Сварка инвертором тонкого металла — какие нужны электроды для сварки тонкого металла
Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра. На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение. Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Особенности работы с листовым железом
Не все специалисты способны работать со сталью, толщина которой составляет 1-1,5 мм. Для того чтобы получить требующееся изделие при применении подобных заготовок следует знать особенности процедуры. Особенности сварки тонкого металла связаны со сложностями, которые заключаются в нижеприведенных факторах:
- Прожоги можно назвать самым распространенным дефектом, который можно встретить при работе с тонким металлом.
 Подобная проблема связана с появлением сквозных отверстий. Причиной появления подобного дефекта может стать неправильный выбор расходного материала и режима работы.
Подобная проблема связана с появлением сквозных отверстий. Причиной появления подобного дефекта может стать неправильный выбор расходного материала и режима работы. - Расплав валика, неравномерное его распределение по поверхности может привести к снижению прочности и герметичности. Процесс варки тонкого металла приводит к образованию сварочной ванной появляется расплавленный сплав, который под силой тяжести проваливается на другую сторону. За счет этого качество соединения существенно снижается.
- Непровары получаются в случае, когда сварщик спешить для того, чтобы избежать появления других дефектов. За счет подобного недочета прочность соединения существенно снижается, падает герметичность. Как и во многих других случаях, в рассматриваемом решить проблему можно путем правильного выбора режима работы инвертора и электродов.
- Деформация поверхности. Из-за небольшой толщины листов они начинают быстро перегреваться, за счет чего происходит изменение кристаллической решетки. Подобная ситуация становится причиной вытягивания листа. Именно поэтому сварка тонкого металла электродом не приводит к получению качественного изделия, если не решить проблему с подобной деформацией заготовки. В некоторых случаях можно провести холодную правку при использовании молотков с резиновой рабочей частью, но добиться качественного результата будет довольно сложно.
 Подобная проблема связана с появлением сквозных отверстий. Причиной появления подобного дефекта может стать неправильный выбор расходного материала и режима работы.
Подобная проблема связана с появлением сквозных отверстий. Причиной появления подобного дефекта может стать неправильный выбор расходного материала и режима работы. Подобная ситуация становится причиной вытягивания листа. Именно поэтому сварка тонкого металла электродом не приводит к получению качественного изделия, если не решить проблему с подобной деформацией заготовки. В некоторых случаях можно провести холодную правку при использовании молотков с резиновой рабочей частью, но добиться качественного результата будет довольно сложно.
Подобная ситуация становится причиной вытягивания листа. Именно поэтому сварка тонкого металла электродом не приводит к получению качественного изделия, если не решить проблему с подобной деформацией заготовки. В некоторых случаях можно провести холодную правку при использовании молотков с резиновой рабочей частью, но добиться качественного результата будет довольно сложно.Пример сварки тонкого металла
Все приведенные выше проблемы могут привести к серьезным последствиям. Именно поэтому сварщик должен отработать свои навыки на менее ответственных изделиях.
Правильная технология
Чтобы понять, как правильно варить тонкое железо инверторами, необходимо тщательно изучить технологическую цепочку. Ее этапы не отличаются от схемы сваривания стандартных изделий:
- Предварительная подготовка поверхности.
- Рабочий цикл.
- Финишная обработка шва.
Рассмотрим каждую стадию подробнее.
Подготовка
На данном этапе необходимо очистить зону соединения от следов старой краски и очагов коррозии. После этого поверхность обезжиривается с помощью любого доступного растворителя. Особое внимание необходимо уделить месту монтажа массы сварочного агрегата. Некачественная обработка места крепления может нарушить контакт.
После этого поверхность обезжиривается с помощью любого доступного растворителя. Особое внимание необходимо уделить месту монтажа массы сварочного агрегата. Некачественная обработка места крепления может нарушить контакт.
Сварка
Порядок выполнения работ электросваркой следующий:
- Подготовьте электроды исходя из толщины заготовки. Наконечник следует очистить от флюсового покрытия на длину 5-6 мм для облегчения розжига дуги.
- Вдоль линии будущего шва рекомендуем сделать точечные прихваты с интервалом 100-120 мм. Это позволит избежать смещения элементов конструкции в процессе выполнения работ.
- Процесс розжига дуги осуществляется двумя способами. В первом случае необходимо провести стрежнем по поверхности. Движение должно напоминать поджигание спички. Альтернатива – постукивание электродом по поверхности. Данный способ применяют при работе в труднодоступных метах. Длина сварочного дуги не должна превышать диаметр сечения электрода. В этом случае она будет обладать достаточной плотностью и стабильностью.

- Скорость движения электрода подбирается индивидуально, исходя из текущих условий работ. Зона расплава должна иметь несколько удлиненную форму – это свидетельствует о том, что металл прогревается на нужную глубину.
- Следите за плавностью движения дуги и избегайте резких движений. Несмотря на то, что современные модели сварочных аппаратов оснащено вспомогательными функциями, колебание дуги может привести к дефектам шва.
Дополнительными функциями, которые упрощают процесс соединения, являются:
- Форсаж дуги. При удлинении разряда рабочий параметры автоматически повышаются, стабилизируя дугу.
- Антизалипание электрода. При контакте электрода с поверхностью автоматика сбрасывает напряжения, препятствуя залипанию стержня.
В процессе выполнения работ важно обеспечить визуальный контроль над сварочной ванной. При этом угол наклона электрода должен находиться в диапазоне 60-90º. При уменьшении угла наклона шов будет иметь наружные выпуклости, свидетельствующие о том, что металл не прогрелся только на поверхности.
Специалисты рекомендуют использовать зигзагообразное направление движения присадочного материала для получения наилучших результатов.
После кристаллизации соединения его очищают от шлака и проводят первичный осмотр на наличие дефектов.
Техники и методы сварки тонких листов металлов
Сварка тонкого металла электродом может проводиться при применении различных технологий. В большинстве случаев они исключат вероятность появления прожога, то есть длительного воздействия высокой температуры в одной точке. Сварка листового металла может проводиться следующим образом:
- При слишком небольшой толщине материала следует проводить варку небольшими участками. Кроме этого, могут проводить сварку и шахматным порядком. Применение подобной технологии позволяет равномерно распределить тепло.
- Для того чтобы избежать проваливания сварочного шва применяется специальная подложка. Стоит учитывать, что в ее качестве не может использовать металл, так как он приваривается.
- Приподнять силу тока можно только при использовании прерывистой дуги. За счет импульсного воздействия можно избежать вероятность перегрева тонкого материала.
- Показатель силы тока должен составлять 30 А и не более.

Процесс сварки
Сварка тонких листов металла должна проводиться только после того, как технология была проверена и отточена на различных заготовках. Только после этого можно приступать к выполнению работы.
Работа инвертором
Существует несколько методов проведения сварки тонкого металла.
Отбортовка – кромки металлических листов загибают под нужным углом и скрепляют прихватками с интервалом 50–100 мм. Дальше движутся в направлении снизу вверх, образовывая сплошной шов.
Отбортовка тонкого металла
Прерывистый – метод, при котором рабочий процесс происходит с отрывом дуги от поверхности листа на несколько секунд. Далее возвращают электрод в исходное положение и продолжают процесс, не допуская остывания металла.
Примеры условных обозначений прерывистых швов по ГОСТ
Использование теплоотводящих прокладок – в качестве прокладок применяют медные пластины, которые располагают под стыком. На них переходит часть тепла при наплавлении шва. Таким методом основной свариваемый металл не перегревается и не происходит прожиг. А также можно использовать медную проволоку, которая помещается между кромками деталей. В процессе сварки тонкого металла, аналогично пластине, проволока забирает часть тепла, предотвращая перегрев. Проволока или пластина удаляется после проведения работ без явных признаков присутствия.
Использование теплоотводящих прокладок во время сварки
Виды соединения свариваемых листов:
- Встык – сложный способ соединения, без опыта может привести к прожогам. Два листа располагаются рядом с минимальным зазором. Разделка кромок не требуется. Торцы деталей плотно приближают друг к другу и делают прихватки.
- Внахлест – более легкий способ, при котором одна металлическая пластина перекрывается другой на 10–30 мм. Создается своеобразная основа под наплавляемый металл, которая не допускает появление прожига.
 Создается своеобразная основа под наплавляемый металл, которая не допускает появление прожига.
Создается своеобразная основа под наплавляемый металл, которая не допускает появление прожига.
Типы сварных швов и соединений
Видео по теме: Ручная дуговая сварка тонкого металла
Публикации по теме
Особенности выполнения полуавтоматической сварки в среде углекислого газа
Изготовление аргоновой сварки в домашних условиях
Особенности сварки проводов инвертором
Сварка оцинковки
Больше всего трудностей возникает в случае, когда сварка тонколистового металла должна проводиться в случае, когда материал оцинкован. Легирующие вещества существенно изменяют основные характеристики сплава. Среди особенностей работы с тонким материалом можно отметить нижеприведенные моменты:
- При сварке следует изначально снять на кромках слой цинка. Это можно сделать при применении абразива.
- В некоторых случаях оцинкованный слой снимается путем прожига сварочным аппаратом.
- Проводить рассматриваемую работу следует исключительно на улице или в помещении с эффективной вытяжкой. Эту рекомендацию можно связать с тем, что из-за воздействия высокой температуры могут образовываться различные токсины.
Сварка тонкого металла инвертором в случае, когда поверхность покрыта цинком, должна проводиться также при выборе низкого показателя силы тока. Кроме этого, уделяется внимание выбору более подходящего инвертора.
Сварка тонкого металла инвертором
Осуществлять сварку тонких можно при применении самых различных технологий, все они исключат вероятность длительного воздействия высокой температуры на одном участке. Если необходимо сварить оцинкованный тонкий металл, то придется провести его предварительную очистку.
Используемые электроды
Электроды для сварки тонкого металла нужно выбирать с особой осторожностью. Это связано с тем, что даже мельчайшее отклонение от установленных норм приводит к появлению серьезных дефектов. При рассмотрении того, каким электродом варить металл 2 мм отметим следующие моменты:
- При выборе низких показателей тока наиболее подходящими электродами можно назвать варианты исполнения с диаметром от 2 до 3 мм. Это связано с тем, что слишком большой показатель приводит к затуханию дуги.
- Оптимальным показателем температуры в зоне сварки можно назвать 170 градусов Цельсия. Этого вполне достаточно для прокалывания стали, но при этом ее структура не преобразуется. За счет оказания подобного воздействия покрытие начинает плавится равномерно, сварщик может изменять форму шва.
- В большинстве случаев используется электрод, который имеет качественное покрытие. Зачастую применяемая технология предусматривает использование разрывестой дуги, за счет чего сварочная ванная имеет небольшие размеры.
 Это связано с тем, что слишком большой показатель приводит к затуханию дуги.
Это связано с тем, что слишком большой показатель приводит к затуханию дуги.Электроды для сварки 2 мм
Сварка тонкого металла инвертором может проходить только при использовании специальных электродов, которые смогут стабилизировать дугу.
Выбор режимов и электродов
Опытные сварщики не только умеют правильно работать с тонким металлом, но правильно выбирать режимы и электроды. Особенностями этого момента назовем следующее:
- Высокий показатель силы тока приводит к повышению температуры в зоне контакта дуги с обрабатываемой поверхностью, в результате чего образуется прожиг.
- Слишком низкий показатель приводит к тому, что дуга плохо формируется. Поэтому работа протекает сложно.
- Плохие электроды также могут привести к появлению большого количества дефектов различного типа.
Только при правильном выборе режимов работы и подходящих электродов можно исключить вероятность деформации тонкого металла под воздействием высокой температуры.
Пошаговая инструкция сварки кузова
Инверторный сварочный аппарат позволяет соединить детали толщиной от 0,8 миллиметров. Максимальная толщина элементов машины не должна превышать 6 миллиметров. Перед тем, как варить кузов автомобиля, необходимо определить объем работ, и закрыть части кузова, сварка которых проводиться не будет.
Если сварка используется при устранении коррозии своими руками:
- срезается часть металла, поврежденная коррозией, иле же детали удаляются полностью;
- края, по которым проходит срез, грунтуются;
- после обработки при помощи инвертора привариваются отдельные отрезки металла, или целые детали.

Если на поверхность крепятся новые элементы, сваривать инвертором следует при помощи электродного пошагового метода:
- длина швов составляет два сантиметра;
- интервал между швами не превышает шести сантиметров;
- после прохода по всему периметру детали, производится полноценная сварка.
Эта система позволяет обеспечить высокий показатель прочности и жесткости сварного шва. Для обработки швов после сварки потребуется болгарка. Если не выполнить шлифовальные и покрасочные работы, крепление быстро придет в негодность.
При поэтапной сварке следует делать перерывы, необходимые для остывания раскаленного металла. Длительность в зависимости от толщины деталей может составлять несколько часов.
Режимы аппарата и параметры сварки
Опытные сварщики знают, какие настройки аппарата позволяют достигнуть требующего результата. Путем проб и ошибок были выведены наиболее оптимальные параметры. Все они указываются в определенной таблице. К другим особенностям данного вопроса назовем следующие моменты:
К другим особенностям данного вопроса назовем следующие моменты:
- Сила тока должна быть меньше, чем при работе с толстым металлом.
- Отлично себя проявляют инверторы, которые могут работать при переменном напряжении. Кроме этого, выбирается высокая частота тока.
- Если используемое оборудование позволяет устанавливать пусковой значение, то оно должно быть на 20% меньше. Это связано с тем, что при пуске устройства часто происходит прожиг тонкого металла. Если подобный режим отсутствует, то разжигать электрод можно на толстом материале, после чего перейти на требуемый.
- Малые токи позволяют избежать довольно большого количества проблем. Примером можно назвать выбор значение от 10 до 30 А.
Сварка в импульсном режиме
Кроме этого, может применяться импульсный режим. Он формирует прерывистую дугу, так как аппарат сам регулирует ее подачу. За счет прерывания сварки можно снизить температуру нагрева.
Альтернативные методы
Надежной альтернативой инвертору считают применение полуавтоматов для соединения тонких металлических элементов. Использование проволоки позволяет увеличить производительность работ, за счет отсутствия пауз для замены электродов. Ассортимент расходных материалов позволяет подобрать идеальный вариант для конкретного случая.
Использование проволоки позволяет увеличить производительность работ, за счет отсутствия пауз для замены электродов. Ассортимент расходных материалов позволяет подобрать идеальный вариант для конкретного случая.
Недостаток полуавтомата заключается в повышенных требованиях к квалификации работника – начинающий сварщик не способен за короткий срок освоит все навыки работы с данным оборудованием.
Техника сварки
Уделяется внимание также и применяемой технике сварки. Современное оборудование для сварки позволяет устанавливать требующиеся параметры для работы с тонким металлом различного типа. Среди особенностей проводимой работы отметим следующие моменты:
- Нужно правильно подводить края соединяемых элементов.
- Часто соединение в стык проводится путем прожога. Подобная технология подходит для опытных пользователей.
- Если можно, то пластины размещаются внахлест. В этом случае исключается вероятность прожога. Электрод рекомендуется контактировать с нижним изделие, за счет чего повышается качество соединения.

Выделяют несколько распространенных методов сварки. Примером можно назвать:
- При малом силе тока стержень двигают строго по шву.
- При повышении показателя обработка проводится прерывистой дугой.
- Для снижения вероятности деформации шва сварка проводится в шахматном порядке.
В некоторых случаях можно использовать подложку, которая также снижает вероятность прожога тонкого металла. Уменьшение длины дуги снижает вероятность перегрева обрабатываемого участка. Электрод следует держать под углом 45 градусов.
КАК ПРАВИЛЬНО ВАРИТЬ МАШИНУ ЭЛЕКТРОДАМИ
Ни для кого не секрет, что кузов является важнейшим элементом любого автомобиля, который требует особого внимания и ухода, диагностики и ремонта. Сварка – одна из составляющих. Нередко автолюбители могут произвести сварку своими руками. Но перед тем, как варить машину электродами, необходимо обзавестись специальным оборудованием.
В большинстве случаев автомашина начинает гнить с нижней части кузова.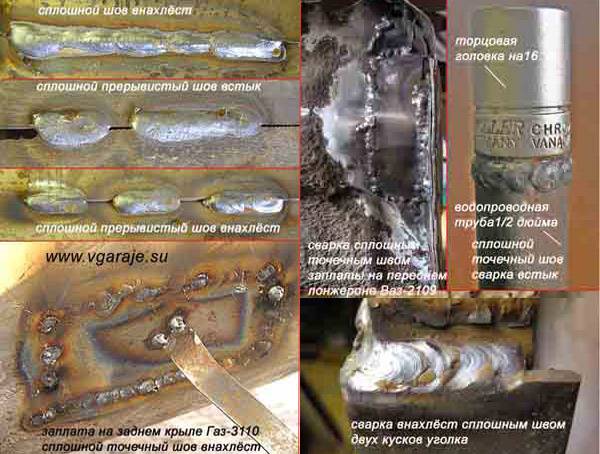 Но машины эксплуатируются при разных условиях, а проблемы возникают практически одинаковые. Наиболее часто поражения происходят в тех местах, которые больше всего соприкасаются с влажной средой:
Но машины эксплуатируются при разных условиях, а проблемы возникают практически одинаковые. Наиболее часто поражения происходят в тех местах, которые больше всего соприкасаются с влажной средой:
- крылья и пороги;
- передние части автомобиля;
- багажник.
Пороги и внутренняя поверхность крыльев портятся в первую очередь, так как при езде в дождливую погоду и снег именно в этих местах откладывается грязь и влага. Что касается передней части, то она начинает загнивать именно под полами. А вот в багажнике влага копится в месте для запасного колеса, так как немногие стараются вытирать его после замены запаски.
Проблемы сварки тонкостенных изделий
Не рекомендуется проводить подобную работу при отсутствии требующихся навыков. Наиболее распространенными проблемами можно назвать:
- Формирование сильного наплыва. Сварочная ванная может расплываться и даже проваливаться. Поэтому подобному моменту уделяется много внимания.
- Прожиг тонкого материала происходит при сильном точечном нагреве. Как правило, подобная проблема возникает в случае выбора высокого показателя силы тока.
- Появление низкокачественного валика. Контролировать короткую дугу достаточно сложно, как и распространение расплавленного материала.
 Как правило, подобная проблема возникает в случае выбора высокого показателя силы тока.
Как правило, подобная проблема возникает в случае выбора высокого показателя силы тока.Если расстояние между изделием и стержнем большое, то это может привести к формированию длинной дуги. Она характеризуется более высокой температурой воздействия в зоне плавки.
В заключение отметим, что основные проблемы можно избежать при наборе опыта, использовании современного аппарата и более подходящего электрода. это связано с тем, что новые инверторы позволяют устанавливать оптимальные значения силы тока. Кроме этого, качественные электроды формируют стабильную дугу даже при низкой силе тока. Поэтому не стоит скупится на приобретении расходных материалов, так как в противном случае получить качественный шов будет достаточно сложно.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как лучше сваривать металл
Чтобы ответить на вопрос – какой сварочный метод лучше какой аппарат использовать, нужно ознакомиться с принципом работы каждого. Существует два основных способа сварки металлических деталей авто в собственном гараже – полуавтоматом с углекислотным баллоном или инвертором. Оба метода отличаются от аналогичных работ в заводских условиях.
Существует два основных способа сварки металлических деталей авто в собственном гараже – полуавтоматом с углекислотным баллоном или инвертором. Оба метода отличаются от аналогичных работ в заводских условиях.
Кузов автомобиля, сошедшего с заводского конвейера, не цельнолитой, он сваривается из отдельно отштампованных деталей. Сварка кузова автомобиля в заводских условиях точечная – прочно зафиксированные детали сжимаются нерасходными электродами, через которые проходит электроток. При сильном зажатии отсутствует линейное температурное расширение, образуется прочный и неразличимый на глаз шов, а сама деталь не меняет форму при нагреве.
Сварка кузова автомобиля электродом по заводскому типу в гараже затруднительна, так как для прочного закрепления детали требуется дополнительное оборудование. Поэтому в автосервисах и собственных гаражах мастера предпочитают пользоваться углекислотным полуавтоматом или инвертором.
Как варить тонкий металл электродом правильно?
Перед профессиональными сварщиками никогда не стоит вопрос о том, какая сварка лучше для тонкого металла. Подобные соединения проще всего выполнять при помощи инвертора TIG. Работа с неплавящимся электродом позволяет выполнять узкие швы, сводя тепловложения к минимуму. Ускорить процесс можно при помощи использования полуавтомата. Но как быть, если подобного оборудования нет под рукой? Если в вашем распоряжении только аппарат ММА, а сварку тонкого металла выполнить нужно, то стоит постараться избежать распространенных ошибок. О них мы сегодня и поговорим.
Подобные соединения проще всего выполнять при помощи инвертора TIG. Работа с неплавящимся электродом позволяет выполнять узкие швы, сводя тепловложения к минимуму. Ускорить процесс можно при помощи использования полуавтомата. Но как быть, если подобного оборудования нет под рукой? Если в вашем распоряжении только аппарат ММА, а сварку тонкого металла выполнить нужно, то стоит постараться избежать распространенных ошибок. О них мы сегодня и поговорим.
Сварка тонкого металла электродом: когда она нужна
Если говорить о бытовом применении, то необходимость в таком соединении может возникать довольно часто. Так, например, тонкое железо часто варят при изготовлении различных баков и емкостей на даче. При наличии автомобиля возможно и выполнении кузовного ремонта. При помощи обычного электрода приваривают пороги, работают с арками, нижней частью дверей или даже кромкой багажника. Пригодится умение работать со сваркой и при проблемах с выхлопной системой машины.
Круглые трубы с тонкой стенкой нередко применяют для организации водопровода на даче. А профильные и квадратные изделия прекрасно подходят для строительства теплиц, сооружения навесов и различных козырьков. Поэтому умение выполнять сварку тонкого металла электродом домашнему мастеру будет только на пользу.
Сварка тонкого металла для начинающих: основные сложности
Когда мы говорим о тонком металле, то подразумеваем сталь толщиною в 0,8–1,5 мм. Более тонкие детали соединить при помощи обычного покрытого электрода не сможет даже профессиональный сварщик. Начинающие же специалисты совершают следующие ошибки:
- Наплывы на тыльной стороне шва. Такой дефект возникает в тех ситуациях, когда металла от присадки слишком много. В таком случае на лицевой стороне мы видим гладкое соединение, а излишки под тяжестью собственного веса уходят на тыльную часть поверхности заготовок, образуя крупные валики. Если работа выполняется с трубой, то может уменьшится ее пропускная способность. Плоские же пластины, которые должны прикладываться к другим заготовкам и вовсе придется долго зачищать болгаркой. Причина возникновения такого дефекта кроется в слишком медленном ведении электрода.
