советы новичкам, секреты и рекомендации
С началом весенне-летнего сезона вопрос о том, как освоить сварку инвертором для начинающих, становиться чуть ли не самым популярным. Разобраться во всех премудростях этого процесса вам поможет наша статья. Мы расскажем о работе со штучным электродом предельно простым языком, приоткроем некоторые секреты и дадим четкий алгоритм, который приведет вас к успеху.
Как варить новичку сваркой
Вы полны энтузиазма и готовы постигать азы сварки? А может быть в планах у вас создание масштабных конструкций? Остудите свой пыл и не торопитесь. Любой опытный специалист скажет, что первые шаги стоит делать, не спеша. Прежде всего, стоит уделить время тренировкам, а уж только потом переходить к реальным задачам.
В прошлой нашей статье мы уже рассказали о том, как подготовить свое рабочее место и какие средства защиты вам понадобятся. Если все готово, то можно переходить к активным действиям. Но при этом помните, что первые лучше тренироваться делать на простой ровной пластине.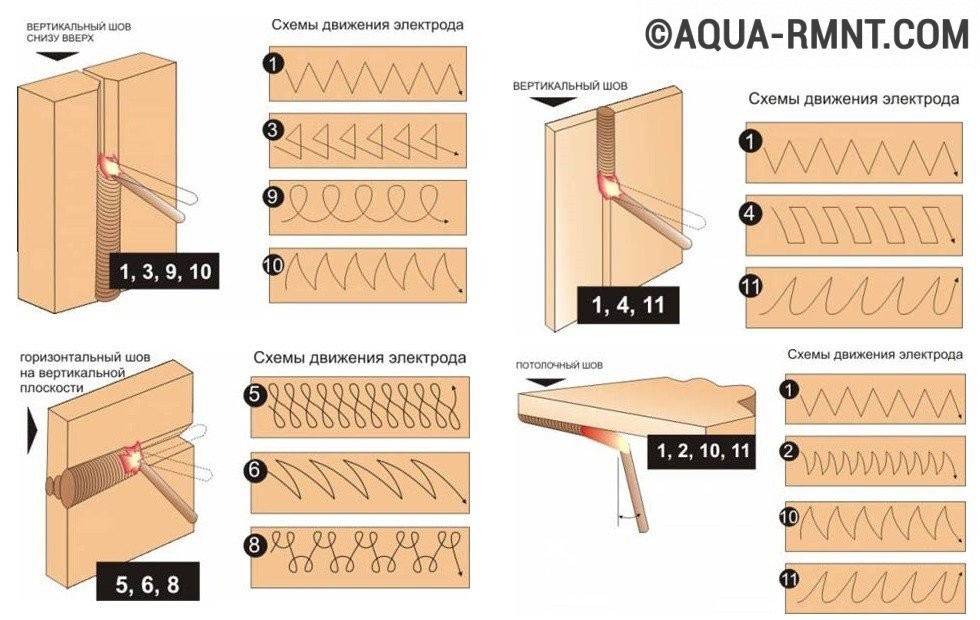 Натренировавшись просто наплавлять металл, вы сможете перейти к соединению деталей.
Натренировавшись просто наплавлять металл, вы сможете перейти к соединению деталей.
Как вести электрод во время сварки
Скорее всего вы уже представляете, что такое ручная дуговая сварка. Но одного понимания процесса мало. Необходимо владеть еще и техникой работы. Давайте разберемся, как необходимо передвигать электрод новичку во время сварки.
Траектория ведения электрода
Когда смотришь на работу специалиста со стороны, то кажется, что стержень просто движется по прямой. Но на самом деле это не совсем так. Как минимум мастер совершает легкие колебательные движения с небольшой амплитудой. Он как бы раскачивает электрод по дуге, перемещаясь от одной кромки к другой и обратно. Эта техника используется при работе с заготовками, толщина которых не превышает 6 мм. С ее помощью удается хорошенько равномерно прогреть сварочную ванну.
Но обо все по порядку. Давайте познакомимся со всеми распространенными способами ведения электрода:
- Ломаная зигзагообразная линия.
 Это именно тот способ, который был описан выше. Его рекомендуют применять при сварке в нижнем положении встык. Шов получится качественным даже в том случае, если на кромках нет скоса.
Это именно тот способ, который был описан выше. Его рекомендуют применять при сварке в нижнем положении встык. Шов получится качественным даже в том случае, если на кромках нет скоса. - Круговые движения или в форме эллипсоида. Этот вариант идеален для тех ситуаций, когда необходимо хорошо прогреть кромки. Его используют при работе с легированными сталями при сварке вертикальных швов.
- Треугольником. Эта техника подходит для сварки труб, имеющих неповоротный стык. При этом их толщина должна составлять не более 6 мм. Используя этот способ, вы сможете хорошо проварить корень шва и обеспечить прогрев его средней части.
 Это именно тот способ, который был описан выше. Его рекомендуют применять при сварке в нижнем положении встык. Шов получится качественным даже в том случае, если на кромках нет скоса.
Это именно тот способ, который был описан выше. Его рекомендуют применять при сварке в нижнем положении встык. Шов получится качественным даже в том случае, если на кромках нет скоса.
Угол наклона электрода
Скорее всего вы уже обращали внимание, что в процессе сварки штучным электродом, стержень не только раскачивают по определенной траектории, но и ведут под углом. На самом деле положения всего три, и каждое из них имеет свое значение:
- Углом вперед. Электрод наклоняют на 30–60 градусов. Этот способ позволяет максимально надежно защитить сварочную ванну от контакта с воздухом, т. к. ее прикрывает шлак. Некоторая часть его попадает в зону обработки и перед швом. Но обычно этот шлак выталкивает из ванны расплавленный металл. Если его слишком много, то угол наклона уменьшают. В исключительных случаях возможно даже доведение его до 90 градусов. Таким образом электрод ведут в тех случаях, когда нет необходимости в глубоком прогреве основного металла. Этот вариант чаще всего используют для работы с потолочными стыковыми соединениями, в процессе сварки вертикальных швов, а также труб с неповоротным стыком.
- Углом назад. В данном случае электрод наклоняют в другую сторону. Шлак, который образуется во время сварки, выталкивается из ванны назад. Он накрывает собой металл, позволяя ему остывать максимально равномерно. Этот вариант идеален для использования в процессе сварки угловых соединений труб, а также при необходимости провара корневого шва достаточно массивных заготовок.
- Прямой угол. Данный способ считается самым сложным в реализации, и поэтому используется достаточно редко. Он отлично подходит для тех ситуаций, когда необходимо работать в труднодоступных местах.
 к. ее прикрывает шлак. Некоторая часть его попадает в зону обработки и перед швом. Но обычно этот шлак выталкивает из ванны расплавленный металл. Если его слишком много, то угол наклона уменьшают. В исключительных случаях возможно даже доведение его до 90 градусов. Таким образом электрод ведут в тех случаях, когда нет необходимости в глубоком прогреве основного металла. Этот вариант чаще всего используют для работы с потолочными стыковыми соединениями, в процессе сварки вертикальных швов, а также труб с неповоротным стыком.
к. ее прикрывает шлак. Некоторая часть его попадает в зону обработки и перед швом. Но обычно этот шлак выталкивает из ванны расплавленный металл. Если его слишком много, то угол наклона уменьшают. В исключительных случаях возможно даже доведение его до 90 градусов. Таким образом электрод ведут в тех случаях, когда нет необходимости в глубоком прогреве основного металла. Этот вариант чаще всего используют для работы с потолочными стыковыми соединениями, в процессе сварки вертикальных швов, а также труб с неповоротным стыком. Он отлично подходит для тех ситуаций, когда необходимо работать в труднодоступных местах.
Он отлично подходит для тех ситуаций, когда необходимо работать в труднодоступных местах.
Длина дуги: сварка для начинающих
Угол наклона электрода и способ его движения — это крайне важно. Но еще большего внимания заслуживает такой показатель, как длина дуги. Именно он характеризует расстояние от металлического стержня до поверхности детали. Во многом эта величина оказывает влияние на качество получаемого соединения, а в частности на глубину проплавления, ширину шва, его форму и даже шероховатость.
Сразу же стоит отметить, что идеальная длина дуги — это примерно 2–3 мм. А вообще всего выделяют 4 разновидности:
- Очень короткая. Подходит для корневых швов, выполняемых на чрезвычайно толстых заготовках. При этом совсем не обязательно совершать колебательные движения. Сила тока устанавливается на среднем или даже максимальном уровне.
- Короткая. Такая дуга будет составлять примерно половину диаметра используемого в процессе работы электрода. Следует понимать, что при такой дистанции существенно меняется и глубина проплавки. Она становится больше, а ширина шва наоборот уменьшается. Наиболее часто такую дугу используют тогда, тогда необходимо выполнять вертикальный шов.
- Средняя. Таким считается то расстояние, которое примерно равно диаметру стержня. Средняя величина способствует росту напряжения и расширению шва.
- Длинная. Обычно равна 1,5 диаметра используемого электрода. Работать с такой дугой очень нежелательно. Во-первых, это не удобно. Во-вторых, значительно падает качество шва. Зона проплавления расширяется, глубина уменьшается, металл растекается и разбрызгивается.
 Следует понимать, что при такой дистанции существенно меняется и глубина проплавки. Она становится больше, а ширина шва наоборот уменьшается. Наиболее часто такую дугу используют тогда, тогда необходимо выполнять вертикальный шов.
Следует понимать, что при такой дистанции существенно меняется и глубина проплавки. Она становится больше, а ширина шва наоборот уменьшается. Наиболее часто такую дугу используют тогда, тогда необходимо выполнять вертикальный шов.Сварка электродом для начинающих: практика
Подробно изучив теоретическую часть вы вполне можете приступить к практике. Для того, чтобы начать сварочный процесс, прежде всего нужно разжечь дугу (главное, не забудьте про маску). Сделать это можно двумя способами:
- Постукиванием. Здесь главное не переусердствовать. Особенно этот вариант хорош для тех ситуаций, когда необходимо разжечь дугу при помощи электрода, который уже использовали. Связано это с тем, что на конце стержня образуется небольшой капюшон из обмазки, и его необходимо сбить. Иначе контакта не будет. Но важно помнить, если обмазка вдруг начнет скалываться кусками, использовать такой электрод нежелательно. Качественного шва не выйдет. Максимум, что можно сделать — наплавить металл на черновой заготовке до тех пор, пока не будет пройден участок без покрытия.
- Чирканьем по металлу. Процесс очень схож с розжигом спички. Этот способ считается более предпочтительным. Но он может быть немного неудобен в случае, если место ограничено, или есть капюшон из обмазки, мешающий контакту.
 Связано это с тем, что на конце стержня образуется небольшой капюшон из обмазки, и его необходимо сбить. Иначе контакта не будет. Но важно помнить, если обмазка вдруг начнет скалываться кусками, использовать такой электрод нежелательно. Качественного шва не выйдет. Максимум, что можно сделать — наплавить металл на черновой заготовке до тех пор, пока не будет пройден участок без покрытия.
Связано это с тем, что на конце стержня образуется небольшой капюшон из обмазки, и его необходимо сбить. Иначе контакта не будет. Но важно помнить, если обмазка вдруг начнет скалываться кусками, использовать такой электрод нежелательно. Качественного шва не выйдет. Максимум, что можно сделать — наплавить металл на черновой заготовке до тех пор, пока не будет пройден участок без покрытия.
Как только дуга появилась, необходимо приподнять стержень над металлом на необходимое расстояние. Теперь начинайте движение. Старайтесь не задерживаться надолго на одном месте, иначе возможен прожог. Внимательно следите за скоростью и длиною дуги. Первая величина должна быть равномерной, без замедлений и ускорений, вторая — постоянной. Не забывайте о том, что электрод плавиться вместе с заготовкой. Это значит, что для сохранения длины дуги его необходимо постепенно опускать вниз. Запястье должно быть достаточно расслаблено, сварочный кабель, идущий к держаку, можно обмотать вокруг предплечья, чтобы он не мешал и не тянул вниз.
Это значит, что для сохранения длины дуги его необходимо постепенно опускать вниз. Запястье должно быть достаточно расслаблено, сварочный кабель, идущий к держаку, можно обмотать вокруг предплечья, чтобы он не мешал и не тянул вниз.
Не меньше внимания, чем самой сварке, стоит уделить и завершению шва. Сделать это можно сразу несколькими способами, главное помнить, что просто обрывать дугу категорически нельзя. На рисунке ниже представлены схемы окончания сварки, по которым можно действовать.
Хорошенько натренировавшись наплавлять металл на пластину, вы вполне можете переходить к следующему этапу обучения — соединению двух заготовок. Процесс этот схож с простой наплавкой, но есть и свои нюансы. Так, например, если толщина деталей составляет более 2 мм, то обязательно нужно выставить зазор между ними и сделать прихватки. Иначе слишком велик риск того, что образуется перекос.
