Сварка аргоном алюминия | СПб | Москва | Россия | Расчёт | Проектирование | Цены | Фото | Видео
Сварка аргоном алюминия | СПб | Москва | Россия | Расчёт | Проектирование | Цены | Фото | Видео | ОтзывыЗавод алюминиевых конструкций СГР
Россия
Санкт-Петербург
Санкт-Петербург, ул. Громова, д. 4
+7 (812) 502 11 92
Почему сварка аргоном настолько востребована?
Газ защищает шов от воздействия окружающей среды, поэтому соединение получается надёжным — без дефектов.
Сварка в аргоне полуавтоматом наиболее популярна, потому что она способствует оптимизации технологического процесса. Это происходит за счёт того, что сварочную проволоку подаёт аппарат, а не сварщик — в результате скорость работы увеличивается.
Услуги сварки алюминия аргоном в СГР
Аргонодуговая сварка алюминия — специализация сотрудников нашего завода.
Чаще всего сварка алюминия аргоном производится переменным током. Вариант с постоянным током возможен только при условии применения обратной полярности.
Сварка алюминия аргоном (с поддувом) осуществляется в следующей последовательности:
- сначала зона сварки очищается;
- потом подаётся аргон для создания защитного слоя и производится розжиг дуги;
- затем выполняется сварной шов.


Как мы уже говорили, аргонная сварка хороша тем, что этот газ хорошо выполняет свою защитную функцию — шов не испытывает воздействие окружающей среды, потому получается ровным и аккуратным.
Также, благодаря точечному воздействию на конструкцию, сварка аргоном позволяет производить ремонт металлических изделий сложной формы.
Сварка аргоном подходит и для алюминиевых труб — даже в том случае, если качество швов будет проверяться рентгеном.
Требуется аргоновая сварка алюминия? Обращайтесь к нам!
Мы осуществляем сварку аргоном алюминия и различных изделий из него:
Аргонодуговая сварка отлично подходит для алюминиевого проката, а также для изделий из других «сложных» металлов. Например — нержавейки.
Сварка аргоном листового алюминия
Сварка алюминиевых листов — сложный технологический процесс. В первую очередь из-за того, что они легко деформируются. Обычно, если материал тонкий, его сваривают вручную. Если толстый — полуавтоматом. Но на самом деле и тонкий металл можно варить полуавтоматом — при условии, что применяется современное оборудование с возможностью точной регулировки параметров.
Сварка аргоном алюминиевого профиля
Если соединяются элементы одинаковой толщины, можно использовать и ручную, и полуавтоматическую сварку неплавящимся электродом. Единственное — при выполнении сварочных работ полуавтоматом нужно в каждом конкретном случае правильно выставлять скорость подачи проволоки.
Единственное — при выполнении сварочных работ полуавтоматом нужно в каждом конкретном случае правильно выставлять скорость подачи проволоки.
Сварка аргоном алюминиевых труб
Аргонодуговая сварка позволяет создавать прочные, аккуратные швы, даже если трубы располагаются под углом друг к другу.
Обязательно нужно подготовить трубы к сварочным работам — убедиться в отсутствии дефектов, удалить загрязнения, очистить кромки. После завершения работ нужно произвести операционный и визуальный контроль качества сварных швов, провести механические испытания.
Сварка алюминия аргоном в СГР
В среде аргона можно производить разные виды сварочных работ — в любом случае высокое качество швов гарантировано. Процесс сварки включает в себя следующие этапы.
Расчёт сварки алюминия аргоном
Чтобы грамотно провести сварочные работы по алюминию, понадобится предварительный расчёт. Прочность сварных швов можно определить двумя методами: по предельным состояниям и по допускаемым напряжениям.
Прочность сварных швов можно определить двумя методами: по предельным состояниям и по допускаемым напряжениям.
В первом случае выясняется, какой силы потребуется воздействие, чтобы изделие перестало соответствовать эксплуатационным требованиям.
Во втором — допускаемые напряжения рассчитываются на основании характеристик используемых материалов.
Проектирование изделий для дальнейших сварочных работ по алюминию в среде аргона
Проект производства сварочных работ по алюминию в среде аргона очень важен.
От того, насколько он будет продуманным, зависит успех всего мероприятия по созданию металлоконструкции.
Проектирование включает в себя 4 основных этапа.
Этап 1
После получения техзадания подрядчик предлагает несколько вариантов его выполнения.
Этап 2
Составляются эскизные проекты, подбирается способ производства сварочных работ.
Этап 3
Проекты сравниваются между собой.
Этап 4
Для выбранного варианта проекта подготавливаются чертежи и другая техническая документация, прописываются условия для сборки, тестирования и ввода в эксплуатацию изделия.
Организация и выполнение услуг сварочных работ по алюминию в среде аргона
 Здесь огромное значение имеет профессионализм сварщиков.
Здесь огромное значение имеет профессионализм сварщиков.Наши мастера могут провести сварку любой сложности — выполнить как крупные, так и мелкие сварочные работы. В любом случае высокое качество изделий гарантировано!
Вам нужны услуги сварочных работ по алюминию в среде аргона? Обращайтесь к нам!
Сварка аргоном алюминия — цена в СПб
От чего зависит стоимость сварочных работ по алюминию в среде аргона?
Прайс-лист на сварку аргоном формируется на основании следующих факторов:
- тип материала;
- метод сварки;
- характеристики используемых электродов.
От чего зависит стоимость сварочных работ по алюминию в среде аргона?
Обычно цены на сварку алюминия аргоном рассчитываются за 1 см и прайс изменяется в зависимости от площади соединяемых поверхностей. Однако стоимость может повышаться, если свободный проход к конструкции затруднён, а также необходимо использование дополнительных приспособлений: люлек, подмостей и т.д.
Однако стоимость может повышаться, если свободный проход к конструкции затруднён, а также необходимо использование дополнительных приспособлений: люлек, подмостей и т.д.
Хотите знать, сколько будет стоить сварка? Звоните! Наши менеджеры обязательно сориентируют вас по расценкам и при необходимости произведут расчёт стоимости сварочных работ для сложных проектов.
Сварка аргоном алюминия на заказ
Хотите купить сварку алюминия аргоном? Найти надёжную компанию непросто. Обращаясь к нам, вы можете быть уверены в высоком качестве изготавливаемых изделий!
Каждый из наших сварщиков имеет свидетельство о допуске, выданное Российским Морским регистром. К качеству сварки со стороны этой организации предъявляются серьёзные требования. Чтобы получить такой сертификат, необходимо пройти испытания в соответствии с международными и/или национальными стандартами (EN 287, ИСО 9606, ASME Sec. ГХ, ANSI/AWS D1.1).
Сварка аргоном алюминия примеры
Сварка аргоном алюминия фото
Сварка аргоном алюминия — отзывы
Алюминий варить непросто, но специалисты СГР справляются с этим на отлично! За что им огромная благодарность))
Владислав
заказывали тут большую партию алюминиевых ферм. всё сделали в срок . по качеству нареканий нет
всё сделали в срок . по качеству нареканий нет
Варвара
Здесь работают мастера своего дела! Настолько аккуратных, незаметных швов я давно не видел.
Егор
Сварка алюминия аргоном: технология, инструкция, видео
Сварка алюминия – достаточно актуальная технология как в домашних условиях, так и на производстве. Чаще всего применяют два способа – TIG и MIG. Первый метод ручной, для него используют наплавляющийся электрод, второй – полуавтоматический. В данном материале будет рассмотрен первый вариант, так как именно он является наиболее доступным для начинающих пользователей.
Технология аргонной сварки
Методика ТИГ применима в любых отраслях промышленности, используется дома, в автосервисах. Чтобы освоить данный метод, нужно хорошо понимать особенности работ с оборудованием и металлом.
Работать с таким металлом, как алюминий, достаточно сложно, в частности из-за образования оксидной пленки, которая появляется при температуре около 2000 градусов. Расплавление начинается при 660 С. Однако под воздействием кислородной среды быстро появляется оксид алюминия Al2O3. Для того чтобы эта проблема не возникала, металл нужно очень тщательно очищать перед началом работ. Еще одним важным моментом является отсутствие изменение цвета при нагревании, никогда нельзя определить наверняка, до какой степени деталь успела прогреться. Из-за этого неопытный мастер может прожечь деталь.
Еще одним важным моментом является отсутствие изменение цвета при нагревании, никогда нельзя определить наверняка, до какой степени деталь успела прогреться. Из-за этого неопытный мастер может прожечь деталь.
Теплопроводность у летучих металлов выше, чем у стали, поэтому затрата энергии при работе с ними намного выше. Если приходится соединять крупные детали, не помешает прогреть их заранее. В противном случае велик риск прожечь изделие в каком-либо одном месте.
Сплав очень быстро твердеет, именно поэтому в конце шва обязательно появление кратера. Чтобы избежать этой проблемы, сварочный аппарат должен работать в специальном режиме, благодаря которому, когда сварка подходит к концу, на электрод подается увеличенный постоянный ток. Это позволяет не только пробить оксидную пленку, но и заварить кратер.
Подготовка материалов перед сваркой
Для того чтобы соединение стало качественным, детали необходимо предварительно тщательно подготовить. Для этого их очищают от грязи, масла, жира, краски, иных следов, которые могут мешать работе. Удобнее всего применять растворитель, подходит любой. Для толстого листа более 4 мм, выполняется разделка кромок, варить придется встык. Для того чтобы на кромках не образовывалась оксидная пленка, их обрабатывают при помощи напильника, можно использовать металлическую щетку или болгарку.
Если пренебречь подготовкой, добиться качественного соединения деталей не получится. Существует два метода очистки:
- Механический. В этом случае применима наждачная бумага, шабера, насадка для или дрели с проволочной щеткой из нержавеющей стали толщиной не больше 0,15 мм. При обработке наждаком возможно загрязнение металла, поэтому щетка должна быть новой или использоваться исключительно для деталей из алюминия. На металл по инструкции нельзя оказывать большое давление, иначе его структура будет разрушена, туда попадет кислород, вызывающий быстрое окисление. Кроме этого, возможно образование пор, которое создаст помеху при сварке.
- Химический метод. Оксидную пленку можно разрушить при помощи травления. Для этого на нее нужно воздействовать не менее 1 минуты следующим составом: 1 л воды, 45 фтористого натрия, 50 г едкого натра. После этого заготовки тщательно промываются холеной водой и освещаются ультрафиолетом. Последнее важно для химической реакции. После такой обработки свойства металла будут сохраняться 4 дня.

Обратить внимание требуется и на то, что в обработке нуждаются не только детали, но и присадочный пруток, для этого, как правило, применяют алюминиевую проволоку. Если выполнить промывку раствором, обезжиривать детали необязательно. Само травление должно проходить при температуре не ниже 60 и не выше 70 °С. Раствор технического натрия должен быть 15%.
После промывки проточной водой требуется тщательная просушка деталей. Затем их прокаливают в печи при температуре 300 °С, процедура занимает 15-30 минут. Посмотреть процесс можно на видео.
Оборудование для сварки
Чтобы обработка деталей из алюминия стала возможной, требуется использование специального сварочного аппарата, цена его сравнительно невысока. Сначала потребуется приобрести инвертор TIG AC, он является основным источником переменного тока, подходящего для процедур с этим видом металла. Обязательно обустроить качественную систему заземления, так как использоваться будет большой ток, опасный для жизни. Для работы применяют вольфрамовые электроды, проволока из алюминия.
Кроме этого, аппарат имеет горелку TIG, она нуждается в специальном охлаждающем блоке. Также конструкция включает цанги, сопла, подключаемый газовый баллон. Большое внимание уделяют надежности и гибкости шланга. Баллон для аргона должен оснащаться специальным редуктором, при помощи которого давление газа можно регулировать.
Работник должен использовать средства индивидуальной защиты, к которым относится сварочная маска, специальный щиток, затемненное стекло, краги из натуральной кожи. При профессиональном подходе для управления током можно использовать специальную педаль, которая является дополнительным оборудованием, обеспечивающим большее удобство при настройке и работе.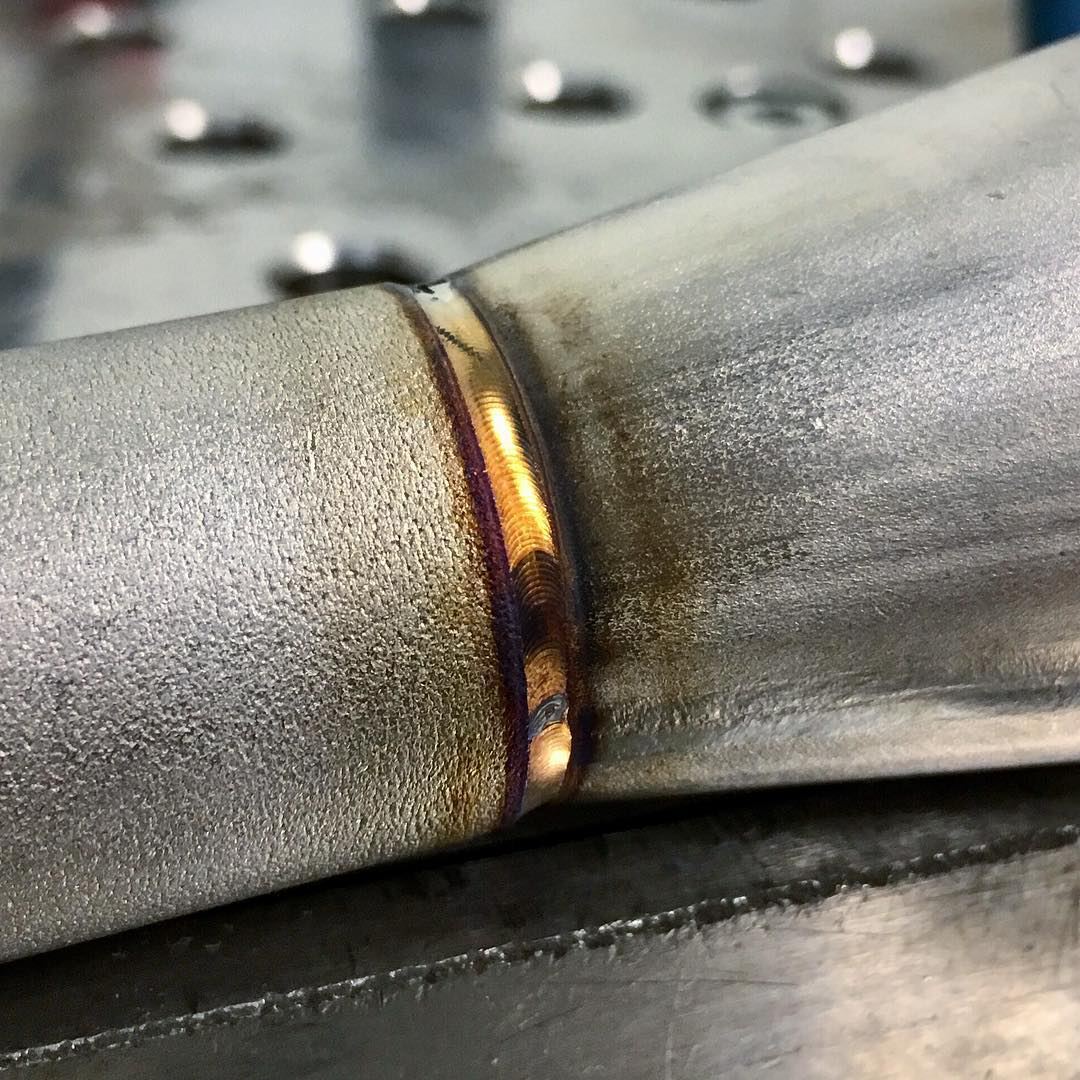
Пошаговое описание процесса
Чтобы варить алюминий аргонной сваркой, требуется применение оборудования, обеспечивающего подачу переменного тока. Работа происходит следующим образом:
- Пластины выставляют в позицию, наиболее комфортную для мастера. Разделываются кромки, параметры едины для всех металлов.
- Материал заранее прогревают до 150 градусов, что позволит удалить влагу, сделать прогрев равномерным.
- Тугоплавкий слой, находящийся сверху, снимают при помощи специальной щетки или растворителя.
- Горелку аккуратно подносят к изделию, следует обратить внимание, что между металлом и электродом должен быть зазор около 3 мм. После этого можно нажать кнопку, образуется электродуга. Насколько алюминий будет текучим, зависит от того, что входит в его состав.
- Если начала образовываться лужа из расплавленного металла, можно использовать присадку в этом месте.
- Перемещение горелки должно быть равномерным, справа налево. Если шов широкий и расход увеличился, движения должны быть колебательными.
После того как шов будет завершен, кнопку нажимают снова, чтобы дуга плавно затухла. Убрать горелку от шва можно только после того, как продувка газом прекратится.
Сварка алюминия аргоном полуавтоматом: технология, видео
Обеспечить качественное соединение деталей из алюминия можно только при сварке ТИГ. Обычным электродом можно заварить алюминиевый сплав для прочности, но он потребует более длительной последующей обработки. Сварка алюминия аргоном позволяет работать с материалом разной толщины, создавая аккуратные швы, обладающие при этом хорошими герметичными свойствами. Это особенно востребовано при ремонте автомобилей, катеров или различных емкостей. Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.
Что необходимо учитывать при проведении работ?
Аргоновая сварка применяется для соединения многих однородных металлов, сплавов. Принцип действия этого оборудования заключается в образовании электрической дуги между вольфрамовым электродом и металлической поверхностью, которая позволяет создать сварочный шов. На обрабатываемую поверхность поступает поток инертного газа.
При проведении работ следует учитывать ряд особенностей:
- Образование оксидной плёнки. Плёнку можно расплавить при температуре 2000 градусов Цельсия. Одновременно с этим алюминий плавится при 500 градусах. Чтобы сделать качественный шов, нужно предварительно зачистить заготовку от оксидной плёнки. Сделать это можно щёткой или растворителем.
- Гигроскопичность. Алюминий активно впитывает влагу из окружающей среды. При разогреве заготовки с помощью сварочной дуги материал начинает выделять накопившую влагу. Чтобы шов получился более качественным, сварщики рекомендуют предварительно разогревать заготовку до 150 градусов.
- Зачистка обрабатываемой поверхности от воздуха. Чтобы это сделать, нужно выставить правильный поток аргона. Если газа недостаточно, материал будет вспениваться. Вольфрамовый стержень повредится. Когда газа поступает слишком много, он будет мешает формироваться шву. Увеличенный расход сделает процесс соединение заготовок более затратным.
При сварке аргоном возникают сложности в формировании шва. У новичков часто остаётся выемка (картер). Связано это с длительным нагревом поверхности. Чтобы избежать этой проблемы, нужно правильно выставить режим затухания дуги. При равномерном снижении температуры можно добиться качественного шва без образования кратера.
Одежда для сварки и средства защиты
Для безопасного осуществления дугового процесса сварки аргоном, необходимо одеть специальную одежду и средства защиты. К таким средствам защиты относится: щиток, маска сварщика, очки сварщика, защитные стекла и светофильтры. Маска сварщика является одной из важнейших составляющих средств защиты сварщика. Ведь именно от этого зависит, как его здоровье, так и жизнь.
Маска сварщика является одной из важнейших составляющих средств защиты сварщика. Ведь именно от этого зависит, как его здоровье, так и жизнь.
Маска сварщика не зря считается важнейшей составляющей средств защиты при осуществлении дуговой сварки аргоном. Это связано с тем, что она предохраняет от нескольких типов негативных воздействий на здоровье сварщика в процессе выполнения сварки. К таким негативным последствиям относят: повреждения органов дыхания, поражение роговицы глаз.
Сваривание металла в среде аргона дает, прочный, красивый шев
Маска сварщика изготовляется из легкого токонепроводящего, жаростойкого и нетоксичного материала. В корпус такой маски встроен затемненный экран, который защищает от излучения и обеспечивает необходимую видимость при проведении аргонодуговой сварки. Экран должен состоять из обычного защитного стекла, светофильтра и пластиковой пленки. Внешнее стекло способствует предотвращению попадания на светофильтр брызг метала. Изнутри светофильтр должен быть покрыт бесцветными небьющимся стеклом, чтобы предохранить глаза и лицо сварщика от поражения осколками.
Технология проведения сварки аргоном говорит о том, что сварщик должен быть одет в специальную одежду. Как правило, это брезентовый костюм: брюки, куртка, фартук и нарукавники.
Специальная обувь у сварщика (сапоги) должна предохранять его от контакта с нагретыми поверхностями. Перчатки сварщика защищают кожу рук от брызг и искр при осуществлении сварки аргоном. Также у сварщика должен быть противогаз или противопылевой респиратор, который необходимо использовать при повышении максимально допустимой концентрации газа и пыли.
Дополнительное оборудование для осуществления аргонодуговой сварки
Очень часто аргонная сварка производится на нестандартном оборудовании. Для того чтобы обеспечить качество работ, необходимо применять два дополнительных аппарата. Благодаря данному оборудованию можно осуществить качественный процесс сварки.
Осциллятор представляет собой устройство, при помощи которого происходит бесконтактное зажигание электрической дуги. Данное устройство поддерживает стабильный разряд дуги при работе на режимах переменного тока.
Осциллятор для дуговой сварки состоит из: коммутатора, релаксатора с накопительной емкостью, разрядника.
Через осциллятор на электрод подаются высокочастотные высоковольтные импульсы. Данные импульсы ионизируют дуговой промежуток и обеспечивают зажигание дуги после отключения тока. Если работа осуществляется на переменном токе, то после зажигания осциллятор начинает работать в режиме стабилизации. Он передает импульсы при смене полярности. Благодаря этому достигается устойчивое горение и устраняется деионизация дугового промежутка.
Для ремонта деталей, где необходима прочность и красота, подходит сварка аргоном
Технология сварки в среде аргона предполагает использования в качестве дополнительного оборудования балластный реостат. Его используют для осуществления регулировки силы тока и подборки оптимальных параметров при сварке изделий из разного материала.
Балластный реостат характеризуется долговечностью и высокой надежностью, а также он очень удобен при ремонте и эксплуатации.
Более подробно о сварке аргоном с использованием данных устройств можно посмотреть в специальном видео.
Источник: zavarimne.ru
Способы алюминиевой сварки
Если нет возможности использовать аргон для защиты свариваемой поверхности от образования оксидной плёнки, можно использовать другие технологии сваривания:
- аргонодуговую;
- электродуговую;
- с пользованием газовой горелки.
Третий вариант соединение алюминиевых заготовок подразумевает под собой использование флюса и присадочной проволоки. Расходный материал постепенно передаётся в рабочую зону. При нагревании проволока расплавляется и соединяет заготовки между собой. Флюс в это время разогревается и защищает поверхность от образования оксидной плёнки. Когда работа будет закончена, нужно очистить детали от флюса.
Когда работа будет закончена, нужно очистить детали от флюса.
Электродуговая сварка подразумевает под собой использование алюминиевых электродов и постоянного тока с обратной полярностью. Вместо электродов может использоваться присадочная проволока. На поверхность расходного материала наносится слой флюса.
Лучшим вариантом является сваривание деталей с помощью аргона. При этом используются вольфрамовые электроды для алюминия. Между ними и обрабатываемой поверхностью образуется дуга, которая соединяет детали.
Аргонодуговая сварка алюминия
Разнообразие применения аргонной сварки
Аргонная сварка представляет собой технологический процесс, который построен на двух основных элементах — инертный газ аргон и вольфрамовый электрод. Главная функция инертного газа — оказывать защиту металлу от воздействия кислородной среды. В некоторых случаях вместо аргона можно использовать гелий. Однако данный газ имеет высокую стоимость, поэтому использоваться его не целесообразно.
Вы извлечете много пользы, из приручения аргонодуговой сварки
Преимущества и недостатки
Аргонная сварка алюминия имеет ряд сильных и слабых сторон.
Преимущества:
- Качественное соединение деталей.
- Защита поверхности с помощью газа.
- Отсутствие деформирования обрабатываемых деталей.
- Универсальная технология, которая подходит для соединение различных сплавов и однородных металлов. Подходит для использования материалов с высокой теплопроводностью.
- Повышение производительности.
Недостатки:
- Покупка сложного оборудования.
- Наличие опыта в проведении сварочных работ.
