Как правильно варить электродами: движение и наклон электрода?
Будет ли это ремонт в квартире либо же постройка нового гаража – знания азов сварки металлов пригодятся всегда. Когда происходит постройка нового объекта, то в любом случае нужно будет прибегать к сварочным работам для модификации элементов интерьера или экстерьера. Для красивых швов понадобится рука профессионала, однако, там, где это не принципиально, работу сделает и неопытный сварщик, который знает, как правильно варить сваркой электродами.
Общие сведения
Электросварка – это процесс соединения металлов при помощи тепловой энергии электрической дуги. Температура при сварке электродом может достигать 6500°С, что превышает температуру правления большинства известных металлов. Есть огромное количество областей производства, где применяется электрическая дуговая сварка. Эта технология предоставляет возможность создавать массивные сооружения и производить экономичный ремонт конструкций, не требующих много физических усилий.
Сварка с использованием электрода
Сваренные металлы не уступают по прочности оригинальной конструкции. Чем стремительнее развивается строительная индустрия, тем больше появляется сфер применения этой технологии. Каждый уважающий себя хозяин должен знать, как правильно варить электродом 3 мм.
Особенности электросварки
Сегодня различают следующие типы дуговой сварки:
- ручная;
- полуавтоматическая;
- автоматическая.
Если в рамках строительного проекта нужно выполнять длинные швы, то рациональным решением будет использование автоматической сварки. Ручной тип больше подходит для более тривиальных задач. «Красота» при ручном сваривании зависит от профессиональности сварщиков. Есть несколько способов узнать, как варить сваркой электродам – видео и пошаговые инструкции имеют самую высокую информативность.
Ручной тип в основном применяется во время выполнения монтажных работ или строительства с использованием металла в форме широких листовых полос. Технология также позволяет соединять трубопроводы, поэтому широко применяется при выполнении сантехнических работ.
Технология также позволяет соединять трубопроводы, поэтому широко применяется при выполнении сантехнических работ.
Виды электродов
Есть различные типы электродов для ручной дуговой сварки:
- Проводник, обработанный силикатной обсыпкой. Это популярный тип, используется для резки металлов. Наиболее распространённые размеры: 0,3 см и 0,4 см. Перед тем как варить сваркой электродами тройкой или четверкой, необходимо иметь представление о виде работы, которую нужно проделать.
- Вольфрамовые. Данный вид применяется при аргонодуговой сварке для варки металлов и различных поверхностей. Особенностью этих электродов является то, что они не поддаются плавке.
- Электроды, обработанные стеклянной обсыпкой. Эти электроды для сварки оцинкованных труб используются наиболее часто. Когда проваривается шов, шлаковый шлейф отпадает сам, что существенно снижает риск повреждения конструкции.
Технология сварки электродами
Чтобы воспользоваться технологией дуговой сварки, для начала необходимо убедиться, что к электроду подключен переменный или постоянный ток. Электрическая дуга, генерирующая тепловую энергию, образовывается при удержании проводника на свариваемом объекте.
Электрическая дуга, генерирующая тепловую энергию, образовывается при удержании проводника на свариваемом объекте.
После воздействия высокой температуры дуги (она может достигать 7000°С), происходит плавка металла. Электрод расплавляется и соединяется со смесью металлов.
«Обратите внимание!
Нужно знать, как правильно варить нержавейку электродами, чтобы получить полноценный сплав.»
В процессе сварки используется сварочная ванна. Размеры ванны зависят от множества факторов, в число которых входят размер конструкции, скорость движения дуги, а также режима сварки (ручной или автоматический). Длина ванны в среднем составляет 15 мм.
Как подключать электрод?
Если подключить к изделью анод (+), то будет происходить ручная дуговая сварка прямой полярности. При присоединении отрицательного полюса (-), будет выполняться сварка ручного типа с обратной полярностью. Таким образом, имеется прямое и обратное подключение проводника. Оба эти виды подключения можно использовать – конкретный тип зависит от толщины металла. Для тонких материалов применяется обратное подключение, а для металлов большой толщины (более 0,3 см) – прямое.
Для тонких материалов применяется обратное подключение, а для металлов большой толщины (более 0,3 см) – прямое.
Как правильно зажигать дугу?
Прежде чем зажечь дугу, необходимо выбрать нужную силу тока на сварочном устройстве. Аппарат имеет два кабеля:
- на первом находится зажим;
- на втором – специальный держатель, на который крепится электрод.
Зажечь дугу можно двумя способами:
- касания;
- чирканья.
Способы зажигания сварочной дуги
Подготовка электродов к сварке и виды передвижения являются основными отличиями способов зажигания дуги.
Если используют процесс касания, то электрод располагают под углом 90 градусов по отношению к тому месту, где будет образован шов. Когда произошло первое касание, проводник отводят на 0,3 сантиметра. За счет большого количества тепловой энергии достигается температура, помогающая соединять металлы.
Метод зажигания чирканья напоминает зажигание спички. Касание должно быть плавным, а располагать проводник нужно в одном направлении. После касания инструмент нужно отвести от рабочей области. Этот метод является наиболее распространённым из-за его сравнительной простоты, но в то же время он не позволяет достичь труднодоступных мест.
После касания инструмент нужно отвести от рабочей области. Этот метод является наиболее распространённым из-за его сравнительной простоты, но в то же время он не позволяет достичь труднодоступных мест.
Необходимый наклон электрода
Подача электродов зависит от того, какое положение занимает сварка, а также от толщины и свойств металла, который необходимо сплавить. Что касается направления сварки, то здесь возможны следующие варианты:
- налево;
- направо;
- к себе.
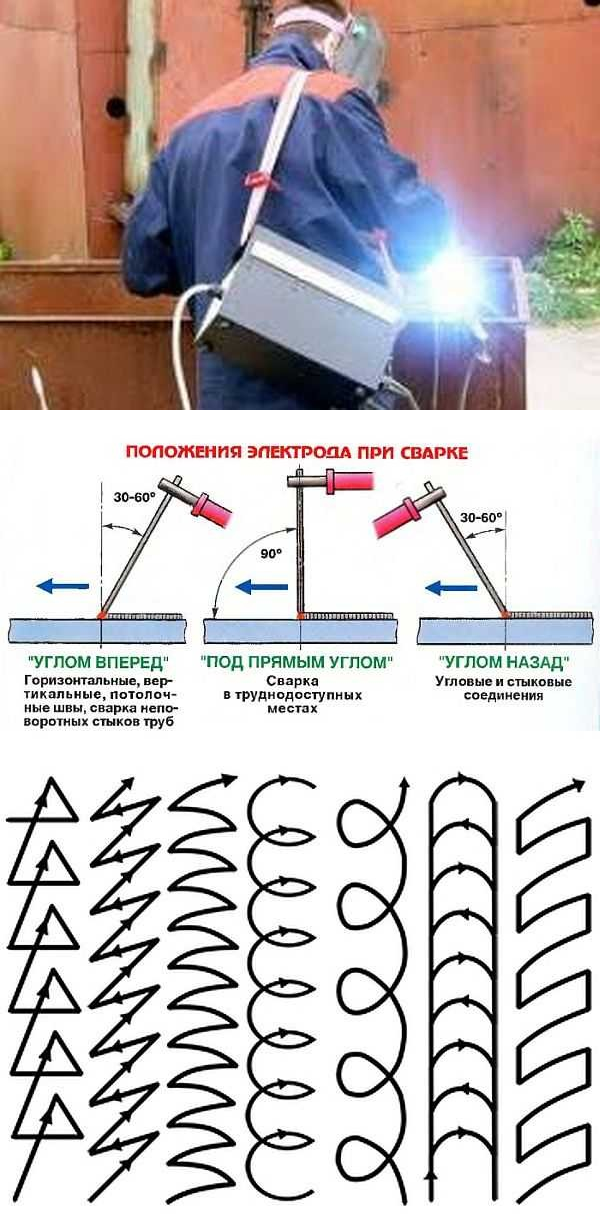
Вне зависимости от того, какое направление было выбрано сварщиком, важно убедиться, что была достигнута максимальная глубина сварки, а шов формируется правильно. Чтобы получить ровный и эстетически красивый шов рекомендуется наклонять проводник под углом 30-60°.
Положение электрода при сварке
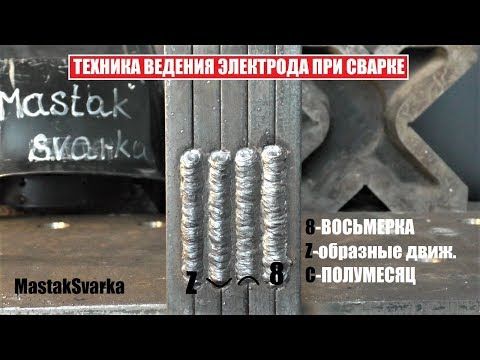
Движение электрода
Движения электродов, что выполняются во время сварки, называют колебательными. Существует большое количество подходов к выполнению сварочных работ.
Первое движение называется поступательным.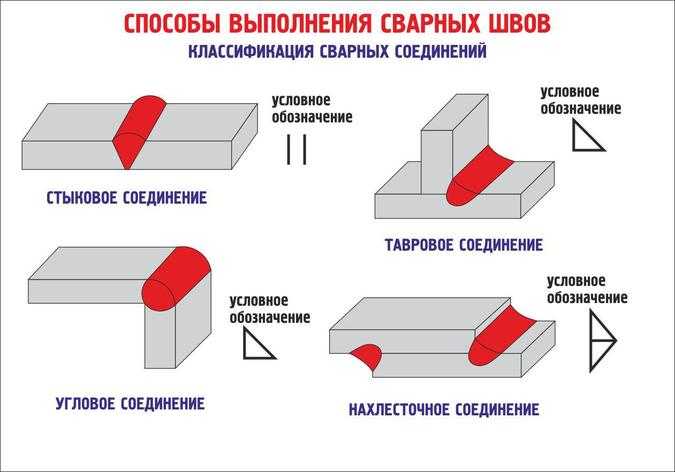 Используя это движение, сваривание происходит по оси электрода, при этом поддерживается стабильная длина дуги. Конкретная длина дуги при сварке электродами зависит от марки устройства, а также особенностей процесса сварки. Уменьшив двину дуги, качество шва тоже будет уменьшаться. Также появляется возможность короткого замыкания. Дуга должна быть в пределах диаметра электрода (по крайней мере, она не должна выходить за 1,3 его диаметра). Если дуга слишком большая, это спровоцирует разбрызгивание металла по всей сварочной ванне (форма шва также будет непривлекательной).
Используя это движение, сваривание происходит по оси электрода, при этом поддерживается стабильная длина дуги. Конкретная длина дуги при сварке электродами зависит от марки устройства, а также особенностей процесса сварки. Уменьшив двину дуги, качество шва тоже будет уменьшаться. Также появляется возможность короткого замыкания. Дуга должна быть в пределах диаметра электрода (по крайней мере, она не должна выходить за 1,3 его диаметра). Если дуга слишком большая, это спровоцирует разбрызгивание металла по всей сварочной ванне (форма шва также будет непривлекательной).
Второе движение называется смещение и подразумевает смещение проводника вдоль его оси, чтобы образовать шов. Конкретная скорость смещения зависит от:
- диаметра устройства;
- силы переменного или постоянного тока;
- скорости плавления.
Если поперечные смещения отсутствуют, то шов получится узким (он чаще всего используется при сплаве тонких конструкций).
Варианты движения электрода при сварке
Как выбрать ток для сварки?
Для начала стоит определить вид тока для сварочных работ: постоянный или переменный. При использовании переменного тока уменьшается глубина приваривания (примерно на 45%), в то время как провар уменьшается на 15%, если использовать переменный ток (на 25%).
При использовании переменного тока уменьшается глубина приваривания (примерно на 45%), в то время как провар уменьшается на 15%, если использовать переменный ток (на 25%).
Определившись с полярность электрода, необходимо выбрать диаметр проводника. От него зависит вид тока, а также время горения электрода при сварке. Например, если используется проводник диаметром 2,5 мм, то для сваривания необходимо подать ток 70–120 А. В тех ситуациях, когда речь идет о сварке тонких металлов, необходимо подбирать проводник толщиной 2–3 мм, при этом нужно подавать ток силой 40–70 А. Таким образом, можно сделать вывод, что на силу тока влияет вид толщины материала и диаметра электрода.
Заключение
Нужно помнить, что электрическая сварка бывает автоматической, полуавтоматической и ручной, а выбор проводников и тока зависит от тонкостей сварочных работ. Кроме того, если работник выяснил, как правильно варить сваркой электродами, типы швов у него будут получаться тонкие и красивые.
Как правильно варить сваркой электродами: виды и технологии
Содержание:
- Выбор электрода
- Подготовка
- Процесс сварки
- Положение электрода
- Расстояние между электродом и деталью
- Технология
- Движения электрода
- Преимущества метода
- Ошибки при использовании электродов
- Сварка без электродов
- Практические советы
- Интересное видео
Для образования электрической дуги для сварочного процесса необходимы токопроводящие элементы — две детали, подлежащие сварке, и электрод.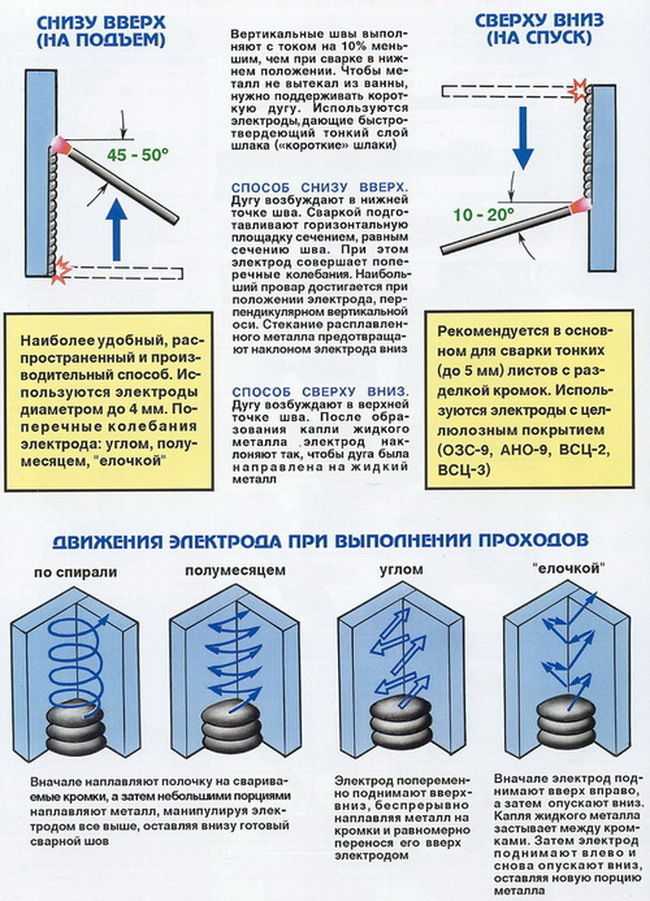 Электрическая дуга появляется при их соприкосновении, и сразу начинают одновременно плавиться металл изделия и конец электрода. Удачно выбрать электрод можно согласно рекомендациям и советам продавца, а правильно им пользоваться для получения красивого надежного и прочного шва является искусством.
Электрическая дуга появляется при их соприкосновении, и сразу начинают одновременно плавиться металл изделия и конец электрода. Удачно выбрать электрод можно согласно рекомендациям и советам продавца, а правильно им пользоваться для получения красивого надежного и прочного шва является искусством.
Умение, как правильно варить сваркой электродами, приходит с опытом. Промышленность выпускает большое разнообразие этого инструмента в зависимости от диаметра, технологии процесса, наличия покрытия. Существенным является и ценовое различие. Для ответственных конструкций выбор более дорогого варианта окупит себя получением надежного соединения и сведением к минимуму возникновение дефектов.
Выбор электрода
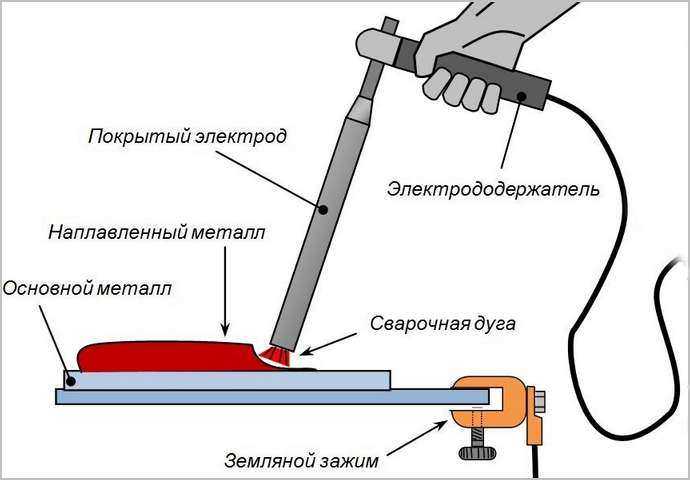
Этот инструмент, предназначенный для сварки, представляет собой стержень из металла, имеющий особое покрытие, которое называется обмазкой. При сварке сердечник начинает плавиться. Обмазка, сгорая, выделяет газ, который будет служить защитой для шва от неблагоприятного воздействия кислорода в воздухе, способствующего созданию окислов.