Пять советов для новичков
Если вы вновь и вновь задаетесь вопросом, как научиться варить сваркой ММА новичку, то уже давно пора переходить к действиям. Изучать теорию, конечно, полезно, но без практики пользы не будет. Мы же в свою очередь хотим дать вам 5 простых, но важных советов:
Изучать теорию, конечно, полезно, но без практики пользы не будет. Мы же в свою очередь хотим дать вам 5 простых, но важных советов:
- Не забывайте про защиту. Это одна из главных проблем всех начинающих специалистов. Даже оббивая шлак специальным молотком, не пренебрегайте очками или маской, а также перчатками. Они помогут избежать травм.
- Как только вы слишком ускоряетесь или делаете слишком длинную дугу, металл будет растекаться. Чтобы сделать качественный шов, следите за скоростью и высотой расположения электрода.
- Следите за целостностью обмазки стержней и не используйте в работе отсыревшие материалы. Электроды всегда можно просушить, это не займет много времени, а качество шва увеличит заметно.
- Чем больше наклон стержня электрода, тем лучше выходит шлак. Зато если его расположить вертикально, дуга будет интенсивнее.
- Все колебательные движения должны быть легкими и с небольшой амплитудой. Не стоит хвататься за электрододержатель мертвой хваткой и сильно им размахивать. Расслабьте руку и наслаждайтесь процессом. Успех придет с опытом, а его нужно нарабатывать.
Научиться ручной дуговой сварке даже самостоятельно вполне реально, особенно если вы планируете использовать ее на бытовом уровне. Вам помогут наши рекомендации, качественное оборудование, аксессуары и расходные материалы. Заходите в каталог и выбирайте лучшую продукцию по адекватным ценам.
Как правильно варить сваркой с использованием электродов? — Сварочные электроды
Будет ли это ремонт в квартире либо же постройка нового гаража – знания азов сварки металлов пригодятся всегда. Когда происходит постройка нового объекта, то в любом случае нужно будет прибегать к сварочным работам для модификации элементов интерьера или экстерьера. Для красивых швов понадобится рука профессионала, однако, там, где это не принципиально, работу сделает и неопытный сварщик, который знает, как правильно варить сваркой электродами.
Общие сведения
Сваренные металлы не уступают по прочности оригинальной конструкции. Чем стремительнее развивается строительная индустрия, тем больше появляется сфер применения этой технологии. Каждый уважающий себя хозяин должен знать, как правильно варить электродом 3 мм.
Чем стремительнее развивается строительная индустрия, тем больше появляется сфер применения этой технологии. Каждый уважающий себя хозяин должен знать, как правильно варить электродом 3 мм.
Особенности электросварки
Сегодня различают следующие типы дуговой сварки:
- ручная;
- полуавтоматическая;
- автоматическая.
Ручной тип в основном применяется во время выполнения монтажных работ или строительства с использованием металла в форме широких листовых полос. Технология также позволяет соединять трубопроводы, поэтому широко применяется при выполнении сантехнических работ.
Виды электродов
- Проводник, обработанный силикатной обсыпкой. Это популярный тип, используется для резки металлов. Наиболее распространённые размеры: 0,3 см и 0,4 см. Перед тем как варить сваркой электродами тройкой или четверкой, необходимо иметь представление о виде работы, которую нужно проделать.
- Вольфрамовые. Данный вид применяется при аргонодуговой сварке для варки металлов и различных поверхностей. Особенностью этих электродов является то, что они не поддаются плавке.
- Электроды, обработанные стеклянной обсыпкой. Эти электроды для сварки оцинкованных труб используются наиболее часто. Когда проваривается шов, шлаковый шлейф отпадает сам, что существенно снижает риск повреждения конструкции.
 Данный вид применяется при аргонодуговой сварке для варки металлов и различных поверхностей. Особенностью этих электродов является то, что они не поддаются плавке.
Данный вид применяется при аргонодуговой сварке для варки металлов и различных поверхностей. Особенностью этих электродов является то, что они не поддаются плавке.Технология сварки электродами
Чтобы воспользоваться технологией дуговой сварки, для начала необходимо убедиться, что к электроду подключен переменный или постоянный ток. Электрическая дуга, генерирующая тепловую энергию, образовывается при удержании проводника на свариваемом объекте.
После воздействия высокой температуры дуги (она может достигать 7000°С), происходит плавка металла. Электрод расплавляется и соединяется со смесью металлов.
«Обратите внимание!
Нужно знать, как правильно варить нержавейку электродами, чтобы получить полноценный сплав. »
»
В процессе сварки используется сварочная ванна. Размеры ванны зависят от множества факторов, в число которых входят размер конструкции, скорость движения дуги, а также режима сварки (ручной или автоматический). Длина ванны в среднем составляет 15 мм.
Как подключать электрод?
Если подключить к изделью анод (+), то будет происходить ручная дуговая сварка прямой полярности. При присоединении отрицательного полюса (-), будет выполняться сварка ручного типа с обратной полярностью. Таким образом, имеется прямое и обратное подключение проводника. Оба эти виды подключения можно использовать – конкретный тип зависит от толщины металла. Для тонких материалов применяется обратное подключение, а для металлов большой толщины (более 0,3 см) – прямое.
Как правильно зажигать дугу?
Прежде чем зажечь дугу, необходимо выбрать нужную силу тока на сварочном устройстве. Аппарат имеет два кабеля:
- на первом находится зажим;
- на втором – специальный держатель, на который крепится электрод.

Зажечь дугу можно двумя способами:
Способы зажигания сварочной дуги
Подготовка электродов к сварке и виды передвижения являются основными отличиями способов зажигания дуги.
Если используют процесс касания, то электрод располагают под углом 90 градусов по отношению к тому месту, где будет образован шов. Когда произошло первое касание, проводник отводят на 0,3 сантиметра. За счет большого количества тепловой энергии достигается температура, помогающая соединять металлы.
Метод зажигания чирканья напоминает зажигание спички. Касание должно быть плавным, а располагать проводник нужно в одном направлении. После касания инструмент нужно отвести от рабочей области. Этот метод является наиболее распространённым из-за его сравнительной простоты, но в то же время он не позволяет достичь труднодоступных мест.
Необходимый наклон электрода
Подача электродов зависит от того, какое положение занимает сварка, а также от толщины и свойств металла, который необходимо сплавить. Что касается направления сварки, то здесь возможны следующие варианты:
Что касается направления сварки, то здесь возможны следующие варианты:
Вне зависимости от того, какое направление было выбрано сварщиком, важно убедиться, что была достигнута максимальная глубина сварки, а шов формируется правильно. Чтобы получить ровный и эстетически красивый шов рекомендуется наклонять проводник под углом 30-60°.
Положение электрода при сварке
Движение электрода
Движения электродов, что выполняются во время сварки, называют колебательными. Существует большое количество подходов к выполнению сварочных работ.
Первое движение называется поступательным. Используя это движение, сваривание происходит по оси электрода, при этом поддерживается стабильная длина дуги. Конкретная длина дуги при сварке электродами зависит от марки устройства, а также особенностей процесса сварки. Уменьшив двину дуги, качество шва тоже будет уменьшаться. Также появляется возможность короткого замыкания. Дуга должна быть в пределах диаметра электрода (по крайней мере, она не должна выходить за 1,3 его диаметра).
Второе движение называется смещение и подразумевает смещение проводника вдоль его оси, чтобы образовать шов. Конкретная скорость смещения зависит от:
- диаметра устройства;
- силы переменного или постоянного тока;
- скорости плавления.
Если поперечные смещения отсутствуют, то шов получится узким (он чаще всего используется при сплаве тонких конструкций).
Варианты движения электрода при сварке
Как выбрать ток для сварки?
Для начала стоит определить вид тока для сварочных работ: постоянный или переменный. При использовании переменного тока уменьшается глубина приваривания (примерно на 45%), в то время как провар уменьшается на 15%, если использовать переменный ток (на 25%).
Определившись с полярность электрода, необходимо выбрать диаметр проводника. От него зависит вид тока, а также время горения электрода при сварке. Например, если используется проводник диаметром 2,5 мм, то для сваривания необходимо подать ток 70–120 А. В тех ситуациях, когда речь идет о сварке тонких металлов, необходимо подбирать проводник толщиной 2–3 мм, при этом нужно подавать ток силой 40–70 А. Таким образом, можно сделать вывод, что на силу тока влияет вид толщины материала и диаметра электрода.
Например, если используется проводник диаметром 2,5 мм, то для сваривания необходимо подать ток 70–120 А. В тех ситуациях, когда речь идет о сварке тонких металлов, необходимо подбирать проводник толщиной 2–3 мм, при этом нужно подавать ток силой 40–70 А. Таким образом, можно сделать вывод, что на силу тока влияет вид толщины материала и диаметра электрода.
Нужно помнить, что электрическая сварка бывает автоматической, полуавтоматической и ручной, а выбор проводников и тока зависит от тонкостей сварочных работ. Кроме того, если работник выяснил, как правильно варить сваркой электродами, типы швов у него будут получаться тонкие и красивые.
Как варить уони 13 55 инвертором?
Как варить уони
Вопрос:
Вычитал в литературе, что УОНИ 13 55 — хорошие сварочные электроды, поэтому решил их купить и спалить, попробовать на практике, правду ли пишут? На деле же все пошло не так, как рисуют в теории. Поясните, пожалуйста, при сварке на обратной полярности, приходится добавлять ток более чем. А УОНИ все-равно залипает, и дуга обрывается. После нескольких попыток поджигаешь-таки снова дугу, проходишь десяток-два миллиметра и электрод снова тухнет. Никак не пойму, как работать этим «чудом», может быть нужно ток еще добавить? Металл шва радует качеством, хороший, шлакового мусора мало. Что я делаю не так?
А УОНИ все-равно залипает, и дуга обрывается. После нескольких попыток поджигаешь-таки снова дугу, проходишь десяток-два миллиметра и электрод снова тухнет. Никак не пойму, как работать этим «чудом», может быть нужно ток еще добавить? Металл шва радует качеством, хороший, шлакового мусора мало. Что я делаю не так?
Читайте на сайте статью:
Электроды ESAB OK
Ответ:
Если вы только начинаете варить ручной дуговой сваркой, то данные электроды не очень подходят для учебы. Для работы с УОНИ нужна определенная сноровка. Попробуйте сначала варить МР-3 или АНО-21, как только начнет выходить ими, только тогда переходите на УОНИ 13 55 для ответственных конструкций.
Вот несколько нюансов, которые могут вам помочь:
• Некоторые производители могут выпускать просто-напросто некачественные электроды. Нужно приобрести и поварить электродами разных производителей, потом сами поймете, каким отдать предпочтение. Даже в одной упаковке один электрод может варить нормально, а другой – бракованный, не говоря уже о разных упаковках!
• Обязательно перед работой электроды нужно просушить или, в крайнем случае, прокалить (читайте статью на эту тему)
• Дело еще может быть в том, что выходной ток вашего инвертора может отличаться от того, который показывает индикатор или ручка плавной регулировки.
• Пробуйте сваривать без отрыва, уткнувшись в покрытие и поддерживая минимальную дугу.
- Варите углом назад, в таком случае шлак будет ложиться на уже заваренный участок
- В условиях низкого напряжения электросети или его просадках дешевый китайский аппарат не будут варить электродами с основной обмазкой. Решить проблему можно: а) подключив в схему дроссель;
б) купить профессиональный сварочник
в) найти хорошую электросеть.
- Не забывайте так же, что УОНИ 13 55 создавались для сварки особоответственных нагруженных металлоконструкций, которые собирают в цехе. Поэтому под них обязательна тщательная предварительная подготовка поверхности стальных заготовок. Загрязнения и коррозию, влагу они не переносят.
- Сварочного тока много давать не надо. То что хорошо для рутилового электрода, для основного применять нельзя. Форсирование процесса снизит качество шва.
При слишком большом токе тяжело контролировать сварочную ванну, испарение металла интенсивное, большое количество брызг.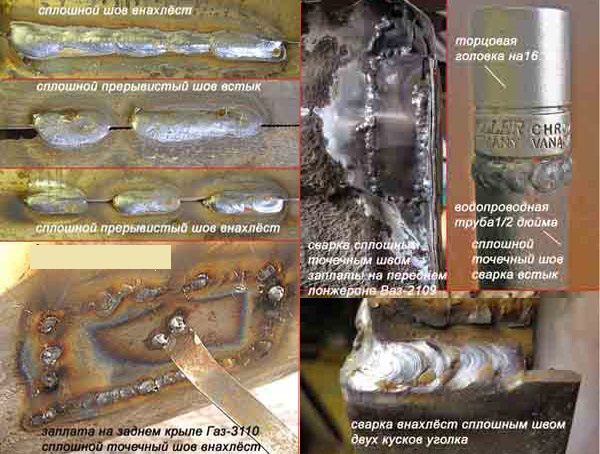 Увеличиваются коробления в следствии высокого термического влияния. При сварке потолка и прохождении вертикальных швов металл будет вытекать из ванны.
Увеличиваются коробления в следствии высокого термического влияния. При сварке потолка и прохождении вертикальных швов металл будет вытекать из ванны.