Выбор присадочного материала
Поскольку алюминий плавится сравнительно быстро, то подобрав неверный диаметр присадочной проволоки, можно не успевать подавать ее в зону сварки и формировать шов. Поэтому толщина припоя должна быть такой же, как и толщина свариваемых пластин. Также необходимо быть внимательным и при выборе химического состава присадочного материала. Например, изделие из дюралюминия не получится заварить с прутком для пищевого алюминия. Помочь может таблица с номерами присадочной проволоки и ее предназначением:
Например, изделие из дюралюминия не получится заварить с прутком для пищевого алюминия. Помочь может таблица с номерами присадочной проволоки и ее предназначением:
| Маркировка присадки, № | Предназначение |
| 1070/1100 | АД1, АМц. |
| 5754 | Для сварки алюминия с примесью магния. |
| 1450 | Для сплавов, используемых в авиастроении. Присадка оснащена титановым включением, укрепляющим шов. |
| 5183 | Для пищевых емкостей и судостроения. |
| 5554 | Для колесных дисков и емкостей химической промышленности. |
| 4043 | Для сплавов с силумином, применяемых в строительстве. |
Оборудование
Перед началом работы следует подготовить необходимое оборудование для сварки. Особенности расходных материалов и аппаратов:
- Электроды, которые имеют основу из вольфрама. Это неплавящиеся элементы, в которые добавляются легирующие присадки.
- Аппарат, вырабатывающий сварочный ток. Желательно выбирать универсальное оборудование, которое подходит для выполнения разнообразных сварочных работ.
- Баллон с защитным газом. В этом плане эффективнее всего использовать аргон.
Для соединения оборудования используются специальные шланги и провода.
Настройка tig аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Итак, настраиваем FUBAG INTIG 200 DC Pulse:
- На панели управления выставляем метод сварки – TIG.
- Устанавливаем предпродувку газа на 0,5 сек.
- Настраиваем ток поджига – 25% от рабочего тока (А).
- Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
- Устанавливаем ток сварки (А) (см. Таблицу ниже)
- Выставляем время до тока заварки кратера (спада в секундах)
- Выбираем значение тока заварки кратера в амперах
- Последним параметром станет время продувки газа после сварки (сек)
 Таблицу ниже)
Таблицу ниже)Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
| Вид металла | Толщина металла, мм | Род тока | Сила тока¸А |
| Стальные сплавы | 1,0 | DC | 20 — 30 |
| 1,5 | DC | 40 — 60 | |
| 2,0 | DC | 70 -90 | |
| 3,0 | DC | 100 — 120 | |
| 4, 0 | DC | 120 — 140 | |
| Алюминий | 1-2 | AC | 20 — 60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Технология
Технология сварки алюминия аргоном требует соблюдения определённой последовательности действий. При отклонении от заданного рабочего процесса соединения могут получиться некачественными. Сварщики выделяют 4 ключевых этапа аргоновой сварки.
Подготовка
Перед тем как включать оборудование, зажигать дугу следует подготовить рабочую поверхность. Для этого необходимо очистить ее от грязи, ржавчины, декоративного покрытия. Грубые слои счищаются болгаркой или наждачной бумагой. Поверхность обезжиривается растворителем. Оксидную плёнку можно убрать напильником.
Поверхность обезжиривается растворителем. Оксидную плёнку можно убрать напильником.
Зачистка болгаркой
Как настроить оборудование?
До начала работы нужно настроить аппарат для сварки алюминия. Сначала необходимо подключить аппарат к баллону с защитным газом. Далее сварщику выставляет подачу аргона. Для этого используется вентиль и манометр, закреплённый на баллоне. Если работа проводится в помещении, устанавливается расход до 8 литров.
Поджог дуги
Чтобы дуга зажглась быстрее, следует заточить вольфрамовый стержень. Для его зажигания используется высокочастотный осциллятор. Нельзя касаться вольфрамовым электродом заготовки. Если используется присадочная проволока, она не должна соприкасаться с вольфрамом. Проведение работ следует начинать после зажигания дуги и выставления потока защитного газа.
Сварочная ванна
После того как дуга зажглась, нельзя сразу же начинать создавать шов. Нужно выждать определённый промежуток времени, в течение которого образуется сварочная ванна. Когда появились пятна расплавленного металла, можно начинать формирование шва. Металл нельзя перегревать. Важно учитывать толщину заготовки. Чем меньше этот показатель, тем меньше нужно выжидать времени при формировании сварочной ванны.
Сварка алюминия аргоном подразумевает использование определённого аппарата и газа. Он помогает защитить рабочую поверхность от образования оксидной плёнки. Если её не убрать, качество шва будет хуже. При серьёзных нагрузках соединение разрушится. Важно учитывать особенности сваривания сплава, соблюдать последовательность действий.
Особые свойства алюминия
Для начинающих сварщиков обязательно нужна пошаговая инструкция по сварке алюминия.
В первую очередь, они должны ознакомиться с химическими свойствами «крылатого металла».
Именно так называют алюминий за его прочность и малый удельный вес. Одновременно с этими качествами он обладает высокой химической активностью.
На открытом воздухе металл быстро вступает в реакцию с кислородом и покрывается оксидной пленкой.

Температура плавления оксидной пленки превышает +2000 градусов, когда сам металл плавится при температуре +650 градусов.
При сварке постоянным током окись может погружаться в металл сварного шва, тем самым нарушая его структуру.
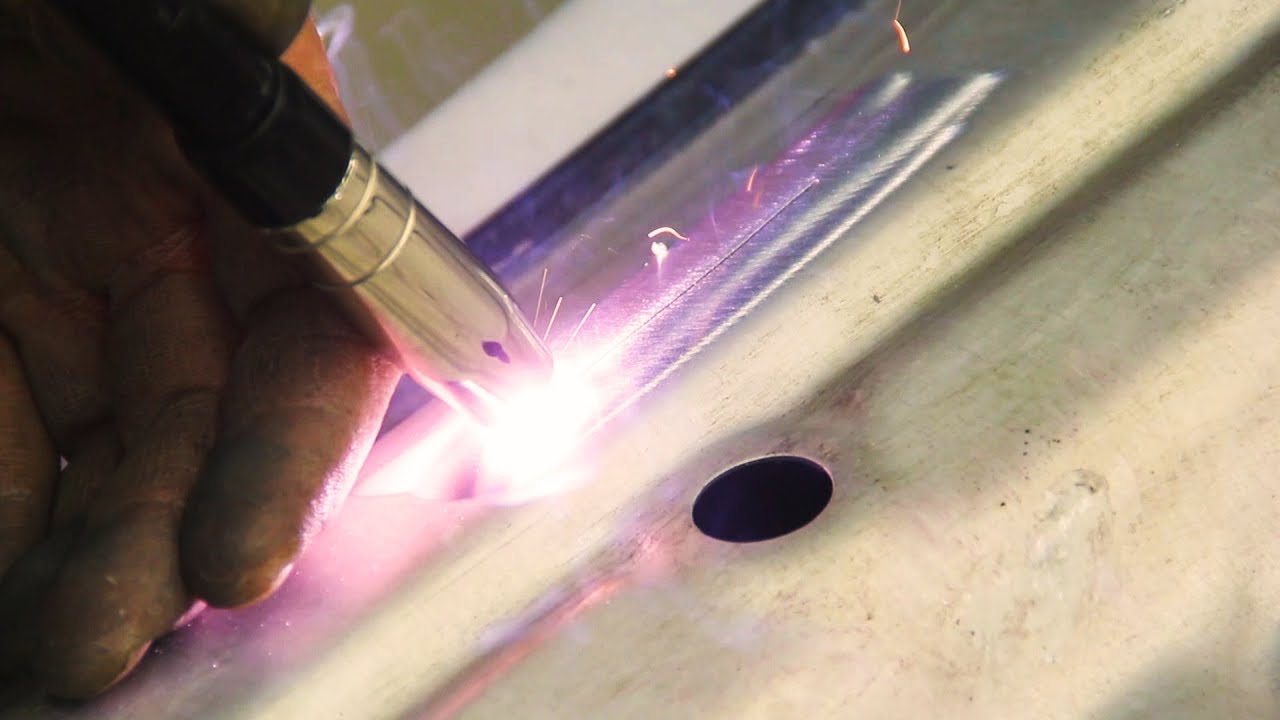
На видео показан процесс сварки листового алюминия при использовании аргона.
Видео:
Особенностью алюминия является то, что нагреваясь, он не меняет цвета, как это бывает при нагреве нержавейки или другого сорта стали.
Сварщику бывает трудно сориентироваться и определить степень нагрева заготовки.
Как результат такой неопределенности, может произойти прожог детали или утечка расплавленного металла.
Плюс к этому алюминий имеет большой коэффициент объемной усадки. Если не учитывать это свойство, то внутри шва будут возникать напряжения и деформации.
Чтобы избежать таких последствий, можно увеличить расход сварочной проволоки или выполнять модификацию шва.
Приступая к сварочным работам по алюминию, нужно четко помнить его основные характеристики.
Металл обладает следующими свойствами:
- низкой температурой плавления;
- высокой химической активностью;
- большим коэффициентом объемной усадки.
ВАЖНО ЗНАТЬ: Технология газовой сварки металлов и труб
Учитывая эти особенности, сварка алюминия аргоном выполняется чаще всего. Эта технология позволяет защитить зону сварки от воздействия активных газов, находящихся в атмосфере.
Присадочная проволока при сварке полуавтоматом выполняет функцию снижения внутренних напряжений шва, поскольку компенсирует объемную усадку.
Кроме этих приемов существуют и другие способы качественно выполнить сварное соединение.
В чем заключается трудность процедуры?
Судя по многочисленным отзывам, во время сварки дюралюминия не исключены осложнения. Причиной тому — технические характеристики сплава, в составе которого имеется алюминий (93,5%), марганец (0,5%), магний (1,5%) и медь (4,5%).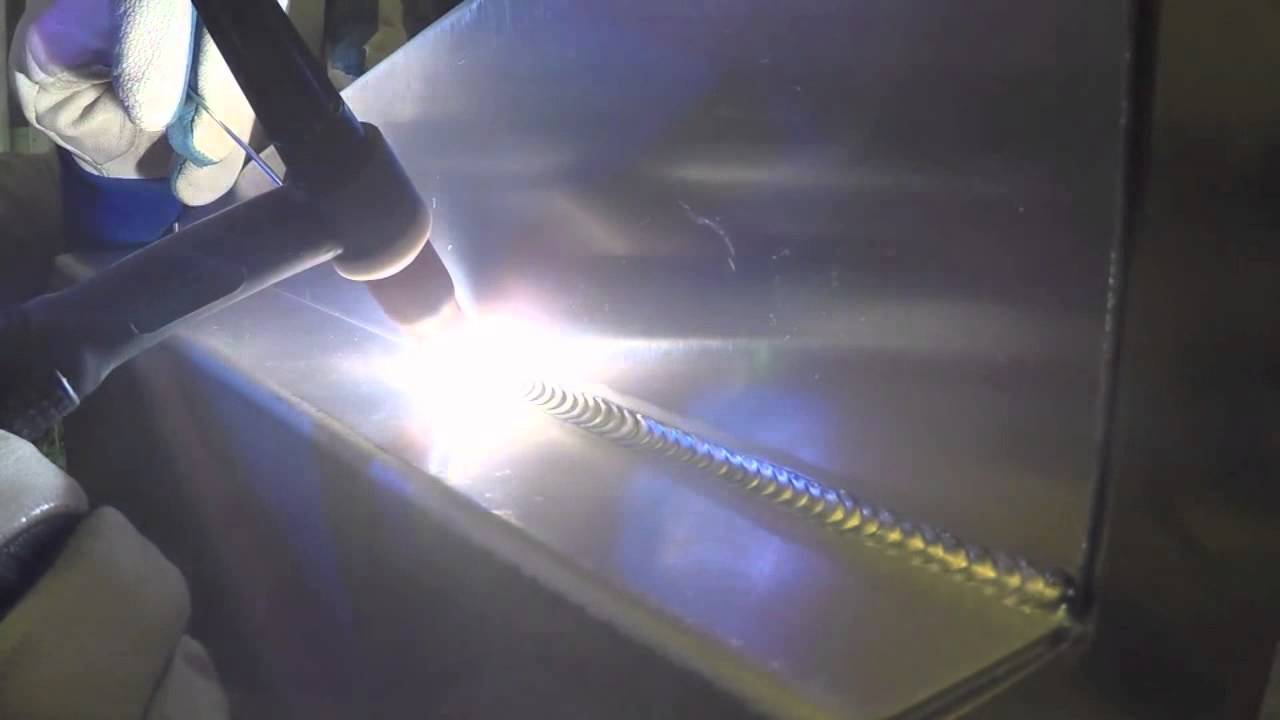 Как утверждают специалисты, их соединение друг с другом протекает плохо. Поэтому лучше, чтобы сварочные работы с дюралюминием выполнял человек опытный. Если же у вас возникла потребность соединить детали из этого сплава, вам доведется учитывать некоторые нюансы, подробнее о которых далее.
Как утверждают специалисты, их соединение друг с другом протекает плохо. Поэтому лучше, чтобы сварочные работы с дюралюминием выполнял человек опытный. Если же у вас возникла потребность соединить детали из этого сплава, вам доведется учитывать некоторые нюансы, подробнее о которых далее.
Инструкция по сварке алюминия аргоном для начинающих
Во время работы с алюминием всегда необходимо следить внимательно, как расходуется аргон, и выполнять все требования технологии. Перед началом сварки нужно подготовить металл. Для этого выполняется очистка поверхностей. Затем намечается будущее соединение или ремонтный шов. Потом устанавливается электрод в горелку. После этого осуществляется подключение «массы» от аппарата на обрабатываемую деталь. Далее, процесс выполняется точно так же, как и при использовании распространенной сварки. В правой руке оператора размещается горелка агрегата, а в левой — алюминиевая проволока, которую нужно подбирать, учитывая особенности материала.
После нажатия кнопки включается ток и начинает подаваться газ. Дуга появится между металлом и сварочным электродом. Благодаря ей происходит плавление края детали и проволоки. Сварочный шов формируется непосредственно на этом этапе.
Для опытных сварщиков такой процесс не представляет никакой сложности. Технология свою эффективность доказала уже давно. Начинающим сварщикам для получения сварки достойного качества придется потренироваться.
Устранение трудностей соединения
Наличие оксидной пленки на поверхности металла существенно снижает качество шва. Она не только имеет более высокую температуру плавления, но и плотность. Пленка затрудняет образование стабильной дуги. Кроме того, дефрагментированные частички оксида остаются внутри шва, снижая его жесткость.
Чтобы этого не происходило, свариваемые поверхности предварительно очищают травлением или механической очисткой при помощи металлической щетки.Очищенные детали хранятся не более трех часов.
Эффективным методом удаления пленки является катодное распыление, когда металл бомбардируется ионами, очищая поверхность. Метод применяется в промышленности.
Метод применяется в промышленности.
Также применяют флюсы, растворяющие пленку и переводящие ее в летучие соединения.
Для сварки сплавов, не содержащих магний, как силумин, применяется флюс АН-А1. Для дюралюминия применяется флюс АН-А4.
Кроме того, перед свариванием поверхности очищают от загрязнений растворителями РС-1, РС-2.
Сварка в домашних условиях
Сварка дюралюминия в домашних условиях непростой и трудоемкий процесс. Только при достаточных навыках возможно получить оптимальный и надежный результат. Для домашней сварки следует использовать специальные электроды именно для сварки дюрали. Чаще всего такие компоненты продаются в узкоспециальных магазинах.
Для сварки дюрали в домашних условиях необходимо использовать специальное устройство, которое повысит частоту переменного тока. В бытовой сети этот показатель существенно ниже необходимого.
Удобным вариантом для сварки является ацетилен-кислородная горелка, так как температура плавления алюминия ниже, чем температура пламени. Однако это отражается на качестве шва — при окислении алюминия кислородом может возникнуть пленка окисла, температура плавления которой значительно выше. Поэтому для сварки алюминия чаще всего используется аргон.
Более удачным вариантом является водородно-кислородная горелка. Такие аппараты имеют название плазменных. В таком случае шов получается более прочным и менее подверженным деформации и коррозии.
Сварка дюралюминия в домашних условиях является не самым надежным вариантом даже при наличии специальных знаний и оборудования. При необходимости качественных швов лучше обратиться к специалистам.
С чего начать?
Начинают сварочные работы с подготовки заготовок. С металлической поверхности тщательно счищают различные загрязнения и обезжиривают. Работать можно наждачной бумагой различной зернистости или металлической щеткой. Жиры эффективно устраняются посредством ацетона или растворителя. После зачистки и обезжиривания следует заняться кромками, на месте которых в дальнейшем будет располагаться шов. Если окажется, что ваши заготовки с краями более 4 мм., то их нужно немного скосить. Оптимальным считается угол не более 35 градусов.
Если окажется, что ваши заготовки с краями более 4 мм., то их нужно немного скосить. Оптимальным считается угол не более 35 градусов.
Второй шаг
На данном этапе наносят флюс. Важно, чтобы он участок сваривания покрывал равномерно. Чтобы предотвратить деформирование металла, его вначале подвергают медленному и постепенному подогреву. В конце процедуры подогревают сам шов. Соединение, которое у вас образуется, будет покрыто шлаком. Его нужно аккуратно сбить. Данной рекомендацией не стоит пренебрегать, поскольку под шлаком очень часто трещины. В итоге соединение будет иметь очень низкую стойкость к нагрузкам.
Особенности во время сварки алюминия
Свариваемые детали из алюминия в большинстве случаев имеют относительно тонкие стенки. Именно такое обстоятельство является основной проблемой при выполнении работ. Во время сварки чаще всего превышают допустимую температуру воздействия на металл. Это самая распространенная ошибка. Из-за этого возникают каверны, а шов получается с нечеткими границами.
При высокотемпературной обработке на алюминии появляется оксидная пленка. Она может расплавиться только при 2050°С. При этом алюминий начинает менять свое состояние уже после 650°С. В связи с этим от оксидной пленки при выполнении работ нужно избавляться. Пробивается она лучше всего при помощи импульсной сварки. Также облегчает процесс разрушения оксидной пленки предварительная обработка алюминия щеткой с металлическим ворсом.
Процесс сварки алюминия сегодня выполняется при использовании мягкой проволоки и аргона. Во время подачи газа формируется защитная атмосфера и осуществляется интенсивное окисление металла. Оно способствует стабилизации дуги. В то же время она должна иметь длину постоянного размера. Слишком большая дуга не позволит детали расплавиться. При короткой ее длине металл может загореться. Это происходит благодаря свойствам алюминия. Предотвратить такой эффект можно с помощью подогрева детали. Также за счет этого увеличивается глубина провара.
О достоинствах
Несмотря на то что технология сварочных работ довольно сложная, если вы все сделаете правильно, то в итоге получите ровный и качественный шов. Преимущество данного сплава в том, что при довольно небольшой массе он может выдержать большую нагрузку. Судя по многочисленным отзывам, довольно популярной считается сварка дюралюминия аргоном. Также соединение можно осуществить с применением полуавтомата. Выбор наиболее оптимального варианта зависит уже от мастера. Как утверждают опытные сварщики, имея дело с этим сплавом, никогда не возникает проблем с выбором электродов. Дело в том, что многие из них могут хорошо взаимодействовать с дюралюминием. Например, вы можете воспользоваться такими марками как ОК96.20, ОЗА-1, ОЗАНА-1, ОЗА-2 и ОЗАНА-2.
ᐅ РЕСАНТА САИ-230 АД отзывы — 25 честных отзыва покупателей о сварочном аппарате РЕСАНТА САИ-230 АД
Самые выгодные предложения по РЕСАНТА САИ-230 АД
freetyle9, 15.04.2019
Достоинства:
Цена и простота пользования
Мягкость сварки
Качество сборки
Вес
Можно пользоваться разными электродами, пользуюсь 3-4кой
Есть все что нужно чтобы держать дома…
Недостатки:
Короткий провод, но не критично
Остальным удовлетворен
Комментарий:
Приобретали в мае, сварочный аппарат не первый, раньше было совсем не то, остановились на этом после просмотра отзывов в интернете, пользуемся время от времени и при ремонте авто и при ремонте всякого у нас дома (бак, трубы, забор и др), хорошо варит, безопасная сварка, со своей работой справляется на ура, уже приобрели и пару знакомых)
Даниил, 30. 08.2018
08.2018
Достоинства:
Большой функционал для данной ценовой категории. Надежный, не прихотливый, плавные регулировки, есть регулировка силы дуги, надежные разъёмы, большой запас мощности, легкий, снабжен ремнём для переноски.
Недостатки:
Короткие кабеля.
Комментарий:
Надежный, не прихотливый и с таким функционалом за эти же деньги. На нём впервые начал варить с аргоном алюминий, аргонщик из меня никудышный, но даже в первый день я смог вполне приемлемо заваривать трещины в силуминовых корпусах мотодеталей, однако умудрился наделать дырок в алюминиевой кастрюле, но это уже моя криворукость 🙂 В целом покупкой очень рад, до сих пор под впечатлением, пользуюсь каждый день/через день!
Руслан, 19.08.2018
Достоинства:
Аппарат — Мощный, удобный , компактный,
Недостатки:
незаметил
Комментарий:
удобно
prosto, 19.08.2018
Достоинства:
Мощная, удобная , компактная,
Мне очень нравиться!
Недостатки:
Нету , она щикарна!
Комментарий:
Очень удивлён качеством , оно на высоте , сварка держит очень хорошо , всем рекомендую , покупал с целью сваривать забор ,детали , и прочие нужные вещи , пользоваться данной сваркой очень просто , поймёт даже ребёнок, понравилось все ! ПРОИЗВОДИТЕЛЮ РЕСПЕКТ !
Александр, 18. 08.2018
08.2018
Достоинства:
Покупал для личных нужд, очень удобный аппарат. Помог в постройке 2-х домов в саду
Недостатки:
Не заметих
Комментарий:
Обваривал и арматуру, когда строил и варил заборы! Но с сада украли аппарат, так что буду покупать такой же!
Danil Efrimov, 18.08.2018
Достоинства:
Аппарат — Мощный, удобный , компактный,
Недостатки:
Их просто нет
Комментарий:
Аппарат качественный, функций очень много , но в них легко разобраться . На нём впервые начал варить, сбоев в работе не обнаружено.
Иван, 17.08.2018
Достоинства:
Мне нравится варю и ненарадуюсь
Недостатки:
Недавно преобрел не нашёл ещё буду тестить
Комментарий:
Давно хотел преобрести сварочный апарат для сварки алюминия и вот мечта сбылась.
Буду теперь преобретать арго и тестировать).
Алена, 15.08.2018
Достоинства:
Мощное устройство, сочетающее в себе несколько типов сварок.
Недостатки:
не нашла
Комментарий:
Приобретали мужу для сварки в гараже и дома. Изначально интересовались именно универсальной моделью. Отличный аппарат с большим током сварки. Электродом 4 варит без проблем. Небольшой размер. Легко можно перенести в другое место даже девушке. Аргоном удобно варить алюминий. Успели переварить гараж себе и родителям. Заменили трубопровод в доме. Аргоном варили пока только по мелочи. Опыта не хватает.
Отличный аппарат с большим током сварки. Электродом 4 варит без проблем. Небольшой размер. Легко можно перенести в другое место даже девушке. Аргоном удобно варить алюминий. Успели переварить гараж себе и родителям. Заменили трубопровод в доме. Аргоном варили пока только по мелочи. Опыта не хватает.
Павел, 15.08.2018
Достоинства:
Очень легкий, гарантия 2 года, собран качественно!
Недостатки:
Короткие провода
Комментарий:
Варит очень хорошо, сегодня сравнивал ресанту 220 с фубаг 160(трансформатор), небо и земля, у фубаг постоянно липнет электрод и поджечь его получалось с 4-5 раза. Ресанта 220 зажигает электрод сразу и не разу не прилип
Строганов Владимир, 14.08.2018
Достоинства:
Отличные показатели при TIG-сварке, защита от перегрева, низкое энергопотребление
Недостатки:
не выявлено
Комментарий:
Являюсь профессиональным сварщиком, поэтому варю много и часто. Честно сказать, Ресанте приходится со мной нелегко. Аппарат эксплуатируется в жестких условиях, но еще ни разу не подвел. Очень кстати пришлась защита от перегрева и качественная система охлаждения. Касательно сварного шва, то он получается равномерным, прочным и ровным. Работал и с цветными сплавами, качество сварки в аргоне выше всяких похвал. Советую аппарат всем, кто ценит надежность и не желает переплачивать.
