Сварка нержавеющей стали полуавтоматом — Страница 44 — Полуавтоматическая сварка — MIG/MAG
#861 selco
Отправлено 27 February 2019 15:35
Давай фоток дождёмся. А потом порассуждаем.
Сергей , фоток долго ждать а может их и не будет вовсе и по сему я сегодня эксперимент (делать нечего пока ) провел в общем много писать нечего и может с проволокой 08 или 06 получше будет но не на много . Не любит расплавленная проволочка из нерж отделятся в ванну и усе норовит собраться в шарик поболе диаметра самой проволоки и потом только в ванну . С импульсом проше, но не тот импульс на малых токах и может есть спец у Фрони и т.д., надо чтобы он почаще лупил да помощнее с очень коротким временем вот тогды может что стоящее и выйдет.
И так нерж -1мм не магнитится и скорее 304
Проволочка 308 1мм
Смесь 98\2 , прикупил я тут штуковину и хороша
Ну и остальное в видео , импульс и простой режим ,,, в импульсе лучше , про простой можно забыть.
Нет TIGа — дальше что делать?
Придется что то прикупить или в помощь аргонщика и их сейчас в Москве …… да и МО тоже
P.S. конечно с 1.2-1.5 мм листом лучше будет, но косяки будут такие же как на 1мм ,,,, 2мм лист уже не серьезно по сварке может быть все хорошо но вот сколь будет весить сей глушитель?
Сообщение отредактировал selco: 27 February 2019 15:49
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#862 Vanguard
Отправлено 27 February 2019 19:00
selco,пробовал нерж сваривать форсажиком, проволочкой 1мм, импульсов у него нет, но получалось очень даже не плохо, но на толщине листа 4мм. .. Варить консервы мне в голову не приходило, у меня тиг есть.
.. Варить консервы мне в голову не приходило, у меня тиг есть.
Крылья-ноги..Главное хвост!
- Наверх
- Вставить ник
#863 madewishes
Отправлено 27 February 2019 19:52
Гнул а когда то на дорновом 76 или больше, не помню уже. Ну, во первых — ченрнягу, во вторых стенка 3,5, если не больше. И радиус большой был. Что то сильно сомневаюсь я, что со стенкой полтора нормально погнётся. Как минимум, морщить с внутренней стороны будет. Чем вся эта пляска, проще отвод приварить.
Хотя, вроде гнут http://www.real-stee…ornovaya_gibka/
Приветствую! Сергей, вот пример работы, Труба 1.5мм, 51мм внешний размер, трубогиб с дорном.
Прикрепленные изображения
- Наверх
- Вставить ник
#864 SergDemin
Отправлено 27 February 2019 20:44
madewishes, хорошие трубогибы пошли. Аккуратно гнёт!
- Наверх
- Вставить ник
#865 G_Kar
Отправлено 27 February 2019 20:52
madewishes, а позиционер у вас есть, чтобы углы вымирять или это все измирительным инструментом? И модель станка подскажите. Просто изучаю сейчас вопрос по трубогибам.
Просто изучаю сейчас вопрос по трубогибам.
Мои работы в инстаграм: @MOV_engineering
Тел./Вацап.:+7-999-62O-1O-3O
- Наверх
- Вставить ник
#866 madewishes
Отправлено 27 February 2019 21:00
madewishes, а позиционер у вас есть, чтобы углы вымирять или это все измирительным инструментом? И модель станка подскажите. Просто изучаю сейчас вопрос по трубогибам.
Заказывал гибы на «стороне», подгонка, сборка уже моя. Могу контакты ребят дать.
- Наверх
- Вставить ник
#867 selco
Отправлено 27 February 2019 21:07
Заказывал гибы на «стороне», подгонка, сборка уже моя.

Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#868 SergDemin
Отправлено 28 February 2019 10:53
selco, Нельзя в углекислоте, прогорит! Вона ка можно, и ничего, прокатило . http://websvarka.ru/…hat-5/?p=370749
- Наверх
- Вставить ник
#869 amotor13
Отправлено
SergDemin,
Не, Сергей и я все же за ТИГ и только он да и не варят даже капиталисты глушители и коллектора из нерж ПА нет качества и по сему и смысла тратится на нерж нет.

Сгниет быстро из под ПА такая тонкая нерж на глушителе , из под ТИГ то и там если накосячить будут проблемы.
Вот не нашел видео кое хотел , коллектора из тонкостенной нерж да еще на форсированных моторах нагреваются до красна и их обматывают и раньше думал от температуры спасение подкапотного пространства и это тоже так , но главная цель жаропрочной обмотки в том чтобы к раскаленным трубам не поддирался воздух , и если он будет добираться то такой коллектор и года д.не проходит прогорит прогниет и т. д.

Слова,слова…..
А вам не приходило в голову-как работает обычный выпускной клапан?Там и температуры присутствуют и нагрузки ударные….По вашей теории он должен разлететься в труху после года работы.Покатался год на машине-меняй клапана.Коллектора на форсированных режимах нагреваются до красна,есть такое дело,но сколько в таком режиме протянет сам мотор???????????????????????????????Вот вам ответ от Хрулева,если моего авторитета недостаточно.
Задира
Заголовок сообщения: Re: Из какой нержи сделать выхлоп?
Добавлено: 09 мар 2013, 23:33
Старший мастер
Зарегистрирован: 30 июн 2012, 17:53
Сообщения: 231
Откуда: Рига
AISI304 не поплохеет от большой температуры выхлопа? А то вчера вычитал у печников, что дымоходы из 304 держат до 450*C и кратковременно до 750*C. А в нашем случае планируется не только глушитель, а «от и до», весь выхлоп от турбины и до конца. Возможно и сам паук.
Вернуться к началу
AB-Engine
Заголовок сообщения: Re: Из какой нержи сделать выхлоп?
Добавлено: 10 мар 2013, 23:50 Гуру
Зарегистрирован: 01 июн 2004, 20:45
Сообщения: 16585
Для печи и для выхлопа — это разные задачи . Печная труба из нержавейки сгорит вместе с домиком, если там полыхнет сажа, а выхлоп не успеет — мотор обычно раньше кончается .
Печная труба из нержавейки сгорит вместе с домиком, если там полыхнет сажа, а выхлоп не успеет — мотор обычно раньше кончается .
_________________
С уважением,
персонал Моторного центра
АБ-Инжиниринг.
Теплоизолируют коллектора,чтобы защитить подкапотное пространство,и чтобы быстрее нагревался(катализатор кстати,ничем не обмотан).Дело в том,что в катализаторе реакция преобразования СО в СО2 и NOx N2 работает при высоких температурах.600-700 градусов.По методике замера Евро3 газоанализатор втыкается сразу после пуска двигателя,а не через три минуты,как в Евро2 Поэтому и коллектор стали делать из стали-у нее тепловая инерционнность меньше,чем у чугуна.Катализатор придвинули ближе к головке-получился катоколлектор.
Это не работает,сгниет через год-два,так нельзя,хром выгорает(а на аргоне?)….Ребята,я за год штук двадцать выхлопных систем варю,из обычной черняги.По вашей логике-они должны рассыпаться на глазах.Однако работают,по нескольку лет,если сталь хорошая и лет пять выхаживают.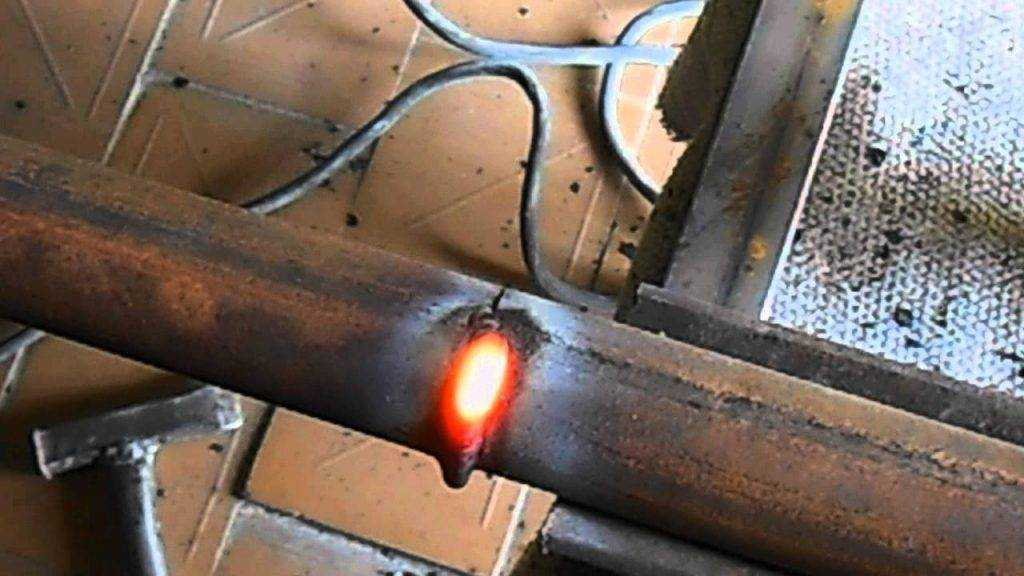 Сколько проходит выпуск из полуторной нержавейки,пусть и сваренной не так красиво как Аргоном?
Сколько проходит выпуск из полуторной нержавейки,пусть и сваренной не так красиво как Аргоном?
Я когда сам печку клал,выбирал материал дымохода.Четыреста страниц баталий и срача на форумхаусе.А тема-ниочем.Эта сталь стоит столь-ко то,простоит столько-то.Эта стоит на 30 процентов дороже,выхаживает в два раза больше.Взял калькулятор и посчитал соотношение цена-качество.Все.
Фотографии выложу-с описанием.
- Наверх
- Вставить ник
#870 Kurt1
Отправлено 28 February 2019 11:19
amotor13, одно не пойму, чего тогда заморачиваться с выхлопом из нержи, если сталь хораша??? Главное что получаем результат и он устраивает хоть электродом ОК46 и будет стоять и в некоторых случаях не один год. Движки некоторые перебираю тоже в голову всякую хрень не берут (замер поршень цилиндр и совпадение допусков) что купили то и поставили и движки ходят не один год. Так что мое мнение — варите чем есть и как нравиться, главное что бы был результат и нравилась проделанная работа. Стремление к результату а результативная планка у всех разная…
Так что мое мнение — варите чем есть и как нравиться, главное что бы был результат и нравилась проделанная работа. Стремление к результату а результативная планка у всех разная…
- Наверх
- Вставить ник
#871 SergDemin
Отправлено 28 February 2019 11:31
Фотографии выложу-с описанием.
Ждём.
Единственный момент, который я упустил, по поводу Циклона. У него постгаза нет. Я то на своём питоне сделал регулируемый, проблем со сваркой перекрывающимися точками не было. Если пузыри будут лезть, этот момент учтите. Полторашку может и сплошным получится. На кошках потренируйтесь чуток, нержа в работе от черняги довольно сильно отличается.
Сколько проходит выпуск из полуторной нержавейки,пусть и сваренной не так красиво как Аргоном?
Я уже говорил, если из 304 — машину точно переживёт. Только не перегревайте, следите, чтобы пузыри (ежи) не лезли.
Только не перегревайте, следите, чтобы пузыри (ежи) не лезли.
дымоходы из 304 держат до 450*C и кратковременно до 750*C.
Хрень полная. http://metallichecki…ov/stn/08X18h20
Она до 600 жаропрочная, то есть способна нести полную нагрузку. При 600 она ещё не не обгорает, на ней только побежалость появляется. А без нагрузки она и до 800 спокойно используется.
- Наверх
- Вставить ник
#872 amotor13
Отправлено 28 February 2019 11:34
Ждём.
Единственный момент, который я упустил, по поводу Циклона. У него постгаза нет.
Я уже говорил, если из 304 — машину точно переживёт. Только не перегревайте, следите, чтобы пузыри (ежи) не лезли.
Хрень полная. http://metallichecki…ov/stn/08X18h20
Она до 600 жаропрочная, то есть способна нести полную нагрузку. При 600 она ещё не не обгорает, на ней только побежалость появляется. А без нагрузки она и до 800 спокойно используется.
 Я то на своём питоне сделал регулируемый, проблем со сваркой перекрывающимися точками не было. Если пузыри будут лезть, этот момент учтите. Полторашку может и сплошным получится. На кошках потренируйтесь чуток, нержа в работе от черняги довольно сильно отличается.
Я то на своём питоне сделал регулируемый, проблем со сваркой перекрывающимися точками не было. Если пузыри будут лезть, этот момент учтите. Полторашку может и сплошным получится. На кошках потренируйтесь чуток, нержа в работе от черняги довольно сильно отличается. ОК.