- Прожоги. Инверторная сварка тонкого металла приводит к его быстрому разогреву. В случае возникновения прожогов стыки становятся негерметичными, соединение теряет свою прочность, значительно портиться и внешний вид получаемой конструкции. Если говорить о причинах подобных дефектов, то среди них будет неправильно подобранная сила тока и слишком медленное ведение электрода.
- Непровары. Возникают тогда, когда пользователь пытается избежать прожогов и ставит слишком низкий ток. В такой ситуации заготовка не прогревается электродом, металл просто накладывается сверху. При малейшей нагрузке подобное соединение разваливается. Иногда проблема заключается также и в слишком быстром передвижении электрода.
- Деформация заготовок. Замечено, что железо толщиною до 1,5 мм склонно деформироваться под термическими воздействиями, а также из-за линейного расширения. Чаще всего при дуговой сварке тонкого металла начинающие специалисты неверно подбирают ток инвертора, медленно ведут электрод или не придерживаются верного порядка работы с длинными участками.
- Увеличенный расход материалов. Связан с тем, что мастеру сложно держать короткую дугу. Она часто гаснет, обмазка со стержня осыпается, приходится менять электроды. Все это ведет к увеличенному расходу материалов.
 Плоские же пластины, которые должны прикладываться к другим заготовкам и вовсе придется долго зачищать болгаркой. Причина возникновения такого дефекта кроется в слишком медленном ведении электрода.
Плоские же пластины, которые должны прикладываться к другим заготовкам и вовсе придется долго зачищать болгаркой. Причина возникновения такого дефекта кроется в слишком медленном ведении электрода. Чаще всего при дуговой сварке тонкого металла начинающие специалисты неверно подбирают ток инвертора, медленно ведут электрод или не придерживаются верного порядка работы с длинными участками.
Чаще всего при дуговой сварке тонкого металла начинающие специалисты неверно подбирают ток инвертора, медленно ведут электрод или не придерживаются верного порядка работы с длинными участками.Очень многие начинающие сварщики допускают еще одну страшную ошибку: они пытаются выполнить прихватки или весь шов без маски. Так они получают ожог роговицы, глаза быстро устают и травмируются. Делают это они из-за того, что на малых токах дугу плохо видно через фильтр маски, и выполнение шва очень затруднено.
Как выбрать сварочный аппарат и электроды для сварки тонкого металла?
Сварка тонкостенных заготовок задача сложная, но возможная. Чтобы дело увенчалось успехом, очень важно правильно подобрать сварочный инвертор ММА. Прежде всего важно обратить внимание на наличие дополнительно функционала. В идеале, в выбранном устройстве обязательно должны быть следующие функции: «Горячий старт», «Форсаж дуги», «Антизалипание».
Прежде всего важно обратить внимание на наличие дополнительно функционала. В идеале, в выбранном устройстве обязательно должны быть следующие функции: «Горячий старт», «Форсаж дуги», «Антизалипание».
Помимо этого, важно учитывать и минимальный возможный сварочный ток. Об этом параметре забывают многие новички. Большинство людей обращают внимание только на максимальные возможные показатели. Но для сварки тонкого металла часто приходится выбирать именно низкий минимальный ток. Хорошо, если в имеющемся инверторе его можно снизить до уровня в 5–20 А.
В ассортименте нашего магазина представлено сразу несколько аппаратов, отлично подходящих для сварки тонкой стали:
Если говорить о выборе электродов, то тут стоит отметить, что чрезмерно толстые стержни точно не подойдут. Идеальный вариант — от 1,6 до 3 мм. При этом, чем тоньше металл основания, тем тоньше должен быть и электрод. Т.к. процесс сварки идет на постоянном токе, то рекомендуется подбирать расходные материалы с основной обмазкой.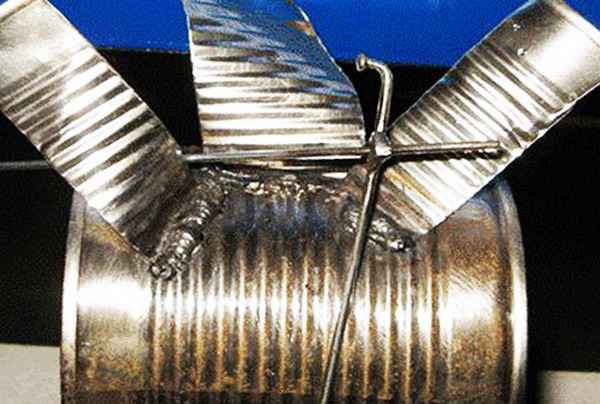
Как варить инверторной сваркой тонкий металл: настройка аппарата
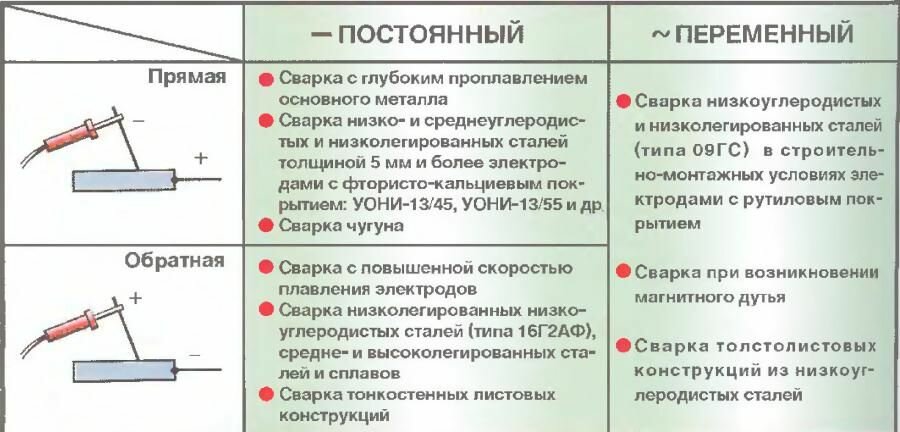
Т.к. вы планируете работать с тонкими заготовками, то первое, что нужно сделать — это настроить аппарат на обратную полярность. Это значит, что в гнездо с «+» подключается не клемма, а электрододержатель. Благодаря этому максимальная температура будет направлена на кончик электрода, а не на заготовку. Таким образом удается избежать сильного разогрева металла основания, снизить вероятность прожогов и деформаций деталей из-за перегрева.
При установке тока на сварочном инверторе мы рекомендуем пользоваться таблицей, представленной ниже. Она поможет подобрать оптимальные настройки аппарата для сварки тонкого металла.
| Толщина свариваемого металла, мм |
Диаметр электрода, мм |
Сила тока, А |
|
0. |
1.6 |
10-20 |
|
1.0 |
2.0-2.5 |
25-35 |
|
1.2 |
2.5 |
40-50 |
|
1.5 |
2.5-3.0 |
45-60 |

Техника правильной сварки тонкого металла
Ну вот, вы подобрали сварочный аппарат и электроды, подготовили заготовки и даже зафиксировали их струбцинами, чтобы постараться минимизировать деформации.
- Разжигать дугу лучше на отдельной черновой пластине, и только после этого можно приступать к работе. Так вы не оставите следов на лицевой стороне конструкции.
- Дугу лучше держать не строго по центру, а ближе к одной из сторон деталей. Так можно исключить вероятность возникновения прожогов в самом начале сварки.
- Электрод нужно вести довольно быстро и с минимальными колебательными движениями.
- Старайтесь держать максимально короткую дугу. Так она будет четче, а металл лучше будет переносится.
- Для того, чтобы металл не проваливался на обратную сторону шва, используйте подложку из меди или графита.
- Если ток выставлен на минимум, а прожоги все равно есть, варите прерывистой дугой.Держать электрод лучше не под прямым углом, а под наклоном в 30–45 градусов.
- Чтобы свести к минимуму деформацию при сварке длинных швов, выполняйте работу участками по 8–10 см. при этом начинать лучше с конца, и вести электрод на себя.
 при этом начинать лучше с конца, и вести электрод на себя.
при этом начинать лучше с конца, и вести электрод на себя.Как видите, при правильном и обстоятельном подходе сварка тонкого металла электродом не создаст никаких проблем. Подобрать все необходимое для работы вы можете в нашем каталоге, а при необходимости специалисты нашего интернет-магазина помогут с подбором оборудования, принадлежностей и материалов. Обращайтесь!
сварка тонкого металла — Ручная дуговая сварка — ММA
а для 1мм сколько ампер нужно?
На инверторе это сложно сказать, надо смотреть по месту, по регулятору может быть величина из диапазона 50-100А, зависит и от аппарата, и от самой шкалы, и от того что он выдаёт на самом деле, от длины проводов, напряжения в сети, и т. д. Только опытным путём именно на такой толщине металла, этими электродами и на этом аппарате.
д. Только опытным путём именно на такой толщине металла, этими электродами и на этом аппарате.
ржавчину я всю уже покромсал ( фото старое) т.е. передо мной нормальный советский металл
И толщина металла стала ещё меньше, сколько осталось там чистого металла? Если меньше 0,7-0,5мм ничего не выйдет — дыра будет сразу при поджиге. Стыковое соединени в зазор не варить категорически.
а что ты имеешь ввиду под хорошим швом?
Ну чтобы сплошной металл был, без шлака, и не надо было много зачищать после.
просто мне не ясна технология сварки. может есть какой определенный способ нанесения шва?
Да, сварка с отрывом дуги, совсем коротенькими касаниями почти стоя на месте почти без колебательных движение от кромки к кромке, очень короткой дугой. Понадобится хорошо подогнать кромки свариваемых деталей
Изменено пользователем Юрий@Сварить тонкое железо. Самые тонкие сварочные электроды
Сварка тонкого металла электродом оказывается нелегким процессом, так как главной проблемой здесь выступает вероятность сделать дыру в детали, когда из-за большой силы тока металл просто выгорит. Поэтому, все процессы нужно выполнять предельно точно, качественно и аккуратно. Не стоит забывать и о скорости проведения работ, так как слишком длительное пребывание ванны на одном месте может повлечь за собой широкий пропал.
Поэтому, все процессы нужно выполнять предельно точно, качественно и аккуратно. Не стоит забывать и о скорости проведения работ, так как слишком длительное пребывание ванны на одном месте может повлечь за собой широкий пропал.
Сварка тонкого металла дуговой сваркой использует минимум дополнительных приспособлений, так что в итоге все получается достаточно дешево, но при этом надежность может уступать другим способам. В данном процессе нужно учитывать ГОСТ 2246-70. Во время процесса может возникнуть деформация заготовки, так перепады температуры оказывают большое влияние на листы, которые легко поддаются деформации.
Другие также подвергаются таким негативным факторам, но этот является наименее защищенным. Здесь необходимо применение тонких электродов, которые будут иметь соответствующую обмотку и материал, выполняющий требования технологии сваривания того или иного металла. Здесь встречаются как недостатки, так и преимущества работы с тонким материалом.
Недостатки
В качестве недостатков можно выделить такие свойства как:
- Необходимость в использовании дополнительных крепежей, чтобы детали оставались на своем месте во время процесса и не смещались;
- В оборудовании должна иметься тонкая регулировка при работе с низкими параметрами силы тока, чтобы можно было точно подобрать режим;
- Необходимо предельно точное следование заданным режимам, чтобы не испортить детали;
- Количество появления бракованных швов тут статистически выше, чем при работе с толстым металлом;
- Нужно ответственно подходить к выбору защитного покрытия электрода, чтобы увеличить безопасность при сваривании, что уже зависит от того, какие марки металла в данном случае используются;
- Для работы требуется иметь достаточный опыт в этой сфере.
Преимущества
Среди преимуществ можно выделить:
- Относительно высокую скорость проведения процесса сваривания;
- Высокую экономичность, за счет уменьшения количества расходных материалов;
- Гибка и прочие подготовительные процедуры с деформацией проходят быстрее, проще и могут осуществляться в ручном режиме;
- Здесь нужна минимальная , так как практически отсутствует потребность в обработке кромок и созданию углов на поверхности сваривания.
Основные требования
Перед тем как варить тонкий металл дуговой сваркой нужно подобрать электроды. Их размер должен соответствовать толщине свариваемых деталей. Сила тока не должна отклоняться от номинальных положений, заданных в параметрах, так как при работе с тонкими металлами даже небольшое отклонение может привести к прожиганию насквозь. Металл электрода должен соответствовать металлу заготовки и быть максимально идентичным. Покрытие должно соответствовать техническим требованиям сваривания заданного металла.
Аппарат должен обладать отличными вольтамперными характеристиками и удобной регулировкой параметров. Температура сварки металла должна достигаться постепенно, сначала путем подогрева заготовки, а потом применением электрической дуги, чтобы избежать тепловых деформаций. Поверхность деталей обязательно должна быть зачищена и обезжирена, чтобы не была воздействия кислорода на шов и околошовную область. Желательно перемещать заготовку в горизонтальное положение, так как отсутствие возможности создания достаточной глубины проваривания затрудняет построение вертикальных швов. Нужно использовать только качественные, предварительно просушенные электроды.
Основные и вспомогательные материалы
Основными материалами для сварки являются электроды. Их может быть достаточно большое количество разновидностей, в зависимости от используемого металла и его толщины. Может даже применяться сварка тонкого металла , если толщина заготовки начинается от 2,5 мм и выше. Они могут неплавкими, как угольные или вольфрамовые, так и плавкими, металл которых будет заполнять зазор между заготовками. Они подбираются по составу, чтобы металл наплавлялся с идентичной ему массой, что улучшит качество соединения.
Они подбираются по составу, чтобы металл наплавлялся с идентичной ему массой, что улучшит качество соединения.
К дополнительным материалам можно отнести газ и флюс. Флюс используется для улучшения качество сваривания металла. Он применяется не всегда, а только при требованиях технологии. Зачастую он улучшает качества сваривания тугоплавких металлов, а также помогает лучше зажигаться электрической дуге. В его состав входят различные присадки и дополнительные металлы, что для каждого сорта будет отличаться. Иногда в качестве флюса используют металлическую стружку из того же металла, что и сама заготовка. Газ может применяться для подогрева детали, так как если этого не сделать, то может возникнуть деформация металла при сварке. Также он может выступать в качестве дополнительной защиты от кислорода из атмосферы, аналогично покрытию электрода. Дело в том, что когда происходит сварка тонкого металла электродом 1.6 мм, то это может быть и в среде защитных газов, а не только ручная дуговая. На последних стадиях обработки газ также может применяться для подогрева во время длительного остуживания.
На последних стадиях обработки газ также может применяться для подогрева во время длительного остуживания.
Выбор электрода
При выборе важно два параметра – это металл и покрытием, что можно входит в общее понятие марки изделия, и толщина диаметра. При идеальном варианте, металл должен полностью совпадать с тем, с которым будет происходить сваривание. К нему же уже сразу подобрана соответствующая обмазка. Количество вариантов здесь очень большое, поэтому, выбор делается индивидуально в каждом случае.
Чтобы знать, как дуговой сваркой варить тонкий металл, требуется подобрать правильный . Зачастую он должен совпадать с тем, какая толщина свариваемой детали. Только если речь идет о тугоплавких металлах, то его толщина может быть выше на 0,5 мм. Не стоит использовать и слишком тонкие, к примеру, для металла в 2,5 мм электрод с диаметром 1 мм. Это приведет к тому, что расходный материал будет слишком быстро заканчиваться и шов нужно будет часто прерываться. Материалы перед использованием нужно обязательно просушить, так как при тонком шве все дефекты становятся намного более явными и оказывают более губительное воздействие. В пределах одного шва нужно работать электродами только одной марки.
В пределах одного шва нужно работать электродами только одной марки.
Режимы
Если вы не знаете, как правильно сваривать металл электродуговой сваркой, то следует прибегнуть к таблице режимов, что поможет точно определиться с тем, какие параметры лучше подобрать, чтобы был минимальный риск появления брака. Для определенных толщин заготовок все эти параметры уже просчитаны.
| Толщина заготовки, мм | Диаметр присадочного материала, мм | Сила тока, А |
| 0,5 | 1 | 10-20 |
| 1 | 1-1,6-2 | 30-35 |
| 1,5 | 2-2,5 | 35-45 |
| 2 | 2,5-3 | 50-65 |
| 2,5 | 2,5-3 | 65-100 |
Технология сварки тонколистового металла электродом
Следующий порядок действий расскажет, как заварить тонкий металл дуговой сваркой:
- Следует провести зачистку заготовки при помощи металлической щетки. Зачистка должна проводиться до появления металлического блеска на поверхности.
- Затем нужно обезжирить места прохождения будущего шва при помощи ацетона, или любого другого растворителя, который сможет нейтрализовать окислительную пленку.
- Выложить флюс на кромки заготовок.
- Если технология сварки металла требует, то желательно произвести подогрев поверхности при помощи газовой горелки. Это же может касаться и электродов, так как основные причины разбрызгивания металла при сварке кроются не только в повышенной температуре, но и в сильном ее перепаде.
- Когда все подготовлено, то можно приступать к непосредственному свариванию. Движения должны быть достаточно быстрыми, чтобы слишком длительное нахождение сварочной ванны не привело к прожиганию детали насквозь. Но и слишком спешить не нужно, чтобы металл проварился по всему периметру. Здесь нужно охватить как можно больший периметр, так как из-за небольшой толщины погрузиться сильно вглубь невозможно. Шов должен выглядеть достаточно широкими и равномерным, а также состоять из множества мелких чешуек, следующих одна за другой.
- После окончания работы нужно медленно остудить металл, подогревая его горелкой и постепенно понижая температуру.
 Зачистка должна проводиться до появления металлического блеска на поверхности.
Зачистка должна проводиться до появления металлического блеска на поверхности.
Если, когда происходила сварка тонкого металла электродом 2 мм, заготовка прожглась насквозь, то следует прекратить работу, осмотреть шов и решить, можно ли его заварить или нет.»
Меры безопасности
Необходимо соблюдать стандартные меры безопасности. Все работы проводить в специальной защитной одежде, которая убережет от разбрызгивания металла. Также следует использовать специальные инструменты для переноса горячих и раскаленных деталей.
Сварочный процесс предназначен для создания соединения тонкого металла при помощи сварного шва. У многих изделий тонкие элементы имеют толщину в пределах 5 мм.
Сварка тонкого металла имеет высокое качество, если учитывать параметры прочности, вязкости, пластичности.
Сварка тонкого металла обладает высоким качеством, если учитываются такие параметры, как:
- прочность;
- антикоррозийная устойчивость;
- пластичность;
- вязкость.

Как варить тонкий металл инвертором и какие условия используют при его сварке?
Виды тонколистовой металлической сварки и ее особенности
Соединять листы тонкого металла приходится довольно часто. Множество деталей и механизмов изготовлено из таких материалов:
- катера;
- моторные лодки;
- автомобили.
Хорошо сделанная сварка возможна лишь после изучения тонкостей данного процесса.
Главная особенность соединения тонкого металла состоит в вероятности его повреждения электродами с образованием непригодного для эксплуатации изделия. Неумелое обращение с электродами приводит к созданию слабого сварного шва и некачественному соединению поверхностей металла. Создать правильную сварную дугу под силу лишь опытным мастерам, обладающим навыками по подбору величины тока для сварки.
Еще одна особенность – подготовка края металлической пластины к сварке. Учитываются положение соединяющего шва и толщина листа, подлежащего свариванию.
Условия, которые необходимо соблюдать при сварке тонкого металла
Прежде чем начать работу, нужно подобрать размер электрода с диаметром, равным толщине листа. Величину силы тока выбирают в зависимости от диаметра электрода. Большое внимание уделяют покрытию электродов, выбирают элементы, имеющие длительный период плавления.
Для соединения изделий используют сварочный инвертор, позволяющий обеспечить хорошую работу. Без особого труда сварка тонкого металла выполняется современным сварочным аппаратом, имеющим небольшой вес и высокую производительность. Работа инвертором осуществляется от постоянного источника тока. Для соединения тонкого металла используют электроды любых марок. При работе с аппаратом рекомендуется производить регулировку тока в пределах 10-15 А. При использовании электродов диаметром в 1,6 мм получают качественный .
Инвертор обладает идеальными характеристиками по системе «вольт-ампер», поддающимися регулировке под определенный вид сварки. Потребляемая прибором мощность меньше, чем у выпрямителя или трансформатора, а КПД составляет 90%.
Потребляемая прибором мощность меньше, чем у выпрямителя или трансформатора, а КПД составляет 90%.
Устройство аппарата для соединения тонкого металла
В первую очередь необходимо изучить устройство механизма для сварки, которое весьма сложно из-за использования в работе высоких величин напряжения, силы тока, максимальных частот. В процессе работы наблюдается двукратное преобразование напряжения от переменного, в 220 В, к постоянному и высокочастотному. В состав инвертора входят импульсные аккумуляторы, состоящие из модулей. Цифровые процессоры с программирующими микросхемами согласовывают работу элементов аппарата для сварки.
Инвертор способен выполнять несколько программ:
- ликвидировать напряжение на сварочной дуге при замыкании;
- создавать дополнительный импульс тока;
- обеспечивать разрушение преград из жидкого металла при короткодуговой сварке.
Процесс работы с использованием сварочного аппарата
Много чего можно создать своими руками в квартире или на даче, используя сварку. Отремонтировать машину, соединить металл значительно проще, если использовать инвертор.
Отремонтировать машину, соединить металл значительно проще, если использовать инвертор.
Для работы необходимо приготовить:
- электроды;
- сварочный аппарат;
- перчатки;
- тиски;
- молоток;
- щетку;
- маску для защиты лица;
- спецодежду из плотной ткани;
- тару с водой для ликвидации возможных очагов возгорания.
Важно перед началом сварки убедиться в соответствии напряжения в аппарате и рабочей сети. Необходимо осмотреть штепсель, розетку и кабель и проверить их исправность. Категорически запрещено работать на неисправном оборудовании.
Аппарат для сварки помещают на твердую поверхность, предварительно проверив его заземление. Изучив толщину изделий, выбирают электроды. С помощью рукоятки на аппарате фиксируют необходимую величину тока.
Прежде чем соединять металл инвертором, необходимо заготовки очистить от грязи и ржавчины. Затем металлические листы зажимают в тисках. Электрод помещают в отверстие держателя. Дугу создают с помощью касания и постукивания по металлической пластине. После образования дуги необходимо не отпускать ее, проводя электродом по листу. Требуется следить за величиной тока, чтобы дуга была сплошной и яркой. Когда сварочный шов остынет, молотком удаляют частицы шлака, а поверхность полируют до появления стойкого блеска.