Jess, 13.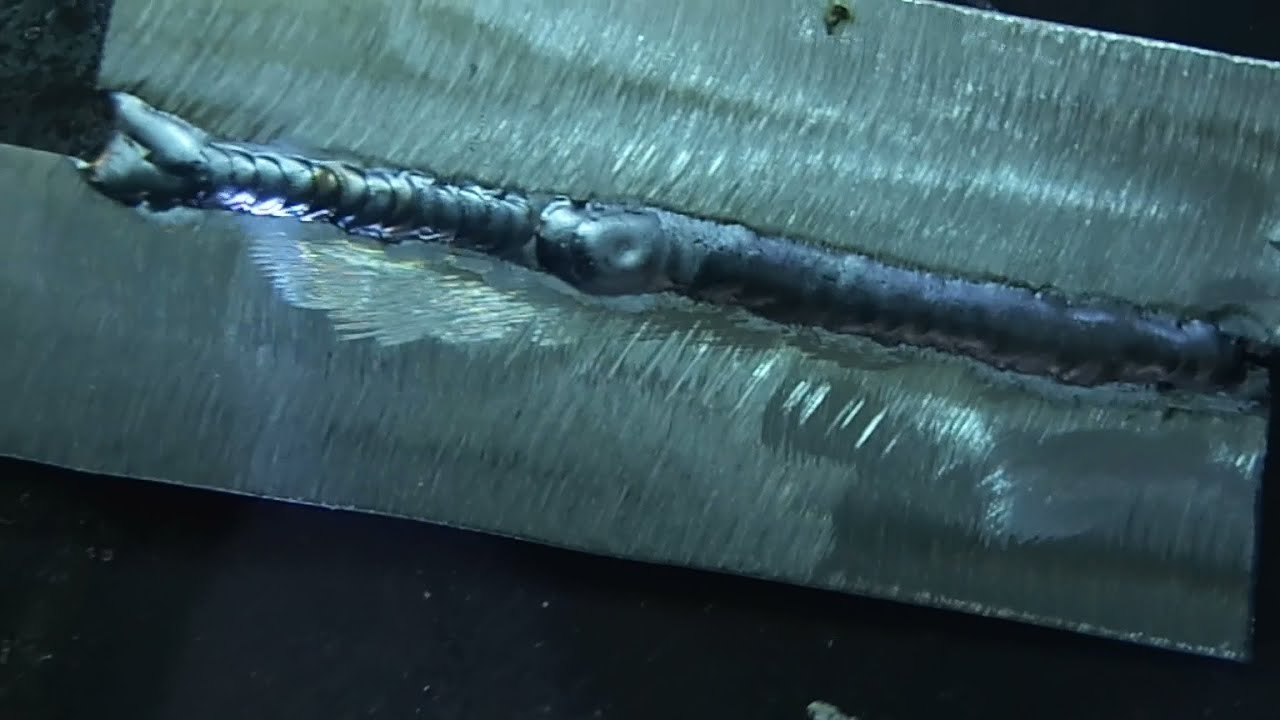 08.2018
08.2018
Достоинства:
Очень эффективный,и нужный в хозяйстве аппарат
Недостатки:
Недостатков нет
Комментарий:
Очень понравился механизм,не пожалел что купил именно эту модель
Дима, 10.08.2018
Достоинства:
— Мощность.
— Удобство.
— Качество.
— Легкость и компактность.
— Доступная цена.
В ней имеется все то, что требуется от сварочного аппарата.
Недостатки:
Их попросту нет.
Комментарий:
Задумался в приобретении сварочного аппарата, когда решил поменять забор на даче. Выбор пал на аппарат от Ресатны, а точнее САИ-230 АД. Меня он привлек хорошим соотношением цены и качества. Ни капли не пожалел о покупке. Уверенно работает с 4 мм. электродами. Очень мало потребляет энергии, что не может радовать. Имеются регулировки силы дуги. Сам аппарат компактный. Работаю с ним уже несколько месяцев, все тянет, существенных недостатков не выявил. Вообще, аппарат достойный. Всем рекомендую к покупке.
Цух Николай, 10.08.2018
Достоинства:
Надежный, не прихотливый,
плавные регулировки, есть регулировка силы дуги, надежные разъёмы, большой запас мощности, легкий, снабжен ремнём для переноски.
Недостатки:
Короткие кабеля. Только постоянный ток.
Комментарий:
Надежный, не прихотливый и с таким функционалом за эти же деньги. На нём впервые начал варить с аргоном алюминий, аргонщик из меня никудышный, но даже в первый день я смог вполне приемлемо заваривать трещины в силуминовых корпусах мотодеталей, однако умудрился наделать дырок в алюминиевой кастрюле, но это уже моя криворукость 🙂 В целом покупкой очень рад, до сих пор под впечатлением.
Никита, 08.08.2018
Достоинства:
Легок в использование и доступная цена !
Недостатки:
не нашёл в нём недостатки (наверно потому что не так часто пользуюсь сваркой)
Комментарий:
Не знаю как вам но мне аппарат понравился
друзья говорят что для работы сойдёт !
Альберт Беспечный, 07.08.2018
Комментарий:
Искал для работы сварочный аппарат и нашел нужный вариант тут. Доставка без задержек.
fdfd, 07.08.2018
Достоинства:
Не самая высокая стоимость, качество на вид хорошее.
Недостатки:
Скорее придирка, по длине провода.
Работать не мешает, но люблю когда есть запас.
Комментарий:
Понадобилось в свой гараж приобрести подобный аппарат, под разные проекты.
Смотрел разные модели, раньше не имел дела с подобной фирмой и решил рискнуть.
Нормально проконсультировали и первые пробы вышли достаточно позитивными.
Рома Каримов, 06.08.2018
Достоинства:
Аппарат качественный, функций очень много, так что сразу не разберешься. Суперский, не приходится много ремонтировать,
Одно из лучших достоинств, это ремень для переноски, так что тащить очень легко. Длинные кабеля позволяют варить, без особых запар.
Недостатки:
Не обнаружил недостатков.
Комментарий:
Пользуюсь почти каждый день в работе, так что он ещё не разу меня не подводил, отличный аппарат!!
Daniel, 03.08.2018
Достоинства:
Невысокая цена.
Прост в использовании.
Очень гибкие сварочные кабели.
Недостатки:
Никаких недостатков не обнаружил.
Комментарий:
Покупал для того, чтобы самостоятельно сварить бак на даче, сам при этом ни разу не сварщик. В итоге получилось самому все сварить, ничего не течет. Аппарат справился легко и просто. Теперь вот уже больше полутора лет использую его для других небольших нужд: машину подваривал, теплицу укреплял, в бане печку переделывал и др. Покупал по совету друга, у него такой же. В общем мне нравится.
sfdstsdgdf, 28.07.2018
Достоинства:
Удобно пользоваться,ничего лишнего
Недостатки:
за 3 месяца еще не нашел их
Комментарий:
Приобретал сыну для сварки по дому. интерес привлекла эта модель.Отличный аппарат . Небольшой размер. Легко можно перенести в другое место
Максим, 25.07.2018
Достоинства:
Выдает очень хорошие показатели при TIG-сварке, есть защита от перегрева, низкое энергопотребление,регулирование силы дуги,есть ремень для переноски.
Недостатки:
Немного короткий провод,но это не страшно.
Комментарий:
Я — профессиональный сварщик со стажем , на моем опыте стояло много сварочных аппаратов , но этот выделился особо. Я его испытывал в очень жестких для сварочных аппаратах условиях и он хорошо себя показывал. Касательно сварного шва, то он получается равномерным, прочным и ровным. Работал и с цветными сплавами, качество сварки в аргоне очень высокий. Советую этот аппарат тем , кто не хочет переплачивать.
Макс, 14.07.2018
Комментарий:
К самому аппарату вопросов нет — точно такой на работе стоит и за пару лет только диод однажды поменяли и всё. Поэтому, собственно говоря, для себя такой же и купил. В основном при работе использую тройку-четвёрку — и хоть бы хны ему. Благодаря антистику залипания электрода, быстрому старту и форсажу дуги варить приятно и безопасно. Сэкономили правда на кабелях — они хорошие, но короткие. Пришлось всё равно свои ставить, но ничего. Бывают проблемы и похуже. Ещё цена всё же на уравне, но американца за эти деньги я естественно не куплю, а с китайцем или ещё каким барахлом связываться неохота.
Вован, 28.06.2018
Достоинства:
Правильный и удобный сайт. Всё наглядно. Не нужно шаманить.
В целом вся цепочка отлажена хорошо.
Недостатки:
нету
Jon, 01.05.2018
Достоинства:
Достался сей девайс от родственника — профика по сварке. Он работал им не вынимая! Аппарат зверь, даже газопроводчики приехав с 190 дивились — куда мне такой))) Варит все что угодно. Дыры режет в толстостенных трубах как канцелярский нож бумагу. Аппарат для профилей по сварке, а новичкам — удовольствие и легкость.
Недостатки:
Цена есстествено..
Комментарий:
Если есть средства — брать!
Nikolay, 21.05.2017
Достоинства:
За свои деньги аппарат отличный. 4-кой варит на ура!
Недостатки:
Все-таки можно было бы чуть дешевле сделать.
Комментарий:
Переварили уже всё, что можно.. На очереди прицеп для мотоблока) Мощный, работает без нареканий.
Sten Fread, 11.04.2017
Достоинства:
Мощный сварочный аппарат, лёгок в использовании,универсален.
Хороший аппарат за свои деньги
Недостатки:
Недостатков не обнаружил
Комментарий:
Это мой первый инвентор, брал его для домашних работ. Работаю электродами 2-3мм, я не сварщик, а просто любитель, я только учусь. Шов у меня получается пока не совсем профессиональный, но уже много чего сделал на даче своими руками. Дуга ровная, нет залипаний, хорошо варит при нестабильном и пониженном напряжении (на даче скачки с напряжением), легкий для транспортировки. Включаю его даже на старом пробковом счетчике, отлично работает не выбивает и провода не греются. В интернете много отзывов и видео о его работе, прежде чем покупать я их все изучил. В комплекте шла маска-щиток, ею тоже можно пользоваться если другой нету, но я сразу же взял себе хамелеон. Аппарат считаю достойным по соотношению цены и качества.
пошаговая инструкция для новичков, техника и видео
Многолетний опыт убедительно доказывает, что сварка аргоном алюминия является наиболее эффективным способом создания целостного соединения двух и более элементов.
Специализированное оборудование
необходимо для выполнения сварочных работ в любой среде инертного газа.Устройство для соединения алюминиевых деталей, как правило, имеет сложную конструкцию.
Если вы готовите алюминиевый полуавтомат, вам понадобится сварочная проволока определенного типа и баллон с аргоном.Но есть способы, позволяющие обойтись без газа.
Технология сварки алюминия требует от сварщика высокой квалификации и знания основ металлургии.
Содержание:
- Особые свойства алюминия
- Некоторые способы сварки
- Технология аргонной сварки
- Что необходимо для сварки аргоном?
- Подготовка деталей
- Особенности сварки
- Преимущества аргона
Особые свойства алюминия
Для начинающих сварщиков требуется пошаговая инструкция по сварке алюминия.
Прежде всего следует ознакомиться с химическими свойствами «крылатого металла».
Так называют алюминий за его прочность и небольшой удельный вес. Наряду с этими качествами он обладает высокой химической активностью.
На открытом воздухе металл быстро реагирует с кислородом и покрывается оксидной пленкой.
Температура плавления оксидной пленки превышает +2000 градусов, когда сам металл плавится при +650 градусов.
При сварке постоянным током оксид может погружаться в металлический сварной шов, нарушая его структуру.
На видео показан процесс сварки листового алюминия с использованием аргона.
Видео:
Особенность алюминия в том, что он при нагревании не меняет цвета, как это бывает при нагревании нержавеющей стали или других марок стали.
Трудно найти сварщика и определить степень нагрева заготовки.
В результате такой неопределенности может произойти утечка компонента или расплавленного металла.
Плюс у этого алюминия большой коэффициент объемной усадки.Если не учитывать это свойство, внутри шва возникнут натяжения и деформации.
Чтобы избежать подобных эффектов, можно увеличить стоимость сварочной проволоки или изменить шов.
Начиная со сварки алюминия, нужно четко помнить его основные характеристики.
Металл имеет следующие свойства:
- низкая температура плавления;
- высокая химическая активность;
- — большой коэффициент объемной усадки.
Учитывая эти особенности, чаще всего выполняется сварка аргоном алюминия.Эта технология позволяет защитить зону сварки от воздействия активных газов атмосферы.
Сварочная проволока для полуавтоматической сварки выполняет функцию уменьшения внутренних напряжений шва, поскольку компенсирует объемную усадку.
Помимо этих приемов, существуют и другие способы выполнения сварного соединения.
Некоторые методы сварки
Изучив уроки металловедения, можно получить знания о конкретном методе сварки алюминия в среде инертного газа.
Для сварочных работ используется следующий тип аппаратов:
- газопламенная установка;
- электрическая дуга;
- Аппарат аргонодуговый.
В первом случае используется флюс, изготовленный на основе фторидных и хлоридных солей.
При нагревании пламени флюс разрушает оксидную пленку на поверхности алюминия, и соединение происходит при температуре, близкой к температуре плавления.
Сварка осуществляется алюминиевым прутком.Расход материала таким способом минимален.
Следует помнить, что флюс разъедает поверхность металла и после завершения сварочных работ необходимо удалить остатки флюса и промыть деталь водой.
На видео показано, как соединить алюминиевые детали с флюсом.
Видео:
Электродуговая сварка деталей осуществляется постоянным током с обратной полярностью. В этом случае используются алюминиевые электроды или присадочная проволока с флюсом.
Самый качественный шов для соединения алюминиевых деталей обеспечивает аргонодуговый аппарат.
Дуга создается с помощью вольфрамовых электродов. Этот электрод служит длительный период времени и, таким образом, снижает стоимость сварочных работ.
Между вольфрамовым электродом и приваренной частью зажигательной дуги.
Алюминиевая проволока подается в зону горения дуги. При высокой температуре в зоне горения оксидная пленка на поверхности металла разрушается.
Сварка происходит в узкой зоне быстро движущимся электродом.
В этом режиме алюминий не успевает перейти в жидкую фазу и погаснуть.
Для качественных сварных швов проволока должна иметь такую же структуру, что и свариваемый металл. Этот способ сварки выполняется полуавтоматическим способом.
Сварка в различных производственных условиях осуществляется постоянным или импульсным током. В промышленном производстве имеются сварочные агрегаты, работающие на переменном токе.
Технология аргонной сварки
Специалисты отмечают, что сварка алюминиевых деталей аргоном включает несколько разнообразных действий.
Насколько эти действия согласованы между собой, таким качеством будет комбинация двух элементов.
Технология полуавтоматической сварки предполагает наличие определенных материалов, узлов и агрегатов. Аргонодуговый аппарат состоит из трех агрегатов.
Видео:
Перед началом сварки каждый из них необходимо привести в рабочее состояние.Стоимость связанных ресурсов влияет на окончательную стоимость услуги.
Присадочная проволока и аргон имеют свою цену, поэтому их следует экономить.
Что нужно для сварки аргоном?
Аппарат для сварки алюминия состоит из следующих узлов:
- блок питания;
- баллон с аргоном;
- механизм подачи соединительного провода.
Проволока композитная поставляется в торговую сеть в бухтах и бобинах.
На крупных промышленных предприятиях сварочные аппараты подключаются к централизованной линии подачи инертного газа.
Верстаки для монтажа сварных деталей изготовлены из нержавеющей стали.
Подготовка деталей для
После ввода в эксплуатацию оборудования для сварки алюминия необходимо подготовить сварочные детали.
Удалить с поверхности грязь, жир и остатки моторного масла. Делается это с помощью любого растворителя на станке из нержавеющей стали.
Если толщина свариваемых деталей превышает четыре миллиметра, необходимо обработать края.
Согласно рекомендациям специалистов и техническому заданию, листовой алюминий толщиной 4 мм рекомендуется сваривать только шнурком.
При получении задания на сварку алюминия художник должен сразу же спросить толщину листа и сколько миллиметров будет ширина кромки.
Видео:
Край обрезается напильником или наждачной бумагой.Если деталь имеет сложную форму, то место сварки очищают переносной болгаркой.
В любом случае необходимо удалить оксидную пленку с поверхности металла.
Особенности сварки аргоном
Для качественной сварки алюминия полуавтоматом необходимо применение вольфрамовых электродов. Диаметр электродов выбирается в диапазоне от 1,5 до 5,5 мм.
В процессе работы необходимо следить за ориентацией электрода по отношению к свариваемой поверхности.Электрод следует держать под углом 80 градусов.
Присадочная проволока по отношению к электроду должна располагаться под прямым углом.
Допускается максимальная длина дуги 3 мм.
В этой ситуации расход материалов будет оптимальным. При этом присадочная проволока должна двигаться перед горелкой.
Электрод и гладкая проволока при сварке аргоном алюминия должны перемещаться только по шву.
Поперечные перемещения не допускаются.На видео показаны движения, которые делает сварщик газовой горелкой.
Видео:
При работе с тонкими листами алюминия в качестве подложки можно использовать лист нержавеющей стали.
В этой ситуации будет происходить интенсивный отвод тепла от рабочей зоны и резко снижаться вероятность горения.
Уменьшите потребление энергии, так как работа будет выполняться быстрее.
Преимущества и недостатки
Алюминиевые сварные алюминиевые изделия в среде, наполненной аргоном, имеют ряд существенных преимуществ перед другими методами.
В первую очередь следует отметить небольшую площадь нагрева свариваемой детали. Это важно при соединении деталей со сложной объемно-пространственной структурой.
Сколько нужно газа и какой провод можно посчитать. Однако внутреннюю деформацию детали сложно спрогнозировать.
Сварка изделий в среде инертного газа позволяет получить прочное соединение без пор, примесей и посторонних включений.
Сварной шов имеет одинаковую глубину проплавления по всей длине.
К недостаткам сварки аргоном можно отнести сложность оборудования.
При сварке полуавтоматом необходимо выполнить точную настройку всех компонентов устройства. Важно, чтобы проволока поступала в рабочую зону постепенно.
Видео:
Для этого необходимо правильно настроить податчик. Если проволока подается неравномерно, горение дуги прерывается.
В этом случае увеличится потребление электроэнергии и аргона.Для того, чтобы выполнить качественное соединение алюминия, сварщик должен обладать навыками и навыками этого ремесла.
Только теория и советы в этом случае не помогут.
Технология, использование добавок, видеопроцесс.
Очень популярен как среди специалистов, так и среди любителей, которым помогают освоить видеоуроки для начинающих. Они используют эту технологию для сварки металлов, которые трудно смешивать: нержавеющих и других типов, титана, меди, алюминия, их сплавов и т. Д.Как правило, это один из немногих методов, позволяющий получить качественные и надежные соединения деталей из перечисленных выше металлов.
Начинающим специалистам приготовить цветные металлы по данной технологии будет довольно сложно — на соединение стальных деталей лучше положить руку. Если у вас уже есть опыт в сварке, вы можете посмотреть видеоуроки и начать изучать основы этого метода.
Знание технологии аргонной сварки позволит сэкономить приличную сумму денег, которую в противном случае пришлось бы оплачивать квалифицированным специалистам.Цель предлагаемой вашему вниманию статьи — предоставить всю необходимую информацию по сварке с защитой аргоном (давление газа, расходные материалы, подготовка деталей различной формы и из разных материалов к работе и многое другое). Усвоив информацию и пройдя несложный видео-тренинг, вы можете приступить к приготовлению деталей из разных металлов по этой технологии.
В чем особенности аргонной сварки
Сварка аргоном имеет много общего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей электрической дугой, использование газа и техника работы).Эти методы также имеют существенные отличия, о которых должен знать и специалист, и начинающий сварщик.
Оплавление кромок соединяемых заготовок и присадочного материала при сварке аргоном, как указывалось выше, обеспечивает высокую температуру, выделяемую при горении электрической дуги. Необходимость использования аргона, играющего роль защитного газа, объясняется свойствами металлов, которые готовятся по этой технологии.
Легированные стали и большинство цветных металлов (а также сплавы на их основе) в процессе нагрева и плавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе — кислородом, азотом, водородом и др.В результате этого взаимодействия на поверхности обрабатываемого металла образуется пленка тугоплавкого оксида (а расплавленный алюминий при контакте с кислородом может даже воспламениться).
Подача аргона в зону проведения сварки обеспечивает ее надежную защиту, так как это инертный газ, который за счет большей массы выдавливает все остальные газообразные соединения из зоны сварочной ванны.
Аргон, обеспечивающий надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействующий с металлическими деталями и присадочным стержнем, позволяет получать качественные сварные швы, которые характеризуются однородной структурой и высокой надежностью.Немаловажно и то, что при использовании этого способа сварки по сравнению с другими технологиями снижается расход присадочного материала.
Кроме того, аргон позволяет создавать поток токопроводящей плазмы в зоне сварки, что способствует нагреву и плавлению кромок соединяемых заготовок. Также обеспечивает качественный формованный шов.
Начинающим специалистам будет полезно узнать, что аргон нужно подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варка по этой технологии может производиться плавильными и неплавящимися электродами, в качестве которых используются стержни из вольфрама — самого тугоплавкого металла. На размер влияет как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что энергозатраты, которые необходимо затратить на получение, зависят от диаметра сварного шва электрода.
На сегодняшний день разработаны три технологии сварки с использованием защитного газа аргона:
- РАД — ручная сварка, для выполнения которой используется неплавящийся электрод;
- AAD — автоматическая аргонодуговая сварка неплавящимся электродом;
- AADP — с использованием аргона и электрода плавящегося типа.
Если вы начинающий специалист и не знаете, какой аппарат для аргонной сварки купить, выбирайте оборудование, на котором есть обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально разработанный для сварки вольфрамовым электродом в инертном защитном газе.
Как идет сварка в аргоне
Основным рабочим органом при аргонодуговой сварке является специальная горелка, внутри которой в цанговом патроне помещается вольфрамовый электрод.Держатель такого типа позволяет закрепить в нем электроды разного диаметра, которые подбираются в зависимости от характеристик стыкуемых деталей. Электрод, закрепленный в горелке, должен выступать на 2–5 мм над своим концом.
Вокруг электрода (по внешней окружности горелки) находится сопло, которое представляет собой трубку из керамического или кварцевого стекла. Конструктивный элемент Горелка выполняет одновременно две важные функции: через нее подается защитный газ в зону сварки, а также защищает вольфрамовый электрод от контакта с поверхностями соединяемых деталей.
Чтобы сварить металл аргоном, необходимо использовать присадочную проволоку, благодаря которой происходит формирование шва. Состав такой проволоки, подаваемой в зону сварки, необходимо подбирать таким образом, чтобы он соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки необходимо правильно подобрать диаметр присадочной проволоки, для чего используются специальные справочные таблицы. Этот параметр зависит от размера обрабатываемых заготовок.
Самый доступный способ сварки в аргоне — ручной. Этот метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока находятся в руках сварщика. Суть этого метода в следующем. С помощью горелки, зажатой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, сформированного сваркой в среде аргона, является тщательная подготовка соединяемых деталей.
Такая подготовка заключается в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой оксидной пленки. Для выполнения таких процедур, которые должны знать как новички, так и опытные сварщики, можно использовать механические приспособления (шлифовальный станок) или химические вещества.
Перед началом сварки необходимо присоединить массу к соединяемым деталям.Если вам предстоит приготовить небольшие заготовки, то их можно просто поставить на металлический стол или в рабочую ванну, и уже подключать к ним провод массы. Вы можете выбрать силу сварочного тока и давление газа в зависимости от характеристик соединяемых деталей, ориентируясь на справочную литературу или на свой собственный опыт. Защитный газ, как уже упоминалось выше, начинает подаваться в зону сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим — около 2 мм.Это позволит хорошо оплавить края стыкуемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно оплавить края деталей, но и сам сварной шов получится слишком широким и неряшливым. Широкий шов, кроме того, отличается низкой надежностью, в нем возникают значительные внутренние напряжения.
При сварке в аргоне очень важно правильно подать присадочную проволоку в рабочую зону. Это делается медленными и плавными движениями, чтобы предотвратить разбрызгивание расплавленного металла.