Кому интересно как работает двигатель,чтобы в будующем грамотные вещи писать-вот сайт ms-motorservice
Имеются тех беллютени по повреждениям деталей.Используются экспертами для проведения экспертиз.
А вот глава отдела гарантии компании втирает как круто все делает концерн KS(часть концерна Рейнметалл)
- Наверх
- Вставить ник
#873 selco
Отправлено 28 February 2019 20:56
Вона ка можно, и ничего, прокатило
Сергей , когда м не было лет 15 и у дружка моего отец дальнобойщиком работал и конечно не на Мерсе а наш советский МАЗ 500 и когда оставлял у дома то иногда нам разрешал в кабине посидеть , да ладно дело не в кабине , а в том что у него на этом МаЗе половина крепежа была на проволочках да и в фуре моток проволоки на всекий случай валялся , а он мотался по союзу и выходит — прокатывало и как говорится каждому свое пусть делает в СО 2 я уже все по сему сказал и даже показал.
Теплоизолируют коллектора,чтобы защитить подкапотное пространство,и чтобы быстрее нагревался(катализатор кстати,ничем не обмотан).Дело в том,что в катализаторе реакция преобразования СО в СО2 и NOx N2 работает при высоких температурах.600-700 градусов.По методике замера Евро3 газоанализатор втыкается сразу после пуска двигателя,а не через три минуты,как в Евро2 Поэтому и коллектор стали делать из стали-у нее тепловая инерционнность меньше,чем у чугуна.Катализатор придвинули ближе к головке-получился катоколлектор.
Может и в этом есть доля «правды» но обмотка тут не причем и в Евро3 катализатор на 5сек не прогреется .
Скрытый текст
Это не работает,сгниет через год-два,так нельзя,хром выгорает(а на аргоне?)….Ребята,я за год штук двадцать выхлопных систем варю,из обычной черняги.
 По вашей логике-они должны рассыпаться на глазах.Однако работают,по нескольку лет,если сталь хорошая и лет пять выхаживают.Сколько проходит выпуск из полуторной нержавейки,пусть и сваренной не так красиво как Аргоном?
По вашей логике-они должны рассыпаться на глазах.Однако работают,по нескольку лет,если сталь хорошая и лет пять выхаживают.Сколько проходит выпуск из полуторной нержавейки,пусть и сваренной не так красиво как Аргоном?
Работает , есть пословица «меньше народу — больше кислороду»,,, так вот с коллектором обернутым с точностью наоборот «меньше кислороду- дольше жить».
Скрытый текст
Ну и делайте как знаете , и не забудьте показать что вышло .
Сообщение отредактировал selco: 28 February 2019 21:00
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#874 Etalon
Отправлено 17 April 2019 18:28
Можно ли варить 201ю нержавейку в миксе 80/20, 85/15?
Сообщение отредактировал Etalon: 17 April 2019 18:29
- Наверх
- Вставить ник
#875 SergDemin
Отправлено 17 April 2019 19:00
Можно ли варить 201ю нержавейку в миксе 80/20, 85/15?
По хорошему её вообще лучше не варить. Это марганцовистая нержавейка 12Х15Г9Н. Если уж варить, то по фигу в чём, хоть в углекислоте. Из неё всё равно ничего путнее не делают.
Это марганцовистая нержавейка 12Х15Г9Н. Если уж варить, то по фигу в чём, хоть в углекислоте. Из неё всё равно ничего путнее не делают.
- Наверх
- Вставить ник
#876 Etalon
Отправлено 17 April 2019 19:06
По хорошему её вообще лучше не варить. Это марганцовистая нержавейка 12Х15Г9Н. Если уж варить, то по фигу в чём, хоть в углекислоте. Из неё всё равно ничего путнее не делают.
Чем плохая кроме низкой сопротивляемости коррозии в местах сварки и не работает в агрессивных средах?
Ну и вопрос скорее не только про 201ю, просто сейчас в работе 201я. Насколько критично использование микса для чернухи и для сварки нержи?
Кстати да, и варится она отвратительно
Сообщение отредактировал Etalon: 17 April 2019 19:07
- Наверх
- Вставить ник
#877 SergDemin
Отправлено 17 April 2019 19:23
Etalon, только науглероживанием, больше ничем. Но, весьма незначительным. И если это не под злобную химию и нет жёстких требований по стойкости к МКК, можно не заморачиваться. Я много чего варил в углекислоте. Правда 304 и 321, проволока 06Х19Н9Т. Под воду, декоративное. Ничего не отвалилось и не заржавело.
Но, весьма незначительным. И если это не под злобную химию и нет жёстких требований по стойкости к МКК, можно не заморачиваться. Я много чего варил в углекислоте. Правда 304 и 321, проволока 06Х19Н9Т. Под воду, декоративное. Ничего не отвалилось и не заржавело.
Чем плохая кроме низкой сопротивляемости коррозии в местах сварки и не работает в агрессивных средах?
Хоть вроде и аустенитка, а швы хрупкие получаются. Попробуйте шов на ней и на 304 сломать. Без присадки , своим телом. Ну и варится гадко, склонность к образованию пор. Пару раз случайно подворачивалась, я уже потом понял, что это 201 была.
- Наверх
- Вставить ник
#878 amotor13
Отправлено 09 May 2019 17:49
Добрый день!Во время сварки серьезно заболел,давно со мной такого не было. …Соответственно за время болезни накопилось много работы,потом начался сезон.Все некогда и некогда.Сегодня на работе ПХД,уборка,мелочевка.Времени много поэтому выполняю свое обещание-выложить фотографии.
Еще были фотки на машине,но куда-то делись.Заедет-сфотографирую.Замечания-отверстия вырезал электросваркой,потом дошлифовывал сточенным кругом.Пробовал лобзиком-пилка очень туго идет,да еще на малом радиусе.Специальные твердосплавные пилки покупать не стал-экономически нецелесообразно.Металл 304,толщина 1.5.Задний выход сделал одинарный-на звуке никак не отразилось.Самый неприятный момент-зажигание дуги-продолжение шва.Плевок-и иногда получается некрасиво.Тяжело выставлять ток.Аппарат с клавишным переключением,рабочии позиции 1-2.регулировка плюс минус километр.То на первой нормально,то на вторую приходится переключаться.Тут бы конечно электроника не помешала.Металл полторашку ведет-в идеале внутренние перегородки надо варить контактной сваркой.
Если отжать только время затраченное на работу(без обзвона фирм по телефону и катания за материалом)ушло где-то дней 5(с переделкой подвеса глушителя)Нержавейки ушло на 18 тысяч,трубогиб понадобился один раз-обойти мост 1000р.Моя работа 30000.Как то так.
- Наверх
- Вставить ник
#879 БекасЧе
Отправлено 22 May 2019 22:58
У кого нибудь получались цветные швы по нерже, простым дешёвым П/А в смеси?
- Наверх
- Вставить ник
#880 Учусь
Отправлено 23 May 2019 06:53
БекасЧе, Да, ссылка
На двойке я не знаю, получатся ли цветные швы. НА фотках тройка, на стыковом соединении у меня золото не выходило, фиолет в лучшем случае. От проволоки еще цвет зависит, нержавеющая дека — уг, мне в работе понравилась от кастолин. Для 3-5мм я бы выбирал 0,8, хотя для 3-ки неплохо бы зашла 0,6. Еще нюанс, канал исключительно тефлон/углетефлон. Напряжение минимально возможное, больше на 0,3в светлого шва вы не увидите. Подача в районе 9,5-12м. Горелку я бы рекомендовал 3м, даже с тефлоном и даже с 4 роликами.
НА фотках тройка, на стыковом соединении у меня золото не выходило, фиолет в лучшем случае. От проволоки еще цвет зависит, нержавеющая дека — уг, мне в работе понравилась от кастолин. Для 3-5мм я бы выбирал 0,8, хотя для 3-ки неплохо бы зашла 0,6. Еще нюанс, канал исключительно тефлон/углетефлон. Напряжение минимально возможное, больше на 0,3в светлого шва вы не увидите. Подача в районе 9,5-12м. Горелку я бы рекомендовал 3м, даже с тефлоном и даже с 4 роликами.
Возможно если ламинарности потока из сопла добиться то цвет будет ещё лучше.
- Наверх
- Вставить ник
Ремонт глушителя | Всё о Nissan Cefiro • Maxima • Teana
Maximus-V
Цефирядник
- #1
Вчера свою Maximу загнал на сервис для замены всех жидкостей, пыльников и тросов ручника. Прихожу вечером, смотрю уже доделывают развал-схождение, ну думаю ещё минут 20 и поеду пошарахаюсь по городу в поисках приключений. Вдруг обращаю внимание, что-то глушитель стоит не ровно, подзываю мастера и тыкаю носом, на что мне задается вопрос: «А раньше он у тебя стучал?». Я отвечаю, нет мол, все было в шоколаде, а про себя думаю, вот и приключение меня нашло. Ну короче, при смене тросов ручника, сгнившее соединение «Глушитель-Труба резонатора» разлетелось.
Прихожу вечером, смотрю уже доделывают развал-схождение, ну думаю ещё минут 20 и поеду пошарахаюсь по городу в поисках приключений. Вдруг обращаю внимание, что-то глушитель стоит не ровно, подзываю мастера и тыкаю носом, на что мне задается вопрос: «А раньше он у тебя стучал?». Я отвечаю, нет мол, все было в шоколаде, а про себя думаю, вот и приключение меня нашло. Ну короче, при смене тросов ручника, сгнившее соединение «Глушитель-Труба резонатора» разлетелось.
Суть вопроса, как выйти из этой ситуации, отдельно фланцы не продаются, а менять и глушитель, и резонатор накладно.
У кого-нибудь такое случалось?
Развернуть подпись
Все люди хотят жить долго, но никто не хочет быть старым.
Димка
Цефирядник
-
 05.2005″ data-time-string=»11:32″ title=»05.05.2005 в 11:32″ itemprop=»datePublished»>05.05.2005
05.2005″ data-time-string=»11:32″ title=»05.05.2005 в 11:32″ itemprop=»datePublished»>05.05.2005
- #2
ремонт глушителей, я делал примерно тоже самое обошлось в районе 2000 руб
Развернуть подпись
жизнь богаче планов.
Maximus-V
Цефирядник
- #3
Димка сказал(а):
ремонт глушителей, я делал примерно тоже самое обошлось в районе 2000 руб
Нажмите, чтобы раскрыть.
 ..
..А поконкретнее, если можно, вваривал новые фланцы или как?
Развернуть подпись
Все люди хотят жить долго, но никто не хочет быть старым.
Димка
Цефирядник
- #4
приезжаешь к людям которые работают в сервисе где ремонтируют глушители и говоришь людям что тебя беспокоит. Они предлагают разные варианты, выбираешь и делаешь. , а по поводу где, ищи там где ближе
Развернуть подпись
жизнь богаче планов.
Rotf
Цефирядник
- #5
У меня была такая же беда на А32. Глушитель заменил (он и так был «дохлый»), а на резонатор делал новый фланец. Работа не очень сложная и не очень денежная.
Развернуть подпись
Maxima QX 2.0 АКПП 1997
Maxima QX 2.0 МКПП 2000
Рекомендации
Евгений_Кс
Цефирядник
-
 09.2005″ data-time-string=»11:54″ title=»29.09.2005 в 11:54″ itemprop=»datePublished»>29.09.2005
09.2005″ data-time-string=»11:54″ title=»29.09.2005 в 11:54″ itemprop=»datePublished»>29.09.2005
- #6
У меня такая же точно проблема.
Глушитель (имеющий на конце короткий отрезок трубы, заканчивающийся приваренным к нему фланцем) соединяется с резонаторной трубой (как я понял, так называется идущая под днищем труба) через такой же фланец. У меня прогорело/прогнило соединение трубы глушителя с фланцем. А фланец резонаторной трубы держится крепко. Мне приварили сейчас фланец, но сказали, что пора искать глушитель, так как вся труба глушителя с фланцем прогорела-истончилась.
ЭКСКУРС В ИСТОРИЮ. Когда вскоре после покупки в 93 году моей первой машины (Тойота –Кариб 82 года) я обнаружил среди прочих проблем прогоревший глушитель, умельцы посоветовали не парить голову и поставить глушитель от 41 Москвича. Что я и сделал. Причем без сварки. Диаметр трубы глушителя Москвича, конечно, не совпадал с диаметром резонаторной трубы Кариба (был больше). Я сделал ножовкой разрезы в трубе глушителя параллельно ее оси, слегка раздвинул образовавшиеся лепестки, надвинул эти лепестки на резонаторную трубу и обжал-стянул все это сверху хомутом. Проездил два года без проблем и потом продал машину. ОКОНЧАНИЕ ЭКСКУРСА.
