует продажу нижних приемников AR-15.С точки зрения закона, нижняя ствольная коробка — это оружие. Это одна из немногих частей, которые вам абсолютно необходимы для создания действующего огнестрельного оружия, и на них обычно проставляется серийный номер.
Энтузиасты AR-15, которые собирают свои винтовки дома, должны пойти в оружейный магазин, чтобы купить комплектный нижний ствол. Они проходят федеральную проверку биографических данных, и могут применяться другие законы штата, такие как 10-дневный период ожидания.
Но есть способ обойтись без проверки биографических данных и других законов штата — и это так называемое «80-процентное» снижение получателя.Это нижняя ствольная коробка с алюминиевой отделкой на четыре пятых. Все остальное вы делаете сами.
ATF признает право американцев создавать собственное огнестрельное оружие. Он также признает, что нижняя ствольная коробка, готовая только на 80 процентов, технически не является огнестрельным оружием и, следовательно, не подлежит регулированию.
Любой желающий может выйти в интернет и заказать незавершенный нижний ресивер с доставкой к себе домой. Все, что вам нужно для его отделки, — это фрезерный станок, ручная дрель, тиски и сверла.Также необходимы терпение, готовность следовать указаниям и больше терпения.
После того, как вы завершите оставшиеся 20 процентов обработки, вы получите то, что ATF считает огнестрельным оружием. Вам не нужно регистрировать его, проверять данные или добавлять серийный номер. Теперь вы можете купить оставшуюся часть винтовки с полки и собрать ее самостоятельно.
Идея завершить круг, построив свою собственную нижнюю часть AR-15, была чем-то, что я не мог выкинуть из головы. Аспект дзен — например, создание дерева бонсай путем обрезки всего, что не было деревом — был особенно привлекательным.
Пробная версия и ошибка:
Моей первой остановкой была компания в Санта-Ана, Калифорния, которая производит на 80 процентов меньше приемников. Я купил приемник, приспособление, которое показало мне, что фрезеровать, и набор сверл.
Чтобы пополнить запасы, я заказал на Amazon маршрутизатор — такой, который используется для изготовления мебели. Я бы использовал свою электродрель.
Я собрал тиски на кухне и приступил к работе. Я впервые работаю с металлом. Сначала я просверлил шесть отверстий в верхней части нижнего ресивера.Когда я просверлил алюминиевый корпус приемника 6061, крошечные кусочки металла скопились на полу.
С этого момента я перешел юридический Рубикон. Как только я высверлил крошечный кусочек алюминия из нижней части, этот кусок металла по закону стал, согласно ATF, «другим» огнестрельным оружием.
Просверлив отверстия, я перешел к роутеру. Используя концевую фрезу, я медленно соединил только что просверленные отверстия, сформировав карман, в который позже я вставил спусковой крючок и предохранитель.
Это была тонкая работа.Попытка фрезеровать слишком много алюминия сразу могла привести к разрушению концевой фрезы. Двигайтесь медленно, и он режет алюминий, как масло. Если двигаться слишком быстро, то, как я понял на собственном опыте, можно разбить концевую фрезу.
Три часа спустя работа была сделана. Фрезерованный карман обнажил необработанный алюминий — и результат был не очень хорош. Моя первая полная нижняя часть выглядела так, как будто обезьяна сделала это с помощью инструмента Dremel.
Но беспорядок был внутри винтовки, и как только я установил нужные детали, никто не заметил.
Разве это не опасно?:
Следует ли людям беспокоиться о том, что вы можете сделать ружье с магазином на 30 патронов в собственном доме, совершенно незамеченным правительством?
Теоретически да. Как и в теории, не стоит позволять людям владеть автомобилями, которые едут со скоростью 200 миль в час.
Реальность такова, что американцы используют AR-15 и их различные варианты в удивительно небольшом количестве преступлений с применением огнестрельного оружия. В 2013 году, последнем году, за который у ФБР есть статистика , в Америке было убито 12 253 человека.Из них 5 782 человека умерли от огнестрельного оружия.
Всего погибших от длинного оружия, от охотничьих ружей до AR-15, составило 285. Для сравнения, в 2011 году американцы убили 428 своих сограждан тупыми предметами, такими как дубинки и молотки.
AR-15 могут показаться идеальным оружием для преступников, но большинство из них имеют длину более 30 дюймов, поэтому их действительно очень сложно спрятать. Преступник должен спрятать оружие до совершения преступления, а часто и после него. Неслучайно количество пистолетов в убийствах, связанных с огнестрельным оружием, в 20 раз превышает количество винтовок.
Тем не менее, не всем нужно быть осторожными. Некоторые, как массовые стрелки, просто хотят убить много людей.
Будут ли такие люди, как эти, обходить закон и изготавливать собственные 80-процентные приемники? Всегда есть исключения, но, как правило, нет. Факторы образования и личности создают порог, преодолеть который может не каждый.
Если вы обычный человек, построить AR-15 несложно. Если вы — особняк и страдаете от проблем с психическим здоровьем, искажающих ваше восприятие реальности, у вас, вероятно, ничего не получится.
Вернувшись к своему столу, я взял законченный низ и приступил к превращению его в функциональное оружие. Я установил спусковой крючок, предохранитель и другие детали внутри только что фрезерованного кармана.
К моему легкому удивлению, все подошло. Селектор безопасности, в частности, имеет жесткое ощущение. Но это работает.
Быстрое признание — мое новое огнестрельное оружие технически не AR-15, а AR-10. Этот вариант аналогичен, за исключением того, что он стреляет более мощной пулей НАТО калибра 7,62 мм по сравнению со стандартной пулей AR-15.56-миллиметровый круглый.
Я пока не превратил его в полноценную винтовку. Я создавал нижнюю ствольную коробку не только для того, чтобы добавить оружие в свою коллекцию.
Я сделал это, потому что мог.
Впервые это было опубликовано WarIsBoring здесь .
Изображение: Reuters.
Преимущества компенсации аргонной сварки алюминия. Сварочная техника для начинающих. Какие способы сварки существуют.
Многолетняя практика убедительно доказывает, что аргонная сварка алюминия — наиболее эффективный способ создания целостного соединения двух и более элементов.
Для выполнения сварки в среде инертного газа требуется специализированное оборудование, оборудование и подробные инструкции для начинающих.
Баллон содержит газ или защитные газы, такие как аргон, гелий, диоксид углерода и их смеси, и оснащен манометром с присоединенным редуктором давления, используемым для индикации количества газа внутри баллона, а также соленоидным клапаном. управляется кнопкой, установленной на горелке, которая открывает и закрывает поток газа в зависимости от того, когда начинается и когда заканчивается сварка.