При изучении этой технологии очень важно усвоить, что горелка и присадочная проволока движутся только в продольном направлении — вдоль оси формируемого сварного шва. Ни в коем случае нельзя совершать поперечные перемещения, так как поток защитного газа будет выходить за пределы зоны формируемого сварного шва, что вызовет значительное ухудшение качества соединения.
Горелка и присадочная проволока должны располагаться под углом к поверхности соединяемых деталей: это позволит сформировать качественный, надежный и точный сварной шов.В этом случае присадочная проволока располагается и подается в зону формирования сварного шва перед горелкой.
Он предполагает использование осциллятора, с помощью которого сварочная дуга легко зажигается. Кроме того, при использовании этого устройства его горение отличается высокой стабильностью.
Суть автогенератора в том, что он генерирует импульсы высокочастотного тока, характеризующиеся большим значением напряжения. Типовой генератор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя касаться поверхности деталей вольфрамовым электродом, это приведет к оплавлению электрода и загрязнению поверхностей под сварку.
Благодаря использованию генератора дуга может зажигаться без такого контакта. В большинстве случаев электрическая дуга при сварке в аргоне и с использованием вольфрамового электрода зажигается на специальной угольной пластине.Только после этого дуга передается на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видеоуроки.
Необходимое оборудование и режимы сварки
Для выполнения сварки в атмосфере аргона можно использовать как серийное оборудование, так и аппарат, изготовленный путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии:
- трансформатор сварочный, напряжение холостого хода которого должно быть не менее 60 В;
- генератор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, через который будет подаваться сварочный ток на горелку;
- таймер, отвечающий за продувку зоны сварки защитным газом.
Дополнительно для сварки потребуются следующие приспособления и материалы:
- горелка;
- баллон с аргоном, снабженный редуктором, с помощью которого будет регулироваться давление подачи газа;
- комплект вольфрамовых электродов различного диаметра;
- шланг защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- — проволока, по которой электрический ток поступает к самому сварочному аппарату; Присадочная проволока
- соответствующего химического состава.
Весь комплект оборудования, необходимый для сварки в аргоне, можно приобрести в готовом виде или укомплектовать самостоятельно, сделав некоторые элементы своими руками.
При самостоятельной сборке можно неплохо сэкономить, так как серийные комплекты для аргонной сварки стоят недешево. Более того, самостоятельная сборка с необходимыми знаниями и соответствующим опытом позволит внести улучшения в оборудование, которые сделают его более надежным, удобным в использовании и функциональным. Принципы, по которым комплектуются комплекты для аргонно-дуговой сварки, также можно посмотреть на видео.
Для получения качественного сварного шва очень важно правильно выбрать режимы процесса. Сюда входит сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важны тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, в зависимости от материала изготовления соединяемых деталей и их геометрических параметров, можно выбрать по справочным таблицам.Однако существует ряд простых правил, которые помогут начинающему сварщику сориентироваться в таком выборе.
- Аргонодуговая сварка деталей из меди, ее сплавов и различных марок легированных сталей, чугуна и титана должна выполняться постоянным током обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует кипятить на переменном токе обратной полярности, так как это позволяет эффективно разрушить оксидную пленку на поверхности этих металлов.
- На выбор давления подачи защитного газа серьезно влияет место проведения сварочных работ. Так, если сварка проводится на улице, где воздушные потоки могут двигаться со значительной скоростью, они выбирают более высокое давление подачи и более низкое давление в помещениях.
Сварка аргонно-дуговой сваркой — это умение легко приобрести даже без специальных сварочных навыков. Видеоуроки для новичков помогают овладеть этим навыком. Как приготовить с аргоном поможет разобраться мастер-сварщик.Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
Возможность выполнять аргонную сварку значительно экономит деньги. Вызвать специалиста — «дорогое удовольствие». Особенно в копеечку это обойдется, если нужно регулярно выполнять сварочные работы. Поэтому серия видеоуроков даст возможность без особых усилий освоить полезный навык. Для начала разберем, где применяется аргонная сварка.
Где применяется аргонная сварка?
Подходит для сварки металла : легированной стали, алюминия, титана.Этот вид сварки эффективен при работе со сплавами. Например, алюминий очень сложно сваривать другими способами. А в процессе использования газа аргона алюминий будет соединен прочным и красивым швом.
Метод имеет ряд преимуществ по сравнению с другими методами:
- Формируется плазменный поток, усиливающий свечение и плавление кромок.
- Работа ведется как с крупногабаритными деталями, так и с ювелирными изделиями.
- Расход присадочного материала минимален.
- Швы ровные и надежные.
Основные принципы работы аргонной сварки
Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргоновой техникой будет несложно. Они очень похожи между собой: электрическая дуга нагревает края соединяемых деталей.
В процессе используется газ для подавления химических реакций. Подается в ванну и обеспечивает высокий уровень качества шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому шов получается с дефектами и малой прочностью.
Необходимое оборудование для аппарата
- Трансформатор сварочный. На его основе можно изготовить самодельный прибор (напряжение до 60 В).
- Кандерборд.
- Контактор.
- Расходомер
- Таймер, отслеживающий время подачи аргона.
- Горелка с регулятором воздушного охлаждения.
- Баллоны с защитным газом — аргон.
- Вольфрамовые стержни.
- Шланг соединительный газовый столбик и горелка.
- Электрические провода, соединяющие сеть, аппаратуру, горелку и массу.
- Присадочная проволока.
Основной частью конструкции аппарата является горелка . В нем установлен вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый патрон. Он отлично прикрепляет электроды разного размера, которые подбираются по роду работы. Электрод выступает на 2-5 мм над концом держателя.
Вокруг горелки находится форсунка . Он выполняет две защитные функции: сохраняет рабочую зону и защищает вольфрамовый электрод.
Электроды используются плавильные и неплавящиеся. Чаще всего их делают из вольфрама — это самый расходный материал. Расход электродов зависит от легируемого материала и толщины заготовки. Сам электрод влияет на энергозатраты, затрачиваемые на соединение заготовок.
Для сваривания материала используется присадочный материал в виде тонкой металлической нити. Присадочная проволока должна максимально подходить под свариваемые детали по составу.А также учитывается диаметр проволоки. Новичкам специальные таблицы помогут определиться с размерами материала наполнителя.
Газ должен подаваться на 20 секунд раньше, чем возникнет дуга, и заканчивается на 10 секунд позже.
Дополнительное устройство — осциллятор — изменяет внешний вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Для новичков это усовершенствование сделает сварные швы быстрее и качественнее.Как собрать устройство и подключить, чтобы приступить к работе, подробно рассказывается в видеороликах. Для примера просмотрите видео о сварке титана аргоном , приведенное в конце статьи.
Какие бывают сварочные аппараты?
- Ручная аргонодуговая сварка. Для этого используется неплавящийся электрод (РАД). Имя говорит само за себя. Материал для добавки и аппарат находятся в руках сварщика. Сварочная дуга снимается с горелки, нажимается кнопка и начинается подача аргона.С другой стороны, сварщик вводит присадочный материал в зону дуги. Освоить этот вид работы несложно. На примере видео «Сварка алюминия аргоном» можно понять, насколько прост этот вид работ.
- Автоматическая аргонная сварка. При использовании неплавящегося электрода (AMA).
- Аргонодуговая автоматическая сварка плавящимся электродом (ААДП).
При покупке персонального устройства обратите внимание на с маркировкой . Обозначение «TIG» указывает на то, что прибор работает с вольфрамовыми электродами.Такой прибор подходит новичкам.
Начинающим сварщикам лучше начинать сварку с аргонных деталей или конструкций из однородного материала. Когда уже есть некоторый опыт, сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Аргонодуговая сварка на специально подготовленном видео, рассказывающем об основных этапах работы для начинающих. Освещено этапов сварочного процесса:
- Подготовительный. Как и чем обработать заготовки, чтобы швы были ровными и надежными.На этом этапе используется шлифовальный станок и химикаты.
- К соединяемым деталям прикреплена масса. Для каждого размера детали существуют свои способы крепления массы. И снова на помощь приходят специальные таблицы и видеоролики по аргонной сварке.
- Сначала подается газ, а затем создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал плавными движениями подается в зону сварки.Металл нельзя распылять.
- Перемещение горелки и присадочного материала производится только по шву. Поперечные движения повреждают заготовки, делают шов слабым и некачественным.
- Присадочная проволока подается перед горелкой. Их нужно держать под углом. Эта корма наиболее удобна для получения качественного шва.
Умение соединять две детали из сложных сплавов — полезный навык, который может быть полезен в самых разных ситуациях. Овладеть этим навыком несложно, просмотр серии уроков и небольшой тренинг позволят вам начать активно использовать его в повседневной жизни.После обучения новичок сможет выполнять изделия даже из алюминия и титана .
Медь и др.), Которые практически невозможно комбинировать на традиционном оборудовании; Поэтому аргонодуговая сварка успешно применяется для создания неразъемных конструкций из этих материалов. Сварка аргоном своими руками осуществляется на штатном оборудовании или на установке собственного производства и требует определенных навыков и знаний, без которых процесс обречен на провал.
Горелка для аргонной сварки
Особенности аргонодуговой сварки
При аргонно-дуговой сварке процесс происходит в инертном газе (аргоне), который защищает сопрягаемые поверхности от окисления, тем самым улучшая качество сварного шва. может осуществляться в ручном и автоматическом режимах с использованием одноразового и расходуемого электрода.
Вольфрамовый элемент обычно используется в качестве неплавящегося электрода при аргонодуговой сварке, поскольку это очень тугоплавкий материал. Подобным способом сварки можно надежно соединить материалы, которые очень сложно сваривать традиционным способом, и даже разнородные детали.
Особенности техники аргонодуговой сварки
Для уверенной и продуктивной работы следует уметь готовить на аргоне и придерживаться некоторых правил, выполнение которых значительно облегчит процесс и позволит добиться качественного шва.
Аргонодуговая сварка своими руками предполагает создание прочного и надежного сварного шва, поэтому требует повышенного внимания при работе.
- Неплавящийся электрод следует держать как можно ближе к свариваемой поверхности, создавая как можно меньшую длину дуги.С увеличением дуги уменьшается глубина проплавления металла и увеличивается ширина шва, то есть страдает качество.
- Обычно при аргонно-дуговой сварке совершается только одно движение, которое направлено по оси шва. Отсутствие частых поперечных перемещений дает возможность создать более узкий и эстетически привлекательный шов, что отличает данную технологию от использования электродов с покрытием.
- Для предотвращения насыщения свариваемых поверхностей азотом и поверхностей, содержащихся в воздухе, следует внимательно следить за тем, чтобы неплавящийся электрод и присадочная проволока находились в зоне защиты аргона.
- При резкой подаче сварочной проволоки наблюдается активное напыление металла. Чтобы предотвратить этот процесс, проволоку следует подавать очень плавно, что достигается практикой.
- Одним из показателей качества сварного шва является его проплавление, о котором можно судить по форме, сформированной сварочной ванной. О хорошем проваре можно судить по сварочной ванне, вытянутой в направлении направления сварки, а овальная или круглая форма указывает на недостаточное проплавление поверхности.
- При сварке неплавящимся электродом присадочную проволоку следует располагать под углом к свариваемой поверхности перед горелкой, избегая поперечных колебаний. Таким образом легче обеспечить ровный и узкий сварной шов.
- Заваривание кратера по окончании работы производится снижением силы тока реостатом (прекращать работу разрывом дуги, снятием горелки — неправильно, так как резко снижается защита шва). Обычно подача газа (аргона) прекращается через 7-10 секунд после окончания работы, а подачу газа в зону подключения следует начинать за 15-20 секунд до начала процесса.
- Перед началом сварочных работ поверхности деталей необходимо очистить от окислов и загрязнений механическими или химическими средствами, а также обезжирить.
Параметры режима аргонно-дуговой сварки
Сварка аргоном своими руками пройдет на высоком уровне, если выбрать оптимальные режимы, которые обеспечат максимально эффективный процесс.
- Полярность и направление тока выбираются в зависимости от свойств свариваемого металла.Обычно при работе с базовыми сталями и сплавами используется постоянный ток постоянной полярности. Предпочтительно сваривать алюминий, магний и бериллий с обратной полярностью, что способствует более быстрому разрушению оксидной пленки.
- Установленный сварочный ток зависит от марки и состава материалов, от диаметра вольфрамового электрода, а также от полярности тока. Точные данные о режимах решения конкретной задачи следует подбирать из справочных материалов или исходя из личного опыта.
- Напряжение дуги полностью зависит от ее длины, поэтому рекомендуется проводить работы, создавая минимальную дугу, добиваясь снижения напряжения. По мере увеличения длины дуги напряжение увеличивается и качество шва ухудшается.
- Расход инертного газа должен быть установлен таким образом, чтобы создавался ламинарный поток, который полностью защищает кипящие поверхности от окисления.
Режимы сварки
Выбор оптимальных режимов — довольно сложный процесс, поэтому обучение аргонно-дуговой сварке должен проводить опытный специалист, обладающий как теоретическими знаниями, так и практическими навыками выполнения таких работ.
Модернизация сварочного аппарата на аргоне
Часто аргонная сварка своими руками проводится на нестандартном, то есть аппарате, переделанном для решения конкретных задач. Для обеспечения качества работы потребуются два дополнительных блока, которые помогут реализовать процесс на высоком уровне качества.
- Генератор — устройство для бесконтактного зажигания электрической дуги. Он поддерживает стабильный дуговый разряд при работе в режимах, требующих использования переменного тока.Поскольку зажигание дуги при аргонно-дуговой сварке невозможно по ряду причин при прямом касании электродом рабочей поверхности, генератор генерирует высоковольтный разряд (4–8 кВт), пробивающий дуговый промежуток.
- Реостат балластный служит для контроля силы тока и выбора оптимальных параметров при сварке деталей из различных материалов. При сварке алюминия переменным током рекомендуется регулировать реостат в очень узких пределах (15–20%), так как еще невозможно компенсировать постоянную составляющую тока.
Преимущества и недостатки аргонно-дуговой сварки
Более наглядно ознакомиться с процессом можно, посмотрев аргонно-дуговую сварку (видео), где показаны методы настройки оборудования и способы соединения различных поверхностей.
Преимущества:
№- область нагрева основного металла очень мала, что сохраняет исходную форму заготовок;
- аргон — инертный газ, удельный вес которого тяжелее воздуха, поэтому он надежно защищает свариваемые поверхности от воздействий окружающей среды;
- высокая тепловая мощность дуги позволяет увеличить скорость работы;
- простота техники делает такой метод сварки общедоступным;
- возможность сварки деталей, которые невозможно соединить другим способом, с получением аккуратного и эстетичного шва.
Недостатки:
№- возможность неполной защиты швов при работе при сильном ветре или сквозняке, так как часть аргона может не упасть по назначению;
- при работе с большой дугой предпочтительно использовать дополнительное охлаждение;
- довольно сложное оборудование, используемое для работы, и некоторые сложности в доводке.
Для более детального ознакомления с процессом следует посмотреть, как готовить на аргоне (видео), где очень наглядно показаны все особенности процесса, а также ознакомиться с необходимым оборудованием.
Использование аргона при сварке дает достаточно высокие результаты по качеству соединения, которые не может обеспечить никакой другой метод. Именно поэтому в профессиональной сфере применения, а также при работе с трудносвариваемыми металлами стараются применять именно такой метод. Сварка алюминия аргоном обеспечивает высокий уровень сцепления, поскольку сам газ инертен и создает уникальную защитную среду, через которую не может проникнуть кислород из атмосферы, и никакие другие негативные внешние факторы не действуют на сварочную ванну.
Несмотря на то, что здесь используется газ, сварка аргоном все же относится к дуге, поскольку основная сила, плавящая металл, — это электрическая дуга. Газ выполняет только защитную функцию и может использоваться до и после него. Процесс его использования достаточно дорогостоящий, поэтому для обычных видов сварки использовать не всегда выгодно, а вот для таких вариантов, как сварка нержавеющей стали и алюминия, он незаменим. Для его использования требуется не только специальное снаряжение, но и навыки. В промышленности часто приходится встречаться с алюминием, так как он часто используется для создания самых разных вещей из-за его легкости и относительно высокопрочных сплавов.
Сварка алюминия аргоном в основном применяется для ответственных конструкций и конструкций. Для этого процесса используется неплавкий процесс, который облегчает создание сварочной ванны с учетом свойств расширения алюминия. Правильно настроив параметры, можно избежать многих неприятностей, связанных с плохими сварочными свойствами металла.
Свойства и свариваемость алюминия
При сварке алюминиевым аргоном следует учитывать все особенности, с которыми придется столкнуться при работе с этим металлом.Основная проблема свариваемости заключается в том, что на поверхности металла образуется оксидная пленка. С температурным воздействием бороться бесполезно, так как его температура плавления выше 2000 градусов по Цельсию, а алюминий плавится уже при 680 градусах. Скорость его образования достаточно высокая, поэтому нужно не только удалить его перед сваркой, но и предотвратить его во время этого процесса, для чего служит аргон. В противном случае в эту пленку будут завернуты капли расплавленного алюминия, что будет мешать нормальному соединению и образованию шва.
Технология сварки алюминия аргоном предполагает работу преимущественно в нижнем положении. Действительно, металл в расплавленном состоянии обладает высокой текучестью, благодаря чему в других положениях он может просто стекать вниз, вместо того, чтобы образовывать валик сварного шва. Это также создает трудности при сварке, так как вместо податливого состояния мастеру приходится иметь дело с водянистым веществом, а для нормального процесса требуется опыт работы. При нагревании металл практически не меняет цвет, поэтому даже в расплавленном состоянии определить его температуру сложно.
Аргонодуговая сварка алюминия
Плохая свариваемость проявляется еще и в том, что при формировании шва в нем могут появиться поры, трещины и раковины. Это может произойти из-за плохого защитного слоя или создания натяжения. Если сварка алюминия аргоном проходит в правильном режиме, то такого быть не должно. Коэффициент расширения здесь заметно отличается от стали, так что усадка в алюминии происходит совершенно по-другому, что может в это время привести к деформации.При образовании сварного шва металл может расширяться, что способствует нежелательному изгибу свариваемых деталей.
Преимущества
- Сварка алюминия аргоном дает достаточно качественный результат, практически недостижимый для других способов сварки;
- Горелку можно использовать для обогрева, что очень удобно при эксплуатации;
- Используется современное оборудование с тонкими настройками, позволяющими легко адаптироваться к любому режиму;
- Техника может использоваться не только для алюминия, но и для других трудно свариваемых металлов;
- Аргон помогает бороться со всеми негативными факторами, которым подвергается сварочная ванна, создавая непроницаемую среду;
- Возможно создание длинных сплошных швов, т. К. Электроды с покрытием здесь не используются;
- Работать с тонкими заготовками стало проще.
недостатки
- Высокая стоимость сварочного процесса, поэтому использовать его во всех процедурах невыгодно;
- Используется сложное дорогостоящее оборудование, пользоваться которым не всегда удобно;
- Работа с газом повышает уровень опасности при работе;
- Для качественной сварки мастер должен иметь высокую квалификацию;
- Подготовка, как и последующая уборка рабочего места, занимает много времени.
Методы и оборудование сварки
Сварка алюминия аргоном — один из лучших способов соединения деталей и осуществляется практически в тех же этапах, что и при работе с другими металлами, за исключением некоторых нюансов.Сварка алюминия аргоном предполагает использование следующих материалов:
- Инвертор аргона — это практически обычный сварочный трансформатор, вырабатывающий электроэнергию с необходимыми параметрами. Современные модели могут обеспечивать как постоянный, так и переменный ток в зависимости от доступных режимов, не говоря уже о широкой регулировке параметров.
- Горелка с неплавящимся электродом — для такой сварки используется специальная горелка, в которую вставлен неплавящийся угольный или вольфрамовый электрод.Электрическая дуга зажигается и поддерживается через нее, а также помогает перемешивать металл в сварочной ванне с образованием валика сварного шва. Защитный газ подается от горелки, что обеспечивает нормальные условия работы. Электрод вставляется в горелку так, чтобы пламя точно распределялось по расплавленному металлу.
- Газ — он соединяется с горелкой с помощью шланга, поэтому его можно удалить на безопасном расстоянии от контакта с пламенем. Это должен быть специальный баллон, предназначенный для хранения этого типа газа.
- Присадочный материал часто представляет собой сварочную проволоку, заполняющую пространство между двумя краями. Его выбирают по составу сплава, с которым ведутся работы.
Сварка алюминия аргоном обязательно требует подготовительных процедур. Если работа ведется с толстой заготовкой, то перед сваркой ее следует отшлифовать. Если толщина относительно небольшая, то ее следует очистить металлической щеткой или наждачной бумагой. Следующим этапом является обработка по удалению отложений, обезжиривание и удаление оксидной пленки.Для этого подойдет растворитель, например, ацетон или другое подобное вещество.
Также может потребоваться кромка при толщине более 4 мм. Дело в том, что свойства алюминия ухудшают глубину проплавления, поэтому она ниже, чем у той же стали. Чтобы получить более надежное соединение, края деталей, на которые будет свариваться алюминий аргоном, необходимо скошить под углом от 30 до 45 градусов в зависимости от толщины. Последней подготовительной сталью может быть обработка флюсом, если того требует ситуация.
Пошаговая инструкция по аргонной сварке алюминия для начинающих
- Выполните все необходимые подготовительные процедуры, которые более подробно описаны выше.
- Далее идет обработка кромок флюсом с целью улучшения свариваемости и обеспечения дополнительной защиты от образования оксидной пленки.
- Далее можно переходить к самой сварке. Необходимо зажечь электрическую дугу, а вместе с ней и горелку, и постепенно добавлять присадочный материал в сварочную ванну.При работе с тонким металлом лучше делать короткие проходы к месту сварки, а при сварке толстых заготовок можно сделать длинный шов.
- После процедуры нужно дать заготовке остыть и проверить качество сварки керосином или другими методами.
«Без шлифовки и обработки растворителем шов не будет лежать равномерно, и после сварки на поверхности могут образоваться трещины».
Правила техники безопасности
Аргонодуговая сварка алюминия требует соблюдения правил техники безопасности.В первую очередь следует позаботиться о наличии средств индивидуальной защиты, таких как огнеупорная одежда, сварочная маска и так далее. Баллон с газом необходимо разместить на расстоянии не менее 5 метров от непосредственного места сварки. Перед его использованием нужно убедиться, что оборудование в хорошем состоянии, то же касается и шлангов. Прикасаться к металлу после, сварка следует только после полного остывания, что может занять около 10 минут. Не забывайте о правилах элементарной электробезопасности.
Сварка аргоном широко распространена в сочетании различных металлических сплавов: она используется для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Такие металлы сложны, и сварка аргоном — один из немногих способов их эффективного соединения. С его помощью можно сваривать трубы, детали или декоративные предметы.
Технология, по которой сварка аргоном представляет собой сложный процесс, не подходит для начинающих. Сварку лучше начинать с материалов, которые проще цветных металлов.
Если у вас есть опыт сварки, то вы можете попробовать этот способ своими руками и существенно сэкономить на привлечении специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление необходимо для работы, и как работать с металлами разных пород (как происходит обработка труб, дисков и других изделий из металла). нержавеющая сталь, латунь, сталь и др.).
В результате вы можете повторить весь процесс самостоятельно, а видео и фото облегчат вашу работу.
Технология и принцип аргонодуговой сварки — это симбиоз, включающий элементы, присущие электродуговой сварке и газовой сварке.
Процесс совмещен с электросваркой с использованием электрической дуги, наличие газа и аналогичный принцип действия взяты из метода газовой сварки.
Принцип действия аргонодуговой дуги заключается в том, что дуга нагревается и приобретает способность плавить кромку нержавеющей стали, труб, дисков и других металлических соединений — это основа всей технологии работы.
Наличие газообразного аргона объясняется самими свойствами металла: при сварке цветной металл и легированная сталь подвергаются окислению, либо воздействию примесей и кислорода — это влияет на качество сварного шва, которое становится мягкий и не отличается прочностью.
Если говорить об алюминии, то работать с ним без аргона практически невозможно, так как он воспламеняется под действием кислорода.
Сварка аргоном защищает качественные металлические поверхности от проникновения кислорода и вредных примесей, улучшает качество шва, а также помогает сохранить все физические характеристики металла и полностью соответствует ГОСТу.
Кроме того, расход аргона при сварке в таком виде ниже, чем при работе с другим сварочным оборудованием.
Аргон имеет вес на 38% больше, чем кислород, благодаря чему он может вытеснять его из рабочей зоны и защищать ванну в среде, где происходит работа, от внешних воздействий.