Ориентируйтесь на следующие режимы при сварке трехмиллиметровым электродом в зависимости от положения:
а) нижнее 80-100А
б) вертикальное 60-80А
в) потолочное 70-90А
Для электродов лосиноостровского завода ток давать чуть ниже указанного выше.
P.S УОНИ 13 55 можно взять с собой в магазин перед покупкой инвертора для его тестирования.
Сжечь электрод нужно не отрывая дугу полностью, подключив инвертор к удлинителю 30м сечением 1,5 кв.мм. Если дуга не погаснет, а электрод не прихватит к металлу, значит сварочник качественный.
• Побольше жгите основные электроды и со временем все у вас выйдет!
Вопрос:
Я человек в сварке новый, но пытливый. Никак не могу понять, из-за чего УОНИ не рекомендуют варить на прямой полярности? В интернете, в инструкциях и видеоуроках говорится прямо – не варят. Но, вот, недавно наткнулся на видео, на котором было наглядно показано, что разницы при сварке УОНИИ 13/55 на прямой и обратной полярности нет. Качество швов одинаковое в первом и втором случае, как при визуальном осмотре не зачищенных швов, так и после зачистки болгаркой с «волосатым» кругом. Так что, как то я не верю всем этим писателям. А вопрос, собственно, следующий:
Но, вот, недавно наткнулся на видео, на котором было наглядно показано, что разницы при сварке УОНИИ 13/55 на прямой и обратной полярности нет. Качество швов одинаковое в первом и втором случае, как при визуальном осмотре не зачищенных швов, так и после зачистки болгаркой с «волосатым» кругом. Так что, как то я не верю всем этим писателям. А вопрос, собственно, следующий:
Разъясните физику процесса, пожалуйста, как обоснование невозможности варить на прямой полярности электродами УОНИ.
Ответ:
На самом деле, фраза «Сварку электродами УОНИ 13/55 проводят на токе DC обратной полярности» не придумана любителями что-нибудь эдакое «запостить» на просторах сети интернет. Это рекомендация производителей, с которой вы может ознакомиться на соответствующих сайтах или, по приобретению, прочитать на упаковочной коробке.
Что происходит с УОНИ де-факто при сварке на прямой полярности?
Исходные условия: электроды прокалены, все как положено.
Результат: Дуга гаснет на первый взгляд беспричинно. Загорается только при касании еще не отвердевшего шлака. По- другому ее зажечь невозможно.
Загорается только при касании еще не отвердевшего шлака. По- другому ее зажечь невозможно.
Электрод залипает, и флюсовое покрытие плавится с трудом. Дуга гаснет от того, что стержень электрода выгорает внутри не расплавившегося покрытия на пару миллиметров.
То есть, не хватает температуры для расплавления обмазки, защита сварочной ванны отсутствует.
При сварке на обратной полярности все по-другому.
Физику процесса де-юре вам подробно растолкуют, возможно, инженеры-технологи, занятые на электродных производствах… Здесь мы изложим вкратце свое видение процесса с точки зрения теории.
Для того, чтобы понять, что мешает варить электродами УОНИ на прямой полярности, нужно знать, как влияет выбор полярности на сварочный процесс.
.При соблюдении рекомендованной производителем обратной полярности на электроде мы получаем знак «плюс», на изделии знак «минус». Но, специфика физических процессов как раз и состоит в том, что при сварке на обратной полярности на электроде образуется анодное пятно, а на изделии -катодное. Соответственно, поток электронов направлен от катода к аноду и нагревается больше электрод. Возникает температура, достаточная для протекания нормального сварочного процесса . Чего в обычных условиях не наблюдается при сварке на прямой полярности.
Соответственно, поток электронов направлен от катода к аноду и нагревается больше электрод. Возникает температура, достаточная для протекания нормального сварочного процесса . Чего в обычных условиях не наблюдается при сварке на прямой полярности.
Использование универсальных электродов позволяет обойти эту проблему.
Источник: http://svarka-master.ru/svarka-e-lektrodami-uoni-13-55/
Как выбрать электрод для сварки. Инструкция для чайников
Это статья из серии экспресс-уроков Свар-EXPRESS.
Темы урока: какой диаметр электрода нужен под конкретную толщину металла; какой сварочный ток выставлять для каждого случая; что такое полярность сварки.
| Инженер-сварщик Евгений Евсин |
Выбор сварочного электрода, для начинающего сварщика может стать проблемой. Например, какой диаметр электрода нужен под конкретную толщину металла, или какой сварочный ток выставить для получения прочного шва?
Постараемся ответить на эти вопросы.
Для начала разберёмся, что такое электрод и для чего нужна обмазка.
Электрод представляет собой металлический сердечник с особым покрытием, которое называется обмазкой. В процессе сварки сердечник плавится, а обмазка при сгорании создаёт газовую защиту шва от вредного воздействия кислорода. Так же в процессе сварки формируется защитный шлаковый слой сварочной ванны.
Выбирая электрод следует обратить внимание на состав сердечника, который должен быть схож со свариваемым металлом. Так существуют специальные электроды для углеродистых, легированных, высоколегированных сталей, электроды для работы с нержавейкой, жаростойкими сталями, для работы с алюминием или чугуном.
Существует огромное множество металлов и их сплавов, рассказывать о каждом мы не будем, а сосредоточимся на тех электродах, которые могут понадобиться в быту. В основном для домашних нужд используется конструкционная сталь небольшой толщины. Вот для неё мы и попробуем подобрать электроды.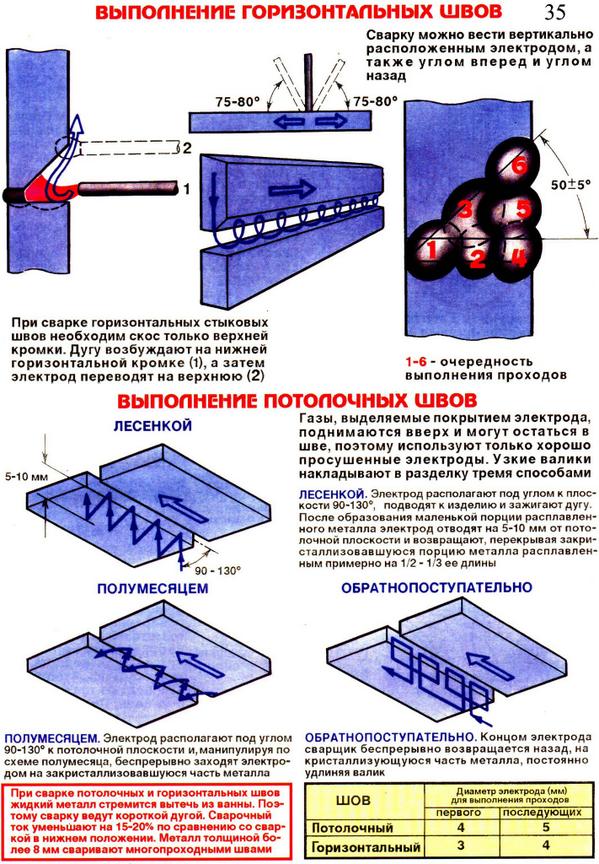 Но прежде несколько слов об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Каждый из них применяется для решения своих задач.
Но прежде несколько слов об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Каждый из них применяется для решения своих задач.
Основное и целлюлозное покрытия используются для сварки исключительно на постоянном токе. Данные электроды можно использовать при монтаже ответственных конструкций, где требуется максимальная прочность наплавленного металла.
Рутиловые электроды подойдут для работы на постоянном или переменном токе. Они отличаются лёгким поджигом и малым разбрызгиванием металла. Электроды могут работать с аппаратами обладающими низким значением напряжения холостого хода.
При использовании электродов с кислым покрытием – можно добиться лёгкого отделения шлака, однако пользоваться подобными электродами в замкнутом пространстве не рекомендуется — они достаточно вредны для здоровья сварщика.
Ещё один момент — электроды с рутиловым и кислым покрытием рекомендуется использовать при сварке аппаратами с напряжением холостого хода 50 (+/- 5) вольт.
Наиболее широко распространены электроды с основным и рутиловым покрытием. Для новичка знакомства с ними будет вполне достаточно.
Самыми распространёнными электродами с основным покрытием являются УОНИ 13/55. Данные электроды предназначены для углеродистых и низколегированных сталей. Как сказано в описании данных электродов, они рекомендуются для сварки ответственных конструкций, швы, сваренные с помощью УОНИ 13/55 отличаются пластичностью и стойкостью к ударным нагрузкам. Изделия, сваренные УОНИ 13/55 могут эксплуатироваться в условиях низких температур.
К недостаткам данных электродов стоит отнести требовательность к чистоте кромок заготовок. Если кромки заготовок перед сваркой не обработать и на них попадёт масло, вода, или ржавчина, велика вероятность появления сварочных пор.
УОНИ 13/55 – предназначены для сварки только постоянным током на обратной полярности – о которой мы расскажем чуть позже.
Самым распространённым представителем рутиловых электродов можно назвать электроды марки МР-3. Они предназначены для работы с углеродистыми и низколегированными сталями.
Они предназначены для работы с углеродистыми и низколегированными сталями.
К сильным сторонам данных электродов стоит отнести возможность сварки как на постоянном, так и переменном токах, малое разбрызгивание металла, стабильность дуги во всех пространственных положениях.
Кроме двух самых распространённых марок электродов для работ с конструкционной сталью, новичкам можно рекомендовать электроды российского производства ОЗС-12 и АНО-4. А для сварки нержавейки электроды зарубежных производителей ОК 63.34, ОК 61.30 или отечественные электроды ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
Большая часть инверторов для ручной дуговой сварки работает с постоянным током. На постоянном токе существует 2 варианта подключения полярности: прямая и обратная.
Прямая полярность – вариант подключения при котором к быстросъёму «+» инвертора подключается масса, держак подключается к «-«. Обратная полярность — масса подключается к «-«; «+» к держателю электрода.
При сварке на плюсовом контакте выделяется больше тепла, а значит на обратной полярности лучше сваривать массивные детали, а на прямой тонкий металл (до 2 мм) или высоколегированную сталь, чтобы избежать их перегрева.
Диаметр электрода подбирают, ориентируясь на толщину металла заготовок. Для сварки металлов толщиной до 1.5 мм сварка электродами применяется крайне редко, для таких толщин лучше использовать полуавтоматы или аргонодуговую сварку.
Примерное соотношение толщины заготовок и диаметров электродов вы можете узнать из таблицы:
Следующий важный момент – какой ток необходимо выставить для электрода конкретного диаметра. Данную информацию можно узнать на упаковке электродов, или посмотрев следующую таблицу:
Так же начинающему сварщику, будет полезно знать, что сварочный ток можно подобрать из расчёта 20-30А на один миллиметр диаметра электрода. Т.е. для электрода диаметром 3мм, ток должен быть в приделах 80-110А, в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и однозначных настроек тока не существует – каждый сварщик видит процесс по-своему, и в зависимости от собственных ощущений выставляет необходимые параметры тока.
Чем выше сварщик выставляет параметры тока, тем более жидкой и менее «управляемой» получается ванна. Задача сварщика – настроить аппарат таким образом, чтобы работа была комфортной, а сварочная ванна достаточной для провара и управления краями ванны.
Перейти в каталог:
Источник: https://Evrotek.Spb.ru/info/stati/i_welding/27275/
Как варить вольфрамовыми электродами
- Информация о материале
Для сварки цветных и цветных металлов с черными используется сварка с применение вольфрамовых электродов или аргонно-дуговая сварка. Ее отличие от дуговой сварки заключается в том, что область сваривания (электрод, ванна и дуга) защищены от воздействия окружающей среды потоком аргона, а вольфрамовый электрод не плавится из-за высокой температуры плавления. Роль присадки играет проволока, которую подают в ванну.
Роль присадки играет проволока, которую подают в ванну.
Сварка вольфрамовыми электродами отличается прочностью и аккуратностью шва, но при проведении работ нужно учитывать некоторые особенности.
- Сначала свариваемые детали следует обезжирить и очистить от механических примесей (можно сделать щеткой по металлу)
- Присадочную проволоку следует подавать плавно, чтобы избежать разбрызгивания металла
- Чтобы шов был качественным, следует ограничить до минимума длину дуги, в противном случае металл будет проплавляться на меньшую глубину, но увеличится ширина шва.
- Аргон следует подавать еще некоторое время после завершения сварки.