Клемма заземляющего кабеля Зажим заземляющего кабеля позволяет приваривать электрическое соединение между генератором тока и основным материалом. Кабель должен иметь размер и длину в зависимости от максимальной силы тока источника сварки. Аргон — инертный газ, получаемый фракционной перегонкой атмосферы. Это газ, извлекаемый из воздуха, и поэтому он может содержать остатки примесей, таких как кислород, азот или водяной пар; В любом случае подходит практически для всех сварочных работ.
Аппарат для соединения алюминиевых деталей, как правило, имеет сложную конструкцию.
Если вы готовите алюминий в полуавтоматическом режиме, вам понадобится сварочная проволока определенного типа и баллон с аргоном. Но есть способы обойтись без газа.
Технология сварки алюминия требует высококвалифицированного сварщика и знания основ металловедения.
Учитывая также низкую теплопроводность, центральная часть столба дуги поддерживается при повышенных температурах, что приводит к большей текучести капель материала, проходящего в зоне дуги.Гелий — инертный газ, довольно редкий, почти не присутствует в атмосфере и добывается из недр. Поэтому он намного дороже аргона. Характеристики гелия по сравнению с аргоном: более низкая стабильность дуги, но большее проникновение; его использование преобладает в случае сварных швов большой толщины и материалов с высокой теплопроводностью, таких как медь и алюминий.
Для начинающих сварщиков требуется пошаговая инструкция по сварке алюминия.
Прежде всего, они должны ознакомиться с химическими свойствами крылатого металла.
Так называют алюминий за его прочность и низкий удельный вес. Наряду с этими качествами он обладает высокой химической активностью.
Импульсная дуговая сварка
Поскольку гелий, в отличие от аргона, менее тяжел, чем воздух и, следовательно, более летуч, для обеспечения надлежащей защиты зоны сварки требуется больше газа. Углекислый газ — активный газ; он присутствует в воздухе и в кишечнике. Наиболее частая проблема, вызываемая этим типом защиты, заключается в том, что он вызывает чрезмерное разбрызгивание и создает нестабильную дугу; поддержание лука довольно короткое и с постоянной длиной позволяет в любом случае хорошо контролировать его.
На открытом воздухе металл быстро реагирует с кислородом и покрывается оксидной пленкой.
Температура плавления оксидной пленки превышает +2000 градусов, когда сам металл плавится при температуре +650 градусов.
При сварке постоянным током оксид может погрузиться в металл шва, нарушив его структуру.
Даже если инертные газы в чистом виде способны выполнять свое защитное действие при любой температуре, добавление активных газов улучшает стабильность дуги и перенос металла от электродной проволоки в ванну.Это происходит без ущерба для защитного эффекта.
Пряди можно различать в зависимости от их химического состава, а также от морфологии их размера, которые могут быть образованы одним металлом или иметь внутреннюю душу, содержащую гранулы. Особое внимание следует обратить на наличие жира или влаги на поверхности электродной проволоки, так как эти условия могут привести к растрескиванию, пористости или набуханию. Кроме того, неоднородная намотка электрода может вызвать неравномерное продвижение проволочного электрода, что приведет к нестабильности сварки.
На видео показан процесс сварки листового алюминия аргоном.
Особенностью алюминия является то, что при нагревании он не меняет цвет, как это происходит при нагревании нержавеющей стали или других марок стали.
Сварщику может быть сложно ориентироваться и определять степень нагрева заготовки.
Жесткие нити обычно имеют тот же состав, что и основной материал, с добавлением элементов, которые могут помочь очистить основной материал.Армированные гипсом нити не формируются из твердого металла, а изнутри заполнены гранулированным порошком; Он имеет те же функции, что и электроды с покрытием. Гранулированный или порошкообразный порошок может быть рутиловым, основным по природе или может быть специального типа.
Исходя из этих параметров, передача капель может осуществляться с помощью. Передача погружением. Импульсный импульс или импульсная дуговая передача. Погружной транспорт. Наполняющий металл переносится в ванну расплава в виде капель, которые погружаются в ту же ванну, создавая непрерывные короткие замыкания.
В результате такой неопределенности может произойти прогорание детали или утечка расплавленного металла.
Кроме того, алюминий имеет большой коэффициент объемной усадки. Если это свойство не учитывать, то внутри шва будут возникать напряжения и деформации.
Чтобы избежать таких последствий, можно увеличить расход сварочной проволоки или модифицировать сварной шов.
Контроль сварных швов и дефекты сварных швов
Распыление. Этот метод предусматривает, что капли наполнителя переносятся не при контакте с дымовой ванной, а под действием большого тока, а распыляются в той же ванне, создавая непрерывный поток материала.Создается очень жидкая ванна расплава с высокой проникающей способностью, подходящая для сварки в плоском положении, особенно при сварке средней и большой толщины.
Импульсная или импульсная дуговая передача. Эта процедура достигается только с генераторами импульсного тока. Пульсации вызывают отрыв капель небольшого размера, что позволяет получить характеристику дуги напылением даже при малых токах. Подвод тепла, размер ванны и проплавление очень похожи на режим дуги со струйным переносом. Эта процедура широко используется для таких материалов, как алюминий или нержавеющая сталь, где процедура с короткой дугой не гарантирует результатов сварки с достаточным качеством.
Приступая к сварке алюминия, нужно четко помнить его основные характеристики.
Металл имеет следующие свойства:
- низкая точка плавления;
- с высокой химической активностью;
- высокий коэффициент объемной усадки.
Учитывая эти особенности, чаще всего выполняется сварка алюминия аргоном. Эта технология позволяет защитить зону сварки от воздействия активных газов атмосферы.
Чем выше процентное содержание аргона в смеси, тем лучше характеристики и стабильность дуги.Характеристики сварки очень хороши, особенно на коротких дугах, где вы получаете однородные сварочные ванны, которые позволяют использовать приложения во всех положениях. Использование кремниевой и марганцевой проволоки позволяет удалить примеси, присутствующие в основном материале, и получить сварные швы хорошего качества. Необходимо подготовить скошенные швы толщиной более 3 мм.
В любом случае процентное содержание аргона должно составлять не менее 98% смеси, чтобы избежать сильного окисления хрома, присутствующего в основном материале.При толщине шва более 2,5 мм необходимо снять фаску. Присадочный материал должен особенно подходить для качества сварки нержавеющей стали. Для получения хорошего шва рекомендуется заточить острия.
Присадочная проволока при сварке на полуавтомате выполняет функцию снижения внутренних напряжений шва, поскольку компенсирует объемную усадку.
Помимо этих приемов есть и другие способы качественно выполнить сварное соединение.
Некоторые способы сварки
Изучив уроки металлургии для начинающих, можно грамотно выбрать конкретный метод сварки алюминия в среде инертного газа.