Газ необходимо подавать в рабочую зону до зажигания дуги не позднее, чем за 20 секунд, а прекращать подачу через 10 секунд, когда процесс завершится.
Аргон — инертный газ; поэтому он не соединяется в среде с внешними газами или сплавами металла и стали.
При работе с аргоном своими руками следует помнить, что после подачи газа пространство насыщается электроном, который превращает среду аргона в проводник электричества.
Сварка аргоном включает метод воздействия на материал электродом, который может быть двух типов: плавящийся и неплавкий.
Если вы решили сваривать неплавящимся электродом, то для этого используют вольфрамовый предмет, т.к. он самый тугоплавкий из всех материалов. Например, из него делают нити накаливания, которые помещают в лампы.
Размер и тип электрода зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавеющей стали, латуни, титана и т.д. расходные электроды различных типов.
Размер и характеристики — сумма энергозатрат электрода, которая будет израсходована во время работы.
Технология аргонодуговой сварки выполняется в трех вариантах: ручная сварка неплавящимся электродом (РАД), автоматическая аргонодуговая сварка неплавящимся электродом (ААД), автоматическая аргонодуговая сварка плавящимся электродом (ААДП).
Если вы собираетесь приобрести готовый аппарат для работы, то выбирайте модели типа TIG — эта аббревиатура обозначает способ сварки с использованием вольфрама в инертной среде.
Устройство полностью соответствует ГОСТу.
Как продвигается работа?
Для сварки понадобится специальное оборудование, например горелка.
Горелка, предназначенная для сварки в атмосфере аргона, снабжена вольфрамовым неплавящимся электродом — основной деталью, за счет которой работает аппарат.
Электрод находится вне корпуса аппарата (примерно 2-5 мм).
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно использовать электроды разных размеров — держателем можно закрепить их все.
Однако размер электрода выбирается в соответствии с обрабатываемым металлом, и от этого также зависит потребление энергии при работе.
Рядом с электродом находится насадка из керамики внутри — она надевается так, чтобы охватить электрод. С помощью форсунки в рабочую зону будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно сделайте самому, вам понадобится присадка или, по-другому, присадочная проволока — она изготавливается из такого же материала, как и металлические заготовки.
Диаметр присадочной проволоки также должен соответствовать обрабатываемому металлу — его точный размер можно узнать в специализированной таблице.
Ручная сварка в аргоне — самый доступный метод, несложный своими руками для новичков.
В этом случае сварочная проволока и горелка должны находиться в руках тех, кто занимается сваркой.
Перед началом сварки необходимо обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистка может выполняться механическим или химическим способом, в зависимости от ваших предпочтений и возможностей.
Первый этап сварки такой же, как и в дуговом процессе: «масса» должна подводиться к обрабатываемой детали.
Если обрабатывать мелкие детали из стали или другого материала, то подача может осуществляться просто в зоне рабочего стола или ванны, где и происходит работа.
Проволока при данном способе сварки отсутствует в электрической цепи и будет поставлена отдельно позже.
Резак следует закрепить в одной руке мастера, а проволоку — в другой. Горелка всегда оснащена кнопкой, которая регулирует подачу газа и ток.
Газ необходимо подавать раньше — за 20 секунд до старта. Выбирая текущую силу и давление, нужно ориентироваться на тип обрабатываемого материала или свой прошлый опыт собственными руками.
Горелка с электродом должна располагаться очень близко к обрабатываемому материалу — на расстоянии около 2 мм.
На таком расстоянии между металлом и электродом появится электрическая дуга, способная оплавить край деталей, достаточно направить ее в нужном направлении.
Весь процесс сварки можно увидеть на видео для новичков — посмотрите его, прежде чем приступить к работе своими руками.
Эта близость между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и это зависит от того, насколько глубоко будет расплавлен кусок стали, нержавеющей стали или другого материала.
Если дуга большая, то шов получится очень широким и некрасивым, особенно бросится в глаза покрытие труб, дисков или декоративных предметов из нержавеющей стали, латуни и т. Д.
Помимо эстетического фактора, большой шов снижает качество сварки — чем он больше, тем он менее стабилен и тем выше напряжение в нем.
Присадочная проволока подается в рабочую зону медленными, плавными движениями: резак должен двигаться вдоль шва, избегая пересечения шва поперек.
Качество шва зависит от того, насколько хорошо работает оборудование, а также от навыков мастера: чем плавнее и четче движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавеющей стали, латунь или другие металлы.
Если проволока проходит через оборудование слишком резко, металл начнет разбрызгиваться, что может быть опасно.
Не так-то просто воспроизвести технологию аргоновой сварки своими руками, если вы никогда этого не делали — плавные и точные движения достигаются только на практике.
Однако не стоит начинать обучение аргоновой сварке, т.к. это очень сложный процесс.
При работе лучше всего, чтобы провод располагался перед горелкой.
Резак и провод следует располагать под углом к рабочей зоне, чтобы шов был прямым и узким.
Для зажигания дуги при сварке понадобится специализированное оборудование — автогенератор.
Он посылает на электроды импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Обычное напряжение сети 220В, на этой мощности генератор способен преобразовывать и подавать напряжение до 6000В при поддержании частоты до 500 кГц. Благодаря этой мощности зажигание электрода происходит быстро и легко.
Оборудование, соответствующее ГОСТу, — единственный способ правильно зажечь электрод, так как воспламенение его с свариваемой поверхности запрещено — из-за большого потенциала ионизации, который при таком способе зажигания приведет к загрязнению металлических труб. , стальные диски, латунь и другие материалы.
Особенности сварочных аппаратов и режимов сварки
Для аргонной сварки требуется специальный аппарат по ГОСТ.
Как правило, оборудование изготавливается путем усовершенствования классического сварочного аппарата для дуговой сварки, к которому добавляется дополнительное оборудование, необходимое для выполнения аргонной сварки.
Для работы необходимо следующее оборудование:
- сварочный трансформатор с напряжением холостого хода не менее 60В; Контактор
- , отвечающий за подачу сварочного напряжения на горелку; Осциллятор
- ;
- регулятор времени воздуходувки.
Поскольку газ для работы по ГОСТу необходимо подавать за 20 секунд до его запуска, необходим аппарат, который мог бы регулировать этот процесс.
Также в процессе вам понадобятся:
- горелка; Цилиндр
- с редуктором, в котором находится аргон;
- электроды
- подходящий трансформатор;
- амперметр, отвечающий за питание;
- аккумулятор и другое оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо вы можете собрать его самостоятельно, но в этом случае оно должно соответствовать ГОСТу (какие условия прописаны ГОСТом, можно посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Денежный расход в этом случае будет намного ниже, и если у вас есть необходимые знания, вы можете улучшить устройство, чтобы снизить его расход при эксплуатации.
Рабочий режим и входящее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, посмотрите видео, прежде чем приступать к самостоятельным действиям.
Выбор правильного режима поможет снизить давление и потребление энергии во время работы.
Давление и другие показатели зависят от типа обрабатываемого металла (сталь, латунь, нержавеющая сталь и т. Д.), От этого зависит выбор полярности и места подачи тока.
Сварку меди с аргоном, а также стали и ее сплавов обычно проводят в режиме постоянного тока с прямой полярностью.
Сварку чугуна аргоном и сварку титана производят в одинаковых условиях, давление при сварке чугуна аргоном и титаном также одинаковое, но для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т.к. эти показатели Лучше разрушить оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и других металлов, можно посмотреть в специальной таблице.
Выбор сварочного тока зависит от характеристик металла (чугун, титан, алюминий и др.), Все эти значения можно найти в таблице.
Для опытных мастеров разрешено поэкспериментировать с силой тока и выбрать ее самостоятельно, используя опыт и знания. Количество потока аргона зависит от того, насколько быстро движется воздух.
В помещении он минимальный, а на открытом воздухе самый высокий.
Если работа ведется на постоянном токе, то нагрев на аноде и катоде неравномерный: в первом случае этот показатель составляет 30%, а во втором — 70%.
Электродом лучше всего работать на прямой полярности, так как в этом случае он лучше нагреется и сможет качественно расплавить нужную площадь детали, а потребление энергии будет ниже.
Посмотрите видео и фото всего процесса аргонной сварки чугуна и титана — эти уроки объяснят вам, как работать с разными материалами, а также основные этапы работы.
Почему алюминий кипятят с аргоном. Инструкция по сварке алюминия аргоном для начинающих.
- Аргонодуговая сварка: нюансы
- Технология точечной сварки
- Точечная сварка и электроды
- Импульсная сварка: характеристики
- Трудности, с которыми сталкиваются сварщики
Превосходные свойства алюминия, его отличная теплопроводность и малый вес сделали такой материал востребованным во всех сферах производственного процесса.Однако этот материал очень сложно сваривать. Поэтому технология сварки алюминия была специально разработана, чтобы сделать ее доступной для любой отрасли промышленности.
Факторы, усложняющие процесс сварки алюминиевых деталей
Алюминий и его сплавы относятся к группе трудносвариваемых металлов. Эту особенность обуславливают несколько характерных свойств этого металла: поверхность покрыта оксидной пленкой, которая имеет свойство плавиться при достижении температуры 2044 °.Сам алюминий имеет температуру плавления 660 °.
Из-за быстрого окисления во время появления расплавленного металла образуется тугоплавкая пленка. Такая пленка не позволяет получить цельный шов. Предотвратить появление пленки можно, защитив зону сварки от воздуха. Такая защита стала возможной при автоматической сварке алюминия в среде защитного газа. Алюминий обладает высокой текучестью, поэтому сварка без теплопоглощающих футеровок практически невозможна.
Возможность появления кристаллизационных пор в сварном шве ослабляет алюминий. Регулирует появление пор водорода, растворенного в алюминии. Он всегда стремится уйти из металла. Трещины появляются в основном в алюминиевых сплавах. Они появляются при охлаждении металла из-за большого количества кремния.
Алюминий обладает большой усадочной способностью, на него влияет линейное расширение, величина которого невероятно высока. В результате при деформации сварного шва происходят большие деформации.
Огромная теплопроводность требует использования сварочного тока, который в несколько раз превышает ток, предназначенный для стальных деталей, хотя температура расплавленной стали намного выше, чем у алюминия.
Дополнительной сложностью при сварке алюминия является то, что в бытовых условиях необходимо варить различные сплавы неизвестной марки. Для получения качественных сварных швов необходима особая сварочная технология.
Вернуться к содержанию
Инверторная сварка: особенности
Эта сварочная технология разработана специально для работы с алюминием.Этот материал готовят в оболочке защитного газа, чаще всего аргона. Вольфрамовые неплавящиеся электроды используются для сварки алюминия. Для работы всегда необходимо очищать поверхность такого электрода. На его поверхности скапливаются наросты, состоящие из оксидов вольфрама. В результате страдает качество шва.
Для удаления таких «коронок» с помощью абразивного диска заточите электрод. В результате поверхность электродов становится чистой; нет образования заусенцев и бороздок.Для заточки электрода используется специальный диск, который не используется для очистки других материалов. Снизить вероятность появления наростов вполне можно, если подвергнуть электрод сильному охлаждению газом.
Вернуться к содержанию
Аргонодуговая сварка: нюансы
Во время этого процесса сварки между электродом и поверхностью детали образуется электрическая дуга. Горелка удерживает электрод, при этом подается защитный газ. В этом случае присадочная проволока становится расходным материалом.Его подача может осуществляться двумя способами:
Для сварки алюминия аргоном требуется специальная присадочная проволока. Тип добавки напрямую зависит от химических элементов, входящих в состав свариваемого сплава. Для автоматической сварки используются следующие типы проволоки:
Размер такой проволоки не превышает 5 мм. Когда вам нужно приготовить другие сплавы, в том числе магний, используются аналогичные типы проволоки. Чтобы компенсировать образование дыма при сварке алюминия, присадочная проволока изготавливается с большим содержанием магния.
Сварка алюминия выполняется несколькими способами:
Сварка TIG имеет низкую скорость. Скорость процесса сварки MIG в несколько раз выше. Однако шов, выполненный сваркой TIG, красивее.
Вернуться к содержанию
Точечный метод: подготовительные работы
Технология точечной сварки требует подготовки перед началом работы. Сначала подготавливается алюминиевая поверхность. На этом этапе требуется полностью очистить поверхность от оксидной пленки.Для получения качественной сварки точечным методом будет вполне достаточно освободить полосу от пленки шириной 50 мм. По точечной технологии сварка алюминия может происходить двумя способами:
Самым эффективным, дающим отличные результаты, оказалась механическая очистка с помощью специальных приспособлений. Однако чистку можно также проводить вручную. В большинстве случаев используются металлические щетки, вращающиеся с большой скоростью.
Когда поверхность очищается вручную, используйте наждачную бумагу.
Конечно, лучшая химическая обработка считается. Это дает наибольший эффект. Алюминий можно травить с помощью различных химикатов:
- сода каустическая;
- фосфорная кислота.
Перед началом обработки заготовки обезжиривают. После травления алюминий может храниться 3 дня на складе, если проводится сварка по технологии переменной энергии. Один день предоставляется на хранение при использовании сварочного процесса с использованием накопленной энергии.
Вернуться к содержанию
Технология точечной сварки
Такая сварка алюминия выпускается при толщине заготовки не более 6 мм. По сути, этот процесс похож на сварку самых разных металлов. Однако есть несколько отличий. Точечным методом можно приготовить заготовки:
При точечной сварке детали прижимаются друг к другу с некоторым усилием, чтобы уменьшить зазор. Если зазор меньше 0,2 мм, сварочный участок нагревается минимально.Для процесса сварки используется большой ток, его значение составляет 1 кА / мм². Таким образом образуется точка сварки, соединяющая детали. Автоматическая сварка допустима только при использовании жестких режимов. Время сварки регулируется в зависимости от толщины свариваемого металла. Чтобы предотвратить перегрев алюминия, сварку производят короткими сильными импульсами.
Вернуться к содержанию
Точечная сварка и электроды
Из-за того, что алюминиевые сплавы обладают повышенной теплопроводностью, они требуют использования только определенных типов электродов.Обычно они отличаются несколькими характерными свойствами:
- электропроводность; Твердость
- ;
- термостойкость.
Медь обладает такими свойствами, поэтому электроды для этой точечной сварки специально изготовлены из этого цветного металла. Состав может быть разным, все зависит от типа свариваемого сплава. Поверхность электрода может иметь сферическую форму.
Вернуться к содержанию
Технологические нюансы процесса сварки
Электропроводность чистого алюминия намного выше, чем у стали.Сварка алюминия имеет свои характерные отличия. Обладая высокой теплопроводностью, алюминий не позволяет производить качественную сварку, невозможно полностью расплавить металл.
Зона сварки мгновенно кристаллизуется. Чтобы избежать этого явления, необходимо увеличить сварочный ток. Заготовку необходимо предварительно нагреть. Аргон действует как защитный газ.
Иногда нестабильный шов появляется в самом начале процесса сварки. Причина — недостаточная проплавка, так как деталь плохо нагревалась.Четырехтактный режим помогает решить эту проблему. Они оснащены сварочными агрегатами «Меркле». На начальном этапе можно создать ток намного больший, чем основной, в результате нагрев детали будет происходить быстрее.
Разнообразие алюминиевых сплавов огромно. К алюминиевой проволоке предъявляется одно основное требование: ее нужно использовать в нужное время. В открытом состоянии упаковка может храниться очень ограниченное время. Из-за быстрого окисления ухудшаются свойства проволоки.Больше всего повышенная влажность сказывается на качестве проволоки.
Перед сваркой для лучшего обжига электрода и получения качественного шва свариваемые детали очищаются от всевозможных загрязнений. Очистка производится непосредственно перед началом сварочного процесса. Это связано с тем, что алюминий очень быстро покрывается оксидной пленкой.
Как было сказано выше, автоматическая сварка обычного алюминия происходит в зоне защитного газа. Чаще всего используется аргон.Наиболее предпочтительна смесь газов. Обычно эту роль играют аргон и гелий. Благодаря гелию, обладающему высокой теплопроводностью, сварочная ванна приобретает особенно высокую температуру. Это позволяет получить большую толщину. Смесь газов способствует лучшему газовыделению, защищает шов от появления пор.
С помощью классических сварочных аппаратов MIG можно варить алюминий, но это довольно условно. Наилучшие результаты показывают аппараты синергетического импульса, имеющие специальную программу.С его помощью осуществляется автоматическая сварка самого алюминия, многочисленных цветных металлов. Для варки алюминия, листы которого имеют толщину 6 мм, требуется сварочное оборудование с возможностью регулирования протекания сварочного тока, достигающего 300 А.
Обеспечить качественное соединение алюминиевых деталей можно только при сварке TIG. Алюминиевый электрод можно сваривать обычным электродом для повышения прочности, но это потребует более длительной постобработки.Сварка аргоном позволяет работать с материалами разной толщины, создавая аккуратные швы, обладающие хорошими герметичными свойствами. Особенно это востребовано при ремонте автомобилей, лодок или различных контейнеров. Но как приготовить именно этот материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео-урок помогут вам разобраться в этом непростом деле.
Что следует учитывать при аргонной сварке алюминия?
Сварка аргоном достаточно универсальна, что позволяет соединять этим методом материалы разной толщины и работать со сплавами, которые считаются трудносвариваемыми.Основа — электрическая дуга, горящая между вольфрамовым электродом и изделием. Его внешний вид обеспечивается постоянным или переменным током, подводимым к горелке и массе, прикрепленной к свариваемым деталям. Инертный газ защищает сварочную ванну. Но алюминий и его сплавы обладают рядом специфических особенностей, которые необходимо знать и учитывать при сварке.
Одной из трудностей является образование оксидной пленки на поверхности материала. Возникает при взаимодействии металла с кислородом.Пленка плавится при температуре 2000 градусов. Но сам алюминий начинает принимать жидкую форму уже через 500 градусов. Поэтому, подобрав слишком большой ток и расплавив оксид, провести шов невозможно. Задав на аппарате небольшие параметры, вообще невозможно приступить к процессу создания сварочной ванны. Поэтому аргонодуговая сварка алюминия предполагает предварительную очистку поверхности металла от оксида. Достигается это специальной кисточкой или растворителем, после чего необходимо сразу приступить к процессу сварки.
Дополнительной трудностью является гигроскопичность материала. В условиях высокой влажности алюминий поглощает часть воды из воздуха. Когда изделие начинает нагреваться от электрической дуги, свариваемый материал выделяет влагу на поверхность. Это может повлиять на качество формирования шва, плотность контакта с изделием и защемление сварщика низким напряжением при контакте с влажными участками. Хотя аргон можно приготовить сразу, рекомендуется небольшой нагрев материала газовой горелкой до температуры 150 градусов.Это позволит испариться лишней влаге и улучшить процесс сварки.
Сварка алюминия аргоном также требует хорошей защиты расплавленного металла от внешнего воздуха. Для этого установите правильный расход газа. Недостаточная подача последнего приведет к вспениванию металла и горению вольфрама. Чрезмерная продувка аргоном мешает формированию шва и удорожает процесс.
Еще одна проблема для начинающих сварщиков — формирование воронки на конце шва.Если дуга резко обрывается, появляется кратер. Длительное удерживание горелки на одном месте приводит к ненужному нагреву и расширению сварочной ванны. Поэтому аргонодуговая сварка алюминиевых сплавов требует дополнительной настройки режима затухания дуги, что постепенно снижает силу тока. Учитывая эти характеристики материала, можно правильно выставить параметры напряжения и сделать качественный шов своими руками.
Сварочная техника для начинающих
Процесс аргонной сварки алюминия осуществляется не постоянным, а переменным током.Так вы сможете добиться лучших результатов. Свой первый шов лучше начинать на тренировочной поверхности:
- Установите пластины в удобное положение. Кромка выполняется по тем же параметрам, что и другие виды металлов.
- Материал желательно прогреть до 150 градусов для удаления влаги.
- Щеткой снимается верхний огнеупорный слой. Альтернативой является использование растворителя.
- Горелку подводят к изделию так, чтобы между электродом и поверхностью оставалось 3 мм.Нажата кнопка, и дуга зажигается. Текучесть алюминия зависит от примесей в составе.
- При образовании небольшой ванны расплавленного металла (сварочной ванны) в зону сварки может быть подана добавка.
- Горелку нужно вести прямо справа налево. Колебательные движения понадобятся в случае широкого шва. На переменном токе будет слышен характерный треск сварки.
- Когда шов закончен, нажимается кнопка и дуга постепенно гаснет.Горелка удерживается над зоной сварки до полного прекращения продувки газом.
Настройки и режимы машины
Сварка алюминия TIG возможна только в том случае, если устройства поддерживают работу не только с постоянным, но и с переменным током. Несмотря на частоту колебаний напряжения, лучший шов получается при последней настройке. Полярность может быть прямой или обратной. Параметры напряжения можно установить исходя из толщины материала:
Важно установить подачу тока ступенчатого типа, с плавным зажиганием, возрастающим значением во время процесса сварки и постепенным затуханием в конце горения.Это позволяет избежать образования кратера на конце стыка.
Расход аргона при сварке устанавливается на манометре, ближайшем к газовому шлангу. Российские модели необходимо устанавливать в диапазоне от 6 до 11 литров. Это погрешность измерительного прибора, которая доводится до оптимального значения только практическим путем. Если манометр импортный (немецкий, чешский), то можно сразу поставить 8 литров.
В настройках аппарата важно установить время последующей продувки газом, после прекращения горения дуги.Время подачи аргона установлено на пять секунд, что дает достаточно времени для затвердевания ванны и охлаждения электрода.
Выбор присадочного материала
Поскольку алюминий плавится относительно быстро, при выборе присадочной проволоки неправильного диаметра у вас может не хватить времени подать ее в зону сварки и сформировать шов. Поэтому толщина припоя должна быть такой же, как толщина свариваемых пластин. Также необходимо быть внимательными при выборе химического состава наполнителя.Например, дюралюминиевый продукт нельзя заваривать на прутке для пищевого алюминия. Поможет таблица с номерами присадочных проволок и их назначением:
Выбор электрода
Технология сварки алюминия аргоном также требует правильного выбора вольфрамового электрода, диаметр которого должен быть максимально приближен к толщине свариваемых деталей. Заточка производится классическим способом, но без острого наконечника, как при сварке нержавеющей стали.В первые секунды горения электрод на конце примет форму капли и вам придется провести шов. Отход от сопла необходим на 3-5 мм, чтобы избежать перегрева вольфрама. При сварке на электрод будут прилипать небольшие брызги алюминия, которые потребуют повторной заточки.
Научиться сваривать алюминий непросто. Но зная вышеперечисленные принципы и просмотрев видео с уроками от экспертов, можно уверенно попробовать свои силы на практике.
Нержавеющая сталь, медь, титан, алюминий, бронза, другие цветные металлы и легированные стали — все это металлы, детали из которых просто невозможно сварить.Но в повседневной жизни бывают разные ситуации: нужно сварить трубы из нержавеющей стали, затем алюминиевые автомобильные детали или просто сварить отвалившуюся ногу от бронзовой фигурки. К перечисленным выше металлам потребуется особый подход — аргонодуговая сварка, работа над которой стоит дорого, если не сказать изрядно «кусается», если заказывать у специалиста. Вот и возникает вопрос у владельцев, а можно ли сделать аргонную сварку своими руками и что для этого нужно. Если вы раньше ничего не варили, то со сварки цветных металлов начинать категорически не стоит, это уже очень трудоемкий и сложный процесс, рассчитанный на некоторую сноровку специалиста и его опыт.Но если у вас есть опыт обычной дуговой сварки и вы уверены в своих силах, то информация в этой статье для вас.
Сварка аргоном: технология и общие принципы
Аргонодуговая сварка — это гибрид электросварки (дуговой) и газовой сварки. Схожа с электросварочной техникой в том, что используется электрическая дуга, а с газовой — с использованием газа и аналогичной работы сварщика.
Источником тепла служит электрическая дуга , именно она плавит края металла, за счет чего происходит сварка.