При выборе электрода следует обратить внимание на материал сердечника, который должен быть похожим на составные части свариваемых изделий. Существуют электроды, предназначенные для сваривания следующих материалов:
- углеродистая сталь;
- легированная сталь;
- высоколегированная сталь;
- нержавейка;
- жаростойкая сталь;
- алюминий;
- чугун.
Этим не исчерпывается полный список материалов. В быту наиболее частое применение находит не толстая конструкционная сталь.
Существуют следующие типы покрытия электродов:
- Основной.
- Рутиловый.
- Кислый.
- Целлюлозный.
Каждый из них решает свою задачу. Основная и целлюлозная обмазки применяются для сварки постоянным током. Могут использоваться при работах на ответственных конструкциях. Достоинствами рутилового покрытия являются легкость поджига и небольшое разбрызгивание раскаленного металла.
При использовании электродов, имеющих кислое покрытие, происходит легкое отделение шлака. Но в замкнутом пространстве такой вид использовать не рекомендуется, поскольку это может нанести вред здоровью сварщика. Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
Но в замкнутом пространстве такой вид использовать не рекомендуется, поскольку это может нанести вред здоровью сварщика. Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
При выборе диаметра учитывают толщину свариваемых деталей. Тонкие металлы предпочтительнее сваривать полуавтоматами или инверторами. Также имеются советы по настройке тока. Они соответствуют рекомендациям, как правильно варить электродной сваркой. Существует зависимость его от диаметра выбранного электрода.
Сварочный ток подбирают соответственно расчету: 20-30 А на каждый миллиметр диаметра электрода. В пределах этого разброса учитываются также пространственное положение шва, толщина свариваемых металлов, количество слоев.
Достаточную информацию о различных электродах при выборе среди них подходящих к конкретному виду сварки можно получить на маркировке этих инструментов. Разобраться в ней не составит большого труда.
Подготовка
Перед началом процесса следует подготовить сварочный аппарат и проверить его работоспособность. Убедиться, что имеется достаточное количество электродов, подходящих для конкретных материалов. Для отбивания шлака потребуется молоток или кувалда, а для уборки кусочков — щетка.
Сварка не является безопасным процессом, поэтому потребуется защитный костюм для сварщика, маска со светофильтром, рукавицы, прочная обувь. Около места проведения сварки должна находиться емкость с водой. Рядом не должно быть легковоспламеняющихся предметов. Остатки шлака следует убирать сразу после окончания. Электродуговую сварку для начинающих следует проводить под присмотром опытного специалиста.
Процесс сварки
Технология сварки электродом состоит из нескольких этапов. Электрод подключают к сварочному аппарату для получения переменного тока. Если предполагается использовать постоянный ток, то потребуется выпрямитель. При касании электродом металла или чирканьем по нему появляется электрическая дуга. Ее сверхвысокая температура обеспечивает расплав металла и конца стержня с обмазкой.
Ее сверхвысокая температура обеспечивает расплав металла и конца стержня с обмазкой.
Одним из обстоятельств, как правильно делать сварку электродом, является грамотное его подключение. При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см — прямое.
Методика сварки электродом требует выбора правильного тока на сварочном аппарате. Устройство имеет два кабеля — один с зажимом, а второй с держателем для электрода. Зажав надежно электрод в держателе, зажигают дугу касанием или чирканьем.
При методе касанием электрод держат перпендикулярно по отношению к свариваемой поверхности. Коснувшись, его отводят на небольшое расстояние. Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
Перед тем, как варить электродом, следует правильно выбрать его диаметр, что находится в прямой зависимости от толщины металлических деталей. Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм.
Методика, как правильно варить электродом, говорит о том, что по мере постепенного сгорания его постоянно приближают к металлической поверхности. Если произойдет залипание, то следует оторвать проводник, покачивая его в разные стороны.
Положение электрода
Наука, как правильно сваривать металл электросваркой, говорит о том, что важной составляющей процесса является нужное расположение электрода.
Правила сварки металла электродом предусматривают три варианта: угол вперед, назад и прямой. Угол отклонения от вертикали находится в диапазоне 30-60 градусов. При положении «углом вперед» сварщик следует за электродом. Шлак начнет перемещаться к сварочной ванне, накрывая расплавленную часть металла. Небольшое количество шлака вытесняет более тяжелый металл. При увеличении шлака уменьшают угол наклона электрода. При более критическом состоянии электрод устанавливают прямо, а через некоторое время возвращают на место.
При положении «углом вперед» сварщик следует за электродом. Шлак начнет перемещаться к сварочной ванне, накрывая расплавленную часть металла. Небольшое количество шлака вытесняет более тяжелый металл. При увеличении шлака уменьшают угол наклона электрода. При более критическом состоянии электрод устанавливают прямо, а через некоторое время возвращают на место.
Прямой угол — это вариант того, как держать электрод при сварке в месте, доступ куда затруднен. Шов при этом способе образуется ровный и красивый.
При варианте «углом назад» наблюдается обратная картина. Жидкий шлак отбрасывается назад и находится позади сварочной ванны. Из существующих вариантов следует выбирать такой угол, чтобы жидкий шлак поступал за электродом и покрывал расплавленный металл. Такой вариант обеспечивает глубокую проплавку.
Если соблюдать советы, как правильно держать электрод при сварке, то делать сварку станет легче, а шов будет более качественным.
Расстояние между электродом и деталью
Имеет немаловажное значение, на каком расстоянии держать электрод при сварке. Это влияет на форму, ширину, шероховатость шва. В зависимости от этого параметра находится и длина электрической дуги. Идеальной считается сварочная дуга длиной 2-3 мм.
Это влияет на форму, ширину, шероховатость шва. В зависимости от этого параметра находится и длина электрической дуги. Идеальной считается сварочная дуга длиной 2-3 мм.
Небольшое расстояние следует выбирать, когда предстоит сваривание толстых деталей. Поперечные движения становятся необязательными. Короткая дуга получается, когда расстояние от конца электрода до металлической поверхности равно половине диаметра электрода. Такая дистанция увеличивает глубину проплавки. Ширина шва уменьшается. Короткая дуга актуальна для получения вертикального шва, но может использоваться и при других положений и всех типов соединений.
Дуга средней величины равняется диаметру сварочного электрода. Шов значительно расширяется, а напряжение становится больше. При таком расстоянии сварки увеличиваются ток и глубина проплавления, а ширина шва и напряжение уменьшаются. Достоинством является отличная защищенность ванны. Средняя дуга возникает при расстоянии между электродом и металлической поверхностью, равным или немного превосходящим диаметр электрода.
Длинная дуга в полтора раза превышает диаметр электрода. Это не особенно желательно, поскольку шов становится слишком широким, глубина проплавления уменьшается, а брызги раскаленного металла начинают лететь во все стороны. В сварочном шве будут формироваться поры. Значительно снижается защита ванны.
Технология
Суть сварки электродом заключается в том, что на металл происходит воздействие высокой температуры. Между электродом и металлической поверхностью возникает дуга, происходит плавление и образование сварного шва. Однако, получить качественный, прочный и красивый сварной шов можно только изучив все тонкости того, как правильно варить сваркой электродами и типы швов, а так же, как правильно вести электрод при сварке металла.
Сварка одиночными электродами состоит из следующих этапов:
- Выбор электрода.
- Установка тока необходимой величины.
- Поджог дуги.
- Выбор, как вести электрод при сварке.

- Формирование шва.
- Контроль зазора.
- Выявление дефектов и их ликвидация.

Повышенную трудность представляет собой сварка тонкого металла. Она заключается в опасности появления прожогов. Этот дефект относится к категории недопустимых, поскольку значительно снижает прочность конструкции. Чтобы уменьшить температуру свариваемого материала, следует величину тока сделать минимальной. Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Сильное коробление шва предотвратит перемещение электрода в разные зоны, чтобы дать возможность небольшого остывания на предыдущем участке. Если металл не просто тонкий, а очень тонкий, то придется прибегать к непопулярному методу — периодическому прерыванию дуги.
При окончании процесса сварки следует заварить кратер.
После окончания формирования шва необходимо выявить наличие дефектов. Наружные изъяны можно определить внешним осмотром. Применение лупы с большим увеличением поможет найти микродефекты. Для определения внутренних дефектов существует контроль с применением специальных приборов. Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
Для определения внутренних дефектов существует контроль с применением специальных приборов. Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
Движения электрода
Перед началом процесса необходимо определиться, как водить электродом при сварке конкретных изделий. Существует три вида перемещения электрода:
- вдоль его собственной оси называется поступательным;
- вдоль оси шва является прямолинейным;
- колебательные движения хорошо прогревают кромки и применяются наиболее часто.
Колебательные движения могут выписывать различные рисунки: елочку, лесенку, треугольники и многие другие. От этого выбора зависят ширина шва и прочность соединения. Имеется также разделение движений электрода по направлению.
Как правильно вести электрод при сварке зависит от конкретного вида соединения, расположения шва в пространстве и предыдущего опыта сварщика или его желания осваивать новые технологии сварки.
Преимущества метода
К достоинствам сварки электродом относятся:
- возможность сваривания при всех положениях шва в пространстве;
- возможность соединения деталей, выполненных из разных материалов;
- формирование шва в труднодоступных местах;
- легкость обучения, как варить сваркой электродами;
- возможность сваривания деталей различной толщины;
- простота технологии;
- невысокая стоимость.
Недостатками являются вредные условия работы, низкая производительность, зависимость качества получаемого шва от квалификации сварщика.
Ошибки при использовании электродов
Ошибки при сварке электродом приводят к созданию некачественного шва и образованию в нем дефектов. К ним относятся:
- Неумение держать дугу, что приводит к неравномерному расплавлению. Результатом является неровный и грубый шов.
- Использование при сварке влажных электродов.
- Неправильный выбор длины сварочной дуги.
- Слишком быстрое или слишком медленное перемещения электрода.
- Отсутствие подготовки поверхности металлических поверхностей или некачественное ее проведение.
- Неправильно выбранный наклон электрода.

Важным является проверка работоспособности сварочного аппарата.
Сварка без электродов
При промышленном производстве или просто при желании овладеть более прогрессивными методами прибегают к сварке с применением современного оборудования, в котором электроды не требуются. Сварка без электродов предполагает их замену на проволоку, которая дозированно поступает из применяемого оборудования. К ним относятся полуавтоматы. Они являются аналогами уже несколько устаревших, но все еще применяемых и имеющихся в продаже трансформаторов.
В полуавтоматах сварочная проволока намотана на бобину внутри аппарата. При сварке осуществляется ее непрерывная подача. Специальный механизм обеспечивает перемещение проволоки по мере ее оплавления, что дало основание назвать это устройство полуавтоматическим.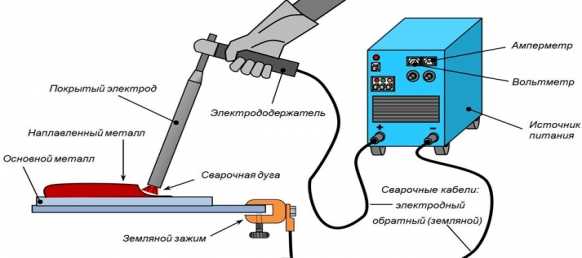
Практические советы
Рекомендации, как сваривать металл электросваркой, можно получить от профессионалов и опытных сварщиков:
- Проведение перед началом сварки подготовительных работ.
- Осуществлять очищение металлических поверхностей от загрязнений, масла, краски, пыли.
- Обеспечение сварщика защитным снаряжением. Не забывать установку рядом с проведением работ емкости с водой.
- Проще разжечь дугу можно новым электродом, а не уже частично использованным.
- Помнить, что не бывает универсальных электродов. Подбирать их следует, исходя из того, какие материалы подлежат сварке и их толщины.
- Перед сваркой электроды необходимо подсушивать.
- Свариваемые детали должны быть хорошо закреплены.
- Придерживаться одинакового расстояния между электродом и металлической поверхностью на всем протяжении сварочного процесса.
- Понимать отличие между ванной и шлаком. Когда происходит первое касание электрода к поверхности, на ней появляется красное пятно, от начала плавки металла. Не следует ошибочно принимать его за сварочную ванну. О ее появлении будет свидетельствовать образование белого пятна.
- Чтобы понять, как правильно варить электродуговой сваркой, следует начинать с точечного варианта, чтобы было легче делать дорожку и не допускать гашения дуги.
- После окончания процесса необходимо провести внешний осмотр для выявления имеющихся дефектов.
 Не следует ошибочно принимать его за сварочную ванну. О ее появлении будет свидетельствовать образование белого пятна.
Не следует ошибочно принимать его за сварочную ванну. О ее появлении будет свидетельствовать образование белого пятна.Обучаясь тому, как правильно варить металл электродом, не надо бояться экспериментировать. Чтобы овладеть этим искусством, следует попробовать разные методы установки электрода и способы его движения.
Интересное видео
подготовка и технология процесса, типы швов
Инвертор для сварки, или инверторный источник сварочного тока (ИИСТ) – это источник питания электрической дуги, посредством которой и происходит соединение деталей из металла под воздействием очень высокой температуры. На сегодняшний день это один из самых популярных аппаратов для ручной сварки.
На сегодняшний день это один из самых популярных аппаратов для ручной сварки.
Содержание
- 1 Как работает ИИСТ
- 2 Организация рабочего места
- 3 Подготовка к процессу сварочных работ
- 4 Процесс сварных работ
- 5 Правильный розжиг дуги
- 6 Траектория движения электрода при сварке
- 7 Завершение
- 8 Типы швов при сварке электродами
- 9 Ошибки начинающих сварщиков
Как работает ИИСТ
Напряжение сети 220 В переменного тока подается на выпрямитель. Далее в силовом блоке инвертора постоянный ток преобразуется снова в переменный, но с повышенной частотой, который подается на высокочастотный сварочный трансформатор. Затем напряжение через выпрямитель подается на дугу.
На выходе получается дуга на постоянном токе, более устойчивая, что и требуется для качественной сварки.
Достоинства данного аппарата:
- За счет преобразования тока исследователи пришли к высокочастотному трансформатору, вес которого более, чем в 10 раз, меньше, чем у сетевого сварочного трансформатора. Масса его находится в пределах от 2 до 7 кг.
- Сварочная дуга высокого качества.
- Более сконцентрировано тепло к месту соединения, что повышает КПД.
- Минимальное разбрызгивание металла.
- Плавные регулировки сварочных характеристик.
- Более аккуратный и ровный сварной шов.
 Масса его находится в пределах от 2 до 7 кг.
Масса его находится в пределах от 2 до 7 кг.Недостатки:
- Ограничение по коэффициенту загрузки. При продолжительной работе происходит нагревание внутренних элементов, необходимо давать остывать в процессе работы.
- Повышенная чувствительность к влажности воздуха и конденсату внутри корпуса. Хранить инвертор рекомендуется в теплых сухих помещениях без резких перепадов температуры.
- Высокий уровень создаваемых высокочастотных электромагнитных помех.
Организация рабочего места
Оборудование для сварочных работ:
- Источник сварочного тока – сварочный инвертор или сварочный трансформатор.
- Сварочный электрод – в данном случае берется плавящийся, изготовленный из сварочной проволоки, которая подразделяется на углеродистую, легированную и высоколегированную. Поверх нанесен слой защитного покрытия, который тоже выполняет свою роль в этом процессе. Есть правило настройки преобразователя сварочного тока: чем толще электрод, тем большую мощность нужно выставить на сварочном аппарате.
- Одежда сварщика – это защитный огнестойкий костюм, который закрывает все открытые части тела: брюки, куртка с длинными рукавами, перчатки, прочная обувь (брюки должны быть поверх ботинок), шлем-маска с защитным стеклом. Необходимо, чтобы одежда была без синтетики.
- Молоток, для сбивания нагара. Напильник. Плоскогубцы.

Подготовка к процессу сварочных работ
Детали для сваривания подгоняются по размеру. Зачищаются от ржавчины и загрязнения.
Кабель массы подключается к одной из свариваемых деталей. Для надежного контакта это место зачищается до металла, можно применить напильник.
Электрод вставляется концом без напыления в держатель. Сварочный аппарат включается в сеть.
В соответствии с размером электрода выставляется сила тока. Можно руководствоваться табличными значениями. Всегда следует помнить, что слишком высокое значение силы тока будет резать металл, для чего ее и нужно использовать, а недостаточная – не даст дугу хорошего качества.
Процесс сварных работ
В процессе сварки горит электрическая дуга между металлом детали и электродом, расплавляя их.
Правильный розжиг дуги
Розжиг дуги можно сделать следующим способом: краткие касания кончиком электрода у начала сварного шва. Задача в том, чтобы электрический ток пробил воздушный промежуток и напыление на электроде.
Возможные причины, когда электрическая дуга не зажигается: качество подключения «массы», необходимо очистить кончик электрода от обсыпки, увеличить силу тока.
Траектория движения электрода при сварке
При сваривании вертикальных поверхностей сварной шов ведется снизу вверх.