- Из плюсов сварки вольфрамовыми электродами следует отметить:
- Не деформируются свариваемые детали из-за небольшой области нагревания
- Высокая скорость работ
- Несложное оборудование
При сварке вольфрамовыми электродами можно использовать не только аргон но и другие инертные газы и углекислоту, но следует учитывать, что электрод при этом горит.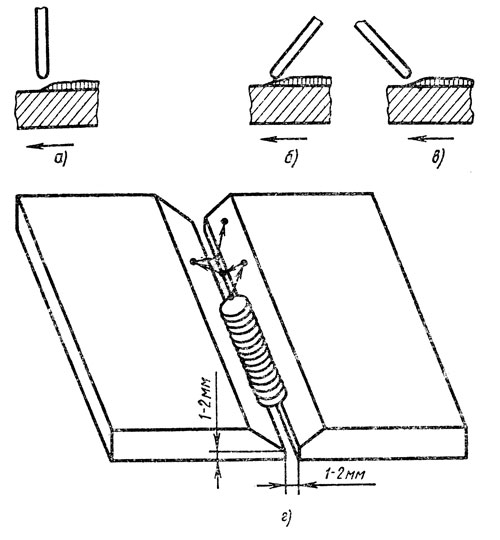 Электроды бывают различными по диаметру и покрытию или без него. Отечественные это ЭВЧ, ЭВЛ-2, а импортные WC-20(серого цвета, применяется для сварки бронзы, меди, титана, нержавейки), WL-20(синий, для сварки и резки тонколистового материала), WT-20(красного цвета отличаются долговечностью, но содержат ториевую пыть).
Электроды бывают различными по диаметру и покрытию или без него. Отечественные это ЭВЧ, ЭВЛ-2, а импортные WC-20(серого цвета, применяется для сварки бронзы, меди, титана, нержавейки), WL-20(синий, для сварки и резки тонколистового материала), WT-20(красного цвета отличаются долговечностью, но содержат ториевую пыть).
Видео как варить вольфрамовыми электродами
Обьясните как варить обычной сваркой чтоб электрод не шлаковал
дявал
Вот перцы какая у мя проблема. Имею сварочный аппарат обычный без выпрямителя но по взрослому состоящий из 4ёх вторичных обмоток.И видна тот кто его делал в бородатые годы маленько неподращитал токи и получилось что с одной обмотки ток для электрода 2мм слишком мал а на следующей обмотке слишком велик. Всмысле там где мал там электрод жутко шлакует а там где велик там прожигает бак. До сего времени ставил на малый ток, гдет 5 см
об железку грел электрод и варил, вроде шлаковал несильно и непрожигал. Но всетаки шлаки имели место но это неважно было. А теперь архиважно чтоб шлаков воопче небыло или были но хрупкие и легко удаляемые как при сварке большим током.И нихера вопчем у меня неполучяеца, место сварки неудобное, автоматом неподлезть. А разваривать весь бак чтоб подобраца автоматом както нехочеца.Шлаки твердые получаюца и сбивать из постукиванием тяжело, пришлось сделать длинную иглу и выковыривать шлаки и всеравно суки держуца сильно и невыгорают при наварке поверх этого.
Вопчем че я хочу спросить- можноль на такой обычной сварке использовать не электрод с обмазкой а кусок проволоки от автомата?В чем роль этой самой обмазки у электрода?И почему проволока для автоматов покрыта какойто жолтой гальваникой?
Jean
Наскока я понял, обмазка на електроде во первых играет роль изолятора (чтоб не Jбнуло током), а во вторых нужна для того чтоб в начале процесса, без особых промблем, можно было получить дугу (без обмазки тутже примерзает нахрен), попрбуй сбить часть изолятора, тока дугу придется получать легким чирканием, как спичкой о коробок (сперва потренируйся). Вставлять в держак проволоку от автомата ни разу не пробовал, хз чо из ентого получится. В любом случае, от шлаков все равно никуда не денешся.
Вставлять в держак проволоку от автомата ни разу не пробовал, хз чо из ентого получится. В любом случае, от шлаков все равно никуда не денешся.
дявал
Кстати об дуге. Варю обычно крутыми МР , но только толстыми бо тонких нема, таквот если вставить новый электрод и начать то все заибись но стоит только прекратить как серцевина электрода получяеца на гдет 1-2 мм глубже обмазки, тоесть чтоб опять начять варить надо нехуево стукнуть электродом чтоб сбить этот борт из обмазки.Защет этого я так думаю зазор между электродом и поверхностью получаеца оптимальным как ты недави на электрод, если зажогся то пойдет как помаслу.Такшо опыт поджигания голой проволоки уже есть таккак ентот электрод на конце после обстукивания голый))))
Нова
Обмазка на электроде нужна для того, чтобы Ваш «навар» не развалился сразу же после окончания сварки (защита химпроцессов во время сварки и остывания сплава). Посоветую использовать электроды HYINDAI (типа того) — шлаки чуть ли не сами отваливаются, а зажигается, как сухая спичка .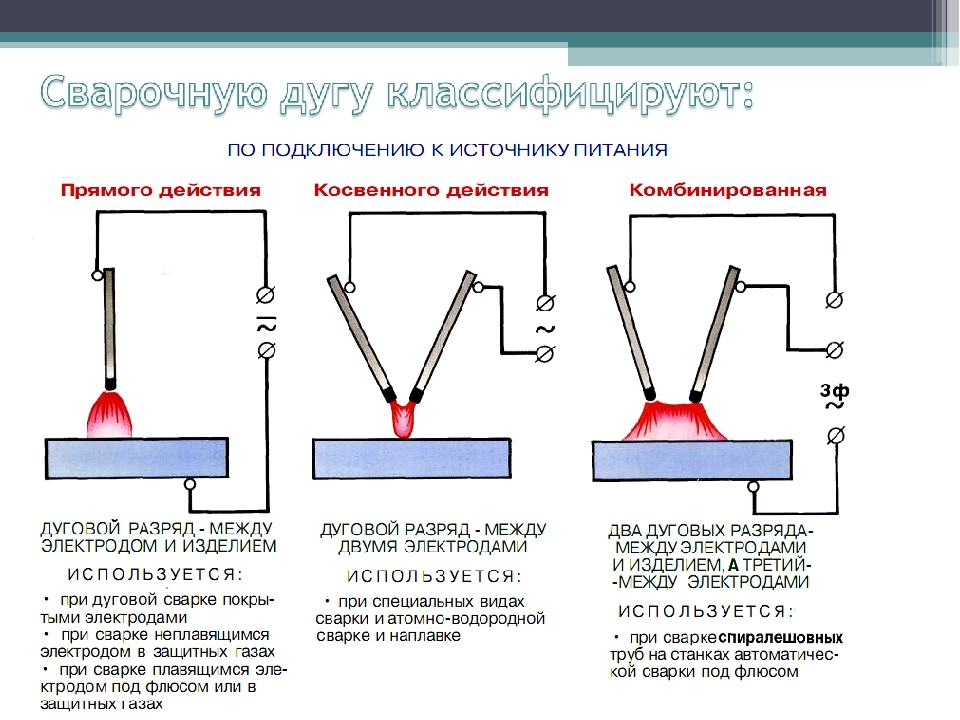 От автомата проволоку лучше не пытаться, поверьте, проверено временем. (а жаль, что таковым не подобраться )
От автомата проволоку лучше не пытаться, поверьте, проверено временем. (а жаль, что таковым не подобраться )
shvbsk
Слышал, что ток регулируют навитой из нихрома спиралью.
дявал
псиб всем, попробую сначяла поставить добавочое сопротивление. А потом если неполучица прийдеца искать вышеуказанные электроды.
Мне также подсказали что можно попробовать тонкими УОНИ но им нужна постоянка обратной полярности.А у меня нет дроселя. Вот вопрос про дросель в новом топике «Сварка.Как сделать из переменки постоянку»
manowar
цитата:Слышал, что ток регулируют навитой из нихрома спиралью
только хотел посмотреть на того , кто согнет спираль из нихрома сечением в 5 квадратных см…
цитата:
В чем роль этой самой обмазки у электрода
играет роль флюса- недопускает окисления железа при сварке. тоесть в дугу не допускает кислород воздуха(во всяком случае уменьшает)
manowar
цитата:Слышал, что ток регулируют навитой из нихрома спиралью
только хотел посмотреть на того , кто согнет спираль из нихрома сечением в 5 квадратных см.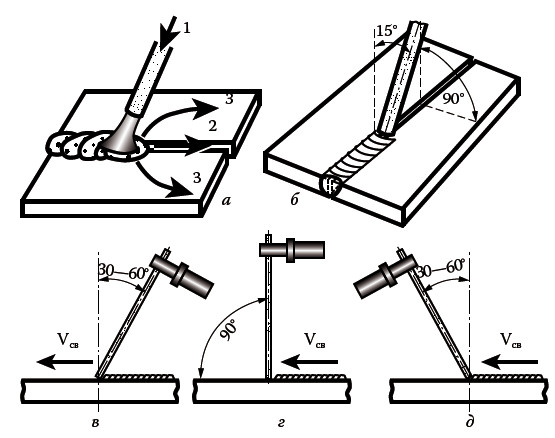 ..
..
цитата:
В чем роль этой самой обмазки у электрода
играет роль флюса- недопускает окисления железа при сварке. тоесть в дугу не допускает кислород воздуха(во всяком случае уменьшает)
дявал
Данет не 5 см, видел спираль- называли дополнительный резистор- так там проволока гдет 4 навитая на трубу из асбеста.
дявал
4мм диаметр всмысле
1walera
обмазка необходима! в ней вся суть эл.сварки- 1 не пускает кислород из воздуха. 2 из нее лигирующи добавки попадают в свар. шов.
Проволокой от автомата варить можно если место сварки обильно продувать инертным газом! и подавать ее прмо от электрода, потому что на большой длинне она перегреется и расплавится!
caleb
Можно еще ток регулировать дросселем с разьемным сердечником, удобнее но сложнее в изготовлении чем спираль
Нова
УОНИ брызгаются (была у меня пачка, на два с половиной, теперь незнаю куда её деть)
LoudPiper
Немецкие, с голубой обмазкой рулят!
Съежжу в деревен скажу фирммуу
дявал
Уони да, очень плохо работают на неподготовленном металле, брызгают кратеруют, пузырят. На только что зачищенном и обезжиренном- сказка.Хороший электрод но для прямых рук и очень чисто выпрямленного тока.
На только что зачищенном и обезжиренном- сказка.Хороший электрод но для прямых рук и очень чисто выпрямленного тока.
Голубой кстати уже и МР делают, помоему МР3-М или МР3-Р, недавняя разработка.
Misha_B
Обмазку мона самому из мела и жидкого стекла (конторского клея) замутить. Делаешь кашу, в неё проволоку кунаешь и сушишь. Сам не делал, только читал.
ZeroForce
В трамваях классные шунты используются. Калиброваны точно и держат ампер двести (это у наших Тагильских трамваев производство Усть Катавск).
Для экстремалов есть такой способ регулировки тока, для низких напряжений конечно. Берется железное ведро с водой и лопата. Один контакт садим на ведро, другой на лопату. В ведро сыплем пачку соли. Ток регулируется изменением глубины погружения лопаты в ведро и изменением концентрации соли в воде. При токе в 100 ампер, ведро воды закипает секунд за 30.
Мы так на работе ВАЗП налаживали (Выпрямительный Агрегат Зарядный Подзарядный), один сует лопату в ведро, другой защиту на ВАЗП крутит.
Как варить металл электросваркой, как правильно сваривать (тонкий и другие)
Общие сведения и процесс
Для того чтобы разобраться как правильно сварить металл электросваркой, надо понять, что речь идет о сварке, а не о металлургическом процессе выплавки и для чего необходимы такие знания. Освоить сварочное производство с нынешним количеством обучающих материалов можно и в домашних условиях, но и только для собственных бытовых нужд. Если речь идет об оказании услуг, то это влечет за собой определенную ответственность за качество работ и потому знания и опыт лучше получать в специализированных учебных заведениях.
Сварка предметов, находящихся в твердом состоянии, путем нагрева и расплавления с применением эклектической энергии называется электросваркой.
Процесс происходит под непосредственным воздействием электрической дуги, температура которой превосходит температуру плавления любого из известных металлов и их сплавов и составляет 70000С.
Дуга образуется от подачи электрической энергии постоянного или переменного напряжения от сварочного трансформатора к электроду и свариваемому предмету. Под воздействием возникающей высокой температуры металлы плавятся и образуют сварочную ванну, в которой перемешиваются, а входящие в них примеси в виде шлаков всплывают на поверхность и создают защитную пленку. Металлы остывают, затвердевают и образуют сварное соединение или шов. Застывший шлак убирают. Для сварки применяют плавящиеся и неплавящиеся электроды, а также присадочные проволоки и защитные газы и смеси.
По степени механизации сварку разделяют на:
Электрическая дуга может оставить ожоги на теле и глазах- ручную;
- полуавтоматическую;
- автоматическую.
Электрическая дуга может образовываться при помощи постоянного тока прямой полярности, когда отрицательный полюс подводиться на электрод, и обратной полярности – на электроде положительный полюс.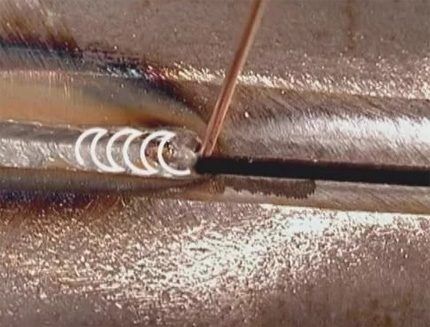 Также она может создаваться переменным током. Дуга может образовываться не только между изделием и электродом, но и между электродами. Такая дуга называется косвенного действия или независимая. Дуга при сварке может быть открытой для наблюдения, закрытой и полуоткрытой. Это различие особенно важно учитывать при соблюдении правил техники безопасности и защите органов зрения специальными светофильтрами от ожогов ультрафиолетовым излучением.
