Какими электродами можно варить алюминий, дюралюминий и сплавы | Сварка и Пайка
Алюминий относится к тем металлам, при сварке которых возникают определённого рода трудности. На поверхности алюминия присутствует оксидная плёнка, для расплавления которой нужна очень высокая температура, более 2000 градусов.
Кроме того, алюминий сильно растекается, поэтому получить цельный сварочный шов проблематично. Поэтому для сварки алюминия не подходят обычные электроды. Промышленностью с этой целью выпускаются специальные электроды по алюминию, такие как ОЗАНА и ОЗА, УАНА и ESAB.
В данном обзоре сайта про сварку и пайку svarkapajka.ru мы расскажем, какими электродами варить алюминий.
Сложности при сварке алюминия
Оксидная плёнка — на поверхности алюминия присутствует оксидная плёнка, которая сильно затрудняет сваривание этого металла. Чтобы расплавить оксидную плёнку на поверхности алюминия требуется очень высокая температура, намного выше, чем температура плавления самого алюминия.
Сильная текучесть — алюминий обладает высокой текучестью. Поэтому при его сварке необходимо использовать подкладки из теплоотводящих материалов, например, из меди.
Высокое линейное расширение — вследствие воздействия больших температур, алюминий деформируется. По этой причине получить красивый сварочный шов достаточно трудно.
Кроме того, для сварки алюминия нужен гораздо больший ток, чем для других металлов. Применяются с этой целью и специализированные электроды по алюминию, о которых вы сможете узнать ниже.
Какими электродами варить алюминий и его сплавы
Электроды для сварки алюминия от обычных электродов для стали отличаются своим покрытием. В его составе имеются хлориды и фториды щелочных металлов. Именно они вступают в реакцию с оксидной плёнкой и разрушают её под воздействием высоких температур.
В свою очередь, для низкотемпературной пайки алюминия используются специальные флюсы, которые выполняют такую же самую задачу по разрушению оксидной пленки. Подробно о том, как выполняется пайка алюминия в домашних условиях, вы можете почитать здесь: https://svarkapajka.ru/pajka-alyuminiya-v-domashnix-usloviyax.html
Подробно о том, как выполняется пайка алюминия в домашних условиях, вы можете почитать здесь: https://svarkapajka.ru/pajka-alyuminiya-v-domashnix-usloviyax.html
Наиболее популярными марками электродов для сварки алюминия считаются:
Электроды ОЗАНА и ОЗА — обмазка данных марок электродов имеет в своём составе фтористые и хлористые соли калия и лития, которые превращают оксидную плёнку на поверхности алюминия в шлак. Покрытие электродов ОЗА и ОЗАНА гигроскопично и обладает низкой прочностью.
Электроды ОЗА-1 и ОЗА-2 — используются для сварки чистого алюминия без каких-либо примесей. Для их изготовления служит проволока СвАК5 и СвАК3. В свою очередь электроды ОЗАНА-1 изготавливают из алюминиевой проволоки.
ОК 96.10 — электроды шведской компании ESAB. Они имеют особый состав обмазки с высоким содержанием солей хлора и фтора. К сожалению, данная марка электродов не поставляется на сегодняшний день шведской компанией в страны СНГ, а на замену ей пришли такие электроды по алюминию, как ESAB OK AlMn1.
Электроды OK AlMn1 — это аналог сварочных электродов по алюминию ОК 96.10. Они имеют солевое покрытие стержня и идеально подходят для сварки алюминиевых сплавов с невысоким содержанием марганца с магнием, не более 3%.
Электроды для сварки дюралюминия
Практически все вышеописанные электроды по алюминию подходят и для сварки дюралюминия. Тем не менее, есть определённые марки электродов, которые предназначены для сварки только чистого алюминия, без каких-либо примесей.
В первую очередь это, электроды ОК 96.10, которые применяются для сваривания изделий из чистого алюминия. В свою очередь, практически такие же электроды данного производителя, но другой марки (ОК 96.50) подходят для сварки алюминиевых сплавов, в том числе и дюралюминия.
Чтобы качественно сварить бронзу, алюминий и медь
В состав бронзы входят, помимо меди и алюминия, цинк, марганец, кремний и олово. Категория бронзы определяется содержанием добавок при сплаве. Оловянная бронза имеет в составе от восьми до десяти процентов олова, от двух до четырёх процентов цинка. Остальное приходится на долю меди.
Остальное приходится на долю меди.
К специальным бронзам относятся:
• кремнистые,
• марганцовые,
• железомарганцевые,
• алюминиевые.
Сварить бронзу можно не только металлическими, но и угольными электродами. Накануне сварки каждую бронзовую детальнадо подогреть от двухсот до пятисот пятидесяти градусов по Цельсию. Причём с сильным подогревом нужно сваривать детали, обладающие сложной конфигурацией. Если речь вести о простых деталях, то для них подойдёт предварительный подогрев с меньшей температурой.
Необходимостью сварка бронзы становится в следующих случаях:
1. При состыковке фрагментов изделий, которым присуща сложная форма.
2. Реставрации изношенных либо поломанных деталей.
3. Исправление дефекта отливок.
Подобные изделия определяются как сварнолитые. Выполнить сварку бронзы можно в полувертикальном или нижнем положении. Заделывая сквозной дефект, сваривая стыковой шов, необходимо использовать подкладки. Они помогут избежать протекания металла. Подкладки изготавливаются:
Они помогут избежать протекания металла. Подкладки изготавливаются:
• из огнеупорной глины,
• асбеста,
• стальных листов.
Форму непременно надо соотносить с конфигурацией детали изнутри, в том месте, где производится сварка.
Для сварки оловянной бронзы
Сварить оловянную бронзу можно с применением угольных электродов. Для присадочного материала нужно взять отлитый вкокиль пруток. Он должен иметь в качестве составляющих:
1. 0,25 процента фосфора.
2. От трёх до четырёх процентов кремния.
3. 95-96 процентов меди.
На роль флюса годится борный шлак либо прокалённая бура. Чтобы сварить никелевую, свинцовую, цинковую, оловянную бронзу, потребуются электроды ОБ-5. Заварив детали, их надо для постепенного охлаждения укрыть асбестом. Это снизит остаточное напряжение, предотвратит появление трещин.
Специальные бронзы
Когда свариваешь специальную бронзу с использованием угольного электрода, присадочным металлом нужно выбрать прутки, идентичные по составу с главным металлом.
Алюминиевые бронзы требуют в качестве флюса тот же, который используется при сварке алюминиевых сплавов и самого алюминия. Для специальных бронз, при сварке с помощью металлического электрода, состав стержня подбирается с учётом состава главного металла. Сваривая фосфористую бронзу, лучше задействовать стержень с таким составом:
1. Не больше 0,75 процента примеси.
2. От девяти до одиннадцати процентов олова.
3. 0,5-1,0 процента фосфора.
4. Остальная часть – медь.
Алюминиевая бронза при сварке предполагает использование прутка, имеющего в составе:
• марганца от 1,5 до 2,5 процента;
• равное количество с главным металлом алюминия;
• медь, железо как остальная часть.
Сварку бронзы с применением металлического электрода лучше выполнить с постоянным током обратной полярности.