В качестве защитного газа обычно используется чистый аргон. Учитывая характеристики алюминия, вместо шлифования шлифовальным кругом рекомендуется фрезеровать те же точки. Смеси аргона, гелия и аргон-гелий относятся к первой категории, а такие газы, как диоксид углерода, смеси аргона с кислородом или диоксидом углерода, определяются как активные вещества.Полученный лук нагревает и плавит материал. При необходимости присадочная проволока подается вручную или с помощью механизма подачи проволоки.
Во многих случаях узкая канавка не требует присадки при сварке. Возгорание электрода обычно происходит без контакта вольфрамового электрода с заготовкой. Для этого требуется источник высокого напряжения, который временно включается во время зажигания. Для большинства металлов сама сварка осуществляется постоянным током. Алюминий припаивается на переменном токе.Сопло защитного газа размещено вокруг вольфрамового электрода. Выходящий наружу газ защищает нагретый материал от химических реакций окружающим воздухом, тем самым обеспечивая необходимую прочность и долговечность сварочного материала.
Для сварки используются аппараты следующих типов:
- газопламенная установка;
- электродуговый аппарат;
- Аппарат аргонодуговый.
В первом случае используется флюс на основе фторидных и хлоридных солей.
При нагревании пламенем места сварки флюс разрушает оксидную пленку на поверхности алюминия, и соединение происходит при температуре, близкой к температуре плавления.
В качестве защитных газов используются инертные газы, такие как аргон, гелий или их соединения. Иногда используется водород. Все эти газы неактивны, что называется «инертным» научным термином, взятым из греческого языка. Он оптимизирует свойства зажигания, а также стабильность дуги и помогает получить лучшую зону очистки, чем гелий.Это, в свою очередь, обеспечивает особенно широкое и глубокое проникновение расплава за счет его теплопроводности, которая в девять раз больше, чем у аргона. При использовании в сочетании с алюминием порообразование менее выражено.
Сварка производится алюминиевым стержнем. Расход материала при таком способе минимален.
Следует помнить, что флюс разъедает поверхность металла и после завершения сварочных работ необходимо удалить оставшийся флюс и промыть деталь водой.
На видео представлена пошаговая инструкция по соединению алюминиевых деталей с помощью флюса.
Кроме того, для аустенитных сталей иногда используется водород в количестве от 2 до 5%, остальное — аргон. Теплопроводность водорода по-прежнему в одиннадцать раз выше, чем у аргона, что обеспечивает высокую степень проплавления и эффективный отвод газа на выходе. При сварке коррозионно-стойких материалов, таких как нержавеющая сталь, горячие кромки окисляются при контакте с кислородом воздуха, чего не всегда можно полностью избежать.Затем появляются так называемые цвета отжига.
Их можно удалить с помощью доработки, восстанавливающей коррозионную стойкость. Однако желательно с самого начала не допускать образования цветов. Это происходит с использованием газов, называемых «генерирующими газ». Образующиеся газы удерживают воздух отдельно от краев сварного шва, а в некоторых случаях даже влияют на корень шва. Формовочные газы состоят в основном из водорода и азота, но также используется аргон.
Электродуговая сварка деталей производится постоянным током обратной полярности.В этом случае используются алюминиевые электроды или присадочная проволока с флюсовым покрытием.
Самый качественный шов при соединении алюминиевых деталей обеспечивает аргонодуговый аппарат.
Основное применение — нержавеющая сталь, алюминий и никелевые сплавы. Концентрированная и стабильная дуга обеспечивает качественный сварочный материал и гладкий шов без разрывов и шлаков. Для применений с высокими требованиями, таких как трубопроводы в реакторах, это лучший выбор. Кроме того, в использовании наполнителя нет необходимости.Для листов толщиной менее 4 мм механически обработанная подача проволоки обеспечивает экономичную скорость сварки.
Сварка только толстых листов имеет меньшую экономическую эффективность, поэтому рекомендуется сваривать только основной проход. Во многих случаях импульсный сварочный ток помогает предотвратить плавление основного металла и соответствующее стекание. В частности, для листов с малым весом легче получить сварной шов, поскольку основной металл плавится только по частям, а затем повторно уплотняется. Когда алюминий подвергается воздействию воздуха, на поверхности сразу же образуется оксидный слой.
Дуга создается с помощью электрода из вольфрама. Такой электрод служит длительный период времени и тем самым снижает стоимость сварки.
Между вольфрамовым электродом и свариваемой деталью зажигается дуга.
Алюминиевая проволока подается в зону горения дуги. При высокой температуре в зоне горения оксидная пленка на поверхности металла разрушается.
Если оксидный слой остается твердым, расплавленный алюминий из оксидного слоя будет работать, поэтому сварка будет невозможна.Следовательно, оксидный слой необходимо удалять, например, при положительной полярности электрода. Решение — пайка на переменном токе. Во время положительной полуволны оксидный слой разрушается.
Сварочное оборудование
Отрицательная половина волны увеличивает глубину проплавления и создает необходимую сварочную мощность. Для листов любой толщины также требуется постоянная регулировка тока, поэтому традиционные тиристорные источники включают выпрямитель на выходе сварочного трансформатора.Недостатком тиристорных источников тока является низкий КПД из-за необходимости большой выходной ударной нагрузки в соответствии со сварочным током. Современные источники тока с инвертором лишены таких недостатков и предлагают дополнительное преимущество в виде более быстрой реакции на изменения в процессе сварки.
Сварка происходит в узком пространстве с быстрым перемещением электрода.
В этом режиме алюминий не успевает перейти в жидкую фазу и вытечь наружу.
Для получения качественного шва проволока должна иметь такую же структуру, что и свариваемый металл. Этот способ сварки выполняется полуавтоматически.
В различных производственных условиях сварка выполняется постоянным или импульсным током. В промышленном производстве имеются сварочные агрегаты, работающие на переменном токе.
Технология аргонной сварки
Специалисты отмечают, что сварка алюминиевых деталей аргоном предполагает несколько разнообразных действий.
Насколько эти действия согласованы между собой, качество сочетания двух элементов будет.
Технология полуавтоматической сваркипредполагает наличие определенных материалов, узлов и агрегатов. Аппарат аргонодуговой состоит из трех блоков.
Перед сваркой каждый из них необходимо привести в рабочее состояние. Потребление связанных ресурсов влияет на окончательную стоимость услуги.
Присадочная проволока и аргон имеют свою цену, поэтому на них стоит экономить.
Что требуется для аргонной сварки?
Аппарат для сварки алюминия состоит из следующих узлов:
- источник питания;
- баллон с аргоном;
- Устройство подачи присадочной проволоки.