Я сделал ножовкой разрезы в трубе глушителя параллельно ее оси, слегка раздвинул образовавшиеся лепестки, надвинул эти лепестки на резонаторную трубу и обжал-стянул все это сверху хомутом. Проездил два года без проблем и потом продал машину. ОКОНЧАНИЕ ЭКСКУРСА.
Так вот, я думаю, может, сделать так: срезать оба фланца и соединить трубы широким хомутом?
Bell
Цефирядник
- #7
Димка сказал(а):
приезжаешь к людям которые работают в сервисе где ремонтируют глушители и говоришь людям что тебя беспокоит.
Нажмите, чтобы раскрыть…
 Они предлагают разные варианты, выбираешь и делаешь. , а по поводу где, ищи там где ближе
Они предлагают разные варианты, выбираешь и делаешь. , а по поводу где, ищи там где ближеВ сервисах цену ломят. Себе ремонтировал глушак по наводке на какого то дядю Васю, сварщика со стажем 15 лет. Подозрения рассеялись, когда увидел как он работает. Наварка в 2-х местах глушака обошлась в 200р. (ха-ха). А в сервисах работают как правило люди молодые и неопытные. Повторяю: КАК ПРАВИЛО; уникумы тоже встречаются…
Развернуть подпись
A32, VQ20DE, A/T, 97 г.в., послерестайлинг
Djin
Пока больше читатель
- #8
Димка сказал(а):
приезжаешь к людям которые работают в сервисе где ремонтируют глушители и говоришь людям что тебя беспокоит.
Нажмите, чтобы раскрыть…
 Они предлагают разные варианты, выбираешь и делаешь. , а по поводу где, ищи там где ближе
Они предлагают разные варианты, выбираешь и делаешь. , а по поводу где, ищи там где ближеЯ глушак на своем ставил в салоне CityGlush, обслуга класс!И посоветуют что надо и и качественно работу свою выполняют.Не нарадуюсь и вам советую!!!!Их сайт:www.CityGlush.ru тут их контакты.
Jivchic
Цефирянин
- #9
Нужно заварить глушитель (место в котором соединятся трубка от «бочки» и остальной системой), сварка отошла по кругу. ..
..
вопрос, мне тут сказали что на машине нельзя варить электросваркой… а то статикой может убить комп, это правда? говорят только газом можно…
так то можно снять его и заварить, но т.к. все по кругу отвалилось нада хоть закрепить (наметить) парочкой точек сварки… а тут вот эта легенда возникла, как совет
DIMAN
Цефирёнок
- #10
мне в своё время глушак именно эл.сваркой варили и сколько я помню отключали клеммы от АКБ.может и заземляли даже ХЗ(уже не помню)-всё нормально было
Развернуть подпись
была:Cefiro A32,97г,АТ 2л
есть: Тойота-Карина 2000г
ТАХ
Заслуженный Цефировод
-
 05.2011″ data-time-string=»12:24″ title=»25.05.2011 в 12:24″ itemprop=»datePublished»>25.05.2011
05.2011″ data-time-string=»12:24″ title=»25.05.2011 в 12:24″ itemprop=»datePublished»>25.05.2011
- #11
Jivchic сказал(а):
…мне тут сказали что на машине нельзя варить электросваркой… а то статикой может убить комп, это правда? ..
Нажмите, чтобы раскрыть…
да правда и генератор тоже может убить, ток идет по наименьшему сопротивлению, так вот если контакт массы будет как можно ближе к месту сварки и будет хорошим, то вполне всё пройдет нормально, но гарантию, тебе ни кто не даст, ещё зависит от самого сварочного аппарата многое. полуавтоматом варят, но так же без всякой гарантии, если сварщик опытный, решать тебе самому.
Прогорела гофра
Реклама
LAVR
Цефирёнок
-
 2.0GE 4WD),Ipsum 2.0
2.0GE 4WD),Ipsum 2.0
Первый Nissan. Cefiro A32 2.5 AT 95′ILLIDIAN
Цефирядник
- #13
то на машине нельзя варить электросваркой.
Нажмите, чтобы раскрыть…
Cам недавно делал с отцом, так как на даче не было подъемника или ямы, то основную часть решили не снимать, а варить непосредственно на машине, электросваркой, для удобства, в середине сними рамку ограничивающую и открути один болт, чтобы основная часть спустилась вниз, только клемы с акума сняли и все.
.. я старый фланец, снял, диаметр отверстия напильником увелил, чтобы нормально на трубу одевался и прихватили по кругу, потом азбестовой ниткой в соединении проматали и закрутили…Развернуть подпись
Наши машины как робот Walli, едут, едут, сломались, доехали до разборки, поменяли деталь и дальше едут =)
Mitya87
Цефирёнок
- #14
Добрый день!
Возникла необходимомть поменять банку глушителя на максиме A33,Vq30.
Подскажите, пожалуйста, можно ли ее поставить от цефиры A33 Vq20 или Vq25?CrOm
Цефирядник
-
 12.2011″ data-time-string=»10:18″ title=»19.12.2011 в 10:18″ itemprop=»datePublished»>19.12.2011
12.2011″ data-time-string=»10:18″ title=»19.12.2011 в 10:18″ itemprop=»datePublished»>19.12.2011
- #15
от точно такаяже проболема. прогорело это соединение. причем со стороны глушителя сама труба отвалилась от фланца.
есть идея отрезать это соединение и на его место поставить гофру глушителяЯков Гуськов
Цефирянин
- #16
мне это злощастное место, где крепеж банки с основной системой нахрен отрезали (там уже ппц гниль, которую переваривать нет смысла) и вварили новый кусок трубы, как влитую.
терь ничо не беспокоит наконец и на долгоРазвернуть подпись
о 448 уе/18rus продан
Mitya87
Цефирёнок
- #17
И все же, господа, что будет, если на максиму 3-ку поставить банку глушителя от цефиры 2 или 2,5 (машина 33 кузов)?
Ремонт глушителя рено сандеро — Авто Брянск
Звон глушителя — это одна из болячек наших авто (по крайней мере с двигателями 82 л.с.). Решений на драйве много, установка демпфирующего груза, жгуты, проволока, замена резиновых бубликов, в ход идут все средства (смыл всех этих доработок, либо «натянуть» глушитель, чтобы меньше болтался, либо утяжелить грузом, который загасит колебания), но машина на гарантии, поэтому решил сделать у официалов, вот что получилось…
Производители наконец то услышали мольбы пользователей и сделали дополнительный кронштейн !Тем самым увеличили число опор глушителя до трех.
Поэтому думаю пора прекращать колхозить )) и начинать устранять проблему у ОД.Заранее извиняюсь, сделал фотографии, как мог. Присутствовать в зоне ремонта можно, но фотографировать особо нельзя. Еще скажу, что мастер впервые ставит рем. комплект с дополнительным кронштейном и здесь возникли некоторые затруднения с его креплением. Крепится кронштейн кверху подрамника, оказывается там уже есть три отверстия, в которые вставляются специальные закладные гайки, ни чего не сверлиться, все делается штатно, смотрите фотки )
Со временем крепления глушителя ржавеют и гниют, после чего просто отваливаются.
Ремонт осуществляется
заменой одной из 3х частей глушителя, где отвалилось крепление или
привариванием нового, обычно самодельного крепления, что не очень надежно.Я же поискав немного в интернете нашёл интересное крепление, с резинкой в комплекте.
Добрейшего времени суток, мною крепко уважаемые друзья и читатели ! Текста много и в двух словах о решённой проблеме моего автомобиля рассказать не умею… Прошу меня понять и простить( писатель — начинающий:)
Ни для кого не секрет, что с каждым годом качество выпускаемых автомобилей стремительно падает и у новых автомобилей появляется всё больше «болезней». Автомобиль Renault Sandero Stepway 2 не исключение, тем не менее многие его болезни можно вылечить кардинально,например; через год после приобретения своего авто, обнаружил трещину возле сварочного шва резонатора глушителя
у меня на глушителе авто была трещина, а у нескольких владельцев Renault SS 2 с нашего сайта ; попросту отвалился глушитель по дороге и это на почти новых автомобилях…
Конструкторский просчёт инженеров компании Renault ( цельно сваренный глушитель автомобиля без всяких переходников и муфт и гофр) ? Не думаю… Всё гораздо проще, металл из которого сделан глушитель больше напоминает толщиной консервную банку:)))
Впрочем всё по порядку; мой родной брат ездит на Renault Sandero 2009 года выпуска, глушитель автомобиля этого типа( сделан почти аналогично ), однако у него за 9 лет практически ежедневной эксплуатации такая проблема проявила себя не через год и даже не через два, а через 9 лет!
Что весьма неплохо для резонатора глушителя, оно и понятно, автомобиль румынской сборки в отличии от моего! На днях, брат подобрал и приобрёл другой резонатор ( из нержавейки ) и мы с ним поменяли резонатор на его авто( он болгаркой вырезал, а я быстренько приварил),резонатор глушителя оказался внутри пустой( совершенно пустая банка) причём банка оригинальная
( выбитая надпись Renault и даже артикул на банке присутствует) !Вот, не было печали ; подумал я и попёрся на следующий день покупать себе другой резонатор:)))
Во первых, мне надоело думать, когда резонатор моего авто в очередной раз лопнет по сварочному соединению или того хуже, отвалиться, да ещё и в дальней дороге! Во вторых, мне очень стало интересно заглянуть в резонатор глушителя моего Sanderika, тем более уже год как задумывался о замене ! «Пораскинув мозгами», пришёл к выводу, что надо брать металлическую гофру( 10 см длиной) иначе не факт, что со временем не лопнет сварочный шов на новом резонаторе… Почему бы «не присобачить» резонатор на присоединительные муфты, тогда и гофра не нужна и швы на глушителе ломать не будет? — спросите Вы ! Не прокатит:), разные диаметры трубы глушителя моего авто 32 мм и нового резонатора( резонатор из нержавейки 40 мм и сам больше стокового)
и такой еле нашёл на авто-рынке в нашей ( деревне), продавец сказал, что резонатор для volkswagen — что для меня не принципиально, главное — тяжёлый, нержавейка и из толстого металла)! Лямбда-зонд ( 2 штуки) расположены на моём авто до резонатора, поэтому лишь бы диаметр меньше не был, а то и вовсе резонатор можно вырезать( ни на что не повлияет, разве что на звук работающего двигателя)…
Гараж у меня хороший( капитальный), только вот находиться от работы на расстоянии трёх км пути и в нём уже год как нет электричества:) Посему поехал я на тачанке с баллонамив гараж к коллеге по работе, живёт от работы близко, ехать то — всего ничего 0,5 км и за полдня не спеша( не шибко напрягаясь — один) в варил на свой авто нормальный резонатор глушителя!
Варил не снимая глушитель; потом геморроя не оберёшься, малейшее отклонение трубы в сторону и будет где нибудь цеплять за днище:)
Выставить, прихватить, снять весь глушитель целиком — обварить швы и на место установить? Нет уж:) Увольте, подвесные резинки глушителя не так то просто снять( запаришься:), плюс надо снимать защиту двигателя и откручивать флянец глушителя от катализатора, а потом ещё весь четырёх метровый глушитель в сборе заводить под днище авто? Удовольствие ниже среднего( времени уйдет вагон и маленькая тележка), я уж лучше по месту( где не видно шва — не проблема, на работе трубы зеркалом спокойно варю)… Естественно нержавейку нужно варить как минимум на сварочном полуавтомате в среде углекислого газа( только полуавтомата у нас на работе нет и денег катастрофически мало платят, что бы ехать менять глушитель на СТО :), есть электросварка и газосварка ; электросваркой ( электродами) варить глушитель по месту под машиной не представляется возможным -ввиду тонкостенной трубы ( очень тонкостенной — стокового глушителя:) и недоступности под днищем, плюс — искры во все стороны и за шиворот тоже:)…
Ацетиленом пришлось помучатся( шов намного дольше обычного вариться — шлакует зараза и некрасивый получается,ну и фиг с ним — кто его там под днищем увидит?