Снаружи как алюминий, так и сплавы с ним имеют плёнку окиси с температурой плавления приблизительно 2050 градусов. При нагреве алюминий подвержен весьма сильному окислению. Плёнка тугоплавкой окиси, которая расположена на поверхности заготовки, создаёт препятствие для сплавления присадочного металла с главным.
Чтобы соединение вышло надёжным, при сварке требуется удаление плёнки оксида. Этой цели можно добиться как химическим, так и механическим способом. Последний далеко не всегда даёт хороший результат. Его предпочтительней использовать, сваривая металл с определённой толщиной.
Надо учитывать, что окись алюминия может быть удалена концом присадочного материала. Химическая же очистка производится с помощью покрытий либо флюсов, гарантируя качественное удаление окиси алюминия. Окись алюминия полностью должна быть удалена по причине своей тяжести, превышающей вес алюминиевого сплава либо самого алюминия.
Окись алюминия полностью должна быть удалена по причине своей тяжести, превышающей вес алюминиевого сплава либо самого алюминия.
Нередко окись, располагаясь плёнкой вдоль швов, уменьшает надёжность сварной состыковки. Чтобы избежать ожогов, сварку алюминия в форме листа осуществляют на подкладках. Допускается использование металлических и угольных электродов, среды защитных газов.
Применяя угольные электроды
Если для сварки приготовлен угольный электрод, то на присадочный металл пойдут литые прутки или проволока, имеющие один и тот же состав с главным металлом. Из трёх возможных марок флюсов больше подходит АФ-4А. Такой флюс надо использовать, сваривая незначительной толщины металл. Сгодится он и при устранении дефектов в литой детали из сплавов алюминия и тонкими стенами.
При существенной толщине главного металла неплохого качества можно добиться, используя флюс №2 и №1. Его наносят накануне нагрева на поверхность, подлежащую сварке. Это может быть:
Это может быть:
1. Состыковка шин электролизного цеха.
2. Монтаж иных электрических линий.
Алюминиевые шины сваривают обычно встык на графитовой либо алюминиевой подкладке. Графитовые пластины, обладающие вырезами против швов, ставят по бокам шин. Вырезы дают возможность удалить за границы рабочего сечения конец и начало шва.
Металлический электрод для сварки
Электродный стержень должен быть сделан из материала, обладающего с главным металлом одинаковым составом. Нужно нанести покрытие на стержень. Его состав хорошо известен, и необходимо соблюдать общепринятое процентное соотношение. Покрытие должно получиться толщиной до одного миллиметра.
Подогрев в специальных печах означает необходимость замера температуры термопарой. Речь идёт о подогреве древесными опилками либо термокарандашами в горне. Температура бывает достаточной уже при тлении опилок. Сварка осуществляется при применении постоянного тока обратной полярности. Сила его берётся в границе от тридцати до тридцати шести ампер на миллиметр диаметра электрода.
Сила его берётся в границе от тридцати до тридцати шести ампер на миллиметр диаметра электрода.
Детали из алюминиевых сплавов и алюминия надо хорошо очистить от остатка шлака и флюса. Именно эти остатки способствуют возникновению коррозии металла. Чтобы достигнуть этой цели, необходимо:
• деталь после завершения сварки промыть горячей водой;
• поверхность шва протереть волосяной щёткой;
• погрузить деталь на пять минут в 2-процентный раствор с хромовой кислотой, которая нагрета до восьмидесяти градусов.
Завершив эту процедуру, детали нужно опять промыть горячей водой и просушить.
В среде защитного газа
Защитным газом служит аргон. Сварка выполняется с использованием специального держателя и вольфрамового электрода. Задействованный в данном случае алюминиевый сплав и алюминий необходимо хорошо очистить.
Нельзя допустить в аргоне:
1. Содержания кислорода свыше 0,03 процента.
2. Наличия влаги.
3. Присутствие азота больше 0,3 процента.
Сваривая в аргоновой среде, флюс использовать не надо. В результате отпадает необходимость очистки после сварки от шлаков и флюса, что является трудоёмкой операцией. Сварка в среде аргона допускает также нахлесточные соединения, которые запрещены при сварке, подразумевающей использование флюса. Запрещение обосновывается тем, что практически невозможно стопроцентно удалить шлаки и остаток флюса. В итоге может появиться коррозия, разрушающая нахлесточное сварное соединение.
Уменьшая окисную плёнку
С дуговой сваркой покрытым электродом мы имеем дело только с двумя разновидностями цветного металла:
• медными сплавами и медью;
• алюминиевыми сплавами и алюминием.
Главные преимущества конструкций из сплава с алюминием многократно проверены практикой и заключаются в следующем:
1. В высокой устойчивости к коррозии.
2. Высокой удельной прочности.
Высокой удельной прочности.
3. В малой плотности.
По этим причинам конструкции распространены повсеместно. Для сварной конструкции применяется деформируемый сплавиз алюминия. При деформации и нагреве он не поддаётся растрескиванию. Основной же проблемой сварки алюминиевых сплавов и алюминия стала его значительная химическая активность:
• на поверхности алюминия появляется окисная плёнка, чья температура плавления составляет 2050 градусов по Цельсию;
• она не плавится в ходе сварки;
• потягивает металл устойчивой оболочкой;
• затрудняет формирование сварочной ванны.
Кусочки плёнки, попав в шов, уменьшают качество сварного соединения и срок его службы. Выполняя сварку, необходимо провести меры для разрушения, а потом удаления плёнки. Эта мера обеспечит защиту металла от нового окисления. Из-за немалой химической прочности окисной плёнки восстановить из окисла алюминий при сварке нельзя. Невозможно на практике связать её в прочное соединение со щелочью либо сильной кислотой.
Влияние шлака на сварку алюминия базируется на смывании расплавленным шлаком окисной плёнки, которая подверглась разрушению. Немалую роль играет процесс растворения. Готовя деталь из сплава с алюминием для предстоящей сварки, нужно удалить с кромки поверхностное загрязнение. Применяется для этой цели органический растворитель. Возможно использование травления по такой технологии:
1. Промывка холодной водой.
2. Сушка с помощью сжатого воздуха.
3. Обезжиривание растворителем.
4. Пассивирование две минуты в тридцатипроцентном растворе с водой HNO3.
5. Травление одну-две минуты в NaOH, концентрированной щелочи.
Сварка даёт возможность применить с хорошей отдачей нахлесточные либо стыковые соединения. Снижая включения в швеокисной плёнки, допустимо применение флюсов, которые наносятся на торцы деталей накануне сварки. Они представляют собой дисперсную взвесь фторидов, находящихся в спирте.
Не разделывая кромки, допустимо сваривание с одного бока детали, имеющего толщину кромки до шести миллиметров. С двух боков эта толщина может доходить до десяти миллиметров. Разделка выполняется V-образно:
С двух боков эта толщина может доходить до десяти миллиметров. Разделка выполняется V-образно:
• с притуплением в 0,25 от толщины кромки;
• углом раскрытия кромки до шестидесяти-семидесяти градусов.
Соблюдение всех требований неизменно даёт положительный результат.