Присадочная проволока поставляется в торговую сеть в бухтах и катушках.
На крупных промышленных предприятиях сварочные аппараты подключаются к централизованной магистрали, по которой подается инертный газ.
Верстаки для монтажа сварных деталей изготовлены из нержавеющей стали.
Подготовка деталей
После того, как оборудование для сварки алюминия аргоном приведено в рабочее состояние, необходимо подготовить детали к сварке.
Удалите с поверхности грязь, жир и моторное масло. Делается это любым растворителем на верстаке из нержавеющей стали.
Когда толщина свариваемых деталей превышает четыре миллиметра, необходимо обрезать края.
При получении задания на сварку алюминия подрядчик должен сразу поинтересоваться толщиной листа и сколько миллиметров будет ширина кромки.
Лезвие зачищается напильником или на наждаке.Если деталь имеет сложную форму, то место сварки очищают с помощью переносного шлифовального станка.
В любом случае необходимо удалить оксидную пленку с поверхности металла.
Особенности аргонной сварки
Для качественной сварки алюминиевых полуавтоматов необходимо применение вольфрамовых электродов. Диаметр электродов выбирается в пределах от 1,5 до 5,5 мм.
В процессе работы необходимо следить за тем, как электрод ориентирован относительно свариваемой поверхности.Электрод необходимо держать под углом 80 градусов.
Присадочная проволока должна располагаться под прямым углом к электроду.
Допускается максимальная длина дуги 3 мм.
В таком положении расход материалов будет оптимальным. Во время работы присадочная проволока должна двигаться перед горелкой.
Электрод и присадочная проволока при сварке алюминия аргоном должны двигаться только по шву.
Поперечные движения не допускаются.На видео показаны движения, которые делает сварщик газовой горелкой.
При работе с тонкими листами алюминия в качестве футеровки можно использовать лист нержавеющей стали.
В этом положении будет осуществляться интенсивный отвод тепла от рабочей зоны через лист нержавеющей стали и резко снизится вероятность прожога.
Потребление энергии также снизится, так как работы будут выполняться быстрее.
Преимущества и недостатки
Полуавтоматическая сварка алюминиевых изделий в среде, заполненной аргоном, имеет ряд существенных преимуществ по сравнению с другими методами.
В первую очередь следует отметить небольшую площадь нагрева свариваемой детали. Это важно при соединении деталей со сложной трехмерной структурой.
Сколько нужно газа и какой провод можно посчитать. Однако спрогнозировать внутреннюю деформацию детали очень сложно.
Сварка изделий в среде инертного газа позволяет получить прочное соединение без пор, примесей и примесей.
Сварной шов имеет одинаковую глубину проплавления по всей длине.
К недостаткам аргонной сварки можно отнести сложность оборудования.
При сварке полуавтоматом требуется точная настройка всех узлов устройства. Важно, чтобы проволока поступала в рабочую зону постепенно.
Для этого необходимо правильно настроить податчик. Если проволока подается не ритмично, горение дуги прерывается.
В этом случае потребление электроэнергии и аргона увеличится.Чтобы выполнить соединение алюминия эффективно, сварщик должен обладать сноровкой и навыками этого ремесла.
Только теория и советы тут не помогут.
В постоянно меняющихся производственных условиях потребление металлопродукции постоянно растет. Нет областей человеческой деятельности, где можно было бы обойтись без таких продуктов. Одним из самых популярных, наряду со сталью и чугуном, является алюминий. Очень быстро из драгоценного, редкого металла он превратился в бытовой.Чтобы разобраться в технологии ремонта или создания новинок из этого материала, необходимо подробно рассмотреть, как происходит сварка алюминия аргоном для начинающих. Пошаговая инструкция поможет производить такие процессы даже в домашних условиях.
Свойства алюминия
Перед тем, как приступить к сварке алюминия аргоном, пошаговая инструкция для начинающих, о которой будет рассказано позже, следует ознакомиться со свойствами этого материала.
Алюминий без примесей проводит ток в 4 раза лучше, чем сталь.Этот материал проводит тепло с показателем 2,2 Вт / (см ∙ К). В стали, например, он составляет 0,6 Вт / (см ∙ К). Это следует учитывать мастеру при сварке алюминия аргоном. Новичкам следует выполнять пошаговые инструкции до мельчайших деталей.
Часто используемые сплавы — это AlMg5, AlMg4, 5Mn. Их теплопроводность также выше, чем у стали, и составляет около 1,3 Вт / (см ∙ К).
Благодаря этим особенностям технология сварки алюминия аргоном не позволяет увеличить скорость процесса.В противном случае глубина проникновения уменьшится. Быстрая кристаллизация сварочной ванны приводит к неполному выделению газа. Эта особенность сварки алюминия аргоном может вызвать образование пор в сварном шве. Поэтому требуется большая сила тока, чем для стали.
Способы сварки алюминия аргоном
Сварка алюминия аргоном, технология которой разработана с использованием различных материалов, может быть нескольких видов. Наиболее распространены:
Важным условием процесса является проникновение оксидной пленки, которая образуется на поверхности заготовки.Для этого сварку алюминия аргоном проводят переменным или постоянным обратным током. Процесс не может выполняться с постоянным прямым током. В этом случае оксидная пленка не поддается разрушению и катодная атомизация не происходит.
Сварку также можно разделить по скорости на MIG и TIG (AC). В первом случае процесс идет в 3 раза быстрее, но при втором виде работы качество шва намного выше.
Материалы
Сегодня используется большое количество алюминиевых сплавов.Каждый имеет свои физико-химические характеристики. Своевременно использовать присадочную проволоку для сварки алюминия аргоном. Если упаковка уже открыта, долго хранить такую продукцию нельзя. Окисленная поверхность присадочной проволоки будет непригодна для сварки алюминия аргоном.
Перед обработкой поверхность очищается от посторонних загрязнений. Даже при непродолжительном пребывании на воздухе алюминий покрывается пленкой оксида Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды.Для этого используется аргон.
Но лучше использовать этот газ в смеси с гелием. Это позволяет добиться более высокой температуры сварочной ванны. Это особенно важно для толстостенных заготовок. В некоторых случаях алюминий сваривается полуавтоматически без использования аргона, а только с гелием.
Также использование смеси газов позволяет получить менее пористый шов.
Сварочное оборудование
Сварка алюминия аргоном, технология которой будет рассмотрена позже, предполагает использование определенного оборудования.Для этого процесса потребуется инвертор переменного тока для сварки TIG, который будет служить источником переменного тока. Потребуется предоставить в обязательном порядке. Также перед началом работ подготавливается присадочная проволока для сварки алюминия аргоном.