Также она может создаваться переменным током. Дуга может образовываться не только между изделием и электродом, но и между электродами. Такая дуга называется косвенного действия или независимая. Дуга при сварке может быть открытой для наблюдения, закрытой и полуоткрытой. Это различие особенно важно учитывать при соблюдении правил техники безопасности и защите органов зрения специальными светофильтрами от ожогов ультрафиолетовым излучением.
Уделять внимание защите от окружающего воздуха надо и зоне сварки. Защитой может быть шлак, выделяющийся при плавлении, газ и флюс.
Флюс – это специальное вещество или смесь из различных материалов, которым защищают от атмосферного воздействия, для стабилизации горения дуги и придаче сварочному шву дополнительных свойств. Как правило, эту смесь наносят на электрод.
Технология и обучение
Спецодежда для сварщиковПроцесс варки металла как электросваркой, так и другими способами, начинается с подбора рабочей одежды и оборудования. Для электросварки необходимы:
Для электросварки необходимы:
- маска или очки для защиты глаз со специальным светофильтром;
- перчатки, предпочтительнее из замши;
- одежда с длинными рукавами;
- закрытая обувь.
Из оборудования:
- сварочный аппарат;
- трансформатор для преобразования переменного тока в постоянный;
- электроды в комплекте;
- молоток и другой инструмент для сбивания шлака и зачистки шва.
Научиться и правильно сваривать металл электросваркой как раз зависит от подбора оборудования, и, в первую очередь, электродов. От их покрытия или обмазки зависит качество сваривания. Под воздействием температуры, обмазка превращается в газовую зону над ванной расплавленных металлов основания и электрода, которая предотвращает воздействие воздуха на процесс их сплавления.
Опыт сварочных работ лучше получать под руководством профессионального наставника, потому что часто выбор оборудования, режима его работы, расходных материалов, размещение соединяемых элементов, скорость перемещения дуги и так далее происходит эмпирическим, то есть пробным путем. С опытом придут навыки, равномерность движения, качество кромки и шва.
С опытом придут навыки, равномерность движения, качество кромки и шва.
Особенности работы с тонким металлом
Сварка тонкого металла требует опыта работыМеталл толщиной до 3 мм. или тонкий очень часто применяется для производства изделий, используемых в повседневной жизни. Потому их ремонт, в том числе и сварка, — вопрос, который часто возникает и, по общему мнению, не требует обращения к специалистам, а может быть выполнен в «домашних» условиях. Однако это не так просто, как кажется на первый взгляд.
Если нужно сварить электросваркой тонкий металл, то к выбору оборудования, его мощности, вида электрода и сварного шва требуется подход со знанием дела и опытом.
Особенностей его сварки несколько. Основная, что совершенно очевидно, его толщина. При любом неосторожном движении и в изделии может появиться новое и совершенно ненужное прожженное отверстие. С другой стороны, излишняя «деликатность» не создаст необходимого сварного шва и соединение распадется.
Для работы с тонким металлом применяют «малые» токи, потому электрод необходимо держать максимально близко к изделию, иначе пропадет сварная дуга и плавка прекратиться. Кроме того, для каждого металла необходимо специально подготавливать свариваемые кромки, применять разного вида и расположения сварные швы и так далее.
Перед началом работ необходимо правильно подобрать электрод. Его диаметр напрямую зависит от толщины свариваемого металла. Чем тоньше металл, тем меньше диаметр. Применяемый для сварочных работ ток должен соответствовать параметрам металла и электрода. Например, толщина листа 3 мм., диаметр электрода – 3 мм., сила тока от 140 до 180 А. Чем меньше ширина и диаметр, тем меньшей силы ток. Применение «низких» токов не дает возможность использовать электроды с любыми видами покрытия. Необходимо подбирать лишь те, которые дадут легкое возбуждение и устойчивое горение дуги, а также будут иметь замедленное плавление жидкотекучим металлом.
При наличии знаний, компенсировать недостаточный опыт или его отсутствие, можно с помощью используемого оборудования. Полуавтоматическим сварочным аппаратом работать гораздо легче и продуктивнее, чем ручным. Прежде всего, это сказывается на качестве сварного шва. Его можно накладывать несколькими способами, от чего он получается сплошной, точечный или внахлест. Для сплошного шва необходимо правильно выбрать силу тока. Начать рекомендуется с 40 – 60 А. Затем подобрать скорость ведения сварки. Если она будет слишком быстрой, то шов не провариться и не будет соединения, а если медленно, то возможно возникновение прожигов и дырок.
- Например, для сварки листа толщиной 0,5 мм применяются электроды диаметром 1 мм и ток силой 10-20 А.
- Металл в 1,2 мм сваривается электродом 1,6 – 2 мм при токе 30-35 А.
- Для толщины в 2 мм нужны электроды в 2,5 мм и ток до 65 А.
- Для швов внахлест силу тока рекомендуется увеличить на 15%, а для сплошных при тавровом соединении на 20%.
Покрытие может существенно отличаться по составу входящих в него элементов. Основу его, как правило, составляет титановый концентрат. В остальном составы существенно отличаются. В них может быть:
- марганец;
- калиевая селитра;
- полевой шпат;
- декстрин и т. д.
Накладывать шов можно в направлении удобном для работника либо исходя из расположения свариваемых поверхностей.
Полуавтоматической сваркой гораздо легче работать с тонкими металламиОднако практика показала, что сварка в направлении «сверху вниз» дает максимально лучший результат.
Сварочные работы проводят с помощью плавящихся и не плавящихся – графитовых электродов. Соединение при помощи графитовых производится методом оплавления кромок деталей либо с использованием присадочной проволоки.
Проведение сварочных работ зависит от влияния многочисленных факторов и обстоятельств. Каждый конкретный случай требует своего подхода, метода, оборудования и расходных материалов.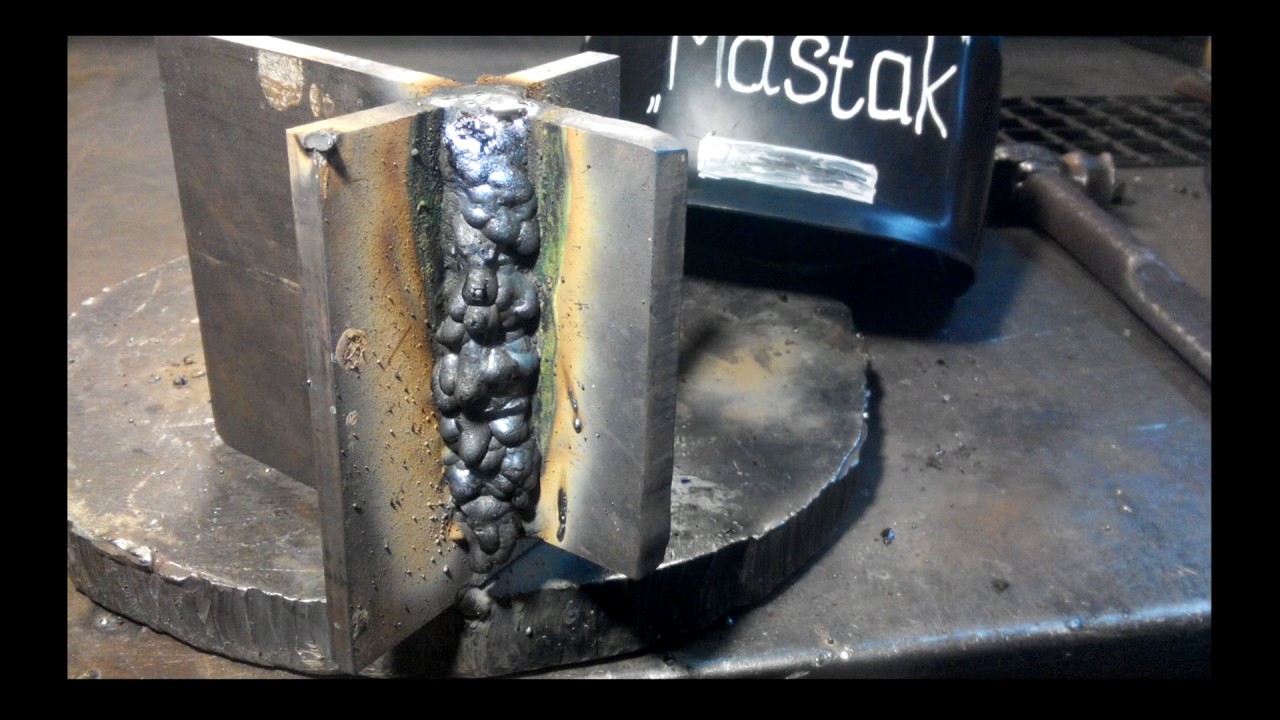 Подбор всего необходимого производится экспериментальным путем. С опытом время на проведения пробных соединений, подбор оборудования и материалов уменьшится, а качество и равномерность шва – улучшится.
Подбор всего необходимого производится экспериментальным путем. С опытом время на проведения пробных соединений, подбор оборудования и материалов уменьшится, а качество и равномерность шва – улучшится.
Нержавеющая сталь
Легированная сталь требует специальных электродов для дуговой сваркиСвои особенности есть и при сварке легированных видов стали. Если в ее состав входит от 12 до 20% хрома, то такую сталь называют нержавеющей. Наряду с хромом в состав этой стали входят другие вещества, которые формируют ее специфические физико-химические свойства. Именно от них зависит ее способность к свариванию и способ, которым можно соединить элементы, из нее изготовленные.
Сварка аргоном один из лучших способов соединить нержавеющую стальУ «нержавейки» теплопроводность снижена в 1,5 – 2 раза. Отчего она легче плавится, а значит, при сварке необходимо использовать токи меньшей силы. С этой же целью, чтобы электроды с хромоникелевыми стержнями не перегревались, их изготавливают длинной не более 350 см. Эта сталь, в силу высокого коэффициента линейного расширения, может трескаться после сварки при остывании, если при соединении краев не будет выдержан достаточный зазор. Надо иметь в виду, что после термической обработки хромсодержащие стали могут терять свое антикоррозионное свойство. Для того чтобы такого «неприятного» эффекта избежать, место нагрева необходимо быстро охладить.
Эта сталь, в силу высокого коэффициента линейного расширения, может трескаться после сварки при остывании, если при соединении краев не будет выдержан достаточный зазор. Надо иметь в виду, что после термической обработки хромсодержащие стали могут терять свое антикоррозионное свойство. Для того чтобы такого «неприятного» эффекта избежать, место нагрева необходимо быстро охладить.
Электросваркой «нержавейку» сварить можно несколькими способами. Существует три способа:
- покрытыми электродами;
- в газово-аргонной среде;
- с использованием нержавеющей проволоки.
В любом случае перед проведением сварочных работ, кромки поверхностей, планируемых к соединению, необходимо обработать: зачистить и промыть растворителем.
Способ сварки выбирают в зависимости от толщины металла, требований к качеству шва и имеющегося в наличии оборудования, а также с обязательным учетом особенностей легированных сталей.
Сварка нержавеющих сталей и «черного» металла возможна при условии применения специальной присадочной проволоки и электродов.
Видео: Сварка нержавеющей стали
как правильно варить инверторной сваркой? Почему они прилипают? Сварка медных проводов графитовым электродом и другие варианты
Сварка сегодня широко применяется не только в промышленности, но и других областях. С ее помощью удается прочно соединить между собой металлические элементы. В статье мы расскажем все о сварке электродами.
Что это такое?
Сварка электродами имеет многочисленные преимущества по сравнению с теми же MIG/MAG и TIG методами. В принципе, почти все металлы могут быть сварены с помощью электродной сварки. Она широко используется при организации трубопровода, в строительстве. Ручная дуговая учитывает тип шва и его положение на плоскости, независимо от того надземная ли это конструкция или вертикально поднимающиеся швы.
Ручная дуговая учитывает тип шва и его положение на плоскости, независимо от того надземная ли это конструкция или вертикально поднимающиеся швы.
Сварщик не использует в процессе защитный газ и может легко работать на улице даже в неблагоприятных погодных условиях, к примеру, при ветре или дожде. Принцип электродной сварки подразумевает непосредственный контакт между стержневым электродом и заготовкой. В процессе работы образуется дуга. Создаваемое короткое замыкание, возникающее на долю секунды между двумя полюсами, открывает постоянный ток. Дуга горит между двумя элементами, в пространстве создается необходимое тепло, необходимое для плавления металла.
Ручная дуговая сварка требует низкого напряжения и высокой силы тока. Система преобразовывает доступное напряжение тока в значительно более низкое, необходимое для работы. В то же время она обеспечивает необходимую силу, что также позволяет регулировать и источник питания. При ручной дуговой сварке металлов сила тока является наиболее важным параметром для обеспечения качества соединений. Поэтому она должна оставаться максимально постоянной, даже если длина дуги изменяется.