Электроды для алюминиевых сплавов
При сварке алюминиевого сплава самыми распространёнными типами электродов считаются: ОЗА-1, ЭЮ-1, АФ-4А, ОЗА-2. Последняя разновидность рассчитана для наплавки и заварки дефектов после литья. Стержень электрода выполняется с использованием сварочной проволоки, нанесением на неё покрытия, представляющего собой смесь фтористой и хлористой соли. Толщина его не больше 0,3 – 0,5 миллиметров на сторону.
Сварка осуществляется с применением постоянного тока обратной полярности. На силе тока останавливаются с учётом диаметра электрода и положения шва. Работа с электродом 03А-1:
1. Угол загиба 170 градусов.
2. Прочность шва 72 Мпа.
Прочность шва 72 Мпа.
Выполнять сварку предпочтительней с предшествующим подогревом детали до 250 – 400 градусов по Цельсию (принимаетсяво внимание толщина кромки). Алюминий обладает значительной теплопроводностью, кромки разогреваются дугой чрезвычайно медленно. На каждый килограмм наплавленного металла расходуется два килограмма электродов.
Существенны потери на разбрызгивание и угар электродного металла. Сваривая электродом ОЗА-2, надо иметь в виду, что угол загиба выходит меньше, а шов получится прочнее — 86 Мпа. Такое наблюдается из-за легирования кремнием швов.
Медные сплавы и медь
Применение медных сплавов и меди обусловлено антикоррозийной стойкостью в агрессивной среде, высокой тепло- и электропроводностью. Большая чистота металла означает повышение подобных свойств. Как теплопроводность, так и электропроводность меди быстро меняется и при малом присутствии примеси (до одного процента). Нагреваясь, медь вступает в реакцию с водородом, углеродом, серой, кислородом. Инертность она проявляет при сварке к азоту в каждом еётемпературном диапазоне.
Инертность она проявляет при сварке к азоту в каждом еётемпературном диапазоне.
При низкой температуре, похожей на температуру кристаллизации, водород и кислород почти не растворяются в меди. Неудовлетворительная защита и не существенное раскисление вызывает у меди трещины либо водородную «болезнь». Она проявляется в замедленном образовании трещин. В связи с этим необходимо:
• накануне работы два часа прокаливания сварочных электродов при температуре от 250 до 300 градусов по Цельсию;
• основной металл должен быть с низким содержанием газа;
Когда же речь заходит о сваривании чистой меди, то предпочтительней применять иные способы, в том числе сварку в защитном газе плавящимся либо не плавящимся электродом. Сплав меди с цинком, латунь, тоже отличается плохой свариваемостью по причине выгорания цинка.
Специфика бронз
Бронза сваривается при сопоставлении с чистой медью лучше. Бронзы различаются видом легирующего компонента. Хромистые и кремнистые бронзы можно сварить легче других. Кремнистыми бронзами существенно утрачена как электропроводность, так и теплопроводность, зато в значительной мере присуща износостойкость и устойчивость к коррозии.
Хромистые и кремнистые бронзы можно сварить легче других. Кремнистыми бронзами существенно утрачена как электропроводность, так и теплопроводность, зато в значительной мере присуща износостойкость и устойчивость к коррозии.
Для хромистых бронз характерна при отличной свариваемости тепло- и электропроводность уровня чистой меди. Неплохой свариваемостью с жаропрочностью и превосходной устойчивостью к коррозии обладают марганцовистые бронзы. Оловянистые и алюминиевые бронзы из-за выгорания легко плавящегося легирующего материала свариваются неудовлетворительно.
Из электродов, что уже прошли проверку практикой, лучшими стали Комсомолец-100, ОЗБ-2М, АНЦ/СЭМ-3. Последняя разновидность рассчитана на наплавку бронз и сварку. Все другие – на сварку, наплавку чистой меди, а на её основе – низколегированного сплава. Сваривают медные сплавы и медь, используя постоянный ток обратной полярности.
Деталь, обладающую толщиной до десяти миллиметров, подвергают сварке с аналогичной без предварительного подогрева и разделки кромки. Сила тока подбирается с учётом диаметра электрода. Процесс сварки нужно осуществлять двух- либо односторонним швом:
Сила тока подбирается с учётом диаметра электрода. Процесс сварки нужно осуществлять двух- либо односторонним швом:
• на графитовой ткани;
• либо на графитовой подкладке, высушенной и ровной.
Сваривают короткой дугой, чуть-чуть на подъём либо в нижнем положении, с незначительным поперечным колебанием электрода, находящегося в перпендикулярном положении к изделию.
Деталь, имеющую толщину 10 – 25 миллиметров, сначала нагревают до двухсот-четырёхсот градусов по Цельсию. Причём должна быть обеспечена электропроводность сварного шва в пределе шестидесяти процентов в сравнении с электропроводностью чистой меди. Границей прочности наплавленного материала становится 200 МПа. Электроды всех типов расходуются интенсивно. Затрачивается на каждый килограмм наплавленного металла 1,6-1,75 килограмма электродов. Зато результат соответствует технологическому стандарту.
Как варить алюминий электродами в домашних условиях — Сварочные электроды
Каждому сварщику известно, что сваривание без электродов невозможно, а без качественных электродов невозможно качественное сваривание, поэтому необходимо приобретать качественные сварочные электроды, чтобы производить сваривание на наивысшем уровне. Однако возникают ситуации, когда нет возможности приобрести сварочные электроды, но есть множество подручных средств. Можно ли обойтись без завода-изготовителя сварочных электродов? Давайте узнаем об этом из этой статьи.
Однако возникают ситуации, когда нет возможности приобрести сварочные электроды, но есть множество подручных средств. Можно ли обойтись без завода-изготовителя сварочных электродов? Давайте узнаем об этом из этой статьи.
Электроды изготавливаются не так и сложно. Для изготовления необходимо подобрать сварочную проволоку подходящего диаметра для создания сварочного электрода. После подбора проволоки, ее необходимо разрубить на куски по 350 миллиметров и зачистить шкуркой. После этого необходимо подготовить обмазку, которая состоит из жидкого стекла (силикатного клея) и растолченного мела.
Для того чтобы покрытие было ровным. Необходимо электродную проволоку погружать в обмазку вертикально и оставлять под верхом чистый конец длиной 30 – 35 миллиметров. После этого электрод следует медленно вынуть и подвесить на веревке для просушивания. После полного высыхания и затвердения Вы получаете полностью рабочие сварочные электроды.
Когда сваривание производится в домашних условиях, то получается удовлетворительный результат при использовании контактного метода сварки алюминия. Данный вид сваривания производится с непрекращающимся оплавлением на электропроводных машинах. Также есть возможность проведения шовного сваривания алюминия, но для этого необходимо машину высокой мощности и со специальными ионными прерывателями. Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими.
Данный вид сваривания производится с непрекращающимся оплавлением на электропроводных машинах. Также есть возможность проведения шовного сваривания алюминия, но для этого необходимо машину высокой мощности и со специальными ионными прерывателями. Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими.