Дугу создают с помощью касания и постукивания по металлической пластине. После образования дуги необходимо не отпускать ее, проводя электродом по листу. Требуется следить за величиной тока, чтобы дуга была сплошной и яркой. Когда сварочный шов остынет, молотком удаляют частицы шлака, а поверхность полируют до появления стойкого блеска.
Процесс контроля над сварочной дугой
Во время выполнения сварки необходимо контролировать промежутки между изделием из металла и прикасающимся к нему электродом.
Одинаковые размеры возникающего промежутка являются стабильной гарантией грамотно проведенного технологического процесса. При сокращении размеров заданного промежутка получается выгнутый дугой шов с участками расплавленной боковой его части. При увеличении расстояния процесс сварки становится невозможным: искажается размер самой дуги, а металл приваривается с некоторым перекосом в сторону. Только соблюдение заданного зазора во время сварки позволяет приварить ровный, красивый шов.
Формирование стандартного сварочного шва инвертором
Соединять детали во время сварки нужно так, чтобы не изменять скорость движения электрода, иначе не удастся сформировать ровный шов. Жидкое состояние сварочного шва находится намного ниже основной части металла.
Образовывавшаяся дуга способна захватывать весь основной металл, отодвигать всю ванну на прежнее место, формируя сварочный шов. Задача сварщика состоит в том, чтобы расположить шов на одной прямой с металлом. Создавая руками зигзаги и описывая дуги, можно легко проложить ровный шов.
От качества электрода зависит весь процесс сварки.
В таких случаях необходимо постоянно не выпускать из вида размеры расположения сварочного шва. Стоит постараться и расположить ванну строго по кругу. Благодаря равномерно раскачивающимся движениям создается шов, но необходимо следить за его формированием у одного края металлической пластины, а затем контролировать его образование вверху ванной.
Направляя электрод поближе к металлической заготовке, формируют приподнятый шов. Большинство сварщиков добиваются получения плоского шва и передвижения ванны за счет значительного изменения угла наклона электрода. Оптимальный вариант: контролировать угол наклона в пределах 45- 90° для формирования идеального шва и контроля над ванной.
Большинство сварщиков добиваются получения плоского шва и передвижения ванны за счет значительного изменения угла наклона электрода. Оптимальный вариант: контролировать угол наклона в пределах 45- 90° для формирования идеального шва и контроля над ванной.
Особенности соединения металла малой толщины инвертором
Сварщик при работе ориентируется на полярность электродов. Их величина влияет на долговечность сварочного шва и прочность всего соединения
Электроды с обратной полярностью формируют глубокий шов. При работе определяют, каким зарядом воспользоваться и как его подключить. Положительный заряд нагревается более сильно. Качественный шов сформируется, если наблюдать за ним при сварке. Создавая рабочий угол для электрода в пределах 30°, электрод подносят на близкое расстояние к металлу и формируют красное пятно до появления расплавленной металлической капли. Сварочный шов образуется после соединения всех капель на рабочих листах между собой.
Достоинства сварки инверторным выпрямителям
Сварка тонкого металла выполняется аппаратами во многих областях промышленности благодаря их низкой материалоемкости. Сварить металл не представляет большого труда в связи с высоким постоянством дуги и получением качественных итоговых показателей. Инверторы применяют для аргонно-дуговой сварки, в которой основная ценность – качество сварочного шва.
Сварить металл не представляет большого труда в связи с высоким постоянством дуги и получением качественных итоговых показателей. Инверторы применяют для аргонно-дуговой сварки, в которой основная ценность – качество сварочного шва.
Если производится полуавтоматическая сварка, то инвертор способен контролировать перемещение металла, уменьшать его разбрызгивание.
Самая передовая технология – плазменно-дуговая сварка. При ее использовании возрастает производительность труда за счет изменения скорости резки, формируется постоянная сварочная дуга.
Работа со сварочным аппаратом требует грамотного обращения со сложной техникой, иначе возникают неисправности. Техника дает сбой в работе, если неправильно произведены настройки, нарушены правила эксплуатации изделия. Если сварку невозможно произвести при включенном приборе, возможна неисправность в кабеле.
Отсутствие тока в сети приводит к тому, что инвертор не включается. Иногда наблюдается залипание электрода. Процесс связан с низким напряжением в сети. Недостаточные контакты, сформировавшиеся при окислении соединений, приводят к неисправности сварочного аппарата. Чем тоньше и меньше дуга, тем вероятнее сбои в работе инвертора. В особых случаях происходит нарушение в работе модуля, устраняемое сервисной службой.
Недостаточные контакты, сформировавшиеся при окислении соединений, приводят к неисправности сварочного аппарата. Чем тоньше и меньше дуга, тем вероятнее сбои в работе инвертора. В особых случаях происходит нарушение в работе модуля, устраняемое сервисной службой.
Как правильно выбрать аппарат для сварки?
Производители сварочных инверторов должны указывать в документах продолжительность включения аппарата.
Изучив весь объем предполагаемой работы, можно приступить к покупке аппарата для сварки. В первую очередь учитывают параметры свариваемых заготовок. Электроды выбирают в зависимости от толщины свариваемых листов. Величину силы тока устанавливают в зависимости от марки металла и его размеров.
Режимы, в которых будет работать аппарат:
- крайний;
- средний;
- продолжительный.
Низкое напряжение электросети в пределах 190 В приводит к заниженной величине тока для сварки. Не следует применять кабели для работы длиннее 15 м. Они дают низкий сварочный ток.
Они дают низкий сварочный ток.
Еще одна немаловажная деталь – учет особенностей электрической питающей сети. При низкой ее величине необходимо использовать аппараты, работающие при колебании напряжения 220+/-5%.
Термозащита аппарата зависит от соблюдения режима работ. Она рассчитана на 20 отключений и может быстро выйти из строя.
Еще одна важная деталь для сохранения инвертора в рабочем состоянии – учет особенностей проведения сварочных работ. Аппараты с уменьшением холостого хода используют в работе во влажных помещениях, колодцах, резервуарах.
Инвертор не эксплуатируют при температуре ниже 0° С, а резкие перепады способствуют формированию конденсата внутри плат.
Приобретая инвертор, следует помнить, что он используется в быту для любых сварочных работ, имеет хорошие показатели и во многом превосходит другое сварочное оборудование.
Комментариев:
- Роль опыта в сварке инвертором
- Сварка тонкого металла инвертором: советы опытных мастеров
- Подбор электродов для сварки тонкого металла
- Некоторые выводы для желающих овладеть сваркой тонкого металла
C момента появления сварочных инверторов сварка перестала быть уделом исключительно профессионалов. Старые аппараты были довольно сложны в применении как из-за своей массы (в основном из-за старых трансформаторов), так и сложности работы. Инвертор же отличается крайней простотой и легкостью, и работать с ним может даже новичок, которому достаточно ознакомиться с рядом правил и советов, посмотреть несколько видеоуроков. Но, как и в каждом деле, опыт, наработанный с инвертором, никогда не окажется напрасным.
Старые аппараты были довольно сложны в применении как из-за своей массы (в основном из-за старых трансформаторов), так и сложности работы. Инвертор же отличается крайней простотой и легкостью, и работать с ним может даже новичок, которому достаточно ознакомиться с рядом правил и советов, посмотреть несколько видеоуроков. Но, как и в каждом деле, опыт, наработанный с инвертором, никогда не окажется напрасным.
Варка инвертором в отличие от других сварочных аппаратов отличается простотой и легкостью.
Есть определенные задачи, которые решить малоопытному сварщику совсем не просто, – к таковым относится, например, сварка инвертором тонкого металла. Делать это сложно по ряду причин, но основная из них та, что неопытному сварщику очень сложно подобрать силу тока и воздействия на металл таким образом, чтобы не прожечь его насквозь там, где необходимо соединить.
Таким образом, сварка тонкого металла требует определенных навыков и внимательности к деталям, каждая из которых может повысить шанс сделать все качественно.

Роль опыта в сварке инвертором
Сварка инвертором – это всегда балансировка между двумя крайностями: прожигом металлической детали и прилипания к ней электрода. То есть в зависимости от расстояния между электродом и свариваемой поверхностью, от силы тока, используемой при сварке, от скорости движения электрода и его плавности и зависит эффективность сварки и ее результат. Так что как бы ни облегчал жизнь сварщиков инвертор, варка тонкого металла является достаточным препятствием на пути его неопытности. Опытные сварщики помимо того, что знают множество маленьких нюансов сварки, которые помогают им делать свою работу тоньше и качественнее, еще имеют набитую руку, опыт, глазомер. А они-то и составляют не меньше половины успеха при такой работе.
Малоопытный сварщик не сможет быстро и надежно подобрать силу тока в инверторе так, чтобы, с одной стороны, не прожечь листы металла, а с другой, соединить их надежно. Сварка тонкого металла инвертором для новичков и даже опытных сварщиков является чрезмерным испытанием, и они предпочитают использовать аргонно-дуговую импульсную сварку. В этом случае риск прожига металла снижается до крайне низких величин, а шов, остающийся в месте соединения, будет гладкий и красивый. Но иногда приходится проводить сварку именно инвертором, даже тонких листов металла, а потому лучше увеличить шанс на хорошую работу, ознакомившись с рядом советом опытных сварщиков.
В этом случае риск прожига металла снижается до крайне низких величин, а шов, остающийся в месте соединения, будет гладкий и красивый. Но иногда приходится проводить сварку именно инвертором, даже тонких листов металла, а потому лучше увеличить шанс на хорошую работу, ознакомившись с рядом советом опытных сварщиков.
Вернуться к оглавлению
При работе с инвертором используется постоянный ток электронов, образующий электрическую дугу. Источник имеет как положительный, так и отрицательный заряд, и это можно использовать при сварке тонких металлических элементов. Дело в том, что если положительный заряд устанавливается на металле, который нужно варить, то именно он и будет сильнее нагреваться, а если положительный заряд имеют электроды, то тогда на них придется основная нагрузка, и именно они будут греться и сгорать. От того, куда и какой заряд вы подключите, зависит многое в вашей работе. Опытные сварщики советуют устанавливать обратную полярность с плюсом на электроды, тогда воздействие сварки будет более щадящим для металла, но сочетать это необходимо с правильным подбором силы тока. Если все сделано правильно, то за электродом будет оставаться широкая, но неглубокая полоса расплавленного металла, и риск сквозного прожига изделия будет минимизирован.
Если все сделано правильно, то за электродом будет оставаться широкая, но неглубокая полоса расплавленного металла, и риск сквозного прожига изделия будет минимизирован.
Чтобы качественно провести сварку тонкого металла, необходимо следить внимательно за электродом и образующимся швом, в этом случае у вас не только существенно повышаются шансы провести сварку надлежащим образом, но и оставить на металле чистый и ровный шов. А чтобы видимость была хорошей, необходимо держать электроды под наклоном примерно 30-35° к поверхности свариваемых элементов. Советуем вначале приблизить максимально электрод к свариваемому элементу и дождаться появления красной металлической капли, которая и соединит две части. После этого ведите электродом плавно и с той скоростью, когда капля остается одного размера и цвета и идет вслед за вами. То есть вы как бы скрепляете шов чередой таких капель, образующих непрерывную ровную линию. С первого раза у неопытного мастера такой шов вряд ли получится, но, немного попрактиковавшись, вы сможете все преодолеть и добиться своего. Главное – не сдаваться.
Главное – не сдаваться.
Проводя сварку тонких листов стали, опытные сварщики подкладывают под заготовку толстые медные листы, которые отводят излишки тепла и помогают поддерживать ровную температуру в зоне сварки. Между листами стали не должно быть зазоров, края должны прилегать плотно и ровно. Проводя электродом, не делайте поперечных к линии стыка движений, двигайтесь только вдоль стыка с ровной скоростью и следуя зоне контакта.
Некоторые мастера вставляют в стык оставшиеся полоски стали и ведут электродугой по ней, расплавляя таким образом, чтобы ее материал скреплял шов, а на сами листы действовало лишь остаточное тепло электросварки.
Листы меньше 1 мм толщиной можно скреплять не встык, а внахлест, тогда электрическая дуга, расплавляя верхний лист, скрепляет его с нижним без чрезмерного риска прожига сразу двух листов.
Вернуться к оглавлению
Подбор электродов для сварки тонкого металла
Большую роль в сварке инвертором в целом и тонких металлических элементов в частности играет выбор электродов. Помимо покрытия электроды различаются еще и толщиной диаметра, что тоже немаловажно, если вы хотите сварить изделие без повреждений и прожигов.
Помимо покрытия электроды различаются еще и толщиной диаметра, что тоже немаловажно, если вы хотите сварить изделие без повреждений и прожигов.
Возьмем, к примеру, электрод ОМА-2. Он покрыт специальным составом, который горит при токах малой силы и обеспечивает ровное и медленное горение, что увеличивает ваши шансы сплавить тонкие металлические части без особых проблем. Покрытие дает хорошую жидкую металлическую массу, которая и делает шов неглубоким и хорошо скрепляющим поверхности. Покрытие состоит на треть из титанового концентрата, почти наполовину из муки, на 15% из жидкого стекла, а также имеет такие важные добавки, как марганец, селитра и железистые соединения кремния и марганца. Такого рода составы рассчитывали и подбирали опытным путем большое количество специалистов, под конкретные задачи и условия.
Для сварки тонких листов стали хорошо подходит электрод МТ-2, этот электрод создан довольно давно, но до сих пор используется сварщиками в нашей стране.
Тонкий металл варить сплошным швом очень сложно, поэтому сварку ведут углом вперед с отрывом дуги. Не забывайте, что в тот момент, когда вы оторвали электрод, его нужно вернуть в то же самое место до начала процесса кристаллизации сварочной ванны. Если металл застынет, а вы будете добавлять присадочный материал с электрода, сварка пойдет по шлаку. В таком случае нужно остановить сварочный процесс, отбить шлак, и только после этого продолжить. Контролируйте сварочную ванну. Если вы чувствуете, что металл не плывет и вы его не прожжете, можно варить с задержкой, не обязательно отрывать электрод каждую секунду. Нет такого однозначного правила, что вы должны весь шов варить с отрывом.
Не забывайте, что в тот момент, когда вы оторвали электрод, его нужно вернуть в то же самое место до начала процесса кристаллизации сварочной ванны. Если металл застынет, а вы будете добавлять присадочный материал с электрода, сварка пойдет по шлаку. В таком случае нужно остановить сварочный процесс, отбить шлак, и только после этого продолжить. Контролируйте сварочную ванну. Если вы чувствуете, что металл не плывет и вы его не прожжете, можно варить с задержкой, не обязательно отрывать электрод каждую секунду. Нет такого однозначного правила, что вы должны весь шов варить с отрывом.
Со сваркой тонкого металла в гараже чаще всего сталкиваются при выполнении кузовного ремонта автомобиля. Конечно, кузов толщиной 0,8 мм, в лучшем случае 1 мм, намного проще варить полуавтоматом, но если у вас нет денег на приобретение полуавтоматической сварки, либо нет необходимости в такой покупке из-за одной небольшой латки, вы можете полностью справиться ручной дуговой сваркой. Варят внахлест сплошным швом (но при таком способе будут большие поводки), или точками с определенным шагом.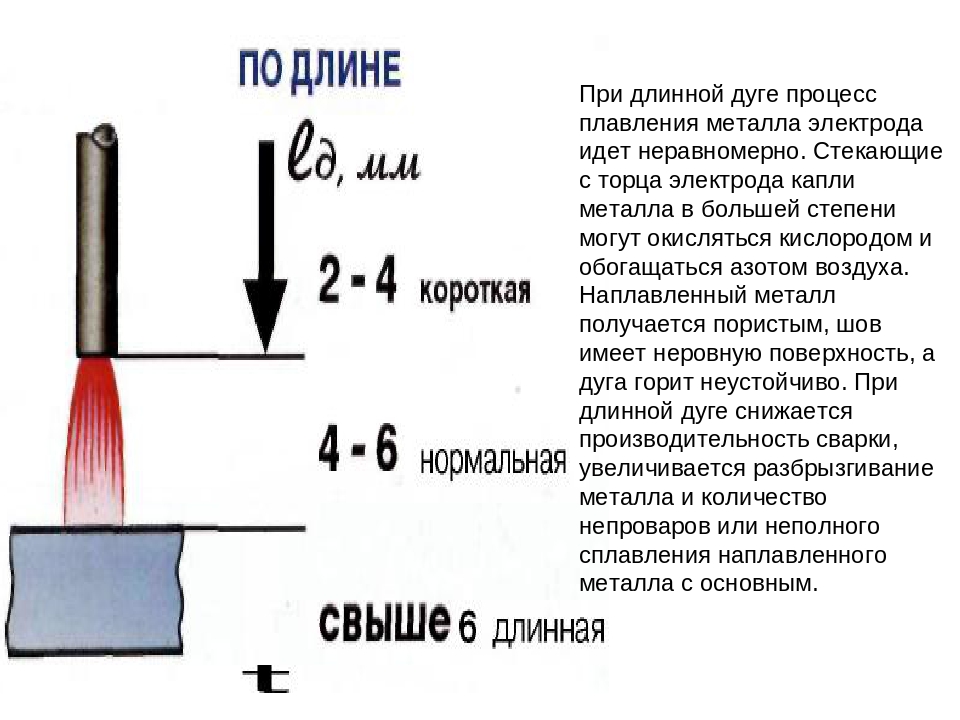 Для стыковых соединений немного снижают силу сварочного тока.Сварку встык ведут ТОЛЬКО без зазора. Не обращайте внимания на качество шва, в любом случае, у вас будет где-то больший валик, где-то меньший, все-равно в дальнейшем швы подлежат механической зачистке болгаркой, или другим доступным способом, а провар будет обеспечен в любом случае, так как лист тонкий.
Для стыковых соединений немного снижают силу сварочного тока.Сварку встык ведут ТОЛЬКО без зазора. Не обращайте внимания на качество шва, в любом случае, у вас будет где-то больший валик, где-то меньший, все-равно в дальнейшем швы подлежат механической зачистке болгаркой, или другим доступным способом, а провар будет обеспечен в любом случае, так как лист тонкий.
Не бойтесь пробовать, все начинали с плохих, некачественных швов, допуская огромное количество ошибок.
При сварке вертикальных швов, так как электрод длинный, очень трудно держать короткую дугу. Не бойтесь придержать электрод рукой, только обязательно защищенной крагой, иначе получите ожог. Так вам легче будет контролировать процесс.
После зачистки металла могут появится пропуски. Если речь идет о кузовном металле, их можно заварить, или зашпатлевать. Если речь идет, например, о резервуаре под давлением, соответственно, такие дефекты нужно устранять только сваркой.
Сварочные деформации могут возникать не только из-за колоссального нагрева сварочной ванны, но и из-за так называемой «памяти металла», если кузов ремонтируется в том месте, где был удар.
Как приварить тонкий лист к толстому
Режимы должны быть такими же, как и при сварке тонкого металла, не нужно выставлять силу тока по толстой пластине (новички-сварщики часто допускают такую досадную ошибку и прожигают металл).Прогревают металл на толстой пластине, а потом переносят его на тонкую. Это легко делать, если толстый лист лежит сверху, и достаточно сложно — если снизу.
Являются одними из самых доступных. Именно их чаще всего используют в домашних целях для выполнения небольшого объема работ. Но нередко при недостаточном опыте мастера сталкиваются со множественными проблемами – начиная от прожига заготовки и заканчивая недостаточно прочным швом.
Наиболее трудоемкой является сварка тонкого металла — наши советы для начинающих помогут избежать самых распространенных ошибок.
Основные правила
Прежде всего необходимо внимательно изучить возможности конкретной модели инвертора. К ним относятся максимальный (минимальный) диаметр электрода, сила тока (для домашнего использования достаточно 160 А) и значение напряжения холостого хода (до 80 В). Исходя из этого можно определить режим работы аппарата для сварки металла конкретной толщины.
Исходя из этого можно определить режим работы аппарата для сварки металла конкретной толщины.
Кроме вышеописанных параметров, нужно учитывать такие факторы:
- Технические характеристики свариваемого металла. От этого будет зависеть .
- Выбор режима работы в зависимости от силы тока и направления сварки. Для каждой марки электрода эти параметры индивидуальны. Чаще всего они указываются на упаковке.
- Подготовить место для проведения работ. Лучше всего выполнять их вне помещения, так как в процессе сварки будет выделяться газ.
Особое внимание нужно уделить марке электродов. Если необходимо варить низкоуглеродистые стали или металлы со средним содержанием этого компонента – выбираются углеродистые электроды. По такому же принципу подбираются расходные материалы для создания сварных соединений легированных и высоколегированных сортов стали.
После подготовки рабочего места и металла можно начитать процесс сварки. Для создания комфортных условий рекомендуется использовать специальную . С ее помощью можно контролировать качество шва без остановки процесса.
Для создания комфортных условий рекомендуется использовать специальную . С ее помощью можно контролировать качество шва без остановки процесса.
Металл должен располагаться на удобном от работника расстоянии. При надобности листы (деталь) фиксируются с помощью струбцин. Для лучшего качества сварного соединения рекомендуется выполнять рекомендации от профессионалов.
Полярность
Электроды следует подключить к положительной клемме. Таким образом на поверхность металла не будет оказываться избыточная термическая нагрузка. Используя такое подключение, можно получить качественный широкий шов с неглубокой проплавкой.
Положение
Во время выполнения работ место сварки должно быть в зоне видимости. Независимо от направления, угол наклона электрода составляет 30-35° относительно шва. Так можно контролировать состояние металла и газовой ванны. Следует опасаться вытекания расплавленной массы из области сварки.
Сначала электрод подносится к материалу, но не касается его. По мере образования расплавленной капли можно начинать движение фиксирующей рукоятью вдоль шва. Рекомендуется сначала «набить руку» на ненужных кусках металла аналогичной толщины, а затем приступать непосредственно к основной работе. При сварке листов толщиной менее 1 мм соединение делается внахлест.
По мере образования расплавленной капли можно начинать движение фиксирующей рукоятью вдоль шва. Рекомендуется сначала «набить руку» на ненужных кусках металла аналогичной толщины, а затем приступать непосредственно к основной работе. При сварке листов толщиной менее 1 мм соединение делается внахлест.