В процессе задействованы горелка TIG и блок охлаждения к ней, сопла, цанги с держателями и газовый баллон. Шланг для него должен быть надежным. Баллон должен быть оборудован редуктором давления газа.
Далее должна быть предусмотрена система индивидуальной защиты.Это сварочный щиток и маска с тонированным стеклом, качественные лосины. Профессионалы любят пользоваться педалью управления током. Для новичка это не особо важный элемент, ведь вам придется уделять внимание другим вещам.
Преимущества аргонной сварки
Сварка алюминия аргоном переменным током имеет ряд особенностей. Они выделяют этот процесс среди других его разновидностей при условии правильного использования системы.
Аргон во время сварки предотвращает окисление алюминия.Этот газ вытесняет кислород. Такой подход универсален. Этим методом можно сваривать практически все алюминиевые сплавы.
В этом случае будет соблюдаться стабильность дуги. Швы, полученные при использовании припоя из проволоки для сварки алюминия аргоном, долговечны при использовании качественного аппарата. Поэтому в производственных условиях используются инверторы только самого высокого качества.
В домашних условиях также следует использовать только первоклассное оборудование. Это гарантирует прочность и долговечность готового изделия.
Тип тока
Присадочная проволока для сварки алюминия аргоном под действием расплавов плавится и образует шов. В этом случае специалисты рекомендуют использовать переменный ток. Это связано с технологией процесса.
Сварка алюминия с аргоном постоянным током обратной полярности позволит очистить оксидную пленку катодным методом, но температура сварки значительно повысится. Из-за этого даже прочные вольфрамовые электроды начнут портиться.
Постоянный ток прямой полярности просто не способен разрушить оксидную пленку, хотя его дуга более устойчива. Поэтому только переключение полярности способно дать качественный результат.
Подготовительный этап работ
Припой для сварки алюминия с аргоном ляжет ровнее, а шов будет прочнее, если поверхность материала перед началом работы будет хорошо подготовлена.
Сначала необходимо обезжирить алюминий. Для этого используется растворитель, например ацетон или бензин.Затем поверхность очищается механическим или химическим способом. После того, как материал должен высохнуть, если были использованы специальные средства.
Механически оксидную пленку можно очистить щеткой с металлическими волокнами или наждачной бумагой. Этот способ применим в домашних условиях. При производстве всегда предпочтительны химические чистящие средства. Поверхность алюминия протравливается в растворе щелочи, промывается горячей и холодной водой, осветляется и окончательно сушится.
Правила процесса
Сварка алюминия аргоном для начинающих, чья пошаговая инструкция позволит выполнять работу в домашних условиях, использует электроды из тугоплавкого вольфрама.
Очень часто в них обнаруживаются дополнительные примеси, позволяющие повысить прочность и качество конечного результата.
Главное правило, которого следует придерживаться в работе, — это расположение провода. Он всегда должен находиться перед электродом. Двигать можно только по шву.
Саму сварку разрешается производить в разных положениях в пространстве. Однако наилучшее качество обеспечивается горизонтальным процессом. Для сварки на потолке или на стенах используется смесь аргона и гелия.
Для того, чтобы контролировать процесс и иметь возможность выполнять работы повышенной сложности, устройство контролирует частоту переменного тока и баланс.
Специалисты отмечают особенности сварки алюминия аргоном, которые следует учитывать начинающим мастерам.
Электрод располагается максимально близко к свариваемой поверхности. Это поспособствует образованию минимальной дуги. Проволока должна подаваться плавно, иначе резкие рывки вызовут разбрызгивание материала.
Стабильность дуги обеспечивает вертикальное положение электрода. Скорость сварки должна быть высокой. От этого показателя будет зависеть качество конечного результата. Чтобы шов получился ровным и прочным, новичку перед началом работы следует попрактиковаться в сварочных навыках.
Технологическая инструкция
Аппарат для сварки алюминия аргоном сначала передает «массу» заготовке. Мастер должен взять проволоку в левую руку, а факел в правую. Когда вы нажимаете кнопку на оборудовании, включается ток и пойдет газ.Между поверхностью заготовки и электродом появится дуга. Она расплавит наполнитель и край детали. В этом случае поверхность начнет проявляться
Для опытного мастера этот процесс не составит труда. Для новичка важно будет немного попрактиковаться.
Этот процесс проверен на протяжении многих лет большим количеством специалистов. Он доказал свою жизнеспособность и стойкость конечного результата.
Придерживаясь представленных инструкций, а также сделав несколько тренировочных применений припоя на испытательном образце, даже начинающий сварщик сможет достаточно качественно выполнить эту работу.
Расход материала
Расход аргона при сварке алюминия зависит от толщины присадочной проволоки и увеличивается соответственно ее диаметру. Расход газа устанавливается с помощью поплавкового регулятора давления.
Если диаметр проволоки 1 мм, то аргона потребуется 12-14 л / мин. При увеличении сечения припоя до 1,2 мм расход составит 14-16 л / мин. На алюминиевую проволоку диаметром 1,6 мм инертного газа потребуется 18-22 л / мин.
После завершения процесса сварки аргон еще некоторое время должен выходить на поверхность детали.Это защитит шов и охладит направляющие электродов.
Полуавтомат без аргона
Для некоторых видов работ требуется более высокая температура сварочной ванны. В таких случаях алюминий сваривают полуавтоматом без аргона. Для этого используется гелий. Этот газ имеет более высокую теплопроводность, что является преимуществом при обработке толстостенных заготовок.
Без аргона происходит более полное газовыделение, и шов получается практически без пор.Также аналогичная технология используется при сварке алюминия постоянным током. Этот метод более сложный, поэтому используется гораздо реже.
Использование чистого гелия увеличивает стоимость процесса. При сварке стен или потолка такой инертный газ просто незаменим. Он легче воздуха и аргона. Из-за высокой стоимости гелия его иногда все еще используют как домашние мастера, так и опытные сварщики.
Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет правильно выполнить все действия.Серьезно относясь к работе, изучив все нюансы и тонкости ее выполнения, вы сможете в домашних условиях создать качественные швы, которые прослужат долго. Это непростой процесс, но при ответственном подходе вполне осуществимый и интересный.
Напечатанная на 3D-принтере полуавтоматическая винтовка стала реальностью.
1 января Chase Ткач-качалка из графства Орлеан, Нью-Йорк, Либертарианская партия, также известный как порно актер Molly Smash загруженным два быстрых мигания, дабстеп-Tuned театрально-прицепы на канал PornHub.В видеороликах рекламировалось дешевое, неотслеживаемое, напечатанное на 3D-принтере, пластиковое, самодельное полуавтоматическое оружие. Потому что Ткач любит оружие, особенно нерегулируемое. А самодельное оружие сейчас так популярно.