При ручной дуговой сварке металлов сила тока является наиболее важным параметром для обеспечения качества соединений. Поэтому она должна оставаться максимально постоянной, даже если длина дуги изменяется.
Для того чтобы можно было создать дугу, цепь между электродом и заготовкой должна быть разорвана. При ручной дуговой сварке это происходит через контактное или сенсорное зажигание. Сварщик направляет электрод к заготовке, и контакт с заземляющим кабелем образует замкнутую цепь. Поднятие стержневого электрода разрывает цепь, возникает короткое замыкание – дуга начинает гореть.
Основные характеристики
Дуговая сварка – это процесс сварки плавлением, в котором тепло, необходимое для плавления металла, получается из электрической дуги, создаваемой между основным металлом и электродом. Нормы расхода при сварочных работах указаны в таблицах. Электрическая дуга образуется, когда два проводника соприкасаются друг с другом, а затем разделяются небольшим зазором от 2 до 4 мм, так что ток продолжает течь по воздуху. Температура, произведенная электрической дугой, составляет от 4000 до 6000 C.
Нормы расхода при сварочных работах указаны в таблицах. Электрическая дуга образуется, когда два проводника соприкасаются друг с другом, а затем разделяются небольшим зазором от 2 до 4 мм, так что ток продолжает течь по воздуху. Температура, произведенная электрической дугой, составляет от 4000 до 6000 C.
В работе используется металлический электрод, который поставляет присадочный металл. Он может быть дополнительно покрыт или оголен. Для дуговой сварки используются как постоянный ток, так и переменный. Переменный получают из понижающего трансформатора, который берет его от основного источника питания от 220 до 440 вольт и понижается до требуемого напряжения, т. е. от 80 до 100 вольт.
Постоянный ток для дуги обычно получают от генератора, приводимого в действие либо электрическим, либо дизельным двигателем. Напряжение открытой цепи, необходимое для поддержания дуги, от 60 до 80 Вольт, закрытой 15 до 25 Вольт. Как постоянный, так и переменный ток используются для получения дуги. Оба имеют свои преимущества и область применения. Сварочный аппарат получает силу от мотора или генератора, а иногда от полупроводникового выпрямителя.
Напряжение открытой цепи, необходимое для поддержания дуги, от 60 до 80 Вольт, закрытой 15 до 25 Вольт. Как постоянный, так и переменный ток используются для получения дуги. Оба имеют свои преимущества и область применения. Сварочный аппарат получает силу от мотора или генератора, а иногда от полупроводникового выпрямителя.
Когда постоянный ток используется для сварки, доступны следующие два типа полярности:
- прямая или положительная;
- обратная или отрицательная.
При прямой полярности около 67% тепла распределяется на металл и 33% на электрод. Ее часто используют там, где нужен больший жар. Это может быть железо или сталь. При обратной полярности около 67% тепла выделяется на электрод и только 33% на работу с материалом. Ее используют при работе с тонкими металлическими листами из алюминия, латуни, бронзы и никеля. У рассматриваемого метода сварки, как и у любой технологии, есть свои преимущества и недостатки.
Из достоинств можно выделить:
- небольшая зона прогрева, соответственно, и деформация минимальна;
- качество соединения находится на высоком уровне;
- высокая скорость создания сварного шва;
- небольшие трудозатраты на последующую обработку шва;
- используется с большим количеством металлов.
Из недостатков:
- сложно работать во время ветра;
- необходимо тщательно подготовить поверхность перед свариванием;
- за зоной тепловой обработки остается след, который потом необходимо дополнительно зачистить.
Сферы применения
Сварка электродами используется при соединении изделий из практически любого металла, в том числе титана. Ее применяют при ремонте кузова автомобиля или глушителя и порогов. Иногда при сваривании медных проводов. Особенно незаменим метод в промышленности, когда приходится иметь дело с тонкими заготовками. В сфере изготовления космических кораблей и велосипедов технология находит все большее применение. Не обойтись без сварки электродами и при организации трубопровода, независимо от его диаметра. Можно использовать сварку электродами и при ремонтных работах инструментов и деталей, изготовленных из алюминия или магния.
Ее применяют при ремонте кузова автомобиля или глушителя и порогов. Иногда при сваривании медных проводов. Особенно незаменим метод в промышленности, когда приходится иметь дело с тонкими заготовками. В сфере изготовления космических кораблей и велосипедов технология находит все большее применение. Не обойтись без сварки электродами и при организации трубопровода, независимо от его диаметра. Можно использовать сварку электродами и при ремонтных работах инструментов и деталей, изготовленных из алюминия или магния.
Именно по той причине, что металл переносится электрической дугой напрямую, становится возможно использовать широкий ассортимент присадочных металлов. Никакой иной метод, существующий сегодня, не демонстрирует таких возможностей. В процессе нагревания хром испаряется, но этого не будет, если использовать GTAW. В данном конкретном случае электрод и металл имеют похожий химический состав, поэтому шов получается не только крепким, но и особенно устойчивым к возникновению коррозии.
Электродную сварку используют даже при заваривании контейнеров с ядерным топливом перед тем, как они подлежат захоронению.
Что необходимо?
Для сварки электродом потребуется сварочная установка, графитовый или вольфрамовый электрод, электродержатель и другие принадлежности. Установка обычно работает с электропитанием 50-60 Герц. Эффективность сварочного трансформатора варьируется от 80 до 85%. Потребляемая энергия на килограмм наплавленного металла – от 3 до 4 кВт.
Можно пользоваться аппаратом инверторного типа, без газа с переменным током и электродом 3 мм. Заранее лучше рассчитать по диаметру толщину проволоки, которая может быть как плавящейся, так и неплавящейся. Функция держателя электрода состоит в том, чтобы удерживать его под нужным углом во время формирования шва или в лежачем положении.
Функция держателя электрода состоит в том, чтобы удерживать его под нужным углом во время формирования шва или в лежачем положении.
Используемые дополнительно кабели и провода должны быть изготовлены из меди или алюминия. Их изготавливают из большого количества тонких проволок, переплетенных между собой. Именно такая конструкция обеспечивает необходимую гибкость и прочность.
Провода изолируются резиновым или усиленным волокнистым покрытием. Функция кабельных соединителей – связать между собой переключатель и держатель электрода. Разъемы разработаны в соответствии с текущей емкостью используемых кабелей.
Отбойный молоток потребуется, когда станет необходимо удалить шлак после того, как металл на шве затвердел. Такой агрегат имеет форму зубила и заострен на одном конце. Проволочная щетка необходима также, чтобы удалить частицы шлака, но уже после скалывания отбойным молотком.
Такой агрегат имеет форму зубила и заострен на одном конце. Проволочная щетка необходима также, чтобы удалить частицы шлака, но уже после скалывания отбойным молотком.
Обязательно во время работы использовать защитную одежду. Этого требует техника безопасности. Она защищает от горячего металла, тепла и излучения. Используемая защитная одежда – это кожаный комбинезон, ботинки, перчатки, очки или маска.
Технология
Если хочется добиться качественного сварного шва, то обязательно должна соблюдаться технология. Правильно варить можно научиться, достаточно потратить немного времени на освоение данного вопроса. Постоянный либо импульсный ток может быть от 5 до 600 А, при этом скорость сваривания также варьируется и находится в диапазоне от 0.04 до 0.4 м/мин. Максимальный диаметр составляет 8 мм, минимальный 0.5 мм. Расход защитного газа литров в минуту – от 5 до 20.
Правильно варить можно научиться, достаточно потратить немного времени на освоение данного вопроса. Постоянный либо импульсный ток может быть от 5 до 600 А, при этом скорость сваривания также варьируется и находится в диапазоне от 0.04 до 0.4 м/мин. Максимальный диаметр составляет 8 мм, минимальный 0.5 мм. Расход защитного газа литров в минуту – от 5 до 20.
Подготовка
Прежде всего металлические детали тщательно очищаются, наносится обезжириватель. Эффективность и качество сварного соединения зависит от правильной подготовки кромок свариваемых пластин. Необходимо удалить все чешуйки, ржавчину, жир, краску и т. д.
Очистка поверхности должна осуществляться механически проволочной щеткой, а затем химически четыреххлористым углеродом. Правильная форма краям пластины позволяет получить правильное соединение. Форма кромки может быть простой, V-образной, U-образной, переформованной и т. д. Выбор зависит от вида, толщины свариваемого металла.
Правильная форма краям пластины позволяет получить правильное соединение. Форма кромки может быть простой, V-образной, U-образной, переформованной и т. д. Выбор зависит от вида, толщины свариваемого металла.
Подходящий электрод вставляют в электрододержатель под углом 60-80 градусов. На следующем этапе потребуется выбрать ток и полярность. Сварка производится путем установления контакта электрода с поверхностью, а затем удаления его на необходимое расстояние для получения дуги. Когда дуга есть, металл плавится под температурой, в результате образуется жидкий материал для заполнения шва. Важно правильно вести и держать во время сварки электрод. Иногда требуется предварительная прокалка.
Даже новичку сделать хороший шов своими руками не составит труда, если он подробно изучит технологию. Если работа выполняется двумя электродами и более, то такая сварка делается пучком.
Образование дуги
Дуга образуется между электродом и материалам, который подлежит свариванию. Тепло, выделяемое во время описываемого процесса, плавит кромки двух соединяемых элементов, а вместе с ней и присадочный металл. Ручной метод требует от сварщика должной квалификации. Приходится работать сразу двумя руками, поскольку в одной находится держатель с электродом, а другой осуществляется подача проволоки.
Хороший мастер знает, как важно в процессе поддерживать короткую длину дуги, не допуская соприкосновения электрода с металлом. Если используется метод TIG AC, значит, дугу получают от источника, в качестве которого выступает генератор. Вырабатываемая искра и есть проводящая среда, в которой ток протекает внутри защитного газа, а электрод загорается на расстоянии 1.5 мм.
Если используется метод TIG AC, значит, дугу получают от источника, в качестве которого выступает генератор. Вырабатываемая искра и есть проводящая среда, в которой ток протекает внутри защитного газа, а электрод загорается на расстоянии 1.5 мм.
Формирование швов
Как только появляется дуга, начинается работа по созданию сварного шва. Держатель в этом случае потребуется переместить в центр зоны сварки, где размер окружности зависит от диаметра используемого электрода. Держатель наклоняют и держат под углом в 15 градусов. Из присадочного прутка металл подается вручную, когда это необходимо.
Нередко сварщик может использовать технологию быстрого чередования. Она характеризуется тем, что в момент создания соединения необходимо быстро продвигать держатель и добавлять присадочный металл. То есть, как только продвигается электрод, добавляется и металлический пруток. Однако нужен немалый опыт, чтобы постоянно оставаться в зоне распространения защитного газа, поскольку только он защищает от окисления и загрязнения.
Однако нужен немалый опыт, чтобы постоянно оставаться в зоне распространения защитного газа, поскольку только он защищает от окисления и загрязнения.
Если используется пруток из металла, обладающего низкой температурой плавления, к примеру, алюминий, то его следует держать дальше от дуги, но не выходя из зоны, где есть защитный газ. Если не соблюдать это условие, то проволока расплавится быстрее, чем вступит в контакт с обрабатываемой поверхностью. Когда шов планируется закончить, дугу постепенно уменьшают. В этом случае удается избежать появления трещин на краях шва. Красивое соединение всегда зависит от уровня опыта и мастерства сварщика.
Распространенные ошибки
Очень важно правильно настроить сварочную установку на работу, подобрать толщину электрода, рассчитать мощность. Немаловажно правильно держать оборудование с электродом и присадочную проволоку. Большинство новичков не могут удержать необходимое расстояние от электрода до материала, в результате тот прилипает. Становится сложно работать, шов получается неровный.
Залипают материалы и при неверно выбранной толщине электрода или слишком сильной мощности тока, когда металл расплавляется быстрее, чем попадает к месту обработки. Конечно, и у мастеров иногда липнет электрод, но это случается реже, поскольку они способны соблюсти необходимое расстояние, принимая во внимание присадочный материал. Если правильно сформировать кромку, то и работать будет легче. Есть несколько доступных вариантов.
Квадратная
Используется, когда толщина металлической пластины составляет от 3 до 5 мм. Обе кромки для сварки должны быть расположены на расстоянии от 2 до 3 мм друг от друга.
Обе кромки для сварки должны быть расположены на расстоянии от 2 до 3 мм друг от друга.
V-образная
Она используется, когда толщина пластин составляет от 8 до 16 мм. Обе кромки скошены с образованием угла около 70° до 90.
Применяется при толщине заготовок больше чем 16 мм, где сварку можно выполнить на обеих сторонах. Обе кромки скошены таким образом, чтобы образовать двойное V.
Одинарная и двойная U-образная
Применяется при толщине больше чем 20 мм. Подготовить край сложно, но соединение получается хорошим. Для шва требуется меньше присадочного металла. Еще одна ошибка начинающих сварщиков – неправильно подобранный электрод. Есть неплавящиеся и плавящиеся.