Теплоотвод
Одной из самых распространенных ошибок неопытного сварщика является перегрев стали. В особенности это актуально для тонкостенных деталей и листов. Поэтому нужно организовать максимальный отвод тепла из зоны сварки. Для этого можно использовать тонкие листы меди. Важно, чтобы они плотно прилегали к обратной стороне свариваемого металла, не образуя зазоры.
Это лишь небольшая часть профессиональных «хитростей». Для создания по-настоящему надежного и качественного шва в тонкостенном металле необходимы две составляющие – хороший инвертор и опыт. Последний приходит со временем, и чем больший объем работ выполняется – тем быстрее можно научиться делать хороший сварной шов.
Почему при сварке прожигается металл. как варить инвертором тонкий металл
Подбор силы тока
Чтобы освоить сварку инвертором новичку важно научиться правильно выставлять силу тока. Она выбирается исходя из толщины свариваемого металла
Если число ампер будет слишком высоким, то шов получится чрезмерно вплавленным и местами с прожогами до дыр. Такое соединение легко сломать при нажиме.
Когда сила тока мала, наплавленный металл остается на поверхности без глубокой проплавки. На отоплении такие швы скоро дадут течь. Металлоконструкции окажутся непрочными и могут распасться.
Регулировка ампер на инверторе осуществляется переключателем на торцевой панели. Значения отображаются на цифровом дисплее или нарисованной шкале. Для создания оптимальных соединений следует выбирать следующую силу тока:
| Сила тока, А | Толщина металла, мм |
| 35-55 | 1,5 |
| 45-75 | 2 |
| 90-125 | 3 |
| 125-165 | 4 |
| 140-170 | 5 |
| 160-200 | 6 |
По возможности сварщики используют следующие приемы, облегчающие процесс:
- сварка на подкладке. Под кромки кладется толстый лист меди или алюминия. Температура плавления этих сплавов выше, чем стали. Во время работы подкладка помогает не допустить прожогов листов и отводит тепло от заготовок. Такой способ используется при сварке в нижнем положении;
- сварка сверху вниз. Метод, применяемый для получения вертикальных швов. Дуга зажигается в самой верхней точке конструкции, а шов варится быстрыми поперечными движениями – нужно добиться того, чтобы металл не стекал вниз: удерживать его электродом и не допускать залипаний. Такой способ требует навыка, а также подбора электродов – на пачке должна быть отметка о возможности сварки сверху вниз;
- сварка на длинной дуге. После появления сварочной ванны электрод отодвигается от кромок на максимальное расстояние, при котором дуга не обрывается. Силу тока нужно увеличить. Способ позволяет снизить риск появления прожогов, но удерживать длинную дугу сложно, потребуется тренировка.
 Под кромки кладется толстый лист меди или алюминия. Температура плавления этих сплавов выше, чем стали. Во время работы подкладка помогает не допустить прожогов листов и отводит тепло от заготовок. Такой способ используется при сварке в нижнем положении;
Под кромки кладется толстый лист меди или алюминия. Температура плавления этих сплавов выше, чем стали. Во время работы подкладка помогает не допустить прожогов листов и отводит тепло от заготовок. Такой способ используется при сварке в нижнем положении;Оцинкованные детали и листы нужно обязательно очищать от защитного слоя в зоне сварки. Для этого кромки обрабатывают при помощи болгарки. Рекомендуется работать на улице, так как цинк, попавший в организм, может вызывать отравление.
Для этого кромки обрабатывают при помощи болгарки. Рекомендуется работать на улице, так как цинк, попавший в организм, может вызывать отравление.
Если не требуется герметичное соединение, то лучше собирать конструкцию на прихватках и не обваривать сплошным швом, в этом случае металл покоробит намного меньше.
Проверку швов на протечки (сваренные емкости) проводят с помощью керосина и мелового водного раствора. Густой состав наносят на внешнюю поверхность кромок, а керосином смачивается внутренняя сторона. В тех местах, в которых присутствуют дефекты, мел очень быстро потемнеет – появятся пятна.
Особенности работы
Не каждый специалист может сваривать железо толщиной 1–2 мм. Это подразумевает навык, опытные характеристики. Если часто смотреть ролики и учитывать рекомендации, то возможно добиться существенных продвижений.
Обработка имеет следующие особенности:
- Прожоги. Лист достаточно тонкий, поэтому в нем появляются сквозные отверстия. Причиной выступает установленная сила тока, сниженная скорость при ведении шва.
- Непроваренные места. Желая сделать все быстро, сварщики спешат, что приводит к появлению непроваренных областей. Это ухудшает герметичность, делая деталь непригодным для жидкостей.
- Наплывы. Расплавленный материал под воздействием направленной силы выдавливает шов на обратной стороне. Положение исправляется подложкой или снижением нагрузки.
- Деформация конструкции. Материал подвержен перегреванию, что влечет его деформацию. Он вытягивается в месте нагрева. Выходом из положения служит правка холодным способом посредством резинового молотка или распределение шва по поверхности.
С учетом того, что сваривание проводится на сниженной силе тока, то элементы размером 4 мм и 5 мм не дадут электрической дуге гореть в нормальном темпе.
Технология
Чтобы правильно варить тонкий металл электрической дугой, требуется верно выбирать полярность тока. Этот параметр прямо влияет на степень разогрева обрабатываемого участка. Прямая полярность показана в тех случаях, когда желательно углубить шовный корень. Но для тонкого слоя это едва ли подходит, гораздо правильнее выбирать обратную поляризацию. Придется, правда, мириться с повышенным расходованием электродов — и тут уже ничего не сделаешь.
В первую очередь требуется очищать связываемый участок, там не должно оставаться даже следов краски и коррозионных очагов. Дальнейшее обезжиривание производится произвольно выбранным растворителем. Максимально тщательно очищают места, где монтируют «массу» сварочного агрегата. Если они будут испачканы, вероятно нарушение контакта.
Вдоль создаваемого шва формируют заранее точечные прихватки с шагом 10-12 см. В противном случае элементы конструкции будут двигаться. Разжигать дугу можно, ведя стержнем по поверхности, как будто чиркают спичкой. Если предстоит работать на труднодоступном участке, придется стучать стержнем по поверхности. Темп движения электрода должен соответствовать условиям выполняемой работы, при этом тщательно контролируется глубина прогреваемого участка.
Критически важно контролировать плавность хода дуги и предотвращать резкие движения. Даже компенсационные способности современной техники не всегда позволяют исключить деформирование шва из-за колебаний дуги
Даже компенсационные способности современной техники не всегда позволяют исключить деформирование шва из-за колебаний дуги
Сварочная ванна должна подвергаться непрерывному визуальному контролю, электрод можно наклонять минимум на 60 и максимум на 90 градусов. Зигзагообразное поступление присадочного материала гарантирует оптимальные результаты.
Когда соединение кристаллизовано, его очищают от шлака и осматривают, чтобы не было дефектов. Тонкий металл иногда варят шахматным способом, чтобы равномернее распределять тепло
Важно: в качестве подложки под шов использовать металлическую деталь нельзя — она приварится. Если надо увеличивать силу тока ненадолго, то придется использовать прерывистую дугу
Как делается сварка тонкого металла, смотрите далее.
Роль опыта в сварке инвертором
Сварка инвертором – это всегда балансировка между двумя крайностями: прожигом металлической детали и прилипания к ней электрода. То есть в зависимости от расстояния между электродом и свариваемой поверхностью, от силы тока, используемой при сварке, от скорости движения электрода и его плавности и зависит эффективность сварки и ее результат. Так что как бы ни облегчал жизнь сварщиков инвертор, варка тонкого металла является достаточным препятствием на пути его неопытности. Опытные сварщики помимо того, что знают множество маленьких нюансов сварки, которые помогают им делать свою работу тоньше и качественнее, еще имеют набитую руку, опыт, глазомер. А они-то и составляют не меньше половины успеха при такой работе.
Так что как бы ни облегчал жизнь сварщиков инвертор, варка тонкого металла является достаточным препятствием на пути его неопытности. Опытные сварщики помимо того, что знают множество маленьких нюансов сварки, которые помогают им делать свою работу тоньше и качественнее, еще имеют набитую руку, опыт, глазомер. А они-то и составляют не меньше половины успеха при такой работе.
Малоопытный сварщик не сможет быстро и надежно подобрать силу тока в инверторе так, чтобы, с одной стороны, не прожечь листы металла, а с другой, соединить их надежно. Сварка тонкого металла инвертором для новичков и даже опытных сварщиков является чрезмерным испытанием, и они предпочитают использовать аргонно-дуговую импульсную сварку. В этом случае риск прожига металла снижается до крайне низких величин, а шов, остающийся в месте соединения, будет гладкий и красивый. Но иногда приходится проводить сварку именно инвертором, даже тонких листов металла, а потому лучше увеличить шанс на хорошую работу, ознакомившись с рядом советом опытных сварщиков.
При работе с инвертором используется постоянный ток электронов, образующий электрическую дугу. Источник имеет как положительный, так и отрицательный заряд, и это можно использовать при сварке тонких металлических элементов. Дело в том, что если положительный заряд устанавливается на металле, который нужно варить, то именно он и будет сильнее нагреваться, а если положительный заряд имеют электроды, то тогда на них придется основная нагрузка, и именно они будут греться и сгорать. От того, куда и какой заряд вы подключите, зависит многое в вашей работе. Опытные сварщики советуют устанавливать обратную полярность с плюсом на электроды, тогда воздействие сварки будет более щадящим для металла, но сочетать это необходимо с правильным подбором силы тока. Если все сделано правильно, то за электродом будет оставаться широкая, но неглубокая полоса расплавленного металла, и риск сквозного прожига изделия будет минимизирован.
Чтобы качественно провести сварку тонкого металла, необходимо следить внимательно за электродом и образующимся швом, в этом случае у вас не только существенно повышаются шансы провести сварку надлежащим образом, но и оставить на металле чистый и ровный шов. А чтобы видимость была хорошей, необходимо держать электроды под наклоном примерно 30-35° к поверхности свариваемых элементов. Советуем вначале приблизить максимально электрод к свариваемому элементу и дождаться появления красной металлической капли, которая и соединит две части. После этого ведите электродом плавно и с той скоростью, когда капля остается одного размера и цвета и идет вслед за вами. То есть вы как бы скрепляете шов чередой таких капель, образующих непрерывную ровную линию. С первого раза у неопытного мастера такой шов вряд ли получится, но, немного попрактиковавшись, вы сможете все преодолеть и добиться своего. Главное – не сдаваться.
А чтобы видимость была хорошей, необходимо держать электроды под наклоном примерно 30-35° к поверхности свариваемых элементов. Советуем вначале приблизить максимально электрод к свариваемому элементу и дождаться появления красной металлической капли, которая и соединит две части. После этого ведите электродом плавно и с той скоростью, когда капля остается одного размера и цвета и идет вслед за вами. То есть вы как бы скрепляете шов чередой таких капель, образующих непрерывную ровную линию. С первого раза у неопытного мастера такой шов вряд ли получится, но, немного попрактиковавшись, вы сможете все преодолеть и добиться своего. Главное – не сдаваться.
Проводя сварку тонких листов стали, опытные сварщики подкладывают под заготовку толстые медные листы, которые отводят излишки тепла и помогают поддерживать ровную температуру в зоне сварки. Между листами стали не должно быть зазоров, края должны прилегать плотно и ровно. Проводя электродом, не делайте поперечных к линии стыка движений, двигайтесь только вдоль стыка с ровной скоростью и следуя зоне контакта.
Некоторые мастера вставляют в стык оставшиеся полоски стали и ведут электродугой по ней, расплавляя таким образом, чтобы ее материал скреплял шов, а на сами листы действовало лишь остаточное тепло электросварки.
Листы меньше 1 мм толщиной можно скреплять не встык, а внахлест, тогда электрическая дуга, расплавляя верхний лист, скрепляет его с нижним без чрезмерного риска прожига сразу двух листов.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
Ручная дуговая сварка при помощи инвертора – это один из самых доступных для обучения методов сварки металла. Для этого требуется минимум оборудования, а бюджетные сварочные инверторы стали очень дешевы. Но одновременно с этим ручная сварка инвертором для начинающих сварщиков является более сложной по сравнению со сваркой полуавтоматом.
Не все производители занимаются созданием материалов, которые полностью соблюдают такие запросы потребителей, ведь в большинстве случаев минимальная толщина электродов составляет 2 мм. Ну а действительно тонкие электроды имеют меньший диаметр, чем 2 мм. В тех электродах, которые предназначаются для тонких металлов, обмазка и материал на стержне находятся в полном соответствии друг с другом. Обычно они составляют 1/3 от общей массы электродов. Данные инструменты довольно сложные в создании, ада и применяют их только в редких случаях. При появлении специальных инверторов, которые используются в домашних условиях и имеют небольшую мощность, теперь намного чаще используют тонкие электроды, ведь мощность данного аппарата не выдерживает большие размеры электродов, и не может расплавить их до необходимого состояния.
Если необходимо применить дуговую сварку, то тонкие электроды в этих случаях довольно сложно использовать, ведь плавятся они намного быстрее, чем стандартные инструменты для сварки.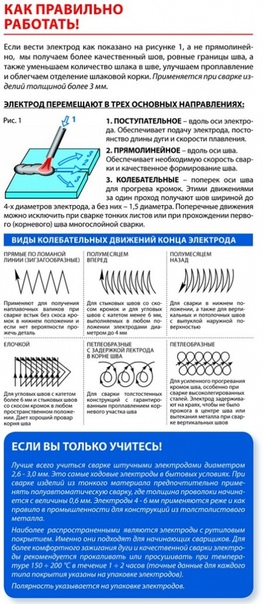 Именно поэтому рекомендуется тщательно подбирать режим, вот только в некоторых случаях даже этого бывает недостаточно. Необходимо проводить такие работы только настоящим профессионалам, ведь материал можно переплавить и привести в негодность. Также оборудование должно соответствовать всем необходимым требованиям, например стоит пользоваться надежным держателем. Который будет крепко удерживать электрод на одном месте. Сварочный трансформатор должен регулироваться, чтобы точно выбрать необходимую силу подачи тока. Процесс проходит намного быстрее, чем в стандартных условиях, поэтому все действия необходимо производить быстро и с высокой точностью.
Именно поэтому рекомендуется тщательно подбирать режим, вот только в некоторых случаях даже этого бывает недостаточно. Необходимо проводить такие работы только настоящим профессионалам, ведь материал можно переплавить и привести в негодность. Также оборудование должно соответствовать всем необходимым требованиям, например стоит пользоваться надежным держателем. Который будет крепко удерживать электрод на одном месте. Сварочный трансформатор должен регулироваться, чтобы точно выбрать необходимую силу подачи тока. Процесс проходит намного быстрее, чем в стандартных условиях, поэтому все действия необходимо производить быстро и с высокой точностью.
Электроды, предназначенные для сваривания металлов диаметром 1 мм являются узкопрофильными, поэтому их используют настоящие профессионалы, и то только в некоторых, особо сложных ситуациях. Однако аналогов им нет, поэтому мастера обязаны иногда пользоваться ими. Нужно только подобрать их правильно, а затем пользоваться ими только с соблюдением всех правил, чтобы не допустить брак.
Положительные стороны
- единственный материал такого типа, при использовании которого осуществляется дуговая сварка тонких изделий без порчи изделий;
- стоимость сравнительно приемлемая, поэтому можно сразу приобрести большую упаковку электродов;
- физические свойства и состав практически такой же, как и у электродов более толстого диаметра;
- электроды быстро просушиваются и накаливаются, поэтому подготовка проходит максимально быстро.
Отрицательные стороны
- электроды с небольшим диаметром нельзя использовать при сваривании толстых и массивных деталей, ведь не в состоянии проварить материал до необходимого состояния;
- работа с ними довольно сложная, ведь здесь необходима совершенно другая техника сваривания заготовок;
- расходный материал постоянно нужно менять, ведь электроды тонкого размера быстро заканчиваются;
- часто не хватает обмазки, поэтому сварочная ванна может получиться не очень качественной;
- может потребоваться дополнительное приобретение расходных материалов;
- довольно сложно отыскать необходимые электроды, ведь не все производители выпускают инструменты нужного диаметра.

Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм. Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным.
После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений
Важно более тщательно зачистить место, где будет установлен держатель массы аппарата
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто – это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.

Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
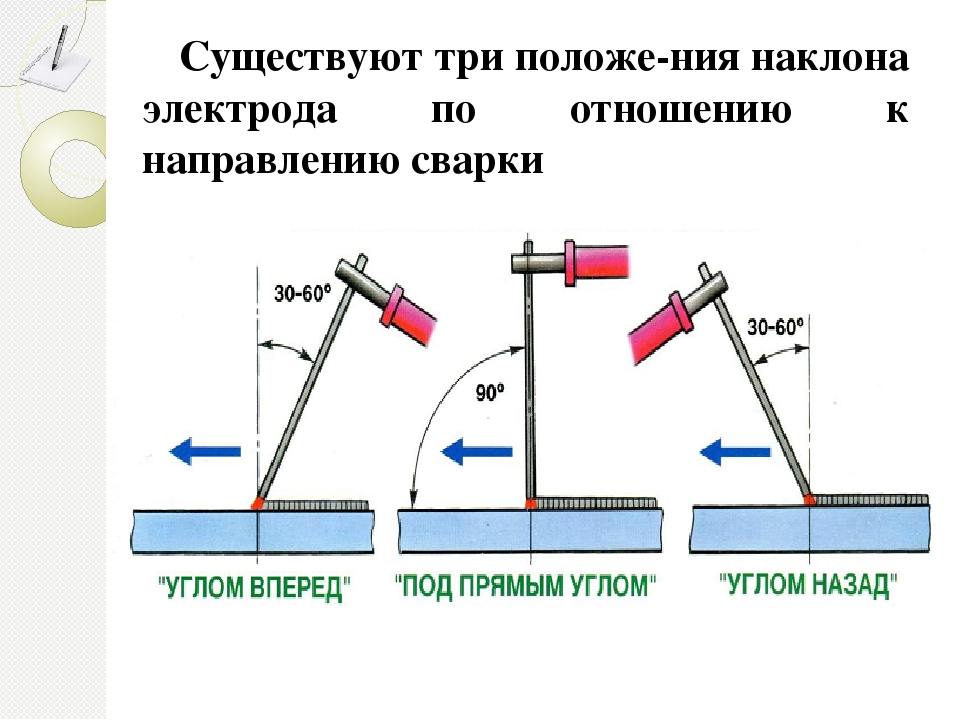 Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Сварка инвертором в различных пространственных положениях
В быту и на производстве встречаются ситуации, когда детали необходимо соединить между собой не в стык, а иным способом. Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
Угловое положение
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее.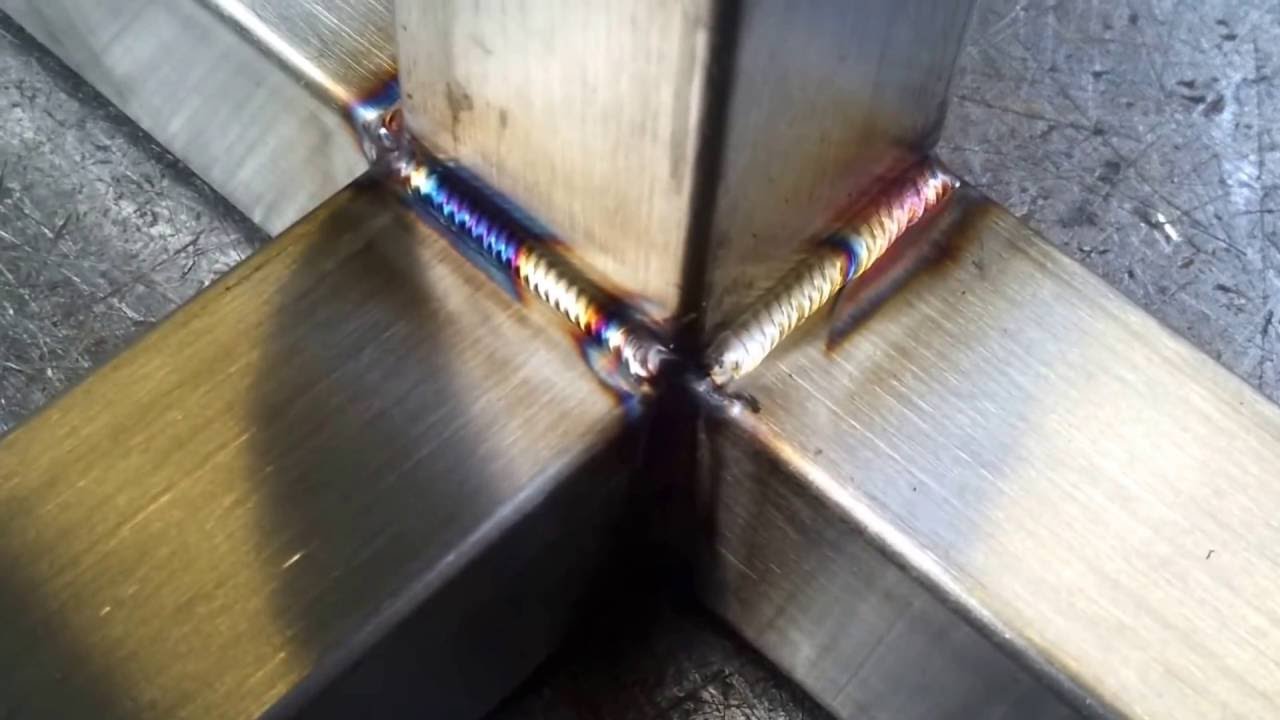 Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
Вертикальное положение
Это может потребоваться при установке забора или сварке инвертором теплицы. Большие конструкции сложно перевернуть, и приходиться создавать швы на вертикальной стенке. Здесь негативным фактором служит сила тяготения, из-за чего жидкий металл постоянно капает вниз и не задерживается на поверхности.
Создаются вертикальные швы инвертором снизу вверх. Угол подноса электрода 45 градусов относительно свариваемых деталей. Здесь используется прерывистая дуга и колебательные движения полумесяцем:
- Электрод зажигается у основания и откладывается «полка» из присадочного металла.
- На мгновение кончик электрода убирается, чтобы сталь застыла.
- Не отбивая шлак, тут же наносится вторая «полка» с захватом 30% предыдущей.
- Так, постепенно поднимается шов из наборных полумесяцев вверх.
- Шлак при этом самостоятельно стекает вниз и не требует никаких действий. После застывания он отбивается.