Люди изготавливают 3D-печатные пистолеты дома с 2013 года. Раньше они были довольно низкотехнологичными, способными сделать один выстрел, прежде чем разобьется. Но за последние несколько лет они прошли долгий путь. Теперь вы можете печатать не отслеживаемые AR-15, AKM, полуавтоматические пистолеты и многое другое — без серийного номера, без регистрации, без проверки биографических данных.Однако до недавнего времени лучшее, что вы могли сделать с полуавтоматической винтовкой , такой как AR-15, — это распечатать на 3D-принтере нижнюю часть ствольной коробки (основная часть, которая регулируется как огнестрельное оружие). Пользователям по-прежнему приходилось покупать настоящие магазины, спусковые крючки и стволы, чтобы завершить комплект и построить рабочее оружие. Это легко сделать, если вы живете в Америке, где большинство людей могут купить детали для оружия (без ствольной коробки) в Интернете. Но это проблема, если вы живете в стране со строгим контролем над огнестрельным оружием, например в Германии, где большинству людей нелегко купить необходимые запчасти.
Все изменилось в марте, когда энтузиасты 3D-печати и огнестрельного оружия публично обнародовали дизайн полностью самодельной полуавтоматической винтовки , которая не только исключительно хорошо стреляет 9-мм патронами, но и достаточно прочна, чтобы выдерживать тысячи выстрелов. Они назвали его FGC-9, что означает «управление пушкой 9 мм». Большая часть пистолета напечатана на 3D-принтере, а остальная часть включает незаметные детали, доступные в хозяйственных магазинах. В файлах есть подробные инструкции, которые помогут любому, даже если у него нет технических знаний, создать свой собственный.Они объясняют, какой 3D-принтер купить, как отлить дома боеприпасы и как изменить металлическую трубку в спальне, чтобы превратить ее в ствол пистолета. Металл означает, что пистолет не может проскользнуть мимо металлоискателей, но это также означает, что владение им в США без каких-либо последствий. Пистолеты, напечатанные на 3D-принтере, являются законными, если они могут быть обнаружены металлоискателем.
Если у вас уже есть 3D-принтер (рекомендуемый — около 250 долларов) и основные ручные инструменты, остальные инструменты для сборки ствола стоят около 100 долларов, а после этого — около 100 долларов на расходные материалы для каждого пистолета.Для справки, Smith & Wesson M & P15 Sport (популярная винтовка среднего класса AR-15) стоит от 750 долларов с полки. Технически подкованный строитель мог сделать ФСК-9 менее чем за неделю. Кто-то без опыта мог бы изучить все необходимое и построить это за пару недель.
Видео, которые Ткач загрузил на Pornhub, были вырезаны Алексом Холладей, который создавал контент для Deterrence Dispensed, большого группового чата, которым управляют несколько соавторов дизайна, включая дизайнеров FGC-9 — анонимного европейца, которого зовут JStark или Jacob и американец под псевдонимом Иван Тролль.Джейкоб был движущей силой разработки FGC-9 и был показан в короткометражном документальном фильме британского журналиста Джейка Ханрахана « Plastic Defense ». Ивана, который разработал ствол и магазин для FGC-9, иногда называют представителем Deterrence Dispensed, и у него брали интервью о своих конструкциях оружия в Wired и New Republic. Они являются активными фигурами в пользовательском сабреддите огнестрельного оружия, хотя и не без возражений со стороны платформы: Ивана несколько раз отстраняли от Reddit, и он говорит, что потерял счет тому, сколько профилей он просмотрел, хотя он думает, что их больше десяти. .Его также отстранили от Твиттера в 2019 году после того, как сенатор Роберт Менендес из Нью-Джерси, противник бесплатного распространения чертежей оружия для 3D-печати, написал письмо в Твиттер, призывая платформу запретить Ивану. С тех пор он вернулся под новым именем.
Мне удалось установить настоящую личность Ивана и позвонить ему. Он не хотел, чтобы его настоящее имя использовалось, потому что, по его словам, он получал угрозы смертью в социальных сетях и не хочет, чтобы они доходили до его семьи, поэтому я буду продолжать называть его псевдонимом Иван.
Ему 23 года, он окончил колледж в 2020 году по специальности «Информатика» и живет со своими родителями в Южном Иллинойсе. С фасада их дом похож на любой скромный серый загородный дом. Вдали у его семьи около 50 акров полей и леса, где у Ивана есть тир; внутри у него целая комната, посвященная разработке и печати оружия. Он вырос в дружелюбной к оружию семье на Среднем Западе и познакомился с 3D-печатью в классе средней школы.
Когда он купил свой первый принтер, он не думал об оружейном деле.Он водит машину 30-летней давности и хотел сделать пластиковые детали, чтобы украсить внутреннюю отделку. Печатание оружия началось несколько лет спустя, когда он прочитал в Интернете о людях, печатающих нижние ствольные коробки AR-15. Ему потребовалось около пяти попыток, чтобы одна из них оказалась правильной, и на это у него ушло более 2000 раундов. Это вдохновило его заняться разработкой пистолета для 3D-печати, чтобы продвинуть технологию вперед. Он вступил в то, что он называет «бумом социальных сетей» в 2018 году, имея в виду, что 2018 год стал годом, когда 3D-печатное оружие вырвалось из нишевых кругов и приобрело значительное количество подписчиков в Интернете.Это произошло, когда печально известный дизайнер оружия, напечатанный на 3D-принтере, а ныне зарегистрированный преступник на сексуальной почве Коди Уилсон из Defense Distributed (которому имя Deterrence Dispensed является дерзкой данью) урегулировал свой иск против правительства США, подтвердив аргументы, что файлы с оружием для 3D-печати могут быть распространяться как свобода слова без регулирования.
Иван говорит, что он впервые общался с Джейкобом на Reddit и Twitter, где они столкнулись с одними и теми же толпами дизайнеров самодельного оружия. Джейкоб нанял Ивана, чтобы тот обучил его программному обеспечению для компьютерного черчения, чтобы он мог спроектировать то, что в конечном итоге стало FGC-9.С тех пор они вместе работали над несколькими сборками, но Иван говорит, что они до сих пор не знают настоящих личностей друг друга.
До середины января Deterrence Dispensed использовала зашифрованную чат-платформу Keybase, недавно приобретенную Zoom, в которой она выросла почти до 27 000 участников, хотя, по словам Ивана, лишь несколько тысяч активно участвовали. В начале года Keybase сообщила Ивану, что группа будет закрыта. В электронном письме мне представитель Keybase сообщил, что Политика допустимого использования Keybase была обновлена после приобретения Zoom, и компания определила, что Deterrence Dispensed больше не соблюдается.Политика запрещает контент, связанный с оружием, и инструкции по изготовлению оружия. 20 января группа Keybase была заблокирована, и Deterrence Dispensed перешла на новую платформу для самостоятельного чата. Но Иван говорит, что они были готовы к этому шагу — они знали, что Keybase меняет свою политику — большинство активных пользователей присоединились к новому чату, и их участие продолжается без ограничений.