При горизонтальном размещении направление движения электрода зависит от удобства выполнения шва.
Во время сварки электрод располагается под углом 300 – 600 к поверхности металла на расстоянии 3 – 5 мм от него.
Движение электрода идет поступательно – по принципу «елочка».
Для более ровного ведения шва можно отметить его место мелом.
Ускорять или замедлять ведение шва необходимо в зависимости от состояния сварной ванны — объема жидкого металла.
Завершение
По завершении процесса сварки очистить сварной шов от образовавшегося нагара. Осмотреть внимательно место сварки на предмет зашлакованности или пропуска.
Типы швов при сварке электродами
Швы бывают:
- Швы встык.
- Тавровые соединения.
- Угловые соединения.
- Швы внахлест.
Ошибки начинающих сварщиков
Наиболее часто встречающиеся ошибки заключаются в следующем:
- При медленном ведении электрода – образование прожогов.
- Слишком быстрое движение электрода – неровный шов.
- Не выдержан угол между электродом и поверхностью – шов плоский и неровный.
- Слишком маленький зазор между электродом и деталями – дефект «всплывания шва», металл непроварен.
- При слишком большом зазоре между электродом и рабочей поверхностью – шов непрочный, непроваренный металл.
- Детали повело – нужно перед началом сварки прихватить детали в нескольких местах с обеих сторон.
как научиться правильно работать самостоятельно сварочным инвертором по металлу для начинающих с нуля
Работа, требующая сварки металла, есть практически в каждом частном доме, гараже, на даче и стройке.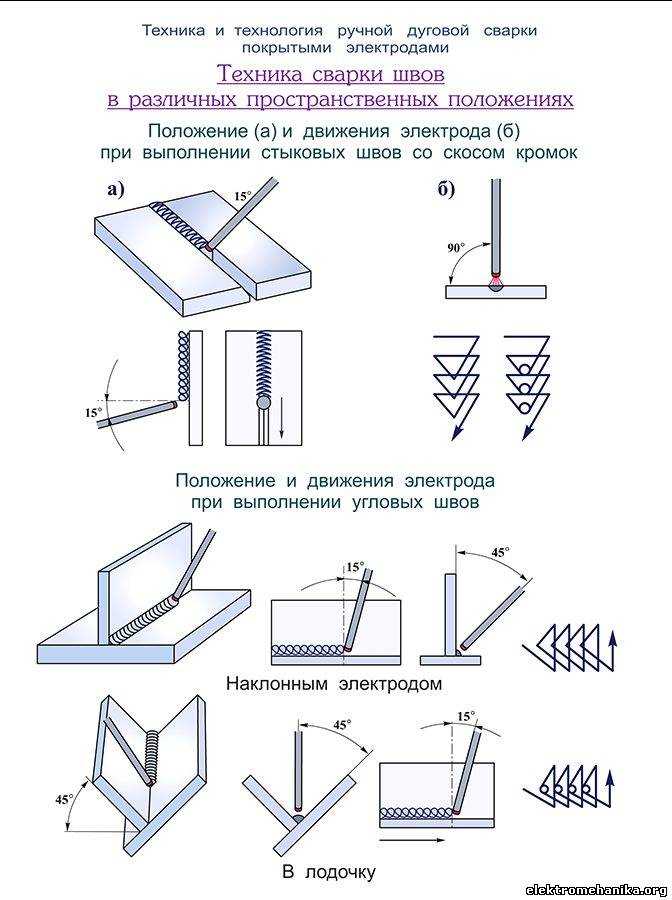 Если красота шва не требуется, то даже начинающий сварщик может научиться правильно варить электродами самостоятельно, не обращаясь за услугами мастера. Эта статья поможет разобраться во всех тонкостях сварочных работ, чтобы избежать досадных ошибок в начале обучения.
Если красота шва не требуется, то даже начинающий сварщик может научиться правильно варить электродами самостоятельно, не обращаясь за услугами мастера. Эта статья поможет разобраться во всех тонкостях сварочных работ, чтобы избежать досадных ошибок в начале обучения.
Содержание
- 1 Подготовка к процессу
- 2 Необходимые инструменты
- 3 Как правильно варить
- 4 Особенности сварки тонкого металла
- 5 Частые ошибки новичков
- 6 Техника безопасности
Подготовка к процессу
В отличие от трансформаторных агрегатов, инвертор позволяет работать от бытовой сети и не перегружает ее. Он обеспечивает мягкий розжиг, плавность линий, бесперебойность процесса. Учиться сваривать с нуля стоит на толстых кусках железа — на них легче тренироваться, и нет опасности пережога.
Дуга происходит при контакте детали и металла электрода. Расплав металла и стержня формируют ванну, а электродная обмазка переходит в газ и защищает место сварки от кислорода. Это необходимо для предотвращения появления окалины на деталях.
Это необходимо для предотвращения появления окалины на деталях.
Просто научиться варить сваркой и создавать ванну для эффективного результата недостаточно. При дуговом нагревании отдельных частей деталей шов «тянет» металл в сторону. Результат получается с сильными отличиями от задуманного на чертеже. Деталь перекашивает.
Для облегчения работы металл закрепляют тисками, струбцинами, хомутами или иными приспособлениями. Для фиксации первоначальной формы делают прихватки через 20—30 см. При работе со стыками прихватывают с обеих сторон, компенсируя взаимные напряжения на сторонах деталей. По окончании подготовки можно начинать сварочные работы.
Необходимые инструменты
Процесс протекает легче, когда подготовлены инструменты. Нам понадобятся:
- Сварочный инверторный аппарат.
- Электроды для сварки железа, алюминия или нержавейки, в зависимости от задачи.
- Маска сварщика. Для начинающих подойдет маска типа «хамелеон», меняющая затемнение стекла в зависимости от яркости дуги.
- Плотная (брезентовая) одежда сварщика.
- Краги сварщика или длинные перчатки из кожи, толстого брезента.
- Молоточек. Он пригодится для отбивки шлака от сварочного шва.
- Щетка по металлу. Нужна для зачистки металла от ржавчины, окалины. Наличие посторонних загрязнений на металле сильно затрудняет сварку. Электрод постоянно прилипает.

Наличие правильной подготовки инструментов — основа успеха хорошей работы.
Как правильно варить
Процесс сварки — это процесс расплавления металла с образованием жидкой ванны из расплава. На поверхности образуется сварочная ванна. Она заполняется расплавленным электродом, и образуется сварочный шов.
Главное в электросварке — зажечь дугу, расплавить края скрепляемого металла, залить образовавшуюся ванну. Однако для этого нужен опыт. Трудно постоянно удерживать сварочную дугу и отличать шлак от металла. В процессе сварки рекомендуется сохранять равномерную скорость и водить поперек металла. В результате этого образуется шов, прочный на разрыв.
Однако для этого нужен опыт. Трудно постоянно удерживать сварочную дугу и отличать шлак от металла. В процессе сварки рекомендуется сохранять равномерную скорость и водить поперек металла. В результате этого образуется шов, прочный на разрыв.
Особенности сварки тонкого металла
Неправильная настройка инверторного сварочника способна изуродовать тонкую деталь до неузнаваемости. Качество сварного шва зависит от настройки аппарата, размеров и качества электродов, правильного угла сварки, скорости движения электрода.
Важно знать о полярности подключения деталей. Тонкий металл обязательно подключается к минусу сварочного агрегата. Полезные советы сварки тонкого металла:
- Начиная варить, выставляйте минимальный ток (средние значения можно узнать из справочников и таблиц сварщика).
- Шов формируется углом вперед.
- Используйте обратную полярность.
- Тщательно закрепляйте деталь. Это уменьшит деформацию во время работы.
Частые ошибки новичков
Взяв впервые держак в руки, чайникам процесс кажется сложным и непознаваемым. Однако это лишь технологический процесс со своими законами. Наиболее частые ошибки, мешающие сваривать металл электродами для новичков:
- Плохая подготовка металла. Поверхностная ржавчина, окалина, загрязнения ухудшают процесс сварки. Даже опытному рабочему варить такой металл сложно. Поверхностные загрязнения удаляются металлической щеткой или зачистным диском в месте шва и контакта электрода. Очистка ускоряет розжиг дуги.
- Неправильная настройка сварочного аппарата. Ток инвертора определяется специальными таблицами, в зависимости от толщины металла и диаметра электрода. Изменяя напряжение, опытные сварщики выставляют чуть меньший ток, чтобы не повредить металл. Малый сварочный ток ведет к прилипанию электрода.
- Неправильное зажигание дуги. Существует 2 способа. В первом быстрое касание электродом поверхности меняется его отведением на расстояние 2—3 мм и удержанием образовавшейся дуги. Второй способ заключается чирканьем электродом по детали и отведением его на пару сантиметров, пока дуга не загорится.
- Неравномерное расстояние от электрода до заготовки. В идеале необходимо расстояние 5 мм. Такое расстояние формирует правильный шов.
- Неравномерность скорости перемещения. Она зависит от диаметра электрода. Опыт приходит со временем. Чрезмерно быстрая скорость не позволяет надежно соединить детали, медленная образует наплывы на сварочном шве. При правильной скорости расплав полностью заполняет сварочную ванну.
- Неправильный угол и движение электрода. При движении он образует наклон 70 градусов. Движение электрода бывает продольным, поперечным и колебательным.
- Сырые электроды. При хранении в пачке электроды защищены от сырости. При длительном хранении в поврежденной упаковке они отсыревают и не зажигаются. Перед работой просушиваются 30—60 мин при температуре 105—130 градусов. Сушить позволено в домашних условиях.
- Неправильный подбор толщины и типа электрода. Диаметр подбирается в зависимости от толщины свариваемого металла. Тип зависит от металла — железа, алюминия или нержавеющего материала.


Новички часто пренебрегают техникой безопасности электросварки, выбирают неправильные сварочные аппараты, работают «начисто», без пробных швов.
Техника безопасности
Место сварки при необходимости отделяется несгораемой ширмой.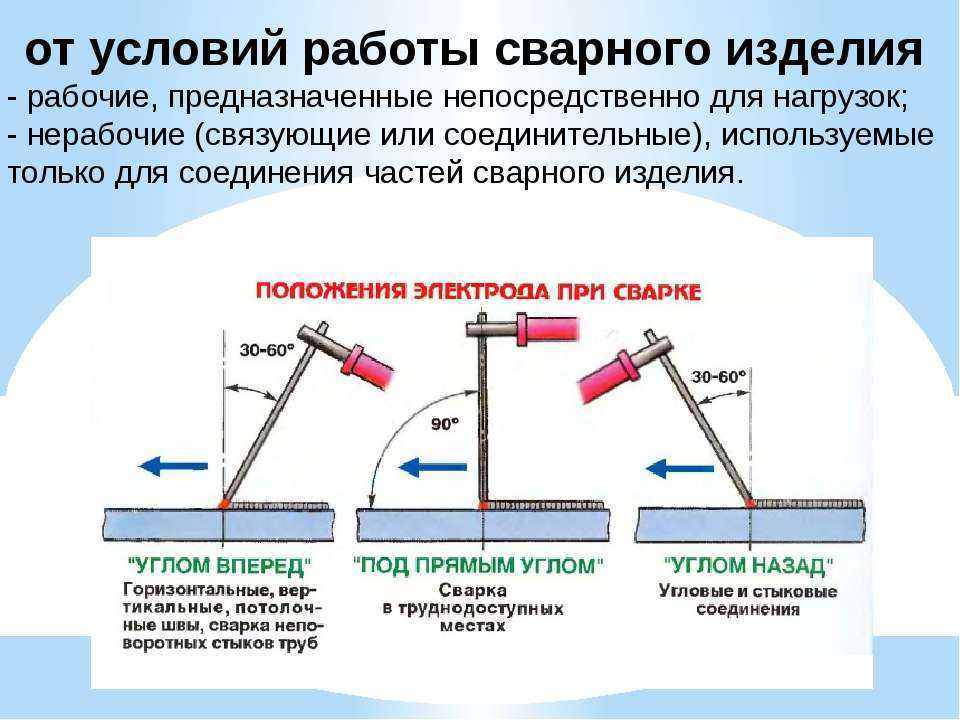 Она защищает зрение других людей и предотвращает случайные возгорания. Пренебрежение правилами безопасности недопустимо. Любовь к этому виду работ пропадет, если вы получите удар током, подожжете обстановку, испортите лакокрасочное покрытие стоящего рядом автомобиля.
Она защищает зрение других людей и предотвращает случайные возгорания. Пренебрежение правилами безопасности недопустимо. Любовь к этому виду работ пропадет, если вы получите удар током, подожжете обстановку, испортите лакокрасочное покрытие стоящего рядом автомобиля.
Место сварки должно вентилироваться. В идеале сварочный пост оборудуется стационарной вытяжной вентиляцией. В результате работы выделяются вредные вещества, образующиеся при сгорании металла и электродов.
Неприятно, если «поймаете зайчика» в результате неправильно подобранной маски или получите ожог от раскаленного металла.
Сварочные маски бывают разного типа — от простейших ручных щитков с затемненным стеклом до дорогих шлемов с закрытой головой и динамически затемняемыми стеклами. Они хороши тем, что в нерабочем состоянии стекло прозрачно, а значит поле сварки четко видно — работаешь по месту. При вспышке идет затенение и глаза не страдают. Дешевые китайские маски-хамелеоны с запаздывающей реакцией небезопасны для зрения.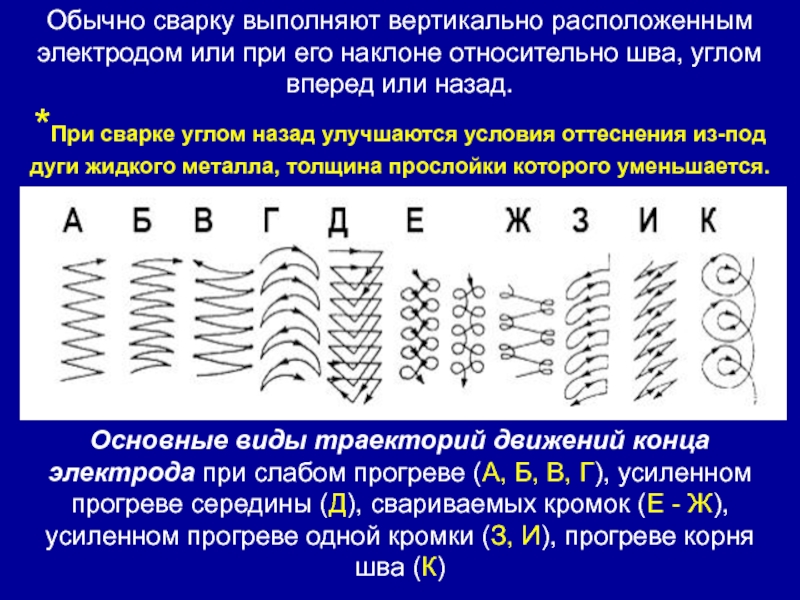
Кратковременный опыт умения варить инверторной сваркой для начинающих не дает гарантии качественного соединения швов водяных труб, баков, тяжелых заборов. Плохо соединенные конструкции могут развалиться, придавить или ударить новичка. Лучше обучаться работе на специальных курсах и пройти практику под присмотром преподавателя. Это поможет избежать неприятностей, связанных с некачественной работой и оказанием негодных услуг.
Обязательно обращайте внимание на полярность сварки. Прямая необходима для работы с толстыми деталями. Обратная — для тонкого металла. Правильная работа позволит решить бытовые задачи на даче, в гараже, дома.
Друзьям это тоже будет интересно
Как правильно варить сваркой электродами. Как правильно варить ручной дуговой сваркой?
ГлавнаяЭлектродКак правильно варить сваркой электродами
Как правильно варить сваркой электродами
Практически каждый мужчина хотя бы раз в жизни держал в руках сварку. Однако добиться действительно качественного и эффективного результата работы могут далеко не все.
Однако добиться действительно качественного и эффективного результата работы могут далеко не все.
В последнее время сварка электродами завоевала особую популярность. Купить необходимый материал для работы можно на сайтеhttp://ganza-npf.com.ua/spravochnik-po-elektrodam/elektrody-dlia-svarki-chuguna, но о чем же стоит знать мастеру?
Особенности работы с электродами
Чтобы добиться желаемого результата, вам подойдет сварочный аппарат с максимальным током в 160 Ампер. Сваривание будет качественным только в том случае, если расстояние между электродами и свариваемыми частями будет достигать 6-ти миллиметров.
Вам необходимо внимательно отнестись к выборам электродов, так как от этого зависит качество швов. Обратите внимание на химический состав электрода и на металл, из которого выполнено свариваемое изделие.
Обычно в процессе работы пользуются электродами из чугуна, меди, стали и латуни. Благодаря таким изделиям можно добиться наиболее эффективного и качественного результата.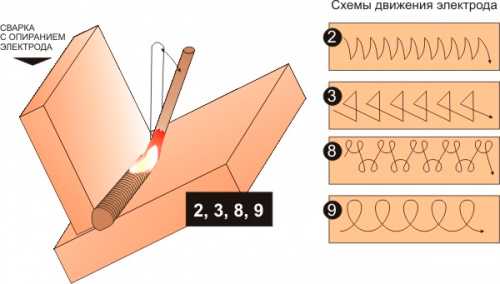
Тщательно выбирайте наклон электрода при сварке, так как это тоже очень важно. Наиболее оптимальный вариант – это 75 градусов по направлению сварочной дуги.