Вертикальные швы даются новичкам сложнее, поэтому придется много тренироваться. Необходима усидчивость и равномерные отрывы дуги, для предотвращения падения жидкого металла.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения
Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз
Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени
Техники и методики сваривания
Для сварки тонких листов из металла подойдет полуавтоматические модели сварочных аппаратов, а также ручные дуговые агрегаты. Работать полуавтоматом гораздо легче, так как часть сварочных процессов автоматизировано. Это позволяет преодолеть некоторые трудности при работе с тонколистовым металлом.
Преимуществом полуавтоматов также является отсутствие необходимости менять электроды в процессе работы, ведь проволока подается стабильно
Это ускоряет рабочий процесс, что крайне важно в условиях выполнения объемных проектов
На заметку! В бытовых целях для необъемных операций мастера чаще используют именно ручную дуговую сварку ввиду ее дешевизны и возможности смастерить агрегат своими руками.
В процессе сваривание тонких листов металла важно не только располагать хорошим оборудованием, но и понимать, как сварить такой материал. Схема сварки тонкого листа металла
Схема сварки тонкого листа металла.
Существует разные техники и методы сварки, актуальные для данного случая:
При выполнении непрерывной сварки всего шва важно правильно подобрать ток. Оптимальный диапазона ‒ 40-60 А
Не менее важно не ошибиться со скоростью ведения электрода для варки тонкого металла. Если двигаться слишком быстро, корень сварного шва может не проварить. А при слишком медленном движении металлическая поверхность может покрыться дырами.
Прерывистую сварку также называют сваркой точками. Ее чаще остальных технологий используют в случае тонколистового металла. Для реализации такой технологии необходимы тонкие электроды, одним концом которых на металле ставятся точки или проводятся короткие линии с равным шагом.
На заметку! Особенность прерывистой сварки заключается в том, что так можно варить даже очень тонкие металлические листы. Главное выставить чуть более высокий, нежели обычно, сварной ток, и добиться быстрых движений, дабы не дать остыть свариваемому материалу.
Главное выставить чуть более высокий, нежели обычно, сварной ток, и добиться быстрых движений, дабы не дать остыть свариваемому материалу.
Опытные сварщики при работе с ручными агрегатами и тонкими листами металла рекомендуют придерживаться следующих правил:
Получить высококачественные сварные соединения можно при условии постоянного контроля параметров сварочного шва со всех сторон в процессе электродуговой сварки инвертором.
При работе важно держать электропроводник максимально близко к металлической поверхности до того момента, пока на ней не появится красное пятнышко. Она является прямым доказательством того, что под электропроводником находится металлическая капля, за счет которой происходит соединение металлических листов.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Пошаговый процесс создания сварочного соединения
Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Пошаговый процесс создания сварочного соединения выглядит так:
Кончиком электрода постукивают о черновую поверхность. Это может быть квадрат металла или пластина 100х100 мм, прикрепленная к массе. Такой прогрев запускает движение электронов в присадочном металле и улучшает чувствительность к следующим возгораниям.
Две стороны необходимо прихватить между собой, чтобы при сварке они не разъехались. Прихватки ставят минимум в двух местах для стыкового положения и добавляют еще две с обратной стороны при тавровом или угловом.
После этого дуга переносится на начало шва. Достаточно лишь слегка прикоснуться к металлу.
Дуга горит очень ярко, поэтому первое время лучше тренироваться на черновых деталях, чтобы привыкнуть к свету.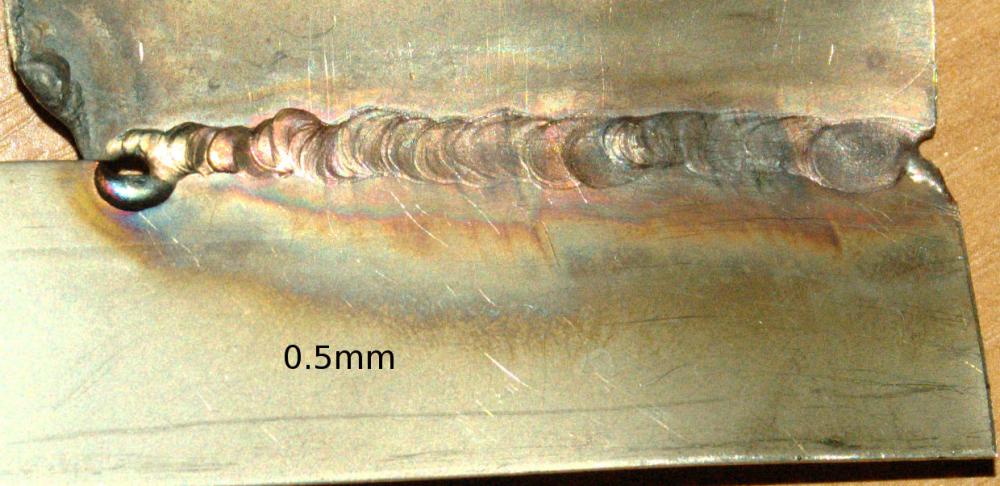 Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
При удержании дуги на месте начнет образовываться лужица металла. Ее называют сварочной ванной. Она создается за счет плавления основной стали и присадочного железа. Ширина ванны определяет границы будущего шва.
Кроме расплавленной стали в ванне будет жидкий шлак. Его пары создают изолированную среду для защиты шва от воздействия воздуха
Начинающему сварщику при работе с инвертором важно научиться отличать жидкий металл от жидкого шлака. Первый имеет белый цвет, а второй — красный
Если принять шлак за железо, то можно оставить много мест не проваренными.
Хотя шлак защищает жидкую сталь от газовых включений, своими наплывами он изрядно мешает, поэтому сварщику необходимо кончиком электрода периодически отгонять затекающий шлак в сторону. Это образует разводы на поверхности, которые легко отбить после застывания.
Ведется шов различными движениями кончика присадочного элемента, что требует более детального рассмотрения и описано ниже.
На завершающей стадии нужно выполнить «замок» — так называется окончание шва. Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.
Как правильно выбрать инвертор
При выборе аппарата нужно руководствоваться правилами:
- инвертор должен выдавать стабильный сварочный ток, не бояться перепадов в сети, которые часто случаются за городом;
- не рекомендуется использовать старые аппараты («переменники»): они потребляют больше энергии, а работать с ними сложнее. Современное сварочное оборудование на выходе дает постоянный ток;
- регулировка должна производиться плавно, точный подбор параметров облегчит процесс.
Примерная стоимость инверторов для сварки на Яндекс.маркет
Инверторы часто имеют опцию «Форсирование дуги»
При включении соответствующего тумблера сварка облегчается за счет автоматического повышения и понижения значения силы тока, что важно при работе на минимальных его значениях. В результате электрод будет меньше «залипать»
В результате электрод будет меньше «залипать»
«Горячий старт» облегчает поджиг дуги: кратковременно повышается сила тока в момент касания электрода заготовки. После этого параметр автоматически возвращается к исходному значению.
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Видео:
Лист металла признается тонким, если его толщину не превышает показатель 3 мм.
Большое число конструкций разного назначения изготавливается из стали с такой толщиной:
- кузова легковых автомобилей;
- емкости для хранения разного рода жидкостей;
- трубки маленького диаметра и др.
Особенности сварки тонкого металла.
Сварка тонколистового металла на крупных промышленных производствах реализуется с помощью специального оборудования, способного обеспечить сварному шву оптимальные параметры: долговечность, прочность, стойкость к механическому воздействию, коррозии. Такое оборудования стоит больших денег, поэтому не применяется в бытовых целях.
Мастера в домашних условиях могут применять полуавтоматическую сварку, но в большинстве случаев все же работа с тонкостенным изделием осуществляется ручными агрегатами.
Столь специфический по параметрам материал требует от мастера определенных навыков, иначе изготовить высококачественные швы на тонких металлических листах ручной сваркой не выйдет.
Сварка жести с незначительной толщиной в небольших ремонтных мастерских, на СТО или в домашних условиях на даче может сопровождаться рядом проблем, если не владеть определенными нюансами процесса.
Схема сварки тонкого металла.
Опишем их подробно:
Крайне важно выставить правильные настройки на инверторе и подобрать актуальный конкретным условиям электрод. Если этого не сделано, можно пропалить металл или оставить на нем непровары
Ввиду особой тонкости свариваемого материала он часто прожигается, из-за чего изделие сквозит дырами. Подобные оплошности происходят при неправильном подборе силы тока и медленном ведении электродом по поверхности.
Часто сварка металлических листов толщиной 2мм осложняется иной проблемой – с обратной стороны свариваемой поверхности выступают валикообразные наплывы, не смотря на то, что с лицевой части сварной шов выглядит идеально. Происходит это из-за того, что металл сварочной ванны тонкостенных профилей под влиянием силы тяжести давит на шов и продавливает его на тыльную сторону поверхности. Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва.
При перегревании листовой стали расширяются межмолекулярные составляющие материала с толщиной 1 мм, что ведет к его деформации. Конструкция вытягивается в зоне перегрева, поверхность идет волнами, так как края изделия остаются холодными. В случае не ответственных изделий можно попытаться исправить форму резиновыми молотками, но в других ситуациях потребуется применить определенное чередование наложения сварного шва по всей его длине.
Конструкция вытягивается в зоне перегрева, поверхность идет волнами, так как края изделия остаются холодными. В случае не ответственных изделий можно попытаться исправить форму резиновыми молотками, но в других ситуациях потребуется применить определенное чередование наложения сварного шва по всей его длине.
Если спешить при прохождении стыка, можно оставить не проваренные участки, что снижает герметичность сварного шва и делает изделие непригодным для наполнения жидкостями. Не прожечь при сварке поверхность и создать действительно долговечный шов позволит правильный подбор силы тока и скорости перемещения электрода.
Если не знать, каким электродом стоит варить металл, можно испортить изделие. Ведь от правильности подбора сварной проволоки во многом зависит будущие эксплуатационные параметры металлической конструкции.
Оптимальный вариант для сварки тонкостенных металлических изделий является электрод с диаметром 2-3 мм и качественным покрытием.
На заметку! Сварочные работы выполняются на пониженных токах, поэтому электроды с диаметром 4-5 мм будут подавлять электрическую дугу и не дадут ей гореть в нормальном режиме.
Как варить полуавтоматом и проволокой без газа
Как варить полуавтоматом и проволокой без газаСварка полуавтоматом имеет ряд существенных преимуществ. Во-первых, она даёт возможность варить длинные швы, а во-вторых, обладает лучшим сварочным швом, чем сварка электродами. Также, полуавтоматом удобней всего варить тонкий металл, толщина которого менее двух 1,5 мм.
При всем этом, полуавтоматическая сварка имеет лишь один существенный недостаток, который заключается в необходимости использовать защитный газ. Для этого с небольшим по габаритам сварочным аппаратом нужно таскать объёмный газовый баллон, что в свою очередь, очень и очень неудобно.
Можно исключить из обихода защитный газ, и использовать одну лишь сварку для проволоки. Однако для этого подходит не обычная проволока в качестве присадочного материала, а порошковая. Про том, как варить проволокой без газа и что для этого потребуется, вы сможете узнать ниже, из этой публикации сайта mmasvarka.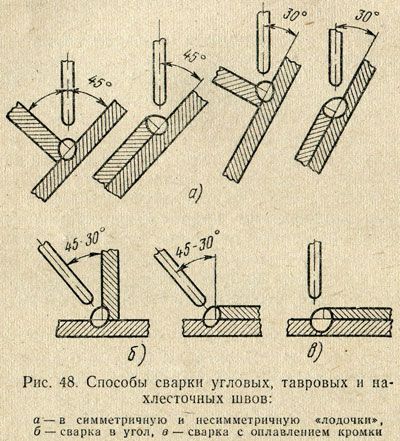 ru.
ru.
Полуавтоматическая сварка: что и как происходит
Если со сваркой электродами все более менее понятно: вставил электрод в держатель, подкинул массу на заготовку и начал варить, то вот с полуавтоматической сваркой, дела обстоят иначе. В качестве присадочного материала при сварке полуавтоматом используется проволока, которую обволакивает во время сварки защитный газ.
В свою очередь, газ нужен для защиты сварочной ванны от её взаимодействия с окружающей средой. В этом то и заключается основной недостаток полуавтоматической сварки, поскольку нужен защитный газ, который не всегда есть под рукой.
Что делать в таком случае? Можно ли варить проволокой и полуавтоматом без газа?
Как варить полуавтоматом без газа
Для сварки полуавтоматом без газа можно использовать специальную порошковую проволоку. Структура порошковой проволоки устроена, таким образом, что внутри неё располагается порошок, который при сгорании проволоки попадает в сварочную ванну, защищая её тем самым от вредного воздействия извне.
По своей сути, этот порошок и является тем самым защитным газом, или если хотите электродной обмазкой, которая также выполняет защитную роль для сварочной ванны. Состоит такая обмазка из рутила и флюорита, а её более точный состав, всегда можно узнать на упаковке с электродами.
Таким образом, используя полуавтомат, можно варить порошковой проволокой и без газа. Это даёт прекрасную возможность использовать полуавтоматическую сварку в самых труднодоступных местах, например, на высоте, там, куда доставить газовый баллон не представляется возможным.
Особенности порошковой проволоки
Порошковая проволока имеет различные диаметры, самый маленький диаметр начинается от 0,8 мм. Самая толстая проволока для сварки полуавтоматом без газа, имеет диаметр 2,4 мм. В свою очередь, столь большой выбор диаметров, даёт широчайшие возможности сварки полуавтоматом: начиная от сварки тонких металлов, толщиной всего лишь в 1,2 мм, и заканчивая металлами, толщиной в один сантиметр.
Порошковой проволокой и полуавтоматом без газа, можно варить как углеродистую сталь, так и оцинкованное железо с нержавейкой. При этом наполнитель внутри проволоки может отличаться своим составом, и это очень важно учитывать при выборе порошковой проволоки для сварки.
Поделиться в соцсетях
Точечная сварка электродом тонкого металла. Как варить инвертором тонкий металл – наши советы
Сварка тонкого металла — вопрос, который сегодня часто волнует и начинающих сварщиков, и тех, кто работает со сваркой уже давно, но впервые столкнулся с проблемами, которые возникают при сварке изделий, изготовленных из тонкого металла. А изделия могут быть самыми разными. Тонколистовой металл сегодня применяется как при производстве автомобилей, так и при изготовлении катеров или моторных лодок. Да и другие современные товары часто изготавливаются именно из такого металла и связано это, в первую очередь, с вопросами рентабельности производства.
Таким образом, сварка тонкого металла электродом — процесс достаточно востребованный, но при этом обладающий своими тонкостями, учитывать которые необходимо для качественного выполнения работ.
Сложности сварки тонкого металла.
Основная проблема, которая возникает, когда ведется работа с тонколистовым металлом — это то, что любое неосторожное движение электрода может привести в появлению в металле сквозного отверстия — то есть, металл прожигается и становится совершенно не пригодным для дальнейшего использования. С другой стороны, излишняя осторожность здесь тоже может навредить, так как недостаточно плотное соприкосновение электрода с металлом приводит к недостаточно высокому качеству сварного шва — а проще говоря, в данном случае сварной шов отсутствует вовсе, образуется так называемые непровар, то есть, недостаточно хорошее соединение свариваемых поверхностей между собой.
Еще одной проблемой при сварке подобных изделий является то, что ведется она на малых токах, и если даже совсем немного увеличить расстояние между электродом и поверхностью изделия, сварная дуга тут же обрывается. Одним словом, для ведения такого процесса требуется достаточно большой практический опыт, позволяющий правильно выбрать ток, при котором ведется сварка, скорость подачи электрода и длину сварной дуги.
Существуют и другие сложности при сварке тонколистовых металлов или изделий из них. Например, кромка изделия должна быть подготовлена к сварке особым образом, да и не все виды сварных соединений здесь подходят — существуют те соединения, которые применяются чаще всего, и те, которые применять можно только в крайних случаях, когда другого выхода из ситуации нет. Кроме того, большое значение имеет конкретная толщина листа и пространственное расположение сварного шва. Одним словом, особенностей, которые необходимо учитывать при сварке изделий из тонколистового металла, достаточно, и только практика поможет сварщику преодолеть все эти трудности.
Основные требования при сварке тонкого металла.
- Большое значение при сварке тонкого металла имеет толщина выбранного электрода. Толщина электрода зависит от толщины самого металла. Если толщина металлического листа примерно 3 мм, то сварку необходимо производить электродами диаметром 3-4 мм. Для сварки металла с меньшей толщиной следует выбирать и более тонкие электроды. Как правило, диаметр электрода должен соответствовать толщине листа. Например, для листа толщиной 2,5 мм, необходимо выбрать и электрод с тем же диаметром.
- Также особые требования при выполнении сварки тонного металла предъявляются и к сварочному току. Ток зависит и от толщины металла, и от диаметра электрода. Если ведется сварка металла толщиной 3 мм, то необходимо выбирать сварной ток в диапазоне от 140 до 180 А. При применении более тонких электродов и ток, необходимый для проведения сварочных работ, снижается до 10-90 А.
- Очень важно в случае работы с тонкими металлами обратить самое пристальное внимание и на вид выбираемых электродов. Для сварки на малых токах тонколистового металла рекомендуется выбирать электроды с такими видами покрытия, которые гарантированно дают легкое возбуждение дуги и ее устойчивое горение. Кроме того, такие электроды должны плавиться очень медленно и в результате плавки давать жидкотекучий металл.
Основные способы сварки тонкого металла.
Сварку тонкого металла можно производить как полуавтоматическим аппаратом, так и с применением ручной дуговой сварки. Сварка полуавтоматом производится гораздо легче, так как подобное оборудование отлично справляется с теми проблемами, которые могут возникнуть при сварке на малых токах. Но далеко не все домашние мастера являются обладателями подобного оборудования, поэтому чаще всего применяется именно ручная дуговая сварка.
Существует несколько способов сварки, которые могут быть применены в данном случае.
- Непрерывная сварка всего шва. Здесь очень важно выбрать правильный ток (лучше всего начать с диапазона 40-60 А) и правильную скорость ведения электрода, так как при слишком быстром движении электрода корень сварного шва не проварится, а при слишком медленных движениях сварщика в металле будут образовываться дырки.
- Прерывистая сварка. Этот вид сварки можно еще назвать «сварка точками». Именно этот способ сварки чаще всего применяют, когда ведется работа с тонкими металлами. Сварка ведется с помощью коротких точечных соприкосновений электрода и свариваемого металла. Также можно не только «ставить точку» электродом на металле, а проводить короткие линии. Особенностью данного способа является то, что сварной ток устанавливается слегка выше, чем обычно. Движения сварщика должны быть достаточно быстрыми, чтобы свариваемый металл не успевал остывать.
Итак, сварка тонкого металла электродом имеет свои особенности, которые необходимо учитывать при выборе электродов и сварочного тока. Конечно, здесь очень важно наработать определенную скорость и равномерность движения электрода, чтобы сварной шов получался ровным и качественным. Кроме того, очень важно обращать внимание на то, чтобы зазор между электродом и свариваемой поверхностью был постоянным. Конечно, все эти навыки вырабатываются далеко не с первого раза, но в данном случае упорство и практический опыт сварщика гораздо важнее, чем его теоретические умения и квалификация.
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Электроды для сварки существенно облегчили жизнь человека, и создали массу полезных и надежных вещей методом «сваривания швов» между двумя металлическими деталями. На самом деле, электрод имеет предельно простую конструкцию — это проволока в форме стержня со специальным покрытием или без покрытия. На сегодняшний день вы сможете найти более 200 разновидностей электродов, которые различаются не только маркой и изготовителем, но и механическими свойствами шва, допустимым градусом изгиба, возможной степенью вязкости и так далее. Но самые распространенные являются такие особенности:
- Неметаллические.
- Металлические.
Это самое важное дифференцирование и уже из этой особенности выводятся следующие типы. К примеру, неметаллические сварочные стержни могут быть только неплавящимися, так как их изготавливают из графита или угля. В отличие от них, металлические электроды могут быть плавящимися и неплавящимися. Об этом более детально и в скором времени вы сможете определить самостоятельно какими электродами варят какие металлы.
О классификации металлических электродов.
Металлические электроды могут подразделяться на два вида:
- Плавящиеся.
- Неплавящиеся.
Материал для изготовления первого типа металлических электродов — это тугоплавкие вещества, такие как вольфрам, синтетический графит и электротехнический уголь. Главная область применения данных электродов — это защитная газовая сфера, плазменная резка и сварка, которые требуют огромных температур, и обычные стержни быстро приходят в негодность. Для изготовления электродов второго типа применяют сварочную проволоку трех типов: углеродистая, легированная и высоколегированная. Такие сварочные стрежни покрываются специальным защитным составом, чтобы обезопасить электрод от окисляющего влияния кислорода и обеспечивает более эффективное горение сварочной дуги.
О покрытых и непокрытых электродах.
В наше время покрытые сварочные электроды (рис.1) находятся в большем ассортименте, чем не покрытые. В первую очередь эта особенность связана с тем, что для покрытий используется бесконечное множество материалов, но разделяются всего на несколько типов:
- Рутиловое.
- Кислое.
- Основное.
- Целлюлозное.
Непокрытые сварочные стержни — это прообраз современных электродов, и его использовали в самом начале развития технологии сварочных приборов. На сегодняшний день, непокрытый электрод имеет область применения в защитной газовой среде.
Особенности покрытых электродов и область их применения.
В современном мире сварки стандартным материалом покрытий электродов является кислое вещество на основе оксидов кремния, железа и марганца. Главная особенность состоит в том, что используя электрод с оксидным покрытием можно создать горячие трещины в металле. Его область применения, по сути, универсальна, так как этот стержень годится для сварки, как при переменном, так и постоянном токе. По ГОСТу классификация этого стержня имеет наименование: марка Э38 и марка Э42.
Следующий тип стержней — это электроды марки Э42, а также Э46. Для изготовления покрытия используется рутиловый концентрат, и в результате мы получим превосходный рутиловый стержень для работы с полуспокойной и спокойной сталью. Рутиловый электрод создает более качественные швы и не создает трещин как стандартный стержень. Кроме того, используя электрод с рутиловым покрытием, вы сведете к минимуму потери металла и упростите удаление шлаков после сварки. Похожие по особенностям покрытия являются ильменитовые стержни.
А, к примеру, электроды с основным покрытием производят с помощью нанесения на поверхность стержня фтористых и карбонатных соединений. Главная область применения — это спокойные металлические конструкции, и при этом, особенностями стержней с таким покрытием является высокий уровень пластичности и также ударной вязкости. Кроме того, основной электрод имеет схожее свойство с рутиловыми стержнями: препятствует созданию горячих трещин на швах. По ГОСТу этот сварочный электрод представлен марками: Э42А, Э55, Э50А, Э60, Э46А.