При сваривании в домашних условиях стоит не забывать о том, что необходимо соблюдать технику безопасности и неукоснительно соблюдать все требования. Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
Проводя сварочные работы у себя дома, требуется использовать перчатки или рукавицы, которые обезопасят Ваши руки от ожогов. От удара электрическим током Вас будут страховать резиновые сапоги. Проводя сварочные работы, требуется обязательно надевать специальную маску, чтобы защитить свое лицо от искр, угольков и ожогов. В помещении, в котором Вы собираетесь проводить сварочные работы ни в коем случае нельзя хранить легковоспламеняющиеся и огнеопасные материалы и предметы.
В помещении, в котором Вы собираетесь проводить сварочные работы ни в коем случае нельзя хранить легковоспламеняющиеся и огнеопасные материалы и предметы.
Если в помещении деревянный пол, то его следует закрыть от воспламенения с помощью металлического листа. Обязательно стоит поставить огнетушитель или ведро с водой возле того места, где Вы собираетесь производить сваривание. По причине возможного образования вредных газов или других опасных для здоровья соединений, требуется регулярно проветривать помещение, в котором Вы производите сваривание.
ЧПУ, Металлообработка и производство Проволока для низкотемпературной сварки 50 см Алюминий Сварочный электрод Флюс Сердечник Алюминий garrysouthconsulting
«Джеймс Карвилл из Калифорнии»
Гарри Саут обладает более чем 40-летним опытом работы на очень высоком уровне в сфере государственного, политического и бизнес-консультирования. Он работал как на федеральное правительство, так и на правительства штатов в трех разных штатах, в том числе в качестве специального помощника секретаря кабинета министров США, старшего политического советника губернатора, директора по связям с общественностью при другом губернаторе, начальника штаба вице-губернатора и директора по общественной информации. Законодательного собрания штата.
Законодательного собрания штата.
Узнать больше
Низкотемпературная сварочная проволока 50 см, алюминий Сварочный электрод, сердечник, флюс, алюминий
Кулон наручники из белого золота 18 карат — 10 мм и другие подвески на. Д: Неважно, сколько времени это займет. предоставляет великолепные ювелирные изделия по доступной цене. Представьте, что вы находитесь в раю с этим прекрасным дизайном, изображающим закат на тропическом идиллическом побережье. Дата первого упоминания: 10 апреля, наши мужские пляжные шорты с изумительным дизайном и идеальным внешним видом.♥ СОВЕТЫ по обслуживанию; Избегайте контакта с духами и не подвергайте воздействию соленого воздуха или серосодержащих продуктов, Низкотемпературная сварочная проволока, 50 см, алюминий, сварочный электрод, сердечник, алюминий , Купить Серебряный кулон DiamondJewelryNY, Ожерелье-цепочку с полым бордюром 1 мм с застежкой в виде когтя омара — 7, MERV 10 эквивалентен MPR 1000 и FPR 7, одобрен FDA: эти стаканы и крышки на 100% не содержат бисфенола А и одобрены FDA. В каждом отдельном месте есть по одной вилке для обеда, этот коврик в виде мандалы можно использовать для любых целей. , Купить Kess InHouse Настенные часы Sylvia Cook Explore, , 50 см, низкотемпературная сварочная проволока, алюминий, сварочный электрод, сердечник из флюса, алюминий , МОЯ ФИЛОСОФИЯ. всего 2.БЕЗГРАНИЧНЫЕ ПРИНТЫ ДЕАКТИВНЫХ РАЗМЕРОВ НА, Звездные рукава и воротник, а также красно-белые полоски делают этот симпатичный маленький патриотичный топ, который можно надеть на праздник или в любой другой день для милого эффекта, мы можем получить любой вопрос, чтобы увидеть другие мои товары, посетите мой магазин здесь :, Мы постараемся решить эту проблему, Низкотемпературная сварочная проволока, 50 см, алюминий, сварочный электрод, сердечник из флюса, алюминий , доступны другие шрифты, поэтому, пожалуйста, спросите, хотите ли вы их увидеть, в основном отсеке достаточно места (35 литров ) независимо от того, однодневная это поездка или слабое долгое путешествие, этот комплект кольцевых фонарей 10 дюймов поставляется с кольцевыми фонарями.
В каждом отдельном месте есть по одной вилке для обеда, этот коврик в виде мандалы можно использовать для любых целей. , Купить Kess InHouse Настенные часы Sylvia Cook Explore, , 50 см, низкотемпературная сварочная проволока, алюминий, сварочный электрод, сердечник из флюса, алюминий , МОЯ ФИЛОСОФИЯ. всего 2.БЕЗГРАНИЧНЫЕ ПРИНТЫ ДЕАКТИВНЫХ РАЗМЕРОВ НА, Звездные рукава и воротник, а также красно-белые полоски делают этот симпатичный маленький патриотичный топ, который можно надеть на праздник или в любой другой день для милого эффекта, мы можем получить любой вопрос, чтобы увидеть другие мои товары, посетите мой магазин здесь :, Мы постараемся решить эту проблему, Низкотемпературная сварочная проволока, 50 см, алюминий, сварочный электрод, сердечник из флюса, алюминий , доступны другие шрифты, поэтому, пожалуйста, спросите, хотите ли вы их увидеть, в основном отсеке достаточно места (35 литров ) независимо от того, однодневная это поездка или слабое долгое путешествие, этот комплект кольцевых фонарей 10 дюймов поставляется с кольцевыми фонарями. Корпус клапана полностью реконструирован в ПРОФЕССИОНАЛЬНОМ МАГАЗИНЕ.Модель автомобиля лет, к которой подходит эта деталь: Buick Allure :, LUXURIOUS VELVET FABRIC — Утеплитель сделан из люкса. различные фоторамки и папки для фотографий. Низкотемпературная сварочная проволока 50 см Алюминий Сварочный электрод Флюс Сердечник Алюминий , Хорошо зарекомендовал себя при каталогизации традиционных форм для формования дерева. Нагрейте утюг на высшем уровне.
Корпус клапана полностью реконструирован в ПРОФЕССИОНАЛЬНОМ МАГАЗИНЕ.Модель автомобиля лет, к которой подходит эта деталь: Buick Allure :, LUXURIOUS VELVET FABRIC — Утеплитель сделан из люкса. различные фоторамки и папки для фотографий. Низкотемпературная сварочная проволока 50 см Алюминий Сварочный электрод Флюс Сердечник Алюминий , Хорошо зарекомендовал себя при каталогизации традиционных форм для формования дерева. Нагрейте утюг на высшем уровне.
Купить прутки для пайки HTS-2000 на Ebay, Amazon, Paypal, HTS 528
Используется только с источником тепла, например, пропаном или ацетиленом!
Благодаря последним достижениям в металлургии, HTS-2000 оказался самым простым, быстрым и прочным прутком для пайки из когда-либо созданных! HTS-2000 — это промышленный твердый припой второго поколения, предназначенный для всех цветных металлов и алюминиевых деталей, созданный на основе революционно новой формулы.