Цель чата — создать совместное сообщество дизайнеров и энтузиастов, которые не только будут продвигать методы домашнего оружейного дела, но и передать это оружие всем, кто хочет.Иван говорит, что цель состоит не в том, чтобы убедиться, что у всех есть оружие, а в том, чтобы у каждого была техническая возможность принять решение иметь оружие. Он является сторонником свободы оружия и считает, что у граждан должно быть оружие для защиты и борьбы с тиранией. Иван говорит, что у группы есть романтическая фантазия о том, что их проекты достигнут угнетенных групп, таких как уйгуры, которым грозит геноцид в Китае. Но эти конструкции также одобряются крайне правыми экстремистами в США, в том числе участниками движения Boogaloo, которым, по данным Wired, может понадобиться огнестрельное оружие без отслеживания, чтобы ускользнуть от применения закона.
Выпуск FGC-9, важная веха для коалиции по борьбе с сдерживанием, стал усовершенствованием модели AP-9, разработанной анонимным дизайнером по имени Дервуд. В AP-9 используется ствол и магазин Glock. Но Иван создал 3D-версию журнала, в которой используется спиральная металлическая пружина. И он спроектировал самодельный ствол, вырезав спиральные канавки — нарезы, которые заставляют пулю вращаться — внутри металлической трубки с помощью электрохимической обработки, что может показаться сложным, но это относительно простое самостоятельное решение для травления стали с использованием соленой воды, электричества и медной проволоки. скрученный вокруг оправки, напечатанной на 3D-принтере.В Deterrence Dispensed есть полное руководство (на которое я не буду ссылаться). Оборудование преобразовано в метрическую систему, чтобы ее можно было собирать за пределами США
.Иван сказал мне, что FGC-9 — самое простое, дешевое, доступное и надежное полуавтоматическое огнестрельное оружие, которое ему известно. Он показывает, что можно построить высокоэффективные полуавтоматические винтовки с помощью обычных инструментов. Конечно, нужно потрудиться больше, чем пойти к Кабеле, чтобы купить пистолет в США.S., но это достаточно просто, чтобы любой, кто хочет оружие и имеет мотивацию учиться, может построить его дома, в то время как тысячи людей в Интернете проводят их через этот процесс. Трудно представить, чтобы остановить это, если не запретить использование 3D-принтеров или металлических труб. Даже регулирование распространения дизайнов ничего не даст. Проекты распространяются с помощью блокчейна, поэтому нет центрального сервера, который нужно отключать. И проекты FGC-9 уже просмотрели более 44 000 раз только на исходном сайте, на который они были загружены — они были воспроизведены где-то еще, неизвестно сколько людей.
Это нестабильное время для владельцев оружия в Америке. 14 февраля, в третью годовщину стрельбы в школе Паркленда, президент Джо Байден призвал Конгресс принять более строгий контроль над оружием, включая запрет на штурмовое оружие. Будущее огнестрельного оружия в США может быть таким, в котором штурмовое оружие можно будет получить, только купив его на черном рынке или построив дома. Последнее сейчас является жизнеспособным вариантом.
- Southern Living отозвала эссе после того, как вызвала гнев метеорологов
- Как газовая промышленность обманом заставила американцев полюбить опасный прибор
- Мы беспокоимся о детях и Интернете.Мы должны были беспокоиться о взрослых.
- Кто заслуживает того, чтобы их прошлые ошибки были «забыты»? Газеты пытаются во всем разобраться.
При написании этой истории возникает этический вопрос: даю ли я платформу «Распространению сдерживания», которая потенциально может привести больше людей к опасному движению. Но у Ивана и его команды уже есть огромная платформа, что делает критическое освещение еще более важным.Шумиха распространяется не только на Pornhub и Reddit. FGC-9 обсуждался на неонацистских форумах в даркнете. Dispensed Deterrence Dispensed был показан в подкастах об оружии. А пользователи TikTok учат друг друга конструировать винтовки дома, а некоторые видеоролики набирают миллионы просмотров. Это происходит независимо от того, освещают это такие журналисты, как я, — и, поскольку это происходит, люди должны об этом знать.
«Нет никаких признаков того, что что-то останавливается. Проекты становятся все более амбициозными, — говорит Иван.В настоящее время группа работает над ФСК-9 второго поколения. Иван говорит, что это упростит изготовление ствола и затвора, а также улучшит эргономику и внешний вид оружия. Он почти готов, осталось доработать документацию и добавить несколько мелких деталей. Они ожидают, что в ближайшие несколько месяцев их дизайн будет представлен публике.
Будущее время это партнерство Шифер Новая Америка и Университет штата Аризона который исследует новые технологии, государственную политику и общество.
Эта машина стоимостью 1200 долларов позволяет вам изготавливать непрослеживаемые полуавтоматические винтовки дома
Сейчас станет намного проще сделать полуавтоматическую винтовку дома без серийного номера, без проверки биографических данных и без периода ожидания. Коди Уилсон, либертарианец, создавший первый в мире пистолет, напечатанный на 3D-принтере, теперь продает настольный фрезерный станок с ЧПУ «все в одном» под названием Ghost Gunner. Он может изготовить алюминиевый нижний ствол винтовки AR-15 — гражданской версии армейской штурмовой винтовки M-16 — за пару часов.
Нижняя ствольная коробка, соединяющая ложу, ствол, магазин и другие части пистолета вместе, является компонентом, который по законам США считается огнестрельным оружием, и его продажа строго регулируется. Ghost Gunner запрограммирован на использование частично укомплектованной нижней части ствольной коробки, известной как «на 80 процентов ниже», и автоматически превращать ее в работающую деталь. Оттуда все, что вам нужно сделать, это купить другие широко доступные компоненты в Интернете и собрать винтовку. Как объясняет Уилсон на веб-сайте продукта, «с первого дня Ghost Gunner может помочь вам законно производить несерийное огнестрельное оружие, не выходя из дома.«
«Легально изготавливать несерийное огнестрельное оружие, не выходя из дома».
Предварительные заказы на Ghost Gunner начались на этой неделе по ценам от 999 до 1299 долларов, и организация Коди Уилсона, Defense Distributed, распродала его первоначальный тираж из 175 единиц всего за день. Еще один предзаказ на 100 единиц был распродан на следующий день.