Последний тип покрытых электродов — это стержни с целлюлозным веществом в состав, которого входят натуральные органические составы, среди которых важнейшим является целлюлоза. Главная область применения сварочных стержней с целлюлозным покрытием — это спокойные и полуспокойные стали. Кроме того, использование таких стержней возможно не только при условии, что конструкция будет на «земле», а также и на весу или сверху вниз, что является достоинством данных электродов. По ГОСТу эти стержни можно отыскать под таким наименованием: Э50, Э46, Э42.
Для того, чтобы точно узнать какими электродами варят какие металлы, рекомендуем перед покупкой сварочных стержней детально ознакомиться с инструкцией и описанием на упаковке, потому что стержни для сваривания цветного металла нельзя использовать для сварки чугуна или стали. Для подробной консультации обращайтесь к продавцу.
Размер диаметра электрода является одним из основных параметров при выборе, так как требуется подбирать расходные материалы толщиною, примерно, как основной металл. Естественно, что рано или поздно приходится сталкиваться с тонкими листами, сваривание которых не только является сложным технологическим процессом, который требует большого опыта, но и его невозможно провести без специальных материалов и инструментов. В большинстве случаев их стараются соединить при помощи газовой сварки, но если таковой возможности не имеется, то приходится использовать самые тонкие сварочные электроды.
Тонкие сварочные электроды
Не во всех марках есть материалы, которые могут удовлетворять данному запросу, так как в некоторых случаях толщина начинается от 2 мм. Тонкими можно назвать те, которые меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества обмазки по отношению к количеству материала на стержне. Как правило, это одна треть от общей массы. Такие вещи сложнее в изготовлении и они не так часто применяются. С появлением небольших домашних инверторов, которые имеют небольшой диапазон работы, тонкие стали более популярными, так как мощность той техники могла расплавить максимум 3 мм присадочный материал.
Самые тонкие электроды для дуговой сварки достаточно сложные в применении, так как скорость их плавления намного выше, чем у стандартных. Для этого следует подбирать специальные режимы, но для получения качественных результатов этого может оказаться недостаточно. Здесь нужен практический опыт, так как есть большой риск перепаливания основного металла. Также есть ряд требований к оборудованию, к примеру, держатель должен надежно фиксировать электрод. У должна быть тонкая регулировка, чтобы можно было точно подобрать нужную силу тока. Скорость проведения процесса намного выше, чем в стандартной ситуации.
Защита, которую создает обмазка, является относительно небольшой, за счет тонкого слоя покрытия. Но этого может хватать, так как сварочная ванна также небольшого размера. Желательно использовать флюс для металла, чтобы улучшить свойства сваривания и защитить шов. Здесь нужно хорошо регулировать баланс глубины проваривания, чтобы наплавленный металл взялся на основном, но при этом не получилось дыр. Также стоит учитывать, что при сварке тонкого металла есть вероятность появления температурной деформации. Чтобы этого не случилось, шов следует делать не сразу на всей протяженности, а небольшими полосками. Также нужно сделать прихватки по всей длине, чтобы все не сгибалось.
Электроды для сварки металлов 1 мм относятся к узкопрофильным и профессионалами используются редко. Но они не имеют альтернативы, так что в арсенале профессионала они обязательно должны быть. Главное их правильно подобрать, а потом использовать согласно технологии, чтобы не было большого количества брака.
Преимущества тонких электродов
- Это единственный расходный материал, которым можно осуществить дуговую сварку тонких изделий без большого риска перепалить заготовку;
- Электроды для имеют относительно небольшую стоимость, так что всегда можно купить большое количество материала;
- По своим физическим свойствам и составу они почти не уступают более толстым представителям марки;
- Электроды быстро подготавливаются, так как просушка и прокалка занимает относительно небольшое количество времени.
Недостатки тонких электродов
- Электроды для сварки инвертором тонкого металла не предназначены для работы с толстыми деталями, так как не смогут проварить на нужную толщину;
- Существуют сложности с работой, так как техника сваривания отличаются от обыкновенной;
- Из-за размера они быстро заканчиваются и приходится часто менять расходный материал;
- Недостаточный слой обмазки делает защиту сварочной ванны не столь надежной;
- Зачастую требуется использовать дополнительные расходные материалы;
- Далеко не все марки выпускаются в столь мелком варианте, поэтому, иногда возникают сложности с подборкой.
Технические характеристики
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого сделан стержень и что входит в состав обмазки.
Размеры тонких электродов от различных фирм производителей
Самый тонкий электрод для сварки имеет диаметр 0,8 мм. Помимо этого в линейках встречаются материалы толщиной 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Среди марок, которые выпускают такие размеры можно встретить:
- МР-3;
- МР-3С;
- УОНИ-13 45;
- УОНИ-13 55;
- Э-46;
- АНО 21.
Выбор
Электроды для сварки тонколистового металла подбираются по тем же принципам, что и стандартные. В первую очередь следует обратить внимание на состав, чтобы стержень наплавочного металла соответствовал основному. Это обеспечит лучшее соединение, так как на краях шва не будут образовывать слабые места, а вся структура будет более однородной. Также следует опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
«Важно!Ни в коем случае не стоит стараться проваривать заготовки, толщина которых на несколько миллиметров больше, чем толщина электрода.»
Режимы и особенности применения
Главной особенностью применения является более высокая скорость сваривания. В отличие от , где этот фактор вызван более высокой текучестью, здесь сохраняется прежняя вязкость. Благодаря этому соединение в вертикальном и потолочном положении становится более легким. Это один из немногих случаев, когда электроды можно брать с более низким диаметром, чем основной металл, особенно если это касается потолочной сварки. Как видно из таблицы, даже небольшое отклонение в 5 А может привести к тому, что режим будет нарушен и возможно появление брака. Чем выше толщина, тем менее заметна эта разница, хотя здесь и есть зависимость от того, какой сорт металла используется.
- Сварка тонкого металла: каковы сложности работы
- Режимы сварки и электроды
- Технологический процесс
- Инвертор и работа с тонким металлом
- Сварка тонкого металла: практические советы профессионалов
Сегодня настало время, когда сварка тонкого металла стала очень важным моментом в жизни каждого человека. Все современные машины, бытовая техника и многое другое изготавливаются с применением тонкого металла. Причем не последнее место в этом вопросе занимает экономия. Использовать толстый металл просто не рентабельно.
Следовательно, для того чтобы сваривать тонкий металл, нужны специалисты и мастера. Варить тонкий металл очень непросто, это весьма сложный процесс, так как любая ошибка влечет за собой прожиг металла и, как результат, испорченную деталь.
Тонкий металл можно сваривать самыми разными способами:
- ручная электродуговая;
- непрерывистая;
- прерывистая;
- полуавтоматическая;
- газовая.
Сварка тонкого металла: каковы сложности работы
Главной проблемой работы с особо тонким металлом является тончайшая грань, связанная с прожогом металла, с возникновением прилипания электрода.
Иногда он не прилипает, но появляется другой дефект, так называемый непровар.
Когда регулировка сварочного тока выполнена неверно, например, завышено его значение или электрод задерживается в одном месте, металл прожигается насквозь.
При низком значении тока образуется непровар, сваривания деталей не происходит, они отваливаются, может иметь место прилипание.
Если величина тока недостаточна, увеличение расстояния между свариваемыми деталями и электродом ведет к обрыву дуги.
Вернуться к оглавлению
Режимы сварки и электроды
Чтобы варить тонкий металл, нужны электроды небольшого диаметра. Обычно он не превышает 4 мм. При этом значение тока должно находиться в пределах 140-180 ампер. Данные размеры применяются при , толщина которого 3 мм. Чтобы варить металл намного тоньше, применяют электроды в диапазоне 0,5-2,5 мм. Величина тока находится в пределах 10-90 ампер.
Чтобы проводить сварочные операции, при подаче малого тока требуется использовать электроды, имеющие специальное покрытие. С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды расплавляются очень медленно, они получают жидкотекучий металл, из-за которого шов получает красивый вид.
Всем вышеописанным требованиям полностью соответствует «ОМА-2». В его состав входит:
- титановый концентрат;
- ферромарганцевая руда;
- мука;
- специальные добавки.
Все эти вещества обеспечивают стабильность горения дуги. Это просто необходимо, когда варится тонкий материал.
Тип электрода «ОМА-2» считается лучшим для работы с тонким материалом. Он может создать устойчивую дугу, используемую при сваривании деталей из углеродистой стали.
Вернуться к оглавлению
Технологический процесс
Варить тонкий металл обыкновенной ручной электродуговой сваркой достаточно сложно. Чтобы исключить беспрерывные прожоги на всей длине свариваемых торцов пользуются определенной технологией:
- подбираются электроды маленького диаметра;
- устанавливается самый маленький сварочный ток;
- чтобы сварочная дуга имела устойчивое горение, применяют токи высокой частотности. С этой целью подключается осциллятор.
Заранее подбирается соединение, при котором полностью исключаются прожоги.
При толщине металлического листа тоньше 2 мм наилучшим будет электрод, диаметр которого не превышает 1,6 мм. Он обязательно должен иметь соответствующее покрытие. Значение сварочного тока регулируют так, чтобы его хватило для плавки электрода. Обычно оно колеблется в диапазоне 50-70 ампер. Применяя осциллятор, получают нормальное горение дуги. Прибор помогает быстро получить дугу, он исключает возникновение прожигов.
Вернуться к оглавлению
Инвертор и работа с тонким металлом
После появления сварочных инверторов сварочная операция стала доступна практически любому человеку. Ранее пользовались аппаратами, которыми было очень сложно работать, они имели большой вес и сложную настройку. Сварка инвертором очень проста, она не вызывает никаких сложностей и доступна новичку. Необходимо просто знать несколько основных правил.
Когда выполняется сварка инвертором, происходит поиск баланса, при котором не должен возникать прожиг и не должно иметь место прилипание электрода. Иными словами, эффективность сварки напрямую зависит от:
- зазора между поверхностью металла и электродом;
- силы тока;
- скорости передвижения электрода;
- плавности хода.
Все эти факторы являются самыми сложными для тех, кто впервые начал заниматься сварочным делом. В этом случае очень важно иметь хороший глазомер, специфические навыки. Чем больше варишь, тем лучше получается. Только навыки, полученные в процессе работы, помогут достигнуть успеха и получить хороший результат.
Малоопытному сварщику сложно быстро установить нужную силу тока на инверторе, чтобы исключить прожиг металла и получить надежное соединение.
Варить инвертором тонкий металл — далеко не простое дело. Это сложно даже опытному мастеру. Поэтому в большинстве случаев применяется аргонно-дуговая . Она позволяет свести к минимуму появление прожига, шов получается гладким и имеет красивый внешний вид.
Однако не всегда импульсная сварка возможна, приходится варить инвертором. Чтобы получить хороший результат, можно воспользоваться рекомендациями опытных сварщиков.
Perfect Flat Iron Steak Recipe
Я парень из Техаса и всю жизнь не ел ничего, кроме жареных стейков. Я действительно не был уверен в маринаде и сковороде для жарки стейка, но решил рискнуть. Боже, как я был удивлен, стейки получились нежными и сочными с прекрасным ароматом, чтобы подчеркнуть отличный вкус мяса, не чрезмерный и вызывающе неотразимый. Если вы ищете стейк ресторанного качества без гриля, то это то, что вам нужно. 5 звезд полностью.
Я знаю, что стейки Flat Iron — это новинка нашего времени, поэтому я очень хотел их попробовать, потому что у меня их никогда не было. Я наткнулся на этот рецепт и решил прокатиться к местному мяснику. Я принесла стейки домой и пошла по рецепту до тройника. Результат был отличным! Стейки имели прекрасный вкус маринада, были очень сочными и нежными. Я приготовил их средней прожарки (одна средняя), и они были идеальными. Я обжарил несколько шампиньонов в сливочном масле, оливковом масле и луковом порошке и подал небольшое количество на стейк.Я бы приготовил этот рецепт еще раз, а также снова использовал бы этот кусок стейка.
Боже мой, это было невероятно. Лучший стейк из железа, который у меня когда-либо был. Снимаю шляпу перед cocinajnots. Вкус танцевал во рту. Ничего не меняй. Я только что закончил ужин, и мне пришлось прийти и опубликовать это.
Это был хороший рецепт. Я точно следовал указаниям, и мы не могли определить вкус. Мы подумали, что либо в нем слишком много горчицы, либо я дал ему мариноваться слишком долго (я положил его в маринад утром, и в итоге мы приготовили его на гриле только на следующий день на обед.Я могу попробовать еще раз с меньшим количеством горчицы или с готовой горчицей в следующий раз.
Моя свекровь недавно прислала мне этот рецепт. На каникулах она сделала это для своей семьи. Это было замечательно! Я съел это. Это было приятно, потому что она могла приготовить мясо до «готовности» на любой вкус. Мы с мужем предпочитаем средне-редкие или средние сорта. Мои свекрови предпочитают, чтобы их мясо было более хорошо прожаренным. Это было ТАК нежно! Она тоже пошла по рецепту до тройника. В ближайшем будущем я обязательно буду искать в бакалейной лавке стейк-утюг.
Это был очень простой и вкусный рецепт. Я добавил немного больше чеснока и розмарина, чем требовалось, но это потому, что мне нравится немного интенсивный вкус. Я также использовал соскоб со сковороды, чтобы приготовить простой винный и грибной соус, чтобы завершить его. Спасибо за рецепт.
Очень хороший рецепт, какой он есть. Я обжарила несколько грибов и сделала картофельное пюре к стейкам, и это было замечательно!
Это был довольно хороший рецепт. Я даю ему только 4 звезды, потому что кажется, что чего-то не хватает.Как сказал кто-то другой, вы пытаетесь понять вкус. Попробую другое добавить или убрать. Зато неплохой стейк.
Это была еда абсолютно ресторанного уровня! Для тех, кто просил, стейк из плоского железа также называют «стейк Top Blade». В моем супермаркете это называется стейк Flat Iron и поставляется в упаковке cryovac (sp?). Точно соблюдала рецепт ингредиентов. Я думаю, что это необходимо для того, чтобы дать точный обзор … несправедливо давать плохой или неполноценный отзыв, если вы не использовали те же ингредиенты, оставив один или несколько исключенных или замененных.(После попытки вы можете решить, хотите ли вы настроить его по своему вкусу.) Необязательно использовать дорогое вино … Я использовал 2,97 бутылки Oak Leaf, которые я купил в Walmart. Я также использовал свежие травы и, кажется, мариновал их около 6 часов. Это было только для моего мужа и меня, поэтому стейк, который я купил, был чуть больше фунта. Я все еще использовал те же размеры для маринада, и он был идеальным. Я разрезала мясо пополам, потому что знала, что мой муж хочет, чтобы он готовил больше …. Я девушка средней редкости…он не любит много красного. И это подводит меня к некоторым жалобам, которые я видел по поводу этого рецепта в отношении времени приготовления. Судить об этом сложно из-за толщины стейка, который вы покупаете, и нагрева, который вы используете. Я включил конфорку на среднем огне примерно за 3 минуты до того, как добавил мясо (газовая горелка). Я бы сказал, что для моего стейка требовалось около 7-8 минут на каждую сторону для средней прожарки. Я оставила мужа в кастрюле еще на 3 мин. с каждой стороны, и это было идеально для него. Отличная еда!
Модернизация инвертора EL
Введение
В этом руководстве мы модифицируем проводной инвертор 12V EL для питания EL Sequencer или EL Escudo Dos от одного источника питания.
Необходимые материалы
Чтобы следовать этому руководству, вам потребуются как минимум следующие материалы. Возможно, вам не понадобится все, в зависимости от того, что у вас есть. Добавьте его в корзину, прочтите руководство и при необходимости отрегулируйте корзину.
Внимание! В зависимости от настроек вы также можете использовать батарею 9 В с адаптером для удаленных приложений.Переходник 9В на цилиндрический разъем
В наличии PRT-09518У этого простого кабеля так много применений! Вставьте зажим батареи 9 В в стандартную батарею 9 В, а другой конец подсоедините к любому…
1Щелочная батарея 9 В
В наличии PRT-10218Это ваши стандартные щелочные батарейки на 9 вольт от Rayovac.Даже не думайте пытаться перезарядить их. Используйте их с…
1Инструменты
Вам понадобится паяльник, припой и общие принадлежности для пайки. Также для проверки вам понадобятся отвертка и мультиметр.
Цифровой мультиметр — базовый
В наличии TOL-12966Цифровой мультиметр (DMM) — незаменимый инструмент в арсенале каждого энтузиаста электроники.Цифровой мультиметр SparkFun, h…
21 годКарманная отвертка
В наличии TOL-12891Что должно быть доступно каждому хакеру? Правильно, отверткой (надо как-то влезать в те случаи).Что…
5Рекомендуемая литература
Если вы не знакомы со следующими концепциями, мы рекомендуем ознакомиться с этими руководствами, прежде чем продолжить.
Взлом входа инвертора EL Wire
По умолчанию, вход постоянного тока на инверторе 12 В имеет разъем, который принимает соединитель типа «цилиндрический». Обычно это отличная функция, но мы бы предпочли, чтобы этот вход был разъемом JST, чтобы мы могли подключить его напрямую к EL Sequencer / EL Escudo Dos от одного источника питания.Не волнуйтесь, мы можем легко взломать один. Удалите наклейку QC на задней панели инвертора 12V EL. С помощью отвертки Phillips откройте корпус инвертора.
Выверните винт и откройте корпус. Печатная плата будет выглядеть по-разному в зависимости от того, когда вы заказали инвертор 12 В. Инвертор слева от более старой модели, а не справа. Независимо от того, как выглядят печатные платы, они все равно будут работать.
Извлеките плату из корпуса, чтобы мы могли удалить существующие провода, подключенные к разъему цилиндрического разъема.Мы будем распаивать провода с черной оболочкой. На более новых инверторах 12 В между проводами и печатной платой должен быть горячий клей. Это для снятия напряжения. Если есть горячий клей, осторожно отделите его от кабеля и компонентов инвертора 12 В. Отпаяйте соединенные провода, нагревая штифт или контактную площадку PTH. При необходимости нанесите контактной площадкой из PTH небольшой удар на столе с помощью метода шлепков, чтобы удалить весь припой, прежде чем пропустить через нее новый провод. Если вывод диода уже припаян к контактной площадке PTH, провод необходимо припаять к стыку.Не стесняйтесь оставлять провода, подключенные к гнезду ствола, в вашем мусорном ведре для другого проекта.
Обратите внимание на провод какого цвета подключен к PTH и с какой стороны провода были сняты. Печатная плата может отличаться в зависимости от того, когда она была изготовлена, поэтому может отсутствовать шелкография, указывающая входное напряжение для « + » и « — ». На изображениях в центре и справа не было шелкографии, связанной с проводкой. Обычно « + » подключается к аноду диода.В этом случае мы отсоединили провода от печатной платы, как показано в образце 3.
| Образец 1 | Образец 2 | Образец 3 |
С трудом просматриваете изображения? Щелкните изображение для более детального просмотра.
Припаяйте новую косичку JST к плате. Мы добавим провода к нижней части печатной платы. Чтобы соответствовать цветам проводов для входного напряжения, мы будем подключать красный провод к контактной площадке или контакту, который подключен к контакту анода диода.Затем мы будем подключать черный провод к другой распаянной контактной площадке или выводу.
Примечание: Этот шаг не является обязательным. Добавьте горячий клей, чтобы закрепить соединение между платой и новым кабелем, подобно тому, как оригинальные провода были прикреплены к плате. Только не добавляйте слишком много горячего клея, так как это может вызвать проблемы при установке печатной платы обратно в корпус.Вставьте плату обратно в соответствующий корпус, убедившись, что провода находятся между отверстиями.Снова вставьте винт и затяните. Поскольку цвета проводов одинаковы, попробуйте пометить инвертор EL маркером или лентой, чтобы указать сторону, которая является входом постоянного и переменного тока. Обычно входное напряжение находится ближе всего к переключателю.
Перед включением вставьте перемычку между адаптером питания и входом постоянного тока, аналогично тому, как провод EL был проверен в Руководстве по началу работы. Поскольку мы используем сборку пигтейла JST, вам нужно будет удалить ответный разъем для JST. Добавьте дополнительную деталь в корзину для будущих проектов! Имейте в виду, что вход постоянного тока имеет полярность, поэтому VIN должен быть подключен к красному проводу, а GND — к черному проводу.Затем вставьте перемычки между выходом переменного тока и EL Wire. Если вам нужно, не стесняйтесь добавить немного изоленты в качестве меры предосторожности при работе с выходом переменного тока.
Вставьте сетевой адаптер в розетку (или добавьте батарею 9 В, если вы используете это в удаленной настройке) к соединению для проверки. Используя провода, подключаемые к входу постоянного тока, прикоснитесь красным проводом к центральному наконечнику цилиндрического разъема, а черный провод — к муфте настенного адаптера. Нажмите выключатель, если вы не видите, что EL включается.Провод EL должен мигать или оставаться включенным в зависимости от используемого режима.
Примечание: Если вы предпочитаете, вы можете использовать адаптер цилиндрического разъема постоянного тока, чтобы обеспечить более безопасное соединение с источником питания для тестирования, а не прижимать штырьки питания к центральному наконечнику и втулке цилиндрического разъема.Теперь, когда мы модифицировали инвертор EL, следующим шагом будет его использование с секвенсором EL или EL Escudo Dos! Подключите только что сделанный вход постоянного тока к разъему «DC TO INVERTER», подключите выход переменного тока к разъему «AC FROM INVERTER», и мы готовы разжечь все! Для получения дополнительной информации ознакомьтесь с приведенным ниже руководством, чтобы отрегулировать паяную перемычку на плате перед подключением.
Ресурсы и дальнейшее развитие
Вам нужно вдохновение для вашего следующего проекта? Ознакомьтесь с некоторыми из этих связанных руководств:
EL Wire Light-Up Dog Harness
Узнайте, как создать светящуюся шлейку для собак из электролюминесцентной проволоки, когда вам нужно вывести четвероногого друга на прогулку в темноте.
EL Wire Толстовка с капюшоном
В этом уроке мы будем пришивать стандартный электролюминесцентный (EL) провод к толстовке с капюшоном.
Или попробуйте взломать аккумуляторную батарею инвертора EL, как Билл Портер.
Как использовать безиндукционную посуду на индукционной плите?
Индукция — это новейшая и лучшая технология приготовления пищи, доступная на рынке. У этого есть много преимуществ перед приготовлением на газовом пламени или на электрических плитах.