Сварил, сел в машину, запустил двигатель — ну что можно сказать? — восторг! Двигатель на холостых стал работать реально тише — почти не слышно( раньше работал как трактор, теперь понятно почему:), проверил на яме сварочные соединения( нигде не течёт), выехал из гаража и моя мордочка растянулась в очень довольной улыбке! Сидя в салоне, теперь надо прислушаться, что бы услышать работу двигателя( на холостых)! На первой и второй передаче не газуя, движок тоже еле слышно… Если ехать по городу и обороты двигателя свыше 2-х тысяч, то двигатель естественно слышно, но процентов на 30, 40 точно тише по сравнению, как было раньше! По приезду на работу распилил снятый заводской резонатор( всё вполне ожидаемо и видно на фото) пустая консервная банка:))) youtube.com/embed/PlSeuJZkJ4M?wmode=opaque&rel=0″>
youtube.com/embed/PlSeuJZkJ4M?wmode=opaque&rel=0″> Производитель выхлопных газов переходит от ручной сварки труб к роботизированной
Davico Mfg. производит более 3000 трубчатых деталей выхлопной системы для клиентов по всей Северной Америке. Компания установила систему роботизированной дуговой сварки с обучаемым интерфейсом, чтобы помочь решить сложные задачи программирования роботов.
Компания Davico Mfg., Нью-Бедфорд, штат Массачусетс, была запущена в 1987 году в цеху по производству глушителей, где производились сменные каталитические нейтрализаторы Subaru. Сегодня компания является ведущим производителем выхлопных систем и каталитических нейтрализаторов прямого монтажа. Компания производит и отправляет клиентам по всей Северной Америке более 3000 уникальных выхлопных систем.
Обучение сварщиков программированию роботов
Поиск и удержание квалифицированной рабочей силы ограничивали рост компании.
Президент Рэй Серпренант хотел расширить компанию и увеличить производство, но найти квалифицированных сварщиков и удержать их было огромной проблемой.Сурпренант и операционный директор Стив Виейра решил попробовать роботизированную автоматизацию и подошел к ней традиционным способом. Производитель купил готовый сварочный модуль, а затем отправил трех сварщиков на двухнедельные курсы обучения за пределы штата, чтобы научиться его программировать. Компания оплачивала их занятия, проезд, питание и гостиницу, а также заработную плату. Потеря производства в результате их отсутствия также дорого обходится.
Когда сварщики вернулись на завод, уже обученные программировать роботов, им потребовалось несколько недель практики с роботом, чтобы усовершенствовать то, что они узнали на собственном оборудовании, и разработать свои программы первой части.
Наконец, через несколько месяцев из ячейки начали выходить готовые детали.
Доллары за обучение уходят со сварщиками
К сожалению, как только производство деталей и автоматизированная сварка стали работать гладко и эффективно, сварщики, обученные программированию, начали уходить по разным причинам.
Все трое ушли в течение шести недель. У Сурпренанта теперь была роботизированная сварочная ячейка на своем этаже, которую никто не знал, как использовать, поскольку он вложил десятки тысяч долларов в обучение, которое проходило за дверью.Сурпренант и Виейра искали способ, с помощью которого нынешний сварочный персонал компании сможет управлять роботизированной сварочной ячейкой, применяя свои навыки сварки, не тратя много времени на ее программирование. Они изучили несколько роботизированных сварочных систем, представленных на рынке, узнали о масштабируемой робототехнике и изучили ее технологию.
Введите новый интерфейс роботизированной сварки
Процесс масштабируемой платформы TEACH начинается со сканирования роботом детали для создания 3D-модели и создания роботом программы. Затем сварщик предоставляет роботу данные о траектории сварки с помощью «укажи и щелкни». Наконец, процесс проверяется в моделировании перед отправкой роботу для автоматической настройки и личного участия сварщика, а затем начинается производственная сварка.
Сварочный интерфейс Scalable Robotics разработан таким образом, чтобы исключить необходимость сложного программирования для работы сварочного робота. Он разработан, чтобы позволить любому сварщику обучить робота траекториям сварки без каких-либо знаний о программировании роботов. Он предлагается на роботах ABB и чаще всего устанавливается с системой ABB FlexArc. Вместе они образуют готовую к сварке систему с упрощенным программным интерфейсом.
Как это работает. Датчик трехмерного зрения в сочетании с движением робота создает трехмерную модель, которая позволяет роботу понять геометрию детали. Затем сварщик показывает роботу, где и как сваривать.
Чтобы создать новую программу обработки деталей, сварщик следует тому же прямому пятиэтапному процессу: автоматическое сканирование, обучение с помощью «укажи и щелкни», проверка, автонастройка и сварка. Все эти шаги управляются графическим интерфейсом, поэтому они интуитивно понятны сварщику.
Том Фулбригге из Scalable Robotics объяснил: «Все, что вам нужно знать, чтобы использовать эту роботизированную систему дуговой сварки, — это как сваривать.
Первое, что вы делаете, это размещаете деталь в любом положении на сварочном столе, и робот сканирует деталь. CAD не нужен. 3D-камера робота ABB автоматически делает множество изображений детали, когда робот движется над ней. Как только робот завершит сканирование и обработает изображения, на экране появится 3D-модель. Очень важно, чтобы вы и робот видели деталь одновременно, чтобы избежать расхождений между сварщиком и роботом при создании траекторий сварки».Обучение робота. «Лучший способ научить робота — это тот же способ, которым вы обучаете человека, указывая на то, где должны быть сварные швы», — продолжил Фулбригге. Вы используете ручную обучающую указку и нажимаете, где вы хотите, чтобы сварные швы проходили. Затем вы проверяете путь в моделировании в интерфейсе. В этот момент у робота есть все траектории сварки и параметры, необходимые для автоматической точной настройки сварных швов».
Затем робот подключается с помощью TouchSense и регулирует каждое положение, которому его обучили.
На каждом рабочем месте сварщик теперь имеет возможность применить свои знания в области сварки для дальнейшей настройки траектории сварки, углов или других деталей, которые, как он знает, могут обеспечить хороший сварной шов. Они могут провести быстрый тест и запустить сварку по-настоящему. «Весь процесс для большинства деталей занимает от пяти до 20 минут, и сварщик никогда не видит ни строчки кода от начала до конца», — сказал Фулбригге.Сварщик становится сварщиком/программистом
Масштабируемая робототехника установила систему программирования на роботе ABB в Давико в январе 2021 года. Первым человеком в Давико, который научился работать с новой системой, был сварщик по имени Джош Хаттон. До этого он никогда не прикасался к роботу и ничего не программировал, но у него был более чем пятилетний опыт сварки деталей, и это было все, что ему было нужно.
Сварка труб требует знаний сварщика
Сварка компонентов выхлопной трубы — непростая задача. Все сварные швы требуют круговых движений, а толщина металла сильно различается между тяжелыми фланцами и тонкостенной трубой.
Сварочный интерфейс Scalable Robotics Это означает, что параметры сварки, путь горелки и углы очень важны. Кроме того, затруднения могут добавить зазоры в подгонке между компонентами и различия в расположении швов.спроектирован таким образом, чтобы исключить необходимость сложного программирования для работы роботизированного сварочного аппарата.
Все это означает, что стандартный набор значений не всегда будет работать, и крайне важно зафиксировать знания и опыт сварщика в сварке каждой модели детали. С помощью этой системы сварщик может легко настроить все, что соответствует его собственному опыту ручной сварки тех же самых деталей.
Благодаря простому в использовании интерфейсу и глазу сварщика Хаттон смог в первый же день создать свою первую программу обработки деталей производственного качества, которая включала 24 отдельных пути сварки. С тех пор он создал более 20 дополнительных программ обработки деталей для этой ячейки и поддерживает производство с полностью загруженным роботом АББ.
Ускоренные результаты
После внедрения роботизированной системы дуговой сварки на своем заводе Davico начала поставлять на рынок свою продукцию в больших объемах быстрее, чем конкуренты. «Система помогла нам гораздо быстрее запустить производство деталей, — сказал Сюрпренант.
Оценивая окупаемость инвестиций, Сурпренант определил, что автоматическая роботизированная сварочная система быстро окупилась, поскольку ему удалось сократить расходы на обучение программированию роботов. «Для нас это началось с экономии на обучении — просто на обороте. Каждый раз, когда нам приходилось начинать работу с новым сварщиком или отсылать его на неделю или две для обучения, это было значительными затратами. А затем время разработки… программирование робота, а также метод проб и ошибок, чтобы уложиться в допуски робота, всегда были трудными. Это действительно интуитивно понятно для наших сварщиков. Так что теперь мы можем получать готовые детали намного быстрее.
«Простота использования интерфейса облегчает нашим сварщикам использование системы, не боясь робототехники», — добавил он.
Davico Mfg., 95 Brook St., New Bedford, Mass., 800-422-6046, www.davicomfg.com .
ABB, Global.abb/group/en
Scalable Robotics, ScalableRobotics.ai
СВОДИ. коллекторы, трубы, каталитические нейтрализаторы и глушители соединяются либо производителем автомобиля, либо субподрядчиком, чтобы сформировать узел, готовый к креплению. Сегодня большое количество этих компонентов сваривается с помощью лазера.
В качестве альтернативы традиционным методам соединения лазерная сварка обеспечивает высокую скорость сварки, высокую степень автоматизации и высокую скорость безотказной работы лазера.
Кроме того, инструмент для лазерной сварки позволяет использовать совершенно новые подходы в проектировании и производстве. Одним из таких примеров является трехмерная лазерная сварка кузовов автомобилей: в этом секторе лазер используется для сварки в местах, недоступных для машин контактной точечной сварки (сварочных клещей) из-за полостей за швом.
Выхлопные трубы
Лазерная сварка в автомобильных выхлопных системах наиболее широко применяется в выхлопных трубах. При непрерывной эксплуатации выхлопные трубы из нержавеющей стали, обычно ферритной, изготавливаются из рулонного материала. Каталитические нейтрализаторы, в частности, требуют исключительно высококачественных сварных швов. Например, на выхлопных трубах между двигателем и катализатором не должно быть брызг и окислов, чтобы частицы не откололись и не повредили каталитический нейтрализатор. Трубы, сваренные лазером, удовлетворяют всем строгим критериям качества, предъявляемым к современным выхлопным трубам.
Для адаптации к установке на месте лазерный луч направляется в желаемое рабочее положение с помощью одного или нескольких поворотных зеркал. Сварочная оптика, встроенная в рабочее положение, фокусирует луч на сварочном шве.
Поскольку сварочный зазор постоянно меняет положение, положение фокуса необходимо регулировать на эту разницу. Это достигается с помощью системы отслеживания швов.
Отклонение сварочного зазора обнаруживается и корректируется с помощью тактильной или оптической системы.Выпускной коллектор
Потенциал, продемонстрированный лазером для сварки компонентов автомобильной выхлопной системы, теперь превращается в инновационные продукты. Одним из примеров является выпускной коллектор с двойными стенками от DaimlerChrysler AG. Благодаря многослойной конструкции коллектор намного быстрее достигает своей рабочей температуры. Это не только снижает выброс загрязняющих веществ, поскольку каталитический нейтрализатор срабатывает раньше, но и значительно увеличивает срок службы нейтрализатора.
Благодаря выборочному локальному нагреву при лазерной сварке термическая нагрузка на компонент сводится к минимуму. Термическая деформация сведена к минимуму, а сварные коллекторы соответствуют очень жестким механическим допускам.
На заводе DaimlerChrysler в Гамбурге, Германия, четыре системы лазерной сварки в настоящее время помогают производить выпускные коллекторы последнего поколения.
Две дополнительные системы для одного и того же приложения были установлены на заводе субподрядчика.Серийное производство показало, что время безотказной работы лазерных систем может быть значительно выше по сравнению с традиционными методами сварки. Загрязнение брызгами и дымом может быть до 10 раз ниже, что обеспечивает чистое и безопасное серийное производство.
Каталитические нейтрализаторы и глушители
Наружные кожухи каталитических нейтрализаторов и глушителей все чаще изготавливаются из так называемых коротких трубок. На производственной линии предварительно нарезанные листы сначала сгибаются в трубчатую форму. Соединение происходит на последующей станции лазерной сварки, где прямоугольное стыковое соединение образует продольный сварной шов.
В системе сварки с четырьмя станциями компании Weil Engineering GmbH в Сан-Клементе, Калифорния, лазер направляется на четыре сварочные станции с помощью отражателя луча. На этой установке производится до 600 каталитических нейтрализаторов в час.
Одним из основных преимуществ обработки коротких труб является ее гибкость, позволяющая обрабатывать трубы разных размеров. Система сваривает трубы диаметром от 75 до 200 миллиметров, трубы длиной от 50 до 600 миллиметров и материалы толщиной от 0,5 до 2 миллиметров. Для переналадки станка на другой диаметр одному человеку требуется всего 20 минут.Рисунок 1:
Лазер используется для соединения глубокопроданных и перфорированных деталей в области AP Automotive Inc.. центр новых подходов, используемых в разработке и производстве глушителей. Например, основная идея, представленная поставщиком автомобилей AP Automotive Systems Inc., Грейнджер, Индиана, для нового поколения глушителей заключалась в том, чтобы производить их из простых и, следовательно, недорогих, штампованных и штампованных деталей. Лазер возьмет на себя задачу соединения компонентов (см.