Хорошего и стабильного горения дуги можно добиться в том случае, если правильно выбрать силу тока. Слабые показатели приведут к тому, что дуга погаснет, а электрод залипнет.
Если же сила тока чересчур большая, то металл будет плавиться и разбрызгиваться. Именно поэтому обратитесь за помощью к профессионалам, которые подберут наиболее подходящие показатели.
Преимущества сварки электродами
С основными особенностями такого вида сварки вы разобрались. А теперь стоит упомянуть о его основных преимуществах:
- процесс работы отличается повышенным уровнем производительности;
- расходные материалы стоят не слишком дорого, поэтому вы сможете сэкономить финансовые средства;
- процесс работы настолько простой, что с ним сможет справиться даже человек без опыта;
- зона нагрева поверхности не слишком большая;
- процесс работы можно механизировать или автоматизировать;
- результат превзойдет все ваши ожидания.
Это основные преимущества сварки электродами, но их перечень можно продолжать до бесконечности. Если вы воспользуетесь таким методом, то сможете добиться наиболее эффективного и качественного результата работы.
Первый урок по дуговой сварке — в этом видео:
Твитнуть
postroyka.org
Как правильно варить электросваркой — сварка своими руками
При проведении строительных работ часто возникает необходимость соединения разрозненных металлических элементов между собой. Одним из наиболее надежных и привычных вариантов осуществления задачи является проведение электросварки. При должном умении и опыте в результате получается практически монолитное соединение, которое прослужит не один год. О том, как правильно варить, мы расскажем в данной статье.
С чего начать?
Перед тем, как перейти к описанию работ, необходимо в общих чертах рассказать о сути электросварочного процесса, так как от понимания этого вопроса во многом будет зависеть успех действий.
Электросварка металлов заключается в том, что соединение элементов производится под воздействием точечного нагревания, в результате чего происходит расплавление металла двух соединяемых частей. Расплавленный металл смешивается и после застывания образует прочное соединение.
Суть состоит в том, что электрический ток подается на электрод. В момент поднесения его к соединяемым частям возникает электрическая дуга, имеющая высокую температуру. В результате металл соединяемых частей и материал электрода плавятся. После возникновения дуги электрод нужно держать на небольшом расстоянии от свариваемой детали. При этом, образуя защитную пленку, появляется шлак, который противостоит преждевременному и неравномерному остыванию сварочной ванны. По окончании работ этот шлак счищается, и можно увидеть получившийся сварочный шов.
Правила проведения работ
Если с теоретической стороной вопроса все ясно, можно приступать к попыткам проведения сварочных работ. Сразу стоит отметить, что качественный шов получится далеко не сразу.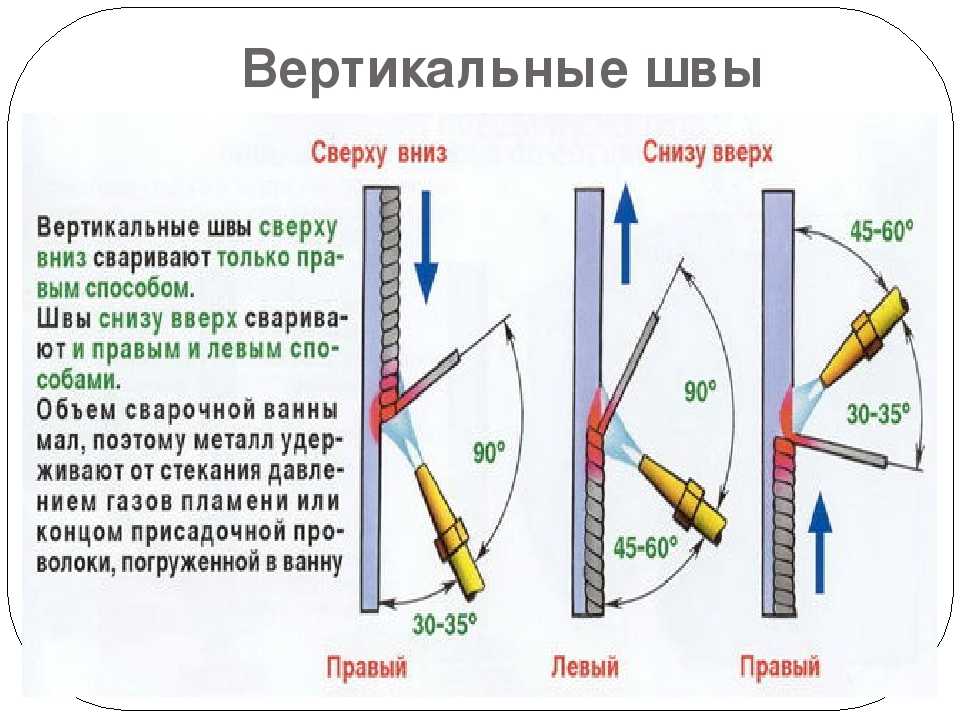 Первоначальные опыты лучше проводить в присутствии опытного специалиста и при выполнении не очень важных работ. Дело в том, что качество здесь напрямую зависит от опыта. Даже полностью понимая теорию, правильно варить шов с первого раза получится далеко не у всех. Однако существуют определенные правила, в соответствии с которыми работы должны проводиться:
Первоначальные опыты лучше проводить в присутствии опытного специалиста и при выполнении не очень важных работ. Дело в том, что качество здесь напрямую зависит от опыта. Даже полностью понимая теорию, правильно варить шов с первого раза получится далеко не у всех. Однако существуют определенные правила, в соответствии с которыми работы должны проводиться:
- соблюдение техники безопасности. Сварочные работы сопряжены с риском приобретения травм от воздействия электрического тока, а также термических ожогов. Все действия должны проводиться только в специальной защитной одежде и при условии обеспечения заземления. Кроме того, сварка образует весьма интенсивное ультрафиолетовое излучение, а потому без соответствующей защиты органов зрения работы проводить нельзя;
- свариваемые детали должны быть максимально прочно закреплены. Во время сварки смещение деталей недопустимо, так как это негативно скажется на качестве шва;
- толщина электрода, используемого при сварке, находится в прямой зависимости от толщины металла свариваемых частей;
- проводить электрод над свариваемыми частями необходимо равномерно. Не следует допускать чрезмерных разрывов и прилипания электрода. В случае прерывания шва необходимо прекратить процесс, зачистить шов и, отступив 1–1,5 см от края прерывания, продолжить работу;
- всплывающий в процессе работ шлак удалять сразу не стоит, но после проведения работ это сделать необходимо.
 Не следует допускать чрезмерных разрывов и прилипания электрода. В случае прерывания шва необходимо прекратить процесс, зачистить шов и, отступив 1–1,5 см от края прерывания, продолжить работу;
Не следует допускать чрезмерных разрывов и прилипания электрода. В случае прерывания шва необходимо прекратить процесс, зачистить шов и, отступив 1–1,5 см от края прерывания, продолжить работу;Сразу удалять шлак опасно, так как он разлетается в разные стороны, может привести к увечьям и даже пожару.
Как было сказано выше, выбор толщины электрода необходимо осуществлять исходя из толщины металла. Схематически это можно выразить в следующей таблице:
Сведения установлены опытным путем и носят довольно приблизительный характер, но определенную закономерность уловить можно.
Процесс сварки
Что касается непосредственно процесса проведения сварочных работ, то он происходит следующим образом:
- Сначала детали закрепляются и располагаются вплотную друг к другу.
- Вставляется электрод и подключается сварочный аппарат.
- Электрод подносится на расстояние около 5 мм от поверхности металла, в результате чего должна появиться электрическая дуга. Если она возникает раньше, то силу тока нужно уменьшить, а если позже, то увеличить. Если у вас старый сварочный аппарат, то дугу придется зажигать, касаясь электродом поверхности свариваемого металла.
- При получении стабильной дуги электрод плавно перемещается вдоль линии соединения, в результате производится сварка.
- После проведения работ шов необходимо зачистить от образовавшейся корки шлака, оббив его.

Отдельно стоит рассмотреть вопрос траектории движения электрода относительно линии сваривания. Здесь важно понять, что в процессе работы электрод не двигается неизменно. Исходя из конкретных условий, должны присутствовать колебательные движения относительно оси электрода (для удерживания электрической дуги), постепенное движение электрода вертикально и колебательные, дугообразные движения для регулирования ширины шва. Образование сварочного шва производится при совмещении этих разнонаправленных движений, которые вы можете увидеть на рисунке. Как было сказано выше, полное понимание вопроса приходит только с опытом.
Образование сварочного шва производится при совмещении этих разнонаправленных движений, которые вы можете увидеть на рисунке. Как было сказано выше, полное понимание вопроса приходит только с опытом.
В заключение можно добавить, что овладеть технологией электрической сварки в бытовых целях вполне возможно, но для выполнения действительно качественной работы потребуется не один час тренировок и руководство специалиста.
Видео-уроки: как варить электросваркой
Автор этого видео слесарь, который научился варить электросваркой. Посмотрите внимательно этот ролик:
infoaqua.ru
Как правильно варить сваркой электродами (видео)
01 декабря 2015
Просмотров: 1561
Сварочные работы составляют около 70% технических процессов на крупных предприятиях. Знание о том, как правильно варить сваркой, позволит избежать затрат на услуги профессионального сварщика или даже организовать собственную мастерскую по проведению сварочных работ.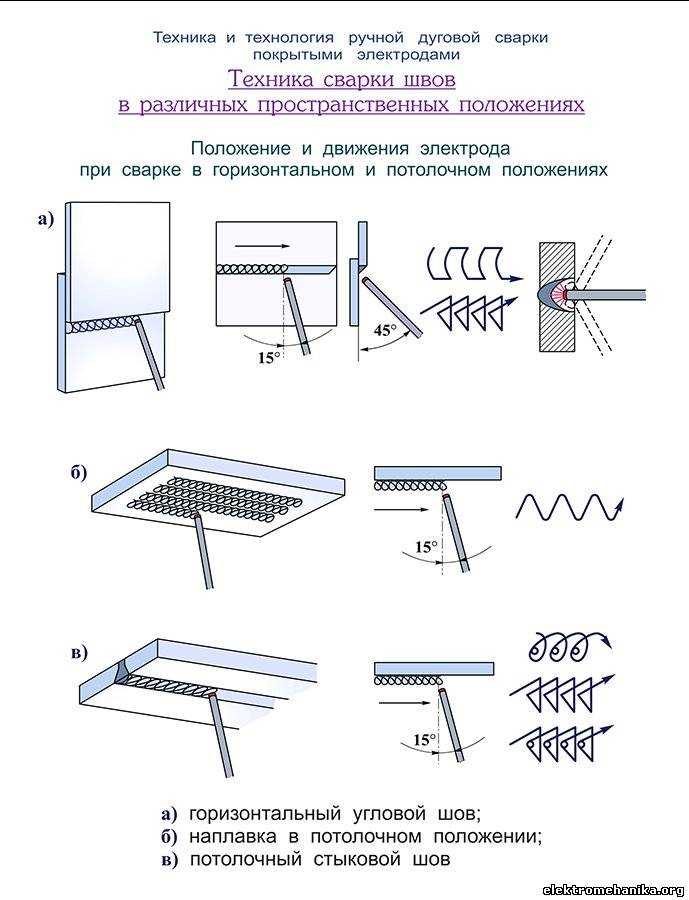
Ручная дуговая сварка: 1-электрод; 2-покрытие электрода; 3-газовая защита.
Суть процесса сварки
Сварка — это получение неразъемного соединения термическим, механическим или термомеханическим способом. При этом происходит формирование сварочного шва, который должен удовлетворять следующим требованиям:
- равнопрочность основному металлу;
- отсутствие горячих и холодных трещин, а также других дефектов;
- высокая износостойкость и пластичность, которая будет препятствовать охрупчиванию металла шва.
Как научиться варить электросваркой
Варианты сварных соединений.
В советское время существовала оптимальная система обучения сварщиков, когда ученики занимались под руководством профессионалов непосредственно на производстве. Сегодня научиться варить можно лишь в специализированных учебных заведениях, на что у большинства людей просто нет времени. В связи с этим существуют советы для начинающих сварщиков, которые позволяют освоить азы сварочного дела. Перед тем как узнать о том, как правильно варить электросваркой, нужно изучить необходимые подготовительные мероприятия и критерии выбора сварочного оборудования.
Перед тем как узнать о том, как правильно варить электросваркой, нужно изучить необходимые подготовительные мероприятия и критерии выбора сварочного оборудования.
Чтобы обеспечить соответствие шва этим требованиям, используются различные способы и технологии сварки. Но для бытовых целей чаще всего применяется ручная дуговая сварка (РДС), которая обеспечивает достаточно неплохое качество соединения. Этот способ осуществляется покрытыми электродами, купить которые можно в специализированном магазине. Между изделием и электродом зажигается дуга, которая выделяет большое количество тепла. Под его действием происходит расплавление и смешивание электродного и основного металлов. При остывании металл кристаллизуется и затвердевает, образуя сварочный шов. Его качество зависит от множества факторов, которые нужно знать перед выполнением сварки.
Выбор электрода и источника питания
Сварка — комплексный процесс, требующий тщательной подготовки и соблюдения множества правил. Иногда начинающие сварщики не уделяют внимания выбору электродного металла и источника питания, но от этих составляющих наиболее сильно зависит конечный результат. Основные характеристики источников питания:
Иногда начинающие сварщики не уделяют внимания выбору электродного металла и источника питания, но от этих составляющих наиболее сильно зависит конечный результат. Основные характеристики источников питания:
Схема сварки тонкого металла с толстым.
- Род тока (постоянный или переменный). На постоянном токе дуга горит стабильнее, но для бытовых нужд в нем, как правило, нет необходимости. Кроме того, распространенные в быту трансформаторы и инверторы выдают именно переменный сварочный ток.
- Номинальная сила тока, выдаваемая сварочным аппаратом. Если вы не собираетесь использовать аппарат в промышленных целях, вам вполне будет достаточно 300-400 А. Но лучше выбирать источник с запасом в 10-20%, чтобы он не работал на пределе своих возможностей.
- Период нагрузки (ПН). Показывает соотношение между временем работы и отдыха при максимальном значении тока. Чем выше эта характеристика, тем лучше, но если вы не планируете варить металл в больших количествах, достаточно будет 50-70%.
- КПД. Говорит о том, какой процент забираемой из сети мощности используется непосредственно для сварки. В целях экономии электричества лучше выбирать аппараты с максимально возможным значением.

Выбор марки электрода осуществляется исходя из пространственного положения и рода тока источника питания. Информация о предназначении электродов указывается на коробке, поэтому, зная эти параметры, можно без труда подобрать сварочную проволоку. Диаметр электрода подбирается исходя из значения сварочного тока с расчетом примерно 1 мм на 100 А. Если вам нужно сварить тонкий металл, следует использовать электроды небольшого диаметра и выполнять процесс на невысоких токах.
Предварительные мероприятия
Перед электродуговой сваркой необходимо подготовить металл. Его поверхность должна быть очищена от ржавчины и сильных загрязнений. На ней не должно быть остатков масла, жидкостей и других веществ, которые могут влиять на процесс сварки и на состав металла шва. Для металлов больших толщин необходима разделка кромок. Она может выполняться в V-образном, U-образном или X-образном виде. В бытовых целях используется только первый вариант, но чаще всего необходимости в разделке попросту нет.
Для металлов больших толщин необходима разделка кромок. Она может выполняться в V-образном, U-образном или X-образном виде. В бытовых целях используется только первый вариант, но чаще всего необходимости в разделке попросту нет.
Технология процесса
Когда все подготовительные операции выполнены, можно приступать к самому процессу сварки. Прежде всего, нужно подобрать силу тока. Делается это исходя из толщины основного металла, при помощи специальных таблиц или методом подбора. Табличные данные тоже требуют корректировки, так как условия сварки, при которых они составлялись, обычно отличаются от реальных. Процесс начинается с зажигания дуги. Для этого нужно коснуться электродом металла и выдерживать длину дуги 3-4 мм. Начинающие сварщики испытывают трудности на этом этапе, но с опытом зажигание дуги уже не представляет никаких трудностей.
Сварщик должен одновременно выполнять 3 движения:
- Продольное. Для расплавления металла и формирования валика шва.
- Поперечное. Для получения нужной ширины шва. Выполняется посредством колебательных движений, ширина которых зависит от размеров и положения шва, его разделки и других параметров.
- Поступательное. Выполняется по мере сгорания электрода, для того чтобы поддерживать постоянную длину дуги.
 Для получения нужной ширины шва. Выполняется посредством колебательных движений, ширина которых зависит от размеров и положения шва, его разделки и других параметров.
Для получения нужной ширины шва. Выполняется посредством колебательных движений, ширина которых зависит от размеров и положения шва, его разделки и других параметров.Скорость сварки — единственная величина, которую невозможно задать при РДС.