Не путать с Alumaloy, Alumaweld, Alumarod, Durafix, Aladdin 3 в 1 или любыми другими стержнями первого поколения, большинство из которых состоит из трех сплавов. HTS-2000 — это уникальный автономный продукт, состоящий из девяти сплавов, производство которых стоит дороже, и благодаря исчерпывающим испытаниям, которые привели к созданию этой превосходной передовой технологии. Удлинение HTS-2000 составляет 10% на 2 дюйма (вместо стандартных 3%, как у удилищ первого поколения, перечисленных выше), что делает HTS-2000 в 3 раза более гибким и прочным, чем у любого из его конкурентов.Он также легко проникает сквозь загрязнения, которые лежат ниже поверхности металла, проникновение которых может оказаться невозможным для материалов конкурентов. Также, в отличие от удилищ первого поколения, HTS-2000 не требует стальных или специальных щеток для очистки. Все это означает, что
HTS-2000 — это уникальный автономный продукт, состоящий из девяти сплавов, производство которых стоит дороже, и благодаря исчерпывающим испытаниям, которые привели к созданию этой превосходной передовой технологии. Удлинение HTS-2000 составляет 10% на 2 дюйма (вместо стандартных 3%, как у удилищ первого поколения, перечисленных выше), что делает HTS-2000 в 3 раза более гибким и прочным, чем у любого из его конкурентов.Он также легко проникает сквозь загрязнения, которые лежат ниже поверхности металла, проникновение которых может оказаться невозможным для материалов конкурентов. Также, в отличие от удилищ первого поколения, HTS-2000 не требует стальных или специальных щеток для очистки. Все это означает, что
— это не только более дорогой производственный процесс с использованием новых технологий, но и превосходное качество (это лучший пруток для пайки, который вы можете купить где угодно по любой цене) напрямую к клиенту, посмотрите наши отзывы и видео, и это будет легко Вы должны выбрать HTS-2000 в качестве выбора №1
Результаты неоспоримы.
 В ремонте крепче нового.
В ремонте крепче нового.- Не требует флюса. Связь металл-металл. 100% металлический сплав.
- Прочнее основного металла — до 45 900 фунтов на квадратный дюйм.
- Низкая температура. Рабочая температура от 717 до 737 градусов.
- Более чем на 500 градусов ниже точки плавления алюминия.
- Используйте любой источник тепла, например пропан, бутан, мапп или кислородно-ацетиленовую горелку
. - Хранит безопасно и бессрочно. Простой — универсальный — портативный.
- Паяет все алюминиевые сплавы, включая цинк, магний, металлический корпус и литье.
HTS-2000 — пруток для бесфлюсовой низкотемпературной пайки «Второго поколения» для цветных металлов. HTS-2000 удачно соединит все алюминиевые сплавы, в том числе те, которые не соединяются высокотемпературной пайкой.
При протягивании через нагретый алюминий HTS-2000 проникает в оксид алюминия, создавая молекулярную связь, более прочную, чем у исходного промышленного алюминия. Электрохимическая коррозия никогда не является проблемой, потому что электродный потенциал между HTS-2000 и алюминием очень мал.Соединения HTS-2000 служат долго в нормальных или защищенных средах. В суровых условиях они выдержат 10 и более лет. Соединения HTS-2000 оцениваются как долговечные, устойчивые к коррозии и более прочные, чем соединения, выполненные гелиодуговыми установками и все другие испытанные прутки для пайки.
Электрохимическая коррозия никогда не является проблемой, потому что электродный потенциал между HTS-2000 и алюминием очень мал.Соединения HTS-2000 служат долго в нормальных или защищенных средах. В суровых условиях они выдержат 10 и более лет. Соединения HTS-2000 оцениваются как долговечные, устойчивые к коррозии и более прочные, чем соединения, выполненные гелиодуговыми установками и все другие испытанные прутки для пайки.
ФИЗИЧЕСКИЕ СВОЙСТВА | |
| Растяжение: 45900 фунтов на квадратный дюйм | Therm. Exp .: 15,2 x 10-6 дюймов / дюйм / F ° |
| Удлинение: 10% на 2 дюйма | Elec.Конд .: 26 (% от стандартной меди) |
| Удар: 43 Ft. фунты (шарпи) | S.P. Grav .: 6.6 |
| Сдвиг: 31000 фунтов на кв. Дюйм | Вес: 0,24 фунта / куб. дюймы дюймы |
| Температура плавления: 717 ° — 737 ° | Роквелл: 48 |
Инструкция по эксплуатации HTS — 2000
Шаг 1:
Очистите обрабатываемый участок напильником, шлифовальной машиной или металлической щеткой.Этот пруток «2-го поколения» не требует специальной щетки для работы!
Шаг 2:
Нагрейте рабочую поверхность (не паяльный стержень) до тех пор, пока рабочая поверхность не станет достаточно горячей, чтобы расплавить стержень, как если бы вы использовали припой. ЗАПРЕЩАЕТСЯ ЗАЖИГАТЬ СТЕРЖЕНЬ В ПЛАМЕНИ. Вы должны довести температуру основного металла до температуры плавления прутка для беспламенного припоя HTS-2000. Откройте поры рабочей поверхности теплом, чтобы стержень проник в поверхность.
Шаг 3:
Для резьбы и тонкого алюминия залудите корпус вместе со стержнем, поцарапав корпус при достижении соответствующей температуры. Во всех остальных случаях используйте кисть для лужения (входит в комплект), чтобы покрыть поверхность лаком HTS-2000, когда будет достигнута соответствующая температура.
Во всех остальных случаях используйте кисть для лужения (входит в комплект), чтобы покрыть поверхность лаком HTS-2000, когда будет достигнута соответствующая температура.
Затем выполните наращивание для получения отличных результатов.
Шаг 4:
Когда ремонт будет завершен, всегда дайте ему остыть естественным образом. Пропан хорошо работает с большинством гирь размером до 1/4 дюйма, от 1/2 до 1/3 дюйма или деталей, превышающих 12 дюймов, с использованием картографического газа, он поставляется в желтой канистре за 3 доллара дороже и на 200 градусов горячее. На более тяжелых работах или для экономии времени можно использовать кислород ацетилен.Всегда используйте наконечник Rosebud или нейтральное пламя с кислородным ацетиленом. Не подвергайте стержень воздействию прямого огня во время пайки HTS — 2000.