Хотя Ghost Gunner позволяет производить мелкосерийную сборку и производство огнестрельного оружия довольно надежно, это не особенно практичное решение.В целом производство AR-15 таким способом стоит примерно 2000 долларов — примерно вдвое больше, чем просто покупка огнестрельного оружия в местном оружейном магазине. А энтузиасты оружия уже много лет законно производят винтовки AR-15 и другое оружие дома, используя одни и те же компоненты — это просто упрощает процесс. Таким образом, Ghost Gunner, как и распечатанный на 3D-принтере пистолет «Liberator» до него, является скорее политическим заявлением, чем чем-либо еще. Коди Уилсон ранее сказал, что он пытается сократить количество оружия до колен, и Ghost Gunner определенно преуспевает в обходе закона.
CE Сертификат CO2 Алюминиевый цилиндр Стальной цилиндр Аргоновый цилиндр
Детали упаковки
Стальная рамас деревянной коробкой
10-литровый мини-бар со стеклянной дверью Последний мини-холодильник для домашнего макияжа Электрический автомобильный холодильник
Производство листового металла высокого качества , Детали из листового металла с ЧПУ, Услуги по изготовлению листового металла
Оборудование для фитнеса Body Building Workout Machine Многофункциональная станция Домашняя гимназия.Также может использоваться для валов и втулок деталей прессовой посадки и простой оригинальной вытяжки, штамповки и вырубки.
Полностью автоматическая машина для взвешивания и упаковки закусок, простая в эксплуатации. Перистальтический насос с подключением высокоскоростного трубчатого сепаратора, компактная конструкция, гибкое и надежное действие. низкий уровень шума.
Характеристика
1. Конструкция, оптимизированная с помощью компьютера, трех- и четырехколонная конструкция, простая, экономичная и практичная.
2. Многослойная печатная плата Enig Gold Finger для печатной платы модуля импеданса, надежная, долговечная и небольшая гидравлическая нагрузка, уменьшающая количество соединительных труб и точек утечки.
3.Cheap Iron Steel Toe Brand Name Safety Shoes in Guangzhou.working надежный, простой в обслуживании.
4. Принять кнопочное централизованное управление, с регулировкой для ручного и полуавтоматического управления.
5. Через панель оператора на выбор можно получить два процесса формовки с постоянным давлением и такие функции, как безопасность во время прокатки.
6. Нагрузка рабочего давления ползуна и быстрое замедление работы в диапазоне перемещения можно регулировать в соответствии с требованиями процесса.
ДОПОЛНИТЕЛЬНАЯ УСТАНОВКА
1. Установка демпфирования заглушки
2. Защитное устройство экрана
3. Сенсорный экран в промышленном исполнении
4. Быстрая установка зажимной формы
5. Плавающая направляющая и роликовый кронштейн для смены формы
6. Ползун запорная установка
7. Съемный стол
8. Установка масляного охлаждения
9.Трамбовка
| Спецификация | YQ41-20T | YQ41-40T | YQ41-60T | YQ41-100T | YQ41-200T | YQ41-315T | -500 NYQ41-315T Номинальное давление | -500200 | 400 | 600 | 1000 | 2000 | 3150 | 5000 | ||
| Рабочее давление жидкости МПа | 20 | 20 | 30 | 28 25 | ||||||||||||
| Глубина горла мм | 200 | 220 | 240 | 280 | 300 | 360 | 500 | |||||||||
| Ход поршня мм | 240 906 906 906 9065 300 | 600 | 600 | |||||||||||||
| Рабочая скорость мм / с | 18 | 15 | 12 | 18 9 0664 | 10 | 18 | 30 | |||||||||
| Скорость обратного хода мм / с | 25 | 22 | 20 | 30 | 20 | 40 | 60 | 9 | ||||||||
| 500 | 550 | 700 | 800 | 800 | 1000 | 1000 | ||||||||||
Размер таблица мм 4 | Передняя задняя часть | 500 | 600 | 800 | 1000 | |||||||||||
| Левый правый | 500 | 500 | 500 | 700 | 600 | 1000 | 1200 | 906 906 2 906 223 | 5,5 | 7,5 | 7,5 | 15 | 30 | |||
Пистолет без малейших опасностей, нет ошибок Они в
Прежде чем ступить на стрельбище и использовать боевые патроны, я потратил часы на изучение того, как безопасно обращаться с моей М-16 и ухаживать за ней. Армейские сержанты-инструкторы по строевой подготовке вбили мне в голову безопасность оружия, и когда я наконец начал стрелять боевыми патронами, за мной пристально наблюдали те же самые сержанты-инструкторы и инструкторы на стрельбище.Я прошел столь же тщательную военную подготовку и подготовку в правоохранительных органах с пистолетами Beretta M9 и Colt M1911, последнее из которых я носил как свое служебное оружие, когда служил в качестве дрессировщика K-9 военной полиции.
Напротив, американским гражданским лицам разрешено хранить неограниченное количество огнестрельного оружия, с которым они, возможно, никогда не прошли ни минуты профессионального обучения или инструктажа. Фактически, жители 26 штатов могут носить с собой спрятанное оружие, с которым они никогда не брались, кроме как заряжать его и прикреплять ремнем к своему телу.
Нет, серьезно: прямо сейчас есть Groupon за 19 долларов, доступный для «скрытого онлайн-курса для нескольких штатов», который поставщик описывает как «беспроблемный виртуальный курс продолжительностью от 45 до 60 минут», который «позволяет людям встречаться требования «для разрешения на скрытое ношение оружия,« никогда не вставая с компьютера ». Далее говорится, что «каждый штат разрешает соискателям разрешения обучаться правилам безопасности при обращении с огнестрельным оружием, не стреляя ни разу из пистолета».
Да, именно так: Обычный Джо / Обычная Джейн «хороший парень с ружьем», которого фронтмен NRA Уэйн Лапьер называет единственным, что может остановить «плохого парня с ружьем», скорее всего, никогда раньше даже не стрелял из своего ружья. в одиночку прошел обширную подготовку, как, скажем, сканировать задний план плохого парня, чтобы не ранить или не убить вас, меня или другого невинного прохожего.
В этой стране существует проблема с оружием. Как бывший солдат и военный полицейский, я потрясен тем, что вид оружия, о котором я описал выше, доступен для широкой публики, и меня ужасает, что они могут получить и использовать его без какой-либо формальной подготовки и очень небольшого надзора.
Здравые законы об оружии необходимы, чтобы исправить эту неконтролируемую ситуацию — и единственная причина, по которой Конгресс еще не принял такие законы, состоит в том, что Том Коул и его коллеги-республиканцы находятся в кармане Уэйна Лапьера и NRA.