Сам сварщик должен чувствовать оптимальную скорость для данного режима и обеспечивать ее. Но сварку тонкого металла электродом обычно выполняют на сравнительно высоких скоростях, чтобы не допустить прожогов.
Сварка в вертикальном положении выполняется путем нанесения прихваток, которые накладываются друг на друга. Таким образом, формируется шов с достаточными характеристиками. Опытные сварщики выполняют вертикальные соединения в 1 проход, но это требует очень высокой квалификации. Кроме того, это возможно только при сварке качественными электродами, оптимально подобранными к составу металла и условиям сварки.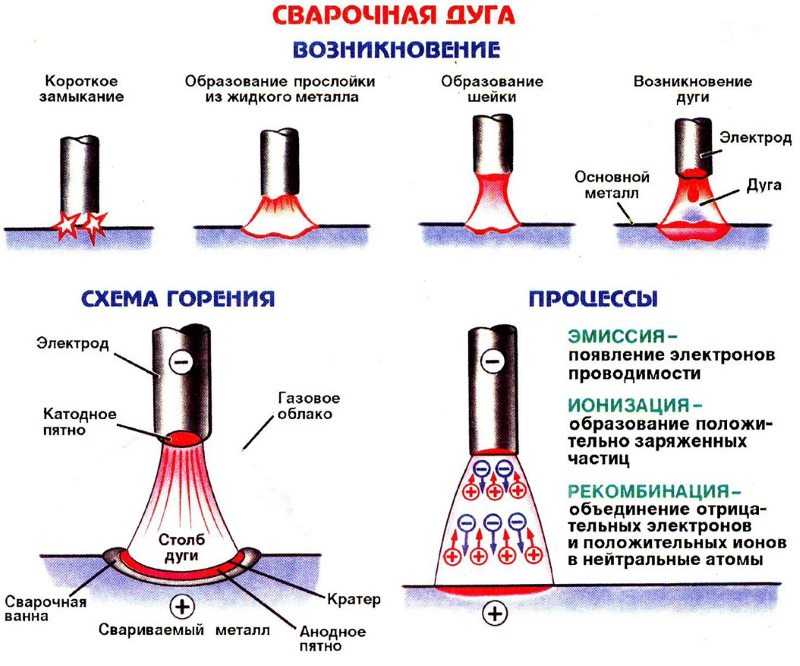
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
Загрузка…
Похожие статьи
masterinstrumenta.ru
виды сварочных аппаратов и подробная инструкция
За счет долговечности и надежности сварочных креплений не осталось ни одной промышленной отрасли, где бы не применялась данная технология. Владение электрическим аппаратом для сварки позволит сооружать любые металлические конструкции, начиная от простого забора на даче и заканчивая многофункциональным мангалом или ажурными качелями в саду.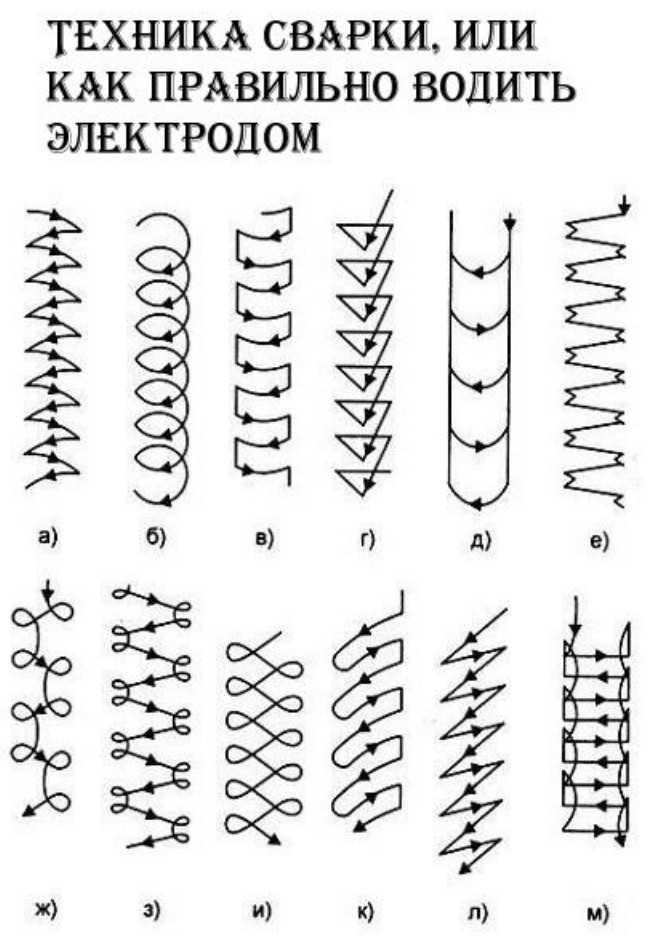 Поэтому мы рассмотрим, как правильно варить сваркой, и расскажем про все секреты и нюансы сварочной техники, чтобы ваш первый шов был аккуратным и прочным.
Поэтому мы рассмотрим, как правильно варить сваркой, и расскажем про все секреты и нюансы сварочной техники, чтобы ваш первый шов был аккуратным и прочным.
Технология сварочных работ
Чтобы научиться, правильно варить сваркой, надо знать о том, что дуговая электрическая сварка – это процесс крепления металлов с помощью электрической дуги между электродом и поверхностью обрабатываемого материала. Образующаяся при этом повышенная температура способствует одновременной расплавке металлической основы и электрода. Причем появляется так называемая сварочная ванна, где металл основания соединяется с расплавленным электродом.
Объемы ванны зависят непосредственно от формы краев соединяемых поверхностей, режима сварки, положением изделий в пространстве, скорости движения электрода, и т. д. и составляет в ширину 7-15 мм, глубиной около 5 мм и длиной 11-32 мм.
Сгорать от повышенной температуры металлу не позволяет газовый слой, который образуется при расплавке обмазки электрода, он полностью вытесняет кислород из участка плавления.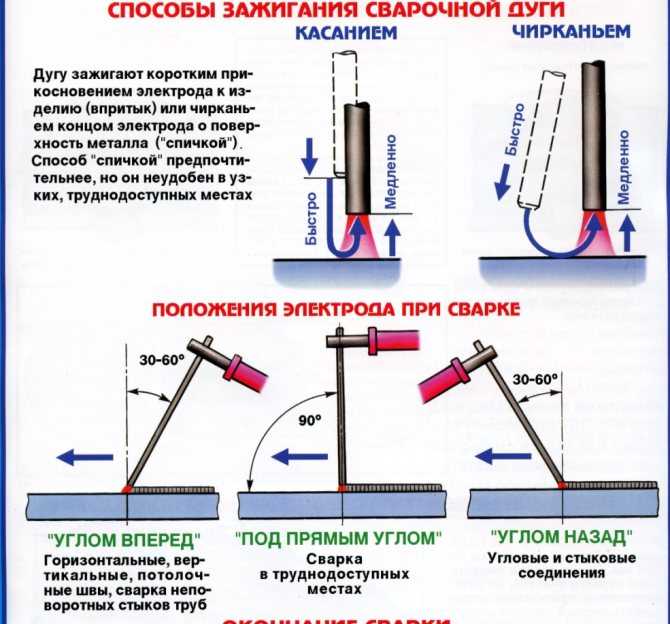 После удаления сварочной дуги металл кристаллизуется и появляется общий шов деталей, защищенный слоем шлака, его после охлаждения удаляют.
После удаления сварочной дуги металл кристаллизуется и появляется общий шов деталей, защищенный слоем шлака, его после охлаждения удаляют.
Основные преимущества электродуговой сварки:
- доступность;
- возможность варки разных материалов без переналадки устройства;
- хорошая производительность;
- доступные расходные материалы;
- отличное качество шва.
К минусам этого метода можно отнести необходимость подготовки свариваемых краев и непременное наличие электричества.
Выбор оборудования и материалов
Перед тем, как начать варить сваркой, нужно для себя уяснить, что данный процесс сопровождается появлением брызг и искр горячего металла, опасностью для глаз и выделением токсичных газов.
Потому, чтобы безопасно варить, надо запастись не только качественным оборудованием, но и необходимой экипировкой. Чтобы начать варить, вам будут необходимы:
- сварочный аппарат;
- молоток сварщика;
- набор электродов;
- спецодежда;
- сварочная маска;
- металлическая щетка.
Как правильно выбрать сварочный аппарат
Научиться грамотно варить сваркой сможет помочь качественный сварочный аппарат с возможностью регулировать напряжение тока 10-200 А. Естественно, собрать простой сварочный трансформатор можно и самому, но в этом случае о том, как правильно варить тонкий металл, можно и не думать, так как для этой работы требуются минимальные значения напряжения. Заводские же аппараты делятся на:
- Сварочные инверторы. Эти аппараты предоставляют множество возможностей, чтобы варить электродами с любыми оптимальными характеристиками. Электронные компоненты системы инверторов дают возможность отрегулировать силу тока, форсирование дуги, скорость зажигания и т. д., это обеспечивает великолепную свариваемость деталей. Помимо этого, инверторы имеют малый вес и довольно компактны.
- Сварочные выпрямители. Эти устройства оборудованы диодным выпрямителем, за счет которых переменное напряжение переходит в постоянное, которое требуется для образования дуги. Варить металл с помощью выпрямителей чуть проще за счет стабильной высокой дуги.
- Сварочные трансформаторы. Используются для снижения напряжения с одновременным увеличением силы тока. Являясь производительными и недорогими аппаратами, они довольно хорошо сваривают металл, но имеют недостатки в виде большой массы, сильной «просадки» напряжения и нестабильной дуги.
 Варить металл с помощью выпрямителей чуть проще за счет стабильной высокой дуги.
Варить металл с помощью выпрямителей чуть проще за счет стабильной высокой дуги.Про то, какой сваркой лучше варить, споры идут постоянно. Некоторым сварщикам нравится надежность и простота трансформатора, некоторым нравится ручная сварка выпрямителем. Но научиться варить сваркой удобней всего с помощью сварочного инвертора. Возможность регулировки напряжения даст возможность правильно варить металл буквально на первых этапах.
Как выбрать электроды
Для дуговой ручной сварки используют стержневые электроды с защитной обработкой проволоки. Металл проволоки обязан соответствовать виду свариваемых материалов, потому для сварки магниевых, бронзовых или стальных металлов применяют разные электроды.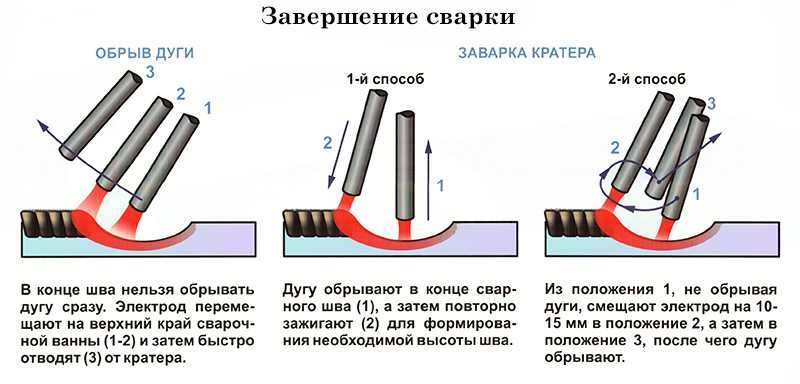
Защитная обмазка проволоки во время сварки плавится и преобразуется в шлак, который, выходя на наружу сварочной ванны, защищает расплав от воздействия азота воздуха и кислорода. Иногда обмазки имеют газообразующие добавления, они во время варки выделяют газ, который ограничивает доступ кислорода к участку плавления.
Как правило, вопрос, какие электроды выбрать, у новичков не появляется, потому что учиться ремеслу чаще всего начинают сваркой простейших низкоуглеродистых сталей.
Использование сварочных выпрямителей дает возможность использовать для таких, и нержавеющих металлов, электроды марки УОНИИ, которые предназначены для варки прямым током.
Электроды марки АНО, можно использовать для работы с трансформаторами и выпрямителями, они позволяют работать и с обратным, и с прямым током, потому любители их выбирают гораздо чаще, нежели УОНИИ.
С учетом толщины свариваемых частей используют электроды сечением 1,6-5 мм. При этом, 4-5 мм стержни используют для порезки металлов, выставляя наибольшую силу тока.
Узнать нужный диаметр электрода можно с помощью таблиц зависимости данного параметра от толщины материала, а также с помощью различных формул. Новички не часто используют электроды диаметром больше 4 мм.
Разновидности сварочных работ (стыковая, нависающая, горизонтальная сварка и т. д.) почти не зависят от диаметра проволоки, что не скажешь о ширине шва и глубине сварной ванны.
Из-за того, что удельный ток сварки напрямую зависит от диаметра электрода, то концентрация силы тока выше на конце тонкой проволоки, потому глубина провара больше, нежели при использовании толстого стержня. При этом использование электрода сечением 4-5 мм проплавляет металл нет так сильно, создавая более широкий шов.
То есть, сложно ответить, какой электрод выбрать, правильный выбор учитывает множество нюансов, от вида сварочного агрегата и до требуемой ширины шва.
Подбираем силу тока и полярность
Чтобы правильно варить металл, нужную силу тока определяют с помощью таблиц или расчетным путем, а после устанавливают данное значение на панели инвертора. Чем выше сила тока, тем глубже сварочная ванна и больше мощность дуги. Но не нужно превышать оптимальный показатель – металл будет выгорать, и шов будет плохого качества.
Чем выше сила тока, тем глубже сварочная ванна и больше мощность дуги. Но не нужно превышать оптимальный показатель – металл будет выгорать, и шов будет плохого качества.
Устанавливая силу тока, непременно учитывают месторасположение работы. Ток максимального значения устанавливают для горизонтальных плоскостей. При вертикальных швах его понижают на 15%, а потолочные требуют снижение силы тока более чем на 20%.
Если варить выпрямителем или инверторной сваркой, то на качество сварки оказывает влияние, как сила тока, так и полярность, а именно направление передвижения электронов.
Электроны перемещаются от отрицательного заряда к положительному. Чтобы правильно варить, полярность меняют, задают как прямой ток (изделие на плюс, электрод на минус), так и обратный. Как правило, выбирают прямое подключение, деталь в данном случае прогревается больше, но для сварки тонких материалов полярность изменяют с помощью инвертора. Обратную полярность используют и для сварки легированных металлов, склонных к выгоранию легко плавящихся лигатур.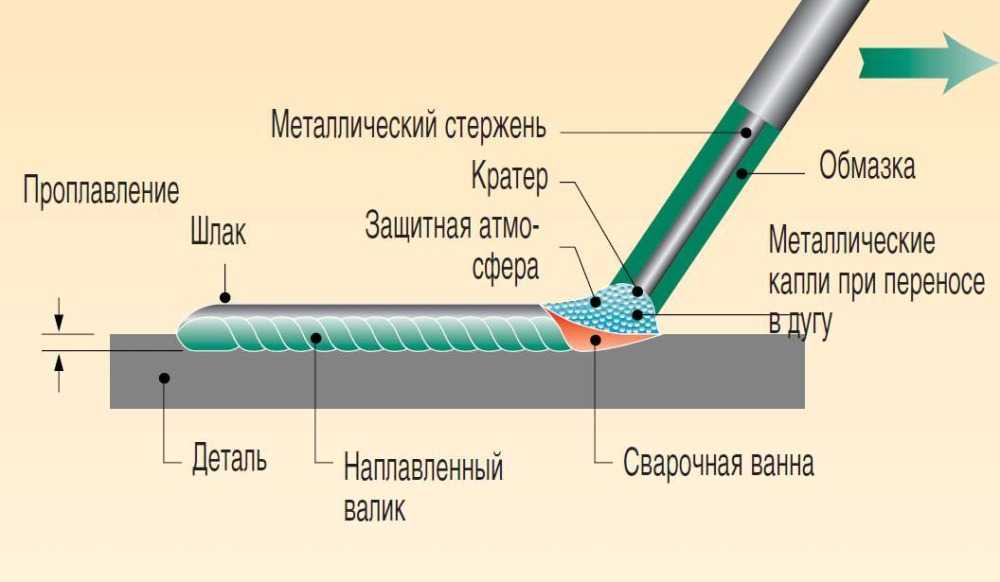
Техника сварки вручную
Сперва попытайтесь зажечь дугу и держите ее в течение определенного времени. После следуйте инструкции:
- С помощью металлической щетки нужно почистить поверхности закрепляемых деталей от ржавчины и грязи. Если нужно их края подгоняют между собой.
- Учиться варить лучше прямым током, потому подсоедините «плюсовую» клемму к изделию, поставьте в зажим электрод, а на сварочном агрегате установите нужное значение силы тока.
- По отношению к детали наклоните электрод под углом примерено 60° и не спеша проведите им по поверхности изделия. При образовании искр приподнимите край электрода на 5 мм для зажигания дуги.
- Если дуга зажигается неохотно, а электрод постоянно липнет к металлу, повысьте силу тока на 10-20 А. При прилипании стержня покачайте рукоятью по сторонам, вероятно, даже с помощью силы.