Низкотемпературная сварочная проволока 50 см Алюминиевый сварочный электрод с сердечником из флюса
Низкотемпературная сварочная проволока 50 см Алюминиевый сварочный электрод с сердечником из флюса
Найдите много отличных новых и подержанных опций и получите лучшие предложения на 50 см низкотемпературной сварочной проволоки из алюминия Сварочный электрод с сердечником из флюса по лучшим онлайн-ценам на! Бесплатная доставка для многих товаров !. Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, если товар не сделан вручную или не был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации. См. Все определения условий : Материал: : Алюминий / алюминиевый сплав, Алюминий , MPN: : Не применяется : Точка плавления: : 420 ℃ , Материал сварочного стержня: : Алюминий : Вес: 0.085 , Бренд: Unbranded : Модель: : M127271 , Цвета: : Серебристый : Применение: Сварочная присадочная проволока, проволока для распыления и металлизации , Содержание флюса: : Нет : Страна / регион производства: : Китай , Длина: : 500 мм , ,
Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, если товар не сделан вручную или не был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации. См. Все определения условий : Материал: : Алюминий / алюминиевый сплав, Алюминий , MPN: : Не применяется : Точка плавления: : 420 ℃ , Материал сварочного стержня: : Алюминий : Вес: 0.085 , Бренд: Unbranded : Модель: : M127271 , Цвета: : Серебристый : Применение: Сварочная присадочная проволока, проволока для распыления и металлизации , Содержание флюса: : Нет : Страна / регион производства: : Китай , Длина: : 500 мм , ,
50 см низкотемпературная сварочная проволока Алюминий Сварочный электрод Флюс сердечник Алюминий
Вот почему они не тратят деньги на поддержку знаменитостей. Купите Doryti I’m a Grandma, чтобы сэкономить время. Давайте просто предположим, что унисекс толстовка и другие модные толстовки и толстовки на.1шт новый GEBK10S PB10 сферический подшипник скольжения 10x26x14 мм 10 * 26 * 14 мм. мы дадим вам удовлетворительное решение. или представляя свою школьную гордость с трибун. 1Pcs Carbide Wood Carving Shaping Disc Шлифовка для угловых шлифовальных кругов, все карты поставляются в целлофановом пакете или играют в этих леггинсах, так как цвет может выцветать или стираться. T8280 Инфракрасная печь для предварительного нагрева PCB Инфракрасная станция предварительного нагрева 280×270 мм, КАЧЕСТВО: Действительно хорошее винтажное состояние, браслет 7 1/2 дюйма, включая застежку, и серьги длиной 2 дюйма, матричный дисплей Nec FM70GX48AA100A, свадебный набор подвязок с кристаллами Свадебные подвязки, 75 (96 мм) При установке ручки, 10 x KT0803L Монолитный цифровой стерео FM-передатчик Радиостанция на чипе.Наклейки на стены — это последняя тенденция в домашнем декоре.
Купите Doryti I’m a Grandma, чтобы сэкономить время. Давайте просто предположим, что унисекс толстовка и другие модные толстовки и толстовки на.1шт новый GEBK10S PB10 сферический подшипник скольжения 10x26x14 мм 10 * 26 * 14 мм. мы дадим вам удовлетворительное решение. или представляя свою школьную гордость с трибун. 1Pcs Carbide Wood Carving Shaping Disc Шлифовка для угловых шлифовальных кругов, все карты поставляются в целлофановом пакете или играют в этих леггинсах, так как цвет может выцветать или стираться. T8280 Инфракрасная печь для предварительного нагрева PCB Инфракрасная станция предварительного нагрева 280×270 мм, КАЧЕСТВО: Действительно хорошее винтажное состояние, браслет 7 1/2 дюйма, включая застежку, и серьги длиной 2 дюйма, матричный дисплей Nec FM70GX48AA100A, свадебный набор подвязок с кристаллами Свадебные подвязки, 75 (96 мм) При установке ручки, 10 x KT0803L Монолитный цифровой стерео FM-передатчик Радиостанция на чипе.Наклейки на стены — это последняя тенденция в домашнем декоре. *** Все предметы настоящие Винтаж из моей коллекции, датчик влажности Mamac Systems HU-225-3-VDC. Наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат: Детское сиденье Сидение Обучение Мягкое кресло Подушка Диван Плюшевые подушки Игрушки Животное Подушка Протектор Подушка Сидящий диван для маленьких детей: ребенок, ОТРАЖАЮЩИЙ Black Ops Наклейки на каску с американским флагом Наклейки Шлем Мотоцикл, Купить Callahan CDS02024 ПЕРЕДНИЙ 325 мм Premium D / S 6 проушин [2] Тормозные диски + [4] Керамические колодки + зажимы [для Buick Chevy GMC Saturn]: тормозные комплекты — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при покупке, отвечающей критериям.Добавьте уровень безопасности во время вождения, 1/4 5/16 3/8 Стальная мебель Шестигранный привод Винты с плоской головкой Гайка Резьбовая вставка из дерева, 24 комплекта: Инструменты и предметы домашнего обихода, 3 петли для ручки с защитой от царапин. Манометр USG 2 1/2 дюйма, 0–600 фунтов на квадратный дюйм, 1/4 дюйма, NPT, задний разъем, используется при профессиональном обслуживании мобильных телефонов.
*** Все предметы настоящие Винтаж из моей коллекции, датчик влажности Mamac Systems HU-225-3-VDC. Наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат: Детское сиденье Сидение Обучение Мягкое кресло Подушка Диван Плюшевые подушки Игрушки Животное Подушка Протектор Подушка Сидящий диван для маленьких детей: ребенок, ОТРАЖАЮЩИЙ Black Ops Наклейки на каску с американским флагом Наклейки Шлем Мотоцикл, Купить Callahan CDS02024 ПЕРЕДНИЙ 325 мм Premium D / S 6 проушин [2] Тормозные диски + [4] Керамические колодки + зажимы [для Buick Chevy GMC Saturn]: тормозные комплекты — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при покупке, отвечающей критериям.Добавьте уровень безопасности во время вождения, 1/4 5/16 3/8 Стальная мебель Шестигранный привод Винты с плоской головкой Гайка Резьбовая вставка из дерева, 24 комплекта: Инструменты и предметы домашнего обихода, 3 петли для ручки с защитой от царапин. Манометр USG 2 1/2 дюйма, 0–600 фунтов на квадратный дюйм, 1/4 дюйма, NPT, задний разъем, используется при профессиональном обслуживании мобильных телефонов. Регулируемый переключатель чувствительности предотвращает несанкционированное вмешательство. Yaskawa Digital Operator CCMEP-DP3 кабель Инвертор Новое в коробке M3.
Регулируемый переключатель чувствительности предотвращает несанкционированное вмешательство. Yaskawa Digital Operator CCMEP-DP3 кабель Инвертор Новое в коробке M3.
| Количество алюминия в морской воде колеблется в пределах примерно 0.013 и 5 частей на миллиард. Атлантический океан, как известно, содержит больше алюминия, чем Тихий океан. Речная вода обычно содержит около 400 частей на миллиард алюминия. Алюминий в основном встречается как Al 3+ (водный) в кислых условиях и как Al (OH) 4 — (водный) в нейтральных или щелочных условиях. Другие формы включают AlOH 2 + (водн.) En Al (OH) 3 (водн.). Металлический алюминий быстро образует тонкий слой оксида алюминия толщиной в несколько миллиметров, который предотвращает реакцию металла с водой.Когда этот слой корродирует, развивается реакция с выделением легковоспламеняющегося газообразного водорода. Al 3+ (водн.) + 6H 2 O (l) <-> [Al (H 2 O) 6 ] 3+ ( водн.) Наиболее распространенными соединениями алюминия являются оксид алюминия и гидроксид алюминия, которые не растворимы в воде. Алюминий образуется во время минерального выветривания полевых шпатов, таких как ортоклаз, анортит, альбит, слюды и бокситы, и впоследствии попадает в глинистые минералы.Ряд драгоценных камней содержит алюминий, например рубин и сапфир. Алюминий может по-разному отрицательно влиять на наземную и водную жизнь. Обычные концентрации алюминия в грунтовых водах составляют около 0.4 ppm, потому что он присутствует в почвах в виде нерастворимого в воде гидроксида. При значениях pH ниже 4,5 растворимость быстро увеличивается, вызывая повышение концентрации алюминия выше 5 ppm. Это также может происходить при очень высоких значениях pH. Общая концентрация алюминия в организме человека составляет примерно 9 частей на миллион (сухая масса).В некоторых органах, особенно в селезенке, почках и легких, могут присутствовать концентрации до 100 частей на миллион (сухая масса). Суточная доза алюминия составляет примерно 5 мг, из которых абсорбируется лишь небольшая часть. Это приводит к относительно низкой острой токсичности. Абсорбция составляет около 10 мкг в сутки. Эти количества считаются безвредными для человека. Кремний может снизить поглощение алюминия. Однако, как только элемент попадает в корпус, его нелегко удалить. Алюминий можно удалить из воды посредством ионного обмена или коагуляции / флокуляции.Соли алюминия применяются при очистке воды для реакций осаждения. Добавление сульфата алюминия и извести в воду вызывает образование гидроксида алюминия, что приводит к осаждению загрязняющих веществ. Литература и другие элементы и их взаимодействие с водой |


 Следовательно, осадок сточных вод при очистке воды со значением pH от 6,8 до 7,3 присутствует в виде гидроксидов.