Но эта превосходная технология требует использования индукционной посуды. Посуда, предназначенная для индукционного нагрева, является магнитопроводящей и ферромагнитной (это означает, что если вы положите на ее основание магнит, он прилипнет).
Индукционным варочным панелям нужна индукционная посуда
Причина, по которой вам нужна только индукционная посуда, заключается в том, что индукция работает по принципу выработки тепла за счет электромагнетизма. Переменный ток пропускается через провод в катушку под поверхностью варочной панели.
Это создает магнитное поле вокруг него и над поверхностью. Когда мы размещаем посуду, совместимую с индукционным нагревом, которая является магнитопроводящей и ферромагнитной, это позволяет проникать в это магнитное поле.
Это вызывает прохождение через посуду сильно резистивного электрического тока. Этот резистивный электрический ток вызывает трение, вызывая нагревание и, таким образом, готовит пищу.
Теперь, чтобы любая посуда могла работать на индукционной плите, она должна быть плоской, гладкой и магнитной.
Хороший способ проверить, совместима ли ваша посуда с индукционной плитой с варочной панелью, — это поместить магнит в основание посуды. Если он прилипнет ко дну, значит, его можно использовать для приготовления на индукционной плите.
Нержавеющая сталь, чугун и эмалированный чугун — отличные варианты для приготовления пищи на индукционной плите.
Посуда, совместимая с индукционным нагревом, будет иметь знак, указывающий, что она совместима с индукционным нагревом. Хорошей новостью является то, что всю посуду, пригодную для индукционного нагрева, можно использовать на электрической или газовой плите.
Медь, алюминий и стекло не будут работать на индукции, так как магнитное поле не может проходить, и в посуде не будет генерироваться электрический ток.
Весь электромагнитный механизм выйдет из строя, и тепла не будет. Очень важно знать, что сама посуда становится источником тепла.Поэтому жизненно важно иметь материал, который завершит процесс приготовления.
Замена всего ассортимента посуды в соответствии с рабочими критериями индукции — довольно тяжелая задача. А иногда ваша любимая посуда может иметь дно, не подходящее к диаметру варочной панели.
Чтобы посуда работала в режиме индукции, она должна быть такого же размера, как и зона нагрева индукционной плиты. Для всех таких случаев есть опция, с помощью которой можно использовать на индукционной варочной панели неиндукционную посуду или индукционную посуду нестандартного размера.
Использование конвертера с неиндукционной посудой
Диск преобразователя — это то, что позволит вам использовать неиндукционную посуду с индукционной варочной панелью.
Плоский, изготовлен из нержавеющей стали или железа. Он имеет безопасную термостойкую ручку, которую легко держать. Он равномерно распределяет тепло по посуде.
Чтобы использовать конвертерный диск, вам нужно поместить его над варочной панелью, а затем использовать любую безиндукционную посуду по вашему выбору.
Эти железные или стальные пластины подходят между индукционной плитой и основанием посуды.Он очень тонкий и тяжелый, поэтому его нельзя опрокинуть или поскользнуться.
Здесь одно предостережение. Не все диски, представленные на рынке, хорошего качества. Выберите прочный диск с сильным магнитом и простой в использовании ручкой, желательно термостойкой.
Обратная сторона конвертера диска
Если смотреть теоретически, магнитные волны поглощаются диском и передаются на безиндукционную посуду. Так что это не сильно отличается от непосредственной установки индукционной посуды.Но практически этого не происходит.
Во-первых, металл посуды никогда не полируется гладко. Есть неровные вершины и впадины. Поэтому, когда на диск преобразователя помещается безиндукционная посуда, эти несовершенные металлические поверхности удерживают между собой бесчисленные микроскопические карманы с воздухом.
Воздух, как известно, плохой проводник. Когда магнитные волны проникают внутрь и начинают индуцировать ток, диск преобразователя пытается передать тепло посуде. Но воздушные карманы замедляют передачу.
В результате диск преобразователя становится горячее дна посуды из-за накопления тепла. Часть накопленного тепла отводится вниз в керамическую плитку, а часть передается в кухонный воздух.
Исследование было выполнено с диском преобразователя из нержавеющей стали. Воду кипятили на индукционной варочной панели без диска преобразователя и одновременно поддерживали кипение воды на индукционной плите с диском преобразователя.
Результат показал, что для кипячения 8 чашек воды в индукционной посуде потребовалось 8 минут 40 секунд, а при использовании преобразовательного диска на неиндукционной посуде — 19 минут.
Кроме того, по прошествии 10 минут и 30 секунд индукция, на которой держалась пластина преобразователя, начала дросселировать с 1500 Вт до 1200 Вт. Возможно, это связано с тем, что диск преобразователя так долго нагревался, что повлияло на керамический и изоляционный слой под ним, а также повлияло на нагревание катушки под ним.
Использование стальной сетки
Одна уловка, которую я нашел забавной во время исследования, — это загруженное видео на YouTube. В видео они использовали стальной лист с сеткой, который обычно используется для изготовления окон и дверей и который можно купить в магазине универсальных металлических инструментов.
Они сложили дважды сетчатый стальной лист и поместили его на варочную панель. Посуду без индукционного нагрева поместили на лист и включили питание. Для больших судов это якобы занимает довольно много времени.
Я немного скептически отношусь к этому методу, так как это всего лишь уловка, а не проверенный метод проверки безопасности, неожиданно прикоснувшись к нему. Как мы знаем, электромагнитная индукция работает за счет явления, при котором электрический ток генерируется в замкнутой цепи из-за колебаний тока в другой цепи, расположенной рядом с ней.
Так что попробуйте и проверьте этот трюк очень внимательно, приняв все возможные меры предосторожности. Рекомендуется сложить сетку и накрыть ею варочную панель, а затем посуду и затем включить ее.
Также не трогайте сетку во время готовки. Снимайте посуду и сетку только после того, как вы выключили индукцию. Проверьте, насколько горячая стальная сетка, и, если возможно, используйте перчатки для духовки.
Использование компьютерной термопасты
Если вы ищете одноразовое решение, вы можете использовать еще один прием.
Нанесите слой компьютерной термопасты на дно посуды и затем медленно поместите посуду на диск преобразователя. Это действие распределяет пасту тонким, как бумага, слоем, который заполняет промежутки между металлическими поверхностями.
Это не идеальный метод, но он лучше проводит тепло по сравнению с воздухом.
Наносите пасту снова каждый раз, когда отделяете посуду от диска. Причина в том, что термопаста разрушается при высокой температуре, поэтому каждый раз ее нужно соскребать и наносить перед приготовлением.
Заключение
В целом производительность плиты падает до уровня, сопоставимого с резистивными плитами старого образца, у которых не было стеклянных поверхностей, когда мы пытаемся использовать неиндукционную посуду на индукционной плите.
Посуда, совместимая с индукционным нагревом, не нагревает индукционную плиту так сильно, как при использовании совместимой посуды с преобразователем.
Наилучшим долгосрочным решением является использование на индукционной варочной панели посуды, совместимой с индукционным нагревом, для достижения превосходных результатов.Это потому, что эффективность сильно страдает.
Однако, несмотря на невысокую эффективность, преобразовательные диски на самом деле являются более дешевым методом использования наших любимых кастрюль и сковородок на индукционной варочной панели и во избежание замены всей посуды на индукционную.
Вам также могут понравиться следующие статьи:
Как купить лучшие кастрюли и сковороды для индукционной варочной панели
Покупка индукционной варочной панели — важное решение. Учитывая высокую цену, вы хотите знать, что делаете правильный выбор.То же самое и с посудой, которая идет в комплекте.
Вместо того, чтобы выделять тепло, индукционные варочные панели создают магнитное поле прямо над своей стеклянной поверхностью. Правильная индукционная посуда отводит тепло равномерно и эффективно, но некоторые основные материалы достигают этого лучше, чем другие.
На этой странице:
Покупайте умнее с членством CHOICE
- Найдите лучшие бренды
- Избегайте плохих исполнителей
- Получите помощь, когда что-то пойдет не так
Могу ли я использовать уже имеющиеся у меня сковороды?
Чтобы проверить, совместима ли ваша посуда с индукционным нагревом, вам нужно проверить, есть ли у нее металлическое основание, поместив на нее магнит.Если он хорошо прилипает, все в порядке; в противном случае вам придется вложить деньги в новые кастрюли и сковороды.
Как выбрать индукционную посуду?
Учитывайте свой стиль приготовления (см. Наши советы ниже) и помните, что каждая сковорода по-разному реагирует на вашу варочную панель. По очевидным причинам невозможно провести тестовый запуск в магазине, поэтому сначала выберите одну кастрюлю или сковороду — что-нибудь базовое, например, хорошую универсальную кастрюлю, — чтобы посмотреть, как она работает на вашей варочной панели, прежде чем вкладывать деньги в целый набор из того же бренда.
Качественная посуда может стоить немного дороже, но она, вероятно, прослужит дольше более дешевых сортов, что в конечном итоге сэкономит вам деньги.
Какой материал лучше?
Чугун, сталь, немного эмалированной стали и кастрюли из нержавеющей стали с железным основанием или сердечником подходят, но стекло, алюминий и медь, как правило, не подходят. В случае сомнений найдите символ индукционной совместимости или попробуйте магнитный тест.
Нержавеющая сталь
Нержавеющая сталь — популярный выбор для изготовления посуды, потому что она прочная, твердая и не вызывает коррозии.Это не лучший проводник тепла, поэтому часто сочетается с алюминием в многослойных основаниях.
Чугун
Чугунная посуда может быть дорогой, но при правильном уходе она очень долговечна. Он обеспечивает очень равномерную теплопередачу при низких настройках, но из-за его толстого и тяжелого дна для нагрева и охлаждения требуется больше времени, чем для других типов посуды. Некоторые чугунные сковороды имеют эмалированное чугунное основание, которое помогает предотвратить ржавчину, но при неосторожном обращении такая посуда может расколоться и стать хрупкой.
Алюминий
Алюминий очень хорошо проводит и сохраняет тепло, легок, доступен по цене и не ржавеет, но сам по себе алюминий несовместим с индукцией. Производители преодолевают эту проблему, используя пластину из нержавеющей стали на основании алюминиевой посуды, чтобы сделать ее совместимой с индукционным нагревом. Плита генерирует тепло от индукционной варочной панели и передает его остальной части посуды.
Ваш стиль приготовления имеет значение
Для медленного и равномерного приготовления используйте сковороды с толстым дном.Они будут медленнее реагировать на зону нагрева и, как правило, дольше нагреваются, но они обеспечат равномерный и постоянный нагрев. Они универсальны и идеально подходят для приготовления нежных продуктов и блюд, требующих длительного приготовления. Эти основания обычно более толстые и изготавливаются из алюминия (со стальным колпачком в основании) или чугуна.
Для быстрого приготовления лучше всего подходят дна из нержавеющей стали — они быстро нагреваются и быстро реагируют на изменение установленной температуры. Эти сковороды, как правило, имеют более тонкое дно, и, если вы не следите за вещами, они могут быть более склонны к подгоранию, перевариванию и прилипанию (если только это не сковорода с антипригарным покрытием).Эти сковороды идеально подходят для кипячения воды и приготовления на пару.
Стоимость
Стоимость индукционной посудыварьируется от 50 до 300 долларов.
(PDF) Характеристики потерь в стали активной зоны реактора с возбуждением от инвертора ШИМ
056618-4 Yao et al. AIP Advances 7, 056618 (2017)
III. РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
A. Экспериментальные результаты и обсуждение
На рисунке 3 (a) показаны характеристики потерь в реакторе относительно несущей частоты на
(f0 = 50 Гц; B = 0.6 Тл) и (f0 = 500 Гц; B = 0,1 Тл). Потери в стали в активной зоне реактора для этих двух параметров
имеют одинаковую тенденцию. Потери в стали при возбуждении инвертора уменьшаются с увеличением несущей частоты на
. На рисунке также показаны потери в железе реактора при синусоидальном возбуждении
для сравнения. Потери в активной зоне реактора увеличиваются по сравнению с режимом работы с синусоидальным питанием
из-за малых петель кривой B H2 и увеличения вихревых токов.
На рисунке 3 (b) показана характеристика потерь в кольцевом соединении в зависимости от несущей частоты.Ментальные кольцевые испытания экспериментальных
проводятся так же, как и испытания реактора. Потери в стали в кольце
с питанием от инвертора демонстрируют ту же тенденцию, что и в активной зоне реактора при возбуждении от инвертора, как показано на рис. 3 (а).
Потери в реакторе больше, чем в материале, из-за увеличения потерь на вихревые токи
, вызванных плотностью магнитного потока утечки вблизи зазоров реактора.
На рисунке 3 (c) показаны результаты расчета BF для каждой из протестированных несущих частот на
(f0 = 50 Гц; B = 0.6 Тл) и (f0 = 500 Гц; B = 0,1 Тл). Как упоминалось выше, BF отличается от
типом кольцевого теста, который соответствует потерям в стали при инверторном и синусоидальном возбуждении
(Wringinv и Wringsin). Поскольку потери в стали при испытании с питанием от инвертора больше, чем в испытании с питанием от синусоиды
, коэффициент BF, рассчитанный на основе теста с питанием от синусоиды, больше. Потери в железе реактора
при возбуждении инвертором логически выше, чем собственные потери в материале в железе.
Коэффициент BF, рассчитанный на основе теста с питанием от инвертора, является почти постоянным значением, как показано
красными линиями на рис. 3 (c) при (f0 = 50 Гц; B = 0,6 Тл) и (f0 = 500 Гц. ; B = 0,1 Тл). Обратите внимание на
, что вихревые токи на конце активной зоны реактора увеличиваются локально из-за окаймляющего потока, вызванного
воздушным зазором. Однако для потерь в материале и в железе реактора при возбуждении инвертором скорость
уменьшения потерь в стали в зависимости от несущей частоты является почти такой же величиной.В следующем разделе
причина наличия почти постоянного значения обсуждается с использованием численного моделирования
.
B. Численные результаты и обсуждение
Здесь мы исследуем распределение потерь в железе и характеристики с помощью 3D-FEM. Из-за высокой частоты несущего сигнала
необходимо иметь высокую частоту дискретизации для ввода данных в
численного моделирования. Это означает небольшой шаг по времени, а затем длительное время расчета.Для сокращения времени расчета
моделируются только случаи при fc = 1 и 4 кГц при возбуждении инвертором при
f0 = 50 Гц.
На рис. 4 (а) показаны потери в стали реактора при синусоидальном возбуждении и возбуждении инвертором
при fc = 1 и 4 кГц. Здесь расчетные общие потери в стали примерно на 0,85 Вт ниже, чем измеренное значение
при fc = 1 кГц на рис. 3 (а). Однако численно полученные результаты на рис. 4 (а) составляют
качественно в согласии с экспериментальными результатами на рис.3 (а). Таким образом, основываясь на численных расчетах
и экспериментальных результатах, мы можем качественно обсудить потери в железе относительно несущей частоты
.
Как показано на рис. 4 (а), на долю Weddylami приходится около 30% и 21% общих потерь в железе при
fc = 1 и 4 кГц, соответственно. Веддилами уменьшается с увеличением несущей частоты. Однако
при изменении fcis, Weddytranandrol и Whys почти не изменились. Скорость уменьшения общих потерь в железе
в зависимости от несущей частоты вызвана потерями на вихревые токи в направлении ламинирования
.
На рисунках 4 (b) и (c) показаны распределения плотности магнитного потока для расчета Weddylami на площади
, обозначенной квадратом на рис. 2. На этих рисунках показаны распределения, нормированные на каждые
максимальных значений плотности магнитного потока. на 1,95 и 7,95 кГц, что примерно в два раза больше соответствующих несущих частот
(fc = 1 и 4 кГц). Здесь потери на вихревые токи при 1,95 и 7,95 кГц
соответствуют каждому максимальному значению гармонических составляющих с несущей частотой.Когда fc
установлен на 1 кГц, как показано на рис. 4 (b), сильная область плотности магнитного потока (зеленая область)
расширяется по сравнению с fc = 4 кГц на рис. 4 (c). Таким образом, Weddylami увеличивается с уменьшением несущей
частоты. Отметим также, что на распределениях плотности магнитного потока область, близкая к зазору реактора
, и другие области реактора показывают почти такие же характеристики. Считается, что тариф
Да, можно приготовить стейк — вот как
Мне кажется, я просто прошу пощечину от каждого известного повара, который когда-либо жил, но надо сказать, что стейк можно приготовить в микроволновой печи.
Конечно, это может быть не лучший и даже не самый подходящий метод приготовления мяса, но он возможен, а это значит, что есть надежда для тех из нас, кто все еще нуждается в наших обучающих колесах, когда дело доходит до готовки, или просто не имеет доступ к решетке или плите.
Стейк — одна из тех вещей, которые могут показаться сложными, но на самом деле они довольно просты. При правильном нарезании все, что ему нужно, — это соль, перец и время.
ShutterstockТаким образом, приготовление красивого и вкусного стейка в микроволновой печи, безусловно, достижимо, но при этом следует помнить несколько важных вещей:
- Не используйте масло.Скорее всего, у вас останется отвратительный подгоревший кусок мяса.
- Если ваша микроволновая печь не вращается, не забывайте время от времени переворачивать стейк, чтобы приготовить более равномерно
При использовании ВЫСОКОГО режима стейк готовится быстрее, но не обязательно лучше. Продолжительное приготовление на СРЕДНЕМ уровне сделает мясо очень сочным.
РЕЦЕПТ
Вам понадобится…
- o стейк из вырезки ne (толщиной около дюйма)
- соль
- перец
- Достаньте стейк из филе из холодильника и оставьте его на час или два, пока он не нагреется до комнатной температуры.Это предотвратит чрезмерное высыхание стейка в микроволновой печи.
- Осторожно промокните стейк бумажными полотенцами. Затем приправьте обе стороны солью, перцем или любыми другими специями, которые вам нравятся.
- Поместите стейк в блюдо, подходящее для микроволновой печи, на пять-семь минут на ВЫСОКОМ уровне, перевернув стейк один раз на полпути.
Время приготовления будет зависеть от толщины стейка и от того, как вы его готовите, но при использовании этого метода получается стейк средней степени прожарки.
WRAP UP
Готовый стейк для микроволновки должен немного напоминать один из тех классов «легкий А» — конечно, вам не нужно было слишком много думать или прилагать значительные усилия, чтобы достичь результата. результат, но, тем не менее, результат все еще удовлетворительный.
Теперь я могу насладиться стейком, расслабиться и попробовать Empire.
Практические соображения — Трансформаторы | Трансформеры
Мощность
Как уже отмечалось, трансформаторы должны быть хорошо спроектированы, чтобы обеспечить приемлемую связь по мощности, точное регулирование напряжения и низкие искажения тока возбуждения.Кроме того, трансформаторы должны быть спроектированы так, чтобы без проблем передавать ожидаемые значения тока первичной и вторичной обмоток.
Это означает, что проводники обмотки должны быть изготовлены из проволоки соответствующего калибра, чтобы избежать проблем с нагревом.
Идеальный трансформатор
Идеальный трансформатор должен иметь идеальную связь (без индуктивности рассеяния), идеальное регулирование напряжения, идеально синусоидальный ток возбуждения, отсутствие гистерезиса или потерь на вихревые токи и достаточно толстый провод, чтобы выдерживать любой ток.К сожалению, идеальный трансформатор должен быть бесконечно большим и тяжелым, чтобы соответствовать этим целям проектирования.
Таким образом, при разработке практического трансформатора необходимо идти на компромиссы.
Кроме того, изоляция проводов обмотки является проблемой там, где встречаются высокие напряжения, как это часто бывает в повышающих и понижающих распределительных трансформаторах.
Не только обмотки должны быть хорошо изолированы от стального сердечника, но и каждая обмотка должна быть достаточно изолирована от другой, чтобы поддерживать электрическую изоляцию между обмотками.
Номинальные параметры трансформатора
С учетом этих ограничений трансформаторы рассчитаны на определенные уровни напряжения и тока первичной и вторичной обмоток, хотя номинальный ток обычно выводится из номинального значения вольт-ампер (ВА), присвоенного трансформатору.
Например, возьмите понижающий трансформатор с номинальным напряжением первичной обмотки 120 В, номинальным напряжением вторичной обмотки 48 В и номинальной мощностью 1 кВА (1000 ВА) в ВА. Максимальные токи обмотки можно определить как таковые: кВА (1000 ВА).Максимальные токи обмотки можно определить как таковые:
Иногда обмотки имеют номинальный ток в амперах, но это обычно наблюдается на небольших трансформаторах. Большие трансформаторы почти всегда рассчитываются с точки зрения напряжения обмотки и ВА или кВА.
Потери энергии
Трансформаторы передают мощность с минимальными потерями. Как было сказано ранее, КПД современных силовых трансформаторов обычно превышает 95%.Однако хорошо знать, куда уходит часть этой утраченной силы и что вызывает ее потерю.
Конечно, возможны потери мощности из-за сопротивления обмоток проводов. Если не используются сверхпроводящие провода, всегда будет рассеиваться мощность в виде тепла через сопротивление проводников с током. Поскольку для трансформаторов требуются такие длинные провода, эти потери могут быть существенным фактором.
Увеличение диаметра обмоточного провода — один из способов минимизировать эти потери, но только при значительном увеличении стоимости, размера и веса.
Вихретоковые потери
Помимо резистивных потерь, большая часть потерь мощности трансформатора происходит из-за магнитных эффектов в сердечнике. Возможно, наиболее значительным из этих «потерь в сердечнике» являются потери на вихревые токи , которые представляют собой рассеивание резистивной мощности из-за прохождения индуцированных токов через железо сердечника.
Поскольку железо является проводником электричества, а также отличным «проводником» магнитного потока, в железе будут индуцироваться токи так же, как есть токи, индуцированные во вторичных обмотках из-за переменного магнитного поля.
Эти наведенные токи — как описано в пункте о перпендикулярности закона Фарадея — стремятся проходить через поперечное сечение сердечника перпендикулярно виткам первичной обмотки.
Круговое движение дало им свое необычное название: как водовороты в потоке воды, которые циркулируют, а не движутся по прямым линиям.
Железо является хорошим проводником электричества, но не так хорошо, как медь или алюминий, из которых обычно делаются проволочные обмотки. Следовательно, эти «вихревые токи» должны преодолевать значительное электрическое сопротивление, поскольку они циркулируют по сердечнику.
Преодолевая сопротивление утюга, они рассеивают мощность в виде тепла. Следовательно, у нас есть источник неэффективности трансформатора, который трудно устранить.