- Не забывайте про то, что электрод будет постоянно выгорать, потому лишь соблюдение расстояния 3-5 мм даст возможность удерживать устойчивую дугу.

Научившись запускать дугу, попробуйте не спеша передвигать стержень по направлению «к себе», в это время, делая движения 3-5 мм по сторонам. Пытайтесь переправлять расплав из периферии к середине сварочной ванны. Сделав шов размером примерно 5 см, уберите стержень и дайте металлу остыть, затем постучите молотком по участку соединения, чтобы удалить шлак. Качественный шов имеет волнистую монолитную поверхность без неоднородностей и кратеров.
Чистота шва зависит непосредственно от правильного движения электрода и размера дуги.
Как поддерживать дугу
Некоторые рекомендации о том, как перемещать электрод и поддерживать дугу для получения качественного шва:
- Для широкого шва электрод передвигают поперек его линии, делая колебательные возвратно-поступательные перемещения. От размера их амплитуды и зависит, какой ширины выйдет шов, потому размер амплитуды рассчитывают с учетом конкретных условий.
- Продольным передвижением электрода создают наплавление ниточного валика, его ширина, как правило, на несколько миллиметров больше диаметра электрода, а толщина будет зависеть от силы тока и скорости передвижения. Ниточный валик – это самый узкий шов.
- Поступательным передвижением электрода вдоль оси удерживают нужную длину дуги. При плавлении, размер стержня уменьшается, потому нужно все время приближать держатель с электродом к металлу, соблюдая необходимый зазор.
 Ниточный валик – это самый узкий шов.
Ниточный валик – это самый узкий шов.Во время сварки применяется комбинация из этих трех перемещений.
Защита металла от образования коррозии
Если помните, еще в самом начале статьи мы говорили про то, что для того, чтобы правильно варить электрической сваркой, мало просто просмотреть видео, а нужно еще и подготовиться в теории? Согласитесь, что статья лучше дает возможность узнать теорию. Помимо этого, видеоролики по какой-то причине упускают необходимость защиты от коррозии деталей при последующей эксплуатации. Мы же попытаемся убрать данный недочет.
Не секрет, что металл под действием кислорода быстро подвергается к образованию ржавчины. Поверьте, швы после сварки корродируют намного быстрей.
Чтобы металлические изделия защитить от коррозии, как правило, используют окрашивание.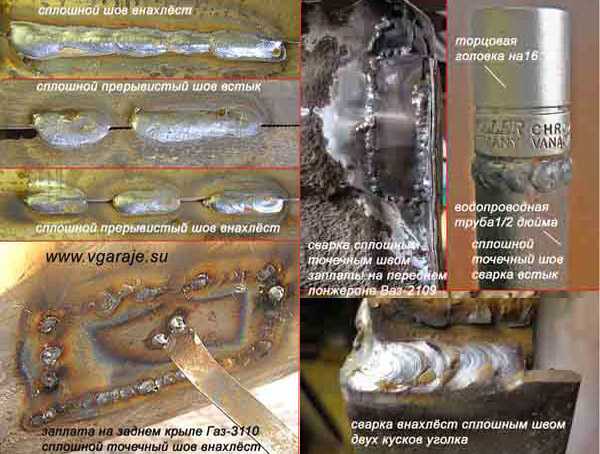 Чтобы не делать такую работу ежегодно, сделайте ее по всем правилам.
Чтобы не делать такую работу ежегодно, сделайте ее по всем правилам.
Для начала, нужно убрать ржавчину и старую краску. Для этого желательно использовать металлические щетки-насадки к болгарке или дрели, но можно проводить работы и простой металлической щеткой. Не забудьте во время этих работ защитить глаза с помощью щитка или очков.
После чистки деталей покройте их преобразователем ржавчины, а после обработайте слоем грунтовки. Подбирайте состав грунтовки, который специально предназначен для работы по металлу. После застывания этого слоя можно начинать окрашивание. Отличный результат показали пентафталевые и акриловые эмали, используемые для внешних работ.
Желательно в целях покраски использовать не валик или кисточку, а пульверизатор. При помощи его можно нанести тонкий и равномерный слой краски, который через время не будет отслаиваться и растрескиваться.
Сварка своими руками – довольно сложное мероприятие, но при желании его все же можно освоить. Необходимо только усвоить основные правила работ и постепенно учиться делать простейшие упражнения. Не надо жалеть время и силы на изучение азов, которые будут в дальнейшем основой мастерства. Затем можно смело переходить к сложным приемам, совершенствуя ваши умения.
- Автор: Александр Романович Чернышов
- Распечатать
Оцените статью:
(4 голоса, среднее: 3 из 5)
Поделитесь с друзьями!
Электроды: размещение и подготовка
Эми Бин
Воскресенье, 1 ноября 2020 г.
В этом месяце в блоге вы найдете несколько полезных советов и советов по использованию электродов для устройства электростимуляции. Наш SaeboStim Pro используется в обучающих видеороликах внизу этой страницы, но принципы применимы к любому устройству электростимуляции.
Заглядывайте в этот блог, так как библиотека видео будет добавлена со временем. Вы также можете подписаться на наш канал YouTube, чтобы быть в курсе наших последних видео
Подготовка кожи
- Тщательно очистить кожу от любых масел, кремов, грязи, омертвевшей кожи и т. д.
- Используйте воду для очистки области и убедитесь, что кожа полностью сухая, прежде чем размещать электроды на коже.
- Если у вас есть волосы, используйте триммер для бороды или ножницы, чтобы подстричь волосы. Не брейте эту область, так как это вызовет крошечные микротравмы, которые сделают стимуляцию неудобной.
- Убедитесь, что на электродах нет складок при размещении на коже
Размер электрода
Будет стимулироваться любая мышца, расположенная под электродом. Поэтому выберите правильный размер, чтобы стимулировать только те мышцы, на которые вы хотите нацелиться.
Стандартные размеры:
Круглый 1,25 дюйма/3,2 см Рассмотрите эти меньшие электроды для небольших мышц, например вокруг большого пальца.
Круглый 2 дюйма/5 см Наиболее часто используемый размер.
2 на 3,5 дюйма/5 см на 9 см, прямоугольные Рассмотрите эти большие прямоугольные электроды для более крупных мышц, таких как подколенные сухожилия и четырехглавые мышцы
Уход за электродами
- Ключом к долговечности электродов является замедление их высыхания, когда они не используются.
- При снятии с кожи слегка смочите липкую сторону электрода (хорошо работает влажный кончик пальца).
- Поместите прозрачную подложку обратно на липкую сторону после увлажнения.
- Поместите электроды обратно в сумку для хранения.
- Обычно стандартных электродов хватает примерно на 30 применений. Уникальных гелевых электродов для SaeboStim One хватает примерно на 10-12 применений.
Расположение электродов – наиболее часто используемое
Нажмите на видеоролики ниже, чтобы посмотреть, как наш клинический специалист рассказывает о различных настройках.
Удлинитель запястья и пальца
1 отведение с 2 электродами. Поместите 1 электрод чуть выше запястья на двигательную точку разгибателя пальца, а второй электрод поместите дальше по предплечью на сухожильную часть.
Захват – сгибание пальцев со сгибанием и приведением большого пальца
1 отведение с 2 электродами. Поместите 1 электрод рядом с запястьем на нижней стороне предплечья, а 2-й электрод на мясистую часть у основания большого пальца. Возможно, вам придется обрезать края 2-го электрода, как показано на видео.
Чередование разгибания запястья/пальцев и сгибания запястья/пальцев
2 провода. Первое отведение — это такое же размещение электродов для разгибания запястья и пальцев, как описано ранее в этом посте. Второе отведение имеет один электрод, расположенный рядом с запястьем на нижней стороне предплечья, а второй электрод расположен примерно посередине нижней стороны предплечья.
Сгибание локтя
1 отведение, 2 электрода. Оба электрода помещали на середину плеча на двуглавую мышцу. Убедитесь, что между ними есть расстояние не менее 2 пальцев.
Удлинитель локтя
1 отведение, 2 электрода. Оба электрода размещают на тыльной стороне плеча на трехглавой мышце. Убедитесь, что между ними есть расстояние не менее 2 пальцев.
Плековой подвывих
Два варианты
Вариант 1 с 1 свинцом и 2 электрода — 1 электрод на 1 -й электрод (1 -й PloneTus (1 -й Plowy -символ (1 Electrode (1 Ploney -Parts (1 Electrode (1 Ploney -Parts (1 Electrode Castratus (1 Electrode Casty. лопатка) и 1 электрод на задней части дельтовидной мышцы (задняя часть плеча, непосредственно под подвывихом). Вариант 2 с 2 отведениями. Настройте отведение 1 в соответствии с вариантом 1 выше. В отведении 2 поместите 1 электрод на середину плеча и 2-й электрод на переднюю часть плеча; оба расположены непосредственно под подвывихом.
Foot Drop
1 электрод с 2 электродами. 1 электрод посередине голени на мясистой части, сразу за большеберцовой костью (это кость, идущая вертикально вниз по голени). 2-й электрод располагается правым верхним углом на головке малоберцовой кости. Чтобы найти эту кость, проведите пальцами вверх от лодыжки по внешней стороне ноги, пока не наткнетесь на костный выступ, который является головкой малоберцовой кости. Наш клинический специалист расскажет, как внести небольшие коррективы, чтобы голеностопный сустав поднимался с некоторым выворотом (лодыжка была направлена наружу).
Руководство по размещению SaeboStim One
В этом видеоролике показаны 3 наиболее часто используемых места на руке с SaeboStim One
900 Правильное размещение электродов ЭКГ 20 | Исследования
Для исследователей жизненно важно получать четкие сигналы ЭКГ/ЭКГ, чтобы получать точные сведения и результаты.
Электрокардиография (ЭКГ или ЭКГ) исследует электрическую активность сердца, возникающую во время сокращения и расслабления миокарда, обычно регистрируемую электродами на коже. Сигналы ЭКГ/ЭКГ записываются для изучения частоты сердечных сокращений, вариабельности сердечного ритма, анализа морфологии формы волны, аритмии и других подобных функций.
Но запись чистых сигналов может стать настоящей проблемой, особенно когда выполняет ЭКГ в 12 отведениях . Есть множество элементов, которые нужно выполнить правильно: оборудование для записи данных должно быть правильно настроено, субъекту должно быть удобно, и вам нужно точно расположить поверхностные электроды на туловище и конечностях субъекта, чтобы получить результаты, которые вы можете интерпретировать. точно.
Родственный:
Какое оборудование мне нужно для записи и анализа данных ЭКГ/ЭКГ для исследований на людях?
Как правильно разместить поверхностные электроды для ЭКГ/ЭКГ в 12 отведениях:
Шаги для правильного размещения электродов:
Подготовьте кожу Перед размещением электродов очень важно подготовить кожу. кожу субъекта, тщательно протирая область грудной клетки очищающими (спиртовыми) тампонами для кожи. Это удалит любой жир, который может попасть на кожу и вызвать дрейф сигналов ЭКГ/ЭКГ.
Очистив кожу, найдите и отметьте места для электродов…
Найдите и отметьте места для электродов: Сначала определите V1 и V2Найдите правильное расположение грудных отведений, начиная с V1 и V2.
Особенно важно правильно расположить отведения V1 и V2, поскольку остальные грудные отведения располагаются по отношению к ним.
Чтобы определить расположение V1 и V2, нащупайте верхнюю часть грудины субъекта. Примерно на 4 сантиметра ниже этого есть гребень. Это определяет второе межреберье. Опустившись, вы наткнетесь на третье и четвертое межреберья. Используйте безопасный для кожи маркер, чтобы отметить четвертое межреберье как V2.
Метка V1 в зеркальном положении на противоположной стороне груди.
Затем найдите и отметьте V3 — V6 Вы можете сделать это, определив V4 и V6, затем заполнив V3 и V5, как показано ниже. ..
V4 можно найти на одно межреберье ниже, чем V2, в линии с серединой ключицы. Отметьте V4 безопасным для кожи маркером.
Затем проследите вдоль туловища слева от субъекта, чтобы найти V6 в середине вспомогательной на том же уровне, что и V4. Марк В6.
V5 может быть отмечен посередине между V4 и V6.
Аналогичным образом отметьте V3 посередине между V2 и V4.
Теперь у вас должно быть 6 баллов для V1-V6.
Приложите электроды к грудной клетке в точках V1 — V6
Приложите электроды к своим 6 отметкам!
Подключите провода от V1 до V6 к записывающему устройству
Теперь 6 проводов электродов можно подключить к записывающему устройству. В данном случае мы используем Octal Bio Amp от ADInstruments и подключаем провода к каналам с 1 по 6.
Наденьте провод 1 на левую руку. Мы предлагаем переднюю часть левого плеча в месте, где мало мышц или мышц, чтобы избежать любого нарушения сигнала ЭМГ.
Затем подключите провод 2 к правой руке. Опять же, здесь предлагается передняя часть плеча, в месте с небольшим количеством мышц или без движения.
Затем соедините левую ногу. Поместите электрод немного выше лодыжки. Этот электрод является эталоном для всех аугментированных отведений.
Наконец, нанесите «общий» на правую лодыжку. Он подключается к заземлению на вашем записывающем устройстве (Octal Bio Amp).
Подсоедините конечностные отведения к записывающему устройству и проверьте, принимаете ли вы сигнал.
Чтобы просмотреть короткое видео и руководство по сквозному процессу настройки оборудования и записи сигналов для ЭКГ в 12 отведениях с помощью калькулятора Octal Bio Amp и Cardiac Axis от ADInstruments, нажмите здесь .
Связанный: Руководство по оборудованию для записи и анализа ЭКГ/ЭКГ у людей
Как ADInstruments может помочь в моих исследованиях ЭКГ/ЭКГ?
ADInstruments предлагает ряд усилителей Bio Amps для записи сигналов ЭКГ/ЭКГ, протестированных и сертифицированных для использования на людях. Наши Bio Amps легко взаимодействуют с PowerLab и LabChart, образуя оптимизированную систему сбора и анализа ЭКГ/ЭКГ.
Для записи ЭКГ/ЭКГ наши одинарные, двойные и восьмеричные биоусилители протестированы на соответствие стандартам сертифицированной изоляции пациентов.
Записывайте и анализируйте данные ЭКГ/ЭКГ в рамках единой оптимизированной системы. Bio Amps легко взаимодействует с PowerLab для высококачественного сбора сигналов, при этом данные передаются непосредственно в LabChart для анализа со специализированными функциями и модулями, включая надстройку для анализа ЭКГ и надстройку для измерения вариабельности сердечного ритма, предназначенную для анализа сигналов от людей.
Программное обеспечение LabChart разработано специально для данных медико-биологической науки и предоставляет до 32 каналов для отображения данных и опций анализа, которые являются мощными и простыми в использовании. С автоматическим распознаванием оборудования, совместимого с ADI и LabChart, многооконным представлением, записью в одно касание, одновременной записью с нескольких устройств, специальными предварительно настроенными настройками, простыми параметрами совместного использования и интерфейсом, который можно настроить для отображения только тех функций, которые вы хотите использовать.
Все наше аппаратное обеспечение, рекомендованное для использования человеком, подтверждено соответствующими стандартами сертификации безопасности. Дополнительная информация о стандартах безопасности.
Руководство по размещению ЭКГ в 12 отведениях с иллюстрациями
Что такое электрокардиограмма
Являясь неинвазивным, но наиболее ценным диагностическим инструментом, ЭКГ в 12 отведениях записывает электрическую активность сердца в виде кривых.
При правильной интерпретации ЭКГ может обнаруживать и контролировать множество сердечных заболеваний — от аритмий до ишемической болезни сердца и дисбаланса электролитов.
Со времени первой телекардиограммы, записанной в 1903 году, были достигнуты огромные успехи в регистрации и интерпретации ЭКГ. Сегодня ЭКГ в 12 отведениях остается стандартным диагностическим инструментом среди парамедиков, врачей скорой помощи и персонала больниц.
Содержимое
ЭКГ в 12 отведениях
У кого должна быть ЭКГ в 12 отведениях
Расположение электродов ЭКГ в 12 отведениях
Дополнительные примечания по размещению ЭКГ в 12 отведениях
12 ведущих групп
Треугольник Эйнтховена
Позиционирование пациента для размещения ЭКГ в 12 отведениях
Как уменьшить значительный артефакт
Подготовка кожи
Применение электрода
Варианты ЭКГ
Стандарты цветового кодирования для ЭКГ в 12 отведениях
Лучшие практики ЭКГ
ЭКГ в 12 отведениях
ЭКГ в 12 отведениях дает полную картину электрической активности сердца, регистрируя информацию в 12 различных проекциях. Думайте об этом как о 12 различных точках зрения на объект, сплетенных вместе, чтобы создать связную историю — интерпретацию ЭКГ.
Эти 12 изображений получены путем размещения электродов или небольших липких участков на груди (прекардиально), запястьях и лодыжках. Эти электроды подключены к аппарату, который регистрирует электрическую активность сердца.