А зачем нам газ аргон ? Дело в том, что при сварке цветные металлы и легированные стали окисляются при взаимодействии с кислородом, либо на них негативно влияют другие примеси, находящиеся в воздухе, из-за этого шов получается хрупким, заполненным пузырьками, и алюминием. , например, горит совсем в кислороде. Инертный газ аргон используется для защиты металла от воздействия различных примесей и газов. Этот газ на 38% тяжелее воздуха; поэтому он быстро и легко вытесняет кислород из зоны сварки и надежно изолирует рабочую ванну от любых атмосферных воздействий.Подачу газа в зону сварки необходимо начинать за 20 секунд до зажигания дуги, а прекращать через 7-10 секунд после завершения работы. Аргон практически не вступает в реакцию со свариваемым металлом и другими газами в области горения дуги, поэтому называется инертным. Но есть и нюанс: при сварке на противоположной полярности электроны легко отделяются от атомов аргона, за счет этого вся среда аргона превращается в электропроводящую плазму.
может выполняться как плавящийся электрод , так и неплавящийся электрод , в качестве последнего используется вольфрамовый электрод, поскольку этот материал исключительно тугоплавкий.Именно из вольфрама делают нити для ламп. Диаметр и материал электрода полностью зависят от легированных металлов; эти показатели можно легко найти в справочниках.
Существует три вида аргонодуговой сварки:
- RAD — ручная сварка неплавящимся электродом из аргона.
- AAD — автоматическая аргонодуговая сварка неплавящимся электродом.
- AADP — автоматическая аргонодуговая сварка плавящимся электродом.
Если вы ищете готовый аппарат для сварки аргоном вольфрамовым электродом, ищите аппараты TIG (Tungsten Inert Gas (Welding)). Так обозначают сварку вольфрама в среде инертного газа.
Технология аргонно-дуговой сварки
Что такое сварочная горелка для аргона? Ее сердцем является вольфрамовый неплавящийся электрод , который должен выступать за корпус горелки всего на 2-5 мм, не более. Диаметр электрода выбирается по таблицам, исходя из параметров свариваемых материалов.Внутри горелки находится держатель, в который можно вставить и закрепить электрод любого желаемого диаметра.
Вокруг электрода керамическое сопло , при сварке из него будет течь газ аргон .
Для сварки нам понадобится присадочная проволока из того же материала, что и свариваемые детали, ее диаметр подбирается по таблицам.
Рассмотрим принцип работы с ручной аргоновой сваркой, когда и горелка, и присадочная проволока находятся в руках сварщика.
Перед началом работ поверхность свариваемых деталей необходимо очистить от окислов, грязи и жира. Это можно сделать механически или химически.
В первую очередь к свариваемой детали подается так называемая «масса», как в случае обычной дуговой сварки. Если детали слишком малы, их можно подавать на железный рабочий стол или ванну. Присадочная проволока в электрическую цепь не входит; он будет поставляться отдельно.
В правую руку сварщик должен взять горелку, а в левую — присадочную проволоку.На горелке должна быть кнопка подачи тока и газа, включите подачу газа заранее на 20 секунд. Сила тока подбирается в зависимости от свариваемых материалов или личного опыта методом проб и ошибок. Опускаем горелку электродом как можно ближе к поверхности свариваемых металлов, идеальное расстояние 2 мм. Между кончиком электрода и металлом возникает электрическая дуга, плавящая края свариваемых деталей и присадочная проволока.
Как происходит аргонная сварка: фото — пример.
Важно! Неплавящийся вольфрамовый электрод следует держать как можно ближе к поверхности свариваемых металлов, чтобы образовалась самая короткая дуга. Чем больше дуга, тем меньше глубина проплавления металла и тем шире и менее эстетичный шов. При большой дуге увеличивается напряжение и ухудшается качество шва.
Медленно проводя горелкой по шву, не совершая поперечных движений, сварщик должен постепенно подавать присадочную проволоку.Именно от мастерства мастера будет зависеть качество и точность полученного шва.
Важно! Резкая подача присадочной проволоки приводит к разбрызгиванию металла. Поэтому его следует подавать плавно и аккуратно, чего можно достичь только практикой. Лучше всего расположить присадочную проволоку перед горелкой под углом к свариваемой поверхности, не совершая боковых движений. Это обеспечит ровный и узкий шов.
Обратите внимание, что зажигание дуги при сварке неплавящимся электродом невозможно осуществить прикосновением к свариваемой поверхности.И по каким причинам:
- Высокий потенциал ионизации аргона не позволяет хорошо ионизировать зазор между свариваемыми поверхностями и электродом из-за искры от контакта. При сварке плавящимся электродом ситуация несколько иная: после прикосновения электрода к поверхности в зоне варки появляются пары железа, потенциал ионизации которых намного (в 2,5 раза) ниже, чем у аргона, что дает возможность чтобы зажечь дугу.
- Из-за контакта электрода с поверхностью свариваемого металла он загрязняется.
Для зажигания дуги при аргоновой сварке неплавящимся вольфрамовым электродом используется генератор, который подключается параллельно источнику питания.
Генератор подает на электрод высокочастотные импульсы высокого напряжения, за счет чего дуговый промежуток ионизируется. Если частота в сети обычно 55 Гц, а напряжение 220 В, то генератор преобразует их и подает напряжение 2000-6000 В с частотой 150-500 кГц.Это позволяет легко поджечь электрод.
Для аргонно-дуговой сварки обычных аппаратов для дуговой сварки недостаточно, но их можно модернизировать или дополнить другими необходимыми элементами. Рассмотрим, что нам понадобится для сварки в среде аргона:
- Трансформатор. Подойдет обычный сварочный трансформатор, который применяется для дуговой сварки с напряжением холостого хода 60 — 70 В. Разумеется, его мощность должна соответствовать технологическим особенностям процесса.
- Силовой контактор, который подает сварочное напряжение на горелку.
- Осциллятор. Для чего это нам нужно, мы уже разобрались.
- Устройство, регулирующее время продувки аргоном. Ведь нам нужно его заранее зажечь, и чтобы после завершения сварки газ подавался еще секунд 20. Для этой задержки нам понадобится регулятор.
- Горелка для аргонной сварки.
- Баллон с аргоном, всегда с редуктором.
- Электроды вольфрамовые, стержни необходимого диаметра.
- Вспомогательный трансформатор для питания коммутационных устройств.
- Выпрямитель для питания коммутационных аппаратов 24 В постоянного тока
- Электрический газовый клапан (24 В постоянного или 220 В переменного тока).
- Двухпозиционное реле генератора и контактора.
- Индуктивно-емкостной фильтр, необходимый для защиты сварочного трансформатора от импульсов (высокого напряжения), посылаемых генератором.
- Амперметр для измерения сварочного тока.
- Автомобильный аккумулятор (55 — 75 Ач), исправен или неисправен, не важно.Он включен последовательно в электрическую цепь, чтобы уменьшить постоянную составляющую тока, неизбежно возникающую при сварке переменным током (подробнее в специальной литературе).
- Очки сварочные.
Все элементы данной схемы можно купить на рынке и собрать своими руками, вы получите самодельную аргонную сварку, к тому же схему можно значительно улучшить при наличии соответствующих знаний.
Также приборы Tig можно приобрести в готовой упаковке, подключив к ним газовый баллон, горелку, заземление, а также кнопки управления горелкой и газом.Цена на такие устройства начинается от 250 у.е.
.Различные режимы аргонной сварки
Для лучшей сварки металлов необходимо правильно выбрать режим сварки.
Полярность и Направление тока следует выбирать в зависимости от свойств свариваемых металлов. Основные стали и сплавы сваривают постоянным током прямой полярности. Алюминий, бериллий, магний и другие цветные металлы лучше сваривать на обратной полярности или переменном токе, это способствует более быстрому разрушению оксидной пленки.Во время сварки постоянным током на аноде и катоде выделяется неравномерное тепло: 70% на аноде и 30% на катоде. Чтобы минимизировать нагрев электрода и в то же время хорошо расплавить продукт, используйте прямую полярность.
Важно! При сварке переменным током генератор после зажигания дуги переходит в режим стабилизатора. Чтобы предотвратить деионизацию дугового промежутка во время смены полярности и обеспечить стабильное горение дуги, генератор подает импульсы на дугу в момент смены полярности.
Сварочный ток выбирается в зависимости от свойств свариваемых металлов и размеров деталей, а также электродов. Вы можете выбрать силу тока из таблиц в справочной литературе или экспериментальным путем.
Расход аргона напрямую зависит от скорости подачи и скорости обдува воздушных потоков. Если сварка будет происходить в помещении без сквозняков, расход будет минимальным. Сварочные работы в условиях сильного бокового ветра потребуют увеличения расстояния между электродом и материалом, так как поток воздуха может продуть аргон, тогда металлические поверхности будут незащищенными.В таких случаях используются специальные насадки (конфузор) с мелкоячеистой сеткой.
Кроме аргона, они иногда добавляют в газовую смесь кислорода , примерно 3-5%. Аргон не способен защитить от влаги, грязи и других добавок, которые могут появиться на поверхности свариваемых деталей при плавлении металла. Кислород также вступает в реакцию с вредными примесями, в результате чего они либо выгорают, либо образующиеся соединения всплывают на поверхность в сварочной ванне. Использование кислорода — хороший способ уменьшить пористость.сварка.
Особенности сварки алюминия
При нагревании алюминия на его поверхности появляется огнеупорная пленка. При сварке с обратной полярностью или при использовании источника переменного тока эта пленка может разрушиться. Когда алюминиевый компонент имеет положительный заряд, при сварке с обратной полярностью ионы аргона бомбардируют поверхность алюминия, разрушая оксидную пленку. В этом случае аргон перестает быть просто защитным газом, а представляет собой электропроводящую плазму, которая упрощает и улучшает сварку.
При сварке на переменном токе аналогичный процесс происходит, когда алюминиевый компонент является катодом.
Особенности сварки меди
Медь легко реагирует с кислородом с образованием оксида меди. Это приводит к тому, что шов получается неоднородным и недостаточно прочным. Еще более серьезная проблема заключается в том, что образующийся оксид меди взаимодействует с водородом, содержащимся в воздухе, образует водяной пар, который имеет тенденцию вырываться и образовывать поры в шве. Поэтому защита зоны сварки аргоном обязательна.
Аргонодуговая сварка: достоинства и недостатки
Как и любой процесс, сварка аргоном имеет свои преимущества и недостатки, связанные с технологией и используемыми устройствами.
Преимущества включают:
- Защищает сварной шов аргоном от воздействия окружающей среды. Это обеспечивает прочное соединение без пор и загрязнений.
- Металл немного нагревается, площадь нагрева очень мала, поэтому можно легко сваривать детали сложной конструкции, не опасаясь изменения их формы.
- Способность сваривать металлы и сплавы, которые иначе не свариваются.
- Относительно быстрая работа благодаря высокотемпературной дуге.
Недостатки:
- Довольно сложное оборудование, требующее тонкой настройки.
- Относительная сложность сварки, требующая опыта и навыков.
Сварка аргоном хороша тем, что обеспечивает высокое качество шва при той же глубине проплавления. Это очень важно при сварке.тонкий металл с доступом только с одной стороны, например, неподвижные стыковые трубы. Кстати, при сварке цветных металлов небольшой толщины присадочную проволоку использовать нельзя.
Сварка аргоном: видео — инструкция
- Методы обработки поверхности
- Существующие типы соединений
- Нюансы, которые необходимо знать
- Технология сварки алюминия
При аргонно-дуговой сварке алюминия дуга наиболее устойчива, когда электрод находится в вертикальном положении и движется вдоль стыка (при сварке стыковых стыков).Добавочный стержень может вводиться спереди или сзади дуги. Однако в большинстве случаев используется первый метод. Размещение горелки и стержня для добавки при сварке прямых стыков может быть следующим: стыковая сварка с добавкой, отбортовка, внахлест с проплавлением.
В случае сварных соединений с отбортовкой дуга должна быть короткой, но следует избегать короткого замыкания. Во время сварки электрод будет располагаться ниже верхней части отбортовки.В процессе сварки кольцевых швов ось вольфрамового электрода размещается под углом 75-80 ° к касательной к основанию изделия в месте сварки, при этом изделие нужно будет вращать с такой же скоростью. . Круговой шов заканчивается нахлестом начала шва на участке длиной 18-20 мм. В результате дуга должна погаснуть. Вращение изделия необходимо резко ускорить. Если этот прием будет выполнен правильно, то окончательный кратер на круговом шве практически не будет виден.
Сварка должна выполняться на максимальной скорости, поэтому правильно подобный процесс может выполнить только квалифицированный сварщик. Движение горелки должно быть линейно поступательным, без поперечных колебаний. При соблюдении этих условий можно получить ровный и ровный по всей длине шов с гладкой зеркально-блестящей основой сверху и такой же плотной проплавкой изнутри.
Товаров, которые понадобятся:
- электрод;
- изолированный кожух; Присадочная проволока
- ;
- вагонка;
- угольная штанга;
- сварочный аппарат.
Обязательно настройте сварочный аппарат.
Как подготовить поверхность к сварке?
В большинстве случаев основа из алюминиевых сплавов покрыта плотной пленкой небольшой толщины. Такая пленка имеет высокую температуру плавления и большой удельный вес. Такой материал затрудняет зажигание и поддержание дуги в процессе сварки, а также препятствует соединению кромок основного металла с присадкой. Перед выполнением аргонодуговой сварки аналогичную пленку необходимо будет снять с основы стыкуемых кромок алюминиевых сплавов.Пленку можно удалить механическим или химическим способом. Первый используется при индивидуальном производстве. В случае с массой желательно использовать химический метод очистки основы от алюминиевых сплавов.
Механический метод очистки основы из алюминиевых сплавов включает удаление тонкого слоя металла стальной щеткой или наждачной бумагой небольшой толщины. Стальная щетка должна быть изготовлена из проволоки диаметром менее 0,15 мм.
При использовании проволоки большой толщины возникнут большие риски на основе алюминия.В этом случае слой пленки будет сниматься неравномерно, что может привести к плохому качеству сварки.
Если очистить алюминиевую основу стальной щеткой, можно получить приемлемые сварные швы. Перед чисткой необходимо обезжирить поверхность, это можно сделать с помощью растворителей.
Основа из алюминиевых сплавов с цинком или магнием тщательно очищается. Самый простой способ зачистить алюминиевые сплавы с медью, железом или кремнием-марганцем.
Вернуться к содержанию
Методы обработки поверхности
Следует отметить, что механическая очистка не сможет обеспечить равномерное удаление пленки с основы из алюминиевых сплавов.С помощью кисти довольно сложно очистить стыкуемые края. Поэтому там, где это возможно, потребуется механическая обработка стыкованных кромок на станках. Эффективность метода химической очистки устанавливается путем измерения контактного сопротивления, которое пропорционально толщине пленки. В этом случае рекомендуется использовать микровольтметр с градуировкой в микроомах.
Для алюминиевых сплавов при аргонодуговой сварке можно использовать следующие методы химической обработки:
- Обезжиривание в щелочном растворе и дальнейшее осветление в растворе фосфорной кислоты.
- Обезжиривание в щелочном растворе с последующим осветлением в растворе азотной кислоты.
Кромки деталей, очищенные одним из вышеперечисленных способов, легко поддаются сварке. В этом случае швы будут иметь чистую основу. Эти методы очистки имеют преимущество: на основе обработанных кромок в течение 4-5 дней пленка будет иметь небольшую толщину.
Вернуться к содержанию
Существующие типы подключения
При аргонно-дуговой сварке алюминиевых сплавов флюс отсутствует, поэтому в данном случае нет ограничений при выборе типа соединения.Могут использоваться следующие соединения:
- приклад
- отбортовка;
- пробивной круг;
- соединение внахлестку обыкновенное;
- ластовица;
- Тройник.
Стыковая сварка алюминиевых листов толщиной 0,8-3 мм должна производиться с небольшими зазорами. При сварке алюминия толщиной 1,5-3 мм зазор должен быть не более 0,3 мм. Для материала толщиной 0,8–2 мм следует использовать развальцовку.
Сварка внахлест с проникновением применяется для материалов толщиной менее 2 мм.При соединении подобного типа края следует прижимать к вагонке. Это нужно для того, чтобы обеспечить плотное прилегание элементов друг к другу. Величина перекрытия определяется в зависимости от того, планируется ли проплавить края плиты насквозь или нет. В первом случае край нижнего листа должен располагаться в самом конце паза формовки, чтобы этот край использовался для формирования нижней стороны шва. Величина перекрытия равна ширине канавки. Если хорошо отогнать края, то можно сделать угловое соединение на материале толщиной до 2 мм без использования присадочного материала.
Качественное исполнение соединения подразумевает точную подгонку кромок. Следует знать, что зазоры могут вызвать усиленное окисление кромок, что приведет к пористости и появлению зон сплавления, которые расположены в плоскости контакта кромок с установленной добавкой.
Вернуться к содержанию
Нюансы, которые нужно знать
Алюминиевые сплавы обладают высокой теплопроводностью, поэтому в месте сварки толщина соединяемых деталей должна быть одинаковой.Если необходимо соединить детали со стенками разной толщины, более толстая кромка должна быть скошена в месте сварки до толщины, равной толщине другой кромки.
В тех местах, где позволяет конструкция, рекомендуется использовать футеровки для облегчения процесса сварки алюминия аргоном и обеспечения больших допусков при подгонке стыка. Облицовка должна быть из нержавеющего металла. В подкладке под шв следует предусмотреть паз.
Без стыковочные соединения применяются для алюминиевых сплавов толщиной менее 3 мм.Если заготовка имеет большую толщину, свариваемые кромки нужно будет скошить.
Конструкции с толщиной стенки 1-3 мм соединяются однослойным швом. При толщине стенки более 3 мм сварку стыкового соединения со скосом краев следует выполнять в несколько слоев. Первый слой предназначен для оплавления кромок без наполнителя, другой слой должен быть нанесен с добавочным материалом на готовый первый слой. Перед нанесением второго слоя первый слой необходимо очистить механическим или химическим способом.Когда сварка может производиться с двух сторон, заготовки свариваются без скашивания кромок толщиной 6,5 мм.
В случае сварки алюминия толщиной более 1,6 мм необходимо использовать проволоку для присадки, так как ванна расплава может образовывать вогнутую поверхность. Поэтому использовать автоматическую сварку алюминиевых сплавов не удастся, если не будет устройства для механической подачи проволоки для присадки. Обязательно настройте эту конструкцию.
Стыки внахлестку и тройники привариваются присадочной проволокой.Такую проволоку использовать нельзя, но в этом случае верхний край необходимо расплавить, чтобы можно было заменить проволоку на добавку.
Аргонная сварка как правильно варить. Готовим аргонодуговой сваркой своими руками
Медь и др.), Которые практически невозможно соединить на традиционном оборудовании, поэтому аргонодуговая сварка успешно применяется для создания неразъемных конструкций из этих материалов. Сварка аргоном своими руками осуществляется на штатном оборудовании или с использованием агрегата собственного производства и требует определенных навыков и знаний, без которых процесс обречен на провал.Горелка для аргонной сварки
Особенности аргонодуговой сварки
При аргонно-дуговой сварке процесс происходит в инертном газе (аргоне), который защищает сопрягаемые поверхности от окисления, тем самым улучшая качество шва. может осуществляться в ручном и автоматическом режимах с использованием одноразового и расходуемого электрода.
Вольфрамовый элемент обычно используется в качестве неплавящегося электрода при аргонодуговой сварке, поскольку это очень тугоплавкий материал. С помощью этого метода сварки можно надежно соединять материалы, которые очень трудно сваривать традиционным способом, и даже разнородные детали.
Особенности технологии аргонно-дуговой сварки
Для уверенной и продуктивной работы следует уметь готовить на аргоне и придерживаться некоторых правил, выполнение которых значительно облегчит процесс и позволит добиться качественного шва.
Аргонодуговая сварка своими руками предполагает создание прочного и надежного шва, а потому требует повышенного внимания при работе.
- Неплавящийся электрод следует держать как можно ближе к свариваемой поверхности, создавая как можно более короткую длину дуги.С увеличением дуги уменьшается глубина проплавления металла и увеличивается ширина шва, то есть страдает качество.
- Обычно при аргонно-дуговой сварке выполняется только одно движение, которое направлено по оси шва. Отсутствие частых боковых перемещений дает возможность создать более узкий и эстетичный шов, что выгодно отличает данную технологию от использования электродов с покрытием.
- Для предотвращения насыщения свариваемых поверхностей азотом и содержащимся в воздухе азотом необходимо тщательно следить за тем, чтобы неплавящийся электрод и присадочная проволока находились в зоне защиты аргона.
- При резкой подаче присадочной проволоки появляются активные брызги металла. Чтобы предотвратить этот процесс, проволоку следует подавать очень плавно, что достигается практикой.
- Одним из показателей качества сварного шва является его проплавление, о котором можно судить по форме, сформированной сварочной ванной. О хорошем проваре можно судить по сварочной ванне, вытянутой в направлении направления сварки, а овальная или круглая форма указывает на недостаточный провар поверхности.
- При сварке неплавящимся электродом присадочную проволоку следует располагать под углом к свариваемой поверхности перед горелкой, избегая поперечных колебаний.Таким образом легче обеспечить ровный и узкий сварной шов.
- Воронка приваривается по окончании работы снижением силы тока реостатом (прекращать работу разрывом дуги, отрывом горелки — неправильно, так как резко снижается защита шва). Обычно подачу газа (аргона) прекращают через 7-10 секунд после окончания работы, а подачу газа в зону подключения следует начинать за 15-20 секунд до начала процесса.
- Перед началом сварочных работ поверхности деталей необходимо очистить от окислов и загрязнений механическими или химическими методами, а также обезжирить.
Параметры режима аргонно-дуговой сварки
Сварка аргоном своими руками пройдет на высоком уровне, если выбрать оптимальные режимы, которые обеспечат максимально эффективный процесс.
- Полярность и направление тока выбираются в соответствии со свойствами свариваемого металла. Обычно при работе с основными сталями и сплавами используется постоянный ток прямой полярности. Сварку алюминия, магния и бериллия предпочтительно проводить с обратной полярностью, что способствует более быстрому разрушению оксидной пленки.
- Устанавливаемый сварочный ток зависит от марки и состава материалов, от диаметра вольфрамового электрода, а также от полярности тока. Точные данные режима для решения конкретной задачи следует подбирать из справочных материалов или исходя из личного опыта.
- Напряжение дуги полностью зависит от ее длины, поэтому рекомендуется проводить работы, создавая минимальную дугу, добиваясь снижения напряжения. С увеличением длины дуги напряжение увеличивается и качество шва ухудшается.
- Расход инертного газа должен быть установлен таким образом, чтобы создавался ламинарный поток, полностью защищающий свариваемые поверхности от окисления.
Режимы сварки металла
Выбор оптимальных режимов — довольно сложный процесс, поэтому аргонодуговая сварка, обучение должна проводить опытный специалист, имеющий как теоретические знания, так и практические навыки выполнения таких работ.
Модернизация обычного сварочного аппарата для использования аргона
Часто аргонную сварку своими руками проводят на нестандартном, то есть аппарате, переоборудованном для решения конкретных задач.Для обеспечения качества работы потребуются два дополнительных агрегата, которые помогут выполнить процесс на высоком уровне качества.
- Генератор — устройство для бесконтактного зажигания электрической дуги. Он поддерживает стабильный дуговый разряд при работе с переменным током. Поскольку зажигание дуги при аргонно-дуговой сварке невозможно по ряду причин при прямом касании электродом рабочей поверхности, генератор генерирует высоковольтный разряд (4-8 кВт.), Что нарушает дуговый разрядник.
- Балластный реостат предназначен для регулирования силы тока и выбора оптимальных параметров при сварке деталей из разного материала … При сварке алюминия на переменном токе рекомендуется регулировать реостат в очень узких пределах (15-20%), поскольку по-прежнему невозможно будет компенсировать составляющую постоянного тока.
Преимущества и недостатки сварки TIG
Более наглядно ознакомиться с процессом можно, посмотрев аргонно-дуговую сварку (видео), где показаны приемы наладки оборудования и способы стыковки различных поверхностей.
Преимущества:
- площадь нагрева основного металла очень мала, что сохраняет первоначальную форму заготовок;
- аргон — инертный газ, удельный вес которого тяжелее воздуха, поэтому он надежно защищает свариваемые поверхности от воздействия окружающей среды;
- высокая тепловая мощность дуги позволяет увеличить скорость работы;
- простота техники делает этот метод сварки общедоступным;
- возможность сваривать детали, которые невозможно соединить другим способом, аккуратным и эстетичным швом.