9).0029 Рисунок 1 ).В данном приложении используется ферритная нержавеющая сталь. В качестве альтернативы также может использоваться сталь с алюминиевым покрытием. Толщина отдельных компонентов составляет от 0,8 до 1,2 миллиметра. При последовательных операциях соединения до шести слоев свариваются внахлестку. Самая большая проблема при сварке многослойных соединений состоит в том, чтобы получить шов без зазоров, пор и брызг. Ряд шагов по оптимизации процессов, разработанных совместно с поставщиком лазеров, помогли AP Automotive Systems начать чистое и надежное производство на заводе в США.
Системная технология
Помимо разработки надежного процесса сварки для производства, еще одна задача для AP Automotive заключалась в разработке оборудования. Система должна была быть доступной по цене, гибкой в программировании, простой в эксплуатации и надежной, а также основываться на технически проверенных компонентах.
Реализованная концепция установки для сварки глушителя включает в себя основные компоненты: лазер, лучевую руку и шарнирный робот, а также зажимные приспособления, подачу материала и разгрузку.
Одним из главных преимуществ этой концепции установки для рассматриваемой задачи сварки является то, что прижимной ролик активно зажимает лист вблизи точки сварки, тем самым сводя к минимуму зазор.В настоящее время установки этого типа используются в основном для 3D-сварки кузовов автомобилей. Его применение в области малоформатных компонентов очевидно, и представленная здесь система может сыграть новаторскую роль в подобных приложениях.
В этой установке ключевым компонентом для подачи луча от лазера к сварочной оптике является кронштейн лазера.
Концепция станка, основанная на использовании стандартного промышленного робота с внешней направляющей луча, позволяет снизить стоимость до чрезмерного уровня. Рабочий диапазон спроектирован таким образом, что несколько сварочных постов могут обслуживаться одним роботом и одним лазером. Доступность в зоне сварного шва означает, что сварку можно проводить вблизи зажимного приспособления.
Одной из основных характеристик конструкции является стабильность положения лазерного луча.
Лазер механически связан с лазерным кронштейном и сварочной оптикой. Отсутствие мобильности оборудования компенсируется внутри системы гибкой лазерной рукой.Резюме
Конструктивное сотрудничество между AP Automotive, системным интегратором/производителем роботов и производителем лазеров/специалистом по сварке позволило реализовать эту систему и успешно запустить и произвести производство на заводе в США, несмотря на короткое время внедрения .
Этот пример показывает, что рассматриваемая сварочная система является привлекательной концепцией как с технической, так и с коммерческой точки зрения и может представлять большой интерес для других применений.
Сварка и изготовление выхлопных систем – UnderhoodService
Даже несмотря на то, что на рынке замены выхлопных систем доминируют выхлопные системы прямого монтажа, по-прежнему существует потребность в изготовлении выхлопных газов, включая сварку. Возможность сварки компонентов выхлопной системы не означает создание менее дорогих альтернатив для ваших клиентов.
Возможность сварки и изготовления компонентов дает вам гибкость, чтобы предоставить вашему клиенту наилучшие возможные варианты ремонта его автомобиля.
За последнее десятилетие выхлопные системы изменились. Типичная современная выхлопная система имеет гибкие соединения, множество пробок и сложные изгибы. Самым большим изменением стало использование нержавеющей стали. Хотя можно сваривать нержавеющую сталь с помощью сварочного аппарата MIG, оснащенного подходящей проволокой и газом, настоятельно рекомендуется использовать сварочный аппарат TIG.Вот девять советов, которые применимы к любому сварщику при изготовлении выхлопных систем.
1. Сделайте безопасность главным приоритетом: очень важно, чтобы сварщики защищали себя от тепла и электричества, выделяемых в процессе сварки. Дуга опасна как для глаз, так и для кожи, и сварщики должны постоянно носить надлежащее защитное снаряжение. К ним относятся: огнестойкие перчатки; защитные очки; сварочный шлем; и сварочная куртка с длинными рукавами.2. Правильно установите расходные материалы. Хорошая проводимость (способность электрического тока проходить по сварочной цепи) является важным фактором для получения хорошего качества сварки. Новые сварщики всегда должны устанавливать свои расходные материалы диффузоры, сопла, контактные наконечники, корпуса цанг и т. д. в соответствии с рекомендациями производителя, убедившись, что каждый компонент надежно затянут. Например, при дуговой сварке металлическим электродом в среде защитного газа (GMAW) соединение между горловиной горелки GMAW и диффузором должно быть надежным, чтобы предотвратить утечку защитного газа. Надежные соединения также обеспечивают площадь поверхности, необходимую для прохождения электрического тока через горелку GMAW (или газовую вольфрамовую дуговую сварку горелку GTAW) для создания стабильной дуги.
3. Чистота имеет решающее значение: очистка основного материала перед сваркой и по мере необходимости между проходами сварки абсолютно необходима.
Грязь, масло, жир и другой мусор могут легко попасть в сварочную ванну, вызывая загрязнение, что приводит к ухудшению качества сварки и дорогостоящим доработкам. Чрезмерное окисление и влага также являются виновниками, которые могут поставить под угрозу качество сварного шва.4. Всегда соблюдайте процедуры сварки. Процедуры сварки — это «рецепт», необходимый для создания прочных сварных швов. Как новички, так и опытные сварщики должны понимать важность этих процедур и всегда им следовать. Процедуры для данного приложения были тщательно определены и проверены экспертами, чтобы гарантировать, что рекомендуемые параметры способны дать желаемые результаты. Процедуры сварки включают такие детали, как требуемая смесь защитного газа, рекомендуемая скорость потока газа, а также диапазоны напряжения и силы тока. Эти процедуры также предоставляют информацию о типе и диаметре используемого присадочного металла, а также о надлежащей скорости подачи проволоки в случае применения GMAW или дуговой сварки с флюсовой проволокой (FCAW).
5. Понимание важности присадочных металлов. Присадочные металлы являются важным, но иногда запутанным компонентом сварочной системы. Начинающим сварщикам будет полезно ознакомиться с характеристиками различных типов проволоки, включая порошковые и металлопорошковые проволоки, а также с методами сварки каждым типом. Например, они должны узнать, требует ли их конкретный присадочный метод техники «толкания» или «толкания». Следование старым пословицам типа «Если есть шлак, то тяни», может помочь; это указывает на то, что порошковые проволоки, образующие шлак, следует эксплуатировать методом протяжки. Новые сварщики также должны взять за привычку сверяться со спецификациями производителя для получения дополнительных рекомендаций по эксплуатации.
Обучение правильному обращению с присадочными металлами и их хранению также имеет решающее значение для обучения новых сварщиков. Они всегда должны носить чистые перчатки при работе с присадочными металлами, и если они несут ответственность за их хранение, они должны делать это в чистом и сухом месте.6. Знайте свойства материала: Каждый материал имеет различные механические и химические свойства. Ключевым компонентом обучения является помощь новым сварщикам в понимании различий между материалами, особенно в том, как они реагируют на нагрев и охлаждение. Например, аустенитная нержавеющая сталь проводит тепло примерно в два раза меньше, чем мягкая сталь, но имеет гораздо более высокую скорость теплового расширения при сварке; он также имеет более локализованную зону термического влияния (ЗТВ), которая может привести к короблению при остывании сварного шва. Сварщики, которые знают о таких свойствах, могут принять меры предосторожности, например, зажать, чтобы предотвратить деформацию.
7. Визуальный осмотр сварных швов. Знание того, как провести точный визуальный осмотр завершенного сварного шва, является первым шагом в контроле качества. Это также самый быстрый и наименее затратный метод проверки. Начинающие сварщики должны научиться определять, например, дефекты сварки, которые имеют пористость, поскольку наличие этого дефекта сварки на поверхности часто указывает на аналогичную проблему во всем сварном шве.
I8. Узнайте, как устранять неисправности. Способность быстро выявлять и устранять проблемы со сваркой является ключевым навыком, которому должны научиться новые сварщики. Хорошие навыки устранения неполадок не только помогают сократить время простоя, но и способствуют хорошему качеству сварки и производительности. Такие навыки также могут помочь снизить затраты, связанные с доработкой. Начинающим сварщикам будет полезно научиться правильно регулировать расход газа и/или выявлять утечки газа, чтобы устранить случаи пористости. Они также должны знать, как отрегулировать параметры силы тока и напряжения, если они столкнутся с такими проблемами, как недостаточное проникновение, чрезмерное проникновение или подрезание. Выявление проблем сварки, связанных с изношенными расходными материалами, также важно, поскольку плохая проводимость может привести к нестабильной дуге и различным дефектам сварки.
9. Техническое обслуживание имеет значение: от источника питания до горелки GMAW или горелки GTAW и расходных материалов — каждая часть сварочной системы требует обслуживания для поддержания ее эффективной и действенной работы.
Новые сварщики должны ознакомиться с надлежащими процедурами технического обслуживания.В случае с горелкой GMAW сварщик должен заменить сопла или контактные наконечники, на которых скопились брызги, чтобы предотвратить такие проблемы, как плохое покрытие газа или неустойчивая дуга, которые могут привести к дефектам сварки.
Сварщики также должны регулярно проверять источник питания, первичную линию питания, газовые баллоны и систему газораспределения, чтобы убедиться, что они работают должным образом.
Обучить начинающего сварщика — это больше, чем просто показать ему или ей, как настроить источник питания или держать пистолет или горелку под правильным углом. Наилучший подход к обучению состоит в том, чтобы внедрить хорошие привычки, которые обеспечат безопасность и комфорт сварщика, а также дадут знания по всем вопросам, от технического обслуживания до материалов. Конечно, время, необходимое для того, чтобы превратить начинающего сварщика в опытного, потребует времени.
Тем не менее, долгосрочные выгоды того стоят.Предоставлено Miller Electric.
В этой статье:Выбросы, выхлоп
Сварочные выхлопные системы — Часть 2 | DIY, выхлоп и многое другое
DIYVincent Roman
Как упоминалось в Части 1 этой серии, сварку TIG следует использовать при сварке тонких секций выхлопных труб, особенно при использовании специальных сплавов, таких как нержавеющая сталь или инконель. Коллектор на рис. 1 представляет собой коллектор Inconel Pro-Stock, изготовленный компанией Jack Burns из трубы со стенкой 0,028 дюйма. Значительный контроль процесса сварки оператором и инертный защитный газ помогают обеспечить надлежащую прочность сварного шва для этих сплавов, которые имеют склонность к образуют нежелательные оксиды во время нагрева. Это позволяет правильно сваривать тонкостенные трубы, обычно используемые в выхлопных системах автоспорта. Часть 2 этой серии будет посвящена надлежащей подготовке трубных секций к сварке.
При сварке тонких секций труб из нержавеющей стали, которые используются в гоночных выхлопных коллекторах, необходимо соблюдать осторожность , чтобы должным образом подготовить соединения (Рисунок 2. Фото предоставлено CPR Fabrication). Это ответственный шаг, и спешить с ним просто недопустимо. Прежде всего, трубка должна быть чистой и не иметь следов масла. Когда трубка изгибается на оправке, используются густые смазочные масла, чтобы облегчить скольжение оправки по трубке. За последние несколько лет экологические нормы свели к минимуму использование сильных органических растворителей, поэтому иногда трубки могут содержать остаточное количество смазки в области изгиба. Остатки должны быть удалены с трубы перед сваркой. Любая остаточная смазка загрязнит ваши сварные швы. Бутылка с ацетоном и тряпка обычно помогают.
Следующим шагом является правильная установка трубок. Когда две секции трубки соединены, не должно быть зазоров — я имею в виду, что их не должно быть (Рисунок 3 — Изготовление СЛР).
Сварщики, привыкшие работать с мягкой сталью, знают, как легко заполнить зазоры с помощью горелки и присадочной проволоки. Это неприемлемо при сварке нержавеющей стали, так как в сварной шов могут передаваться остаточные напряжения. Кроме того, образующаяся в результате большая зона термического влияния (ЗТВ) может вызвать образование вышеупомянутых оксидов. И то, и другое может привести к преждевременному отказу. Вы также обнаружите, что чрезмерные зазоры приведут к деформации сборки во время сварки. Таким образом, после сварки, когда вы установите трубу коллектора, на сборку которой вы потратили часы, вы обнаружите, что теперь она упирается в стойку амортизатора, и поймете, что вам нужно было потратить немного больше времени на сборку. При установке трубок вы должны иметь возможность держать их на свету и не видеть пробивающегося сквозь них света. Еще один хороший тест — сложить трубки руками и попытаться «раскачать» их вместе. Вы не должны чувствовать движения.После правильной установки трубок пришло время соединить детали вместе (Рисунок 4 – Изготовление СЛР).