Кому показана ЭКГ в 12 отведениях
Основной целью ЭКГ в 12 отведениях является обследование пациентов на предмет возможной сердечной ишемии . Это помогает персоналу скорой помощи и больницы быстро выявлять пациентов с ИМпST (инфаркт миокарда с подъемом сегмента ST или, другими словами, сердечный приступ) и выполнять соответствующее медицинское вмешательство на основе первоначальных показаний.
Расположение электродов ЭКГ в 12 отведениях
Для точного измерения электрической активности сердца решающее значение имеет правильное размещение электродов.
В ЭКГ с 12 отведениями 12 отведений рассчитаны с использованием 10 электродов.
Грудные (прекардиальные) электроды и их размещение
» V1 — четвертое межреберье справа от грудины
» V2 — четвертое межреберье слева от грудины
» V3 — середина между размещением V2 и V4
» V4 — пятое межреберье по среднеключичной линии
» V5 — по передней подмышечной линии на том же горизонтальном уровне, что и V4
» V6 — по средней подмышечной линии на том же горизонтальном уровне, что и V4 и V5
Конечности (конечности) Электроды и их размещение
» RA (правая рука) — в любом месте между правым плечом и правым локтем
» RL (правая нога) — в любом месте ниже правого туловища и выше правой лодыжки
» LA( левая рука) — в любом месте между левым плечом и левым локтем
» LL (левая нога) — в любом месте ниже левого туловища и выше левой лодыжки
12 групп отведений
сердце под определенным углом.
Проще говоря, зацепка похожа на перспективу. В ЭКГ в 12 отведениях имеется 10 электродов, обеспечивающих 12 проекций сердечной деятельности под разными углами в двух электрических плоскостях — вертикальной и горизонтальной.
Вертикальная плоскость (лобные отведения):
Используя 4 электрода для конечностей, вы получаете 6 лобных отведений, которые предоставляют информацию о вертикальной плоскости сердца:
- Отведение I
- Свинец II
- Свинец III
- Расширенный вектор справа (aVR)
- Дополненный вектор слева (aVL)
- Дополненная векторная стопа (aVF)
Для мониторинга отведений I, II и III требуются отрицательный и положительный электроды (биполярность). С другой стороны, расширенные отведения — aVR, aVL и aVF — являются униполярными и требуют только положительного электрода для мониторинга.
Треугольник Эйнтховена
Треугольник Эйнтховена объясняет, почему есть 6 лобных отведений, когда есть только 4 конечностных электрода.
Принцип треугольника Эйнтховена описывает, как электроды RA, LA и LL не только регистрируют электрическую активность сердца по отношению к себе через отведения aVR, aVL и aVF. Они также соответствуют друг другу, образуя отведения I (RA к LA), II (RA к LL) и III (LL к LA).
В результате они образуют равносторонний треугольник. Отсюда и название треугольника Эйнтховена, названное в честь Виллема Эйнтховена, который изобрел первую практическую ЭКГ.
Имейте в виду, что RL является нейтральным (также известным как нулевая точка, в которой измеряется электрический ток). RL не появляется в показаниях ЭКГ и считается заземляющим отведением, которое помогает минимизировать артефакты ЭКГ.
Горизонтальная плоскость (поперечные отведения)
Используя 6 нагрудных электродов, вы получаете 6 поперечных отведений, которые предоставляют информацию о горизонтальной плоскости сердца: V1, V2, V3, V4, V5 и V6.
Как и расширенные отведения, поперечные отведения являются униполярными и требуют только положительного электрода. Отрицательный полюс всех 6 отведений находится в центре сердца. Это рассчитывается с помощью ЭКГ.
Позиционирование пациента для размещения ЭКГ в 12 отведениях
- Убедитесь, что электронные устройства (например, смартфон) удалены от пациента. Эти устройства могут создавать артефакты (помехи) и вызывать проблемы с показаниями.
- Уложите пациента на спину или в полуфаулеровское положение. Если оба положения невозможны, можно выполнить ЭКГ в более приподнятом положении пациента.
- С руками, лежащими на боку, попросите пациента расслабить плечи и не скрещивать ноги.
- Пациентов, которые не могут удобно разместиться на кровати или столе для осмотра из-за своего размера, попросите их скрестить руки на животе, чтобы уменьшить мышечное напряжение и подвижность.
- Если вы не проводите стресс-тест ЭКГ, попросите пациента лежать неподвижно и тихо , пока тест не будет сделан.
Как уменьшить значительный артефакт
Небольшой артефакт ЭКГ не редкость. Тем не менее, вы можете уменьшить дополнительные помехи, выполнив следующие действия:
- Выключите второстепенные электрические устройства и оборудование поблизости, если это возможно.
- Проверьте наличие кабельных петель и избегайте прокладки кабелей рядом с металлическими предметами, так как они могут повлиять на сигнал.
- Осмотрите провода и кабели на наличие трещин или разрывов. Замените по мере необходимости.
- По возможности используйте с блоком питания ограничители перенапряжения.
- Убедитесь, что фильтры и предусилители правильно отрегулированы.
- Обеспечьте надежное соединение между кабелем пациента и устройством ЭКГ. Дважды проверьте наличие зазоров между разъемами.
Подготовка кожи
- Кожа должна быть сухой, безволосой и обезжиренной. Сбрейте волосы, которые могут помешать размещению электродов. Электроды должны иметь полный контакт с кожей пациента.
- Для лучшего прилегания электрода и обезжиривания кожи протрите участок спиртовой подготовительной салфеткой или марлей, смоченной бензойной настойкой.
- Уменьшите электрическое сопротивление без покраснения кожи с помощью 5–10 нежных движений. Это поможет обеспечить передачу электрических сигналов сердца на электроды.
- Обеспечьте условия, препятствующие обильному потоотделению пациента.
Нанесение электродов
Важно точно разместить каждый электрод на пациенте. Неправильное размещение может привести к ложному или вводящему в заблуждение диагнозу.
- Убедитесь, что проводящий электрод гель свежий и достаточно влажный. Сухой электрод с неподходящим гелем снижает проводимость сигнала ЭКГ.
- Часто высыхание электродного геля является результатом неправильного хранения. Храните электроды в соответствии с инструкциями производителя и не вынимайте их из упаковки, пока они не будут готовы к использованию.
- Не размещайте электроды на коже над костями, надрезами, раздраженной кожей и частями тела, где возможно большое движение мышц.
- Используйте электроды той же марки. Использование разных марок с разным составом может затруднить получение точной записи ЭКГ.
Варианты ЭКГ
Помимо стандартной ЭКГ с 12 отведениями, существуют другие варианты:
ЭКГ с 3 отведениями
ЭКГ с 3 отведениями использует 3 электрода, помеченных белым, черным и красным. Эти цвета не являются универсальными, поскольку для ЭКГ существует два стандарта окраски (обсуждается ниже). Эти 3 отведения контролируют мониторинг ритма, но не дают достаточной информации об активности подъема сегмента ST.
ЭКГ в 5 отведениях
ЭКГ в 5 отведениях использует 4 отведения от конечностей и 1 отведение от груди. Это помогает улучшить показатели подъема сегмента ST, но все же уступает ЭКГ в 12 отведениях.
Стандарты цветового кодирования для ЭКГ в 12 отведениях
В настоящее время существует два стандарта цветового кодирования для ЭКГ в 12 отведениях:
- Система IEC (Международная электротехническая комиссия)
- Система AHA (Американская кардиологическая ассоциация)
Если вы используете систему AHA, используйте эту мнемонику, чтобы легко вспомнить расположение электродов на конечностях:
- дым над огнем (черный провод над красным проводом)
- снег на траве (белый свинец над зеленым)
Источники:
12-х лида ECG размещение
AHA & IEC Диагностика ЭКГ замена электрода
ECG Основы
ECG Стрип.
Каждый раз, когда человеческое сердце бьется он создает энергию в виде электрических токов. Самый распространенный биосенсорная технология, используемая для сбора этих данных, представляет собой безболезненный, неинвазивный аппарат, называемый электрокардиограммой. Аппарат ЭКГ (также известный как аппарат ЭКГ) измеряет электрическую активность и записывает ее в виде сигналов. Для того, чтобы прочитать это данные, медицинский работник должен знать, как правильно расположить электроды ЭКГ на тело пациента.
человеческое тело вырабатывает электричество каждый раз, когда бьется сердце. Использование
машина электрокардиограммы, известная как ЭКГ или ЭКГ, медицинские работники
в состоянии измерить здоровье сердца пациента. Процесс измерения этого
данные известны как тест ЭКГ в 12 отведениях. Этот тест включает в себя правильное размещение
из 10 электродов ЭКГ, которые необходимо разместить в определенных местах на теле пациента
чтобы
правильно измерять такие данные, как частота сердечных сокращений,
ритм сердца и другие виды деятельности.
Тест ЭКГ в 12 отведениях представляет собой жизненно важный инструмент для всех видов ситуаций, от долгосрочного мониторинга до амбулаторно-поликлиническая помощь в стационарах скорой помощи и диагностических центрах. Перед операцией часто требуется электрокардиограмма, и многие взрослые будет иметь по крайней мере один в их жизни. Для практикующего важно знать, как правильно разместить ЭКГ для каждого пациента.
Для управления 12 правильное размещение отведений ЭКГ, важно понимать следующее:
- Как подготовиться к ЭКГ
- Сундук (Прекардиальные) электроды и их размещение
- Конечность Электроды и размещение
- ЭКГ Хранение, техническое обслуживание и утилизация электродов
- ЭКГ Советы и рекомендации
В ЭКГ используются кабели отведений и хлорсеребряные электроды, которые принимают и
передавать данные, когда они надежно размещены на плоской вентральной поверхности грудной стенки.
После того, как данные ЭКГ были правильно прочитаны и интерпретированы, чтение может помочь
обнаруживать и отслеживать множество сердечных заболеваний, таких как аритмии и сердечные
ишемия.
Процесс измерения запись этой электрической активности в течение определенного периода времени называется электрокардиография. Центры ухода за пациентами по всему миру полагаются на точную показания от определенного типа медицинской техники, называемой 12-отведением ЭКГ. Чтобы правильно собрать эти данные, медицинский техник должен правильно разместить 10 электродов на теле человека. Эти 10 электродов, правильно позиционируются, обеспечивают 12 точек зрения, которые составляют 12-ведущую ЭКГ.
Для уточнения любых возможных путаница, давайте быстро рассмотрим термины ЭКГ и ЭКГ. В медицинском литературе вы обнаружите, что термин электрокардиография сокращается до обоих ЭКГ и ЭКГ. Вам может быть интересно: ЭКГ и ЭКГ — в чем разница? Как это оказывается, они абсолютно одинаковы. Разница в аббревиатурах просто происходит от вариации в немецком переводе электрокардиографии. В В этом руководстве мы будем в основном использовать термин ЭКГ.
Аппарат ЭКГ с 12 отведениями является стандартной технологией, используемой в большинстве медицинских амбулаторных и больничных учреждений, хотя существуют и другие варианты. Варианты отведений ЭКГ включают тест ЭКГ с 3 отведениями.
и тест ЭКГ в 5 отведениях. ЭКГ в 3 отведениях использует три электрода, которые обычно
обозначаются как белый, черный и красный, хотя эти цвета не являются универсальными
поскольку существуют две независимые системы стандартов окраски (для справки,
эти две системы пришли к нам через Международный
Электротехническая комиссия и Американское Сердце
Ассоциация ).
3-ведущий
ЭКГ
машина
будут
отслеживать и записывать сердечный ритм, но не даст достаточной информации
на частоту сердечных сокращений и активность. В тесте ЭКГ с 5 отведениями используются четыре отведения от конечностей и одно
прекардиальное отведение. Хотя это улучшение по сравнению с тестом ЭКГ в 4 отведениях,
по-прежнему уступает предпочтительной ЭКГ в 12 отведениях.
Как подготовиться к ЭКГ
1. Начните с мытья рук или использования дезинфицирующего средства для рук.
2. Объясните цель
ЭКГ для пациента, а также то, что они должны ожидать от процедуры
сам. Напомните пациенту, что процедура безболезненна. Объясните, что
электроды будут помещены на кожу всего на несколько мгновений, и в целом
тестирование должно длиться всего около 20 минут.
3.Выключите все немедицинские электронные устройства, особенно смартфоны. Помехи от этих устройств могут искажать показания ЭКГ, делая их недостоверными.
4. Попросите пациента лечь на чистая, ровная и гладкая поверхность в положении лежа на спине (лицом вверх). Если пациент не может удобно лежать, помогите ему или ей принять положение полуфаулера в при котором изголовье кровати или стола приподнято на 30-45 градусов. Разрешить пациенту поднимать верхнюю часть тела только в случае крайней необходимости по причинам их личного комфорта, здоровья и безопасности.
5. Попросите пациента поставить его / ее руки в стороны, держа ноги прямо (не скрещивая) и расслабляя плечи.
6. Убедитесь, что ваше пространство
расположен так, чтобы вы могли легко добраться до активной области грудной клетки
разместить одноразовые электроды.
7. Если вы не выступаете особый тип ЭКГ, называемый стресс тест , попросите пациента расслабиться и лежать неподвижно, пока показания не будут полностью, так как движение может мешать показаниям.
8. Подготовьте кожу, сделав уверен, что он чистый и сухой. Держите среду тестирования прохладной, чтобы свести к минимуму пот, но не слишком холодный, чтобы вызвать у пациента дрожь.
9. Одноразовые электроды должны полностью соприкасаться с кожей, поэтому вам нужно будет удалить все волосы, которые серьезно мешают размещению электродов. Используйте безопасную бритву для бритья патч, который составляет примерно 2 дюйма на 2 дюйма для каждого электрода, как необходимый.
10. Нежными круговыми движениями приложить к коже спиртовой или марлевый тампон с бензойной настойкой. Этот поможет с комфортом и адгезией электрода.
11.Убедитесь, что все
электрическое оборудование для ухода за пациентами заземлено и
Кабели отведений ЭКГ (беспроводные
или электроды Bluetooth ЭКГ, за исключением электродов ЭКГ) надежно подключены к аппарату.
12.Проверьте, чтобы увидеть, что ваш ЭКГ машина производит стабильную базовую трассировку без помех и артефактов.
13. Найдите гель для подготовки кожи, убедившись, что он свежий и не засохший. Сухой электрод с неадекватным проводящим гелем снижает передачу сигнала ЭКГ и может быть неудобным для удаления.
14. Не размещайте одноразовые электроды на кожу над костями, открытые раны, раздраженную кожу или части тела, где существует возможность большого количества движений мышц.
15. Используйте электроды с красной точкой которые той же марки. Использование двух марок с разным составом во время один и тот же сеанс может помешать точности чтения ЭКГ.
Грудные (прекардиальные) электроды и Размещение
Начните с размещения шести
прекардиальные электроды к груди пациента. Найдите вырезку грудины (также
известный как стернальный угол или угол Людовика). Это угол, образованный между
рукоятка (уплощенная кость или лобная пластинка в самой верхней части
sternum) и тело грудины. Он расположен примерно в 1,5 дюймах (3,8
сантиметров) от вершины грудины и ощущается как небольшое горизонтальное
хребет. Это будет вашей отправной точкой для начала вашего электрода.
размещение.
Электрод V1
Устанавливают в четвертом межреберье (МКП) справа от грудины. Начинать у второго ребра и прощупывайте правую сторону края грудины до тех пор, пока обнаруживается четвертое межреберье. V1 расположен у края грудины. граница с правой стороны.
Электрод V2
Место в четвертом межреберье слева от грудины. То же, что и выше но на противоположной стороне тела. Начните со второго ребра и прощупайте слева от края грудины до тех пор, пока не будет найдено четвертое межреберье. V2 располагается на краю стернального края с левой стороны.
Электрод V4
Примечание: V4 должен располагаться перед V3, и он нацелен на пятое межреберье.
по среднеключичной линии. Как бы проводя линию вниз от центра
ключицы пациента (среднеключичная линия), поместите электрод V4 на
второе межреберье.
Электрод V3
Поместите прямо на полпути между V2 и V4. Обратите внимание, что для женского пациентам прекардиальные электроды следует размещать под тканью молочной железы.
Электрод V5
Поместите прямо между V4 и V6 на той же горизонтальной плоскости. Найди передняя подмышечная линия на том же горизонтальном уровне, что и V4.
Электрод V6
Место пятое межреберье по средней подмышечной линии. Как бы проводя линию вниз от подмышечной впадине (средняя подмышечная линия), поместите электрод V6 в пятом межреберье пространство. Электроды V4, VA и V6 должны располагаться горизонтально вдоль пятой межреберье.
Электроды для конечностей и Размещение
Важно, чтобы
Имейте в виду, что в отведениях от конечностей должно быть единообразие.
размещение. Например, не следует размещать один электрод на правом запястье.
и другой на левом плече. В этом случае оба провода должны быть
размещены примерно в одном и том же месте на правом и левом плечах. Сделанный
правильно, отведения создают воображаемую симметричную фигуру между конечностями
известный как треугольник Эйнтховена.
ЗР (правая рука)
Поместите в любую точку на правая рука между правым плечом и правым локтем.
RL (правая нога)
Поместите в любую точку на правая нога выше правой лодыжки и ниже туловища.