Недостатки:
№- возможность неполной защиты швов при работе при сильном ветре или сквозняке, так как часть аргона может не попасть по назначению;
- при работе с сильноточной дугой предпочтительно использовать дополнительное охлаждение;
- довольно сложное оборудование, используемое в эксплуатации, и некоторые трудности в настройке.
Для более детального ознакомления с процессом следует посмотреть, как готовить на аргоне (видео), в котором очень наглядно показаны все особенности процесса, а также ознакомиться с необходимым оборудованием.
Проблема быстрого соединения металлических заготовок перестала существовать после изобретения сварки дугой короткого замыкания, прогресс на этом не остановился, и была изобретена. Легкие и мощные инверторы позволяют избежать попадания кислорода на шов, этого можно добиться, используя в процессе сварки инертный газ. Таким образом обрабатываются металлы и сплавы, в том числе быстро окисляющиеся, которые нельзя комбинировать никаким другим способом. Мы расскажем вам об этом процессе, узнаем, что для этого нужно, и обсудим технологию аргонно-дуговой сварки на инверторных аппаратах.
Самыми популярными, по многочисленным отзывам, являются инверторные сварочные аппараты, которые мало весят, обладают достаточной мощностью и такими возможностями, как сварка в аргоне. Они недорогие и с покупкой горелки и баллона приобретают очень широкие возможности, позволяя сваривать алюминиевые сплавы, титан, нержавеющую и легированную сталь. Существует множество типов присадочной проволоки и прутков, обеспечивающих прочность сварного шва и высокое качество соединения даже разнородных металлов. Единственное препятствие — это агрессивное действие окисляющего атмосферного кислорода, который устраняется окружающей средой инертного газа.
Простое обучение позволяет быстро приобрести необходимые навыки, а стоимость оборудования быстро окупится, поскольку стоимость таких работ при заказе из сторонних мастерских чрезвычайно высока. Чтобы понять, как правильно готовить на аргоне, нужно знать методы работы и оборудование, позволяющее выполнять такие операции. Для этого используются следующие приемы:
- инверторная сварка TIG в защитной атмосфере с использованием тугоплавкого вольфрамового электрода и ручной подачи проволоки в зону сварки;
- Полуавтоматическая сварка MIG с регулируемой скоростью подачи плавящейся проволоки в сварочную ванну.
TIG — наименее дорогая сварка TIG, потому что инверторы MMA + TIG более доступны, но обычно в комплект не входят горелка и газовый шланг. Также придется приобрести вольфрамовые электроды и присадочную проволоку, которую вручную подают в зону сварки. Высокая универсальность метода позволяет сваривать алюминиевые сплавы, нержавеющую сталь, чугун и листовой металл, что необходимо для ремонта кузовов автомобилей.
Более дорогое оборудование метода MIG / MAG позволяет автоматически подавать сварочную проволоку различной толщины с регулируемой скоростью в зону плавления.Эта проволока является электродом, и она выбирается по составу наиболее близкой к свариваемым деталям. Подача осуществляется от специального встроенного барабана по европейскому шлангу к горелке, которая снабжена насадками различного внутреннего диаметра для прохождения проволоки. С этим оборудованием возможна сварка как в аргоне, так и в активном газе.
Важно отметить, что работы с использованием инертных газов необходимо проводить в помещениях, где нет сквозняков, во избежание чрезмерного расхода газа и ухудшения качества шва.
Оборудование для аргонной сварки
Соединение металлов и сплавов уже давно стало серьезной инженерной проблемой для разработчиков оборудования. Первые эксперименты, конечно, связаны с оборонной промышленностью, но прогресс в этой области побудил гражданское использование аргона для сварки в обычных бытовых целях. Потребитель сталкивается с проблемой сварки разнородных и быстро окисляющихся деталей на открытом воздухе, и здесь аргонная сварка — выход из сложной ситуации. Следует отметить, что для этого вида работ требуется определенное, не очень дорогое оборудование, обеспечивающее должное качество сварного шва, а именно:
- баллон газовый, с двумя редукторами и манометрами для обеспечения подачи инертного газа или смеси в зону сварочной ванны;
- — шланг соединительный для подачи смеси в зону расплавов металлов или сплавов с герметичным стыком; Горелки
- различного назначения, использующие метод TIG или MIG, но обеспечивающие подачу инертного газа в зону плавления металла или сплава. Евроконнектор различного назначения
- ;
- вольфрамовые электроды (TIG) или сварочная проволока (MIG) для обеспечения плавного процесса; Сварочный генератор
- встроен в инвертор для высокочастотного возбуждения дуги короткого замыкания.
Газовый баллон служит для подачи газов через редукторы, обеспечивающие подачу смеси в необходимых пропорциях в зону плавления сварочной ванны. Для поддержки этого процесса используются один или два газовых баллона и манометры.Газы смешиваются для стали и алюминиевых сплавов в составе 99,98% аргона, 0,01% азота и 0,002% кислорода. Также часто используется гелий, обеспечивающий высокую температуру плавления материалов и глубокое кипение шва.
Соединительный шланг в методе TIG используется как способ подачи инертного газа к месту сварки металлов. В методе MIG используется европейский шланг, который помимо подачи инертного газа служит каналом для движения сварочной проволоки в зону плавления.Горелки имеют разные конструктивные особенности, и если в методе TIG это керамический держатель для вольфрамового тугоплавкого электрода с соплом подачи инертного газа, то метод MIG также служит для подачи сварочной проволоки в зону плавления.
Важно, чтобы вольфрамовые электроды нуждались в очистке, поскольку загрязнения значительно ухудшают качество сварки металлов и сплавов.
Назначение аргоносварочных и свариваемых материалов
Понять, что такое аргонная сварка, можно на примере соединения алюминиевых и бронзовых заготовок, которые не свариваются обычной дуговой сваркой ни при каких условиях.Цель сварочной техники этого уровня — изолировать сварочную ванну от воздействия кислорода, образующего оксидную пленку, и соединить, например, нержавеющую сталь в единое целое. Обученные и опытные сварщики умеют сваривать аргоном сложные сплавы, чугун и титан. О возможностях аргонно-дуговой сварки поговорим на примере соединения различных металлов и их сплавов, а также листового металла, а именно:
- в атмосфере аргона можно варить чугун, конструкционные стали и листовой металл;
- нержавеющих металлов, в том числе пищевого и медицинского назначения;
- алюминиевые сплавы с соответствующими проволоками и присадками;
- титан, медь, а также оцинкованная сталь, бронза и другие сплавы.
Чистый шов титана, нержавеющей стали и листового металла можно получить только сваркой в атмосфере аргона, но даже в этом случае потребуется максимальная очистка от грязи, масел и оксидного слоя.
Инвертор генерирует импульсный высокочастотный ток, который вместе с инертным газом разрушает оксидный слой и позволяет получить тонкий и прочный сварной шов. Таким образом можно комбинировать разнородные металлы, проводить ремонт кузовов автомобилей, сваривать тонкие оцинкованные листы, а для экономии дорогостоящего аргона можно комбинировать с углекислым газом.Инертный гелий также используется для работы с чистыми металлами и сплавами магния, в то время как азот предпочтительнее для медных сплавов. Все эти защитные газы выпускаются с разной степенью чистоты до 99,9% высшей категории, до 99,5% первой категории и до 99% технической категории.
Технология аргонной сварки и последовательность операций
Рассмотрим технологию сварки TIG с использованием инверторного сварочного аппарата. Подобные изделия обычно производятся в конфигурации MMA + TIG и имеют соответствующие разъемы для подключения газовых шлангов, а горелка подключается через разъем с помощью европейского шланга.Последовательность сварки заключается в выполнении следующих действий:
№- открывается клапан на баллоне и устанавливается расход аргона от 6 до 8 литров в минуту, в зависимости от толщины металла и сварочного тока;
- если используется смесь, то она используется в соотношении 80% аргона и 20% углекислого газа; №
- к горелке прикреплен тугоплавкий вольфрамовый электрод, выступающий на 3-5 мм от среза сопла;
- выбирается проволока, соответствующая свариваемым деталям, и детали фиксируются;
- включается инвертор и кнопка горелки запускает процесс сварки, при этом импульс от автогенератора приходит с задержкой 1-2 секунды;
- создают вид сварочной ванны, в которую вручную подается сварочная проволока.
Сварка аргоном требует навыков, приобретенных на курсах или самостоятельно. При возникновении затруднений и вопросов лучше обратиться за консультацией к специалистам или подобрать подходящий режим работы экспериментальным путем.
При аргонной сварке методом MIG необходимо использовать сварочную проволоку, помещенную на барабан с регулируемой скоростью подачи по европейскому шлангу до дуги. Диаметр проволоки (от 1 до 4 мм) подбирается индивидуально в зависимости от толщины свариваемых деталей; горелка имеет сменные насадки на разные размеры.Аргон подается немного раньше, чтобы избежать окисления заготовок в сварочной ванне и облегчить зажигание дуги короткого замыкания. Расход проволоки, являющейся электродом, зависит от скорости сварки аргоном и подбирается индивидуально.
Необходимо помнить о применении сварочного шлема типа «Хамелеон», спецодежде и перчатках, а также соблюдать правила техники безопасности.
Заключение
Возможности современных технологий делают процесс аргонной сварки более чем доступным методом работы.Этому процессу легко научиться, и выгода будет очень ощутимой, потому что стоимость расходных материалов не очень высока. Мы надеемся, что смогли помочь вам, рассказав об аргоновой сварке двумя наиболее популярными методами.
Очень популярен как у специалистов, так и у любителей, которым помогают освоить видеоуроки для новичков. Эта технология применяется для сварки трудно стыкуемых металлов: нержавеющих и других марок, титана, меди, алюминия, их сплавов и др.Что характерно, это один из немногих способов получить качественные и надежные соединения деталей из перечисленных выше металлов.
Новичкам варить цветные металлы по этой технологии будет довольно сложно — лучше приложить руку к соединению стальных деталей. Если у вас уже есть опыт в сварке, вы можете посмотреть видеоуроки и начать осваивать основы этого метода.
Знание технологии аргонной сварки сэкономит вам много денег, которые в противном случае пришлось бы заплатить квалифицированным специалистам.Цель предлагаемой вашему вниманию статьи — предоставить всю необходимую информацию по сварке в среде аргона (давление газа, расходные материалы, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). . Освоив полученную информацию и пройдя несложный видео-тренинг, вы можете приступить к приготовлению деталей из разных металлов по этой технологии.
В чем особенности аргонной сварки
Сварка аргоном имеет много общего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей электрической дугой, использование газа и техника выполнения работ).Эти методы также имеют существенные отличия, о которых должен знать и специалист, и начинающий сварщик.
Оплавление кромок соединяемых деталей и присадочного материала при сварке аргоном, как упоминалось выше, обеспечивает высокую температуру, возникающую при горении электрической дуги. Необходимость использования аргона, который действует как защитный газ, объясняется свойствами металлов, приготовленных по этой технологии.
Легированные стали и большинство цветных металлов (а также сплавы на их основе) при нагреве и плавлении начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе — кислородом, азотом, водородом и др.В результате этого взаимодействия на поверхности обрабатываемого металла образуется пленка тугоплавкого оксида (а расплавленный алюминий при контакте с кислородом может даже воспламениться).
Подача аргона в зону сварки обеспечивает ее надежную защиту, так как это инертный газ, который за счет большей массы выдавливает все остальные газообразные соединения из зоны сварочной ванны.
Аргон, обеспечивающий надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействующий с металлом деталей и присадочным стержнем, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью.Немаловажно и то, что при использовании этого способа сварки по сравнению с другими технологиями снижается расход присадочного материала.
Кроме того, аргон позволяет создавать в зоне сварки поток проводящей плазмы, что способствует нагреву и плавлению кромок соединяемых деталей. Это также обеспечивает высокое качество сформированного шва.
Новичкам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала и прекращать подачу через 10 секунд после ее окончания.
По этой технологии можно готовить с плавящимися и неплавящимися электродами, которыми являются вольфрамовые стержни — самый тугоплавкий металл. На размер влияет как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что энергозатраты, которые необходимо затратить на получение сварного шва, зависят от диаметра электрода.
На сегодняшний день разработаны три технологии выполнения сварки с использованием защитного газа аргон:
- RAD — ручная сварка, для которой используется неплавящийся электрод;
- ААД — автоматическая аргонодуговая сварка неплавящимся электродом;
- AADP — с использованием аргона и расходуемого электрода.
Если вы начинающий специалист и не знаете, какой аппарат для аргонной сварки купить, выбирайте оборудование, имеющее обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально разработанный для сварки вольфрамовым электродом в защитном газе инертного типа.
Как выполняется сварка аргоном
Основным рабочим органом при аргонодуговой сварке является специальная горелка, внутри которой в цанговом патроне помещается вольфрамовый электрод.Держатель такого типа позволяет закрепить в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых деталей. Электрод, закрепленный в горелке, должен выступать на 2–5 мм над своим концом.
Вокруг электрода (по внешней окружности горелки) размещается сопло, которое представляет собой трубку из керамического или кварцевого стекла. Этот конструктивный элемент горелки одновременно выполняет две важные функции: через него в зону сварки подается защитный газ, а также он защищает вольфрамовый электрод от контакта с поверхностями соединяемых деталей.
Для сварки металла аргоном необходимо использовать присадочную проволоку, благодаря которой происходит формирование шва. Состав такой проволоки, подаваемой на участок ручной сварки, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготавливаются соединяемые детали. Перед началом сварки необходимо правильно выбрать диаметр присадочной проволоки, для чего используются специальные справочные таблицы. Этот параметр зависит от размера готовых заготовок.
Самый доступный метод сварки в атмосфере аргона — ручной. Этот метод, освоение которого обычно не занимает много времени, предполагает, что сварщик держит в руках горелку и присадочную проволоку. Суть этого метода в следующем. Сварочная дуга зажигается, удерживая горелку в одной руке. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. В этом случае в другой руке сварщика находится присадочная проволока, которая вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, сформированного сваркой в атмосфере аргона, является тщательная подготовка соединяемых деталей.
Эта подготовка заключается в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой оксидной пленки. Для выполнения таких процедур, о которых должны знать как новички, так и опытные сварщики, можно использовать механические устройства (болгарку) или химические вещества.
Перед началом сварки необходимо заземлить соединяемые детали.Если предстоит приготовить небольшие заготовки, то их можно просто поставить на металлический стол или в рабочую ванну и уже подключить к ним заземляющий провод. Вы можете выбрать силу сварочного тока и давление газа в зависимости от характеристик соединяемых деталей, основываясь на справочной литературе или на вашем опыте. Защитный газ, как упоминалось выше, начинает поступать в зону сварки за 20 секунд до его начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим — около 2 мм.Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, не только будет сложно пробить края деталей, но и сам сварной шов получится слишком широким и неряшливым. Кроме того, широкий сварной шов отличается малой надежностью, в нем возникают значительные внутренние напряжения.
При сварке в атмосфере аргона очень важно правильно подавать присадочную проволоку в рабочую зону.Это делается медленными и плавными движениями, чтобы предотвратить разбрызгивание расплавленного металла.
При обучении этой технологии очень важно усвоить, что горелка и присадочная проволока движутся только в продольном направлении — вдоль оси формируемого сварного шва. Ни в коем случае нельзя делать поперечные перемещения, так как поток защитного газа будет выходить за пределы зоны сформированного шва, что вызовет значительное ухудшение качества соединения.
Горелка и присадочная проволока должны располагаться под углом к поверхности соединяемых деталей: это позволит сформировать качественный, надежный и точный сварной шов.Затем присадочную проволоку помещают и подают в зону формирования сварного шва перед горелкой.
Он предполагает использование осциллятора, с помощью которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства его горение отличается высокой стабильностью.
Суть генератора заключается в том, что он генерирует высокочастотные импульсы тока с высоким значением напряжения. Типовой генератор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться к поверхности деталей вольфрамовым электродом, это приведет к оплавлению электрода и загрязнению свариваемые поверхности.
С помощью генератора дуга может зажигаться без такого контакта. В большинстве случаев электрическая дуга при сварке в атмосфере аргона и с использованием вольфрамового электрода зажигается на специальной угольной пластине.Только после этого дуга передается на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видеоуроки.
Необходимое оборудование и режимы сварки
Для выполнения сварки в атмосфере аргона можно использовать как серийное оборудование, так и аппарат, изготовленный путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии:
- трансформатор сварочный, значение напряжения холостого хода которого должно быть не менее 60 В;
- генератор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, с помощью которого сварочный ток будет подводиться к горелке;
- Таймер, отвечающий за время продувки зоны сварки защитным газом.
Дополнительно для сварки необходимы следующие приспособления и материалы:
- горелка;
- баллон с аргоном, снабженный редуктором, с помощью которого будет регулироваться давление подачи газа;
- комплект вольфрамовых электродов различного диаметра;
- шланг подачи защитного газа;
- провода для подключения горелки и массы к сварочному аппарату;
- — проволока, по которой электрический ток поступает к самому сварочному аппарату; Присадочная проволока
- соответствующего химического состава.
Весь комплект оборудования, необходимый для сварки в атмосфере аргона, можно приобрести в готовом виде или собрать самостоятельно, сделав некоторые элементы своими руками.
При самостоятельной сборке можно неплохо сэкономить, так как серийные комплекты для аргонной сварки стоят недешево. Более того, самостоятельная сборка с необходимыми знаниями и соответствующим опытом позволит внести улучшения в оборудование, которые сделают его более надежным, простым в использовании и функциональным.Также ознакомиться с принципами, по которым комплектуются комплекты для аргонно-дуговой сварки, можно также на видео.
Для получения качественного сварного шва очень важно правильно выбрать режимы технологического процесса … Сюда входят сила сварочного тока и давление, с которым будет подаваться защитный газ из баллона. Кроме того, важны тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, в зависимости от материала изготовления соединяемых деталей и их геометрических параметров, можно выбрать по справочным таблицам.Однако существует ряд простых правил, которые помогут начинающему сварщику сориентироваться в таком выборе.
- Аргонодуговая сварка деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана должна выполняться на постоянном токе с обратной полярностью.
- Алюминий и его сплавы, бериллий и магний следует сваривать на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности этих металлов.
- Выбор давления подачи защитного газа во многом зависит от места проведения сварки.Так, если сварка проводится на открытом воздухе, где потоки воздуха могут двигаться со значительной скоростью, выбирайте более высокое давление питания, а в помещениях — меньшее.
Часто возникает необходимость сваривать материалы, которые нельзя соединить при обычной сварке, например алюминий, медь, титан и т. Д. Поэтому для создания прочной цельной конструкции из этих металлов применяется аргонная сварка. Что такое аргонная сварка, как она работает? Ответы на эти и другие вопросы вы найдете в этой статье.
Процесс — аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название процесса сварки.Использование аргона при сварке при соединении двух металлов предназначено для защиты от окисления, которое может произойти из-за контакта с кислородом воздуха. То есть аргон покрывает зону сварки и препятствует попаданию кислорода в зону сопрягаемых поверхностей.
Сам режим сварки может выполняться вручную, в полуавтоматическом и автоматическом режиме. Существует классификация режимов, которая зависит именно от описанных выше способов и типа электрода, задействованного в процессе сварки. Электроды двух типов: расходные и одноразовые.Второй тип — это вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов аргонно-дуговой сварки:
- Ручная аргонная сварка с использованием неплавящегося электрода — его маркировка RAD.
- Сварка аргоном автоматическая, в которой используется неплавящийся элемент — ААД.
- Аргонодуговая сварка автоматического типа с использованием плавящегося электрода — ААДП.
Техника аргонной сварки
Знание некоторых правил облегчит процесс сварки аргоном и позволит добиться высокого качества сварки.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шва. Поэтому рекомендуется держать неплавящийся электрод как можно ближе к стыку свариваемых деталей.
- Для создания узкого и глубокого шва нужно только придерживаться продольного движения электрода и горелки. Отклонения в сторону (боковые перемещения) снижают качество сварного шва. Поэтому при сварке аргоном необходима осторожность и внимание сварщика.
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, покрытой аргоном. Это предотвратит попадание кислорода и азота в зону.
- Присадочная проволока должна подаваться плавно и равномерно. Жесткая подача — это большое количество металлических брызг. Процесс подачи заявки не самый простой, все приходит с опытом.
- Есть такой показатель — пробитие. При аргонной сварке он определяется самим сварным швом. Если он имеет округлую и выпуклую форму, то это говорит о его низком качестве.Проникновение с поверхности было недостаточным.
- Присадочная проволока подается перед горелкой для неплавящегося электрода. Кроме того, он подается под углом. Эти требования обеспечивают ровность шва и его небольшую ширину. Просто так удобно контролировать сам процесс сварки.
- Не начинайте и не заканчивать резко с аргоном, потому что это открывает доступ кислорода и азота в зону сварки. Поэтому рекомендуется начинать сварку через 15-20 секунд, так как начнется нагнетание инертного газа в стык двух металлов.И закончите (удалите присадочную проволоку) до выключения горелки. Обычно на это дается 7-10 секунд.
Внимание! Завершать процесс сварки нужно снижением силы тока с помощью реостата, входящего в состав сварочного аппарата. Простое удаление горелки означает открытие доступа к зоне сварки в азоте и кислороде.
Стыки свариваемых металлических деталей перед началом работы необходимо очистить и обезжирить.
Режимы аргонной сварки
Сварка аргоном будет качественной при правильном выборе оптимального режима процесса.
- Выбор полярности и направления тока будет зависеть от свойств свариваемых металлов. Так, при аргонной сварке стальных конструкций используется постоянный ток прямой полярности. Для сварки алюминия или бериллия используется постоянный ток обратной полярности.
- Сила сварочного тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, а также полярности. Взаимосвязь всех параметров определяется табличными значениями.Некоторые мастера делают свой выбор на собственном опыте. Вот одна из таблиц, определяющая режим работы сварки титана TIG.
- Как упоминалось выше, чем короче сварочная дуга, тем лучше будет сварной шов. Такое же соотношение между напряжением дуги и длиной дуги.
- Расход инертного газа зависит от показателя силы и равномерности его потока на выходе из горелки. Специалисты рекомендуют создавать ламинарный поток. То есть газ подается без пульсаций.
Выбрать правильный режим непросто. Поэтому даже в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Достоинства и недостатки
К преимуществам аргонодуговой сварки можно отнести:
- Низкая температура нагрева, позволяющая сохранить размер и форму двух свариваемых изделий.
- Газ аргон инертен, то есть тяжелее и плотнее воздуха, что обеспечивает максимальную защиту зоны сварки.
- Тепловая мощность дуги достаточно высокая, что позволяет проводить сам процесс сварки в короткие сроки.
- Сам процесс прост, поэтому его легко освоить.
- Этот процесс сварки позволяет соединять разные типы металлов, которые нельзя соединить с помощью других сварочных вилок.
Недостатки:
- При сквозняке и ветре часть защиты аргона выходит наружу, что снижает качество сварки. Поэтому рекомендуется весь процесс проводить в закрытых помещениях с хорошей вентиляцией.
- Сварочное оборудование достаточно сложное, да и режимы сварки регулировать непросто.
- Если в процессе соединения требуется сильноточная дуга, следует рассмотреть возможность дополнительного охлаждения соприкасающихся металлов.
Принцип работы сварочного оборудования
Состав сварочного оборудования:
- Сварочный аппарат для дуговой сварки любого типа, напряжение холостого хода которого: 60-70 вольт.
- Силовой контактор, с помощью которого будет подаваться напряжение от сварочного аппарата на горелку.
- Осциллятор. Это устройство преобразует сетевое напряжение 220 вольт с частотой 50 Гц в напряжение 2000-6000 вольт с частотой 150-500 кГц.Эти параметры электрического тока позволяют легко зажигать дугу.
- Устройство для продувки аргоном зоны сварки.
- Горелка керамическая.
- Баллон для аргона, соединен с горелкой через редуктор и шланг.
- Неплавящийся электрод и присадочная проволока.
Вы можете посмотреть видео, как работает аргонная сварка, но принцип такой. Сначала настраивается режим сварки и очищаются соединяемые металлы. Резак берется в правую руку, в левую присадочную проволоку, к электричеству не подключен.На ручке горелки есть специальная кнопка, с помощью которой можно подавать защитный газ в зону сварки. Подача газа включается за 20 секунд до начала сварки.