Для шва требуется меньше присадочного металла. Еще одна ошибка начинающих сварщиков – неправильно подобранный электрод. Есть неплавящиеся и плавящиеся.
Неплавящиеся электроды
Не расходуются во время сварочных работ, поэтому и получили такое название. Они сделаны из углерода, графита или вольфрама. Углеродные электроды более мягкие, в то время как вольфрамовые и графитовые твердые и хрупкие. Углеродные и графитовые могут использоваться только для сварки с прямой полярностью.
Плавящиеся
Расплавляются и подают присадочный материал. Они сделаны из того же металла, который нужно сварить.
Расходуемые электроды могут быть следующих двух типов:
- голые;
- с покрытием.
Первые имеют форму непрерывного провода. Их необходимо использовать только с прямой полярностью. Они не обеспечивают экранирования расплавленного металла от атмосферного кислорода и азота. Следовательно, сварные швы, полученные этими электродами, имеют более низкую прочность, более низкую пластичность и коррозионную стойкость. Они ограниченно применяются при ремонте или выполнении некачественной работы, чаще для сваривания изделий из кованого железа и мягкой стали. В современной практике используются крайне редко.
Их необходимо использовать только с прямой полярностью. Они не обеспечивают экранирования расплавленного металла от атмосферного кислорода и азота. Следовательно, сварные швы, полученные этими электродами, имеют более низкую прочность, более низкую пластичность и коррозионную стойкость. Они ограниченно применяются при ремонте или выполнении некачественной работы, чаще для сваривания изделий из кованого железа и мягкой стали. В современной практике используются крайне редко.
Вторые обладают покрытием из флюсового материала, который наносится по всему сварочному стержню. Флюс в процессе сварки обеспечивает экранирование зоны расплавленного металла от атмосферного кислорода и азота. Этот поток также предотвращает образование оксидов и нитридов. Флюс химически взаимодействует с оксидами, присутствующими в металле, и образует низкотемпературный плавкий шлак. Он остается на верхней части сварки, поэтому его можно легко убрать после затвердевания шва. Качество сварки, производимой покрытым электродом, намного лучше.
В следующем видео рассазывается о сварке электродами.
Электроды для хранения и сушки
Электроды для дуговой сварки защищенного металла (SMAW) или стержневые электроды должны храниться надлежащим образом, чтобы обеспечить качественные сварные швы. Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность наносить качественные сварные швы. Электроды с слишком большой влажностью могут привести к растрескиванию или пористости. Это также может повлиять на эксплуатационные характеристики. Если у вас возникли необъяснимые проблемы с растрескиванием сварного шва или если характеристики дуги стержневого электрода ухудшились, это может быть связано с вашими методами хранения или процедурами повторной сушки.
Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность наносить качественные сварные швы. Электроды с слишком большой влажностью могут привести к растрескиванию или пористости. Это также может повлиять на эксплуатационные характеристики. Если у вас возникли необъяснимые проблемы с растрескиванием сварного шва или если характеристики дуги стержневого электрода ухудшились, это может быть связано с вашими методами хранения или процедурами повторной сушки.Следуйте этим простым методам хранения, экспонирования и повторной сушки, чтобы обеспечить высочайшее качество сварных швов, а также наилучшие рабочие характеристики ваших стержневых электродов.
Хранение стержневых электродов с низким содержанием водорода
Для правильной работы стержневые электроды с низким содержанием водорода должны быть сухими. Закрытые герметичные контейнеры Lincoln обеспечивают отличную защиту при хороших условиях хранения. Открытые банки следует хранить в шкафу при температуре от 250 до 300 ° F (от 120 до 150 ° C)
Открытые банки следует хранить в шкафу при температуре от 250 до 300 ° F (от 120 до 150 ° C)
Покрытия стержневых электродов с низким содержанием водорода, которые впитали влагу, могут привести к образованию водородных трещин, особенно в сталях с пределом текучести 80000 фунтов на квадратный дюйм (550 МПа) и выше.
Влагостойкие электроды с суффиксом «R» в их классификации AWS обладают высокой устойчивостью к влагозаборному покрытию и при правильном хранении будут менее подвержены этой проблеме, независимо от предела текучести свариваемой стали. Конкретные требования кодов могут указывать пределы воздействия, отличные от этих рекомендаций.
Все стержневые электроды с низким содержанием водорода должны храниться надлежащим образом, даже те, которые имеют индекс «R». Стандартные электроды EXX18 должны поставляться сварщикам два раза в смену.Влагостойкие типы могут подвергаться воздействию до 9 часов.
Когда контейнеры прокалываются или открываются, электроды с низким содержанием водорода могут собирать влагу. В зависимости от количества влаги это может привести к ухудшению качества сварного шва следующим образом:
В зависимости от количества влаги это может привести к ухудшению качества сварного шва следующим образом:
1. Повышенное содержание влаги в электродах с низким содержанием водорода может вызвать пористость. Обнаружение этого состояния требует рентгенологического исследования или разрушающего контроля. Если предел текучести основного металла или металла шва превышает 80000 фунтов на квадратный дюйм (550 МПа), эта влага может способствовать растрескиванию под валиком или сварному шву.
2. Относительно высокое количество влаги в электродах с низким содержанием водорода вызывает видимую внешнюю пористость в дополнение к внутренней пористости. Это также может вызвать чрезмерную текучесть шлака, шероховатую поверхность сварного шва, затруднение удаления шлака и растрескивание.
3. Сильное поглощение влаги может вызвать трещины сварных швов в дополнение к растрескиванию под валиком, значительной пористости, плохому внешнему виду и проблемам со шлаком.
Повторная сушка стержневых электродов с низким содержанием водорода
Повторная сушка, если она выполнена правильно, восстанавливает способность электродов создавать качественные сварные швы. Правильная температура повторной сушки зависит от типа электрода и его состояния.
Правильная температура повторной сушки зависит от типа электрода и его состояния.
Один час при указанной конечной температуре является удовлетворительным. ЗАПРЕЩАЕТСЯ сушить электроды при более высоких температурах. Несколько часов при более низких температурах не эквивалентны соблюдению указанных требований.
Электродам с классом прочности E8018 и выше следует давать не более трех часов повторной сушки в диапазоне от 700 до 800 ° F (от 370 до 430 ° C). Это сводит к минимуму возможность окисления сплавов в покрытии, что приводит к более низким, чем обычно, свойствам при растяжении или ударе.
Любой электрод с низким содержанием водорода следует утилизировать, если из-за чрезмерной повторной сушки покрытие становится хрупким и отслаивается или отслаивается во время сварки, или если имеется заметная разница в обращении или характеристиках дуги, например, недостаточная сила дуги.
Электроды, подлежащие повторной сушке, следует вынуть из банки и разложить в духовке, потому что каждый электрод должен достичь температуры сушки.
Условия повторной сушки — стержневые электроды с низким содержанием водорода
| Температура окончательной сушки | ||
Состояние |
Температура предварительной сушки (1) | E7018, E7028 | E8018, E9018, E10018, E11018 |
Электроды, находящиеся на воздухе менее одной недели; нет прямого контакта с водой. | НЕТ | от 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |
Электроды, непосредственно контактировавшие с водой или подвергавшиеся воздействию высокой влажности.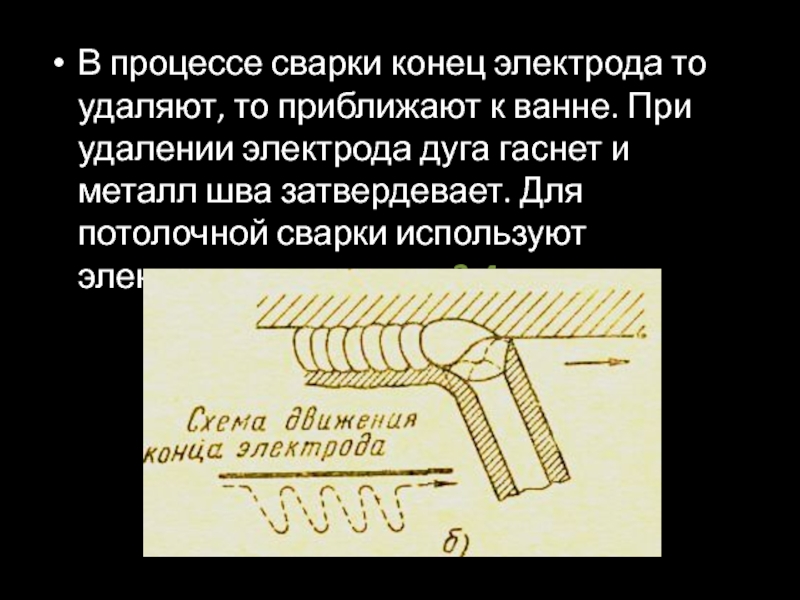 | от 180 до 220 ° F (от 80 до 105 ° C) | от 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |
Хранение и повторная сушка электродов не с низким содержанием водорода
Электроды в закрытых банках Lincoln или картонных коробках сохраняют надлежащее содержание влаги на неопределенный срок при хранении в хорошем состоянии.
При длительном воздействии влажного воздуха на электроды из открытых контейнеров может накапливаться достаточно влаги, что повлияет на рабочие характеристики или качество сварки.Если влага кажется проблемой, храните электроды из открытых контейнеров в отапливаемых шкафах при температуре от 100 до 120 ° F (от 40 до 50 ° C). ЗАПРЕЩАЕТСЯ использовать более высокие температуры, особенно для электродов из группы «Fast Freeze».
ЗАПРЕЩАЕТСЯ использовать более высокие температуры, особенно для электродов из группы «Fast Freeze».
Некоторые электроды из влажных контейнеров или длительного воздействия высокой влажности можно повторно высушить. Придерживайтесь процедур, приведенных в следующей таблице для каждого типа.
Условия повторной сушки — стержневые электроды без содержания водорода
| Электрод-стержень | Группа электродов | Температура окончательной сушки | Время |
E6010: Fleetweld 5P, 5P + | Fast Freeze — на чрезмерную влажность указывает шумная дуга и большое количество брызг, ржавый сердечник на конце держателя или нежелательные пузыри на покрытии во время сварки. Повторный обжиг этой группы стержневых электродов не рекомендуется. | Не рекомендуется | НЕТ |
E7024: Jetweld 1, 3 | Fast Fill — чрезмерная влажность обозначается шумной или «копающей» дугой, большим разбрызгиванием, плотным шлаком или поднутрением. Предварительно просушите электроды с необычно влажными электродами в течение 30–45 минут при температуре от 200 ° F до 230 ° F (90–110 ° C) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия. | От 200 до 260 ° C (от 400 до 500 ° F) | 30-45 минут |
| E6012: Fleetweld 7 E6013: Fleetweld 37 E7014: Fleetweld 47 E6022: Fleetweld 22 | Fill Freeze — Избыточная влажность указывается шумной или «копающей» дугой, большим разбрызгиванием, плотным шлаком или поднутрением. | От 300 до 350 ° F (от 150 до 180 ° C) | 20-30 минут |

Использование более длительного времени сушки или более высоких температур может легко повредить электроды. Для сушки выньте электроды из контейнера и разложите их в печи, потому что каждый стержневой электрод должен достичь температуры сушки.
ЭЭГ (электроэнцефалограмма) (для родителей) — Cook Children’s
Что это такое
Электроэнцефалограмма (ЭЭГ) — это тест, используемый для поиска проблем, связанных с электрическим
активность головного мозга.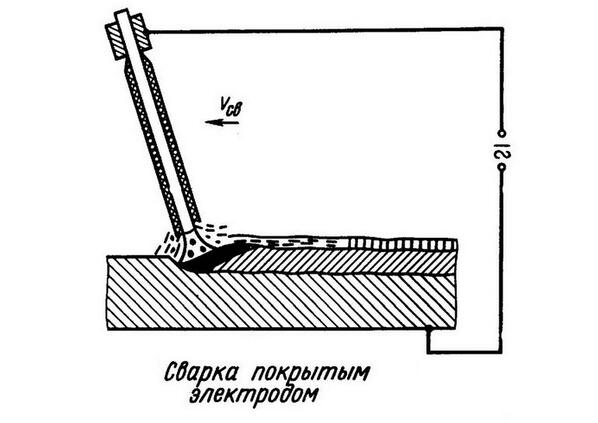
ЭЭГ отслеживает и записывает паттерны мозговых волн. Маленькие металлические диски с тонкой проволокой (электроды) помещаются на кожу головы, а затем отправляются сигналы на компьютер для записи результаты, достижения. Нормальная электрическая активность мозга формирует узнаваемый образец. С помощью ЭЭГ врачи могут искать патологические паттерны, указывающие на судороги. и другие проблемы.
Почему это сделано
Большинство ЭЭГ проводится для диагностики и мониторинга судорожных расстройств. ЭЭГ также может идентифицировать
причины других проблем, например, нарушения сна и изменения в поведении. Они
иногда используется для оценки мозговой активности после тяжелой травмы головы или перед трансплантацией сердца или печени.
Они
иногда используется для оценки мозговой активности после тяжелой травмы головы или перед трансплантацией сердца или печени.