ЛП (левый рычаг)
Поместите в любую точку на левая рука между левым плечом и левым локтем
LL (левая нога)
Поместите в любую точку на левая нога ниже левого туловища и выше левой лодыжки.
Хранение электродов ЭКГ, техническое обслуживание и Утилизация
Это
важно понимать, как правильно хранить, обслуживать и утилизировать
оборудования, используемого для мониторинга ЭКГ. Большинство медицинских клиник используют помощь
катящийся
Специально изготовленная тележка для аппарата ЭКГ
для оборудования ЭКГ. Тележка удерживает аппарат ЭКГ с полками для хранения других
необходимые расходные материалы, такие как
Электроды 3M Red Dot для мониторинга ЭКГ. Одноразовая ЭКГ с красной точкой
электроды обычно изготавливаются из пенопласта.
Брать тщательно запечатывайте электродный гель после каждого использования, чтобы он не высыхал и не твердеть. Часто, электродный гель высыхает результат неправильного хранения. Начните с чтения вкладыша с инструкции производителя по применению и хранению, а главное, двойная проверяйте каждый раз, когда вы используете гель для кожи, плотно ли надет колпачок флакон или тюбик.
Электроды
должны храниться аналогичным образом в соответствии с указаниями производителя и не должны
из стерильного пакета до готовности к использованию. Некоторые бренды, такие как
Электроды Leonhard Lang имеют специальный гидрогель, который предназначен для удержания
свежим до 30 дней после вскрытия многоразового пакетика или упаковки.
Сходным образом,
Электроды для мониторинга ЭКГ Red Dot 3M (упаковка по 30 или
больше за сумку) имеют 30-дневную гарантию на открытую сумку.
Это Крайне важно, чтобы одноразовые электроды менялись в соответствии с инструкции. Периодически проверяйте, чтобы убедиться, что все отводящие кабели не повреждены. без видимых повреждений. Некоторые кабели имеют рекомендуемый срок службы и могут нужно периодически менять. Держите разумный запас расходных материалов на руки, в том числе Бумага для печати ЭКГ, изготовленная специально для вас машина ЭКГ.
Советы и рекомендации по ЭКГ
Определение правильного расположение VI позиции (четвертое межреберье) имеет первостепенное значение потому что это обеспечивает контрольную точку для всех остальных электродов.
Всегда защищайте неприкосновенность частной жизни и достоинства пациента. Предложите пациенту простыню, чтобы свести к минимуму воздействие.
Размещение электроды и положение пациента должны быть постоянными для всех последующих ЭКГ конкретного пациента.
Во время процедуры
запишите любые клинические признаки (например, атипичные паттерны дыхания или боль в груди) в
записи.
Иногда клейкие электроды могут раздражать кожу, вызывая легкое покраснение и дискомфорт. Для пациентов с особо чувствительной кожей рассмотрите возможность использования электрод с подкладкой из мягкой ткани (вместо поролона), такой как Covidien 7605 Тканевые электроды для ЭКГ.
Те работа с новорожденными, младенцами и детьми, такими как поставщики в неонатальном следует использовать детские электроды ЭКГ, специально разработанные для чувствительных кожа. Covidien производит несколько различных типов электродов для ЭКГ для детей. неонатальные электроды ЭКГ. Ковидьен H59P Перемещаемые педиатрические электроды ЭКГ и Ковидиен H69P Перемещаемые электроды ЭКГ для новорожденных используются в здравоохранении объекты на всем протяжении.
Электроды ЭКГ
цены варьируются в зависимости от типа электродов и количества. Ковидиен и 3М
производить меньшие пакеты из 3-5 электродов, которые можно купить примерно за 1 доллар.
за сумку. Как правило, пакет из 10 электродов стоит около 5 долларов за пакет.
Электроды ЭКГ Производители
В мире существует множество производителей электродов ЭКГ. Мир. 3M, Covidien, Leonhard Lang и Schiller — некоторые из широко используемых электроды. 3M Healthcare производит 3М Красная точка Электроды ЭКГ и Леонхард Ланг производит ЭКГ Skintact Электроды . Covidien приобрела Kendall, и их электроды обычно рассматривается как Ковидиен ЭКГ Электроды . Уэлч Эллин Электроды ЭКГ также доступны; однако у Welch Allyn меньше выбор, чем ранее упомянутые компании.
Если вам нужна помощь в выборе аппаратов ЭКГ или принадлежностей для ЭКГ для вашего хирургического или медицинское учреждение, свяжитесь с USA Medical and Surgical Supplies сегодня. Вызов 888-215-0718 или по электронной почте [email protected], чтобы поговорить с опытный представитель.
Важность подготовки электрода при орбитальной сварке TIG
Вольфрам в инертном газе0018 неплавящийся вольфрамовый электрод для создания процесса дуговой сварки между электродом и основным материалом. Эта дуга создает ванну расплава , которая соединяет 2 металлические заготовки вместе (примеры сварки тонких сечений трубы к трубе, трубы к фитингу, трубы к трубной решетке…). В зависимости от толщины заготовки холодная горячая присадочная проволока добавляется в зону сварки и колеблется в сварочной ванне (примеры толстых участков соединения трубы с трубой, трубы с фитингом, трубы с трубной решеткой, трубы с узкой канавкой присоединяюсь…). Успех сварки TIG зависит от ряда факторов, таких как использование электрода правильного типа и размера, одним из которых является правильная подготовка электрода.
Типы электродов
Вольфрам представляет собой высокотугоплавкий металл с температурой плавления 3410 °C. Он выдерживает тепло электрической дуги, а сохраняет свою твердость , даже если раскаляется докрасна. В прошлом торированные вольфрамовые электроды широко использовались для сварки TIG, но поскольку торий является низкоактивный радиоактивный элемент, требуется специальное оборудование для измельчения, чтобы обеспечить безопасное удаление измельченных частиц. Сегодня предпочтительны различных легированных вольфрамовых электродов , т.е. Типы церия или лантана, которые не содержат какой-либо радиоактивности . Кроме того, их характеристики сравнимы с торированными вольфрамовыми электродами. Это приводит к цветовому коду (отображается на концах электродов), определяемому в соответствии со стандартом ISO 26848 9.0019 (показан в таблице ниже).
Подготовка электрода
Для поддержания постоянной и компактной формы сварочной дуги вольфрамовые электроды, которые будут использоваться для механизированной или автоматической сварки , должны иметь конический конец. Диаметр электрода, угол заточки «А» и диаметр «М» уплощенного наконечника зависят от силы сварочного тока . Угол заточки «А» должен иметь значение от 18° до 30°, диаметр уплощенного наконечника должен быть от 0,1 мм до 0,5 мм. Более высокая сила сварочного тока требует большего угла заточки и большего диаметра сплющенного конца.
Длина электрода должна быть рассчитана и отрезана в зависимости от типа сварочной головки, наружного диаметра свариваемых труб и заданной длины дуги. Во многих случаях трудно подготовить электроды с необходимой точностью на месте даже с помощью шлифовального станка для электродов. Покупка готовых электродов на рынке часто считается быть эффективным и экономичным решением .
Влияние конуса на форму дуги, таким образом, ванну плавления, таким образом, проплавление (при фиксированном расстоянии от электрода до изделия, без хода)
Геометрия электрода оказывает прямое влияние на высоту дуги и, следовательно, на геометрию сварочной ванны. Для одного и того же применения электроды должны иметь постоянную геометрию (с AVC).
Экспертная информация:
Вольфрамовые электроды всегда следует заменять превентивно, чтобы можно было избежать значительного количества проблем и дефектов сварки (нестабильность дуги, трудности с зажиганием). В деликатных операциях иногда требуется замена электрода после каждого сварного шва.
Электродный шлифовальный станок
Чтобы получить точную подготовку концов и достаточную повторяемость , что необходимо для поддержания стабильной дуги и постоянного уровня провара, следует использовать специальную шлифовальную машину для электродов.
Конструкция шлифовального станка должна обеспечивать правильное совмещение шлифовальных меток на конической части с зернистой структурой электрода: по длине. Гарантирует лучшее зажигание и повышенную стабильность дуги.
1- Чем выше текущие значения, тем больше будет диаметр и плоскостность.
2- Заточка канавок параллельна оси электрода = лучшее заполнение и лучшее удерживание электрода с течением времени (предотвращает отложения на электроде = дендрит).
Наш ответ: инструмент Polysoude для подготовки вольфрамовых электродов
Откройте для себя наш станок для заточки электродов UG1 , разработанный в сотрудничестве с PROTEM, нашим партнером и мировым лидером в области решений для обработки.
UG1 Точилка для электродов и шлифовальная машина
Высокопроизводительное устройство для заточки электродов UG1 позволяет выполнять точную заточку, выравнивание и резку для устранения нечетких или нестабильных дуг.
Также значительно увеличивает срок службы электродов и способствует лучшему воспламенению вольфрамовых электродов.
— Диапазон заточки: Ø: 1-4 мм
— Электропривод: 720 Вт — 220 В
— Доступны многочисленные аксессуары
Для получения дополнительной информации об этом продукте, пожалуйста, свяжитесь с нашим отделом продаж.
Дополнительную информацию о подготовке к сварке TIG можно найти в нашем центре знаний.
Откройте для себя наш ассортимент продукции для орбитальной и автоматической сварки TIG.
Установка глубинных электродов с субдуральными сетками или без них с использованием бескаркасных стереотаксических систем наведения – техника и результат
. 2002 г., 16 апреля (2): 119–25.
дои: 10.1080/026886131886.
М А Мерфи 1 , Т. Дж. О’Брайен, М. Дж. Кук
принадлежность
- 1 Отделение нейрохирургии (MAM), Мельбурнский университет, больница Святого Винсента, Мельбурн, Австралия. [email protected]
- PMID: 12046729
- DOI: 10.1080/026886131886
М. А. Мерфи и соавт. Бр Дж. Нейрохирург. 2002 Апрель
. 2002 г., 16 апреля (2): 119–25.
дои: 10.1080/026886131886.
Авторы
М А Мерфи 1 , Т. Дж. О’Брайен, М. Дж. Кук
принадлежность
- 1 Отделение нейрохирургии (MAM), Мельбурнский университет, больница Святого Винсента, Мельбурн, Австралия. [email protected]
- PMID: 12046729
- DOI: 10.1080/026886131886
Абстрактный
В последние годы безрамные стереотаксические системы начали заменять каркасные системы во многих нейрохирургических процедурах. Тем не менее, мало было опубликовано об использовании этих систем для управления имплантацией внутричерепных электродов у пациентов с эпилепсией. Здесь мы сообщаем о нашем опыте использования такой системы для введения глубинных электродов и субдуральных решетчатых электродов. Система SteathStation Image-Guided System (SSIGS) (Sofamor Danek, Мемфис, Теннесси) использовалась для установки билатеральных глубинных электродов у 13 пациентов, 5 из которых также подверглись установке субдуральных решетчатых или ленточных электродов. Первоначально для введения электродов был разработан хирургический план, основанный на точке входа и цели на аксиальных и сагиттальных изображениях. Затем были выполнены навигационные изображения с использованием трехплоскостных изображений, чтобы определить, через какие структуры должны пройти электроды, чтобы правильно разместить их в миндалевидном теле и гиппокампе. Правильное место имплантации электродов было подтверждено после операции с помощью спиральной компьютерной томографии у 4 пациентов (которые затем были зарегистрированы на предимплантационной МРТ с использованием метода сопоставления поверхностей), а у остальных 9пациентов с помощью постимплантационной МРТ. Было обнаружено, что SSIGS имеет среднюю ошибку регистрации 2,0 мм (диапазон 1,8-2,5) в 10 случаях; в 3 случаях, когда ошибка превышала 2,5 мм, использовалась методика слияния поверхностей со средней ошибкой 0,9 (0,8–1,00). Постимплантационная МРТ или совместная регистрация КТ-МРТ подтвердили правильность размещения электродов в мезиальной височной области во всех случаях. Латерализация начала приступа была достигнута у 11 пациентов, всем из которых на основании этих результатов была проведена формальная резекция. Единственным отдаленным осложнением был случай остеомиелита, потребовавший удаления костного лоскута. У 73% пациентов был отличный исход судорог. Бескаркасные стереотаксические системы можно безопасно использовать для внутричерепных электродов, они избегают недостатков каркасной системы и имеют дополнительное преимущество, заключающееся в том, что хирург может визуализировать траекторию и корректировать ее, чтобы избежать жизненно важных структур. Также они устраняют хирургическую преграду для введения субдуральных сеток во время той же операции, которая может быть вызвана каркасной системой.
Похожие статьи
Стереотаксическая электроэнцефалография с височной сеткой и мезиальным височным глубинным электродом: влияет ли техника размещения глубинного электрода на результат?
Ван Гомпель Дж.Дж., Мейер Ф.Б., Марш В.Р., Ли К.Х., Уоррелл Г.А. Ван Гомпель Дж. Дж. и др. Дж Нейрохирург. 2010 июль; 113 (1): 32-8. doi: 10.3171/2009.12.JNS091073. Дж Нейрохирург. 2010. PMID: 20170311 Бесплатная статья ЧВК.
Бескаркасный стереотаксический метод имплантации глубинных электродов при рефрактерной эпилепсии с использованием интраоперационной магнитно-резонансной томографии.
Ресслер К., Зоммер Б., Меркель А., Рампп С., Голлвитцер С., Хамер Х.М., Бухфельдер М. Ресслер К. и др. Мировой нейрохирург.
2016 Октябрь; 94: 206-210. doi: 10.1016/j.wneu.2016.06.114. Epub 2016 5 июля.
Мировой нейрохирург. 2016.
PMID: 27389940Мониторинг внутримозгового глубинного электрода при парциальной эпилепсии: заболеваемость и эффективность размещения с использованием стереотаксической хирургии под магнитно-резонансным изображением.
Росс Д.А., Брунберг Дж.А., Друри И., Генри Т.Р. Росс Д.А. и соавт. Нейрохирургия. 1996 авг.; 39(2):327-33; обсуждение 333-4. doi: 10.1097/00006123-199608000-00018. Нейрохирургия. 1996. PMID: 8832670 Обзор.
Интраоперационная компьютерная томография при имплантации внутричерепных электродов при фармакорезистентной эпилепсии.
Lee DJ, Zwienenberg-Lee M, Seyal M, Shahlaie K. Ли Ди Джей и др.
Дж Нейрохирург. 2015 март; 122(3):526-31. doi: 10.3171/2014.9.JNS13919. Epub 2014 31 октября.
Дж Нейрохирург. 2015.
PMID: 25361483Стереотаксическая электроэнцефалография.
Gholipour T, Koubeissi MZ, Shields DC. Голипур Т. и соавт. Клиника Нейрол Нейрохирург. 2020 Февраль; 189:105640. doi: 10.1016/j.clineuro.2019.105640. Epub 2019 16 декабря. Клиника Нейрол Нейрохирург. 2020. PMID: 31865060 Обзор.
Посмотреть все похожие статьи
Цитируется
Навигационная роботизированная лазерная краниотомия для применения SEEG с использованием оптической когерентной томографии на модели животного.
Винтер Ф., Уилкен Т., Баммерлин М., Шаварба Дж., Дорфер С.
, Ресслер К.
Винтер Ф. и др.
Фронтальный ИИ робота. 2021 30 июня; 8:695363. doi: 10.3389/frobt.2021.695363. Электронная коллекция 2021.
Фронтальный ИИ робота. 2021.
PMID: 34277720
Бесплатная статья ЧВК.Бескаркасная стереоэлектроэнцефалография с нейронавигацией VarioGuide® у взрослых пациентов с эпилепсией: техника, точность и клинический опыт.
Ладисич Б., Мачеггер Л., Романья А., Крайнц Х., Штайнбахер Дж., Лейтингер М., Калсс Г., Тон Н., Тринка Э., Винклер П.А., Шварц К. Ладисич Б. и соавт. Acta Neurochir (Вена). 2021 Май; 163(5):1355-1364. doi: 10.1007/s00701-021-04755-w. Epub 2021 13 февраля. Acta Neurochir (Вена). 2021. PMID: 33580853 Бесплатная статья ЧВК.
Анестезиологические аспекты имплантации стереотаксической электроэнцефалографии.
Райкалян С., Тевари А., Рао С., Авициан Р. Райкалян С. и соавт. J Anaesthesiol Clin Pharmacol. 2019 г., октябрь-декабрь; 35 (4): 434-440. doi: 10.4103/joacp.JOACP_342_18. J Anaesthesiol Clin Pharmacol. 2019. PMID: 31920225 Бесплатная статья ЧВК. Обзор.
Установка субдуральных сеток у детей: техника и результаты.
Bingaman WE, Bulacio J. Бингаман В.Е. и соавт. Чайлдс Нерв Сист. 2014 ноябрь;30(11):1897-904. doi: 10.1007/s00381-014-2534-0. Epub 2014 9 октября. Чайлдс Нерв Сист. 2014. PMID: 25296551 Обзор.
Внутричерепные электроды в предоперационной оценке эпилепсии.
Юань Дж., Чен Ю., Хирш Э. Юань Дж. и др. Неврология наук. 2012 авг; 33 (4): 723-9. doi: 10.