Горелку необходимо опустить так, чтобы оставалось небольшое расстояние между неплавящимся электродом и свариваемыми поверхностями — в пределах 2 мм. Кстати, электрод вставляется в горелку таким образом, чтобы из него торчал конец длиной не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Сварочный аппарат включается, и на электрод подается напряжение. Между ним и соприкасающимися металлами возникает дуга. В это время аргон подается из сопла горелки, которое само закрывает зону сварки. Сварщик подает в сварочный шов присадочную проволоку, которая плавится под действием электрической дуги и закрывает зазор между деталями. Это производит медленное движение по шву.
Не зажигайте электрод, соприкасаясь с свариваемыми металлами.Генератор специально используется для зажигания, как показано на видео.
Виды сварочного оборудования
Для аргонной сварки используется четыре типа оборудования.
- Руководство (показано на видео) — это когда сварщик держит своими руками и горелку, и присадочную проволоку.
- Механизированный вариант — сварщик держит горелку, а подача проволоки механизирована.
- Автоматическая аргонодуговая сварка — сварщика нет, его заменяет оператор, который следит за процессом, потому что и подача горелки, и подача присадочной проволоки автоматические.
- Процесс роботизированной сварки. Устанавливается программа, полностью отвечающая за текущий процесс.
Самым важным преимуществом аргонодуговой сварки является возможность сваривать детали из тех металлов, которые нельзя соединить другими способами. И в быту часто встречаются такие ситуации, например, соединение труб из нержавеющей стали. Обязательно посмотрите видео на этой странице сайта.
В нержавеющую сталь добавляется определенное количество хрома — не более 12%, что делает этот металл очень ковким для обработки.Для соединения изделий из нержавеющей стали можно использовать абсолютно все технологии сварки. Однако тонкие элементы лучше всего соединять сваркой нержавеющей стали в аргоне.
Нержавеющая сталь обладает определенными техническими и эксплуатационными характеристиками, которые существенно влияют на конечный результат сварочных работ:
- Низкая теплопроводность не позволяет использовать слишком высокий сварочный ток, так как в этом случае возможно прожог металла в области образования сварного шва.Подобная проблема решается снижением силы подводимого к металлу тока до приемлемых параметров;
- Чрезмерная усадка металла при охлаждении после сварки нержавеющей стали. Чтобы это не сказалось на качестве соединения, необходимо правильно выставить зазор между свариваемыми элементами;
- Если заготовку долго нагревать до высокой температуры, это приведет к тому, что хром начнет испаряться, соответственно, антикоррозионные характеристики в области сформированного шва будут потеряны.Чтобы этого не произошло, сварка нержавеющей стали аргоном подразумевает быстрое охлаждение конструкции.
Аргонная сварка высококачественной нержавеющей стали может осуществляться с использованием стандартного комплекта оборудования, в который входят инвертор, генератор и цилиндр; без горелки, соответствующих шлангов и проводов не обойтись.
В качестве расходных материалов придется использовать сварную проволоку и аргон напрямую. Если планируется аргонная сварка нержавеющей стали, то добавку также придется брать из нержавеющей стали.Как правило, заготовки изготавливаются из материала с маркировкой 304, тогда для него в большинстве случаев подходит проволока Y308.
Вместо аргона можно использовать ряд других газов, но наиболее экономично расходуется аргон, к тому же его разрешено использовать для соединения различных материалов, например, меди с нержавеющей сталью. В частности, для нержавеющей стали требуется всего 8 литров газа в минуту. Кроме того, можно еще больше снизить расход газа, если поместить на горелку специальную газовую линзу со специальной сеткой.
Сварка нержавеющей стали аргоном: технология работ
В принципе методы выполнения работ примерно такие же, как у стали, алюминия и других металлов, но здесь есть определенные нюансы:
- Неплавящийся элемент и присадочная проволока прокладываются исключительно по формируемому сварному шву. Отклониться ни в одну из сторон невозможно, так как в этом случае расплавленный металл выйдет из среды аргона и войдет в контакт с воздухом, чего нельзя допускать;
- Для того, чтобы качество шва, полученного в результате аргонодуговой сварки, было максимально высоким, после завершения работ по его формированию необходимо будет продуть его аргоном с двух сторон.Несмотря на то, что это приведет к увеличению расхода газа, эта особенность не позволит незахватывающему металлу контактировать с воздухом и допустит испарение хрома;
- Контакт неплавящегося элемента с поверхностью соединяемых деталей не допускается, они свариваются без прямого контакта. Недопустимо прикасаться к нему, даже если необходимо произвести зажигание дуги. Для этого часто зажигание производится на специальной пластине из графита или угля, а затем дуга переносится на основной металл.Однако существует и бесконтактная технология, предполагающая использование специального медного генератора.
Как уже было сказано выше, запрещается сразу прекращать подачу газа после завершения сварочных работ; его нужно проводить еще примерно 10-15 секунд.
Как сварить трубы из нержавеющей стали?
Сегодня нержавеющие элементы все чаще используются в бытовых условиях, все чаще в промышленности, в различных сферах производства.Их следует соединять между собой с помощью аргонно-дуговой сварки, и технология в этом случае практически не будет отличаться от сварки листового металла. Все подготовительные работы точно такие же, как и сами режимы сварки, но есть один незначительный нюанс.
Как было сказано выше, сварное соединение желательно продувать аргоном с двух сторон. Со стороны это не так уж и проблемно. Для этого изнутри нужно немного подправить:
- С одной стороны труба закупорена пробкой из бумаги, ткани или другого материала.
- Стык по периметру заклеивается любым клеящим материалом — изолентой или изолентой.
- В открытый ствол закачивают аргон, и давление устанавливается на минимум, чтобы пробка оставалась на месте.
- Когда внутренняя часть трубы полностью заполнена газом, второе отверстие также закрывается пробкой.
- Теперь клейкая пленка удалена с деталей и приваривается.
Сварка в атмосфере аргона неплавящимся вольфрамовым электродом
Данная работа проводится в том случае, когда требуется соединить между собой элементы небольшой толщины, и благодаря этой технологии получаются очень качественные, аккуратные и привлекательные на вид соединения.Обычно сварные работы промышленного типа включают соединение труб, которые в дальнейшем будут использоваться для транспортировки жидких или газообразных продуктов. Следует отметить, что эти трубопроводы способны работать даже при очень высоком давлении.
В процессе работы используется специальный неплавящийся электрод, причем здесь допустимо использование как прямой, так и обратной полярности. Ключевым рабочим инструментом в этой ситуации будет резак, в котором будет закреплен электрод. Во время работы из его сопла будет выходить струя аргона.
Сварное соединение будет образовываться во многом за счет металла заготовок, поэтому следует учесть этот момент и сделать их немного больше, чем предусмотрено проектом. При необходимости допустимо использование присадочного материала, который придется подавать в ручном режиме в зону, где будет гореть дуга. Вам также придется вручную перемещать горелку с вольфрамовым электродом. Сразу стоит сказать, что производительность труда в случае использования этой технологии будет не слишком высокой.Дело в том, что вручную наносить добавку не очень удобно, к тому же в это время вам еще придется продуть сварочную ванну аргоном и провести электрод. При этом выполнить такую серию действий с качественным результатом может только очень профессиональный сварщик, поэтому лучше использовать полуавтоматическую технологию.
Tig Welding — Прогулка по чашке против не
Нажмите здесь, чтобы подписаться на мое видео недели !
(Щелкните изображение для предварительного просмотра справа, чтобы посмотреть мой новый флаер.)
Ходьба по чашке — это техника сварки вольфрамовым электродом, при которой тигровая чашка опирается на сварной шов и либо покачивается, либо идет, как если бы вы шли с бочкой объемом 55 галлонов по цеху, где вы катите ее в одну сторону, затем наклоняете и катите вторую. путь к прогрессу.
Он отлично работает, и я первый, кто сказал, что когда ничего не мешает, это отличный способ получить хороший сварной шов.
Но иногда ходьба по чашке — не лучший метод.
Например, когда деталь имеет обработанную или полированную поверхность, которая является частью критериев приемки.В этом случае все эти маленькие царапины, оставленные чашкой из твердой керамики или глинозема, выглядят как задница Фидо.
То есть когда свободная передача лучше. Единственная проблема в том, что он сваривает вам суставы.
Вот почему Tig Finger так помогает.
О, черт возьми, в видео есть смысл, так что позвольте мне заткнуться и просто позвольте вам посмотреть видео.
Но сначала, для вашего удобства, вот настройки сварочного аппарата, которые я использовал:
- DCEN (отрицательный электрод постоянного тока)
- 130 ампер без педали … просто выключатель горелки
- 3/32 ″ (2.4 мм) 2% торированный электрод (но я обычно использую 2% лантанат для всего)
- 1/8 ″ er308L нержавеющий стержень (3,4 мм)
- Поток аргона 20 куб. Фут / час с использованием газовой линзы №7
А вот несколько общих советов по сварке нержавеющей стали TIG:
- Всегда либо держите горячий конец присадочного стержня защищенным аргоном, пока он не остынет, либо отделяйте его перед повторным запуском… .и также держите его в аргоновом экране во время сварки.
- используйте только проволочные щетки из нержавеющей стали, которые касались только нержавеющей стали.
- для многопроходных сварных швов, старайтесь поддерживать достаточно низкую температуру между проходами, чтобы на сварном шве всегда были какие-то цвета. Избегайте тускло-серых и черных сварных швов. (иногда ржавеют позже)
- , как правило, потребляет примерно на 20-25% меньше ампер, чем на углеродистой стали .
- быстро образует лужу и двигается, чтобы обогнать тепло
- колпачок для газовой линзы и цанга очень помогают
Да, и я забыл самое главное….
ПОЛУЧИТЕ ТИГ-ПАЛЬЦ.
(Как всегда, посетите наш дочерний сайт WeldingTipsAndTricks.com.)
Нажмите здесь, чтобы подписаться на мое видео недели !
Лучшие запеканки для согревающих тушеных блюд, чили и супов
С наступлением зимних ночей есть ли что-нибудь лучше, чем приготовить большое тушеное мясо для всей семьи, не выходя из уютного, теплого дома?
Совместите с блокировкой 2.0 — а перспектива, может быть, еще одна в следующем году — и кому-то может понадобиться запеканка.
Прочный, долговечный и универсальный, этот набор незаменим как для любителей приготовления с одной кастрюлей, так и для паровых плит. И хотя зачастую оно дорогое, качественное блюдо наверняка прослужит всю жизнь… или даже переживет вас.
Запеканки бывают всех форм и размеров, независимо от того, готовите ли вы для себя, своей второй половинки или всей семьи.
В качестве хорошего ориентира, блюдо 24 см / 4 литра удовлетворит по крайней мере четырех человек, и оттуда вы можете увеличивать или уменьшать масштаб (хотя мы всегда рекомендуем использовать кастрюлю большего размера, чем вам нужно).
Форма тоже на удивление важна, в зависимости от того, что вы готовите: овальная лучше подходит для мясных косточек, а круглая сделает перемешивание легким. Проверьте, для какой варочной поверхности подходит сковорода — варочная или индукционная, или и то, и другое — и можно ли использовать ее в духовке. В идеале выберите тот, который подходит для всех трех.
Подробнее
Не менее важен материал. Чугун, самый традиционный, дороже, но прослужит десятилетия. Хорошая чугунная сковорода обеспечит равномерное приготовление пищи и удержание влаги.
Эмалевое покрытие поможет вам избежать ожогов на дне, в то время как необработанный чугун будет нуждаться в регулярной добавке — вам решать, сколько фаффа вы готовы положить. Между тем, антипригарные металлы и керамика столь же эффективны и недороги вдвое меньше, но длится вдвое меньше. И помните: лучше избегать пластиковых антипригарных покрытий.
Вы можете доверять нашим независимым обзорам. Мы можем получать комиссию от некоторых розничных продавцов, но мы никогда не позволяем этому влиять на выбор, который формируется на основе реальных испытаний и рекомендаций экспертов.Этот доход помогает финансировать журналистику The Independent.
Закаленная неглубокая посуда Le Creuset с антипригарным покрытием и стеклянной крышкой
Благодаря фирменному антипригарному покрытию Le Creuset эта форма для запекания делает пищу, которую вы готовите в ней, более здоровой, так как не нужно добавлять лишний жир. Это также означает, что это одна из самых простых в уходе посуды, с которой вы когда-либо сталкивались, и она выдерживает использование даже металлической посуды. Стеклянная крышка отлично защищает от влаги и аромата, а также позволяет проверять состояние запеканки, пока она пузырится.Неглубокая форма сковороды делает ее идеальной для тех случаев, когда глубокое блюдо просто не годится, но при этом достаточно велико, чтобы его можно было приготовить на шесть человек, и достаточно яркое, чтобы произвести впечатление на ваших гостей. Любая Le Creuset обойдется вам в несколько сотен долларов, и часто вы платите только за бренд, но скажем так: вам, вероятно, нужно будет купить только одну кастрюлю Le Creuset за всю жизнь. И если да, то это отличный выбор.
Купить сейчас £ 140, Le Creuset {{#hasItems}}Сравнение цен
- {{/ hasItems}}
{{#items}}
- {{merchant}} £ {{price}} Купить сейчас {{/Предметы}} {{#hasItems}}
Круглый кокот Staub 24 см
Если вас вдохновляет французская кухня и вы ищете инвестицию, которая прослужит вам долгие годы, кокотка Staub — это то, что вам нужно.Эта симпатичная круглая цифра из черного чугуна не только подойдет к остальной посуде, но и чрезвычайно проста в использовании, когда вы жарите мясо, тушите тушеное мясо или даже готовите холодный десерт. Специально созданная крышка идеально и равномерно распределяет влагу, а эмалевое покрытие на внутренней стороне особенно прочное, и мы сочли его идеальным для особенно хрустящего обжига. Диаметр 24 см и объем 3,8 литра делают его идеальным горшком для званых обедов. Он удивительно легкий, но при этом немного скользкий на дне, что делает его своего рода балансирующим действием при перемешивании в зависимости от вашей варочной поверхности.
Купить сейчас £ 239, Zwilling {{#hasItems}}Сравнение цен
- {{/ hasItems}}
{{#items}}
- {{merchant}} £ {{price}} Купить сейчас {{/Предметы}} {{#hasItems}}
Lakeland жестко анодированная кастрюля 16 см в форме раструба
Эта широкая кастрюля из Лейкленда шириной всего 16 см идеально подходит для двух человек и одинаково удобна для варочной поверхности (включая индукционную), как и есть в печи. Мягкая ручка, эргономичные ручки сохраняют прохладу на ощупь, но позволяют легко поднимать и переносить, а колоколообразное основание, удобное для ложки, делает перемешивание таким же легким, как … запеканку.Сама по себе сковорода станет красивым дополнением вашей коллекции благодаря своему мягкому блеску, угольному цвету и вставкам из нержавеющей стали. Но это еще не все: толстый алюминий обеспечивает сверхбыструю теплопроводность и превосходное распределение тепла, гарантируя, что ваши творения будут приготовлены равномерно и без горячих точек.
Купить сейчас £ 39,99, Лейкленд {{#hasItems}}Сравнение цен
- {{/ hasItems}}
{{#items}}
- {{merchant}} £ {{price}} Купить сейчас {{/Предметы}} {{#hasItems}}
Чугунная форма для запекания ProCook
Любой поклонник ProCook знает, что их кухонная посуда рассчитана на всю жизнь, и эта чугунная форма для запекания, безусловно, кажется настоящей сделкой.При ширине 24 см и объемом 4,7 л это идеальный сосуд не только для тушеного мяса и запеканок на медленном огне, но и для жареных суставов. Градуированный красный внешний вид, матово-черная внутренняя часть, ручка из нержавеющей стали и эргономичные ручки делают кастрюлю столь же стильной, как и утилитарной. Только время покажет, сможет ли это блюдо дожить до 25-летней гарантии, но во время нашего тестирования оно было настоящим домом кухни. Благодаря качеству, которое не уступает ведущим брендам на рынке, это также исключительное соотношение цены и качества.
Купить сейчас £ 64, ProCook {{#hasItems}}Сравнение цен
- {{/ hasItems}}
{{#items}}
- {{merchant}} £ {{price}} Купить сейчас {{/Предметы}} {{#hasItems}}
Круглая чугунная форма Le Creseut
Круглая форма для запекания Le Creuset действительно оправдывает свое название «королева кухни». Классический кулинарный напиток, который уже почти столетие любим поварами всего мира. Естественно, это выглядит потрясающе: это будет ваша игра в Instagram или, если вы такой же хромой, как мы, ваш кредит на кухню, если вы оставите это для ваших гостей.Сковорода, безусловно, универсальна, ее можно использовать на различных плитах, агах и даже на гриле для различных блюд, будь то болоньезе, мясная ножка или запеканка, стандартная для болотного мяса (хотя ничто не является стандартным для болота, когда это происходит. Ле Крезе). Возможно, он не такой мобильный, как более мелкий Le Creuset из этого списка, поскольку он тяжелый, а ручки могут быть слишком горячими, чтобы их можно было дотронуться. Хотя ее можно мыть в посудомоечной машине, мы рекомендуем придерживаться ручной стирки, чтобы продлить срок службы эмали, которая очень легко чистится и подходит для большинства посуды.
Купить сейчас £ 240, Le Creseut {{#hasItems}}Сравнение цен
- {{/ hasItems}}
{{#items}}
- {{merchant}} £ {{price}} Купить сейчас {{/Предметы}} {{#hasItems}}
Чугунная запеканка Denby Halo, неглубокая 30 см
Универсальная форма этой формы для запекания из основного продукта кухонной посуды Denby — вот что отличает ее по-настоящему выделяется. Неглубокое блюдо диаметром 30 см не только красиво, но и идеально подходит для всего, от запеканок, приготовленных на медленном огне, до сытных супов и впечатляющей паэльи.Емкость 3,8 л позволяет накормить от четырех до шести человек, так что это отличный размер для семьи или встречи с друзьями. Технически: он подходит для всех типов духовок и варочных панелей, плотно закрывающаяся крышка помогает удерживать влагу для равномерного приготовления пищи, жесткую эмалированную поверхность внутри и снаружи легко мыть, и ее можно мыть в посудомоечной машине. Да, и он представлен в четырех великолепных цветовых решениях с причудливыми названиями, такими как «Гранат» и «Павильон», так почему бы не получить подходящий набор.
Купить сейчас £ 135, Denby Pottery {{#hasItems}}Сравнение цен
- {{/ hasItems}}
{{#items}}
- {{merchant}} £ {{price}} Купить сейчас {{/Предметы}} {{#hasItems}}
Чугунная сковорода Роберта Диаса — 22см
Роберт Диас имеет репутацию продавца абсолютно всего, что может когда-либо понадобиться для вашего дома, и эта модная апельсиновая запеканка не разочарует.Сковорода, несомненно, добавит яркости вашей кухне, она настолько же стильная, насколько и практичная: на крышке есть ручка из нержавеющей стали, которая позволяет легко снимать, а чугунный материал позволяет готовить медленно, сколько душе угодно. это будет на плите или в духовке. Всего за 49,99 фунтов стерлингов эта чугунная тарелка — которая так же хороша, как и некоторые из более дорогих товаров в этом списке — возможно, украдена, и вы будете пожинать плоды в течение многих лет.
Купить сейчас £ 49,99, Роберт Диас {{#hasItems}}Сравнение цен
- {{/ hasItems}}
{{#items}}
- {{merchant}} £ {{price}} Купить сейчас {{/Предметы}} {{#hasItems}}
Форма для запекания Wilko серая 24 см
Легкая, большого размера и удобная в уходе эта 24-сантиметровая форма от Wilko наверняка вызовет бурю.Не позволяйте весу ввести вас в заблуждение: он достаточно глубок, чтобы приготовить сытный обед для всей семьи, а с прочными ручками из нержавеющей стали легко перемещаться от плиты к столу. Он подходит для всех конфорок, в том числе индукционных, но чтобы еще больше усилить эти вкусовые качества, не стесняйтесь тушить его в духовке при температуре до 220 ° C. Антипригарная поверхность на удивление долговечна и стоит вдвое дешевле, чем у большинства других брендов, она не только по качеству, но и по выгодной цене.
Купить сейчас £ 25, Wilko {{#hasItems}}Сравнение цен
- {{/ hasItems}}
{{#items}}
- {{merchant}} £ {{price}} Купить сейчас {{/Предметы}} {{#hasItems}}
Вердикт: Кастрюли
В то время как рынок, безусловно, расширился за последние годы, чтобы позволить ведущим брендам конкурировать с такими тяжеловесными кухонными принадлежностями, как Le Creuset, неглубокая форма для запекания со стеклянной крышкой французского производителя была наш фаворит по множеству причин: это идеальный размер и форма, чтобы обрабатывать самые разные блюда, его легко мыть, и он выглядит чертовски круто.На другом конце бюджета находится цифра Lakeland размером 16 см, которая идеально подходит, когда вам нужно что-то более компактное.
Обзоры продуктов IndyBest беспристрастны, независимые советы, которым можно доверять. В некоторых случаях мы получаем доход, если вы переходите по ссылкам и покупаете продукты, но мы никогда не позволяем этому искажать наше освещение. Обзоры составлены на основе мнения экспертов и тестирования в реальных условиях.
Грудка индейки в кокотке с соусом из кастрюли
Примерно на День Благодарения существует множество рецептов с использованием влажных нежных остатков индейки, которые быстро исчезают до следующего праздника, потому что жарить целую индейку непрактично, если вы не кормите толпу.Но целая грудка индейки — отличная альтернатива; его легко приготовить, а остатков достаточно для креативного обеда на второй день. Чтобы грудка индейки была супервлажной и нежной (что необходимо при использовании остатков для другого приема пищи), создатели рецептов из America’s Test Kitchen обратились к французской технике под названием кулинария на кокоте, при которой птица готовится с ароматическими добавками на очень слабом огне с без добавления жидкости. Этот метод улавливает весь пар, выделяемый мясом во время приготовления, по сути тушит мясо в собственном соку.Рецепт обеспечивает идеально приготовленную индейку, плюс ароматная жидкость, оставшаяся в кастрюле, превращается в восхитительный и легкий соус для сковороды.
По возможности избегайте грудок индейки по-отельному; у них все еще прикреплены крылья и грудная клетка. Если это единственный вид грудки, который вы можете найти, удалите крылья и срежьте грудную клетку кухонными ножницами, прежде чем приступить к рецепту. Для этого рецепта вам понадобится как минимум 7-литровая голландская духовка. Не покупайте грудку индейки больше 7 фунтов; в горшок он не поместится.
Установите решетку духовки в самое нижнее положение и нагрейте духовку до 250 градусов. Промокните индейку бумажными полотенцами и приправьте солью и перцем. Нагрейте масло в голландской духовке на среднем или сильном огне, пока оно не начнет коптиться. Обжарить индейку со всех сторон, около 12 минут; перевод на большую тарелку.
Слейте из кастрюли весь жир, кроме 2 столовых ложек, и нагрейте на среднем огне до мерцания. Добавьте лук, морковь и сельдерей и готовьте, периодически помешивая, пока не станет мягким, около 5 минут.Добавьте чеснок, веточки тимьяна и лавровый лист и готовьте до получения аромата около 30 секунд. Выключите огонь, верните индейку грудкой вверх в кастрюлю вместе со всеми накопившимися соками.
Накройте кастрюлю большим куском алюминиевой фольги, прижав ее, чтобы закрыть, затем плотно накройте крышкой. Перенесите кастрюлю в духовку и готовьте, пока индейка не нагреется до 160 градусов, примерно 2 часа.
Осторожно выньте кастрюлю из духовки. Переложите индейку на разделочную доску, накройте фольгой и дайте отдохнуть, пока готовите соус.
Осторожно с ручками горячей посуды, дайте остающимся сокам и овощам закипеть на среднем или сильном огне и готовьте, пока почти вся жидкость не испарится, примерно 15 минут.Добавить муку и варить, постоянно помешивая, 1-3 минуты, пока не подрумянится. Медленно добавляйте бульон, постоянно взбивая, чтобы разгладить комочки. Доведите до кипения и готовьте, часто помешивая, пока подливка не загустеет и не станет размером примерно 1-1 / 2 стакана, примерно 10 минут. Процедите подливку через мелкоячеистое сито и приправьте солью и перцем по вкусу.
Отложите 1 фунт индейки без кожи и костей. Нарежьте оставшуюся индейку и подавайте, подав подливку отдельно.
Чтобы сэкономить на остатках: зарезервированный фунт индейки идеально подходит для того, чтобы съесть остатки еды и сэндвичи на следующий день.Охладите зарезервированную индейку до 2 дней
.