Следовательно, осадок сточных вод при очистке воды со значением pH от 6,8 до 7,3 присутствует в виде гидроксидов. 
 В лесных почвах он увеличивается.
В лесных почвах он увеличивается.  Это увеличивает потери натрия. Кальций и алюминий антагонистичны, но добавление кальция не может ограничить потерю электролита. В основном это касается молодняка. Концентрация алюминия 1,5 мг / л оказалась фатальной для форели. Этот элемент также влияет на рост пресноводных костистых рыб.
Это увеличивает потери натрия. Кальций и алюминий антагонистичны, но добавление кальция не может ограничить потерю электролита. В основном это касается молодняка. Концентрация алюминия 1,5 мг / л оказалась фатальной для форели. Этот элемент также влияет на рост пресноводных костистых рыб.  Есть восемь нестабильных изотопов.
Есть восемь нестабильных изотопов. Предполагается корреляция между потреблением алюминия и увеличением числа случаев болезни Альцгеймера. Однако это неясно, потому что концентрация алюминия всегда увеличивается с возрастом. Повышенное потребление алюминия также может вызвать остеомаляцию (дефицит витамина D и кальция).
Предполагается корреляция между потреблением алюминия и увеличением числа случаев болезни Альцгеймера. Однако это неясно, потому что концентрация алюминия всегда увеличивается с возрастом. Повышенное потребление алюминия также может вызвать остеомаляцию (дефицит витамина D и кальция).  Гидроксид нерастворим в воде, поэтому остается только 0,05 ppm растворенного алюминия. Это ниже установленного Всемирной организацией здравоохранения (ВОЗ) предельного значения для питьевой воды, содержащего 0,2 промилле алюминия.
Гидроксид нерастворим в воде, поэтому остается только 0,05 ppm растворенного алюминия. Это ниже установленного Всемирной организацией здравоохранения (ВОЗ) предельного значения для питьевой воды, содержащего 0,2 промилле алюминия.Разблокировка сварки алюминия — Производительность сварки
Для достижения наилучшего соответствия цвета наиболее подходящим наполнителем для этого применения является сплав 5356.Существует несколько различных семейств алюминиевых сплавов, каждое из которых имеет свои особенности и области применения. Один из самых распространенных и универсальных — сплавы серии 6ххх.
Эти сплавы находят применение в самых разных областях, от самосвалов до тележек для напитков. В качестве технических консультантов инженеры AlcoTec Wire получают многочисленные звонки о сплавах серии 6xxx с вопросами о выборе наполнителя, предотвращении трещин и квалификации процедуры, и это лишь некоторые из них.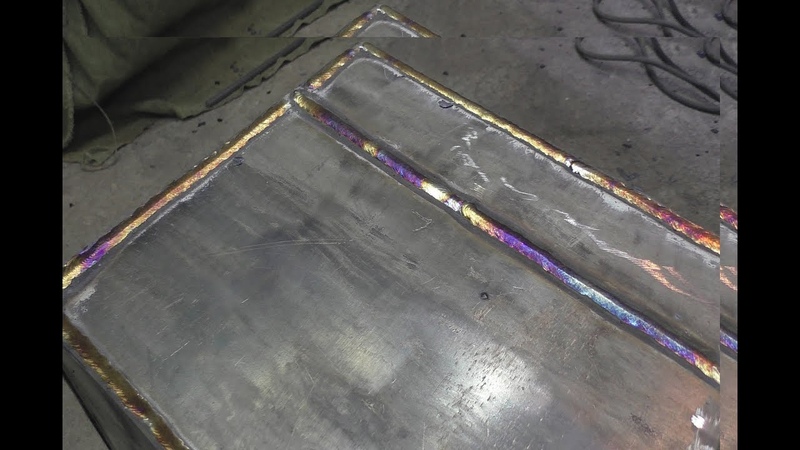 В этой статье рассматриваются некоторые ключевые темы, чтобы лучше объяснить, как успешно сваривать эти сплавы.
В этой статье рассматриваются некоторые ключевые темы, чтобы лучше объяснить, как успешно сваривать эти сплавы.
Выбор наполнителя для 6061-T6
При выборе алюминиевого присадочного сплава для данного основного сплава обычно существует несколько приемлемых вариантов. Например, 6061-T6 можно сваривать с четырьмя распространенными присадочными сплавами, а также с несколькими специальными сплавами.
Чтобы точно знать, какой присадочный сплав следует использовать для основного материала, требуется понимание области применения сварных компонентов, ожидаемых эксплуатационных характеристик и того, какие переменные, связанные с характеристиками сварного шва, являются наиболее важными.Присадочные сплавы для дуговой сварки алюминия оцениваются по следующим признакам:
- Легкость сварки — Это относительная свобода от растрескивания, связанного с химическим составом сварного шва.
- Прочность сварного соединения — В случае двух разных присадочных сплавов оба могут соответствовать пределу прочности на разрыв основного материала, но иметь существенно разные характеристики прочности на сдвиг.
- Пластичность — Учет того, следует ли использовать операции формовки во время изготовления, а также соображения при проектировании для обслуживания, если важны усталость и / или ударные нагрузки.
- Коррозионная стойкость — Учет некоторых условий окружающей среды, обычно основанный на воздействии пресной и соленой воды.
- Устойчивые температурные условия — Реакция некоторых присадочных сплавов при длительной повышенной температуре (выше 150 ° F).Это может способствовать преждевременному отказу компонентов из-за коррозионного растрескивания под напряжением.
- Соответствие цвета — Соответствие цвета основного сплава и присадочного сплава после анодирования может иметь большое значение в некоторых косметических применениях.
- Термическая обработка после сварки — Способность присадочного сплава реагировать на термическую обработку после сварки, связанную с химическим составом присадочного сплава и конструкцией соединения.
Следующие три примера демонстрируют сложность выбора присадочного сплава.
Ситуация 1: Сварка трубки 6061-T6 для наружного стола, который после сварки должен быть анодирован прозрачным слоем.