Это будет отличной проверкой подготовки шва, так как любые зазоры будут «обнаружены», когда вы получите «прорыв» при поджигании дуги. И поверьте мне, продуть трубку диаметром 0,028 дюйма несложно. При установке труб необходимы хорошие направляющие линии. Для этой цели отлично подходит остроконечный наконечник. Этот зажим для прихваточной сварки от IC Engine Works. Зажим предназначен для скрепления труб перед прихваткой. Это отличный инструмент для начинающего строителя коллектора, хотя опытные мастера они кажутся громоздкими. Достаточно двух прихваток на трубное соединение. Вы обнаружите, что вам придется время от времени ломать прихватки по мере изменения конструкции коллектора, поэтому лучше использовать несколько прихваток по мере необходимости. Хотя это и не имеет прямого отношения к сварке, самое время обсудить «обманные изгибы». Мы рассматриваем правильно отрезанный изгиб трубы, когда труба разрезается перпендикулярно касательной изгиба (рис. 5). Часто при изготовлении первичной трубы возникает соблазн «обмануть» изгиб, то есть обрезать его «не по касательной».
Это один из самых распространенных «грабителей власти», который упускается из виду посредственными производителями. Несколько лет назад наш клиент, участвовавший в дрэг-рейсинге профессионального уровня, прислал нам для оценки жатку Tri-Y. У клиента был отличный коллектор, разработанный нами с использованием нашего программного обеспечения X-design и изготовленный нашим клиентом, Elston Exhaust. Заказчик дрэг-рейсинга торопился изготовить новый коллектор для другого автомобиля, поэтому отправил его местному производителю для изготовления копии (рис. 6). Во время динамометрических испытаний новой жатки гонщик был потрясен, увидев, что дублированная жатка потеряла 15 л.с.! На первый взгляд заголовок выглядел очень красиво. Сварка была хорошей и выглядела очень близко к скопированному дизайну. Однако при ближайшем рассмотрении мы заметили несколько неправильных изгибов, а также некоторые конструктивные проблемы с коллекторами. Я уверен, что застройщик не верил, что это что-то изменит, но, как говорится, «дьявол кроется в деталях».В следующем месяце мы обсудим, как обеспечить сильные сварные швы с отступом
Часть 1
Часть 2
Часть 3
Часть 4
Часть 5
Tags: DIY, выпуск
Предыдущий articlenextxtx статьяЛазерная сварка автомобильных выхлопных систем находит применение в Соединенных Штатах
Автомобильный рынок Соединенных Штатов, несомненно, уникален. В течение 32 лет самым продаваемым автомобилем в США был Ford F-150, пикап с двигателем V8 весом 5500 фунтов, популярный среди фермеров, малых предприятий и семей из пригородов. Стороннему наблюдателю может показаться, что США не заботит экономия топлива, но за последнее десятилетие ситуация, наконец, начала меняться. Цены на газ начали значительно расти около 10 лет назад, и в течение многих лет правительство США ужесточало обязательные правила экономии топлива, известные как стандарты корпоративной средней экономии топлива (CAFE). Даже нынешний избыток дешевой нефти не заставит правительство отказаться от этих стандартов, которые были введены в целях защиты окружающей среды.
Дизайнеры автомобилей стремились улучшить экономию топлива во всех аспектах своей конструкции.Первая волна увеличения пробега была существенной: переход от кузова на раме к конструкциям с цельным кузовом и уменьшение размеров двигателей с V8 на V6 и с V6 на 4-цилиндровые без существенного влияния на производительность. Также в первую очередь изменений коснулись АКПП с 6, 8, 9 или 10 передачами. Кто бы мог подумать, что автоматическая коробка передач может предложить лучшее ускорение и экономию топлива, чем механическая коробка передач? Даже самый продаваемый грузовик Ford — почти всегда продаваемый с двигателем V8 — получил алюминиевый кузов и стал популярным благодаря Ecoboost V6 Turbo. Американские потребители и производители автомобилей обращают внимание на экономию топлива и изменение автомобильного ландшафта.
Сейчас основные изменения в конструкции «низко висящих фруктов» в основном сделаны, и инженеры стремятся выжать каждый грамм веса из каждого пассажирского автомобиля.
Если сравнить типичный 3500-фунтовый. вес седанов, разработанных американской «большой тройкой» (Chrysler, Ford и General Motors) до 3223 фунтов. веса седанов азиатского дизайна, также построенных в Америке, вы можете быстро увидеть, что США есть куда двигаться.Лазерная сварка выхлопных систем
Известно, что лазерная сварка может сыграть большую роль в снижении веса, поскольку она уже широко применяется в кузовах и шасси, позволяя инженерам уменьшить массу металла, необходимого для каждого сварного соединения. Они могут использовать меньшие нахлесты и выступы для лазерной сварки, чем те, которые необходимы для точечной сварки. Кроме того, лазерная сварка не требует доступа к обратной стороне сварного шва. Эти же преимущества начинают использоваться в выхлопной системе.
Глушители последнего поколения, как правило, изготавливались из штампованных компонентов с замковыми продольными швами и торцевыми крышками, которые крепились либо замковыми швами, либо сварными швами внахлест (РИСУНОК 1).
Традиционный замковый шов состоит из четырех слоев материала, наложенных друг на друга и соединенных друг с другом не менее чем на 3/8 или 1/2 дюйма. перекрытия по всей оболочке, расходуя материал и увеличивая массу. Штампованные торцевые крышки должны были быть утоплены в конец глушителя, чтобы иметь достаточное перекрытие для шовного замка или сварки внахлест, что увеличивало массу и уменьшало объем настройки. На помощь пришла лазерная сварка: в частности, в выхлопной системе лазерная сварка позволяет устранить замковые швы и сварные швы внахлестку при одновременном снижении уровня утечки выбросов.Новые конструкции автомобилей вызывают проблемы с выхлопной системой
Интересно, что по мере развития конструкции современных автомобилей инженеры по выхлопной системе сталкиваются с определенным набором сопутствующих проблем:
- Как и со всеми другими частями автомобиля, вес выхлопной системы должен быть уменьшен, чтобы улучшить экономию топлива — сделать его легче.
- Снижение скорости двигателя за счет использования более высоких передаточных чисел снижает частоты, которые необходимо ослабить, что приводит к необходимости увеличения среднего объема настройки. Эти большие глушители традиционно требуют больше места для упаковки — сделайте его больше внутри.
- Более широкое использование гибридных электрических силовых агрегатов требует места для упаковки аккумуляторных батарей, что уменьшает пространство для упаковки, доступное для выхлопной системы — сделайте ее меньше снаружи.
- Более широкое внедрение полноприводных систем также уменьшает пространство, доступное для выхлопной системы, и усложняет конструкцию труб — держите их подальше от нас.
Переход на лазерную сварку
Лазерная сварка в системе выпуска отработавших газов уже много лет используется, в первую очередь, в сфере грузовых автомобилей. Там меньшие объемы и компоненты большего диаметра по сравнению с выхлопными газами легковых автомобилей затрудняют или неэкономичны получение подходящих круглых оболочек, если только они не изготавливаются на заказ на профилегибочных станках и сварщиках продольных швов.
Таким образом, технология легкодоступна для использования компонентов выхлопной системы, сваренных встык, а большие объемы производства легковых автомобилей хорошо обслуживаются высокой скоростью лазерной сварки. Рулонные глушители имеют больший объем, чем штампованные корпуса с ребрами жесткости. Глушители, сваренные встык, весят меньше, чем блоки, сваренные внахлест или внахлест, и не имеют очевидной потенциальной точки утечки в месте соединения банки с торцевой крышкой. Куполообразные торцевые крышки, приваренные к глушителю, обеспечивают больший объем настройки и меньший вес.Кроме того, многослойные глушители популярны у некоторых крупнейших мировых автопроизводителей. Изготовление корпуса глушителя из двух более тонких кусков нержавеющей стали может обеспечить улучшенное звукопоглощение по сравнению с одностенным глушителем и позволяет выбрать материалы с различными антикоррозионными свойствами для внутренней и внешней части глушителя. Лазерная сварка подходит как нельзя лучше, поскольку позволяет одновременно сваривать оба слоя встык с косметически привлекательным швом и без проблем с прочностью сварного шва.
Современные глушители имеют кожухи, головки и перегородки уменьшенной толщины (РИСУНОК 2), а также:
- Сварные швы для устранения замковых швов;
- Некоторые кожухи глушителя состоят из двух слоев материала толщиной 0,5 мм;
- Материал некоторых однослойных оболочек может составлять всего 0,6 мм;
- В случае головок глубокой вытяжки начальная толщина может составлять 1,2 мм;
- Ребристые кожухи глушителя помогут подавить излучаемый шум;
- Перегородки уже имеют толщину 0,8 мм и, вероятно, станут тоньше; и
- Неструктурные проходные трубы должны иметь толщину 0,6 мм или меньше.
Каталитические нейтрализаторы
Каталитические нейтрализаторы, известные как «горячие концы», также могут получить выгоду от лазерной сварки и, возможно, немного опережают в принятии более современных технологий производства. Корпуса конвертеров грейферного типа со сварными соединениями внахлест, похоже, уступают место трубчатым конструкциям, свариваемым встык, будь то TIG или лазер.
Это уменьшает их массу и требуемое место для упаковки, устраняя необходимость в жестких инструментах. Оболочка преобразователя, сваренная лазером, также может иметь концы, закрученные до диаметра трубы, если она подвергается небольшой послесварочной обработке, такой как отжиг или шлифовка шва.Сварка труб
Еще одним преимуществом лазерной сварки для разработчиков выхлопных систем является изготовление внутренних труб, соединяющих различные камеры глушителя. Традиционно их изготавливают, помещая сплошные трубы на специально сконструированный «штамповочный» станок, который будет использовать штамповку без штампа для проделывания отверстий в трубе. Но за механическими инструментами может быть сложно ухаживать, и они оставят заусенцы на внутренней стороне трубы, что может вызвать свистящий шум при работе.
Лазерная сварка труб из предварительно перфорированных стальных рулонов позволяет сделать любой желаемый рисунок отверстий, размещая бор на внешней стороне трубы.
Сегодня производители глушителей по-прежнему используют замковые швы на своих глушителях в Северной Америке, в то время как европейские производители быстрее внедрили лазерную сварку. Поскольку снижение веса, объем настройки, уровень утечки и стандарты качества продолжают продвигать их дизайн, лазерная сварка предлагает уникальный набор преимуществ для удовлетворения будущих требований к конструкции выхлопной системы.
How to Make your Own Effective Exhaust System — Page 4 of 4
How to Make your Own Effective Exhaust System- Posted on
- byMike Kojima
,
Выхлопная труба
Для экономии затрат в стандартной выхлопной трубе используется изогнутая труба малого диаметра. Изгибы раздавливания легко сделать в массовом производстве. Однако изгибы с раздавливанием могут уменьшить расход трубы до 50%. Ваша типичная выхлопная система, сделанная в магазине глушителей по соседству, также изогнулась. Лучшие выхлопные системы, как и большинство готовых японских выхлопных систем, поставляются с изгибами оправки. Гибка на оправке выполняется на специальном станке, в котором используется несминаемая вставка или оправка, которая входит в трубу при изгибе, чтобы предотвратить ее смятие. Если вы делаете свой собственный выхлоп, вы можете купить готовые изгибы оправки у Magnaflow, Burns Stainless, Kinsler или Bassani. Огромный магазин почтовых заказов на скоростные запчасти Summit Racing предлагает как подходящие типы глушителей, так и изгибы оправки. Лучше использовать изогнутую на оправке трубу меньшего диаметра, чем изогнутую трубу большего диаметра. Помните, что скорость так же важна, как и противодавление.Отводы оправки из нержавеющей стали Burns (вверху) доступны из экзотических металлов, таких как 321. Рекомендации по диаметру выхлопной трубы
Ниже приведены некоторые основные рекомендации по диаметру выхлопной трубы для стандартных или болтовых модификаций автомобилей без турбонаддува:Двигатели 1500–2000 куб.0124 Двигатели 2100–2500 куб. см — 2,25 дюйма
Двигатели 2600–3000 куб. см — 2,5 дюймаДобавьте ¼ дюйма к диаметру трубы, чтобы оптимизировать использование NOS. NOS увеличивает объем выхлопных газов. Помните, что это может быть слишком большим для оптимальной работы вне бутылки. Для двигателей с турбонаддувом 3 дюйма — это труба минимального размера, которую вы хотели бы использовать, даже для двигателей меньшего размера. Для двигателей с турбонаддувом объемом более 2,5 литров подходит самая большая трубка (обычно 3,5 дюйма), которую вы можете найти. Почти невозможно иметь слишком большой выхлоп на автомобиле с турбонаддувом.