Индукционный нагрев
Это явление настолько выражено, что его часто используют как средство нагрева черных (железосодержащих) материалов. На фотографии ниже показан блок «индукционного нагрева», повышающий температуру большого участка трубы.
Петли из проволоки, покрытые высокотемпературной изоляцией, опоясывают окружность трубы, создавая вихревые токи внутри стенки трубы за счет электромагнитной индукции.Чтобы максимизировать эффект вихревых токов, используется высокочастотный переменный ток, а не частота линии электропередачи (60 Гц).
Блоки в правой части изображения вырабатывают высокочастотный переменный ток и регулируют величину тока в проводах, чтобы стабилизировать температуру трубы на заранее определенном «заданном уровне».
Индукционный нагрев: Первичная изолированная обмотка наводит ток в железную трубу с потерями (вторичную).
Снижение вихревых токов
Основная стратегия уменьшения этих расточительных вихревых токов в сердечниках трансформаторов состоит в том, чтобы сформировать железный сердечник в виде листов, каждый из которых покрыт изолирующим лаком, чтобы сердечник был разделен на тонкие пластинки.В результате ширина сердечника очень мала для циркуляции вихревых токов:
Разделение стального сердечника на тонкие изолированные пластинки сводит к минимуму потери на вихревые токи.
Ламинированные сердечники , подобные показанному здесь, входят в стандартную комплектацию почти всех низкочастотных трансформаторов. Напомним, что на фотографии трансформатора, разрезанного пополам, железный сердечник состоял из множества тонких листов, а не из одной цельной детали.
Потери на вихревые токи увеличиваются с увеличением частоты, поэтому в трансформаторах, предназначенных для работы от высокочастотной энергии (например, 400 Гц, используемой во многих военных и авиационных приложениях), необходимо использовать более тонкие пластины, чтобы снизить потери до приемлемого минимума.
Это имеет нежелательный эффект увеличения стоимости изготовления трансформатора.
Другой аналогичный метод минимизации потерь на вихревые токи, который лучше подходит для высокочастотных приложений, — это изготовление сердечника из железного порошка, а не из тонких листов железа.
Подобно ламинированным листам, эти гранулы железа по отдельности покрыты электроизоляционным материалом, который делает сердечник непроводящим, за исключением ширины каждой гранулы.Сердечники из порошкового железа часто используются в трансформаторах, работающих с радиочастотными токами.
Магнитный гистерезис
Еще одна «потеря в сердечнике» связана с магнитным гистерезисом . Все ферромагнитные материалы имеют тенденцию сохранять некоторую степень намагниченности после воздействия внешнего магнитного поля.
Эта тенденция оставаться намагниченным называется «гистерезисом», и требуются определенные затраты энергии, чтобы преодолеть это противодействие, изменяющееся каждый раз, когда магнитное поле, создаваемое первичной обмоткой, меняет полярность (дважды за цикл переменного тока).
Этот тип потерь может быть уменьшен за счет правильного выбора материала сердечника (выбор сплава сердечника с низким гистерезисом, о чем свидетельствует «тонкая» гистерезисная кривая B / H) и проектирования сердечника с минимальной магнитной индукцией (большая площадь поперечного сечения ).
Скин-эффект на высоких частотах
Потери энергии в трансформаторе увеличиваются с увеличением частоты. Скин-эффект внутри проводников обмотки уменьшает доступную площадь поперечного сечения для потока электрического заряда, тем самым увеличивая эффективное сопротивление при повышении частоты и создавая большие потери мощности из-за резистивного рассеивания.
Потери в магнитном сердечнике также увеличиваются из-за более высоких частот, вихревых токов и эффектов гистерезиса. По этой причине трансформаторы значительных размеров предназначены для эффективной работы в ограниченном диапазоне частот.
В большинстве систем распределения электроэнергии, где частота сети очень стабильна, можно подумать, что чрезмерная частота никогда не будет проблемой. К сожалению, это происходит в виде гармоник, создаваемых нелинейными нагрузками.
Как мы видели в предыдущих главах, несинусоидальные сигналы эквивалентны аддитивным сериям нескольких синусоидальных сигналов с разными амплитудами и частотами.В энергосистемах эти другие частоты являются целыми числами, кратными основной (линейной) частоте, что означает, что они всегда будут выше, а не ниже проектной частоты трансформатора.
В значительной степени они могут вызвать серьезный перегрев трансформатора. Силовые трансформаторы могут быть спроектированы для обработки определенных уровней гармоник энергосистемы, и эта способность иногда обозначается рейтингом «K-фактор».
Паразитная емкость и индуктивность
Помимо номинальной мощности и потерь мощности, трансформаторы часто имеют другие нежелательные ограничения, о которых следует знать разработчикам схем.Как и их более простые аналоги — индукторы — трансформаторы обладают емкостью из-за изоляционного диэлектрика между проводниками: от обмотки к обмотке, от витка к витку (в одной обмотке) и от обмотки к сердечнику.
Частота резонанса трансформатора
Обычно эта емкость не имеет значения в силовых приложениях, но приложения с малым сигналом (особенно высокочастотные) могут плохо переносить эту причуду.
Кроме того, эффект наличия емкости наряду с расчетной индуктивностью обмоток дает трансформаторам способность резонировать с на определенной частоте, что определенно является проблемой проектирования в приложениях с сигналами, где приложенная частота может достигать этой точки (обычно резонансная частота силовой трансформатор выходит далеко за пределы частоты переменного тока, для которой он был разработан).
Удерживание флюса
Сдерживание потока (обеспечение того, чтобы магнитный поток трансформатора не ускользнул, чтобы создать помехи для другого устройства, и убедиться, что магнитный поток других устройств экранирован от сердечника трансформатора) — еще одна проблема, которую разделяют как индукторы, так и трансформаторы.
Индуктивность утечки
Индуктивность рассеяния тесно связана с проблемой удержания флюса. Мы уже видели пагубное влияние индуктивности рассеяния на регулирование напряжения с помощью моделирования SPICE в начале этой главы.Поскольку индуктивность рассеяния эквивалентна индуктивности, последовательно соединенной с обмоткой трансформатора, она проявляется как последовательное сопротивление с нагрузкой.
Таким образом, чем больше ток потребляет нагрузка, тем меньше напряжения на выводах вторичной обмотки. Обычно при проектировании трансформатора требуется хорошее регулирование напряжения, но есть и исключительные области применения.
Как указывалось ранее, цепи разрядного освещения требуют повышающего трансформатора с «слабым» (плохим) регулированием напряжения для обеспечения пониженного напряжения после возникновения дуги в лампе.Один из способов удовлетворить этот критерий проектирования — спроектировать трансформатор с путями рассеяния магнитного потока в обход вторичной (ых) обмотки (ов).
Результирующий поток рассеяния будет создавать индуктивность рассеяния, которая, в свою очередь, приведет к плохому регулированию, необходимому для разрядного освещения.
Насыщенность ядра
Трансформаторытакже ограничены в своих характеристиках из-за ограничений магнитного потока сердечника. Для трансформаторов с ферромагнитным сердечником необходимо учитывать пределы насыщения сердечника.
Помните, что ферромагнитные материалы не могут поддерживать бесконечную плотность магнитного потока: они имеют тенденцию «насыщаться» на определенном уровне (продиктованном материалом и размерами сердечника), а это означает, что дальнейшее увеличение силы магнитного поля (ммс) не приводит к пропорциональному увеличению поток магнитного поля (Φ).
Когда первичная обмотка трансформатора перегружается из-за чрезмерно приложенного напряжения, магнитный поток сердечника может достигать уровней насыщения в пиковые моменты цикла синусоидальной волны переменного тока.Если это произойдет, напряжение, индуцированное во вторичной обмотке, больше не будет соответствовать форме волны, как напряжение, питающее первичную катушку.
Другими словами, перегруженный трансформатор будет искажать форму волны от первичной до вторичной обмоток, создавая гармоники на выходе вторичной обмотки. Как мы обсуждали ранее, гармоническое содержание в энергосистемах переменного тока обычно вызывает проблемы.
Пиковые трансформаторы
Специальные трансформаторы, известные как обостряющие трансформаторы , используют этот принцип для создания коротких импульсов напряжения вблизи пиков формы волны напряжения источника.Ядро рассчитано на быстрое и резкое насыщение при уровнях напряжения значительно ниже пикового.
Это приводит к сильно обрезанной форме волны потока синусоидальной волны и импульсам вторичного напряжения только при изменении потока (ниже уровней насыщения):
Формы сигналов напряжения и магнитного потока для пикового трансформатора.
Работа на частотах ниже нормы
Другой причиной ненормального насыщения сердечника трансформатора является работа на частотах ниже нормы.Например, если силовой трансформатор, предназначенный для работы на частоте 60 Гц, вместо этого вынужден работать на частоте 50 Гц, магнитный поток должен достичь более высоких пиковых уровней, чем раньше, чтобы создать такое же противодействующее напряжение, необходимое для балансировки с напряжением источника.
Это верно, даже если напряжение источника такое же, как и раньше.
Магнитный поток выше в сердечнике трансформатора, работающем на 50 Гц, по сравнению с 60 Гц для того же напряжения.
Поскольку мгновенное напряжение обмотки пропорционально скорости изменения мгновенного магнитного потока в трансформаторе, форма волны напряжения, достигающая того же пикового значения, но требующая более длительного времени для завершения каждого полупериода, требует, чтобы магнитный поток поддерживал та же скорость изменения, что и раньше, но на более длительные периоды времени.
Таким образом, если поток должен расти с той же скоростью, что и раньше, но в течение более длительных периодов времени, он поднимется до более высокого пикового значения.
Математически это еще один пример исчисления в действии. Поскольку напряжение пропорционально скорости изменения магнитного потока, мы говорим, что форма волны напряжения является производной формы волны магнитного потока, причем «производной» является операция вычисления, определяющая одну математическую функцию (форму волны) с точки зрения скорости: замены другого.
Если мы возьмем противоположную точку зрения и свяжем исходную форму волны с ее производной, мы можем назвать исходную форму волны интегралом производной формы волны. В этом случае форма волны напряжения является производной формы волны магнитного потока, а форма волны магнитного потока является интегралом формы волны напряжения.
Интеграл любой математической функции пропорционален площади, накопленной под кривой этой функции. Поскольку каждый полупериод сигнала 50 Гц накапливает большую площадь между ним и нулевой линией графика, чем будет форма сигнала 60 Гц — а мы знаем, что магнитный поток является интегралом напряжения, — поток будет достигать более высоких значений в рисунок ниже.
Поток, изменяющийся с той же скоростью, возрастает до более высокого уровня при 50 Гц, чем при 60 Гц.
Еще одна причина насыщения трансформатора — наличие постоянного тока в первичной обмотке. Любая величина постоянного напряжения, падающего на первичную обмотку трансформатора, вызовет дополнительный магнитный поток в сердечнике. Это дополнительное «смещение» или «смещение» магнитного потока подтолкнет форму волны переменного магнитного потока ближе к насыщению в одном полупериоде, чем в другом.
Постоянный ток в первичной обмотке сдвигает пики формы волны в сторону верхнего предела насыщения.
Для большинства трансформаторов насыщение сердечника является очень нежелательным эффектом, и его можно избежать за счет хорошей конструкции: конструирования обмоток и сердечника так, чтобы плотности магнитного потока оставались значительно ниже уровней насыщения.
Это гарантирует, что соотношение между mmf и Φ будет более линейным на протяжении всего цикла потока, что хорошо, поскольку способствует меньшим искажениям в форме волны тока намагничивания.
Кроме того, проектирование сердечника для низких плотностей магнитного потока обеспечивает безопасный запас между нормальными пиками магнитного потока и пределами насыщения сердечника, чтобы приспособиться к случайным, ненормальным условиям, таким как изменение частоты и смещение постоянного тока.
Пусковой ток
Когда трансформатор изначально подключен к источнику переменного напряжения, может возникнуть значительный скачок тока через первичную обмотку, называемый пусковым током . Это аналогично пусковому току, наблюдаемому у электродвигателя, который запускается при внезапном подключении к источнику питания, хотя бросок тока трансформатора вызван другим явлением.
Мы знаем, что скорость изменения мгновенного потока в сердечнике трансформатора пропорциональна мгновенному падению напряжения на первичной обмотке. Или, как указывалось ранее, форма волны напряжения является производной формы волны магнитного потока, а форма волны магнитного потока является интегралом формы волны напряжения.
В непрерывно работающем трансформаторе эти две формы сигнала сдвинуты по фазе на 90 °. Поскольку поток (Φ) пропорционален магнитодвижущей силе (mmf) в сердечнике, а mmf пропорционален току обмотки, форма волны тока будет синфазной с формой волны магнитного потока, и оба будут отстать от формы волны напряжения на 90 °:
Непрерывный установившийся режим: Магнитный поток, как и ток, отстает от приложенного напряжения на 90 °.
Предположим, что первичная обмотка трансформатора внезапно подключается к источнику переменного напряжения в точный момент времени, когда мгновенное напряжение достигает своего положительного пикового значения.
Для того, чтобы трансформатор создавал противоположное падение напряжения, чтобы уравновеситься с этим приложенным напряжением источника, должен генерироваться магнитный поток быстро возрастающей величины. В результате ток в обмотке увеличивается быстро, но на самом деле не быстрее, чем при нормальных условиях:
Подключение трансформатора к сети при пиковом напряжении переменного тока: поток быстро увеличивается от нуля, как и в установившемся режиме.
И магнитный поток сердечника, и ток катушки начинаются с нуля и достигают тех же пиковых значений, которые наблюдаются при непрерывной работе. Таким образом, в этом сценарии нет «всплеска», «броска» или тока.
В качестве альтернативы, давайте рассмотрим, что произойдет, если подключение трансформатора к источнику переменного напряжения произойдет в точный момент времени, когда мгновенное напряжение равно нулю.
Во время непрерывной работы (когда трансформатор был запитан в течение некоторого времени), это момент времени, когда и магнитный поток, и ток обмотки достигают своих отрицательных пиков, испытывая нулевую скорость изменения (dΦ / dt = 0 и di / dt = 0).
По мере того, как напряжение достигает своего положительного пика, формы волны магнитного потока и тока нарастают до своих максимальных положительных скоростей изменения и повышаются до своих положительных пиков по мере того, как напряжение опускается до нулевого уровня:
Запуск при e = 0 В — это не то же самое, что непрерывный запуск на рисунке выше. Эти ожидаемые формы сигналов неверны — Φ и я должен начинать с нуля.
Однако существует значительная разница между работой в непрерывном режиме и условием внезапного пуска, предполагаемым в этом сценарии: во время непрерывной работы уровни магнитного потока и тока были на своих отрицательных пиках, когда напряжение было в нулевых точках; Однако в трансформаторе, который простаивает, и магнитный поток, и ток обмотки должны начинаться с ноль .
Когда магнитный поток увеличивается в ответ на повышение напряжения, он будет увеличиваться от нуля вверх, а не от ранее отрицательного (намагниченного) состояния, как это обычно бывает в трансформаторе, на который какое-то время подается питание.
Таким образом, в трансформаторе, который только что «запускается», магнитный поток будет примерно в два раза больше обычного пикового значения, поскольку он «интегрирует» область под первым полупериодом формы волны напряжения:
Начиная с e = 0 В, Φ начинается с начального состояния Φ = 0, увеличиваясь в два раза по сравнению с нормальным значением, если предположить, что это не насыщает сердечник.
В идеальном трансформаторе ток намагничивания также увеличился бы примерно в два раза по сравнению с нормальным пиковым значением, генерируя необходимый mmf для создания этого потока, превышающего нормальный.
Однако большинство трансформаторов не спроектированы с достаточным запасом между нормальными пиками магнитного потока и пределами насыщения, чтобы избежать насыщения в таких условиях, и поэтому сердечник почти наверняка будет насыщаться в течение этого первого полупериода напряжения.
Во время насыщения для генерации магнитного потока необходимо непропорционально большое количество ммс.Это означает, что ток в обмотке, который создает МДС, вызывающую магнитный поток в сердечнике, непропорционально возрастет до значения , легко превышая , вдвое превышая его нормальный пик:
Начиная с e = 0 В, ток также увеличивается в два раза по сравнению с нормальным значением для ненасыщенного сердечника или значительно выше в случае (рассчитанном на) насыщение.
Это механизм, вызывающий пусковой ток в первичной обмотке трансформатора при подключении к источнику переменного напряжения.Как видите, величина пускового тока сильно зависит от точного времени электрического подключения к источнику.
Если трансформатор имеет некоторый остаточный магнетизм в его сердечнике в момент подключения к источнику, бросок тока может быть еще более серьезным. Из-за этого устройства максимальной токовой защиты трансформатора обычно бывают «медленного действия», чтобы выдерживать такие скачки тока без размыкания цепи.
Тепло и шум
Помимо нежелательных электрических эффектов, трансформаторы могут также проявлять нежелательные физические эффекты, наиболее заметными из которых являются выделение тепла и шума.Шум — это в первую очередь неприятный эффект, но нагрев — потенциально серьезная проблема, потому что изоляция обмотки будет повреждена, если будет допущен перегрев.
Нагрев можно минимизировать за счет хорошей конструкции, гарантирующей, что сердечник не приближается к уровням насыщения, что вихревые токи сведены к минимуму, и что обмотки не будут перегружены или работают слишком близко к максимальной допустимой нагрузке.
Силовые трансформаторы большой мощности имеют сердечник и обмотки, погруженные в масляную ванну для передачи тепла и глушения шума, а также для вытеснения влаги, которая в противном случае может нарушить целостность изоляции обмотки.
Теплоотводящие «радиаторные» трубки на внешней стороне корпуса трансформатора обеспечивают конвективный путь потока масла для передачи тепла от сердечника трансформатора к окружающему воздуху:
Большие силовые трансформаторы погружены в теплоизолирующее масло.
Безмасляные или «сухие» трансформаторы часто оцениваются с точки зрения максимального «повышения» рабочей температуры (превышения температуры окружающей среды) в соответствии с системой буквенного класса: A, B, F или H.Эти буквенные коды расположены в порядке от наименьшей термостойкости к наибольшей:
.- Класс A: Повышение температуры обмотки не более чем на 55 ° Цельсия при температуре окружающего воздуха 40 ° Цельсия (максимальной).
- Класс B: Повышение температуры обмотки не более чем на 80 ° C при температуре окружающего воздуха 40 ° C (максимум).
- Класс F: Повышение температуры обмотки не более чем на 115 ° Цельсия при температуре окружающего воздуха 40 ° Цельсия (максимальной).
- Класс H: Повышение температуры обмотки не более чем на 150 ° C при температуре окружающего воздуха 40 ° C (макс.).
Слышимый шум — это эффект, в основном происходящий из явления магнитострикции : небольшое изменение длины, проявляемое ферромагнитным объектом при намагничивании.
Знакомый «гул», слышимый вокруг больших силовых трансформаторов, — это звук расширения и сжатия железного сердечника с частотой 120 Гц (в два раза выше частоты системы, которая в США составляет 60 Гц) — один цикл сжатия и расширения сердечника для каждого пика. формы волны магнитного потока — плюс шум, создаваемый механическими силами между первичной и вторичной обмотками.
Опять же, поддержание низких уровней магнитного потока в сердечнике является ключом к минимизации этого эффекта, что объясняет, почему феррорезонансные трансформаторы, которые должны работать в режиме насыщения для большей части формы волны тока, работают как горячими, так и шумными.
Потери из-за наматывающих магнитных сил
Еще одно шумовое явление в силовых трансформаторах — это физическая сила реакции между первичной и вторичной обмотками при большой нагрузке.
Если вторичная обмотка разомкнута, через нее не будет протекать ток и, следовательно, не будет создаваться магнитодвижущая сила (ммс).Однако, когда вторичная обмотка «загружена» (в настоящее время подается на нагрузку), обмотка генерирует МДС, которой противодействует «отраженная» МДС в первичной обмотке, чтобы предотвратить изменение уровней магнитного потока сердечника.
Эти противоположные МДС, возникающие между первичной и вторичной обмотками в результате вторичного (нагрузочного) тока, создают физическую силу отталкивания между обмотками, которая заставляет их вибрировать.
Разработчики трансформаторов должны учитывать эти физические силы при конструкции обмоток, чтобы обеспечить адекватную механическую опору для выдерживания напряжений.Однако в условиях большой нагрузки (высокого тока) эти напряжения могут быть достаточно большими, чтобы вызвать слышимый шум, исходящий от трансформатора.
ОБЗОР:
- Силовые трансформаторы ограничены по мощности, которую они могут передавать от первичной обмотки (обмоток) ко вторичной. Большие блоки обычно имеют номинальные значения в ВА (вольт-амперы) или кВА (киловольт-амперы).
- Сопротивление в обмотках трансформатора снижает эффективность, поскольку ток рассеивает тепло, тратя энергию.
- Магнитные эффекты в железном сердечнике трансформатора также способствуют снижению эффективности. Среди эффектов — вихревых токов, (циркулирующие индукционные токи в железном сердечнике) и гистерезиса, (потеря мощности из-за преодоления тенденции железа к намагничиванию в определенном направлении).
- Повышенная частота приводит к увеличению потерь мощности в силовом трансформаторе. Присутствие гармоник в энергосистеме является источником частот, значительно превышающих нормальные, что может вызвать перегрев больших трансформаторов.
- И трансформаторы, и катушки индуктивности обладают определенной неизбежной емкостью из-за изоляции проводов (диэлектрика), отделяющей витки обмотки от стального сердечника и друг от друга. Эта емкость может быть достаточно значительной, чтобы дать трансформатору естественную резонансную частоту , что может быть проблематичным в сигнальных приложениях.
- Индуктивность утечки вызвана тем, что магнитный поток не на 100% связан между обмотками трансформатора. Любой поток, не связанный с , передающий энергию от одной обмотки к другой, будет накапливать и выделять энергию, как работает (само) индуктивность.Индуктивность утечки имеет тенденцию ухудшать регулировку напряжения трансформатора (вторичное напряжение «проседает» больше при заданной величине тока нагрузки).
- Магнитное насыщение сердечника трансформатора может быть вызвано чрезмерным первичным напряжением, работой на слишком низкой частоте и / или наличием постоянного тока в любой из обмоток. Насыщение можно минимизировать или избежать с помощью консервативной конструкции, которая обеспечивает достаточный запас прочности между пиковыми значениями плотности магнитного потока и пределами насыщения сердечника. Трансформаторы
- часто испытывают значительные пусковые токи при первоначальном подключении к источнику переменного напряжения.