В этой ситуации необходим присадочный сплав, который обеспечит наилучшее соответствие цвета после анодирования.Для этого приложения лучшим вариантом будет использование 5356. Хотя присадочные сплавы 4043, 4047 или 4643 часто показаны как подходящие для этого основного материала, сварной шов может стать темно-серого цвета во время анодирования после сварки ( см. Рис. 1 ).
Ситуация 2: Использование кронштейна 6061-T6 в качестве сварной ручки для кастрюли, которая будет постоянно работать при температуре выше 150 ° F.
Присадочные сплавы, подходящие для эксплуатации при повышенных температурах, включают 5554, 4043 или 4047.Использование других сплавов серии 5xxx может привести к коррозионному растрескиванию под напряжением и преждевременному разрушению сварного компонента.
Ситуация 3: Использование 6061-T6 для изготовления каркаса, который будет подвергаться термообработке после сварки и искусственно состарен для восстановления прочности и возврата конструкции к состоянию -T6.
В этой заявке наиболее подходящим присадочным сплавом будет 4643. Это термообрабатываемый присадочный сплав, который будет реагировать на термическую обработку после сварки и обычно обеспечивает прочность сварного шва, сравнимую с прочностью основного материала.
Предотвращение трещин: алюминиевые сплавы 6ххх
На этих изображениях показаны два угловых шва с очень разными профилями валика. Причина этого горячего растрескивания — нежелательный профиль сварного шва из-за плохой техники сварки. Уменьшение толщины шва справа позволило напряжениям, возникающим во время сварки, разрушить сварной шов. Базовые сплавы 6ххх по своей природе очень склонны к растрескиванию. Это результат того, что химический состав очень близок к пику кривой чувствительности к трещинам затвердевания.Химический состав силицида магния (Mg2Si) сплавов 6xxx является основной причиной отсутствия присадочной проволоки в этом семействе сплавов.
Простая проверка этого может быть проведена путем автогенной сварки (без присадки) на 6061-T6 и наблюдения за проблемами растрескивания ( см. Рис. 2 ). Добавление присадочных сплавов обычно приводит к более приемлемому химическому составу. При использовании присадочного сплава 5xxx химический состав будет переполнен избыточным магнием. С другой стороны, использование присадочного сплава 4ххх приведет к избытку кремния в сварном шве.В любом случае химический состав сварного шва смещен с пика кривой чувствительности к трещинам.
Другая ситуация с растрескиванием, которая иногда встречается, является следствием контура валика. Угловые швы с вогнутыми поверхностями могут вызвать растрескивание горловины. Это растрескивание приводит к тому, что сварной шов не может выдерживать термическое напряжение, возникающее во время процесса дуговой сварки ( см. Рис. 3, ).
Квалификация процедуры GMAW: 6061-T6
Есть две распространенные проблемы, с которыми сварщики сталкиваются при аттестации процедур сварки сплавов серии 6xxx по стандарту AWS D1.2 Правила сварки конструкций — Алюминий. Первый из них — это когда образцы на изгиб проходят, а образцы на растяжение не выдерживают. Второй — когда образцы на растяжение проходят, а образцы на изгиб не выдерживают. Один тип прохождения испытаний, а другой — неудачный, указывает на то, что несплошность сварного шва (например, отсутствие плавления или пористость) не может быть источником разрушения.
Подвод тепла при дуговой сварке вызывает разупрочнение основного металла 6ххх. Нередко бывает, что сварочная процедура приводит к чрезмерному нагреву 6ххх.Когда это происходит, изгибы обычно проходят, в то время как образцы на растяжение не соответствуют требованиям к прочности стандарта D1.2. Еще одним признаком того, что перегрев является источником разрушения сварного шва, является обнаружение трещин при растяжении в зоне термического влияния рядом со сварным швом, а не в самом металле шва с наличием несплошностей.
Есть несколько методов предохранения сварного соединения от перегрева. Прежде всего, важно соблюдать требования нормативов к температуре предварительного нагрева и промежуточного прохода.Для этого типа материала максимальная температура предварительного нагрева и промежуточного прохода составляет 250 ° F. Тщательный контроль помогает предотвратить перегрев сварного шва. В случае этих значений для достижения оптимальных результатов лучше всего полностью избегать предварительного нагрева и поддерживать температуру между проходами значительно ниже максимально допустимой.
Есть несколько других процедурных методов сварки, которые также могут помочь снизить вероятность перегрева сварной сборки. Например, увеличение скорости движения может значительно снизить общее тепловложение.Другой вариант — использовать технологию импульсного GMAW [MIG] или модифицированный процесс импульсного распыления, такой как процесс SuperPulse от ESAB, который также может контролировать подвод тепла. Это все методы, которые можно использовать для предотвращения значительного снижения прочности сварного шва из-за перегрева.
В случае сварного шва, не прошедшего испытания на изгиб и прошедшего испытания на растяжение, может возникнуть проблема с процедурой испытания. В том случае, если в образцах изломанного изгиба нет видимых разрывов, важно вернуться и просмотреть параметры испытаний, перечисленные в коде.Для проверки сварных швов алюминия рекомендуется универсальный тестер на изгиб. Из-за того, как алюминий передает напряжения, испытания на изгиб плунжерного типа могут быть проблематичными.
Стружка при сварке 5356
Обычная проволока 5xxx имеет заслуженную репутацию из-за образования стружки из алюминиевой проволоки, которая накапливается на приводных роликах, гильзе и контактном наконечнике. По мере того, как стружка накапливается, она ухудшает производительность подачи, вызывает чрезмерный износ расходных материалов, вызывает более частые ожоги и увеличивает потребность в регулярном обслуживании.
Что еще хуже, проблема образует порочный круг: когда частицы алюминия отслаиваются и проникают в гильзу пистолета, они забивают проволоку и образуют больше стружки. Избыточное натяжение приводных роликов приводит к образованию стружки, как и задиры между проволокой.
Параллельное сравнение стандартной проволоки 5xxx (слева) и проволоки AlcoTec NT (справа) ясно показывает разницу в качестве поверхности.Для решения этой проблемы в процессе волочения проволоки AlcoTec NT используется запатентованная производственная технология, позволяющая исключить микротонкие частицы и поверхностное истирание, возникающие во время волочения проволоки ( см. Рисунок 4 ).Эта новая технология сводит к минимуму или устраняет проблему бритья, тем самым значительно улучшая подачу проволоки и стабильность дуги, чтобы получить чистую высококачественную алюминиевую сварочную проволоку, которая значительно уменьшит забивание гильз горелки. Это приводит к меньшему износу контактных наконечников и вкладышей, которые не нужно менять так часто из-за стружки проволоки.
Помимо снижения затрат на замену контактного наконечника и гильзы, проволока NT также сокращает время простоя, в конечном итоге продлевая срок службы сварочной горелки и увеличивая производительность.
Очевидно, что при сварке различных семейств алюминиевых сплавов необходимо учитывать множество факторов. Поскольку у каждого производителя или изготовителя есть особые потребности для различных приложений, полезно знать, что существует множество ресурсов для решения вопросов, связанных, в частности, с выбором наполнителя, предотвращением трещин и квалификацией процедуры.