Как создается Хорошая Система?
Сначала вы должны купить изгибы оправки у любого из вышеупомянутых поставщиков. Изгибы оправки и трубки изготавливаются из мягкой стали, или, если вы хотите пофантазировать, многие компании также изготавливают их из нержавеющей стали 304 или 409. Из этих двух предпочтительнее 304, так как он более устойчив к коррозии и его можно полировать до зеркального блеска, он же и дороже. Нержавеющая сталь 409 более устойчива к ржавчине, чем алюминированная мягкая сталь, но она не полируется и со временем становится коричневато-фиолетовой. Если вы используете нержавеющую сталь, убедитесь, что в магазине глушителей используется подходящий сварочный стержень из нержавеющей стали. Для тех, кто хочет лучшего, хочет систему освещения или гоночный автомобиль, трубка из нержавеющей стали 321 является предпочтительным выбором. 321 имеет хорошую жаропрочность, поэтому вы можете использовать тонкие трубки толщиной около 0,035 дюйма для облегчения веса. Перед сваркой с обратной продувкой он должен быть сварен вольфрамовым электродом вольфрамовым электродом и иметь хороший плотный скос, поэтому большинство местных мастерских по производству глушителей не могут справиться с этим, хотя у хорошего сварщика/изготовителя не возникнет проблем с этим.Magnaflow производит отличный комплект под названием Hot Rod Kit, который включает в себя изгибы оправки из нержавеющей стали 409, подвески из нержавеющей стали, сенсорные пробки из нержавеющей стали 02, гибкое соединение и резиновые изоляторы. В наборе Hot Rod есть все, что вам нужно для создания потрясающей выхлопной системы, просто добавьте глушители из нержавеющей стали, и все готово! Затем выберите глушитель и предварительный глушитель. Обычно для трамвая лучше всего использовать самые длинные глушители с самым большим внутренним объемом, которые поместятся под вашим автомобилем, чтобы обеспечить самый тихий звук выхлопа. Если вы придерживаетесь материала с перфорированным сердечником, это не вызовет увеличения противодавления и потери производительности. Перфорированный наконечник сердечника также поможет вашему выхлопу быть тише.
Для выхлопа нашего проекта мы выбрали глушитель Magnaflow. Он имеет 3-дюймовый перфорированный сердечник, конструкцию из нержавеющей стали 304 и 4-дюймовый наконечник. Затем найдите местного сварщика, производителя или мастерскую по производству глушителей, которая готова работать с этими изгибами оправки вместо изогнутых трубок. Загляните под машину и сообразите, как выложить выхлопную систему, используя вырезанные участки изгибов оправки. Отрежьте секции изгибов и соедините их вместе, сначала сваривайте их прихваточным швом до тех пор, пока положение не будет окончательно определено, а затем, когда окончательная конфигурация сделана, сварите соединения, используя сварочный аппарат MIG или, предпочтительно, TIG, используя соответствующий сварочный пруток. Не используйте, если можете, газовую или незащищенную дуговую электросварку.
Изгибы оправки обрезаются, чтобы придать выхлопу желаемую форму. Сварочный аппарат MIG используется для прихватки отрезанных сегментов под автомобилем. Вешалки и фланцы впоследствии скрепляются вместе. Прихваточная сварка используется, потому что, если вы сделаете ошибку, вы можете легко стачивать прихваточные сварные швы и перемещать материал. После того, как выхлоп собран под автомобилем, он снимается и сваривается.
Наш завершенный, потрясающий 3-дюймовый выхлоп SER. Никто не делает ничего подобного с такой хорошей посадкой на рынке! Кроме того, она стоит меньше, чем готовая система. Прикрепить подвески и фланцы; большинство хороших магазинов глушителей продают их. Затем вам нужно будет обезжирить новый выхлоп и покрасить термостойкой краской, такой как VHT или Thermo-Tec, если система алюминирована или из голой стали. Нержавеющую сталь 304 можно оставить голой или отнести в местный цех гальванических покрытий и отполировать.
Нержавеющую сталь 409 можно оставить голой и не полировать.Magnaflow производит эти классные вешалки из нержавеющей стали. Изготовление фланцев из нержавеющей стали может оказаться сложной задачей, если вы хотите полностью нержавеющую систему. Вместо фланцев мы используем быстросъемные V-образные хомуты из авиационной нержавеющей стали. Их можно быстро снять одним болтом, и это классный продукт для гоночных автомобилей. Убедитесь, что вы используете высококачественные V-диапазоны, потому что на рынке есть много некачественных слабых деталей. Burns Stainless продает высококачественные хомуты V-Band.
Хомуты Burns из нержавеющей стали с V-образным креплением быстро снимаются, и с ними проще работать, чем с некоторыми фланцами из нержавеющей стали. Если вы хотите пофантазировать, вы можете упаковать свою систему и отправить ее на керамическое или термобарьерное покрытие от Swain Technologies, Jet Hot или многих других компаний. В большинстве крупных городских центров есть мастерские по нанесению покрытий, которые могут это сделать.
Эти дополнительные шаги того стоят, когда речь идет о качественном и долговечном готовом изделии. Наконец расслабьтесь и наслаждайтесь мощью, вы построили систему так же хорошо, как если бы не лучше, чем то, что вы можете купить заранее! Такая система может быть построена с использованием ресурсов, доступных практически в любом городе.
В Cat или не в Cat
Что бы вы ни делали, не удаляйте и не выпотрошите каталитический нейтрализатор на своей уличной машине. Монолитная сквозная конструкция современных трехкомпонентных каталитических нейтрализаторов обычно довольно свободно течет в большинстве современных импортных двигателей, создавая в лучшем случае лишь один или два фунта дополнительного противодавления. Выпотрошенный кот на самом деле повредит мощности, так как пустой короб может вызвать застой потока, что эффективно укорачивает длину движущегося газового столба в выхлопной трубе. Пустая коробка также может снизить важную скорость потока. Это может ощущаться как потеря мощности на низах.Magnaflow и Random Tech производят высокопоточные котлы большого диаметра, поэтому больше нет оправдания загрязнению окружающей среды. Из-за этих факторов некоторые из автомобилей, над которыми мы работали на протяжении многих лет, фактически стали более мощными благодаря добавлению кота. Поскольку количество транспортных средств на наших дорогах растет с каждым годом, мы все должны внести свой вклад в борьбу с загрязнением окружающей среды. Если необходимо извлекать каждую последнюю частицу мощности, как в настоящих санкционированных гонках по бездорожью, то катушку можно снять и заменить отрезком трубы того же диаметра, что и остальная часть выхлопной системы, а не просто выпотрошить до основания.
мощная оболочка. Полный, полный гоночный турбо, безнаддувный или огромная система закиси азота могут выиграть от удаления кота, когда используются гоночные уровни наддува или закиси азота. Уровни потока Boost или Nitrous, которые вы обычно используете на улице на насосном газе, недостаточны, чтобы гарантировать удаление кота для повышения производительности. Короче говоря, единственный раз, когда вы должны удалить кошку, это гонки по бездорожью.Если снять кошку для гонок, то не потрошите кошку, она потеряет мощность. Вместо этого используйте трубу того же диаметра, что и остальная часть выхлопа. Если вам необходимо убрать свою кошку на соревнованиях, замените ее прямой трубой того же диаметра, что и остальная часть вашей системы. Не сажайте выпотрошенную кошку, чтобы снизить скорость выхлопных газов, создав огромную турбулентность, вызывающую свалку в середине вашего выхлопа.
 .. я старый фланец, снял, диаметр отверстия напильником увелил, чтобы нормально на трубу одевался и прихватили по кругу, потом азбестовой ниткой в соединении проматали и закрутили…
.. я старый фланец, снял, диаметр отверстия напильником увелил, чтобы нормально на трубу одевался и прихватили по кругу, потом азбестовой ниткой в соединении проматали и закрутили… терь ничо не беспокоит наконец и на долго
терь ничо не беспокоит наконец и на долго Поэтому думаю пора прекращать колхозить )) и начинать устранять проблему у ОД.
Поэтому думаю пора прекращать колхозить )) и начинать устранять проблему у ОД. Автомобиль Renault Sandero Stepway 2 не исключение, тем не менее многие его болезни можно вылечить кардинально,
Автомобиль Renault Sandero Stepway 2 не исключение, тем не менее многие его болезни можно вылечить кардинально, Президент Рэй Серпренант хотел расширить компанию и увеличить производство, но найти квалифицированных сварщиков и удержать их было огромной проблемой.
Президент Рэй Серпренант хотел расширить компанию и увеличить производство, но найти квалифицированных сварщиков и удержать их было огромной проблемой. Все трое ушли в течение шести недель. У Сурпренанта теперь была роботизированная сварочная ячейка на своем этаже, которую никто не знал, как использовать, поскольку он вложил десятки тысяч долларов в обучение, которое проходило за дверью.
Все трое ушли в течение шести недель. У Сурпренанта теперь была роботизированная сварочная ячейка на своем этаже, которую никто не знал, как использовать, поскольку он вложил десятки тысяч долларов в обучение, которое проходило за дверью.
 Первое, что вы делаете, это размещаете деталь в любом положении на сварочном столе, и робот сканирует деталь. CAD не нужен. 3D-камера робота ABB автоматически делает множество изображений детали, когда робот движется над ней. Как только робот завершит сканирование и обработает изображения, на экране появится 3D-модель. Очень важно, чтобы вы и робот видели деталь одновременно, чтобы избежать расхождений между сварщиком и роботом при создании траекторий сварки».
Первое, что вы делаете, это размещаете деталь в любом положении на сварочном столе, и робот сканирует деталь. CAD не нужен. 3D-камера робота ABB автоматически делает множество изображений детали, когда робот движется над ней. Как только робот завершит сканирование и обработает изображения, на экране появится 3D-модель. Очень важно, чтобы вы и робот видели деталь одновременно, чтобы избежать расхождений между сварщиком и роботом при создании траекторий сварки». На каждом рабочем месте сварщик теперь имеет возможность применить свои знания в области сварки для дальнейшей настройки траектории сварки, углов или других деталей, которые, как он знает, могут обеспечить хороший сварной шов. Они могут провести быстрый тест и запустить сварку по-настоящему. «Весь процесс для большинства деталей занимает от пяти до 20 минут, и сварщик никогда не видит ни строчки кода от начала до конца», — сказал Фулбригге.
На каждом рабочем месте сварщик теперь имеет возможность применить свои знания в области сварки для дальнейшей настройки траектории сварки, углов или других деталей, которые, как он знает, могут обеспечить хороший сварной шов. Они могут провести быстрый тест и запустить сварку по-настоящему. «Весь процесс для большинства деталей занимает от пяти до 20 минут, и сварщик никогда не видит ни строчки кода от начала до конца», — сказал Фулбригге. Это означает, что параметры сварки, путь горелки и углы очень важны. Кроме того, затруднения могут добавить зазоры в подгонке между компонентами и различия в расположении швов.
Это означает, что параметры сварки, путь горелки и углы очень важны. Кроме того, затруднения могут добавить зазоры в подгонке между компонентами и различия в расположении швов.

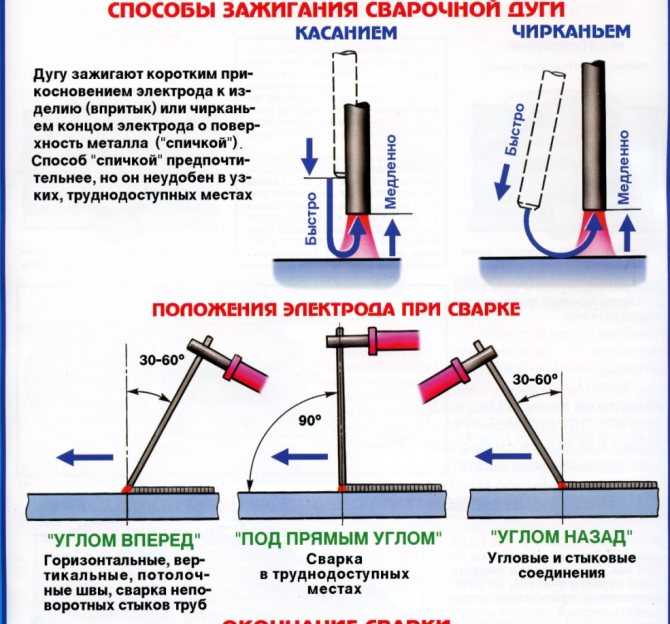
 Отклонение сварочного зазора обнаруживается и корректируется с помощью тактильной или оптической системы.