Препарат
Если вашему ребенку проводится ЭЭГ, подготовка минимальна. Волосы вашего ребенка должны быть чистым и не содержать масел, спреев и кондиционеров, чтобы электроды прилипали кожа головы.
Ваш врач может порекомендовать вашему ребенку прекратить прием определенных лекарств до того, как
тест.Часто детям рекомендуется воздерживаться от кофеина за 8 часов до приема пищи.
тест. Если вашему ребенку необходимо спать во время ЭЭГ, врач
предложите способы облегчить эту задачу.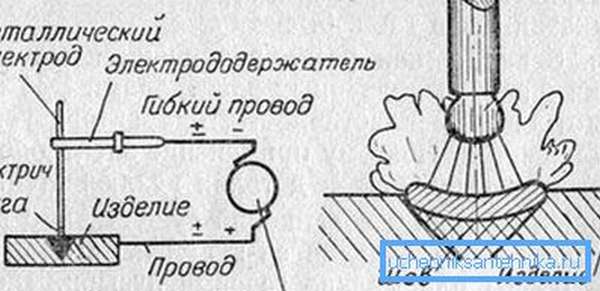
Процедура
ЭЭГ можно сделать в кабинете врача, лаборатории или больнице.Ваш ребенок будет попросить лечь на кровать или сесть на стул. Техник ЭЭГ прикрепит электроды в разные участки кожи головы с помощью адгезивной пасты. Каждый электрод подключен к усилителю и записывающему устройству ЭЭГ.
Электрические сигналы мозга преобразуются на компьютере в волнистые линии. экран.Вашему ребенку будет предложено лежать неподвижно, потому что движение может изменить результаты.
Если цель ЭЭГ — имитировать или вызвать проблему, с которой сталкивается ваш ребенок (например,
судороги), его могут попросить посмотреть на яркий мерцающий свет или подышать
определенным образом. Лечащий врач, проводящий ЭЭГ, будет знать
история болезни и будет готов
по любым вопросам, которые могут возникнуть во время теста.
Лечащий врач, проводящий ЭЭГ, будет знать
история болезни и будет готов
по любым вопросам, которые могут возникнуть во время теста.
Для большинства ЭЭГ требуется около часа. Если вашему ребенку нужно поспать во время этого, тест займет больше времени. Вы можете остаться в комнате со своим ребенком, или вы можете выйти в зону ожидания.
Чего ожидать
ЭЭГ не вызывает дискомфорта, и пациенты не ощущают ударов по коже головы или
в другом месте. Тем не менее, приклеивание электродов к коже головы может быть немного стрессовым.
для детей, так как может лежать неподвижно во время теста.
Получение результатов
Невролог (врач, специализирующийся на заболеваниях нервной системы) прочитает и интерпретирует результаты.Хотя ЭЭГ различаются по сложности и продолжительности, результаты обычно доступны в течение нескольких дней.
Риски
ЭЭГ очень безопасны. Если у вашего ребенка судорожное расстройство, врач может попросить
для стимуляции и записи приступа во время ЭЭГ. Захват может быть вызван миганием
огни или изменение дыхания.
Помощь своему ребенку
Вы можете помочь подготовить ребенка к ЭЭГ, объяснив, что это не будет неудобно. Вы можете описать комнату и оборудование, которое будет использоваться, и успокоить ребенка. что вы будете тут же за поддержкой. Для детей постарше обязательно объясните важность не двигаться, пока выполняется ЭЭГ, чтобы ее не пришлось повторять.
Если у вас есть вопросы
Если у вас есть вопросы по поводу процедуры ЭЭГ, поговорите со своим врачом. Вы можете
также поговорите с техником по ЭЭГ перед экзаменом.
суттер-сша.com — productDetailPages — Текст / Новости
Страна * AustriaGermanySwitzerlandAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, многонациональное государство ofBosnia-HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral африканских RepublicChadChileChinaChristmas IslandCocos (Килинг) IslandsColombiaComorosCongoCongo, Демократическая Республика theCook IslandsCosta RicaCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland (Мальвинских) островах Фарерских IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Южный TerritoriesGabonGambiaGeorgiaGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuinea-BissauGuyanaHaitiHeard острова и Острова МакдоналдаHoly See (Ватикан) Гонду rasHongkongHungaryIcelandIndiaIndonesiaIran, Исламская Республика ofIraqIrelandIsraelItalyIvory CoastJamaicaJapanJordanKazakhstanKenyaKiribatiKorea, Корейская Народно-Демократическая Республика ofKuwaitKyrgyzstanLao, Народная Демократическая Республика ofLatviaLebanonLesothoLiberiaLibyan Арабская JamahiriyaLiechtensteinLithuaniaLuxembourgMacaoMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMetropolitan FranceMexicoMicronesia, Федеративные Штаты ofMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZeelandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua Новый GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRéunionRomaniaRussiaRwandaSaint Елены, Вознесения и Тристан-да CunhaSaint Киттс и NevisSaint LuciaSaint Пьер и MiquelonSaint Винсент и GrenadinesSamoaSan МариноСао-Томе и ПринсипиСаудовская АравияСенегалСербияСейшельские островаСьерра-Леоне SingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Джорджия и Южные Сандвичевы IslandsSouth KoreaSpainSri LankaSudanSurinameSvalbard и Ян MayenSwazilandSwedenSyrian Arab RepublicTaiwanTajikistanTanzania, Объединенная Республика ofThailandTimor-LesteTogoTokelauTongaTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks и Кайкос IslandsTuvaluUAEUgandaUkrainaUnited KingdomUnited StatesUnited Штаты Экваторияльная IslandsUruguayUzbekistanVanuatuVenezuela, Боливарианская Республика ofViet NamVirgin остров, BritishVirgin остров, U. С.Уоллис и Футуна, Западная Сахара, Йемен, Замбия, Зимбабве,
С.Уоллис и Футуна, Западная Сахара, Йемен, Замбия, Зимбабве,
Произошла ошибка при настройке вашего пользовательского файла cookie
Произошла ошибка при настройке вашего пользовательского файла cookieЭтот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie.Вам необходимо сбросить настройки браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались.
Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie.Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или проконсультироваться с вашим системным администратором.

Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу.Чтобы предоставить доступ без файлов cookie
потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.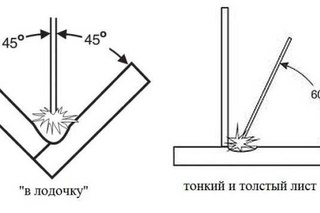
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта.Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Электроанализ с электродами из углеродной пасты — 1-е издание
Содержание
Введение в электрохимию и электроанализ с использованием углеродной пасты электродов
Исторический обзор и глоссарий
Публикационная деятельность и литература
Угольные пасты и угольные пасты электроды
Углеродная паста как бинарная смесь
Классификация угольных паст
Паста-электроды
Конструкция держателей углеродной пасты
Углеродная паста в качестве материала электрода
Физико-химические свойства углеродных паст
Электрохимические характеристики углеродных паст
Испытания немодифицированных CPE
Взаимодействие с углеродными пастами
Химически модифицированные углеродные пасты Классификация химических модификаций
Причины и стратегии модификации
Типы химических модификаторов
Моделирование и тестирование химически модифицированных CPE
Электроды с биологически модифицированной углеродной пастой
Биосенсоры и электроды для биологического анализа
Стратегии модификации (для биосенсоров)
Инструментальные измерения с использованием углеродной пасты Электроды, датчики и детекторы
Электрохимические методы: основы и основные принципы
Вольтамперометрия
Амперометрия
Потенциометрия
Электрохимические методы Электроды и датчики с углеродной пастой
Исследования электродных реакций и механизмов органических соединений в раннюю эпоху углеродных паст
Электрохимия твердых тел
Электрохимия In Vivo
Специальные исследования с углеродными пастами
Электроанализ с использованием углеродных паст на основе электродов, сенсоров и детекторы
Определение неорганических ионов, сложных форм и молекул
Определение органических веществ и загрязнителей окружающей среды
Фармацевтический и клинический анализ
Определение биологически важных соединений nds
Вместо заключения: электроды с углеродной пастой для обучения и практической подготовки молодых ученых
Приложение A: R. Н. Адамс: Профиль изобретателя углеродной пасты и выдающегося ученого
Н. Адамс: Профиль изобретателя углеродной пасты и выдающегося ученого
Приложение B: Список диссертаций, защищенных в странах авторов и касающихся электродов, датчиков и детекторов на основе углеродной пасты
Приложение C: Альтернативные названия китайских, японских и корейских журналов или периодических изданий (цитируются в этой книге и даются в алфавитном порядке)
Механизм электрохимического восстановления диоксида углерода на инертных электродах в средах с низкой протонной доступностью
Механизм электрохимического восстановления диоксида углерода на инертных электродах в средах с низкой протонной доступностью
Прямой электролиз CO 2 в ДМФА на инертном электроде, таком как ртуть, дает смеси CO и оксалата, тогда как электролиз, катализируемый анион-радикалами ароматических сложных эфиров и нитрилов, дает исключительно оксалат в той же среде. Изучение предыдущих результатов, касающихся прямого электрохимического восстановления и восстановления фотоинжектированными электронами, показывает, что нет никаких значительных специфических взаимодействий между реагентом, промежуточными соединениями и продуктами, с одной стороны, и материалом электрода, с другой, когда это Hg или Pb. Эти наблюдения и систематическое изучение изменений выхода оксалата и CO в зависимости от температуры и концентрации CO 2 позволяют вывести последовательную механистическую модель прямого электрохимического восстановления.Он включает образование оксалата в результате связывания двух анион-радикалов CO 2 в растворе. CO (и эквимолярное количество карбоната) получают восстановлением на электроде аддукта CO 2 –CO ˙– 2 , образование которого на поверхности электрода становится экзотермическим из-за неспецифических электростатических взаимодействий.
Изучение предыдущих результатов, касающихся прямого электрохимического восстановления и восстановления фотоинжектированными электронами, показывает, что нет никаких значительных специфических взаимодействий между реагентом, промежуточными соединениями и продуктами, с одной стороны, и материалом электрода, с другой, когда это Hg или Pb. Эти наблюдения и систематическое изучение изменений выхода оксалата и CO в зависимости от температуры и концентрации CO 2 позволяют вывести последовательную механистическую модель прямого электрохимического восстановления.Он включает образование оксалата в результате связывания двух анион-радикалов CO 2 в растворе. CO (и эквимолярное количество карбоната) получают восстановлением на электроде аддукта CO 2 –CO ˙– 2 , образование которого на поверхности электрода становится экзотермическим из-за неспецифических электростатических взаимодействий.
У вас есть доступ к этой статье
Подождите, пока мы загрузим ваш контент… Что-то пошло не так. Попробуйте еще раз?Электроды, изготовленные из восстановленного оксида графена и арамидного нановолокна, обещают усовершенствовать конструкцию суперконденсаторов
Исследователи из Хьюстонского университета и Техасского университета A&M сообщили о структурном электроде суперконденсатора, изготовленном из восстановленного оксида графена и арамидного нановолокна, который, как сообщается, прочнее и универсальнее, чем обычные электроды на углеродной основе.
Исследовательская группа UH также продемонстрировала, что моделирование на основе наноархитектуры материала может обеспечить более точное понимание диффузии ионов и связанных свойств в композитных электродах, чем традиционный метод моделирования, известный как модель пористой среды.
«Мы предлагаем, чтобы эти модели, основанные на наноархитектуре материала, были более полными, подробными, информативными и точными по сравнению с моделью пористой среды», — сказал Хале Ардебили, Билл Д.Кук, адъюнкт-профессор машиностроения в UH и автор новой статьи.
Более точные методы моделирования помогут исследователям найти новые и более эффективные материалы с наноархитектурой, которые могут обеспечить более длительный срок службы батареи и более высокую энергию при меньшем весе, сказала она.
Исследователи знали, что испытанный материал — восстановленный оксид графена и арамидное нановолокно, или rGO / ANF — был хорошим кандидатом из-за его сильных электрохимических и механических свойств. По словам Ардебили, электроды суперконденсаторов обычно изготавливаются из пористых материалов на основе углерода, которые обеспечивают эффективную работу электродов.
По словам Ардебили, электроды суперконденсаторов обычно изготавливаются из пористых материалов на основе углерода, которые обеспечивают эффективную работу электродов.
В то время как восстановленный оксид графена в основном состоит из углерода, арамидное нановолокно обеспечивает механическую прочность, которая увеличивает универсальность электрода для различных применений, в том числе для военных. Работа финансировалась Управлением научных исследований ВВС США.
Настоящая статья отражает желание исследователей улучшить моделирование новых энергетических материалов.«Мы хотели показать, что традиционные модели, которые являются моделями на основе пористой среды, могут быть недостаточно точными для проектирования этих новых материалов с наноархитектурой и исследования этих материалов для электродов или других устройств хранения энергии», — сказал Ардебили.
Это потому, что модель пористой среды обычно предполагает одинаковые размеры пор внутри материала, а не измерения различных размеров и геометрических свойств материала.