Отклонение сварочного зазора обнаруживается и корректируется с помощью тактильной или оптической системы. Две дополнительные системы для одного и того же приложения были установлены на заводе субподрядчика.
Две дополнительные системы для одного и того же приложения были установлены на заводе субподрядчика. Одним из основных преимуществ обработки коротких труб является ее гибкость, позволяющая обрабатывать трубы разных размеров. Система сваривает трубы диаметром от 75 до 200 миллиметров, трубы длиной от 50 до 600 миллиметров и материалы толщиной от 0,5 до 2 миллиметров. Для переналадки станка на другой диаметр одному человеку требуется всего 20 минут.
Одним из основных преимуществ обработки коротких труб является ее гибкость, позволяющая обрабатывать трубы разных размеров. Система сваривает трубы диаметром от 75 до 200 миллиметров, трубы длиной от 50 до 600 миллиметров и материалы толщиной от 0,5 до 2 миллиметров. Для переналадки станка на другой диаметр одному человеку требуется всего 20 минут. 9).0029 Рисунок 1 ).
9).0029 Рисунок 1 ). Одним из главных преимуществ этой концепции установки для рассматриваемой задачи сварки является то, что прижимной ролик активно зажимает лист вблизи точки сварки, тем самым сводя к минимуму зазор.
Одним из главных преимуществ этой концепции установки для рассматриваемой задачи сварки является то, что прижимной ролик активно зажимает лист вблизи точки сварки, тем самым сводя к минимуму зазор. Лазер механически связан с лазерным кронштейном и сварочной оптикой. Отсутствие мобильности оборудования компенсируется внутри системы гибкой лазерной рукой.
Лазер механически связан с лазерным кронштейном и сварочной оптикой. Отсутствие мобильности оборудования компенсируется внутри системы гибкой лазерной рукой. Возможность сварки и изготовления компонентов дает вам гибкость, чтобы предоставить вашему клиенту наилучшие возможные варианты ремонта его автомобиля.
Возможность сварки и изготовления компонентов дает вам гибкость, чтобы предоставить вашему клиенту наилучшие возможные варианты ремонта его автомобиля. 
 Грязь, масло, жир и другой мусор могут легко попасть в сварочную ванну, вызывая загрязнение, что приводит к ухудшению качества сварки и дорогостоящим доработкам. Чрезмерное окисление и влага также являются виновниками, которые могут поставить под угрозу качество сварного шва.
Грязь, масло, жир и другой мусор могут легко попасть в сварочную ванну, вызывая загрязнение, что приводит к ухудшению качества сварки и дорогостоящим доработкам. Чрезмерное окисление и влага также являются виновниками, которые могут поставить под угрозу качество сварного шва.

 I
I Новые сварщики должны ознакомиться с надлежащими процедурами технического обслуживания.
Новые сварщики должны ознакомиться с надлежащими процедурами технического обслуживания. Тем не менее, долгосрочные выгоды того стоят.
Тем не менее, долгосрочные выгоды того стоят.
 Сварщики, привыкшие работать с мягкой сталью, знают, как легко заполнить зазоры с помощью горелки и присадочной проволоки. Это неприемлемо при сварке нержавеющей стали, так как в сварной шов могут передаваться остаточные напряжения. Кроме того, образующаяся в результате большая зона термического влияния (ЗТВ) может вызвать образование вышеупомянутых оксидов. И то, и другое может привести к преждевременному отказу. Вы также обнаружите, что чрезмерные зазоры приведут к деформации сборки во время сварки. Таким образом, после сварки, когда вы установите трубу коллектора, на сборку которой вы потратили часы, вы обнаружите, что теперь она упирается в стойку амортизатора, и поймете, что вам нужно было потратить немного больше времени на сборку. При установке трубок вы должны иметь возможность держать их на свету и не видеть пробивающегося сквозь них света. Еще один хороший тест — сложить трубки руками и попытаться «раскачать» их вместе. Вы не должны чувствовать движения.
Сварщики, привыкшие работать с мягкой сталью, знают, как легко заполнить зазоры с помощью горелки и присадочной проволоки. Это неприемлемо при сварке нержавеющей стали, так как в сварной шов могут передаваться остаточные напряжения. Кроме того, образующаяся в результате большая зона термического влияния (ЗТВ) может вызвать образование вышеупомянутых оксидов. И то, и другое может привести к преждевременному отказу. Вы также обнаружите, что чрезмерные зазоры приведут к деформации сборки во время сварки. Таким образом, после сварки, когда вы установите трубу коллектора, на сборку которой вы потратили часы, вы обнаружите, что теперь она упирается в стойку амортизатора, и поймете, что вам нужно было потратить немного больше времени на сборку. При установке трубок вы должны иметь возможность держать их на свету и не видеть пробивающегося сквозь них света. Еще один хороший тест — сложить трубки руками и попытаться «раскачать» их вместе. Вы не должны чувствовать движения. Это будет отличной проверкой подготовки шва, так как любые зазоры будут «обнаружены», когда вы получите «прорыв» при поджигании дуги. И поверьте мне, продуть трубку диаметром 0,028 дюйма несложно. При установке труб необходимы хорошие направляющие линии. Для этой цели отлично подходит остроконечный наконечник. Этот зажим для прихваточной сварки от IC Engine Works. Зажим предназначен для скрепления труб перед прихваткой. Это отличный инструмент для начинающего строителя коллектора, хотя опытные мастера они кажутся громоздкими. Достаточно двух прихваток на трубное соединение. Вы обнаружите, что вам придется время от времени ломать прихватки по мере изменения конструкции коллектора, поэтому лучше использовать несколько прихваток по мере необходимости.
Это будет отличной проверкой подготовки шва, так как любые зазоры будут «обнаружены», когда вы получите «прорыв» при поджигании дуги. И поверьте мне, продуть трубку диаметром 0,028 дюйма несложно. При установке труб необходимы хорошие направляющие линии. Для этой цели отлично подходит остроконечный наконечник. Этот зажим для прихваточной сварки от IC Engine Works. Зажим предназначен для скрепления труб перед прихваткой. Это отличный инструмент для начинающего строителя коллектора, хотя опытные мастера они кажутся громоздкими. Достаточно двух прихваток на трубное соединение. Вы обнаружите, что вам придется время от времени ломать прихватки по мере изменения конструкции коллектора, поэтому лучше использовать несколько прихваток по мере необходимости.  Это один из самых распространенных «грабителей власти», который упускается из виду посредственными производителями. Несколько лет назад наш клиент, участвовавший в дрэг-рейсинге профессионального уровня, прислал нам для оценки жатку Tri-Y. У клиента был отличный коллектор, разработанный нами с использованием нашего программного обеспечения X-design и изготовленный нашим клиентом, Elston Exhaust. Заказчик дрэг-рейсинга торопился изготовить новый коллектор для другого автомобиля, поэтому отправил его местному производителю для изготовления копии (рис. 6). Во время динамометрических испытаний новой жатки гонщик был потрясен, увидев, что дублированная жатка потеряла 15 л.с.! На первый взгляд заголовок выглядел очень красиво. Сварка была хорошей и выглядела очень близко к скопированному дизайну. Однако при ближайшем рассмотрении мы заметили несколько неправильных изгибов, а также некоторые конструктивные проблемы с коллекторами. Я уверен, что застройщик не верил, что это что-то изменит, но, как говорится, «дьявол кроется в деталях».
Это один из самых распространенных «грабителей власти», который упускается из виду посредственными производителями. Несколько лет назад наш клиент, участвовавший в дрэг-рейсинге профессионального уровня, прислал нам для оценки жатку Tri-Y. У клиента был отличный коллектор, разработанный нами с использованием нашего программного обеспечения X-design и изготовленный нашим клиентом, Elston Exhaust. Заказчик дрэг-рейсинга торопился изготовить новый коллектор для другого автомобиля, поэтому отправил его местному производителю для изготовления копии (рис. 6). Во время динамометрических испытаний новой жатки гонщик был потрясен, увидев, что дублированная жатка потеряла 15 л.с.! На первый взгляд заголовок выглядел очень красиво. Сварка была хорошей и выглядела очень близко к скопированному дизайну. Однако при ближайшем рассмотрении мы заметили несколько неправильных изгибов, а также некоторые конструктивные проблемы с коллекторами. Я уверен, что застройщик не верил, что это что-то изменит, но, как говорится, «дьявол кроется в деталях».
 Дизайнеры автомобилей стремились улучшить экономию топлива во всех аспектах своей конструкции.
Дизайнеры автомобилей стремились улучшить экономию топлива во всех аспектах своей конструкции. Если сравнить типичный 3500-фунтовый. вес седанов, разработанных американской «большой тройкой» (Chrysler, Ford и General Motors) до 3223 фунтов. веса седанов азиатского дизайна, также построенных в Америке, вы можете быстро увидеть, что США есть куда двигаться.
Если сравнить типичный 3500-фунтовый. вес седанов, разработанных американской «большой тройкой» (Chrysler, Ford и General Motors) до 3223 фунтов. веса седанов азиатского дизайна, также построенных в Америке, вы можете быстро увидеть, что США есть куда двигаться. Традиционный замковый шов состоит из четырех слоев материала, наложенных друг на друга и соединенных друг с другом не менее чем на 3/8 или 1/2 дюйма. перекрытия по всей оболочке, расходуя материал и увеличивая массу. Штампованные торцевые крышки должны были быть утоплены в конец глушителя, чтобы иметь достаточное перекрытие для шовного замка или сварки внахлест, что увеличивало массу и уменьшало объем настройки. На помощь пришла лазерная сварка: в частности, в выхлопной системе лазерная сварка позволяет устранить замковые швы и сварные швы внахлестку при одновременном снижении уровня утечки выбросов.
Традиционный замковый шов состоит из четырех слоев материала, наложенных друг на друга и соединенных друг с другом не менее чем на 3/8 или 1/2 дюйма. перекрытия по всей оболочке, расходуя материал и увеличивая массу. Штампованные торцевые крышки должны были быть утоплены в конец глушителя, чтобы иметь достаточное перекрытие для шовного замка или сварки внахлест, что увеличивало массу и уменьшало объем настройки. На помощь пришла лазерная сварка: в частности, в выхлопной системе лазерная сварка позволяет устранить замковые швы и сварные швы внахлестку при одновременном снижении уровня утечки выбросов.
 Таким образом, технология легкодоступна для использования компонентов выхлопной системы, сваренных встык, а большие объемы производства легковых автомобилей хорошо обслуживаются высокой скоростью лазерной сварки. Рулонные глушители имеют больший объем, чем штампованные корпуса с ребрами жесткости. Глушители, сваренные встык, весят меньше, чем блоки, сваренные внахлест или внахлест, и не имеют очевидной потенциальной точки утечки в месте соединения банки с торцевой крышкой. Куполообразные торцевые крышки, приваренные к глушителю, обеспечивают больший объем настройки и меньший вес.
Таким образом, технология легкодоступна для использования компонентов выхлопной системы, сваренных встык, а большие объемы производства легковых автомобилей хорошо обслуживаются высокой скоростью лазерной сварки. Рулонные глушители имеют больший объем, чем штампованные корпуса с ребрами жесткости. Глушители, сваренные встык, весят меньше, чем блоки, сваренные внахлест или внахлест, и не имеют очевидной потенциальной точки утечки в месте соединения банки с торцевой крышкой. Куполообразные торцевые крышки, приваренные к глушителю, обеспечивают больший объем настройки и меньший вес.
 Это уменьшает их массу и требуемое место для упаковки, устраняя необходимость в жестких инструментах. Оболочка преобразователя, сваренная лазером, также может иметь концы, закрученные до диаметра трубы, если она подвергается небольшой послесварочной обработке, такой как отжиг или шлифовка шва.
Это уменьшает их массу и требуемое место для упаковки, устраняя необходимость в жестких инструментах. Оболочка преобразователя, сваренная лазером, также может иметь концы, закрученные до диаметра трубы, если она подвергается небольшой послесварочной обработке, такой как отжиг или шлифовка шва.